-
advertisement

A Group Technology Based Methodology for Maintenance Scheduling
Ji-hong Yan, Xin Li
Department of Industrial Engineering, Harbin Institute of Technology, Harbin, China
(jyan@hit.edu.cn, 23joe@163.com)
Keywords - Group Technology, maintenance scheduling,
Hierarchical Clustering, similarity, weight allocation
I. INTRODUCTION
Proper maintenance scheduling not only reduces
maintenance cost, but also increases the availability,
reliability, and life span of facilities. Current research on
maintenance scheduling mainly concerns with Preventive
Maintenance (PM) scheduling [1], including Periodical
Maintenance [2, 3], Condition Based Maintenance [4, 5],
etc., due to its effectiveness to avoid or mitigate the
consequences of failure of facilities.
Particularly, for multiunit systems, research on PM
focuses on Opportunistic Maintenance (OM) [6, 7] and
Group Maintenance (GM) [8-11]. Under OM, the failure
of a subsystem results in possible opportunity of other
subsystems to undertake maintenance. And under GM,
facilities are maintained in groups under certain
conditions, so that more reasonable logistics of spare parts
and smaller scale of scheduling problem can be achieved
[10]. However, for either OM or GM, little research is
conducted on complex systems, and method for grouping
facilities is scarcely studied.
In this paper, we proposed a novel methodology for
maintenance scheduling of complex system based on GT,
in which OM and Clustering-based Group Maintenance
(CGM) are combined. Facilities’ structural dependence
are studied and described with a structure model. HC [10]
is employed to group facilities according to factors such
as their similarities and interrelationships. And TS is
applied to optimize the weight allocation of the
considered factors in clustering. A case study of a
complex series-parallel production system is presented to
verify the methodology.
1.0
Reliability
Abstract - A novel Group Technology (GT) based
methodology for maintenance scheduling of complex seriesparallel production system is proposed. Hierarchical
Clustering (HC) method is employed to group facilities
according to their similarities in location, facility type,
maintenance type, structural position and maintenance time.
And weight allocation of these considered factors is
optimized using Tabu Search (TS). Simulation results
validate the methodology’s effectiveness in reducing
maintenance cost.
A. Facility Performance & Maintenance Effect Modeling
Th2
Th3
0.6
t1
0
t2
t3
4000
8000
Life Time (Day)
t4
12000
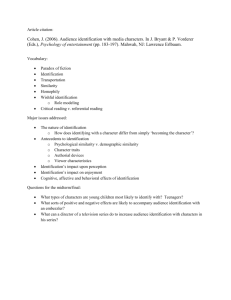
Fig.1. Reliability evolution of a facility with maintenance
We’ve studied the modeling of the performance of
facilities and the effect of four types of maintenance
actions, i.e. minor maintenance, medium maintenance,
overhaul and replacement in previous work [14], which
are also applied in this paper. As shown in Fig. 1, minor
maintenance, medium maintenance, overhaul and
replacement are carried out at t1, t2, t3 and t4 respectively.
No improvement of reliability is obtained after minor
maintenance, whereas reliability degradation is slowed
down; after medium maintenance and overhaul, the
reliability is improved, and overhaul has more significant
effect; after replacement, the facility is as good as new.
The first three types of maintenance are triggered by
1
2
referring to three thresholds of reliability, Th , Th , and
3
Th . When improvement of reliability is below a certain
level denoted as LR, the reuse of facility is no more
economic, and replacement should be carried out.
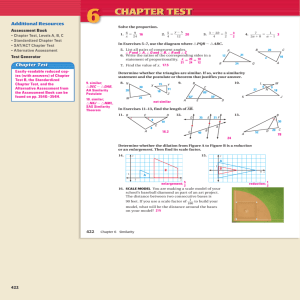
C. Production System Structure Modeling
To describe the structural dependence between
facilities, the structure of the system is modeled, in which
each facilities is assigned with a facility number and a 3digit code [s1, s2, s3] recording its structural position in the
system. s1 stands for the production line; s2 for work stage
(each work stage carries out a certain process); and s3
stands for the label of the facility in the corresponding
work stage. For instance, facility 3 in the system shown in
Fig. 2 is the 2nd paralleled facility in Work Stage 2 of
Production Line 1, whose structural code is [1, 2, 2], etc.
The input and the output of the system are regard as
facilities and assigned with facility numbers.
Production Line 1
Work Stage 1
Input
0
[0, 1, 1]
II. PRODUCTION SYSTEM MODELING
Th1
0.8
1
[1, 1, 1]
Work Stage 2
2
[1, 2, 1]
Production Line 3
3
[1, 2, 2]
8
[3, 1, 2]
Production Line 2
4
[2, 1, 1]
5
[2, 2, 1]
7
[3, 1, 1]
9
[3, 1, 3]
Fig. 2. Structure model of a series-parallel system
Output
10
[4, 1, 1]
i, j
B. Maintenance Cost Modeling
similarity in facility type S p between facilities i and j
The maintenance cost of the kth maintenance activity
k
consists of direct maintenance cost C m and indirect
can be calculated by (6).
0, if l1i l1j
i, j
i
j
i
j
S p 1, if l1 l1 and l2 l2
0.5, else
k
production loss Lp . Direct maintenance cost, including
k
cost of maintenance actions for maintenance units C u and
k
set-up cost C s , can be calculated by (1) and (2).
Cm Cu Cs
k
k
k
(1)
M
Cu
k
(C
k ,i
p
Ct Ch Cc )
k ,i
k ,i
k ,i
(2)
i 1
k ,i
k ,i
k ,i
k ,i
where C p , Ct , C h , and C c
are cost of spare parts,
maintenance tools, maintainers, and consumables for
maintenance unit i.
Commonly, the productivity of a production system
P(t) at time t depends on its bottle neck then. In this paper,
it is assumed that there’s no buffer between any two
connected work stages, production of the system has been
balanced, facilities in the same work stage has same
k
productivity. Hence, the Lp can be calculated by (3).
Lp P0 (tk tk 1 )
k
t k 1
tk
P(t )dt
(3)
where P0 is the normal productivity of the system; tk is
the time when kth maintenance activity starts and tk+1 is
when the maintenance activity ends. And P(t) equals to
the lowest productivity of all work stages at time t.
III. CLUSTERING BASED GROUPING METHOD
Based on Group Technology, products or processes
with high similarity can be grouped together to achieve
higher efficiency [13]. In this paper, according to OM, a
maintenance activity is triggered once any facility calls
for overhaul or replacement, and then HC is employed to
group facilities that need maintenance according to their
similarities. Particularly, similarities in facilities’ location,
type, maintenance type, structural position and
maintenance time are considered in this paper.
To measure the similarity of facilities in location, the
distance between any two facilities is calculated according
to a relative coordinate system on shop floor. Facility i is
assigned with two coordinate values, i.e. xi and yi. Thus
i, j
the similarity in location S l between facilities i and j
can be calculated by (4) and (5).
Ddis
i, j
( xi x j ) ( yi y j )
2
2
Sl ( Ddis Ddis ) / ( Ddis Ddis )
i, j
i, j
max
i, j
max
min
(4)
(5)
min
where Ddis is the distance between facilities i and j; Ddis
max
and Ddis
are the minimum and maximum distances
between any two facilities.
To measure the similarity of facilities in their types,
each facility is assigned with a two-digit code [l1, l2]. l1
stands for facility type, and l2 stands for its subtype. The
(6)
To measure the similarity of facilities in their
maintenance type, a one-digit code m is assigned to each
facility. Particularly, in this paper, maintenance is
categorized into 4 types, i.e. minor maintenance, medium
maintenance, overhaul, and replacement, and each type of
maintenance is assigned with a certain value. The
similarity between facilities i and j in maintenance
i, j
type S n , can be calculated by (7).
0, if m m
i, j
(7)
Sn
i
j
1, if m m
In group maintenance, maintenance actions of
facilities in the same group are carried out at the same
time and finished simultaneously. Hence facilities in
different work stage should be assigned to a same group
to accelerate the recovery of productivity of the system.
For example, in a maintenance activity, Facility 1, 2 and 3
in the system shown in Fig. 2 need maintenance and all of
them should be divided into 2 groups, which can’t be
maintenance simultaneously. If facilities 1 and 2 are
clustered in Group 1 and Facility 3 in Group 2 and Group
1 is maintained first, the productivity can recovered to
half of normal productivity once Group 1’s maintenance
ends. The similarity between facilities i and j in their
i, j
structural position, S s , can be calculated by (8).
i
j
0, if s1i s1j & s2i s2j & s3i s3j
Ss
1, else
i, j
(8)
To prevent too many facilities clustered in one group,
the fifth measurement of similarity is introduced, denoted
i, j
as S t . The sum of maintenance time for two facilities is
used to measure their similarity which can be calculated
by (9) and (10).
i, j
St
St ( St
i, j
min
where, S t
max
max
and S t
tm tm
i
j
(9)
St ) / ( St
i, j
max
St )
min
(10)
are the minimal and maximal time
needed to maintain any two facilities considered in
clustering. Hence the similarity Si,j between facility i and j
can be calculated by (11).
S
i, j
Wl Sl Wp S p Wn Sn Ws S s Wt St (11)
i, j
i, j
i, j
i, j
i, j
where Wl, Wp, Wn, Ws and Wt are corresponding weights
for the five similarities.
In this paper, Weighted Average Linkage method is
employed to measure the similarity between two clusters.
P ,Q
The similarity between clusters P and Q, denoted as S C ,
can be calculated by (12)
0
Bearing Cap Production Line
Similarity
0.2
L1
0.4
0.6
1
6
3
7 5 1 10
Facility Number
0
L4
L2
4
2
8
9
Fig. 3. Dendrogram
P ,Q
SC
S
i, j
11
16
5
12
17
22
Assembling
Line
23
L3
0.8
4
1
/ (nP nQ )
(12)
iGP , jGQ
where, GP and GQ are clusters P and Q, nP and nQ are
numbers of facilities in clusters P and Q.
In this way, the similarity between two objects
(clusters or facilities) can be calculated, and dendrogram
is utilized to establish the groups, in which pairs of
objects in close proximity are linked, until all facilities are
clustered into one group. An example of dendrogram is
shown in Fig. 3, in which each upside-down U-shape line
is named a “link” between two objects. The height of a
link is its similarity value. Then the partition process is
carried out according to the inconsistency coefficient of
each link. If the inconsistency values of one link and all
the links below it are smaller than a prescribed threshold
d
Th , all objects connected by these links are clustered into
one group.
As is shown in Fig. 3, the three links, i.e. L1, L2, and
L3 have similarities S1, S2, and S3. The inconsistency value
Icon of L2 can be calculated by (13).
I con S2 avg( S1 , S2 , S3 ) / std( S1 , S2 , S3 )
(13)
where avg(S1, S2, S3) and std(S1, S2, S3) are the average
and standard deviation of S1, S2, and S3. In this context
only one level of links below L2, i.e. L1 and L3, are used to
calculate its inconsistency value. In fact, the depth of
level, dL, can also be adjusted so that more links below
can be included into calculation. For instance, if the depth
of levels is set as 2, link L4 will also be included. For links
that have no other links below them, their inconsistency
values are set as 0.
In this paper, the depth of levels dL is set as 3, and the
d
threshold Th is set as 0.8.
With the method above, facilities that need
maintenance in one maintenance activity can be grouped
according to their similarities under a certain level.
However, for different production systems with
different characteristics, fixed weight allocation of the
considered factors in clustering may not achieve
reasonable grouping result. For example, in a series
system, the consideration of structural positions of
facilities loses its importance. Furthermore, the quantity
and types of facilities that need maintenance vary from
one maintenance activity to another. Even a facility in
different maintenance activity may has different
maintenance need. Hence, weight allocation should be
considered in clustering process.
In this paper, weight allocation is optimized each time
a maintenance activity is carried out via TS due to its
Bearing Pedestal Production Line
18
6
13
9
19
2
7
15
10
20
3
14
8
21
25
24
Fig. 4. Sliding bearing production system
property of fast convergence.
In addition, Hybrid Genetic Algorithm [15] is
employed for scheduling after grouping.
IV. CASE STUDY
A. Case Description and Parameter Settings
In this section, a case study on maintenance
scheduling of a sliding bearing production system with 24
facilities is presented and maintenance cost is set as the
objective of maintenance scheduling, which should be
minimized. As shown in Fig. 4. facilities 0 and 25 are
input and output respectively, which are assumed to have
no maintenance need. Milling machines are labeled from
1 to 10, vertical drilling machines 11 to 15, radial drilling
machines 16 to 22, and boring machines 23 and 24. And
the layout of the workshop is also presented in Fig. 4. All
the facilities form 3 production lines, i.e. a bearing cap
production line, a bearing pedestal production line and an
assembling line.
It is assumed that there are enough spare parts and
consumables, while maintenance tools and maintainers
are limited, which are out sourced according to the
maintenance need of the maintenance activity.
Particularly in this paper, the total number of maintainers
or tools equals to 1/3 of the total need if all maintenance
actions are carried out simultaneously. In addition, tools
and maintainers assigned to a maintenance group are
according to the maximum need to maintain any one
facility in this group.
For each facility of the same type, the two parameters
for reliability modeling, and , are derived from
randomly generated simulation data subject to a same
distribution; and all facilities of one type has the same
price and the resources and time needed for each kind of
maintenance actions.
1
2
3
The three thresholds, Th , Th , and Th , are set as 0.9,
0.75, and 0.6 respectively; and LR is set as 0.2.
The set-up cost Cs of each maintenance activity is set
as 1000; the unit prices for four types of maintenance
resources i.e. spare parts, tools, maintainers, and
consumables are set as 100, 50, 50, and 10 respectively;
the normal production value v0 is set as 1000/hour.
B. Advantage Measurement of GM
in maintenance group k; the average distance can be
calculated by (14).
k
k
N g 1 N g
Davg 2 Ddis / [ N g ( N g 1)]
i, j
k
i 1
k
k
(14)
j i 1
Suppose the possible maximal, mean, and minimal
values of distance between any two facilities on the shop
mean
max
min
are Davg , Davg and Davg . Assume that when the average
max
min
k
With GT, several advantages can be gained when
maintaining a group of facilities. Time can be saved by
maintaining facilities within a close distance; similarities
in structure and failure mode of a certain type of facilities
can be utilized to accelerate maintenance; similar
maintenance processes of a certain maintenance type can
be carried out on a group of facilities simultaneously so
that the efficiency can be improved. In this paper, a
reduction factor is introduced to quantify the advantage,
which is the weighted average of three subfactors, i.e.
reduction factors considering distance, facility type
similarity, and maintenance need similarity among
facilities in one group.
Reduction factor considering distance can be obtained
by firstly averaging the distances between any pairs of
k
facilities in that group. Set N g as the number of facilities
f1 ( Davg )
1.3
1
max
Davg
mean
Davg
4
Davg
6
8k
10
12
Davg
Fig. 5 f () obtained by fitting to {4, 6, 12} and {0.7, 1, 1.3}
1
C. Simulation and Result Analysis
The maintenance scheduling is carried out for a time
period of 1000 working days in three scenarios i.e. only
OM. OM & Rule-based Group Maintenance (RGM) [14],
and OM & CGM.
Four maintenance activities occur in the simulation.
The total cost and maintenance cost of each maintenance
activity under the three maintenance policies are shown in
TABLE I. GM cost less, not only because of the advantage
of group technology that shortens the maintenance time,
but also due to smaller scale of the scheduling problem
with which satisfactory result can be obtained more easily.
Especially, CGM achieves least cost.
TABLE I
OPTIMAL MAINTENANCE COST IN THREE SCENARIOS
distance in group k equals to Davg or Davg , the maintenance
Maintenance Activity
time of this group will be reduced by 30% or increased by
30%. Then the reduction factor considering distance in
maintenance group k can be calculated by a function f1 ()
1
2
3
4
Total
obtained by fitting a quadratic curve to two data sets, i.e.
min
mean
max
{Davg , Davg , Davg } and {0.7, 1, 1.3}. An example is
min
0.7
OM
22443
17508
27081
42863
109895
Maintenance Policy
OM & RGM
OM & CGM
24892
21052
18265
16510
25455
23481
39203
37529
107815
98572
shown in Fig. 5.
Similarly, the average similarity in facility type and
k
k
maintenance type in one group S p , avg and Sn , avg can be
calculated by (15).
k
k
N g 1 N g
S x , avg 2 / [ N g ( N g 1)] S x
k
k
k
i, j
i 1
(15)
j i 1
It is assumed that when the average similarity of
group k in facility type or maintenance type equals to 1,
the time needed for maintenance actions in this group can
be reduced by 40 % or 30% respectively. The reduction
factor considering facility type and maintenance type in
k
k
group k can be calculated by f2 ( S p , avg ) and f3 ( Sn , avg ) .
Fig. 6. Gantt chart of the 3rd maintenance activity under OM & RGM
Function f 2 () is obtained by fitting a linear function to
data sets {0, 1} and {1, 0.6}, and function f3 () is obtained
by fitting a linear function to data sets {0, 1} and {1, 0.7}.
Finally, the reduction factor Fdus in group k can be
calculated by (16).
Fdus W1 f1 (Davg ) W2 f2 (S p , avg ) W3 f3 (S n , avg ) (16)
k
k
k
k
where W1, W2, and W3 are weights of the three sub
reduction factors, particularly in this case, set as 0.4, 0.4
and 0.2. The time needed for any maintenance actions in
k
maintenance group k is reduced by (1 Fdus ).
Fig. 7. Gantt chart of the 3rd maintenance activity under OM & CGM
Compared with RGM, CGM possesses more
flexibility by adjusting its weight allocation on five
factors in clustering process. In 3rd maintenance activity,
facilities 2, 8, 10 to 12, 15, 23 and 24 need minor
maintenance; facilities 13, 14, 18 to 20, and 22 needs
overhaul; and no facility needs replacement. The grouping
and scheduling results under OM & RGM and OM &
CGM are shown in Fig. 6 and Fig. 7 respectively. Among
the facilities, numbers of facilities that call for minor
maintenance and medium maintenance are relatively
balanced, which are 7 and 5 respectively, and facilities
requiring maintenance are mainly vertical drilling
machines and radial drilling machines, with a number of 5
and 7 each. By optimization, a weight allocation of [0.12,
0.2, 0.24, 0.06, 0.38] is obtained. Among the weights, the
weight for maintenance type and facility type are
relatively larger, with which time can be reduced by
grouping facilities with same maintenance type need or
facility type. To avoid too many facilities grouped
together, a large weight for maintenance time is obtained.
As shown in Fig. 6, under OM & RGM, the group
comprised of facilities 18 to 21 is unreasonable because of
its long time consumed, while as shown in Fig. 7, under
OM & CGM, facility 21 is singled out and no group’s
maintenance lasts more than 9 hours.
V. CONCLUSIONS
In this paper, a novel maintenance methodology
based on GT for complex systems is proposed.
Structure model of system is established to describe
the structural dependence between facilities, upon which
the production loss during a maintenance activity can be
calculated with higher consistency with practice.
In the methodology, comprehensive consideration of
the clustering factors leads to more satisfactory grouping
results. And the flexibility derived from an optimized
weight allocation of such factors enhances the
methodology’s adaptability to different systems and
varying maintenance requirements. Furthermore, more
factors could be included in clustering to expand the
consideration in grouping, and the influence of such
factors on maintenance could be analyzed. In this way, a
system’s characteristics could also be studied, upon which
an optimized RGM could be obtained, which is often
more easily implemented in practice.
In the future, similarity measurements in clustering
would be investigated and refined, and the considered
factors would be analyzed and selected. Moreover, the
methodology to extract the characteristics of a system in
terms of maintenance by analyzing the considered factors
and their corresponding weight would be developed.
ACKNOWLEDGMENT
This research is funded by the National Natural
Science Foundation of China (#70971030).
REFERENCES
[1] A. Khanlari, K. Mohammadi, and B. Sohrabi, "Prioritizing
equipments for preventive maintenance (PM) activities
using fuzzy rules," Computers & Industrial Engineering,
vol. 54, no. 2, pp. 169-184, 2008.
[2] F. Ángel-Bello, A. Álvarez, J. Pacheco, “A heuristic
approach for a scheduling problem with periodic
maintenance and sequence-dependent setup times,”
Computers & Mathematics with Applications, vol. 61, no. 4,
pp. 797-808, 2011.
[3] D. H. Park, G. M. Jung and J. K. Yum, “Cost Minimization
for periodic maintenance policy of a system subject to slow
degradation,” Reliability Engineering & System Safety, vol.
68, no. 2, pp. 105-112, 2000.
[4] Z. Tian, H. Liao, “Condition based maintenance
optimization for multi-component systems using
propotional hazards model,” Reliability Engineering &
System Safety, vol.77, no. 2, pp. 151-165, 2002
[5] Z. Tian, T. Jin, and B. Wu, “Condition based maintenance
optimization for wind power generation systems under
continuous monitoring,” Renewable Energy, vol. 36, no. 5,
pp. 581-589, 2011.
[6] R. Radner and D. W. Jorgenson, "Opportunistic
replacement of a single part in the presence of several
monitored parts," Management Science, vol. 10, p. 15, Oct.,
1963.
[7] H. Wang, "A survey of maintenance policies of
deteriorating systems," European Journal of Operational
Research, vol. 139, no. 3, pp. 469-489, 2002.
[8] P. Ritchken and J. G. Wilson, "(m, T) Group maintenance
policies," Management Science, vol. 36, p. 8, May, 1990.
[9] S.-H. Sheu and J.-P. Jhang, "A generalized group
maintenance policy," European Journal of Operational
Research, vol. 96, no.2, pp. 232-247, 1997.
[10] I. B. Gertsbakh, "Optimal Group Preventive Maintenance
of a System with Observable State Parameter," Advances in
Applied Probability, vol. 16, p. 3, Dec., 1984.
[11] A. Abdelhadi, "Preventive maintenance grouping using
similarity coefficient methodology," PhD in Engineering
Dissertation, Industrial and Manufacturing Engineering
Department, University of Wisconsin – Milwaukee,
Milwaukee, 2010.
[12] A. J. Vakharia and U. Wemmerlöv, "A comparative
investigation of hierarchical clustering techniques and
dissimilarity measures applied to the cell formation
problem," Journal of Operations Management, vol. 13, no.
2, pp. 117-138, 1995.
[13] A. Ünler and Z. Güngör, "Applying K-harmonic means
clustering to the part-machine classification problem,"
Expert Systems with Applications, vol. 36, no. 2, Part 1, pp.
1179-1194, 2009.
[14] J. Yan, D. Hua, and Z. Wang, "Reuse oriented group
maintenance scheduling based on Hybrid Genetic
Algorithm and Tabu Search," Industrial Engineering and
Engineering
Management
(IEEM),
2011
IEEE
International Conference on , pp.1524-1528, 6-9 Dec. 2011
[15] H. Esbensen and P. Mazumder, "SAGA : a unification of
the genetic algorithm with simulated annealing and its
application to macro-cell placement," in VLSI Design,
1994., Proceedings of the Seventh International Conference
on, pp. 211-214, 1994.