1 CHAPTER 1 1.1 Background
advertisement

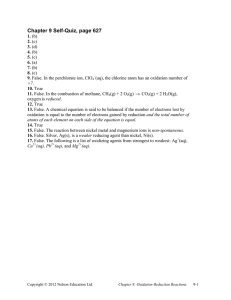
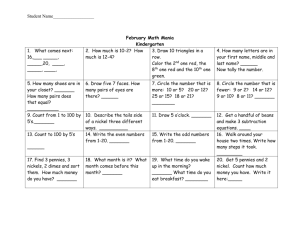
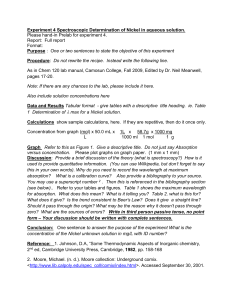
1 CHAPTER 1 INTRODUCTION 1.1 Background “Surface finishing" is a generic term applied to a variety of processes for the purpose of enhancing one or more properties of the surface of a metal. It is also applied to a number of processes that involve the application of a metallic coating to a nonmetallic surface such as plastic, ceramic, epoxy, and even baby shoes. The art of creating an altered surface on a metallic substrate dates back several centuries (1). There are various processes to enhance the metal surface properties which are known as surface finish. The concept of surface finish and altering the surface of materials has been around for centuries, which includes grinding, painting, polishing and other nonsurface finishing processes such as heat treatment and tempering of metals. Electroplating is considered as one of the most effective surface finishing processes, which provides a thin surface coating over the substrate surface. The properties of coating are superior to the substrate which results in protecting the substrate surface Dennis and Such, 1993(1) . According to Zhong (2010), in 1950 decorative coatings were introduced to toys and textile industry, since then its usage in engineering and science areas provides an opportunity to improve the surface properties and consequently increase sale of equipment and products. Alongside the industrial growth 2 and technological advancements, new processes such as electroplating and numerous methods of altering non-conductors have been introduced. Deposition of metallic coating is considered as one of the most important applications of electroplating. This process is carried out in the solution which contains the related metal salt to provide sufficient metal ions in the plating solution. ‘Chemical’, ‘electrochemical’, and ‘laser’ deposition are three main sources to provide the metallic coating which are shown in Figure 1.1. Figure 1.1 Schematic main source of plating techniques (Kennai 2006) Poyner (1997) described, electroplating which is also known as electrodeposition is one of the most common processes for providing a coating. In this process, metal ions or 3 complex metal ions in a chemical solution are transformed into solid metallic atoms onto the surface of substrate, when an electrical pulse or current is applied (2). This is more supported by Parthasaradhy (1989) who asserted, during the electroplating process a metallic or composite coating has been produced on the surface of material by applying electric current. The deposition is achieved by making the material to be coated (cathode) negatively charged and immersed it into a solution which contains the salt of the metal that is going to be deposited with the positive charge. The metallic ions of the salt carry a positive charge and are thus attracted to the cathode surface. When they reach the negatively charged surface, it provides electrons to reduce the positively charged ions to metallic form. Electroplating has many advantages over other techniques. It is relatively inexpensive regarding to the process and its equipment, and also it is a safe and simple process (2) . This technique was used for decorative purposes in the past, but nowadays it has become an important industrial technique which can fulfill the requirements of a wide range of fields. Some of the functional properties of this technique can be considered as corrosion and wear resistance, heat resistance, tarnish resistance, electrical conductivity and solder ability (2). Hadian (1990) said that one of the most popular electroplating methods in metal finishing industry is ‘direct plating’. Direct electroplating has been achieved high attention in recent years especially for providing the composite coating as it improves the coating properties. The properties improvement is reported by many investigators who asserted direct plating can provide a coating with fine grains, small grain size, high purity and low porosity. Li et al (2007) also explained, direct plating is an effective method for perturbing of adsorption and desorption process at cathode and plating solution interface, which make it an economical process to provide a nanostructure coating(3). 4 The modern surface finishing era, however, began with the invention of the galvanic cell in the early 1800s (1) . By the middle of the 19th century, silver, gold, copper, and brass plating were commercially performed. In addition to electroplating, numerous competitive methods of altering the surface of metals and non-conductors have been added to the common definition of surface finishing since the 19th century. Direct electroplating is the most common metal finishing process. It utilizes a combination of a chemical solution formulated to contain metal ions or complex metal ions to convert the metal ions in solution to solid metal atoms on the surface of the substrate that when a current is applied. Plated metal coatings can be used for a variety of purposes, including corrosion resistance, appearance, solder ability, electrical resistance, electrical conductivity, vibratory bonding, abrasion resistance, electroforming of a product, and as a matrix to hold abrasives such as diamonds and carbides in cutting tools(2). The widest variety of metal surface properties can be obtained through electroplating processes. Electroplating is often also called "electrodeposition", and the two terms are used interchangeably. As a matter of fact, "electroplating" can be considered to occur by the process electrodeposition. Electrodeposition is the process of producing a coating, usually metallic, on a surface by the action of electric current. The deposition of a metallic coating onto an object is achieved by putting a negative charge on the object to be coated and immersing it into a solution which contains a salt of the metal to be deposited (in other words, the object to be plated is made the cathode of an electrolytic cell). The metallic ions of the salt carry a positive charge and are thus attracted to the object. When they reach the negatively charged object (that is to be electroplated), it provides electrons to reduce the positively charged ions to metallic form. Figure 1.2 is a schematic presentation of an electrolytic cell for electroplating a metal "M" from an aqueous (water) solution of metal salt "MA". 5 Figure 1.2 Schematic of an electrolytic cell for plating metal "M" from a solution of the metal salt MA” 1.2 Nickel The use of nickel has been traced as far back as 3500 BC, but it was first isolated and classified as a chemical element in 1751 by Axel Fredrik Cronstedt, who initially mistook its ore for a copper mineral. Its most important ore minerals are laterites, including limonite and garnierite, and pentlandite. Major production include Sudbury region in Canada, New Caledonia and Norilsk in Russia sites (2) . The metal is corrosion-resistant, finding many uses in alloys, as a plating, in the manufacture of coins, magnets and common household utensils, as a catalyst for hydrogenation, and in a variety of other applications (2) . Electrodeposited nickel is widely used in decorative and protective applications where it can be applied to cheap mild steel, aluminum alloys and die-cast zinc to protect them in corrosive environments. Dennis and Such stated, during 2000 about 90% of nickel consumed in electroplating industry, was in the form of thin, corrosion resistant and decorative coatings which applied to strong or cheaply produced substrates(4). 6 Most of the nickel which is used for decorative purposes is in the form of nickelchromium composite system as the bright appearance is required (5). According to the ASM Handbook, nickel is used as an undercoating of nickel-chromium coating in decorative applications in order to enhance the corrosion resistance of system as deposition of nickel itself provides a yellow cast which tarnishes easily. Chandrasekar and Pushpavanam pointed out, nickel plating is applied in industry to improve the surface properties such as ductility, wear and corrosion resistance and also enhance surface hardness in the range of 150-700 Hv (6). It is also used for engineering applications and in areas that fully bright finish is not essential. One of the applications of nickel coating is in automotive industry, especially in pistons, cylinder walls and transmission thrust washers and other parts which are subject to friction, for the purpose of increasing the wear resistance. The amount of nickel incorporated in different applications varies with 60% in nickel steels, 14% in nickel-copper alloys and nickel silver, and 9% used to make other super alloys such as malleable nickel, nickel clad and Inconel(7). These, alongside the rest of the applications are illustrated in Figure 1.3. 7 3% 3% 2% nickel steel 3% nickel-copper & nickel silver 6% other supperalloys 9% 60% plating 14% nickel cast irons heat and electric resistance alloys Figure 1.3 Nickel incorporation in different applications (Source: Hadian, 1990) Nickel is used in many industrial and consumer products, including stainless steel, magnets, coinage, rechargeable batteries, electric guitar strings and special alloys. It is also used for plating and as a green tint in glass. Nickel is pre-eminently an alloy metal, and its chief use is in the nickel steels and nickel cast irons, of which there are many varieties (8). It is also widely used in many other alloys, such as nickel brasses and bronzes, and alloys with copper, chromium, aluminum, lead, cobalt, silver, and gold. The amounts of nickel used for various applications are 60% used for making nickel steels, 14% used in nickel-copper alloys and nickel silver, 9% used to make malleable nickel, nickel clad, Inconel and other super alloys, 6% used in plating, 3% use for nickel cast irons, 3% in heat and electric resistance alloys, such as Nichrome, 2% used for nickel brasses and bronzes with the remaining 3% of the nickel consumption in all other applications combined(9) . In the laboratory, nickel is frequently used as a catalyst for hydrogenation, sometimes raney nickel, a finely divided form of the metal alloyed with aluminum which adsorbs hydrogen gas. Nickel is often used in coins, or occasionally as a substitute for decorative silver. The American 'nickel' five-cent coin is 8 75% copper and 25% nickel. The Canadian nickel minted at various periods between1922-81 was 99.9% nickel, and was magnetic (10). Various other nations have historically used and still use nickel in their coinage. The corrosion – resistant properties of nickel electrodeposits are often thought of as being of use only for protecting consumers, items, large or small, where decorative embellishment is the most important factor, However nickel plate has many applications in the engineering field where its functional behavior, rather than its appearance, is the main criterion. When nickel is electroplated for this purpose, the coating deposited are usually thicker than for decorative corrosion- protective uses, and so these are termed heavy nickel coatings, which may be arbitrarily define as those greater than 50 microns thick. These were first used to reclaim components which had worn or corroded in service, or which had in correctly machined during manufacture(10). Nickel was used to build up either the whole or just the effected portion of the unserviceable article to a size greater than that actually required. Heavy nickel coating are now often applied to new iron or steel components to prevent their corroding or otherwise suffering damage caused by the normal wear or tear experienced in certain uses, the thickness uses varying from 50 to 500 micro meter according to service condition(10). Matching of such coating is frequently not necessary. These nickel coating prevent the basis metals from being corroded and by preventing this attack they those reduce the danger of corrosion products of these substrates being produced which could be contaminate nickel electrodeposits ideal for food-handling plant. This ability to prevent metallic contamination together with their non-toxity, renders whose products must not be contaminated by metallic impurities particularly iron, also make use of thick electrodeposits nickel. Certain cylinders which are subject to wear have their service life greatly extended in this manner (11). 9 Figure 1.4 Applications of Ni plating 1.3 Nano-Nickel Crystals Most of the material properties have been changed when their structure turns into the nano-sized. This is due to the different properties of nano-sized materials such as high thermal and electrical conductivity, as well as high wear and corrosion resistance (Chandrasekar and Pushpavanam). Using direct electroplating technique provides an opportunity to produce a nano structure matrix. Because of the nature of nano-sized materials, a higher thermal and wear resistance can be predicted for nano-nickel crystals (12) . Nano-nickel coatings can be potentially used as lubricants due to their low-friction resistance. Therefore they have found applications in various industries ranging from aerospace and marine to medical and chemical (12). 10 Figure 1.5 Nano- Nickel Particles 1.4 Carbon Nano Tubes (CNT’s) Carbon Nanotubes (CNTs; also known as Bucky tubes) are allotropes of carbon with a cylindrical nanostructure. Nanotubes have been constructed with lengthto-diameter ratio of up to 132,000,000:1 which is significantly larger than any other material. These cylindrical carbon molecules have novel properties that make them potentially useful in many applications in nanotechnology, electronics, optics and other fields of materials science, as well as potential uses in architectural fields. They exhibit extraordinary strength and unique electrical properties, and are efficient thermal conductors(3) .Carbon Nanotubes are nanofillers with a very high potential in different industrial applications, e.g. for static dissipative or conductive parts in automotive or electronic industries. In figure below SEM image of multi wall carbon nano tube has been shown (3). 11 Figure 1.6 SEM Micrograph of MWCNT’s For the effective use of carbon Nanotubes (CNTs) an excellent distribution and dispersion is an essential precondition. The CNTs properties like Nanotubes type (single-, double, multi-walled), length, diameter, bulk density, and waviness are dependent on the CNT synthesis conditions, e.g. Catalyst, temperature of synthesis, and synthesis method used. The purity and functional groups on the surface of the CNTs as well as mainly their entanglements and strength of agglomerates affect the dispensability of CNTs in different media. In addition, due to strong Vander Waals forces CNTs tend to agglomerate. Ultrasonication of CNT dispersions is a common tool used to break up CNT agglomerates in solution based processing techniques (13). Ultrasonication can be done by different ways: using either an ultrasonic bath or in setting an ultrasonic sonotrode into the solvent. The tip of ultrasonic sonotrode oscillates at a fixed frequency and produces a conical field of high energy in the fluid. The solvent within this conicalfield undergoes nucleated boiling and bubble collapse that is the primary mechanism by which ultrasonic energy disperses particles (14). This may help to debundle Nanotubes by providing high local shear, particularly to the Nanotubes ends. For the preparation of CNT dispersions, surfactants are quite often used as additives (14). 12 During the dispersion process the surfactant adsorbs on the Nanotubes surface. Pores within the bundles or primary agglomerates help in the propagation of surfactant adsorption. Finally, the bundles or agglomerates are ideally separated into individual Nanotubes and are kept in homogeneous and stable suspension .The final (14) configuration of sodium dodecyl sulfate (SDS) covered Nanotubes was described as a cylindrical micelle with a Nanotubes in the center(14). The destruction of agglomerates in aqueous suspensions using ultrasonic energy was described by different authors. Lu et al. (15) reported that multiwall carbon Nanotubes (MWNTs) get shorter with ultrasonic time. Nadler et al. (16) described for aqueous dispersions containing Bay tubes C150P agglomerates that with increasing ultrasonic time (1 min up to 16 h) a bimodal agglomerate size distribution pass into afinally mono modal distribution, whereas the mean particle size decreased signi ficantly as investigated using a disc centrifuge. These very broad size distributions of the dispersions were explained with the presence of mass fractions of exfoliated CNTs and residual agglomerates. It was not possible to deduce results concerning the carbon Nanotubes length using the disc centrifuge. Yu et al. (17) described the dispersion of multiwalled carbon Nanotubes in an aqueous sodium dodecyl sulfate solution at different ultrasonic treatment times. With higher sonication energy a better exfoliation and disentanglement of CNTs was found using UV– visible spectroscopy and transmission electron microscopy. Figure below shows the SEM Image of the agglomeration of MWCNT’s. 13 Figure 1.7 Scanning Electron Microscopy Images of MWCNT’s (A) NanocylTM NC7000,(B) Baytubes_C150P, (C) Future Carbon CNT-MW, (D) Graph strength_ C100. Carbon Nanotubes are the strongest and stiffest materials yet discovered in terms of tensile strength and elastic modulus respectively. This strength results from the covalent sp² bonds formed between the individual carbon atoms. In 2000, a multi-walled carbon Nanotubes was tested to have a tensile strength of 63 GPa. Since carbon Nanotubes have a low density for a solid of 1.3 to 1.4 g·cm−3, its specific strength of up to 48,000 kN·m·kg−1 is the best of known materials, compared to high-carbon steel's 154 kN·m·kg−1. Under excessive tensile strain, the tubes will undergo plastic deformation, which means the deformation is permanent (13). This deformation begins at strains of approximately 5% and can increase the maximum strain the tubes undergo before fracture by releasing strain energy. CNTs are not nearly as strong under compression. Because of their hollow structure and high 14 aspect ratio, they tend to undergo buckling when placed under compressive, torsional or bending𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠 (13) . Diamond is considered to be the hardest material, and it is well known that graphite transforms into diamond under conditions of high temperature and high pressure. One study succeeded in the synthesis of a super-hard material by compressing SWNTs to above 24 GPa at room temperature. The hardness of this material was measured with a nanoindenter as 62–152 GPa. The hardness of reference diamond and boron nitride samples was 150 and 62 GPa, respectively. The bulk modulus of compressed SWNTs was 462–546 GPa, surpassing the value of 420 GPa for diamond(13) . All Nanotubes are expected to be very good thermal conductors along the tube, exhibiting a property known as "ballistic conduction", but good insulators laterally to the tube axis. Measurements show that a SWNT has a room-temperature thermal conductivity along its axis of about 3500 W·m−1·K−1;] compare this to copper, a metal well-known for its good thermal conductivity, which transmits 385 W·m−1·K−1. A SWNT has a room-temperature thermal conductivity across its axis of about 1.52 W·m−1·K−1, which is about as thermally conductive as soil. The temperature stability of carbon Nanotubes is estimated to be up to 2800 °C in vacuum and about 750 °C inair (14) 1.5 Problem statements CNT’s are difficult material on which to produce adherent electroplated deposition coating due to their hydrophobic behaviors. Carbon Nano Tubes instantly agglomerates when they face aqueous solution because of their high surface energies. In 𝑆𝑆 fact because of their high surface over volume ratio ( %) they are thermodynamically 𝑉𝑉 15 unstable in solution, hence at the moment they added to the solution, they will accumulate to gather. Figure 1.8 SEM image of CNT’s agglomeration. Figure 1.8 shows the agglomeration of CNT’s. Experiments have been carried out to make CNT’s suspend in the solution. There are two different techniques for suspension of CNT’s in solution: 1. using ultra sonic bath to suspend and disperse CNT’s in solution. 2. Using a certain surfactant which can surround CNT’s and forces them to suspend, because these kinds of surfactants have hydrophilic behaviors such as SDS, SDDBS and Benzyl alcohol. Additionally the cathode surface must be as smooth and clear as possible to increase the adsorption and nucleation of Ni particles on the surface; the suggested processes for electroplating of Ni are listed as follows: Recommendation pre-treatments: • • • • Ultra Sonic Cleaning by Ultra Sonic Bath for 20 minutes Grinding the surface by grinding paper from 200-4000 Polishing the cathode surface Etching in sulfuric acid for 5 minutes • Making nickel solution (Watt bath), and heat the solution by heater about 50𝐶𝐶 0 . 16 • Suspend CNT’s in the solution by applying benzyl alcohol as a surfactant. • CNT’s were poured in to 1Lit nickel solution and then ultra sonic bath was used for 8hours for dispersing the CNT’s. • Surfaces of anode and cathode should be micro roughened (6). Figure 1.9 Surface image of soft copper, used as a cathode Figure1.9. shows a surface image of soft copper which used as a cathode in direct electrodeposition techniques. In electroplating technique, solution is designed to generate oxygen gas which forms the coating by reaction with the basis metal ions, as the basis metal dissolves. Direct Electrodeposition is a unique technique for producing fine coatings. The thickness of the coating is depended on some crucial parameters such as agitation, current density, intensity, distance between cathode and anode and etc. DC rectifier is used to generate current in range of milliamps; consequently the first embryos will nuclei in nano size. On the other hand by applying this rectifier and by changing some variables such as agitation rate, temperature, current density and etc. the growth of these nano embryos could be controlled as well. All this operation must be in nickel solution which the combination and producing procedure of this solution will be discussed in chapter two. In this electrodeposition project, stainless steel would be anode and soft copper would be cathode. To prevent the polarization effect, the size of anode would be 3 or 4 times bigger than the cathode. 17 1.6 Scope Recent work shows that it is hard to plate CNT’s on the surface because of agglomeration problem; hence the main scope is to make a stable suspension of CNT in Ni solution. Other characteristics of the direct electroplating of CNT’s on the nano-Ni crystals are: Current density, and deposition time. The deposited metal is expected to be Nano crystalline-hence the deposited metal would be characterized by using SEM, FESEM, XRD, AFM and Micro hardness testing. By studying the interface between Nano-Ni Crystals and CNT’s an effect will be made to put forward a hypotheses on how, the hydrophobic carbon nano tubes(CNT’s) are deposited and grow on Ni in direct electrodeposition technique