CHAPTER 4 RESULTS

CHAPTER 4
RESULTS
4.1 Open-Loop Process Response : A First Look
The purpose of the first test run of the CSD was to obtain several trend plots of the open-loop response of the process to step inputs of varying magnitude, and to view the results. A PicoTechnology
Dr. DAQ data acquisition system was used for the purpose of measuring and recording the process temperature response to the step inputs. The Dr.
DAQ samples at a much higher rate (approximately 15,000 samples per second) than the
SCADA program (3 samples per second), and therefore a very detailed reconstruction of the temperature trend can be obtained. The Dr. DAQ software also allows the digitized temperature data to be conveniently saved and exported to an external application program (such as a spreadsheet) so that it may be easily formatted (for insertion into this report!) without having to display the entire CSD control panel.
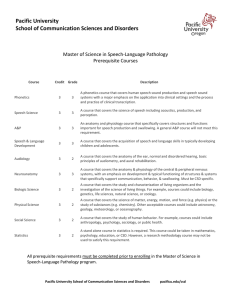
To begin, a simple PBASIC program was created in order to generate a step input from a steady-state 50% controller output to a new equilibrium temperature at 100% controller output. The temperature was measured at a location within the airflow tube approximately 6 inches downstream from the light bulb, and the fan was set to halfspeed. A step input was approximated by first allowing the temperature of the system to reach a steady-state value at 50% controller output and then suddenly delivering a fiftypercent increase in controller output to the open-loop process. The temperature trend was recorded until the system reached and maintained a new steady state temperature. Upon reaching a new steady-state temperature, the recorder was stopped and the resulting data was exported to a spreadsheet. The temperature was then plotted, and is shown in Figure
4.1.
96
Open-Loop Response to a 50% Increase Step-Input
86.5
86
85.5
85
84.5
84
83.5
0 50 100 seconds
150 200 250
Figure 4.1
Next, the controller output was reset to 50%. The temperature was again allowed to reach equilibrium, and then another step input was delivered to the system. This time the step input was a 20% increase in controller output; the step starting at 50% and ending at 70% controller output. Again, the temperature response was recorded until the system reached a steady-state. The results were then plotted and are shown in Figure 4.2.
Open-Loop Response to a 20% Increase Step-Input
85.2
85
84.8
84.6
84.4
84.2
84
83.8
83.6
83.4
0 20 100 120 40 60 80 seconds
Figure 4.2
140
97
Comparing the response shown in Figure 4.1 to that shown in Figure 4.2, it can be seen that differences exist. Although the starting equilibrium temperature for each response is approximately equal, the final temperature value for the 50% increase step input is significantly greater than that of the 20% increase step input. This is no surprise, since an increased rate of heat generation from within the system will result in an increase in temperature from within the system. The interesting observation to be made here is not the differences in final temperature of the two responses, but rather the differences in settling time. As stated earlier, the light bulb is a non-linear element within the process (including the actuator as a part of the process).
Therefore, the process shows a non-linear response to step inputs of different magnitude. It is the difference in settling time, rather than final value, which is an indicator of the non-linearity of the process. A linear system’s settling time is independent of the magnitude of the step input. The time constant is a measure of how quickly the system settles on a final value after a step input. Four time constants define the time period required for the system response to settle within 2% of its final value. For a first order system, the time response of the system to a step input may be defined by an exponential function of the form e
a t
, where a = 1/time constant.
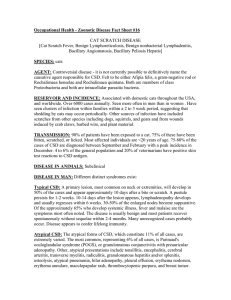
Figure 4.3 is a plot of the data from Figure 4.1, along with a plot of the following function for temperature as a function of time:
T(t) = e
a t
(T i
– T f
) + T f
equation 4.1
where T i
is the starting equilibrium temperature and, T f
is the final equilibrium temperature and, a = 1/time constant
The initial and final equilibrium temperature in equation 4.1 were set equal to the value of the initial and final temperature of the measured data. The function was then evaluated at discrete points of time which were equal to the points in time used to sample the measured data. The value of a = 1/time constant was then chosen such that the output of equation 4.1 matched the measured response as closely as possible.
The results were then plotted, and are shown in Figure 4.3.
98
86.5
86
85.5
85
84.5
84
83.5
0
Exponential vs. Measured Response of the Process to a 50%
Increase Step Input
50 250
Measured Response
Exponential 1st Order
Response; Time Constant is
49 Sec
100 150
Time (seconds)
200
Figure 4.3
The results indicate that the function described by equation 4.1 represents the measured data very well when the value a = 1/49 is used. Since four time constants defines the settling time, this indicates the settling time should be approximately 196 seconds for the experimental response. Figure 4.3 reveals that this is the case. Also, for a first order system, the time constant can be defined as the time required for the response to change by 63.2% of the difference between the initial and final value.
From the temperature measurement data, it can be shown that this value is approximately 85.35
°
F, and occurs at 47 seconds from the start of measurement. The conclusion to be made here is that the experimental response of the process to a 50% increase in power output from the light bulbs closely resembles that of a first order response. This suggests that the time constant of one energy storage element within the process is dominant (or much slower) than that of the other process elements. A reasonable guess might be that this is the Plexiglas tube since its mass and surface area are significantly greater than that of any other process element.
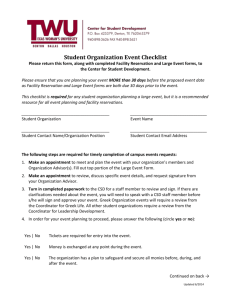
Next, the same procedure was repeated for a 20% increase in power output from the light bulbs to the process. The data from the 20% step input was plotted along with the same exponential function. Again, the time constant which yielded the best
99
match between the functional output and the measured response was chosen for the illustrated curve. The results are shown in Figure 4.4 below.
85.2
85
84.8
84.6
84.4
84.2
84
83.8
83.6
0
Exponential vs. Measured Process Response to a 20% Increase
Step-Input
50 250
Measured Response
Exponential 1st Order Response;
Time Constant is 34 seconds
100 seconds
150 200
Figure 4.4
A time constant of 34 was determined for the exponential function which best approximates the temperature measurement data of the process response to a 20% increase step input.
The fact that the time constant for the process response differs depending on the magnitude of the step input is an indicator that there is some non-linearity in the process. In order to demonstrate the ideas of PID control, the CSD collects the temperature data (under closed-loop control) of the process response to a set-point change for a specified PID compensator. After each run, a different set of PID parameters may be chosen. The temperature data for each run, and for each different set of PID parameters, is then superimposed onto the same plot so that the responses may be directly compared. This allows the user to see how different sets of PID parameters can affect the closed-loop response of the process to a given input.
Because the process is non-linear, in order for a meaningful comparison to be made it is necessary that each run take place under approximately the same conditions. For example, before initiating a run, the CSD should be allowed time to heat itself to a steady operating temperature. The CSD automatically sets its controller and fan to
50% of maximum output when not in closed-loop mode in order to reset the process conditions to a common initial state for each successive run. The result is that the steady-state temperature of the air-stream at a given location within the tube when in
100
open-loop mode should be fairly constant as long as there are no significant changes in ambient temperature or intermittent air drafts. The fact that each run begins under approximately the same conditions ensures that the affect which a change of PID parameters can have on the response may be clearly seen without being confounded with the affects which different operating conditions may cause in a non-linear process.
Lastly, with respect to the open-loop response, it was desired to know how the process would respond to a step disturbance input, or load change . For the CSD, the disturbance input is both identifiable, and controlled. It is identifiable in that the disturbance is a change in air flow rate through the tube (from its “normal” flow rate) and is controllable by varying the fan speed which generates airflow through the tube.
In many real world systems, the disturbance is neither controllable or even identifiable for that matter. The CSD controls the fan speed using a servo-motor to rotate a potentiometer which regulates the power input to the fan, and hence the fan speed. This method ensures that the disturbance is consistent for each run and that response comparisons may be based solely on the affect of changing PID parameters, rather than any affects on the response due to inconsistencies in the magnitude of the disturbance input for each successive run.
In order for the advantages of closed-loop control with respect to load changes to be seen and appreciated, it is helpful to first understand the impact which a load change can have on the open-loop system response. The benefits of closed-loop control are then realized when compared to the open-loop response to the same load change.
Therefore, it is necessary that the open-loop system response be significantly affected by a load change so that, in comparison, the closed-loop response may demonstrate that the affect of the load change on the system response has been mitigated.
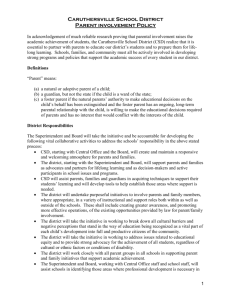
Figure 4.5 is a plot of the CSD open loop response to a step load disturbance. The disturbance is generated by suddenly increasing the fan speed. The normal operating point for the fan is 50% of its maximum speed and produces a corresponding airflow through the pipe. When it is desired to generate a disturbance, the fan speed is suddenly increased to 75% of its maximum. This increase in fan speed results in a increase in airflow rate through the pipe, and thus a temperature drop at the location of the temperature sensor.
101
Figure 4.5 illustrates the typical characteristics of a CSD demonstration of the open loop response to a step disturbance; for approximately the first 20 seconds the system is at equilibrium, and then suddenly a disturbance is introduced. Soon afterward, the temperature steadily drops until the process reaches a new equilibrium temperature.
Near the end of the demonstration, the fan is reset to its normal operating speed, and the temperature begins to climb back to its normal operating temperature. Assuming ambient conditions have not changed rapidly during the course of the run, the normal operating temperature should be the approximately the same shortly after the end of the test as it was in the beginning.
Open-Loop Process Response to a 25% Increase in Fan Speed
81.2
81
80.8
80.6
80.4
80.2
80
79.8
79.6
0 50 100 150 seconds
Figure 4.5
Open-Loop Response to a Load Change
200
Figure 4.5 also reveals that a 25% increase in fan speed results in a steady-state temperature drop of approximately 1 degree Fahrenheit. This affect of the disturbance on the process was judged to be significant enough to illustrate the point of the demonstration. Also, the deviation from set-point (the equilibrium temperature) is great enough that closed-loop control can, in comparison, be shown to improve the response significantly.
4.2
Closed-Loop Process Response
The CSD has two demonstration modes. The first mode is the set-point change mode. In this mode, the closed-loop response to a set-point change for one
250
102
compensator design is compared to the response to the same set-point change for a different compensator. In this mode, the initial temperature for all subsequent runs is the equilibrium temperature. The final temperature will depend on the value chosen for the set-point, and the type of compensator used for the particular run.
The second mode is the load change mode. As just discussed, when the CSD is in load change mode, the set-point is set equal to the equilibrium open-loop temperature.
The goal is to maintain the normal operating temperature when a disturbance is introduced. A closed-loop demonstration in load change mode illustrates how different compensator parameters can affect the system response to a disturbance input.
Figure 4.6 shows the results of four runs in set-point mode. This demonstration shows how each run is affected by a different amount of proportional-only (P) control. The set-point is defined to be 80.1 degrees. With a LOW amount of P action selected, the response is characterized by a sluggish rise-time, and large steady-state error. Increasing the P gain decreases the rise time and steady state error, although a bit of overshoot begins to appear. Increasing the gain further to HIGH nearly eliminates the steady state error, although a larger overshoot and even more oscillations can be seen in the response. Finally, when a very high Proportional gain is selected ( m-stable ), the system response never settles, but oscillates continuously with no damping. When this condition is seen, the system is marginally stable, and the closed-loop poles exist on the imaginary axis of the s-plane (as shown in Figure
2.8). If the amplitude of the continuous oscillation were to increase with time, then the system would be characterized as unstable. This condition can be seen in Figure
4.7 with the CSD again in set-point mode. Here, only two responses are compared.
Having selected a LOW value of P-gain, and activating the Integral action, the first response shows that the steady-state error can be eliminated, even when using a Pgain of LOW . However, note that the simulation time has been increased. This is due to the fact that it now takes comparatively longer for the PI controlled system to settle than for the P-only controlled system. Integral action will eliminate error, but the compromise is additional lag and a longer settling time. Too much I-action can introduce sufficient enough lag into the system such that the system becomes difficult to control. In the extreme case (when wind-up is activated), too much I-action can cause the system to go unstable as shown in Figure 4.7.
103
82
81.5
81
80.5
80
79.5
79
78.5
78
0
Closed-Loop Response To a Setpoint Change; Setpoint is 80 Deg. F
81.2
81
80.8
80.6
80.4
80.2
80
79.8
0 20 40 60 80 seconds
100 120 140
Figure 4.6
Proportional Control Response Comparisons
160
P Gain: Low
P Gain: Medium
P Gain: High
P Gain: Marginally Stable
Closed Loop Response Using PI Control; Setpoint is 80 Deg F.
50 250
P Gain
Low ; I
Gain ON
P Gain
Low ; With
Integral
Wind Up
100 seconds
150
Figure 4.7
Proportional + Integral Control
200
104
Figure 4.8 shows the affect which derivative (D) action can have on the response of a system to a step input. Curiously, it was determined that that the CSD’s D-action only has a noticeable affect on the response when the I-gain is very large (as is the case when wind-up is on).
In this case, D-action is used to stabilize the P-Gain LOW , Wind-up ON response.
The addition of D-action moves the closed-loop system response from unstable to stable. Derivative control can offset some of the negative issues associated with Iaction such as excessive overshoot and lag time, yet D-action brings with it its own set of issues.
P I a n d P ID C o n tro l; S e tp o int is 77 Deg.F
78.5
78
77.5
77
76.5
76
75.5
0 100 200 300 seconds
400 500
Figure 4.8
Stabilizing Affect of Derivative Action
600
PI Control; P-Low , I-
Wind Up-ON
PID Control; P Low , I
Wind-Up ON; D-ON
105
Derivative action acts on a change in the error. Changes in the error are the result of changes in either the set-point or the measurement, or both. To avoid a large output spike caused by step changes in the output, most modern-controllers apply derivative action only to changes in the measurement. However, the CSD’s D-action does act on a change in set-point, so a large initial spike in the controller output will always be present when D-action is used. Interestingly, as the sampling time
∆ t gets smaller, the magnitude of this initial controller output spike gets larger. In the limiting case, as
∆ t approaches zero, the rate change in error when a step input is introduced approaches infinity. In the case of the CSD, the sampling time
∆ t is a finite value of 1/3 of a second. Still, the initial error when a step is introduced is significantly large, and the affect of D-action can be easily seen as a bright flash in the light-bulbs as soon as closed-loop control is activated with D-action set to ON . Derivative action cannot be used on processes with noise in the measurement signal since the derivative in the controller will respond to the rapid changes in measurement it sees in the noise. This will cause large and rapid variations in the controller output, which will keep the actuator constantly moving. This condition should be avoided since it tends to; wear out the actuator, require additional energy to move the actuator thus increasing energy costs, and increases maintenance and equipment costs. The CSD has been designed to illustrate the problem which D-action can cause for the controller. Figure 4.9
shows the CSD control panel after two demonstration runs. The first run captures the response of the system to a set-point change with PLOW , Wind-up ON . The second run adds D-action in order to stabilize the response. The comparison is essentially the same as discussed earlier (and shown in Figure 4.8).
Figure 4.10 shows the action required by the controller to produce the PLOW ,
Wind-up ON response (this display can be brought up on the CSD display panel by toggling the switch immediately to the left of the fan speed indicator). The display shows that the controller spends most of the time either fully on, or fully off, for relatively long periods of time. This is an effect due to the integral wind-up/ winddown cycle.
In comparison, Figure 4.11 shows the controller response when D-action has been added. Again, the controller spends its time either fully on, or fully off. In this case however, the frequency of the cycles is much higher than in the first case. This is the type of controller action which can cause the actuator to wear quickly, and should be avoided.
The CSD has a button labeled filter ON / OFF . With the filter ON , the temperature data is averaged with the previous 8 measurements. The error signal which is used in the PID algorithm is computed using averaged temperature data. In contrast, when the filter is set to OFF , raw temperature data is used in the PID algorithm in order to compute the controller response. With the filter ON , the noise in the temperature trend, and hence the error signal, is significantly reduced. The control action of the light-bulbs is smooth and predictable. With the filter OFF , the light-bulbs tend to increase and decrease in intensity in a chaotic and jittery manner during control
106
Figure 4.9
PI Versus PID Control
Figure 4.10
PI Controller Output
107
Figure 4.11
PID Controller Output action. Although the undesirable affect of D-control on the controller in Figure 4.11
seems to be significant, it is much worse when the filter is set to OFF . With the filter set to OFF , and Derivative set to ON , the controller output display typically appears to be a block of solid color. This is because the frequency of the controller output is so high that the time scale of the display is not small enough to display the signal, as it rapidly swings back and forth between 0 and 100%. This is an effect which is due to the derivative action causing the controller to act on the noise in the error signal.
As mentioned earlier, the CSD has two modes. Some examples of the CSD running in set-point mode have just been shown. The next example illustrates the
CSD running in load change mode .
Figure 4.12 shows the CSD display with the results of two demonstration runs. For both runs, the set-point was set equal to the equilibrium temperature of 86.08
°
F. The data displayed begins just after the fan increases its speed from 50 to 75% of its
108
maximum. The first run (magenta) shows the response of the closed-loop system to a disturbance input using P-Gain LOW compensation. The second run (yellow) shows the response to a disturbance using P-Gain HIGH + Integral compensation. Like the set-point change responses, the main difference between the two responses is the amount of steady-state error and overshoot present. Comparing the two responses, the response due to the controller utilizing PI compensation shows that the set-point is maintained with less (practically no) error, albeit a bit more oscillation. For demonstration purposes it is instructive to first run an open-loop response to a disturbance, followed by several closed-loop runs. This procedure can be used to clearly illustrate the effectiveness of closed-loop control in diminishing the undesirable effect which a process disturbance can cause.
Figure 4.12
Comparison of Responses to a Load Change
109
4.3
An Interesting Observation
Something unexpected was discovered while performing test runs with the CSD. It was found that the orientation of the RTD with respect to the light-bulbs can affect the behavior of the closed-loop system response. The effect can be clearly seen in Figure
4.13 below. The figure shows closed-loop responses to a set-point change under two different configurations; i) with the face of the RTD incident to the light emitted by the light bulbs, and ii) with the face of the RTD transverse to the light emitted by the light bulbs. The temperature data plotted in Figure 4.13 was collected while the CSD was running Proportional control with the gain set to M-Stable.
There are two obvious differences that can be seen when comparing the two responses; the “Sensor Incident To Bulb Light” response has both a shorter period, and a higher amplitude than the “Sensor Transverse To Bulb Light” response.
78.1
78.05
78
77.95
77.9
77.85
0
78.35
Effect Due to Temperature Sensor Orientation on Closed-Loop
Response Using Proportional Control; P Gain is M-Stable
78.3
78.25
78.2
78.15
10 20 seconds
30 40
Sensor
Transverse To
Bulb Light
Sensor
Incident To
Bulb Light
Figure 4.13
Effect Due to Sensor Orientation
110
In Section 3.3.1 it was explained that the process involved three modes of heat transfer; conduction, convection, and radiation. One possible explanation for the behavior seen in Figure 4.13 is that the sensor orientation with respect to the light
(both visible and non-visible radiation) is a factor in which mode(s) of heat transfer is responsible for heating the platinum coating on the face of the RTD. The platinum metal has an electrical resistance which is directly proportional to its temperature.
Any change in its resistance results in a change in the temperature sensor circuit voltage. A quantitative relationship exists between this voltage and temperature.
When the direction of the light emitted by the bulb is incident to the face of the sensor
(where the Platinum is located), the radiation mode of heat transfer transfers a significant amount of energy to the sensor. However, when the sensor face is transverse to the direction of the light, the ability of radiation to deliver energy to the
“sensible” part of the sensor is greatly reduced. In this case, convection becomes the dominant mode of heat transfer.
As noted in section 3.3.1, heat transfer through conduction and convection involves much more time than by way of radiation. Heat transfer by way of conduction and convection will usually involve a significant lag, and possibly dead time also. On the other hand, heat transfer by way of radiation occurs very rapidly (at the speed of light).
The lower frequency of oscillation in the “Sensor Transverse To Bulb Light” response could likely be due to the fact that the primary mode of heat transfer to the sensor in this configuration is convection, and involves significantly more dead time and/or lag than in the other configuration where the radiation mode is in effect. Also, the sum of the heat transferred to the sensor in the (radiation + convection) mode is naturally more than that of the convection-only mode. This would account for the magnitude of the (radiation + convection) mode response being greater than that of the convection-only mode response.
As mentioned earlier, the Platinum RTD sensor was chosen for its relatively fast response in comparison to the dynamics of the process. The assumption here is that when the sensor dynamics are negligible in comparison to that of the process, any affect which the dynamics of the sensor may have on the closed-loop behavior of the system should be negligible. However, this phenomenon illustrates that the sensor can still affect the closed-loop behavior of a system, even when its dynamics are negligible with respect to the process.
111
4.4
Using Commercial Software for CSD Process Analysis
As it has been designed, the CSD works well for illustrating the ideas of PID control. In the configuration discussed so far, it has been designed to be used primarily by the course instructor for demonstrations. However, the CSD can be easily re-configured in a way which will allow it to be used by students who wish to get hands on experience with process analysis and tuning. However, this re-configuration requires the addition of an
Allen-Bradley Programmable Logic Controller (PLC), and Rockwell RS-Tune
, RS-
Linx
and RS-Logix
software.
There are a number of different PLC hardware configurations which could potentially be used for this purpose. The specific hardware and software requirements required to run
RS-Tune
are discussed in the RS-Tune
user’s manual, as well as on the Rockwell
Automation website.
RS-Tune
is a PID tuner/analyzer application program by Rockwell Automation, and works in tandem with Rockwell Automation’s Allen-Bradley PLCs. The remainder of the section describes how PID control can be implemented using a PLC and how RS-
Tune
may be used to by the student to analyze the CSD process. An overview of the
RS-Tune software can be found on, and downloaded from, the Rockwell
Automation website .
Figure 4.14 shows an example of hardware which could be used, and how it would be configured, in order to control the CSD process using a PLC. The PLC is often a modular device, and a typical setup usually consists of a group of specialized modules which rest in a PLC chassis. The chassis has empty slots which are used to house the modules. Figure 4.14 is a schematic of a 8-slot chassis which contains a PLC CPU, an internal power supply module, and an analog input/output module. This setup represents one possible hardware configuration which could be used for our application. In addition, an IBM compatible PC will be needed in order to; develop programs, download these programs to the PLC, and to run the RS-Tune
software.
The analog I/O module is the hardware which provides for the physical connection between the PLC and the CSD. Figure 4.14 shows an example of a specific input module, the 1746 NIO4V, and how it may be wired to the CSD. In this case, the wires carrying the 0-5V analog voltage signal (the temperature measurement) produced by the
RTD-Conditioning circuit are connected to the module terminal inputs. The PLC software will eventually be used to scale the 0-5V input signal to engineering units
(Fahrenheit). Figure 3.12 shows where the pair of wires originate from with respect to the
CSD. All that is needed is for two 20 gauge copper wires to be screwed down to the connector blocks of the RTD conditioning circuit (in the location shown in Figure 3.12), as the other end is connected to the PLC I/O input terminal as shown in Figure 4.14. In terms of control, the input to the PLC (the temperature measurement or PV, process variable ) serves the same purpose as before—it is the closed loop feedback signal.
112
Similarly, the output of the 1746 NIO4V module can be used to modulate the power output of the light bulbs. Or in other words, the output from the module acts as the closed loop control signal (or CV, control variable ). All that is required is that the existing input wires to the CSD dimmer be disconnected from the dimmer, and a new set of wires be connected to the output terminal of the 1746 NIO4V module (see Figures 4.14 and Figure
3.12). The PLC output module provides a 0-10V VDC input signal to the dimmer, just as the Stamp provided a 0-10VDC input signal to the dimmer.
And that’s it! The PLC-CSD interface is complete. It’s that simple. The PLC is now in control of the CSD process, rather than the Stamp micro-controller. The Stamp has been taken out of the control loop, as well as the LabVIEW SCADA program, the A/D converter, and all other CSD hardware except the temperature sensor, dimmer, and power supply. The new “brain” controlling the CSD process is the PLC ladder logic program which is shown in Figure 4.15. The program shown here is all that is needed in order to implement PID control of the process. It is created on a PC and then downloaded to the
PLC.
Obviously, the ladder program is much simpler than the SCADA/PBASIC program required to previously control the CSD. This is part of the appeal of PLCs—they are easy to set-up and program. However, the main tradeoff is cost. All of the PLC hardware and software required is much more expensive, and the control system is far more bulky than the Stamp-controlled system.
The ladder program of Figure 4.15 consists of three “rungs”. Each rung executes an instruction. The first instruction is to read the voltage at the I/O module’s input terminal.
Here, the voltage is converted from an analog to a digital value and then stored in the
PLC’s CPU memory register. Next, the PLC computes the value of the controller output according to the parameters entered in the PID instruction block . These parameters are shown in Figure 4.16. Lastly, the final rung instruction commands the output module to generate the determined voltage at the output terminal.
The PID compensator is configured by entering information in a configuration table.
The table, shown in Figure 4.16, requires information such as PID gains, set-point, and scaling parameters to convert raw data into engineering units. Once all of this information has been entered, the program can then be downloaded to the PLC. The PLC will then run the program, and control the CSD process in accordance with the information entered into the configuration table of Figure 4.16. Under PLC control, the closed-loop behavior of the system is very similar to the closed-loop behavior of the system under the control of the Stamp.
Once the ladder program is being run by the PLC, the RS-Tune
software may be started. The software actively communicates with the PLC while it is in run mode, and retrieves dynamic information from the ladder program’s PID configuration table as it changes. Information such as; set-point, process variable, and control variable values and trends are displayed in real time on the RS-Tune
display panel.
113
The RS-Tune
interface has some similarities to the CSD interface. For example, it is very easy to use. Like the CSD, the program requires very little input from the operator— the procedure which it goes through is largely automated. Like the CSD, a set of temperature data is collected. In the case of the CSD, one set of data is collected so that it may be directly compared to another set of data. However, in RS Tune
a set of data is collected so that frequency response analysis may be performed on the set of data.
Once the frequency response of the system has been determined by RS-Tune
, many interesting characteristics of the process may be observed. For example, the analysis feature of RS-Tune
determines and displays the linear transfer function of the process.
Because the process is non-linear, this transfer function will generally not be the same if measured under a different set of conditions. RS-Tune
is also capable of producing robustness and Bode plots. These plots are control system design tools which should be very familiar to students studying control system theory.
RS-Tune
is capable of determining what the optimum PID parameters for the control loop should be based on its criteria for optimal performance. A plot is produced which compares the model-based response of the process using current PID parameters to the response of the system using optimal PID parameters. The operator can select the parameters of his/her choice, and view the predicted response of the system to either a step or load change. If the operator likes what he/she sees, the new PID parameters can then be downloaded to the PLC. This is how the software is used to tune a PID loop.
For those who may be interested, the RS-Tune
overview offers a much more thorough description of the software capabilities than that given here.
An example of a what a typical RS-Tune
analysis window might look like is shown in
Figure 4.16. The window shows a display of the process transfer function, a robustness plot, and a comparison of predicted responses to a set-point change for different sets of
PID parameters. This window is only an example, not an actual analysis of the CSD process.
Figure 4.17, Figure 4.18, and Figure 4.19 show some of the RS-Tune
results after performing an actual analysis of the CSD process. Figure 4.17 shows a Bode plot of the CSD process at 50% fan speed, and with light incident to the sensor. Figure 4.18
shows the CSD process transfer function at 50% fan speed, and with light incident to the sensor. Figure 4.19 shows the CSD process transfer function at 50% fan speed, and with light transverse to the sensor.
Comparing the process transfer function models, it can be seen that there is indeed less dead time present in the process when the light emitted from the bulbs is incident, rather than transverse, to the sensor.
114
SLC-5/04
CPU
PLC chassis
Internal
Power
Supply
Empty Slot Empty Slot Empty Slot Empty Slot Empty Slot 1746-NIO4V
analog I/O
module
In0+ o
In0- o
Com o
In1+ o
In1- o
Com o
N/C
Out0 o
Com o
N/C o
Out1 o
Com o
0-10V
Output to
Dimmer
0-5V
Input from
Temp
Sensor
Figure 4.14
Minimum PLC Hardware Required To Control the CSD
MOV
MOVE
Source I:6.0
Destination N7:0
PID
PID
Control Block N7:20
Process Variable N7:0
Control Variable N7:1
Control Block Length 23
MOV
MOVE
Source N7:1
Destination O:6.0
Figure 4.15
Simple Ladder Logic Program Used To Implement PID Control
115
auto/manual: MANUAL
mode: TIMED
control: E=SP-PV setpoint (SP): 0 process (PV): 0 scaled error: 0 deadband: 0 output (CV): 0 % loop update: 0 [0.01 secs] gain: 0 [/10] reset: 0[/10 m/r] rate: 0[/100 min] min scaled: 0 max scaled: 0 output (CV) limit: NO
Output (CV) min: 0%
Output (CV) max: 0%
Figure 4.16
PID Block Configuration Table
Figure 4.17
Example of a Typical RSTUNE
Window
116
Figure 4.18
Actual Frequency Response of CSD (Light Incident To RTD Face, 50% Fan Speed)
Figure 4.19
Measured CSD Process Transfer Function (Light Incident To Sensor)
Figure 4.20
Measured CSD Process Transfer Function (Light Transverse To Sensor)
117
The ability to control the CSD using a PLC, as well as analyze and tune the process using the RS-Tune
software is an option which expands the usefulness of the CSD. However, the CSD works perfectly well as a system demonstrator, and does not require a PLC. One of the stated goals of the CSD is that it should be a device that can be improved by students, and that it should be capable of evolving in terms of scope. The ability of the CSD to easily interface with a PLC makes it a device which can readily evolve into something with greater capabilities than it presently has. This section was presented for the purpose of introducing the reader to the CSD/PLC option. For anybody who may be interested in expanding the functionality of the CSD, this section of the report may a helpful starting point.
118