MOLARITY MODEL OF MASS TRANSFER PROCESS FOR EXTRACTION IN
advertisement

MOLARITY MODEL OF MASS TRANSFER PROCESS FOR EXTRACTION IN
ROTATING DISC CONTACTOR COLUMN
NURUL NADIYA BINTI ABU HASSAN
UNIVERSITI TEKNOLOGI MALAYSIA
MOLARITY MODEL OF MASS TRANSFER PROCESS FOR EXTRACTION IN
ROTATING DISC CONTACTOR COLUMN
NURUL NADIYA BINTI ABU HASSAN
A thesis submitted in fulfillment of the
requirements for the award of the degree of
Master of Science (Mathematics)
Faculty of Science
Universiti Teknologi Malaysia
JANUARY 2011
iii
DEDICATION
TO:
Nurul Sabihah Kadir, Mastura Ab Wahid, Siti Noorhani Jehad,
Nor Syaida Ibrahim, Noratiqah Mohd Ariff
Thank you for your encouragements and helps.
TO:
My beloved parent
Abu Hassan bin Ibrahim & Bedah bt Hj Reduan
terbayang ketenangan yang selalu kau pamerkan,
bagaikan tiada keresahan,
walau hatimu sering terluka tika diriku terlanjur kata,
tak pernah sekali kau tinggalkan diriku sendirian,
ketika ku dalam kedukaan,
kau mendakap penuh pengertian,
di saat diriku kehampaan,
kau setia mengajarku erti kekuatan,
terpancar kebanggan dalam senyumu melihat ku berjaya,
bilaku kegagalan tak kau biarkan aku terus kecewa,
dengan kata azimat engkau nyalakan semangat,
restu dan doa kau iringkan.
“JASAMU KU KENANG”
iv
ACKNOWLEDGEMENTS
I would like to thank PM Dr Jamalludin Talib for his supervision during the two
years of my study and for his patience reading the draft of my thesis.
I also would like to thank Dr Normah Maan for her patience in going through of
my thesis.
Finally I would like to thank my parents for their understanding of my situation
and for their encouragements.
v
ABSTRACT
In the rotating disc contactor (RDC) column, liquid-liquid extraction process
occurs when one of the liquid phase (drops) is dispersed into another liquid phase
(continuous phase). The mass transfer process occurs when the drops flows
countercurrent to the continuous phase. In this study, a new mass transfer model will be
presented. A number of mass transfer models have been developed. These models are
Initial Approach of Mass Transfer (IAMT) model, Boundary Approach of Mass Transfer
(BAMT) model and Simultaneous Discrete Mass Transfer (S-DMT) model. IAMT
model is a model for mass transfer when the drops first enter the column and move
upward the column. BAMT model is a model of mass transfer where the drops already
exist in the whole column initially. Meanwhile S-DMT model is a modification of the
BAMT model where the concentration of drops in S-DMT model is being determined by
using number of particle. In this study, the S-DMT model will be modified in order to
develop the Molarity Model of Mass Transfer (MM-MT). In MM-MT, the method to
determine the concentration of drops and continuous phase is being substitute with
molarity. Molarity is a method in chemistry to determine the concentration of a chemical
solution. Since the system that involves in this study is cumene/ water/ acid isobutiric,
molarity is used to improve the S-DMT model. A program for MM-MT was developed
by using software C++ 6.0. After the program was test, the real simulation of mass
transfer process that occurs in the RDC column has been run. The simulation took 500
iterations to complete. The results obtained from the MM-MT simulation were being
compared with the result obtained from Separation Process System (SPS). The error for
concentration of drops and continuous phase has been determined and this error showed
whether the MM-MT model is better than the S-DMT model.
vi
ABSTRAK
Dalam turus pengekstrakan cakera berputar (RDC), pengekstrakan cecair-cecair
akan berlaku apabila salah satu cecair (titisan) tersebut diserakan ke dalam cecair (fasa
selanjar) yang lain. Titisan ini akan bergerak dalam arah yang bertentangan dengan
medium tersebut di dalam turus RDC dan ini akan menyebabkan proses peralihan jisim
berlaku. Kajian ini akan menunjukkan satu model baru untuk proses peralihan jisim
tersebut. Banyak model yang telah dibina untuk proses peralihan jisim ini. Antaranya
ialah model pendekatan nilai awal bagi peralihan jisim (IAMT), pendekatan nilai
sempadan bagi peralihan jisim (BAMT) dan juga model peralihan jisim dikret serentak
(S-DMT). Model IAMT adalah model peralihan jisim apabila titisan mula masuk ke
dalam turus RDC dan bergerak ke bahagian atas turus. Model BAMT pula adalah model
peralihan jisim di mana titisan telah bertabur di keseluruhan turus RDC tersebut. Model
S-DMT adalah hasil daripada penambahbaikan model BAMT di mana kepekatan titisan
di dalam turus akan ditentukan dengan menggunakan jumlah bilangan partikel. Dalam
kajian ini pula, penambahbaikan akan dilakukan ke atas model S-DMT untuk
menghasilkan Model Molariti Peralihan Jisim (MM-MT). Dalam MM-MT, cara untuk
menentukan kepekatan bagi titisan dan juga medium adalah dengan menggunakan
molariti. Molariti adalah satu kaedah kimia untuk menentukan kepekatan satu larutan
kimia. Disebabkan kajian ini menggunakan sistem kumen/ air/ asid isobutirik, molariti
boleh digunakan untuk menambahbaikan model S-DMT. Program untuk MM-MT
dihasilkan dengan menggunakan perisian C++ 6.0. Selepas program ini dihasilkan,
program ini telah diuji dan simulasi sebenar untuk proses peralihan jisim yang berlaku
dalam turus RDC ini dijalankan. Simulasi ini telah mengambil 500 iterasi untuk selesai.
Keputusan yang diperolehi daripada simulasi MM-MT ini telah dibandingkan dengan
keputusan yang diperolehi melalui Sistem Proses Pemisahan (SPS). Ralat bagi
kepekatan titisan dan medium dikira dan hasilnya menunjukkan bahawa model MM-MT
adalah lebih baik daripada model S-DMT.
vii
TABLE OF CONTENTS
CHAPTER
1
2
TITLE
PAGE
TITLE PAGE
i
DECLARATION OF TESIS
ii
DEDICATION
iii
ACKNOWLEDGEMENT
iv
ABSTRACT
v
ABSTRAK
vi
TABLE OF CONTENTS
vii
LIST OF TABLES
x
LIST OF FIGURES
xi
LIST OF SYMBOLS
xiii
LIST OF APPENDICES
xv
INTRODUCTION
1
1.1
Introduction
1
1.2
Problem Statement
2
1.3
Objectives of the Research
3
1.4
Scope of Study
3
1.5
Significant of Study
6
1.6
Thesis Organization
6
1.7
Summary
8
LITERATURE REVIEW
9
2.1
9
Liquid-liquid Extraction
viii
2.2
Liquid-liquid Extraction Equipment
10
2.2.1 Mixer Settlers
10
2.2.2 Column Extractor
11
2.2.3 Rotating Disc Contactor Column
11
Hydrodynamics
14
2.3.1 Terminal Velocity
14
2.3.2 Characteristic Velocity
15
Drop Breakage Model
16
2.4.1 Drop Size
17
2.4.2 Observation of the Breakage Process
17
2.4.3 Grouping Drops into Cells.
18
2.4.4 Average Drop Diameter
18
2.5
Drop Size Distribution
20
2.6
Mass Transfer Process
21
2.6.1 Whitman Two-Film Theory
22
2.7
Recent Work on Mass Transfer Model.
24
2.8
Summary
26
2.3
2.4
3
MASS TRANSFER MODEL
28
3.1
Introduction
28
3.2
Diffusion in Sphere.
29
3.3
Mass Transfer Model
35
3.3.1 Boundary Approach of Mass Transfer
Model
36
3.3.2 Simultaneous Discrete Mass Transfer
Model
37
3.4
Conclusion
38
3.5
Summary
39
ix
4
5
MOLARITY MODEL OF MASS TRANSFER
40
4.1
Introduction
40
4.2
Molarity
40
4.3
Molarity Model of Mass Transfer.
42
4.3.1 MM-MT in Stage 1
45
4.3.2 Mass Transfer in Stage 2
47
4.3.3 Mass Transfer in Stage 3
49
4.4
Sequence Steps of Molarity Model of Mass Transfer
51
4.5
Summary
53
SIMULATION AND DATA ANALYSIS
55
5.1
Introduction
55
5.2
Test run for the Program
55
5.3
The Molarity Model of Mass Transfer, MM-MT
Program
5.4
5.5
5.6
6
58
Concentration of Drops and Continuous Phase in
Equilibrium
59
5.4.1 Comparison Method
59
5.4.2 Conclusion
67
Comparison between the MM-MT, S-DMT model
and Experimental (SPS) Data
68
5.5.1 Conclusion
70
Summary
72
CONCLUSION AND RECOMENDATION
73
6.1
Conclusion
73
6.2
Recommendations
74
REFERENCES
75
Appendices A-C
78-93
x
LIST OF TABLES
TABLE NO
TITLE
PAGE
2.1
Terminal and characteristic velocity of drops.
16
2.2
Range of drops diameter and the average drops diameter.
20
2.3
Volume fraction of drops in each cell obtained by EVM.
21
2.4
Mathematical model of mass transfer process developed
by previous researchers.
24
4.1
Sequence steps of MM-MT.
52
5.1
Concentration of drops for the test run program.
56
5.2
Concentration of continuous phase for the test program.
56
5.3
Error obtained from the simulation data of the test run
56
5.4
Result from iteration 1 and iteration 10 for both
concentrations of drops and continuous phase
5.5
Error obtained in both concentration of drops and
continuous phase
5.6
62
Relative error for concentration of drops from iteration
500, 1000 and 1000.
5.7 (a)
59
66
Data obtained from Molarity Model of Mass Transfer,
MM-MT
67
5.7(b)
Data from SPS cited by Talib [4].
68
5.7(c)
Data obtained by Simultaneous Discrete Mass Transfer,
S-DMT model by Mohamed [6].
5.8
68
Summarization of relative error for concentration of drops
and continuous phase obtained in MM-MT, S-DMT and
SPS.
69
xi
LIST OF FIGURES
FIGURE NO
1.1
TITLE
The illustration for stage The illustration for stage located between 2 stator rings next to each other.
1.2
4
The RDC column that was modeled into 23 stages and
10 cells in each stage.
2.1
4
Illustration of stage being divided into cell with the
same width.
1.3
PAGE
5
Schematic diagram of the Rotating Disc Contactor
Column (RDC) column.
12
2.2
Mass transfer process for X phase and Y phase.
23
4.1
Flow chart of the algorithm given in Table 4.1.
53
5.1
Illustration for drops in a stage for test run model.
55
5.2
Comparison graph for concentration of drops and
continuous phase that being obtained from iteration 1
and iteration 10.
5.3
61
Comparison graph for concentration of drops and
continuous phase that being obtained from iteration 10
and iteration 50
5.4
63
Comparison graph for concentration of drops and
continuous phase that being obtained from iteration 50
and iteration 100
5.5
64
Comparison graph for concentration of drops and
continuous phase that being obtained from iteration 100
and iteration 500
65
xii
5.6
The comparison graph for the data obtained by SPS,
simulation of MM-MT and simulation of S-DMT model
70
xiii
LIST OF SYMBOLS
-
Radius of a sphere
-
Concentration of a sphere
, -
Concentration for both and phases
-
Diameter of sphere
-
Initial drop diameter of drop
-
Average diameter of drop
-
Molecular diffusivity of dispersed phase
-
Diameter of rotor disc
-
Diameter of stator ring
-
Gravity
ℎ
-
Height of a stage
-
Number of stages
-
Number of cells
, -
Flux or the rate of the mass transfer for both and phases
, -
Mass transfer coefficient for both and phases
-
Radius of the column
-
Cell number
-
Stage number
,
-
Number of drops
-
Number of particle of drops
-
Balance number of mole for the continuous phase
-
Number of mole
-
Rotor speed
xiv
!
-
Radius of sphere
"
-
Time of drop to travel along the column
#
-
Average concentration of sphere
#
-
Total concentration of drops
$%
-
Characteristic velocity of drop
$&
-
Terminal velocity of drop
'
-
Volume of drops
'
-
Average volume of drop
'(
-
Volume fraction
'
-
Volume of continuous phase in a stage
)* , )
-
Bulk and interface concentration of phase
)+ , -+
-
Initial concentration of continuous and dispersed phase
, -
Liquid phases
-
Balance concentration of continuous phase
-* , -
-
Bulk and interface concentration of phase
.
-
Stator ring number
Greek Symbols
∆0
-
Density difference between the continuous phase and the
dispersed phase
1
-
Interfacial tension
2%
-
The viscosity of the continuous phase
0%
-
Continuous phase density
34
-
Critical angular velocity
ℰ6 , ℰ7
-
Relative error for concentration of drops and continuous phase.
xv
LIST OF APPENDICES
APPENDIX
A
TITLE
PAGE
Geometrical And Physical Properties Of RDC
Column
79
B
Simulation Data For MM-MT
80
C
Computer Program For Molarity Model Of Mass
Transfer (MM-MT)
83
CHAPTER 1
INTRODUCTION
1.1
Introductions
Liquid-liquid extraction has become a common subject to be discussed not just
among chemical engineers, but mathematicians as well. Liquid-liquid extraction is a
process with many applications in pharmaceuticals, petrochemicals processing,
industrial chemical production and metals extraction and recovery [1]. This process is a
technique to separate two liquids product. The principle of liquid-liquid extraction
process entails the transfer of one elements of a solution to another liquid phase which is
relatively immiscible in the first solution [2].
There are many types of equipments used for the processes of liquid-liquid
extraction. The one that will be considered in this research is the column extractor type
called Rotating Disc Contactor (RDC) column. In the RDC column, there are two phases
that were involved in extraction process which called the dispersed phase (drops) and the
continuous phase. Mathematical model on the mass transfer process that occurred in
RDC column were already completed by previous researchers. However, there are still
some weaknesses on the latest mass transfer model that can be improved.
In RDC column, chemical substances will be used in order to complete the
extraction process. Therefore, molarity is a proper method to determine the
2
concentrations on the chemical substances. Molarity will be embedded in the former
model in order to reform it. Then, the suitable algorithm is determined so that the
solutions of the improved model can be achieved.
1.2
Problem Statement
Quite a lot of models on RDC column have been developed. The modeling in
drops distributions and mass transfer process are the most important factors for the
column performance [3]. Therefore, a more realistic mathematical model is presented.
There are a number of researchers in this field such as Ghalehchian [3], Talib [4],
Arshad [5], Mohamed [6] and Maan[3]. Talib [4] has presented the mass transfer models
which are Initial Approach of Mass Transfer (IAMT) and Boundary Approach of Mass
Transfer (BAMT). These two models were said unsteady-state model. According to
Maan [3], Ghalehchian has developed a new model by applying the idea of axial mixing
into the simulation of the mass transfer process. Arshad [5] also has developed a steady
state model for hydrodynamics process. Then, Mohamed [6] has modified a model
developed by Talib which is the BAMT model which is called Simultaneous Discrete
Mass Transfer (S-DMT) model. Meanwhile Maan [3] has developed an inverse model of
mass transfer where it can determine the value of the input while the value of output is
known.
However, the research that was being concentrated on this study is the S-DMT
model [6]. Some weaknesses have been detected in this model. As mention before, the
concentration of a chemical substance is better being determined by using molarity.
Molarity is a method used by chemists to calculate the molar concentration of the
chemical substances by using the volume and the number of mole for the substances.
Therefore, molarity will be embedded into some of the steps in the S-DMT model.
Improvements of this model will be explained further in Chapter 4. Then, the
3
concentration for both dispersed and continuous phases obtained in this research will be
compared with the SSPS data as cited in Talib [4].
1.3
Objective of the Research
The main goals of the research are to model a mass transfer process by using
molarity that happen in the RDC column and compare the data obtained from this model
with the experimental data obtained in SSPS as cited in Talib [4]. To achieve these
goals, the following objectives are the working strategies. The objectives of the study
are:
1. To formulate a new model for the mass transfer process for drops and continuous
phase in the RDC column.
2. To incorporate the new mass transfer model in the existing algorithm.
3. To develop a programming to simulate the concentration of drops and continuous
phase in the new mass transfer model.
1.4
Scope of Study
In this study, the geometrical properties for RDC column with the height 1.75
meters will be used. The RDC column is modeled into 23 stages. Each stage is between
two consecutive stator rings. Let say the stage and stator ring are labeled as where
= 1,2, … ,23. Then, the stage is between the th stator ring and + 1th stator ring.
This situation continues along the column. However, stage 23 will be between 23rd stator
ring and the top of the column. This is as given in Figure 1.1 below.
4
Figure 1.1 : The illustration for stage located between 2 stator rings next to each other.
Then, each stage is also modeled into 10 cells with the same width. The cell is
labeled as where = 1,2, … ,10 . Each cell is said to have its own range of drops
diameter where this range will be explain further in Chapter 2. The cells can be
illustrated as in Figure 1.2. Figure 1.3 shows an RDC column being modeled into 23
stages and 10 cells in every stage.
Figure 1.2 : Illustration of stage being divided into cell with the same width.
The chemical substances that were taken into consideration are cumene in
isobutiric acid as the dispersed phase and isobutiric acid in water as continuous phase.
The physical properties for the system are obtained from the experiments done by
Bahmanyar as cited by Talib[4]. The same applies to the geometrical properties of the
RDC column. Both the geometrical properties and the physical properties are given in
Appendix A.
5
Figure 1.3 : The RDC column that was modeled into 23 stages and 10 cells in each
stage.
6
Next, the hydrodynamics of drops, the drops distribution, the range of drops
diameter and average of drops diameter that are used in order to achieve the objectives
above has been obtained by Talib [4]. The hydrodynamic of drops is used to determine
the time taken for drops to travel along the column. The drops distribution is used to
calculate the number of drops in every cell in every stage. All these data are used to
determine the concentration of dispersed and continuous phases. These data are used in
simulating the mass transfer process by using C++ 6.0 software.
1.5
Significant of Study
The purpose of this study is to determine the concentration of dispersed and
continuous phases in the RDC column. From the concentrations obtained, the efficiency
of the column can be observed. The efficiency of the RDC column will increase if the
extraction process that occurs in the column increases. In order to increase the extraction
process, improvements can be made to the RDC column such as reducing the speed of
the rotor discs in the column so that the drops will break into smaller. This will increase
the surface area that was brought into contact with the continuous phase.
These concentrations also help in designing the RDC column by varying the
geometric properties of the column. For example, by increase or decrease the radius of
the column, the height of the column and etc depends on the extraction process happen,
an efficient RDC column will be produce.
1.6
Thesis Organization
This thesis starts with Chapter 2, literature review on the liquid-liquid extraction.
It is then followed by the introduction to the Rotating Disc Contactor (RDC) column and
7
the hydrodynamics of mass transfer process that occurs in the RDC column. Discussion
on the hydrodynamic, drop breakage, drop distribution and mass transfer process are
also included. The existing models developed by previous researchers are presented.
Chapter 3 reviews on the existing mass transfer models. It discussed on the
formulation of the varied boundary function. The details of the exact solution of the
Initial Boundary Value Problem (IBVP) with the time depending function boundary
condition will be shown and followed by the derivation of a new diffusion equation for
sphere.
Chapter 4 discusses the formulation of the mass transfer process in the RDC
column by using molarity. The new mass transfer process using molarity is presented.
Molarity is a method that will be used to determine the concentration of both drops and
continuous phase in the mass transfer process that occurs in the RDC column. Molarity
will be embedded in the existing mass transfer model and this process will be explained
further in this chapter.
Chapter 5 provided the explanation on the computer program that was build and
the simulation data that were obtained from this simulation. The computer program was
developed by using C programming. This simulation is then being run until 10000
iterations and the data obtained from this simulation will be compared with the SSPS
data as cited in Talib [4]. The concentration error obtained from this comparison is then
being compared with the concentration error obtained from the comparison S-DMT
model and SSPS data.
The summarization and conclusion on the final findings and suggest areas for
further research are given in Chapter 6.
8
1.7
Summary
In this introduction chapter, general information on the liquid-liquid extraction
and the equipment is presented. The weakness of the existing model motivates this
research to be done is given in the problem statement. Next, the research objectives and
scope, and the contribution of this research are described in this chapter. Finally, the
thesis organization is given.
CHAPTER 2
LITERATURE REVIEW
2.1
Liquid-liquid Extraction
Extraction is a process that separates component based on the chemical
differences in physical properties. The basic principle behind extraction involves
contacting two phases that is immiscible or partially miscible with each other [2][7]. The
phases can take liquid, gas, vapor or solid. Therefore, these two phases could be liquidliquid, liquid-solid, liquid-gas or liquid vapor [3].
Liquid-liquid extraction, also known as solvent extraction is a method to separate
components based on their relative solubility in two different immiscible liquids, usually
water and an organic solvent [2]. It is an extraction of a component from one liquid into
another liquid phase. Liquid-liquid extraction is a basic technique in chemical
laboratories, where it is performed using a separatory funnel [7].
In this research, the two liquid-liquid phases are cumene and isobutiric acid. The
situation of the extraction process can be illustrated as below:
F
X+Z
S
+
Y
=
R
E
X
Y+Z
10
Considered a liquid phase, F with components X and Z and another liquid phase,
S with component Y. The liquid F was brought into contact with the liquid S so that the
extraction process will occurs. After the extraction process complete, the raffinate, R and
the extract, E were produced. The raffinate, R contained X as the component which
means the component X is removed from the liquid phase, F. however, the extract, E
contain components Y and Z. The extract, E is the product of this extraction process.
2.2
Liquid-liquid Extraction Equipment
There is a wide range of applications of liquid-liquid extraction, for example,
application in petrochemical processing, industrial chemical production, pharmaceuticals
and metal extraction and recovery. Since this process has been used in many
applications, various design of liquid-liquid extraction column was developed. Liquidliquid extraction equipment can be classified as mixer settlers and column extractors
[7][8].
2.2.1 Mixer Settlers
Mixer settlers are a class of mineral process equipment used in the solvent
extraction process. A mixer settler consists of a first stage that mixes the phases together
followed by a dormant settling stage that allows the phase to separate by gravity. The
mixer may consist of one or multiple stages of mixing tanks. The settler is a calm pool
downstream of the mixer where the liquids are allowed to separate by gravity. The liquid
are then removed separately from the end of the mixer [9].
11
2.2.2 Column Extractor
Column extractor consisting of a vertical column where the denser phase enters
at the top and flows downwards while the less dense phase enter at the bottom and flow
upwards. One of the phases can be pumped into the column at any desired flow rate
meanwhile the maximum rate of the other phase will be limited by the first phase and
the physical properties of both phases. There is maximum rate at which the phases can
flow through the column. At this point, the dispersed phase will be stopped from
entering the column or the column must be adequately large so there will be no flooding
[3][4][5].
However, in this study, Rotating Disc Contactor (RDC) column which is one of
the column extractors that is widely used for liquid-liquid extraction will be considered.
The research works on the modeling of RDC column and then the geometrical structure
are explained in the next section.
2.2.3 Rotating Disc Contactor Column
Rotating Disc Contactor (RDC) column is an agitated mechanical device that
was introduced by Reman in 1951. It was developed by the Royal Dutch Shell Group at
the Armsterdam Laboratory [10][4]. RDC column consist of cylindrical column with the
diameter between 0.5 meters and 2.5 meters while the height is approaching 12 meters.
The schematic diagram for the RDC column is as shown in Figure 2.1.
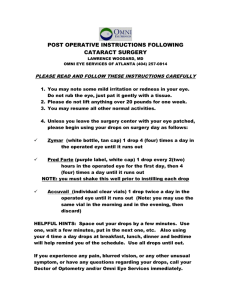
The cylindrical column was divided into compartments by stator rings. The
length from each stator ring to another are equally divided. At the centre of the column,
there are rotor discs that were attached to the rotating axle that operate in the middle of
stator rings. The diameter of rotor discs are less than the diameter of stator rings, thus
allowing the axle and rotor discs to be easily installed and removed.
12
Continuous
Phase in
Dispersed
Phase out
Rotating Axle
Dispersed
Phase in
Continuous
Phase out
Figure 2.1 : Schematic diagram of the Rotating Disc Contactor Column (RDC) column.
13
Above the top stator ring, and the below the bottom stator ring, settling
compartment are installed [4]. Wide mesh grids are used between the agitated section
and the settling zones to nullify the liquid circular motion, thus ensuring optimum
settling conditions. As explained by Najim [7], the continuous phase is fed in at the top
of the column to provide a counter current flow since the drops are dispersed through a
distributor at the bottom of the column. Therefore, at the top of cylindrical column, there
is inlet connection for heavy phase and outlet connection for light phase. Meanwhile, at
the bottom of the cylindrical column, there is inlet connection for light phase and outlet
connection for heavy phase.
According to Maan [3], an RDC’s performance depends on its column diameter,
rotor disc diameter, stator ring opening, compartment height, number of compartments
and disc rotational speed. Thus, to modified or create an efficient column, these factors
must be taken into consideration.
In an RDC column, one of the liquid phases is dispersed as drops. After which,
the drops will break into drops with smaller size when they were hit by the rotating
discs. The breakage of drops into smaller drops increases the area of contacts with the
continuous phase which in turns increased the mass transfer process either from the
drops to the continuous phase or vice versa.
Drops size distribution and mass transfer process are two important processes
involve in the RDC column [11]. The drops size distribution is influence by two factors.
These two factors are the hydrodynamics of the drops and also the breakage of the drops
in the column. Therefore, in the following section, an explanation on the hydrodynamics
of drops will be done.
14
2.3
Hydrodynamics
Every drop in the RDC column is moving and each drop will have its own
velocity. The terminal velocity, $& is the maximum velocity of drops in an unhindered
continuous phase. This velocity is obtained by balancing buoyancy and drag force
[4][5]. Two drops with the same size and density will have different terminal velocities
if the internal circulation within drops is different.
In the RDC column, there are rotating discs and stator rings. Therefore, the drops
movement will be disturbed as the drops hit the rotor discs. The velocity of the drops
will reduce. This reduced velocity is known as characteristic velocity, $% . The
characteristic velocity, $% is normally 50 to 100 percents of the terminal velocity, $& [5].
Discussion on terminal velocity, $& and the characteristic velocity of drops, $% is
given in section 2.3.1 and 2.3.2 respectively.
2.3.1 Terminal Velocity
Terminal velocity of a drop in an unhindered medium is the maximum speed of
the drop to travel along the RDC column. This velocity is obtained by balancing the
buoyancy and drag force [6]. The factors that affect the velocity are the diameter of
drop, the shape of a drop and the physical properties of the system.
According to Maan[3], Grace et al have built their own equation of terminal
velocity. Based on the experiments, the terminal velocity was obtained by using the
following equation:
?
$& = >A @ B C D
.FGH ( − 0.867)
@
where:
(2.1)
15
N
=
C=
OP |∆A|
Q
O?@ R |∆A|
A@PQ S
G
D
.FG
?
@
W
T = N
C D
.FGH V
.
H
U
= 0.94T
.Z[Z
for
2 < T ≤ 59.3
= 3.42T
.GGF
for
T > 59.3
Here, represent gravity, is the diameter of the drop, ∆0 is the density
difference between the continuous phase and the dispersed phase, 2% is the viscosity of
the continuous phase, 0% is the density of continuous phase and 1 is the interfacial
tension.
This equation is valid for the Reynolds number is greater than 2. However for
low Reynolds number (i.e. T < 2), the terminal velocity of the drops can be determined
by using Stokes Law, that is:
$& =
OP |∆A|
F`?@
(2.2)
2.3.2 Characteristic Velocity
Characteristic velocity is the velocity of drops where the geometric properties of
the RDC column influence the drops movement and cause them to slow down. In other
words, characteristic velocity is the terminal velocity which has been reduced due to the
factor of hindrance caused by the column’s physical properties.
Based on Godfrey and Slater [12], the characteristic velocity, $% of a drop in
RDC column can be written in term of terminal velocity, $& given as:
16
@
a
.U
= 1.0 − 1.443b U [ c
where :
− 0.494 >
de Ddf
.ZZ
B
(2.3)
= rotor speed
= diameter of rotor disc
= diameter of stator ring
The calculation of both terminal and characteristic has been done by Talib [4].
The velocities and the drops diameter are as given in Table 2.1.
Table 2.1 : Terminal and characteristic velocity of drops.
Cell number
1
2
3
4
5
6
7
8
9
10
2.4
Diameter,
(mm)
0.49
1.22
1.98
2.76
3.54
4.32
5.10
5.88
6.67
7.05
Terminal Velocity,
$& ,(mm/s)
18.3
36.2
63.2
82.0
97.1
110.0
121.5
126.1
125.1
124.5
Characteristic Velocity,
$% , (mm/s)
10.2
20.0
35.0
45.4
53.8
60.9
67.3
70.1
69.3
69.0
Drop Breakage Model
The main objective of a breakage model is to determine the number of drops and
their size distribution in the cells of the RDC column [4]. As explained before, the drops
are dispersed into the column through a distributor which is located at the bottom of the
cylindrical column. Then, these drops will move upward the column and break into
smaller size of drops after they were hit by the rotating discs. In the next subsection, an
explanation on the drop breakage will be presented.
17
2.4.1 Drop Size
Drop size is an important variable that affect the hydrodynamics and mass
transfer process. The prediction on the drop size is important in order to manipulate the
performance prediction or the designing of the RDC column [3][4][5]. According to
Korchinsky [3], smaller size of drops requires a larger column diameter to provide larger
interfacial surface area. Larger drops will have larger volume, low surface area per unit
volume, which mean the column height must be increased in order to satisfy the mass
transfer process.
2.4.2 Observation of the Breakage Process.
When a group of drops enter the column, these drops will move upward towards
the end of the column. n RDC column, there are rotor discs that always rotate at its
critical speed. Therefore, when the drops move upward and hit the edge of the rotor, the
drops will break into smaller sizes of drops.
At some point, when the rotor speed increased to the maximum, the drop
breakage fraction also increases and then decrease. Meanwhile, at zero rotor speed,
drops falling vertically to hit the rotor edge were more easily breaks as continuous phase
viscosity decreased. As speed increased, the drops tend to hit the underside of the rotor
disc and then did not break as they rolled around the edge.
The breakage process of drops has been observed by the previous researchers.
Bahmanyar and Slater [14] and Cauwenberg [13] have observed the break-up
probabilities for single drops of various sizes. This can be used to obtain first estimates
of the developing drop size distribution
18
2.4.3 Grouping Drops into Cells.
Talib [4] has design a model for drops breakage. This model allowed us to group
the drops into cells with equivalent sizes. When the drops enter the extraction column, it
will break into smaller size of drops as they hit the rotating discs. The rotor discs always
rotate at its critical speed which is given as below:
Q g.h
34 = 0.802 A g.S?g.R g.ij dg.hk
@
@
f
(2.4)
Talib’s model has state that if the initial drop diameter is , and the required
number of cells is , then the size of the cell , l which will hold drops of cell with
diameters between m, and m,nF is:
l = m,nF − m,
(2.5)
where = 1,2, … , and
dp,q =
rg
s
(j − 1), j = 1,2, … , m
2.4.4 Average Drop Diameter
Initially, each stage will be divided into 10 cells with the same width. The initial
drop diameter, that was taken into consideration is 7.05. Therefore, the average
diameter is obtained by averaging the volume of the drops. Assuming that the drops are
randomly produced and these drops are uniformly distributed into each cell, the average
drop diameter can be obtained as follows.
Let average volume of drops in cell is ', and the average diameter is , ,
then:
19
G
', = w >
xy,z U
(2.6)
B
{
U
However, the average volume can be written as follows:
~
G
',
w ∫~ zk ! U !
z
=
b!nF − ! c
U
,z
where ! =
and !nF =
{
(2.7)
,zk
{
Then, equation (2.7) will become:
', =
=
G ~ R W zk
U
G
z
b~zk D~z c
R
R
b~
U zk D~z c
b~zk D~zc
R
=
R
,zk D ,z
U
P
P
(2.8)
b~zk D~zc
By combining equation (2.6) and equation (2.8) will give:
R
G
U
w>
>
xy,z
{
U
B =
xy,z U
{
R
,zk D ,z
U
P
P
,zk ,z
D
P
P
F ,zk
B = >
G
{
+
,z
{
B >
,zk {
{
B +>
,z {
{
B
F
, U = bm,nF + m, cbm,nF { + m, { c
G
F
F
U
, = V bm,nF + m, cbm,nF { + m, { cW
G
(2.9)
The average drops diameter, , can be obtained by using equation (2.9) and
Table 2.2 shows the range of drops diameter and the average drops diameter for each
cell.
20
Table 2.2 : Range of drops diameter and the average drops diameter.
Number of Cell,
4
1
2
3
4
5
6
7
8
9
10
2.5
Range of Drop Diameter,
(mm), m,nF − m,
[0, 0.705)
[0.705, 1.41)
[1.41, 2.12)
[2.12, 2.82)
[2.82, 3.52)
[3.52, 4.23)
[4.23, 4.94)
[4.94, 5.64)
[5.64, 6.35)
[6.35, 7.05)
Average Drop Diameter,
(mm), ,
0.44
1.10
1.79
2.48
3.19
3.89
4.59
5.30
6.00
6.70
Drop Size Distribution
There are three methods of predicting the number of drops and their size
distribution in each stage in the RDC column [10]. These methods are Monte Carlo
method (MCM), Expected Value method (EVM) and Dynamic Expected Value method
(DEVM).
However, the drops distributions that will be used in this study are being
obtained from the EVM where the distribution of drops is determined by using Volume
Fraction, '( [4]. The number of drops in each cell of each stage can be determined by
using the drops distribution data that is given in Table 2.3.The volume fraction equation
that will be used in order to calculate the number of drops, , for stage and cell is
given as:
'(,, =
P
+,z xy,z{
P
xy,z
∑kg
zk +,z
{
where = 1,2, … ,23, = 1,2, … ,10
(2.10)
21
Table 2.3 : Volume fraction of drops in each cell obtained by EVM.
Cell/
Stage
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
2.6
1
2
3
4
5
6
7
8
9
10
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.001
0.001
0.001
0.001
0.001
0.001
0.001
0.001
0.001
0.001
0.001
0.002
0.002
0.002
0.002
0.000
0.000
0.001
0.002
0.002
0.003
0.004
0.004
0.005
0.006
0.007
0.008
0.009
0.010
0.011
0.012
0.012
0.013
0.014
0.015
0.016
0.017
0.018
0.000
0.002
0.005
0.007
0.011
0.014
0.018
0.022
0.026
0.029
0.034
0.038
0.042
0.047
0.051
0.055
0.059
0.064
0.068
0.072
0.076
0.080
0.084
0.000
0.007
0.015
0.024
0.034
0.045
0.056
0.067
0.080
0.092
0.105
0.117
0.130
0.143
0.155
0.168
0.180
0.192
0.205
0.217
0.228
0.240
0.251
0.000
0.018
0.037
0.056
0.076
0.096
0.115
0.135
0.153
0.171
0.188
0.204
0.219
0.233
0.246
0.257
0.268
0.278
0.286
0.294
0.301
0.307
0.311
0.000
0.039
0.071
0.101
0.128
0.151
0.172
0.189
0.204
0.215
0.224
0.231
0.235
0.237
0.238
0.237
0.223
0.232
0.228
0.223
0.217
0.211
0.205
0.000
0.068
0.114
0.149
0.174
0.191
0.202
0.208
0.210
0.208
0.203
0.196
0.188
0.179
0.170
0.160
0.149
0.139
0.129
0.120
0.111
0.102
0.093
0.000
0.096
0.145
0.174
0.188
0.191
0.187
0.178
0.166
0.153
0.139
0.126
0.113
0.100
0.089
0.078
0.069
0.060
0.052
0.046
0.039
0.034
0.030
1.000
0.769
0.612
0.488
0.388
0.309
0.246
0.196
0.157
0.125
0.100
0.079
0.063
0.051
0.040
0.032
0.026
0.021
0.016
0.013
0.010
0.008
0.007
Mass Transfer Process
Mass transfer is the transfer of solute from high concentration to low
concentration. This phrase is usually being used in engineering for physical processes
that involve molecular and convective transport of atoms and molecules within physical
systems.
Whenever there is a different in concentration gradient between the two phases
in the RDC column, there will be a migration of molecules from one phase to the other
22
phase [4]. If the concentration of the continuous phase is higher than the dispersed
phase, then the molecules will move from the continuous phase to the dispersed phase.
However, if the concentration of the dispersed phase is higher than the continuous phase,
then the molecules will move from the dispersed phase toward the continuous phase. In
the following subsection, an explanation on the two-film theory will be presented.
2.6.1 Whitman Two-Film Theory
Whitman two-film theory is one of the earliest and simplest theories on the mass
transfer between two liquid phases across a plane interface [3][4][5][6]. In this theory, it
is assumed that there will be a thin layer film on both side of the interface. Across this
film, the migration of molecules is called the molecular diffusion process. Outside this
film, there will be a bulk concentration of liquid phases that was uniform which is
brought by the eddy diffusion. Eddy diffusion caused by the turbulence in the bulk is
considered to die rapidly at the interface of the films.
Consider two liquids phases, and :
1. Let the bulk concentration and interphase concentration for be )* and )
respectively.
2. Let the bulk concentration and interphase concentration for be -* and -
respectively.
Based on Arshad [5] and Treybal [15], the transfer across this film is assumed to
take place entirely by molecular diffusion in the following 5 steps:
1. Transfer from bulk -phase to the film.
2. Diffusion through the -phase film to the interface.
3. Transport across the interface.
4. Diffusion through the -phase film away from the interface.
5. Transfer into the bulk -phase.
23
Direction of mass transfer
)*
)
X phase
-
Y phase
-*
Raffinate Phase
Extract Phase
Interface
Figure 2.2 : Mass transfer process for X phase and Y phase.
Figure 2.2 shows the mass transfer process from phase to phase.
In the phase, the mass transfer at steady state from the bulk concentration to
the interface concentration is described by the flux equation below:
= ()* − ) )
(2.11)
Meanwhile for the phase, the mass transfer at steady state is from the interface
concentration to the bulk concentration is
= (- − -* )
(2.12)
and are the flux or rate of the mass transfer, and are the mass transfer
coefficient for both and phase. At equilibrium, the fluxes of the concentration must
be the same. Thus
()* − ) ) = (- − -* )
24
The expression on the equilibrium at the interface is known as equilibrium
equation. According to Bailes et al [16], the equilibrium equation for this system is
given as follows:
= F.`[
where is the concentration of phases while is the concentration of phase.
2.7
Mathematical Model of Mass Transfer.
Table 2.4 gives the previous work on the mass transfer process on RDC column.
The mathematical model that were developed by the previous researchers is been
summarized in Table 2.4.
Table 2.4 : Mathematical model of mass transfer process developed by previous
researchers.
Author
Title
Description
Jamalludin Talib Mathematical Modelling • Talib has introduced two models of
(1994)
of
A
Rotating
Contactor Column
Disc
the mass transfer named:
a)
Initial Approach of Mass
Transfer(IAMT)
b) Boundary Approach of Mass
Transfer(BAMT).
• .IAMT is for the first step where
the drop first entered the column
with an undisturbed medium.
• BAMT is based on the presence of
drops along the column.
• The concept of diffusion in sphere
25
and the theory of two-film theory
are also introduced in this research.
Amirah
Mohamed
Hana Model Peralihan Jisim • The mathematical modelling of
Nor Diskret Secara Serentak
Bagi Resapan Titisan
(2000)
simultaneous drop diffusing
in
RDC column is developed.
• The drops are already in steady
state and the mass transfer from the
medium occurs simultaneously.
• The
drops
concentration
was
calculated for each cell.
• The drops total concentration was
also be calculated.
• Then the balance concentration will
be
calculated
by
using
mass
balance equation.
Khairul
Anuar Parameter Analysis for • The
Arshad (2000)
hydrodynamics
model
is
Liquid-liquid Extraction
almost like the real condition since
Column Design
it moves from the undisturbed state
into steady state.
• The model was found to reach the
steady state faster compared to
previous study.
• This study also
involved two
different sizes of RDC column and
four different type of chemical
system.
• The model was expected to update
the value of the hold up and the
velocities of the drops moving up
the column before the drops reach
26
the final stage.
• Then Arshad used the mass transfer
model developed by Ghalehchian to
combine
with
the
new
hydrodynamic model.
• Arshad observed and analysed the
simulation data to examined the
effects of varying input variables
on output values yield.
Normah
Maan The
(2005)
Mass • This study involves an inverse
Inverse
Transfer Model of The
model based on the IBVP with
Mutli-Stage
mixed boundary condition.
Column
Approach
Varied
Condition
RDC
Fuzzy • This model is used to verify the
by
Based
on
Boundary
value of input parameters for a
required
value
of
output
parameters.
• Fuzzy approach for modelling the
system is being used in this study.
2.8
Summary
In this chapter, an explanation on the literature review is presented. Firstly, an
introduction on the liquid-liquid extraction process is given. Then, equipment that
involves liquid-liquid extraction process is being discussed. In this study, Rotating Disc
Contactor (RDC) column is taken into consideration. In the RDC column,
hydrodynamics of drops and distribution of drops occurs. Therefore, explanations on
these processes are presented.
27
Mass transfer that occurs in the RDC column is being influenced by the
hydrodynamics of drops and distribution of drops. Then, the mass transfer models that
have been developed by previous researchers are being discussed. The Simultaneous
Discrete Mass Transfer (S-DMT) model that was developed by Mohamed [6] is used in
order to develop the new mass transfer model. In the new mass transfer model, a new
method will be used to determine the concentration of drops and continuous phase.
CHAPTER 3
MASS TRANSFER MODEL
3.1
Introduction
In this research, there are two mass transfer models that will be taken into
consideration. These two models are the Boundary Approach Mass Transfer (BAMT)
model and the Simultaneous Discrete Mass Transfer (S-DMT) model. The BAMT
model is a model developed by Talib where this model is based on the presence of drops
along the RDC column. Meanwhile the S-DMT model is a model developed by
Mohamad where some improvements were embedded into the BAMT model. This
chapter will explain briefly on these models.
In both models, the assumptions that were made are the drops have a uniform
concentration in every stage and the concentration of the continuous phase is also
uniform. When the drops enter the stage , solutes from the continuous phase will be
transferred into the drops or vice versa depending on the difference concentration of
both phases. Since this research is dealing with the drops, it is assumed that all the drops
are of spherical shape. Thus, the amount of solutes that were transferred into drops can
be determined by using the theory of diffusion in a sphere.
29
3.2
Diffusion in Sphere.
Consider a sphere of radius . Crank [17] has given the radial diffusion equation
as below:
4
&
= V
P4
~ P
+
{ 4
~ &
W
(3.1)
By using equation:
#(!, ") = ! (!, ")
(3.2)
Equation (3.1) will become:
&
=
P
~ P
This proving can be shown as follows:
From equation (3.2), we can have:
#~ (!, ") = ~ . ! + = !~ + (3.3)
#~~ (!, ") = !~~ + ~ + ~
= !~~ + 2~
#& (!, ") = !&
(3.4)
(3.5)
By rearranging equation (3.3), (3.4) and (3.5):
~ =
D4
~
~~ =
& =
D{4
~
a
~
(3.6)
(3.7)
(3.8)
30
Substitute equation (3.6), (3.7) and (3.8) into equation (3.1). Then the equation will
become as follows:
a
~
a
~
a
~
a
~
D{4
= V
− >
~
= V
−
~
~
~
~
{
D⁄~
B
~
~
= V
= >
{
D4
+ >
~
{
~P
+
{
~S
BW
{
D{~
BW
~
~
+ >
+
{
~P
−
{
~S
W
B
#& = #~~
⟹
&
=
P
~ P
If the sphere with radius has an initial concentration lF and the surface of the
sphere is l
, the diffusion equation of the sphere is given by the initial boundary value
problem (IBVP):
&
=
P
0 ≤ ! < ,
,
~ P
">0
(3.9)
#(0, ") = 0
">0
(3.10)
#(, ") = l
">0
(3.11)
#(!, 0) = !lF
0≤!<
(3.12)
By using #(!, ") = (!)("), (3.9) gives:
(&)
d
=
=
(~)
= −{
= −{
(3.13)
Here, { is a separation constant. Then, equation (3.10) can be separated into:
d
and
= −{
(3.13)
= −{
(3.13)
31
By using differential equation, equation (3.13) can be written as:
= −{
and the general solutions for the time variation is as given below:
(" ) =
, = 0
F
P
{ Dd & , ≠ 0
Meanwhile the equation (3.13) can be written as:
{ = −{
= ±
for ≠ 0
=0
for = 0
and the general solution for the radius variation is as follows:
=0
+ G !,
(! ) = U
F cos ! + { sin ! , ≠ 0
Therefore, the general solution of #(!, ") is:
#(!, ") = (!)(")
=¦
( U + G !)F ,
=0
P&
Dd
( F cos ! + { sin !){
, ≠0
Then by using superposition rule, #(!, ") will become:
P
P
#(!, ") = F U + F G ! + { F Dd & cos ! + { { Dd & sin !
F , { , F , { , U and G are constants and can be simplified into
P
P
#(!, ") = § + ! + ¨ Dd & cos ! + © Dd & sin !
(3.14)
Next step is applying the boundary condition given in (3.10), (3.11) and (3.12).
32
Condition (3.10):
P&
⇒ #(0, ") = 0 = § + ¨ Dd
P&
Dd
≠ 0, therefore,
§ = 0 and ¨ = 0
Thus, equation (3.14) will be:
P
#(!, ") = ! + © Dd & sin !
(3.15)
Condition (3.11):
P
⇒ #(, ") = l
= + © Dd & sin
P
l
− − © Dd & sin = 0
P
(l
− ) − © Dd & sin = 0
P&
Dd
≠ 0, therefore:
l
− = 0
sin = 0 or © = 0
and
l
= Here, choose:
sin = 0
+ =
+
Thus, equation (3.15) will be:
#(!, ") = ! + ∑«
+¬F ©
Dd+ P P &
P
sin
+~
Condition (3.12):
⇒ #(!, 0) = !lF = l
! + ∑«
+¬F © sin
!lF − l
! = ∑«
+¬F © sin
+~
!(lF − l
) = ∑«
+¬F © sin
+~
+~
(3.16)
33
Then, © is the coefficient in the half-range Fourier sine series expansion. Thus, we will
have:
{
+~
© = ∫
!(lF − l
) sin
!
{
= − + (lF − l
)(−1)+
Thus, equation (3.16) can be written as follows:
+
#(!, ") = l
! + ∑«
+¬F(−1)
{
+
(l
− lF ) sin
+~
Dd+ PP &
P
or
(!, ") = l
+
{
(DF)­
(l
− lF ) ∑«
+¬F
~
+
sin
+~
Dd+ P P &
P
(3.17)
By rearranging equation (3.17),
4(~,&)D%k
=1+
%g D%k
{
~
∑«
+¬F
(DF)­
+
sin
+~
Dd+ P P &
P
(3.18)
In the mass transfer model, average concentration of drops will be considered.
The average concentration of drops, # is as follows:
# = G
4a
(3.19)
U S
Where the total concentration of drops, & is
& = ∫
(!, ")4w! { !
From equation (3.18):
%(~,&)D%k
∫
%g D%k
∙ 4w! { ! = ∫
1 +
{
~
∑«
+¬F
(DF)­
+
¯ {
= ∫
4w! { ! + ∫
~
∑«
+¬F
G
(DF)­
U
+
= wU + 8 ∑«
+¬F
sin
+~
(DF)­
+
Dd+ PP &
P
sin
+~
Dd+ P P &
P
∙ 4w! { !
Dd+ P P &
P
∫
! sin
+~
!
∙ 4w! { !
(3.20)
34
The integrating ∫
! sin
+~
! can be solved by using integration by part and the
solution is as follows:
∫
! sin
+~
D
! = + (−1)+
(3.21)
Substitute equation (3.21) into (3.20):
%(~,&)D%k
∫
%g D%k
G
(DF)­
U
+
G
P
∙ 4w! { ! = wU + 8 ∑«
+¬F
= U wU − 8 ∑«
+¬F + P
G
` S
U
= wU −
∑«
+¬F
F
+
P
Dd+ P P&
D P
P V
(−1)+ W
+
Dd+ P P &
P
Dd+ PP &
P
G
∫
(l (!, ") − lF ) ∙ 4w! { ! = (l
− lF ) U wU −
G
∫
l(!, ") ∙ 4w! { ! = (l
− lF ) U wU −
` S
` S
∑«
+¬F
∑«
+¬F
F
+
P
F
+
P
Dd+ PP &
P
Dd+ PP &
P
G
+ wU lF
U
(3.22)
Substitute equation (3.22) into (3.19):
# =
G
` S
U
(l
− lF ) wU −
∑«
+¬F
F
+
P
Dd+ PP &
P
G
+ wU lF
U
G
U
G
# =
U
wU (l
− lF ) 1 −
°
F
+
∑«
+¬F
P
P
Dd+ P P &
P
+ lF
G
U
# (!, ") = (l
− lF ) 1 −
°
F
+
xy D%k
Dd+ PP &
(%g D%k )
= 1 −
°
P
∑«
+¬F
F
+P
∑«
+¬F
P
P
P
wU
wU
Dd+ PP &
P + lF
(3.23)
Equation (3.23) is the equation that is used to determine the average
concentration of drops with radius at a time ". The initial concentration of drops is lF
while the initial concentration of continuous phase is l
. The equation (3.23) will be
used in this research and the usage of the equation will be shown in the next section.
35
3.3
Mass Transfer Model
In the RDC column, the continuous phase and dispersed phase are constantly
flowing countercurrent with respect to time with the dispersed phase distributes
randomly throughout the column. The dispersed phase also known as drops since this
phase is dispersed in form of drops into the column through the distributor. Since the
drops exist along the column, the diffusion process to drops happens simultaneously.
Two mass transfer models presented by Talib [4] named Initial Approach of Mass
Transfer (IAMT) and Boundary Approach of Mass Transfer (BAMT). These two models
modeled the mass transfer process to drops based on the IBVP given in equations (3.9),
(3.10), (3.11) and (3.12).
The IAMT modeled the mass transfer process to drops the moment the drops first
entered the column. These drops will move upward towards the end of the column.
Meanwhile the BAMT modeled the mass transfer process to drops when the drops is
already presents along the column. The Simultaneous Discrete Mass Transfer (S-DMT)
model developed by Mohamed [6] also modeled the mass transfer process to drops while
the drops are already being distributed along the column. In S-DMT model, the mass
transfer process to drops is being modeled by using the number of particle of drops.
As explained in Chapter 1, the RDC column is modeled into 23 stages and each
stage will be divided into 10 cells with the same width. The first stage is between the
distributor and the first rotor disc while the second stage is between the first and second
rotor disc and the same applies to all stages along the column. It is also assumed that
every stage will have its own initial concentration for continuous phase. The explanation
on these models will be presented in the next subsections.
36
3.3.1 Boundary Approach of Mass Transfer Model
Boundary Approach of Mass Transfer (BAMT) model is being modeled by
assuming that the drops already present in every stage in the RDC column initially.
Assume that the mass transfer to drops is governed by equations (3.9) to (3.12)
and consider that there are number of stages in the RDC column and each stage ,
= 1,2, … , has an initial concentrations of drops, )+, and continuous phase, -+, . The
process of determining the drops concentrations in stage is as follows.
Determined the drops surface concentration for each stage by using the
following equations:
-², = ³b)², c where ³b)², c = )², F.`[
(3.24)
b)+, − )², c = b-+, − -², c
(3.24)
Then, determine the average concentration of drops:
xy, (~,&)D­,
b´, D­, c
= 1 −
°
F
+
∑«
+¬F
P
P
Dd+ P P &
P
(3.24l )
Then, the total drops concentration in this stage is determined as follow:
G
# , = #, × wU
U
(3.24 )
Next step is to determine the concentration of continuous phase. To determine
the concentration of continuous phase, the mass balance equation will be used. In stage
, assign that )* = 1, )+, = )+ , -* = -+ and -+, = -+DF . Then, the general equation
to obtained the concentration of continuous phase for stage , as = 1,2, … , is as
follows:
µ
¶
)DF = ) − µ (- − -DF )
·
(3.25)
37
We know that the drops concentration, - in every stage must less than the
concentration of continuous phase, ) . Therefore, the equilibrium equation is used again
to ensure that - ≤ ) F.`[ . If this condition was not satisfied, then the drops
concentration is obtained by solving the equilibrium equation and the mass balance
equation.
3.3.2 Simultaneous Discrete Mass Transfer Model
The Simultaneous Discrete Mass Transfer (S-DMT) model is an improvement of
the BAMT model. The improvement that was done will be presented in this subsection.
In the improved model, the method of determining the average concentration of drops is
changed into number of particle. The number of particle is used in determining the
concentration of drops.
In S-DMT model, it is also assume that the mass transfer process is being govern
by equations (3.9) to (3.12) and the number of stages in RDC column is . It is said
that each stage , = 1,2, … , is divided into cells with the same width. Therefore,
each cell , = 1,2, … for every stage will have their own initial concentration for
both drops and continuous phase. the initial concentration of drops is -+,, while the
initial concentration of continuous phase is )+,, . Then, the process to determine the
drops concentration is as follows.
Firstly, we need to obtain the surface concentration for each stage and this
process can be completed by using equation:
-², = ³b)², c where ³b)², c = )², F.`[
-² =
µ· b­,,z D´ c¸y (&)°
{d¶ P >FD¸y P(&)B
+ -+,,
(3.26)
38
where ¹ (") is Vermuelen [18] equation given as:
¹ (") = 1 −
DdP &
P
.[
(3.27)
After the surface concentration is obtained, the average drops concentration for
each cell can be obtained by using equation (3.24l ). However, to determine the total
drops concentration for all drops in stage , number of particle will be used. The number
of particle of drops will be determined as follows:
= #,, × ',
By using this number of particle in each cell in stage , the total concentration
of drops in stage generally will become:
# , =
∑¼
zk º»
∑¼
zk ½,z
(3.28)
Next step is to determine the balance concentration of continuous phase. In this
model, the same method used in BAMT will be used which is by using the mass balance
equation (3.25).
3.4
Conclusion
In this chapter, the proving on the diffusion equation is done and how to obtain
the average concentration of sphere also being shown. The IBVP that was shown in
equations (3.9) to (3.12) is used in mass transfer process. Both mass transfer models,
BAMT and S-DMT used the IBVP in order to solve the mass transfer process.
Basically, in both models, the steps to determine the concentration for both drops
and continuous phase are the same.
39
1. Determine the surface concentration of drops.
2. Determine the average drops concentration.
3. Determine the total drops concentration.
4. Determine the balance concentration of continuous phase.
5. Determine whether the equilibrium has been satisfied.
However, the equation that is used in order to determine these steps is different.
The equations that were used in determining the surface concentration of drops in
BAMT model is by using equation (3.24) and (3.24). Meanwhile the equation is
different for S-DMT model which used equation (3.26).
The method used to determine the total concentration for both models is also
different. To determine the total concentration of drops in BAMT model is by using
equation (3.24) . However, in S-DMT model, the total concentration for drops in
equation (3.24) will be substitute with the equation (3.28). These show the differences
between these two model and the improvements that were done.
3.5
Summary
This chapter discussed on the mass transfer models that were developed by Talib
[4] and Mohamed [6]. The explanation done in this chapter is based on the Boundary
Approach of Mass Transfer (BAMT) model and Simultaneous Discrete Mass Transfer
(S-DMT) model. These models were done by assuming that all drops are present
throughout the column initially. Therefore, mass transfer process that occurred in the
column will occurs simultaneously. S-DMT model is a mass transfer model that was
developed by modifying the BAMT model. In this study, a new mass transfer model
based on the S-DMT model is developed.
CHAPTER 4
MOLARITY MODEL OF MASS TRANSFER
4.1
Introduction
This chapter will explain on the improvements that were done on the S-DMT
model in order to develop the Molarity Model of Mass Transfer (MM-MT). Most of the
steps in MM-MT will used the molarity theory in order to obtained concentrations that
closer to reality. Therefore, an explanation on Molarity theory will be done and the
improvements on MM-MT will be presented.
Molarity is one method in analytical chemistry that usually being used by
chemist in order to determined a concentration of a solution. Therefore, some method in
S-DMT model was changed into this method in order to develop the MM-MT model.
The step that is changed into the theory of molarity is the method in obtaining the
balance concentration of continuous phase. Therefore, a further explanation on this
modification will be given in this chapter.
4.2
Molarity
Molarity which is also known as molar concentration (substance concentration)
is defined as amount of solute per unit volume of solution. Molarity denotes the number
of moles of a given substances per liter solution [19].
41
According to Sanagi et al [19] and Atkins et al[20]:
1. One mole contains one Avogadro’s number (6.022 × 10{U ) of molecules.
2. The atomic mass of element is the number of grams containing one Avogadro’s
number of atoms of the elements.
3. The molecular weight is the number of grams that contain one Avogadro’s number
of molecules of the substance
4. The molecular mass is the sum of the mass of all atom found in the particle
molecule.
For the molar concentration, ¾ of a solution containing a component ¿ is the
number of moles of that is contained in one liter solution. The unit for molar
concentration is molarity, C, or À ©DF . It can also being expressed as the number of
millimoles of solute per milliliter of solution
CÀ! lÀl"!"À, ¾ =
=
+Á Á ²Á&Â
+Á à ²Á&Á+
+Á Á ²Á&Â
+Á à ²Á&Á+
This shows that to obtain the concentration of a solution, number of mole for the
solute is needed. Practically, the number of mol is one way to determine the
concentration of a solution. Therefore, the number of mol, can be obtained after
simplifying the molar concentration equation above:
= ¾ × '
where ¾ =molar concentration of solution.
' =volume of the solution.
The number of particle is used to calculate the average concentration of drops in
S-DMT model [6]. However, the MM-MT will use the molarity in order to determine
the concentration for both drops and the continuous phase. These improvements will be
explained in the next section.
42
4.3
Molarity Model of Mass Transfer.
In this model, it is assumed that the drops were already distributed evenly
throughout the RDC column and are in steady-state flow. As explained in Chapter 3, the
mass transfer process to drops that happen in the RDC column has already being
modeled. One of these models is called S-DMT model. However, in this research, some
modification in determining the concentration of both drops and continuous phase will
be done to S-DMT model in order to develop a new MM-MT.
For the MM-MT, the mass transfer of drops with radius , the initial
concentration of drops, l
and the surface concentration of drops, lF is governed by the
IBVP given as follows:
&
=
P
~ P
,
0 ≤ ! < ,
#(0, ") = 0
">0
#(, ") = l
">0
#(!, 0) = !lF
0≤!<
">0
RDC column is being modeled with 23 stages and each stages is being divided
into 10 cells with the same width (as illustrated in Figure 1.3). It is also assumed that the
initial concentration of drops for each cell in stage named as -+,, while the initial
concentration of continuous phase in stage is named as )+, . The normalized initial
concentration of drops and continuous phase are used. The initial concentration of drops
is -+,, = 0 and the initial concentration of continuous phase is )+, = 1. Then, the
process to obtain the concentration of drops and continuous phase is as follows.
First step is to calculate the surface concentrations. The surface concentration for
drops can be determined by using the equations given as follows:
-²,, = ³b)²,, c where ³b)²,, c = )²,, F.`[
-²,, =
µ· b­,,z D´,,z c¸y (&)°
{d¶ P >FD¸y P (&)B
+ -+,,
(4.1)
(4.2)
43
The surface concentration of drops is different for each cell in stage since
each drop has different average diameter. Therefore, the surface concentration of drops
in each cells need to be obtained.
Next step is to calculate the average drops concentration. The average drops
concentration can be obtained by using equation below:
xy,,z(~,&)D­,,z
b´, D­,,z c
= 1 −
°
F
+
∑«
+¬F
P
P
Dd+ PP &
P
(4.3)
However, the average concentration of drops that was obtained is for cell in
stage . Therefore, this step will be repeated for all 10 cells in stage .
Here, the number of drops for each cell in stage need to be determined. As
explained in Chapter 2, the number of drops can be determined by using Volume
Fraction, '( . The drops distribution data that was given in Table 2.3 will be used in order
to obtain the number of drops and the formula goes as below:
, =
.
°F×P Ä×½Å,,z
G xy,z
U
{
P
(4.4)
By using the number of drops for each cell in stage , the total concentration of
drops can be determined. The molarity theory applies here where the total number of
mole can be used to determined the total concentration of drops in stage . Generally, the
total concentration of drops in stage is as given below:
# , =
∑¼
zk xy,,z×½,z ×+,z
∑¼
zk ½,z ×+,z
(4.5)
After the total concentration for drops is obtained, the balance concentration of
continuous phase will be determined. In order to determined the balance concentration
of continuous phase, the number of mole for the continuous phase need to be obtained
first. The number of mole for continuous phase can be obtained as follows:
44
, = )+, × ',
Volume of the continuous phase can be determined by using the cylinder volume
formula. The formula is as follows:
', = w { ℎ − ∑
¬F ',
where ∑
¬F ', is the total volume of drops in each stages, is the radius of the RDC
column and ℎ is the height of the column.
Then, the balance number of mole for the continuous phase is by deducting the
number of mole for drops from the continuous phase. This can be expressed as follows:
, = , − b∑
¬F #,, × ', c
(4.6)
Hence, the balance concentration of continuous phase will be determined by
using the molar concentration equation which is given as:
, =
º¼ÆxÇ,
½¼
(4.7)
After the total concentration of drops and the balance concentration of
continuous phase are obtained, the equilibrium equation is used again to ensure that
# ≤ F.`[ . If this condition is not satisfied, it means that the drops have diffused the
concentration of continuous phase more than it supposed to be. Therefore, calculation
needs to be done again start from the concentration of drops by reducing the time for
drops to travel along the stage 0.05 per time. After that, the condition will be rechecked
and this process will continue until the condition is satisfied. Only then the calculation
for the stage + 1 will start.
This model has a new algorithm that can be used to determine the concentration
of drops and continuous phase. The result for concentrations of drops and continuous
phase should be more accurate by using this new algorithm compare to the previous
45
algorithm. This is because in MM-MT, the concentration of drops and continuous phase
are being determined by using molarity concept. Molarity is useful in expressing
concentrations of solutions, especially in analytical chemistry. Therefore, this model is
closer to reality.
In the next section, the above steps are being applied to drops and continuous
phase in stage 1, 2 and 3.
4.3.1 MM-MT in Stage 1
Assume that the presence of a group of drops in stage 1. This group of drops
labeled as F is subjected to the concentration of the stage 1. However, there are many
sizes of drop belong in F . Hence, depending on their sizes, the drops are placed in the
appropriate cell since stage 1 is assumed to be divided into 10 cells with same length. In
the given cell, all drops are then treated as having the same average diameter size. These
groups of drops will be labeled as F,F which belong in cell 1, F,{ which belong in cell
2 until F,F
which belong in cell 10. The average concentration of drops in every cells
need to be determined separately.
Consider that drops from F,F has an initial concentration -+,F,F = -F,F = 0
while the initial concentration for continuous phase in stage 1 is )+,F = )F = 1. Then,
the drop surface concentration, -²,F,F being obtained by using equation (4.1) and (4.2).
By substituting the variable, the equations become.
-²,F,F = ³b)²,F,F c where ³b)²,F,F c = )²,F,F F.`[
-²,F,F =
µ· bk D´,k,kc¸y (&)°xy,k
{d¶ P >FD¸y P(&)B
+ -F,F
46
After the surface concentration for cell 1 in stage 1 is obtain, the average
concentration of drops can be determined by using equation (4.3). After the substitution,
this equation becomes:
xy,k,k (~,&)Dk,k
b´,k,k Dk,k c
= 1 −
°
F
+
∑«
+¬F
P
P
Dd+ PP &
P
Here, the average concentration for F,F is checked with the equilibrium equation
to ensure that #,F,F ≤ -²,F,FF.`[ .
Next step is to determine the number of drops that exist in cell 1. It can be
obtained by using equation (4.4) that is given as follows:
F,F =
.
°F×P Ä×½Å,k,k
P
G xy,k
U
{
These steps are then repeated for drops in group F,{ , F,U until F,F
. After all
the processes are done, the total concentration of drops and the balance concentration for
continuous phase can be obtained.
In this research, the total concentration of drops is being determined by using the
molarity theory. The equation given as follows:
# ,F =
∑kg
zk xy,k,z×½k,z ×+k,z
∑¼
zk ½k,z ×+k,z
In order to determine the balance concentration of continuous phase, number of
mole for both drops and continuous phase are necessary. Number of mole for both drops
and continuous phase is given as follows respectively:
,F = ∑F
¬F #,F, × 'F,
,F = )F × ',F
47
The balance number of mole can be obtained by using equation below:
,F = ,F − ,F
Therefore, the balance concentration of continuous phase in stage 1 can be
determined by using equation (4.7) and the equation become:
,F =
º¼ÆxÇ,k
½¼,k
We know that in stage 1, the total concentration of drops, #F must less than the
balance concentration of continuous phase, ,F . Therefore, the equilibrium equation is
used once again to ensure that # ,F ≤ ,F F.`[ . If this condition is not satisfied, then the
time for drops to travel in a stage will be reduced by 0.05 per time and this procedure
will be run again until the condition is satisfied.
4.3.2 Mass Transfer in Stage 2
There will be a group of drops distributed in stage 2 labeled as { . { is
subjected to the concentration in stage 2. The drops in { also have many sizes and
depending on their sizes, the drops are placed in the appropriate cell in stage 2. In the
given cell, all drops are then treated as having the same average diameter size. These
groups of drops will be labeled depend on their cell number which are {,F , {,{ until
{,F
. The average concentration of drops for every cell in stage 2 is determined
separately.
The initial concentration for {,F is said to take the final concentration for F,F .
Hence, the initial concentration for {,F is -+,{,F = -{,F = #,F,F . Meanwhile the
concentration of continuous phase in stage 2 is )+,{ = ){ = 1 . Then, the surface
48
concentration of drops can be determined by using equation (4.1) and (4.2) . After
substitute the variable, these equations become:
-²,{,F = ³b)²,{,F c where ³b)²,{,F c = )²,{,F F.`[
-²,{,F =
µ· bP D´,P,kc¸y (&)°xy,k
{d¶ P >FD¸y P(&)B
+ -{,F
After the surface concentration of drops is obtained, the average concentration
for {,F can be determined by using equation (4.3). Equation (4.3) can be written as
follows:
xy,P,k (~,&)DP,k
b´,P,k DP,k c
= 1 −
°
P
∑«
+¬F
F
+P
Dd+ PP &
P
Here, the average concentration for {,F is checked with the equilibrium equation
to ensure that #,{,F ≤ -²,{,FF.`[ .
The next step is to determine the number of drops for cell 1 in stage 2. Equation
(4.4) will be used and it will become:
{,F =
.
°F×P Ä×½Å,P,k
P
G xy,k
U
{
Then, these steps is repeated for group {,{ , {,U until {,F
. Only after all
processes are done, the total concentration of drops and the balance concentration of
continuous phase can be determined.
In order to determine the total concentration of drops, equation (4.5) is used. The
equation given as follows:
# ,{ =
∑kg
zk xy,P,z×½P,z ×+P,z
∑¼
zk ½P,z ×+P,z
49
Number of mole for both drops and continuous phase are necessary in order to
determine the balance concentration of continuous phase. Number of mole for both
drops and continuous phase is given as follows respectively:
,{ = ∑F
¬F #,{, × '{,
,{ = ){ × ',{
The balance number of mole is given below:
,{ = ,{ − ,{
Hence, the balance concentration of continuous phase in stage 2 can be
determined by using equation (4.7). After substitute the variable, this equation become:
,{ =
º¼ÆxÇ,P
½¼,P
As we know, the total concentration of drops, #{ must less than the balance
concentration of continuous phase, ,{ . Therefore, the equilibrium equation is used
once again to ensure that # ,{ ≤ ,{ F.`[ . If this condition is not satisfied, then the time
for drops to travel along a stage will be reduced by 0.05 per time and this procedure will
be run again until the condition is satisfied.
4.3.3 Mass Transfer in Stage 3
A group of drops, U has been distributed throughout the stage 3 and U is
subjected to the concentration in stage 3. In U , there are also many sizes of drops and
depending on their sizes, the drops are placed in the appropriate cell in stage 3. In the
given cell, all drops are then treated as having the same average diameter size. These
groups of drops will be labeled depend on their cell number which are U,F , U,{ until
U,F
. The average concentration of drops for every cell in stage 2 is determined
separately. We started from group U,F .
50
The initial concentration for U,F is said to take the final concentration for F,F .
Therefore, the initial concentration for {,F is -+,U,F = -U,F = #,{,F and the
concentration of continuous phase in stage 3 is )+,U = )U = 1 . Then, the surface
concentration of drops can be determined by using equation (4.1) and (4.2) . After
substitute the variable, these equations become:
-²,U,F = ³b)²,U,F c where ³b)²,U,F c = )²,U,F F.`[
-²,U,F =
µ· bS D´,S,kc¸y (&)°xy,k
{d¶ P >FD¸y P(&)B
+ -U,F
Next step is to determine the average concentration for U,F and it can be
determined by using equation (4.3). Equation (4.3) can be written as follows:
xy,S,k (~,&)DS,k
b´,S,k DS,k c
= 1 −
°
F
+
∑«
+¬F
P
P
Dd+ PP &
P
The average concentration for U,F is then checked with the equilibrium equation
to ensure that #,U,F ≤ -²,U,FF.`[ .
To determine the number of drops in cell 1 in stage 3, equation (4.4) will be
used and it will become:
U,F =
.
°F×P Ä×½Å,S,k
P
G xy,k
U
{
Then, these steps is repeated for group U,{ , U,U until U,F
. Only after all
processes are done, the total concentration of drops and the balance concentration of
continuous phase can be determined.
The total concentration of drops can be determined after the average
concentration for all groups in stage 3 are obtained. By using equation (4.5), it will
become:
51
# ,U =
∑kg
zk xy,S,z×½S,z ×+S,z
∑¼
zk ½S,z ×+S,z
Number of mole for both drops and continuous phase are necessary in order to
determine the balance concentration of continuous phase. Number of mole for both
drops and continuous phase is given as follows respectively:
,U = ∑F
¬F #,U, × 'U,
,U = )U × ',U
The balance number of mole is given below:
,U = ,U − ,U
Hence, the balance concentration of continuous phase in stage 3 can be
determined by using equation (4.7). After substitute the variable, this equation become:
,U =
º¼ÆxÇ,S
½¼,S
As we know, the total concentration of drops, #{ must less than the balance
concentration of continuous phase, ,{ . Therefore, the equilibrium equation is used
once again to ensure that # ,{ ≤ ,{ F.`[ . If this condition is not satisfied, then the time
for drops to travel in a stage will be reduced by 0.05 per time and this procedure will be
run again until the condition is satisfied.
4.4
Sequence Steps of Molarity Model of Mass Transfer
A computer program to simulate the mass transfer process based on the MM-MT
has been developed. The computer program was developed by using software C++ 6.0.
Here, a normalized initial concentration for both drops and continuous phase is
used. The sequence of steps for mass transfer process in MM-MT is shown in Table 4.1.
52
In this program, the flow ratio of drops and continuous phase that was taken into
consideration is 0.3333. This means that when the drops have move upward three stages,
then, the continuous phase will move downward a stage. This is because, this simulation
is carried out to be compared with the SPS result as cited by Talib [4]. Therefore, the
assumptions for the MM-MT simulation and the SPS simulation are the same.
By using the algorithm given in Table 4.1, a schematic representation of the mass
transfer process in 23 stages of RDC column is given in Figure 4.1.
Table 4.1: Sequence steps of MM-MT
STEP 1
Determine the surface concentration of drops by using equations (4.1)
and (4.2).
STEP 2
Determine the average concentration of drops for each cell = 1,2, … , in stage = 1,2, … , by using equation (4.3).
STEP 3
Determine the number of drops for each cell = 1,2, … , in stage
= 1,2, … , by using equation (4.4).
STEP 4
For each stage = 1,2, … , , determine the total concentration of drops
by using equation (4.5).
STEP 5
Determine the balance number of mole for continuous phase for each
stage = 1,2, … , by using equation (4.6).
STEP 6
Determine the balance concentration of continuous phase for each stage
= 1,2, … , by using equation (4.7).
STEP 7
If there any stage such that # > , F.`[ , go to STEP 1 and reduce the
time, " for drops to travel in a stage 0.05 per time. Otherwise, go to STEP
8.
STEP 8
Repeat this process until iteration 10000.
STEP 9
Stop
53
4.5
Summary
This chapter explained the Molarity Model of Mass Transfer (MM-MT). It
shows the improvement done to the S-DMT model by using molarity in order to
determine the concentration of drops and continuous phase. It explains the different
ways to compute the concentration of drops and continuous phase. Therefore, in the next
chapter, the simulation process and the result of the new mass transfer model, MM-MT
will be presented.
54
START
n = n +1
- Calculate the drops concentration in cell j
in stage i.
- Calculate the ys and the xs for stage i.
i=1,2,…,Nst, j=1,2,…,Ncl
- The geometric and physical data that were
used is as given in Table 3.1 and Table 3.2.
- The hydrodynamic data for drops is given
in Table 2.1
U n ,1
M
U n, k
U n −1,1
U n ,1 ≤ y s
1 . 85
No
Yes
M
U n −1, k
Ctotal , Cbal
No
C total ≤ C bal
1. 85
Yes
Yes
No (n = N
n ≤ N st
m = m +1
st
)
STEADY
n = n +1
- Calculate the drops concentration in cell j
in stage i for iteration m.
- Calculate the ys and the xs in stage i for
iteration m.
i=1,2,…,Nst, j=1,2,…,Ncl
U m ,n ,1
M
U m,n ,k
U m , n −1,1
U m , n ,1 ≤ y s
1 . 85
Yes
No
M
U m , n −1, k
C total , C bal
No
C total ≤ C bal
1 . 85
Yes
No
n ≤ N st
Yes
No
Yes
STEADY STATE
Figure 4.1 : Flow chart of the algorithm given in Table 4.1.
END
CHAPTER 5
SIMULATION AND DATA ANALYSIS
5.1
Introduction
In this chapter, a result on from a test run for the computer program that was
developed based on the new mass transfer model, Molarity Model of Mass Transfer is
presented. The test run program is developed by using only 10 stages in the RDC
column. Next, the simulation data for the real model of RDC column that is by using all
23 stages will be presented. The error obtained from the simulation data of MM-MT will
be calculated and the graph is plotted. Then, the MM-MT simulation data will be
compared with the data obtained from SPS program.
5.2
Test run for the Program
By using the software C++ 6.0, a test run program for MM-MT is developed.
This program was developed by assuming that there will be only a drop in every cell in
each stage in the RDC column and only 10 stages will be taken into consideration. This
situation is given in Figure 5.1.
56
Figure 5.1 : Illustration for drops in a stage for test run model.
Figure 5.1 shows that only a drop present in each cell in a stage. This assumption
goes to all 10 stages that will be considered in the test run program. The initial
concentration for drops, -+,, and the initial concentration of continuous phase, )+,,
are that will be taken into consideration is the normalized concentration. By using this
assumption, the program is run 500 iterations and the simulation data obtained.
The purpose of this test run program being developed is to check either this
program is correct or not. It is also to determine when the concentration of drops and
continuous phase will achieve equilibrium. It is said to be in equilibrium if the relative
error obtained in this simulation is less than 20 percents [4][6]. The concentration of
drops obtained from this test run is given in Table 5.1 meanwhile the concentration of
continuous phase is given in Table 5.2.
By using the concentration of drops and continuous phase from iteration 1,
iteration 10, iteration 100 and iteration 500, the error is being calculated by using
general equation as given below:
ℰ6,È = ∑{U
µ¬F
Éxy,Ê ,Ë Dxy,Êk,Ë É
xy,Ê ,Ë
× 100
(5.1)
57
ℰ7,È = ∑{U
µ¬F
É7ÌxÇ,Ê ,Ë D7ÌxÇ,Êk,Ë É
7ÌxÇ,Ê ,Ë
(5.2)
× 100
Here, È represent the iteration number such as 1, 10, 50 and etc. Meanwhile Í is
the number for the iteration such as iteration 1 will be the first, iteration 10 is the second,
iteration 50 is the third and etc.
Table 5.1 : Concentration of drops for the test run program.
Concentration
of drops, #
Iteration 1
Iteration 10
Iteration 100
Iteration 500
Stage
1
0.0173
0.0173
0.0174
0.0174
Stage
2
0.0336
0.0336
0.0337
0.0337
Stage
3
0.049
0.049
0.050
0.0502
Stage
4
0.0635
0.0635
0.0635
0.0637
Stage
5
0.0773
0.0773
0.0774
0.0775
Stage
6
0.0905
0.0905
0.0906
0.0907
Stage
7
0.1029
0.1029
0.1030
0.1030
Stage
8
0.1148
0.1148
0.1149
0.1148
Stage
9
0.126
0.126
0.1261
0.126
Stage
10
0.1368
0.1368
0.1369
0.1368
Table 5.2 : Concentration of continuous phase for the test run program.
Concentration
of continuous
phase, *
Iteration 1
Iteration 10
Iteration 100
Iteration 500
Stage
1
Stage
2
Stage
3
Stage
4
Stage
5
Stage
6
Stage
7
Stage
8
Stage
9
Stage
10
1
1
0.9999
0.9999
1
1
0.9999
0.9999
1
1
0.9999
0.9999
1
1
0.9999
0.9999
1
1
0.9999
0.9999
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
The simulation data taken for the test run program is only 4 decimal places.
However, in the data analysis by using Microsoft Excel 2007, 8 decimal places were
taken into consideration. The error for both concentrations of drops and continuous
phase from the test run simulation that being determined by using equation (5.1), (5.2)
and (5.3) is given in Table 5.3.
Table 5.3 : Error obtained from the simulation data of the test run program.
Iteration 1&10
Iteration 10&100
Iteration 100&500
Error for Concentartion of Drops,
ℰ6,È
0.0462
0.0844
0.003
Error for Concentration of Continuous Phase,
ℰ7,È
0.0255
0.0252
0.0036
58
As given above, the error for concentration of drops and continuous phase in this
test run is less than 20 percents. However, from the error above, we can see that the
comparison between iteration 1 and 10 is more than the error obtained from comparison
between iteration 100 and 500. Therefore, the concentration of drops and continuous
phase are already in the equilibrium. By using this test run program, the real simulation
was run. The real simulation was developed by changing the number of drops and the
number of stages in the RDC column.
5.3
The Molarity Model of Mass Transfer, MM-MT Program
After the test run program completed, the real program for the MM-MT is
developed. As modeled in the RDC column, the MM-MT program considers all 23
stages. In this program, the drops were distributed evenly all along the RDC column.
The drops distribution is represented by the drops distribution data given in Table 2.3.
Data in Table 2.3 can be used to determine the number of drops exist in each cell in
every stage.
Then, the time for drops to travel along the column can be obtained by using
velocity of drops as given in Table 2.1. The time obtained from this velocity of drops is
used in developing the program for the MM-MT. The initial concentration of drops,
)+,, and the initial concentration of continuous phase, -+,, that will be used in the
simulation is the normalized concentration.
Then, after the MM-MT program complete, the program is being run until 500
iterations since the test run shows that the drops and continuous phase are in equilibrium
when the iteration reaches 500. Then, the simulation data obtained from this MM-MT
program are being analyzed. The chosen iteration from the simulation data obtained
from the MM-MT program developed is being compared. The concentration of drops
59
and continuous phase obtained from iteration 1, iteration 10, iteration 50, iteration 100,
and iteration 500, will be used in this comparison. The error for this comparison is given
in the section 5.4.
5.4
Concentration of Drops and Continuous Phase in Equilibrium.
After the simulation for MM-MT was run, the concentration of drops and
continuous phase were being compared with the data obtained from SPS as cited by
Talib [4]. This comparison is needed to show:
1. The iteration number that will achieve equilibrium.
2. To prove that by increasing the iteration number, the equilibrium will not be
affected.
5.4.1 Comparison Method.
The concentration for drops and continuous phase obtained from the MM-MT
program is being compared. In the example below, iteration 1 and iteration 10 is used to
determine the relative error and the average relative error. The example for this method
is shown below.
Example 1: Comparison between iteration 1 and 10.
The concentration of drops and continuous phase obtained from iteration 1 and
iteration 10 is being compared. The mass transfer process is said to be in steady state if
the errors obtained is less than 20 percents. The method used to determine the errors is
by calculating the average errors for both concentration of drops and continuous phases.
60
The comparison between the data obtained in iteration 1 and iteration 10 is made
based on the data given in Table 5.4. The relative errors for concentration of drops and
continuous phase can be obtained by using equations (5.1) and (5.2) while the average
relative errors for both concentration of drops and continuous phase can be determined
using equations (5.3).
The example of relative errors calculation by using data in Table 5.1 is given as
follows:
Table 5.4 : Result from iteration 1 and iteration 10 for both concentrations of drops and
continuous phase.
Stage
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
Iteration 1
Concentration of
Concentration of
drops,
continuous phase,
#
*
0.0141
0.9991
0.0296
0.9991
0.0458
0.9990
0.0626
0.9990
0.0797
0.9990
0.0967
0.9990
0.1134
0.9990
0.1301
0.9990
0.1459
0.9991
0.1614
0.9990
0.1760
0.9991
0.1900
0.9991
0.2034
0.9992
0.2159
0.9992
0.2277
0.9993
0.2389
0.9995
0.2491
0.9992
0.2590
0.9994
0.2680
0.9994
0.2765
0.9995
0.2843
0.9995
0.2915
0.9996
0.2967
0.9997
Iteration 10
Concentration
Concentration of
of drops,
continuous phase,
#
*
0.0139
0.9905
0.0291
0.9900
0.0452
0.9898
0.0618
0.9897
0.0786
0.9897
0.0955
0.9899
0.1121
0.9901
0.1287
0.9904
0.1445
0.9909
0.1599
0.9912
0.1746
0.9917
0.1887
0.9921
0.2021
0.9929
0.2146
0.9932
0.2265
0.9935
0.2377
0.9936
0.2479
0.9938
0.2579
0.9946
0.2667
0.9950
0.2755
0.9956
0.2835
0.9967
0.2908
0.9982
0.2961
0.9994
61
Relative error for concentration of drops:
ℰ6,F = >
|
.
FGFD
.
FUH|
.
FGF
|
.
°{°D
.
°F`|
.
°{°
100 +
.FU
F
.FZ°
100 +
.{{ZZ
.{[H
|
.{HF[D
.{H
`|
.{HF[
.
{H°
.
ZHZ
.FG[H
.FH
.{U`H
.{°`
× 100 +
|
.{H°ZD
.{H°F|
.{H°Z
× 100 +
.
G[`
× 100 +
.
H°Z
|
.F°FGD
.F[HH|
.F°FG
|
.{
UGD
.{
{F|
.{
UG
× 100 +
× 100 +
|
.
G[`D
.
G[{|
|
.
H°ZD
.
H[[|
× 100 +
× 100 +
|
.{U`HD
.{UZZ|
|
.{°`
D
.{°°Z|
× 100 +
× 100 +
|
.FG[HD
.FGG[|
|
.FH
D
.F``Z|
× 100 +
× 100 +
|
.
{H°D
.
{HF|
|
.
ZHZD
.
Z`°|
× 100 +
× 100 +
|
.{{ZZD
.{{°[|
|
.{[H
D
.{[ZH|
100 +
× 100 +
|
.FU
FD
.F{`Z|
|
.FZ°
D
.FZG°|
× 100 +
.{GHF
|
.{Z°[D
.{Z[[|
.{Z°[
.FFUG
×
× 100 +
× 100 +
|
.{GHFD
.{GZH|
|
.FFUGD
.FF{F|
|
.{F[HD
.{FG°|
.{F[H
×
× 100 +
× 100 +
|
.{`GUD
.{`U[|
.{`GU
×
× 100B
ℰ6,F = 18.6%
Relative error for concentration of drops, ℰ7,F
2)
18.6%
:
Relative error for concentration of continuous phase:
ℰ7,F = >
|
.HHHFD
.HH
[|
.HHHF
|
.HHH
D
.H`HZ|
.HHH
100 +
.HHH
.HHHF
100 +
.HHHU
.HHHG
|
.HHH°D
.HH`{|
.HHH°
.HHHF
.HHH
.HHHF
.HHHF
.HHH[
.HHHG
× 100 +
|
.HHHZD
.HHHG|
.HHHZ
.HHH
.HHH
.HHH
.HHH{
.HHH{
.HHH[
|
.HHH
D
.HH
F|
.HHH
|
.HHH{D
.HHU{|
.HHH{
×
× 100 +
× 100 +
|
.HHH[D
.HH°Z|
.HHH[
× 100B
ℰ7,F = 15%
Relative error for concentration of continuous phase, ℰ6,F
×
× 100 +
× 100 +
|
.HHH{D
.HHU`|
|
.HHH[D
.HH[°|
× 100 +
× 100 +
|
.HHH
D
.HHF{|
|
.HHH{D
.HH{H|
× 100 +
× 100 +
|
.HHH
D
.H`H`|
|
.HHH
D
.H`HH|
× 100 +
× 100 +
|
.HHH[D
.HHU°|
|
.HHHGD
.HH[
|
× 100 +
× 100 +
|
.HHHFD
.HH
H|
|
.HHHFD
.HH{F|
× 100 +
× 100 +
|
.HHHFD
.HH
|
|
.HHH
D
.H`HZ|
× 100 +
× 100 +
|
.HHHUD
.HHU[|
|
.HHHGD
.HHG°|
100 +
× 100 +
|
.HHH
D
.HH
G|
|
.HHHFD
.HHFZ|
× 100 +
:
15%
×
62
The relative error for both concentration of drops and continuous phase is more
than 10 percents. Since the average error for concentrations is said to be in equilibrium if
the error is less than 20 percents, then the concentration for drops and continuous phase
are still not in equilibrium. A graph is plotted based on the data in Table 5.1 is given in
Figure 5.2.
Concentration vs Stage
1.002
0.35
1
0.3
0.998
Medium concentration
Drops concentration
0.25
0.996
0.2
0.994
0.15
0.992
0.99
0.1
0.988
0.05
0.986
0
0.984
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
stage
Figure 5.2 : Comparison graph for concentration of drops and continuous phase that
being obtained from iteration 1 and iteration 10.
From Figure 5.2, the drops concentration increased when the drops move
towards the last stage in the column. The concentration of drops is shown in the left
vertical axis in Figure 5.2. However, the concentration of the continuous phase decreases
drop
conc
iter 1
drop
conc
iter 10
mediu
m conc
iter 1
mediu
m conc
iter 10
63
since the drops have diffused the concentration from the continuous phase. The
concentration of continuous phase is shown in the right vertical axis.
The data for the other iteration number is given in Appendix B and the graph
plotted based on Table B(1), Table B(2) and Table B(3) is given in Figure 5.3, Figure
5.4 and Figure 5.5.
The error for concentration of drops and continuous phase given in Appendix B
also being determined. The error obtained from the concentration can be summarized
into a table. Table 5.5 represents the relative error and average relative error for
concentration of drops and continuous phase.
Table 5.5 : Error obtained in both concentration of drops and continuous phase.
Iteration number
10-50
50-100
100-500
Relative error and average
relative error
ℰ7 = 104%
ℰ6 = 36.4%
ℰ7 = 20.3%
ℰ6 = 3.7%
ℰ7 = 0.4%
ℰ6 = 1.8%
Steady State
No
No
Yes
Table 5.5 above shows that the concentrations of drops and the continuous phase
have reach equilibrium, since the relative error for concentrations of drops are 0.4% and
the relative error for continuous phase is 1.8% which are less than 20%. Here, 20% is
considered as small [4][6]. It means that at some point, the drops cannot absorbed the
concentration of continuous phase. When this condition occurs, the concentration of
drops and continuous phase are in equilibrium and the iteration will stop.
64
concentration of drops and continuous phase vs stage
1.0
0.35
1
0.3
0.9
drops concentration
0.25
0.9
0.2
0.9
0.15
0.9
0.1
0.9
0.05
0.94
0
0.9
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23
stage
Figure 5.3 : Comparison graph for concentration of drops and continuous phase that being
obtained from iteration 10 and iteration 50
65
concentration vs stage
1.01
0.35
1
0.3
0.99
drops concentration
0.25
0.98
0.2
0.97
0.15
0.96
0.95
0.1
0.94
0.05
0.93
0
0.92
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23
stage
Figure 5.4 : Comparison graph for concentration of drops and continuous phase that being
obtained from iteration 50 and iteration 100
66
concentration vs stage
1
0.35
1
0.3
0
drops concentration
0.25
0
0.2
0
0.15
0
0
0.1
0
0.05
0
0
0
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23
stage
Figure 5.5 : Comparison graph for concentration of drops and continuous phase that being
obtained from iteration 100 and iteration 500
67
5.4.2 Conclusion.
From Table 5.5, the error for concentration of drops and continuous phase is
getting smaller when the number of iteration in the simulation increases. The error
obtained from iteration 1 and 10 is more than 20 percents. Therefore, the concentration
of drops and continuous phase is still have not achieve equilibrium. Same goes for
concentration of drops and continuous phase obtained from iteration 10, 50 and 100.
The error for concentrations obtained from iteration 10 and 50 increase compare
to the error from iteration 1 and 10. Meanwhile, the error for concentrations obtained
from iteration 50 and 100 decreases compare to the concentration from iteration 10 and
50. Here, the drops and continuous phase is still in process to achieve the equilibrium.
The error for concentration obtained from iteration 100 and 500 decreased
compare with the error for iteration 50 and 100. The error is less than 10 percents.
Therefore, it is said that the drops and the continuous phase are already reach
equilibrium and the iteration is stopped.
However, if the iterations were continue until 10000, the drops and continuous
phase are still in equilibrium. There will be no obvious change in the concentration of
drops and continuous phase even the iterations were continue. The relative error for
concentration of drops and continuous phase that were obtained when the simulation
being continue to run until 10000 iterations is given in Table 5.6.
Table 5.6 : Relative error for concentration of drops from iteration 500, 1000 and 1000.
Iteration number
500-1000
1000-10000
Relative error and average relative error
ℰ7 = 0.3%
ℰ6 = 1.8%
ℰ7 = 0.2%
ℰ6 = 1.8%
The concentration of drops and continuous phase that were obtained in this study
is given in Appendix B as in Table B(4) and Table B(5). From Table 5.6, it is shown that
68
there are no much difference the relative error for concentration of drops and continuous
phase. The relative error for concentration of drops and continuous phase are less than
20 percents which shows that the drops and continuous phase has already reach
equilibrium.
5.5
Comparison between the MM-MT, S-DMT Model and Experimental (SPS)
Data.
The concentration of drops and continuous phase that were obtained from the
computer program developed for MM-MT will be compared with the concentration that
was obtained from SPS as cited by Talib [4]. The concentration of drops and continuous
phase that was collected from MM-MT program was given in Table 5.6 (a) and will be
compared with the concentrations obtained from SPS as given in Table 5.6(b).
The error obtained from comparison between MM-MT and SPS is then being
compared with the error from comparison between S-DMT and SPS. The concentration
of drops and continuous phase that were obtained from S-DMT model is given in Table
5.6(c). From this comparison, we can conclude which model more to reality. If the error
that occurs between these comparisons is smaller, it is said that the model is more to
reality. A graph regarding these data was plotted as given in Figure 5.6.
Table 5.7 (a) : Data obtained from Molarity Model of Mass Transfer, MM-MT
Stage
7
11
15
19
23
Drop concentration, Cdtotal
0.1047
0.1647
0.2159
0.2573
0.2882
Balance concentration, Cbal
0.9654
0.9765
0.986
0.9938
0.9996
Table 5.7 (b) : Data from SPS cited by Talib [4].
Stage
Drop concentration, Cdtotal
Balance concentration, Cbal
69
7
11
15
19
23
0.118
0.162
0.232
0.269
0.285
0.947
0.960
0.981
0.992
0.997
Table 5.7 (c) : Data obtained by Simultaneous Discrete Mass Transfer, S-DMT model by
Mohamed [6].
Stage
7
11
15
19
20
Drop concentration, Cdtotal
0.118
0.184
0.246
0.301
0.314
Balance concentration, Cbal
0.929
0.951
0.972
0.991
0.996
The relative error for concentration of drops and continuous phase that were
obtained from MM-MT program and SPS is being determined by using equation (5.1)
and (5.2).
Relative error for concentration of drops
:
26.1%
Relative error for concentration of continuous phase
:
4.6%
The error that was chose from MM-MT comparison is the relative error for
concentration of drops since it is larger than the relative error of the continuous phase.
Next, the relative error for concentration of drops and continuous phase that were
obtained from S-DMT model and SPS is being determined by using equation (5.1) and
(5.2).
Relative error for concentration of drops
:
41.7%
Relative error for concentration of continuous phase
:
4%
The error that was chose from the S-DMT comparison is the relative error for
concentration of drops since it is larger than the relative error for concentration of
continuous phase.
70
By using the concentration of drops and continuous phase obtained from MMMT and the concentration obtained from SPS, the relative error is being determined. The
relative error for the concentration of drops is 26.1% while the error that occurs in
concentration of continuous phase is 4.6%. Therefore, the relative error for the
comparison of MM-MT and SPS is 26.1%. This error is small compared to the average
relative error for concentration of drops and continuous phase obtained from S-DMT
model and SPS that is 41.7%.
The relative error for both concentration of drops and continuous phase obtained
from comparison between MM-MT, S-DMT and SPS data is being summarized in Table
5.7.
Table 5.8 : Summarization of relative error for concentration of drops and continuous
phase obtained in MM-MT, S-DMT and SPS.
Relative error
Concentration of drops
Concentration of continuous phase
MM-MT and SPS
26.1%
4.6%
S-DMT and SPS
41.7%
4%
From Table 5.8, the error for concentration of drops in comparison between
MM-MT and SPS, 26.1% is lower compare to the error obtained in comparison between
S-DMT and SPS, 41.7%. however, the error for concentration of continuous phase in
comparison between MM-MT and SPS, 4.6% is higher than the error obtained in
comparison between the S-DMT and SPS, 4%. This is because the amount of substance
that being absorbed by the drops from the continuous phase in the MM-MT is less than
S-DMT model since the concentration of drops is different.
5.5.1 Conclusion
71
From the error obtained above, this proves that the MM-MT is more accurate
model compare to S-DMT model since the average relative error for MM-MT is small
compare to S-DMT model. Therefore, MM-MT is more approaching to real solution
compare to S-DMT model.
72
Concentration of drops and continuous phase obtained from SPS, S-DMT and MM1.1
1
0.9
0.8
concentration
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
0
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23
stage
Figure 5.6 : The comparison graph for the data obtained by SPS, simulation of MM-MT and
simulation
of
S-DMT
model
73
5.6
Summary
The explanation starts on the flow chart given in Figure 5.1 where this flow chart
is used to developed the MM-MT. Therefore, the simulation data obtained being
presented in the next subchapter where the method used to determine the error is being
explained with an example. Then, the graphs plotted for data given in Appendix B are
also given in this chapter. The other comparison for this set of data is being simplified as
in Table 5.2. Then, the simulation data for MM-MT (Table 5.3 (a)) is being compared
with the experimental data (Table 5.3 (b)) and the error obtained is being compared with
the S-DMT model. This error shows that MM-MT is more close to the experimental
data. Therefore, MM-MT is the model close to the reality.
CHAPTER 6
CONCLUSION AND RECOMMENDATION
6.1
Conclusion
This research investigated the mass transfer process that happens to drops and
continuous phase in the Rotating Disc Contactor (RDC) column. As mention earlier in
the introduction, the purpose of this study is to formulate a new model for the mass
transfer process for drops and continuous phase in the RDC column and to develop a
computer programming to simulate the concentration of drops and continuous phase in
the new mass transfer model.
New mass transfer process for drops and continuous phase named Molarity Model
of Mass Transfer (MM-MT) is successfully developed. In this model, a method called
molarity is embedded in the previous mass transfer model, Simultaneous Discrete Mass
Transfer (S-DMT) model. This method is used to determine the concentration of drops
and continuous phase. Then, based on MM-MT, a new computer program was developed
by using software C++ 6.0 in order to determine the concentration of drops and
continuous phase.
After the concentration of drops and continuous phase is obtained from the MMMT, it was compared with the concentration of drops and continuous phase obtained
74
from SPSS as cited by Talib [4]. The error occurs in this comparison is then being
compared with the error for concentration that occur in comparison between S-DMT
model and SPS. The relative errors that occur in comparison between MM-MT and SPS
is 26.1% while the relative error that occurs in comparison between S-DMT and SPS is
41.7%.
The result of this study indicates that MM-MT model is more to reality compare
with the S-DMT model. This is because the error for concentration that occur in
comparison between MM-MT and SPS is smaller compare with the error of concentration
that occur in comparison between S-DMT and SPS. However, these findings only true if
the drops is in spherical shape and the extraction process occur between cumene, water
and isobutiric acid.
6.2
Recommendations
In this study, a lot weakness being discovered that can be improved in the future
study. Here are some recommendations for the future work.
1. The drops in this study were assumed to be spherical. In reality, due to drops
hydrodynamics and its counter current flow to the continuous phase, the drops is not
spherical, in fact the shape is ellipsoid. So, suggestion to study a drop in ellipsoid or
prolate shape.
2. The mass transfer process occurs when these drops were already scattered evenly in
RDC column. The mass transfer process from drops to continuous phase occurs
simultaneously in the RDC column. Therefore, a programming for computation
depicting the real condition of the mass transfer process could be developed. This
75
programming can be developed by using multiple processor computers so that the
computation can occurs simultaneously.
75
REFERENCES
[1]
M J Slater (1980), A Review of Current Advance Design Procedures for Liquidliquid Extraction Columns and Present Problems, I Chem E Symposium Series
no 118.
[2]
Blumberg R (1988), Liquid-liquid Extraction, Academic Press Brace Jovanorich
[3]
Maan N (2005), The Inverse Mass Transfer Model of the Multi-Stage RDC
Column by Fuzzy Approach Based on Varied Boundary Condition. Doctor of
Philosophy, Universiti Teknologi Malaysia
[4]
Talib J (1994), Mathematical Modelling of a Rotating Disc Contactor Column.
Doctor of Philosophy, University of Bradford.
[5]
Arshad K A (2000), Parameters Analysis for Liquid-liquid Extraction Column
Design. Doctor of Philosophy, University of Bradford.
[6]
Mohamed A H (2000), Model Peralihan Jisim Diskret Secara Serentak Bagi
Resapan Titisan. Master of Science, Universiti Teknologi Malaysia.
[7]
Najim K (1988), Control of Liquid-Liquid Extraction Column, Gordon and
Breach Science Publisher.
[8]
Arshad K A, Talib J, Maan N (2006) Mathematical Modelling of Mass Tansfer in
Multi Stage RDC Column, Faculty of Science, Universiti Teknologi Malaysia.
76
[9]
Ahmad R, Khadum A H (1992), Kimia Analisis Kaedah Pemisahan. Dewan
Bahasa dan Pustaka, Kementerian Pendidikan Malaysia, Kuala Lumpur.
[10]
Abdul A R (2001), Penggunaan Rangkaian Neural dalam Simulasi Taburan
Titisan dalam Turus Pengekstrakan Cakera Berputar. Master of Science,
Universiti Teknologi Malaysia.
[11]
Laddha G S, Degaleesan T E (1976), Transport Phenomena in Liquid Extraction.
Tata McGraw Hill Publishing Co, Ltd.
[12]
Godfrey J C , Slater M J (1991), Slip Velocity Relationship for Liquid-Liquid
Extraction Column, Transaction Industrial Chemical Engineering, Vol 69, Part
A, page 130-142.
[13]
Cauwenberg V, Rompay D. Van, Mao Z Q, Slater M J (1993), The Breakage of
Drops in Rotating Disc Contactors, University of Bradford.
[14]
Bahmanyar H, Slater M J (1991), Studies of Drop Break-up in Liquid-Liquid
System in a Rotating Disc Contactor Part I : Condition of No Mass Transfer.
Chemical Engineering Technology, Vol 14, Page 79-89.
[15]
Treybal E R (1968), Mass Transfer Operations. McGraw Hill Book Company,
New York.
[16]
Bailes P J, Godfrey J C, Slater M J (1983), Liquid-Liquid Extraction Test
System. Chemical Engineering Res. Des. Vol 61, Page 321-324.
[17]
Crank J (1978), The Mathematics of Diffusion. Second Edition, London : Oxford
University Press.
77
[18]
Vermuelen T (1953), Theory for Irreversible and Constant-Pattern Solid
Diffusion. Industrial and Engineering Chemistry. Vol 45, Page 1664-1669
[19]
Sanagi M M, Sulaiman A, Wan I W A (2004), Principle of Chemical Analysis.
Department of Chemistry, Faculty of Chemistry, Faculty of Science, Universiti
Teknologi Malaysia.
[20]
Atkins P, Paula J D (2002), Atkin’s Physical Chemistry. Oxford University.
78
APPENDIX A
GEOMETRICAL AND PHYSICAL PROPERTIES OF RDC COLUMN
Geometric properties of RDC column.
Stage number
23
Length between stages (m)
0.076
Diameter of rotor disc (m)
0.1015
Diameter of column (m)
0.152
Diameter of stator ring (hole) (m)
0.111
Disc velocity (rev/s)
4.2
Physical properties of the system (cumene/ Water/ Isobutiric Acid)
Continuous phase
:
isobutiric acid in water
Dispersed phase
:
isobutyric acid in cumene
Viscosity of continuous phase (kg/ms)
0.100 × 10D{
Viscosity of dispersed phase (kg/ms)
0.710 × 10DU
Density of continuous phase (kg/m3)
0.100 × 10G
Density of dispersed phase (kg/m3)
0.862 × 10U
Molecular diffusivity in the continuous phase (m2/s)
0.850 × 10DH
Molecular diffusivity in the dispersed phase (m2/s)
0.118 × 10D`
79
APPENDIX B
SIMULATION DATA FOR MM-MT
Table B(1): Concentration of drops and continuous phase from iteration 10 and iteration 50.
Stage
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
Iteration 10
Concentration of
Concentration of
drops
continuous phase
0.0139
0.9905
0.0291
0.9900
0.0452
0.9898
0.0618
0.9897
0.0786
0.9897
0.0955
0.9899
0.1121
0.9901
0.1278
0.9904
0.1445
0.9909
0.1599
0.9912
0.1746
0.9917
0.1889
0.9921
0.2021
0.9929
0.2146
0.9932
0.2265
0.9935
0.2377
0.9936
0.2479
0.9938
0.2579
0.9946
0.2669
0.9950
0.2755
0.9956
0.2835
0.9967
0.2908
0.9982
0.2961
0.9994
Iteration 50
Concentration of
Concentration of
drops
continuous phase
0.0130
0.9566
0.0273
0.9571
0.0424
0.9581
0.0581
0.9593
0.0740
0.9608
0.0900
0.9624
0.1057
0.9643
0.1216
0.9667
0.1368
0.9696
0.1517
0.9723
0.1660
0.9750
0.1797
0.9775
0.1939
0.9800
0.2054
0.9824
0.2173
0.9847
0.2286
0.9868
0.2391
0.9882
0.2493
0.9907
0.2588
0.9925
0.2678
0.9944
0.2761
0.9960
0.2839
0.9975
0.2896
0.9990
80
Table B(2) : Concentration of drops and continuous phase from iteration 50 and iteration 100.
Stage
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
Iteration 50
Concentration of
Concentration of
drops
continuous phase
0.0130
0.9566
0.0273
0.9571
0.0424
0.9581
0.0581
0.9593
0.0740
0.9608
0.0900
0.9624
0.1057
0.9643
0.1216
0.9667
0.1368
0.9696
0.1517
0.9723
0.1660
0.9750
0.1797
0.9775
0.1939
0.9800
0.2054
0.9824
0.2137
0.9847
0.2286
0.9868
0.2391
0.9882
0.2493
0.9907
0.2588
0.9925
0.2678
0.9944
0.2761
0.9960
0.2839
0.9975
0.2896
0.9990
Iteration 100
Concentration of
Concentration of
drops
continuous phase
0.0128
0.9480
0.0269
0.9504
0.0418
0.9530
0.0573
0.9558
0.0731
0.9587
0.0891
0.9615
0.1047
0.9644
0.1205
0.9673
0.1355
0.9702
0.1504
0.9729
0.1647
0.9756
0.1783
0.9782
0.1915
0.9806
0.2040
0.9830
0.2159
0.9853
0.2272
0.9872
0.2377
0.9890
0.2478
0.9913
0.2573
0.9931
0.2663
0.9949
0.2747
0.9965
0.2825
0.9980
0.2882
0.9993
Table B(3) : Concentration of drops and continuous phase from iteration 100 and iteration 500.
Stage
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
Iteration 100
Concentration of
Concentration of
drops
continuous phase
0.0128
0.9480
0.0269
0.9504
0.0418
0.9530
0.0573
0.9558
0.0731
0.9587
0.0891
0.9615
0.1047
0.9644
0.1205
0.9673
0.1355
0.9702
0.1504
0.9729
0.1647
0.9756
0.1783
0.9782
0.1915
0.9806
0.2040
0.9830
0.2159
0.9853
0.2272
0.9872
0.2377
0.9890
0.2478
0.9913
0.2573
0.9931
0.2663
0.9949
0.2747
0.9965
0.2825
0.9980
0.2882
0.9993
Iteration 500
Concentration of
Concentration of
drops
continuous phase
0.0128
0.9472
0.0269
0.9495
0.0418
0.9521
0.0573
0.9549
0.0731
0.9577
0.0890
0.9606
0.1046
0.9635
0.1204
0.9663
0.1355
0.9693
0.1504
0.9720
0.1646
0.9748
0.1783
0.9773
0.1915
0.9798
0.2040
0.9823
0.2158
0.9846
0.2271
0.9867
0.2376
0.9882
0.2478
0.9907
0.2573
0.9925
0.2663
0.9944
0.2747
0.9959
0.2825
0.9975
0.2882
0.9989
81
Table B(4) : Concentration of drops and continuous phase from iteration 500 and iteration 1000.
Stage
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
Iteration 500
Concentration of
Concentration of
drops
continuous phase
0.0128
0.9472
0.0269
0.9495
0.0418
0.9521
0.0573
0.9549
0.0731
0.9577
0.0890
0.9606
0.1046
0.9635
0.1204
0.9663
0.1355
0.9693
0.1504
0.9720
0.1646
0.9748
0.1783
0.9773
0.1915
0.9798
0.2040
0.9823
0.2158
0.9846
0.2271
0.9867
0.2376
0.9882
0.2478
0.9907
0.2573
0.9925
0.2663
0.9944
0.2747
0.9959
0.2825
0.9975
0.2882
0.9989
Iteration 1000
Concentration of
Concentration of
drops
continuous phase
0.0128
0.9480
0.0269
0.9504
0.0418
0.9530
0.0573
0.9558
0.0731
0.9587
0.0890
0.9615
0.1047
0.9644
0.1205
0.9673
0.1355
0.9702
0.1504
0.9729
0.1647
0.9756
0.1783
0.9782
0.1915
0.9806
0.2040
0.9830
0.2159
0.9853
0.2272
0.9872
0.2377
0.9891
0.2478
0.9913
0.2573
0.9931
0.2663
0.9949
0.2747
0.9965
0.2825
0.9980
0.2882
0.9993
Table B(5) : Concentration of drops and continuous phase from iteration 1000 and iteration 10000.
Stage
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
Iteration 1000
Concentration of
Concentration of
drops
continuous phase
0.0128
0.9480
0.0269
0.9504
0.0418
0.9530
0.0573
0.9558
0.0731
0.9587
0.0890
0.9615
0.1047
0.9644
0.1205
0.9673
0.1355
0.9702
0.1504
0.9729
0.1647
0.9756
0.1783
0.9782
0.1915
0.9806
0.2040
0.9830
0.2159
0.9853
0.2272
0.9872
0.2377
0.9891
0.2478
0.9913
0.2573
0.9931
0.2663
0.9949
0.2747
0.9965
0.2825
0.9980
0.2882
0.9993
Iteration 10000
Concentration of
Concentration of
drops
continuous phase
0.0128
0.949
0.0269
0.9513
0.0418
0.9539
0.0573
0.9567
0.0731
0.9596
0.0890
0.9625
0.1047
0.9654
0.1205
0.9683
0.1355
0.9711
0.1504
0.9738
0.1647
0.9765
0.1783
0.979
0.1915
0.9815
0.2040
0.9838
0.2159
0.986
0.2272
0.9877
0.2377
0.9899
0.2478
0.9919
0.2573
0.9938
0.2663
0.9954
0.2747
0.997
0.2825
0.9985
0.2882
0.9996
82
APPENDIX C
COMPUTER PROGRAM FOR MOLARITY MODEL OF MASS TRANSFER
(MM-MT)
#include <stdio.h>
#include <math.h>
#include <string.h>
#include <iomanip.h>
#include <conio.h>
#include <fstream.h>
#define K 10000
#define N 23
#define M 10
int i, j, n, k;
double m, b, Vs, B;
double Yout[K+1][M+1], r[M+1], t[M], u[K+1][N+1][M+1], Nsum[N+1], X[K+1][N+1][M+1],a[N+1][M+1],
Y[K+1][N+1][M+1], Z[N+1][M+1], Npd[M+1], Xb[K+1][N+1], C[N+1], Npm[N+1], Ntotal[N+1],
Xout[K+1][N+1], Nbal[N+1], vol[N+1], Vd[N+1], s[N+1][M+1], YDcell[N+1][M+1], uav[K+1][N+1][M+1];
void main()
{
ofstream save;
save.open("particle.txt");
//time and radius for drops in each cells
t[1]=7.45;t[2]=3.8;t[3]=2.17;t[4]=1.67;t[5]=1.41;t[6]=1.25;t[7]=1.13;t[8]=1.08;t[9]=1.096;t[10]=1.
101;
r[1]=0.00022;r[2]=0.00055;r[3]=0.000895;r[4]=0.00124;r[5]=0.001595;r[6]=0.001945;r[7]=0.002
295;r[8]=0.00265;r[9]=0.003;r[10]=0.0035;
//volume rate for drops in a stage.
a[1][1]=0;a[1][2]=0;a[1][3]=0;a[1][4]=0.002;a[1][5]=0.007;a[1][6]=0.018;a[1][7]=0.039;a[1][8]=0.
068;a[1][9]=0.096;a[1][10]=0.769;
83
a[2][1]=0;a[2][2]=0;a[2][3]=0.001;a[2][4]=0.005;a[2][5]=0.015;a[2][6]=0.037;a[2][7]=0.071;a[2][
8]=0.114;a[2][9]=0.145;a[2][10]=0.612;
a[3][1]=0;a[3][2]=0;a[3][3]=0.002;a[3][4]=0.007;a[3][5]=0.024;a[3][6]=0.056;a[3][7]=0.101;a[3][
8]=0.149;a[3][9]=0.174;a[3][10]=0.488;
a[4][1]=0;a[4][2]=0;a[4][3]=0.002;a[4][4]=0.011;a[4][5]=0.034;a[4][6]=0.076;a[4][7]=0.128;a[4][
8]=0.174;a[4][9]=0.188;a[4][10]=0.388;
a[5][1]=0;a[5][2]=0;a[5][3]=0.003;a[5][4]=0.014;a[5][5]=0.045;a[5][6]=0.096;a[5][7]=0.151;a[5][
8]=0.191;a[5][9]=0.191;a[5][10]=0.309;
a[6][1]=0;a[6][2]=0;a[6][3]=0.004;a[6][4]=0.018;a[6][5]=0.056;a[6][6]=0.115;a[6][7]=0.172;a[6][
8]=0.202;a[6][9]=0.187;a[6][10]=0.246;
a[7][1]=0;a[7][2]=0;a[7][3]=0.004;a[7][4]=0.022;a[7][5]=0.067;a[7][6]=0.135;a[7][7]=0.189;a[7][
8]=0.208;a[7][9]=0.178;a[7][10]=0.196;
a[8][1]=0;a[8][2]=0.001;a[8][3]=0.005;a[8][4]=0.026;a[8][5]=0.080;a[8][6]=0.153;a[8][7]=0.204;a
[8][8]=0.210;a[8][9]=0.166;a[8][10]=0.157;
a[9][1]=0;a[9][2]=0.001;a[9][3]=0.006;a[9][4]=0.029;a[9][5]=0.092;a[9][6]=0.171;a[9][7]=0.215;a
[9][8]=0.208;a[9][9]=0.153;a[9][10]=0.125;
a[10][1]=0;a[10][2]=0.001;a[10][3]=0.007;a[10][4]=0.034;a[10][5]=0.105;a[10][6]=0.188;a[10][7]
=0.224;a[10][8]=0.203;a[10][9]=0.139;a[10][10]=0.100;
a[11][1]=0;a[11][2]=0.001;a[11][3]=0.008;a[11][4]=0.038;a[11][5]=0.117;a[11][6]=0.204;a[11][7]
=0.231;a[11][8]=0.196;a[11][9]=0.126;a[11][10]=0.079;
a[12][1]=0;a[12][2]=0.001;a[12][3]=0.009;a[12][4]=0.042;a[12][5]=0.130;a[12][6]=0.219;a[12][7]
=0.235;a[12][8]=0.188;a[12][9]=0.113;a[12][10]=0.063;
a[13][1]=0;a[13][2]=0.001;a[13][3]=0.010;a[13][4]=0.047;a[13][5]=0.143;a[13][6]=0.233;a[13][7]
=0.237;a[13][8]=0.179;a[13][9]=0.100;a[13][10]=0.051;
a[14][1]=0;a[14][2]=0.001;a[14][3]=0.011;a[14][4]=0.051;a[14][5]=0.155;a[14][6]=0.246;a[14][7]
=0.238;a[14][8]=0.170;a[14][9]=0.089;a[14][10]=0.040;
a[15][1]=0;a[15][2]=0.001;a[15][3]=0.012;a[15][4]=0.055;a[15][5]=0.168;a[15][6]=0.257;a[15][7]
=0.237;a[15][8]=0.160;a[15][9]=0.078;a[15][10]=0.032;
a[16][1]=0;a[16][2]=0.001;a[16][3]=0.012;a[16][4]=0.059;a[16][5]=0.180;a[16][6]=0.268;a[16][7]
=0.223;a[16][8]=0.149;a[16][9]=0.069;a[16][10]=0.026;
a[17][1]=0;a[17][2]=0.001;a[17][3]=0.013;a[17][4]=0.064;a[17][5]=0.192;a[17][6]=0.278;a[17][7]
=0.232;a[17][8]=0.139;a[17][9]=0.060;a[17][10]=0.021;
a[18][1]=0;a[18][2]=0.001;a[18][3]=0.014;a[18][4]=0.068;a[18][5]=0.205;a[18][6]=0.286;a[18][7]
=0.228;a[18][8]=0.129;a[18][9]=0.052;a[18][10]=0.016;
a[19][1]=0;a[19][2]=0.002;a[19][3]=0.015;a[19][4]=0.072;a[19][5]=0.217;a[19][6]=0.294;a[19][7]
=0.223;a[19][8]=0.120;a[19][9]=0.046;a[19][10]=0.013;
a[20][1]=0;a[20][2]=0.002;a[20][3]=0.016;a[20][4]=0.076;a[20][5]=0.228;a[20][6]=0.301;a[20][7]
=0.217;a[20][8]=0.111;a[20][9]=0.039;a[20][10]=0.010;
a[21][1]=0;a[21][2]=0.002;a[21][3]=0.017;a[21][4]=0.080;a[21][5]=0.240;a[21][6]=0.307;a[21][7]
=0.211;a[21][8]=0.102;a[21][9]=0.034;a[21][10]=0.008;
a[22][1]=0;a[22][2]=0.002;a[22][3]=0.018;a[22][4]=0.084;a[22][5]=0.251;a[22][6]=0.311;a[22][7]
=0.205;a[22][8]=0.093;a[22][9]=0.030;a[22][10]=0.007;
a[23][1]=0;a[23][2]=0.002;a[23][3]=0.018;a[23][4]=0.084;a[23][5]=0.251;a[23][6]=0.311;a[23][7]
=0.205;a[23][8]=0.093;a[23][9]=0.030;a[23][10]=0.007;
//volume of medium in a stage
84
Vs = 1.379083777 * pow(10,-3);
for(k=1; k<=10000; k++)
{
save<<"\n ITERATION\t= "<<(k)<<endl<<endl;
//stopping criteria
if (k>1)
{
double error = (Yout[k][23]-Yout[k-1][23]);
if (error=0.0)
{
printf(">>Iteration complete.\n\n");
break;
}
}
printf("Iteration = %d \n", k);
//the condition of medium 1:3
if((k%3)==0)
{
//
for(i=23; i>=1; i--)
for(i=1;i<=23;i++)
{
printf("Stage = %d ", i);
Nsum[i]=0.0;
Vd[i]=0.0;
Nbal[i]=0.0;
Npm[i]=0.0;
for(j=1; j<=10; j++)
{
//no of drops in a cell of a stage
s[i][j]=(1.379083777 * pow(10,3)*0.061*a[i][j])/((4/3)*3.141592654*pow(r[j],3));
//surface concentration
if(i == 23)
{
X[k][i][j] = 1.0;
Z[i][j] = pow((X[k][i][j]/1.7),1.85);
}
else
{
X[k][i][j] = Xout[k-1][i+1];
Z[i][j] = pow((X[k][i][j]/1.7),1.85);
}
85
m = 0.0;
for(n=1; n<=100; n++)
{
b =(exp((-1.1646 * pow(10,-8) * t[j] * n * n)/(r[j] *
r[j])))/(n * n);
m += b;
}
//to calculate the average drop concentration for cell j
if(i == 1)
{
u[k][i][j] = 0+(Z[i][j] - 0)*( 1 - 0.60793 * m );
}
else
{
u[k][i][j] = Y[k][i][j] + ( Z[i][j] - Y[k][i][j] )*( 1 0.60793 * m );
}
C[i] = X[k][i][j];
if (k == 1)
{
Y[k][i+1][j] = u[k][i][j];
}
else
{
Y[k][i+1][j] = u[k-1][i][j];
}
//condition concentration<=C[i]^1.85
if(u[k][i][j]>pow(C[i],1.85))
{
uav[k][i][j]=u[k][i-1][j];
Npd[j] =(4/3) * uav[k][i][j] * 3.14159 *
pow(r[j],3)*s[i][j];
Nsum[i] += Npd[j];
vol[j]=(4/3) * 3.14159 * pow(r[j],3)*s[i][j];
Vd[i]+=vol[j];
YDcell[i][j]=Npd[j]/vol[j];
}
else
{
uav[k][i][j]=u[k][i][j];
Npd[j] =(4/3) * uav[k][i][j] * 3.14159 *
pow(r[j],3)*s[i][j];
86
Nsum[i] += Npd[j];
vol[j]=(4/3) * 3.14159 * pow(r[j],3)*s[i][j];
Vd[i]+=vol[j];
YDcell[i][j]=Npd[j]/vol[j];
}
if(i==1)
{
Ntotal[i]=Nsum[i];
}
else
{
Ntotal[i]=Nsum[i]-Nsum[i-1];
}
}
//total concentration of drop
Yout[k][i]=Nsum[i]/Vd[i];
//no of particle for medium
Npm[i] = C[i]*Vs;
//balance no of particle
Nbal[i] = Npm[i]-Ntotal[i];
//balance concentration
Xout[k][i] = Nbal[i]/Vs;
printf("\nParticle for drop\t= %.20lf\nParticle\t\t= %.20lf\nbalance
particle\t= %.20lf\nBalance concentration\t= %.20lf\nTotal concentration\t=%.20lf\n",
Nsum[i],Npm[i],Nbal[i],Xout[k][i],Yout[k][i]);
printf("\n\n");
while(Yout[k][i]>=pow(Xout[k][i],1.85))
{
printf("Stage = %d ", i);
Nsum[i]=0.0;
Vd[i]=0.0;
Nbal[i]=0.0;
Npm[i]=0.0;
for(j=1; j<=10; j++)
{
//no of drops in a cell of a stage
s[i][j]=(1.379083777 * pow(10,-3)* 0.061* a[i][j])/ ((4/3)*
3.141592654* pow(r[j],3));
87
//surface concentration
X[k][i][j] = X[k][i][j]-0.005;
Z[i][j] = pow((X[k][i][j]/1.7),1.85);
m = 0.0;
for(n=1; n<=100; n++)
{
b =(exp((-1.1646 * pow(10,-8) * t[j] * n * n)/(r[j] *
r[j])))/(n * n);
m += b;
}
//to calculate the average drop concentration for cell j
if(i == 1)
{
u[k][i][j] = 0+(Z[i][j] - 0)*( 1 - 0.60793 * m );
}
else
{
u[k][i][j] = Y[k][i][j] + ( Z[i][j] - Y[k][i][j] )*( 1 0.60793 * m );
}
C[i] = X[k][i][j];
if (k == 1)
{
Y[k][i+1][j] = u[k][i][j];
}
else
{
Y[k][i+1][j] = u[k-1][i][j];
}
//condition concentration<=C[i]^1.85
if(u[k][i][j]>pow(C[i],1.85))
{
uav[k][i][j]=u[k][i-1][j];
Npd[j] =(4/3) * uav[k][i][j] * 3.14159 *
pow(r[j],3)*s[i][j];
Nsum[i] += Npd[j];
vol[j]=(4/3) * 3.14159 * pow(r[j],3)*s[i][j];
Vd[i]+=vol[j];
YDcell[i][j]=Npd[j]/vol[j];
}
else
88
{
uav[k][i][j]=u[k][i][j];
Npd[j] =(4/3) * uav[k][i][j] * 3.14159 *
pow(r[j],3)*s[i][j];
Nsum[i] += Npd[j];
vol[j]=(4/3) * 3.14159 * pow(r[j],3)*s[i][j];
Vd[i]+=vol[j];
YDcell[i][j]=Npd[j]/vol[j];
}
if(i==1)
{
Ntotal[i]=Nsum[i];
}
else
{
Ntotal[i]=Nsum[i]-Nsum[i-1];
}
}
//total concentration of drop
Yout[k][i]=Nsum[i]/Vd[i];
//no of particle for medium
Npm[i] = C[i]*Vs;
//balance no of particle
Nbal[i] = Npm[i]-Ntotal[i];
//balance concentration
Xout[k][i] = Nbal[i]/Vs;
printf("\nParticle for drop\t= %.20lf\nParticle\t\t= %.20lf\nbalance
particle\t= %.20lf\nBalance concentration\t= %.20lf\nTotal concentration\t=%.20lf\n",
Nsum[i],Npm[i],Nbal[i],Xout[k][i],Yout[k][i]);
printf("\n\n");
}
Save
<<" Stage\t= " <<(i)<<endl<<endl
<<" Particle for drop\t=" <<Nsum[i]<<endl
<<" Particle\t\t=" <<Npm[i]<<endl
<<" Balance Particle\t=" <<Nbal[i]<<endl
<<" Balance Concentration\t=" <<Xout[k][i]<<endl
<<" Total Concentration\t=" <<Yout[k][i]<<endl<<endl;
}
}
89
//if the medium stay
else
{
for(i=1; i<=23; i++)
{
printf("Stage = %d ", i);
Nsum[i]=0.0;
Vd[i]=0.0;
Npm[i]=0.0;
Nbal[i]=0.0;
for(j=1; j<=10; j++)
{
//no of drops in a cells of a stage..
s[i][j]=(1.379083777 * pow(10,3)*0.061*a[i][j])/((4/3)*3.141592654*pow(r[j],3));
//surface concentration
if(k == 1)
{
X[k][i][j] = 1.0;
Z[i][j] = pow((X[k][i][j]/1.7),1.85);
}
else
{
X[k][i][j] = Xout[k-1][i];
Z[i][j] = pow((X[k][i][j]/1.7),1.85);
}
m = 0.0;
for(n=1; n<=100; n++)
{
b =(exp((-1.1646 * pow(10,-8) * t[j] * n * n)/(r[j] *
r[j])))/(n * n);
m += b;
}
//to find the average drop concentration in cell j
if(i == 1)
{
u[k][i][j] = 0 + ( Z[i][j] - 0)*( 1 - 0.60793 * m );
}
else
{
u[k][i][j] = Y[k][i][j] + ( Z[i][j] - Y[k][i][j] )*( 1 0.60793 * m );
90
}
C[i] = X[k][i][j];
if (k == 1)
{
Y[k][i+1][j] = u[k][i][j];
}
else
{
Y[k][i+1][j] = u[k-1][i][j];
}
//condition concentration<=C[i]^1.85
if(u[k][i][j]>pow(C[i],1.85))
{
uav[k][i][j]=u[k][i-1][j];
Npd[j] =(4/3) * uav[k][i][j] * 3.14159 *
pow(r[j],3)*s[i][j];
Nsum[i] += Npd[j];
vol[j]=(4/3) * 3.14159 * pow(r[j],3)*s[i][j];
Vd[i]+=vol[j];
YDcell[i][j]=Npd[j]/vol[j];
}
else
{
uav[k][i][j]=u[k][i][j];
Npd[j] =(4/3) * uav[k][i][j] * 3.14159 *
pow(r[j],3)*s[i][j];
Nsum[i] += Npd[j];
vol[j]=(4/3) * 3.14159 * pow(r[j],3)*s[i][j];
Vd[i]+=vol[j];
YDcell[i][j]=Npd[j]/vol[j];
}
if(i==1)
{
Ntotal[i]=Nsum[i];
}
else
{
Ntotal[i]=Nsum[i]-Nsum[i-1];
}
}
//total concentration of drop
Yout[k][i]=Nsum[i]/Vd[i];
91
//no of particle of medium
Npm[i] = C[i]*Vs;
//no of particle balance
Nbal[i] = Npm[i]-Ntotal[i];
//balance concentration
Xout[k][i] = Nbal[i]/Vs;
while(Yout[k][i]>=pow(Xout[k][i],1.85))
{
printf("Stage = %d ", i);
Nsum[i]=0.0;
Vd[i]=0.0;
Npm[i]=0.0;
Nbal[i]=0.0;
for(j=1; j<=10; j++)
{
//no of drops in a cells of a stage..
s[i][j]=(1.379083777 * pow(10,3)*0.061*a[i][j])/((4/3)*3.141592654*pow(r[j],3));
//surface concentration
X[k][i][j] = X[k][i][j]-0.005;
Z[i][j] = pow((X[k][i][j]/1.7),1.85);
m = 0.0;
for(n=1; n<=100; n++)
{
b =(exp((-1.1646 * pow(10,-8) * t[j] * n * n)/(r[j] *
r[j])))/(n * n);
m += b;
}
//to find the average drop concentration in cell j
if(i == 1)
{
u[k][i][j] = 0 + ( Z[i][j] - 0)*( 1 - 0.60793 * m );
}
else
{
u[k][i][j] = Y[k][i][j] + ( Z[i][j] - Y[k][i][j] )*( 1 0.60793 * m );
}
C[i] = X[k][i][j];
92
if (k == 1)
{
Y[k][i+1][j] = u[k][i][j]
}
else
{
Y[k][i+1][j] = u[k-1][i][j];
}
//condition concentration<=C[i]^1.85
if(u[k][i][j]>pow(C[i],1.85))
{
uav[k][i][j]=u[k][i-1][j];
Npd[j] =(4/3) * uav[k][i][j] * 3.14159 *
pow(r[j],3)*s[i][j];
Nsum[i] += Npd[j];
vol[j]=(4/3) * 3.14159 * pow(r[j],3)*s[i][j];
Vd[i]+=vol[j];
YDcell[i][j]=Npd[j]/vol[j];
}
else
{
uav[k][i][j]=u[k][i][j];
Npd[j] =(4/3) * uav[k][i][j] * 3.14159 *
pow(r[j],3)*s[i][j];
Nsum[i] += Npd[j];
vol[j]=(4/3) * 3.14159 * pow(r[j],3)*s[i][j];
Vd[i]+=vol[j];
YDcell[i][j]=Npd[j]/vol[j];
}
if(i==1)
{
Ntotal[i]=Nsum[i];
}
else
{
Ntotal[i]=Nsum[i]-Nsum[i-1];
}
}
//total concentration of drop
Yout[k][i]=Nsum[i]/Vd[i];
//no of particle of medium
Npm[i] = C[i]*Vs;
93
//no of particle balance
Nbal[i] = Npm[i]-Ntotal[i];
//balance concentration
Xout[k][i] = Nbal[i]/Vs;
}
printf("\nParticle for drop\t= %.20lf\nParticle\t\t= %.20lf\nbalance
particle\t= %.20lf\nBalance concentration\t= %.20lf\nTotal concentration\t=%.20lf\n",
Nsum[i],Npm[i],Nbal[i],Xout[k][i],Yout[k][i]);
printf("\n\n");
save
}
}
}
}
<<" Stage\t= " <<(i)<<endl<<endl
<<" Particle for drop\t=" <<Nsum[i]<<endl
<<" Particle\t\t=" <<Npm[i]<<endl
<<" Balance Particle\t=" <<Nbal[i]<<endl
<<" Balance Concentration\t=" <<Xout[k][i]<<endl
<<" Total Concentration\t=" <<Yout[k][i]<<endl<<endl;