")
IPS-E-TP-350(1)
FOREWORD
The Iranian Petroleum Standards (IPS) reflect
the views of the Iranian Ministry of Petroleum
and are intended for use in the oil and gas
production facilities, oil refineries, chemical and
petrochemical plants, gas handling and
processing installations and other such facilities.
IPS is based on internationally acceptable
standards and includes selections from the items
stipulated in the referenced standards. They are
also supplemented by additional requirements
and/or modifications based on the experience
acquired by the Iranian Petroleum Industry and
the local market availability. The options which
are not specified in the text of the standards are
itemized in data sheet/s, so that, the user can
select his appropriate preferences therein.
The IPS standards are therefore expected to be
sufficiently flexible so that the users can adapt
these standards to their requirements. However,
they may not cover every requirement of each
project. For such cases, an addendum to IPS
Standard shall be prepared by the user which
elaborates the particular requirements of the
user. This addendum together with the relevant
IPS shall form the job specification for the
specific project or work.
The IPS is reviewed and up-dated approximately
every five years. Each standards are subject to
amendment or withdrawal, if required, thus the
latest edition of IPS shall be applicable
The users of IPS are therefore requested to send
their views and comments, including any
addendum prepared for particular cases to the
following address. These comments and
recommendations will be reviewed by the
relevant technical committee and in case of
approval will be incorporated in the next revision
of the standard.
Standards and Research department
No.19, Street14, North kheradmand
Karimkhan Avenue, Tehran, Iran .
Postal Code- 1585886851
Tel: 88810459-60 & 66153055
Fax: 88810462
Email: Standards@nioc.org
ﭘﻴﺶ ﮔﻔﺘﺎر
( ﻣﻨﻌﻜﺲ ﻛﻨﻨﺪه دﻳﺪﮔﺎﻫﻬﺎيIPS ) اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ اﻳﺮان
وزارت ﻧﻔﺖ اﻳﺮان اﺳﺖ و ﺑﺮاي اﺳﺘﻔﺎده در ﺗﺄﺳﻴﺴﺎت ﺗﻮﻟﻴﺪ
واﺣﺪﻫﺎي ﺷﻴﻤﻴﺎﻳﻲ و، ﭘﺎﻻﻳﺸﮕﺎﻫﻬﺎي ﻧﻔﺖ،ﻧﻔﺖ و ﮔﺎز
ﺗﺄﺳﻴﺴﺎت اﻧﺘﻘﺎل و ﻓﺮاورش ﮔﺎز و ﺳﺎﻳﺮ ﺗﺄﺳﻴﺴﺎت،ﭘﺘﺮوﺷﻴﻤﻲ
.ﻣﺸﺎﺑﻪ ﺗﻬﻴﻪ ﺷﺪه اﺳﺖ
ﺑﺮاﺳﺎس اﺳﺘﺎﻧﺪاردﻫﺎي ﻗﺎﺑﻞ ﻗﺒﻮل،اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ
ﺑﻴﻦاﻟﻤﻠﻠﻲ ﺗﻬﻴﻪ ﺷﺪه و ﺷﺎﻣﻞ ﮔﺰﻳﺪهﻫﺎﻳﻲ از اﺳﺘﺎﻧﺪاردﻫﺎي
ﻫﻤﭽﻨﻴﻦ ﺑﺮاﺳﺎس ﺗﺠﺮﺑﻴﺎت.ﻣﺮﺟﻊ در ﻫﺮ ﻣﻮرد ﻣﻲﺑﺎﺷﺪ
ﺻﻨﻌﺖ ﻧﻔﺖ ﻛﺸﻮر و ﻗﺎﺑﻠﻴﺖ ﺗﺄﻣﻴﻦ ﻛﺎﻻ از ﺑﺎزار داﺧﻠﻲ و ﻧﻴﺰ
ﻣﻮاردي ﺑﻄﻮر ﺗﻜﻤﻴﻠﻲ و ﻳﺎ اﺻﻼﺣﻲ در اﻳﻦ،ﺑﺮﺣﺴﺐ ﻧﻴﺎز
ﻣﻮاردي از ﮔﺰﻳﻨﻪﻫﺎي ﻓﻨﻲ ﻛﻪ در.اﺳﺘﺎﻧﺪارد ﻟﺤﺎظ ﺷﺪه اﺳﺖ
ﻣﺘﻦ اﺳﺘﺎﻧﺪاردﻫﺎ آورده ﻧﺸﺪه اﺳﺖ در داده ﺑﺮگﻫﺎ ﺑﺼﻮرت
ﺷﻤﺎره ﮔﺬاري ﺷﺪه ﺑﺮاي اﺳﺘﻔﺎده ﻣﻨﺎﺳﺐ ﻛﺎرﺑﺮان آورده ﺷﺪه
.اﺳﺖ
ﺑﺸﻜﻠﻲ ﻛﺎﻣﻼً اﻧﻌﻄﺎف ﭘﺬﻳﺮ ﺗﺪوﻳﻦ ﺷﺪه،اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ
.اﺳﺖ ﺗﺎ ﻛﺎرﺑﺮان ﺑﺘﻮاﻧﻨﺪ ﻧﻴﺎزﻫﺎي ﺧﻮد را ﺑﺎ آﻧﻬﺎ ﻣﻨﻄﺒﻖ ﻧﻤﺎﻳﻨﺪ
ﺑﺎ اﻳﻦ ﺣﺎل ﻣﻤﻜﻦ اﺳﺖ ﺗﻤﺎم ﻧﻴﺎزﻣﻨﺪيﻫﺎي ﭘﺮوژه ﻫﺎ را
در اﻳﻦ ﮔﻮﻧﻪ ﻣﻮارد ﺑﺎﻳﺪ اﻟﺤﺎﻗﻴﻪاي ﻛﻪ ﻧﻴﺎزﻫﺎي.ﭘﻮﺷﺶ ﻧﺪﻫﻨﺪ
اﻳﻦ.ﺧﺎص آﻧﻬﺎ را ﺗﺄﻣﻴﻦ ﻣﻲﻧﻤﺎﻳﺪ ﺗﻬﻴﻪ و ﭘﻴﻮﺳﺖ ﻧﻤﺎﻳﻨﺪ
ﻣﺸﺨﺼﺎت ﻓﻨﻲ آن ﭘﺮوژه،اﻟﺤﺎﻗﻴﻪ ﻫﻤﺮاه ﺑﺎ اﺳﺘﺎﻧﺪارد ﻣﺮﺑﻮﻃﻪ
.و ﻳﺎ ﻛﺎر ﺧﺎص را ﺗﺸﻜﻴﻞ ﺧﻮاﻫﻨﺪ داد
اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ ﺗﻘﺮﻳﺒﺎً ﻫﺮ ﭘﻨﺞ ﺳﺎل ﻳﻜﺒﺎر ﻣﻮرد ﺑﺮرﺳﻲ
در اﻳﻦ ﺑﺮرﺳﻲﻫﺎ ﻣﻤﻜﻦ اﺳﺖ.ﻗﺮار ﮔﺮﻓﺘﻪ و روزآﻣﺪ ﻣﻲﮔﺮدﻧﺪ
اﺳﺘﺎﻧﺪاردي ﺣﺬف و ﻳﺎ اﻟﺤﺎﻗﻴﻪاي ﺑﻪ آن اﺿﺎﻓﻪ ﺷﻮد و ﺑﻨﺎﺑﺮاﻳﻦ
.ﻫﻤﻮاره آﺧﺮﻳﻦ وﻳﺮاﻳﺶ آﻧﻬﺎ ﻣﻼك ﻋﻤﻞ ﻣﻲ ﺑﺎﺷﺪ
درﺧﻮاﺳﺖ ﻣﻲﺷﻮد ﻧﻘﻄﻪ ﻧﻈﺮﻫﺎ و،از ﻛﺎرﺑﺮان اﺳﺘﺎﻧﺪارد
ﭘﻴﺸﻨﻬﺎدات اﺻﻼﺣﻲ و ﻳﺎ ﻫﺮﮔﻮﻧﻪ اﻟﺤﺎﻗﻴﻪاي ﻛﻪ ﺑﺮاي ﻣﻮارد
ﻧﻈﺮات و. ﺑﻪ ﻧﺸﺎﻧﻲ زﻳﺮ ارﺳﺎل ﻧﻤﺎﻳﻨﺪ،ﺧﺎص ﺗﻬﻴﻪ ﻧﻤﻮدهاﻧﺪ
ﭘﻴﺸﻨﻬﺎدات درﻳﺎﻓﺘﻲ در ﻛﻤﻴﺘﻪﻫﺎي ﻓﻨﻲ ﻣﺮﺑﻮﻃﻪ ﺑﺮرﺳﻲ و در
ﺻﻮرت ﺗﺼﻮﻳﺐ در ﺗﺠﺪﻳﺪ ﻧﻈﺮﻫﺎي ﺑﻌﺪي اﺳﺘﺎﻧﺪارد ﻣﻨﻌﻜﺲ
.ﺧﻮاﻫﺪ ﺷﺪ
ﻛﻮﭼﻪ، ﺧﺮدﻣﻨﺪ ﺷﻤﺎﻟﻲ، ﺧﻴﺎﺑﺎن ﻛﺮﻳﻤﺨﺎن زﻧﺪ، ﺗﻬﺮان،اﻳﺮان
19 ﺷﻤﺎره،ﭼﻬﺎردﻫﻢ
اداره ﺗﺤﻘﻴﻘﺎت و اﺳﺘﺎﻧﺪاردﻫﺎ
1585886851 : ﻛﺪﭘﺴﺘﻲ
66153055 و88810459 - 60 : ﺗﻠﻔﻦ
88810462 : دور ﻧﮕﺎر
Standards@nioc.org
:ﭘﺴﺖ اﻟﻜﺘﺮوﻧﻴﻜﻲ
General Definitions:
Throughout this Standard
definitions shall apply.
the
following
Company :
Refers to one of the related and/or affiliated
companies of the Iranian Ministry of Petroleum
such as National Iranian Oil Company, National
Iranian
Gas
Company,
and
National
Petrochemical Company etc.
Purchaser :
Means the “Company" Where this standard is
part of direct purchaser order by the “Company”,
and the “Contractor” where this Standard is a part
of contract documents.
Vendor And Supplier:
Refers to firm or person who will supply and/or
fabricate the equipment or material.
Contractor:
Refers to the persons, firm or company whose
tender has been accepted by the company,
Executor :
Executor is the party which carries out all or part
of construction and/or commissioning for the
project.
Inspector :
The Inspector referred to in this Standard is a
person/persons or a body appointed in writing by
the company for the inspection of fabrication and
installation work
Shall:
Is used where a provision is mandatory.
Should:
Is used where a provision is advisory only.
Will:
Is normally used in connection with the action
by the “Company” rather than by a contractor,
supplier or vendor.
May:
Is used where a provision is completely
discretionary.
: ﺗﻌﺎرﻳﻒ ﻋﻤﻮﻣﻲ
.در اﻳﻦ اﺳﺘﺎﻧﺪارد ﺗﻌﺎرﻳﻒ زﻳﺮ ﺑﻪ ﻛﺎر ﻣﻲ رود
: ﺷﺮﻛﺖ
ﺑﻪ ﺷﺮﻛﺖ ﻫﺎي اﺻﻠﻲ و واﺑﺴﺘﻪ وزارت ﻧﻔﺖ ﻣﺜﻞ ﺷﺮﻛﺖ ﻣﻠﻲ
ﺷﺮﻛﺖ ﻣﻠﻲ ﺻﻨﺎﻳﻊ، ﺷﺮﻛﺖ ﻣﻠﻲ ﮔﺎز اﻳﺮان، ﻧﻔﺖ اﻳﺮان
.ﭘﺘﺮوﺷﻴﻤﻲ و ﻏﻴﺮه اﻃﻼق ﻣﻴﺸﻮد
:ﺧﺮﻳﺪار
ﻳﻌﻨﻲ "ﺷﺮﻛﺘﻲ" ﻛﻪ اﻳﻦ اﺳﺘﺎﻧﺪارد ﺑﺨﺸﻲ از ﻣﺪارك ﺳﻔﺎرش
ﺧﺮﻳﺪ ﻣﺴﺘﻘﻴﻢ آن "ﺷﺮﻛﺖ" ﻣﻴﺒﺎﺷﺪ و ﻳﺎ "ﭘﻴﻤﺎﻧﻜﺎري" ﻛﻪ اﻳﻦ
. اﺳﺘﺎﻧﺪارد ﺑﺨﺸﻲ از ﻣﺪارك ﻗﺮارداد آن اﺳﺖ
:ﻓﺮوﺷﻨﺪه و ﺗﺎﻣﻴﻦ ﻛﻨﻨﺪه
ﺑﻪ ﻣﻮﺳﺴﻪ و ﻳﺎ ﺷﺨﺼﻲ ﮔﻔﺘﻪ ﻣﻴﺸﻮد ﻛﻪ ﺗﺠﻬﻴﺰات و ﻛﺎﻻﻫﺎي
. ﻣﻮرد ﻟﺰوم ﺻﻨﻌﺖ را ﺗﺎﻣﻴﻦ ﻣﻴﻨﻤﺎﻳﺪ
:ﭘﻴﻤﺎﻧﻜﺎر
ﻣﻮﺳﺴﻪ وﻳﺎ ﺷﺮﻛﺘﻲ ﮔﻔﺘﻪ ﻣﻴﺸﻮد ﻛﻪ ﭘﻴﺸﻨﻬﺎدش، ﺑﻪ ﺷﺨﺺ
.ﺑﺮاي ﻣﻨﺎﻗﺼﻪ وﻳﺎ ﻣﺰاﻳﺪه ﭘﺬﻳﺮﻓﺘﻪ ﺷﺪه اﺳﺖ
:ﻣﺠﺮي
ﻣﺠﺮي ﺑﻪ ﮔﺮوﻫﻲ اﺗﻼق ﻣﻲ ﺷﻮد ﻛﻪ ﺗﻤﺎم ﻳﺎ ﻗﺴﻤﺘﻲ از
.ﻛﺎرﻫﺎي اﺟﺮاﻳﻲ و ﻳﺎ راه اﻧﺪازي ﭘﺮوژه را اﻧﺠﺎم دﻫﺪ
:ﺑﺎزرس
در اﻳﻦ اﺳﺘﺎﻧﺪارد ﺑﺎزرس ﺑﻪ ﻓﺮد ﻳﺎ ﮔﺮوﻫﻲ اﺗﻼق ﻣﻲ ﺷﻮد ﻛﻪ
ﻛﺘﺒﺎً ﺗﻮﺳﻂ ﻛﺎرﻓﺮﻣﺎ ﺑﺮاي ﺑﺎزرﺳﻲ ﺳﺎﺧﺖ و ﻧﺼﺐ ﺗﺠﻬﻴﺰات
.ﻣﻌﺮﻓﻲ ﺷﺪه ﺑﺎﺷﺪ
:ﺑﺎﻳﺪ
.ﺑﺮاي ﻛﺎري ﻛﻪ اﻧﺠﺎم آن اﺟﺒﺎري اﺳﺖ اﺳﺘﻔﺎده ﻣﻴﺸﻮد
:ﺗﻮﺻﻴﻪ
.ﺑﺮاي ﻛﺎري ﻛﻪ ﺿﺮورت اﻧﺠﺎم آن ﺗﻮﺻﻴﻪ ﻣﻴﺸﻮد
:ﺗﺮﺟﻴﺢ
ﻣﻌﻤﻮﻻً در ﺟﺎﻳﻲ اﺳﺘﻔﺎده ﻣﻲﺷﻮد ﻛﻪ اﻧﺠﺎم آن ﻛﺎر ﺑﺮاﺳﺎس
.ﻧﻈﺎرت ﺷﺮﻛﺖ ﺑﺎﺷﺪ
: ﻣﻤﻜﻦ اﺳﺖ
. ﺑﺮاي ﻛﺎري ﻛﻪ اﻧﺠﺎم آن اﺧﺘﻴﺎري ﻣﻴﺒﺎﺷﺪ
IPS-E-TP-350(1)
ENGINEERING STANDARD
FOR
LININGS
FIRST REVISION
JANUARY 2010
اﺳﺘﺎﻧﺪارد ﻣﻬﻨﺪﺳﻲ
ﺑﺮاي
ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ
وﻳﺮاﻳﺶ اول
1388 دي
This Standard is the property of Iranian Ministry of Petroleum.
All rights are reserved to the owner. Neither whole nor any
part of this document may be disclosed to any third party,
reproduced, stored in any retrieval system or transmitted in
any form or by any means without the prior written consent of
the Iranian Ministry of Petroleum.
ﺗﻤﺎم ﺣﻘﻮق آن ﻣﺘﻌﻠﻖ ﺑﻪ.اﻳﻦ اﺳﺘﺎﻧﺪارد ﻣﺘﻌﻠﻖ ﺑﻪ وزارت ﻧﻔﺖ اﻳﺮان اﺳﺖ
ﺗﻤﺎم ﻳﺎ،ﻣﺎﻟﻚ آن ﺑﻮده و ﻧﺒﺎﻳﺪ ﺑﺪون رﺿﺎﻳﺖ ﻛﺘﺒﻲ وزارت ﻧﻔﺖ اﻳﺮان
ذﺧﻴﺮه، ﺑﻪ ﻫﺮ ﺷﻜﻞ ﻳﺎ وﺳﻴﻠﻪ از ﺟﻤﻠﻪ ﺗﻜﺜﻴﺮ،ﺑﺨﺸﻲ از اﻳﻦ اﺳﺘﺎﻧﺪارد
. ﻳﺎ روش دﻳﮕﺮي در اﺧﺘﻴﺎر اﻓﺮاد ﺛﺎﻟﺚ ﻗﺮار ﮔﻴﺮد، اﻧﺘﻘﺎل،ﺳﺎزي
Jan. 2010/ 1388 دي
CONTENTS :
Page
No
IPS-E-TP-350(1)
: ﻓﻬﺮﺳﺖ ﻣﻄﺎﻟﺐ
1. SCOPE ..........................................................................4
4.................................................................... داﻣﻨﻪ ﻛﺎرﺑﺮد-1
2. REFERENCES...........................................................5
5.............................................................................. ﻣﺮاﺟﻊ-2
3. DEFINITIONS AND ABBREVIATIONS ........11
11........................................................ ﺗﻌﺎرﻳﻒ و اﺧﺘﺼﺎرات-3
3.1 Definitions ................................................... 11
11.................................................................. ﺗﻌﺎرﻳﻒ1-3
3.2 Abbreviations......................................................15
15............................................................ اﺧﺘﺼﺎرات2-3
4. UNITS ...........................................................................16
16............................................................................ واﺣﺪﻫﺎ-4
5. PURPOSE OF LINING ..........................................16
16.................................................. ﻫﺪف از ﭘﻮﺷﺶ داﺧﻠﻲ-5
6. THE NEED FOR STANDARD ............................16
16............................................................. ﻧﻴﺎز ﺑﻪ اﺳﺘﺎﻧﺪارد-6
7. LINING DESIGN ......................................................17
17................................................... ﻃﺮاﺣﻲ ﭘﻮﺷﺶ داﺧﻠﻲ-7
8. SELECTION OF LINING MATERIAL ...........49
49........................................... اﻧﺘﺨﺎب ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ-8
9. THERMOPLASTIC RESIN LINING ...............68
68.............................. ﭘﻮﺷﺶ داﺧﻠﻲ رزﻳﻦ ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ-9
10. THERMOSETTING RESIN LINING .............71
71................................................. ﭘﻮﺷﺶ رزﻳﻦ ﺗﺮﻣﻮﺳﺖ-10
10.1 General ( See BS 6374 ) ........................... 71
71. ( ﻣﺮاﺟﻌﻪ ﺷﻮدBS 6374 ﻋﻤﻮﻣﻲ )ﺑﻪ اﺳﺘﺎﻧﺪارد1-10
10.2 Thickness ...........................................................72
72............................................................... ﺿﺨﺎﻣﺖ2 -10
10.3 Application of Thermosetting Resin Lining
(see also IPS-C-TP-352 Lining) ....................73
ﺑﺮاي ﺑﻜﺎرﺑﺮدن ﭘﻮﺷﺶ داﺧﻠﻲ رزﻳﻦ ﺗﺮﻣﻮﺳﺖ3-10
73............... ( ﻣﺮاﺟﻌﻪ ﺷﻮدIPS-C-TP-352 )ﺑــﻪ
11. RUBBER LINING ..................................................81
81........................................................... ﭘﻮﺷﺶ ﻻﺳﺘﻴﻜﻲ-11
11.1 General ................................................................81
81.................................................................... ﻋﻤﻮﻣﻲ1-11
11.2 Design Aspects for Rubber Linings ............83
83.. دﻳﺪﮔﺎه ﻫﺎي ﻃﺮاﺣﻲ ﺑﺮاي ﭘﻮﺷﺶ ﻫﺎي ﻻﺳﺘﻴﻚ2-11
11.3 Thickness of Rubber .......................................84
84................................................. ﺿﺨﺎﻣﺖ ﻻﺳﺘﻴﻚ3-11
11.4 Hardness of Rubber ........................................85
85................................................... ﺳﺨﺘﻲ ﻻﺳﺘﻴﻚ4-11
1
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
11.5 Application of Rubber Liners ......................85
85.............................. ﻛﺎرﺑﺮد ﭘﻮﺷﺶ ﻫﺎي ﻻﺳﺘﻴﻜﻲ5-11
12. GLASS AND PORCELAIN LINING ..............86
86.................................. ﭘﻮﺷﺶ ﻣﻮاد ﺷﻴﺸﻪ اي و ﭼﻴﻨﻲ-12
12.1 Glass Lining (Vitreous Enameling) ............86
86................. ( ﭘﻮﺷﺶ ﻣﻮاد ﺷﻴﺸﻪ )ﻟﻌﺎب ﺷﻴﺸﻪ اي1-12
12.2 Porcelain Lining ...............................................88
88............................................... ﭘﻮﺷﺶ ﻣﻮادﭼﻴﻨﻲ2-12
13. CERAMIC LINING ...............................................89
89............................................ ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﺮاﻣﻴﻜﻲ-13
13.1 General ................................................................89
89................................................................. ﻋﻤﻮﻣﻲ1-13
13.2 Ceramic Lining Thickness.............................91
91.................................. ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﺳﺮاﻣﻴﻜﻲ2-13
13.3 Application of Ceramic Lining ....................92
92........................ ﻛﺎرﺑﺮد ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﺮاﻣﻴﻜﻲ3-13
14. CHEMICAL-RESISTANT BRICK AND
TILE LINING ............................................................92
ﭘﻮﺷﺶ داﺧﻠﻲ از ﺟﻨﺲ ﻛﺎﺷﻲ و آﺟﺮي ﻣﻘﺎوم ﺑﻪ-14
92.............................................................. ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ
14.1 General ................................................................92
92...................................................................ﻋﻤﻮﻣﻲ-1-14
14.2 Type of Brick Lining .......................................93
93................................... ﻧﻮع ﭘﻮﺷﺶ داﺧﻠﻲ آﺟﺮي2-14
14.3 Thickness of the Brick Lining ......................107
107........................... ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ آﺟﺮي3-14
15. REFRACTORY LINING .....................................109
109..................................................... ﭘﻮﺷﺶ داﺧﻠﻲ ﻧﺴﻮز-15
15.1 Refractory Bricks and Shapes Lining .......109
109................. آﺟﺮﻫﺎي ﻧﺴﻮز و اﻧﻮاع ﭘﻮﺷﺶ داﺧﻠﻲ1-15
15.2 Refractory Concrete Lining ..........................109
109................................... ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺘﻨﻲ ﻧﺴﻮز2-15
16. CEMENT-MORTAR LINING...........................111
111........................................ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن-16
16.1 General ................................................................111
111.................................................................. ﻋﻤﻮﻣﻲ1-16
16.2 Materials .............................................................112
112...................................................................... ﻣﻮاد2-16
16.3 Cement-Mortar Lining Thickness ..............114
114................ ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن3-16
16.4 Application of Cement-Mortar Lining ......114
114.................... اﻋﻤﺎل ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن4-16
2
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
16.5 Typical Problems Experienced with
Cement-Lined Tubular Goods .....................115
ﻧﻤﻮﻧﻪ ﻣﺸﻜﻼت ﺗﺠﺮﺑﻪ ﺷﺪه ﺑﺎ ﻛﺎﻻﻫﺎي ﻟﻮﻟﻪاي5-16
115.......................................... ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﻴﻤﺎﻧﻲ
16.6 Shop Applied Cement-Mortar Lining .......117
117... اﺟﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن در ﻛﺎرﮔﺎه6-16
16.7 Field Applied Cement-Mortar Lining .......119
119....... اﻧﺠﺎم ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن در ﻣﻨﻄﻘﻪ7-16
17. BITUMEN (ASPHALT) AND COAL TAR
LINING ........................................................................121
121........................ ﭘﻮﺷﺶ داﺧﻠﻲ ﻗﻴﺮ )آﺳﻔﺎﻟﺖ( و ﻛﻮﻟﺘﺎر-17
17.1 General ................................................................121
121................................................................... ﻋﻤﻮﻣﻲ1-17
17.2 Thickness.............................................................127
127................................................................ ﺿﺨﺎﻣﺖ2-17
APPENDICES:
:ﭘﻴﻮﺳﺖ ﻫﺎ
APPENDIX A CLADDING OF PRESSURE
VESSELS ............................................130
130............. ﭘﻴﻮﺳﺖ اﻟﻒ روﻛﺶ ﻛﺎري ﻓﻠﺰي ﻇﺮوف ﺗﺤﺖ ﻓﺸﺎر
APPENDIX B CLADDING OF PIPELINE
(WITH CRA)* ....................................143
143....... *(CRA ﭘﻴﻮﺳﺖ ب روﻛﺶ ﻛﺎري ﻓﻠﺰي ﺧﻄﻮط ﻟﻮﻟﻪ )ﺑﺎ
APPENDIX C EFFECT OF LINING MATERIALS
ON WATER QUALITY .................147
147............ ﭘﻴﻮﺳﺖ ج ﺗﺄﺛﻴﺮ ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺮ ﻛﻴﻔﻴﺖ آب
3
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﺟﺠﺠﺠﺠﺠﺠﺞ
داﻣﻨﻪ ﻛﺎرﺑﺮد-1
1. SCOPE
اﻳﻦ اﺳﺘﺎﻧﺪارد ﻣﻬﻨﺪﺳﻲ ﺷﺎﻣﻞ ﺣﺪاﻗﻞ ﻧﻴﺎزﻫﺎي ﭘﻮﺷﺶ1-1
This Engineering Standard covers the minimum
requirement for the lining which will be used in
equipment e.g. vessel, storage tank and pipe line.
( ﻣﺨﺰن ذﺧﻴﺮه و ﺧﻂ ﻟﻮﻟﻪ،داﺧﻠﻲ ﺗﺠﻬﻴﺰات )ﻧﻈﻴﺮ ﻇﺮف
.ﻣﻴﺸﻮد
1.2 It is intended for use in refineries, petrochemical
plants, oil and gas plant and, where applicable, in
exploration, production and new ventures.
ﻛﺎرﺧﺎﻧﺠﺎت، اﻳﻦ اﺳﺘﺎﻧﺪارد ﺑﺮاي اﺳﺘﻔﺎده در ﭘﺎﻻﻳﺸﮕﺎه ﻫﺎ2-1
1.3 The Standard covers 30 nonmetallic lining
systems which are classified in following main
groups (see Table 6):
ﺳﺎﻣﺎﻧﻪ ﻫﺎي ﭘﻮﺷﺶ ﻏﻴﺮﻓﻠﺰي30 اﻳﻦ اﺳﺘﺎﻧﺪارد ﺣﺎوي3-1
، ﺗﻮﻟﻴﺪ و ﭘﺮوژه ﻫﺎي ﺟﺪﻳﺪ، اﻛﺘﺸﺎف، ﻧﻔﺖ وﮔﺎز،ﭘﺘﺮوﺷﻴﻤﻲ
.ﻗﺎﺑﻞ اﺟﺮا ﻣﻲ ﺑﺎﺷﺪ
( ﻣﺮاﺟﻌﻪ ﺷﻮد6 ﻣﻄﺎﺑﻖ ﮔﺮوه ﻫﺎي اﺻﻠﻲ زﻳﺮ )ﺑﻪ ﺟﺪول ﺷﻤﺎره
:ﻃﺒﻘﻪ ﺑﻨﺪي ﺷﺪه اﺳﺖ
a) Thermoplastic material
اﻟﻒ( ﻣﻮاد ﺗﺮﻣﻮﭘﻼﺳﺖ
b) Thermoset material
ب ( ﻣﻮاد ﺗﺮﻣﻮﺳﺖ
c) Rubbers
ج ( ﻣﻮاد ﻻﺳﺘﻴﻚ ﻫﺎ
d) Mineral and bitumen material
د ( ﻣﻮاد ﻣﻌﺪﻧﻲ و ﻗﻴﺮي
1.4 The lining applies to equipment fabricated in
metal or concrete and both bonded and loose lining.
For the choice of lining option is open to the
specifier regarding the provisions of Section 8.
ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺮاي ﺗﺠﻬﻴﺰات ﺳﺎﺧﺘﻪ ﺷﺪه از ﻓﻠﺰ ﻳﺎ ﺑﺘﻦ4-1
1.5 Requirements for design and fabrication of the
equipment and the state of preparation necessary for
the surfaces to be lined are specified in this
Standard.
اﻟﺰاﻣﺎت ﻃﺮاﺣﻲ و ﺳﺎﺧﺖ ﺗﺠﻬﻴﺰات و ﻟﺰوم آﻣﺎده ﺳﺎزي5-1
1.6 Guidance on metallic lining (cladding) of
pressure vessels and pipelines are included in
Appendices of A and B, while the Appendix C
includes hardness comparison chart for plastics and
rubbers. The test procedure for effect of lining
materials on drinking water quality is given in
Appendix D.
ﭘﻴﻮﺳﺖ )اﻟﻒ( و )ب( ﺷﺎﻣﻞ ﭘﻮﺷﺶ داﺧﻠﻲ ﻓﻠﺰي )روﻛﺶ6-1
1.7 Application of lining shall be in accordance with
IPS-C-TP-352.
IPS-C-TP- اﻋﻤﺎل ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ اﺳﺘﺎﻧﺪارد7-1
اﻧﺘﺨﺎب ﻧﻮع.ﻫﻢ ﺑﻪ ﺻﻮرت ﭼﺴﺒﻴﺪه و ﻫﻢ آزاد اﻋﻤﺎل ﻣﻲﺷﻮد
در اﺧﺘﻴﺎر8 ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﻣﻮارد ﻣﻨﺪرج در ﻗﺴﻤﺖ
.ﺗﺎﺋﻴﺪ ﻛﻨﻨﺪه اﺳﺖ
. در اﻳﻦ اﺳﺘﺎﻧﺪارد آﻣﺪه اﺳﺖ،ﺳﻄﺤﻲ ﻛﻪ ﺑﺎﻳﺪ ﭘﻮﺷﺶ ﺷﻮد
ﻓﻠﺰي( ﻇﺮوف ﺗﺤﺖ ﻓﺸﺎر و ﺧﻄﻮط ﻟﻮﻟﻪ ﺑﻮده ﺿﻤﻦ اﻳﻨﻜﻪ
ﭘﻴﻮﺳﺖ )ج( ﺷﺎﻣﻞ ﺟﺪول ﻣﻘﺎﻳﺴﻪ ﺳﺨﺘﻲ ﭘﻼﺳﺘﻴﻚﻫﺎ و
دﺳﺘﻮراﻟﻌﻤﻞ آزﻣﺎﻳﺶ اﺛﺮ ﻣﻮاد ﭘﻮﺷﺶ.ﻻﺳﺘﻴﻚ ﻫﺎ ﻣﻲ ﺑﺎﺷﺪ
.داﺧﻠﻲ ﺑﺮ روي ﻛﻴﻔﻴﺖ آب ﺷﺮب در ﭘﻴﻮﺳﺖ )د( آﻣﺪه اﺳﺖ
. اﻧﺠﺎم ﺷﻮد352
:1 ﻳﺎدآوري
Note 1:
This standard specification is reviewed and updated
by the relevant technical committee on Aug 2004, as
amendment No. 1 by circular No.246.
ﺗﻮﺳﻂ ﻛﻤﻴﺘﻪ ﻓﻨﻲ1382 اﻳﻦ اﺳﺘﺎﻧﺪارد در ﻣﺮداد ﻣﺎه ﺳﺎل
ﻣﺮﺑﻮﻃﻪ ﺑﺮرﺳﻲ و روز آﻣﺪ ﺷﺪ و ﻣﻮارد ﺗﺎﻳﻴﺪ ﺷﺪه ﺑﻪ ﻋﻨﻮان
. اﺑﻼغ ﮔﺮدﻳﺪ246 ﻃﻲ ﺑﺨﺸﻨﺎﻣﻪ ﺷﻤﺎره1 اﺻﻼﺣﻴﻪ ﺷﻤﺎره
Note 2:
This bilingual standard is a revised version of the
standard specification by the relevant technical
committee on Junaury 2009, which is issued as
revision(1). Revision (0) of the said standard
specification is withdrawn.
:2 ﻳﺎدآوري
ﻧﺴﺨﻪ ﺑﺎزﻧﮕﺮي ﺷﺪه اﺳﺘﺎﻧﺪارد ﻓﻮق،اﻳﻦ اﺳﺘﺎﻧﺪارد دو زﺑﺎﻧﻪ
ﺗﻮﺳﻂ ﻛﻤﻴﺘﻪ ﻓﻨﻲ ﻣﺮﺑﻮﻃﻪ1387ﻣﻴﺒﺎﺷﺪ ﻛﻪ در دي ﻣﺎه ﺳﺎل
از اﻳﻦ ﭘﺲ.( اراﻳﻪ ﻣﻲﮔﺮدد1) ﺗﺎﻳﻴﺪ و ﺑﻪ ﻋﻨﻮان وﻳﺮاﻳﺶ
.( اﻳﻦ اﺳﺘﺎﻧﺪارد ﻣﻨﺴﻮخ ﻣﻲﺑﺎﺷﺪ0) وﻳﺮاﻳﺶ
4
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
:3 ﻳﺎدآوري
Note 3:
ﻣﺘﻦ اﻧﮕﻠﻴﺴﻲ،در ﺻﻮرت اﺧﺘﻼف ﺑﻴﻦ ﻣﺘﻦ ﻓﺎرﺳﻲ و اﻧﮕﻠﻴﺴﻲ
.ﻣﻼك ﻣﻲﺑﺎﺷﺪ
In case of conflict between Farsi and English
languages, English language shall govern.
ﻣﺮاﺟﻊ-2
2. REFERENCES
Throughout this Standard the following dated and
undated standards/codes are referred to. These
referenced documents shall, to the extent specified
herein, form a part of this standard. For dated
references, the edition cited applies. The
applicability of changes in dated references that
occur after the cited date shall be mutually agreed
upon by the Company and the Vendor. For undated
references, the latest edition of the referenced
documents (including any supplements and
amendments) applies
در اﻳﻦ اﺳﺘﺎﻧﺪارد ﺑﻪ آﻳﻴﻦ ﻧﺎﻣﻪ ﻫﺎ و اﺳﺘﺎﻧﺪاردﻫﺎي ﺗﺎرﻳﺦ دار و
ﺗﺎ ﺣﺪي ﻛﻪ در، اﻳﻦ ﻣﺮاﺟﻊ. ﺑﺪون ﺗﺎرﻳﺦ زﻳﺮ اﺷﺎره ﺷﺪه اﺳﺖ
ﺑﺨﺸﻲ از اﻳﻦ،اﻳﻦ اﺳﺘﺎﻧﺪارد ﻣﻮرداﺳﺘﻔﺎده ﻗﺮار ﮔﺮﻓﺘﻪ اﻧﺪ
وﻳﺮاﻳﺶ ﮔﻔﺘﻪ، در ﻣﺮاﺟﻊ ﺗﺎرﻳﺦ دار. اﺳﺘﺎﻧﺪارد ﻣﺤﺴﻮب ﻣﻴﺸﻮﻧﺪ
ﺷﺪه ﻣﻼك ﺑﻮده و ﺗﻐﻴﻴﺮاﺗﻲ ﻛﻪ ﺑﻌﺪ از ﺗﺎرﻳﺦ وﻳﺮاﻳﺶ در آﻧﻬﺎ
ﭘﺲ از ﺗﻮاﻓﻖ ﺑﻴﻦ ﻛﺎرﻓﺮﻣﺎ و ﻓﺮوﺷﻨﺪه ﻗﺎﺑﻞ،داده ﺷﺪه اﺳﺖ
آﺧﺮﻳﻦ وﻳﺮاﻳﺶ آﻧﻬﺎ، در ﻣﺮاﺟﻊ ﺑﺪون ﺗﺎرﻳﺦ.اﺟـــﺮا ﻣﻲ ﺑﺎﺷﺪ
ﺑﻪ اﻧﻀﻤﺎم ﻛﻠﻴﻪ اﺻﻼﺣﺎت و ﭘﻴﻮﺳﺖ ﻫﺎي آن ﻣﻼك ﻋﻤﻞ
.ﻣﻲﺑﺎﺷﻨﺪ
API (AMERICAN PETROLEUM INSTI-TUTE)
( )ﻣﻮﺳﺴﻪ ﻧﻔﺖ آﻣﺮﻳﻜﺎAPI
API 1631
"ﭘﻮﺷﺶ داﺧﻠﻲ و ﺑﺎزرﺳﻲ
ذﺧﻴﺮه
ﻣﺨﺎزن
دورهاي
"زﻳﺮزﻣﻴﻨﻲ
"ﻣﺸﺨﺼﺎت ﻓﻨﻲ ﺳﻴﻤﺎن و ﻣـﻮاد
"ﺑﺮاي ﺳﻴﻤﺎﻧﻜﺎري ﭼﺎه
"Interior Lining and Periodic
Inspection of Underground
StorageTanks"
API 10 A
"Specification for Cement
and Materials
Cementing"
for
Well
API 5L
"Specification for Line Pipe"
API 5L 7
"Recommended Practices for
Unprimed Internal Fusion
Bonded Epoxy Coating of
Line Pipe"
API 5L X
"High- Test Line Pipe"
"Specification for CorrosionResisting Chromium Steel
Clad Plate"
ASME-SA-264
"Specification for Stainless
Chromium-Nickel
Clad Plate, Sheet"
ASME-SA-265
API-10A
""ﻣﺸﺨﺼﺎت ﻓﻨﻲ ﺧﻂ ﻟﻮﻟﻪ
API- 5L
"ﺗﻮﺻﻴﻪﻫﺎي ﻋﻤﻠﻲ ﭘﻮﺷﺶ
اﭘﻮﻛﺴﻲ ﭘﻴﻮﻧﺪ ﻫﻤﺠﻮﺷﻲ ﺟﻬﺖ
ﺑﺨﺶ داﺧﻠﻲ ﭘﻮﺷﺶ ﻧﺸﺪه ﺧﻂ
"ﻟﻮﻟﻪ
""ﻟﻮﻟﻪ ﻫﺎي ﺑﺎ آزﻣﻮن ﻓﺸﺎر ﺑﺎﻻ
API- 5L7
API- 5LX
( )اﻧﺠﻤﻦ ﻣﻬﻨﺪﺳﺎن ﻣﻜﺎﻧﻴﻚ آﻣﺮﻳﻜﺎASME
ASME (AMERICAN SOCIETY OF MECHANICAL ENGINEERS)
ASME-SA-263
API-1631
Steel-
"Specification for Nickel
and Nickel –Base AlloyClad Steel Plate ASTM
A265-94a"
5
"ﻣﺸﺨﺼﺎت ﻓﻨﻲ ورق روﻛﺶ
ﻓﻮﻻد ﻛﺮم دار ﻣﻘﺎوم در ﺑﺮاﺑﺮ
"ﺧﻮردﮔﻲ
،"ﻣﺸﺨﺼﺎت ﻓﻨﻲ ورق روﻛﺶ
"ﻓﻮﻻد ﻛﺮم ﻧﻴﻜﻞ دار زﻧﮓ ﻧﺰن
ASME-SA-263
"ﻣﺸﺨﺼﺎت ﻓﻨﻲ ورق روﻛﺶ
ﻓﻮﻻدي ﻧﻴـﻜﻞ و آﻟﻴﺎژ ﭘﺎﻳﻪ ﻧﻴﻜﻞ
ASTM ﻣﻄﺎﺑﻖ ﺑﺎ اﺳﺘﺎﻧﺪارد
"A265-94a
ASME-SA-265
ASME-SA-264
Jan. 2010/ 1388 دي
ASME-SA-578
"آزﻣﺎﻳﺶ اﻣﻮاج ﻣﺎوراء ﺻﻮت
ورقﻫﺎي ﻓﻮﻻدي ﺳﺎده و روﻛﺶ
"ﺷﺪه ﺑﺮاي ﻛﺎرﺑﺮد وﻳﮋه
"Straight Beam Ultrasonic
Examination of Plain and
Clad Steel Plates for
Special Application"
"ﻣﺸﺨﺼﺎت ﻓﻨـﻲ ﻣﻮاد ﺑﺮاي
اﻟﻜﺘﺮودﻫﺎ و،ﺳﻴﻢ ﺟﻮشﻫﺎ
"ﻓﻠﺰات ﭘﺮﻛﻨﻨﺪه
"Material Specifications for
Welding Rods, Electrodes
and Filler Metals"
""آزﻣﺎﻳﺸﺎت ﻏﻴﺮﻣﺨﺮب
"Nondestructive Examination"
"روﺷﻬﺎي آزﻣﺎﻳﺶ ﺑﺎ ذرات
"(mt) ﻣﻐﻨﺎﻃﻴﺴﻲ
"Methods
for Magnetic
Particle Examination (mt)"
ASME-Sec. VIII D.1-APP.8
ASME-Sec.VIII.D.1-APP.8
"روﺷﻬﺎي آزﻣﺎﻳﺶ ﺑﺎ ﻣﺎﻳﻊ ﻧﺎﻓﺬ
"(pt)
"Methods
for
Liquid
Penetrate Examination (pt)"
ASME-Sec. IX –Part 1-5
ASME-Sec. IX Part 1-5
و
"Welding Procedure and the
Welder Qualifications"
"ﻣﺸﺨﺼﺎت ﻓﻨﻲ ﻟﻮﻟﻪ ﻓﻮﻻد
ASTM-A-106
ﺳﺎده ﻛﺮﺑﻨﻲ ﺑﺪون درز ﺑﺮاي
"ﻛﺎرﺑﺮد در دﻣﺎي ﺑﺎﻻ
"ﻣﺸﺨﺼﺎت اﺳﺘﺎﻧﺪارد ﺑﺮايASTM-A-137(1943)
اﺗﺼﺎل دو ﻟﺒﻪ ﻟﻮﻟﻪ ﻫﺎي ﻓﻮﻻدي
ﺑﺎ اﺳﺘﻔﺎده از ﻧﻮار ﻓﻠﺰي و ﭼﻜﺶ
"ﻛﺎري
"ﻣﺸﺨﺼﺎت ﻓﻨﻲ ﻣﻴﻠﻪ ﻓﻮﻻدي
ASTM-A-185
ﺑﺮاي،ﺟﻮﺷﻜﺎري ﺷﺪه ﺑﺪون آج
"ﺗﻘﻮﻳﺖ ﺑﺘﻦ
ﺻﻔﺤﻪ و،"ﻣﺸﺨﺼﺎت ﻓﻨﻲ ورق
ASTM-A-240
ﻧﻮار ﻓﻮﻻد زﻧﮓ ﻧﺰن ﻛﺮم و ﻛﺮم
ﻧﻴﻜﻞ دار ﻣﻘﺎوم ﺣﺮارﺗﻲ ﺑﺮاي
"ﻇﺮوف ﺗﺤﺖ ﻓﺸﺎر
"Specification for Seamless
Carbon Steel Pipe for HighTemperature Service"
ASTM-A-137(1943) "Standard Specification for
Lock-Bar Steel Pipe"
"Specification for Steel
Welded Wire, Fabric, Plain,
for Concrete Reinforcement"
ASTM-A-240
"Specification for HeatResisting Chromium and
Chromium-Nickel Stainless
Steel Plate, Sheet, and Strip
for Pressure Vessels"
ASTM-A-262
"Practices
"دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﻜﺎري
"ﺻﻼﺣﻴﺖ ﺟﻮﺷﻜﺎران
( )اﻧﺠﻤﻦ آزﻣﻮن و ﻣﻮاد آﻣﺮﻳﻜﺎASTM
ASTM (AMERICAN SOCIETY FOR TESTING
AND MATERIALS)
ASTM-A-185
ASME- Sec. V
ASME-Sec.VIII-D.1-APP.6
ASME-Sec.VIII.D.1-APP.6
ASTM-A-106
ASME-SA-578
ASME-Sec-II partC
ASME-Sec. II Part C
ASME-Sec. V
IPS-E-TP-350(1)
"آزﻣﺎﻳﺶ ﺷﻨﺎﺳﺎﻳﻲ ﺣﺴﺎﺳﻴﺖ
ﺧﻮردﮔﻲ ﺑﻴﻦ داﻧﻪاي ﻓﻮﻻدﻫﺎي
"زﻧﮓ ﻧﺰن آﺳﺘﻴﻨﺘﻲ
for Detecting
Susceptibility
to
Intergranular Attack in
Austenitic Stainless Steel"
6
ASTM-A-262
Jan. 2010/ 1388 دي
ASTM-A-283
"Specification for Low and
Intermediate
Tensile
Strength Carbon Steel
Plates"
ASTM-A-285
"Specification for Pressure
Vessel Plates Carbon Steel,
Low and IntermediateTensile Strength"
ASTM-A-314
"Standard Specification for
Stainless Steel Billets and
Bares for Forging"
ASTM-A-424
"Specification
Sheet
for
Enameling"
for Steel
Porcelain
IPS-E-TP-350(1)
"ﻣﺸﺨﺼﺎت ﻓﻨﻲ ورق ﻫﺎي ﻓﻮﻻد
ﻛﺮﺑﻨﻲ ﺑﺮاي اﺳﺘﺤﻜﺎم ﻛﺸﺸﻲ ﻛﻢ
"و ﻣﺘﻮﺳﻂ
ASTM-A-283
"ﻣﺸﺨﺼﺎت ورقﻫﺎي ﻓﻮﻻد ﺳﺎده
ﺑﺎ،ﻛﺮﺑﻨﻲ ﻇﺮوف ﺗﺤﺖ ﻓﺸﺎر
"اﺳﺘﺤﻜﺎم ﻛﺸﺸﻲ ﻛﻢ و ﻣﺘﻮﺳﻂ
ASTM-A-285
"ﻣﺸﺨﺼﺎت ﻓﻨﻲ اﺳﺘﺎﻧﺪارد
ﺷﻤﺶﻫﺎ و ﻣﻴﻠﻪﻫﺎي ﻓﻮﻻدي زﻧﮓ
"ﻧﺰن ﺑﺮاي آﻫﻨﮕﺮي
"ﻣﺸﺨﺼﺎت ﻓﻨﻲ ورق ﻓﻮﻻدي
"ﺑﺮاي ﭘﻮﺷﺶ ﺑﺎ ﻟﻌﺎب ﭼﻴﻨﻲ
ASTM-A-314
ASTM-A-424
"ﻣﺸﺨﺼﺎت ﻓﻨــﻲ اﺳﺘﺎﻧﺪاردASTM-A-497/497M
ﻣﻴﻠﻪ ﻓﻮﻻدي ﺗﻘﻮﻳﺖ و ﺗﻐﻴﻴﺮ
ﺷﻜﻞ ﻳﺎﻓﺘﻪ ﺟﻮﺷﻜﺎري ﺷﺪه ﺑﺮاي
"ﺑﺘﻦ
"ﻣﺸﺨﺼﺎت ﻓﻨﻲ ورق ﻫﺎي
ASTM-A-516
ﻓﻮﻻدي ﻛﺮﺑﻦ دار ﻇﺮوف ﺗﺤﺖ
ﻓﺸﺎر در ﺷﺮاﻳﻂ دﻣﺎﻫﺎي ﻣﺘﻮﺳﻂ
"و ﭘﺎﻳﻴﻦﺗﺮ
"ﻣﺸﺨﺼﺎت ﻓﻨﻲ ﻣﻴﻠﻪﻫﺎي ﻓﻮﻻد
ASTM-A-575
"ﺳﺎده ﻛﺮﺑﻨﻲ ﺑﺎ ﻛﻴﻔﻴﺖ ﺗﺠﺎري
ASTM-A-497/ 497M "Standard Specification for
Steel
Welded
Wire
Reinforcement, Deformed,
for Concrete"
ASTM-A-516
"Specification for Pressure
Vessel Plates, Carbon Steel,
for Moderate and LowerTemperature Service"
ASTM-A-575
"Specification for Steel
Bars, Carbon, Merchant
Quality"
ASTM-B-432
"Copper and Copper Alloy
Clad Steel Plate"
"ورق ﻓﻮﻻدي ﺑﺎ روﻛﺶ ﻣﺲ و
"آﻟﻴﺎژ ﻣﺲ
ASTM-B-432
ASTM-C-27
"Classification of Fire Clay
"ﻃﺒﻘﻪ ﺑﻨﺪي ﺧﺎك ﻧﺴﻮز و
"آﺟﺮﻧﺴﻮز ﺑﺎ آﻟﻮﻣﻴﻦ ﺑﺎﻻ
ASTM-C-27
and
High-Alumina
Refractory Brick"
ASTM-C-33
"Specification for Concrete
Aggregates"
"ﻣﺸﺨﺼﺎت ﻓﻨﻲ داﻧﻪ ﺑﻨﺪي
"ﺑﺘﻦ
ASTM-C-33
ASTM-C-35
"Specification for Inorganic
"ﻣﺸﺨﺼﺎت ﻓﻨﻲ داﻧﻪ ﺑﻨﺪي
ﻣﻌﺪﻧﻲ ﺑﺮاي اﺳﺘﻔﺎده در ﮔﭻ
"ﻛﺎري
""ﻣﺸﺨﺼﺎت ﺳﻴﻤﺎن ﭘﺮﺗﻠﻨﺪ
ASTM-C-35
ASTM-C-150
""ﻃﺒﻘﻪ ﺑﻨﺪي آﺟﺮﻧﺴﻮز ﻋﺎﻳﻖ
ASTM-C-155
Aggregate for Use
Gypsum Plaster"
in
ASTM-C-150
"Specification for Portland
Cement"
ASTM-C-155
"Classification of Insulating
Fire Brick"
7
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ASTM-C-494
"Specification for Chemical
Admixture for Concrete"
"ﻣﺸﺨﺼﺎت ﻣﺨﻠﻮط ﺷﻴﻤﻴﺎﻳﻲ
"ﺑﺘﻦ
ASTM-C-581
"Standard Practice for Deter-
"اﺳﺘﺎﻧﺪارد ﻋﻤﻠﻲ ﺑﺮاي ﺗﻌﻴﻴﻦ
ﻣﻘﺎوﻣﺖ ﺷﻴﻤﻴﺎﻳﻲ رزﻳﻦﻫﺎي
ﺗﺮﻣﻮﺳﺖ ﺗﻘﻮﻳﺖ ﺷﺪه ﺑﺎ اﻟﻴﺎف
"ﺷﻴﺸﻪاي در ﻣﺤﻴﻂﻫﺎي ﻣﺎﻳﻊ
ASTM-C-581
"ﻣﺸﺨﺼﺎت اﺳﺘﺎﻧﺪارد ﺳﻨﮕﻬﺎي ﭘﺎﻳﻪ
"ﻛﻮارﺗﺰ ﺑﺎ اﺑﻌﺎد ﻣﺸﺨﺺ
ASTM-C-616
"ﻣﺸﺨﺼﺎت اﺳﺘﺎﻧﺪارد ﺧﺎﻛﺴﺘﺮ ذﻏﺎل
ﺳﻨﮓ و ﻣﻮاد ﺧﺎم ﻳﺎ ﭘﻮزوﻻن ﻃﺒﻴﻌﻲ
"ﻛﻠﺴﻴﻨﻪ ﺷﺪه ﺑﺮاي اﺳﺘﻔﺎده در ﺑﺘﻦ
ASTM-C-618
"ﺗﻮﻟﻴﺪ و آﻣﺎده ﻛﺮدن ﭼﺪن
ﺧﺎﻛﺴﺘﺮي ﺑﺮاي ﭘﻮﺷﺶ ﺑﺎ ﻟﻌﺎب
"ﭼﻴﻨﻲ
"روش آزﻣﺎﻳﺶ اﺳﺘﺎﻧﺪارد ﺗﻌﻴﻴﻦ
ﺑﻪ روش
ﺧﻮاص ﻻﺳﺘﻴﻚ
"ﻛﻨﮕﺮهاي ﭘﻮزي و ﺟﻮﻧﺰ
"اﺳﺘﺎﻧﺪارد ﻋﻤﻠﻲ ﺑﺮاي ارزﻳﺎﺑﻲ
ﻣﻘﺎوﻣﺖ ﭘﻼﺳﺘﻴﻚﻫﺎ ﻧﺴﺒﺖ ﺑﻪ
"ﻣﻌﺮفﻫﺎي ﺷﻴﻤﻴﺎﻳﻲ
ASTM-C-660
mining Chemical Resistance
of Thermosetting Resins
Used
in
Glass-FiberReinforced
Structures
Intended for Liquid Service"
ASTM-C-616
"Standard Specification for
Quartz-Based
Stone"
ASTM-C-618
Dimension
"Standard Specification for
Coal Fly Ash & Raw or
Calcined Natural Pozzolan
for Use in Concrete"
ASTM-C-660
"Production and Preparation
of Gray-Iron Casting for
Porcelain Enameling"
ASTM-D-531
"Standard Test Method for
Rubber Property –Pusey and
Jones Indentation"
"Standard
ASTM-D-543
Practices
for
Evaluating the Resistance of
Plastics
to
Chemical
Reagents"
ASTM-D-785
"Test Method for Rockwell
Hardness of
Electrical
Material"
ASTM-D-1415
Plastic and
Insulating
"Test Method for Rubber
Property-International
Hardness"
ASTM-D-2240
"Test Method for Rubber
Property-Durometer
Hardness"
ASTM-G-28
"Standard Test Method of
Detecting Susceptibility to
Intergranular Corrosion in
Wrought,
Nickel-Rich,
Chromium- Bearing Alloys"
ASTM-G-48
"Test Method for Pitting and
Crevice Corrosion Resistance
of Stainless Steel and Related
ASTM-D-531
ASTM-D-543
"روش آزﻣﺎﻳﺶ ﺳﺨﺘﻲ راﻛﻮل ﺑﺮاي
" ﭘﻼﺳﺘﻴﻚ و ﻣﻮاد ﻋﺎﻳﻖ ﺑﺮﻗﻲ
ASTM-D-785
"روش آزﻣﺎﻳﺶ ﺧﻮاص ﻻﺳﺘﻴﻚ ﺑﻪ
"روش ﺳﺨﺘﻲ ﺳﻨﺠﻲ ﺑﻴﻦ اﻟﻤﻠﻠﻲ
ASTM-D-1415
"آزﻣﺎﻳﺶ ﺧﻮاص ﻻﺳﺘﻴﻚ ﺑﻪ روش
"ﺳﺨﺘﻲ ﺳﻨﺠﻲ دوروﻣﺘﺮي
ASTM-D-2240
"روش آزﻣﻮن اﺳﺘﺎﻧﺪارد ﺑﺮاي
ﺷﻨﺎﺳﺎﻳﻲ ﻗﺎﺑﻠﻴﺖ ﺧﻮردﮔﻲ درون
ﺑﻠﻮري در آﻟﻴﺎژﻫﺎي ﻛﺎر ﺷﺪه )ﻛﻢ
"ﻛﺮﺑﻦ( ﻏﻨﻲ از ﻧﻴﻜﻞ و ﻛﺮوم دار
ASTM-G-28
"روش آزﻣﺎﻳﺶ ﻣﻘﺎوﻣﺖ ﻓﻮﻻد زﻧﮓ
ASTM-G-48
ﻧﺰن و آﻟﻴﺎژﻫﺎي ﻣﺮﺗﺒﻂ در ﻣﻘﺎﺑﻞ
8
ASTM-C-494
Jan. 2010/ 1388 دي
Alloys by The Use of Ferric
Chloride Solution"
AWWA
(AMERICAN
ASSOCIATION)
WATER
IPS-E-TP-350(1)
ﺧﻮردﮔﻲ ﺣﻔﺮهاي و ﺷﻴﺎري ﺑﺎ اﺳﺘﻔﺎده
"از ﻣﺤﻠﻮل ﻛﻠﺮﻳﺪ آﻫﻦ
( )اﻧﺠﻤﻦ اﻣﻮر آب آﻣﺮﻳﻜﺎAWWA
WORKS
AWWA-C-210
"Liquid- Epoxy Coating
Systems for the Interior and
Exterior of Steel Water
Pipelines"
"ﺳﺎﻣﺎﻧﻪﻫﺎي ﭘﻮﺷﺶ اﭘﻮﻛﺴﻲ ﻣﺎﻳﻊAWWW-C-210
ﺑﺮاي ﻗﺴﻤﺘﻬﺎي داﺧﻠﻲ و ﺧﺎرﺟﻲ
"ﺧﻄﻮط ﻟﻮﻟﻪ ﻓﻮﻻدي آب
AWWA-C-213
"Fusion-Bonded
Epoxy
Coating for the Interior of
Steel Water Pipelines"
"ﭘﻮﺷﺶ اﭘﻮﻛﺴﻲ ﭘﻴﻮﻧﺪ ﻫﻤﺠﻮﺷﻲAWWA-C-213
ﺑﺮاي ﺑﺨﺶ داﺧﻠﻲ ﺧﻄﻮط ﻟﻮﻟﻪ
"ﻓﻮﻻدي آب
( )ﺳﺎزﻣﺎن ﺑﻬﺪاﺷﺖ ﺟﻬﺎﻧﻲWHO
WHO ( WORLD HEALTH ORGANIZATION)
"رﻫﻨﻤﻮدﻫﺎي ﻣﺮﺑﻮط ﺑﻪ ﻛﻴﻔﻴﺖ آب
"آﺷﺎﻣﻴﺪﻧﻲ ﺟﻠﺪ اول
"Guidelines for Drinking
Water Quality Vol.1"
( )ﻣﻮﺳﺴﻪ اﺳﺘﺎﻧﺪاردﻫﺎي ﺑﺮﻳﺘﺎﻧﻴﺎBSI
BSI (BRITISH STANDARDS INSTITUTION)
BSEN 545
"Ductile Iron Pipes, Fittings,
Accessories and their Joints
for
Water
Pipelines
,Requirements and Test
Methods”
BSEN 598
"Ductile Iron Pipes, Fittings
Accessories and their Joints
for Sewerage Application,
Requirements
and
Test
Methods”
BSEN 969
"Specification for Ductile
Iron
Pipes,
Fittings,
Accessories and their Joints
for
Gas
Pipelines
Requirements
and
Test
Methods "
،("ﻟﻮﻟﻪﻫﺎي داﻛﺘﻴﻞ )ﭼﺪن ﭼﻜﺶ ﺧﻮار
ﻣﺘﻌﻠﻘﺎت و اﺗﺼﺎﻻت ﻣﻮرد ﻧﻴﺎز ﺑﺮاي
" و روﺷﻬﺎي آزﻣﺎﻳﺶ،ﻟﻮﻟﻪﻫﺎي آب
BS EN 545
"ﻟﻮﻟﻪ ﻫﺎي داﻛﺘﻴﻞ )ﭼﺪن ﭼﻜﺶ
ﻣﺘﻌﻠﻘﺎت و اﺗﺼﺎﻻت ﻣﻮرد ﻧﻴﺎز،(ﺧﻮار
اﻟﺰاﻣﺎت و،ﺑﺮاي اﺳﺘﻔﺎده در ﻓﺎﺿﻼب
"روﺷﻬﺎي آزﻣﺎﻳﺶ
BS EN 598
"ﻣﺸﺨﺼﺎت ﻟﻮﻟﻪﻫﺎي داﻛﺘﻴﻞ )ﭼﺪن
ﻣﻮرد، ﻣﺘﻌﻠﻘﺎت اﺗﺼﺎﻻت،(ﭼﻜﺶ ﺧﻮار
،ﻧﻴﺎز ﺑﺮاي اﺳﺘﻔﺎده در ﺧﻄﻮط ﻟﻮﻟﻪ ﮔﺎز
"و روﺷﻬﺎي آزﻣﺎﻳﺶ
BS EN 969
BS 3416
BS 3416
"Bitumen –Based Coatings
for
Cold
Application
Suitable for Use in Contact
with Potable Water"
"ﭘﻮﺷﺶ ﻫﺎي ﭘﺎﻳﻪ ﻗﻴﺮي ﺳﺮد اﺟﺮاء
ﻣﻨﺎﺳﺐ ﺟﻬﺖ اﺳﺘﻔﺎده در ﺗﻤﺎس ﺑﺎ آب
"ﺷﺮب
BS 470
"Inspection, Access and
Entry Opening for Pressure
Vessels"
"ﺑﺎزرﺳﻲ درﻳﭽﻪﻫﺎي دﺳﺘﺮﺳﻲ و
"ورودي ﻇﺮوف ﺗﺤﺖ ﻓﺸﺎر
BS 470
BS 6374
"Lining of Equipment with
Polymeric Materials for The
Process Industries"
"ﭘﻮﺷﺶ داﺧﻠﻲ ﺗﺠﻬﻴﺰات در ﺻﻨﺎﻳﻊ
"ﻓﺮآﻳﻨﺪي ﺑﺎ ﻣﻮاد ﭘﻠﻴﻤﺮي
BS 6374
9
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
Part 1:
"For Lining with Sheet
Applied Thermoplastics"
""ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎ ورق ﺗﺮﻣﻮﭘﻼﺳﺖ
:1 ﺑﺨﺶ
Part 2:
"For Lining with Non-Sheet
Applied Thermoplastics"
"ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺪون اﺳﺘﻔﺎده از ورق
"ﺗﺮﻣﻮﭘﻼﺳﺖ
:2 ﺑﺨﺶ
Part 3:
"For Lining with Stoved
Thermosetting Resins"
"ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎ ﻟﻌﺎبﻫﺎي ﺗﺮﻣﻮﺳﺖ
"ﻛﻮرهاي
:3 ﺑﺨﺶ
Part 4:
"For Lining with Cold
Curing
Thermosetting
Resins"
"ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎ رزﻳﻦﻫﺎي ﺗﺮﻣﻮﺳﺖ
"ﺳﺨﺖ ﺷﻮﻧﺪه در ﺣﺎﻟﺖ ﺳﺮد
:4 ﺑﺨﺶ
Part 5:
"For Lining with Rubbers"
""ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎ ﻻﺳﺘﻴﻜﻬﺎ
:5 ﺑﺨﺶ
BS 8007
"Design
of
Concrete
Structures for Retaining
Aqueous Liquids"
"ﻃﺮاﺣﻲ ﺳﺎزهﻫﺎي ﺑﺘﻨﻲ
"ﻧﮕﺎﻫﺪاﺷﺘﻦ ﻣﺎﻳﻌﺎت آب دار
BS 8007
BS 8110
"Structural Use of Concrete"
""ﻛﺎرﺑﺮد ﺳﺎزهاي ﺑﺘﻦ
BS 8110
Part 1:
"Structural Use of Concrete:
Code of Practice for Design
and Construction"
"آﻳﻴﻦ ﻧﺎﻣﻪ اﺟﺮاﻳﻲ:ﻛﺎرﺑﺮد ﺳﺎزهاي ﺑﺘﻦ
"ﺑﺮاي ﻃﺮاﺣﻲ و ﺳﺎﺧﺖ
:1 ﺑﺨﺶ
Part 2:
"Structural Use of Concrete:
Code of Practice for Special
Circumstances "
"آﻳﻴﻦ ﻧﺎﻣﻪ
:ﻛﺎرﺑﺮد ﺳﺎزه اي ﺑﺘﻦ
"اﺟﺮاﻳﻲ ﺣﺎﻻت ﺧﺎص
:2 ﺑﺨﺶ
Part 3:
"Structural Use of Concrete:
Design Charts for Singly
Reinforced Beams, Doubly
Reinforced
Beams
and
Rectangular Columns "
"ﻧﻤﻮدارﻫﺎي:ﻛﺎرﺑﺮد ﺳﺎزه اي ﺑﺘﻦ
ﻃﺮاﺣﻲ ﺑﺮاي ﺗﻴﺮآﻫﻦ ﻫﺎي ﺗﻘﻮﻳﺖ ﺷﺪه
" ﺟﻔﺘﻲ و ﺳﺘﻮﻧﻬﺎي ﻣﺴﺘﻄﻴﻠﻲ،ﺗﻜﻲ
:3 ﺑﺨﺶ
ﺑﺮاي
( )اﺳﺘﺎﻧﺪاردﻫﺎي ﻧﻔﺖ اﻳﺮانIPS
IPS (IRANIAN PETROLEUM STANDARDS)
IPS-C-TP-101
"Construction Standard for
Surface Preparation"
"اﺳﺘﺎﻧﺪارد ﺳﺎﺧﺖ ﺑﺮاي آﻣﺎده
"ﺳﺎزي ﺳﻄﺢ
IPS-C-TP-101
IPS-C-TP-352
"Construction Standard for
Lining"
"اﺳﺘﺎﻧﺪارد ﺳﺎﺧﺖ ﺑﺮاي ﻧﺼﺐ
"ﭘﻮﺷﺶ داﺧﻠﻲ
IPS-C-TP-352
IPS-E-TP-760
"Engineering Standard for
Corrosion Consideration in
Design"
"اﺳﺘﺎﻧﺪارد ﻣﻬﻨﺪﺳﻲ ﺑﺎ درﻧﻈﺮ
"ﮔﺮﻓﺘﻦ ﺧﻮردﮔﻲ در ﻃﺮاﺣﻲ
IPS-C
E--TP-760
( )ﺳﺎزﻣﺎن ﺑﻴﻦ اﻟﻤﻠﻠﻲ اﺳﺘﺎﻧﺪاردISO
ISO (INTERNATIONAL STANDARD-IZATION
FOR ORGANIZATION)
ISO 8501-1
"آﻣﺎده ﺳﺎزي ﺳﻄﻮح ﻓﻮﻻدي
ﻗﺒﻞ از رﻧﮓ آﻣﻴﺰي و ﻋﻤﻠﻴﺎت
ﻣﺮﺑﻮﻃﻪ– ارزﻳﺎﺑﻲ ﭼﺸﻤﻲ ﺗﻤﻴﺰي
ﻣﻴﺰان زﻧﮓ:1ﺳﻄﺢ – ﺑﺨﺶ
"Preparation
of
Steel
Substrates before Application
of Paints and Related
Products- Visual Assessment
of Surface Cleanliness – Part
1:
Rust
Grades
and
10
ISO-8501-1
Jan. 2010/ 1388 دي
Preparation
Grades
of
Uncoated Steel Substrates
After Overall Removal of
Previous Coatings"
NACE
(NATIONAL
ASSOCIATION
CORROSION ENGINEERS)
IPS-E-TP-350(1)
زدﮔﻲ و آﻣﺎده ﺳﺎزي ﺳﻄﻮح ﻓﻮﻻد
ﺑﺪون ﭘﻮﺷﺶ ﺑﻌﺪ از ﺑﺮداﺷﺘﻦ
"ﻛﺎﻣﻞ ﭘﻮﺷﺶ ﻫﺎي ﻗﺒﻠﻲ
( )اﻧﺠﻤﻦ ﻣﻠﻲ ﻣﻬﻨﺪﺳﻲ ﺧﻮردﮔﻲNACE
OF
NACE-6H160
"Glass Lining and Vitreous
Enamels"
"ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﻴﺸﻪ اي و
"ﻟﻌﺎﺑﻬﺎي از ﺷﻴﺸﻪ ﺳﺎﺧﺘﻪ ﺷﺪه
NACE-6H160
NACE-6K157
"Acid
Proof
Vessel
Construction
with
Membrane
and Brick
Lining"
"ﺳﺎﺧﺖ ﻇﺮف ﻣﻘﺎوم در ﻣﻘﺎﺑﻞ
اﺳﻴﺪ ﺑﺎ ﻏﺸﺎء و ﭘﻮﺷﺶ داﺧﻠﻲ
"آﺟﺮي
NACE-6K157
ﺗﻌﺎرﻳﻒ و اﺧﺘﺼﺎرات-3
3. DEFINITIONS AND ABBREVIATIONS
3.1 Definitions
ﺗﻌﺎرﻳﻒ1-3
Blister:
:ﭘﻮﺳﺘﻪ ﺷﺪن
ﺣﻔﺮه ﭘﺮﺷﺪه از ﮔﺎز ﻳﺎ ﻣﺎﻳﻊ در ﭘﻮﺷﺶ ﻳﺎ ﺑﻴﻦ ﭘﻮﺷﺶ داﺧﻠﻲ و
ﺳﻄﺢ ﻓﻠﺰ
A gas or liquid filled cavity within the lining material
or between the lining and substrate
Cermet:
A group of composite materials consisting of an
intimate mixture of ceramic and metallic components.
: ﺳﺮﻣﻴﺖ
از،ﻳﻚ ﮔﺮوه از ﻣﻮاد ﺗﺮﻛﻴﺒﻲ ﺷﺎﻣﻞ ﻣﺨﻠﻮﻃﻲ ﺳﺎزﮔﺎر ﺑﺎﻫﻢ
. ﺳﺮاﻣﻴﻚ و ﻓﻠﺰ
:ﺳﺮاﻣﻴﻚ
Ceramic:
و ﻳﺎ ﺑﺪون ﻟﻌﺎب دار ﺑﺎ ﺳﺎﺧﺘﺎر ﻛﺮﻳﺴﺘﺎﻟﻲ ﻳﺎ ﻧﻴﻤﻪ،ﻣﻮاد ﻟﻌﺎبدار
ﻏﻴﺮﻓﻠﺰي ﺗﻮﻟﻴﺪ،ﻛﺮﻳﺴﺘﺎﻟﻲ ﺑﻲ ﺷﻜﻞ ﻛﻪ اﺳﺎﺳﺎً از ﻣﻮاد ﻣﻌﺪﻧﻲ
ﺷﺪه و ﻳﺎ ﺑﺎ ﺳﺮد ﻛﺮدن ﺗﻮده ﻣﺬاب ﺑﻪ ﺷﻜﻞ ﺟﺎﻣﺪ در آﻣﺪه ﻳﺎ
.ﺑﻪ وﺳﻴﻠﻪ ﺣﺮارت ﺑﻪ ﻃﻮر ﻫﻤﺰﻣﺎن ﻳﺎ ﻣﺘﻮاﻟﻲ ﻓﺮآوري ﺷﺪه اﺳﺖ
Articles with a glazed or unglazed body of crystalline
or partly crystalline structure or of glass, produced
from essentially inorganic, non-metallic substances
and formed either from a molten mass solidified on
cooling, or simultaneously or subsequently matured
by the action of the heat.
:ﻣﻼت رزﻳﻦ ﻣﻘﺎوم ﺷﻴﻤﻴﺎﻳﻲ
Chemical Resistant Resin Mortar:
ﻣﺎده ﭘﺮﻛﻨﻨﺪه و اﻧﺘﺨﺎب،ﻳﻚ ﻣﺨﻠﻮط ﻣﺘﺠﺎﻧﺲ از ﻣﺎده رزﻳﻨﻲ ﻣﺎﻳﻊ
ﻣﻼﺗﻲ ﻗﺎﺑﻞ اﻧﺪود و ﻣﺎﻟﻪ ﻛﺸﻴﺪن ﺑﻪ وﺟﻮد، ﻣﺎده اﻓﺰودﻧﻲ،ﺷﺪه
.ﻣﻲآورد ﻛﻪ در اﺛﺮ ﻓﻌﻞ و اﻧﻔﻌﺎﻻت ﺷﻴﻤﻴﺎﻳﻲ ﺳﺨﺖ ﻣﻲﺷﻮد
An intimate mixture of liquid resinous material,
selected filler material, and setting agent forming a
trowel able mortar that hardens by chemical reaction.
:روﻛﺶ ﻓﻠﺰي
Cladding:
ﻣﻜﺎﻧﻴﻜﻲ ﻳﺎ، ورق ﻓﻠﺰي ﻳﺎ ﺳﺎﻳﺮ ﻣﻮاد ﺑﻄﺮﻳﻖ اﻟﻜﺘﺮﻳﻜﻲ
ﻓﺮآﻳﻨﺪي ﺟﻬﺖ اﻓﺰاﻳﺶ دوام ﻳﺎ ﺳﺎﻳﺮ ﺧﻮاص ﺑﻪ ﻓﻠﺰ ﻳﺎ ﻣﻮاد دﻳﮕﺮ
.)ﺑﻨﺎم زﻳﺮ آﻳﻨﺪ( ﻣﻲﭼﺴﺒﻨﺪ
Sheet of metal or other material bonded electrically,
mechanically , or through other process to another
metal or material (called substrate) to enhance its
durability or other properties.
:ﭘﻴﻤﺎﻧﻜﺎر
Contractor:
، ﺗﺄﻣﻴﻦ ﻛﺎﻻ، ﻣﻬﻨﺪﺳﻲ،ﮔﺮوﻫﻲ ﻛﻪ ﺗﻤﺎم ﻳﺎ ﻗﺴﻤﺘﻲ از ﻃﺮاﺣﻲ
راه اﻧﺪازي ﻳﺎ ﻣﺪﻳﺮﻳﺖ ﻳﻚ ﭘﺮوژه و ﻳﺎ ﺑﻬﺮه ﺑﺮداري را،ﺳﺎﺧﺖ
ﻛﺎرﻓﺮﻣﺎ ﻣﻤﻜﻦ اﺳﺖ ﻛﻠﻴﻪ ﻳﺎ ﺑﺨﺸﻲ از وﻇﺎﻳﻒ.اﻧﺠﺎم ﻣﻴﺪﻫﺪ
.ﭘﻴﻤﺎﻧﻜﺎر را ﺑﻪ ﻋﻬﺪه ﮔﻴﺮد
The party which carries out all or part of the design,
engineering,
procurement,
construction,
commissioning or management of a project or
operation of a facility. The Company may undertake
all or part of the duties of the Contractor.
11
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
:(ﺷﺮﻛﺖ )ﻛﺎرﻓﺮﻣﺎ
Company:
ﻃﺮﻓﻲ ﻛﻪ ﭘﺮوژه را ﺷﺮوع ﻣﻴﻜﻨﺪ و ﻧﻬﺎﻳﺘﺎً ﻫﺰﻳﻨﻪ ﻃﺮاﺣﻲ و
ﺷﺮﻛﺖ ﺑﻪ ﻃﻮر ﻛﻠﻲ ﻧﻴﺎزﻫﺎي ﻓﻨﻲ.ﺳﺎﺧﺖ را ﭘﺮداﺧﺖ ﻣﻲ ﻧﻤﺎﻳﺪ
ﻣﺪﻳﺮ ﻣﻤﻜﻦ اﺳﺖ ﻣﺸﺎور و ﻳﺎ ﻧﻤﺎﻳﻨﺪه.را ﻣﺸﺨﺺ ﺧﻮاﻫﺪ ﻛﺮد
.ﻗﺎﻧﻮﻧﻲ از ﻃﺮف ﺷﺮﻛﺖ ﺑﺎﺷﺪ
The party which initiates the project and ultimately
pays for its design and construction. The Company
will generally specify the technical requirements. The
principal may also include an agent or consultant
authorized to act for and on behalf of the Company.
:ﻃﺮاح
Designer:
ﺷﺨﺺ ﻳﺎ ﮔﺮوﻫﻲ ﻛﻪ ﻣﺴﺌﻮﻟﻴﺖ ﺗﻤﺎم ﻳﺎ ﺑﺨﺸﻲ از ﻃﺮاﺣﻲ و
.ﻣﻬﻨﺪﺳﻲ ﭘﺮوژه را داﺷﺘﻪ ﺑﺎﺷﻨﺪ
Person or party responsible for all or part of design
and engineering of project.
:ﻧﻘﻄﻪ ﺷﺒﻨﻢ
Dew Point:
.دﻣﺎﻳﻲ ﻛﻪ ﺑﺨﺎر آب ﺗﺒﺪﻳﻞ ﺑﻪ ﻣﺎﻳﻊ ﻣﻲ ﺷﻮد
The temperature at which moisture will condense.
:ﺳﺎزﻧﺪه
Fabricator:
ﮔﺮوﻫﻲ ﻛﻪ ﺗﻮﻟﻴﺪ ﻗﻄﻌﺎت را ﻣﻄﺎﺑﻖ ﺑﺎ ﻣﺸﺨﺼﺎت ﺗﻌﻴﻴﻦ ﺷﺪه ﺑﻪ
ﺑﻪ ﻃﻮر ﻛﻠﻲ اﻳﻦ ﻋﻨﻮان ﺑﺎ ﻟﻐﺖ.وﺳﻴﻠﻪ ﻛﺎرﻓﺮﻣﺎ اﻧﺠﺎم ﻣﻲ دﻫﻨﺪ
ﺳﺎزﻧﺪه ﻣﺸﺎﺑﻬﺖ دارد
The party which manufactures components to
perform the duties specified by the Company. It is
generally considered to be synonymous with the term
manufacturer.
:ﺳﻴﻤﺎن آﺑﻲ
Hydraulic Cement:
ﺳﻴﻤﺎﻧﻲ ﻛﻪ ﺑﺎ آب ﻓﻌﻞ و اﻧﻔﻌﺎل ﺷﻴﻤﻴﺎﻳﻲ داﺷﺘﻪ ﺳﻔﺖ و
.ﺳﺨﺖ ﺷﺪه و ﻗﺎدر اﺳﺖ ﻛﻪ اﻳﻦ ﻋﻤﻞ را در زﻳﺮ آب اﻧﺠﺎم دﻫﺪ
Cement that sets and hardens by chemical interaction
with water and capable of doing so under water.
:ﺑﺎزرس
Inspector:
ﺑﺎزرس ﻳﺎ ﻣﻬﻨﺪس ﺗﻮﺳﻂ ﺧﺮﻳﺪار اﺳﺘﺨﺪام ﻣﻲ ﺷﻮد و ﺑﻪ ﻋﻨﻮان
ﺣﺪود اﺧﺘﻴﺎرات ﺑﺎزرس ﻳﺎ ﻣﻬﻨﺪس.ﻧﻤﺎﻳﻨﺪه او ﻋﻤﻞ ﻣﻲ ﻧﻤﺎﻳﺪ
ﻳﺎ.ﻣﺘﻨﺎﺳﺐ ﺑﺎ وﻇﺎﻳﻒ ﺧﺎﺻﻲ اﺳﺖ ﻛﻪ ﺑﻪ او ﻣﺤﻮل ﻣﻲ ﺷﻮد
The inspector or engineer employed by the Purchaser
and acting as the purchaser’s representative, the
inspector’s or engineer’s respective assistants
properly authorized and limited to the particular
duties assigned to them, or the Purchaser acting as the
inspector.
.ﺧﺮﻳﺪار ﺑﻪ ﻋﻨﻮان ﺑﺎزرس ﻋﻤﻞ ﻣﻲ ﻛﻨﺪ
:ﺷﻴﺸﻪ
Glass:
ﻣﺤﺼﻮل ﻣﺬاب ﻣﻮاد ﻣﻌﺪﻧﻲ را ﻛﻪ ﺑﺪون ﻛﺮﻳﺴﺘﺎل ﺷﺪن ﺳﺮد و
.ﺳﺨﺖ ﻣﻲ ﺷﻮﻧﺪ ﮔﻮﻳﻨﺪ
Inorganic fusion product that has cooled to a rigid
condition without crystallizing.
:ﻛﻒ روي ﺑﺘﻦ
Laitance:
ﻛﻒ ﺷﻴﺮي رﻧﮓ روي ﺑﺘﻦ ﺗﺎزه
A milky white deposit on new concrete.
:ﭘﻮﺷﺶ داﺧﻠﻲ
Lining:
ﻫﺮ ورق ﻳﺎ ﻻﻳﻪ از ﻣﻮاد ﭘﻮﺷﺸﻲ ﻛﻪ ﺑﻪ ﻃﻮر ﻣﺴﺘﻘﻴﻢ ﺑﻪ ﺳﻄﺢ
.داﺧﻠﻲ ﻛﺎر ﭼﺴﺒﻴﺪه و ﻛﻴﻔﻴﺖ و ﻧﻤﺎي آن را ﺑﺎﻻ ﻣﻲ ﺑﺮد
Any sheet or layer of material attached directly to the
inside face of form work to improve or after quality
and surface texture.
:ﺣﺒﺎب
Lump:
ً ﻣﻌﻤﻮﻻ،در ﻟﻌﺎب ﻫﺎي ﭼﻴﻨﻲ ﻫﺮ ﺑﺮآﻣﺪﮔﻲ ﻣﺪور در ﺳﻄﺢ ﻟﻌﺎب
.ﻳﻚ ﻋﻴﺐ ﺑﻪ ﺷﻤﺎر ﻣﻲ آﻳﺪ
In porcelain enamels, a rounded projection in the
enamel surface, usually a defect.
12
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
:ﭘﻮﺳﺖ ﭘﺮﺗﻘﺎﻟﻲ
ﺣﺎﻟﺖ ﻣﻮﺟﻲ ﻏﻴﺮ ﻳﻜﻨﻮاﺧﺖ ﻟﻌﺎب ﭼﻴﻨﻲ و اﻳﺠﺎد زﻣﻴﻨﻪ ﭘﻮﺳﺖ
ﭘﺮﺗﻘﺎﻟﻲ ﮔﺎﻫﻲ از ﻧﻈﺮ ﺷﺮاﻳﻂ ﺳﻄﺢ ﺑﻪ ﺻﻮرت ﻳﻚ ﻋﻴﺐ ﻟﺤﺎظ
.ﻣﻲ ﺷﻮد
Orange Peel:
A surface condition characterized by an irregular
waviness of the porcelain enamel resembling an
orange skin in texture, sometimes considered a defect.
:ﺣﻔﺮه رﻳﺰ
ﻳﻚ ﺣﻔﺮه ﻛﻮﭼﻚ در ﭘﻮﺷﺶ داﺧﻠﻲ ﻛﻪ ﺑﺎﻋﺚ ﺧﻮردﮔﻲ ﺳﻄﺢ
ﻓﻠﺰ در ﺷﺮاﻳﻄﻲ ﻛﻪ ﭘﻮﺷﺶ ﺑﺮاي آن ﻃﺮاﺣﻲ ﺷﺪه اﺳﺖ ﺑﻪ وﺟﻮد
.آﻳﺪ
Pinhole:
A small defect in the lining that would permit
corrosion of the substrate under the conditions for
which the lining is designed.
:ﻳﺎدآوري
Note:
ﻫــﻢ ﻣﻌﻨﻲPore وHoliday ﺑـــﺎ ﻟﻐﺎتPinhole ﻟﻐﺖ
.ﻣﻲﺑﺎﺷﺪ
The word ’pinhole’ is synonymous with ’holiday’ and
’pore’.
:ﭘﻼﺳﺘﻴﻚ
Plastic:
ﻣﺎده اي ﻛﻪ ﺗﺮﻛﻴﺐ اﺻﻠﻲ ﻳﻚ ﻣﺎده ﭘﻠﻴﻤﺮي ﺑﻮده و در ﺑﺮﺧﻲ
ﻣﺮاﺣﻞ ﻓﺮآﻳﻨﺪي ﺑﺎ ﺳﻴﻼن ﺑــﻪ ﺷﻜﻞ ﻣﺤﺼﻮﻻت ﻧﻬﺎﻳﻲ در
. ﻣﻲآﻳﺪ
A material that contains as an essential ingredient a
high polymer and which at some stage in its processing
into finished products can be shaped by flow.
:ﭼﻴﻨﻲ
Porcelain:
ﺳﺮاﻣﻴﻚ ﺷﻴﺸﻪ اي ﺑﺮاق ﻳﺎ ﻏﻴﺮﺑﺮاق ﻛﻪ از ﺗﺮﻛﻴﺐ ﺳﺮاﻣﻴﻚ و
.ﺷﻴﺸﻪ ﺑﺎ ﻫﻢ در ﻳﻚ ﻓﺮآﻳﻨﺪ ﺣﺮارﺗﻲ ﻣﺸﺎﺑﻪ ﺗﻬﻴﻪ ﻣﻲ ﺷﻮﻧﺪ
Glazed or unglazed vitreous ceramic whiteware
matured like ceramic and glazed together in the same
firing operation.
:ﺳﻴﻤﺎن ﭘﺮﺗﻠﻨﺪ
Portland Cement :
،ﺑﻪ ﻃﻮر ﻛﻠﻲ ﻛﻠﻴﻨﻜﺮ زﻣﻴﻨﻲ ﺷﺎﻣﻞ ﻛﻠﺴﻴﻢ ﺳﻴﻠﻜﺎت آﺑﺪار
آﻟﻮﻣﻴﻨﺎت و ﻣﻌﻤﻮﻻً ﺷﺎﻣﻞ ﻳﻚ ﻳﺎ دو ﻧﻮع از ﻛﻠﺴﻴﻢ ﺳﻮﻟﻔﺎت ﺑﻪ
.ﻋﻨﻮان ﻣﺎده اﻓﺰودﻧﻲ ﻣﻲ ﺑﺎﺷﻨﺪ
Ground clinker generally consisting of hydraulic
calcium silicates and aluminates and usually
containing one or more forms of calcium sulfate as an
interground additive"
:ﭘﻮﺷﺶ ﭘﻮدر آﻟﻲ
Powder Organic Coating:
رزﻳﻦ ﻫﺎ و ﺳﺎﻳﺮ اﻓﺰودﻧﻲ ﻫﺎ ﻛﻪ،ﻣﺤﺼﻮﻟﻲ ﺷﺎﻣﻞ رﻧﮓ داﻧﻪ ﻫﺎ
ﺑﻪ ﺷﻜﻞ ﭘﻮدر روي ﻳﻚ ﺳﻄﺢ ﻓﻠﺰ اﻋﻤﺎل ﻣﻲ ﮔﺮدد و ذوب ﺷﺪه
.و ﺑﻪ ﺷﻜﻞ ﻻﻳﻪ ﻧﻬﺎﻳﻲ ﻣﻨﺴﺠﻢ و ﭼﺴﺒﻨﺪه در ﻣﻲ آﻳﺪ
A product containing pigments, resins and other
additives which is applied in the form of a powder on
to a metallic substrate and is fused to form a coherent
continuous finish.
:ﺳﻴﻤﺎن ﭘﻮزوﻻن
Pozzolan :
ﻣﺎده ﺳﻴﻠﻴﺲ ﻳﺎ ﺳﻴﻠﻴﺲ و آﻟﻮﻣﻴﻨﻴﻢ ﻛﻪ ﺑﻪ ﺗﻨﻬﺎﻳﻲ ارزش
ﺳﻴﻤﺎﻧﻲ ﻧﺪاﺷﺘﻪ اﻣﺎ ﺑﻪ ﺷﻜﻞ ﭘﻮدر ﺑﺴﻴﺎر ﻧﺮم در ﻣﺠﺎورت
رﻃﻮﺑﺖ ﺑﺎ ﻛﻠﺴﻴﻢ ﻫﻴﺪرواﻛﺴﻴﺪ در دﻣﺎي ﻣﻌﻤﻮﻟﻲ ﻓﻌﻞ و اﻧﻔﻌﺎل
،ﺷﻴﻤﻴﺎﻳﻲ اﻧﺠﺎم داده ﺗﺎ ﺗﺮﻛﻴﺒﻲ ﺑﺎ ﺧﻮاص ﺳﻴﻤﺎن ﺑﻪ وﺟﻮد آورد
.ﭘﻮزوﻻﻧﻬﺎ ﺑﻪ ﺻﻮرت ﻃﺒﻴﻌﻲ و ﻣﺼﻨﻮﻋﻲ وﺟﻮد دارﻧﺪ
A siliceous or siliceous and aluminous material that in
itself possesses little or no cementitious value but
that will, in finely divided form and in the presence of
moisture, chemically react with calcium hydroxide at
ordinary temperatures to form compounds having
cementitious properties; there are both natural and
artificial pozzolans.
:اﻛﺴﻴﺪ ﺳﻴﻠﻴﺴﻴﻢ/ﻛﻮارﺗﺰ
Quartz/Silica:
ﺷﻴﺸﻪ ﻳﺎ ﺑﻪ وﺳﻴﻠﻪ ﻓﻌﻞ و اﻧﻔﻌﺎل ﺣﺮارﺗﻲ ﺳﻴﻠﻴﺲ ﺗﺘﺮاﻛﻠﺮﻳﺪ ﻳﺎ
ذوب اﻛﺴﻴﺪ ﺳﻴﻠﻴﺴﻴﻢ ﺳﺎﺧﺘﻪ ﺷﺪه ﻛـــﻪ ﻣﻌﻤﻮﻻً ﺑـــﻪ ﺷﻜﻞ
.داﻧﻪ ﻫﺎي ﻛﻮارﺗﺰ ﻳﺎ اﻛﺴﻴﺪ ﺳﻴﻠﻴﺴﻴﻢ ذوب ﺷﺪه ﻣﻲ ﺑﺎﺷﺪ
Glass made either by flame hydrolysis of silicon
tetrachloride or by melting silica, usually in the form
of granular quartz, i.e. fused silica.
13
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
:ﻣﻮاد ﻧﺴﻮز
Refractories:
ﻣﻮاد ﻧﺴﻮز ﻏﻴﺮﻓﻠﺰي ﺑﺎ ﺧﻮاص ﻓﻴﺰﻳﻜﻲ و ﺷﻴﻤﻴﺎﻳﻲ ﺑﺮاي ﺳﺎزهﻫﺎ
و ﻳﺎ اﺟﺰاء ﺳﺎﻣﺎﻧﻪ ﻛﻪ در ﻣﻌﺮض ﻣﺤﻴﻂ ﻫﺎي ﺣﺮارﺗﻲ ﺑﺎﻻ ﺣﺪود
ﺑﻪ، درﺟﻪ ﻓﺎرﻧﻬﺎﻳﺖ( ﻗﺮار دارد1000) درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد500
.ﻛﺎر ﻣﻲ رود
Non-metallic materials with chemical and physical
properties applicable for structures and system
components
exposed
to
high
temperature
environments about 500°C (1000°F).
:رزﻳﻦ
Resin:
ﻧﻴﻤﻪ ﺟﺎﻣﺪ ﻳﺎ ﻣﺎده آﻟﻲ ﺷﺒﻪ ﺟﺎﻣﺪ ﻛﻪ ﺟﺮم،ﻳﻚ ﻣﺎده ﺟﺎﻣﺪ
ﻣﻠﻜﻮﻟﻲ ﻧﺎﻣﺸﺨﺺ و اﻏﻠﺐ زﻳﺎد داﺷﺘﻪ و زﻣﺎﻧﻲ ﻛﻪ در ﻣﻌﺮض
،ﺗﻨﺶ ﻗﺮار ﻣﻴﮕﻴﺮد ﺗﻤﺎﻳﻞ ﺑﻪ ﺳﻴﻼن از ﺧﻮد ﻧﺸﺎن ﻣﻴﺪﻫﺪ
ﻣﻌﻤﻮﻻً داﻣﻨﻪ ﻧﺮم ﻳـــﺎ ذوب ﺷﺪن داﺷﺘﻪ و ﺳﻄﻮح ﺷﻜﺴﺖ آن
در ﻳﻚ ﻣﻔﻬﻮم وﺳﻴﻊ ﺑﻪ ﻫﺮ.داراي ﭘﺴﺘﻲ و ﺑﻠﻨﺪي اﺳﺖ
. اﺗﻼق ﻣﻲ ﮔﺮدد،ﭘﻠﻴﻤﺮي ﻛﻪ ﻣﺎده اوﻟﻴﻪ ﭘﻼﺳﺘﻴﻚ اﺳﺖ
A solid, semisolid, or pseudo solid organic material
that has an indefinite and often high relative
molecular mass, exhibits a tendency to flow when
subjected to stress, usually has a softening or melting
range and, usually fractures conchoidally. In a broad
sense, the term is used to designate any polymer that
is a basic material for plastics.
:ﻻﺳﺘﻴﻚ
Rubber:
ﺗﻌﺪادي از ﭘﻠﻴﻤﺮﻫﺎي ﻃﺒﻴﻌﻲ و ﻳﺎ ﻣﺼﻨﻮﻋﻲ ﻛﻪ ﺧﻮاص ﺗﻐﻴﻴﺮ
ﺷﻜﻞ ﻳﻜﻨﻮاﺧﺖ )ﻃﻮﻟﻲ ﻳﺎ ﺗﺴﻠﻴﻢ ﻧﺎﺷﻲ از ﺗﻨﺶ داﺷﺘﻪ( و ﺑﻌﺪ از
ﺳﺨﺖ ﺷﺪن ﺑﺎ ﺗﺮﻛﻴﺒﺎت ﮔﻮﮔﺮدي ﻳﺎ ﻋﺎﻣﻞ اﺗﺼﺎل ﻋﺮﺿﻲ دﻳﮕﺮ
ﻛﻪ در ﺗﻐﻴﻴﺮات ﭘﻠﻴﻤﺮ از ﺣﺎﻟﺖ ﺗﺮﻣﻮﭘﻼﺳﺖ ﺑﻪ ﺗﺮﻣﻮﺳﺖ اﺛﺮ
داﻣﻨﻪ ﺗﺴﻠﻴﻢ ﻳﺎ.دارﻧﺪ داراي ﺑﺮﮔﺸﺖ ﺑﻪ ﺣﺎﻟﺖ ارﺗﺠﺎﻋﻲ اﺳﺖ
. درﺻﺪ ﻣﻲﺑﺎﺷﺪ1000 ﻛﺸﺶ ﻻﺳﺘﻴﻚ از ﭼﻨﺪ ﺻﺪ ﺗﺎ ﺑﻴﺶ از
Any of a number of natural of synthetic high
polymers having unique properties of deformation
(Elongation or yield under stress) and elastic recovery
after vulcanization (q .v ) with sulfur or other cross
Linking agent , which in effect changes the polymer
from thermoplastic to thermo setting . The yield or
stretch of the vulcanized material rages from a few
hundred to over 1000 per cent .
:ﺷﻜﻢ دادن
Sagging:
( ﻧﻘﺼﻲ ﻛـﻪ ﺑﻪ ﺷﻜﻞ ﺧﻂ ﻣﻮﺟﻲ ﻳﺎ ﺧﻄﻮط در ﺳﻄﻮح1
1) A defect characterized by a wavy line or lines
appearing on those surfaces of porcelain enamel
that have been fired in a vertical position.
ﻟﻌﺎب ﻫﺎي ﭼﻴﻨﻲ ﻛﻪ در ﺷﺮاﻳﻂ ﻋﻤﻮدي ﺣﺮارت داده ﺷﺪه
.اﺳﺖ ﻇﺎﻫﺮ ﻣﻲ ﺷﻮد
( ﻧﻘﺼﻲ ﻛﻪ ﺑﻪ ﺷﻜﻞ ﺧﻤﺶ ﻏﻴﺮﻗﺎﺑﻞ ﺑﺮﮔﺸﺖ ﺑﻪ ﺳﻤﺖ2
2) A defect characterized by irreversible
downward bending in an article insufficiently
supported during the firing cycle.
ﭘﺎﻳﻴﻦ در ﺟﺴﻤﻲ ﻛﻪ ﻓﺎﻗﺪ ﭘﺎﻳﻪ ﻛﺎﻓﻲ در ﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ
. اﻳﺠﺎد ﺷﻮد،ﻗﺮار ﮔﻴﺮد
:ﺳﻔﺎﻟﻴﻨﻪ ﺑﺴﻴﺎر ﺳﺨﺖ
Stone Ware:
ﺳﺮاﻣﻴﻚ ﻫﺎي ﺷﻴﺸﻪ اي ﻳﺎ ﻧﻴﻤﻪ ﺷﻴﺸﻪاي داراي ﺑﺎﻓﺖ ﻇﺮﻳﻒ
.ﻛﻪ اﺻﻮﻻً از ﺧﺎك ﻏﻴﺮ ﻧﺴﻮز ﺳﺎﺧﺘﻪ ﻣﻲ ﺷﻮﻧﺪ
Vitreous or semi-vitreous ceramics of fine texture
made primarily from non-refractory fire clay,
ﻧﻴﻤﺮخ ﺳﻄﺢ
Surface Profile:
ﻣﻘﻄﻊ ﻋﻤﻮدي ﺳﻄﺢ وﺳﻴﻠﻪ اﻧﺪازه ﮔﻴﺮي زﺑﺮي ﺣﺎﺻﻞ از ﺗﻤﻴﺰ
ﻋﻤﻖ. ﻛﺎري ﺑﺎ اﺳﺘﻔﺎده از ﭘﺮﺗﺎب ﻣﻮاد ﺳﺎﻳﻨﺪه ﺑﻪ آن ﻣﻲﺑﺎﺷﺪ
زﺑﺮي اﻧﺪازه ﭘﺎﺋﻴﻦ ﺗﺮﻳﻦ ﻧﻘﻄﻪ ﮔﻮدي ﺣﺎﺻﻞ از ﺗﻤﻴﺰ ﻛﺎري ﺗﺎ
. ﺑﺎﻻﺗﺮﻳﻦ ﻧﻮك ﻳﺎ ﻗﻠﻪ آن ﻣﻲﺑﺎﺷﺪ
Surface profile is a measurement of the roughness of
the surface which results from abrasive blast cleaning.
The height of the profile produced on the surface is
measured from the bottoms of the lowest valleys to
the tops of the highest peaks.
:ﮔﺴﻴﺨﺘﮕﻲ
Tearing:
ﻧﻘﺺ در ﺳﻄﺢ ﻟﻌﺎب ﭼﻴﻨﻲ ﻛﻪ ﺑﺎ ﺑﺮش ﻫﺎ و ﺗﺮك ﻫﺎي ﻛﻮﭼﻚ
.ﻣﺸﺨﺺ و ﻗﺎﺑﻞ ﺗﺮﻣﻴﻢ و ﺗﻌﻤﻴﺮ ﻣﻲ ﺑﺎﺷﺪ
A defect in the surface of porcelain enamel,
characterized by short breaks or cracks which have
been healed.
14
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
:ﻣﻮاد ﺗﺮﻣﻮﭘﻼﺳﺖ
Thermoplastic Material:
ﭘﻼﺳﺘﻴﻜﻲ ﻛﻪ در داﻣﻨﻪ ﺣﺮارﺗﻲ ﭘﻼﺳﺘﻴﻚ ﻣﻜﺮراً ﺑﺎ ﺣﺮارت ﻧﺮم
در ﺣﺎﻟﺖ ﻧﺮﻣﻲ ﺷﻜﻞ ﭘﺬﻳﺮ ﺑﻮده و.و ﺑﺎ ﺳﺮد ﻧﻤﻮدن ﺳﺨﺖ ﺷﻮد
.ﺑﺎ روش ذوب و ﻗﺎﻟﺐ ﮔﻴﺮي ﺑﻪ اﺷﻜﺎل ﻣﺨﺘﻠﻒ در ﺧﻮاﻫﺪ آﻣﺪ
A plastic that repeatedly will soften by heating and
harden by cooling within a temperature range
characteristic for the plastic. In the softened state it
can be shaped by flow into articles, e.g. by
molding/extrusion.
:ﻣﻮاد ﺗﺮﻣﻮﺳﺖ
Thermosetting Material:
ﭘﻼﺳﺘﻴﻚ ﻫﺎي ﺗﺮﻣﻮﺳﺖ ﺑﻌﺪ از ﺳﺨﺖ ﺷﺪن ﺑﻪ وﺳﻴﻠﻪ ﮔﺮﻣﺎ و
.ﻳﺎ ﺳﺎﻳﺮ روش ﻫﺎ اﺳﺎﺳﺎً ﻏﻴﺮﻗﺎﺑﻞ ذوب و ﻧﺎﻣﺤﻠﻮل ﻣﻲ ﺑﺎﺷﻨﺪ
A plastic being substantially infusible and insoluble
after curing by heat or other means.
اﺧﺘﺼﺎرات2-3
3.2 Abbreviations
BR
Polybutadiene Rubber
CSM
Chlorosulfonated Polyethylene (Chlorinated
Rubber)
CR
Chloroprene Rubber
ﻻﺳﺘﻴﻚ ﭘﻠﻲ ﺑﻮﺗﺎدﻳﻦ
)ﻻﺳﺘﻴﻚ
ﻻﺳﺘﻴﻚ ﻛﻠﺮوﭘﺮﻳﻦ
ECTFE Ethylene-Chlorotrifluoro-Ethylene
EPDM
Ethylene-Propylene Diene Monomer
EPR
Ethylene-propylene Rubber
EVA
Ethylene Vinyl Acetate
FEP
Fluorinated Ethylene Propylene Copolymer
FKM
Fluorinated Rubber (Polymethylene Type)
IIR
Butyl Rubber
IR
Synthetic Polyisoprene
NBR
Nitrile Rubber
NR
Natural Rubber (Poly isoprene)
PA
ﻛﻠﺮﻳﺪ ﺳﻮﻟﻔﻮﻧﺎت ﭘﻠﻲ اﺗﻴﻠﻦ
(ﻛﻠﺮﻳﻨﻪ ﺷﺪه
BR
CSM
CR
اﺗﻴﻠﻦ –ﻛﻠﺮو ﺗﺮي ﻓﻠﻮرو – اﺗﻴﻠﻦ
ECTFE
اﺗﻴﻠﻦ – ﭘﺮوﭘﻴﻠﻦ دﻳﻦ ﻣﻨﻮﻣﺮ
EPDM
ﻻﺳﺘﻴﻚ اﺗﻴﻠﻦ – ﭘﺮوﭘﻴﻠﻦ
EPR
اﺗﻴﻠﻦ وﻳﻨﻴﻞ اﺳﺘﺎت
EVA
اﺗﻴﻠﻦ ﭘﺮوﭘﻴﻠﻦ ﻛﻮﭘﻠﻴﻤﺮ ﻓﻠﻮرﻳﻨﻪ ﺷﺪه
FEP
( ﻓﻠﻮرﻳﻨﻪ ﺷﺪه )ﻧﻮع ﭘﻠﻲ ﻣﺘﻴﻠﻦ،ﻻﺳﺘﻴﻚ
FKM
ﻻﺳﺘﻴﻚ ﺑﻮﺗﻴﻞ
IIR
ﭘﻠﻲ اﻳﺰوﭘﺮﻳﻦ ﻣﺼﻨﻮﻋﻲ
IR
ﻻﺳﺘﻴﻚ ﻧﻴﺘﺮﻳﻞ
NBR
(ﻻﺳﺘﻴﻚ ﻃﺒﻴﻌﻲ )ﭘﻠﻲ اﻳﺰوﭘﺮﻳﻦ
NR
Polyamide
ﭘﻠﻲ آﻣﻴﺪ
PA
PE
Polyethylene
ﭘﻠﻲ اﺗﻴﻠﻦ
PE
PF
Phenol-Formaldehyde
ﻓِﻨﻞ – ﻓﺮﻣﺎﻟﺪﻫﻴﺪ
PF
PFA
Perfluoroalkoxy
ﭘﺮﻓﻠﻮرواﻟﻜﻮﻛﺴﻲ
PFA
PP
Polypropylene
PTFE
Polytetra Fluoro Ethylene
PU
Polyurethane
PVC
Polyvinyl Chloride
ﭘﻠﻲ ﭘﺮوﭘﻴﻠﻦ
ﭘﻠﻲ ﺗﺘﺮاﻓﻠﻮرواﺗﻴﻠﻦ
ﭘﻠﻲ اورﺗﺎن
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ
15
PP
PTFE
PU
PVC
Jan. 2010/ 1388 دي
PVDF
Polyvinylidene Fluoride
SBR
Styrene butadiene Rubber
XNBR
Carboxylated Nitrile Rubber
IPS-E-TP-350(1)
ﭘﻠﻲ وﻳﻨﻴﻞ ﻓﻠﻮرﻳﺪ
ﻻﺳﺘﻴﻚ اﺳﺘﺎﻳﺮﻳﻦ ﺑﻮﺗﺎدﻳﻦ
ﻻﺳﺘﻴﻚ ﻧﻴﺘﺮﻳﻞ ﻛﺮﺑﻮﻛﺴﻲ ﺷﺪه
PVDF
SBR
XNBR
واﺣﺪﻫﺎ-4
4. UNITS
ﻣﻨﻄﺒـﻖ،(SI) ﺑﺮﻣﺒﻨﺎي ﻧﻈﺎم ﺑﻴﻦ اﻟﻤﻠﻠﻲ واﺣﺪﻫﺎ،اﻳﻦ اﺳﺘﺎﻧﺪارد
ﻣﮕـﺮ آﻧﻜـﻪ در ﻣـﺘﻦ، ﻣـﻲﺑﺎﺷـﺪIPS-E-GN-100 ﺑﺎ اﺳﺘﺎﻧﺪارد
This standard is based on International System of
Units (SI), as per IPS-E-GN-100 except where
otherwise specified.
.اﺳﺘﺎﻧﺪارد ﺑﻪ واﺣﺪ دﻳﮕﺮي اﺷﺎره ﺷﺪه ﺑﺎﺷﺪ
ﻫﺪف از ﭘﻮﺷﺶ داﺧﻠﻲ-5
5. PURPOSE OF LINING
ﺟﻠﻮﮔﻴﺮي از ﺧﻮردﮔﻲ ﺗﻮﺳﻂ ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﻪ دﻻﻳﻞ ﻣﺘﻌﺪدي
.ﻣﻤﻜﻦ اﺳﺖ ﻗﺎﺑﻞ ﺗﻮﺟﻪ ﺑﺎﺷﺪ
Preventation of corrosion by lining may be desirable
for several reasons:
. اﻓﺰاﻳﺶ ﻋﻤﺮ ﺗﺠﻬﻴﺰات1-5
5.1 To extend the life of equipment.
. ﺟﻠﻮﮔﻴﺮي از ﻣﺘﻮﻗﻒ ﺷﺪن ﺗﺠﻬﻴﺰات2-5
5.2 To prevent shutdowns.
. ﺟﻠﻮﮔﻴﺮي از ﺣﻮادث ﻧﺎﺷﻲ از ﺧﻮردﮔﻲ3-5
5.3 To prevent accidents resulting from corrosion
failures.
. از آﻟﻮدﮔﻲ ﻣﻮاد ﺗﻮﻟﻴﺪ ﺷﺪه ﺟﻠﻮﮔﻴﺮي ﻣﻲ ﺷﻮد4-5
5.4 To avoid product contamination.
ﻧﻴﺎز ﺑﻪ اﺳﺘﺎﻧﺪارد-6
6. THE NEED FOR STANDARD
ﻋﻤﺮ ﺑﺎﻟﻘﻮه ﻳﻚ ﺳﺎﻣﺎﻧﻪ ﺣﻔﺎﻇﺘﻲ ﺑﻌﻴـﺪ اﺳـﺖ ﺗﺤﻘـﻖ ﭘﻴـﺪا1-6
6.1 The potential life of a protective system is
unlikely to be realized, unless:
:ﻛﻨﺪ ﻣﮕﺮ اﻳﻦ ﻛﻪ
اﻟﻒ( ﻳﻚ ﺳﺎﻣﺎﻧﻪ ﺻﺤﻴﺢ اﻧﺘﺨﺎب ﺷﻮد؛
a) The correct choice of system is made;
،ب( ﺗﻬﻴﻪ ﻣﻮادي ﻛﻪ در ﻳﻚ ﺳﺎﻣﺎﻧﻪ ﭘﻮﺷﺸﻲ ﺑﻪ ﻛﺎر ﻣﻲرود
b) the materials used in the system can be supplied
when required and with the properties attributed to
them when making the choice;
ﻫﻨﮕﺎم ﻧﻴﺎز و اﻧﺘﺨﺎب ﺑﺎ ﻫﻤﺎن ﺧﻮاص ﻛـﻪ ﻣـﻮرد ﻧﻈـﺮ اﺳـﺖ
.اﻣﻜﺎن ﭘﺬﻳﺮ ﺑﺎﺷﺪ
c) the materials are applied in conditions and with
standards of workmanship described in the
IPS-C-TP-352;
ج ( ﻣــــﻮاد در ﺷــﺮاﻳﻂ و اﺳــﺘﺎﻧﺪاردﻫﺎي ﻛﻴﻔﻴــﺖ ﺳــﺎﺧﺖ
. ﺑﻪ ﻛﺎر ﻣﻲ روﻧﺪIPS-C-TP-352 ﺗﺸﺮﻳﺢ ﺷﺪه در
d) the handling, transportation and storage (over
which the main contractor has minimal control) of
all materials and lined components results in no
damage to the integrity of the materials or coating
that can not be completely restored;
ﺣﻤﻞ و ﻧﻘﻞ و اﻧﺒﺎر ﻛـﺮدن )ﺑـﻴﺶ از ﺣـﺪاﻗﻞ،د ( ﺟﺎﺑﺠﺎﻳﻲ
e) the erection procedures cause no damage to the
lining that can not be completely restored;
ﻫ( روش ﻫــﺎي ﻧــﺼﺐ ﺑﺎﻋــﺚ ﻣــﻲ ﺷــﻮﻧﺪ ﺗــﺎ از وارد آﻣــﺪن
f) such restoration of damaged areas results in a
protection at least as good as that of the
undamaged areas.
ﺣﺪاﻗﻞ ﺑﻪ،و ( ﻧﺘﻴﺠﻪ ﺗﺮﻣﻴﻢ ﻧﻮاﺣﻲ آﺳﻴﺐ دﻳﺪه در ﺣﻔﺎﻇﺖ
ﻛﻨﺘﺮل ﭘﻴﻤﺎﻧﻜﺎر اﺻﻠﻲ( ﺗﻤﺎم ﻣﻮاد و اﺟﺰاء ﭘﻮﺷﺶ داﺧﻠﻲ ﺑـﺎ
ﻫﺪف ﺟﻠﻮﮔﻴﺮي از ﺧـﺴﺎرت ﺑـﻪ ﻛـﻞ ﻣـﻮاد ﻳـﺎ ﭘﻮﺷـﺶ ﻛـﻪ
.ﻧﻤﻲﺗﻮان ﻛﻼً ﻋﻮدت داد ﺻﻮرت ﮔﻴﺮد
.ﺧﺴﺎرت ﻏﻴﺮ ﻗﺎﺑﻞ ﺟﺒﺮان ﺑﻪ ﭘﻮﺷﺶ داﺧﻠﻲ ﺟﻠﻮﮔﻴﺮي ﺷﻮد
.ﻫﻤﺎن ﺧﻮﺑﻲ ﻧﻮاﺣﻲ ﺻﺪﻣﻪ ﻧﺪﻳﺪه ﻣﻲ ﺑﺎﺷﺪ
:ﻳﺎدآوري ﻫﺎ
Notes:
( اﮔﺮ ﭘﻮﺷﺶ داﺧﻠﻲ ﭘﺲ از ﻧﺼﺐ ﺗﺠﻬﻴﺰات اﻧﺠﺎم ﺷـﻮد1
ﻣﻲﺑﺎﻳﺴﺖ ﺑﻪ آﻣﺎده ﺳﺎزي ﺻﺤﻴﺢ ﺳـﻄﺢ و ﻛﻨﺘـﺮل ﻛﻴﻔﻴـﺖ
.ﻋﺎﻳﻖ ﻗﺒﻞ از اﺟﺮا ﺑﺎﻳﺪ ﺗﻮﺟﻪ داﺷﺖ
1) If the lining is applied after the equipment has
been installed, due consideration shall be given to
proper surface preparation and quality control
befor application.
16
Jan. 2010/ 1388 دي
2) If the lining is applied before the equipment is
installed, due consideration shall be given to lining
of field joints.
IPS-E-TP-350(1)
( اﮔــﺮ ﭘﻮﺷﺶ داﺧﻠﻲ ﻗﺒـﻞ از ﻧـﺼﺐ ﺗﺠﻬﻴـﺰات اﻧﺠـﺎم2
. ﻣﻲﺑﺎﻳﺴﺖ ﺑﻪ ﭘﻮﺷﺶ اﺗﺼﺎﻻت در ﻣﻨﻄﻘﻪ ﺗﻮﺟﻪ ﺷﻮد،ﺷﻮد
ﻓﺎﻛﺘﻮرﻫﺎي ﻣﺘﻨﻮع زﻳﺎدي )ﻫـﻢ ﻃﺒﻴﻌـﻲ و ﻏﻴـﺮه( وﺟـﻮد2-6
6.2 There are many variable factors (both natural and
otherwise) which can influence the fulfillment of all
these conditions for success, and it follows that no
two projects can be exactly similar, this is one reason
why a "standard" specification shall always be
included in a set of contract documents.
دارﻧﺪ ﻛﻪ ﻣﻲ ﺗﻮاﻧﻨﺪ ﺑﺮ اﻳﻦ ﺷﺮاﻳﻂ ﻣﻮﻓﻘﻴﺖ ﺑـﻪ ﻃـﻮر ﻛﺎﻣـﻞ اﺛـﺮ
در اﺟﺮاي دو ﭘﺮوژه اﻳﻦ ﺷﺮاﻳﻂ ﻣﺸﺎﺑﻪ ﻧﺒﻮده و ﺑـﻪ،داﺷﺘﻪ ﺑﺎﺷﻨﺪ
"ﻫﻤﻴﻦ دﻟﻴﻞ اﺳﺖ ﻛـﻪ ﺑﺎﻳـﺪ ﻫﻤﻴـﺸﻪ ﻣﺸﺨـﺼﺎت "اﺳـﺘﺎﻧﺪارد
.ﻫﻤﺮاه ﻣﺪارك ﭘﻴﻤﺎن ﺑﺎﺷﺪ
ﻃﺮاﺣﻲ ﭘﻮﺷﺶ داﺧﻠﻲ-7
7. LINING DESIGN
ﻣﺒﺎدﻟﻪ داده ﻫﺎي ﻃﺮاﺣﻲ1-7
7.1 Exchange of Design Data
ﻫﻤﻔﻜﺮي اوﻟﻴﻪ ﺑﻴﻦ ﺗﻤﺎم ﻃﺮﻓﻴﻦ ﻣﺮﺗﺒﻂ ﺑﺎ اﻋﻤﺎل اﻳﻦ اﺳـﺘﺎﻧﺪارد
ﻣﻬﻨﺪﺳﻲ ﺟﻬﺖ داﻳﺮ ﻧﻤﻮدن اﻃﻼﻋﺎت زﻳﺮ ﻛﻪ ﺑﺎﻳﺪ ﺑﻪ ﻃﻮر ﻛﺎﻣـﻞ
. ﺑﺎﻳﺪ ﺑﺮﻗﺮار ﮔﺮدد،ﻣﺴﺘﻨﺪﺳﺎزي ﺷﻮد
Early consultation shall be arranged between all
parties concerned with the application of this
Engineering Standard, to establish the following
information which shall be fully documented.
. اﻃﻼﻋﺎﺗﻲ ﻛﻪ ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﺧﺮﻳﺪار ﺗﻬﻴﻪ ﺷﻮد1-1-7
7.1.1 Information to be Supplied by the Purchaser
The Purchaser shall state either 7.1.1.1 or 7.1.1.2:
را ﺑﻴـﺎن2-1-1-7 ﻳـﺎ1-1-1-7 ﺧﺮﻳﺪار ﺑﺎﻳﺪ ﻳﻜﻲ از دو ﺑﻨـﺪ
.ﻧﻤﺎﻳﺪ
7.1.1.1 Precise details of the lining requirements;
. ﺟﺰﻳﻴﺎت دﻗﻴﻖ در ﺧﺼﻮص ﻧﻴﺎزﻫﺎي ﭘﻮﺷﺶ داﺧﻠﻲ1-1-1-7
7.1.1.2 The service conditions for which the lining
required.
ﺷﺮاﻳﻂ ﻋﻤﻠﻴﺎﺗﻲ ﻛﻪ ﭘﻮﺷﺶ داﺧﻠﻲ ﻧﻴﺎز دارد2-1-1-7
In case of 7.1.1.2 the Purchaser shall provide the
relevant information detailed in following:
ﺧﺮﻳﺪار ﺑﺎﻳﺪ اﻃﻼﻋـﺎت ﻣـﺮﺗﺒﻂ ﻛـﻪ در2-1-1-7 در ﺣﺎﻟﺖ ﺑﻨﺪ
.زﻳﺮ ﺗﺸﺮﻳﺢ ﮔﺮدﻳﺪه اﺳﺖ را ﺗﻬﻴﻪ ﻧﻤﺎﻳﺪ
اﻟﻒ( ﺟﺰﻳﻴﺎت ﻃﺮاﺣﻲ و ﺳﺎﺧﺖ ﺗﺠﻬﻴـﺰات ﻛـﻪ ﻗـﺮار اﺳـﺖ
a) Design and fabrication details of the equipment
to be lined and provision of drawings (see Clause
7.3).
ﻣﺮاﺟﻌـﻪ3-7 ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﻮد و ﺗﻬﻴﻪ ﻧﻘﺸﻪ ﻫﺎ )ﺑﻪ ﺑﻨـﺪ
.(ﺷﻮد
b) Details of gasket materials.
.ب ( ﺟﺰﻳﻴﺎت ﻣﻮاد ﻻﻳﻲ
ج ( ﺟﺰﻳﻴﺎت ﻣﺤﺘﻮﻳﺎت ﻇﺮوف ﻳﺎ ﺗﺠﻬﻴﺰات ﺑـﻪ اﻧـﻀﻤﺎم اﺛـﺮ
c) Details of the contents of the vessels or
equipment, including trace materials (see Section
8).
.( ﻣﺮاﺟﻌﻪ ﺷﻮد8 ﻣﻮاد )ﺑﻪ ﻗﺴﻤﺖ
d) The design temperature (see Section 8).
.( ﻣﺮاﺟﻌﻪ ﺷﻮد8 د ( درﺟﻪ ﺣﺮارت ﻃﺮاﺣﻲ )ﺑﻪ ﻗﺴﻤﺖ
e) The design pressure.
.ﻫ ( ﻓﺸﺎر ﻃﺮاﺣﻲ
f) The details of any solids to be handled (see
Section 8).
8 و ( ﺟﺰﻳﻴﺎت ﻣﻮاد ﺟﺎﻣﺪي ﻛﻪ ﺑﺎﻳﺪ ﺟﺎﺑﺠﺎ ﺷﻮﻧﺪ )ﺑﻪ ﻗﺴﻤﺖ
g) Any specific mechanical properties required of
the lining including suitability for machining (see
Section 8).
ز ( ﺧﻮاص ﻣﻜﺎﻧﻴﻜﻲ ﻣﻮرد ﻧﻴﺎز ﭘﻮﺷـﺶ داﺧﻠـﻲ ﺑـﻪ اﻧـﻀﻤﺎم
(ﻣﺮاﺟﻌﻪ ﺷﻮد
ﻣﺮاﺟﻌـﻪ8 ﻣﻨﺎﺳﺐ ﺑﻮدن آن ﺟﻬﺖ ﻣﺎﺷﻴﻦ ﻛﺎري )ﺑﻪ ﻗﺴﻤﺖ
.(ﺷﻮد
.ح ( روش ﻫﺎي ﮔﺮم و ﻳﺎ ﺳﺮد ﻛﺮدن
h) The methods of heating and/or cooling.
، ﺷﺴﺘـﺸﻮ ﺑـﺎ آب، ﺑـﺮاي ﻣﺜـﺎل،ط( روش ﻫﺎي ﺗﻤﻴﺰ ﻧﻤﻮدن
i) Cleaning methods, for example, water washing,
solvent washing, boiling out or steaming (see
IPS-C-TP-352).
آب ﺟﻮش و ﻳﺎ ﺑﺨﺎر زﻧﻲ )ﺑﻪ اﺳﺘﺎﻧﺪارد،ﺷﺴﺘﺸﻮ ﺑـــﺎ ﺣﻼل
352
( ﻣﺮاﺟﻌﻪ ﺷﻮدIPS-C-TP-351
17
Jan. 2010/ 1388 دي
j) Where the lining work will be done.
IPS-E-TP-350(1)
.ي ( ﻣﺤﻠﻲ ﻛﻪ ﭘﻮﺷﺶ داﺧﻠﻲ اﻧﺠﺎم ﺧﻮاﻫﺪ ﺷﺪ
k) Site conditions which may affect the work, for
example, availability of services.
ك ( ﺷﺮاﻳﻂ ﻛﺎرﮔﺎﻫﻲ ﻛﻪ ﻣﻲ ﺗﻮاﻧﺪ روي ﻛﺎر اﺛﺮ داﺷﺘﻪ ﺑﺎﺷﺪ
l) Preparation of surface (see IPS-C-TP-101).
IPS-C-TP-101 ل ( آﻣﺎده ﺳـﺎزي ﺳـﻄﺢ )ﺑـﻪ اﺳـﺘﺎﻧﺪارد
.ﺑﺮاي ﻣﺜﺎل ﻓﺮاﻫﻢ ﺑﻮدن ﺧﺪﻣﺎت
(ﻣﺮاﺟﻌﻪ ﺷﻮد
IPS-C-TP- م ( ﺑﺮاي اﻋﻤﺎل ﭘﻮﺷﺶ داﺧﻠﻲ )ﺑﻪ اﺳـﺘﺎﻧﺪارد
m)Application of lining (see IPS-C-TP-352).
( ﻣﺮاﺟﻌﻪ ﺷﻮد352
7.1.2 Information to be Supplied by the Designer
of Lining
اﻃﻼﻋﺎﺗﻲ ﻛﻪ ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﻃﺮاح ﭘﻮﺷـﺶ داﺧﻠـﻲ2-1-7
The contractor or his designer shall provide the
relevant information detailed in following:
ﭘﻴﻤﺎﻧﻜﺎر ﻳﺎ ﻃﺮاح او ﺑﺎﻳﺪ اﻃﻼﻋﺎت ﻣﺮﺗﺒﻂ را ﻣﻄﺎﺑﻖ ﺟﺰﻳﻴﺎت زﻳـﺮ
:ﺗﻬﻴﻪ ﻧﻤﺎﻳﺪ
.ﺗﻬﻴﻪ ﺷﻮد
a) Any special requirements for materials and
system used in surface preparation.
اﻟﻒ( ﻫﺮﮔﻮﻧﻪ ﻧﻴﺎز وﻳﮋه ﺑﺮاي ﻣـﻮاد و ﺳـﺎﻣﺎﻧﻪ ﻛـﻪ در آﻣـﺎده
b) The type and specification of material to be
used for lining (see Section 8).
ب ( ﻧﻮع و ﻣﺸﺨﺼﺎت ﻓﻨﻲ ﻣﻮادي ﻛﻪ ﺑﺮاي ﭘﻮﺷـﺶ داﺧﻠـﻲ
c) The minimum thickness of the lining and where
applicable the maximum thickness (see Section 8).
ج ( ﺣﺪاﻗﻞ ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠـﻲ و ﺟـﺎﻳﻲ ﻛـﻪ اﻋﻤـﺎل
.ﺳﺎزي ﺳﻄﺢ ﺑﻪ ﻛﺎر ﻣﻲ رود
.( ﻣﺮاﺟﻌﻪ ﺷﻮد8 ﺑﻪ ﻛﺎر ﺑﺮده ﺷﺪه اﺳﺖ )ﺑﻪ ﻗﺴﻤﺖ
.( ﻣﺮاﺟﻌﻪ ﺷﻮد8 ﺣﺪاﻛﺜﺮ آن وﺟﻮد دارد )ﺑﻪ ﻗﺴﻤﺖ
d) The provision of test plates.
.د ( ﺗﻬﻴﻪ ورق ﻫﺎي ﻧﻤﻮﻧﻪ ﺑﺮاي آزﻣﺎﻳﺶ
ﻫ( وﻗﺘﻲ ﭘﻮﺷﺶ داﺧﻠﻲ در ﺧﺎرج از ﻣﺤﺪوده ﻛﺎري ﭘﻴﻤﺎﻧﻜﺎر
e) When the lining is to be applied outside the
applicator’s works and the primers and/or adhesive
as applied contain solvents, the types of solvents
are to be stated, together with their flash points
and threshold limit values.
ﻧـﻮع،ﻳﺎ ﭼﺴﺐ ﺣﺎوي ﺣﻼﻟﻬﺎ ﺑﺎﺷﺪ/اﻋﻤﺎل ﮔﺮدد و آﺳﺘﺮﻳﻬﺎ و
ﺣﻼﻟﻬــﺎ ﻫﻤــﺮاه ﺑــﺎ ﻧﻘﻄــﻪ ﺟــﻮش و ﺣــﺪود ﻣﺠــﺎز آن ﺑﺎﻳــﺪ
.ﻗﻴﺪﮔﺮدد
f) Specified sheet or rubber lining.
.و ( ورق ﻳﺎ آﺳﺘﺮي داﺧﻠﻲ ﻻﺳﺘﻴﻜﻲ ﻣﺸﺨﺺ ﺷﻮد
ز ( ﺣﺪاﻗﻞ و ﺣﺪاﻛﺜﺮ درﺟﻪ ﺣﺮارت و رﻃﻮﺑـﺖ ﻣﺠـﺎز ﻣـﻮرد
g) The minimum and maximum allowable
temperature and allowable humidity which are
required for the correct application of the lining.
.ﻧﻴﺎز ﺑﺮاي ﻛﺎرﺑﺮد ﺻﺤﻴﺢ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﺸﺨﺺ ﺷﻮد
ح ( ﺣﺪاﻗﻞ دﻣﺎي ﻣﻮرد ﻧﻴـﺎز ﺑـﺮاي ﺳـﺨﺖ ﺷـﺪن ﭘﻮﺷـﺶ
h) The minimum temperature required during the
vulcanization of the lining in case of rubber lining
and the vulcanization schedule, where applicable.
داﺧﻠﻲ در ﺣﺎﻟﺘﻲ ﻛـﻪ ﭘﻮﺷـﺶ داﺧﻠـﻲ ﻻﺳـﺘﻴﻜﻲ و ﺑﺮﻧﺎﻣـﻪ
.ﺳﺨﺖ ﺷﺪن آن ﻗﺎﺑﻞ اﺟﺮا اﺳﺖ
ط ( روش ﻫﺎي ﻓﻨﻮن ﺑﺎزرﺳﻲ ﺑﻜـﺎرﮔﻴﺮي ﻣﺮاﺣـﻞ ﻗﺒـﻮﻟﻲ و
i) Inspection techniques/procedures to be
employed, acceptance levels and stages of
inspection.
.ﺣﺪود ﺑﺎزرﺳﻲ ﺗﻌﻴﻴﻦ ﺷﻮد
اﻧﺒﺎﺷـﺖ ﻛـﺮدن و، ﺣﻤﻞ و ﻧﻘـﻞ،ي( دﺳﺘﻮراﻟﻌﻤﻞ ﺟﺎﺑﺠﺎﻳﻲ
j) Handling, transport, storage and installation
procedure .
ﻧﺼﺐ
ﻳﺎ ﺷﻨﺎﺧﺘﻪ ﺷﺪه در ارﺗﺒﺎط ﺑـﺎ،ك( ﻫﺮﮔﻮﻧﻪ اﻃﻼع وﻳﮋه ﻻزم
k) Any special information needed or recognized
with regard to inorganic linings.
.ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﻣﻌﺪﻧﻲ
7.2 Compliance
ﻗﺎﻧﻮن ﻣﻨﺪ ﺑﻮدن2-7
7.2.1 Fabricator
ﺳﺎزﻧﺪه1-2-7
ﺳﺎزﻧﺪه ﺗﺠﻬﻴﺰات ﻓﻠﺰي ﻛﻪ ﻣﻲ ﺑﺎﻳﺴﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﻮﻧﺪ ﺑﺎﻳﺪ
:ﻣﻮارد زﻳﺮ را رﻋﺎﻳﺖ ﻛﻨﺪ
The fabricator of metal equipment to be lined shall
comply with the following:
18
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
7.2.1.1 Design and fabrication details of the
equipment to be lined and provision of drawings (see
Clause 7.3)
ﺟﺰﻳﻴــﺎت ﻃﺮاﺣــﻲ و ﺳــﺎﺧﺖ ﺗﺠﻬﻴــﺰات ﻛــﻪ ﺑﺎﻳــﺪ1-1-2-7
7.2.1.2 Responsibility for inspection and testing of:
: ﻣﺴﺌﻮﻟﻴﺖ ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺶ2-1-2-7
ﻣﺮاﺟﻌـﻪ3-7 ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﻮﻧﺪ ﻫﻤﺮاه ﺑﺎ ﻧﻘﺸﻪ ﻫـﺎ )ﺑـﻪ ﺑﻨـﺪ
.(ﺷﻮد
. ﺗﺠﻬﻴﺰات ﺳﺎﺧﺘﻪ ﺷﺪه ﺑﻌﺪ از آﻣﺎده ﺳﺎزي ﺗﺠﻬﻴﺰات ﺑـﺮاي ﺟﻮﺷـﻜﺎري درزﻫـﺎ و.ﻟﺒﻪ ﻫﺎ ﺑﺮاي ﻓﻠﺰات و ﺳﻄﻮح و ﻟﺒﻪ ﻫﺎ ﺑﺮاي ﺑﺘﻦ رﻳﺰي
- The equipment as fabricated.
- The equipment after preparation of welds and
edges in the case of metals, surfaces and edges in
the case of concrete.
اﻧﺒﺎﺷـﺖ و، ﺣﻤـﻞ و ﻧﻘـﻞ، دﺳﺘﻮراﻟﻌﻤﻞ ﺟﺎﺑﺠﺎﻳﻲ3-1-2-7
7.2.1.3 Handling, transport, storage and installation
procedure.
.ﻧﺼﺐ
( ﻣﺠﺮي ﻃﺮح )ﭘﻴﻤﺎﻧﻜﺎر2-2-7
7.2.2 Applicator (contractor)
The applicator shall comply with IPS-C-TP-352.
ﻋﻤـﻞIPS-C-TP-352 ﻣﺠﺮي ﻃـﺮح ﺑﺎﻳـﺪ ﻣﻄـﺎﺑﻖ اﺳـﺘﺎﻧﺪارد
.ﻧﻤﺎﻳﺪ
7.2.2.1 Selectionob lining (see Section 8).
ﻣﺮاﺟﻌـﻪ8 اﻧﺘﺨﺎب ﭘﻮﺷـﺶ داﺧﻠـﻲ )ﺑـﻪ ﻗـﺴﻤﺖ1-2-2-7
.(ﺷﻮد
. روش اﻧﺠﺎم ﭘﻮﺷﺶ داﺧﻠﻲ2-2-2-7
7.2.2.2 Method of lining.
: ﻣﺴﺌﻮﻟﻴﺖ ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺶ3-2-2-7
7.2.2.3 Responsibility for inspection and testing of:
.ﺗﺠﻬﻴﺰات ﭘﺲ از ﺗﻤﻴﺰﻛﺎري ﺑﺎ روش ﺑﻼﺳﺖ
.ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ
.ﭘﻮﺷﺶ داﺧﻠﻲ ﭘﺲ از ﻧﺼﺐ
.ﺑﻌﺪ از ﺟﻮﺷﻜﺎري ﭘﻮﺷﺶ داﺧﻠﻲ
- The equipment after blast cleaning.
- The lining material.
- Lining after fitting.
- After welding of the lining.
-
7.2.2.4 Method of continuity test for lined equipment
.
روش آزﻣﺎﻳﺶ ﺗﺪاوم ﭘﻮﺷﺶ داﺧﻠـﻲ اﻧﺠـﺎم ﺷـﺪه4-2-2-7
7.2.2.5 Rectification of faults in fully cured linings.
ﺗﺮﻣﻴﻢ ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﻣﻌﻴﻮب ﻛـﺎﻣﻼً ﺳـﺨﺖ5-2-2-7
.ﺗﺠﻬﻴﺰات
.ﺷﺪه
7.2.2.6 Handling, transport, storage and installation
procedure.
اﻧﺒﺎﺷـﺖ و، ﺣﻤـﻞ و ﻧﻘـﻞ، دﺳﺘﻮراﻟﻌﻤﻞ ﺟﺎﺑﺠﺎﻳﻲ6-2-2-7
7.3 Design, Fabrication and Surface Finish of
Equipment to be Lined (see also IPS-E-TP-760)
ﺳﺎﺧﺖ و آﻣﺎده ﻧﻤﻮدن ﺳـﻄﺢ ﺗﺠﻬﻴﺰاﺗـﻲ، ﺑﺮاي ﻃﺮاﺣﻲ3-7
.ﻧﺼﺐ
IPS-E-TP-760 ﻛﻪ ﺑﺎﻳﺪ ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﻮﻧﺪ )ﺑـﻪ اﺳـﺘﺎﻧﺪارد
(ﻣﺮاﺟﻌﻪ ﺷﻮد
ﻋﻤﻮﻣﻲ1-3-7
7.3.1 General
ﺳﺎﺧﺖ و آزﻣﺎﻳﺶ ﻗﺎﺑﻞ ﻗﺒﻮل ﻣﻜﺎﻧﻴﻜﻲ ﺗﺠﻬﻴﺰاﺗـﻲ،ﻃﺮاﺣﻲ اوﻟﻴﻪ
وIPS ﻛﻪ ﺑﺎﻳﺪ ﭘﻮﺷﺶ داﺧﻠـﻲ ﺷـﻮد ﻣﻄـﺎﺑﻖ ﺑـﺎ اﺳـﺘﺎﻧﺪاردﻫﺎي
ﻗﺒـﻞ از ﺷـﺮوع5-3-7 و4-3-7 ﻳـﺎ3-3-7 و2-3-7 ﺑﻨﺪﻫﺎي
.اﻋﻤﺎل ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎﻳﺪ اﻧﺠﺎم ﺷﻮد
The basic design, fabrication and testing for
mechanical reliability of the equipment to be lined
shall be carried out to the appropriate IPS Standards
and shall comply with Clauses 7.3.2 and 7.3.3 or
7.3.4 and 7.3.5 before the lining operation
commences.
19
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
:ﻳﺎدآوري
Note:
Linings will affect heat transfer and tolerances
required for joints; both features need to be
considered at the design stage of the equipment.
ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﻛﻪ روي اﻧﺘﻘﺎل ﺣﺮارت اﺛﺮ ﻣﻴﮕﺬارﻧﺪ و ﻧﻴـﺎز
ﺑﺎﻳﺪ در زﻣﺎن ﻃﺮاﺣﻲ ﺗﺠﻬﻴـﺰات،ﺑﻪ ﺣﺪ ﻣﺠﺎز در اﺗﺼﺎﻻت دارﻧﺪ
.ﻣﺪ ﻧﻈﺮ ﻗﺮار ﮔﻴﺮد
7.3.2 Design of metal equipment to be lined with
organic materials (Thermoplastics, thermosets and
rubber as well as bitumen and coal-tar) (see also
IPS-E-TP-760)
ﻃﺮاﺣﻲ ﺗﺠﻬﻴﺰات ﻓﻠﺰي ﻛﻪ ﻗﺮار اﺳﺖ ﺑـﺎ ﻣـﻮاد آﻟـﻲ
7.3.2.1 Equipment to be lined shall be sufficiently
rigid that there is no possibility of deformation which
would result in damage to the lining during
transportation, installation and operation. When
stiffeners are required, they shall normally be applied
to the unlined side of the equipment.
ﺗﺠﻬﻴﺰاﺗﻲ ﻛﻪ ﻗﺮار اﺳﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﻮد ﺑﺎﻳـﺪ1-2-3-7
2-3-7
ﺗﺮﻣﻮﺳﺖ ﻫـﺎ و ﻻﺳـﺘﻴﻚ و ﻫﻤﻴﻨﻄـﻮر ﻛﻮﻟﺘـﺎر و،)ﺗﺮﻣﻮﭘﻼﺳﺖﻫﺎ
IPS-E-TP-760 ﻗﻴﺮ( ﭘﻮﺷـﺶ داﺧﻠـﻲ ﺷـﻮﻧﺪ )ﺑـﻪ اﺳـﺘﺎﻧﺪارد
(ﻣﺮاﺟﻌﻪ ﺷﻮد
ﺑﻪ ﺣﺪ ﻛﺎﻓﻲ ﺳﺨﺖ ﺑﺎﺷﺪ ﺗﺎ اﻣﻜﺎن ﺗﻐﻴﻴـﺮ ﺷـﻜﻞ ﻛـﻪ ﻣﻨـﺘﺞ ﺑـﻪ
ﺧﺮاﺑﻲ ﭘﻮﺷﺶ داﺧﻠﻲ در ﺣﻴﻦ ﺣﻤﻞ و ﻧﻘﻞ ﻣﻲ ﺷﻮد را ﺑﻪ وﺟﻮد
ﻣﻌﻤﻮﻻً در ﻃﺮﻓﻲ ﻛـﻪ، زﻣﺎﻧﻲ ﻛﻪ ﺗﻘﻮﻳﺖ ﻛﻨﻨﺪه ﻧﻴﺎز ﺑﺎﺷﺪ.ﻧﻴﺎورد
.ﺗﺠﻬﻴﺰات ﭘﻮﺷﺶ داﺧﻠﻲ ﻧﺪارد ﺑﻪ ﻛﺎر ﻣﻲ رود
:ﻳﺎدآوري
Note:
In the case of hard rubber and ebonite linings this
requirement is of particular importance.
درﺣﺎﻟﺘﻲ ﻛﻪ ﭘﻮﺷﺶ داﺧﻠﻲ ﻻﺳﺘﻴﻚ ﺳﺨﺖ ﻳﺎ ﻛﺎﺋﻮﭼﻮ ﺑﺎﺷﺪ اﻳﻦ
.ﻧﻴﺎز اﻫﻤﻴﺖ ﺧﺎﺻﻲ دارد
7.3.2.2 The arrangements for the lifting of equipment
shall be determined at the design stage.
ﻧﺤﻮه ﺑﻠﻨﺪ ﻛﺮدن ﺗﺠﻬﻴﺰات ﺑﺎﻳﺪ در ﻣﺮﺣﻠﻪ ﻃﺮاﺣﻲ2-2-3-7
7.3.2.3 The design of all equipment shall allow for
access during the preparation of the surface and
application of the lining and for venting of fumes
evolved during the operation.
در ﻃﺮاﺣﻲ ﺗﻤﺎم ﺗﺠﻬﻴﺰات ﺑﺎﻳﺪ اﻣﻜـﺎن دﺳﺘﺮﺳـﻲ3-2-3-7
In completely enclosed vessels there shall be at least
one manhole that after lining complies with BS 470
and one additional branch of not less than 77 mm
bore to permit adequate circulation of air.
ﻇﺮوف ﻛـﺎﻣﻼً ﺑـﺴﺘﻪ ﺑﺎﻳـﺪ ﺣـﺪاﻗﻞ ﻳـﻚ درﻳﭽـﻪ آدم رو و ﻳـﻚ
ﺟﻬـﺖ، ﻣﻴﻠﻴﻤﺘﺮ ﻧﺒﺎﺷـﺪ77 اﻧﺸﻌﺎب اﺿﺎﻓﻲ ﻛﻪ ﻗﻄﺮ آن ﻛﻤﺘﺮ از
. داﺷﺘﻪ ﺑﺎﺷﺪBS 470 ﺗﻬﻮﻳﻪ ﻛﺎﻓﻲ ﻫﻮا ﻣﻄﺎﺑﻖ اﺳﺘﺎﻧﺪارد
.ﻣﺸﺨﺺ ﺷﻮد
ﺑﺮاي آﻣـﺎده ﺳـﺎزي ﺳـﻄﺢ و اﻋﻤـﺎل ﭘﻮﺷـﺶ داﺧﻠـﻲ و ﺧـﺮوج
.ﺑﺨﺎرات ﺣﺎﺻﻞ از ﻋﻤﻠﻴﺎت ﻓﺮاﻫﻢ ﮔﺮدد
:ﻳﺎدآوري
Note:
ﺣﺪاﻗﻞ ﻗﻄﺮ درﻳﭽـﻪ،ﺗﻮﺻﻴﻪ ﺷﺪه در ﺟﺎﻳﻲ ﻛﻪ اﻣﻜﺎن ﭘﺬﻳﺮ اﺳﺖ
. ﻣﻴﻠﻴﻤﺘﺮ ﺑﺎﺷﺪ600 آدم رو ﺑﺎﻳﺪ
It is recommended that, where practicable, the
minimum diameter of a manhole should be 600 mm.
. در اﺗﺼﺎﻻت ﻧﺒﺎﻳﺪ از ﻣﻴﺦ ﭘﺮچ اﺳﺘﻔﺎده ﺷﻮد4-2-3-7
7.3.2.4 Riveted constructions shall not be used.
7.3.2.5 Bolted joints shall be permitted only if they
can be dismantled for lining.
اﺗﺼﺎﻻت ﭘﻴﭻ و ﻣﻬﺮه اي وﻗﺘﻲ ﻣﺠﺎز ﻣـﻲ ﺑﺎﺷـﻨﺪ5-2-3-7
7.3.2.6 When calculating clearances, allowance shall
be made for the thickness of the lining.
ﺑـﺮاي ﺿـﺨﺎﻣﺖ، ﻫﻨﮕﺎم ﻣﺤﺎﺳـﺒﻪ ﻓﻮاﺻـﻞ ﻣﺠـﺎز6-2-3-7
7.3.2.7 Surfaces to be lined shall be of a smooth
contour.
. ﺳﻄﻮح ﭘﻮﺷﺶ ﺷﺪه داﺧﻠﻲ ﺑﺎﻳﺪ ﻫﻤﻮار ﺷﻮﻧﺪ7-2-3-7
7.3.2.8 Discontinuities, crevices and sharp projections
shall be avoided.
ﺑﺮآﻣﺪﮔﻲ ﻫـﺎي ﺗﻴـﺰ، درزﻫﺎ، از ﻏﻴﺮ ﻳﻜﻨﻮاﺧﺘﻲ ﻫﺎ8-2-3-7
.ﻛﻪ ﺑﺘﻮاﻧﻨﺪ ﺑﺮاي اﻧﺠﺎم ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﺑﺎز ﺷﻮﻧﺪ
.ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﻧﻴﺰ ﻓﻮاﺻﻞ ﻣﺠﺎزي در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد
.ﺑﺎﻳﺪ اﺟﺘﻨﺎب ﺷﻮد
20
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
7.3.2.9 Fittings which have to be installed after the
completion of the lining process shall be designed to
be lined or fabricated from materials that will not be
affected by the process conditions.
ﻃﺮاﺣﻲ ﺗﻮﻟﻴﺪ و ﺳﺎﺧﺖ اﺗﺼﺎﻻﺗﻲ ﻛﻪ ﺑﺎﻳـﺪ ﺑﻌـﺪ از9-2-3-7
7.3.2.10 Normally all connections to lined parts of
equipment shall be flanged. If for any reason screwed
connections are required, then these parts shall be
fabricated in corrosion-resistant materials.
ﺑﻪ ﻃﻮر ﻋﺎدي ﺗﻤﺎم اﺗﺼﺎﻻت ﺗﺠﻬﻴﺰات ﺑﻪ ﻟﻮﻟﻪ ﻫﺎ10-2-3-7
7.3.2.11 All nozzles and outlets shall be as short as
possible, straight and flanged. Flange faces shall have
a plain surface to allow the lining to continue over the
face.
، ﺗﻤﺎم ﻧﺎزﻟﻬﺎ و ﺧﺮوﺟﻲ ﻫﺎ ﺗﺎ ﺣﺪ اﻣﻜﺎن ﺑﺎﻳﺪ ﻛﻮﺗﺎه11-2-3-7
اﺗﻤﺎم ﻓﺮآﻳﻨﺪ ﭘﻮﺷﺶ داﺧﻠﻲ ﻧﺼﺐ ﺷﻮﻧﺪ ﺑﺎﻳﺪ از ﻣﻮادي ﺑﺎﺷﺪ ﻛـﻪ
.ﺑﺮ روي ﺷﺮاﻳﻂ ﻓﺮآﻳﻨﺪي اﺛﺮ ﻧﮕﺬارد
ﺣﺎل اﮔﺮ ﺑﻪ ﻫﺮ دﻟﻴﻠﻲ اﺗﺼﺎﻻت،ﺑﻪ وﺳﻴﻠﻪ ﻓﻠﻨﺞ ﺻﻮرت ﻣﻲ ﮔﻴﺮد
اﻳﻦ ﻗﺴﻤﺖ ﻫﺎ ﺑﺎﻳﺪ از ﻧﻮع ﻣﻘﺎوم در ﺑﺮاﺑﺮ ﺧـﻮردﮔﻲ،ﭘﻴﭽﻲ ﺑﺎﺷﺪ
.ﺳﺎﺧﺘﻪ ﺷﻮد
ﺳﻄﻮح ﻓﻠﻨﺞ ﺑﺎﻳﺪ ﺻﺎف ﺑﺎﺷﺪ ﺗﺎ ﭘﻮﺷﺶ.ﻣﺴﺘﻘﻴﻢ و ﻓﻠﻨﺠﻲ ﺑﺎﺷﺪ
.داﺧﻠﻲ ﺑﺘﻮاﻧﺪ روي ﺳﻄﺢ آن ﻗﺮار ﮔﻴﺮد
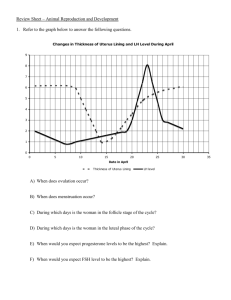
ﺑـــﻪ اﺳـــﺘﺜﻨﺎء، ﺧﺮوﺟـــﻲ ﻫــــﺎ، اﻧـــﺸﻌﺎب ﻫـــﺎ12-2-3-7
7.3.2.12 Branches and outlets, except for plain ended
pipes, shall be as short as possible and flanged so that
the lining may be taken over the flange face to
prevent the ingress of process fluid between the lining
and the substrate. Acceptable flange systems are
shown in Fig. 1. Plain-ended pipes shall be designed
so that the lining may be turned over the end and the
outside of the pipe. Where pads are required they
shall be designed as shown in Fig. 1(b).
ﻟﻮﻟﻪ ﻫﺎي ﻟﺒﻪ ﺳﺎده )ﺑﺪون ﭘﺦ( ﺣﺘﻲ اﻻﻣﻜﺎن ﺑﺎﻳﺪ ﻛﻮﺗﺎه و ﻓﻠـﻨﺞ
ﺷﻮد ﺑﻪ ﻃﻮري ﻛﻪ ﭘﻮﺷـﺶ ﺳـﻄﺢ آن ﺑﺘﻮاﻧـﺪ از ورود و ﺟﺮﻳـﺎن
ﺳﺎﻣﺎﻧﻪ ﻫﺎي.ﻓﺮآﻳﻨﺪي ﺑﻴﻦ ﭘﻮﺷﺶ داﺧﻠﻲ و ﻓﻠﺰ ﺟﻠﻮﮔﻴﺮي ﻧﻤﺎﻳﺪ
ﻟﻮﻟﻪﻫﺎي ﻟﺒﻪ. ﻧﺸﺎن داده ﺷﺪه اﺳﺖ1 ﻓﻠﻨﺞ ﻗﺎﺑﻞ ﻗﺒﻮل در ﺷﻜﻞ
ﺳﺎده ﺑﺎﻳﺪ ﺑﻪ ﮔﻮﻧـﻪ اي ﻃﺮاﺣـﻲ ﺷـﻮﻧﺪ ﻛـﻪ ﭘﻮﺷـﺶ داﺧﻠـﻲ در
ﺟﺎﻳﻲ ﻛﻪ ﺑﻪ ﻻﻳﻲ ﻧﻴـﺎز.اﻧﺘﻬﺎي ﺳﻄﺢ ﺧﺎرﺟﻲ ﻟﻮﻟﻪ ﭘﻴﭽﻴﺪه ﺷﻮد
. )ب( ﺻﻮرت ﮔﻴﺮد1 ﻃﺮاﺣﻲ ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ ﺷﻜﻞ،ﺑﺎﺷﺪ
ﺳﻮراخ ﻫﺎﻳﻲ ﻛﻪ ﺑﺎ ﻣﺘﻪ و ﻳﺎ ﻗﻼوﻳـﺰ ﻛـﺎري در ﺑﺪﻧـﻪ ﺑـﺮاي ﭘـﻴﭻ
.دوﺳﺮ اﻳﺠﺎد ﻣﻲ ﺷﻮﻧﺪ ﻧﺒﺎﻳﺪ ﺑﻪ داﺧﻞ ﺑﺪﻧﻪ ﺗﺠﻬﻴﺰات ﻧﻔﻮذ ﻛﻨﻨﺪ
Drilled and tapped holes in pads for studs shall not
penetrate the shell of the equipment.
7.3.2.13 Heating coils, immersion heater and sparger
pipes shall be installed after the completion of the
lining process and shall be located so that no part is
closer than 100 mm from a lined surface. In the case
of nozzles through which heating coals, etc., enter
equipment, a smaller clearance is permitted provided
that the temperature of the pipe through the nozzle
does not exceed 80°C. In no case shall this clearance
be less than 25 mm. Fluids introduced through
sparger pipes or dip pipes shall not impinge directly
on to the lining. External heating of equipment shall
not be permitted without full consultation with the
applicator of the lining.
ﻟﻮﻟـﻪ ﻫـﺎي، آﺑﮕـﺮم ﺷـﻨﺎور، ﻛﻮﻳﻞ ﻫﺎي ﺣﺮارﺗﻲ13-2-3-7
7.3.2.14 The design of equipment shall be such that
there is easy hand access to areas where thermoplastic
sheets need to be welded.
ﻃﺮاﺣﻲ ﺗﺠﻬﻴﺰات ﺑﺎﻳـﺪ ﺑـﻪ ﮔﻮﻧـﻪ اي ﺑﺎﺷـﺪ ﻛـﻪ14-2-3-7
ﭘﺨﺶ ﻛﻨﻨﺪه ﺑﺎﻳﺪ ﺑﻌﺪ از ﻓﺮآﻳﻨﺪ ﭘﻮﺷﺶ داﺧﻠﻲ ﻧﺼﺐ ﺷﻮﻧﺪ و ﺑﻪ
ﮔﻮﻧﻪ اي ﻗﺮار ﮔﻴﺮﻧﺪ ﻛﻪ ﻧﺰدﻳﻜﺘﺮﻳﻦ آﻧﻬﺎ از ﺳﻄﺢ ﭘﻮﺷﺶ داﺧﻠـﻲ
در ﺣـﺎﻟﻲ ﻛـﻪ ﻛﻮﻳـﻞ ﺣﺮارﺗـﻲ از. ﻣﻴﻠﻴﻤﺘﺮ ﻧﺒﺎﺷﺪ100 ﻛﻤﺘﺮ از
ﺣـﺪﻣﺠﺎز ﻛﻤـﻲ در،ﻧﺎزﻟﻲ ﻋﺒﻮر و ﺑﻪ داﺧﻞ ﺗﺠﻬﻴﺰات وارد ﺷـﻮد
درﺟـﻪ80 ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﺪه ﺗـﺎ دﻣـﺎي ﻟﻮﻟـﻪ ﻋﺒـﻮري از ﻧـﺎزل از
25 در ﻫﻴﭻ ﺣﺎﻟﺘﻲ اﻳﻦ ﻓﺎﺻﻠﻪ ﻧﺒﺎﻳـﺪ از.ﺳﺎﻧﺘﻴﮕﺮاد اﻓﺰاﻳﺶ ﻧﻴﺎﺑﺪ
ﺳﻴﺎﻟﻬﺎﻳﻲ ﻛﻪ از ﻃﺮﻳﻖ ﻟﻮﻟـﻪ ﻫـﺎي ﭘﺨـﺶ.ﻣﻴﻠﻴﻤﺘﺮ ﻛﻤﺘﺮ ﺑﺎﺷﺪ
ﻧﺒﺎﻳﺪ ﺑﻪ ﻃﻮر ﻣﺴﺘﻘﻴﻢ ﺑﻪ،ﻛﻦ ﻳﺎ ﺷﻨﺎور در ﻣﺎﻳﻊ ﻋﺒﻮر ﻣﻲ ﻧﻤﺎﻳﻨﺪ
از ﻣﻨﺎﺑﻊ ﺣﺮارﺗﻲ ﺧﺎرﺟﻲ ﻧﺒﺎﻳﺪ.روي ﭘﻮﺷﺶ داﺧﻠﻲ ﭘﺮﺗﺎب ﺷﻮﻧﺪ
ﺑﺪون ﻣﺸﻮرت ﻛﺎﻣﻞ ﺑﺎ اﻋﻤﺎل ﻛﻨﻨﺪه ﭘﻮﺷﺶ داﺧﻠﻲ اﺳﺘﻔﺎده ﺑﻪ
.ﻋﻤﻞ آﻳﺪ
دﺳﺘﺮﺳﻲ ﺑﺮاي ﺟﻮﺷﻜﺎري ﻣﻮرد ﻧﻴﺎز ورﻗﻬﺎي ﺗﺮﻣﻮﭘﻼﺳـﺘﻴﻚ ﺑـﻪ
.راﺣﺘﻲ اﻧﺠﺎم ﺷﻮد
ﻃﺮاﺣﻲ ﻟﻮﻟﻪ ﻛﺸﻲ ﺑﺎﻳﺪ ﺑـﻪ ﮔﻮﻧـﻪ اي ﺑﺎﺷـﺪ ﻛـﻪ15-2-3-7
اﻣﻜﺎن دﺳﺘﺮﺳﻲ ﺟﻬﺖ ﺟﻮﺷﻜﺎري وﺧﻢ ﻫﺎ ﺑﺮاي ﺟﻮش و آﻣـﺎده
ﻣﺮاﺟﻌﻪ1 ﺳﺎزي ﺳﻄﺢ و ﭘﻮﺷﺶ اﺗﺼﺎﻻت ﻣﻴﺴﺮ ﺑﺎﺷﺪ )ﺑﻪ ﺷﻜﻞ
.(ﺷﻮد
7.3.2.15 The design of pipe work shall be such as to
allow ready access to welds and bends for weld and
surface preparation and permit the fitting of extruded
liners (see Fig. 1).
21
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
:ﻳﺎدآوري
Note:
Pipe systems made from straight lengths with
separate ’standard’ (1.5 D) bends and tees meet this
requirement. Bends shall not be greater than 90°.
1/5) "ﺳﺎﻣﺎﻧﻪ ﻫﺎي ﻟﻮﻟﻪ ﻛﺸﻲ ﻣﺴﺘﻘﻴﻢ ﺑﺎ ﺧﻢ ﻫـﺎي "اﺳـﺘﺎﻧﺪارد
ﺧﻤﻬـﺎ.( ﻣﻄﺎﺑﻖ ﺑﺎ ﻧﻴﺎز ﺳﺎﺧﺘﻪ ﺷـﻮﻧﺪT) ﺑﺮاﺑﺮ ﻗﻄﺮ( و ﺳﻪ راﻫﻲ
. درﺟﻪ ﺑﺎﺷﻨﺪ90 ﻧﺒﺎﻳﺪ ﺑﻴﺸﺘﺮ از
Where pipe systems include ’non-standard’ fittings
their suitability for lining shall be established.
Suitable arrangements are illustrated in Fig.1( b)
در ﺟﺎﻳﻲ ﻛﻪ در ﺳﺎﻣﺎﻧﻪ ﻫﺎي ﻟﻮﻟﻪ ﻛﺸﻲ اﺗـﺼﺎﻻت ﻏﻴﺮاﺳـﺘﺎﻧﺪارد
ﻣﻨﺎﺳﺐ ﺑﻮدن آﻧﻬﺎ ﺑﺮاي ﭘﻮﺷﺶ داﺧﻠـﻲ ﺑﺎﻳـﺪ ﻣـﻮرد،وﺟﻮد دارد
)ب( آراﻳﺶ ﻣﻨﺎﺳﺐ ﺗـﺸﺮﻳﺢ ﺷـﺪه1 در ﺷﻜﻞ.ﺗﺄﻳﻴﺪ ﻗﺮار ﮔﻴﺮد
.اﺳﺖ
The maximum dimensions of pipes and fittings which
can be rubber lined shall be determined during the
exchange of data (see Clause 7.1.1.2a). Typical
maximum lengths of straight pipe which can be
rubber lined are detailed in Table 1.
ﺣﺪاﻛﺜﺮ اﻧﺪازه ﻟﻮﻟﻪ ﻫﺎ و اﺗﺼﺎﻻﺗﻲ ﻛﻪ ﻣﻲ ﺗﻮاﻧﺪ ﭘﻮﺷﺶ داﺧﻠـﻲ
ﺑـﻪ.ﻻﺳﺘﻴﻜﻲ ﺷﻮﻧﺪ ﺑﺎﻳﺪ در ﺣﻴﻦ ﻣﺒﺎدﻟﻪ داده ﻫﺎ ﻣﺸﺨﺺ ﺷﻮﻧﺪ
ﺣـﺪاﻛﺜﺮ ﻃـﻮل ﻟﻮﻟـﻪ ﻫـﺎي.اﻟﻒ( ﻣﺮاﺟﻌﻪ ﺷـﻮد2 -1-1-7) ﺑﻨﺪ
ﻣﺴﺘﻘﻴﻢ ﻛﻪ ﻣﻲ ﺗﻮاﻧـﺪ ﺑـﺎ ﻻﺳـﺘﻴﻚ ﭘﻮﺷـﺶ داﺧﻠـﻲ ﺷـﻮﻧﺪ در
. ﺗﺸﺮﻳﺢ ﺷﺪه اﺳﺖ1 ﺟﺪول
TABLE 1 - MAXIMUM LENGTH BETWEEN FLANGES
ﺣﺪاﻛﺜﺮ ﻃﻮل ﺑﻴﻦ ﻓﻠﻨﺞ ﻫﺎ-1 ﺟﺪول
NOMINAL PIPE
SIZE
MAXIMUM LENGTH
BETWEEN FLANGES
اﻧﺪازه اﺳﻤﻲ ﻟﻮﻟﻪ
ﺣﺪاﻛﺜﺮ ﻃﻮل ﺑﻴﻦ ﻓﻠﻨﺞ ﻫﺎ
mm
25
32
40
50
65
80 to 600
mm
2000
2500
3000
3500
4000
6000
Cast iron pipe work and fittings manufactured to
BSEN (545, 598, 969) are of suitable dimensions
and shall be permitted for lining.
BSEN ﻟﻮﻟﻪ ﻫـــﺎي ﭼﺪﻧﻲ و اﺗـﺼﺎﻻت ﻛـﻪ ﻣﻄـﺎﺑﻖ اﺳـﺘﺎﻧﺪارد
( ﺳﺎﺧﺘﻪ ﺷﺪه اﻧﺪازه ﻫﺎي ﻣﻨﺎﺳـﺒﻲ ﺑـﺮاي اﺟـﺮا545,598,969)
.ﭘﻮﺷﺶ داﺧﻠﻲ دارﻧﺪ
ﻣﻴﻠﻴﻤﺘﺮ دارﻧـﺪ ﻧﺒﺎﻳـﺪ ﺑﺎﻻﺳـﺘﻴﻚ25 ﻟﻮﻟﻪ ﻫﺎﻳﻲ ﻛﻪ ﻗﻄﺮ ﻛﻤﺘﺮ از
.ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﻮﻧﺪ
ﻣﻴﻠﻴﻤﺘـﺮ ﺑﺎﻳـﺪ ﻓﻘـﻂ ﺑـﺪون درز450 ﻟﻮﻟﻪ ﻫﺎي ﺑـﺎﻗﻄﺮ ﻛﻤﺘـﺮ از
اﺗﺼﺎﻻت ﭘﻴﭽﻲ ﻧﺒﺎﻳـﺪ ﺑﺎﻻﺳـﺘﻴﻚ ﭘﻮﺷـﺶ داﺧﻠـﻲ.ﺳﺎﺧﺘﻪ ﺷﻮﻧﺪ
.ﮔﺮدد
در ﺟﺎﻳﻲ ﻛﻪ از ﻓﻠﻨﺞ ﻫﺎي ﺑﺎ ﺳﻄﺢ ﺻﺎف،ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ روش ﺳﺎﺧﺖ
و ﻳﺎ ﺑﺮآﻣﺪه اﺳﺘﻔﺎده ﻣﻲ ﺷﻮد ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ رواداري ﻧﺮﻣﺎل ﺳﺎزﻧﺪه
.ﺑﻪ ﻃﻮر ﻋﻤﻮدي و ﻳﺎ اﻓﻘﻲ ﺑﻪ ﻟﻮﻟﻪ ﻳﺎ اﺗﺼﺎﻻت ﺟﻮش ﺷﻮﻧﺪ
Pipes less than 25 mm diameter shall not be
rubber lined.
Pipes less than 450 mm diameter shall be of
seamless construction only. Screwed fittings
shall not be rubber lined.
Depending on the fabrication method, where flat
face or raised face flanges are used they shall be
welded square to the pipe or fitting according to
normal manufacturing tolerances.
( ﺑـﻪ ﻟﻮﻟـﻪ ﻣﺘـﺼﻞFillet) ﻓﻠﻨﺞ ﻫﺎﻳﻲ ﻛـــﻪ ﺑــﺎ ﺟﻮش ﮔﻮﺷﻪاي
ﻣﻲ ﺷﻮﻧﺪ )ﺑﺮاي ﻣﺜـﺎل ﺟﺎﺑﺠـﺎﻳﻲ روي ﻓﻠـﻨﺞ ﻫـﺎ( ﺑﺎﻳـﺪ ﺑـﻪ ﻃـﻮر
ﻣﻄﻠﻮب ﺗﻬﻮﻳﻪ ﺻﺖ ﮔﻴﺮد و اﻳـﻦ اﻣﻜـﺎن ﻓـﺮاﻫﻢ ﮔـﺮدد ﺗـﺎ ﻫـﻮاي
ﻣﺤﺒﻮس ﺷﺪه ﺑﻴﻦ ﺟﻮش ﻫﺎي ﮔﻮﺷﻪاي در ﺣﻴﻦ ﻓﺮآﻳﻨﺪ ﭘﻮﺷـﺶ
.داﺧﻠﻲ و ﺳﺨﺖ ﺷﺪن آزاد ﺷﻮد
Flanges which are attached to a pipe by fillet
welding (for example slip-on flanges) shall be
suitably vented to allow any air trapped between
fillet welds to escape to atmosphere during
lining and vulcanizing.
22
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
:ﻳﺎدآوري
Note:
This may be accomplished by using a vent hole
in the flange, providing this meets piping design
standard requirements.
ﺑﺎ اﻳﺠﺎد ﻳﻚ ﺳﻮراخ ﺗﺨﻠﻴﻪ در ﻓﻠﻨﺞ اﻳﻦ ﻣﻬﻢ ﻋﻤﻠـﻲ ﺧﻮاﻫـﺪ ﺷـﺪ
.ﻛﻪ ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ اﺳﺘﺎﻧﺪاردﻫﺎي ﻃﺮاﺣﻲ ﻟﻮﻟﻪ ﻛﺸﻲ ﺑﺎﺷﺪ
For pipe spools with a length > 400 mm: venting
is achieved by two vent holes of 3 mm ±0.5 mm
diameter drilled in the pipe wall, perpendicular
to each other, at a distance of 150 mm from each
flange. Hence four holes per pipe spool. For pipe
spool with a length < 400 mm, one vent hole of
minimum 3 mm ±0.5 mm diameter at each
flange is acceptable. Hence two holes per pipe
spool. Spiral grooves at the inside of the pipe,
venting through a perforated metallic back-up
gasket (a locking collar).
ﻣﻴﻠﻴﻤﺘـﺮ دو ﺳـﻮراخ ﺑـﺎ400 ﺑﺮاي اﻧﺸﻌﺎب ﻟﻮﻟﻪ ﺑﺎ ﻃﻮل ﺑـﻴﺶ از
150 ﻣﻴﻠﻴﻤﺘـﺮ ﻋﻤـﻮد ﺑـﺮ ﻳﻜـﺪﻳﮕﺮ ﺑـﺎ ﻓﺎﺻـﻠﻪ±0/5 ﻗﻄﺮ ﺳـﻪ و
ﻣﻴﻠﻴﻤﺘﺮ از ﻫﺮ ﻓﻠﻨﺞ و ﺑﺎ اﺳـﺘﻔﺎده از ﻣﺘـﻪ در دﻳـﻮاره ﻟﻮﻟـﻪ اﻳﺠـﺎد
ﺑـﺮاي اﻧـﺸﻌﺎﺑﺎت. ﻳﻌﻨﻲ ﭼﻬﺎر ﺳﻮراخ در ﻫﺮ اﻧﺸﻌﺎب ﻟﻮﻟﻪ.ﻣﻲﺷﻮد
±0/5 ﻣﻴﻠﻴﻤﺘﺮ ﻳﻚ ﺳﻮراخ ﺑﺎ ﻗﻄﺮ ﺳﻪ و400 ﻟﻮﻟﻪ ﺑﺎ ﻃﻮل ﻛﻤﺘﺮاز
ﻳﻌﻨﻲ دو ﺳـﻮراخ درﻫـﺮ.ﻣﻴﻠﻴﻤﺘﺮ در ﻫﺮ ﻓﻠﻨﺞ ﻗﺎﺑﻞ ﻗﺒﻮل ﻣﻴﺒﺎﺷﺪ
در ﻟﻮﻟﻪ ﻫﺎﻳﻲ ﻛـﻪ داﺧـﻞ آﻧﻬـﺎ ﺷـﻴﺎرﻫﺎي ﺣﻠﺰوﻧـﻲ.اﻧﺸﻌﺎب ﻟﻮﻟﻪ
ﺗﺨﻠﻴﻪ از ﻃﺮﻳﻖ ﻻﻳﻲ ﻓﻠﺰي ﻣﺸﺒﻚ اﻧﺠـﺎم ﻣـﻲ ﺷـﻮد،وﺟﻮد دارد
.()ﻳﻚ ﺣﻠﻘﻪ اي
7.3.2.16 The metallic equipment to be lined shall
be capable of withstanding heating up to a
processing temperature (or drying) of polymer.
ﺗﺠﻬﻴﺰات ﻓﻠﺰي ﻛـﻪ ﻗـﺮار اﺳـﺖ ﭘﻮﺷـﺶ داﺧﻠـﻲ16-2-3-7
(ﺷﻮﻧﺪ ﺑﺎﻳﺪ ﺗﺤﻤﻞ ﮔﺮم ﺷﺪن ﺗﺎ دﻣﺎي ﻋﻤﻠﻴﺎت )ﻳﺎ ﺧـﺸﻚ ﺷـﺪن
.ﭘﻠﻴﻤﺮ را داﺷﺘﻪ ﺑﺎﺷﻨﺪ
()اﻟﻒ
()ه
()ب
( )ج
( )و
( )ز
()د
( )ح
Fig. 1-PIPEWORK DETAILS
ﺟﺰﻳﻴﺎت ﻟﻮﻟﻪ ﻛﺸﻲ-1 ﺷﻜﻞ
23
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
Note:
:ﻳﺎدآوري
The details shown in (a), (b) , (c) and (d) are
permissible; those shown in (e), (f), (g) and (h)
are not permissible.
ﺟﺰﻳﻴــﺎت ﻧــﺸﺎن داده ﺷــﺪه در )اﻟــﻒ( و )ب ( و )ج( و )د( ﻣﺠــﺎز
در ﺣــﺎﻟﻲ ﻛــﻪ اﺷــﻜﺎل )ﻫ( و )و( و )ز( و )ح( ﻣﺠــﺎز.ﻣﻴﺒﺎﺷــﺪ
.ﻧﻤﻲﺑﺎﺷﻨﺪ
7.3.2.17 Unless otherwise specified surface
treatment of metal components to be lined shall
be as in Table 2.
، ﭼﻨﺎﻧﭽﻪ ﺑﻪ ﻧﺤﻮ دﻳﮕـﺮي ﻣـﺸﺨﺺ ﻧـﺸﺪه ﺑﺎﺷـﺪ17-2-3-7
2 ﻋﻤﻠﻴﺎت ﭘﻮﺷـﺶ داﺧﻠـﻲ روي ﺳـﻄﻮح ﻓﻠـﺰي ﻣﻄـﺎﺑﻖ ﺟـﺪول
.ﺧﻮاﻫﺪ ﺑﻮد
TABLE 2 - FABRICATION REQUIREMENTS FOR THE PART
اﻟﺰاﻣﺎت ﺳﺎﺧﺖ ﻗﻄﻌﻪ-2 ﺟﺪول
COMPONENT PART
FABRICATION REQUIREMENTS
ﻗﻄﻌﻪ
اﻟﺰاﻣﺎت ﺳﺎﺧﺖ
Outside Corners
ﮔﻮﺷﻪ ﻫﺎي ﺧﺎرﺟﻲ
Round to minimum radius of 3 mm (1/8 in)
اﻳﻨﭻ( اﻳﺠﺎد ﺷﻮد1 ) ﻣﻴﻠﻴﻤﺘﺮ3 ﮔﺮدي ﺑﺎ ﺷﻌﺎع
8
Sharp Inside Corners
ﮔﻮﺷﻪ ﻫﺎي ﺗﻴﺰ داﺧﻠﻲ
Fill to smooth radius with uncured rubber fillet strip over primed
surface
ﺑﺎ ﻧﻮاري از ﺧﻤﻴﺮ ﻻﺳﺘﻴﻜﻲ ﺳﻄﺢ آﺳﺘﺮي ﺷﺪه ﺑﺎ ﺷﻌﺎع ﻣﻼﻳﻢ ﭘﺮ ﺷﻮد
ﺟﻮﺷﻬﺎ
Welds shall be continuous. Grind to a smooth and uniform surface
Welds
ﺟﻮﺷﻬﺎ ﺑﺎﻳﺪ ﺗﻜﻤﻴﻞ ﺷﻮد و ﺑﺎ زدن ﺳﻨﮓ ﻣﻼﻳﻢ ﺳﻄﺢ آن ﻳﻜﻨﻮاﺧﺖ ﺷﻮد
Porous Areas Cavities and Pockets
Fill in with weld metal
ﺑﺎ ﺟﻮش ﭘﺮ ﺷﻮد
ﺷﻴﺎرﻫﺎ و ﺣﻔﺮه ﻫﺎ،ﺧﻠﻞ وﻓﺮﺟﻬﺎ
7.3.2.18 No welding is permitted on interior or
exterior surfaces of equipment during or after
application of lining. Hydrostatic tests on
equipment shall be performed prior to
application of lining.
در ﺣـﻴﻦ و ﺑﻌــﺪ از ﭘﻮﺷـﺶ داﺧﻠــﻲ ﺟﻮﺷــﻜﺎري18-2-3-7
7.3.2.19 The design of equipment shall allow for
adequate access and venting.
در ﻃﺮاﺣﻲ ﺗﺠﻬﻴـﺰات دﺳﺘﺮﺳـﻲ و ﺗﻬﻮﻳـﻪ ﻛـﺎﻓﻲ19-2-3-7
7.3.2.20 All branches shall be flanged and the
lining shall be taken over the flange face to
prevent ingress of the process liquid behind the
lining.
ﻛﻠﻴﻪ اﻧﺸﻌﺎب ﻫـﺎ ﺑﺎﻳـﺪ ﺑـﻪ ﻓﻠـﻨﺞ ﻣﺠﻬـﺰ ﺷـﻮﻧﺪ و20-2-3-7
آزﻣـﺎﻳﺶ.ﺳﻄﺢ داﺧﻠﻲ و ﺧـﺎرﺟﻲ ﺗﺠﻬﻴـﺰات ﻣﺠـﺎز ﻧﻤـﻲ ﺑﺎﺷـﺪ
.ﻫﻴﺪرواﺳﺘﺎﺗﻴﻚ ﺑﺎﻳﺪ ﻗﺒﻞ از اﻋﻤﺎل ﭘﻮﺷﺶ داﺧﻠﻲ اﻧﺠﺎم ﺷﻮد
.ﺑﺎﻳﺪ ﻣﺪ ﻧﻈﺮ ﻗﺮار ﮔﻴﺮد
ﭘﻮﺷــﺶ داﺧﻠــﻲ ﺑﺎﻳــﺪ روي ﻓﻠــﻨﺞ را ﺑﭙﻮﺷــﺎﻧﺪ ﺗــﺎ از ﻧﻔــﻮذ ﻣــﺎﻳﻊ
.ﻓﺮآﻳﻨﺪي ﺑﻪ ﭘﺸﺖ آن ﺟﻠﻮﮔﻴﺮي ﺷﻮد
از ﭘﻮﺷﺶ ﮔﻮﺷﻪ ﻫﺎ و ﻟﺒﻪ ﻫﺎي ﺗﻴﺰ در ﺳﻄﻮح ﺑﺎﻳﺪ21-2-3-7
7.3.2.21 Sharp changes of contour in the surface
to be lined shall be avoided. Such changes shall
be finished by means of grinding with mortar to
a suitable radius, such that the internal radius of
the lining is not less than 3 mm. Air vent holes
to prevent air trapped in welded joints may
sometimes be necessary (see Fig. 2).
ﺳﻄﻮح ﺗﻴﺰ ﻳﺎد ﺷﺪه ﺑﺎﻳﺪ ﻗﺒﻞ از ﭘﻮﺷﺶ ﺑﻪ وﺳـﻴﻠﻪ.اﺟﺘﻨﺎب ﺷﻮد
در ﭼﻨـﻴﻦ ﺷـﺮاﻳﻄﻲ.ﺳﻨﮓ ﺗﺎ ﺷﻌﺎع ﻗﺎﺑﻞ ﻗﺒﻮﻟﻲ ﺑﺮداﺷـﺘﻪ ﺷـﻮﻧﺪ
ﻣﻴﻠﻴﻤﺘﺮ ﻛﻤﺘﺮ ﺑﺎﺷﺪ و ﺑﺮاي ﺟﻠﻮﮔﻴﺮي3 ﺷﻌﺎع ﭘﻮﺷﺶ ﻫﺎ ﻧﺒﺎﻳﺪ از
از ﻣﺤﺒﻮس ﺷﺪن ﻫﻮا و ﮔﺎز ﺑﺎﻳﺪ ﺳﻮراخ ﻫﺎﻳﻲ را ﺟﻬـﺖ ﺗﻬﻮﻳـﻪ در
. در ﻧﻈﺮ ﮔﺮﻓﺖ2 اﺗﺼﺎﻻت ﻃﺒﻖ ﺷﻜﻞ
24
دي Jan. 2010/ 1388
)IPS-E-TP-350(1
7.3.2.22 If necessary, connections for stairs,
supports, etc., shall be made before the rubber
lining is applied, since welding is not allowed on
lined equipment and piping.
22-2-3-7اﮔﺮ اﺗﺼﺎﻻﺗﻲ ﺑﺮاي ﻧﺮدﺑﺎن ،ﭘﺎﻳـﻪ ﻫـﺎ و ﻏﻴـﺮه ﻻزم
ﺑﺎﺷﺪ ﺑﺎﻳﺪ ﻗﺒﻞ از اﻋﻤﺎل ﭘﻮﺷﺶ داﺧﻠﻲ ﻻﺳـﺘﻴﻜﻲ ﺳـﺎﺧﺘﻪ ﺷـﻮد،
ﭼﻮن ﺟﻮﺷﻜﺎري روي ﺗﺠﻬﻴﺰاﺗﻲ ﻛﻪ ﭘﻮﺷﺶ داﺧﻠـﻲ ﺷـﺪه ﻣﺠـﺎز
ﻧﻤﻲ ﺑﺎﺷﺪ .ﺑـﺮاي ﺟﻠـﻮﮔﻴﺮي از ﮔـﺮم ﺷـﺪن زﻳـﺎد ﭘﻮﺷـﺶ ﻫـﺎي
داﺧﻠﻲ ،اﻟﻤﺎﻧﻬﺎي ﺣﺮارﺗﻲ را ﻧﺒﺎﻳﺪ در ﻓﺎﺻﻠﻪ ﻛﻤﺘـﺮ 100ﻣﻴﻠﻴﻤﺘـﺮ
از ﭘﻮﺷﺶ داﺧﻠﻲ ﻻﺳﺘﻴﻜﻲ ﻧﺼﺐ ﻛﺮد.
Heating elements shall be situated at a distance
not less than 100 mm from the rubber lining to
avoid overheating.
23-2-3-7از ﺗﺄﺛﻴﺮات ﺑﺨﺎر ﺑﺮ روي ﺳﻄﺢ ﻻﺳﺘﻴﻜﻲ در ﻣﻮﻗﻊ
7.3.2.23 Impingement of steam on the rubber
surface shall be avoided when using steam
injection heating.
اﺳﺘﻔﺎده از ﺑﺨﺎر ﺑﺎﻳﺪ ﺟﻠﻮﮔﻴﺮي ﺷﻮد.
ﭘﻮﺷﺶ ﻫﺎي ﻻﺳﺘﻴﻜﻲ
ﺟﻮش ﻫﺎي ﭘﻴﻮﺳﺘﻪ
ﺳﻮراخ ﻫﺎي ﺗﺨﻠﻴﻪ ﻫﻮا
Fig. 2-AIR VENT HOLES
ﺷﻜﻞ -2ﺳﻮراﺧﻬﺎي ﺗﻬﻮﻳﻪ ﻫﻮا
ﻳﺎدآوري:
Note:
ﺳﻮراخ ﻫﺎي ﺗﺨﻠﻴﻪ ﻫﻮا ﺑﺎﻳﺪ در ﻓﺎﺻﻠﻪ ﻫﺎي ﻣﻨﻈﻢ ﺑـﺎ ﻣﺘـﻪ اﻳﺠـﺎد
ﺷﻮد .ﻗﻄﺮ ﺳﻮراخ ﻫﺎ ﺑﺴﺘﮕﻲ ﺑﻪ اﺑﻌﺎد ﻇـﺮف دارد ،اﻣـﺎ ﻣﻌﻤـﻮﻻً 5
ﻣﻴﻠﻴﻤﺘﺮ ﻣﻲ ﺑﺎﺷﺪ.
Air vent holes to be drilled at regular distances.
Diameter of holes depends on dimensions of
vessel, but is generally 5 mm.
ﻟﻮﻟﻪ ﻫﺎي ﺑﺎ ﻗﻄﺮ ﻛﻤﺘﺮ از 600ﻣﻴﻠﻴﻤﺘﺮ ﻧﺒﺎﻳﺪ ﺑـﺎ
7.3.2.24 Pipes less than 600 mm diameter shall
not be lined with thermoset materials such as
epoxy.
25-2-3-7ﻟﻮﻟﻪ ﺑﺎ ﻗﻄـﺮ ﻛﻤﺘـﺮ از 650ﻣﻴﻠﻴﻤﺘـﺮ ) 26اﻳـﻨﭻ(
)7.3.2.25 The pipe less than 650mm (26 in
diameter shall be joined in a manner that
eliminates the need for entering the pipe to
complete or repair the coal-tar or bitumen lining
at the joints. Pipe that is 686 mm (27 in) or
larger in diameter may be joined by any suitable
method, including welding.
26-2-3-7اﻧﻮاع ﻟﻮﻟﻪ ﻫﺎﻳﻲ ﻛﻪ اﻳﻦ اﺳﺘﺎﻧﺪارد ﺷﺎﻣﻞ ﻣﻴـﺸﻮد،
7.3.2.26 The types of pipes to which this
Standard is applicable include both welded and
seamless pipes of non-alloy steel used for the
conveyance of fluids. The types of fittings are
mainly bends, tees, reducers and collars.
24-2-3-7
ﻣﻮاد ﺗﺮﻣﻮﺳﺖ ﻧﻈﻴﺮ اﭘﻮﻛﺴﻲ ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﻮﻧﺪ.
ﺑﺎﻳﺪ ﺑﻪ ﮔﻮﻧﻪ اي ﻣﺘﺼﻞ ﺷﻮد ﻛـﻪ ﻧﻴـﺎز ﺑـﻪ ورود ﺑـﻪ ﻟﻮﻟـﻪ ﺟﻬـﺖ
ﺗﻜﻤﻴﻞ و ﻳﺎ ﺗﻌﻤﻴﺮ ﭘﻮﺷﺶ داﺧﻠﻲ ﻛﻮﻟﺘﺎر ﻳﺎ ﻗﻴﺮ در ﻣﺤﻞ اﺗﺼﺎﻻت
ﻧﺒﺎﺷﺪ .ﻟﻮﻟﻪ ﺑﺎ ﻗﻄـﺮ 686ﻣﻴﻠﻴﻤﺘـﺮ ) 27اﻳـﻨﭻ( و ﺑﺰرﮔﺘـﺮ ﻣﻤﻜـﻦ
اﺳﺖ ﺑﺎ ﻫﺮ روش ﻣﻨﺎﺳﺐ از ﺟﻤﻠﻪ ﺟﻮﺷﻜﺎري ﺑﻬﻢ ﻣﺘﺼﻞ ﺷﻮﻧﺪ.
ﻋﺒﺎرﺗﻨﺪ از ﻟﻮﻟﻪ ﻫﺎي درزدار و ﺑﺪون درز ﻓـﻮﻻدي ﻏﻴﺮآﻟﻴـﺎژي ﻛـﻪ
ﺑﺮاي ﺟﺎﺑﺠﺎﻳﻲ ﺳﻴﺎﻻت اﺳﺘﻔﺎده ﻣﻴﮕﺮدﻧﺪ .اﻧـﻮاع اﺗـﺼﺎﻻت ﻋﻤـﺪﺗﺎً
ﻋﺒﺎرﺗﻨﺪ از زاﻧﻮﻫﺎ ،ﺳﻪ راﻫﻪ ﻫﺎ ،ﺗﺒﺪﻳﻞ ﻫﺎ و ﺑﺴﺖ ﻫﺎ.
25
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
در ﻃﺮاﺣﻲ ﺗﺠﻬﻴﺰات ﻓﻠﺰي ﻛـﻪ ﻗـﺮار اﺳـﺖ ﺑـﺎ ﻣـﻮاد3-3-7
7.3.3 Design of Metal Equipment to be Lined
With Inorganic Materials (Glass, Ceramic,
Brick, Cement-Mortar and Refractory)
( ﻣـﻼت ﺳـﻴﻤﺎن و ﻣـﻮاد ﻧـﺴﻮز، آﺟـﺮ، ﺳـﺮاﻣﻴﻚ،ﻣﻌﺪﻧﻲ )ﺷﻴﺸﻪ
.ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﻮﻧﺪ
اﻧﺠـﺎم ﻣـﻮارد زﻳـﺮ ﺑﺎﻳـﺪ2-3-7 ﻋﻼوه ﺑﺮ رﻋﺎﻳـﺖ ﻣﻘـﺮرات ﺑﻨـﺪ
.ﻫﻤﭽﻨﻴﻦ ﻣﻮرد ﺗﻮﺟﻪ ﻗﺮار ﮔﻴﺮد
In addition to the provisions of Clause 7.3.2 the
following consideration shall also be carried out:
7.3.3.1 Design of Metal Equipment to be Glass
Lined
ﻃﺮاﺣﻲ ﺗﺠﻬﻴﺰات ﻓﻠﺰي ﻛـﻪ ﻗـﺮار اﺳـﺖ ﺑـﺎ ﻟﻌـﺎب1-3-3-7
7.3.3.1.1 Because glass is very strong in
compression, but weak in tension, the glass is
formulated so that it has less thermal expansion
than the base metal to which it is applied.
Therefore, during the cooling, very high
compressive stresses are set up in the glass
coating. Sharp edges will not glass well due to
the surface tension of the glass, but even edges
that are ground with a radius are not suitable if
the radius is not generous enough. Glass will
tend to shear off of radii that are too sharp. This
requirement for curved surfaces and rounded
edges results in the necessity for using swaged
openings, Vanston flanges, and flanges on
covers and clamp-top vessels.
ﭼﻮن ﺷﻴﺸﻪ در ﻣﻘﺎﺑﻞ ﻓﺸﺎر ﺑﺴﻴﺎر ﻣﻘﺎوم اﻣﺎ در1-1-3-3-7
.ﺷﻴﺸﻪ اي ﭘﻮﺷﺶ ﺷﻮد
ﺑـﻪ ﻫﻤـﻴﻦ ﺟﻬـﺖ ﻃـﻮري ﺑﺎﻳـﺪ،ﻣﻘﺎﺑﻞ ﻛﺸﺶ ﺿﻌﻴﻒ ﻣﻲ ﺑﺎﺷـﺪ
،ﺳﺎﺧﺘﻪ ﺷﻮد ﻛﻪ اﻧﺒـﺴﺎط ﺣﺮارﺗـﻲ آن ﻛﻤﺘـﺮ از ﻓﻠـﺰ ﭘﺎﻳـﻪ ﺑﺎﺷـﺪ
ﺑﻨﺎﺑﺮاﻳﻦ ﻫﻨﮕﺎم ﺳﺮد ﺷﺪن ﺗﻨﺶ ﻫﺎي ﻓﺸﺎري ﺧﻴﻠﻲ زﻳﺎد ﺑﻪ ﻟﻌﺎب
ﻟﺒﻪ ﻫـﺎي ﺗﻴـﺰ ﺑـﻪ ﻋﻠـﺖ ﺗـﻨﺶ ﺳـﻄﺤﻲ.ﺷﻴﺸﻪ اي وارد ﻣﻲ آﻳﺪ
ﺣﺘﻲ ﻟﺒﻪ ﻫﺎﻳﻲ ﻛﻪ ﺑﺎ ﻳﻚ ﺷﻌﺎع.ﺷﻴﺸﻪ ﺑﻪ ﺧﻮﺑﻲ ﻟﻌﺎب ﻧﻤﻲ ﺷﻮﻧﺪ
اﮔﺮ ﺷﻌﺎع آن ﺑﻪ اﻧﺪازه ﻛﺎﻓﻲ زﻳـﺎد ﻧﺒﺎﺷـﺪ ﻣﻨﺎﺳـﺐ،ﮔﺮد ﺷﺪه اﻧﺪ
ﺑﻪ ﻫﻤـﻴﻦ، ﺷﻴﺸﻪ ﺑﺎ ﺷﻌﺎع ﺗﻨﺪ ﺗﻤﺎﻳﻞ ﺑﻪ ﺑﺮﻳﺪن دارد.ﻧﺨﻮاﻫﺪ ﺑﻮد
،ﻋﻠﺖ ﺑﺮاي ﺳﻄﻮح ﺧﻤﻴﺪه ﺑﺎ ﻟﺒﻪ ﮔﺮد ﺑﻪ روزﻧﻪ ﻗﺎﻟﺐ ﮔﻴﺮي ﺷـﺪه
ﻓﻠﻨﺞ ﻫﺎي واﻧﺴﺘﻮن و ﻓﻠﻨﺞ ﻫﺎﻳﻲ ﻛﻪ در ﺑﺎﻻي ﻇـﺮوف ﻣﺠﻬـﺰ ﺑـﻪ
. ﻧﻴﺎز ﻣﻲ ﺑﺎﺷﺪ،ﮔﻴﺮه ﻫﺴﺘﻨﺪ
7.3.3.1.2 Jacket aprons and sealers must be so
designed that no undue stresses are introduced
into the liner shell during welding of the jacket.
Excessive heat applied to the liner shell will
cause the steel to expand and thus crack the glass
by tension stress.
ﭘﻮﺷﺶ ﻫﺎي ﭘﻴﺶ ﺑﻨﺪي و آب ﺑﻨـﺪﻫﺎ ﺑﺎﻳـﺪ ﺑـﻪ2-1-3-3-7
7.3.3.1.3 The heating (firing) procedure used in
glassing steel must be carefully controlled and for
this reason the design of the equipment must be
such that there are no sudden changes in metal
thicknesses, such as in very heavy flanges, etc.
دﺳﺘﻮراﻟﻌﻤﻞ ﭘﻮﺷﺶ ﺷﻴﺸﻪ اي ﻓـﻮﻻد ﺑـﺎ روش3-1-3-3-7
7.3.3.1.4 The base metal must be thick enough to
withstand the operating pressures and also to
support the vessel from sagging during firing at
the elevated temperatures encountered in
glassing. The unit must be so designed that any
stress, or combinations of stresses occurring
during the actual operation of the vessel does not
exceed the yield point of the base metal.
ﻓﻠﺰ ﺑﺪﻧﻪ ﺑﺎﻳﺪ ﺑﻪ اﻧﺪازه ﻛﺎﻓﻲ ﺿﺨﻴﻢ ﺑﺎﺷﺪ ﺗـﺎ در4-1-3-3-7
7.3.3.1.5 Sharp edges on castings shall be
avoided, because neither the wet nor dry-process
coatings will adequately cover sharp edges.
از ﻟﺒﻪ ﻫﺎي ﺗﻴﺰ در رﻳﺨﺘﻪ ﮔـﺮي ﺑﺎﻳـﺪ اﺟﺘﻨـﺎب5-1-3-3-7
،ﮔﻮﻧــﻪ اي ﻃﺮاﺣــﻲ ﺷــﻮد ﻛــﻪ در ﻫﻨﮕــﺎم ﺟﻮﺷــﻜﺎري ﭘﻮﺷــﺶ
اﻋﻤـﺎل.ﺗﻨﺶ ﻫﺎي ﺑﻲ ﻣﻮرد ﺑﻪ ﭘﻮﺷﺶ داﺧﻠـﻲ ﺑﺪﻧـﻪ وارد ﻧـﺸﻮد
ﺣﺮارت اﺿﺎﻓﻲ ﺑﻪ ﻟﻌـﺎب ﺑﺪﻧـﻪ ﺑﺎﻋـﺚ اﻧﺒـﺴﺎط ﻓـﻮﻻد و ﺷﻜـﺴﺘﻦ
.ﺷﻴﺸﻪ ﻧﺎﺷﻲ ازﺗﻨﺶ ﻛﺸﺸﻲ ﺧﻮاﻫﺪ ﺷﺪ
ﺣﺮارت ﺑﺎﻳﺪ ﺑﻪ دﻗﺖ ﻛﻨﺘﺮل و ﺑﻪ ﻫﻤﻴﻦ دﻟﻴﻞ ﻃﺮاﺣـﻲ ﺗﺠﻬﻴـﺰات
ﺑﺎﻳﺪ ﺑـﻪ ﮔﻮﻧــﻪ اي ﺑﺎﺷﺪ ﻛــﻪ ﺗﻐﻴﻴﺮات ﻧﺎﮔﻬـﺎﻧﻲ ﺿـﺨﺎﻣﺖ ﻫـﺎي
.ﻓﻠﺰ ﻧﻈﻴﺮ ﻓﻠﻨﺞ ﻫﺎي ﺧﻴﻠﻲ ﺳﻨﮕﻴﻦ و ﻏﻴﺮه وﺟﻮد ﻧﺪاﺷﺘﻪ ﺑﺎﺷﺪ
ﻫﻤﭽﻨــﻴﻦ از ﺗــﺎب،ﻣﻘﺎﺑــﻞ ﻓــﺸﺎرﻫﺎي ﻋﻤﻠﻴــﺎﺗﻲ ﻣﻘﺎوﻣــﺖ ﻧﻤﺎﻳــﺪ
ﺑﺮداﺷﺘﻦ ﻇﺮف ﻫﻨﮕﺎم اﻓﺰاﻳﺶ دﻣﺎ ﻧﺎﺷﻲ از ﻟﻌﺎﺑﻜـﺎري ﺷﻴـﺸﻪ اي
ﺗﺠﻬﻴﺰات ﺑﺎﻳﺪ ﺑـﻪ ﮔﻮﻧـﻪ اي ﻃﺮاﺣـﻲ ﺷـﻮد ﻛـﻪ.ﻣﺤﺎﻓﻈﺖ ﻧﻤﺎﻳﺪ
ﻳﺎ ﺗﺮﻛﻴﺒﻲ از ﺗﻨﺶ ﻫﺎي اﻳﺠﺎد ﺷﺪه در ﺣـﻴﻦ ﻋﻤﻠﻴـﺎت،ﻫﺮﺗﻨﺸﻲ
.ﻇﺮف از ﻧﻘﻄﻪ ﺗﺴﻠﻴﻢ ﻓﻠﺰ ﭘﺎﻳﻪ ﺗﺠﺎوز ﻧﻨﻤﺎﻳﺪ
ﺷﻮد زﻳﺮا ﻟﺒﻪ ﻫﺎي ﺗﻴﺰ را ﻧﻪ در ﻓﺮآﻳﻨﺪ ﺗﺮ و ﻧﻪ در ﻓﺮآﻳﻨﺪ ﺧـﺸﻚ
.ﺑﻪ اﻧﺪازه ﻛﺎﻓﻲ ﭘﻮﺷﺶ ﻧﻤﻲﺷﻮﻧﺪ
ﺗﻮﺻﻴﻪ ﻣﻲﮔﺮدد ﮔﻮﺷﻪ ﻫــﺎ داﺧﻞ و ﺧﺎرج ﺑﺎ ﺿﺨﺎﻣﺖ ﻳﻜﻨﻮاﺧـﺖ
ﮔﺮد ﺷﻮﻧﺪ و ﺷـﻌﺎع ﻫـﺎي ﺑﺰرﮔﺘـﺮي ﺑـﺮاي ﮔـﺮده و ﮔﻮﺷـﻪ ﻫـﺎي
.ﺧﺎرﺟﻲ ﺗﺄﻣﻴﻦ ﺷﻮد
Inside and outside corners should be rounded to
uniform thickness and generous radii provided
for fillets and outside corners.
26
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﺗﻜﻨﻴﻚ ﻫﺎي ﺧﺎﺻﻲ ﺑﺎﻳﺪ در ﻃﺮاﺣﻲ ﺗﺠﻬﻴـﺰات6-1-3-3-7
7.3.3.1.6 Special styling techniques shall be used
for designing appendages, internal passages, and
lug-fastening faces so as not to emplace a mass
of metal near an otherwise uniform enameling
surface. These design considerations shall
include a thorough review of the available moldmaking techniques in conjunction with the
pattern designer.
ﭼﻔﺖ و ﺑﺴﺖ ﺑﻪ ﻛﺎر رود ﺗﺎ از ﻗﺮار ﮔـﺮﻓﺘﻦ، ﻣﻌﺎﺑﺮ داﺧﻠﻲ،ﻛﻤﻜﻲ
.ﺗﻮده ﻓﻠﺰي در ﺳﻄﻮﺣﻲ ﻛﻪ ﻗﺮار اﺳﺖ ﻟﻌﺎب ﺷﻮد ﺟﻠﻮﮔﻴﺮي ﺷـﻮد
اﻳﻦ ﻣﻼﺣﻈﺎت ﻃﺮاﺣﻲ ﺷﺎﻣﻞ ﺑﺎزﻧﮕﺮي ﻛﻠـﻲ ﻓﻨـﻮن ﻗﺎﻟـﺐ ﮔﻴـﺮي
. ﻫﻤﺮاه ﺑﺎ اﻟﮕﻮي ﻃﺮاح ﺧﻮاﻫﺪ ﺑﻮد،ﻣﻮﺟﻮد
7.3.3.2 Design of metal equipment to be
ceramic lined
ﻃﺮاﺣﻲ ﺗﺠﻬﻴﺰات ﻓﻠﺰي ﺑـﺎ ﭘﻮﺷـﺶ داﺧﻠـﻲ2-3-3-7
7.3.3.2.1 All areas of high stress that will result
in movement of the steel structure, such as oil
conning or vibration, shall be externally
supported.
ﻛﻠﻴــﻪ ﺳــﻄﻮح ﭘــﺮ ﺗــﻨﺶ ﻛــــﻪ ﺑﺎﻋــﺚ ﺣﺮﻛــﺖ1-2-3-3-7
7.3.3.2.2 Anchorage is required to secure the
lining to the shell and to distribute shrinkage
cracking evenly over the whole area.
ﺑﺮاي اﺳﺘﺤﻜﺎم ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﺑـﻪ ﺑﺪﻧـﻪ و2-2-3-3-7
ﺳﺮاﻣﻴﻚ
ﺳﺎزهﻫﺎي ﻓﻠﺰي ﻣﻲ ﺷﻮﻧﺪ ﻣﺎﻧﻨﺪ درﻳﭽﻪ ﻫﺎي روﻏﻦ ﻳﺎ ﻟﺮزش ﺑﺎﻳـﺪ
.از ﺧﺎرج ﻧﮕﻬﺪاري ﺷﻮﻧﺪ
ﻛﻠﻴﻪ ﺳـﻄﻮح،ﺗﻮزﻳﻊ ﻳﻜﻨﻮاﺧﺖ ﺗﺮك ﻫﺎي اﺣﺘﻤﺎﻟﻲ در اﺛﺮ اﻧﻘﺒﺎض
.ﺑﺎﻳﺪ ﺑﺎ ﻣﻴﻞ ﻣﻬﺎر ﺗﻘﻮﻳﺖ ﺷﻮﻧﺪ
7.3.3.2.3 Anchors, such as v-type or long horn
studs, shall be installed on the proper center lines
in a diamond or staged pattern with the lines
randomly oriented.
ﺷﻜﻞ ﻳﺎ ﭘﻴﭻ ﻫﺎي ﺑﻠﻨﺪ دوV ﻣﻬﺎرﻫﺎﻳﻲ از ﻧﻮع3-2-3-3-7
7.3.3.2.4 For lining up to 50 mm thickness,
anchorage may be provided by mild steel welded
wire fabric. Anchorage shall be used in both
single and dual layer systems.
ﻣﻴﻠﻴﻤﺘـﺮ50 ﺑﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ ﺗﺎ ﺿـﺨﺎﻣﺖ4-2-3-3-7
7.3.3.3 Design of metal equipment to be brick
lined
ﻃﺮاﺣﻲ ﺗﺠﻬﻴﺰات ﻓﻠﺰي ﺑﺎ ﭘﻮﺷـﺶ داﺧﻠـﻲ3-3-3-7
7.3.3.3.1 It is important to have smooth,
continuous steel surfaces, where membrane
lining are used.
داﺷﺘﻦ ﺳﻄﻮح ﻓﻮﻻدي ﺻﺎف و ﻳﻜﻨﻮاﺧﺖ ﺟﺎﻳﻲ1-3-3-3-7
7.3.3.3.2 Grades of steel generally used fall
within the requirements of ASTM specification
A-283/ A 283 M or A-285/ A 285 M.
ﺑـــــﻪ ﻃــﻮر ﻛﻠـــــﻲ اﺳــﺘﻔﺎده از ﻓــﻮﻻد ﺑــــﺎ2-3-3-3-7
ﺳﺮ ﺑﺎﻳﺪ درﺳﺖ روي ﺧﻄﻮط ﻣﺮﻛﺰ ﺑﻪ ﺷﻜﻞ ﻟﻮزي ﭼﻨﺪ ﻃﺒﻘـﻪ ﺑـﺎ
. ﻧﺼﺐ ﺷﻮد،ﺧﻄﻮط ﺟﻬﺖ داده ﺷﺪه ﺑﻪ ﻃﻮر اﺗﻔﺎﻗﻲ
ﻣﻴﻞ ﻣﻬﺎرﻫﺎ ﻣﻤﻜﻦ اﺳﺖ از ﻓﻮﻻد ﻧﺮم و ﺑﻪ ﺻﻮرت ﺷﺒﻜﻪ اﺳـﺘﻔﺎده
ﻣﻴﻞ ﻣﻬﺎرﻫﺎ ﺑﺎﻳﺪ ﻫﻢ ﺑﻪ ﺻﻮرت ﺳﺎﻣﺎﻧﻪ ﻫﺎي ﻳﻚ ﻻﻳﻪ و ﻫـﻢ.ﺷﻮد
.ﺑﻪ ﺣﺎﻟﺖ دوﻻﻳﻪ ﺑﻜﺎر ﮔﺮﻓﺘﻪ ﺷﻮد
آﺟﺮي
.ﻛﻪ ﻗﺮار اﺳﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﻏﺸﺎﻳﻲ ﺷﻮد ﻣﻬﻢ ﻣﻲ ﺑﺎﺷﺪ
درﺟﺎت ﻣﺨﺘﻠــﻒ ﺑـــﺎﻳــﺪ ﻣﻄــﺎﺑــــﻖ ﺑــــﺎ اﺳﺘـــﺎﻧــــﺪارد
. ﺑﺎﺷﺪA-285/A 285 M ﻳﺎA-283/283M ASTM
7.3.3.3.3 Tanks of cylindrical design are used
frequently in preference to rectangular shape for
reasons of economy, pressure rating and stability
of the brick linings.
ﻣﺨــﺎزن ﺑــﺎ ﻃﺮاﺣــﻲ اﺳــﺘﻮاﻧﻪ اي ﻧــﺴﺒﺖ ﺑــﻪ3-3-3-3-7
7.3.3.3.4 Thickness of steel in shell plates for
cylindrical vessels shall be as follows: [(Except
that 0.6 mm (¼ inch) minimum thickness is
recommended for tanks over 1.25 m (4 feet) in
diameter).]
ﺿــﺨﺎﻣﺖ ورﻗﻬــﺎي ﻓــﻮﻻدي ﺑﺪﻧــــﻪ ﻇــﺮوف4-3-3-3-7
ﻣﻴﺰان ﻓﺸﺎر و ﭘﺎﻳﺪاري ﭘﻮﺷﺶ ﻫـﺎي،ﻣﺴﺘﻄﻴﻠﻲ از ﻧﻈﺮ اﻗﺘﺼﺎدي
.آﺟﺮي ﺑﺮﺗﺮي دارﻧﺪ
)ﺑـﻪ اﺳـﺘﺜﻨﺎء اﻳـﻦ ﻛـﻪ ﺑـﺮاي.اﺳﺘﻮاﻧﻪ اي ﺑﺎﻳﺪ ﺑﻪ ﺷﺮح زﻳﺮ ﺑﺎﺷﺪ
ﻣﻴﻠﻴﻤﺘـﺮ0/6 ﻓﻮت( ﺿﺨﺎﻣﺖ4) ﻣﺘﺮ1/25 ﻇﺮوف ﺑﺎ ﻗﻄﺮ ﺑﻴﺶ از
.(اﻳﻨﭻ( ﭘﻴﺸﻨﻬﺎد ﺷﺪه اﺳﺖ
1
4
وﻗﺘﻲ اﺧﺘﻼف دﻣﺎ ﺑﻴﻦ ﭘﻮﺷﺶ آﺟـﺮي و ﺑﺪﻧـﻪ5-3-3-3-7
7.3.3.3.5 When the temperature differential
between brick lining and steel shell is negligible
ﻓﻮﻻد ﻗﺎﺑﻞ اﻏﻤﺎض ﺑﺎﺷﺪ ﻳﺎ وﻗﺘﻲ اﺗﺼﺎﻻت اﻧﺒـﺴﺎﻃﻲ در ﭘﻮﺷـﺶ
27
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
or when expansion joints are provided in the
brick lining, it is suggested steel tanks be
designed in accordance with the usual rules for
accommodating forces imposed by the internal
pressure, the weight of the vessel, lining and
contents and by wind, shock, or other loads that
may occur. If operating pressure is to be 1 bar
(15 psig) or less, consideration shall be given to
designing the vessel to permit hydrostatic testing
at twice the operating pressure. If vessels are to
operate at pressure above 1 bar, it is suggested
they be designed to meet requirements of the
ASME Code.
آﺟﺮي ﺗﻬﻴﻪ ﺷﻮد ﭘﻴﺸﻨﻬﺎد ﻣﻲ ﺷﻮد ﻛﻪ ﻣﺨـﺎزن ﻓـﻮﻻدي ﻣﻄـﺎﺑﻖ
،ﻗﻮاﻧﻴﻦ ﻣﻌﻤﻮل ﺑﺮاي ﻣﻘﺎﺑﻠﻪ ﺑﺎ ﻧﻴﺮوﻫﺎي ﺣﺎﺻـﻞ از ﻓـﺸﺎر داﺧﻠـﻲ
، وزن ﭘﻮﺷــﺶ و ﻣﺤﺘﻮﻳــﺎت و ﻫﻤﭽﻨــﻴﻦ ﻧﻴــﺮوي ﺑــﺎد،وزن ﻇــﺮف
اﮔـﺮ ﻓـﺸﺎر ﻋﻤﻠﻴـﺎت. ﻃﺮاﺣﻲ ﺷﻮد، ﻳﺎ ﺳﺎﻳﺮ ﻧﻴﺮوﻫﺎي وارد،ﻟﺮزش
ﺑﺎﻳـﺪ ﺗﻮﺟـﻪ، ﭘﻮﻧﺪ ﺑﺮ اﻳﻨﭻ ﻣﺮﺑـﻊ( و ﻳـﺎ ﻛﻤﺘـﺮ ﺑﺎﺷـﺪ15) ﻳﻚ ﺑﺎر
داﺷﺖ ﻛﻪ ﻃﺮاﺣﻲ ﻇﺮف اﺟﺎزه آزﻣﺎﻳﺶ اﻳﺴﺘﺎﺑﻲ ﺑﺎ دو ﺑﺮاﺑﺮ ﻓـﺸﺎر
، اﮔﺮ ﻓﺸﺎر ﻋﻤﻠﻴﺎﺗﻲ ﻇﺮوف ﺑﻴﺶ ازﻳـﻚ ﺑـﺎر ﺑﺎﺷـﺪ.ﻋﻤﻠﻴﺎﺗﻲ ﺑﺪﻫﺪ
ASME ﭘﻴﺸﻨﻬﺎد ﺷﺪه ﻛـﻪ ﻃﺮاﺣـﻲ ﻇـﺮوف ﻣﻄـﺎﺑﻖ اﺳـﺘﺎﻧﺪارد
.اﻧﺠﺎم ﺷﻮد
7.3.3.3.6 When a temperature differential
between the brick lining and steel shell will exist
and expansion joints are not provided in the
brick lining, it is suggested the thickness of steel
shall be determined by the following equation:
وﻗﺘﻲ ﺑﻴﻦ دﻣﺎي ﭘﻮﺷﺶ آﺟﺮي و ﻓـﻮﻻد ﺑﺪﻧـﻪ6-3-3-3-7
ts =
اﺧﺘﻼف وﺟﻮد داﺷﺘﻪ ﺑﺎﺷﺪ و اﺗﺼﺎﻻت اﻧﺒﺴﺎﻃﻲ ﺑﺮاي ﭘﻮﺷـﺶ در
ﭘﻴﺸﻨﻬﺎد ﻣﻲ ﺷﻮد ﻛﻪ ﺿـﺨﺎﻣﺖ ﻓـﻮﻻد از،ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﻧﺸﺪه ﺑﺎﺷﺪ
:راﺑﻄﻪ زﻳﺮ ﺗﻌﻴﻴﻦ ﺷﻮد
t bEb
PD
S
( a b Ta - as TS - S )+
ES
Ss
2S S
)اﮔﺮ ﺟﻤﻠﻪ داﺧﻞ ﭘﺮاﻧﺘﺰ ﻣﻨﻔﻲ ﺑﺎﺷﺪ ﻧﺸﺎن ﻣﻲ دﻫﺪ ﻛﻪ ﻓﻮﻻد ﺑﺪﻧﻪ
ﺑﻴﺶ از ﭘﻮﺷﺶ آﺟﺮي ﻣﻨﺒﺴﻂ ﺷﺪه ﻳﺎ ﺗﻨﺶ ﻓﻮﻻد ﺑﺪﻧﻪ ﻧﺎﺷـﻲ از
، ﻣﻲ ﺑﺎﺷﺪSs اﻧﺒﺴﺎط ﭘﻮﺷﺶ آﺟﺮي ﻛﻤﺘﺮ از ﺣﺪاﻛﺜﺮ ﻣﻘﺪار ﻣﺠﺎز
.(آﻧﮕﺎه ﺿﺨﺎﻣﺖ ﺑﺪﻧﻪ ﺑﺎﻳﺪ ﺑﺎ ﻓﺸﺎر داﺧﻠﻲ ﺗﻌﻴﻴﻦ ﺷﻮد
(When the term in parenthesis is negative it
indicates the steel tank will expand more than
the brick lining or that the stress in the steel shell
caused by expansion of the brick lining is less
than the maximum allowable Ss. The thickness
of the shell then shall be determined from the
internal pressure.)
:ﻛﻪ در آن
Where:
ts
is thickness of shell-inches.
tb
is thickness of brick lining-inches.
Es
is modulus of elasticity for steel-psi (use
30 × 106 psi).
Eb
is modulus of elasticity in compression
for brick lining-psi (may vary from 2 ×
106 to 7× 106 psi).
Ss
is allowable stress for shell-psi (use
13,750 psi).
Sb
is allowable compressive stress for brick
lining-psi (may vary from 4000 to 10,000
psi).
as
is coefficient of expansion for steel
inches per inch per degree °F; 6 × 10-6.
ab
is coefficient of expansion for brick
inches per inch per degree °F; 3 × 10-6 to
6 × 10-6.
.ﺿﺨﺎﻣﺖ ﺑﺪﻧﻪ ﺑﻪ اﻳﻨﭻ
.ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ آﺟﺮي ﺑﻪ اﻳﻨﭻ
6
30×10 ) ﺿﺮﻳﺐ ارﺗﺠﺎﻋﻲ ﺑﺮاي ﻓﻮﻻد – ﭘﻮﻧﺪ ﺑﺮ اﻳﻨﭻ ﻣﺮﺑـﻊ
.(ﭘﻮﻧﺪ ﺑﺮ اﻳﻨﭻ ﻣﺮﺑﻊ ﺑﻪ ﻛﺎر رود
ﺿﺮﻳﺐ ارﺗﺠﺎﻋﻲ ﭘﻮﺷﺶ آﺟﺮ در ﺣﺎﻟﺖ ﻣﺘـﺮاﻛﻢ – ﭘﻮﻧـﺪ ﺑـﺮ
ﭘﻮﻧﺪ ﺑﺮ اﻳـﻨﭻ7×106 ﺗﺎ2×106 )ﻣﻤﻜﻦ اﺳﺖ از،اﻳﻨﭻ ﻣﺮﺑﻊ
.(ﻣﺮﺑﻊ ﺗﻐﻴﻴﺮ ﻛﻨﺪ
ﭘﻮﻧﺪ ﺑﺮ13750) ﺗﻨﺶ ﻣﺠﺎز ﺑﺮاي ﺑﺪﻧﻪ – ﭘﻮﻧﺪ ﺑﺮ اﻳﻨﭻ ﻣﺮﺑﻊ
.اﻳﻨﭻ ﻣﺮﺑﻊ( اﺳﺘﻔﺎده ﺷﻮد
ﺗﻨﺶ ﻓﺸﺎري ﻣﺠﺎز ﺗﺮاﻛﻢ ﭘﻮﺷﺶ آﺟﺮ – ﭘﻮﻧﺪ ﺑﺮ اﻳﻨﭻ ﻣﺮﺑﻊ
ﭘﻮﻧﺪ ﺑﺮ اﻳﻨﭻ ﻣﺮﺑﻊ ﺗﻐﻴﻴﺮ10000 ﺗﺎ4000 )ﻣﻤﻜﻦ اﺳﺖ از
.(ﻛﻨﺪ
ﺿﺮﻳﺐ اﻧﺒﺴﺎط ﻓﻮﻻد ﺑﺮﺣﺴﺐ اﻳـﻨﭻﻫـﺎ ﺑـﺮ اﻳـﻨﭻ ﺑـﺮ درﺟـﻪ
. ﻣﻲ ﺑﺎﺷﺪ6×10-6 ﺣﺮارت ﻓﺎرﻧﻬﺎﻳﺖ؛
ﺿﺮﻳﺐ اﻧﺒﺴﺎط آﺟﺮ اﻳﻨﭻ ﺑﺮ اﻳﻨﭻ ﺑﺮ درﺟﻪ ﺣﺮارت ﻓﺎرﻧﻬﺎﻳﺖ
. ﻣﻲ ﺑﺎﺷﺪ6×10-6 ﺗﺎ3×10-6
28
ts
tb
Es
Eb
Ss
Sb
as
ab
Jan. 2010/ 1388 دي
Ts
is average temperature rise of steel °F.
Tb
is average temperature rise of brick °F.
p
is maximum allowable internal pressure,
psi.
D
is inside diameter of shell-inches.
IPS-E-TP-350(1)
.∆ ﻣﺘﻮﺳﻂ اﻓﺰاﻳﺶ درﺟﻪ ﺣﺮارت ﻓﻮﻻد – ﻓﺎرﻧﻬﺎﻳﺖ اﺳﺖTs
.∆ ﻣﺘﻮﺳﻂ اﻓﺰاﻳﺶ درﺟﻪ ﺣﺮارت آﺟﺮ – ﻓﺎرﻧﻬﺎﻳﺖ اﺳﺖTb
. ﺣﺪاﻛﺜﺮ ﻓﺸﺎر ﻣﺠﺎز داﺧﻠﻲ – ﭘﻮﻧﺪ ﺑﺮ اﻳﻨﭻ ﻣﻲ ﺑﺎﺷﺪP
. ﻗﻄﺮ داﺧﻠﻲ ﺑﺪﻧﻪ – اﻳﻨﭻ ﻣﻲ ﺑﺎﺷﺪD
ﺗﻨﺶ ﻓﺸﺎري ﺗﺮاﻛﻢ آﺟﺮ ﺑﺎﻳﺪ،وﻗﺘﻲ ﻛﻪ ﺿﺨﺎﻣﺖ ﺑﺪﻧﻪ ﺗﻌﻴﻴﻦ ﺷﺪ
.از راﺑﻄﻪ زﻳﺮ ﻣﺸﺨﺺ ﺷﻮد
When the thickness of the shell has been
established, compression stress in the brick shall
be determined by the following equation:
bTb - Tb
S b = Eb
t bEb
1
tsEs
اﮔﺮ ﺗﻨﺶ ﻓﺸﺎري ﺗﺮاﻛﻢ آﺟﺮ ﺑـﻴﺶ از اﻧـﺪازه ﻣﻴـﺰان اﻳﻤﻨـﻲ آن
Should the compressive stress of the brick
exceed a safe value, expansion joints may be
ﺿــﺨﺎﻣﺖ. ﻣﻴﺘــﻮان از اﺗــﺼﺎﻻت اﻧﺒــﺴﺎﻃﻲ اﺳــﺘﻔﺎده ﻧﻤــﻮد،ﺷــﻮد
provided, the thickness of the brick lining may
ﭘﻮﺷﺶ آﺟﺮي ﻣﻤﻜﻦ اﺳﺖ اﻓـﺰاﻳﺶ ﻳﺎﺑـﺪ ﻳـﺎ از آﺟـﺮ ﻣﻘـﺎوم ﺗـﺮ
be increased, or stronger brick used. A reduction
ﻛﺎﻫﺶ ﺿﺨﺎﻣﺖ ﻓﻮﻻد ﺑﺎﻋﺚ ﻛﺎﻫﺶ ﺗـﻨﺶ در آﺟـﺮ.اﺳﺘﻔﺎده ﻛﺮد
in the thickness of the steel also will reduce the
stress in the brick.
.ﻣﻲ ﺷﻮد
3
ﻣﻴﻠﻴﻤﺘـﺮ) اﻳـﻨﭻ( ﻳـﺎ ﺑـﻪ9 ﺿﺨﺎﻣﺖ ﻛﻒ ﻣﺴﻄﺢ ﺑﺎﻳﺪ ﺣﺪاﻗﻞ
Flat bottom thickness shall be 9 mm (3/8 inch)
8
minimum or sufficient to limit the deflection to
ﻣﻴﻠﻴﻤﺘـﺮ در ﻫـﺮ2/61 اﻧﺪازه ﻛﺎﻓﻲ ﺑﻮده ﺗﺎ اﻧﺤﺮاف را ﺑﻪ ﻣﻴـﺰان
2.61 mm/1m (1/32 inch/ft.) of the span.
Consideration should be given to warpage of flat
bottoms which may result from welding. This
can be reduced by increasing thickness.
ﺗﺎب ﺑﺮداﺷﺘﻦ. اﻳﻨﭻ ( ﻓﺎﺻﻠﻪ ﺗﻌﻴﻴﻦ ﺷﺪه ﻣﺤﺪود ﻧﻤﺎﻳﺪ1 ) ﻣﺘﺮ
32
ﻛﻒ ﻣﺴﻄﺢ ﻛﻪ ﻣﻤﻜﻦ اﺳﺖ ﻧﺎﺷﻲ از ﺟﻮﺷﻜﺎري ﺑﺎﺷﺪ ﺑﺎﻳﺪ ﺗﻮﺟﻪ
. ﺑﺎ اﻓﺰاﻳﺶ ﺿﺨﺎﻣﺖ اﻳﻦ ﻣﺸﻜﻞ را ﻣﻲ ﺗﻮان ﻛﺎﻫﺶ داد.ﺷﻮد
ﺑﺪﻧﻪ ﻫﺎ و ﺳﻘﻒ ﻫـﺎ ﺑﺎﻳـﺪ ﺑـﻪ اﻧـﺪازه ﻛـﺎﻓﻲ ﺳـﺨﺖ ﺑﺎﺷـﺪ ﺗـﺎ از
ﺗﻐﻴﻴﺮاﺗﻲ ﻛﻪ ﺑـﻪ ﻃـﻮر ﺟـﺪي ﺑﺎﻋـﺚ ﺗـﺮك و ﻣﺘﻼﺷـﻲ ﺷـﺪن و
)ﺑــﻪ ﺑﻨــﺪ.رﻳﺨــﺘﻦ ﭘﻮﺷــﺶ آﺟــﺮي ﻣــﻲ ﺷــﻮد اﺟﺘﻨــﺎب ﺷــﻮد
( ﻣﺮاﺟﻌﻪ ﺷﻮد2-3-3-3-7
اﺗﺼﺎﻻت ﺗﻤـﺎم ﺳـﻄﻮح ﻛـﻪ ﺑـﺎ آﺳـﺘﺮي ﻏـﺸﺎء ﭘﻮﺷـﺶ داﺧﻠـﻲ
اﺗـﺼﺎﻻت. ﺑﺎﻳﺪ ﺑﺮوش ﻟـﺐ ﺑـﻪ ﻟـﺐ ﺟﻮﺷـﻜﺎري ﺷـﻮﻧﺪ،ﻣﻲﮔﺮدﻧﺪ
ﺟﻮﺷﻬﺎ در ﮔﻮﺷﻪﻫــﺎي.روﻳﻬﻢ و ﻳﺎ ﻣﻴﺦ ﭘﺮﭼﻲ ﻧﺒﺎﻳﺪ ﺑﻪ ﻛﺎر روﻧﺪ
داﺧﻠﻲ و ﺧﺎرﺟﻲ ﺑﺎﻳﺪ ﺑﻪ ﮔﻮﻧﻪ اي ﺗﻤـﺎم ﺷـﻮﻧﺪ ﻛـﻪ ﮔـﺮد ﺑـﻮده و
Shells and heads must be made stiff enough to
avoid deformations that will seriously crack the
brick lining and allow it to disintegrate or fall
(see 7.3.3.3.2).
Joints in all surfaces that are to be covered by a
membrane lining shall be made by butt welding.
Lap and riveted joints shall not be used. Welds
at inside and outside corners shall be finished so
that they may be ground to 4.5 mm (3/16 inch)
minimum radius. Vessels shall be hydrostatically
tested and repaired as may be necessary, before
any lining work is started.
آزﻣــﺎﻳﺶ.اﻳــﻨﭻ( ﺑﺎﺷــﺪ
3
16
) ﻣﻴﻠﻴﻤﺘــﺮ4/5 ﺷﻌﺎﻋــﺸﺎن ﺣــﺪاﻗﻞ
اﻳﺴﺘﺎﺑﻲ و ﺗﻌﻤﻴﺮ اﺣﺘﻤﺎﻟﻲ ﻇﺮوف ﺑﺎﻳﺪ ﻗﺒﻞ از ﺷﺮوع ﭘﻮﺷﺶ اﻧﺠﺎم
.ﺷﻮد
ﺟﻠﻮﮔﻴﺮي از ﺗﻐﻴﻴﺮ ﺷﻜﻞ7-3-3-3-7
7.3.3.3.7 Prevention of deformation
از آﻧﺠــﺎ ﻛــﻪ ﭘﻮﺷــﺶ آﺟــﺮي ﺗﻐﻴﻴــﺮات1-7-3-3-3-7
7.3.3.3.7.1 Since the brick lining can not sustain
even very small deformations without cracking,
the shell must be very rigid.
ﻟﺬا ﺑﺪﻧﻪ ﺑﺎﻳﺪ،ﺑﺴﻴﺎرﻛﻮﭼﻚ را ﺑﺪون ﺗﺮك ﻧﻤﻲ ﺗﻮاﻧﺪ ﺗﺤﻤﻞ ﻧﻤﺎﻳﺪ
.ﺧﻴﻠﻲ ﺻﻠﺐ ﺑﺎﺷﺪ
:ﻣﻴﺘﻮان ﺻﻠﺒﻴﺖ را از ﻃﺮﻳﻖ ﻣﻌﻴﺎرﻫﺎي ﻃﺮاﺣﻲ زﻳﺮ ﺑﻪ دﺳﺖ آورد
Rigidity can be obtained by the following design
measures:
29
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
a) The design shall ensure ample wall
thickness.
.اﻟﻒ( ﻃﺮاﺣﻲ ﺑﺎﻳﺪ اﻃﻤﻴﻨﺎن از ﺿﺨﺎﻣﺖ ﺟﺪاره ﻛﺎﻓﻲ را ﺑﺪﻫﺪ
b) High-strength steels with a tensile strength
exceeding 500 N/mm² shall not be used. The
maximum deflection due to wind load shall
ب ( از ﻓﻮﻻد ﺑﺎ ﻣﻘﺎوﻣﺖ ﺑﺎﻻ ﻛﻪ اﺳـﺘﺤﻜﺎم ﻛﺸـﺸﻲ ﺑـﻴﺶ از
not exceed
. ﻧﻴــﻮﺗﻦ ﺑــﺮ ﻣﻴﻠﻴﻤﺘــﺮ ﻣﺮﺑــﻊ دارد ﻧﺒﺎﻳــﺪ اﺳــﺘﻔﺎده ﺷــﻮد500
ﺣﺪاﻛﺜﺮ ﺗﻐﻴﻴﺮ ﺷﻜﻞ ﺧﻤـﺸﻲ ﻧﺎﺷـﻲ از ﻧﻴـﺮوي ﺑـﺎد ﻧﺒﺎﻳـﺪ از
. ﺗﺠﺎوز ﻧﻤﺎﻳﺪH
H
100
100
H: The scale of altitude (m)
(= ﻣﻘﻴﺎس ارﺗﻔﺎع )ﺑﻪ ﻣﺘﺮH
ﻫﻤﺮاه ﺑـﺎ ﻣﺤﺘﻮﻳـﺎت و ﺑـﺴﺘﺮ ﺑـﺴﺘﻪ،ج( ﺟﺮم ﭘﻮﺷﺶ آﺟﺮي
c) Full account shall be taken of the mass of
the brick lining, including packing bed,
contents, etc. This can be estimated as
follows.
اﻳﻦ ﻣﺴﺌﻠﻪ را ﻣﻲ ﺗﻮان ﺑـﻪ.ﺑﻨﺪي ﺑﻪ ﻃﻮر ﻛﺎﻣﻞ ﻣﺤﺎﺳﺒﻪ ﺷﻮد
.ﺷﺮح زﻳﺮ ﺑﺮآورد ﻧﻤﻮد
ﻣﻴﻠﻴﻤﺘﺮ و ﻓﺸﺎر ﻋﻤﻠﻴـﺎت3000 د ( ﺗﺠﻬﻴﺰات ﺑﺎ ﻗﻄﺮ ﻫﺎي ﺗﺎ
d) Equipment with diameters up to 3000 mm,
operating at pressure up to 3 bars and
temperatures up to 100°C shall be designed
for an additional stress of 25-30 N/mm².
Equipment with diameters greater than 3000
mm, operating at pressures up to 10 bars and
temperatures up to 200°C shall be designed
for an additional stress of 30-50 N/mm². For
operating conditions above 10 bars and
200°C it is recommended that each
application shall be considered separately.
درﺟﻪ ﺳـﺎﻧﺘﻴﮕﺮاد ﺑﺎﻳـﺪ ﺑـﺮاي اﺿـﺎﻓﻪ100 ﺑﺎر و دﻣﺎي ﺗﺎ3 ﺗﺎ
. ﻧﻴـﻮﺗﻦ ﺑـﺮ ﻣﻴﻠﻴﻤﺘـﺮ ﻣﺮﺑـﻊ ﻃﺮاﺣـﻲ ﺷـﻮﻧﺪ30 ﺗﺎ25 ﺗﻨﺶ
ﻣﻴﻠﻴﻤﺘـﺮ و ﻓـﺸﺎر3000 ﻃﺮاﺣﻲ ﺗﺠﻬﻴﺰات ﺑﺎ اﻗﻄﺎر ﺑـﻴﺶ از
درﺟـﻪ ﺳـﺎﻧﺘﻴﮕﺮاد200 ﺑﺎر و درﺟﻪ دﻣﺎي ﺗـﺎ10 ﻋﻤﻠﻴﺎﺗﻲ ﺗﺎ
ﻧﻴﻮﺗﻦ ﺑﺮ ﻣﻴﻠﻴﻤﺘﺮ ﻣﺮﺑﻊ ﻃﺮاﺣﻲ50 ﺗﺎ30 ﺑﺎﻳﺪ ﺑﺎ اﺿﺎﻓﻪ ﺗﻨﺶ
درﺟـﻪ200 ﺑـﺎر و10 ﺑﺮاي ﺷﺮاﻳﻂ ﻋﻤﻠﻴﺎﺗﻲ ﺑـﻴﺶ از.ﺷﻮﻧﺪ
ﺳﺎﻧﺘﻴﮕﺮاد ﭘﻴﺸﻨﻬﺎد ﻣﻴﺸﻮد ﻫـﺮ ﻛـﺎرﺑﺮدي ﺑـﻪ ﻃـﻮر ﺟﺪاﮔﺎﻧـﻪ
.ﻣﻮرد ﺑﺮرﺳﻲ ﻗﺮار ﮔﻴﺮد
ﺗﻮﺟﻪ ﺑﻪ ﻣﻌﻴﺎرﻫﺎي اﺿـﺎﻓﻲ زﻳـﺮ ﺑـﺎ ﻫـﺪف2-7-3-3-3-7
7.3.3.3.7.2 The following additional measures,
aimed at avoiding stress concentrations, will
reduce the likelihood of (local) deformations
occurring:
ﻣﻮﺟــﺐ ﻛــﺎﻫﺶ ﺗﻐﻴﻴــﺮات اﺣﺘﻤــﺎﻟﻲ،اﺟﺘﻨــﺎب از ﺗﻤﺮﻛــﺰ ﺗــﻨﺶ
.)ﻣﻮﺿﻌﻲ( ﺧﻮاﻫﺪ ﺷﺪ
.ﻫ( ﻇﺮوف اﺳﺘﻮاﻧﻪ اي ﺑﻪ ﻛﺎر رود
e) Use cylindrical vessels.
f) Use vertical vessels supported on skirts
with the same diameter as that of the vessel
shell. Legs are not recommended.
و ( از ﻇﺮوف ﻋﻤﻮدي ﻣﺴﺘﻘﺮ ﺑــﺮ ﺗﻜﻴﻪ ﮔﺎه ﺑﺎ ﻗﻄــﺮ ﻫﻤﺴﺎن
g) If horizontal vessels are unavoidable, use
extra wide saddles or longitudinal supports of
ample rigidity.
از،ز ( اﮔــﺮ ﻛــﺎرﺑﺮد ﻇــﺮوف اﻓﻘــﻲ ﻏﻴﺮﻗﺎﺑــﻞ اﺟﺘﻨــﺎب ﺑﺎﺷــﺪ
. اﺳﺘﻔﺎده از ﭘﺎﻳﻪ ﻫﺎ ﭘﻴﺸﻨﻬﺎد ﻧﻤﻲ ﺷﻮد.ﺑﺪﻧﻪ اﺳﺘﻔﺎده ﺷﻮد
ﻧﺸﻴﻤﻨﮕﺎه ﻫﺎي ﭘﻬﻦ ﻳـﺎ ﭘﺎﻳـﻪ ﻫـﺎي ﻃـﻮﻟﻲ ﺑـﺎ ﺻـﻠﺒﻴﺖ زﻳـﺎد
.اﺳﺘﻔﺎده ﻧﻤﻮد
h) Avoid flat heads and use hemispherical
heads or other types of head with very
generous knuckle radii.
ﻛﻠﮕﻲ ﻧﻴﻢ ﻛﺮه اي ﻳـﺎ.ح ( از ﻛﻠﮕﻲ ﻫﺎي ﺻﺎف اﺟﺘﻨﺎب ﺷﻮد
i) Atmospheric storage vessels with flat
bottoms can be brick-lined. The temperature
decrease over the brick lining shall be kept
small, since a cooler bottom causes lifting of
the brick lining. Welding the bottom plates to
the supports can prevent buckling of the steel
bottom.
ط ( ﻛــﻒ ﻣــﺴﻄﺢ ﻇــﺮوف ذﺧﻴــﺮه آﺗﻤــﺴﻔﺮي را ﻣــﻲ ﺗﻮاﻧــﺪ
ﻣﻘﺪار ﻛﺎﻫﺶ دﻣـﺎي روي ﭘﻮﺷـﺶ آﺟـﺮ.ﭘﻮﺷﺶ آﺟﺮي ﻧﻤﻮد
زﻳﺮا ﺳﺮﻣﺎي ﻛـﻒ ﺑﺎﻋـﺚ ﺑﻠﻨـﺪ ﺷـﺪن آﺟــــﺮ،ﺑﺎﻳﺪ ﻛﻢ ﺑﺎﺷﺪ
ﺟﻮﺷﻜﺎري ورق ﻫﺎي ﻛﻒ ﺑﻪ ﻧﮕﻬﺪارﻧﺪه ﻫﺎ ﻣﻴﺘﻮاﻧﺪ از.ﻣﻲﺷﻮد
.ﺗﺎب ﺑﺮداﺷﺘﻦ ورق ﻫﺎي ﻓﻮﻻدي ﻛﻒ ﺟﻠﻮﮔﻴﺮي ﻛﻨﺪ
j) Avoid sudden changes in wall thickness.
Where a change in wall thickness occurs, the
internal surface shall be flushed (see Fig. 3).
.ي ( از ﺗﻐﻴﻴﺮات ﻧﺎﮔﻬﺎﻧﻲ ﺿﺨﺎﻣﺖ ﺟﺪاره ﻓﻠﺰي اﺟﺘﻨﺎب ﺷﻮد
.دﻳﮕﺮ اﻧﻮاع ﻛﻠﮕﻲ ﻛﻪ ﺷﻌﺎع ﺑﺮآﻣﺪﮔﻲ آﻧﻬﺎ زﻳﺎد ﺑﺎﺷﺪ ﺑﻜﺎر رود
ﻟﺒـﻪ ﻫـﺎي داﺧﻠـﻲ، ﺟﺎﻳﻲ ﻛﻪ ﺗﻐﻴﻴﺮ ﺿـﺨﺎﻣﺖ ﺣـﺎدث ﺷـﻮد
.( ﻣﺮاﺟﻌﻪ ﺷﻮد3 ورق ﻫﺎ ﺑﺎﻳﺪ ﻫﻢ ﺳﻄﺢ ﺑﺎﺷﺪ )ﺑﻪ ﺷﻜﻞ
30
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
k) Avoid external stiffening rings or bars
attached to the vessel, and avoid internals
connected directly to the shell.
ك ( از ﺣﻠﻘﻪ ﻫﺎ و ﻣﻴﻠﻪ ﻫﺎي ﺗﻘﻮﻳﺘﻲ ﻣﺘـﺼﻞ ﺑـﻪ ﻣﺨـﺎزن در
l) Connections for stairs, supports, etc., shall
be made before the brick lining is applied,
since welding afterwards will damage the
chemical-resistant brick lining.
ﺑﺎﻳـﺪ ﻗﺒـﻞ از،ل ( اﺗﺼﺎﻻت ﭘﻠـﻪ ﻫـﺎ و ﺗﻜﻴـﻪ ﮔﺎﻫﻬـﺎ و ﻏﻴـﺮه
ﭘﻮﺷﺶ آﺟﺮ اﻧﺠﺎم ﺷﻮد زﻳﺮا ﺟﻮﺷﻜﺎري ﺑﻪ ﻣﻘﺎوﻣﺖ ﺷـﻴﻤﻴﺎﻳﻲ
.ﭘﻮﺷﺶ آﺟﺮي آﺳﻴﺐ ﻣﻴﺮﺳﺎﻧﺪ
درﻳﭽﻪ ﻫﺎي آدم رو و ﻏﻴـﺮه ﺗـﺎ ﺳـﺮﺣﺪ،م ( ﺑﺎ ﺗﺠﻤﻴﻊ ﻧﺎزﻟﻬﺎ
اﻣﻜﺎن در ﻳﻚ ﻣﺤﻞ و در زﻳﺮ ﻳﻚ ﺳﺮﭘﻮش ﻣﻴﺘﻮان ﺗﻌﺪاد آﻧﻬﺎ
ﻧﺎزﻟﻬﺎ ﻧﺒﺎﻳﺪ از داﺧﻞ ﻣﺨﺰن ﺑﻴﺮون زده ﺑﺎﺷﻨﺪ و.را ﻛﺎﻫﺶ داد
ﺑﺎﻳﺪ در ﮔﻮﺷﻪ و ﻳﺎ در ﻗﺴﻤﺘﻲ ﻛﻪ ﺑﻪ ﺑﺪﻧﻪ ﻣﺨـﺰن ﺑﻴـﺮون زده
( در ﻓﺸﺎرﻫﺎي ﻋﻤﻠﻴﺎﺗﻲ ﺑـﺎﻻ4 ﺟﻮش داده ﺷﻮﻧﺪ )ﺷﻜﻞ،ﺑﺎﺷﺪ
ﻫﺮﺟﺎ اﻣﻜﺎن ﭘﺬﻳﺮ ﺑﺎﺷﺪ ﺑﺎﻳﺪ از ﻧﺎزﻟﻬﺎي ﻧﺎﻗﻮس ﻣﺎﻧﻨﺪ اﺳـﺘﻔﺎده
.ﻧﻤﻮد
.ﺧﺎرج و اﺗﺼﺎﻻت ﻣﺘﺼﻞ ﺑﻪ ﺑﺪﻧﻪ در داﺧﻞ اﺟﺘﻨﺎب ﺷﻮد
m)
Minimize the number of nozzles,
manholes, etc., by combining as many of
these as possible into one manhole cover.
Nozzles shall not protrude into the inside of
the vessel, but shall be welded either in the
corner or on to the bulged-out vessel wall
(see Fig. 4). Belled-out nozzle openings
should be used whenever possible for vessels
operating at higher pressures.
ﺷﺮاﻳﻂ ﺳﻄﺢ8-3-3-3-7
،وﻗﺘﻲ ﻇﺮف ﺑﺎ آﺟﺮ ﭘﻮﺷﺶ ﺷﺪه اﺳﺖ و ﻏﺸﺎء ﻏﻴﺮﻗﺎﺑﻞ ﻧﻔﻮذ دارد
در اﻳﻦ ﺣﺎﻟﺖ ﻣﻘﺮرات ﻣﺮﺑﻮط ﺑﻪ ﺷﺮاﻳﻂ ﺳﻄﺢ داﺧﻠﻲ ﺑﺪﻧـﻪ ﺑﺎﻳـﺪ
ﻫﻤﺎن ﻣﻘﺮرات ﻣﺮﺑﻮط ﺑﻪ ﻛﺎرﺑﺮد ﻻﻳـﻪ ﻫـﺎي ﭘﻮﺷـﺸﻲ ﺑﺎﺷـﺪ )ﺑـﻪ
.( ﻣﺮاﺟﻌﻪ ﺷﻮد3 ﺟﺪول
:از ورود ﻫﻮا ﻣﻄﺎﺑﻖ زﻳﺮ ﻣﻴﺘﻮان ﺟﻠﻮﮔﻴﺮي ﻧﻤﻮد
7.3.3.3.8 Surface condition
When the vessel to be brick-lined is to have an
impervious membrane, which is generally the
case, the requirements for the internal surface
condition of the shell shall be of those ruling for
the application of the membrane (see Table 3).
Air inclusions can be prevented as follows:
اﻟﻒ( از ﻃﺮاﺣﻲ ﻫﺎﻳﻲ ﻛﻪ اﻧﺤﻨﺎء آن ﺳـﺮ ﺑـﻪ ﺗـﻮ اﺳـﺖ ﺑﺎﻳـﺪ
a) Avoid designs with head curved to the
inside (see Fig. 5).
.( ﻣﺮاﺟﻌﻪ ﺷﻮد5 اﺟﺘﻨﺎب ﺷﻮد )ﺑﻪ ﺷﻜﻞ
b) Provide for correct weld design.
.ب ( ﻃﺮاﺣﻲ ﺟﻮﺷﻜﺎري ﻛﺎﻣﻞ و ﺻﺤﻴﺢ ﺑﺎﺷﺪ
c) Preferably in the cylindrical part of the
vessel (see Fig. 6).
6 ج ( ﺗﺮﺟﻴﺤﺎً در ﻗﺴﻤﺖ ﺑﺪﻧﻪ اﺳﺘﻮاﻧﻪ اي ﻇﺮف )ﺑـﻪ ﺷـﻜﻞ
d) If not possible, then the corner may be
made with a profile giving a weld in the
cylindrical part and in the bottom; an extra
leg may be included to guide rain water, etc.,
(see Fig. 7).
ﻣﻲ ﺗﻮان ﮔﻮﺷﻪ را ﺷﻜﻞ داده و ﺑﻪ،د ( اﮔﺮ اﻣﻜﺎن ﭘﺬﻳﺮ ﻧﺒﺎﺷﺪ
e) Butt-weld cone-shaped ends or bottoms,
the welds can be made in the corner provided
it is finished smoothly (see Fig. 8).
ﻛـﻪ،ﻫ( ﻟﺒﻪ ﻫﺎي ﺟﻮش ﻟﺐ ﺑﻪ ﻟﺐ ﻣﺨﺮوﻃﻲ ﺷﻜﻞ ﻳﺎ ﻛﻒ ﻫﺎ
f) If corner welds can not be avoided, airescape holes are to be applied.
،و ( اﮔــﺮ از ﺟﻮﺷــﻜﺎري در ﮔﻮﺷــﻪﻫــﺎ ﻧﺘــﻮان اﺟﺘﻨــﺎب ﻧﻤــﻮد
g) V-welds made from the inside are
preferred.
. ﺷﻜﻞ از داﺧﻞ ﺗﺮﺟﻴﺢ داده ﻣﻲ ﺷﻮدV ز ( ﺟﻮش
h) Sharp edges, weld spatters, etc., shall be
removed.
ذرات ﭘﺮاﻛﻨﺪه ﺟﻮش و ﻏﻴﺮه ﺑﺎﻳﺪ ﺑﺮداﺷـﺘﻪ،ح ( ﻟﺒﻪ ﻫﺎي ﺗﻴﺰ
i) Welds shall be in-line and be finished
smoothly.
.ط ( ﺟﻮش ﻫﺎ ﺑﺎﻳﺪ در ﻳﻚ ﺧﻂ و ﺻﺎف و ﺻﻴﻘﻠﻲ ﺷﻮﻧﺪ
j) Internal changes shall be rounded with a
radius of at least 3 mm, but preferably 5 mm.
ﻣﻴﻠﻴﻤﺘﺮ و3 ي ( اﺧﺘﻼف ﺳﻄﻮح داﺧﻠﻲ ﺑﺎﻳﺪ ﺑﺎ ﺣﺪاﻗﻞ ﺷﻌﺎع
.(ﻣﺮاﺟﻌﻪ ﺷﻮد
ﻧـﺼﺐ ﻳـﻚ ﭘﺎﻳـﻪ اﺿـﺎﻓﻪ.ﻗﺴﻤﺖ اﺳﺘﻮاﻧﻪ و ﻛﻒ ﺟﻮش ﻧﻤـﻮد
7 ﻣﻤﻜﻦ اﺳﺖ آب ﺑﺎران و ﻏﻴﺮه را ﻫـﺪاﻳﺖ ﻛﻨـﺪ )ﺑـﻪ ﺷـﻜﻞ
.(ﻣﺮاﺟﻌﻪ ﺷﻮد
.(8 در ﮔﻮﺷﻪ اﻧﺠﺎم ﺷﺪه ﻳﻜﻨﻮاﺧﺖ و ﺻﺎف ﺷﻮد )ﺷﻜﻞ
.ﺳﻮراخﻫﺎﻳﻲ ﺟﻬﺖ ﻓﺮار ﻫﻮا ﺑﻜﺎر ﻣﻲ رود
.ﺷﻮﻧﺪ
. ﻣﻴﻠﻴﻤﺘﺮ ﭘﺦ زده و ﮔﺮد ﺷﻮﻧﺪ5 ًﺗﺮﺟﻴﺤﺎ
31
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
.ك ( اﺗﺼﺎﻻت ﻣﻴﺦ ﭘﺮﭼﻲ ﻗﺎﺑﻞ ﻗﺒﻮل ﻧﻴﺴﺘﻨﺪ
k) Riveted constructions are not acceptable.
Fig. 3-RECOMMENDED SHAPES FOR CYLINDRICAL SEAMS
ﺷﻜﻞ ﻫﺎي ﭘﻴﺸﻨﻬﺎدي ﺑﺮاي درزﻫﺎي اﺳﺘﻮاﻧﻪ اي-3ﺷﻜﻞ
:ﻳﺎدآوري
Note:
.ﺗﻤﺎم ﺟﻮش ﻫﺎ ﺑﺎﻳﺪ ﻳﻜﻨﻮاﺧﺖ و ﻣﺴﻄﺢ ﺷﻮﻧﺪ
All welds shall be finished smoothly.
Fig. 4-NOZZLE CONSTRUCTIONS
ﺳﺎﺧﺖ ﻧﺎزﻟﻬﺎ-4ﺷﻜﻞ
:ﻳﺎدآوري
Note:
.ﺳﻄﺢ ﻓﻠﻨﺞ ﺑﺎ ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎﻳﺪ ﺳﺎزﮔﺎر ﺑﺎﺷﺪ
The flange facing shall be adapted for receiving a
membrane.
32
Jan. 2010/ 1388 دي
Fig. 5-A NOT-ALLOWED FORM OF
A CURVED HEAD
IPS-E-TP-350(1)
Fig. 6-RECOMMENDED JOINT IN
A FLAT BOTTOM
ﻛﻠﮕﻲ ﻏﻴﺮﻣﺠﺎز-5ﺷﻜﻞ
اﺗﺼﺎل ﭘﻴﺸﻨﻬﺎدي ﺑﺮاي ﻛﻒ ﻣﺴﻄﺢ-6ﺷﻜﻞ
Fig. 7-RECOMMENDED CONSTRUCTION FOR FLAT BOTTOMS IN TANKS
ﻧﺤﻮه ﺳﺎﺧﺖ ﭘﻴﺸﻨﻬﺎدي ﺑﺮاي ﻣﺨﺎزن ﺑﺎ ﻛﻒ ﻣﺴﻄﺢ-7ﺷﻜﻞ
Fig. 8-RECOMMENDED JOINT IN A CONE-SHAPED END
اﺗﺼﺎل ﭘﻴﺸﻨﻬﺎدي در ﻇﺮوف ﺑﺎ اﻧﺘﻬﺎي ﻣﺨﺮوﻃﻲ ﺷﻜﻞ-8ﺷﻜﻞ
33
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﻃﺮاﺣﻲ ﺗﺠﻬﻴﺰات ﻓﻠﺰي ﻛﻪ ﻗـﺮار اﺳـﺖ ﺑـﺎ ﻣـﻼت4-3-3-7
7.3.3.4 Design of Metal Equipment to be
Cement-Mortar Lined
.ﺳﻴﻤﺎن ﭘﻮﺷﺶ ﺷﻮد
:ﻟﻮﻟﻪ ﻫﺎي ﻓﻮﻻدي ﻛﻪ ﻗﺮار اﺳﺖ ﭘﻮﺷﺶ ﺷﻮﻧﺪ ﺑﺎﻳﺪ داراي
The steel pipes to be lined shall have:
a) No holes in the wall, e.g. branches.
.اﻟﻒ( ﺳﻮراخ در ﺑﺪﻧﻪ و اﻧﺸﻌﺎب ﻫﺎ ﻧﺒﺎﺷﻨﺪ
b) Limit of bending not exceeding 3 mm per
3 m of length.
ﻣﻴﻠﻴﻤﺘﺮ در ﻫﺮ ﺳـﻪ ﻣﺘـﺮ ﻃـﻮل3 ب ( ﻣﺤﺪوده ﺧﻢ ﺑﻴﺶ از
c) Maximum out-of-roundness (difference
between
minimum
and
maximum
dimensions) not exceeding 1.6 mm or 1% of
the nominal outside diameter whichever is the
greater.
ج ( ﺣﺪاﻛﺜﺮ ﺑﻴﻀﻮي ﺷﺪن )اﺧﺘﻼف ﺑﻴﻦ ﺣـﺪاﻗﻞ و ﺣـﺪاﻛﺜﺮ
ﻧﺒﺎﺷﺪ
درﺻﺪ ﻗﻄﺮ اﺳـﻤﻲ ﺧـﺎرﺟﻲ1 ﻣﻴﻠﻴﻤﺘﺮ ﻳﺎ1/6 اﺑﻌﺎد( ﻧﺒﺎﻳﺪ از
. ﺗﺠﺎوز ﻧﻤﺎﻳﺪ،ﻫﺮﻛﺪام ﻛﻪ ﺑﻴﺸﺘﺮ ﺑﺎﺷﺪ
7.3.3.5 Design of Metal Equipment to be
Refractory Lined
ﻃﺮاﺣﻲ ﺗﺠﻬﻴﺰات ﻓﻠـﺰي ﻛـﻪ ﻗـﺮار اﺳـﺖ ﭘﻮﺷـﺶ5-3-3-7
7.3.3.5.1 Wall and floor refractories for heaters
shall be of sufficient thickness to ensur the
exterior cold face temperature not to exceed
82°C with a 8 km/h wind velocity and a 40°C
ambient temperature. Arch refractory thickness
shall be in accordance with good design practice
and resulting casing temperature shall be noted
on the data sheets.
ﭘﻮﺷﺶ ﻫﺎي ﻧﺴﻮز دﻳﻮار و ﻛﻒ ﻫﻴﺘﺮ ﻫﺎ ﺑﺎﻳﺪ ﺑﻪ1-5-3-3-7
.ﻧﺴﻮز ﺷﻮد
اﻧﺪازه ﻛﺎﻓﻲ ﺿﺨﻴﻢ ﺑﺎﺷﺪ ﺗﺎ اﻃﻤﻴﻨـﺎن ﺣﺎﺻـﻞ ﮔـﺮدد ﻛـﻪ دﻣـﺎي
8 ﺳﺎﻧﺘﻴﮕﺮاد در وزش ﺑﺎد ﺑﺎ ﺳﺮﻋﺖ82 ﺧﺎرﺟﻲ ﺳﻄﺢ ﺳﺮد آن از
درﺟـﻪ ﺳـﺎﻧﺘﻴﮕﺮاد ﺑﻴـﺸﺘﺮ40 ﻛﻴﻠﻮﻣﺘﺮ در ﺳﺎﻋﺖ و دﻣﺎي ﻣﺤﻴﻂ
ﺿﺨﺎﻣﺖ ﻧﺴﻮز در ﻗﻮس ﻫـﺎ ﺑﺎﻳـﺪ ﻣﻄـﺎﺑﻖ ﻃﺮاﺣـﻲ ﻣﻮﻓـﻖ.ﻧﺸﻮد
.ﺗﺠﺮﺑﻪ ﺷﺪه ﺑﺎﺷﺪ و دﻣﺎي ﺑﺪﻧﻪ در داده ﺑﺮﮔﻪ ﻫﺎ درج ﮔﺮدد
ﻗﺴﻤﺖ ﻫﺎﻳﻲ از دودﻛﺶ ﻳﺎ ﻛﺎﻧـﺎل ﻛـﻪ در ﻣﺠـﺎورت ادوات اﺑـﺰار
دﻗﻴﻖ ﻳﺎ ﺗﺠﻬﻴﺰات ﻣﻲ ﺑﺎﺷﻨﺪ ﻧﻴﺎز ﺑﻪ ﺗﻮﺟﻪ ﻣﺴﺘﻤﺮ داﺷﺘﻪ و اﻳـﻦ
1
( اﻳـﻨﭻ1 ) ﻣﻴﻠﻴﻤﺘـﺮ38 ﻧﻘﺎط ﺑﺎﻳﺪ ﺑﺎ ﺑﺘﻦ ﺑﺎ ﺣﺪاﻗﻞ ﺿـﺨﺎﻣﺖ
2
.ﻋﺎﻳﻖ ﺷﻮﻧﺪ
Portions of stacks and ducting which are
adjacent to instrumentation or equipment which
requires frequent attention shall be insulated
with a minimum of 38 mm (1½") of insulating
concrete.
ﻣﻬﺎر و ﺗﻘﻮﻳﺖ ﻛﺮدن2-5-3-3-7
7.3.3.5.2 Anchoring and reinforcement
ﻣﻴﻠﻴﻤﺘﺮ و ﻛﻤﺘﺮ75 ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﺑﺎ ﺿﺨﺎﻣﺖ
Linings 75 mm Thick or Less
ﻣﻬﺎر ﻛﺮدن اﻳﻦ ﻧﻮع ﭘﻮﺷﺶ ﻫﺎ ﺑﺎﻳﺪ ﺑﺎ ﮔﻮه ﻫﺎ ﻳﺎ ﭘﻴﭻ ﻫـﺎي-
- The anchoring of this type of lining shall
consist of cleats, or 5 mm dia. V-shaped
studs. The cleats may be made from 5 mm
thick carbon steel or 2 mm stainless steel
plate. For the selection of the materials for
both types of anchor see Table 3. For other
lining thicknesses, the height and the pitch of
the cleats or studs shall be adapted.
ﮔـﻮه ﻫـﺎ ﻣﻤﻜـﻦ اﺳـﺖ از. ﻣﻴﻠﻴﻤﺘﺮ ﺑﺎﺷﺪ5 ﺷﻜﻞ ﺑﻪ ﻗﻄﺮV
ﻣﻴﻠﻴﻤﺘﺮ و ﻳﺎ ﻓـﻮﻻد زﻧـﮓ5 ورﻗﻬﺎي ﻓﻮﻻد ﻛﺮﺑﻨﻲ ﺑﺎ ﺿﺨﺎﻣﺖ
ﺑﺮاي اﻧﺘﺨـﺎب ﻣـﻮاد. ﻣﻴﻠﻴﻤﺘﺮ ﺳﺎﺧﺘﻪ ﺷﻮد2 ﻧﺰن ﺑﺎ ﺿﺨﺎﻣﺖ
ﺑـﺮاي ﺳـﺎﻳﺮ. ﻣﺮاﺟﻌﻪ ﺷـﻮد3 ﺑﺮاي ﻫﺮ دو ﻧﻮع ﻣﻬﺎر ﺑﻪ ﺟﺪول
ﺿﺨﺎﻣﺖ ﻫﺎي ﭘﻮﺷﺶ ارﺗﻔﺎع و ﮔـﺎم ﮔـﻮه ﻳـﺎ ﭘـﻴﭻ ﻫـﺎ ﺑﺎﻳـﺪ
.ﻣﻨﺎﺳﺐ ﺑﺎﺷﻨﺪ
ﻣﻴﻠﻴﻤﺘﺮ75 ﭘﻮﺷﺶ ﺑﺎ ﺿﺨﺎﻣﺖ ﺑﻴﺶ از
Linings over 75 mm thick
ﺷﻜﻞ ﺑـﺎ ﻗﻄـﺮV ﻣﻬﺎر اﻳﻦ ﻧﻮع ﭘﻮﺷﺶ ﻫﺎ ﺗﻮﺳﻂ ﭘﻴﭻ ﻫﺎي اﻧﺠﺎم، ﻣﻴﻠﻴﻤﺘﺮ ﻛﻪ ﺑﺮ ﭼﻴﻦ ﺧﻮردﮔﻲ دﻳﻮار ﺟﻮش ﺷﺪه اﻧﺪ5
.ﻣﻲ ﮔﻴﺮد
ﻣﺮاﺟﻌﻪ3 ﺑﺮاي آﮔﺎﻫﻲ از ﻣﻮاد اﻳﻦ ﻣﻬﺎرﻛﻨﻨﺪه ﻫﺎ ﺑﻪ ﺟﺪول.ﺷﻮد
- Anchoring of these linings shall be by 5 mm
diameter V-shaped studs welded to a crimped
wall.
- For the material of the studs see Table 3.
34
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﭘﻮﺷﺶ ﻛﻒ
Lining of floors
-
ﻣﻬﺎر ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺮ ﻛﻒ ﻛﻮره ﻫﺎ ﺑﻪ اﺳﺘﺜﻨﺎء ﺑﺮآﻣﺪﮔﻲ ﻫـﺎ.و ﻣﺤﻞ ﺟﻮﺷﻜﺎري ﮔﻮه ﻫﺎ و ﭘﻴﭻ ﻫﺎ ﻻزم ﻧﻴﺴﺖ
Anchoring of lining to furnace floors is not
necessary, except for protruding.
ﺟﻮﺷﻜﺎري ﮔﻴﺮهﻫﺎ و ﻣﻴﻞ ﭘﻴﭻﻫﺎ
Welding of cleats and studs
- Cleats and studs shall be welded to the walls
by means of the electric arc welding process
with welding electrodes appropriate for the
metals concerned.
ﺟﻮش ﮔﻮه ﻫﺎ و ﭘﻴﭻ ﻫﺎ ﺑﻪ دﻳﻮاره ﻫﺎ ﺑﻪ وﺳﻴﻠﻪ ﻓﺮآﻳﻨﺪ ﻗﻮس.اﻟﻜﺘﺮﻳﻚ و اﻟﻜﺘﺮودﻫﺎي ﻣﻨﺎﺳﺐ ﺑﺎ ﻓﻠﺰ اﻧﺠﺎم ﻣﻲ ﺷﻮد
- Welding surfaces must be dry and clean.
Cleats and studs shall be welded along the
whole circumference of their base, and be
checked by hammer testing after welding,
and be rewelded if necessary.
ﺳﻄﻮح ﺟﻮﺷﻜﺎري ﺑﺎﻳﺪ ﺧﺸﻚ و ﺗﻤﻴﺰ ﺑﺎﺷـﻨﺪ و دور ﺗـﺎ دورآﻧﻬﺎ ﺑﻪ ﻓﻠﺰ ﭘﺎﻳﻪ ﺟﻮﺷﻜﺎري ﺷﻮﻧﺪ و ﭘﺲ از ﺟـﻮش ﺑـﻪ وﺳـﻴﻠﻪ
، ﻣﻮرد آزﻣﺎﻳﺶ ﻛﻴﻔﻴﺖ ﻗﺮار ﮔﺮﻓﺘﻪ و در ﺻـﻮرت ﻧﻴـﺎز،ﭼﻜﺶ
.دوﺑﺎره ﺟﻮﺷﻜﺎري ﺷﻮﻧﺪ
TABLE 3 - THE MATERIAL OF THE ANCHORS
ﺟﻨﺲ ﻣﻬﺎر ﻛﻨﻨﺪه ﻫﺎ-3 ﺟﺪول
PART
LOCATION
ﻣﺤﻞ
Radiant section
Floors
درﺟﻪ ﺣﺮارت ﺳﻄﺢ ﺑﺘﻦ
V-SHAPED STUDS
AND CLEATS 2)
ﺷﻜﻞ وﮔﻮه ﻫﺎV ﭘﻴﭻ ﻫﺎي
---
Not applicable
CONCRETE SURFACE
TEMPERATURE °C
ﺑﺨﺶ
ﻛﻒ ﻫﺎ
ﻗﺴﻤﺖ ﺗﺎﺑﺶ
ﺑﻪ ﻛﺎر ﻧﻤﻴﺮود
Walls
دﻳﻮارﻫﺎ
Roof, incl. flue gas branches
ﺑﻪ اﻧﻀﻤﺎم اﻧﺸﻌﺎﺑﻬﺎي ﮔﺎز ﺧﺮوﺟﻲ،ﺳﻘﻒ
Max. 600 600
Above 600 600
Max. 870
Above 870
ﺣﺪاﻛﺜﺮ
ﺑﻴﺸﺘﺮ
870ﺣﺪاﻛﺜﺮ
870ﺑﻴﺸﺘﺮ
Carbon steel
18/8 Cr-Ni
18/8 ﻓﻮﻻد ﻛﺮﺑﻨﻲ ﻛﺮم – ﻧﻴﻜﻞ
18/8 Cr-Ni
18/8 ﻓﻮﻻد ﻛﺮﺑﻨﻲ ﻛﺮم – ﻧﻴﻜﻞ
25/20 Cr-Ni
ﻓﻮﻻد ﻛﺮﺑﻨﻲ ﻛﺮم – ﻧﻴﻜﻞ
25/20
"Hot" flue ducts and plenum
chamber 1)
ﻛﺎﻧﺎل ﻫﺎي دود و ﻓﻀﺎي ﺧﺮوﺟﻲ ﮔﺮم
Convection section
ﻗﺴﻤﺖ اﻧﺘﻘﺎل ﮔﺮﻣﺎ ﺑﻪ اﻃﺮاف
Max. 870
Above 870
---
870 ﺣﺪاﻛﺜﺮ
870 ﺑﻴﺸﺘﺮ
18/8 Cr-Ni
18/8 ﻓﻮﻻد ﻛﺮﺑﻨﻲ ﻛﺮم – ﻧﻴﻜﻞ
25/20 Cr-Ni
ﻓﻮﻻد ﻛﺮﺑﻨﻲ ﻛﺮم – ﻧﻴﻜﻞ
25/20
Unshielded walls and roof
دﻳﻮار ﻫﺎ و ﺳﻘﻒ ﺑﺪون ﺣﻔﺎظ
Max. 870
Above 870
870ﺣﺪاﻛﺜﺮ
870ﺑﻴﺸﺘﺮ
18/8 Cr-Ni
18/8 ﻓﻮﻻد ﻛﺮﺑﻨﻲ ﻛﺮم – ﻧﻴﻜﻞ
25/20 Cr-Ni
ﻓﻮﻻد ﻛﺮﺑﻨﻲ ﻛﺮم – ﻧﻴﻜﻞ
25/20
Shielded walls incl. bottom part
دﻳﻮارﻫﺎي ﺣﻔﺎظ ﺷﺪه ﺑﻪ اﻧﻀﻤﺎم ﻗﺴﻤﺖ ﻛﻒ
"Cold" flue ducts
" ﻛﺎﻧﺎل ﻫﺎي دود " ﺳﺮد
---
---
---
35
Carbon steel
ﻓﻮﻻد ﻛﺮﺑﻦ
Carbon steel
ﻓﻮﻻد ﻛﺮﺑﻦ
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
1) The floor of the plenum chamber needs no reinforcing
Plate - ASTM A 283 Gr max. 0.23%
2) Carbon steel:
Bessemer steel not allowed
Bar - ASTM A 575 Gr 1020
Stainless steel:
18/8 Cr-Ni:
Plate - ASTM A 240; type 304 L, 321 or 347
Bar - ASTM A 314; type 304 L, 321 or 347
25/20 Cr-Ni: Plate - ASTM A 240;type 310 S
Bar - ASTM A 314;type 310 S
ﻓﻮﻻد ﻛﻮره ﻫﺎي ﺑﺴﻤﺮ ﻣﺠﺎز ﻧﻤﻲ ﺑﺎﺷﺪ
.( ﻛﻒ ﻣﺤﻔﻈﻪﻫﺎي ﻳﻜﻨﻮاﺧﺖ ﻛﻨﻨﺪه ﻧﻴﺎز ﺑﻪ ﺗﻘﻮﻳﺖ ﭘﻮﺷﺶ ﻫﺎ ﻧﺪارد1
ASTM A 283 Gr max. 0.23% ورق ﻣﻄﺎﺑﻖ ﺑﺎ اﺳﺘﺎﻧﺪارد
:( ﻓﻮﻻد ﻛﺮﺑﻦ دار2
ASTM A 575 Gr 1020 ﻣﻴﻠﻪ آﻫﻨﻲ ﻣﻄﺎﺑﻖ ﺑﺎ اﺳﺘﺎﻧﺪارد
ASTM A 240; type 304 L, 321 or 347 ورق
: 18/8 Cr-Ni
:ﻓﻮﻻد ﺿﺪ زﻧﮓ
ASTM A 314; type 304 L, 321 or 347 ﻣﻴﻠﻪ
ASTM A 240;type 310 S ورق
:25/20 Cr-Ni
ASTM A 314;type 310 S ﻣﻴﻠﻪ
ﺑﺮاي ﻃﺮاﺣﻲ دﺳﺘﮕﺎه ﺑﺘﻨﻲ ﻛـﻪ ﻗـﺮار اﺳـﺖ ﺑـﺎ ﻣـﻮاد4-3-7
7.3.4 Design of concrete equipment to be
lined with polymeric materials (see also
IPS-E-TP-760)
ﻣﺮاﺟﻌـﻪIPS-E-TP-760 ﭘﻠﻴﻤﺮي ﭘﻮﺷﺶ ﺷﻮد )ﺑـﻪ اﺳـﺘﺎﻧﺪارد
(ﺷﻮد
ﺗﺮك ﻧﺎﺷـﻲ از اﻧﻘﺒـﺎض، ﻧﻈﺮ ﺑﻪ اﻳﻨﻜﻪ اﻣﻜﺎن ﺣﺬف1-4-3-7
7.3.4.1 Whilst it is not possible to eliminate
shrinkage cracks in concrete, the design shall be
such that structural cracking is eliminated.
Particular attention shall be paid to avoiding
cracking due to thermal stresses.
ﻃﺮاﺣﻲ ﺑﺎﻳﺪ ﺑﻪ ﮔﻮﻧﻪ اي ﺑﺎﺷﺪ ﻛـﻪ ﺗـﺮك در،در ﺑﺘﻦ وﺟﻮد ﻧﺪارد
ﺟﻬﺖ رﻓـﻊ ﺗـﺮك ﻫـﺎي ﻧﺎﺷـﻲ از ﺗـﻨﺶ ﻫـﺎي.ﺳﺎزه ﺣﺬف ﺷﻮد
در ﺣﺎﻟﺘﻲ ﻛﻪ ﭘﻮﺷـﺶ آزاد.ﺣﺮارﺗﻲ ﺑﺎﻳﺪ ﺗﻮﺟﻪ وﻳﮋه ﻣﺒﺬول ﮔﺮدد
BS 8110 ﻃﺮاﺣﻲ دﺳﺘﮕﺎه ﺑـــﺎﻳﺪ ﺑـــﺮاﺳﺎس اﺳﺘﺎﻧﺪارد،ﺑﺎﺷﺪ
و در ﺣﺎﻟﺘﻲ ﻛﻪ ﭼﺴﺒﻴﺪه ﺑﺎﺷﺪ ﻃﺮاﺣـﻲ دﺳـﺘﮕﺎه ﺑﺎﻳـﺪ ﺑﺮاﺳـﺎس
. ﺻﻮرت ﮔﻴﺮدBS 8007 اﺳﺘﺎﻧﺪارد
In the case of loose liners, equipment shall be
designed to BS 8110. In the case of bonded
liners, equipment shall be designed to BS 8007.
:ﻳﺎدآوري
Note:
ﻗﺎﺑﻠﻴﺖ ﭘﻮﺷﺶ داﺧﻠﻲ در اﻳﺠﺎد ﺗﺮك ﺑـﺘﻦ ﺑـﺎ ﺟﺰﻳﻴـﺎت ﻃﺮاﺣـﻲ
اﺳﺘﺎﻧـــﺪاردA ﺗﺠﻬﻴﺰاﺗــﻲ ﻛــــﻪ ﺑــﺎ ﻛــﻼس.ﺗﻌﻴــﻴﻦ ﻣــﻲ ﺷــﻮد
ﻃﺮاﺣﻲ و ﺳﺎﺧﺘﻪ ﺷﻮد در ﺑﺮاﺑﺮ اﻳﺠﺎد ﺗـﺮك ﻫـــﺎﻳﻲBS 8007
اﺳـﺘﺎﻧﺪاردB ﻣﻴﻠﻴﻤﺘﺮ و در ﺻﻮرﺗﻲ ﻛﻪ ﺑــﺎ ﻛﻼس0/1 ﺑﻪ ﭘﻬﻨﺎي
در ﺑﺮاﺑـﺮ ﺗـﺮك ﻫـــﺎﻳﻲ ﺑـﻪ، ﻃﺮاﺣﻲ و ﺳﺎﺧﺘﻪ ﺷـﻮدBS 8007
. ﻣﻴﻠﻴﻤﺘﺮ ﻗﺎﺑﻞ اﻃﻤﻴﻨﺎن ﻣﻲ ﺑﺎﺷﺪ0/2 ﭘﻬﻨﺎي
BS 8007 اﺳـﺘﺎﻧﺪاردA ﺣﺪاﻗﻞ اﺳﺘﺤﻜﺎم ﻓﺸﺎري ﺑﺘﻦ ﺑﺎ ﻛﻼس
The ability of the lining to accommodate
cracking of the concrete will determine the detail
of design. Equipment designed and constructed
to class A of BS 8007, is liable to develop cracks
up to 0.1 mm wide. Equipment designed and
constructed to Class B of BS 8007 is liable to
develop cracks up to 0.2 mm wide.
The concrete in case of Class A of BS 8007 shall
have compressive strength of 30 N/mm² and in
36
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
that of Class B of BS 8007 25 N/mm².
اﺳــﺘﺎﻧﺪاردB ﻧﻴــﻮﺗﻦ ﺑــــﺮ ﻣﻴﻠﻴﻤﺘــﺮ ﻣﺮﺑــﻊ و ﺑــــﺎ ﻛــﻼس30
. ﻧﻴﻮﺗﻦ ﺑﺮ ﻣﻴﻠﻴﻤﺘﺮ ﻣﺮﺑﻊ ﻣﻴﺒﺎﺷﺪ25 BS 8007
7.3.4.2 If necessary extra reinforcements shall be
used and construction joints treated so as to
promote a bond between adjacent areas of
concrete. Expansion joints create special
problems in lining and shall not be used without
consultation between the Purchaser and the
applicator of the lining.
ﺳﺎﺧﺖ، اﮔﺮ ﺗﻘﻮﻳﺖ ﻛﻨﻨﺪه ﻫﺎي ﺑﻴﺸﺘﺮي ﻧﻴﺎز ﺑﺎﺷﺪ2-4-3-7
اﺗﺼﺎﻻت ﺑﺎﻳﺪ ﺑﻪ ﮔﻮﻧﻪ اي ﺻﻮرت ﮔﻴﺮد ﺗﺎ ﭘﻴﻮﻧـﺪ ﺑـﻴﻦ ﻧﻘـﺎط ﺑـﺘﻦ
اﺗﺼﺎل ﻫﺎي اﻧﺒﺴﺎﻃﻲ ﻣﺸﻜﻼت زﻳـﺎدي در.ﻣﺠﺎور را اﻓﺰاﻳﺶ دﻫﺪ
ﭘﻮﺷﺶ ﺑﻪ وﺟﻮد ﻣﻲ آورد و ﻧﺒﺎﻳﺪ ﺑﺪون ﻣﺸﻮرت ﺧﺮﻳﺪار و اﻋﻤـﺎل
. ﭘﻮﺷﺶ ﺑﻜﺎر رود،ﻛﻨﻨﺪه
7.3.4.3 Pipes and fittings shall be designed with
puddle flanges and cast into the concrete. Where
possible pipes and fittings shall either be of the
same material as the liner so that the weld may
be made between the liner and the fitting or
designed so that the lining may be carried
through the fitting. If this is not possible the
fitting shall be designed so that a mechanical
joint can be made between the fitting and the
lining. In the latter case the fitting shall be of a
corrosion resistant material.
ﻟﻮﻟﻪ ﻫـﺎ و اﺗـﺼﺎﻻت ﺑﺎﻳـﺪ ﺑـﺎ ﻓﻠـﻨﺞ ﻫـﺎي ﻫـﻢ زن3-4-3-7
7.3.4.4 The arrangements for the lifting of
equipment shall be determined at the design
stage.
در ﻣﺮﺣﻠﻪ ﻃﺮاﺣﻲ ﻧﺤﻮه ﺑﻠﻨﺪ ﻛﺮدن ﺗﺠﻬﻴﺰات ﺑﺎﻳﺪ4-4-3-7
7.3.4.5 The design of all equipment shall allow
for access during the preparation of the surface
and application of the lining and for venting of
fumes evolved during the operation.
ﻃﺮاﺣﻲ ﻛﻠﻴﻪ ﺗﺠﻬﻴﺰات ﺑﺎﻳﺪ اﻣﻜﺎن دﺳﺘﺮﺳﻲ ﺑﺮاي5-4-3-7
ﻟﻮﻟﻪ ﻫﺎ و اﺗـﺼﺎﻻت ﺑﺎﻳـﺪ ﺣﺘـﻲ.ﻃﺮاﺣﻲ و در ﺑﺘﻦ ﻗﺮار داده ﺷﻮد
اﻻﻣﻜﺎن ﻫﻤﺠﻨﺲ ﺑﺎ ﭘﻮﺷﺶ ﺑﻮده ﺑﻪ ﻃﻮري ﻛـﻪ ﺟﻮﺷـﻜﺎري ﺑـﻴﻦ
ﻳﺎ ﻃﺮاﺣﻲ ﺑﻪ ﮔﻮﻧﻪ اي ﺑﺎﺷﺪ ﻛـﻪ از،ﭘﻮﺷﺶ و اﺗﺼﺎﻻت اﻧﺠﺎم ﺷﻮد
اﮔـﺮ اﻳـﻦ اﻣـﺮ.ﻃﺮﻳﻖ اﺗﺼﺎﻻت ﺑﺘﻮان ﭘﻮﺷﺶ داﺧﻠﻲ را اﻧﺠـﺎم داد
ﻣﻴﺘﻮان ﻳﻚ اﺗﺼﺎل ﻣﻜﺎﻧﻴﻜﻲ ﺑﻴﻦ اﺗـﺼﺎل و ﭘﻮﺷـﺶ،ﻣﻴﺴﺮ ﻧﺒﺎﺷﺪ
ﺳﺎﺧﺖ ﻛﻪ در اﻳﻦ ﺣﺎﻟﺖ ﺟـﻨﺲ اﺗـﺼﺎﻻت ﺑﺎﻳـﺪ ﻣﻘـﺎوم در ﺑﺮاﺑـﺮ
.ﺧﻮردﮔﻲ ﺑﺎﺷﺪ
.ﻣﺸﺨﺺ ﺷﻮد
آﻣﺎده ﺳﺎزي ﺳﻄﺢ و اﻋﻤﺎل ﭘﻮﺷﺶ و ﺧـﺮوج ﺑﺨـﺎرات ﺣﺎﺻـﻞ از
.آن را ﻓﺮاﻫﻢ ﺳﺎزد
در ﻇﺮوف ﻛﺎﻣﻼً ﺑﺴﺘﻪ ﺣﺪاﻗﻞ ﺑﺎﻳﺪ ﺑﻪ ﻳﻚ درﻳﭽـﻪ آدم رو ﻣﻄـﺎﺑﻖ
و ﻳـﻚ اﻧـﺸﻌﺎب اﺿـﺎﻓﻲ ﺑـﺎ ﻗﻄـﺮ داﺧﻠـﻲBS 470 ﺑﺎ اﺳـﺘﺎﻧﺪارد
. ﻣﻴﻠﻴﻤﺘﺮ ﺟﻬﺖ ﺟﺮﻳﺎن ﻫﻮا ﻣﺠﻬﺰ ﺑﺎﺷﺪ75 ﺣﺪاﻗﻞ
In completely enclosed vessels there shall be at
least one manhole conforming to BS 470 and
one additional branch of not less than 75 mm
bore to permit adequate circulation of air.
7.3.4.6 All corners shall be designed to be
formed with a 45° fillet with a minimum leg
length of 20 mm.
درﺟﻪ و ﺑﺎ ﺣﺪاﻗﻞ45 ﺗﻤﺎم ﮔﻮﺷﻪ ﻫﺎ ﺑﺎﻳﺪ ﺑﺎ ﺟﻮش6-4-3-7
7.3.4.7 All equipment to be placed below ground
level or subject to external water pressure shall
be provided with a waterproof barrier on the
outside of the equipment.
ﺑﺮاي ﻛﻠﻴﻪ ﺳﻄﻮح ﺧﺎرﺟﻲ ﺗﻤﺎم ﺗﺠﻬﻴـﺰات ﻛـﻪ در7-4-3-7
7.3.4.8 All equipment shall be designed with a
minimum of 20 mm of concrete over
reinforcement.
20 ﺗﻤﺎم ﺗﺠﻬﻴﺰات ﺑﺎﻳـﺪ ﺑـﺮاي ﺣـﺪاﻗﻞ ﺿـﺨﺎﻣﺖ8-4-3-7
7.3.5 Design of concrete equipment to be lined
with inorganic materials
ﻃﺮاﺣﻲ ﺗﺠﻬﻴﺰات ﺑﺘﻦ ﻛﻪ ﻗﺮار اﺳـﺖ ﺑـﺎ ﻣـﻮاد5-3-7
In addition to the provisions of 7.3.4 the
following consideration shall also be carried out:
: اﺟﺮاي ﻣﻮارد زﻳﺮ ﺿﺮوري اﺳﺖ4-3-7 ﻋﻼوه ﺑﺮ ﻣﻘﺮرات ﺑﻨﺪ
. ﻣﻴﻠﻴﻤﺘﺮ ﻃﺮاﺣﻲ ﺷﻮﻧﺪ20 ﻃﻮل ﺳﺎق
زﻳﺮزﻣﻴﻦ ﻗﺮار داده ﻣﻲ ﺷﻮﻧﺪ ﻳﺎ در ﻣﻘﺎﺑﻞ ﻓﺸﺎر آب ﺧـﺎرﺟﻲ ﻗـﺮار
.دارﻧﺪ ﺑﺎﻳﺪ ﺑﺮاي آﻧﻬﺎ ﺣﻔﺎظ ﺿﺪ آب ﺗﻬﻴﻪ ﺷﻮد
.ﻣﻴﻠﻴﻤﺘﺮ ﺑﺘﻦ ﺑﺮ روي ﺗﻘﻮﻳﺖ ﻛﻨﻨﺪه ﻃﺮاﺣﻲ ﺷﻮﻧﺪ
ﻣﻌﺪﻧﻲ ﭘﻮﺷﺶ ﺷﻮﻧﺪ
37
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
7.3.5.1 Design of Concrete Equipment to be
Glass Lined.
. ﻃﺮاﺣﻲ ﺗﺠﻬﻴﺰات ﺑﺘﻦ ﺑﺎ ﻟﻌﺎب ﺷﻴﺸﻪ اي1-5-3-7
7.3.5.1.1 Slopes of the surfaces shall be a
minimum of 3.2 mm to a maximum of 6.4 mm
per linear 30 cm (foot) and shall have attained a
minimum compressive strength of 21 MPa (3000
psi).
ﻣﻴﻠﻴﻤﺘﺮ ﺗـﺎ3/2 ﺷﻴﺐ ﻫﺎي ﺳﻄﻮح ﺑﺎﻳﺪ ﺣﺪاﻗﻞ1-1-5-3-7
7.3.5.1.2 The anchoring system that is used shall
be placed at the specified centerline distance in a
diamond shape pattern with a random orientation
of anchor lines. The anchoring system shall
consist of V-type or longhorn studs.
ﺳﺎﻣﺎﻧﻪ ﻣﻬﺎر ﺑﺎﻳﺪ در ﺣـﺪ ﻓﺎﺻـﻠﻪ ﺧـﻂ ﻣﺮﻛـﺰي2-1-5-3-7
7.3.5.2 Design of Concrete Equipment to be
Brick Lined
ﻃﺮاﺣﻲ ﺗﺠﻬﻴﺰات ﺑﺘﻦ ﻛﻪ ﻗـﺮار اﺳـﺖ ﺑـﺎ ﭘﻮﺷـﺶ2-5-3-7
7.3.5.2.1 Special attention shall be given to form
work for concrete equipment since bulging,
sagging, etc., in the equipment may cause the
lining to fail prematurely. Care shall be taken to
insure the inside forms of vessels are adequate to
prevent bowing in toward the center.
ﺗﻮﺟﻪ ﺧﺎص ﺑﺎﻳﺪ ﺑـﺮاي ﺑـﺘﻦ ﻛـﺮدن ﺗﺠﻬﻴـﺰات1-2-5-3-7
ﺳـﺎﻧﺘﻴﻤﺘﺮ ﺧﻄـﻲ )ﻓـﻮت( ﺑـﻮده و30 ﻣﻴﻠﻴﻤﺘـﺮ ﺑـﺮ6/4 ﺣﺪاﻛﺜﺮ
ﭘﻮﻧﺪ ﺑﺮ اﻳﻨﭻ ﻣﺮﺑـﻊ( ﻓـﺸﺎر3000) ﻣﮕﺎﭘﺎﺳﻜﺎل21 ﺗﺤﻤﻞ ﺣﺪاﻗﻞ
.را داﺷﺘﻪ ﺑﺎﺷﺪ
ﺗﻌﻴﻴﻦ ﺷﺪه در ﻳﻚ اﻟﮕﻮي ﻟﻮزي ﺷـﻜﻞ ﺑـﺎ ﺧﻄـﻮط ﻣﻬـﺎر ﺑـﺪون
ﺷﻜﻞ ﻳﺎV ﺳﺎﻣﺎﻧﻪ ﻣﻬﺎر ﺷﺎﻣﻞ ﭘﻴﭻ ﻫﺎي.ﺗﺮﺗﻴﺐ ﺧﺎص ﻗﺮار ﮔﻴﺮد
.ﻣﻴﻠﻪ ﻫﺎي دوﺳﺮ ﻛﺞ ﺧﻮاﻫﺪ ﺑﻮد
.آﺟﺮي ﺷﻮد
ﺷﻜﻢ دادن و ﻏﻴﺮه در ﺗﺠﻬﻴﺰات ﺑﺎﻋﺚ،ﻣﺒﺬول ﮔﺮدد ﭼﻮن ﺗﺤﺪب
ﺑﺎﻳﺪ دﻗﺖ ﺑﻪ ﻋﻤﻞ آﻳﺪ ﺗﺎ ﺷـﻜﻞ.رﻳﺰش ﻧﺎﺑﻬﻨﮕﺎم ﭘﻮﺷﺶ ﻣﻲ ﺷﻮد
.داﺧﻞ ﻇﺮوف از ﻗﻮس ﻳﺎﻓﺘﻦ ﺑﻪ ﺳﻤﺖ ﻣﺮﻛﺰ ﺟﻠﻮﮔﻴﺮي ﺷﻮد
داﺷﺘﻦ ﻗﻮس ﺑــﻪ ﺳﻤﺖ ﺑﻴﺮون ﺑﻬﺘـﺮ از داﺧـﻞ2-2-5-3-7
7.3.5.2.2 It is better to have bowing out rather
than in. In large rectangular vessels it is often
recommended to bow and batter the inside walls
to place the chemical resistant masonry lining in
compression upon thermal expansion. All
concrete tanks, regardless of shape, shall be
reinforced with steel. Where practical, the vessel
shall be poured monolithically to avoid "dry
joints" which are potentially weak.
ﻗـﻮس و ﺧﻤﻴـﺪﮔﻲ در، در ﻇﺮوف ﻣـﺴﺘﻄﻴﻠﻲ ﺑـﺰرگ.ﻣﻲ ﺑﺎﺷﺪ
دﻳﻮارﻫﺎي داﺧﻠﻲ ﺟﻬﺖ ﺗﺤـﺖ ﻓـﺸﺎر ﻗـﺮار دادن ﭘﻮﺷـﺶ ﻣﻘـﺎوم
ﺗﻤـﺎم.ﺷﻴﻤﻴﺎﻳﻲ در ﻣﻘﺎﺑﻞ اﻧﺒـﺴﺎط ﺣﺮارﺗـﻲ ﭘﻴـﺸﻨﻬﺎد ﻣـﻲﺷـﻮد
ﻣﺨﺎزن ﺑﺘﻨﻲ ﺑﺪون ﺗﻮﺟﻪ ﺑﻪ ﺷﻜﻠﻲ ﻛﻪ دارﻧﺪ ﺑﺎﻳﺪ ﺑﺎ ﻓﻮﻻد ﺗﻘﻮﻳـﺖ
ﺗﺎ ﺟﺎﻳﻲ ﻛﻪ ﻋﻤﻠﻲ ﺑﺎﺷﺪ ﺑﺎﻳﺪ ﻇـﺮف ﺑـﻪ ﺻـﻮرت ﻳﻜﭙﺎرﭼـﻪ.ﺷﻮﻧﺪ
رﻳﺨﺘﻪ ﺷﻮد و از اﺗﺼﺎﻻت ﺳﺮد ﻛﻪ ﻋﻤﻼً ﺿﻌﻴﻒ ﻫـﺴﺘﻨﺪ اﺟﺘﻨـﺎب
.ﺑﻪ ﻋﻤﻞ آﻳﺪ
، ﻋﻼوه ﺑﺮ ﺟﺰﻳﻴـﺎت ﻃﺮاﺣـﻲ ﻣﻬﻨﺪﺳـﻲ ﺧـﻮب3-2-5-3-7
7.3.5.2.3 In addition to good engineering design
details, it is desirable to have a smooth interior
surface when a flexible membrane type lining is
to be applied. A wood float finish generally is
desirable. Bolt holes, honeycombed surfaces,
etc. shall be filled with a stiff Portland cement
mortar. Rough projections or high spots shall be
removed by chipping or use of abrasive stone.
داﺷﺘﻦ ﺳﻄﺢ داﺧﻠﻲ ﺻﺎف ﺟﻬﺖ اﻋﻤـﺎل ﭘﻮﺷـﺶ ﻗﺎﺑـﻞ اﻧﻌﻄـﺎف
ﺑــﻪ ﻃﻮر ﻛﻠﻲ ﺗﻜﻤﻴﻞ ﺑﺎ ﻣﺎﻟـﻪ ﭼـﻮﺑﻲ ﻣﻄﻠـﻮب.ﻣﻄﻠﻮب ﻣﻲ ﺑﺎﺷﺪ
ﺳﻄﻮح ﻣﺸﺒﻚ و ﻏﻴﺮه ﺑﺎﻳﺪ ﺑﺎ ﺳﻴﻤﺎن، ﺳﻮراخ ﻫﺎي ﭘﻴﭻ.ﻣﻲ ﺑﺎﺷﺪ
ﺑﺮآﻣﺪﮔﻲ زﺑﺮ ﻳﺎ ﻧﻘﻄﻪ ﻫﺎي ﺑﻠﻨﺪ ﺑﺎﻳﺪ ﺑﺎ اﺳﻜﻨﻪ ﻳـﺎ.ﭘﺮﺗﻠﻨﺪ ﭘﺮ ﺷﻮﻧﺪ
.ﺳﻨﮓ ﺳﻨﺒﺎده ﺑﺮداﺷﺘﻪ ﺷﻮد
7.3.6 Fabrication of metal equipment to be
lined with organic materials
ﺳﺎﺧﺖ ﺗﺠﻬﻴﺰات ﻓﻠﺰي ﻛﻪ ﻗﺮار اﺳﺖ ﺑﺎ ﻣﻮاد آﻟﻲ6-3-7
7.3.6.1 All metal-to-metal joints shall be made
by welding. Welds shall be homogeneous and
free of pores. Welds shall be ground smooth and
flush with the parent metal on the side to be
covered. Wherever possible they shall be made
from the side to be lined. Where this is not
possible the root shall be chipped out and a
sealing run shall be applied. Internal corner and
ﻛﻠﻴﻪ اﺗﺼﺎﻻت ﻓﻠﺰي ﺑـﻪ ﻳﻜـﺪﻳﮕﺮ ﺑﺎﻳـﺪ ﺑـﻪ وﺳـﻴﻠﻪ1-6-3-7
.ﭘﻮﺷﺶ ﺷﻮﻧﺪ
ﺟﻮش ﻫﺎ ﺑﺎﻳـﺪ ﻳﻜﻨﻮاﺧـﺖ و ﻋـﺎري از ﺧﻠـﻞ و.ﺟﻮش اﻧﺠﺎم ﺷﻮد
در ﻃﺮﻓﻲ ﻛﻪ ﭘﻮﺷﺶ ﻣﻲ ﺷﻮد ﺟـﻮش ﻫـﺎ را ﺑﺎﻳـﺪ ﺑـﺎ.ﻓﺮج ﺑﺎﺷﺪ
ﺳﻨﮓ زﻧﻲ ﻛﺎﻣﻼً ﺻﺎف ﻧﻤـﻮد ﺑﻄﻮرﻳﻜـﻪ ﺑـﺎ ﻓﻠـﺰ اﺻـﻠﻲ ﻫﻤـﺴﻄﺢ
ﺑﺎﻳﺪ از ﺳﻤﺘﻲ ﻛﻪ ﭘﻮﺷـﺶ ﺷـﺪه، ﺗﺎ ﺟﺎﻳﻲ ﻛﻪ ﻣﻤﻜﻦ اﺳﺖ.ﮔﺮدد
ﺟﻮش را از ﻋﻤـﻖ، در ﺻﻮرﺗﻲ ﻛﻪ اﻳﻦ اﻣﺮ ﻋﻤﻠﻲ ﻧﺒﺎﺷﺪ.اﻧﺠﺎم داد
38
Jan. 2010/ 1388 دي
tee joints shall be welded with full penetration.
Welds shall be ground smooth and concave to
the required radius. Welds shall be examined
according to applicable design codes.
IPS-E-TP-350(1)
ﺑﺎﻳﺪ ﺑـﺎT ﮔﻮﺷﻪ ﻫﺎي داﺧﻠﻲ و اﺗﺼﺎﻻت.ﺑﺮداﺷﺘﻪ و آﺑﺒﻨﺪي ﻧﻤﻮد
ﺟﻮﺷﻬﺎ ﺑﺎﻳﺪ ﺑﻪ ﻃﻮر ﻳﻜﻨﻮاﺧﺖ ﺳﻨﮓ زده.ﻧﻔﻮذ ﻛﺎﻣﻞ ﺟﻮش ﺷﻮﻧﺪ
، و ﺑﻪ ﺷﻌﺎع ﻣﻮرد ﻧﻴﺎز ﺑﺎ ﻋﻤﻖ ﻣﻨﺎﺳﺐ و ﻣﻄﺎﺑﻖ ﻣﻘﺮرات ﻃﺮاﺣـﻲ
.آزﻣﺎﻳﺶ ﺷﻮﻧﺪ
ﺑﺎﻳـﺪ، ﻛﻠﻴﻪ ﺟﻮﺷﻬﺎ روي ﺳﻄﻮﺣﻲ ﻛﻪ ﭘﻮﺷﺶ ﺷﺪه2-6-3-7
7.3.6.2 All welds shall be continuous on surfaces
to be lined. Only butt joints shall be permitted on
surfaces to be lined. Stitch welding, spot welding
and other non-continuous welding processes
shall not be used.
ﻓﻘﻂ اﺗﺼﺎﻻت ﻟﺐ ﺑﻪ ﻟﺐ روي ﺳﻄﻮح ﺑﺎﻳـﺪ ﻣﺠـﺎز.ﭘﻴﻮﺳﺘﻪ ﺑﺎﺷﻨﺪ
ﻧﻘﻄﻪ ﺟﻮش و دﻳﮕﺮ، ﺟﻮﺷﻬﺎي ﻣﻘﺎوﻣﺘﻲ،ﺑﺎﺷﻨﺪ ﻛﻪ آﺳﺘﺮي ﺷﻮﻧﺪ
.ﺟﻮش ﻫﺎي ﻧﺎﭘﻴﻮﺳﺘﻪ ﻧﺒﺎﻳﺪ ﺑﻪ ﻛﺎر روﻧﺪ
7.3.6.3 Weld surfaces shall be smooth. Some
welding procedures provide surfaces of adequate
smoothness but, in other cases surfaces shall be
ground wholly or partly to removed weld
ripples. The grinding process shall be done so
that the remaining weld does not have sharp
edges.
در ﺑﻌــﻀﻲ از. ﺳــﻄﻮح ﺟﻮﺷــﻬﺎ ﺑﺎﻳــﺪ ﺻــﺎف ﺑﺎﺷــﺪ3-6-3-7
7.3.6.4 Welding procedures shall be chosen to
avoid porosity on the side of the weld to be
lined.
دﺳــﺘﻮراﻟﻌﻤﻞ ﻫــﺎي ﺟﻮﺷــﻜﺎري ﺑﺎﻳــﺪ ﺑــﻪ ﺻــﻮرﺗﻲ4-6-3-7
دﺳﺘﻮراﻟﻌﻤﻞ ﻫـﺎي ﺟﻮﺷـﻜﺎري اﻳﺠـﺎد ﺳـﻄﻮح ﺑـﻪ اﻧـﺪازه ﻛـﺎﻓﻲ
ﮔﺮد ﻧﻤﻮدن ﻛﺎﻣﻞ ﻳﺎ ﺑﺮداﺷـﺘﻦ ﻣـﻮج،ﻳﻜﻨﻮاﺧﺖ و در دﻳﮕﺮ ﻣﻮارد
ﻓﺮآﻳﻨﺪ ﺳﻨﮓ زدن ﺗﺎ آﻧﺠﺎ اداﻣـﻪ ﻳﺎﺑـﺪ ﻛـﻪ در.ﺟﻮﺷﻬﺎ آﻣﺪه اﺳﺖ
. ﻟﺒﻪ ﻫﺎي ﺗﻴﺰ ﺑﺮداﺷﺘﻪ ﺷﻮد،ﺟﻮش ﻫﺎ
اﻧﺘﺨﺎب ﮔـﺮدد ﻛـﻪ از وﺟـﻮد ﺗﺨﻠﺨـﻞ در ﺟـﻮش در ﺳـﻤﺘﻲ ﻛـﻪ
. اﺟﺘﻨﺎب ﮔﺮدد،ﭘﻮﺷﺶ ﻣﻴﺸﻮد
:ﻳﺎدآوري
Note:
It is preferable that capping runs are applied to
the lining side in order to minimize this effect.
ﺗﺮﺟﻴﺤﺎً درﭘﻮﺷﻬﺎﻳﻲ ﺟﻬﺖ ﺑﻪ ﺣﺪاﻗﻞ رﺳﺎﻧﺪن اﻳﻦ اﺛﺮ در ﭘﻮﺷـﺶ
.داﺧﻠﻲ ﺑﻪ ﻛﺎر ﺑﺮده ﻣﻲ ﺷﻮد
All welds shall be free from the following
surface defects:
:ﻛﻠﻴﻪ ﺟﻮش ﻫﺎ ﺑﺎﻳﺪ ﻓﺎﻗﺪ ﻋﻴﺐ ﻫﺎي زﻳﺮ ﺑﺎﺷﻨﺪ
اﻟﻒ( اﻳﺠﺎد ﻟﺒﻪ ﻫﺎي ﺑﺮﺟﺴﺘﻪ در رﻳﺸﻪ درز ﺟﻮش؛
a) Undercutting;
ب( ﺗﺮﻛﻬﺎ؛
b) cracks;
ج( ﺗﺨﻠﺨﻞ؛
c) porosity;
د( ﻫﺮﻧﻮع دﻳﮕﺮ از ﺣﻔﺮه ﺳﻄﺤﻲ؛
d) any other type of surface cavity;
.ﻫ( ﻋﺪم ذوب و اﺗﺼﺎل ﻛﺎﻣﻞ
e) lack of fusion.
Weld defects that are exposed either on initial
inspection or after blast cleaning shall be
repaired.
ﻋﻴﻮب ﺟﻮش ﻛﻪ در ﺑﺎزرﺳﻲ اوﻟﻴﻪ ﻳـﺎ ﺑﻌـﺪ از ﺳﻨﺪﺑﻼﺳـﺖ ﺳـﻄﺢ
. ﺑﺎﻳﺪ ﺗﻌﻤﻴﺮ ﮔﺮدد،ﻧﺸﺎن داده ﻣﻲ ﺷﻮد
Repairs shall be by grinding or by welding (with
or without subsequent grinding) provided that
the requirements for equipment design and
fabrication are met.
ﺗﻌﻤﻴﺮات ﺑﻪ وﺳﻴﻠﻪ ﺳﻨﮓ زدن ﻳﺎ ﺟﻮﺷﻜﺎري )ﺑﺎ ﺳـﻨﮓ ﻳـﺎ ﺑـﺪون
ﺳﻨﮓ زدن ﭘﻲ در ﭘﻲ( اﻧﺠﺎم ﺷﺪه ﺗﺎ ﻧﻴﺎزﻫﺎي ﻃﺮاﺣﻲ ﺗﺠﻬﻴﺰات و
.ﺳﺎﺧﺖ را ﺗﺄﻣﻴﻦ ﻧﻤﺎﻳﺪ
7.3.6.5 Weld profile details shall be generally in
accordance with Figs. 9 to 13.
ﺟﺰﻳﻴﺎت ﻣﻘﻄﻊ ﻋﺮﺿﻲ ﺟﻮش ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ ﺑﺎ ﺷـﻜﻞ5-6-3-7
. ﺑﺎﺷﺪ13 ﺗﺎ9
:ﻳﺎدآوري
Note:
.ﻫﻤﭽﻨﻴﻦ ﺟﺰﻳﻴﺎت ﻏﻠﻂ ﺗﺸﺮﻳﺢ ﺷﺪه اﺳﺖ
Incorrect details are also illustrated.
39
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
7.3.6.6 Filler materials, such as resin, putties,
fillers and low melting point solders and brazes,
shall not be used.
و، ﭘﺮﻛﻨﻨﺪه ﻫﺎ، ﺑﺘﻮﻧﻪ ﻫﺎ، ﻣﻮاد ﭘﺮﻛﻨﻨﺪه ﻧﻈﻴﺮ رزﻳﻦ6-6-3-7
7.3.6.7 Before the equipment is passed for
lining, all attachments to be made by welding,
for example lagging cleats and lifting lugs, shall
be complete.
ﻛﻠﻴﻪ، ﻗﺒﻞ از ارﺳﺎل ﺗﺠﻬﻴﺰات ﺑﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ7-6-3-7
7.3.6.8 All drilling shall be completed before the
equipment is passed for lining.
ﻛﻠﻴﻪ ﺳﻮراﺧﻜﺎري ﻫﺎ ﻗﺒﻞ ﺗﻜﻤﻴـﻞ ﺑـﺮاي ﭘﻮﺷـﺶ8-6-3-7
7.3.6.9 When the lining is to be thermo-formed
at corners, those corners shall be finished to a
radius of not less than 5 mm. When the lining is
to be bonded at corners, those corners shall be
finished to a radius of a nominal 1.5 mm.
وﻗﺘﻲ ﻻزم اﺳﺖ ﭘﻮﺷﺶ در ﮔﻮﺷـﻪ ﻫـﺎ ﺑـﺎ ﺣـﺮارت9-6-3-7
ﻧﺒﺎﻳﺪ ﻣﻮرد اﺳـﺘﻔﺎده، زرد ﺟﻮش،ﻟﺤﻴﻢ ﻛﺎري ﺑﺎ ﻧﻘﻄﻪ ذوب ﭘﺎﻳﻴﻦ
.ﻗﺮار ﮔﻴﺮﻧﺪ
ﮔﻮه ﻫـﺎ و ﻗـﻼب،اﺟﺰاﻳﻲ ﻛﻪ ﺑﺎﻳﺪ ﺟﻮﺷﻜﺎري ﺷﻮﻧﺪ ﻣﺎﻧﻨﺪ ﮔﻴﺮه ﻫﺎ
.ﻫﺎي ﺣﻤﻞ ﺑﺎﻳﺪ ﻛﺎﻣﻼً ﺟﻮﺷﻜﺎري ﺷﻮﻧﺪ
.داﺧﻠﻲ ﺑﺎﻳﺪ اﻧﺠﺎم ﺷﻮد
ﻣﻴﻠﻴﻤﺘـﺮ ﻛﻤﺘـﺮ5 ﺷﻌﺎع اﻳﻦ ﮔﻮﺷﻪ ﻫﺎ ﻧﺒﺎﻳـﺪ از،ﺷﻜﻞ داده ﺷﻮد
ﺷـﻌﺎع، وﻗﺘﻲ ﭘﻮﺷﺶ داﺧﻠﻲ در ﮔﻮﺷﻪ ﻫﺎ ﻣﺘﺼﻞ ﻣﻲ ﺷـﻮد.ﺑﺎﺷﺪ
. ﻣﻴﻠﻴﻤﺘﺮ ﺑﺎﺷﺪ1/5 اﺳﻤﻲ ﺗﻤﺎم ﺷﺪه ﮔﻮﺷﻪ ﻫﺎ ﺑﺎﻳﺪ
ﻛﻠﻴﻪ ﺳﺮﺑﺎره ﻫﺎ و ﻣﻮاد ﻣﺤﺎﻓﻆ ﭘﺎﺷﺶ و ﻣﺸﺎﺑﻪ آن10-6-3-7
7.3.6.10 All slag, anti-spatter compounds or
similar materials shall be removed.
.ﺑﺎﻳﺪ ﺑﺮداﺷﺘﻪ ﺷﻮﻧﺪ
ﻛﻠﻴﻪ ﺟﻮش ﻫﺎي ﭘﺨﺶ ﺷﺪه روي ﺳﻄﻮح ﺑﺎﻳﺪ ﺑﻪ وﺳـﻴﻠﻪ ﭼﻜـﺶ
.ﻛﺎري و ﻳﺎ ﺳﻨﮓ ﺑﺮداﺷﺘﻪ ﺷﻮﻧﺪ
All weld spatter shall be removed by chipping
and/or grinding.
7.3.6.11 Surface defects such as scores, pitting
and rolling defects, shall be removed by
grinding, or where necessary repaired by
welding provided that the requirements of design
and construction are met.
ﺣﻔـﺮه و ﻋﻴـﻮب، ﻋﻴﻮب ﺳﻄﺤﻲ ﻧﻈﻴﺮ ﺑﺮﻳﺪﮔﻲ ﻫﺎ11-6-3-7
7.3.6.12 Rotating parts shall be balanced before
and after lining.
ﻗﺒـﻞ و ﺑﻌـﺪ از اﺟـﺮا ﭘﻮﺷـﺶ، ﻗﺴﻤﺖ ﻫـﺎي دوار12-6-3-7
ﻧﻮرد ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﺳﻨﮓ از ﺑﻴﻦ ﺑﺮود و ﻳﺎ ﺟﺎﻳﻲ ﻛـﻪ ﻻزم اﺳـﺖ ﺑـﺎ
.ﺟﻮﺷﻜﺎري ﺗﻌﻤﻴﺮ ﺗﺎ ﻧﻴﺎزﻫﺎي ﻃﺮاﺣﻲ و ﺳﺎﺧﺖ را ﺑﺮآورده ﺳﺎزد
.داﺧﻠﻲ ﺑﺎﻳﺪ ﺑﺎﻻﻧﺲ ﺷﻮد
40
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
(a) weld flat and smooth
)اﻟﻒ( ﺟﻮش ﻣﺴﻄﺢ و ﻳﻜﻨﻮاﺧﺖ
(a) ()اﻟﻒ
(b)
weld flat and smooth
)ب( ﺟﻮش ﻣﺴﻄﺢ و ﻳﻜﻨﻮاﺧﺖ
(c)
(b) ()ب
weld convex and smooth
)ج( ﺟﻮش ﻣﺤﺪب و ﻳﻜﻨﻮاﺧﺖ
(d)
weld concave and smooth
(c) ()ج
)د( ﺟﻮش ﻣﻘﻌﺮ و ﻳﻜﻨﻮاﺧﺖ
(e)
weld undercut
)ﻫـ( آﻧﺪرﻛﺖ ﺟﻮش
(d) ()د
(f)
Excessive weld penetration
)و( ﺟﻮش ﺑﺎ ﻧﻔﻮذ زﻳﺎد
(g)
improper grinding
(e) ()ﻫـ
)ز(ﺳﻨﮓ زدن ﻧﺎﻗﺺ
Fig. 9-WELD PROFILE DETAILS:
BUTT WELDS
Fig. 10- WELD PROFILE DETAILS:
EXTERNAL CORNERS AND EDGES
: ﺟﺰﻳﻴﺎت ﻣﻘﻄﻊ ﻋﺮﺿﻲ ﺟﻮش-9ﺷﻜﻞ
: ﺟﺰﻳﻴﺎت ﻣﻘﻄﻊ ﻋﺮﺿﻲ ﺟﻮش-10ﺷﻜﻞ
ﺟﻮش ﻫﺎي ﻟﺐ ﺑﻪ ﻟﺐ
ﮔﻮﺷﻪ ﻫﺎ و ﻟﺒﻪ ﻫﺎي ﺧﺎرﺟﻲ
41
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
:ﻳﺎدآوري
Note:
، ( )ج، ﻣﺠـﺎز9 )ب( در ﺷـﻜﻞ،(ﺟﺰﻳﻴﺎت ﻧﺸﺎن داده ﺷﺪه )اﻟﻒ
. )و( و )ز( ﻏﻴﺮ ﻣﺠﺎز ﻣﻲ ﺑﺎﺷﻨﺪ،( )ﻫ،()د
The details shown in (a), and (b) are permissible;
those shown in (c), (d), (e), (f) and (g) are not
permissible Fig. 9.
:ﻳﺎدآوري
Note:
ﻣﺠﺎز10 )ب( و )ج( در ﺷﻜﻞ،(ﺟﺰﻳﻴﺎت ﻧﺸﺎن داده ﺷﺪه )اﻟﻒ
.و )د( ﻏﻴﺮ ﻣﺠﺎز ﻣﻲ ﺑﺎﺷﺪ
The details shown in (a), (b), (c) and (d) are
permissible; that shown in (e) is not permissible
Fig. 10.
42
Jan. 2010/ 1388 دي
(a)
IPS-E-TP-350(1)
()اﻟﻒ
(f )
(b)
()ب
(g )
(c)
(d)
(e)
()و
()ز
()ج
()د
()ه
Fig. 11-WELD PROFILE DETAILS: INTERNAL CORNERS AND EDGES
ﮔﻮﺷﻪ ﻫﺎ و ﻟﺒﻪ ﻫﺎي داﺧﻠﻲ: ﺟﺰﺋﻴﺎت ﺑﺮش ﻋﺮﺿﻲ ﺟﻮش-11ﺷﻜﻞ
43
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
:ﻳﺎدآوريﻫﺎ
Notes:
1) The details shown in (a), (b), (c), (d), (e) and
(g) are permissible; that shown in (f) is not
permissible.
( )و،( )ﻫ،( )د، ( )ج،( )ب،(( ﺟﺰﻳﻴﺎت ﻧﺸﺎن داده ﺷﺪه در )اﻟﻒ1)
2) The detail shown in (g) is to be used only
when the lining is bonded and is to be welded
at the internal corner.
( ﺟﺰﻳﻴﺎت ﻧﺸﺎن داده ﺷﺪه در )و( وﻗﺘـﻲ ﺑـﻪ ﻛـﺎر ﻣﻴـﺮود ﻛـﻪ2)
.ﭘﻮﺷﺶ ﭼﺴﺒﻴﺪه و ﺑﻪ ﮔﻮﺷﻪ ﭘﻮﺷﺶ داﺧﻠﻲ ﺟﻮش ﺷﺪه اﺳﺖ
. ﻣﺠﺎز؛ و ﺟﺰﻳﻴﺎت )ز( ﻣﺠﺎز ﻧﻤﻲ ﺑﺎﺷﺪ11 در ﺷﻜﻞ
(a)
(d)
(a)
(b)
(e)
(b)
(c)
Fig. 12- WELD PROFILE DETAILS:
CONCAVE HEADS
(f)
Fig. 13-WELD PROFILE DETAILS:
FLANGES
ﻛﻠﮕﻲ ﻫﺎي ﻣﻘﻌﺮ: ﺟﺰﻳﻴﺎت ﺑﺮش ﻋﺮﺿﻲ ﺟﻮش-12ﺷﻜﻞ
ﺟﺰﻳﻴﺎت ﺑﺮش ﻋﺮﺿﻲ ﺟﻮش ﻓﻠﻨﺞ ﻫﺎ-13ﺷﻜﻞ
44
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
:ﻳﺎدآوري
Note:
ﺟﺰﻳﻴﺎت )اﻟﻒ( ﻣﺠﺎزﻣﻴﺒﺎﺷﺪ؛12 ﺷﻜﻞ
. ﺟﺰﻳﻴﺎت )ب( ﻣﺠﺎز ﻧﻤﻴﺒﺎﺷﺪ13 ﺷﻜﻞ
The detail shown in (a) is permissible;
that shown in (b) is not permissible.
Note:
:ﻳﺎدآوري
The detail shown in (f) is to be used only when
the lining is bonded and it is welded at the
external corner.
ﺟﺰﻳﻴﺎت )و( ﻓﻘﻂ وﻗﺘﻲ ﺑﻪ ﻛﺎر ﻣﻴﺮود ﻛﻪ ﭘﻮﺷـﺶ ﭼـﺴﺒﻴﺪه و در
.ﮔﻮﺷﻪ ﺧﺎرﺟﻲ ﺟﻮش ﺷﺪه اﺳﺖ
7.3.7 Fabrication of metal equipment to be
inorganic lined
ﺳﺎﺧﺖ ﺗﺠﻬﻴﺰات ﻓﻠﺰي ﻛﻪ ﺑﺎﻳﺪ ﺑﺎ ﻣـﻮاد ﻣﻌـﺪﻧﻲ7-3-7
In addition to the provisions of 7.3.6 the
following consideration shall also be carried out:
: ﻣﻮارد زﻳﺮ ﻧﻴﺰ ﺑﺎﻳﺪ رﻋﺎﻳﺖ ﺷﻮد6-3-7 ﻋﻼوه ﺑﺮ ﻣﻘﺮرات ﺑﻨﺪ
7.3.7.1 Pipe connections to glass lined
equipment shall be made only after the vessel
has been leveled and securely fastened to a
foundation. To avoid stress failures in glassed
pipe, the pipe must be adequately supported by
means of pipe hangers and allowance must be
made for expansion of the lines if surface
temperature is appreciably above room
temperature.
اﺗﺼﺎﻻت ﻟﻮﻟﻪ ﺑﻪ ﺗﺠﻬﻴﺰاﺗﻲ ﻛـﻪ ﭘﻮﺷـﺶ داﺧﻠـﻲ از1-7-3-7
7.3.7.2 Enough pipe hangers must be provided
so that the weight of the pipe and its contents are
carried by the hangers rather than on the nozzles
of the vessel.
ﺑﺮاي ﻧﮕﻬﺪاري وزن ﻟﻮﻟﻪ ﻫﺎ ﺑﺎﻳـﺪ ﺑـﻪ اﻧـﺪازه ﻛـﺎﻓﻲ2-7-3-7
7.3.7.3 The welds shall be made as specified in
Table 4.
. اﻧﺠﺎم ﺷﻮد4 ﺟﻮﺷﻬﺎ ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ ﺟﺪول ﺷﻤﺎره3 -7-3-7
7.3.8 Fabrication of concrete equipment to be
lined with organic materials
ﺷﺮاﻳﻂ ﺳﺎﺧﺖ ﺗﺠﻬﻴﺰات ﺑﺘﻨﻲ ﻛﻪ ﺑﺎﻳﺴﺘﻲ ﺑﺎ ﻣﻮاد8-3-7
7.3.8.1 All concrete equipment shall be
constructed in accordance with the requirements
of BS 8007 or BS 8110.
ﺗﻤﺎم ﺗﺠﻬﻴـﺰات ﺑﺘﻨـﻲ ﺑﺎﻳـﺴﺘﻲ ﺑﺮاﺳـﺎس اﻟﺰاﻣـﺎت1-8-3-7
7.3.8.2 Proper curing of the concrete shall be
ensured by the use of curing membranes
wherever necessary. If shuttering is removed
under 7 days a curing membrane shall be
applied.
ﺣــﺼﻮل اﻃﻤﻴﻨــﺎن از ﻋﻤــﻞ آﻣــﺪن ﺻــﺤﻴﺢ ﺑــﺘﻦ2-8-3-7
.ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﻮد
ﺟﻨﺲ ﺷﻴﺸﻪ ﺷﺪه اﺳﺖ ﺑﺎﻳﺪ ﭘـﺲ از اﻳـﻦ ﻛـﻪ ﻇـﺮف ﺗـﺮاز و ﺑـﺎ
ﺑﺮاي ﺟﻠﻮﮔﻴﺮي از.اﻃﻤﻴﻨﺎن ﺑﻪ ﻓﻮﻧﺪاﺳﻴﻮن ﺑﺴﺘﻪ ﺷﺪه اﻧﺠﺎم ﮔﻴﺮد
،ﺧﺮاﺑﻲ ﻧﺎﺷﻲ از ﺗﻨﺶ در ﻟﻮﻟﻪ ﻫﺎي ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﺪه ﺷﻴﺸﻪاي
ﻟﻮﻟﻪ ﺑﺎﻳﺪ ﺑﺎ وﺳـﺎﻳﻞ ﻧﮕﻬﺪارﻧـﺪه ﻛـﺎﻓﻲ ﻣﺤﻜـﻢ ﺷـﻮد و ﺟـﺎ ﺑـﺮاي
اﻧﺒﺴﺎط ﻟﻮﻟﻪ ﻫﺎ در ﺻﻮرﺗﻲ ﻛﻪ دﻣﺎي ﺳﻄﻮح ﺑﺎﻻﺗﺮ از دﻣـﺎي اﺗـﺎق
.ﺑﺎﺷﺪ در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد
ﻧﮕﻬﺪارﻧﺪه و آوﻳـﺰ ﺗﻌﺒﻴـﻪ ﺷـﻮد ﺑـﻪ ﻃـﻮري ﻛـﻪ وزن ﻟﻮﻟـﻪ ﻫـﺎ و
.ﻣﺤﺘﻮﻳﺎت آﻧﻬﺎ ﺑﻴﺸﺘﺮ روي ﻧﮕﻬﺪارﻧﺪه ﻫﺎ ﺑﺎﺷﺪ ﺗﺎ ﻧﺎزﻟﻬﺎي ﻇﺮوف
.آﻟﻲ ﭘﻮﺷﺶ ﺷﻮﻧﺪ
. ﺳﺎﺧﺘﻪ ﺷﻮﻧﺪBS 8007 ﻳﺎBS 8110 اﺳﺘﺎﻧﺪاردﻫﺎي
درﺻﻮرت ﻟﺰوم ﺑﺎﻳﺪ ﺑﺮ ﻣﺒﻨﺎي اﺳﺘﻔﺎده از ﻏﺸﺎء ﻫﺎي ﺳﺨﺖ ﻛﻨﻨﺪه
اﺳـﺘﻔﺎده از، روز ﺑـﺎز ﺷـﻮد7 ﭼﻨﺎﻧﭽﻪ ﻗﺎﻟﺐ ﮔﻴﺮي ﻛﻤﺘـﺮ از.ﺑﺎﺷﺪ
.ﻏﺸﺎء ﺳﺨﺖ ﻛﻨﻨﺪه اﻟﺰاﻣﻲ اﺳﺖ
روز ﺑﺮاي ﻋﻤﻞ آوردن ﺑﺘﻦ ﻗﺒـﻞ28 ﺗﺠﻬﻴﺰات ﺑﺘﻨﻲ ﺑﺎﻳﺪ ﺑﻪ ﻣﺪت
. ﺳﺨﺖ ﺷﺪه ﺑﺎﺷﻨﺪ، از اﻋﻤﺎل اﻗﺪام ﺑﻪ ﭘﻮﺷﺶ داﺧﻠﻲ
Concrete equipment shall be allowed to cure for
28 days before the work of lining proceeds.
ﺑﺘﻨﻲ ﻛﻪ ﺑﺎ ﻗﺎﻟﺐ ﻫﺎي ﻟﻐﺰﻧﺪه ﺳـﺎﺧﺘﻪ ﻣـﻲ ﺷـﻮﻧﺪ3-8-3-7
7.3.8.3 Equipment which is slip formed shall be
bagged as the concrete leaves the framework
before the curing membrane is applied.
ﺑﺎﻳﺪ ﭘﺲ از ﺟﺪا ﺷﺪن ﻗﺎﻟﺐ و ﺗﺎ ﻗﺒﻞ از ﺑﻜﺎرﮔﻴﺮي ﻏـﺸﺎء ﺳـﺨﺖ
. ﺑﺎ ﻛﻴﺴﻪ ﭘﻮﺷﻴﺪه ﺷﻮد،ﻛﻨﻨﺪ
45
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
:ﻳﺎدآوري
Note:
.اﻳﻦ ﻓﺮاﻳﻨﺪ ﻣﻘﺪار ﺣﺒﺎﺑﻬﺎ را ﻛﺎﻫﺶ ﺧﻮاﻫﺪ داد
This process will reduce the amount of laitance.
ﺳﻄﻮح ﺑﺘﻨﻲ ﻛﻪ ﺑﺪون ﻗﺎﻟﺐ ﺑﻨﺪي اﺟﺮا ﺷﺪه اﺳـﺖ4-8-3-7
7.3.8.4 All concretes which have been not cast
against shutters or slip formed shall be float
finished.
.ﺑﺎﻳﺪ ﺑﺎ ﻣﺎﻟﻪ ﭼﻮﺑﻲ ﭘﺮداﺧﺖ ﺷﻮد
:ﻳﺎدآوري
Note:
In the case of equipment to be fitted with loose
linings a steel float or a wooden float may be
used. In the case of equipment where the lining is
to be bonded a wooden float finish shall be used.
در ﻣﻮاردي ﻛﻪ ﭘﻮﺷـﺶ داﺧﻠـﻲ ﺗﺠﻬﻴـﺰات از ﻧـﻮع ﻏﻴﺮﭼـﺴﺒﻨﺪه
در.ﺧﻮاﻫﺪ ﺑﻮد اﺳﺘﻔﺎده از ﻣﺎﻟﻪ ﻓﻠﺰي ﻳـﺎ ﭼـﻮﺑﻲ ﻣﺠـﺎز ﻣـﻲ ﺑﺎﺷـﺪ
ﻣﻮاردي ﻛﻪ ﭘﻮﺷـﺶ ﺗﺠﻬﻴـﺰات از ﻧـﻮع ﭼـﺴﺒﻨﺪه ﺑـﻪ ﺑـﺘﻦ ﺑﺎﺷـﺪ
.ﭘﺮداﺧﺖ ﺑﺘﻦ ﺑﺎﻳﺪ ﺑﺎﻣﺎﻟﻪ ﭼﻮﺑﻲ اﻧﺠﺎم ﺷﻮد
7.3.8.5 Any steps in the concrete due to
misalignment of shutters or surplus material
formed because of gaps at joints in shutters shall
be dressed off and ground smooth.
ﻫﺮ ﻧﻮع ﺑﺮآﻣﺪﮔﻲ و ﻟﺒﻪ ﻫﺎي اﻳﺠـﺎد ﺷـﺪه در ﺑـﺘﻦ5-8-3-7
7.3.8.6 All holes left after removal of ties to
secure and align formers shall be filled. Any
surface defects such that the aggregate is exposed
shall be filled. The material used for filling shall
be a sand/cement grout with a high cement
content or a sand/cement water miscible epoxy
resin grout or an epoxy resin mortar.
ﻛﻠﻴﻪ ﺳﻮراخ ﻫﺎي ﺑﺎﻗﻴﻤﺎﻧﺪه ﻣﺤﻞ اﺗـﺼﺎل و ﺑـﺴﺘﻦ6-8-3-7
ﻧﺎﺷﻲ از ﺗﻨﻈﻴﻢ ﻧﺒﻮدن ﻗﺎﻟﺐ ﻫﺎ و ﻳﺎ ﺑﺘﻦ اﺿﺎﻓﻲ ﺑﻪ دﻟﻴﻞ ﺷﻜﺎف در
. ﺑﺎﻳﺪ ﻛﺎﻣﻼً ﺗﺮاﺷﻴﺪه و ﺑﺎ ﺳﻨﮓ ﺻﺎف ﺷﻮد،اﺗﺼﺎﻻت ﻗﺎﻟﺐ ﻫﺎ
ﻫﺮ ﻧﻮع ﻧﺎﺻﺎﻓﻲ و ﻋﻴﻮب در ﺳﻄﻮح از ﻗﺒﻴـﻞ.ﻗﺎﻟﺐ ﻫﺎ ﺑﺎﻳﺪ ﭘﺮ ﺷﻮد
ﻣﺼﺎﻟﺢ ﻣﻮرد ﻧﻴﺎز ﭘﺮﻛـﺮدن. ﺑﺎﻳﺴﺘﻲ ﺗﻌﻤﻴﺮ ﺷﻮد،ﻧﻤﺎﻳﺎن ﺑﻮدن ﺷﻦ
و ﺗﻌﻤﻴﺮ ﺳﻄﺢ ﺑﺎﻳﺪ دوﻏﺎب ﻣﺎﺳﻪ ﺳﻴﻤﺎن ﺑﺎ ﻋﻴﺎر ﺑـﺎﻻي ﺳـﻴﻤﺎن و
ﻳﺎ دوﻏﺎب ﻣﺨﻠﻮط اﭘﻮﻛﺴﻲ رزﻳﻦ ﻣﺎﺳﻪ ﺳﻴﻤﺎن و ﻳﺎ ﻣﻼت اﭘﻮﻛﺴﻲ
.رزﻳﻦ ﺧﻮاﻫﺪ ﺑﻮد
46
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 4 - WELD TYPES OF GLASS LINED EQUIPMENT
اﻧﻮاع ﺟﻮش ﺗﺠﻬﻴﺰات ﺑﺎ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻮاد ﺷﻴﺸﻪ اي-4 ﺟﺪول
ﻧﻮع
Enamel
ﻟﻌﺎب
ﭘﻴﺸﻨﻬﺎدات
Welding on both sides also permissible
Angle β on the enamel side may range from 30 to
360° resulting edges on the enamel side shall be
rounded
.ﺟﻮش ﻛﺎري ﻃﺮﻓﻴﻦ ﻫﻢ ﻣﺠﺎز ﻣﻲ ﺑﺎﺷﺪ
درﺟﻪ ﺑﺎﺷﺪ360 ﺗﺎ30 در ﺳﻤﺖ ﻟﻌﺎب ﻣﻤﻜﻦ اﺳﺖ ازβ داﻣﻨﻪ زاوﻳﻪ
.ﻟﺒﻪﻫﺎي ﺑﻮﺟﻮد آﻣﺪه در ﺳﻤﺖ ﻟﻌﺎب ﺑﺎﻳﺪ ﮔﺮد ﺷﻮﻧﺪ
Enamel
ﻟﻌﺎبﻟﻌﺎب
Enamel
ﻟﻌﺎب
ﻟﻌﺎب
Angle β on the enamel side may range from 30 to
320° resulting edges on the enamel side shall be
rounded
ﻟﺒﻪﻫﺎي. درﺟﻪ ﺑﺎﺷﺪ320 ﺗﺎ30 در ﺳﻤﺖ ﻟﻌﺎب ﻣﻤﻜﻦ ازβ داﻣﻨﻪ زاوﻳﻪ
.ﺑﻮﺟﻮد آﻣﺪه در ﺳﻤﺖ ﻟﻌﺎب ﺑﺎﻳﺪ ﮔﺮد ﺷﻮد
Enamel
ﻟﻌﺎب
ﻟﻌﺎب
Enamel
ﻟﻌﺎب
Enamel
ﻟﻌﺎب
Enamel
ﻟﻌﺎب
α = 45° ± 5°ﺧﻢ ﻛﺮدن ﺑﺎ اﻧﺤﻨﺎي ﻛﻤﺘﺮ از
Roll in under α = 45° ± 5°
1)
Round off edge to r =
S
ﮔﺮد ﻧﻤﺎﺋﻴﺪr = S ( ﻟﺒﻪ را ﺗﺎ1
2
with r at least 2mm or chamfer at less than 45° to
2
S
2
. ﺑﺎﺷﺪS ﺗﺎ45° ﺣﺪاﻗﻞ دو ﻣﻴﻠﻴﻤﺘﺮﻳﺎ زاوﻳﻪ ﭘﺦ ﻛﻤﺘﺮ ازr ﺑﻄﻮري ﻛﻪ
2
Enamel
ﻟﻌﺎب
(to be continued)
()اداﻣﻪ دارد
47
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 4- (continued)
( )اداﻣﻪ-4 ﺟﺪول
ﻧﻮع
ﭘﻴﺸﻨﻬﺎدات
Round off edge to r=2mm or chamfer accordingly at
less than 45°
Enamel
درﺟﻪ45 ﺑﺎ زاوﻳﻪ ﻛﻤﺘﺮاز، ﮔﺮد ﻛﻨﻴﺪr=2mm ﺗﻐﻴﻴﺮﻫﺎ ﺗﺎ ﺷﻌﺎع
ﻟﺒﻪ را
.ﭘﺦ زده ﺷﻮد
ﻟﻌﺎب
Enamel
ﻟﻌﺎب
Gapless form closure of
the overlap
اﻧﺘﻬﺎي ﻫﻤﭙﻮﺷﺎﻧﻲ ﺑﺪون درز
The maximum overlap length a. shall be 10mm .
3) Rounded to r ≥ 2mm
. ﻣﻴﻠﻴﻤﺘﺮ ﺑﺎﺷﺪ10 ( ﺑﺎﻳﺪa) ﺣﺪاﻛﺜﺮ ﻃﻮل ﻫﻤﭙﻮﺷﺎﻧﻲ
. ﮔﺮد ﺷﻮدr ≥ 2mm ( ﺑﺎ ﺷﻌﺎع3
a
33
Enamel
ﻟﻌﺎب
Centre line of vessel
ﺧﻂ ﻣﺮﻛﺰي ﻇﺮف
Enamel
The maximum overlap length . a. shall be 10mm
ﻣﻴﻠﻴﻤﺘﺮ ﺑﺎﺷﺪ10 ( ﺑﺎﻳﺪa) ﺣﺪاﻛﺜﺮ ﻃﻮل ﻫﻤﭙﻮﺷﺎﻧﻲ
ــــــــــــــ
Centre line of vessel
ﺧﻂ ﻣﺮﻛﺰي ﻇﺮف
Toes shall be finished without notches on the enamel side
Types 1 to 9 welds shall be made before enameling. Type 10 welds shall be made
after enameling .
10 ﻗﺴﻤﺖ ﺟﻠﻮ ﺳﻤﺖ ﻟﻌﺎب ﺑﺎﻳﺪ ﺑﺪون ﺷﻜﺎف ﺗﻤﺎم ﺷﻮد
ﺑﺎﻳﺪ ﺑﻌﺪ ازﻟﻌﺎب ﻛﺎري10 ﺟﻮشﻫﺎي ﻣﻮرد. ﻗﺒﻞ ازﻟﻌﺎب ﻛﺎري ﺑﺎﻳﺪ اﻧﺠﺎم ﺷﻮد9 ﺗﺎ1 ﺟﻮﺷﻬﺎي ﻣﻮارد
.ﺻﻮرت ﮔﻴﺮد
48
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
اﻧﺘﺨﺎب ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ-8
8. SELECTION OF LINING MATERIAL
8.1 Selection of the type, and the thickness of
lining to be used shall be based on the duty for
which it is intended (see Table 6).
اﻧﺘﺨــﺎب ﻧــﻮع و ﺿــﺨﺎﻣﺖ ﭘﻮﺷــﺶ داﺧﻠــﻲ ﻣــﺼﺮﻓﻲ ﺑﺎﻳــﺪ1-8
8.2 For the final selection of lining which to be
used and the method of application, which shall
be made in conjunction with the materials
specialist and the lining contractor, the following
details shall be considered. The designer who
selects the lining, with regard to this Engineering
Standard, shall verify that such a lining will
withstand existing chemical and physical
conditions and meet all requirements of this
Engineering Standard. Full details of lining shall
be submitted to the Company for approval.
اﻧﺘﺨﺎب ﻧﻬـﺎﻳﻲ ﭘﻮﺷـﺶ داﺧﻠـﻲ و روش اﻋﻤـﺎل آن ﺑﺎﻳـﺪ2-8
.( ﻣﺮاﺟﻌﻪ ﺷﻮد6 ﺑﺮاﺳﺎس ﻛﺎرﺑﺮد آن ﺻﻮرت ﮔﻴﺮد )ﺑﻪ ﺟﺪول
ﺑﺎﺣﻀﻮر ﻣﺘﺨﺼﺺ ﻣﻮاد و ﭘﻴﻤﺎﻧﻜﺎر اﺟـﺮا ﻛﻨﻨـﺪه ﭘﻮﺷـﺶ داﺧﻠـﻲ
ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ اﻳﻦ اﺳﺘﺎﻧﺪارد. ﻣﺪ ﻧﻈﺮ ﻗﺮار ﮔﻴﺮد،اﻧﺠﺎم و ﺟﺰﻳﻴﺎت زﻳﺮ
ﭘﻮﺷـﺶ،ﻣﻬﻨﺪﺳﻲ ﻃﺮاﺣﻲ ﻛﻪ ﭘﻮﺷﺶ داﺧﻠﻲ را اﻧﺘﺨﺎب ﻣﻲﻛﻨـﺪ
را ﺑﺎﻳـﺪ از ﻧﻈـﺮ ﻣﻘﺎوﻣــﺖ در ﺑﺮاﺑـﺮ ﺷــﺮاﻳﻂ ﺷـﻴﻤﻴﺎﻳﻲ و ﻓﻴﺰﻳﻜــﻲ
.ﻣﻮﺟﻮد و ﻫﻤﺨﻮاﻧﻲ ﺗﺎ ﺑﺎ ﻧﻴﺎزﻫﺎي اﻳـﻦ اﺳـﺘﺎﻧﺪارد ﺑﺮرﺳـﻲ ﻧﻤﺎﻳـﺪ
ﺑـﻪ ﻛﺎرﻓﺮﻣـﺎ،ﺟﺰﻳﻴﺎت ﻛﺎﻣﻞ ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎﻳﺪ ﺟﻬـﺖ ﺗـﺼﻮﻳﺐ
.اراﺋﻪ ﺷﻮد
اﻃﻼﻋﺎت ﻓﺮآﻳﻨﺪي ﻛﻪ ﻣﻲﺑﺎﻳﺴﺖ ﻣﺒﻨﺎ ﻗﺮار ﮔﻴﺮد3-8
8.3 Process Information to be Established
ﺗﺠﺰﻳﻪ و ﺗﺤﻠﻴﻞ ﻛﺎﻣﻞ ﻣﺤﺘﻮﻳﺎت ﺗﺠﻬﻴﺰات ﺷﺎﻣﻞ ﻣـﻮاد1-3-8
8.3.1 Full analysis of the contents equipment
including constituents present in small and trace
quantities, and details of cleaning operations.
.ﻣﺘﺸﻜﻠﻪ در ﻣﻘﺪار ﻛﻢ و ﺟﺰﻳﻴﺎت ﻋﻤﻠﻴﺎت ﺗﻤﻴﺰﻛﺎري
: دﻣﺎي ﻣﻮادي ﻛﻪ ﺑﺎﻳﺪ ﺟﺎﺑﺠﺎ ﺷﻮد2-3-8
8.3.2 Temperature of material to be handled:
دﻣﺎي ﻋﺎدي ﻋﻤﻠﻴﺎت ﺣﺪاﻛﺜﺮ و ﺣﺪاﻗﻞ دﻣﺎ ﭼﺮﺧﻪ ﺗﻐﻴﻴﺮات دﻣﺎ-
- Normal operating temperature
- Maximum and minimum temperature
- Cycle of temperature variation
: درﺟﻪ ﺧﻼء ﻳﺎ ﻓﺸﺎر3-3-8
8.3.3 Degree of vacuum or pressure:
ﻓﺸﺎر ﻋﺎدي ﻋﻤﻠﻴﺎت ﺣﺪاﻛﺜﺮ و ﺣﺪاﻗﻞ ﻓﺸﺎر ﭼﺮﺧﻪ ﺗﻐﻴﻴﺮات ﻓﺸﺎر-
- Normal operating pressure
- Maximum and minimum pressures
- Cycle of pressure variation
8.3.4 Cycle of operations:
: ﭼﺮﺧﻪ ﻋﻤﻠﻴﺎت4-3-8
Whether batch or continuous process.
.ﻓﺮآﻳﻨﺪ ﭘﻴﻮﺳﺘﻪ ﻳﺎ ﻣﺮﺣﻠﻪ اي
: ﺳﺎﻳﺶ و ﻓﺮﺳﺎﻳﺶ5-3-8
8.3.5 Abrasion and erosion:
اﻧﺪازه ذره و وﻳﮋﮔﻲ ﻫـﺎي ﻓﻴﺰﻳﻜـﻲ ﻣـﺎده ﻣﻌﻠـﻖ، ﻣﻘﺪار ﺟﺰﻳﻴﺎت
.ﻫﻤﺮاه ﺑﺎ ﻣﻴﺰان ﺟﺮﻳﺎن
Details of amount, particle size and physical
characteristics of the suspended matter together
with rates of flow.
: ﺻﺪﻣﺎت ﻣﻜﺎﻧﻴﻜﻲ6-3-8
8.3.6 Mechanical damage:
ﻫﺮ ﻧﻮع ﻣﺸﻜﻼت ﻗﺎﺑﻞ ﭘﻴﺶ ﺑﻴﻨـﻲ در ﺟﺎﺑﺠـﺎﻳﻲ و ﻧـﺼﺐ ﻧﻬـﺎﻳﻲ
.ﺗﺠﻬﻴﺰات ﻳﺎ ﻫﺮ ﻧﻮع ﻟﺮزش ﺗﺠﻬﻴﺰات و اﻣﻜﺎن ﺻﺪﻣﺎت ﻣﻜﺎﻧﻴﻜﻲ
Any difficulties expected in the handling and
final siting of the equipment or any vibration of
equipment and the possibility of mechanical
damage.
ﺷﺮاﻳﻂ ﻏﻮﻃﻪ وري7-3-8
8.3.7 Immersion conditions:
در ﻣﻌﺮض ﻗﺮار ﮔـﺮﻓﺘﻦ ﭘﻮﺷـﺶ داﺧﻠـﻲ ﺑـــﻪ ﺻـﻮرت داﻳـﻢ ﻳـﺎ
.ﻣﺘﻨﺎوب ﺑﻄﻮرﻳﻜﻪ ﺑﺨﺸﻲ از آن ﻳﺎ ﻛﺎﻣﻞ در ﻋﻤﻠﻴﺎت ﭘﺮ ﺷﻮﻧﺪ
Constant or intermittent immersion of the lining,
and partially or completely filled operation.
49
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﺷﺮاﻳﻂ وﻳﮋه8-3-8
8.3.8 Special conditions:
For example, extremes of weather likely to be
encountered during the handling, transport and
storage of the equipment.
ﺣﻤﻞ و،ﺑﺮاي ﻣﺜﺎل ﺷﺮاﻳﻂ ﺷﺪﻳﺪ ﺟﻮي اﺣﺘﻤﺎﻻً درﺣﻴﻦ ﺟﺎﺑﺠﺎﻳﻲ
.ﻧﻘﻞ و اﻧﺒﺎر ﻛﺮدن ﺗﺠﻬﻴﺰات در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد
8.4 Material Characteristics to be Considered
وﻳﮋﮔﻴﻬﺎي ﻣﻮاد ﻛﻪ ﺑﺎﻳﺪ ﻣﻮرد ﺗﻮﺟﻪ ﻗﺮار ﮔﻴﺮد4-8
8.4.1 Chemical Resistance of the Lining (see
Table 6 and relevant table in each individual
section)
و6 ﻣﻘﺎوﻣــﺖ ﺷــﻴﻤﻴﺎﻳﻲ ﭘﻮﺷــﺶ داﺧﻠــﻲ )ﺑــﻪ ﺟــﺪول1-4-8
8.4.1.1 Unless documented previous experience
demonstrates that a lining will be suitable for a
particular duty, appropriate testing shall be
carried out. When testing is required service
conditions shall be reproduce accurately, (see
ASTM C-581, ASTM D-543, ASTM D-531).
ﺑﻐﻴﺮ از ﺗﺠﺎرب ﻣﺴﺘﻨﺪ ﻗﺒﻠﻲ ﻛﻪ ﻣﺒﻴﻦ ﻣﻨﺎﺳﺐ ﺑﻮدن1-1-4-8
.(ﺟﺪول ﻣﺮﺑﻮط ﺑﻪ آن در ﻫﺮ ﻗﺴﻤﺖ ﻣﺠﺰا ﻣﺮاﺟﻌﻪ ﺷﻮد
آزﻣﺎﻳـﺸﺎت،ﻫﺮ ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺮاي ﻳﻚ ﻛﺎرﺑﺮد ﺧﺎص ﻣﻲ ﺑﺎﺷـﺪ
ﻫﻨﮕـﺎﻣﻲ ﻛـــﻪ آزﻣـﺎﻳﺶ ﻻزم ﺑﺎﺷـﺪ.ﻣﻨﺎﺳﺐ ﺑﺎﻳﺪ اﻧﺠـﺎم ﭘـﺬﻳﺮد
ﺷﺮاﻳﻂ ﻛﺎرﺑﺮي ﺑﺎﻳﺪ ﺑـﺎ دﻗﺖ ﺑﺎزﺳـﺎزي ﺷـﻮد )ﺑـﻪ اﺳـﺘﺎﻧﺪاردﻫﺎي
ASTM C-581 وASTM D-543 ،ASTM D531
(ﻣﺮاﺟﻌﻪ ﺷﻮد
در ﺻﻮرﺗﻲ ﻛﻪ ﻗـﺮار دادن ﻧﻤﻮﻧـﻪ ﻫـﺎ در ﺟﺮﻳـﺎن ﻫـﺎي ﻓﺮآﻳﻨـﺪي
. ﺷﺮاﻳﻂ ﻋﻤﻠﻴـﺎت ﺑﺎﻳـﺪ ﺷـﺒﻴﻪ ﺳـﺎزي ﺷـﻮد،ﻣﻮﺟﻮد ﻣﻴﺴﺮ ﻧﺒﺎﺷﺪ
ﺟﺎﻳﻲ ﻛﻪ ﻣﺸﺨﺺ ﺷـﺪه ﻛـﻪ ﭘﻮﺷـﺶ داﺧﻠـﻲ ﺑﺎﻳـﺪ در ﺷـﺮاﻳﻂ
،ﻣﺤﻴﻄﻲ ﻣﻘﺎوم ﺑﺎﺷﺪ و ﺗﺒﺎدل ﺣﺮارت از ﻃﺮﻳﻖ آن ﺻـﻮرت ﮔﻴـﺮد
.ﺷﺮاﻳﻂ اﻧﺘﻘﺎل ﺣﺮارت در ﺟﺮﻳﺎن آزﻣﺎﻳﺶ ﺑﺎﻳﺪ ﺣﻔﻆ ﮔﺮدد
ﻣﻮاد اﺻﻠﻲ ﺷﺎﻣﻞ ﮔﺎزﻫﺎي ﺣﻞ ﺷﺪه در ﺟﺮﻳﺎن ﻓﺮآﻳﻨﺪ در ﻣﻘـﺎدﻳﺮ
.ﻛﻢ ﻓﻘﻂ ﺑﺎﻳﺪ ﺑﻪ ﻣﺎﻳﻌﺎت آزﻣﺎﻳﺶ اﺿﺎﻓﻪ ﮔﺮدد
Where it is not possible to place samples in
process streams, service condition shall be
simulated. Where it is known that a lining has to
withstand an environment where heat transfer is
made through the lining, the heat transfer
condition shall be maintained during the test.
Substances including dissolved gasses present in
a process stream in trace quantities only shall be
added to the test liquors.
8.4.1.2 When selecting the lining effect of
materials on water shall be considered (see
Appendix D).
ﻫﻨﮕﺎم اﻧﺘﺨﺎب ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﻪ ﺗـﺄﺛﻴﺮ ﻣـﻮاد روي2-1-4-8
8.4.2 For physical and Mechanical Characteristics of Lining (see Table 8)
ﺑﺮاي ﺧﻮاص ﻓﻴﺰﻳﻜﻲ و ﻣﻜﺎﻧﻴﻜﻲ ﭘﻮﺷﺶ داﺧﻠـﻲ )ﺑـﻪ2-4-8
.( )ﺑﻪ ﭘﻴﻮﺳﺖ )د( ﻣﺮاﺟﻌﻪ ﮔﺮدد.آب ﺑﺎﻳﺪ ﻣﻮرد ﺗﻮﺟﻪ ﻗﺮار ﮔﻴﺮد
.( ﺗﻮﺟﻪ ﺷﻮد8 ﺟﺪول
. ﺣﺎﻟﺖ ﻣﻮاد ﻣﻮﺟﻮد1-2-4-8
8.4.2.1 Available form of material.
. ﭼﮕﻮﻧﮕﻲ ﻓﺮﺳﺎﻳﺶ و ﺳﺎﻳﺶ2-2-4-8
8.4.2.2 Abrasion and erosion aspects.
ﻣﺮاﺟﻌـﻪ8 ﺷﻜﻞ و ﻗﺎﺑﻠﻴﺖ ﺟﻮﺷﻜﺎري )ﺑﻪ ﺟـﺪول3-2-4-8
8.4.2.3 Shape and weld ability (see Table 8).
.(ﺷﻮد
. ﻣﻘﺎوﻣﺖ در ﺑﺮاﺑﺮ ﺧﻼء ﻳﺎ ﻓﺸﺎر4-2-4-8
8.4.2.4 Vacuum or pressure resistance.
8.4.2.5 Thermal expansion of the lining material.
. اﻧﺒﺴﺎط ﺣﺮارﺗﻲ ﻣﺎده ﭘﻮﺷﺶ داﺧﻠﻲ5-2-4-8
8.4.2.6 Creep characteristics of the lining
material.
. ﺧﺼﻮﺻﻴﺎت ﺧﺰش ﻣﺎده ﭘﻮﺷﺶ داﺧﻠﻲ6-2-4-8
8.4.2.7 Liability of the lining material to stress
crack in the particular environment.
ﻣﺴﺘﻌﺪ ﺑﻮدن ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﻪ ﺗـﺮك ﺗﻨـﺸﻲ7-2-4-8
.در ﻣﺤﻴﻂ ﻫﺎي ﺧﺎص
50
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
8.4.2.8 Whether or not the lining is to be bonded
to the substrate and the temperature limit of the
adhesive system when used.
ﭼﺴﺒﻴﺪن ﻳﺎ ﻧﭽﺴﺒﻴﺪن ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﻪ ﻓﻠـﺰ ﭘﺎﻳـﻪ8-2-4-8
8.4.2.9 Effect of vacuum on loose linings.
( اﺛﺮ ﺧﻼء روي ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ آزاد )ﻧﭽﺴﺒﻴﺪه9-2-4-8
در ﻣﺤﺪوده دﻣﺎي ﺳﺎﻣﺎﻧﻪ ﭼﺴﺐ ﻣﻮرد اﺳﺘﻔﺎده
: ﺳﺎﻳﺮ وﻳﮋﮔﻲ ﻫﺎ3-4-8
8.4.3 Other Characteristics
. ﻧﮕﻬﺪاﺷﺖ ﭘﺬﻳﺮي ﭘﻮﺷﺶ داﺧﻠﻲ1-3-4-8
8.4.3.1 Maintainability of the lining.
. در دﺳﺘﺮس ﺑﻮدن ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ2-3-4-8
8.4.3.2 Availability of lining material.
. ﺟﺎﺑﺠﺎﻳﻲ ﻣﺎده ﭘﻮﺷﺶ داﺧﻠﻲ3-3-4-8
8.4.3.3 Handling of lining material.
8.4.3.4 Compatibility of lining with the substrate
material: Efficiently compatible lining material
with the substrate; concrete and metal parts (see
Table 5).
ﺳـﺎزﮔﺎري. ﺳﺎزﮔﺎري ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎ ﺟﻨﺲ ﭘﺎﻳﻪ4-3-4-8
ﺑـﺘﻦ و ﻗﻄﻌـﺎت ﻓﻠـﺰي )ﺑـﻪ،ﻣﻮﺛﺮ ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎ ﺟـﻨﺲ ﭘﺎﻳـﻪ
.( ﻣﺮاﺟﻌﻪ ﺷﻮد5 ﺟﺪول
8.4.3.5 Thickness of lining; The thickness of
finished lining depends upon the material
selected and the duties for which it is intended
(see Table 9).
ﺿﺨﺎﻣﺖ ﻧﻬـﺎﻳﻲ ﭘﻮﺷـﺶ: ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ5-3-4-8
8.4.4 Complexity and Shape of Equipment to be
Lined.
ﭘﻴﭽﻴﺪﮔﻲ و ﺷﻜﻞ ﺗﺠﻬﻴﺰاﺗﻲ ﻛﻪ ﺑﺎﻳﺪ ﭘﻮﺷـﺶ داﺧﻠـﻲ4-4-8
8.4.4.1 The size, configuration and complexity
of shape of substrate has an important bearing on
the suitability of the particular lining material.
ﻧﺤﻮه ﻗﺮار ﮔﺮﻓﺘﻦ اﺟـﺰاء ﺗـﺸﻜﻴﻞ دﻫﻨـﺪه و، اﻧﺪازه1-4-4-8
داﺧﻠﻲ ﺑﺴﺘﮕﻲ ﺑﻪ ﻣﺎده اﻧﺘﺨﺎب ﺷﺪه و ﻛﺎرﺑﺮد آن دارد )ﺑﻪ ﺟﺪول
.( ﻣﺮاﺟﻌﻪ ﺷﻮد9
.ﺷﻮﻧﺪ
ﭘﻴﭽﻴﺪﮔﻲ ﺷﻜﻞ ﺳﻄﺢ ﭘﺎﻳﻪ ﻧﻘﺶ ﻣﻬﻤﻲ در دوام و ﻛـﺎرآﻳﻲ ﻳـﻚ
.ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﺸﺨﺺ دارد
اﻟﻴـﺎف، ﺑﺮﺧﻲ از ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ ﺑـﺎ ﻻﺳـﺘﻴﻚ2-4-4-8
ﺗﺎ ﺑﺘﻮاﻧﻨﺪ ﭘﻮﺷﺶ داﺧﻠـﻲ، ﻳﺎ ﺳﺎﻳﺮ اﻟﻴﺎف ﺗﻘﻮﻳﺖ ﻣﻲ ﺷﻮﻧﺪ،ﺷﻴﺸﻪ
ﻣﻤﻜﻦ اﺳـﺖ ﻣﺤـﺪودﻳﺖ ﻫـﺎﻳﻲ در.را ﺑﻪ ﺳﻄﺢ ﭘﺎﻳﻪ ﭘﻴﻮﻧﺪ دﻫﻨﺪ
.ﺷﻜﻞ دﻫﻲ ﻧﻈﻴﺮ اﻧﺤﻨﺎء دوﺗﺎﺋﻲ داﺷﺘﻪ ﺑﺎﺷﺪ
8.4.4.2 Some of the lining materials are backed
with rubber, glass fiber or other fiber to enable
the lining to be bonded to the substrate. There
may be limitations on shaping, such as double
curvature.
.( ﻣﺮاﺟﻌﻪ ﺷﻮد8 روش اﻋﻤﺎل )ﺑﻪ ﺟﺪول5-4-8
8.4.5 Method of Application (see Table 8)
8.4.5.1 The required surface preparation (see
Table 5).
5 ﻣﻴﺰان آﻣﺎده ﺳـﺎزي ﺳـﻄﺢ )ﺑـﻪ ﺟـﺪول ﺷـﻤﺎره1-5-4-8
.(ﻣﺮاﺟﻌﻪ ﺷﻮد
8.4.5.2 The process and equipments shall be
used for application installation.
ﻓﺮآﻳﻨﺪ و ﺗﺠﻬﻴﺰاﺗﻲ ﻛﻪ ﺑﺎﻳـﺪ ﺑـﺮاي اﺟـﺮاي ﻧـﺼﺐ2-5-4-8
.ﺑﻜﺎر ﮔﺮﻓﺘﻪ ﺷﻮﻧﺪ
. اﻋﻤﺎل ﭘﻮﺷﺶ در ﻣﻨﻄﻘﻪ ﻳﺎ ﻛﺎرﮔﺎه3-5-4-8
8.4.5.3 Field or shop application.
8.4.5.4 Curing condition.
. ﺷﺮاﻳﻂ ﺳﺨﺖ ﺷﺪن4-5-4-8
8.4.6 Economics of lining
اﻗﺘﺼﺎد ﭘﻮﺷﺶ داﺧﻠﻲ6-4-8
The costs associated with the use of lining which
shall be considered in selection of lining are
mainly as follows:
ﻫﺰﻳﻨﻪ ﻫﺎي ﻣﺮﺑﻮط ﺑﻪ اﺳﺘﻔﺎده از ﭘﻮﺷﺶ داﺧﻠﻲ ﻛـﻪ در اﻧﺘﺨـﺎب
: ﻋﻤﺪﺗﺎً ﺑﻪ ﺷﺮح زﻳﺮ ﻣﻲ ﺑﺎﺷﻨﺪ،آﻧﻬﺎ ﺑﺎﻳﺪ ﻣﻮرد ﺗﻮﺟﻪ ﻗﺮار ﮔﻴﺮﻧﺪ
51
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
. ﻫﺰﻳﻨﻪ ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ1-6-4-8
8.4.6.1 Cost of lining material(s).
. ﻫﺰﻳﻨﻪ اﻋﻤﺎل2-6-4-8
8.4.6.2 Cost of application.
. ﻫﺰﻳﻨﻪ ﻧﮕﻬﺪاري3-6-4-8
8.4.6.3 Cost of maintenance.
ﻫﺰﻳﻨﻪ ﻫﺎي اﺿﺎﻓﻲ ﺑﺮاي ﻧﺼﺐ و ﺣﻤﻞ و ﻧﻘﻞ ﻛﻪ از4-6-4-8
8.4.6.4 Extra cost for installation and
transportation due to possibility of mechanical
damage.
.ﺧﺴﺎرت اﺣﺘﻤﺎﻟﻲ ﻣﻜﺎﻧﻴﻜﻲ ﻧﺎﺷﻲ ﻣﻲ ﺷﻮد
. وﺳﺎﻳﻞ اﻳﻤﻨﻲ ﻛﺎرﻛﻨﺎن5-6-4-8
8.4.6.5 Personnel safety equipment.
ﭼﻨﺎﻧﭽـﻪ ﺑﻴــﺸﺘﺮ ﺗﻮﻗــﻒ ﻫــﺎ را ﺑﺘــﻮان ﺗﻮﺳــﻂ ﻳــﻚ6-6-4-8
8.4.6.6 In cases where major shutdowns can be
avoided through the use of a certain lining, the
economic advantages of such lining will be
clear. Other cases will require detailed economic
evaluations.
ﭘﻮﺷﺶ ﺧﺎص ﺟﻠﻮﮔﻴﺮي ﻧﻤﻮد ﻣﺰاﻳﺎي اﻗﺘﺼﺎدي ﭼﻨـﻴﻦ ﭘﻮﺷـﺸﻲ
در ﺳﺎﻳﺮ ﻣﻮارد ﺟﺰﻳﻴﺎت ارزﻳﺎﺑﻲ اﻗﺘﺼﺎدي ﻻزم ﺧﻮاﻫﺪ.واﺿﺢ اﺳﺖ
.ﺷﺪ
52
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 5 - TYPE OF THE SURFACE PREPARATION AND SUBSTRATE TO BE LINED
ﻧﻮع آﻣﺎده ﺳﺎزي ﺳﻄﺢ و ﭘﺎﻳﻪ ﻛﻪ ﺑﺎﻳﺪ ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﻮد-5 ﺟﺪول
No.
ردﻳﻒ
LINING MATERIAL
ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ
SHAPE
ﺷﻜﻞ
REQUIRED
SURFACE
PREPARATION
TYPE OF SUBSTRATE
ﻣﻴﺰان آﻣﺎده ﺳﺎزي
ﺳﻄﺢ
METAL
CONCRETE
ﻓﻠﺰ
ﺑﺘﻦ
ISO 8501-1
ﻧﻮع ﭘﺎﻳﻪ
Thermoplastic
ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ
Sheet
1
PE
2
PE
3
PP
4
PP
5
PVC
6
PVC
7
PVDF
8
PVDF
9
FEP
10
FEP
11
PTFE
12
PTFE
13
PFA
14
PFA
15
E-CTFE
16
E-CTFE
17
Nylon (Polyamid)
18
19
ورق
Non –sheet
ﻏﻴﺮورق
Sheet
ورق
Non –sheet
ﻏﻴﺮورق
Sheet
ورق
Non –sheet
ﻏﻴﺮورق
Sheet
ورق
Non –sheet
ﻏﻴﺮورق
Sheet
ورق
Non –sheet
ﻏﻴﺮورق
Sheet
ورق
Non –sheet
ﻏﻴﺮ ورق
Sheet
ورق
Non –sheet
ﻏﻴﺮورق
(ﻧﺎﻳﻠﻮن )ﭘﻠﻲ آﻣﻴﺪ
Sheet
ورق
Non –sheet
ﻏﻴﺮورق
Non –sheet
ﻏﻴﺮورق
Non –sheet
EVA
ﻏﻴﺮورق
Non –sheet
Fusion-bonded epoxy
اﭘﻮﻛﺴﻲ ﭘﻴﻮﻧﺪ ﻫﻤﺠﻮﺷﻲ
ﻏﻴﺮورق
Sa 2½
×
×
Sa 2½
×
--
Sa 2½
×
×
Sa 2½
×
--
Sa 2½
×
×
Sa 2½
×
--
Sa 2½
×
×
Sa 2½
×
--
Sa 2½
×
×
Sa 2½
×
--
Sa 2½
×
×
Sa 2½
×
--
Sa 2½
×
×
Sa 2½
×
--
Sa 2½
×
×
Sa 2½
×
--
Sa 2½
×
--
Sa 2½
×
--
Sa 2½
×
--
B-Thermosetting
ﺗﺮﻣﻮﺳﺘﻴﻨﮓ- ب
20
Phenol-formaldehyde ﻓﻨﻞ– ﻓﻮرﻣﺎﻟﺪﻫﻴﺪ
All shapes
21
Epoxy-phenolic
اﭘﻮﻛﺴﻲ – ﻓﻨﻠﻴﻚ
All shapes
ﺗﻤﺎم ﺷﻜﻠﻬﺎ
ﺗﻤﺎم ﺷﻜﻠﻬﺎ
(to be continued)
Sa 2½
×
--
Sa 2½
×
--
()اداﻣﻪ دارد
53
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 5 –(continued)
( )اداﻣﻪ-5 ﺟﺪول
No.
Furanes
25
Polyurethanes
26
Polychloroprene
C-Rubbers
27
NR
28
IR
29
IIR
30
NBR
31
CSM
32
FKM
33
CR
ﭘﻠﻲ اورﺗﺎن ﻫﺎ
ﭘﻠﻲ ﻛﻠﺮوﭘﻴﺮﻳﻦ
Glass
36
Porcelain
37
Ceramic
39
Sheet
ورق
Sheet
ورق
Sheet
ورق
Sheet
ورق
Sheet
ورق
Sheet
ﺑﺘﻦ
ﻓﻠﺰ
Sa 2½
×
×
Sa 2½
×
×
Sa 2½
×
×
ﻻﺳﺘﻴﻚ ﻫﺎ- C
Sa 2½
×
×
Sa 2½
×
×
Sa 2½
×
×
Sa 2½
×
×
Sa 2½
×
×
Sa 2½
×
×
Sa 2½
×
×
ﺷﻴﺸﻪ
--
Sa 2½
×
---
ﻇﺮوف ﭼﻴﻨﻲ
--
Sa 2½
×
---
--
Sa 2½
×
---
ﻻﺳﺘﻴﻚ ﺳﺨﺖ و اﺑﻮﻧﻴﺖ
ﺳﺮاﻣﻴﻚ، ﺷﻴﺸﻪ- D
ﺳﺮاﻣﻴﻚ
E-Bricks
Acid-resistant brick&Tile
Fabricated
آﺟﺮﻫﺎ-E
آﺟﺮ و ﻣﻮزاﻳﻴﻚ ﻣﻘﺎوم اﺳﻴﺪ
ﺳﺎﺧﺘﻪ ﺷﺪه
Porcelain tiles (unglazed)
Fabricated
(ﻣﻮزاﻳﻴﻚ ﻫﺎي ﭼﻴﻨﻲ )ﻏﻴﺮﺑﺮاق
آﺟﺮﻫﺎي ﮔﺮاﻓﻴﺘﻲ
42
Silicon carbide bricks آﺟﺮﻫﺎي ﺳﻴﻠﻴﺲ ﻛﺎرﺑﻴﺪ
48
CONCRETE
×
Graphit bricks
47
METAL
ISO 8501-1
×
41
46
ﻧﻮع ﭘﺎﻳﻪ
Sa 2½
آﺟﺮﻫﺎي ﻛﺮﺑﻨﻲ
45
TYPE OF SUBSTRATE
ورق
Sheetورق
Carbon bricks
44
All shapes
ﻫﺮﻧﻮع اﺷﻜﺎل
Liquidﻣﺎﻳﻊ
ورق
40
43
All shapes
ﻫﺮﻧﻮع اﺷﻜﺎل
Sheet
Hard&Ebonite rubber
35
REQUIRED
SURFACE
PREPARATION
ﻣﻴﺰان آﻣﺎده ﺳﺎزي
ﺳﻄﺢ
ﻓﻮران ﻫﺎ
D-Glass, ceramic
38
ﺷﻜﻞ
ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ
24
34
SHAPE
LINING MATERIAL
ردﻳﻒ
F-Cements
Silicate base cement
ﺳﻴﻤﺎن ﺑﺎ ﭘﺎﻳﻪ ﺳﻴﻠﻴﺲ
Phenol formaldehyde cement
ﺳﻴﻤﺎن ﻓﻨﻞ ﻓﻮرﻣﺎﻟﺪﻫﻴﺪ
Furane resin cement
ﺳﻴﻤﺎن رزﻳﻦ ﻓﻮران
Reinforced epoxy cement
ﺳﻴﻤﺎن اﭘﻮﻛﺴﻲ ﺗﻘﻮﻳﺖ ﺷﺪه
Phenolic furfuraldehyde cement
ﺳﻴﻤﺎن ﻓﻨﻠﻴﻚ ﻓﻮرﻓﻮرآﻟﺪﻫﻴﺪ
Sulfur cement
ﺳﻴﻤﺎن ﮔﻮﮔﺮد
ﺳﺎﺧﺘﻪ ﺷﺪه
Fabricated
ﺳﺎﺧﺘﻪ ﺷﺪه
Fabricated
ﺳﺎﺧﺘﻪ ﺷﺪه
Fabricated
ﺳﺎﺧﺘﻪ ﺷﺪه
Sa 2
×
×
Sa 2
×
---
Sa 2
×
×
Sa 2
×
---
Sa 2
×
-- ﺳﻴﻤﺎن ﻫﺎ- F
--
Sa 2
×
---
--
Sa 2
×
---
--
Sa 2
×
×
--
Sa 2
×
×
--
Sa 2
×
×
--
Sa 2
×
×
54
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 5 –(continued)
( )اداﻣﻪ-5 ﺟﺪول
No.
ردﻳﻒ
SHAPE
LINING MATERIAL
ﺷﻜﻞ
ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ
REQUIRED
SURFACE
PREPARATION
ﻣﻴﺰان آﻣﺎده ﺳﺎزي ﺳﻄﺢ
ISO 8501-1
49
TYPE OF SUBSTRATE
ﻧﻮع ﭘﺎﻳﻪ
METAL
Polyester based cement ﺳﻴﻤﺎن ﺑﺎ ﭘﺎﻳﻪ ﭘﻠﻲ اﺳﺘﺮ
Cold applied bitumen
ﺑﺘﻦ
ﻓﻠﺰ
Sa 2
--
×
×
ﻗﻴﺮ و ﻛﻮﻟﺘﺎر- G
G-Bitumen and coal tar
50
CONCRETE
ﻗﻴﺮ ﺳﺮد اﺟﺮا
51
Hot applied bitumen
52
Cold applied coal tar
ﻛﻮﻟﺘﺎر ﺳﺮد اﺟﺮا
53
Hot applied coal tar
ﻛﻮﻟﺘﺎر ﮔﺮم اﺟﺮا
ﻗﻴﺮ ﮔﺮم اﺟﺮا
×
Means the lining material can be used.
---
Means the lining material shall not be used.
Liquid
Sa 2
×
×
Solid
Sa 2
×
×
Liquid to paste ﻣﺎﻳﻊ
Sa 2
×
×
Solid
Sa 2
×
×
ﻣﺎﻳﻊ
ﺟﺎﻣﺪ
ﺑﻪ ﺧﻤﻴﺮ
ﺟﺎﻣﺪ
55
.ﻣﻴﺘﻮان از ﻣﺎده ﭘﻮﺷﺶ داﺧﻠﻲ اﺳﺘﻔﺎده ﻧﻤﻮد
×
.ﻧﺒﺎﻳﺪ از ﻣﺎده ﭘﻮﺷﺶ داﺧﻠﻲ اﺳﺘﻔﺎده ﺷﻮد
---
Jan. 2010/ 1388 دي
REFERENCE TO TABLE 6
56
IPS-E-TP-350(1)
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 7- WORKING TEMPERATURE FOR LINING
دﻣﺎي ﻛﺎري ﭘﻮﺷﺶ داﺧﻠﻲ-7 ﺟﺪول
NO.
LINING
MATERIAL
Max. WORKING
TEMP. °C
LINING
MATERIAL
ردﻳﻒ
ﻣﺎده ﭘﻮﺷﺶ داﺧﻠﻲ
ﺣﺪاﻛﺜﺮ دﻣﺎي ﻛﺎري
ﻣﺎده ﭘﻮﺷﺶ داﺧﻠﻲ
Max.
WORKING
TEMP. °C
ﺣﺪاﻛﺜﺮ دﻣﺎي ﻛﺎري
ﺳﺎﻧﺘﻴﮕﺮاد
ﺳﺎﻧﺘﻴﮕﺮاد
1
Polyethylene – PE
2
Polypropylene – PP
3
ﭘﻠﻲ اﺗﻴﻠﻦ
60-65
20
Butyl rubber (11R)
ﻻﺳﺘﻴﻚ ﺑﻮﺗﻴﻞ
120
ﭘﻠﻲ ﭘﺮوﭘﻴﻠﻦ
90-100
21
Nitril rubber (NBR)
ﻻﺳﺘﻴﻚ ﻧﻴﺘﺮﻳﻞ
110
60-90
22
Chloro sulfonated poly ethylene.
(CSM)
ﻛﻠﺮرو ﺳﺎﻟﻔﻮﻧﻴﺖ ﭘﻠﻲ اﺗﻴﻠﻦ
100
Polyvinyl chloride PVC
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ
Hard & Ebonite
4
E. CTEF
120-140
23
5
PTFE
160-200
24
Fluorinated rubber (FKM)
ﻻﺳﺘﻴﻚ ﻓﻠﻮرﻳﻨﻪ
200
90-110
25
Chloroprene rubber (CR)
ﻻﺳﺘﻴﻚ ﻛﻠﺮوﭘﺮﻳﻦ
90
ﻻﺳﺘﻴﻚ ﺳﺨﺖ و اﺑﻮﻧﻴﺖ
90
6
PVDF
7
PFA
160
26
Glass and porcelain
8
FEP
120
27
Ceramic
9
Polyamide
80
28
Brick and tiles
80
29
Silicate base cement
ﺳﻴﻤﺎن ﺑﺎ ﭘﺎﻳﻪ ﺳﻴﻠﻴﻜﺎت
900
---
30
Phenolic furfuraldehyde cement
ﺳﻴﻤﺎن ﻓﻨﻠﻴﻚ ﻓﻮرﻓﻮراﻟﺪ ﻫﻴﺪ
180
80-150
31
Furan resin cement
ﺳﻴﻤﺎن رزﻳﻦ ﻓﻮران
220
90-150
32
Reinforced epoxy cement
ﺳﻴﻤﺎن اﭘﻮﻛﺴﻲ ﺗﻘﻮﻳﺖ ﺷﺪه
90
10
ﭘﻠﻲ آﻣﻴﺪ
Fusion bonded epoxy
اﭘﻮﻛﺴﻲ ﭘﻴﻮﻧﺪ ﻫﻤﺠﻮﺷﻲ
11
EVA
12
Phenol formaldehyde ﻓﻨﻞ ﻓﻮرﻣﺎﻟﺪوﻫﺎﻳﺪ
ﺷﻴﺸﻪ و ﭼﻴﻨﻲ
ﺳﺮاﻣﻴﻚ
آﺟﺮ و ﻛﺎﺷﻲ ﻫﺎ
200-260
200
65-200
13
Epoxy phenolic
14
Poly chloprene (liquid) (ﭘﻠﻲ ﻛﻠﺮوﭘﺮﻳﻦ )ﻣﺎﻳﻊ
100
33
Phenol formaldehyde cement
ﺳﻴﻤﺎن ﻓﻨﻞ ﻓﻮرﻣﺎﻟﺪي ﻫﺎﻳﺪ
180
15
Furan
140
34
Sulfur cement
90
16
Polyester
ﭘﻠﻲ اﺳﺘﺮ
70-130
35
Polyester based cement
ﺳﻴﻤﺎن ﺑﺎ ﭘﺎﻳﻪ ﭘﻠﻲ اﺳﺘﺮ
120
17
Polyurethane
ﭘﻠﻲ اورﺗﺎن
140
36
Coal tar
ﻛﻮﻟﺘﺎر ذﻏﺎل ﺳﻨﮓ
32
90-140
37
Bitumen
ﻗﻴﺮ
32
18
19
ﻓﻨﻠﻴﻚ اﭘﻮﻛﺴﻲ
ﻓﻮران
Liquid epoxy lining
ﭘﻮﺷﺶ داﺧﻠﻲ اﭘﻮﻛﺴﻲ ﻣﺎﻳﻊ
Natural or synthetic Polyisoprene
ﭘﻠﻲ اﻳﺰوﭘﺮﻳﻦ ﻃﺒﻴﻌﻲ ﻳﺎ ﻣﺼﻨﻮﻋﻲ
100
57
ﺳﻴﻤﺎن ﮔﻮﮔﺮدي
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 8 - PHYSICAL AND MECHANICAL CHARACTERISTICS OF LININGS
وﻳﮋﮔﻴﻬﺎي ﻓﻴﺰﻳﻜﻲ و ﻣﻜﺎﻧﻴﻜﻲ ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ-8 ﺟﺪول
TABLE 8.1 - SPECIFICATION OF SHEET THERMOPLASTICS LINING
ﻣﺸﺨﺼﺎت ﻓﻨﻲ ورق ﭘﻮﺷﺶ داﺧﻠﻲ ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ1-8 ﺟﺪول
NO.
ردﻳﻒ
SHEET
THERMOPLASTICS
SHAPE
ABILITY
WELD
ABILITY
AVAILABLE
FORM
TYPE OF
APPLICATION
ﺷﻜﻞ ﭘﺬﻳﺮي
ﻗﺎﺑﻠﻴﺖ
ﺟﻮﺷﻜﺎري
ﺷﻜﻞ ﻗﺎﺑﻞ دﺳﺘﺮس
ﻧﺤﻮه اﺟﺮا
UPVC sheet
UPVC ورق
PVC sheet
PVC ورق
Bond or
Loose
ورق ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ
1
PVC
G
G
LDPE sheet
2
3
4
5
6
PE
PP
E. CTFE
PVDF
FEP
B
G
B
G
G
G
G
G
G
G
LDPE ورق
HDPE sheet
HDPE ورق
sheets with glass or
synthetic fiber or
rubber backing
ﭼﺴﺒﻨﺪه ﻳﺎ آزاد
Normally
Loose
ﺑﻄﻮر ﻋﺎدي آزاد
Bond or
Loose
REMARK
ﻣﻼﺣﻈﺎت
Unplasticized polyvinyl chloride (UPVC) softens
and loses strength as the temperature increases
(more than 85°C).
( ﺑﺎ اﻓﺰاﻳﺶ درﺟﻪUPVC)ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮاﻳﺪ ﺷﻜﻞ ﻧﮕﺮﻓﺘﻪ
درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد ﻧﺮم ﺷﺪه و اﺳﺘﺤﻜﺎم ﺧﻮد85 ﺣﺮارت )ﺑﻴﺶ از
.را از دﺳﺖ ﻣﻲ دﻫﺪ
Susceptible to environmental stress cracking in
polar organic.
ﻣﺴﺘﻌﺪ ﺗﺮك ﻫﺎي ﺗﻨﺸﻲ ﻣﺤﻴﻄﻲ در ﻣﻮاد آﻟﻲ ﻗﻄﺒﻲ
The backing material can impose limitation on the
thermal forming process (shopping). Glass fiber
backed is not readily formed into
complex
shapes.
ورﻗﻬﺎي ﺑﺎ ﭘﺸﺖ ﺑﻨﺪ ﺷﻴﺸﻪ
ﻳﺎ اﻟﻴﺎف ﻣﺼﻨﻮﻋﻲ ﻳﺎ ﻻﺳﺘﻴﻚ
ﭼﺴﺒﻨﺪه ﻳﺎ آزاد
ﻣﺎده ﭘﺸﺖ ﺑﻨﺪ ﻣﻴﺘﻮاﻧﺪ ﻓﺮآﻳﻨﺪ ﺷﻜﻞ ﮔﻴﺮي ﺣﺮارﺗﻲ را ﻣﺤﺪود
ﭘﺸﺖ ﺑﻨﺪ اﻟﻴﺎف ﺷﻴﺸﻪ آﻣﺎدﮔﻲ ﺷﻜﻞ ﮔﻴﺮي،(ﻧﻤﺎﻳﺪ)ﻛﺎرﮔﺎﻫﻲ
ﺑﻪ ﺻﻮرت ﻣﺠﻤﻮﻋﻪ راﻧﺪارد
sheet with a glass fiber
backing
Bond or
Loose
The backing material impose limitation on the
thermoforming process (shopping)
ورق ﺑﺎ ﭘﺸﺖ ﺑﻨﺪ اﻟﻴﺎف
ﺷﻴﺸﻪ
sheets with glass or
synthetic fiber or
rubber backing Bond
or loose
ورﻗﻬﺎي ﺑﺎ اﻟﻴﺎف ﺷﻴﺸﻪ ﻳﺎ
ﻣﺼﻨﻮﻋﻲ ﻳﺎ ﻻﺳﺘﻴﻚ ﺑﺎ ﭘﺸﺖ
ﺑﻨﺪ ﭼﺴﺒﻨﺪه ﻳﺎ آزاد
sheet with or without
glass fiber backing
ورق ﺑﺎ ﻳﺎ ﺑﺪون ﭘﺸﺖ ﺑﻨﺪ
اﻟﻴﺎف ﺷﻴﺸﻪ
ﭼﺴﺒﻨﺪه ﻳﺎ آزاد
ﻣﺎده ﭘﺸﺖ ﺑﻨﺪ ﻓﺮآﻳﻨﺪ ﺷﻜﻞ ﮔﻴﺮي ﺣﺮارﺗﻲ را ﻣﺤﺪود ﻣﻴﻜﻨﺪ
()آزﻣﺎﻳﺶ ﻛﺎرﮔﺎﻫﻲ
Bond or
Loose
The backing material can impose limitation on the
thermal process.
ﭼﺴﺒﻨﺪه ﻳﺎ آزاد
Bond or
Loose
ﭼﺴﺒﻨﺪه ﻳﺎ آزاد
ﻣﺎده ﭘﺸﺖ ﺑﻨﺪ ﻓﺮآﻳﻨﺪ ﺣﺮارﺗﻲ را ﻣﺤﺪود ﻣﻴﻜﻨﺪ
- When FEP is bonded to a substrate the
maximum service temperature will be
determined by the adhesive used.
ﺑﻪ ﺳﻄﺢ ﭘﺎﻳﻪ ﭼﺴﺒﻴﺪه ﺑﺎﺷﺪ ﺣﺪاﻛﺜﺮ درﺟﻪFEP اﮔﺮ-
.ﺣﺮارت ﻋﻤﻠﻴﺎت ﺑﺎ ﭼﺴﺐ ﻣﺼﺮﻓﻲ ﺗﻌﻴﻴﻦ ﺧﻮاﻫﺪ ﺷﺪ
- In the case of glass backed material the
complexity of the formed shape may be limited.
در ﺣﺎﻟﺘﻲ ﻛﻪ ﭘﺸﺖ ﺑﻨﺪ ﺷﻴﺸﻪ ﺑﺎﺷﺪ ﺷﻜﻞ ﮔﻴﺮي ﻣﺠﻤﻮﻋﻪ.ﻣﻤﻜﻦ اﺳﺖ ﻣﺤﺪود ﺷﻮد
7
8
PFA
PTFE
G
No
G
G
up to 4
mm
Thickness
ﺗﺎﺿﺨﺎﻣﺖ
ﻣﻴﻠﻴﻤﺘﺮ4
sheet with or without
glass and carbon fiber
Backing
ورق ﺑﺎ ﻳﺎ ﺑﺪون ﭘﺸﺖ ﺑﻨﺪ ﺷﻴﺸﻪ
و اﻟﻴﺎف ﻛﺮﺑﻦ
Sheet with or without
glass fiber backing
ورق ﺑﺎ ﻳﺎ ﺑﺪون ﭘﺸﺖ ﺑﻨﺪ اﻟﻴﺎف
ﺷﻴﺸﻪ
"G" means: Good.
Bond or
Loose
---
ﭼﺴﺒﻨﺪه ﻳﺎ آزاد
usually
Loose
ﻣﻌﻤﻮﻻً آزاد
The process is very difficult and required special
techniques and equipment.
ﻓﺮآﻳﻨﺪ ﺧﻴﻠﻲ ﻣﺸﻜﻞ ﺑﻮده و ﻧﻴﺎزﻣﻨﺪ ﺑﻪ ﺗﻜﻨﻴﻚ ﻫﺎ و ﺗﺠﻬﻴﺰات
.وﻳﮋه دارد
"ﺑﻪ ﻣﻌﻨﻲ ﺧﻮبG"
" ﺑﻪ ﻣﻌﻨﻲ ﺑﺪB"
"B" means: Bad.
58
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 8.2 - SPECIFICATION OF NON-SHEET THRMOPLASTICS LINING
ﻣﺸﺨﺼﺎت ﭘﻮﺷﺶ داﺧﻠﻲ ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ ﻏﻴﺮ ورق2-8 ﺟﺪول
NO.
ردﻳﻒ
NON-SHEET
THERMOPLASTIC
AVAILABLE
FORM
TYPE OF
APPLICATION
ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ ﻏﻴﺮورق
ﺷﻜﻞ ﻗﺎﺑﻞ دﺳﺘﺮس
اﻧﻮاع اﺟﺮا
- Dip
Powder (UPVC)
1
PVC
ﭘﻮدر
Plastisol (PVC) ﭘﻼﺳﺘﻲ ﺳﻞ
ﻏﻮﻃﻪ ور- Spray
ﭘﺎﺷﺶ- Fluid bed ﺑﺴﺘﺮ ﺳﻴﺎل-
PE
- Powder
ﭘﻮدر-
ﻣﻼﺣﻈﺎت
Some solvents e.g. aromatic hydrocarbons,
will extract the plasticizer and after
evaporation of the solvent the lining will be
hard and liable to develop cracks.
ﺑﺮﺧﻲ از ﺣﻼﻟﻬﺎ ﻧﻈﻴﺮ ﻫﻴﺪروﻛﺮﺑﻦ ﻫﺎي آروﻣﺎﺗﻴﻚ ﻧﺮم
ﭘﻮﺷﺶ داﺧﻠﻲ، از ﺗﺒﺨﻴﺮ ﺣﻼل.ﻛﻨﻨﺪه ﻫﺎ را ﺧﺎرج ﻛﺮده
.ﺳﺨﺖ و ﺑﺮاي ﺗﺮك ﺧﻮردن ﻣﺴﺘﻌﺪ ﻣﻴﺸﻮﻧﺪ
ﭘﺎﺷﺶ- Fluid bed ﺑﺴﺘﺮ ﺳﻴﺎل-
All three grades of PE (low, medium and
high density) have susceptibility for
environmental stress. cracking in
polar
organic liquids.
( )ﭼﮕﺎﻟﻲ ﻛﻢ – ﻣﺘﻮﺳﻂ – زﻳﺎدPE ﻫﺮ ﺳﻪ درﺟﻪ
- Spray
Polypropylene lined pipe and fitting are
suitable for conveying corrosive liquid and
gases in operating pressures up to 10 bar.
- Spray
2
REMARK
.ﻣﺴﺘﻌﺪ ﺗﺮك ﺗﻨﺸﻲ در ﻣﺎﻳﻌﺎت آﻟﻲ ﻗﻄﺒﻲ ﻫﺴﺘﻨﺪ
3
PP
4
E.CTFE
5
PVDF
6
FEP
7
PFA
8
PTFE
- Powder
ﭘﻮدر-
Powder
ﭘﻮدر
- Dispersion
- Powder
ﭘﺮاﻛﻨﺪﮔﻲ ﭘﻮدر-
- Dispersion
ﭘﺮاﻛﻨﺪﮔﻲ ﭘﻮدر-
- Dispersion
ﭘﺮاﻛﻨﺪﮔﻲ-
ﻟﻮﻟﻪ و اﺗﺼﺎل ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﺪه ﺑﺎ ﭘﺮوﭘﻴﻠﻴﻦ ﺑﺮاي اﻧﺘﻘﺎل ﻣﺎﻳﻊ و
. ﺑﺎر ﻣﻨﺎﺳﺐ ﻫﺴﺘﻨﺪ10 ﮔﺎزﻫﺎي ﺧﻮرﻧﺪه در ﻓﺸﺎر ﻋﻤﻠﻴﺎﺗﻲ ﺗﺎ
- Spray
ﭘﺎﺷﺶ- Fluid bed ﺑﺴﺘﺮ ﺳﻴﺎل-
Similar as characteristic noted for PP
. ﻣﻴﺒﺎﺷﺪPP ﻣﺸﺨﺼﺎت ﻣﺸﺎﺑﻪ
- Dip
ﻏﻮﻃﻪ ور- Spray
ﭘﺎﺷﺶ- Fluid bed ﺑﺴﺘﺮ ﺳﻴﺎل-
Similar as characteristic noted for PP
. ﻣﻴﺒﺎﺷﺪPP ﻣﺸﺨﺼﺎت ﻣﺸﺎﺑﻪ
- Dip
ﻏﻮﻃﻪ ور ﭘﺎﺷﺶ-
Similar as characteristic noted for PP
. ﻣﻴﺒﺎﺷﺪPP ﻣﺸﺨﺼﺎت ﻣﺸﺎﺑﻪ
- Spray
ﭘﺎﺷﺶ- Fluid bed ﺑﺴﺘﺮ ﺳﻴﺎل-
Similar as characteristic noted for PP
. ﻣﻴﺒﺎﺷﺪPP ﻣﺸﺨﺼﺎت ﻣﺸﺎﺑﻪ
- Dip
PTFE lining are resistant to most chemicals
but because of the presence of pinholes, are
not used for corrosion protection.
ﺑﻪ ﺑﻴﺸﺘﺮ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﻣﻘﺎومPTFE ﭘﻮﺷﺶ داﺧﻠﻲ
- Spray
- Powder
ﭘﺎﺷﺶ-
- Fluid bed ﺑﺴﺘﺮ ﺳﻴﺎل-
- Spray
ﻏﻮﻃﻪ ور ﭘﺎﺷﺶ-
ﻫﺴﺘﻨﺪ اﻣﺎ ﺑﻪ ﻋﻠﺖ ﺣﻀﻮر ﺳﻮراخ ﻫﺎي ﺳﻮزﻧﻲ ﺑﺮاي
.ﺣﻔﺎﻇﺖ در ﻣﻘﺎﺑﻞ ﺧﻮردﮔﻲ ﺑﻪ ﻛﺎر ﻧﻤﻲ روﻧﺪ
9
EVA
- Spray
Powder
ﭘﻮدر
ﭘﺎﺷﺶ- Fluid bed ﺑﺴﺘﺮ ﺳﻴﺎل-
EVA has excellent weather resistance. It may
be applied to a variety of metals including
zinc, without use of primer and adhesion to
the substrate is excellent.
ﻣﻤﻜﻦ اﺳﺖ ﺑﺮ. در ﺑﺮاﺑﺮ ﻫﻮا ﻣﻘﺎوﻣﺖ ﻋﺎﻟﻲ داردEVA
روي ﻓﻠﺰات ﻣﺨﺘﻠﻒ ﻣﻨﺠﻤﻠﻪ روي ﺑﺪون آﺳﺘﺮي اﺟﺮا
.ﺷﻮد و ﺑﺎ ﺳﻄﺢ ﭘﺎﻳﻪ ﭼﺴﺒﻨﺪﮔﻲ ﻋﺎﻟﻲ داﺷﺘﻪ ﺑﺎﺷﺪ
10
11
Nylon
Powder
ﻧﺎﻳﻠﻮن
ﭘﻮدر
Fusion bonded epoxy
Powder
اﭘﻮﻛﺴﻲ ﭘﻴﻮﻧﺪ ﻫﻤﺠﻮﺷﻲ
ﭘﻮدر
- Spray
ﭘﺎﺷﺶ- Fluid bed ﺑﺴﺘﺮ ﺳﻴﺎل-
- Spray
ﭘﺎﺷﺶ- Fluid bed ﺑﺴﺘﺮ ﺳﻴﺎل-
59
The grades of nylon available for power coating
are Nylon 11 and 12. (See ASTM-D-785)
ﺑﺮاي ﻛﺎرﺑﺮد ﭘﻮﺷﺶ اﻟﻜﺘﺮﻳﻜﻲ12 و11 اﻧﻮاع ﻧﺎﻳﻠﻮن ﻫﺎي ﻣﻮﺟﻮد
.( ﻣﺮاﺟﻌﻪ ﺷﻮدASTM-D-785 )ﺑﻪ اﺳﺘﺎﻧﺪارد.ﻣﻴﺒﺎﺷﺪ
Fusion-bonded epoxy coatings are suitable
for the interior and exterior of steel pipe lines
installed under ground or under water (see
API-RP-5L7 and AWWA-C 213).
ﭘﻮﺷﺶ ﻫﺎي اﭘﻮﻛﺴﻲ ﭘﻴﻮﻧﺪ ﻫﻤﺠﻮﺷﻲ ﺑﺮاي داﺧﻞ و ﺧﺎرج
ﺧﻄﻮط ﻟﻮﻟﻪ ﻓﻮﻻدي ﻣﺪﻓﻮن در ﺧﺎك و زﻳﺮ آب ﻣﻨﺎﺳﺐ ﻣﻲ
وAWWA C-213 )ﺑـــﻪ اﺳﺘﺎﻧﺪاردﻫـــﺎي.ﺑﺎﺷﻨﺪ
.( ﻣﺮاﺟﻌﻪ ﺷﻮدAPI-RP-5L7
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 8.3 - SPECIFICATION OF THERMOSET POLYMER LININGS
ﻣﺸﺨﺼﺎت ﭘﻮﺷﺶﻫﺎي داﺧﻠﻲ ﭘﻠﻴﻤﺮي ﭘﻼﺳﺘﻴﻚ ﻫﺎي ﺗﺮﻣﻮﺳﺖ3-8 ﺟﺪول
THERMOSET
RESIN
رزﻳﻦ ﺗﺮﻣﻮﺳﺖ
Phenol Formaldehyde
CURING
ﻧﺤﻮه ﺳﺨﺖ ﺷﺪن
AVAILABLE
FORM
TYPE OF
APPLICATION
ﺷﻜﻞ ﻗﺎﺑﻞ دﺳﺘﺮس
ﻧﺤﻮه اﺟﺮا
Stoved
Liquid
Spray
ﺣﺮارﺗﻲ
ﻣﺎﻳﻊ
ﭘﺎﺷﺶ
Epoxy-phenolic
Stoved
Liquid
Spray
ﻓﻨﻠﻴﻚ- اﭘﻮﻛﺴﻲ
ﺣﺮارﺗﻲ
ﻣﺎﻳﻊ
ﭘﺎﺷﺶ
ﻓﻨﻞ ﻓﻮرﻣﺎﻟﺪﻫﻴﺪ
Polyester
ﭘﻠﻲ اﺳﺘﺮ
Epoxy
اﭘﻮﻛﺴﻲ
Furan
ﻓﻮران
Polyurethane
ﭘﻠﻲ اورﺗﺎن
Polychloro preen
ﭘﻠﻲ ﻛﻠﺮوﭘﺮﻳﻦ
Cold
Curing
ﺳﺨﺖ ﺷﺪن در
دﻣﺎي ﻣﺤﻴﻂ
Cold
Curing
ﺳﺨﺖ ﺷﺪن در
دﻣﺎي ﻣﺤﻴﻂ
Cold
Curing
ﺳﺨﺖ ﺷﺪن در
دﻣﺎي ﻣﺤﻴﻂ
Cold
curing
Backed
ﺳﺨﺖ ﺷﺪن در
دﻣﺎي ﻣﺤﻴﻂ ﺑﺮاي
ﻧﻮع ﺗﻘﻮﻳﺖ ﺷﺪه
Cold
Curing
ﺳﺨﺖ ﺷﺪن در
دﻣﺎي ﻣﺤﻴﻂ
Liquid
ﻣﺎﻳﻊ
Spray, brushing
Trowelling
ﻣﺎﻟﻪ، ﺑﺮس،ﭘﺎﺷﺶ
ﻛﺸﻴﺪن
REMARKS
ﻣﻼﺣﻈﺎت
This lining have good resistance to erosion. For lining
application several coats are necessary in order to
achieve the specified thickness. When defects are
discovered, the lining shall be cleaned and abraded to
wherever resin is to be applied.
ﺑﺮاي.اﻳﻦ ﭘﻮﺷﺶ داﺧﻠﻲ در ﻣﻘﺎﺑﻞ ﺳﺎﻳﺶ ﻣﻘﺎوﻣﺖ ﺧﻮﺑﻲ دارد
ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎﻳﺪ در ﭼﻨﻴﻦ ﻻﻳﻪ،رﺳﻴﺪن ﺑﻪ ﺿﺨﺎﻣﺖ ﻣﻮرد ﻧﻈﺮ
ﭘﻮﺷﺶ ﺑﺎﻳﺪ ﺳﺎﻳﻴﺪه و ﺗﻤﻴﺰ ﺷﺪه و، ﺑﺎ ﻣﺸﺎﻫﺪه ﻧﻮاﻗﺺ.اﻋﻤﺎل ﺷﻮد
.رزﻳﻦ اﻋﻤﺎل ﮔﺮدد
Similar as characteristic is noted for phenolformaldehyde.
ﻣﺸﺨﺼﺎت ﻣﺸﺎﺑﻪ ﻓﻨﻞ – ﻓﻮرﻣﺎﻟﺪﻫﻴﺪ ﻣﻲ ﺑﺎﺷﺪ
The different types of polyester used for lining include
isophthalic, terephthalic, orthophtalic bisphenol, vinyl
ester and HET acid. Polyester is used with or without
reinforced material.
اورﺗﻮﻓﺘﺎﻟﻴﻚ، ﺗﺮﻓﺘﺎﻟﻴﻚ،اﻧﻮاع ﻣﺨﺘﻠﻒ ﭘﻠﻲ اﺳﺘﺮ ﻧﻈﻴﺮ اﻳﺰوﻓﺘﺎﻟﻴﻚ
ﻛﻪ ﺑﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ،HET وﻳﻨﻴﻞ اﺳﺘﺮ و اﺳﻴﺪ،ﺑﻴﺲ ﻓﻨﻞ
. ﭘﻠﻲ اﺳﺘﺮ ﺑﺎ ﻳﺎ ﺑﺪون ﻣﻮاد ﺗﻘﻮﻳﺖ ﻛﻨﻨﺪه.اﺳﺘﻔﺎده ﻣﻲ ﺷﻮﻧﺪ
Typical grades of epoxy are used for lining: Amine
cured solvent containing, poly amide cured solvent
containing, high solid epoxy, solvent-free epoxy, coal
tar epoxy.
Liquid
Spray
ﻣﺎﻳﻊ
ﭘﺎﺷﺶ
ﻧﻤﻮﻧﻪ درﺟﺎت اﭘﻮﻛﺴﻲ ﺳﺨﺖ ﺷﻮﻧﺪه ﺑﺎ آﻣﻴﻦ ﻫﻤﺮاه ﺑﺎ ﺣﻼل ﺑﺮاي
اﭘﻮﻛﺴﻲ ﻋﺎري،ﭘﻮﺷﺶ داﺧﻠﻲ ﻋﺒﺎرﺗﻨﺪ از ﭘﻠﻲ آﻣﻴﺪ اﭘﻮﻛﺴﻲ ﺳﻨﮕﻴﻦ
. اﭘﻮﻛﺴﻲ ﻛﻮﻟﺘﺎر،از ﺣﻼل
Liquid
Brush, roller,
trowel, spray
This resin shall be used with reinforcing fillers. The
final coat is un-reinforced resin.
، ﻣﺎﻟﻪ، ﻏﻠﺘﻚ،ﺑﺮس
ﭘﺎﺷﺶ
ﻻﻳﻪ ﻧﻬﺎﻳﻲ ﺷﺎﻣﻞ.اﻳﻦ رزﻳﻦ ﺑﺎﻳﺪ ﺑﺎ ﻣﻮاد ﭘﺮﻛﻨﻨﺪه ﺗﻘﻮﻳﺘﻲ ﺑﻪ ﻛﺎر رود
.رزﻳﻨﻲ اﺳﺖ ﻛﻪ ﺗﻘﻮﻳﺖ ﻧﺸﺪه اﺳﺖ
ﻣﺎﻳﻊ
The typical grades of polyurethane are used for lining:
Backed, Air dry and coal tar polyurethane. All
polyurethane systems are sensitive to moisture.
Liquid
Spray
ﻣﺎﻳﻊ
ﭘﺎﺷﺶ
Liquid
Elastomer
ﻣﺎﻳﻊ اﺳﺘﻮﻣﺮ
Spray
ﭘﺎﺷﺶ
60
ﻧﻤﻮﻧﻪ درﺟﺎت ﭘﻠﻲ اورﺗﺎن ﻫﺎﻳﻲ ﻛﻪ ﺑﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﺼﺮف
ﺧﺸﻚ ﺷﻮﻧﺪه ﺑﺎ ﻫﻮا و ﻛﻮﻟﺘﺎر، ﺷﺎﻣﻞ ﻧﻮع ﺗﻘﻮﻳﺖ ﺷﺪه،ﻣﻲﺷﻮﻧﺪ
ﻛﻠﻴﻪ ﺳﺎﻣﺎﻧﻪ ﻫﺎي ﭘﻠﻲ اورﺗﺎن ﺑﻪ رﻃﻮﺑﺖ.ﭘﻠﻲ اورﺗﺎن ﻣﻴﮕﺮدد
.ﺣﺴﺎس ﻫﺴﺘﻨﺪ
Several coats are necessary in order to achieve the
specified thickness. At 15°C the cure time of lining is
approximately 7 days. This lining have good
resistance to abrasion and water up to 100°C.
.ﻻﻳﻪ ﻫﺎي ﻣﺘﻌﺪدي ﺑﺮاي دﺳﺘﻴﺎﺑﻲ ﺑﻪ ﺿﺨﺎﻣﺖ ﻣﻮرد ﻧﻈﺮ ﻻزم اﺳﺖ
درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد و ﻫﻔﺖ روز ﻋﻤﻞ15 زﻣﺎن ﺳﺨﺖ ﺷﺪن ﭘﻮﺷﺶ در
درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد ﻣﻘﺎوم100 اﻳﻦ ﭘﻮﺷﺶ ﺑﻪ ﺳﺎﻳﺶ و آب ﺗﺎ.ﻣﻲآﻳﺪ
اﺳﺖ
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 8.4 - SPECIFICATION OF RUBBER LINING
ﻣﺸﺨﺼﺎت ﭘﻮﺷﺶ داﺧﻠﻲ ﻻﺳﺘﻴﻚ4-8 ﺟﺪول
HARDNESS
(SHORE
DUROMETER)
RUBBER
ﺳﺨﺘﻲ )ﺷﻮر
ﻻﺳﺘﻴﻚ
(دوروﻣﺘﺮ
اﺳﺘﺎﻧﺪارد
FORM ABILITY
ﺷﻜﻞ ﭘﺬﻳﺮي
CURING
REMARKS
ﻧﺤﻮه ﺳﺨﺖ ﺷﺪن
ﻣﻼﺣﻈﺎت
ASTM D2240
NR or IR
60° - Type A
درﺟﻪ60 A ﻧﻮع
SBR
50° - Type A
درﺟﻪ50 A ﻧﻮع
CR
60° - Type A
درﺟﻪ60 A ﻧﻮع
1-Un vulcanized
sheet
ورق ﻻﺳﺘﻴﻚ ﺳﺨﺖ ﻧﺸﺪه-1
2- Pre-vulcanized
Sheet
1-Using an
autoclave for
vulcanization of lined
equipment
60° - Type A
درﺟﻪ60 A ﻧﻮع
Polychoroprenes give lining compounds with
greater resistance to heat, ozone, sunlight than
above rubbers.
2- The adhesives
used for bonding is
cold curing
This lining have very good resistance to heat
and have low permeability to gases.
ﭼﺴﺐ ﻫﺎي ﻣﺼﺮﻓﻲ ﺑﺮاي-2
ﭘﻴﻮﻧﺪ از ﻧﻮع ﺳﺨﺖ ﺷﻮﻧﺪه در
دﻣﺎي ﻣﺤﻴﻂ ﻣﻲﺑﺎﺷﺪ
NBR &
XNBR
CSM
HARD
RUBBER &
EBONITE
ﻻﺳﺘﻴﻚ ﺳﺨﺖ و اﺑﻮﻧﻴﺖ
ﻣﻘﺎوﻣـﺖSBR وIR ، NR ﺗﺮﻛﻴﺒﺎت ﭘﻮﺷـﺶ داﺧﻠـﻲ ﺑﺮاﺳـﺎس
ﺳﺎﻳﺶ ﻛﻤﺘـﺮي ﻧـﺴﺒﺖ ﺑـﻪ دﻳﮕـﺮ اﻧـﻮاع ﭘﻮﺷـﺶ داﺧﻠـﻲ از ﻧـﻮع
.ﻻﺳﺘﻴﻚ دارﻧﺪ
از اﺗﻮﻛﻼو ﺑﺮاي ﺳﺨﺖ-1
ﻛﺮدن ﭘﻮﺷﺶ داﺧﻠﻲ دﺳﺘﮕﺎه
اﺳﺘﻔﺎده ﻣﻲ ﺷﻮد
ورق ﭘﻴﺶ ﺳﺨﺖ ﺷﺪه-2
ﻻﺳﺘﻴﻚ
11R
Lining compounds based on NR, IR and SBR
have less abrasion resistance than other types of
rubber linings.
80° - Type A
درﺟﻪ80 A ﻧﻮع
ﭘﻠﻲ ﻛﻠﺮوﭘﺮﻳﻦ ﻫـﺎ در ﻣﻘﺎﻳـﺴﻪ ﺑـﺎ ﻻﺳـﺘﻴﻚﻫـﺎي ﻓـﻮق ﺗﺮﻛﻴﺒـﺎت
ﻧـﻮر، ازون،ﭘﻮﺷﺶ داﺧﻠـﻲ ﺑـﺎ ﻣﻘﺎوﻣـﺖ ﺑﻴـﺸﺘﺮ در ﺑﺮاﺑـﺮ ﺣـﺮارت
.ﺧﻮرﺷﻴﺪ اﻳﺠﺎد ﻣﻲﻧﻤﺎﻳﻨﺪ
اﻳﻦ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻘﺎوﻣﺖ ﺧﻴﻠﻲ ﺧﻮﺑﻲ ﻧﺴﺒﺖ ﺑﻪ ﺣﺮارت داﺷـﺘﻪ
.و ﻧﻔﻮذﭘﺬﻳﺮي ﮔﺎزﻫﺎ در آن ﻛﻢ اﺳﺖ
These linings have excellent resistance to
swelling by mineral oils and fuels. Polymers of
high acrylonitrile to butadiene ratio have the
best resistance and also have lower gas
permeability. Higher butadiene ratio have better
low temperature properties. XNBR is normally
used for its outstanding abrasion resistance.
اﻳﻦ ﭘﻮﺷﺶﻫﺎي داﺧﻠﻲ ﻣﻘﺎوﻣﺖ ﻋﺎﻟﻲ در ﺑﺮاﺑﺮ ﺑﺎد ﻛـﺮدن ﻧﺎﺷـﻲ از
ﭘﻠﻴﻤﺮﻫـﺎي ﺑـﺎ ﻧـﺴﺒﺖ اﻛـﺮي.روﻏﻨﻬﺎي ﻣﻌﺪﻧﻲ و ﺳﻮﺧﺖﻫﺎ دارﻧـﺪ
ﻟﻮﻧﻴﺘﺮﻳﻞ ﺑﻪ ﺑﻮﺗﺎدﻳﻦ ﺑﺎﻻ داراي ﻣﻘﺎوﻣـﺖ ﺑﻴـﺸﺘﺮي داﺷـﺘﻪ و ﻧﻔـﻮذ
ﻧﺴﺒﺖ ﺑﺎﻻي ﺑﻮﺗﺎدﻳﻦ ﺧﻮاص ﺑﻬﺘﺮي در دﻣﺎي.ﮔﺎز در آن ﻛﻢ اﺳﺖ
. ﻣﻘﺎوﻣﺖ ﺧﻮﺑﻲ در ﺑﺮاﺑﺮ ﺳﺎﻳﺶ داردXNBR .ﭘﺎﺋﻴﻦ دارد
CSM has excellent resistance to heat and ozone.
80° - Type A
درﺟﻪ80 A ﻧﻮع
. ﻣﻘﺎوﻣﺖ ﻋﺎﻟﻲ ﺑﻪ ﺣﺮارت و ازون داردCSM
These lining have a higher resistance to
chemicals than soft rubbers based on the same
polymer types. This resistance again generally
increases with decrease in unsaturation of
vulcanized polymer.
80° - Type D
درﺟﻪ80 D ﻧﻮع
اﻳﻦ ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﻣﻘﺎوﻣﺖ ﺑﻴﺸﺘﺮي ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﻧﺴﺒﺖ
ﻣﻌﻤـﻮﻻً ﺑـﺎ ﻛـﺎﻫﺶ.ﺑﻪ ﻻﺳﺘﻴﻜﻬﺎي ﻧﺮم ﺑﺎ ﭘﺎﻳﻪ ﭘﻠﻴﻤﺮ ﻣﺸﺎﺑﻪ دارﻧـﺪ
ﺗﻌﺪاد اﺗﺼﺎﻻت دوﺗﺎﺋﻲ )ﻏﻴﺮ اﺷﺒﺎع( در ﭘﻠﻴﻤﺮ ﺳﺨﺖ ﺷﺪه ﻣﻘﺎوﻣـﺖ
. دوﺑﺎره اﻓﺰاﻳﺶ ﻣﻲ ﻳﺎﺑﺪ
61
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 8.4 (continued)
( )اداﻣﻪ4-8ﺟﺪول
HARDNESS
(SHORE
DUROMETER)
RUBBER
ﻻﺳﺘﻴﻚ
ﺳﺨﺘﻲ )ﺷﻮر
FORM
ABILITY
(دوروﻣﺘﺮ
ﺷﻜﻞ ﭘﺬﻳﺮي
CURING
REMARKS
ﻧﺤﻮه ﺳﺨﺖ ﺷﺪن
ﻣﻼﺣﻈﺎت
اﺳﺘﺎﻧﺪارد
ASTM D2240
FKM
BR
EPR &
EPDM
These materials have excellent resistance to oil
and fuels.
80° - Type A
درﺟﻪ80 A ﻧﻮع
اﻳﻦ ﻣﻮاد ﻣﻘﺎوﻣﺖ ﻋﺎﻟﻲ ﺑﻪ روﻏﻦ و ﺳﻮﺧﺖﻫﺎ دارﻧﺪ
Polybutadiene rubber is normally used in
combination with polyisoprene or carboxylated
nitrile rubber to produce linings with superior
abrasion resistance compared to the individual
rubbers and to improve the lower temperature
properties of nitrile rubber.
---
ﻻﺳﺘﻴﻚ ﭘﻠﻲ ﺑﻮﺗﺎدﻳﻦ ﻣﻌﻤﻮﻻً در ﻫﻤﺮاه ﺗﺮﻛﻴﺐ ﺑﺎ ﻻﺳـﺘﻴﻚ
ﭘﻠﻲ اﻳﺰوﭘﺮﻳﻦ ﻳﺎ ﻛﺎرﺑﻮﻛﺴﻴﻞ ﻧﻴﺘﺮﻳﻞ ﺷﺪه ﺑﻜﺎر ﻣـﻲروﻧـﺪ ﺗـﺎ
ﭘﻮﺷﺶﻫﺎي داﺧﻠﻲ ﺑﺎ ﻣﻘﺎوﻣﺖ ﺳﺎﻳﺶ ﺑﺎﻻﺗﺮي را در ﻣﻘﺎﻳﺴﻪ
ﺑﺎ ﻫﺮ ﻛﺪام از ﻻﺳﺘﻴﻚ ﻫـﺎ ﺗﻮﻟﻴـﺪ ﻧﻤـﻮده ﺧـﻮاص ﺣﺮارﺗـﻲ
.ﻻﺳﺘﻴﻚ ﻧﻴﺘﺮﻳﻞ را در دﻣﺎي ﭘﺎﺋﻴﻦ ﺑﻬﺒﻮد ﺑﺨﺸﺪ
These linings have very good resistance to
ozone.
---
اﻳﻦ ﭘﻮﺷﺶ ﻫﺎ داﺧﻠﻲ ﻣﻘﺎوﻣﺖ ﺧﻴﻠﻲ ﺧﻮﺑﻲ ﺑﻪ ازون دارﻧﺪ
62
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 8.5 - SPECIFICATION OF BITUMEN AND COAL TAR LINING
ﻣﺸﺨﺼﺎت ﭘﻮﺷﺶ داﺧﻠﻲ ﻗﻴﺮ و ﻛﻮﻟﺘﺎر5-8 ﺟﺪول
LINING
MATERIAL
ﻣﺎده ﭘﻮﺷﺶ داﺧﻠﻲ
AVAILABLE
FORM
ﺷﻜﻞ ﻗﺎﺑﻞ
دﺳﺘﺮس
TYPE OF
WORKING
APPLICATION
TEMP. °C
ﻧﺤﻮه اﺟﺮا
دﻣﺎي ﻛﺎري
Cold applied
Solvent base
1- Brushing
Bitumen
Liquid
2- Spraying
اﺳﺘﻔﺎده از ﻗﻴﺮ ﺳﺮد اﺟﺮا
ﻣﺎﻳﻊ ﺑﺮ ﭘﺎﻳﻪ ﺣﻼل
ﺑﺮس زﻧﻲ-1
ﭘﺎﺷﺶ-2
4 – 32
ﭘﺎﺷﺶ-1
2- Mapping
Bitumen
اﺳﺘﻔﺎده از ﻗﻴﺮ ﮔﺮم اﺟﺮا
ﺷﻨﺎﺳﺎﻳﻲ ﻣﺴﻴﺮ-2
Solid (molten
for use)
ﺟﺎﻣﺪ )در ﻫﻨﮕﺎم
(ﻣﺬاب ﺑﻜﺎر ﻣﻲ رود
3-Throwelling (For floor)
4 – 32
( ﺑﺎ ﻣﺎﻟﻪ ﻛﺸﻴﺪن )ﺑﺮاي ﻛﻒ-3
(1
coal tar
اﺳﺘﻔﺎده از ﻛﻮﻟﺘﺎر ﺳﺮد اﺟﺮا
Hot applied
coal tar
اﺳﺘﻔﺎده از ﻛﻮﻟﺘﺎر ﮔﺮم اﺟﺮا
( روش ﺳﺮاﺳﺮي )ﺑﺮاي ﻟﻮﻟﻪ-4
Thin liquid to
1- Spraying
heavy paste
2- Brushing
ﻣﺎﻳﻊ رﻗﻴﻖ ﺗﺎ
ﺧﻤﻴﺮﻏﻠﻴﻆ
3- Dipping
Solid (molten
for use)
ﺟﺎﻣﺪ )در ﺣﺎﻟﺖ
ﻣﺬاب ﺑﻪ ﻛﺎر ﻣﻲ
(رود
Solvent base bitumen lining are suitable for protection of
ferrous metals, galvanized surfaces and concrete and
brick. Emulsion base bitumen shall not be used for the
protection of steel. This lining are neither intended to
withstand hot conditions, nor to resist contamination with
mineral oils or paint solvents.
ﭘﺎﺷﺶ-1
ﺑﺮس زﻧﻲ-2
4 – 32
ﺑﺮﺳﺰﻧﻲ-1
1- Brushing
2- Spraying
ﭘﺎﺷﺶ-2
3- Through method
(For pipe) 1)
4 – 32
( ﺳﺮاﺳﺮي )ﺑﺮاي ﻟﻮﻟﻪ-3
(2
( روش ﺧﻂ ﺗﻐﺬﻳﻪ )ﺑﺮاي ﻟﻮﻟﻪ-4
5- Mapping
ﺷﻨﺎﺳﺎﻳﻲ ﻣﺴﻴﺮ-5
1) In through method the pipe shall be rotated
and molten enamel shall be introduced into
pipe by a pouring through extending the full
length of the pipe.
2) In retracting-weir or feed-line method, pipe
shall be rotated and molten enamel shall be
supplied to the weir or feed-line from a
reservoir through supply pipes.
This lining is not recommended for atmospheric
exposure and sunlight. Coal tar linings are suitable for
water and sewage lines and equipment. This lining have
excellent adhesion to ferrous metals,
slightly etched
galvanized iron and steel, concrete and brick. It is not
recommended where a high
degree of resistance to
abrasion is required.
ﭘﻮﺷﺶ.اﻳﻦ ﭘﻮﺷﺶ ﺑﺮاي ﺗﻤﺎس ﺑﺎ ﻫـﻮا و ﻧﻮر آﻓﺘﺎب ﭘﻴﺸﻨﻬﺎد ﻧﻤﻲ ﺷﻮد
ﻫﺎي ﻛﻮﻟﺘﺎر ﺑﺮاي ﺧﻄﻮط آب و ﻓﺎﺿﻼب و ﺗﺠﻬﻴﺰات ﻣﺮﺑﻮﻃﻪ ﻣﻨﺎﺳﺐ
آﻫﻦ ﮔﺎﻟﻮاﻧﻴﺰه و ﻓﻮﻻد ﻛﻪ ﻛﻤﻲ ﺑﺎ، اﻳﻦ ﭘﻮﺷﺶ ﺑﺎ ﻓﻠﺰات آﻫﻨﻲ.ﻫﺴﺘﻨﺪ
ﺑﺮاي ﺟﺎﻳﻲ ﻛﻪ. ﺑﺘﻦ و آﺟﺮ ﭼﺴﺒﻨﺪﮔﻲ ﺧﻮﺑﻲ دارﻧﺪ،اﺳﻴﺪ ﺣﻚ ﺷﺪه
. ﭘﻴﺸﻨﻬﺎد ﻧﻤﻲ ﺷﻮد،ﻧﻴﺎز ﺑﻪ ﻣﻘﺎوﻣﺖ زﻳﺎد در ﺑﺮاﺑﺮ ﺳﺎﻳﺶ ﻣﺪﻧﻈﺮ ﺑﺎﺷﺪ
ﻏﻮﻃﻪ ور ﻧﻤﻮدن-3
4- Feed-line method
(For pipe) 2)
The bitumen in this lining used in molten state. For
lining of metallic or concrete surface, one or more coats
of primer shall be used prior to hot applied lining. This
lining have high resistance to moisture
and good
adhesion to steel.
ﺑﺮاي ﭘﻮﺷﺶ ﺳﻄﻮح.ﻗﻴﺮ در اﻳﻦ ﭘﻮﺷﺶ در ﺣﺎﻟﺖ ﻣﺬاب ﺑﻪ ﻛﺎر ﻣﻲ رود
ﻳﻚ ﻳﺎ ﭼﻨﺪ ﻻﻳﻪ ﭘﺮاﻳﻤﺮ ﻗﺒﻞ از اﻋﻤﺎل ﺑﻪ روش ﮔﺮم،ﻓﻠﺰي ﻳﺎ ﺑﺘﻦ
ﻣﻘﺎوﻣﺖ ﺑﺎﻻ در ﻣﻘﺎﺑﻞ رﻃﻮﺑﺖ و، اﻳﻦ ﭘﻮﺷﺶ.ﭘﻮﺷﺶ ﺑﺎﻳﺪ اﺳﺘﻔﺎده ﺷﻮد
.ﭼﺴﺒﻨﺪﮔﻲ ﺧﻮﺑﻲ ﺑﺎ ﻓﻮﻻد دارد
4- Through method
(For pipe) 1)
Cold applied
ﻣﻼﺣﻈﺎت
،ﭘﻮﺷﺶ داﺧﻠﻲ ﻗﻴﺮي ﺑﺮ ﭘﺎﻳﻪ ﺣﻼل ﺑﺮاي ﺣﻔﺎﻇﺖ از ﺳﻄﻮح ﻓﻠﺰات آﻫﻨﻲ
ﻗﻴﺮﻫﺎي ﺑﺎ ﭘﺎﻳﻪ اﻣﻮﻟﺴﻴﻮن ﻧﺒﺎﻳﺪ.ﮔﺎﻟﻮاﻧﻴﺰه ﺷﺪه و ﺑﺘﻦ و آﺟﺮ ﻣﻨﺎﺳﺒﻨﺪ
اﻳﻦ ﭘﻮﺷﺶ داﺧﻠﻲ ﻧﻪ ﺷﺮاﻳﻂ ﮔﺮم و ﻧﻪ ﺑﻪ آﻟﻮدﮔﻲ.ﺑﺮاي ﻓﻮﻻد ﺑﻜﺎر روﻧﺪ
.ﺑﺎ روﻏﻨﻬﺎي ﻣﻌﺪﻧﻲ ﻳﺎ ﺣﻼﻟﻬﺎي رﻧﮓ ﻣﻘﺎوم را ﺗﺤﻤﻞ ﻣﻲ ﻧﻤﺎﻳﺪ
1- Spraying
Hot applied
REMARK
Hot applied coal tar lining shall be used only on metal
surfaces and usually are applied over a coal tar primer.
This lining provides for protection of buried steel water
pipelines and structures that are immersed in water.
ﭘﻮﺷﺶ ﻛﻮﻟﺘﺎر ﺑﻪ روش ﮔﺮم ﻓﻘﻂ ﺑﺮاي ﺳﻄﻮح ﻓﻠﺰي و ﻣﻌﻤﻮﻻً ﺑﺎ ﻳﻚ
اﻳﻦ ﭘﻮﺷﺶ ﺑﺮاي ﺗﺄﻣﻴﻦ ﺣﻔﺎﻇﺖ ﺧﻄﻮط ﻟﻮﻟﻪ.ﻻﻳﻪ ﭘﺮاﻳﻤﺮ اﺟﺮا ﻣﻲ ﺷﻮد
،ﻓﻮﻻدي آب ﻣﺪﻓﻮن در زﻣﻴﻦ و ﺳﺎزه ﻫﺎﻳﻲ ﻛﻪ در آب ﻏﻮﻃﻪ ور ﻫﺴﺘﻨﺪ
.ﺑﻪ ﻛﺎر ﻣﻲ رود
( در روش ﺳﺮاﺳﺮي ﻟﻮﻟﻪ ﺑﺎﻳﺪ ﺑﭽﺮﺧﺪ و ﻟﻌﺎب ﻣﺬاب ﺑﺎ رﻳﺰش1
.در ﻃﻮل ﻟﻮﻟﻪ ﺑﺮ روي آن ﻗﺮ ار ﮔﻴﺮد
ﻟﻮﻟـﻪ ﺑﺎﻳـﺪ،( در روش ﺳﺮرﻳﺰ اﻧﻘﺒﺎﺿﻲ ﻳﺎ روش ﺧﻂ ﺗﻐﺬﻳـﻪ2
ﺑﭽﺮﺧﺪ و ﻟﻌﺎب ﻣﺬاب از ﻃﺮﻳﻖ ﻟﻮﻟﻪ ﻫﺎي ﻳﻚ ﻣﻨﺒﻊ ذﺧﻴـﺮه
.ﺑﺮاي ﺳﺮرﻳﺰ ﻳﺎ ﺧﻂ ﺗﻐﺬﻳﻪ ارﺳﺎل ﺷﻮد
63
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 8.6 - SPECIFICATION OF CERAMIC LINING
ﻣﺸﺨﺼﺎت ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﺮاﻣﻴﻚ6-8 ﺟﺪول
LINING
MATERIAL
ﻣﺎده ﭘﻮﺷﺶ داﺧﻠﻲ
TYPES
اﻧﻮاع
ﻧﺤﻮه اﺟﺮا
1- Alkali-alumina
borosilicate
ﺑٍُِﺮ
آﻟﻮﻣﻴﻨـــﺎ
-1
ﺳﻴﻠﻴﻜﺎت ﻗﻠﻴـــﺎﻳﻲ
Silicate base
ﭘﺎﻳﻪ ﺳﻴﻠﻴﺲ
2- Barium, Crown
ﭘﻮﺷﺎﻧﺪن، ﺑﺎرﻳﻢ-2
3- Water-soluble
Silicate
ﺳﻴﻠﻴـﻜﺎت ﻣﺤﻠﻮل-3
در آب
Without
Reinforcement
Oxides base
TYPE OF
APPLICATION
ﺑﺪون ﺗﻘﻮﻳﺖ ﻛﻨﻨﺪه
1- Spraying
ﭘﺎﺷﺶ-1
2- Dipping ﻏﻮﻃﻪ ور ﻧﻤﻮدن-2
3- Brushing (soluble type)
( ﺑﺮس زﻧﻲ )ﻧﻮع ﺣﻞ ﺷﺪﻧﻲ-3
4- Packed cementation
ﺳﻴﻤﺎﻧﻜﺎري ﺑﺴﺘﻪ ﺑﻨﺪي-4
5- Trowelling (soluble
type)
( ﻣﺎﻟﻪ ﻛﺸﻴﺪن )ﻧﻮع ﺣﻞ ﺷﺪﻧﻲ-5
1- Flame spraying
(up to 6 mm)
ﭘﺎﺷﺶ ﻣﺸﻌﻠﻲ-1
( ﻣﻴﻠﻴﻤﺘﺮ6 )ﺗﺎ
ﭘﺎﻳﻪ اﻛﺴﻴﺪﻫﺎ
With
Reinforcement
ﺑﺎ ﺗﻘﻮﻳﺖ ﻛﻨﻨﺪه
2- Trowelling ﻣﺎﻟﻪ ﻛﺸﻴﺪن-2
(up to 25 mm) ( ﻣﻴﻠﻴﻤﺘﺮ25 )ﺗﺎ
1- Flame spray
Carbides base
ﭘﺎﻳﻪ ﻛﺎرﺑﻴﺪﻫﺎ
ﭘﺎﺷﺶ ﻣﺸﻌﻠﻲ-1
---
2- Air spray ﭘﺎﺷﺶ ﺑﺎ ﻫﻮا-2
3- Packed cementation
ﺳﻴﻤﺎﻧﻜﺎري ﺑﺴﺘﻪ ﺑﻨﺪي ﺷﺪه-3
Suicide base
ﭘﺎﻳﻪ ﻓﺪاﺷﻮﻧﺪه
---
With or without
Reinforcement
ﭘﻴﻮﻧﺪ ﻓﺴﻔﺎت
ﺑﺎ ﻳﺎ ﺑﺪون ﺗﻘﻮﻳﺖ ﻛﻨﻨﺪه
ﻣﻼﺣﻈﺎت
Lining with silicate base ceramic, with or without added
refractory, have the greatest industrial usage of all ceramics.
These lining use for turbines, exhaust manifolds, heat exchanger and combustion chamber. Soluble silicate use for
lining Aluminum, copper, steel, stainless steel, super alloys
and magnesium. (See ASTM-C-616)
،ﭘﻮﺷﺶ ﺳﺮاﻣﻴﻚ ﺑﺮ ﭘﺎﻳﻪ ﺳﻴﻠﻴﺲ ﺑﺎ ﻳﺎ ﺑﺪون اﺿﺎﻓﻪ ﻧﻤﻮدن ﻣﻮاد دﻳﺮﮔﺪاز
اﻳﻦ ﭘﻮﺷﺶ ﻫــﺎ ﺑﺮاي.ﺑﻴﺸﺘﺮﻳﻦ ﻣﺼﺮف ﺻﻨﻌﺘﻲ ﺑﺮاي ﺳﺮاﻣﻴﻚ را دارد
. ﻣﺒﺪل ﻫﺎي ﺣﺮارﺗﻲ و ﻣﺤﻔﻈﻪ اﺣﺘﺮاق ﺑﻜﺎر ﻣﻲ رود،ﺗﻮرﺑﻴﻦ ﻫﺎ و دودﻛﺶ
ﻓﻮﻻد زﻧﮓ، آﻟﻴﺎژﻫﺎي، ﻓﻮﻻد، ﻣﺲ،ﺳﻴﻠﻴﻜﺎت ﻣﺤﻠﻮل ﺑﺮاي ﭘﻮﺷﺶ آﻟﻮﻣﻴﻨﻴﻮم
ASTM-C-616 ﻧﺰن و ﺳﻮﭘﺮ آﻟﻴﺎژﻫﺎ و ﻣﻨﻴﺰﻳﻢ ﺑﻜﺎر ﻣﻲ رود )ﺑﻪ اﺳﺘﺎﻧﺪارد
.(ﻣﺮاﺟﻌﻪ ﺷﻮد
Thermal shock resistance of flame sprayed lining decreases
with increasing thickness.
ﻣﻘﺎوﻣﺖ ﺷﻮك ﺣﺮارﺗﻲ ﭘﻮﺷﺶ ﭘﺎﺷﺶ ﻣﺸﻌﻠﻲ ﺑﺎ اﻓﺰاﻳﺶ ﺿﺨﺎﻣﺖ ﻛﺎﻫﺶ
.ﻣﻲ ﻳﺎﺑﺪ
Mineral
bonding
material
and
expanded-metal
reinforcements used for ceramic lining with trowelling.
ﻣﻮاد ﭘﻴﻮﻧﺪي ﻣﻌﺪﻧﻲ و ﺗﻘﻮﻳﺖ ﻛﻨﻨﺪه ﻫﺎي ﻓﻠﺰ ﻣﺸﺒﻚ ﺑﺮاي ﭘﻮﺷﺶ ﺳﺮاﻣﻴﻚ
.ﺑﺎ اﺳﺘﻔﺎده از ﻣﺎﻟﻪ ﺑﻜﺎر ﺑﺮده ﻣﻲ ﺷﻮﻧﺪ
Principal use of carbides base ceramic lining is for wear and
seal application, in which the high hardness of carbides is
an advantage. This lining is used for jet engine seals,
compressor and turbine blades, and plug gages.
ﺑﺮاي ﻛﺎرﺑﺮدﻫﺎي،اﺳﺘﻔﺎده اﺻﻠﻲ ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﺮاﻣﻴﻚ ﺑﺎ ﭘﺎﻳﻪ ﻛﺎرﺑﻴﺪﻫﺎ
ﭼﻮن ﻛﻪ ﺳﺨﺘﻲ ﺑﺎﻻي ﻛﺎرﺑﻴﺪﻫﺎ ﻳﻚ ﻣﺰﻳﺖ،ﺳﺎﻳﺸﻲ و آﺑﺒﻨﺪي ﻣﻲ ﺑﺎﺷﺪ
ﺗﻴﻐﻪ ﻫﺎي ﺗﻮرﺑﻴﻦ و ﻛﻤﭙﺮﺳﻮر و، اﻳﻦ ﭘﻮﺷﺶ ﺑﺮاي آﺑﺒﻨﺪي ﻣﻮﺗﻮرﺟﺖ.اﺳﺖ
.درﭘﻮش ﮔﻴﺞ ﻫﺎ ﺑﻜﺎر ﻣﻲ رود
This lining used for the protection of refractory metals
against oxidation. Suicide lining generally embitter the
metals (ferrous and non ferrous) to which they are applied,
but shall not be used for repair lined metals.
1- Cementation
اﻳﻦ ﭘﻮﺷﺶ ﺑﺮاي ﺣﻔﺎﻇﺖ از ﻓﻠﺰات دﻳﺮﮔﺪاز در ﺑﺮاﺑﺮ اﻛﺴﻴﺪ ﺷﺪن ﺑـﻪ ﻛﺎر
ﭘﻮﺷﺶ ﻓﺪا ﺷﻮﻧﺪه ﻣﻌﻤﻮﻻً وﺿﻌﻴﺖ ﻓﻠﺰات )آﻫﻨﻲ و ﻏﻴﺮ آﻫﻨﻲ( را.ﻣﻲ رود
ﻟﺬا ﺑﺮاي ﺗﻌﻤﻴﺮ ﻓﻠﺰات ﭘﻮﺷﺶ ﺷﺪه ﻧﺒﺎﻳﺪ اﺳﺘﻔﺎده،ﭘﺲ از اﺟﺮا ﺑﺪﺗﺮ ﻣﻲ ﻛﻨﺪ
.ﺷﻮد
ﺳﻴﻤﺎﻧﻜﺎري-1
1- Air spraying
PhosphateBonded
REMARK
ﭘﺎﺷﺶ ﺑﺎ ﻫﻮا-1
2- Trowelling
ﻣﺎﻟﻪ ﻛﺸﻴﺪن-2
64
These materials are formed by the chemical reaction of
phosphoric acid and a metal oxide. Phosphate-bonded lining
are used for the protection of metals against heat during high
temperature service.
اﻳﻦ ﻣﻮاد ﺗﻮﺳﻂ ﻓﻌﻞ و اﻧﻔﻌﺎل ﺷﻴﻤﻴﺎﻳﻲ اﺳﻴﺪ ﻓﺴﻔﺮﻳﻚ و اﻛﺴﻴﺪ ﻓﻠﺰ ﺗﺸﻜﻴﻞ
، ﭘﻮﺷﺶ ﭘﻴﻮﻧﺪ ﻓﺴﻔﺎت ﺑﺮاي ﺣﻔﺎﻇﺖ از ﻓﻠﺰات در ﻣﻘﺎﺑﻞ ﺣﺮارت.ﻣﻲ ﺷﻮﻧﺪ
.زﻣﺎﻧﻲ ﻛﻪ دﻣﺎي ﻋﻤﻠﻴﺎت ﺑﺎﻻ ﺑﺎﺷﺪ اﺳﺘﻔﺎده ﻣﻲ ﮔﺮدد
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 8.7 - SPECIFICATION OF BRICKS, TILES AND GLASS LINING
ﻛﺎﺷﻲ ﻫﺎ و ﺷﻴﺸﻪ، ﻣﺸﺨﺼﺎت ﭘﻮﺷﺶ داﺧﻠﻲ آﺟﺮﻫﺎ7-8 ﺟﺪول
LINING
MATERIAL
ﻣﺎده ﭘﻮﺷﺶ
TYPES
اﻧﻮاع
REMARK
TYPE OF
APPLICATION
ﻣﻼﺣﻈﺎت
ﻧﺤﻮه اﺟﺮا
1- Slashing (1)
1- High silica glass
Glass
ﺷﻴﺸﻪ
ﺷﻴﺸﻪ ﺑﺎ ﺳﻴﻠﻴﺲ زﻳﺎد-1
2- Boro silicate
Glass
ﺮ ﺷﻴﺸﻪ ﺳﻴﻠﻴﻜﺎت ﺑ-2
روش ﻏﻮﻃﻪ ور ﻳـﺎ-1
(1)
رﻳﺰش
2- Spraying
ﭘﺎﺷﺶ-2
3- Hot-dusting (2)
(2)
ﭘﺎﺷﺶ ﮔﺮد ﺷﻴﺸﻪ-3
Brick and tiles
آﺟﺮ و ﻛﺎﺷﻲ ﻫﺎ
2- Porcelain, tile
ﻛﺎﺷﻲ، ﭼﻴﻨﻲ-2
3- Carbon brick
آﺟﺮ ﻛﺮﺑﻦ دار-3
Installation of three
layer of membrane,
Brick and cement
آﺟﺮ و،ﻧﺼﺐ ﺳﻪ ﻻﻳﻪ ﻏﺸﺎء
ﺳﻴﻤﺎن
4- Graphite brick
آﺟﺮ ﮔﺮاﻓﻴﺘﻲ-4
1- Alkali resistant
ﻣﻘـــﺎوم ﺑـــﻪ ﻣـــﻮاد-1
ﻗﻠﻴﺎﻳﻲ
2- Acid resistant
Porcelain lining
ﭘﻮﺷﺶ داﺧﻠﻲ
ﭼﻴﻨﻲ
ﻣﻘﺎوم ﺑﻪ اﺳﻴﺪ-2
3- Hot water
Resistant
ﻣﻘﺎوم ﺑﻪ آب داغ-3
4- Regular-blueblack enamels
- ﻟﻌﺎب ﻫـﺎي ﺳـﻴﺎه-4
آﺑﻲ ﻋﺎدي
ﻓﻮﻻدﻫـﺎي ﺑـﺎ،ﭘﻮﺷﺶ ﺷﻴﺸﻪ ﺑﺮاي ﺣﻔﺎﻇﺖ ﻓﻮﻻدﻫﺎي ﻛﺮﺑﻨـﻲ
ﻓﻮﻻد زﻧﮓ ﻧﺰن در ﺗﺠﻬﻴـﺰات در، ﭼﺪن،اﺳﺘﺤﻜﺎم ﻛﺸﺸﻲ ﺑﺎﻻ
درﺟــﻪ260 ﺑﺮاﺑــﺮ ﺑﻴــﺸﺘﺮ ﻣﺤــﻴﻂ ﻫــﺎي ﺧﻮرﻧــﺪه ﺗــﺎ دﻣــﺎي
.ﺳﺎﻧﺘﻴﮕﺮاد ﺑﻪ ﻛﺎر ﻣﻲ روﻧﺪ
Chemical-resistant brick lining is a multilayer
system supported by a shell, consist of an
impervious membrane to prevent the corrosive
medium reaching the shell and layer of chemicalresistant brick laid in chemical-resistant cement.
This lining is used for protection of steel and
concrete vessels and columns.
1- Acid resistant
Brick
آﺟﺮ ﻣﻘﺎوم در ﺑﺮاﺑـﺮ-1
اﺳﻴﺪ
Glass lining are used for protection of carbon
steel, high tensile steel, cast iron, stainless steel in
equipment
in
against
many
corrosive
environments in temperature up to 260°C.
1- Slashing (1)
روش ﻏﻮﻃـــﻪ ور ﻳـــﺎ-1
(1)
رﻳﺰش
2- Spraying
ﭘﺎﺷﺶ-2
3- Hot-dusting (2)
ﭘﺎﺷﺶ ﮔﺮد ﺷﻴﺸﻪ-3
(2)
داغ
ﭘﻮﺷﺶ ﺑﺎ آﺟﺮ ﻣﻘﺎوم در ﺑﺮاﺑﺮ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﻳﻚ ﺳﺎﻣﺎﻧﻪ ﭼﻨـﺪ
ﻻﻳﻪ ﻣﻲ ﺑﺎﺷﺪ و ﺗﻮﺳﻂ ﻳﻚ ﻗﺸﺮ )ﭘﻮﺳﺘﻪ( ﻧﮕﻬﺪاري ﻣﻴﺸﻮد ﻛﻪ
ﺷﺎﻣﻞ ﻳﻚ ﻏﺸﺎء ﻧﻔﻮذ ﻧﺎﭘﺬﻳﺮ ﺑﻮده ﺗﺎ از رﺳﻴﺪن ﻣﺤﻴﻂ ﺧﻮرﻧﺪه
ﺑﻪ ﭘﻮﺳﺘﻪ و ﻻﻳﻪ آﺟﺮي ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷـﻴﻤﻴﺎﻳﻲ ﻛـﻪ ﺑـﺮ روي
اﻳـﻦ.ﺳﻴﻤﺎن ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﻗﺮار دارد ﻣﻤﺎﻧﻌـﺖ ﻛﻨـﺪ
ﭘﻮﺷﺶ ﺑﺮاي ﺣﻔﺎﻇﺖ ﻇـﺮوف و ﺑﺮﺟﻬـﺎي ﻓـﻮﻻدي و ﺳـﻴﻤﺎﻧﻲ
.ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﻣﻲ ﮔﻴﺮد
Porcelain enamels are used for sheet steel, cast
iron, or aluminum parts to improve appearance
and to protect the metal surface against chemicals
and hot water. Porcelain enamels have specific
electrical properties and thermal shock capability
and are used to lining chemical reactors and heat
exchangers.
ﻳــﺎ ﻗﻄﻌــﺎت، ﭼــﺪن،ﻟﻌــﺎب ﻫــﺎي ﭼﻴﻨــﻲ ﺑــﺮاي ورﻗــﻪ ﻓــﻮﻻد
آﻟﻮﻣﻴﻨﻴﻮﻣﻲ ﺑﻜﺎر ﻣﻲ روﻧﺪ ﺗﺎ ﻇﺎﻫﺮ را ﺑﻬﺒﻮد ﺑﺨـﺸﻴﺪه و ﺳـﻄﺢ
.ﻓﻠﺰ را در ﺑﺮاﺑـﺮ ﻣـﻮاد ﺷـﻴﻤﻴﺎﻳﻲ و آب داغ ﻣﺤﺎﻓﻈـﺖ ﻧﻤﺎﻳﻨـﺪ
ﻟﻌﺎﺑﻬﺎي ﭼﻴﻨﻲ داراي ﺧﻮاص اﻟﻜﺘﺮﻳﻜﻲ وﻳـﮋه و ﺗﺤﻤـﻞ ﺷـﻮك
ﺣﺮارﺗﻲ ﺑﻮده و ﺟﻬﺖ ﭘﻮﺷﺶ داﺧﻠﻲ راﻛﺘﻮرﻫـﺎي ﺷـﻴﻤﻴﺎﻳﻲ و
ﻣﺒﺪﻟﻬﺎي ﺣﺮارﺗﻲ ﺑﻜﺎر ﻣﻴﺮوﻧﺪ
ﺷﺎﻣﻞ دو. ﺑﻪ ﻓﺮآﻳﻨﺪ ﺗﺮ ﻣﻲ ﺑﺎﺷﺪSlashing and spray (1
.روش ﻏﻮﻃﻪ ور ﻧﻤﻮدن و رﻳﺰش ﻣﻴﺒﺎﺷﺪ
ﺷﺎﻣﻞ اﻧﺘﻘﺎل ﮔﺮد ﺷﻴـﺸﻪ ﺑـﺮ روي ﺳـﻄﺢHot dusting (2
. ﻣﻲ ﺑﺎﺷﺪ،ﻛﻪ ﻗﺒﻼً ﮔﺮم ﺷﺪه اﺳﺖ
1) Slashing and spraying are the wet-process.
Slashing consists of two method of dipping
and pouring.
2) Hot dusting consists of shifting glass dust onto
a preheated metal surface.
65
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 8.8 - SPECIFICATION OF CEMENT MORTAR AND REFRACTORY LINING
ﻣﺸﺨﺼﺎت ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن و ﻣﻮاد ﻧﺴﻮز8-8
LINING
TYPES
TYPE OF
REMARK
MATERIAL
اﻧﻮاع
APPLICATION
ﻣﻼﺣﻈﺎت
ﻣﺎده ﭘﻮﺷﺶ
Chemical resistance
cements mortar
ﻣﻼت ﺳﻴﻤﺎن ﻣﻘﺎوم در ﺑﺮاﺑﺮ
ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ
ﻧﺤﻮه اﺟﺮا
1- Silicate cements
ﺳﻴﻤﺎﻧﻬﺎي ﺳﻴﻠﻴﻜﺎﺗﻲ-1
2- Resinous cements
ﺳﻴﻤﺎﻧﻬﺎي رزﻳﻨﻲ-2
1- Centrifugally
spinning (For pipe)
ﮔﺮﻳﺰ از ﻣﺮﻛﺰ ﭼﺮﺧـﺸﻲ-1
()ﺑﺮاي ﻟﻮﻟﻪ
2- Line trowelling
ﻣﺎﻟﻪ ﻛﺸﻲ ﺧﻄﻲ-2
3- Shot grit
ﺷﺎت ﮔﺮﻳﺖ-3
Silicate cements linings are resistant against acids, gases,
chlorine solution, and some of salts and solvents. Resinous
cement consist of furane-cement, phenolic cement,
polyester-cements, epoxy-cements and sulfur cement have
more resistance to chemicals than silicate cement.
و ﺑﻌﻀﻲ، ﻣﺤﻠﻮل ﻛﻠﺮﻳﻦ، ﮔﺎزﻫﺎ،ﭘﻮﺷﺶ ﺳﻴﻤﺎن ﺳﻴﻠﻴﻜﺎﺗﻲ در ﺑﺮاﺑﺮ اﺳﻴﺪﻫﺎ
ﺳﻴﻤﺎن ﻫﺎي رزﻳﻨﻲ ﻛﻪ داراي ﺳﻴﻤﺎن.از ﻧﻤﻜﻬﺎ و ﺣﻼﻟﻬﺎ ﻣﻘﺎوم ﻣﻲ ﺑﺎﺷﻨﺪ
ﺳﻴﻤﺎﻧﻬﺎي اﭘﻮﻛﺴﻲ و ﺳﻴﻤﺎن، ﺳﻴﻤﺎﻧﻬﺎي ﭘﻠﻲ اﺳﺘﺮ، ﺳﻴﻤﺎن ﻓﻨﻠﻴﻚ،ﻓﻮران
ﮔﻮﮔﺮدي ﻣﻲ ﺑﺎﺷﻨﺪ ﻣﻘﺎوﻣﺖ ﺑﻴﺸﺘﺮي در ﺑﺮاﺑﺮ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﻧﺴﺒﺖ ﺑﻪ
.ﺳﻴﻤﺎن ﺳﻴﻠﻴﻜﺎﺗﻲ دارﻧﺪ
4- Hand trowelling
ﻣﺎﻟﻪ ﻛﺸﻲ دﺳﺘﻲ-4
Refractory cement
---
ﺳﻴﻤﺎن ﻧﺴﻮز
1-Shot
(gunning)
grit
( ﺷﺎت ﮔﺮﻳﺖ )ﺗﻔﻨﮕﻲ-1
2- Casting رﻳﺨﺘﮕﻲ-2
Refractory brick
آﺟﺮ ﻧﺴﻮز
---
Installation of
brick lining
ﻧﺼﺐ ﭘﻮﺷﺶ آﺟﺮ
Refractory cement linings are used for insulating of
furnaces, boilers, flue ducts and steel stocks. This lining
applied to equipment fabricated in metals.
، دﻳﮓﻫﺎي ﺑﺨﺎر،ﭘﻮﺷﺶ ﻫﺎي ﺳﻴﻤﺎن ﻧﺴﻮز ﺑﺮاي ﻋﺎﻳﻖ ﻛﺎري ﻛﻮره ﻫﺎ
اﻳﻦ.ﻛﺎﻧﺎل ﻫﺎي دودﻛﺶ و ﻣﻨﺎﺑﻊ ذﺧﻴﺮه ﻓﻮﻻدي اﺳﺘﻔﺎده ﻣﻲ ﮔﺮدد
.ﭘﻮﺷﺶ ﺑﺮ روي ﺗﺠﻬﻴﺰات ﺳﺎﺧﺘﻪ ﺷﺪه ﻓﻠﺰي اﻋﻤﺎل ﻣﻲ ﺷﻮد
Brick refractories are used for insulating of reformer
furnaces and where refractory cement linings are unsuitable
this lining normally used in conjunction with refractory
cement lining.
ﭘﻮﺷﺶ ﻫـــﺎي آﺟﺮ ﻧﺴﻮز ﺑﺮاي ﻋﺎﻳﻖ ﻛﺎري ﻛﻮره ﻫــﺎي رﻓﻮرﻣﺮ اﺳﺘﻔﺎده
ﻣﻲ ﺷﻮد و ﭼﻨﺎﻧﭽﻪ ﭘﻮﺷﺶﻫﺎي ﺳﻴﻤﺎن ﻧﺴﻮز ﻣﻨﺎﺳﺐ ﻧﺒﺎﺷﻨﺪ از اﻳﻦ
.ﭘﻮﺷﺶ ﻫﻤﺮاه ﺑﺎ ﺳﻴﻤﺎن ﻧﺴﻮز ﺑﻄﻮر ﻣﻌﻤﻮل اﺳﺘﻔﺎده ﻣﻲ ﮔﺮدد
66
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 9 - LININGS THICKNESSES
ﺿﺨﺎﻣﺖ ﻫﺎي ﭘﻮﺷﺶ داﺧﻠﻲ-9 ﺟﺪول
THICKNESS
LINING MATERIAL
ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ
For pipe-Min.
ﭘﻠﻲ اﺗﻴﻠﻦ
Rubbers:
0.4-2
ﭘﻠﻲ ﭘﺮوﭘﻴﻠﻦ
For vessel-Min. ﺣﺪاﻗﻞ ﺑﺮاي ﻣﺨﺰن
0.2-0.75
ﻧﺮمPVC
ﺗﻘﻮﻳﺖ ﺷﺪه
Thermosets:
ﺗﻘﻮﻳﺖ ﻧﺸﺪه
ﺷﻴﺸﻪ
Reinforcement
Unplastisized PVC
ﻧﺮم ﻧﺸﺪهPVC
ﺗﻘﻮﻳﺖ ﺷﺪه
Ceramic:
0.25-0.75
5
0.6-5
:ﺗﺮﻣﻮﺳﺖﻫﺎ
Glass
0.6 -10.0
3
:ﻻﺳﺘﻴﻚﻫﺎ
Un-reinforcement
Plastisized PVC
mm
ﺣﺪاﻗﻞ ﺑﺮاي ﻟﻮﻟﻪ
Reinforcement
Polypropylene (PP)
ﺿﺨﺎﻣﺖ
ﻣﺎده ﭘﻮﺷﺶ داﺧﻠﻲ
mm
Polyethylene (PE)
THICKNESS
LINING MATERIAL
ﺿﺨﺎﻣﺖ
0.2-0.4
0.3-2
2-50
:ﺳﺮاﻣﻴﻚ
Un-reinforcement
ﺗﻘﻮﻳﺖ ﻧﺸﺪه
0.01-6
Ethylene-chlorotrifluoroethylene
(E-CTFE)
اﺗﻴﻠﻦ – ﻛﻠـﺮوﺗﺮي ﻓﻠﻮرواﺗﻴﻠﻦ
0.2-0.75
Brick
Poly-tetra-fluoroethylene (PTFE)
ﭘﻠﻲ ﺗﺘﺮا – ﻓﻠﻮراﺗﻴﻠﻦ
Poly vinylidene
Chemical resistance cement
0.015-0.05
Per fluoro alkoxy (PFA)
ﭘﺮﻓﻠﻮرواﻟﻜﻮﻛﺴﻲ
Polyamid (Nylon)
0.25-0.75
Fusion bonded epoxy ذوب ﭘﻴﻮﻧﺪي اﭘﻮﻛﺴﻲ
Ethylene vinyl acetate (EVA)
ﺳﻴﻤﺎن ﻧﺴﻮز
Cold applied coal tar
0.05-0.3
0.025-0.17
(ﭘﻠﻲ آﻣﻴﺪ )ﻧﺎﻳﻠﻮن
Refractory cement
0.075-0.8
Fluorinated ethylene
propylencopolymer (FEP) ﻓﻠﻮرﻳﻨﺘﺪ اﺗﻴﻠﻦ – ﭘﺮوﭘﻴﻠﻦ ﻛﻮﭘﻠﻴﻤﺮ
50-80
4-13
ﺳﻴﻤﺎن ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ
fluoride (PVDF)
ﭘﻠﻲ وﻳﻨﻴﻠﻲ دﻳﻦ ﻓﻠﻮرﻳﺪ
آﺟﺮ
ﻛﻮﻟﺘﺎر ﺳﺮد اﺟﺮا
Hot applied coal tar
40-200
0.1-2.7
1.6-3.2
ﻛﻮﻟﺘﺎر ﮔﺮم اﺟﺮا
Cold applied bitumen
ﻗﻴﺮ ﺳﺮد اﺟﺮا
Hot applied bitumen
0.25-0.75
ﻗﻴﺮ ﮔﺮم اﺟﺮا
0.35-1.25
---
اﺗﻴﻠﻦ وﻳﻨﻴﻞ اﺳﺘﺎت
67
1.6-3.5
3-6.5
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﭘﻮﺷﺶ داﺧﻠﻲ رزﻳﻦ ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ-9
9. THERMOPLASTIC RESIN LINING
ﻋﻤﻮﻣﻲ1-9
9.1 General
دو ﻧـﻮع ﻣــﻮاد ﺗﺮﻣﻮﭘﻼﺳــﺘﻴﻜﻲ ﻣﻮﺟـﻮد ﻣــﻲ ﺑﺎﺷــﺪ )ﺑــﻪ1-1-9
9.1.1 Thermoplastic materials are available in
two types: (see BS 6374). Sheet applied and
non-sheet applied thermoplastics. Non-sheet
applied polymers in forms of dispersion, powder
and granule shall not be used for lining of
concrete and shall only be used for metallic
surfaces. Sheet applied thermoplastics polymers
are suitable for lining of concrete and metallic
surfaces.
ﻣـﻮاد ﺗﺮﻣﻮﭘﻼﺳـﺘﻴﻚ ﺑـﻪ دو.( ﻣﺮاﺟﻌﻪ ﺷﻮدBS 6374 اﺳﺘﺎﻧﺪارد
.ﺻﻮرت ورﻗﻪ اي و ﻏﻴﺮ ورﻗﻪ اي ﻣﻮرد اﺳـﺘﻔﺎده ﻗـﺮار ﻣـﻲ ﮔﻴﺮﻧـﺪ
ﭘـﻮدري و داﻧـﻪاي، ﺑﻪ ﺻـﻮرت ﭘﺮاﻛﻨـﺪه،ﭘﻠﻴﻤﺮﻫﺎﻳﻲ ﻏﻴﺮ ورﻗﻪ اي
ﻧﺒﺎﻳﺪ ﺑﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﻄﻮح ﺑﺘﻨﻲ ﺑﻜﺎر ﮔﺮﻓﺘـﻪ ﺷـﻮﻧﺪ ﺑﻠﻜـﻪ
ﭘﻠﻴﻤﺮﻫﺎي.ﻓﻘﻂ در ﭘﻮﺷﺶ ﺳﻄﻮح ﻓﻠﺰي ﻗﺎﺑﻞ اﺳﺘﻔﺎده ﻣﻲ ﺑﺎﺷﻨﺪ
ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ ﺑﻪ ﺻﻮرت ورق ﺑﺮاي ﭘﻮﺷﺶ دادن ﺳﻄﻮح ﺑﺘﻨـﻲ و
.ﻓﻠﺰي ﻣﻨﺎﺳﺐ ﻫﺴﺘﻨﺪ
9.1.2 Sheet applied polymers can be used in
bonded or loose forms.
ورق ﻫﺎي ﭘﻠﻴﻤﺮي را ﻣﻲ ﺗـﻮان ﺑـﺎ ﭼـﺴﺐ و ﻳـﺎ ﺑـﺪون2-1-9
9.1.3 When the lining is to be bonded to the
substrate the type of adhesive, the maximum
service temperature and the conditions required
for application and curing shall be conferred by
the Company.
زﻣﺎﻧﻲ ﻛﻪ ﭘﻮﺷﺶ داﺧﻠـﻲ ﺑـﺎ اﺳـﺘﻔﺎده از ﭼـﺴﺐ روي3-1-9
.ﭼﺴﺐ ﺑﻜﺎر ﺑﺮد
ﺣـﺪاﻛﺜﺮ دﻣـﺎي ﻛـﺎرﻛﺮد و، ﻧﻮع ﻣﺎده ﭼـﺴﺐ،زﻳﺮآﻳﻨﺪ ﻗﺮار ﮔﻴﺮد
ﺷﺮاﻳﻂ ﻣﻮرد ﻧﻴﺎز ﺑﻜﺎرﮔﻴﺮي و ﻋﻤﻞ آوردن آن ﺑﺎﻳـﺪ ﻣـﻮرد ﺗﺄﻳﻴـﺪ
.ﻛﺎرﻓﺮﻣﺎ ﺑﺎﺷﺪ
ﻧﻴﻮﺗﻦ ﺑـﺮ3/5 ﺣﺪاﻗﻞ ﻣﻘﺎوﻣﺖ ﭘﻴﻮﻧﺪ ﺑﻴﻦ ﭘﻮﺷﺶ و زﻳﺮآﻳﻨﺪ ﺑﺎﻳﺪ
ﻧﻴﻮﺗﻦ ﺑﺮ ﻣﻴﻠﻴﻤﺘﺮ ﻣﺮﺑـﻊ در5 ﻣﻴﻠﻴﻤﺘﺮ ﻣﺮﺑﻊ در ﺑﺮش ﻣﺴﺘﻘﻴﻢ و
. درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد ﺑﺎﺷﺪ20 داﺧﻞ ﭘﻮﺳﺘﻪ در دﻣﺎي آزﻣﺎﻳﺶ
The minimum bond strength between the lining
and the substrate shall be 3.5 N/mm² in direct
shear and 5 N/mm² within peel at a test
temperature of 20°C .
The adhesive shall be capable of maintaining a
bond at the design temperature and after cycling
between ambient and maximum surface
temperatures. The applicator shall provide the
Company with evidence of the suitability of the
adhesive.
ﻣﺎده ﭼﺴﺒﻨﺪه ﺑﺎﻳﺪ ﻗﺎدر ﺑﻪ ﺣﻔﻆ ﭘﻴﻮﻧﺪ در دﻣﺎي ﻃﺮاﺣﻲ و ﺑﻌﺪ از
ﭘﻴﻤﺎﻧﻜـﺎر.ﺗﻌﺎدل ﺑﻴﻦ دﻣﺎي ﻣﺤﻴﻂ و ﺣﺪاﻛﺜﺮ دﻣﺎي ﺳـﻄﺢ ﺑﺎﺷـﺪ
ﺑﺎﻳﺪ ﺷﻮاﻫﺪي دال ﺑﺮ ﻣﻨﺎﺳﺐ ﺑﻮدن ﻣﺎده ﭼﺴﺒﻨﺪه ﺑﻪ ﻛﺎرﻓﺮﻣﺎ اراﺋﻪ
.ﻧﻤﺎﻳﺪ
9.1.4 When a lining is bonded to the substrate it
may be the choice of adhesive which is the
limiting factor. A typical maximum service
temperature for bonded lining is 100°C.
اﺗﺼﺎل ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﻪ زﻳﺮآﻳﻨﺪ ﻣﻤﻜﻦ اﺳﺖ ﺣﺎﺻـﻞ4-1-9
ﺣـﺪاﻛﺜﺮ. ﺑﺎﺷـﺪ،اﻧﺘﺨﺎب ﭼﺴﺐ ﻛﻪ ﻋﺎﻣﻞ ﻣﺤـﺪود ﻛﻨﻨـﺪه اﺳـﺖ
درﺟـﻪ100 دﻣﺎي ﻛـﺎرﻛﺮد ﺑـﺮاي اﺗـﺼﺎل ﭘﻮﺷـﺶ اﻋﻤـﺎل ﺷـﺪه
.ﺳﺎﻧﺘﻴﮕﺮاد ﻣﻲ ﺑﺎﺷﺪ
ﺑﻪ ﺟﺰ زﻣﺎﻧﻲ ﻛﻪ ﺑﻴﺎن ﺷﻮد ﺣـﺪاﻛﺜﺮ دﻣـﺎي ﻛـﺎرﻛﺮد ﮔﻔﺘـﻪ ﺷـﺪه
ارﻗـﺎم. ﺑﺮاي ﭘﻮﺷﺶ ﻫﺎﻳﻲ اﺳﺖ ﻛﻪ ﺑـﻪ زﻳﺮآﻳﻨـﺪ ﻧﭽـﺴﺒﻴﺪه اﻧـﺪ
ﻣﻤﻜﻦ اﺳﺖ ﻣﺤﺪوده دﻣﺎي ﺑـﺎﻻ را ﺑـﺮاي6 اﻇﻬﺎر ﺷﺪه در ﺟﺪول
اﻣﺎ اﻳﻨﻬـﺎ ﺑﻌﻨـﻮان رﻋﺎﻳـﺖ،دوام ﻣﺎده ﭘﻮﺷﺶ در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺑﺎﺷﺪ
دﻣﺎﻫﺎي اﻳﻤﻦ ﻛﺎري ﺑﺮاي ﻣﻮادي ﻛﻪ ﺑﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ اﺳﺘﻔﺎده
.ﻣﻲ ﮔﺮدد در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﻣﻲ ﺷﻮد
Except when stated otherwise the maximum
service temperature quoted is for linings which
are not bonded to the substrate. The limits
suggested in Table 6 are what might be
considered the upper temperature limit for the
stability of the material but are quoted as safe
working temperatures for the materials used as
linings.
The limits may be varied depending upon the
process environment and the design of the
equipment.
9.1.5 Selection for type of lining to be used shall
be based on the duty for which it is intended.
The characteristics of sheet and non-sheet
thermoplastic material for lining are given in
Tables 7 and 8.
ﻣﺤــﺪودﻳﺖ ﻫــﺎ ﻣﻤﻜــﻦ اﺳــﺖ ﺑــﺎ ﻣﺤــﻴﻂ ﻓﺮآﻳﻨــﺪي و ﻃﺮاﺣــﻲ
. ﺗﻐﻴﻴﺮ ﻧﻤﺎﻳﺪ،ﺗﺠﻬﻴﺰات
اﻧﺘﺨﺎب ﻧﻮع ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﺼﺮﻓﻲ ﺑﺎﻳﺪ ﺑﺮ ﻣﺒﻨﺎي ﻧـﻮع5-1-9
ﻣﺸﺨﺼﺎت ﻣﻮاد ﭘﻮﺷـﺶ ﺗﺮﻣﻮﭘﻼﺳـﺘﻴﻚ.ﻛﺎرﺑﺮي ﻣﻮرد ﻧﻈﺮ ﺑﺎﺷﺪ
. آﻣﺪه اﺳﺖ8 و7 ورﻗﻪ اي و ﻏﻴﺮ ورﻗﻪ اي )رﻳﺰداﻧﻪ( در ﺟﺪاول
68
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
آزﻣﺎﻳﺶ ﻣﻨﺎﺳﺐ ﺑﺎﻳﺪ اﻧﺠﺎم ﺷﻮد ﻣﮕﺮ ﺗﺠـﺎرب ﮔﺬﺷـﺘﻪ6-1-9
9.1.6 Unless previous experiences demonstrate
that a lining will be suitable for a particular duty,
appropriate testing shall be carried out (see
ASTM D 543 and ASTM C 581).
)ﺑﻪ.ﻧﺸﺎن دﻫﺪ ﻛﻪ ﻳﻚ ﭘﻮﺷﺶ ﺑﺮاي ﻛﺎرﺑﺮي ﺧﺎص ﻣﻨﺎﺳﺐ اﺳﺖ
( ﻣﺮاﺟﻌﻪ ﺷﻮدASTM C581 وASTM D543 اﺳﺘﺎﻧﺪاردﻫﺎي
9.1.7 Only virgin polymer shall be used for the
production of the liner; a maximum of 0.2% wt
of additives is permitted. A large amount of
additives is allowed if electrically conductive
properties are required. Additives or coloring
agent shall be finely homogenized.
ﻓﻘﻂ ﺑﺎﻳﺪ از ﭘﻠﻴﻤﺮ ﺧﺎﻟﺺ ﺑﺮاي ﺗﻮﻟﻴـﺪ ﭘﻮﺷـﺶ داﺧﻠـﻲ7-1-9
9.1.8 Unless specified otherwise by the
Purchaser the specification and quality of lining
materials selected shall be approved by the
Purchaser before application.
ﻣﺸﺨﺼﺎت و ﻛﻴﻔﻴﺖ ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ اﻧﺘﺨﺎب ﺷـﺪه8-1-9
9.1.9 As the lining shall be inspected visually for
defects, selection of the bonding liner shall be
avoided where the shape of equipment does not
allow for visual inspection during installation
(i.e. in case of welded joint pipeline with ID
smaller than 610 mm).
، ﭼﻨﺎﻧﭽﻪ ﻻزم ﺑﺎﺷﺪ ﭘﻮﺷﺶ داﺧﻠﻲ ﺟﻬﺖ ﺗﻌﻴﻴﻦ ﻋﻴـﻮب9-1-9
درﺻﺪ وزﻧﻲ از ﻣﻮاد اﻓﺰودﻧـﻲ ﺑﻼﻣـﺎﻧﻊ0/2 ﺣﺪاﻛﺜﺮ،اﺳﺘﻔﺎده ﺷﻮد
ﻣﻘـﺪار ﺑﻴـﺸﺘﺮ ﻣـﻮاد، اﮔﺮ ﻫﺪاﻳﺖ اﻟﻜﺘﺮﻳﻜﻲ ﻣﻮرد ﻧﻴﺎز ﺑﺎﺷﺪ.اﺳﺖ
ﻣﻮاد اﻓﺰودﻧﻲ ﻳﺎ رﻧﮓ داﻧﻪ ﻫـﺎ ﺑﺎﻳـﺪ ﻧـﺮم و.اﻓﺰودﻧﻲ ﻣﺠﺎز ﻣﻴﺒﺎﺷﺪ
.ﻫﻤﮕﻦ ﺑﺎﺷﻨﺪ
ﻣﮕﺮ ﺑﻪ ﻧﺤـﻮ دﻳﮕـﺮي،ﻗﺒﻞ از اﺟﺮا ﺗﻮﺳﻂ ﺧﺮﻳﺪار ﺑﺎﻳﺪ ﺗﺄﻳﻴﺪ ﺷﻮد
.ﺗﻮﺳﻂ ﺧﺮﻳﺪار ﻣﺸﺨﺺ ﺷﺪه ﺑﺎﺷﺪ
ﺑﺎزرﺳﻲ ﭼﺸﻤﻲ ﺷﻮد ﺑﺎﻳﺪ از اﻧﺘﺨﺎب ﭘﻮﺷﺶ ﭼـﺴﺒﻲ در ﺟﺎﻳﻴﻜـﻪ
ﺷﻜﻞ ﺗﺠﻬﻴﺰات اﺟﺎزه ﺑﺎزرﺳﻲ ﭼﺸﻤﻲ را در زﻣﺎن ﻧﺼﺐ ﻧﻤﻲدﻫﺪ
در ﺣﺎﻟﺖ ﺧﻂ ﻟﻮﻟﻪ ﺟﻮﺷﻜﺎري ﺷـﺪه:ﺧﻮدداري ﻧﻤﻮد )ﺑﺮاي ﻣﺜﺎل
.( ﻣﻴﻠﻴﻤﺘﺮ ﺑﺎﺷﺪ610 ﺑﺎ ﻗﻄﺮ داﺧﻠﻲ ﻛﻮﭼﻜﺘﺮ از
ﺿﺨﺎﻣﺖ2-9
9.2 Thickness
ﺿـﺨﺎﻣﺖ ﺗﻤــﺎم ﺷــﺪه ﭘﻮﺷـﺶ داﺧﻠــﻲ ﺗﺮﻣﻮﭘﻼﺳــﺘﻴﻚ1-2-9
9.2.1 The thickness of the finished thermoplastic
lining will depend upon the material selected and
the duties for which it is intended. The
maximum thickness as well as the minimum
thickness shall be specified by the designer. If
necessary the material shall be capable of being
thermo-formed and welded to give joints which
are pinhole free.
.ﺑﺴﺘﮕﻲ ﺑﻪ ﻣﻮاد اﻧﺘﺨﺎب ﺷﺪه و ﻧـﻮع ﻛـﺎرﺑﺮي آن ﺧﻮاﻫـﺪ داﺷـﺖ
در.ﺣﺪاﻛﺜﺮ و ﺣﺪاﻗﻞ ﺿﺨﺎﻣﺖ ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﻃﺮاح ﻣـﺸﺨﺺ ﮔـﺮدد
ﺻﻮرت ﻟﺰوم ﻣﻮاد ﺑﺎﻳـﺪ ﻗـﺎدر ﺑـﻪ ﺷـﻜﻞ ﮔﻴـﺮي ﺣﺮارﺗـﻲ ﺑـﻮده و
.اﺗﺼﺎﻻت ﺟﻮش ﺷﺪه ﻋﺎري از ﺳﻮراخ ﻫﺎي رﻳﺰ ﺑﺎﺷﺪ
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﻛﻪ ﺑﺮ ﻣﺒﻨـﺎي ﻣـﻮاد ﻏﻴـﺮ2-2-9
9.2.2 The thickness of linings based on nonsheet applied material varies considerably with
the particular plastic selected (see Table 10).
When the thickness of the lining is less than 400
µm it is difficult to obtain linings which are
pinhole free. Furthermore, even if linings as
applied
are
free
from
imperfections,
consideration has to be given to the possibility of
damage in operation. If the corrosion rate is low
then the thickness of the lining is not a critical
factor. If the corrosion rate is high and is due to
simple solution of the material, then it is not to
use thin linings because of the risk of severe
corrosion through a pinhole.
ﺑﺎ ﻣﺎده ﭘﻼﺳﺘﻴﻚ ﺧﺎص اﻧﺘﺨﺎب ﺷﺪه ﺑﻪ ﻃﻮر،ورﻗﻪ اي ﻣﻲ ﺑﺎﺷﻨﺪ
.( ﻣﺮاﺟﻌﻪ ﺷﻮد10 )ﺑﻪ ﺟﺪول.ﻗﺎﺑﻞ ﻣﻼﺣﻈﻪ اي ﺗﻐﻴﻴﺮ ﻣﻲ ﻧﻤﺎﻳﻨﺪ
ﺑـﻪ، ﻣﻴﻜﺮون ﺑﺎﺷـﺪ400 در ﺻﻮرﺗﻲ ﻛﻪ ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﻛﻤﺘﺮ از
ﻋـﻼوه.دﺳﺖ آوردن ﭘﻮﺷﺶ ﺑﺪون ﺳﻮراخ ﻫﺎي رﻳﺰ ﻣﺸﻜﻞ اﺳـﺖ
،ﺑﺮ اﻳﻦ ﺣﺘﻲ اﮔﺮ ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﻜﺎر رﻓﺘﻪ ﻋﺎري از ﻧﻮاﻗﺺ ﺑﺎﺷـﺪ
در.ﺑﺎﻳﺪ اﻣﻜﺎن ﺻـﺪﻣﻪ دﻳـﺪن در ﻋﻤﻠﻴـﺎت در ﻧﻈـﺮ ﮔﺮﻓﺘـﻪ ﺷـﻮد
ﺿـﺨﺎﻣﺖ ﭘﻮﺷـﺶ ﻓـﺎﻛﺘﻮر،ﺻﻮرت ﭘﺎﻳﻴﻦ ﺑﻮدن ﺷـﺪت ﺧـﻮردﮔﻲ
در ﺻﻮرت ﺑﺎﻻ ﺑﻮدن ﺷﺪت ﺧﻮردﮔﻲ ﻣﺎده ﺑﻪ.ﺑﺴﻴﺎر ﻣﻬﻤﻲ ﻧﻴﺴﺖ
راﺣﺘﻲ ﺣﻞ ﺷﺪه ﻟﺬا ﻧﺒﺎﻳﺪ از ﭘﻮﺷﺶ ﻧـﺎزك ﻛـﻪ ﺧﻄـﺮ ﺧـﻮردﮔﻲ
. اﺳﺘﻔﺎده ﻧﻤﻮد،ﺷﺪﻳﺪ از ﻃﺮﻳﻖ ﺳﻮراخ ﻫﺎي رﻳﺰ را ﺑﺎﻋﺚ ﻣﻲ ﮔﺮدد
اﮔﺮ ﻟﻮﻟﻪ ﻫﺎي ﻓﻮﻻدي ﺑﺎ ﻣﻮاد ﺗﺮﻣﻮﭘﻼﺳـﺘﻴﻚ ﭘﻮﺷـﺶ3-2-9
9.2.3 If steel pipes are to be lined with
thermoplastic materials the thickness of the
thermoplastic liner shall be in accordance with
Table 11.
. ﺑﺎﺷﺪ11 ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ ﺑﺎﻳﺪ ﻃﺒﻖ ﺟﺪول،ﺷﻮد
69
دي Jan. 2010/ 1388
)IPS-E-TP-350(1
3-9اﻋﻤﺎل ﭘﻮﺷﺶ ﻫﺎي ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ
9.3 Application of Thermoplastic Linings
اﺟﺮا ﭘﻮﺷﺶ ﻫﺎي ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ ،اﻟﺰاﻣﺎت و ﻋﻤﻠﻴﺎت ﺑﺎزرﺳﻲ ﺑﺎﻳـﺪ
ﻃﺒﻖ اﺳﺘﺎﻧﺪارد IPS-C-TP-352اﻧﺠﺎم ﮔﺮدد.
Application
of
thermoplastic
linings,
requirements and inspection of the works shall
be in accordance with IPS-C-TP-352.
TABLE 10 - THE THICKNESS OF FINISHED THERMOPLASTIC LINING
ﺟﺪول -10ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ ﺗﻜﻤﻴﻞ ﺷﺪه
NON-SHEET
THICKNESS
ﺿﺨﺎﻣﺖ
THERMOPLASTIC
)(mm
ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ ﻏﻴﺮ ورﻗﻪ اي
0.25-0.75
اورﻳﺘﺎن ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ UPVC:
0.6 to 10
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ PVC:
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ
PVC
* to 2
0.4
ﭘﻠﻲ اﺗﻴﻞ
PE
* to 0.75
0.2
ﭘﻠﻲ ﭘﺮوﭘﻴﻠﻦ
PP
* to 0.75
0.2
* to 0.8
0.075
ﭘﻠﻲ وﻳﻨﻴﻠﻴﺪﻳﻦ ﻓﻠﻮراﻳﺪ
* to 0.17
0.025
ﻓﻠﻮري ﻧﻴﺖ اﺗﻴﻠﻦ ﭘﺮوﭘﻴﻠﻦ ﻛﻮﭘﻠﻴﻤﺮ
* to 0.3
0.05
to 0.05
0.015
to 1.25
0.35
* to 0.75
0.25
to 0.75
0.25
اﺗﻴﻠﻦ – ﻛﻠﺮوﺗﺮﻳﻔﻠﻮرو – اﺗﻴﻠﻦ
ﭘﺮﻓﻠﻮرو -اﻟﻜﻮﻛﺴﻲ
E.CTFE
PVDF
FEP
PFA
ﭘﻠﻲ ﺗﺘﺮا – ﻓﻠﻮرو اﺗﻴﻠﻦ
PTFE
اﺗﻴﻠﻦ وﻳﻨﻴﻞ اﺳﺘﺎت
EVA
ﻧﺎﻳﻠﻮن
Nylon
اﭘﻮﻛﺴﻲ ﭘﻴﻮﻧﺪ ﻫﻤﺠﻮﺷﻲ Fusion bonded epoxy
* ﺿﺨﺎﻣﺖ دﻗﻴﻖ ﻃﺒﻖ ﻧﻮع ﻛﺎرﺑﺮي ﻣﺸﺨﺺ ﻣﻲ ﺷﻮد.
* Exact thickness to be defined according to
duty.
70
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 11 - DIMENSIONS OF LINERS AND FLARES
اﺑﻌﺎد ﭘﻮﺷﺶ ﻫﺎ و ﻣﺸﻌﻞ ﻫﺎ-11 ﺟﺪول
NORMAL
MINIMUM LINER THICKNESS
PIPE SIZE
ﺣﺪاﻗﻞ ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ
FLARE
اﻧﺪازه ﻧﺮﻣﺎل ﻟﻮﻟﻪ
mm
DIAMETER,
Inch
mm
اﻳﻨﭻ
ﻣﻴﻠﻴﻤﺘﺮ
PP
PDVF
FEP
PTFE
PTFE *
MINIMUM
PFA
ﺣﺪاﻗﻞ ﻗﻄﺮ
ﻣﺸﻌﻞ
mm
1
25
3.2
3.8
1.9
1.5
3.0
1.9
47.6
1½
40
3.8
4.0
1.9
1.6
3.9
1.9
68.3
2
50
4.3
4.3
1.9
1.7
3.9
2.0
87.3
3
80
4.4
4.4
2.3
2.4
4.0
2.2
117.5
4
100
5.2
5.2
2.4
2.7
4.5
2.4
150.8
6
150
5.5
5.5
3.3
3.7
5.0
3.3
201.0
8
200
5.5
5.5
3.3
4.0
5.0
---
255.6
10
250
6.3
---
3.5
5.0
6.5
---
311.2
12
300
6.3
---
3.5
5.3
8.1
---
365.1
14
350
7.2
---
3.5
6.0
---
---
423.5
16
400
7.2
---
3.5
6.3
---
---
470.0
18
450
---
---
---
7.5
---
---
---
ﺑـﺮوم،* ﺿﺨﺎﻣﺖ ﻣﺨﺼﻮص ﺑﺮاي ﺧﻼء ﻳﺎ ﻋﻤﻠﻴﺎت ﺳﻨﮕﻴﻦ )ﻛﻠﺮ
و ﻏﻴﺮه( ﻓﻘﻂ زﻣﺎﻧﻲ ﻗﺎﺑﻞ اﻋﻤﺎل اﺳﺖ ﻛﻪ در ﺗﻘﺎﺿﺎي ﺧﺮﻳـﺪ
.ﻣﺸﺨﺺ ﺷﺪه ﺑﺎﺷﺪ
* Special thickness for vacuum or heavy duty
service (chlorine, bromine, etc.) only
applicable when specified in purchase order.
ﭘﻮﺷﺶ رزﻳﻦ ﺗﺮﻣﻮﺳﺖ-10
10. THERMOSETTING RESIN LINING
( ﻣﺮاﺟﻌﻪ ﺷﻮدBS 6374 ﻋﻤﻮﻣﻲ )ﺑﻪ اﺳﺘﺎﻧﺪارد1-10
10.1 General ( See BS 6374 )
10.1.1 Thermosetting resins used for the lining
are divided into two groups: Cold curing
thermosetting resin and stoved thermosetting
resin (see Table 8.3). Cold curing resins are
suitable for lining concrete and metallic surfaces,
but stoved resin shall not be used for lining of
concrete and only be used for metallic surfaces.
رزﻳﻦﻫﺎي ﺗﺮﻣﻮﺳﺖ ﻛﻪ ﺑﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﻜﺎر ﻣﻲروﻧﺪ1-1-10
10.1.2 The stoved thermosetting resin linings are
used
for
protection
against
corrosive
environments, prevention to contamination of
products and provision of surfaces that do not
foul easily or that can be cleaned easily.
ﭘﻮﺷﺶ رزﻳﻦ ﺗﺮﻣﻮﺳـﺖ ﻛـﻮره اي ﺑـﺮاي ﺣﻔﺎﻇـﺖ در2-1-10
10.1.3 The minimum pipe diameter for liquid
epoxy lining shall be 610 mm (24") to permit
inspection and repair of the internal lining by
entering the pipe.
ﺣﺪاﻗﻞ ﻗﻄﺮ ﻟﻮﻟﻪ ﺑﺮاي ﭘﻮﺷﺶ داﺧﻠـﻲ اﭘﻮﻛـﺴﻲ ﻣـﺎﻳﻊ3-1-10
رزﻳـﻦﻫـﺎي ﺗﺮﻣﻮﺳـﺖ ﺳـﺨﺖ:ﺑـﻪ دو ﮔﺮوه ﺗﻘﺴﻴﻢ ﻣـﻲ ﺷـﻮﻧﺪ
رزﻳﻦ ﻫﺎي.( ﻣﺮاﺟﻌﻪ ﺷﻮد3-8 ﺷﻮﻧﺪه ﺳﺮد و ﻛﻮره اي )ﺑﻪ ﺟﺪول
ﺳﺨﺖ ﺷﻮﻧﺪه ﺳﺮد ﺑﺮاي ﭘﻮﺷـﺶ ﺑـﺘﻦ وﺳـﻄﻮح ﻓﻠـﺰات ﻣﻨﺎﺳـﺐ
اﻣﺎ رزﻳﻦ ﻫﺎي ﻛﻮره اي ﺑﺮاي ﭘﻮﺷﺶ ﺑﺘﻦ ﺑﻜﺎر ﻧﻤﻲ روﻧﺪ،ﻫﺴﺘﻨﺪ
.و ﻓﻘﻂ ﺑﺮاي ﺳﻄﻮح ﻓﻠﺰي اﺳﺘﻔﺎده ﻣﻲ ﺷﻮد
ﺟﻠﻮﮔﻴﺮي از آﻟﻮده ﺷـﺪن ﻣﺤـﺼﻮﻻت و،ﺑﺮاﺑﺮ ﻣﺤﻴﻂﻫﺎي ﺧﻮرﻧﺪه
اﻳﺠﺎد ﺳﻄﻮﺣﻲ ﻛــﻪ ﺑﺮاﺣﺘﻲ زﻧﮓ ﻧﻤﻲ زﻧﻨﺪ ﻳﺎ ﺑﻪ راﺣﺘـﻲ ﺗﻤﻴـﺰ
. اﺳﺘﻔﺎده ﻣﻲ ﺷﻮﻧﺪ،ﻣﻲ ﺷﻮد
اﻳﻨﭻ( ﺑﺎﺷﺪ ﺗﺎ ﺑﺘـﻮان ﺑـﺮاي ﺑﺎزرﺳـﻲ و24) ﻣﻴﻠﻲ ﻣﺘﺮ610 ﺑﺎﻳﺪ
.ﺗﻌﻤﻴﺮات ﭘﻮﺷﺶ داﺧﻠﻲ ﻟﻮﻟﻪ وارد آن ﺷﺪ
10.1.4 The actual stoving temperature are
specified by the lining supplier. Normally in the
range from 150°C to 200°C depends on stoving
time.
دﻣﺎي واﻗﻌﻲ ﮔﺮم ﻛﺮدن ﺗﻮﺳـﻂ ﺗﻬﻴـﻪ ﻛﻨﻨـﺪه ﭘﻮﺷـﺶ4-1-10
200 ﺗـﺎ150 ﺑﻪ ﻃـﻮر ﻣﻌﻤـﻮل ﻣﺤـﺪوده اي از.ﺗﻌﻴﻴﻦ ﻣﻲ ﺷﻮد
.درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد ﺑﺴﺘﮕﻲ ﺑﻪ زﻣﺎن ﮔﺮم ﻛﺮدن دارد
71
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﺗﻤﺎم ﭘﻮﺷﺶ ﻫــﺎي رزﻳﻨﻲ ﻛﻪ ﺑﻪ ﻃﺮﻳﻖ ﺳﺮد ﺳـﺨﺖ
10.1.5 All of cold curing resin linings are poor
thermal conductor and therefore reduce heat
transfer. Most of these linings offer good
resistance to erosion by suspended particles and
to build-up of deposits (see Tables 12 and 13).
5-1-10
ﻣﻲ ﺷﻮﻧﺪ ﻫﺪاﻳﺖ ﮔﺮﻣﺎي آﻧﻬﺎ ﺿﻌﻴﻒ ﺑﻮده ﺑﻨﺎﺑﺮاﻳﻦ اﻧﺘﻘﺎل ﺣﺮارت
ﺑﻴﺸﺘﺮ اﻳﻦ ﭘﻮﺷﺶ ﻫـﺎ ﻣﻘﺎوﻣـﺖ ﺧـﻮﺑﻲ در.را ﻛﺎﻫﺶ ﻣﻲ دﻫﻨﺪ
و12 ﺑﺮاﺑﺮ ﺳﺎﻳﺶ ﺗﻮﺳﻂ ذرات ﻣﻌﻠﻖ و رﺳﻮب دارﻧﺪ )ﺑﻪ ﺟـﺪاول
( ﻣﺮاﺟﻌﻪ ﺷﻮد13
10.1.6 Cold curing thermoset resins may be used
on metallic structures with or without
reinforcement regarding the lining thickness
required (see 10.2).
ﻣﻤﻜﻦ اﺳﺖ از رزﻳﻦ ﻫﺎي ﺗﺮﻣﻮﺳﺖ ﻛﻪ ﺑﻄﺮﻳـﻖ ﺳـﺮد6-1-10
10.1.7 Some lining materials are not acceptable
due to incompatibility with petroleum products
or product additives. Acceptable thermosetting
material shall be tested in accordance with
ASTM-D-543 and ASTM- C-581.
ﺑﻌﻀﻲ از ﻣﻮاد ﭘﻮﺷـﺶ ﺑـﻪ دﻟﻴـﻞ ﻋـﺪم ﺳـﺎزﮔﺎري ﺑـﺎ7-1-10
10.1.8 For lining of underground storage tanks
with thermosetting materials see API-RP-1631.
ﺑﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﺨﺎزن ذﺧﻴﺮه زﻳﺮزﻣﻴﻦ ﺑـﺎ ﻣـﻮاد8-1-10
10.1.9 For lining of water pipelines with liquid
epoxy systems see AWWA-C-210.
ﺑــﺮاي ﭘﻮﺷــﺶ داﺧــﻞ ﺧﻄــﻮط ﻟﻮﻟــﻪ آب ﺑــﺎ روﺷــﻬﺎي9-1-10
10.1.10
Unless
previous
experience
demonstrates that a lining will be suitable for a
particular duty, appropriate testing shall be
carried out. (see ASTM-D-543 and ASTM-C581).
ﺑﻪ ﺟﺰ ﺗﺠﺮﺑﻪ ﻗﺒﻠﻲ ﻛﻪ ﻳﻚ ﭘﻮﺷﺶ را ﺑـﺮاي ﻛـﺎرﺑﺮدي10-1-10
ﺳﺨﺖ ﻣﻲ ﺷﻮﻧﺪ ﺑﺮاي ﺳﺎزه ﻫﺎي ﻓﻠﺰي ﺑﺎ ﻳﺎ ﺑﺪون ﻣﻘﺎوم ﺳﺎزي ﺑﺎ
2-10ﺗﻮﺟﻪ ﺑﻪ ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﻣﻮرد ﻧﻈﺮ اﺳﺘﻔﺎده ﺷﻮد )ﺑـﻪ ﺑﻨـﺪ
.(ﻣﺮاﺟﻌﻪ ﺷﻮد
ﻣﻮاد ﺗﺮﻣﻮﺳﺖ.ﻣﺸﺘﻘﺎت ﻧﻔﺘﻲ ﻳﺎ ﻣﻮاد اﻓﺰودﻧﻲ ﻣﻮرد ﺗﺄﻳﻴﺪ ﻧﻴﺴﺘﻨﺪ
وASTM-C-581 ﻣـــﻮرد ﺗﺄﻳﻴـــﺪ ﺑﺎﻳـــﺪ ﻃﺒـــﻖ اﺳـــﺘﺎﻧﺪارد
آزﻣﺎﻳﺶ ﮔﺮدﻧﺪASTM-D-543
. ﻣﺮاﺟﻌﻪ ﺷﻮدAPI-RP-1631 ﺗﺮﻣﻮﺳﺖ ﺑﻪ اﺳﺘﺎﻧﺪارد
. ﻣﺮاﺟﻌﻪ ﺷﻮدAWWA-C-210 اﭘﻮﻛﺴﻲ ﻣﺎﻳﻊ ﺑﻪ اﺳﺘﺎﻧﺪارد
آزﻣﺎﻳﺶ ﻣﻨﺎﺳﺐ ﺑﺎﻳﺪ اﻧﺠـﺎم ﮔـﺮدد )ﺑـﻪ،ﺧﺎﺻﻲ ﻣﻨﺎﺳﺐ ﻣﻲ داﻧﺪ
ﻣﺮاﺟﻌـــﻪASTM-D-543 وASTM-C-581 اﺳـــﺘﺎﻧﺪاردﻫﺎي
.ﺷﻮد
10.1.11 Selection of thermosetting lining, its
type and thickness for a special service shall be
based on the provisions of Section 8 and this
Section. Resistance of various types of thermoset
epoxy and polyurethane lining in chemical
environments are shown in Tables 12 and 13.
ﻧـﻮع و ﺿـﺨﺎﻣﺖ آن ﺑـﺮاي، اﻧﺘﺨﺎب ﭘﻮﺷﺶ ﺗﺮﻣﻮﺳﺖ11-1-10
10.1.12 Selection of type of lining to be used
shall be based on duty for which it is intended
(see Tables 12 and 13) as well as the shape of
equipment.
ﻧﻮع ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎﻳﺪ ﺑﺮ ﻣﺒﻨﺎي ﻛـﺎرﺑﺮي ﻣـﺪﻧﻈﺮ و12-1-10
و اﻳـﻦ8 ﺳﺮوﻳﺲ ﺧـﺎص ﺑــﺎﻳـــﺪ ﺑﺮﻣﺒﻨـﺎي ﻣﺤﺘﻮﻳـﺎت ﻗـﺴﻤﺖ
ﻣﻘﺎوﻣـﺖ اﻧـﻮاع ﻣﺨﺘﻠـﻒ ﭘﻮﺷـﺶ اﭘﻮﻛـﺴﻲ.ﻗﺴﻤﺖ اﻧﺠـﺎم ﺷـﻮد
و12 ﺗﺮﻣﻮﺳﺖ و ﭘﻠﻲ اورﺗﺎن در ﻣﺤﻴﻂ ﻫﺎي ﺷﻴﻤﻴﺎﻳﻲ در ﺟﺪاول
. ﻧﺸﺎن داده ﺷﺪه اﻧﺪ13
13 و12 ﻫﻤﭽﻨﻴﻦ ﺷﻜﻞ ﺗﺠﻬﻴـﺰات اﻧﺘﺨـﺎب ﺷـﻮد )ﺑـﻪ ﺟـﺪول
.(ﻣﺮاﺟﻌﻪ ﺷﻮد
ﺿﺨﺎﻣﺖ2 -10
10.2 Thickness
10.2.1 The dry film thickness of the finished
lining will depend upon the type of material
selected and the duties for which it is intended.
The designer shall specify the thickness of the
finished lining (see IPS-C-TP-352).
ﺿﺨﺎﻣﺖ ﻧﻬﺎﻳﻲ ﻻﻳﻪ ﺧﺸﻚ ﭘﻮﺷﺶ ﺑﺴﺘﻪ ﺑﻪ ﻧـﻮع ﻣـﻮاد1-2-10
10.2.2 The dry film thickness of the finished
thermosetting resin lining without use of
reinforced material (thin layer) shall not be
thicker than 400 µm, as there is a tendency for
the material to crack when thicker, and shall not
normally be thinner than 200 µm in order to
ﺿــﺨﺎﻣﺖ ﻧﻬــﺎﻳﻲ ﻻﻳــﻪ ﺧــﺸﻚ ﭘﻮﺷــﺶ رزﻳــﻦ2-2-10
ﻃﺮاح ﺑﺎﻳﺪ ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ.اﻧﺘﺨﺎب ﺷﺪه و ﻛﺎرﺑﺮد آن ﺧﻮاﻫﺪ ﺑﻮد
( ﻣﺮاﺟﻌﻪ ﺷﻮدIPS-C-TP-352 ﻧﻬﺎﻳﻲ را ﻣﺸﺨﺺ ﻧﻤﺎﻳﺪ )ﺑﻪ
(ﺗﺮﻣﻮﺳﺘﻴﻨﮓ ﺑﺪون اﺳﺘﻔﺎده از ﻣـﻮاد ﻣﻘـﺎوم ﺳـﺎزي )ﻻﻳـﻪ ﻧـﺎزك
ﺑﻪ دﻟﻴﻞ اﻳﻦ ﻛـﻪ ﺑـﻴﺶ از، ﻣﻴﻜﺮون ﺿﺨﻴﻢ ﺗﺮ ﺑﺎﺷﺪ400 ﻧﺒﺎﻳﺪ از
اﻳﻦ ﺿﺨﺎﻣﺖ ﺗﻤﺎﻳﻞ ﺑﻪ ﺗﺮك ﺧﻮردن داﺷﺘﻪ و ﻣﻌﻤﻮﻻً ﺑﻪ ﻣﻨﻈﻮر ﺑﻪ
72
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
minimize the incidence of pinholes.
200 ﺣﺪاﻗﻞ رﺳـﺎﻧﺪن اﻳﺠـﺎد ﺳـﻮراخ ﻫـﺎي رﻳـﺰ ﻧﺒﺎﻳـﺪ ﻛﻤﺘـﺮ از
.ﻣﻴﻜﺮون ﺑﺎﺷﺪ
10.2.3 The thickness of finished thermosetting
resin lining with using of inert fillers and/or
reinforcing agent (thick layer) such as mica.
glass flake, glass fiber and carbon black are from
600 µm up to 5 mm.
ﺿــﺨﺎﻣﺖ ﭘﻮﺷــﺶ رزﻳــﻦ ﺗﺮﻣﻮﺳــﺖ ﺗﻜﻤﻴــﻞ ﺷــﺪه ﺑــﺎ3-2-10
(ﻳـﺎ ﻣﻘـﺎوم ﺳـﺎز)ﻻﻳـﻪ ﺿـﺨﻴﻢ/اﺳﺘﻔﺎده از ﻣﻮاد ﭘﺮﻛﻨﻨﺪه ﺑﻲ اﺛﺮ و
600 اﻟﻴــﺎف ﺷﻴــﺸﻪ و دوده از، ﭘﻮﻟــﻚ ﺷﻴــﺸﻪ اي،ﻣﺎﻧﻨــﺪ ﻣﻴﻜــﺎ
. ﻣﻴﻠﻲ ﻣﺘﺮ ﻣﻲ ﺑﺎﺷﺪ5 ﻣﻴﻜﺮون ﺗﺎ
در ﺷﺮاﻳﻂ ﺳﺨﺖ ﺷﻮﻧﺪه ﺳﺮد ﻻﻳﻪ ﺿﺨﻴﻢ رزﻳـﻦﻫـﺎي4-2-10
10.2.4 In case of thick layer cold curing
thermosetting resins, typically the liner is 2.5 to
3.5 mm thick and averages 20-25% glass fiber
and 75-80% resin. For good long-term lining
performance the temperature shall be limited to
60°C.
3/5 ﺗــﺎ2/5 ﺑﻄــﻮر ﻧﻤﻮﻧــﻪ ﭘﻮﺷــﺶ داراي ﺿــﺨﺎﻣﺖ،ﺗﺮﻣﻮﺳــﺖ
ﺗـﺎ75 درﺻﺪ اﻟﻴﺎف ﺷﻴﺸﻪ و25 ﺗﺎ20 ﻣﻴﻠﻴﻤﺘﺮ و ﻣﻘﺪار ﻣﺘﻮﺳﻂ
ﺑﺮاي داﺷﺘﻦ ﭘﻮﺷﺶ داﺧﻠﻲ ﺑـﺎ راﻧـﺪﻣﺎن و. درﺻﺪ رزﻳﻦ دارد80
. درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد ﻣﺤﺪود ﺷﻮد60 ﻋﻤﺮ ﻃﻮﻻﻧﻲ ﺧﻮب دﻣﺎ ﺑﺎﻳﺪ ﺗﺎ
ﺑﺮاي ﺑﻜﺎرﺑﺮدن ﭘﻮﺷﺶ داﺧﻠﻲ رزﻳﻦ ﺗﺮﻣﻮﺳﺖ )ﺑـﻪ3-10
10.3
Application of Thermosetting Resin
Lining (see also IPS-C-TP-352 Lining)
( ﻣﺮاﺟﻌﻪ ﺷﻮدIPS-C-TP-352
10.3.1 Description
ﺷﺮح1-3-10
10.3.1.1 In the case of metal equipment the
lining process shall start as soon as possible after
surface preparation is complete and before any
visible rusting occurs. Unless maintained in a
dehumidified atmosphere application of the
lining shall commence within 4 h. If signs of
rusting occur then the surface shall be prepared
again to the required standard.
ﻓﺮآﻳﻨـﺪ ﭘﻮﺷـﺶ داﺧﻠـﻲ، در ﻣﻮرد ﺗﺠﻬﻴﺰات ﻓﻠﺰي1-1-3-10
ﺑﺎﻳﺪ ﺑﻼﻓﺎﺻﻠﻪ ﺑﻌﺪ از آﻣﺎده ﺳﺎزي ﺳﻄﺢ و ﻗﺒﻞ از ﺑﺮوز زﻧﮓ زدﮔﻲ
، ﺑﻪ ﺟﺰ در ﻓﻀﺎي رﻃﻮﺑﺖ زداﻳﻲ ﺷـﺪه.ﻗﺎﺑﻞ ﻣﺸﺎﻫﺪه ﺷﺮوع ﺷﻮد
اﮔﺮ ﻋﻼﻳﻢ زﻧﮓ. ﺳﺎﻋﺖ ﺷﺮوع ﺷﻮد4 ﭘﻮﺷﺶ دﻫﻲ ﺑﺎﻳﺪ در ﻋﺮض
آﻣﺎده ﺳﺎزي ﺳﻄﺢ ﺑﺎﻳﺪ دوﺑﺎره ﺗـﺎ اﺳـﺘﺎﻧﺪارد،زدﮔﻲ ﻣﺸﺎﻫﺪه ﺷﺪ
.ﻣﻮرد ﻧﻴﺎز اﻧﺠﺎم ﺷﻮد
10.3.1.2 In the case of concrete equipment lining
shall not proceed until at least 28 days after the
concrete was cast and when the free water
content is down to the level specified.
28 در ﻣﻮرد ﭘﻮﺷﺶ ﺗﺠﻬﻴﺰات ﺑﺘﻨﻲ ﺑﺎﻳـﺪ ﺣـﺪاﻗﻞ2-1-3-10
10.3.1.3 Where necessary surfaces shall be
primed in order to promote a bond with the
lining material. Once a primer has been applied
the equipment shall be kept clean and the lining
process shall start as soon as possible with
references to manufacturer recommendation.
در ﺻﻮرت ﻟﺰوم ﺑﻪ ﻣﻨﻈﻮر ﺑﺎﻻ ﺑﺮدن ﭼﺴﺒﻨﺪﮔﻲ ﺑـﺎ3-1-3-10
روز ﺑﻌﺪ از اﻳﻦ ﻛﻪ ﺑﺘﻮن رﻳﺨﺘﻪ ﺷـﺪ و ﻣﻴـﺰان آب ﻣﻮﺟـﻮد آن در
. اﻧﺠﺎم ﺷﻮد،ﺳﻄﺢ ﺗﻌﻴﻴﻦ ﺷﺪه ﻛﺎﻫﺶ ﻳﺎﻓﺖ
، ﺑﻌـﺪ از اﻋﻤـﺎل آﺳـﺘﺮي.ﻣﻮاد ﭘﻮﺷﺶ ﺳﻄﻮح ﺑﺎﻳﺪ آﺳﺘﺮي ﺷـﻮﻧﺪ
ﺗﺠﻬﻴﺰات ﺑﺎﻳﺪ ﺗﻤﻴﺰ ﻧﮕﻬﺪاري ﺷﺪه و ﻓﺮآﻳﻨﺪ ﭘﻮﺷﺶ ﺑﺎﻳﺪ ﺑﻼﻓﺎﺻﻠﻪ
.ﺑﺎ اﺳﺘﻨﺎد ﺑﻪ ﺗﻮﺻﻴﻪ ﻫﺎي ﺳﺎزﻧﺪه ﺷﺮوع ﺷﻮد
: ﻳﺎدآوري ﻫﺎ
Notes:
1) The primer shall be pigmented to facilitate
uniform application and to assist in
establishing full coverage of the surface to be
lined.
( ﭘﻮﺷــﺶ ﺑﺎﻳــﺪ ﺣــﺎوي رﻧﮕﺪاﻧــﻪ ﺑــﻮده ﺗــﺎ اﻣﻜــﺎن اﻋﻤــﺎل1
2) In the case of steel equipment with large
surface areas, holding primers may be used to
hold the blast cleaned surface, provided that
the holding primer is compatible with the
lining material and does not interfere with the
adhesion of lining.
از،( در ﻣــﻮرد ﺗﺠﻬﻴــﺰات ﻓــﻮﻻدي ﺑــــﺎ ﺳــﻄﻮح زﻳـــﺎد2
.ﻳﻜﻨﻮاﺧﺖ و اﻳﺠﺎد ﭘﻮﺷﺶ ﻛﺎﻣﻞ ﺳﻄﺢ را ﻓﺮاﻫﻢ ﺳﺎزد
آﺳﺘﺮيﻫﺎي ﻣﻮﺟﻮد ﻣﻤﻜﻦ اﺳﺖ در ﺣﻔﻆ ﺳﻄﺢ ﺗﻤﻴـﺰ ﺷـﺪه
ﺑﻪ ﺷﺮﻃﻲ ﻛﻪ آﺳﺘﺮي ﻫﺎي ﻣﻮﺟﻮد ﺑﺎ ﭘﻮﺷـﺶ،اﺳﺘﻔﺎده ﺷﻮد
ﺳــﺎزﮔﺎري داﺷ ـﺘﻪ و در ﭼــﺴﺒﻨﺪﮔﻲ ﭘﻮﺷــﺶ ﺧﻠﻠــﻲ اﻳﺠــﺎد
.ﻧﻨﻤﺎﻳﺪ
73
Jan. 2010/ 1388 دي
3) In order to follow the safety regulations
for application of interior and periodic
inspection of lining of underground storage
tanks. See API PR 1631
IPS-E-TP-350(1)
( ﺑﻪ ﻣﻨﻈﻮر رﻋﺎﻳﺖ ﻣﻘﺮرات اﻳﻤﻨـﻲ ﺑـﺮاي اﻋﻤـﺎل ﺑﺎزرﺳـﻲ3
داﺧﻠﻲ و دوره اي از ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﺨﺎزن ذﺧﻴﺮه زﻳﺮزﻣﻴﻨﻲ
. دﻳﺪه ﺷﻮدAPI RP 1631 در
رزﻳﻦ ﻫﺎي ﺗﺮﻣﻮﺳﺖ ﻛﻮره اي2-3-10
10.3.2 Stoved Thermosetting Resins
ﭼﻨﺪﻳﻦ ﭘﻮﺷﺶ ﻻزم اﺳﺖ ﺗﺎ ﺿـﺨﺎﻣﺖ ﻣـﻮرد ﻧﻈـﺮ1-2-3-10
10.3.2.1 Several coats are necessary in order to
achieve the stipulated thickness and each coat
shall be allowed to air dry before application of
the next coat. Any intermediate stoving shall be
at a lower temperature than the final stoving
temperature such that cure does not proceed
beyond the stage that impairs intercoat adhesion.
ﺣﺎﺻﻞ ﺷﻮد و ﻫﺮ ﭘﻮﺷﺶ ﻗﺒﻞ از اﺟﺮاي ﭘﻮﺷـﺶ ﺑﻌـﺪي ﺑﺎﻳـﺪ در
دﻣﺎي ﻛﻮره ﻣﻴﺎﻧﻲ ﺑﺎﻳﺪ ﻧﺴﺒﺖ ﺑـﻪ دﻣـﺎي.ﻣﻌﺮض ﻫﻮا ﺧﺸﻚ ﺷﻮد
ﺑﻪ ﻃﻮري ﻛﻪ ﻓﺮآﻳﻨﺪ ﺳﺨﺖ ﺷﺪن ﺑﻌـﺪ از،ﻛﻮره ﻧﻬﺎﻳﻲ ﻛﻤﺘﺮ ﺑﺎﺷﺪ
،ﻣﺮﺣﻠﻪ اي ﻛﻪ ﺑﺎﻋﺚ ﺗﺨﺮﻳﺐ ﭼﺴﺒﻨﺪﮔﻲ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻲ ﺷﻮد
ﻛﻠﻴﻪ ﮔﻮﺷﻪ ﻫﺎ و ﻟﺒﻪ ﻫﺎي ﺗﻴﺰ ﺑﻴﺮوﻧﻲ ﺑﺎﻳﺪ ﻗﺒﻞ از اﻳﻨﻜﻪ.رخ ﻧﺪﻫﺪ
ﺑﺎﻗﻲ ﻣﺎﻧﺪه ﺳﻄﺢ ﭘﻮﺷﺶ ﺷﻮد ﺑﻪ وﺳﻴﻠﻪ ﭘﻮﺷﺶ ﻫﺎي ﻧﻮاري ﻧﺎزك
.ﭘﻮﺷﻴﺪه ﺷﻮﻧﺪ
All external angles and edges shall be ’strip
coated’ by applying a thin coat before the rest of
the surface is coated.
ﭘﻮﺷـﺶ ﺑﺎﻳـﺪ ﺟﻬـﺖ، ﻗﺒﻞ از ﮔـﺮم ﻛـﺮدن ﻧﻬـﺎﻳﻲ2-2-3-10
10.3.2.2 Before the final stoving takes place the
lining shall be tested for continuity. If the
continuity of the lined equipment meets the
quality stated in IPS-C-TP-352, final stoving can
proceed; if not, further coats shall be applied
locally or over the whole surface until the
specified standard is reached. When extra coats
are applied, the final thickness shall not exceed
the specified limit.
در ﺻــﻮرﺗﻲ ﻛــﻪ ﻛﻴﻔﻴــﺖ ﭘﻴﻮﺳــﺘﮕﻲ.ﭘﻴﻮﺳــﺘﮕﻲ آزﻣــﺎﻳﺶ ﺷــﻮد
IPS-C-TP-352 ﺗﺠﻬﻴﺰات ﭘﻮﺷﺶ ﺷﺪه ﻣﻄﺎﺑﻖ ﺑﺎ دﺳـﺘﻮراﻟﻌﻤﻞ
در ﻏﻴـﺮ اﻳـﻦ، ﮔﺮم ﻛﺮدن ﻧﻬﺎﻳﻲ ﻣﻲ ﺗﻮاﻧﺪ اﻧﺠﺎم ﻣـﻲ ﺷـﻮد،ﺑﺎﺷﺪ
ﺻﻮرت ﭘﻮﺷﺶ ﻫﺎي ﺑﻴﺸﺘﺮي ﺑﺎﻳﺪ ﺑﻪ ﺻﻮرت ﻣﻮﺿﻌﻲ ﻳﺎ روي ﺗﻤﺎم
در.ﺳﻄﻮح ﺗﺎ رﺳﻴﺪن ﺑﻪ اﺳﺘﺎﻧﺪارد ﺗﻌﻴﻴﻦ ﺷﺪه ﭘﻮﺷﺶ داده ﺷﻮد
ﺿﺨﺎﻣﺖ ﻧﻬﺎﻳﻲ ﻧﺒﺎﻳـﺪ ﺑﻴـﺸﺘﺮ از ﺣـﺪ،ﺑﻜﺎرﮔﻴﺮي ﻻﻳﻪ ﻫﺎي ﺑﻴﺸﺘﺮ
.ﺗﻌﻴﻴﻦ ﺷﺪه ﺑﺎﺷﺪ
:ﻳﺎدآوري
Note:
This procedure is necessary because once these
materials have been cured at the final stoving
temperature, it is not possible to obtain the same
level of intercoat adhesion.
زﻳﺮا ﺑﻪ ﻣﺤﺾ ﺳﺨﺖ ﺷﺪن اﻳﻦ ﻣﻮاد در،اﻳﻦ روش ﺿﺮوري اﺳﺖ
اﻣﻜﺎن رﺳﻴﺪن ﺑـﻪ ﻫﻤـﺎن ﺳـﻄﺢ ﭼـﺴﺒﻨﺪﮔﻲ،دﻣﺎي ﻛﻮره ﻧﻬﺎﻳﻲ
.ﭘﻮﺷﺶ ﻣﻴﺎﻧﻲ اﻣﻜﺎن ﭘﺬﻳﺮ ﻧﻤﻲ ﺑﺎﺷﺪ
10.3.3 Thick layer cold curing thermosetting
resins
ﻻﻳﻪ ﺿﺨﻴﻢ رزﻳﻦ ﻫﺎي ﺗﺮﻣﻮﺳﺖ ﺳﺨﺖ ﺷـﻮﻧﺪه3-3-10
10.3.3.1 The lining process shall be appropriate
to the grade of material selected for the lining.
ﻓﺮآﻳﻨﺪ ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎﻳﺪ ﻣﻨﺎﺳﺐ ﺑﺎ درﺟـﻪ ﻣـﻮاد1-3-3-10
10.3.3.2 Cold curing thermosetting lining are
applied by following methods:
ﭘﻮﺷﺶ ﺗﺮﻣﻮﺳﺖ ﺳﺨﺖ ﺷﻮﻧﺪه ﺳﺮد ﺑـﻪ روﺷـﻬﺎي2-3-3-10
در ﺣﺎﻟﺖ ﺳﺮد
.اﻧﺘﺨﺎب ﺷﺪه ﺑﺮاي ﭘﻮﺷﺶ ﺑﺎﺷﺪ
:زﻳﺮ اﻧﺠﺎم ﻣﻲ ﭘﺬﻳﺮد
ﭘﻮﺷﺶ ﻫﺎي ﺣﺼﻴﺮي دﺳﺘﻲ ﭘﻮﺷﺶ داﺧﻠﻲ ﭘﺎﺷﺶ ﺧﺮد ﭘﻮﺷﺶ داﺧﻠﻲ از ﭘﻮﻟﻚ ﺷﻴﺸﻪ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن ﺑﺎ ﻣﺎﻟﻪ-
- Hand laid-up mat linings
- Spray-up chopped lining
- Flake glass lining
- Toweled mortar lining
ﭘﻮﺷﺶ ﺣﺼﻴﺮي دﺳﺘﻲ از دو ﺗـﺎ ﺳـﻪ ﻻﻳـﻪ اﻟﻴـﺎف3-3-3-10
ﺷﻴﺸﻪ اي ﺗﺸﻜﻴﻞ ﺷﺪه ﻛﻪ ﺑﺮ روي زﻳﺮآﻳﻨﺪ ﺑﻼﺳﺖ ﺷﺪه آﺳـﺘﺮي
ﺷﺪه ﻗﺮار ﻣﻲ ﮔﻴﺮد و ﻻﻳﻪ ﻧﻬﺎﻳﻲ ﺑﺎ ﻳﻚ ﭘﻮﺷﺶ رزﻳﻦ ﻣـﻲ ﺑﺎﺷـﺪ
ﺗـﺎ2/5 ﻣﻌﻤﻮﻻً ﺿﺨﺎﻣﺖ ﭘﻮﺷـﺶ ﺑـﺎ.( ﻣﺮاﺟﻌﻪ ﺷﻮد3-2-10 )ﺑﻪ
درﺻﺪ اﻟﻴﺎف ﺷﻴﺸﻪ اي25 ﺗﺎ20 ﻣﻴﻠﻴﻤﺘﺮ و ﺑﻪ ﻃﻮر ﻣﺘﻮﺳﻂ3/5
( ﻣﺮاﺟﻌﻪ ﺷﻮد4-2-10 درﺻﺪ رزﻳﻦ ﻫﻤﺮاه اﺳﺖ )ﺑﻪ80 ﺗﺎ75 و
10.3.3.3 Hand laid-up mat lining consist of two
to three layers of glass fiber mat laid up over a
blasted primed substrate and finish off with a
coat of resin (see 10.2.3). Typically, the liner is
2.5 to 3.5 mm thick and averages 20-25% glass
fiber and 75-80% resin (see 10.2.4).
74
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﺑﺮاي داﺷﺘﻦ ﭘﻮﺷﺶ ﺧﻮب ﺑـﺎ راﻧـﺪﻣﺎن و ﻋﻤـﺮ1-3-3-3-10
10.3.3.3.1 For good lining long-term lining
performance, the temperature shall be limited to
60°C.
. درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد ﻣﺤﺪود ﺷﻮد60 دﻣﺎ ﺑﺎﻳﺪ ﺗﺎ،ﻃﻮﻻﻧﻲ
ﭘﻮﺷﺶ ﭘﻮﻟﻚ ﺷﻴﺸﻪ4-3-3-10
10.3.3.4 Flake glass lining
ﺑﺎ ﭘﻴﺪاﻳﺶ ﭘﻮﺷﺶ از ﭘﻮﻟﻚ ﺷﻴﺸﻪ ﻣﺤﺪوده دﻣﺎي ﻋﻤﻠﻴـﺎت ﺗـــﺎ
اﻳﻦ ﭘﺪﻳـﺪه ﺑﺎﻋـﺚ ﺑﻬﺘـﺮ. درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد اﻓﺰاﻳﺶ ﻳﺎﻓﺖ71-82
ﭘﻮﺷﺶ.ﺷﺪن ﻛﻴﻔﻴﺖ ﺳﺎﻣﺎﻧﻪ ﭘﻮﺷﺶ )و ﻗﻴﻤﺖ ﺗﻤﺎم ﺷﺪه( ﮔﺮدﻳﺪ
از ﺧﺮده ﺷﻴﺸﻪ اي ﺑﺎ ﺳﺎﻣﺎﻧﻪ ﻣﻨﺎﺳـﺐ رزﻳـﻦ ﻣﺨﻠـﻮط ﮔﺮدﻳـﺪه و
ﭘﻮﺷـﺶ ﺧـﺮده.ﺑﺮاي ﺷـﺮاﻳﻂ ﺧـﺪﻣﺎﺗﻲ ﺑﻜـﺎر ﮔﺮﻓﺘـﻪ ﻣـﻲ ﺷـﻮد
ﺷﻴﺸﻪاي ﺑﺎﻳﺪ ﺑﻪ ﺻﻮرت ﺳﻪ ﻻﻳﻪ )ﻃﺒﻖ ﺗﻮﺻـﻴﻪ ﺳـﺎزﻧﺪه( ﻃﺒـﻖ
ﺑﺮاي ﺷﺮاﻳﻂ ﻛﺎري ﺑﺮاي ﮔـﺎز و.ﻓﺮﻣﻮل ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﺑﻜﺎر رود
ﻣﻴﻠﻴﻤﺘﺮ ﺑﺮاي ﺷـﺮاﻳﻂ ﺧﻮرﻧـﺪه ﺷـﺪﻳﺪ ﮔـﺎز و1 ﺗﺎ0/75 ﺑﺨﺎرات
ﻣﻴﻠﻴﻤﺘـﺮ اﻋﻤـــﺎل2 ﺗــﺎ1/5 ،ﺑﺨﺎرات و ﻣﺤﻴﻂ ﻫــﺎي ﻏﻮﻃﻪ ور
از روش آﺧـﺮ ﻣﻲ ﺗﻮان ﺑﺮاي ﭘﻮﺷـﺶ ﻇـﺮوف و ﻣﺨـﺰن.ﻣﻲ ﺷﻮد
.ﺑﺰرگ و ﺳﻴﺴﺘﻤﻬﺎي ﮔﻮﮔﺮد زداﻳﻲ از ﮔﺎزﻫﺎ اﺳﺘﻔﺎده ﻧﻤﻮد
از ﭘﻮﺷﺶ ﭘﻮﻟﻚ ﺷﻴﺸﻪاي ﺑﺮاي ﺗﻌﻤﻴـﺮات ﺳـﺎزه ﻫـﺎ ﻧﻤـﻲ ﺗـﻮان
ﻟﺒﻪ ﻫﺎ و ﮔﻮﺷﻪ ﻫﺎي ﺗﻴﺰ ﺑﺎﻳﺪ ﺳﻨﮓ ﻛـﺎري و ﺻـﺎف.اﺳﺘﻔﺎده ﻛﺮد
ﺷــﺪه و ﺳــﭙﺲ ﭘﻮﺷــﺶ ﭘﻮﻟــﻚ ﺷﻴــﺸﻪاي ﺑــﺎ ﭘﻮﺷــﺶ ﺣــﺼﻴﺮي
.ﭘﻮﺷﺎﻧﺪه ﺷﻮد
The advent of flake glass lining extended the
service range to 71-82°C. It also produced a
higher quality (and premium price) lining
system. The glass flakes, blended with a suitable
resin system selected for the service conditions.
Flake glass lining shall be applied in three coats
(according to manufacturer recommendation). A
formulation of 0.75 to 1 mm thickness of lining
used in gas and vapor service and 1.5 to 2 mm
system used in severe corrosive conditions for
gas, vapor and submerged areas. This last is the
system that can be used in lining of large vessels
and tank and flue gas desulfurization system.
Flake glass lining can not be used for structural
repairs. Edges and sharp corners shall be
radiused and the flake glass lining covered with
a mat lining.
ﭘﻮﺷﺶ ﻣﻼت ﺳﻴﻤﺎن ﺑﺎ ﻣﺎﻟﻪ5-3-3-10
10.3.3.5 Trowelled mortar lining
ﭘﻮﺷﺶ ﭘﺮ ﺷﺪه از رزﻳﻦ ﺑﺎ اﻟﻴﺎف ﺳﺒﻚ ﭘﺎﻳﺪار را ﻣﻲ ﺗـﻮان ﺑـﺮاي
ﻣﺨـﺎزن ﺑﺘﻨـﻲ و ﻇـﺮوف اﺳـﺘﻔﺎده، ﻛﺎﻧﺎل ﻫـﺎ، ﭘﻮﺷﺶ ﭼﺎﻫﻚﻫﺎ
.ﻧﻤﻮد
ﺑﺎ وﺟﻮد داﺷﺘﻦ ﻣﻘﺎوﻣﺖ ﺑـﺴﻴﺎر ﺧـﻮب در،ﭘﻮﺷﺶ ﻣﻼت ﺳﻴﻤﺎن
ﻣﻘﺎوﻣﺖ ﺣﺮارﺗـﻲ،ﺑﺮاﺑﺮ ﺳﺎﻳﺶ ﻧﺴﺒﺖ ﺑﻪ ﭘﻮﺷﺶ ﺧﺮده ﺷﻴﺸﻪ اي
.در ﺑﺮاﺑﺮ ﺟﺎﺑﺠﺎﻳﻲ را ﻧﺪارد
از ﭘﻮﺷﺶ ﻫﺎي اﭘﻮﻛﺴﻲ ﻏﻨﻲ ﺷﺪه از ﺳﻴﻠﻴﺲ را ﻣﻲ ﺗـﻮان ﺑـﺮاي
.ﭘﻮﺷﺶ ﻛﺎﻧﺎل ﻫﺎي ﺑﺘﻨﻲ و و ﭼﺎﻫﻚ ﻫﺎي ﻧﻔﺘﻲ ﺑﻪ ﻛﺎر ﺑﺮد
The filled resin lining stabilized with a light
roving can be used in lining of sumps, trenches,
concrete tanks, and vessels.
The toweled mortar lining, although providing
much better abrasion resistance than a flake
glass lining, does not possess the heat resistance
to excursions.
Silica-filled epoxy liners can be used in lining of
concrete trenches and sumps.
75
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 12 - RESISTANCE OF VARIOUS TYPES OF THERMOSET EPOXY LININGS IN
CHEMICAL ENVIRONMENTS
ﻣﻘﺎوﻣﺖ اﻧﻮاع ﻣﺨﺘﻠﻒ ﭘﻮﺷﺶ ﻫﺎي اﭘﻮﻛﺴﻲ ﺗﺮﻣﻮﺳﺖ در ﻣﺤﻴﻂ ﻫﺎي ﺷﻴﻤﻴﺎﻳﻲ-12 ﺟﺪول
EPOXY AMINE
CURED COATING
CORROSIVE
ﻣﺤﻴﻂ ﺧﻮرﻧﺪه
ﭘﻮﺷﺶ ﺳﺨﺖ ﺷﺪه
آﻣﻴﻦ اﭘﻮﻛﺴﻲ
EPOXY ESTER
COATING
(NOT
RECOMMENDED
FOR
IMMERSION)
COAL TAR
EPOXY
اﭘﻮﻛﺴﻲ ﻛﻮﻟﺘﺎر
ﭘﻮﺷﺶ اﭘﻮﻛﺴﻲ اﺳﺘﺮ
)ﺑﺮاي ﻏﻮﻃﻪ ور ﺷﺪن
(ﺗﻮﺻﻴﻪ ﻧﻤﻲ ﺷﻮد
Acids:
:اﺳﻴﺪﻫﺎ
Sulfuric,10%
%10 ﺳﻮﻟﻔﻮرﻳﻚ
R
LR
NR
LR
NR
NR
R
R
--
%10ﻫﻴﺪروﻛﻠﺮﻳﻚ
R
LR
NR
LR
LR
NR
LR
---
%10 ﻧﻴﺘﺮﻳﻚ
NR
NR
NR
NR
---
%10 ﻓﺴﻔﺮﻳﻚ
R
NR
R
LR
R
LR
اﺳﺘﻴﻚ ﮔﻼﻳﺴﻴﺎل
اﺳﻴﺪﻫﺎي ﭼﺮب
اﺳﻴﺪ ﺑﻮرﻳﻚ
:آب
ﺷﺮب
ﻣﻘﻄﺮ
درﻳﺎ
:ﻗﻠﻴﺎ ﻫﺎ
NR
NR
--
NR
R
R
--
--
R
R
R
R
R
R
LR
R
R
R
%20 ﺳﺪﻳﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
R
R
LR
NR
NR
LR
R
LR
--
--
--
R
--
--
R
NR
NR
--
R
R
--
R
R
--
R
R
--
(ﻛﻠﺮ)ﻣﺮﻃﻮب
آﻣﻮﻧﻴﺎك
LR
LR
LR
LR
LR
--
ﮔﺎز ﻛﺮﺑﻨﻴﻚ
آﻟﺪﻫﻴﺪﻫﺎ
R
R
R
LR
LR
--
آﻣﻴﻦ ﻫﺎ
LR
LR
--
50%
78%
Hydrochloric10%
20%
35%
Nitric, 10%
20% +
Phosphoric, 10%
85%
Acetic, Glacial
Fatty acids
Boric acid
Water:
Tap
Distilled
Sea
Alkalies:
SodiumHydroxid 20%
70%
Ammonium Hydroxide, 10%
Aluminum Hydroxide
%10آﻣﻮﻧﻴﻮم ﻫﻴﺪرواﻛﺴﻴﺪ
آﻟﻮﻣﻴﻨﻴﻮم ﻫﻴﺪرواﻛﺴﻴﺪ
Potassium hydroxide
ﭘﺘﺎﺳﻴﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
Oxidizing Agents
Fats and Oils:
Mineral
Animal
Vegetable
Gases:
Chlorine (wet)
Ammonia
Carbon Dioxide
Aldehydes
Amines
ﻣﻮاد اﻛﺴﻴﺪ ﻛﻨﻨﺪه
:ﭼﺮﺑﻲ ﻫﺎ و روﻏﻦ ﻫﺎ
ﻣﻌﺪﻧﻲ
ﺣﻴﻮاﻧﻲ
ﮔﻴﺎﻫﻲ
:ﮔﺎزﻫﺎ
76
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 12 – (continued)
( )اداﻣﻪ12 ﺟﺪول
EPOXY AMINE
CURED
COATING
CORROSIVE
ﻣﺤﻴﻂ ﺧﻮرﻧﺪه
ﭘﻮﺷﺶ ﺳﺨﺖ ﺷﺪه
آﻣﻴﻦ
EPOXY ESTER
COATING
(NOT
RECOMMENDED
FOR
IMMERSION)
COAL TAR
EPOXY
اﭘﻮﻛﺴﻲ ﻛﻮﻟﺘﺎر
ﭘﻮﺷﺶ اﭘﻮﻛﺴﻲ اﺳﺘﺮ
)ﺑﺮاي ﻏﻮﻃﻪ ور ﺷﺪن
(ﺗﻮﺻﻴﻪ ﻧﻤﻲ ﺷﻮد
Solvents:
Aliphatic Hydrocarbons
Aromatic Hydrocarbons
Ketones
Ethers
Esters
:ﺣﻼل ﻫﺎ
اﻟﻴﻔﺘﻴﻚ ﻫﻴﺪروﻛﺮﺑﻮرﻫﺎي
ﻫﻴﺪروﻛﺮﺑﻮرﻫﺎي آروﻣﺎﺗﻴﻚ
ﻛﺘﻮن ﻫﺎ
اﺗﺮﻫﺎ
اﺳﺘﺮﻫﺎ
General Chlorinated Hydrocarbons
(ﻫﻴﺪروﻛﺮﺑﻮرﻫﺎي ﻛﻠﺮﻳﻨﻪ ﺷﺪه )ﻋﻤﻮﻣﻲ
Carbon Tetrachloride
ﻛﺮﺑﻦ ﺗﺘﺮاﻛﻠﺮﻳﺪ
Diethyl Ether
دي اﺗﻴﻞ اﺗﺮ
Salts:
:ﻧﻤﻚ ﻫﺎ
Sodium Chloride
ﺳﺪﻳﻢ ﻛﻠﺮﻳﺪ
Sodium Phosphate
ﺳﺪﻳﻢ ﻓﺴﻔﺎت
Copper Sulfate
ﻣﺲ ﺳﻮﻟﻔﺎت
Ferric Chloride
ﻓﺮﻳﻚ ﻛﻠﺮﻳﺪ
Wetting Agents (Ionic and Non-ionic)
Miscellaneous:
R
LR
--
R
R
--
R
R
LR
LR
NR
--
LR
NR
--
LR
NR
--
LR
NR
--
R
LR
--
R
NR
--
R
R
R
R
R
R
R
R
--
R
R
R
R
R
--
(ﻣﻮاد ﻣﺮﻃﻮب ﻛﻨﻨﺪه )ﻳﻮﻧﻲ و ﻏﻴﺮﻳﻮﻧﻲ
:ﻣﺘﻔﺮﻗﻪ
آب اﻛﺴﻴﮋﻧﻪ
ﺳﺪﻳﻢ ﻫﻴﭙﻮ ﻛﻠﺮﻳﺖ
NR
NR
--
NR
NR
--
Chromic Acid
ﻛﺮوﻣﻴﻚ اﺳﻴﺪ
NR
NR
--
Perchloric Acid
ﭘﺮﻛﻠﺮﻳﻚ اﺳﻴﺪ
NR
NR
--
Hydrogen Proxide, 30%
Sodium Hypochloride
Code: R = Recommended;
،= ﺗﻮﺻﻴﻪ ﺷﺪهR :روش
NR = Not Recommended;
،= ﺗﻮﺻﻴﻪ ﻧﺸﺪهNR
LR = Limited Recommendation
= ﺗﻮﺻﻴﻪ ﻣﺤﺪودLR
77
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 13 - RESISTANCE OF VARIOUS TYPES OF POLYURETHANE LININGS IN CHEMICAL
ENVIRONMENTS (AT AMBIENT TEMPERATURE)
( ﻣﻘﺎوﻣﺖ ﻧﻤﻮﻧﻪ ﻫﺎي ﻣﺨﺘﻠﻒ ﭘﻮﺷﺸﻬﺎي داﺧﻠﻲ ﭘﻠﻲ اورﺗﺎن در ﻣﺤﻴﻂ ﻫﺎي ﺷﻴﻤﻴﺎﻳﻲ )در دﻣﺎي ﻣﺤﻴﻂ-13 ﺟﺪول
CHEMICALS
AIR DRY
POLYURETHANE
BAKED
POLYURETHANE
ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ
ﭘﻠﻲ اورﺗﺎن ﻛﻪ ﺑﺎ ﻫﻮا
ﭘﻠﻲ اورﺗﺎن ﭘﺨﺘﻪ
COAL TAR
POLYURETHANE
ﻛﻮﻟﺘﺎر ﭘﻠﻲ
ﺧﺸﻚ ﺷﻮد
اورﺗﺎن
Acids, Mineral:
اﺳﻴﺪﻫﺎي ﻣﻌﺪﻧﻲ
Hydrochloric,
10%
اﺳﻴﺪ ﻛﻠﺮﻳﺪرﻳﻚ
LR
LR
LR
Hydrochloric,
37%
اﺳﻴﺪ ﻛﻠﺮﻳﺪرﻳﻚ
LR
LR
--
Sulfuric,
10%
ﺳﻮﻟﻔﻮرﻳﻚ
LR
LR
LR
Sulfuric,
70%
ﺳﻮﻟﻔﻮرﻳﻚ
NR
LR
--
Nitric,
10%
ﻧﻴﺘﺮﻳﻚ
LR
LR
--
Nitric,
70%
ﻧﻴﺘﺮﻳﻚ
NR
NR
--
Phosphoric,
10%
ﻓﺴﻔﺮﻳﻚ
R
R
LR
Phosphoric,
85%
ﻓﺴﻔﺮﻳﻚ
LR
LR
--
Chromic,
10%
ﻛﺮوﻣﻴﻚ
LR
R
--
Chromic,
50%
ﻛﺮوﻣﻴﻚ
NR
LR
--
ﻫﺎﻳﺪروﻓﻠﻮرﻳﻚ
LR
LR
--
LR
NR
--
اﺳﺘﻴﻚ
LR
R
--
ﮔﻼﻳﺴﻴﺎل اﺳﺘﻴﻚ
NR
NR
--
اﺳﺘﻴﻚ ﺧﺸﻚ
R
R
--
Hydrofluoric,
48%
Hypochlorous
ﻫﻴﭙﻮﻛﻠﺮوس
Acids, Organic:
Acetic,
:اﺳﻴﺪﻫﺎي آﻟﻲ
10%
Glacial Acetic
Anhydride Acetic
Formic
ﻓﻮرﻣﻴﻚ
NR
LR
--
Lactic
ﻻﻛﺘﻴﻚ
R
R
R
Cresylic
ﻛﺮﺳﻠﻴﻚ
NR
NR
--
Oleic
اوﻟﻴﻴﻚ
R
R
--
Oxalic
اوﮔﺰاﻟﻴﻚ
R
R
--
Maleic
ﻣﺎﻟﻴﻴﻚ
R
R
R
Stearic
اﺳﺘﻴﺎرﻳﻚ
R
R
--
Benzene sulfonic
ﺑﻨﺰن ﺳﺎﻟﻔﻮﻧﻴﻚ
R
R
--
Fatty acids
اﺳﻴﺪﻫﺎي ﭼﺮب
R
R
R
اﺗﻴﻞ ﺑﻮﺗﺮ ﻳﻚ اﺳﻴﺪ-2
R
R
--
Citric acid
ﺳﻴﺘﺮﻳﻚ اﺳﻴﺪ
--
--
R
Boric acid
ﺑﻮرﻳﻚ اﺳﻴﺪ
--
--
R
Acid Salts:
:ﻧﻤﻚ ﻫﺎي اﺳﻴﺪ
Aluminum sulfate
آﻟﻮﻣﻴﻨﻴﻮم ﺳﻮﻟﻔﺎت
R
R
--
ﺳﻮﻟﻔﺎت، ﻧﻴﺘﺮات،آﻣﻮﻧﻴﻢ ﻛﻠﺮﻳﺪ
R
R
--
ﺳﻮﻟﻔﺎت، ﻧﻴﺘﺮات،ﻛﻠﺴﻴﻢ ﻛﻠﺮﻳﺪ
R
R
--
ﺳﻮﻟﻔﺎت، ﻧﻴﺘﺮات،روي ﻛﻠﺮﻳﺪ
R
R
--
2-ethyl butyric acid
Ammonium chloride, nitrate, sulfate
Calcium chloride, nitrate, sulfate
Zinc chloride, nitrate, sulfate
78
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 13- (continued)
( )اداﻣﻪ-13 ﺟﺪول
CHEMICALS
AIR DRY
POLYURETHANE
BAKED
POLYURETHANE
ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ
ﭘﻠﻲ اورﺗﺎن ﻛﻪ ﺑﺎ ﻫﻮا ﺧﺸﻚ
ﭘﻠﻲ اورﺗﺎن ﭘﺨﺘﻪ
COAL TAR
POLYURETHANE
ﻛﻮﻟﺘﺎر ﭘﻠﻲ
ﺷﻮد
اورﺗﺎن
Ferric chloride
ﻓﺮﻳﻚ ﻛﻠﺮﻳﺪ
--
--
R
Magnesium chloride
ﻣﻨﻴﺰﻳﻢ ﻛﻠﺮﻳﺪ
--
--
R
Alkalis:
:ﻗﻠﻴﺎ ﻫﺎ
Aluminum hydroxide
آﻟﻮﻣﻴﻨﻴﻮم ﻫﻴﺪروﻛﺴﻴﺪ
--
--
R
Ammonium hydroxide dilute آﻣﻮﻧﻴﻢ ﻫﻴﺪرواﻛﺴﻴﺪ رﻗﻴﻖ
LR
R
--
Ammonium hydroxide:conc. آﻣﻮﻧﻴﻢ ﻫﻴﺪرواﻛﺴﻴﺪ ﻏﻠﻴﻆ
LR
R
--
Calcium hydroxide
ﻛﻠﺴﻴﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
LR
R
--
Potassium hydroxide
ﭘﺘﺎﺳﻴﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
LR
R
--
Sodium hydroxide,
15%
ﺳﺪﻳﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
LR
R
LR
Sodium hydroxide,
50%
ﺳﺪﻳﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
LR
LR
LR
ﺳﺪﻳﻢ ﺑﻲ ﻛﺮﺑﻨﺎت
R
R
R
ﺳﺪﻳﻢ ﻛﺮﺑﻨﺎت
R
R
--
Sodium sulfide
ﺳﺪﻳﻢ ﺳﻮﻟﻔﻴﺖ
R
R
--
Sodium sulfite
ﺳﺪﻳﻢ ﺳﻮﻟﻔﻴﺖ
R
R
R
R
R
R
R
R
--
Alkaline Salts:
Sodium bicarbonate
Sodium carbonate
Trisodium phosphate
Sodium nitrate
Oxidizing Agents:
:ﻧﻤﻚ ﻫﺎي ﻗﻠﻴﺎﻳﻲ
ﺗﺮي ﺳﺪﻳﻢ ﻓﺴﻔﺎت
ﺳﺪﻳﻢ ﻧﻴﺘﺮات
:ﻣﻮاد اﻛﺴﻴﺪ ﻛﻨﻨﺪه
Sodium hypochlorite
ﺳﺪﻳﻢ ﻫﻴﭙﻮﻛﻠﺮﻳﺖ
NR
NR
--
Potassium-permanganate
ﭘﺘﺎﺳﻴﻢ ﭘﺮﻣﻨﮕﻨﺎت
NR
NR
--
LR
LR
--
LR
LR
--
Sodium chlorate
Hydrogen peroxide
ﺳﺪﻳﻢ ﻛﻠﺮات
آب اﻛﺴﻴﮋﻧﻪ
Gasses:
:ﮔﺎزﻫﺎ
Chlorine, dry
ﻛﻠﺮ ﺧﺸﻚ
LR
R
--
Chlorine, wet
ﻛﻠﺮ ﺗﺮ
LR
R
--
آﻣﻮﻧﻴﺎك
Ammonia
Hydrogen sulfide
Carbon dioxide
Solvents:
LR
R
--
ﻫﻴﺪروژن ﺳﻮﻟﻔﻴﺪ
R
R
--
ﻛﺮﺑﻦ دي اﻛﺴﻴﺪ
--
--
R
:ﺣﻼل ﻫﺎ
Ethyl acetate
اﺗﻴﻞ اﺳﺘﺎت
NR
R
--
Butyl acetate
ﺑﻮﺗﻴﻞ اﺳﺘﺎت
NR
R
--
Acetone
Methyl ethyl ketone
Methyl isobutyl ketone
اﺳﺘﻮن
NR
LR
NR
ﻣﺘﻴﻞ اﺗﻴﻞ ﻛﺘﻦ
NR
R
--
ﻣﺘﻴﻞ اﻳﺰوﺑﻮﺗﻴﻞ ﻛﺘﻦ
NR
R
--
(to be continued)
()اداﻣﻪ دارد
79
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 13- (continued)
( )اداﻣﻪ-13 ﺟﺪول
CHEMICALS
AIR DRY
POLYURETHANE
BAKED
POLYURETHANE
ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ
ﭘﻠﻲ اورﺗﺎن ﻛﻪ ﺑﺎ ﻫﻮا ﺧﺸﻚ
ﭘﻠﻲ اورﺗﺎن ﭘﺨﺘﻪ
COAL TAR
POLYURETHANE
ﻛﻮﻟﺘﺎر ﭘﻠﻲ
ﺷﻮد
اورﺗﺎن
Cyclohexanone
ﺳﻴﻜﻠﻮﻫﮕﺰان
NR
LR
--
اﻳﺰوﻓﺮون
NR
R
--
ﻣﺘﻴﻞ اﻟﻜﻞ
NR
R
--
Ethyl alcohol
اﺗﻴﻞ اﻟﻜﻞ
NR
R
--
Fatty alcohols
اﻟﻜﻞ ﻫﺎي ﭼﺮب
R
R
--
ﮔﻠﻴﻜﻮل ﻫﺎ
Isophorone
Methyl alcohol
Glycols
Trichloroethylene
Perchlorethylene
Carbon tetrachloride
Methylene chloride
Ethylene dibromide
R
R
R
ﺗﺮي ﻛﻠﺮواﺗﻴﻠﻦ
NR
R
LR
ﭘﺮﻛﻠﺮواﺗﻴﻠﻦ
LR
R
LR
ﻛﺮﺑﻦ ﺗﺘﺮاﻛﻠﺮﻳﺪ
LR
R
LR
ﻣﺘﻴﻠﻦ ﻛﻠﺮﻳﺪ
NR
LR
--
اﺗﻴﻠﻦ دي ﺑﺮوﻣﻴﺪ
LR
LR
--
Toluene
ﺗﻮﻟﻮﻳﻦ
R
R
LR
Benzene
ﺑﻨﺰن
R
R
--
Aromatic Hydrocarbons ﻫﻴﺪروﻛﺮﺑﻦ ﻫﺎي آروﻣﺎﺗﻴﻚ
R
R
--
Ethyl ether
اﺗﻴﻞ اﺗﺮ
R
R
--
اﻟﻴﻔﺘﻴﻚ ﻫﻴﺪروﻛﺮﺑﻦ ﻫﺎ
R
R
--
Aliphatic hydrocarbons
Gasoline
ﺑﻨﺰﻳﻦ
Jet fuel
Orthodichlorobenzene
Carbon disulfide
Dimethyl formamide
R
R
--
ﺳﻮﺧﺖ ﺟﺖ
R
R
--
ارﺗﻮدﻳﻜﻠﺮوﺑﻨﺰن
R
R
--
ﻛﺮﺑﻦ دي ﺳﻮﻟﻔﻴﺪ
R
R
--
دي ﻣﺘﻴﻞ ﻓﺮﻣﺎﻣﻴﺪ
NR
NR
--
Turpentine
ﺗﺮﭘﻨﺘﺎﻳﻦ
R
R
--
Xylene
زاﻳﻠﻴﻦ
--
--
LR
روﻏﻦﻫﺎ ي ﺑﺮﺷﻜﺎري
R
R
--
روﻏﻦ ﻫﺎي ﮔﻴﺎﻫﻲ
R
R
--
روﻏﻦ ﻫﺎي روانﺳﺎزي
Other:
:و ﻏﻴﺮه
Cutting oils
Vegetable oils
Lubricating oils
R
R
--
Diester lubricants
روﻏﻦ ﻫﺎي دي اﺳﺘﺮ
R
R
--
Stryrene monomer
اﺳﺘﺎﻳﺮﻳﻦ ﻣﻮﻧﻮﻣﺮ
R
R
--
Glycerin
ﮔﻠﻴﺴﻴﺮﻳﻦ
NR
R
--
Pyridine
ﭘﻴﺮﻳﺪﻳﻦ
Detergents
Formaldehyde,
Distilled water
37%
NR
--
--
ﻣﻮاد ﺷﻮﻳﻨﺪه
R
R
--
ﻓﺮم آﻟﺪﻫﻴﺪ
R
R
--
آب ﻣﻘﻄﺮ
R
R
(to be continued)
LR
()اداﻣﻪ دارد
80
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
Table 13- (Continued)
( )اداﻣﻪ-13 ﺟﺪول
AIR DRY
POLYURETHAN
E
CHEMICALS
ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ
Tap water
Salt water
Condensate water
Fruit juices
Milk products
Phenol in alcohol
Sewage waste
Hydrazine
Glyoxal
Anionic wetting agents
Acetonitrile
Butyraldehyde
Monoethanolamine
BAKED
POLYURETHANE
ﭘﻠﻲ اورﺗﺎن ﭘﺨﺘﻪ ﺷﺪه
COAL TAR
POLYURETHANE
ﭘﻠﻲ اورﺗﺎن ﻛﻪ ﺑﺎ ﻫﻮا
ﻛﻮﻟﺘﺎر ﭘﻠﻲ
ﺧﺸﻚ ﺷﻮد
اورﺗﺎن
آب ﻟﻮﻟﻪﻛﺸﻲ
R
R
R
آب ﺷﻮر
R
R
LR
آب ﭼﮕﺎﻟﻴﺪه
R
R
--
آب ﻣﻴﻮه
R
R
--
ﻣﺤﺼﻮﻻت ﻟﺒﻨﻲ
R
R
--
ﻓﻨﻞ در اﻟﻜﻞ
NR
LR
--
ﻓﺎﺿﻼب
R
R
--
ﻫﻴﺪرازﻳﻦ
LR
--
--
ﮔﻼي اﻛﺴﺎل
R
R
--
ﻣﻮاد ﺗﺮﻛﻨﻨﺪه اﻧﻴﻮﻧﻲ
R
R
--
اﺳﺘﻮﻧﻴﺘﺮﻳﻞ
LR
R
--
ﺑﻮﺗﻴﺮآﻟﺪﻫﻴﺪ
R
R
--
ﻣﻨﻮاﺗﺎﻧﻮل آﻣﻴﻦ
LR
LR
--
Code: R = Recommended; NR = Not Recommended; LR = Limited Recommendation.
= ﺗﻮﺻﻴﻪ ﻧﺸﺪهNR = ﺗﻮﺻﻴﻪ ﺷﺪهR :روش
= ﺗﻮﺻﻴﻪ ﻣﺤﺪودLR
ﭘﻮﺷﺶ ﻻﺳﺘﻴﻜﻲ-11
11. RUBBER LINING
ﻋﻤﻮﻣﻲ1-11
11.1 General
11.1.1 The storage of corrosive or abrasive, or
both, solutions or suspensions requires that the
metal surface of storage tank, large pipes, or
holding vessels be lined with a material that
resist such action. Vulcanized rubber that is
securely adhered to the tank or other metal and
concrete surface imparts such resistance (see
Table 8.4).
ﻣﺨﺎزﻧﻲ ﻛﻪ ﻣﻮاد ﺧﻮرﻧﺪه ﻳﺎ ﺳﺎﻳﻨﺪه و ﻳﺎ ﻫﺮدو ﺑﻪ ﺻـﻮرت1-1-11
11.1.2 Rubbers are elastomeric polymers having
reactive sides along their molecular chain
enabling cross-linking with each other. The
cross-linking process is called vulcanization.
This process is induced either by heat or
vulcanization agents or by a combination of
both.
ﭘﻠﻴﻤﺮﻫــﺎي اﻟــﺴﺘﻮﻣﺮ ﻫــﺴﺘﻨﺪ ﻛــﻪ داراي، ﻻﺳــﺘﻴﻚ ﻫــﺎ2-1-11
11.1.3 The physical and chemical properties of
vulcanized rubbers vary widely according to the
type of rubber used and the amount and type of
filler and vulcanization agent present in the
compound. Some rubbers are available both as
hard rubber (ebonites) and as soft rubber. For
one rubber, chemical resistance increases and
ﺧﻮاص ﻓﻴﺰﻳﻜﻲ و ﺷﻴﻤﻴﺎﻳﻲ ﻻﺳﺘﻴﻚ ﻫﺎي وﻟﻜـﺎﻧﻴﺰه در3-1-11
ﻣﺤﻠﻮل ﻳﺎ ﻣﺨﻠﻮط در آﻧﻬﺎ ذﺧﻴﺮه ﻣﻲ ﺷﻮد ﺑﺎﻳـﺪ ﺳـﻄﻮح داﺧﻠـﻲ
ﻟﻮﻟﻪ ﻫﺎي ﺑﺰرگ و ﺗﻜﻴﻪ ﮔﺎه ﻫﺎي آﻧﻬﺎ ﺑـﺎ ﻣـﻮادي ﻛـﻪ در،ﻣﺨﺎزن
ﻻﺳـﺘﻴﻚ. ﭘﻮﺷـﺶ ﺷـﻮﻧﺪ،ﻣﻘﺎﺑﻞ اﻳﻦ ﻋﻮاﻣﻞ ﻣﻘـﺎوم ﻣـﻲ ﺑﺎﺷـﻨﺪ
وﻟﻜﺎﻧﻴﺰه ﺷﺪه ﻛﻪ ﺑﻪ ﻧﺤﻮي ﻣﻄﻠـﻮب ﺑـﻪ ﺳـﻄﻮح ﻣﺨـﺎزن و ﺳـﺎﻳﺮ
.ﻓﻠﺰات و ﺳﻄﻮح ﺑﺘﻨﻲ ﭼﺴﺒﻴﺪه ﺑﻪ آﻧﻬﺎ اﺳﺘﺤﻜﺎم ﻣﻲ دﻫﺪ
واﻛﻨﺶ ﺟﺎﻧﺒﻲ در اﻣﺘـﺪاد زﻧﺠﻴـﺮه ﻣﻮﻟﻜـﻮﻟﻲ ﺑـﻮده و ﻗﺎدرﻧـﺪ ﺑـﻪ
ﻓﺮآﻳﻨﺪ ﭘﻴﻮﻧﺪ ﻋﺮﺿﻲ.ﺻﻮرت ﭘﻴﻮﻧﺪ ﻋﺮﺿﻲ ﺑﻪ ﻳﻜﺪﻳﮕﺮ وﺻﻞ ﺷﻮﻧﺪ
اﻧﺠﺎم اﻳﻦ ﻓﺮآﻳﻨﺪ ﺑﺎ ﮔﺮم ﻛﺮدن ﻳﺎ ﺑﺎ ﻣﻮاد.را وﻟﻜﺎﻧﻴﺰه ﺷﺪن ﮔﻮﻳﻨﺪ
.وﻟﻜﺎﻧﻴﺰه ﻳﺎ ﺗﺮﻛﻴﺒﻲ از ﻫﺮدو اﻧﺠﺎم ﻣﻲ ﺷﻮد
راﺑﻄﻪ ﺑﺎ ﻧﻮع ﻻﺳﺘﻴﻚ ﻣﺼﺮﻓﻲ و ﻣﻴـﺰان و ﻧـﻮع ﭘﺮﻛﻨﻨـﺪه و ﻣـﻮاد
وﻟﻜﺎﻧﻴﺰه ﻣﻮﺟﻮد در ﺗﺮﻛﻴﺐ ﺑـﻪ ﻃـﻮر ﮔـﺴﺘﺮده اي ﻓـﺮق ﺧﻮاﻫﻨـﺪ
ﺑﺮﺧﻲ ﻻﺳﺘﻴﻚ ﻫﺎ ﺑﻪ ﺻﻮرت ﺳﺨﺖ )اﺑﻮﻧﻴﺖ( و ﻧـﻮع ﻧـﺮم.داﺷﺖ
ﺑﺮاي ﻳـﻚ ﻻﺳـﺘﻴﻚ اﻓـﺰاﻳﺶ ﺳـﺨﺘﻲ ﺳـﺒﺐ.ﻣﻮﺟﻮد ﻣﻲ ﺑﺎﺷﻨﺪ
81
Jan. 2010/ 1388 دي
abrasion decreases with increasing hardness.
IPS-E-TP-350(1)
.اﻓﺰاﻳﺶ ﻣﻘﺎوﻣﺖ ﺷﻴﻤﻴﺎﻳﻲ و ﻛﺎﻫﺶ ﺳﺎﻳﺶ ﻣﻲ ﺷﻮد
ﭘﻮﺷﺶ ﻻﺳﺘﻴﻚ ﺑﻪ ﻃﻮر ﻛﻠﻲ ﺑـﺮاي وﻟﻜـﺎﻧﻴﺰه ﺷـﺪن در4-1-11
11.1.4 Rubber lining are generally designed for
vulcanization at elevated temperature but similar
rubber lining containing accelerated system
capable of promoting vulcanization at ambient
temperature are also available. Certain rubber
lining can be applied in the form of
prevulcanized sheets.
اﻣـﺎ ﭘﻮﺷـﺶ ﻻﺳـﺘﻴﻚ ﻣـﺸﺎﺑﻪ اي،دﻣﺎي ﺑﺎﻻ ﻃﺮاﺣﻲ ﺷﺪه اﺳـﺖ
وﺟﻮد دارد ﻛﻪ داراي ﺳﺎﻣﺎﻧﻪ ﺗﺴﺮﻳﻊ ﻛﻨﻨﺪه ﺑﻮده و ﻗـﺎدر اﺳـﺖ در
ﭘﻮﺷﺶ ﻻﺳﺘﻴﻚ ﺧﺎﺻـﻲ را ﻣﻴﺘـﻮان.دﻣﺎي ﻣﺤﻴﻂ وﻟﻜﺎﻧﻴﺰه ﺷﻮد
.ﺑﻪ ﺻﻮرت ورق ﻫﺎي از ﭘﻴﺶ وﻟﻜﺎﻧﻴﺰه ﺷﺪه ﺑﻪ ﻛﺎر ﺑﺮد
11.1.5 The minimum thickness of rubber lining
shall be 4.5 mm in vessels and 3 mm in piping.
Rubber shall be calendared to contain at least 4
plys for each 3 mm of thickness.
ﺣﺪاﻗﻞ ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﻻﺳـﺘﻴﻚ ﺑـﺮاي ﻇـﺮوف ﺑﺎﻳـﺪ5-1-11
11.1.6 The adhesive system used for bonding the
rubber sheet to the substrate shall depend upon
the type of rubber and the method of
vulcanization, and may consist of one or more
individual layers. It shall be the responsibility of
the applicator to select an adhesive system which
will provide an adequate bond between rubber
and substrate.
ﺳﺎﻣﺎﻧﻪ ﭼـﺴﺒﻨﺪﮔﻲ ﺑـﺮاي اﺗـﺼﺎل ورق ﻫـﺎي ﭘﻮﺷـﺶ6-1-11
ﺑـﺮاي ﭘﻮﺷـﺶ. ﻣﻴﻠﻴﻤﺘﺮ ﺑﺎﺷـﺪ3 ﻣﻴﻠﻴﻤﺘﺮ و ﺑﺮاي ﻟﻮﻟﻪ ﻛﺸﻲ4/5
3 ﻻﺳﺘﻴﻚ ﺑﺎﻳﺪ ﺑﻪ ﺷﻜﻠﻲ ﺑﺮﻧﺎﻣﻪ رﻳﺰي ﺷﻮد ﻛـﻪ دﺳـﺘﻪ ﻛـﻢ ﻫـﺮ
.ﻣﻴﻠﻴﻤﺘﺮ ﺿﺨﺎﻣﺖ داراي ﭼﻬﺎر ﻻﻳﻪ ﺑﺎﺷﺪ
ﻻﺳﺘﻴﻚ ﺑﻪ ﻓﻠﺰ ﭘﺎﻳﻪ ﺑﺴﺘﮕﻲ ﺑـﻪ ﻧـﻮع ﻻﺳـﺘﻴﻚ و روش وﻟﻜـﺎﻧﻴﺰه
داﺷﺘﻪ و ﻣﻤﻜﻦ اﺳﺖ از ﻳﻚ ﻳﺎ ﭼﻨﺪ ﻻﻳﻪ ﻣـﺴﺘﻘﻞ ﺗـﺸﻜﻴﻞ ﺷـﺪه
اﻧﺘﺨﺎب ﺳﺎﻣﺎﻧﻪ ﭼﺴﺒﻨﺪﮔﻲ از وﻇﺎﻳﻒ ﭘﻴﻤﺎﻧﻜﺎر ﺑـﻮده و ﺑﺎﻳـﺪ.ﺑﺎﺷﺪ
از ﭼﺴﺐ ﻣﻨﺎﺳﺐ ﺑﺮاي اﻳﺠﺎد اﺗﺼﺎﻟﻲ ﻣﻄﻤﺌﻦ ﺑﻴﻦ ﻻﺳﺘﻴﻚ و ﻓﻠـﺰ
.ﭘﺎﻳﻪ اﺳﺘﻔﺎده ﺷﻮد
: ﻳﺎدآوري ﻫﺎ
Notes:
1) In case where there is a likelihood of
severe chemical reaction, abrasion or
mechanical damage, the thickness may be
increased to 6 mm or greater. When the
rubber is used as a membrane under
chemical-resistant brick lining, the thickness
shall not be less than 5 mm. Up to these
thicknesses linings are applied as one single
layer except in the case of a composite
buildup, i.e. soft rubber base with an ebonite
top layer. Thicknesses greater than 6 mm are
normally applied in two or more layers.
ﺳــﺎﻳﺶ ﻳــﺎ،( در ﺷــﺮاﻳﻄﻲ ﻛــﻪ واﻛــﻨﺶ ﺷــﺪﻳﺪ ﺷــﻴﻤﻴﺎﻳﻲ1
2) The applicator shall provide the Company
with evidence of the suitability of the
adhesive.
( ﭘﻴﻤﺎﻧﻜﺎر ﺑﺎﻳﺪ ﻣﺪارﻛﻲ دال ﺑﺮ ﻣﻨﺎﺳﺐ ﺑﻮدن ﭼـﺴﺐ ﺑـﺮاي2
6 ﺿﺨﺎﻣﺖ را ﻣﻤﻜﻦ اﺳﺖ ﺗﺎ،ﺧﺴﺎرت ﻣﻜﺎﻧﻴﻜﻲ ﻣﺤﺘﻤﻞ ﺑﺎﺷﺪ
زﻣﺎﻧﻲ ﻛﻪ از ﻻﺳﺘﻴﻚ ﺑﻪ ﻋﻨﻮان.ﻣﻴﻠﻴﻤﺘﺮ ﻳﺎ ﺑﻴﺸﺘﺮ اﻓﺰاﻳﺶ داد
،ﻏﺸﺎء زﻳﺮ ﭘﻮﺷﺶ آﺟﺮ ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ اﺳﺘﻔﺎده ﺷﻮد
ﭘﻮﺷﺶ ﻫـﺎ ﺗـﺎ اﻳـﻦ. ﻣﻴﻠﻴﻤﺘﺮ ﻛﻤﺘﺮ ﺑﺎﺷﺪ5 ﺿﺨﺎﻣﺖ ﻧﺒﺎﻳﺪ از
ﺑﻪ ﺟـﺰ در،ﺿﺨﺎﻣﺖ ﺑﻪ ﺻﻮرت ﻳﻚ ﻻﻳﻪ ﺑﻪ ﻛﺎر ﺑﺮده ﻣﻲ ﺷﻮد
ﺑﺮاي ﻣﺜـﺎل ﻻﺳـﺘﻴﻚ ﻧـﺮم ﺑـﺎ ﭘﺎﻳـﻪ،ﺷﺮاﻳﻂ ﺳﺎﺧﺘﺎر ﺗﺮﻛﻴﺒﻲ
6 ﺿـﺨﺎﻣﺖ ﻫـﺎي ﺑﻴـﺸﺘﺮ از.اﺑﻮﻧﻴﺖ ﺑﻪ ﻋﻨـﻮان ﻻﻳـﻪ ﻓﻮﻗـﺎﻧﻲ
ﻣﻴﻠﻴﻤﺘﺮ ﺑﻪ ﻃﻮر ﻣﻌﻤﻮل ﺑﻪ ﺻﻮرت دو ﻳﺎ ﭼﻨـﺪ ﻻﻳـﻪ ﺑـﻪ ﻛـﺎر
.ﺑﺮده ﺷﻮﻧﺪ
.ﻛﺎرﻓﺮﻣﺎ ﺗﻬﻴﻪ ﻧﻤﺎﻳﺪ
11.1.7 The application of rubber lining shall be
carried out by experienced contractors.
ﺑﻜﺎرﮔﻴﺮي ﭘﻮﺷﺶ ﻻﺳﺘﻴﻜﻲ ﺑﺎﻳـﺪ ﺗﻮﺳـﻂ ﭘﻴﻤﺎﻧﻜـﺎران7-1-11
11.1.8 Properly applied rubber lining will resist
vacuum in the order of 130 m bar absolute.
Shop-vulcanized rubber linings have in general a
better resistance to vacuum than in-site
vulcanized ones.
اﻋﻤﺎل ﭘﻮﺷﺶ ﻻﺳﺘﻴﻜﻲ ﺑﻪ ﻃﻮر ﺻﺤﻴﺢ ﻗﺎدر اﺳـﺖ در8-1-11
11.1.9 Rubber lined equipment shall not be
stored in extreme temperature conditions, such
ﺗﺠﻬﻴﺰات ﭘﻮﺷﺶ ﻻﺳـﺘﻴﻜﻲ ﻧﺒﺎﻳـﺪ در ﺷـﺮاﻳﻂ دﻣـﺎي9-1-11
.ﺑﺎﺗﺠﺮﺑﻪ اﻧﺠﺎم ﮔﺮدد
ً ﻣﻌﻤـﻮﻻ. ﻣﻴﻠـﻲ ﺑـــﺎر ﻣﻄﻠـﻖ ﻣﻘﺎوﻣـﺖ ﻧﻤﺎﻳـﺪ130 ﺑـﺮاﺑـﺮ ﺧﻼء
ﭘﻮﺷﺶ ﻫﺎي ﻻﺳﺘﻴﻚ وﻟﻜﺎﻧﻴﺰه ﺷـﺪه در ﻛﺎرﮔـﺎه داراي ﻣﻘﺎوﻣـﺖ
ﺑﻬﺘﺮي در ﺑﺮاﺑﺮ ﺧﻼء ﻧﺴﺒﺖ ﺑﻪ اﻧﻮاع دﻳﮕﺮ وﻟﻜﺎﻧﻴﺰه ﺷﺪه در ﻣﺤﻞ
.دارد
82
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
as below 0°C or above 49°C. Avoid sudden
changes in temperature.
درﺟﻪ ﺳـﺎﻧﺘﻴﮕﺮاد اﻧﺒـﺎر49 ﻣﺎﻧﻨﺪ زﻳﺮ ﺻﻔﺮ درﺟﻪ ﻳﺎ ﺑﺎﻻي،ﺷﺪﻳﺪ
. از ﺗﻐﻴﻴﺮات ﻧﺎﮔﻬﺎﻧﻲ دﻣﺎ اﺟﺘﻨﺎب ﺷﻮد.ﺷﻮﻧﺪ
11.1.10 Rubber-lined equipment may be
protected for extended periods of time by storing
the tank partially filled with a diluted solution.
When recommended by the rubber lining
manufacturer, a 5% sulfuric acid, 5% sodium
carbonate solution, or a weak salt solution make
ideal storage media to help keep the lining
flexible, to minimize expansion and contraction,
and to keep the air (ozone) from prematurely
deteriorating the lining surface. Do not permit
the liquid contained within to freeze.
ﻋﻤــﺮ ﺗﺠﻬﻴــﺰات ﭘﻮﺷــﺶ ﻻﺳــﺘﻴﻜﻲ را ﻣــﻲ ﺗــﻮان ﺑــﺎ10-1-11
ﺣﻔﺎﻇﺖ ﻛـﺮده و،ﭘﺮﻛﺮدن ﻗﺴﻤﺘﻲ از ﻣﺨﺰن ﺑﺎ ﻣﺤﻠﻮل رﻗﻴﻖ ﺷﺪه
درﺻـﺪ5 ، ﻃﺒﻖ ﺗﻮﺻﻴﻪ ﺳـﺎزﻧﺪه ﭘﻮﺷـﺶ ﻻﺳـﺘﻴﻜﻲ.اﻓﺰاﻳﺶ داد
درﺻﺪ ﻣﺤﻠﻮل ﻛﺮﺑﻨﺎت ﺳﺪﻳﻢ ﻳﺎ ﻣﺤﻠﻮل ﻧﻤﻚ5 ،اﺳﻴﺪ ﺳﻮﻟﻔﻮرﻳﻚ
ﺿﻌﻴﻒ ﺑﻬﺘﺮﻳﻦ ﻣﺤﻴﻂ ذﺧﻴﺮه ﺟﻬـﺖ ﻗﺎﺑـﻞ اﻧﻌﻄـﺎف ﻧﮕﻬﺪاﺷـﺘﻦ
آﺳﺘﺮي و ﻛﺎﻫﺶ اﻧﻘﺒـﺎض و اﻧﺒـﺴﺎط و ﺟﻠـﻮﮔﻴﺮي از ﺗـﺄﺛﻴﺮ ﻫـﻮا
ﻫﺮﮔﺰ اﺟـﺎزه.)ازون( از ﺗﺨﺮﻳﺐ زودﻫﻨﮕﺎم ﺳﻄﺢ ﭘﻮﺷﺶ ﻣﻲ ﺑﺎﺷﺪ
.ﻧﺪﻫﻴﺪ ﻣﺎﻳﻊ درون ﻣﺨﺰن ﻳﺦ ﺑﺰﻧﺪ
11.1.11 It is recommended that all rubber lined
plant and equipment shall be thoroughly
inspected at the end of the first year of service. If
its condition is satisfactory then the inspection
period can be longer than one year, but one year
inspection period is preferred.
ﺗﻮﺻﻴﻪ ﻣﻲ ﺷـﻮد ﻛﻠﻴـﻪ ﺗﺠﻬﻴـﺰات و ﺗﺄﺳﻴـﺴﺎﺗﻲ ﻛـﻪ11-1-11
11.1.12 The temperature range capability of a
particular rubber or compound lining will vary
depending upon the chemical environment to
which it is exposed and the composition of the
rubber compound, but in no case shall exceed
the maximum temperatures indicated in Table 7.
ﺗﻮان ﺗﺤﻤﻞ ﺗﻐﻴﻴﺮات دﻣﺎ ﺑﺮاي ﻳﻚ ﭘﻮﺷﺶ ﻻﺳﺘﻴﻜﻲ12-1-11
11.1.13 The designer shall specify the hardness
of the lining material. The hardness shall
conform to the value specified on the requisition
within a tolerance of ±5°, a minimum of three
readings per square meter shall be taken.
. ﻃﺮاح ﺑﺎﻳـﺪ ﺳـﺨﺘﻲ ﻣـﻮاد ﭘﻮﺷـﺶ را ﺗﻌﻴـﻴﻦ ﻧﻤﺎﻳـﺪ13-1-11
ﭘﻮﺷﺶ ﻻﺳﺘﻴﻜﻲ ﺷﺪه اﻧﺪ ﺑﻌﺪ از ﻳﻜﺴﺎل ﺳﺮوﻳﺲ ﺑﻪ ﻃـﻮر ﻛﺎﻣـﻞ
زﻣـﺎن، ﭼﻨﺎﻧﭽـﻪ وﺿـﻌﻴﺖ رﺿـﺎﻳﺖ ﺑﺨـﺶ ﺑﺎﺷـﺪ.ﺑﺎزرﺳﻲ ﮔﺮدﻧﺪ
اﻣﺎ ﺑﺎزرﺳﻲ ﺑﻌـﺪ از ﻳـﻚ،ﺑﺎزرﺳﻲ ﻣﻲ ﺗﻮاﻧﺪ از ﻳﻜﺴﺎل ﺑﻴﺸﺘﺮ ﺷﻮد
.ﺳﺎل ﺑﻬﺘﺮ اﺳﺖ
ﺧﺎص ﻳﺎ ﺗﺮﻛﻴﺒﻲ ﻧﺴﺒﺖ ﺑﻪ ﻣﺤﻴﻂ ﺷﻴﻤﻴﺎﻳﻲ ﻛﻪ در آن ﻗـﺮار دارد
اﻣـﺎ ﺗﺤـﺖ ﻫـﻴﭻ،و ﻧﻮع ﺗﺮﻛﻴﺒﺎت ﻻﺳﺘﻴﻚ ﻣﺘﻐﻴﻴـﺮ ﺧﻮاﻫـﺪ ﺑـﻮد
ﺷﺮاﻳﻄﻲ دﻣﺎﻫﺎي ﺣﺪاﻛﺜﺮ ﻧﺒﺎﻳﺪ ﺑﻴﺶ از دﻣﺎي ﻣـﺸﺨﺺ ﺷـﺪه در
. ﺑﺎﺷﺪ7 ﺟﺪول
±5° ﺳﺨﺘﻲ ﺑﺎﻳﺪ ﺑﺎ ﻣﻘﺪار ﺗﻌﻴﻴﻦ ﺷﺪه در درﺧﻮاﺳـﺖ ﺑـﺎ رواداري
ﻣﻄﺎﺑﻘﺖ داﺷﺘﻪ ﺑﺎﺷﺪ و ﺣﺪاﻗﻞ ﺳﻪ اﻧﺪازه ﮔﻴﺮي ﺑﺮاي ﻫﺮ ﻣﺘﺮﻣﺮﺑﻊ
.اﻧﺠﺎم ﺷﻮد
دﻳﺪﮔﺎﻫﻬﺎي ﻃﺮاﺣﻲ ﺑﺮاي ﭘﻮﺷﺶ ﻫﺎي ﻻﺳﺘﻴﻚ2-11
11.2 Design Aspects for Rubber Linings
اﻧﺘﺨﺎب ﻣﻮاد1-2-11
11.2.1 Material selection
ﺑﺮاي اﻧﺘﺨﺎب ﻧﻬﺎﻳﻲ ﻧﻮع ﭘﻮﺷﺶ ﻻﺳـﺘﻴﻚ و روش ﺑﻜـﺎرﮔﻴﺮي آن
در راﺑﻄﻪ ﺑﺎ ﻛﺎرﺷﻨﺎس ﻣﻮاد و ﭘﻴﻤﺎﻧﻜﺎر ﭘﻮﺷﺶ ﺟﺰﻳﻴﺎت زﻳـﺮ ﺑﺎﻳـﺪ
.( ﻣﺮاﺟﻌﻪ ﺷﻮد8 در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد )ﻫﻤﭽﻨﻴﻦ ﺑﻪ ﻗﺴﻤﺖ
For the final selection of the type of rubber
lining to be used and the method of application,
which shall be made in conjunction with the
materials specialist and the lining contractor, the
following details shall be considered (see also
Section 8).
ﺗﻮﻟﻴﺪاﺗﻲ ﻛﻪ ﺑﺎﻳﺪ ﺑﻜﺎر ﺑﺮده ﺷﻮﻧﺪ1-1-2-11
11.2.1.1 Products to be handled
ﺗﻮﻟﻴﺪاﺗﻲ ﻛﻪ ﺑﺎﻳﺪ ﺑﻜﺎر ﺑﺮده ﺷﻮﻧﺪ از ﻗﺒﻴﻞ اﺟﺰاء ﺗـﺸﻜﻴﻞ دﻫﻨـﺪه
ﺑﻄﻮر اﻃﻤﻴﻨﺎن ﻣﻴﺘـﻮان ﮔﻔـﺖ.آن ﺑﺎﻳﺪ ﺑﻪ ﻃﻮر ﻛﺎﻣﻞ آﻧﺎﻟﻴﺰ ﺷﻮﻧﺪ
ﻛﻪ آﻧﻬﺎ ﻣﻤﻜﻦ اﺳﺖ اﺛﺮات زﻳﺎن ﺑﺎري ﺑﺮ روي ﻋﻤﺮ ﭘﻮﺷﺶ داﺷﺘﻪ
.ﺑﺎﺷﺪ
ﺑﺮاي ﺷﺮاﻳﻂ ﻛﺎري ﺧﺎص ﺗﻌﻴﻴﻦ ﻧﻮع آﻟﻮدﮔﻲ ﻳﺎ ﺑـﻲ رﻧـﮓ ﺷـﺪن
ﻣﻬـﻢ،ﻣﺎده ﻛﻪ ﺗﻮﺳﻂ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣـﻲ ﺗﻮاﻧـﺪ اﺗﻔـﺎق ﺑﻴﺎﻓﺘـﺪ
.ﻣﻲﺑﺎﺷﺪ
A full analysis shall be made of the products to
be handled, including components present in
trace quantities. It is imperative to state the latter
as they may have a deleterious effect on the life
span of the lining.
For certain services it may be important to
determine
whether
contamination
or
discoloration of the material by the liner can
occur.
83
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
دﻣﺎ2-1-2-11
11.2.1.2 Temperature
:دﻣﺎي ﻣﺤﺼﻮﻻﺗﻲ ﻛﻪ ﺑﺎﻳﺪ ﺑﻜﺎر ﺑﺮده ﺷﻮﻧﺪ
The temperature of the products to be
handled:
دﻣﺎي ﻋﻤﻠﻴﺎت در ﺷﺮاﻳﻂ ﻋﺎدي؛
دﻣﺎﻫﺎي ﺣﺪاﻛﺜﺮ و ﺣﺪاﻗﻞ؛
.ﺳﻴﻜﻞ ﺗﻐﻴﻴﺮات دﻣﺎ
- Normal operating temperature;
- maximum and minimum temperatures;
- cycle of temperature variation.
-
ﻣﻴﺰان ﺧﻼء ﻳﺎ ﻓﺸﺎر3-1-2-11
11.2.1.3 The Degree of Vacuum or Pressure
ﻓﺸﺎر ﻋﻤﻠﻴﺎت در ﺷﺮاﻳﻂ ﻋﺎدي؛ ﻓﺸﺎر ﻫﺎي ﺣﺪاﻛﺜﺮ و ﺣﺪاﻗﻞ؛. ﺳﻴﻜﻞ ﺗﻐﻴﻴﺮات ﻓﺸﺎر-
- Normal operating pressure;
- maximum and minimum pressures;
- cycle of pressure variation.
ﺳﻴﻜﻞ ﻋﻤﻠﻴﺎت4-1-2-11
11.2.1.4 The Cycle of Operations
.ﻓﺮآﻳﻨﺪ ﭘﻴﻮﺳﺘﻪ ﻳﺎ ﻣﺮﺣﻠﻪ اي
Continuous or batch process.
ﺳﺎﻳﺶ و ﻓﺮﺳﺎﻳﺶ5-1-2-11
11.2.1.5 Abrasion and Erosion
ﻫﻤـﺮاه، اﻧﺪازه ذرات و ﺧﻮاص ﻓﻴﺰﻳﻜﻲ ﻣﻮاد ﻣﻌﻠﻖ،ﺟﺰﻳﻴﺎت ﻣﻘﺪار
.ﺑﺎ ﻣﻴﺰان ﺟﺮﻳﺎن
Details of the amount, particle size and physical
characteristics of suspended matter, together
with flow rates.
ﺷﺮاﻳﻂ ﻏﻮﻃﻪ وري6-1-2-11
11.2.1.6 Immersion Conditions
ﻏﻮﻃﻪ وري در ﻣﺎﻳﻌﺎت ﺑﻪ ﺻﻮرت داﻳﻢ ﻳﺎ ﻣﻮﻗﺖ و ﭘﺮ ﺑﻮدن ﻳﺎ ﻧﻴﻤﻪ
.ﭘﺮ ﺑﻮدن ﺗﺠﻬﻴﺰات ﭘﻮﺷﺶ ﺷﺪه
ﺷﺎﻣﻞ اﻋـﺪاد ﻣﺒﻨـﺎي،ﭘﻴﻤﺎﻧﻜﺎر ﺑﺎﻳﺪ آﻣﺎدﮔﻲ ﺗﻬﻴﻪ ﻣﺸﺨﺼﺎت ﻓﻨﻲ
ﺑــﺮاي ﺗﺄﻳﻴــﺪ ﺗﺮﻛﻴﺒــﺎت ﻻﺳــﺘﻴﻚ و ﻧﻤﻮﻧــﻪ ﻫــﺎي ورق ﻻﺳــﺘﻴﻚ
.وﻟﻜﺎﻧﻴﺰه ﺷﺪه ﺑﺮاي آزﻣﺎﻳﺶ و ﺑﻪ ﻋﻨﻮان ﻣﺮﺟﻊ ﺗﻬﻴﻪ ﻧﻤﺎﻳﺪ
Constant or intermittent immersion of the lining,
and partially or completely filled operation.
The contractor shall be prepared to supply the
specification, including a reference number for
the approved rubber compound, and samples of
the vulcanized rubber sheet for test and reference
purposes.
ﺿﺨﺎﻣﺖ ﻻﺳﺘﻴﻚ3-11
11.3 Thickness of Rubber
ﻣﻴﻠﻴﻤﺘﺮ3 در ﺣﺎﻟﺖ ﻛﻠﻲ ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﺑﺎﻳﺪ ﺣﺪاﻗﻞ1-3-11
11.3.1 Generally, the thickness of the lining
should be a minimum of 3 mm. In cases where
there is likelihood of severe chemical reaction,
abrasion or mechanical damage, the thickness
may be increased to 6 mm or greater.
ﺳـﺎﻳﺶ، در ﺷﺮاﻳﻄﻲ ﻛﻪ اﺣﺘﻤﺎل واﻛﻨﺶ ﺷﻴﻤﻴﺎﻳﻲ ﺷـﺪﻳﺪ.ﺑﺎﺷﺪ
6 ﻳﺎ ﺧﺴﺎرت ﻣﻜﺎﻧﻴﻜﻲ وﺟﻮد داﺷﺘﻪ ﺑﺎﺷﺪ ﻣﻤﻜﻦ اﺳﺖ ﺿﺨﺎﻣﺖ ﺗﺎ
.ﻣﻴﻠﻴﻤﺘﺮ اﻓﺰاﻳﺶ ﻳﺎﺑﺪ
زﻣﺎﻧﻲ ﻛﻪ ﻻﺳﺘﻴﻚ ﺑﻪ ﻋﻨﻮان ﻏﺸﺎء زﻳﺮ ﭘﻮﺷﺶ آﺟﺮ ﻣﻘﺎوم ﺑﻪ ﻣﻮاد
. ﻣﻴﻠﻴﻤﺘﺮ ﺑﺎﺷﺪ5 ﺿﺨﺎﻣﺖ ﻧﺒﺎﻳﺪ ﻛﻤﺘﺮ از،ﺷﻴﻤﻴﺎﻳﻲ ﻗﺮار ﻣﻲ ﮔﻴﺮد
ﭘﻮﺷﺶ ﻫﺎي ﺗﺎ اﻳﻦ ﺿﺨﺎﻣﺖ ﺑــﻪ ﺻﻮرت ﻳﻚ ﻻﻳﻪ ﺑــﻪ ﻛﺎر ﺑـﺮده
ﺑﺮاي ﻣﺜﺎل ﻻﺳﺘﻴﻚ، ﺑﻪ ﺟﺰ در ﺷﺮاﻳﻂ ﺳﺎﺧﺘﺎر ﺗﺮﻛﻴﺒﻲ،ﻣﻲ ﺷﻮﻧﺪ
ﺑﻪ ﻃـﻮر ﻛﻠـﻲ ﺣـﺪاﻗﻞ.ﻧﺮم ﺑﺎ ﻳﻚ ﻻﻳﻪ اﺑﻮﻧﻴﺖ ﺟﻬﺖ ﻻﻳﻪ ﻓﻮﻗﺎﻧﻲ
ﻣﻴﻠﻴﻤﺘـﺮ3 ﻣﻴﻠﻴﻤﺘﺮ و ﺑﺮاي ﻟﻮﻟﻪ ﻛﺸﻲ4/5 ﺿﺨﺎﻣﺖ ﺑﺮاي ﻇﺮوف
.ﺧﻮاﻫﺪ ﺑﻮد
When the rubber is used as a membrane under
chemical-resistant brick lining, the thickness
should not be less than 5 mm. Up to these
thicknesses linings are applied as one single
layer except in the case of a composite build-up,
i.e. soft rubber base with an ebonite top layer.
Generally minimum thickness shall be 4.5 mm
for vessels and 3 mm for piping.
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﺑﻜﺎر رﻓﺘﻪ روي زﻳﺮآﻳﻨﺪ ﺑﺎﻳـﺪ ﺗﻮﺳـﻂ2-3-11
11.3.2 The thickness of the lining applied on a
metallic substrate shall be determined with a
suitable thickness meter and shall conform to the
specified thickness within a tolerance of ±10%. A
minimum of 3 measurements per square meter
ﺿﺨﺎﻣﺖ ﺳﻨﺞ ﻣﻨﺎﺳﺐ ﺗﻌﻴـﻴﻦ و ﺑـﺎ ﺿـﺨﺎﻣﺖ ﺗﻌﺮﻳـﻒ ﺷـﺪه و ﺑـﺎ
ﺣـﺪاﻗﻞ ﺳـﻪ اﻧـﺪازه. درﺻﺪ ﻣﻄﺎﺑﻘﺖ داﺷﺘﻪ ﺑﺎﺷﺪ± 10 رواداري
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﻻﺳﺘﻴﻚ.ﮔﻴﺮي در ﻫﺮ ﻣﺘﺮﻣﺮﺑﻊ ﺑﺎﻳﺪ اﻧﺠﺎم ﮔﺮدد
84
Jan. 2010/ 1388 دي
shall be made. The thickness of the rubber lining
applied on concrete or any other non-magnetic
surface shall be determined destructively.
IPS-E-TP-350(1)
ﺑﻜﺎر رﻓﺘﻪ روي ﺑﺘﻦ ﻳﺎ ﻫﺮ ﺳﻄﺢ ﻏﻴﺮﻣﻐﻨﺎﻃﻴـﺴﻲ ﺑﺎﻳـﺪ ﺑـﻪ ﺷـﻜﻞ
.آزﻣﺎﻳﺶ ﻣﺨﺮب ﻣﺸﺨﺺ ﺷﻮد
ﺳﺨﺘﻲ ﻻﺳﺘﻴﻚ4-11
11.4 Hardness of Rubber
ﺳــﺨﺘﻲ ﻻﺳــﺘﻴﻚ ﺷﺎﺧــﺼﻲ از ﻣﻘﺎوﻣــﺖ ﺷــﻴﻤﻴﺎﻳﻲ و1-4-11
11.4.1 The hardness of a rubber is a property
indicative of its chemical resistance and
mechanical strength. In general for one rubber
composition the chemical resistance increase and
the mechanical properties (e.g. abrasion
resistance) increases with increasing hardness
(see Table 8.4).
ﺑﻪ ﻃﻮر ﻛﻠﻲ در ﺗﺮﻛﻴﺐ ﻻﺳﺘﻴﻚ اﻓـﺰاﻳﺶ.ﻣﻜﺎﻧﻴﻜﻲ آن ﻣﻲ ﺑﺎﺷﺪ
ﺳــﺨﺘﻲ ﺑﺎﻋــﺚ اﻓــﺰاﻳﺶ ﻣﻘﺎوﻣــﺖ ﺷــﻴﻤﻴﺎﻳﻲ و اﻓــﺰاﻳﺶ ﺧــﻮاص
ﻣﻜﺎﻧﻴﻜﻲ آن ﻣﻲ ﮔﺮدد )ﺑﺮاي ﻣﺜﺎل ﻣﻘﺎوﻣﺖ ﺳﺎﻳﺶ( )ﺑـﻪ ﺟـﺪول
( ﻣﺮاﺟﻌﻪ ﺷﻮد4-8
ﺳﺨﺘﻲ ﻻﺳﺘﻴﻚ ﻫﺎ ﺑﻪ وﺳﻴﻠﻪ اﻧﺪازه ﮔﻴﺮي ﻣﻴـﺰان ﻧﻔـﻮذ2-4-11
11.4.2 The hardness is determined by measuring
the penetration of a specified indenture under a
certain load. Various types of indenture and
loads are used. In general, it is common to
express hardness in Durometer A or Durometer D
readings in accordance with ASTM D 2240.
.دﻧﺪاﻧﻪﮔﺬار ﻣﺸﺨﺺ ﺷﺪه ﺗﺤﺖ ﻳﻚ ﻧﻴﺮوي ﻣﺸﺨﺺ ﻣﻌﻠﻮم ﻣﻲﺷﻮد
دﻧﺪاﻧﻪ ﮔﺬارﻫﺎي ﻣﺨﺘﻠﻒ و ﻧﻴﺮوﻫﺎي ﻣﺘﻔﺎوت در اﻳﻦ ﺧﺼﻮص ﺑﻪ ﻛـﺎر
ﺑﻪ ﻃﻮر ﻛﻠﻲ ﺳﺨﺘﻲ ﻻﺳﺘﻴﻚ ﻫﺎ در دﺳﺘﮕﺎه ﻫـﺎي ﺳـﺨﺘﻲ.ﻣﻲ رود
ﻣﻲ ﺗـﻮان ﻗﺮاﺋـﺖASTM D 2240 ﻃﺒﻖ اﺳﺘﺎﻧﺪاردD وA ﺳﻨﺞ
.ﻧﻤﻮد
ﻧﻤــﻮدار ﻣﻘﺎﻳــﺴﻪ ﻣﻘــﺎدﻳﺮ ﺗﻘﺮﻳﺒــﻲ ﺳــﺨﺘﻲ ﻫـــــﺎي3-4-11
11.4.3 A chart giving an approximate
comparison of hardness values as measured with
different instruments is given in Appendix C.
اﻧﺪازه ﮔﻴﺮي ﺷﺪه ﺑـﺎ اﺑـﺰارﻫـﺎي ﻣﺨﺘﻠـﻒ در ﭘﻴﻮﺳـﺖ )ج( آﻣـﺪه
.اﺳﺖ
ﻧﻤﻮﻧﻪ ﻣﻘﺎدﻳﺮ ﺳـﺨﺘﻲ ﺑـﺮاي ﻻﺳـﺘﻴﻚ ﻫـﺎي ﻣﺨﺘﻠـﻒ4-4-11
11.4.4 Typical values for the different rubbers
used for lining purposes are:
:ﭘﻮﺷﺶدﻫﻲ ﻋﺒﺎرﺗﻨﺪ از
ﺳﺨﺖNR
Hard NR
rubber
60°
ﻧﻮع
Type
D
shore durometer
ﻧﺮمNR
Soft NR
rubber
50°
"
Type
A
shore durometer
SBR
rubber
50°
"
Type
A
shore durometer
CR
rubber
60°
"
Type
A
shore durometer
IIR
rubber
60°
"
Type
A
shore durometer
NBR
rubber
80°
"
Type
A
shore durometer
CSM
rubber
80°
"
Type
A
shore durometer
FKM
rubber
80°
"
Type
A
shore durometer
80°
"
Type
D
shore durometer
اﺑﻮﻧﻴﺖ
Ebonites
ﻛﺎرﺑﺮد ﭘﻮﺷﺶ ﻫﺎي ﻻﺳﺘﻴﻜﻲ5-11
11.5 Application of Rubber Liners
اﻟﺰاﻣﺎت و ﺑﺎزرﺳﻲ ﻛﺎرﻫﺎ ﺗﻤﺎﻣﺎً ﺑﺎﻳﺪ،ﻛﺎرﺑﺮد ﭘﻮﺷﺶ ﻫﺎي ﻻﺳﺘﻴﻜﻲ
. اﻧﺠﺎم ﮔﺮددIPS-C-TP-352 ﻃﺒﻖ اﺳﺘﺎﻧﺪارد
Application of rubber liners, requirements and
inspection of the works shall be in accordance
with IPS-C-TP-352.
85
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﭘﻮﺷﺶ ﻣﻮاد ﺷﻴﺸﻪ اي و ﭼﻴﻨﻲ-12
12. GLASS AND PORCELAIN LINING
( ﭘﻮﺷﺶ ﻣﻮاد ﺷﻴﺸﻪ )ﻟﻌﺎب ﺷﻴﺸﻪ اي1-12
12.1 Glass Lining (Vitreous Enameling)
ﻋﻤﻮﻣﻲ1-1-12
12.1.1 General
12.1.1.1 Glass lining are used for protection of
ferrous metals equipment such as reactors,
storage tanks, pipes and valves in against
corrosive environments.
ﭘﻮﺷﺶ ﺷﻴﺸﻪ اي ﺑﺮاي ﺣﻔﺎﻇﺖ از ﺗﺠﻬﻴﺰات ﻓﻠـﺰي1-1-1-12
12.1.1.2 Their resistance to strong alkalis is
dependent on temperature (see Table 14). At
room temperature practically any alkaline
concentration may be safely handled. At the
boiling point, concentration having a pH value
between 10 to 12 will cause glass etching, and
for this reason are not recommended.
ﻣﻘﺎوﻣﺖ آﻧﻬﺎ در ﺑﺮاﺑﺮ ﻣـﻮاد ﻗﻠﻴـﺎﻳﻲ ﻗـﻮي ﺑـﻪ دﻣـﺎ2-1-1-12
ﻟﻮﻟﻪ ﻫﺎ و ﺷﻴﺮآﻻت در ﺑﺮاﺑﺮ، ﻣﺨﺎزن ذﺧﻴﺮه،آﻫﻨﻲ ﻣﺎﻧﻨﺪ راﻛﺘﻮرﻫﺎ
.ﻣﺤﻴﻂ ﻫﺎي ﺧﻮرﻧﺪه ﺑﻪ ﻛﺎر ﻣﻲ رود
در دﻣـﺎي اﺗـﺎق ﻫـﺮ.( ﻣﺮاﺟﻌـﻪ ﺷـﻮد14 ﺑﺴﺘﮕﻲ دارد )ﺑﻪ ﺟﺪول
.ﻏﻠﻈﺘﻲ از ﻣﻮاد ﻏﻠﻴﻆ ﻗﻠﻴﺎﻳﻲ را ﻣﻤﻜﻦ اﺳﺖ ﺑﺎ اﻳﻤﻨﻲ ﺟﺎﺑﺠﺎ ﻧﻤﻮد
اﺳـﺖ12 ﺗﺎ10 ﺑﻴﻦpH در دﻣﺎي ﺟﻮش ﻏﻠﻈﺖﻫﺎﻳﻲ ﻛﻪ داراي
ﺑﺎﻋﺚ ﺣﻚ ﻛﺮدن ﺷﻴﺸﻪ ﻣﻲ ﺷﻮد و ﺑـــﻪ ﻫﻤـﻴﻦ دﻟﻴـﻞ ﺗﻮﺻـﻴﻪ
.ﻧﻤﻲ ﺷﻮد
12.1.1.3 The glass lining shall only be used for
metals (ferrous metals, aluminum).
ﭘﻮﺷﺶ ﻣﻮاد ﺷﻴـﺸﻪ اي ﻓﻘـﻂ ﺑﺎﻳـﺪ ﺑـﺮاي ﻓﻠـﺰات3-1-1-12
12.1.1.4 Carbon steel (ASTM-A-285-Grade A
and B), high-tensile steel, cast iron, stainless
steel (Type 430) can be glassed successfully.
Items made of cast steel do not glass well.
،(ASTM-A-285-GradeA&B) ﻓــﻮﻻد ﻛﺮﺑﻨــﻲ4-1-1-12
.)ﻓﻠﺰات آﻫﻨﻲ و آﻟﻮﻣﻴﻨﻴﻮم( ﺑﻪ ﻛﺎر ﺑﺮده ﺷﻮد
(430 ﻓـﻮﻻد زﻧـﮓ ﻧـﺰن )ﻧـﻮع، ﭼـﺪن،ﻓﻮﻻد ﺑـﺎ اﺳـﺘﺤﻜﺎم ﺑـﺎﻻ
اﻗﻼﻣـﻲ ﻛـﻪ از.ﻣﻲﺗﻮاﻧﻨﺪ ﺑﺎ ﻣﻮﻓﻘﻴﺖ ﺑﺎ ﺷﻴﺸﻪ ﭘﻮﺷﺶ داده ﺷﻮﻧﺪ
ﻓﻮﻻد رﻳﺨﺘﮕﻲ ﺳﺎﺧﺘﻪ ﺷﺪه اﻧﺪ ﺑﻪ ﺧﻮﺑﻲ ﺑﺎ ﺷﻴـﺸﻪ ﭘﻮﺷـﺶ داده
.ﻧﻤﻲ ﺷﻮﻧﺪ
دو ﻧﻮع ﺷﻴﺸﻪ ﻛﻪ ﻣﻘﺎوﻣﺖ ﺑﺎﻻ در ﺑﺮاﺑـﺮ ﺧـﻮردﮔﻲ5-1-1-12
12.1.1.5 There are two types of glasses which
have the high universal corrosion resistance
required by the chemical industry:
:ﻓﺮاﮔﻴﺮ داﺷﺘﻪ و ﻣﻮرد ﻧﻴﺎز ﺻﻨﺎﻳﻊ ﺷﻴﻤﻴﺎﻳﻲ ﻣﻲ ﺑﺎﺷﻨﺪ ﻋﺒﺎرﺗﻨﺪ از
a) High silica glass, while being the most
acid resistant glass, is very difficult to apply
to steel.
اﻣـﺎ، ﺑﺴﻴﺎر ﻣﻘﺎوم در ﺑﺮاﺑﺮ اﺳـﻴﺪ،اﻟﻒ( ﺷﻴﺸﻪ ﺑﺎ ﺳﻴﻠﻴﺲ ﺑﺎﻻ
b) Borosilicate glass, is the type used in
coating most vessels and equipment for
severe chemical service.
ﺑــﺮاي ﭘﻮﺷــﺶ ﻛﻠﻴــﻪ ﻇــﺮوف و،ــﺮب( ﺷﻴــﺸﻪ ﺳــﻴﻠﻴﻜﺎت ﺑ
.ﺑﻪ ﺳﺨﺘﻲ ﺑﺮاي ﻓﻮﻻد ﺑﻪ ﻛﺎر ﺑﺮده ﻣﻲ ﺷﻮد
ﺗﺠﻬﻴﺰات در ﻣﺤﻴﻂﻫﺎي ﺷﻴﻤﻴﺎﻳﻲ ﺷﺪﻳﺪاً ﺧﻮرﻧﺪه ﺑﻜﺎر ﺑـﺮده
.ﻣﻲ ﺷﻮﻧﺪ
ﺮ ﺗﺮﻛﻴﺒﻲ از اﻛـﺴﻴﺪﻫﺎي ﻓﻠـﺰي ﺷﻴﺸﻪ ﺳﻴﻠﻴﻜﺎت ﺑ6-1-1-12
12.1.1.6 Borosilicate glasses are combination of
metal oxides, which shall be dry mixed and
fused at 1370°C and then shall be chilled
suddenly. Glass in this quenched condition is
known as "frit". The glass frit is prepared for use
in production in two forms: "slip and dust".
ﻫﺴﺘﻨﺪ ﻛﻪ ﺑﻪ ﺻﻮرت ﺧﺸﻚ ﻣﺨﻠﻮط ﺷـﺪه و ﺳـﭙﺲ ﺑـﺎ ذوب ﺗـﺎ
ﺷﻴﺸﻪ. درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد و ﺳﺮدﻛﺮدن ﻧﺎﮔﻬﺎﻧﻲ ﻫﻤﺮاه اﺳﺖ1370
.ﺳﺮد ﺷﺪه ﺗﺤﺖ اﻳﻦ ﺷﺮاﻳﻂ ﺑﻪ ﻧـﺎم »ﻓﺮﻳـﺖ« ﻧﺎﻣﻴـﺪه ﻣـﻲ ﺷـﻮد
ﺧﻤﻴﺮ ﺷﻴﺸﻪ ﺑﻪ دو ﺻﻮرت ﭘﺎﺷﺶ ﺧﻤﻴـﺮي و ﭘﺎﺷـﺶ ﭘـﻮدر داغ
.ﺗﻬﻴﻪ ﻣﻲ ﺷﻮد
ﭘﻮﺷـﺶ ﻣـﻮاد،در روش ﭘﺎﺷﺶ ﺑﻪ ﺻﻮرت اﻓـﺸﺎن ﻳـﺎ ﻏﻮﻃـﻪوري
ﭘﺎﺷﺶ،ﺷﻴﺸﻪ اي ﺑﻪ ﺻﻮرت ﭘﺎﺷﺶ ﺧﻤﻴﺮي و در روش ﭘﻮدر داغ
.ﺑﻪ ﺻﻮرت ﭘﻮدري ﺑﺎﻳﺪ ﺑﻜﺎر ﮔﺮﻓﺘﻪ ﺷﻮد
In spraying and slushing method of application
glass lining slip form of glass frit and in hotdusting method dust form of glass frit shall be
used.
ﺑﺮاي اﻃﻼﻋﺎت ﺑﻴﺸﺘﺮ ﺗﻮﻟﻴﺪ ﺷﻴـﺸﻪ ﺑـﺮاي ﭘﻮﺷـﺶ7-1-1-12
12.1.1.7 For more information on production of
glass for glass lining see NACE Publication 6 H
160.
. ﻣﺮاﺟﻌﻪ ﺷﻮدNACE 6H 160 ﺷﻴﺸﻪ ﺑﻪ ﻧﺸﺮﻳﻪ
86
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 14 - CORROSION RESISTANCE OF GLASSED STEEL TO ALKALINE MEDIA
ﻣﻘﺎوﻣﺖ ﺧﻮردﮔﻲ ﻓﻮﻻد ﭘﻮﺷﺶ ﺷﺪه ﺑﺎ ﻣﻮاد ﺷﻴﺸﻪ اي در ﻣﺤﻴﻂﻫﺎي ﻗﻠﻴﺎﻳﻲ-14 ﺟﺪول
TEMPERATURE,
ALKALI
CONCENTRATION
PERCENT
LIQUID PHASE CORROSION
RATE, μm PER YEAR
دﻣﺎ ﺳﺎﻧﺘﻴﮕﺮاد
درﺻﺪ ﻏﻠﻈﺖ
ﻧﺮخ ﺧﻮردﮔﻲ در ﻓﺎز ﻣﺎﻳﻊ ﻣﻴﻜﺮون در
ﻗﻠﻴﺎﻳﻲ
°C
1
21
65
100
25
125
1600
5
21
65
100
25
250
4025
10
21
65
100
25
250
4375
20
21
65
100
25
550
5100
1
21
65
100
25
175
1000
5
21
65
100
25
225
2350
10
21
65
100
25
150
2350
20
21
65
100
25
175
1975
1
21
65
100
25
100
450
5
21
65
100
25
100
725
21
65
100
21
65
100
25
100
100
25
125
1325
NaOH
ﺳﺪﻳﻢ
ﻫﻴﺪرواﻛﺴﻴﺪ
Na3PO4
ﺳﺪﻳﻢ ﻓﺴﻔﺎت
Na2CO3
ﺳﺪﻳﻢ ﻛﺮﺑﻨﺎت
10
20
ﺳﺎل
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﺷﻴﺸﻪ2-1-12
12.1.2 Glass Lining Thickness
اﻧﺘﺨﺎب ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﻣﻮاد ﺷﻴـﺸﻪ اي ﺑﺮاﺳـﺎس1-2-1-12
12.1.2.1 The thickness of glass lining shall be
selected based on duty for which it is intended
and with reference to the following general types
of glassed steel substrate. The types are:
ﻧﻮع اﺳﺘﻔﺎده آن و ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﻧﻤﻮﻧﻪ ﻫﺎي ﻛﻠـﻲ زﻳﺮآﻳﻨـﺪ ﻓـﻮﻻدي
:ﭘﻮﺷﺶ ﺷﺪه زﻳﺮ ﺑﺎ ﻣﻮاد ﺷﻴﺸﻪ ﺻﻮرت ﻣﻲ ﮔﻴﺮد ﻛﻪ ﻋﺒﺎرﺗﻨﺪ از
ﺮ ﻗﻠﻴﺎﻳﻲ آزﻣﺎﻳﺶ ﺷﺪهاﻟﻒ( ﭘﻮﺷﺶ ﺷﻴﺸﻪاي ﻳﺎ ﺳﻴﻠﻴﻜﺎت ﺑ
a) High voltage tested glass lining or alkaliborosilicate (Thickness of 1 to 2 mm) for
very severe corrosive service.
ﻣﻴﻠﻴﻤﺘﺮ( ﺑﺮاي ﻣﺤـﻴﻂ ﻫـﺎﻳﻲ2 ﺗﺎ1 ﺑﺎ وﻟﺘﺎژ ﺑﺎﻻ )ﺿﺨﺎﻣﺖ از
.ﺑﺎ ﺧﻮرﻧﺪﮔﻲ ﺷﺪﻳﺪ
ب ( ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﻴﺸﻪاي آزﻣﺎﻳﺶ ﺷـﺪه ﺑـﺎ وﻟﺘـﺎژ ﭘـﺎﻳﻴﻦ
ﻣﻴﻠﻴﻤﺘﺮ( ﺑﺮاي ﺷﺮاﻳﻂ ﺑﺎ ﺧﻮرﻧﺪﮔﻲ1/25 ﺗﺎ0/3 )ﺿﺨﺎﻣﺖ از
.ﭘﺎﻳﻴﻦ
b) Low voltage tested glass lining (Thickness
0.3 to 1.25 mm) for mild corrosive service.
ج
ج ( ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﻴﺸﻪ اي آزﻣﺎﻳﺶ ﺷﺪه ﺑـﺮوش ﭼـﺸﻤﻲ
c) Visual tested glass lining (0.38 to 0.63
mm), shall not be used for corrosive
ﻣﻴﻠﻴﻤﺘﺮ( در ﻣﺤﻴﻂﻫﺎي ﺧﻮرﻧـﺪه0/63 ﺗﺎ0/38 )ﺿﺨﺎﻣﺖ از
87
Jan. 2010/ 1388 دي
environments but is used in handling stored
materials.
IPS-E-TP-350(1)
وﻟﻲ در ﻛﻨﺘﺮل ﻣﻮاد اﻧﺒـﺎر ﺷـﺪه ﺑﻜـﺎر،ﻧﺒﺎﻳﺪ ﺑﻜﺎر ﮔﺮﻓﺘﻪ ﺷﻮد
.ﻣﻲ رود
ﻣﺤﺪوده ﺿﺨﺎﻣﺖ ﺑﺎﻻ و ﭘﺎﻳﻴﻦ ﺑﺮاي آب ﮔﺮﻣﻜﻦ ﻫﺎ2-2-1-12
12.1.2.2 The upper and lower limits of thickness
for water heaters shall be 0.15 and 0.4 mm
where local increases in thickness are technically
unavoidable, they shall be of limited extent. The
lining thickness shall nowhere be greater than 1
mm.
در ﺟﺎﻳﻲ ﻛـﻪ اﻓـﺰاﻳﺶ ﻣﻮﺿـﻌﻲ، ﻣﻴﻠﻴﻤﺘﺮ ﺑﺎﺷﺪ0/4 و0/15 ﺑﺎﻳﺪ
ﻣﻲ ﺑﺎﻳﺴﺖ ﻣﻴﺰان آن،ﺿﺨﺎﻣﺖ از ﻧﻈﺮ ﻓﻨﻲ ﻏﻴﺮﻗﺎﺑﻞ اﺟﺘﻨﺎب ﺑﺎﺷﺪ
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ در ﻫﻴﭻ ﺟﺎ ﻧﺒﺎﻳﺪ ﺑﻴﺸﺘﺮ از.ﻣﺤﺪود ﮔﺮدد
. ﻣﻴﻠﻴﻤﺘﺮ ﺑﺎﺷﺪ1
ﻛﺎرﺑﺮد ﭘﻮﺷﺶ ﻫﺎي ﺷﻴﺸﻪ اي3-1-12
12.1.3 Application of Glass Lining
Application of glass lining
accordance with IPS-C-TP-352.
shall
be
IPS-C-TP-352 ﻛﺎرﺑﺮي ﭘﻮﺷﺶ ﻣـﻮاد ﺷﻴـﺸﻪ اي ﺑﺎﻳـﺪ ﻃﺒـﻖ
in
.ﺑﺎﺷﺪ
ﭘﻮﺷﺶ ﻣﻮادﭼﻴﻨﻲ2-12
12.2 Porcelain Lining
ﻟﻌﺎﺑﻬﺎي ﭼﻴﻨﻲ ﭘﻮﺷﺶ ﻣﻌﺪﻧﻲ ﺷﻴﺸﻪ اي اﺳﺖ ﻛـﻪ در1-2-12
12.2.1 Porcelain enamels are glassy inorganic
coating that are applied primarily to fabricated
sheet steel, cast iron, or aluminum parts to
improve appearance and to protect the metal
surface. For standard specification of steel sheet
for porcelain lining see ASTM-A-424 and
ASTM-C-660.
ﭼﺪن ﻳﺎ ﻗﻄﻌﺎت آﻟﻮﻣﻴﻨﻴـﻮﻣﻲ، اﺑﺘﺪا روي ورق ﻓﻮﻻد ﺳﺎﺧﺘﻪ ﺷﺪه
.ﺑﺮاي ﺑﻬﺒﻮد ﻇﺎﻫﺮ و ﺣﻔﺎﻇﺖ از ﺳﻄﺢ ﻓﻠـﺰ ﺑﻜـﺎر ﺑـﺮده ﻣـﻲ ﺷـﻮد
ﺑﺮاي اﺳﺘﺎﻧﺪارد ﻣﺸﺨﺼﺎت ﻓﻨـﻲ ورق ﻓـﻮﻻد ﺑـﺮاي ﭘﻮﺷـﺶ ﻣـﻮاد
. ﻣﺮاﺟﻌﻪ ﺷﻮدASTM-A-424 وASTM-C-660ﭼﻴﻨﻲ ﺑﻪ
12.2.2 Alkali resistant, acid resistant, hot water
resistant and regular blue-black enamels are four
types of porcelain enamel materials that are used
to protect the metal surface in corrosive
environments.
ﻣﻘـﺎوم ﺑـﻪ، ﻣﻘﺎوم اﺳـﻴﺪي، ﭘﻮﺷﺶ ﻫﺎي ﻣﻘﺎوم ﻗﻠﻴﺎﻳﻲ2-2-12
12.2.3 In porcelain enamels for application to
most metals silica, alumina and the oxides of
boron, sodium, magnesium, calcium and
potassium are the basic ingredients.
در ﻟﻌﺎﺑﻬﺎي ﻣﻮاد ﭼﻴﻨﻲ ﻛﻪ ﺑﺮاي ﺑﻴـﺸﺘﺮ ﻓﻠـﺰات ﺑﻜـﺎر3-2-12
آب ﮔﺮم و ﻟﻌﺎب ﻫﺎي ﻋﺎدي آﺑﻲ – ﺳﻴﺎه ﭼﻬـﺎر ﻧـﻮع ﻣـﻮاد ﻟﻌـﺎﺑﻲ
ﭼﻴﻨﻲ ﻫﺴﺘﻨﺪ ﻛﻪ ﺑﺮاي ﺣﻔﺎﻇﺖ ﺳﻄﻮح ﻓﻠـﺰات در ﻣﺤـﻴﻂ ﻫـﺎي
.ﺧﻮرﻧﺪه ﺑﻪ ﻛﺎر ﻣﻲ روﻧﺪ
، ﺳـﺪﻳﻢ،ـﺮ آﻟﻮﻣﻴﻨﻴـﻮم و اﻛـﺴﻴﺪﻫﺎي ﺑ، ﺳـﻴﻠﻴﺲ،ﺑﺮده ﻣﻲ ﺷـﻮد
. ﻛﻠﺴﻴﻢ و ﭘﺘﺎﺳﻴﻢ از ﻋﻨﺎﺻﺮ اﺻﻠﻲ ﻫﺴﺘﻨﺪ،ﻣﻨﻴﺰﻳﻢ
درﺟـﻪ ﺳـﺎﻧﺘﻴﮕﺮاد ذوب و ﺳـﭙﺲ420 ﻣﻮاد ﺧﺎم در دﻣﺎي ﺑﺎﻻي
ﺧﻤﻴﺮ ﭼﻴﻨﻲ ﺑﻪ دو ﺷﻜﻞ.ﺳﺮد ﺷﺪه ﺗﺎ ﺧﻤﻴﺮ ﺷﻴﺸﻪ ﺑﻪ دﺳﺖ آﻳﺪ
.ﭘﻮدري و ﺧﻤﻴﺮي ﺗﺸﻜﻴﻞ ﻣﻲ ﮔﺮدﻧﺪ
The raw material fused at a temperature above
420°C and then chilled to produce frits. The
porcelain frit is prepared in two forms of slip and
dust.
ﺿﺨﺎﻣﺖ ﺑﻬﻴﻨﻪ ﻟﻌﺎب ﭼﻴﻨﻲ ﺑﻪ زﻳﺮاﻳﻨﺪ ﻓﻠﺰي و ﺷﺮاﻳﻂ4-2-12
12.2.4 The optimum thickness of porcelain
enamel depends on the substrate metal and the
service requirements of the part (see Table 15).
( ﻣﺮاﺟﻌﻪ ﺷﻮد15 ﻛﺎر ﻣﻮرد ﻧﻴﺎز ﻗﻄﻌﻪ ﺑﺴﺘﮕﻲ دارد )ﺑﻪ ﺟﺪول
TABLE 15 - THE FIRED PORCELAIN ENAMEL THICKNESS
ﺿﺨﺎﻣﺖ ﻟﻌﺎب ﭼﻴﻨﻲ ﻧﺴﻮز-15 ﺟﺪول
THICKNESS
TYPE OF METALS
ﺿﺨﺎﻣﺖ
mm
ﻧﻮع ﻓﻠﺰات
Aluminum
آﻟﻮﻣﻴﻨﻴﻮم
0.065 – 0.125
Steel Sheet
ورق ﻓﻮﻻد
0.1
- 0.225
1
- 1.78
Cast iron
ﭼﺪن
88
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﻟﻌﺎبﻫﺎي ﭼﻴﻨﻲ ﺑﺮاي ﻣﺤﺼﻮﻻت ﻳﺎ ﻗﻄﻌـﺎﺗﻲ،ً ﻣﻌﻤﻮﻻ5-2-12
12.2.5 Normally, porcelain enamels are selected
for products or components where there is a
need for one or more of the special service
requirements that porcelain enamel can provide,
such as chemical resistance, corrosion,
protection,
weather
resistance,
specific
mechanical or electrical properties, and thermal
shock capability. Porcelain enamels are used for
lining of chemical reactors, heat exchangers,
induction heating coils, jet engine components
and transformer cases. In selection of porcelain
lining the provisions of section 8 shall be
considered.
اﻧﺘﺨﺎب ﻣﻲ ﺷﻮﻧﺪ ﻛﻪ ﺑـﻪ اﻟﺰاﻣـﺎت ﺧـﺎص ﻛـﺎرﺑﺮي ﻧﻴـﺎز دارﻧـﺪ و
ﻣﺎﻧﻨــﺪ ﻣﻘﺎوﻣــﺖ،ﻟﻌــﺎبﻫــﺎي ﭼﻴﻨــﻲ ﻣــﻲ ﺗﻮاﻧﻨــﺪ ﻓــﺮاﻫﻢ ﻛﻨﻨــﺪ
، ﻣﻘﺎوﻣـﺖ در ﺑﺮاﺑـﺮ ﻋﻮاﻣـﻞ ﺟـﻮي، ﺣﻔﺎﻇﺖ، ﺧﻮردﮔﻲ،ﺷﻴﻤﻴﺎﻳﻲ
ﺧﻮاص وﻳﮋه ﻣﻜﺎﻧﻴﻜﻲ ﻳﺎ اﻟﻜﺘﺮﻳﻜﻲ و ﺗﺤﻤﻞ ﭘـﺬﻳﺮي ﺷـﻮك ﻫـﺎي
، ﻟﻌــﺎب ﭼﻴﻨــﻲ ﺑــﺮاي ﭘﻮﺷــﺶ راﻛﺘﻮرﻫــﺎي ﺷــﻴﻤﻴﺎﻳﻲ.ﺣﺮارﺗــﻲ
اﺟـﺰاء ﻣﻮﺗﻮرﻫـﺎي، ﻛﻮﻳﻞ ﻫﺎي اﻟﻘـﺎء ﺣـﺮارت،ﻣﺒﺪلﻫﺎي ﺣﺮارﺗﻲ
در اﻧﺘﺨﺎب ﭘﻮﺷـﺶ.ﺟﺖ و ﺑﺪﻧﻪ ﻫﺎي ﺗﺮاﻧﺴﻔﻮرﻣﺮﻫﺎ ﺑﻪ ﻛﺎر ﻣﻴﺮود
. ﺑﺎﻳﺪ ﺗﻮﺟﻪ داﺷﺖ8 ﭼﻴﻨﻲ ﺑﻪ ﻣﻘﺮرات ﺑﺨﺶ
آﻣﺎده ﺳـﺎزي ﻗﺒـﻞ از ﻋﻤﻠﻴـﺎت ﻟﻌـﺎب دادن ﭼﻴﻨـﻲ و6-2-12
12.2.6 Preparation prior to porcelain enamelling
and lining application are the same as glass
lining (see IPS-C-TP 352). The porcelain
enamels shall be fired in 1010°C.
.اﻋﻤﺎل ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﺸﺎﺑﻪ ﭘﻮﺷﺶ ﻛﺮدن ﺷﻴﺸـﻪاي ﻣﻲ ﺑﺎﺷـﺪ
ﻟﻌﺎب ﻫﺎي ﭼﻴﻨـﻲ ﺑﺎﻳـﺪ در.( ﻣﺮاﺟﻌﻪ ﺷﻮدIPS-C-TP-352 )ﺑﻪ
. درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد ﭘﺨﺘﻪ ﺷﻮﻧﺪ1010 دﻣﺎي
ﺳــﻄﻮح ﺳــﺨﺖ ﭘﻮﺷــﺶﻫــﺎي ﻟﻌــﺎﺑﻲ داراي ﺿــﺮﻳﺐ7-2-12
12.2.7 The hard surfaces of enamel coatings
have low coefficients of friction and are highly
resistant to abrasion, rating 3½ to 6 on Moh’s
scale (see Note) of mineral hardness. Being
smooth and impervious to absorption, they
minimize product adhesion and clean readily.
Porcelain enamels are essentially glassy and are
electrically non-conductors with dielectric
strength in the range from 100 to 450 volts per
0.025 mm depending upon composition.
اﻧـﺪازه.اﺻﻄﻜﺎك ﭘﺎﻳﻴﻦ و ﻣﻘﺎوﻣﺖ ﺑﺎﻻ در ﺑﺮاﺑﺮ ﺳـﺎﻳﺶ ﻫـﺴﺘﻨﺪ
ﻣــﻮاد ﻣﻌــﺪﻧﻲMoh's در ﻣﻘﻴــﺎس6 ﺗــﺎ3 1 ﺳــﺨﺘﻲ آﻧﻬــﺎ از
2
ﺑﻪ دﻟﻴﻞ ﺻـﺎف و ﻧﻔـﻮذ ﻧﺎﭘـﺬﻳﺮ.(ﻣﻴﺒﺎﺷﺪ )ﺑﻪ ﻳﺎدآوري ﺗﻮﺟﻪ ﺷﻮد
ﭼﺴﺒﻨﺪﮔﻲ ﻣﺤﺼﻮل را ﺑﻪ ﺣﺪاﻗﻞ رﺳـﺎﻧﺪه و ﺑـﻪ،ﺑﻮدن در ﺟﺬب
ﻟﻌﺎب ﻫﺎي ﭼﻴﻨﻲ اﺻﻮﻻً ﺷﻴﺸﻪاي ﻣﺎﻧﻨـﺪ.ﺳﺎدﮔﻲ ﺗﻤﻴﺰ ﻣﻲ ﺷﻮﻧﺪ
450 ﺗـﺎ100 و ﻏﻴﺮرﺳﺎﻧﺎي اﻟﻜﺘﺮﻳﻜﻲ ﺑﺎ ﻗـﺪرت دياﻟﻜﺘﺮﻳـﻚ از
. ﻣﻴﻠﻴﻤﺘﺮ ﺑﻮده ﻛﻪ ﺑﺴﺘﮕﻲ ﺑﻪ ﺗﺮﻛﻴﺐ آﻧﻬﺎ دارد0/025 وﻟﺖ ﺑﺮاي
:ﻳﺎدآوري
Note:
ﻧـﺸﺎن:1 ﻣﻘﻴﺎس ﺳﺨﺘﻲ ﻣﻮاد ﻣﻌﺪﻧﻲ ﺑﻮده ﻛـﻪ:Moh's ﻣﻘﻴﺎس
:5 ، ﻓﻠﻮرﻳـﺖ:4 ، ﻛﻠـﺴﻴﺖ:3 ، ﮔـﭻ:2 ،دﻫﻨﺪه ﺳﺨﺘﻲ ﭘﻮدر ﺗﺎﻟـﻚ
:9 ، ﻛـﻮارﺗﺰ:8 ، ﺷﻴﺸﻪ ﺧـﺎﻟﺺ ﺳـﻴﻠﻴﺲ:7 ، اورﺗﻮﻛﻼز:6 ،اﭘﺎﺗﻴﺖ
:12 ، زﻳﺮﻛــﻮﻧﻴﻢ اﻛــﺴﻴﺪ ذوب ﺷــﺪه:11 ، ﮔﺎرﻧــﺖ:10 ،ﺗﻮﭘــﺎز
و، ﺑﻮرﻛﺎرﺑﻴـﺪ:14 ﺳﻴﻠﻴـﺴﻢ ﻛﺎرﺑﻴـﺪ و:13 ،آﻟﻮﻣﻴﻨﺎي ذوب ﺷﺪه
. اﻟﻤﺎس ﻣﻲ ﺑﺎﺷﺪ:15
Mohs’ scale: A scale of hardness for minerals in
which 1 represents the hardness of Talc; 2,
gypsum; 3, calcite; 4, fluorite; 5, apatite; 6,
orthoclase; 7, vitreous pure silica; 8, quartz; 9,
topaz; 10, garnet; 11, fused zirconium oxide; 12,
fused alumina; 13, silicon carbide; 14, boron
carbide; and 15, diamond.
ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﺮاﻣﻴﻜﻲ-13
13. CERAMIC LINING
ﻋﻤﻮﻣﻲ1-13
13.1 General
ﭘﻮﺷﺶﻫﺎي ﺑﻴﺮوﻧـﻲ و داﺧﻠـﻲ از ﺟـﻨﺲ ﺳـﺮاﻣﻴﻚ در1-1-13
13.1.1 Ceramic coating and lining, by strict
definition, are "super porcelains" based on
silicates and oxides. However, by extension,
high-temperature coating based on carbides,
silicides, borides, nitrides, cermets and some
other inorganic materials also have come to be
referred to as ceramic coatings and linings (see
13.2).
ﻋﺒﺎرت از »ﭼﻴﻨﻲ ﻫﺎي ﺑﺮﺗﺮ« ﺑﺮ ﭘﺎﻳـﻪ ﺳـﻴﻠﻴﻜﺎﺗﻬﺎ و،ﺗﻌﺮﻳﻒ دﻗﻴﻖ
ﭘﻮﺷـﺶ، ﺑﻪ ﻫﺮ ﺣﺎل ﺑـﺎ ﺗﻌﻤـﻴﻢ اﻳـﻦ ﻣﻌﻨـﻲ.اﻛﺴﻴﺪﻫﺎ ﻣﻲ ﺑﺎﺷﻨﺪ
، ﻧﻴﺘﺮﻳـﺪﻫﺎ، ﺑﻮرﻳـﺪﻫﺎ، ﺳﻴﻠﻴـﺴﻴﺪﻫﺎ،دﻣﺎي ﺑﺎﻻ ﺑـﺮ ﭘﺎﻳـﻪ ﻛﺎرﺑﻴـﺪﻫﺎ
ﭘﻮﺷﺶﻫـــﺎي داﺧﻠـﻲ و ﺑﻴﺮوﻧـﻲ،ﺳﺮﻣﺖ ﻫﺎ و دﻳﮕﺮ ﻣﻮاد ﻣﻌﺪﻧﻲ
.( ﻣﺮاﺟﻌﻪ ﺷﻮد2- 13 ﺳﺮاﻣﻴﻜﻲ ﻣﺤﺴﻮب ﻣﻲ ﮔﺮدﻧﺪ )ﺑــﻪ ﺑﻨﺪ
89
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﭘﻮﺷﺶﻫﺎي ﺑﻴﺮوﻧﻲ و داﺧﻠﻲ از ﺟﻨﺲ ﺳﺮاﻣﻴﻚ ﺑـﺮاي2-1-13
13.1.2 Ceramic coatings and linings are applied
to metals, concrete and brick surfaces to protect
them against oxidation, corrosion and erosion at
room and at elevated temperatures. Special
coatings and linings have been developed for
specific uses, such as wear, chemical resistance,
and prevention of hydrogen diffusion. Some of
the application in which ceramic coated metals
are employed are furnace components, heat
treating
equipment,
chemical-processing
equipments and heat exchangers.
ﺳﻄﻮح ﺑﺘﻦ و آﺟﺮ اﻋﻤﺎل ﻣﻲ ﮔﺮدﻧـﺪ ﺗـﺎ آﻧﻬـﺎ را در ﺑﺮاﺑـﺮ،ﻓﻠﺰات
ﺧﻮردﮔﻲ و ﻓﺮﺳﺎﻳﺶ در دﻣﺎي ﻣﺤﻴﻂ و در دﻣﺎﻫﺎي،اﻛﺴﻴﺪ ﺷﺪن
ﭘﻮﺷﺶ ﻫﺎ و ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﻣﺨـﺼﻮﺻﻲ.ﺑﺎﻻ ﺣﻔﺎﻇﺖ ﻧﻤﺎﻳﻨﺪ
ﻣﻘـﺎوم در ﺑﺮاﺑـﺮ،رﺷﺪ ﻳﺎﻓﺘﻪ ﻛﻪ ﺑﺮاي ﻣﻮارد ﺧﺎص ﻣﺎﻧﻨﺪ ﺳـﺎﻳﺶ
.ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ و ﺟﻠﻮﮔﻴﺮي از اﻧﺘﺸﺎر ﻫﻴـﺪروژن ﺑﻜـﺎر ﻣـﻲ روﻧـﺪ
ﺗﺠﻬﻴـﺰات،ﻓﻠﺰات ﭘﻮﺷﺶ ﺷﺪه ﺗﻮﺳﻂ ﺳﺮاﻣﻴﻚ ﺷﺎﻣﻞ اﺟﺰاء ﻛﻮره
ﺗﺠﻬﻴــﺰات ﻓﺮآﻳﻨــﺪي ﺷــﻴﻤﻴﺎﻳﻲ و ﻣﺒــﺪﻟﻬﺎي،ﻋﻤﻠﻴــﺎت ﺣﺮارﺗــﻲ
.ﺣﺮارﺗﻲ ﻣﻲ ﺑﺎﺷﺪ
13.1.3 Ceramic lining can be applied in two
systems; single layer and dual layer system over
metallic, concrete, and brick substrate.
ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﺮاﻣﻴﻜﻲ را ﻣﻲ ﺗﻮان در دو ﺳﺎﻣﺎﻧﻪ ﺑـﻪ3-1-13
13.1.3.1 Single-layer lining consist of a layer of
castable or gunitable ceramic with or without an
anchoring system.
ﭘﻮﺷﺶ ﺗﻚ ﻻﻳﻪ ﺷﺎﻣﻞ ﻳﻚ ﻻﻳﻪ ﻗﺎﺑﻞ رﻳﺨﺘﻪ ﮔـﺮي1-3-1-13
13.1.3.2 Single layer of ceramic lining shall be
used only on metallic surfaces for specific uses
such as wear, chemical resistance, and electrical
resistance in heat treating equipment and
chemical processing equipment.
ﭘﻮﺷﺶ ﺗﻚ ﻻﻳﻪ ﻓﻘﻂ ﺑﺎﻳﺪ روي ﺳﻄﻮح ﻓﻠﺰي ﺑﺮاي2-3-1-13
13.1.3.3 Dual lining consist of a layer of
membrane, protected by a surface layer of
erosion resistant castable ceramic. The surface
layer may be supported by either Y or V-studs or
retained in hex mesh supported by 50 mm,
square washers and studs (see Fig. 14).
ﭘﻮﺷﺶ دو ﻻﻳﻪ ﺷﺎﻣﻞ ﻳﻚ ﻻﻳـﻪ ﻏـﺸﺎء اﺳـﺖ ﻛـﻪ3-3-1-13
ﺑﺘﻨـﻲ و، ﺳﺎﻣﺎﻧﻪ ﺗﻚ ﻻﻳﻪ و دو ﻻﻳﻪ روي ﺳـﻄﻮح ﻓﻠـﺰي،ﻛﺎر ﺑﺮد
.زﻳﺮاﻳﻨﺪ آﺟﺮي
ﻳﺎ ﺳﺮاﻣﻴﻚ ﭘﺮﺗﺎﺑﻲ ﺑﻪ ﻫﻤﺮاه ﻳﺎ ﺑـﺪون ﺑﻜـﺎر ﺑـﺮدن ﺳـﺎﻣﺎﻧﻪ ﻣﻬـﺎر
.ﻣﻲﺷﻮد
ﻣﻘﺎوم در ﺑﺮاﺑﺮ ﻣـﻮاد ﺷـﻴﻤﻴﺎﻳﻲ و،ﻛﺎرﺑﺮدﻫﺎي ﺧﺎص ﻣﺎﻧﻨﺪ ﺳﺎﻳﺶ
ﻣﻘﺎوﻣﺖ اﻟﻜﺘﺮﻳﻜـﻲ در ﺗﺠﻬﻴـﺰات ﻋﻤﻠﻴـﺎت ﺣﺮارﺗـﻲ و ﺗﺠﻬﻴـﺰات
.ﻓﺮآﻳﻨﺪ ﺷﻴﻤﻴﺎﻳﻲ ﺑﻪ ﻛﺎر رود
ﺗﻮﺳﻂ ﺳﻄﺢ ﻣﻘـﺎوم ﺳـﺮاﻣﻴﻚ رﻳﺨﺘـﻪ ﮔـﺮي در ﺑﺮاﺑـﺮ ﻓﺮﺳـﺎﻳﺶ
ﺳﻄﺢ ﻻﻳﻪ ﻣﻤﻜﻦ اﺳﺖ ﺑﻪ وﺳـﻴﻠﻪ ﭘـﻴﭻ ﻫـﺎي.ﺣﻔﺎﻇﺖ ﻣﻲ ﺷﻮد
ﻳﺎ ﺑﻪ وﺳﻴﻠﻪ ﺷﺒﻜﻪ ﺷﺶ ﺿﻠﻌﻲ ﺑﺎ واﺷﺮﻫﺎي ﻣﺮﺑـﻊY ﻳﺎV دوﺳﺮ
)ﺑـﻪ. ﻣﻴﻠﻴﻤﺘﺮي و ﭘﻴﭻ ﻫﺎي دوﺳﺮ ﺗﻘﻮﻳﺖ و ﭘـﺸﺘﻴﺒﺎﻧﻲ ﺷـﻮد50
( ﻣﺮاﺟﻌﻪ ﺷﻮد14 ﺷﻜﻞ
13.1.3.4 Dual system is used for lining of both
steel and concrete equipments. Membrane
choices include asphaltics, resins and synthetic
elastomers (see Clause 14.2.2).
ﺳﺎﻣﺎﻧﻪ ﭘﻮﺷﺶ دوﻻﻳﻪ ﺑﺮاي ﻓﻮﻻد و ﺗﺠﻬﻴﺰات ﺑﺘﻨﻲ4-3-1-13
13.1.3.5 Dual system of ceramic lining shall be
used for storage of sodium chlorate (NaClO3),
hot HCl acid, titanium dioxide (TiO2) slurry,
ethylbenzene, aluminum chloride and benzene.
ﺳﺎﻣﺎﻧﻪ ﭘﻮﺷﺶ ﺳﺮاﻣﻴﻜﻲ دوﻻﻳﻪ ﺑﺎﻳﺪ ﺑﺮاي اﻧﺒﺎﺷﺖ5-3-1-13
رزﻳـﻦ ﻫـﺎ و، اﻧﺘﺨﺎب ﻏـﺸﺎء ﺷـﺎﻣﻞ آﺳـﻔﺎﻟﺖ ﻫـﺎ.ﺑﻪ ﻛﺎر ﻣﻲ رود
.( ﻣﺮاﺟﻌﻪ ﺷﻮد2-2-14 اﻻﺳﺘﻮﻣﺮﻫﺎي ﻣﺼﻨﻮﻋﻲ ﻣﻲ ﺑﺎﺷﺪ )ﺑﻪ ﺑﻨﺪ
، دوﻏــﺎب، اﺳــﻴﺪ ﻛﻠﺮﻳــﺪرﻳﻚ داغ، (NaClO3)ﺳــﺪﻳﻢ ﻛﻠــﺮات
آﻟﻮﻣﻴﻨﻴـﻮم ﻛﻠﺮﻳـﺪ و، اﺗﻴـﻞ ﺑﻨـﺰن،(Tio2) ﺗﻴﺘﺎﻧﻴﻮم دي اﻛﺴﻴﺪ
.ﺑﻨﺰن اﺳﺘﻔﺎده ﺷﻮد
90
Jan. 2010/ 1388 دي
Chemical and moisture-resistant
monolithic lining membrance
IPS-E-TP-350(1)
Flexible chemical and
moisture-resistant
ﻏﺸﺎء اﻧﻌﻄﺎف ﭘﺬﻳﺮ ﻣﻘﺎوم ﺑﻪ رﻃﻮﺑﺖ
و ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ
ﻏﺸﺎء ﭘﻮﺷﺶ ﻳﻜﭙﺎرﭼﻪ ﻣﻘﺎوم ﺑﻪ رﻃﻮﺑﺖ
و ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ
Permanently flexible
elastomeric expansion joint
اﺗﺼﺎل اﻧﺒﺴﺎﻃﻲ اﻧﻌﻄﺎف ﭘﺬﻳﺮ داﻳﻤﻲ
Steel and concrete
substrate
زﻳﺮاﻳﻨﺪ ﻓﻮﻻد و ﺑﺘﻦ
از ﺟﻨﺲ اﻻﺳﺘﻮﻣﺮ
Fig. 14
14 ﺷﻜﻞ
ﺷﻤﺎﺗﻴﻚ ﺳﺎﻣﺎﻧﻪ ﻳﻚ ﭘﻮﺷﺶ دوﻻﻳﻪ ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﻛـﻪ
ﺣﻔﺎﻇﺖ دوﮔﺎﻧﻪ ﭘﺎﻳﻪ را ﺑﻪ ﺷﻜﻞ ﻏﺸﺎء ﻗﺎﺑﻞ اﻧﻌﻄـﺎف و ﻳـﻚ ﻻﻳـﻪ
ﻏـﺸﺎء ﻗﺎﺑـﻞ اﻧﻌﻄـﺎف ﻣﻘـﺎوم ﺑـﻪ.ﺳﻄﺢ ﺳﺨﺖ ﺗﺄﻣﻴﻦ ﻣﻲ ﻧﻤﺎﻳﺪ
ﺧﻮردﮔﻲ ﻣﺴﺘﻘﻴﻤﺎً در ﺗﻤﺎس ﺑﺎ زﻳﺮاﻳﻨﺪﻫﺎي ﻓﻮﻻد و ﺑﺘﻦ ﺑـﻪ ﻛـﺎر
ﺳﭙﺲ ﺑﻪ وﺳﻴﻠﻪ ﭘﻮﺷﺶ ﺳﺮاﻣﻴﻜﻲ ﻳﻜﭙﺎرﭼﻪ ﭘﻮﺷﺎﻧﺪه ﻣﻲ.ﻣﻲروﻧﺪ
و دﻣـﺎيPH ﺷﻮد ﻛﻪ ﻗﺎدر ﺑﻪ ﺣﻔﺎﻇﺖ در ﻣﺤﺪوده ﮔﺴﺘﺮده اي از
.ﺑﺎﻻ ﻣﻲ ﺑﺎﺷﺪ
Schematic of a chemical-resistant dual-lining
system that provides double protection to the
substrate in the form of a flexible membrane and
a rigid surface layer. The flexible corrosionresistant membrane is applied in direct contact
with steel or concrete substrates. It is then
covered by the monolithic ceramic lining, which
provides protection over a broad PH range as
well as against high temperatures.
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﺳﺮاﻣﻴﻜﻲ2-13
13.2 Ceramic Lining Thickness
13.2.1 The thickness of ceramic linings are
depended on types of material and methods of
lining.
ﺿــﺨﺎﻣﺖ ﭘﻮﺷــﺶ ﻫــﺎي ﺳــﺮاﻣﻴﻜﻲ ﺑــﻪ ﻧــﻮع ﻣــﺎده و1-2-13
13.2.2 Silicate linings are applied by spray,
brushing and dipping at the usual thickness of
0.02 - 0.12 mm, and with reinforcement up to 25
mm thickness.
ﺑـﺮس و، ﭘﻮﺷﺶ ﻫﺎي ﺳـﻴﻠﻴﻜﺎت ﺑـﻪ وﺳـﻴﻠﻪ ﭘﺎﺷـﺶ2-2-13
13.2.3 Oxides linings are applied at the usual
thickness of 0.04 to 6 mm, and with
reinforcement up to 25 mm thickness.
ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ اﻛـﺴﻴﺪي در ﺿـﺨﺎﻣﺖ ﻣﻌﻤـﻮل3-2-13
13.2.4 Carbides linings are applied at the usual
thickness of 0.04 to 0.3 mm.
ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﻛﺎرﺑﻴـﺪي در ﺿـﺨﺎﻣﺖ ﻣﻌﻤـﻮل4-2-13
.روﺷﻬﺎي اﻋﻤﺎل ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺴﺘﮕﻲ دارد
ﻣﻴﻠﻴﻤﺘـﺮ و0/12 ﺗـﺎ0/02 ﻏﻮﻃﻪوري ﻛﺮدن در ﺿﺨﺎﻣﺖ ﻣﻌﻤﻮل
. ﻣﻴﻠﻴﻤﺘﺮ ﺿﺨﺎﻣﺖ ﺑﻪ ﻛﺎر ﻣﻲ روﻧﺪ25 ﺑﺎ ﺗﻘﻮﻳﺖ ﺗﺎ
ﻣﻴﻠﻴﻤﺘﺮ ﺿـﺨﺎﻣﺖ ﺑـﻪ ﻛـﺎر25 ﻣﻴﻠﻴﻤﺘﺮ و ﺑﺎ ﺗﻘﻮﻳﺖ ﺗﺎ6 ﺗﺎ0/04
.ﻣﻲ روﻧﺪ
. ﻣﻴﻠﻴﻤﺘﺮ ﺑﻪ ﻛﺎر ﻣﻲ روﻧﺪ0/3 ﺗﺎ0/04
91
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
13.2.5 Silicides linings are applied in thicknesses
of 0.0.1 to 0.1 mm.
ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﺳﻴﻠﻴﺴﻴﺪي در ﺿﺨﺎﻣﺖ ﻣﻌﻤﻮل5-2-13
13.2.6 Phosphate-bonded linings are applied
with reinforcement up to 50 mm thickness.
ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﺑﺎ ﭘﻴﻮﻧﺪ ﻓﺴﻔﺎﺗﻪ ﺑﺎ ﻣﻘﺎوم ﺳـﺎزي6-2-13
13.2.7 Cermets linings are applied in thicknesses
of 0.02 to 0.7 mm.
ﺗـﺎ0/02 در ﺿـﺨﺎﻣﺖ، ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﺳـﺮﻣﺘﻲ7-2-13
. ﻣﻴﻠﻴﻤﺘﺮ ﺑﻪ ﻛﺎر ﻣﻲ روﻧﺪ0/1 ﺗﺎ0/01
. ﻣﻴﻠﻴﻤﺘﺮ ﺿﺨﺎﻣﺖ ﺑﻪ ﻛﺎر ﻣﻲ روﻧﺪ50 ﺗﺎ
. ﻣﻴﻠﻴﻤﺘﺮ ﺑﻪ ﻛﺎر ﻣﻲ روﻧﺪ0/7
ﻛﺎرﺑﺮد ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﺮاﻣﻴﻜﻲ3-13
13.3 Application of Ceramic Lining
Application of ceramic lining shall be in
accordance with IPS-C-TP-352.
IPS-C-TP-352 ﻛﺎرﺑﺮد ﭘﻮﺷﺶ داﺧﻠﻲ ﺳـﺮاﻣﻴﻜﻲ ﺑﺎﻳـﺪ ﻃﺒـﻖ
14. CHEMICAL-RESISTANT BRICK AND
TILE LINING
ﭘﻮﺷﺶ داﺧﻠﻲ از ﺟﻨﺲ ﻛﺎﺷﻲ و آﺟﺮي ﻣﻘﺎوم ﺑﻪ ﻣﻮاد-14
.ﺑﺎﺷﺪ
ﺷﻴﻤﻴﺎﻳﻲ
14.1 General
ﻋﻤﻮﻣﻲ-1-14
14.1.1 A chemical-resistant brick lining is used
for the internal protection of steel and concrete
types of process vessels, columns, tanks,
trenches, etc.
ﭘﻮﺷﺶ آﺟﺮي ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﺑﺮاي ﺣﻔﺎﻇـﺖ1-1-14
، ﻣﺨـﺎزن، ﺑـﺮج ﻫـﺎ، داﺧﻠﻲ ﻇﺮوف ﻓﺮآﻳﻨﺪ اﻧﻮاع ﻓﻮﻻدي و ﺑﺘﻨـﻲ
.ﻛﺎﻧﺎل ﻫﺎ و ﻏﻴﺮه اﺳﺘﻔﺎده ﻣﻲ ﺷﻮد
اﻳﻦ ﻳﻚ ﺳﺎﻣﺎﻧﻪ ﭼﻨﺪ ﻻﻳﻪ اﺳﺖ ﻛـﻪ ﺗﻮﺳـﻂ ﻳـﻚ ﺑﺪﻧـﻪ ﺳـﺨﺖ و
: و ﺑﻪ ﻃﻮر ﻛﻠﻲ ﺷﺎﻣﻞ،ﻣﺤﻜﻢ ﻧﮕﻬﺪاري ﻣﻲ ﺷﻮد
It is a multilayer system supported by a shell to
provide rigidity and strength and, generally,
consists of:
1) An impervious membrane to prevent the
corrosive medium reaching the shell; and,
( ﻏﺸﺎء ﻏﻴﺮﻗﺎﺑـﻞ ﻧﻔـﻮذ ﺑـﺮاي ﺟﻠـﻮﮔﻴﺮي از رﺳـﻴﺪن ﻋﺎﻣـﻞ1
2) one or more layers of chemical-resistant
brick and tile, laid in a chemical-resistant
cement;
( ﻳﻚ ﻳﺎ ﭼﻨﺪ ﻻﻳﻪ ﻛﺎﺷﻲ و آﺟﺮي ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷـﻴﻤﻴﺎﻳﻲ2
،ﺧﻮردﻧﺪه ﺑﻪ ﺑﺪﻧﻪ ؛ و
.در ﺳﻴﻤﺎن ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﻗﺮار دارد
. ﻣﺮاﺟﻌﻪ ﺷﻮد15 و ﺷﻜﻞ2-14 ( ﺑﻪ ﺑﻨﺪ3
3) see Clause 14-2 and Fig. 15.
ﺑﺮاي اﻃﻼﻋﺎت ﺑﻴﺸﺘﺮ درﺑـﺎره ﻇـﺮوف ﺿـﺪ اﺳـﻴﺪ ﺑـﺎ ﻏـﺸﺎء و
. ﻣﺮاﺟﻌﻪ ﺷﻮدNACE 6K 157 ﭘﻮﺷﺶ آﺟﺮي ﺑﻪ ﻧﺸﺮﻳﻪ
For more information about acid proof vessel
with membrane and brick lining see NACE
publication 6 K 157.
ﺗﺠﻬﻴﺰات ﭘﻮﺷﺶ ﺷﺪه ﺑﺎ آﺟﺮ ﺑﺎﻳـﺪ ﺑـﻪ ﺷـﻜﻠﻲ ﻧـﺼﺐ2-1-14
14.1.2 Brick-lined equipment should be installed
such that a complete inspection of the outer
surface is always possible. Flat bottom steel
vessels shall therefore be supported on beams so
that an inspection of the bottom can be made.
ﺷﻮﻧﺪ ﻛﻪ ﺑﺎزرﺳﻲ ﻛﺎﻣﻞ از ﺳﻄﺢ ﺧـﺎرﺟﻲ ﻫﻤﻴـﺸﻪ اﻣﻜـﺎن ﭘـﺬﻳﺮ
ﻇﺮوف ﻓﻮﻻدي ﻣﺴﻄﺢ ﺑﺎﻳﺪ روي ﺗﻴـﺮ آﻫـﻦﻫـﺎ ﺑـﻪ ﺷـﻜﻠﻲ.ﺑﺎﺷﺪ
.ﻧﮕﻬﺪاري ﺷﻮﻧﺪ ﻛﻪ ﺑﺎزرﺳﻲ از ﻛﻒ ﻋﻤﻠﻲ ﺑﺎﺷﺪ
ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﺑﺎﻳـﺪ ﺑـﻪ ﻃـﻮر3-1-14
14.1.3 Chemical-resistant lining shall be
regularly inspected for defects. The main defects
are spalling of the bricks or tiles, erosion effects,
cracks in the lining and degradation of chemicalresistant lining materials.
ﭘﻮﺳﺘﻪ ﺷﺪن ﻛﺎﺷﻲ ﻫﺎ.ﻣﺮﺗﺐ ﺑﺮاي ﺷﻨﺎﺳﺎﻳﻲ ﻋﻴﻮب ﺑﺎزرﺳﻲ ﺷﻮد
ﺗـﺮك ﻫـﺎﻳﻲ ﻛـﻪ در ﭘﻮﺷـﺶ داﺧﻠـﻲ و، اﺛﺮات ﺳﺎﻳﺸﻲ،ﻳﺎ آﺟﺮﻫﺎ
ﻋﻴـﻮب،ﻓﺮﺳﺎﻳﺶ ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻘﺎوم ﺑـﻪ ﻣـﻮاد ﺷـﻴﻤﻴﺎﻳﻲ
.اﺻﻠﻲ ﻫﺴﺘﻨﺪ
92
دي Jan. 2010/ 1388
)IPS-E-TP-350(1
اﺗﺼﺎﻻت ﺳﻴﻤﺎﻧﻲ
ﻣﻘﺎوم ﺑﻪ اﺳﻴﺪ
Existing steel shell
ﺑﺪﻧﻪ ﻓﻮﻻدي ﻣﻮﺟﻮد
ﺑﺪﻧﻪ ﻓﻮﻻدي ﻣﻮﺟﻮد
ﻏﺸﺎء
ﻣﻼت ﺳﻴﻤﺎن ﭘﺸﺘﺒﻨﺪ
ﻣﻘﺎوم ﺑﻪ اﺳﻴﺪ
آﺟﺮ ﻣﻘﺎوم ﺑﻪ اﺳﻴﺪ )(2
ﻇﺮف آﺟﺮي 50ﺗﺎ 100ﻣﻴﻠﻴﻤﺘﺮ
Fig. 15- CHEMICAL - RESISTANCE BRICK AND TILE LINING
ﺷﻜﻞ -15ﭘﻮﺷﺶ داﺧﻠﻲ از ﺟﻨﺲ ﻛﺎﺷﻲ و آﺟﺮ ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ
4-1-14ﺑﻌﺪ از ﺷﻨﺎﺳﺎﻳﻲ ﻋﻴﺐ ،ﺑﻪ ﻣﻨﻈﻮر ﺟﻠﻮﮔﻴﺮي از آﺳـﻴﺐ
14.1.4 When a defect is detected, repairs shall be
carried immediately in order to prevent serious
attack to the concrete or steel substrate.
ﺟﺪي ﺑﻪ ﺑﺘﻦ ﻳﺎ زﻳﺮاﻳﻨﺪ ﻓﻮﻻدي ﺑﻼﻓﺎﺻﻠﻪ ﺑﺎﻳـﺪ ﺗﻌﻤﻴـﺮات اﻧﺠـﺎم
ﺷﻮد.
5-1-14ﭘﻮﺷﺶ داﺧﻠﻲ آﺟﺮي ﺑﺎﻳﺪ ﺑـﺎ دﻗـﺖ اﺟـﺮا ﺷـﺪه و در
14.1.5 The brick lining shall be carefully treated
and protected against damage by traffic loads,
impact and impermissible local chemical and
thermal attack (steam, leaking flanges, etc.).
ﺑﺮاﺑﺮ آﺳﻴﺐ ﻫﺎي ﻧﺎﺷﻲ از ﺑﺎر ﺗﺮاﻓﻴﻜﻲ ،ﺿﺮﺑﻪ و اﺛـﺮات ﺣﺮارﺗـﻲ و
ﺷﻴﻤﻴﺎﻳﻲ ﻣﺤﻠﻲ ﻏﻴﺮ ﻣﺠﺎز )ﻣﺎﻧﻨﺪ ﺑﺨﺎر ،ﻧﺸﺘﻲ ﻓﻠﻨﺞ ﻫـﺎ و ﻏﻴـﺮه(
ﻣﺤﺎﻓﻈﺖ ﺷﻮد.
2-14ﻧﻮع ﭘﻮﺷﺶ داﺧﻠﻲ آﺟﺮي
14.2 Type of Brick Lining
1-2-14ﭘﻮﺷﺶ آﺟﺮي ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ از ﭼﻨﺪﻳﻦ ﻻﻳﻪ
14.2.1 Chemical-resistant brick lining is a
multilayer system consist of following layers:
ﺗﺸﻜﻴﻞ ﺷﺪه و ﻻﻳﻪ ﻫﺎ ﺑﻪ ﻗﺮار زﻳﺮ ﻫﺴﺘﻨﺪ:
ﻏﺸﺎء ﻧﻔﻮذ ﻧﺎﭘﺬﻳﺮ )(2-2-14 ﺳﻴﻤﺎن ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ )(3-2-14 -ﻻﻳﻪ آﺟﺮ ﻳﺎ ﻛﺎﺷﻲ )(4-2-14
)- Layer of brick or tile (14.2.4
2-2-14ﻏﺸﺎء ﻧﻔﻮذ ﻧﺎﭘﺬﻳﺮ
14.2.2 Impervious Membrane
)- Impervious membrane (14.2.2
)- Chemical-resistant cement (14.2.3
1-2-2-14ﺗﻘﺮﻳﺒﺎً ﻣﻄﻠﻮب ﺧﻮاﻫﺪ ﺑﻮد ﻛـﻪ از ﭘﻮﺷـﺶ داﺧﻠـﻲ
14.2.2.1 It is almost always desirable to use a
continuous and impervious membrane lining
between the vessel shell and the chemicalresistant brick. This will protect the vessel shell
from chemical attack by the solution which
permeates the brick lining through pores or
cracks. Materials which employed for this
purpose are sheet elastomers and plastics and
also coatings that vary in thickness and chemical
resistance properties (see Table 17).
ﻏﺸﺎء ﭘﻴﻮﺳﺘﻪ و ﻧﻔﻮذ ﻧﺎﭘﺬﻳﺮ در ﺑﻴﻦ ﺑﺪﻧﻪ ﻇﺮف و آﺟﺮ ﻣﻘـﺎوم ﺑـﻪ
ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ اﺳﺘﻔﺎده ﺷﻮد .ﺑﺎ اﻳﻦ ﻋﻤﻞ از ﺑﺪﻧﻪ ﻇـﺮف در ﺑﺮاﺑـﺮ
ﺗﺄﺛﻴﺮ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﻛﻪ ﺑﻪ ﺻﻮرت ﻣﺤﻠﻮل و از ﻃﺮﻳﻖ روزﻧﻪ ﻫـﺎ و
ﺗﺮﻛﻬﺎ ﺑﻪ ﭘﻮﺷﺶ آﺟﺮي ﻧﻔـﻮذ ﻣـﻲ ﻛﻨـﺪ ﺣﻔﺎﻇـﺖ ﺧﻮاﻫـﺪ ﺷـﺪ.
ﻣﻮادي ﻛﻪ ﺑﺮاي اﻳﻦ ﻣﻨﻈﻮر ﺑﻪ ﺧﺪﻣﺖ ﮔﺮﻓﺘﻪ ﻣﻲ ﺷﻮد ورق ﻫـﺎي
ﭘﻼﺳﺘﻴﻚ و اﻻﺳﺘﻮﻣﺮي و ﻫﻤﭽﻨﻴﻦ ﭘﻮﺷﺶ ﻫـﺎﻳﻲ ﺑـﺎ ﺿـﺨﺎﻣﺖ و
ﺧﻮاص ﻣﻘﺎوم در ﺑﺮاﺑﺮ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﻣﺨﺘﻠﻒ ﻫﺴﺘﻨﺪ )ﺑﻪ ﺟـﺪول
17ﻣﺮاﺟﻌﻪ ﺷﻮد(
93
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﭼﻨﺎﻧﭽــﻪ آﺟﺮﻛــﺎري ﺑــﻪ اﻧــﺪازه ﻛــﺎﻓﻲ ﺿــﺨﻴﻢ و2-2-2-14
14.2.2.2 It is desirable to provide brickwork
sufficiently thick to hold membrane temperatures
to about 65°C maximum.
اﻳـﺪه، درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد ﻧﮕـﻪ دارد65 دﻣﺎﻫﺎي ﻏﺸﺎء را در ﺣﺪود
.آل ﺧﻮاﻫﺪ ﺑﻮد
در ﺻــﻮرت ﻣﻮﺟــﻮد ﻧﺒــﻮدن ﻏــﺸﺎء ﻧﻔــﻮذ ﻧﺎﭘــﺬﻳﺮ3-2-2-14
14.2.2.3 When there is no suitable impervious
membrane available, even for moderate
corrosion and temperature conditions behind the
brick lining, a brick lining shall only be selected
when there is convincing evidence that a crackfree lining can be applied and maintained e.g. by
pre-stressing the brick lining (see Note).
ﺣﺘﻲ ﺑﺮاي ﺷـﺮاﻳﻂ ﺧـﻮردﮔﻲ و دﻣـﺎي ﻣﺘﻮﺳـﻂ ﭘـﺸﺖ،ﻣﻨﺎﺳﺐ
ﻓﻘـﻂ ﺑﺎﻳـﺪ ﻧـﻮﻋﻲ از ﭘﻮﺷـﺶ آﺟـﺮي را، ﭘﻮﺷﺶ داﺧﻠﻲ آﺟـﺮي
اﻧﺘﺨﺎب ﻧﻤﻮد ﻛﻪ ﻋﺎري از ﺗﺮك ﺑﻮده و ﺑﺘﻮان آﻧـﺮا ﺑـﺮاي ﻣﺜـﺎل ﺑـﺎ
)ﺑـﻪ ﻳـﺎدآوري.ﭘﻴﺶ ﺗﻨﺶ ﭘﻮﺷﺶ آﺟﺮي اﻋﻤﺎل و ﻧﮕﻬﺪاري ﻧﻤﻮد
(ﻣﺮاﺟﻌﻪ ﺷﻮد
:ﻳﺎدآوري
Note:
The heating and pressing of brick lined
equipment before the cement is fully cured,
known as pre-stressing. In this case joint cement
will cure in the expanded condition and will not
contract on cooling down.
ﮔﺮم ﻛﺮدن و ﺗﺤﺖ ﻓﺸﺎر ﻗﺮار دادن ﺗﺠﻬﻴﺰات ﭘﻮﺷﺶ ﺷﺪه ﺑﺎ آﺟﺮ
ﻗﺒﻞ از ﺳﺨﺖ ﺷﺪن ﻛﺎﻣﻞ ﺳﻴﻤﺎن ﺑﻪ ﻧﺎم ﭘﻴﺶ ﺗﻨﺶ ﺷﻨﺎﺧﺘﻪ ﻣﻲ
در اﻳﻦ وﺿﻌﻴﺖ اﺗﺼﺎل ﺳﻴﻤﺎن در ﺷـﺮاﻳﻂ اﻧﺒـﺴﺎط ﺳـﺨﺖ.ﺷﻮد
.ﺧﻮاﻫﺪ ﺷﺪ و در اﺛﺮ ﺳﺮد ﺷﺪن ﻣﻨﻘﺒﺾ ﻧﺨﻮاﻫﺪ ﺷﺪ
14.2.2.4 For compatibility of some membranes
with substrate material see Table 16.
ﺑﺮاي ﺳﺎزﮔﺎري ﺑﻌﻀﻲ از ﻏﺸﺎء ﻫﺎ ﺑﺎ ﻣﻮاد زﻳﺮآﻳﻨـﺪ4-2-2-14
. ﻣﺮاﺟﻌﻪ ﺷﻮد16 ﺑﻪ ﺟﺪول
TABLE 16 - COMPATIBILITY OF MEMBRANE WITH SUBSTRATE MATERIAL
ﺳﺎزﮔﺎري ﻏﺸﺎء ﻫﺎ ﺑﺎ ﻣﻮاد زﻳﺮآﻳﻨﺪ-16 ﺟﺪول
MEMBRANE
ﻏﺸـــــﺎء
SURFACE
TO
BE LINED
ﺳﻄﺤﻲ ﻛﻪ ﺑﺎﻳﺪ ﭘﻮﺷﺶ
Hard &
Soft
Rubber
ﺷﻮد
ﻻﺳﺘﻴﻚ ﻧﺮم
PolyIsobutylene
Reinforced
Epoxy
PolyUrethane
ﭘﻠﻲ اﻳﺰو
اﭘﻮﻛﺴﻲ
ﭘﻠﻲ اورﺗﺎن
ﺑﻮﺗﻴﻠﻦ
Steel
Asphaltic
Bitumen
ﻗﻴﺮ آﺳﻔﺎﻟﺘﻲ
ﺳﺮب) ورق و
ﺗﻘﻮﻳﺖ ﺷﺪه
و ﺳﺨﺖ
Concrete
Lead
(Sheet and
Melted)
(ذوب ﺷﺪه
ﺑﺘﻦ
---
×
×
×
ﻓﻮﻻد
×
×
×
---
×
×
---
× = Can be used,
× = ﻗﺎﺑﻞ اﺳﺘﻔﺎده اﺳﺖ
… = Shall not be used
… = ﻏﻴﺮ ﻗﺎﺑﻞ اﺳﺘﻔﺎده
94
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 17- MEMBERANES FOR USE WITH BRICK LININGS
ﻏﺸﺎء ﻫﺎي ﻣﺼﺮﻓﻲ در ﭘﻮﺷﺶ ﺑﺎ آﺟﺮ-17 ﺟﺪول
CORRODENT
SOFT
NATRUAL
RUBBER
ﺧﻮرﻧﺪه
NEOPRENE
ﻧﻴﻮﭘﺮن
ﻻﺳﺘﻴﻚ ﻧﺮم
ﻃﺒﻴﻌﻲ
PLACTICIZE
POLYVINYLCHLORIDE
ASPHATIC
LEAD
آﺳﻔﺎﻟﺖ
ﺳﺮب
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ
ﻧﺮم ﺷﺪه
24°C
65°C
24°C
65°C
24°C
65°C
24°C
65°C
24°C
65°C
اﺳﺘﻴﻚ
F
P
F
P
F
P
P
P
P
P
اﺳﺘﻴﻚ ﮔﻼﺳﻴﺎل
P
P
P
P
P
P
P
P
F
P
E
E
G
F
E
E
E
E
G
F
ﺑﻨﺰوﻳﻴﻚ اﺷﺒﺎع
E
E
E
E
E
E
E
E
P
P
ﺑﻮرﻳﻚ اﺷﺒﺎع
E
E
E
E
E
E
E
E
G
G
ﺑﻮﺗﻴﺮﻳﻚ
F
P
F
P
P
P
P
P
P
P
ﻛﻠﺮواﺳﺘﻴﻚ
P
P
F
P
F
P
P
P
P
P
CHROMIC 5%
ﻛﺮوﻣﻴﻚ
P
P
P
P
G
F
G
F
E
E
CHROMIC 10%
ﻛﺮوﻣﻴﻚ
P
P
P
P
E
F
G
F
E
E
CITRIC 10%
ﺳﻴﺘﺮﻳﻚ
E
E
E
E
E
E
E
E
E
E
P
P
F
P
G
F
P
P
G
G
ﻓﻠﻮﺳﻴﻠﻴﺴﻴﻚ
E
E
G
G
E
E
P
P
ﻓﺮﻣﻴﻚ
G
F
G
F
F
P
F
P
F
P
HYDROBROMIC 48%
ﻫﻴﺪروﺑﺮوﻣﻴﻚ
G
F
F
P
E
F
E
G
P
P
HYDROCHLORIC 37%
ﻫﻴﺪروﻛﻠﺮﻳﻚ
E
G
F
P
E
F
E
E
P
HYDROCYANIC 25%
ﻫﻴﺪروﺳﻴﺎﻧﻴﻚ
G
G
E
E
E
E
E
E
G
F
HYDROFLURIC 40%
ﻫﻴﺪروﻓﻠﻮرﻳﻚ
G
F
G
F
E
P
F
F
F
P
ﻫﻴﭙﻮﻛﻠﺮوس
E
G
P
P
E
P
P
P
P
P
LACTIC 25%
ﻻﻛﺘﻴﻚ
E
E
E
E
E
E
E
E
P
P
MALEIC 25%
ﻣﺎﻟﻴﻴﻚ
G
G
G
F
G
F
G
F
P
P
NITRIC 5%
ﻧﻴﺘﺮﻳﻚ
P
P
F
P
E
E
G
G
P
P
NITRIC 10%
ﻧﻴﺘﺮﻳﻚ
P
P
F
P
E
E
G
G
P
P
NITRIC 20%
ﻧﻴﺘﺮﻳﻚ
P
P
F
P
E
F
G
F
P
P
OLEIC 100%
اوﻟﻴﻴﻚ
F
P
F
P
E
F
F
P
P
P
ACIDS:
:اﺳﻴﺪﻫﺎ
ACETIC. 10%
ACETIC GLACIAL
BENZOIC SULFONIC 10%
ﺑﻨﺰوﻳﻴﻚ ﺳﻮﻟﻔﻮﻧﻴﻚ
BENZOIC SAT,D
BORIC SAT,D
BUTYRIC 100%
CHLOROACETIC 10%
FATTY ACIDS: (6 and Up)100%
( ﺑﻪ ﺑﺎﻻ6) اﺳﻴﺪﻫﺎي ﭼﺮب
FLUOSILICIC 40%
FORMIC 90%
HYPOCHLOROUS 10%
(to be continued)
()اداﻣﻪ دارد
95
P
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 17- (continued)
( )اداﻣﻪ-17 ﺟﺪول
CORRODENT
SOFT
NATRUAL
RUBBER
ﺧﻮرﻧﺪه
NEOPRENE
ﻧﻴﻮﭘﺮن
ﻻﺳﺘﻴﻚ ﻧﺮم
ﻃﺒﻴﻌﻲ
PLACTICIZE
POLYVINYLCHLORIDE
ASPHATIC
LEAD
آﺳﻔﺎﻟﺖ
ﺳﺮب
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ
ﻧﺮم ﺷﺪه
OXALIC 20%
اوﮔﺰاﻟﻴﻚ
24°C
G
65°C
G
24°C
G
65°C
G
24°C
E
65°C
F
24°C
E
65°C
E
24°C
P
65°C
P
PERCHLORIC 40%
ﭘﺮﻛﻠﺮﻳﻚ
G
F
G
F
E
P
PHOSPHORIC 85%
ﻓﺴﻔﺮﻳﻚ
E
E
E
E
E
E
E
E
E
G
PICRIC 10%
ﭘﻴﻜﺮﻳﻚ
F
P
F
P
P
P
P
P
G
G
STEARIC 100%
اﺳﺘﻴﺎرﻳﻚ
F
P
F
F
E
F
F
P
G
F
SULFURIC 50%
ﺳﻮﻟﻔﻮرﻳﻚ
E
E
E
E
E
E
E
E
E
E
ﺳﻮﻟﻔﻮرﻳﻚ
F
P
P
F
P
E
P
F
P
E
E
P
P
P
P
P
P
P
G
P
P
P
P
P
P
P
P
P
P
P
G
G
G
G
E
F
G
F
G
F
E
E
G
G
E
F
G
F
G
F
E
E
E
E
E
G
G
F
G
F
E
E
E
E
E
G
G
F
G
F
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
G
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
F
P
ﻗﻠﻊ ﻛﻠﺮﻳﺪ
E
E
G
F
E
E
E
ٍE
F
E
ZINC CHLORIDE, NITRATE,
SULFATE 10% ﺳﻮﻟﻔﺎت، ﻧﻴﺘﺮات،روي ﻛﻠﺮﻳﺪ
E
E
E
E
E
E
E
E
G
F
SULFURIC 70%
SULFURIC 87%
ﺳﻮﻟﻔﻮرﻳﻚ
OLEUM 110% (SULFURIC)
(اوﻟﻴﻮم )ﺳﻮﻟﻔﻮرﻳﻚ
ALKALIES:
ﻗﻠﻴﺎﻫﺎ
AMMONIUM HYDROXIDE 28%
آﻣﻮﻧﻴﻮم ﻫﻴﺪروﻛﺴﻴﺪ
CALCIUM HYDROXIDE SAT.D
ﻛﻠﺴﻴﻢ ﻫﻴﺪروﻛﺴﻴﺪ اﺷﺒﺎع
POTASSIUM HYDROXIDE 25%
ﭘﺘﺎﺳﻴﻢ ﻫﻴﺪروﻛﺴﻴﺪ
SODIUM HYDROXIDE 25%
ﺳﺪﻳﻢ ﻫﻴﺪروﻛﺴﻴﺪ
ACID SALTS:
ﻧﻤﻚ ﻫﺎي اﺳﻴﺪي
ALUM 10%
%10 زاج ﺳﻔﻴﺪ
AMMONIUM CHLORIDE, NITRATE,SULFATE
ﺳﻮﻟﻔﺎت، ﻧﻴﺘﺮات،آﻣﻮﻧﻴﻮم ﻛﻠﺮﻳﺪ
COPPER CHLORIDE, NITRAE,
SULFATE
ﺳﻮﻟﻔﺎت، ﻧﻴﺘﺮات،ﻣﺲ ﻛﻠﺮﻳﺪ
FERRIC CHLORIDE, NITRATE,
SULFATE10%
ﺳﻮﻟﻔﺎت، ﻧﻴﺘﺮات،ﻓﺮﻳﻚ ﻛﻠﺮﻳﺪ
NICKEL CHLORIDE SULFATE 10%
ﻧﻴﻜﻞ ﻛﻠﺮﻳﺪ ﺳﻮﻟﻔﺎت
STANNIC CHLORIDE 100%
(to be continued)
()اداﻣﻪ دارد
96
Jan. 2010/ 1388 دي
[
IPS-E-TP-350(1)
TABLE 17- (continued)
( )اداﻣﻪ-17 ﺟﺪول
CORRODENT
SOFT
NATRUAL
RUBBER
ﺧﻮرﻧﺪه
NEOPRENE
ﻧﻴﻮﭘﺮن
ﻻﺳﺘﻴﻚ ﻧﺮم
ﻃﺒﻴﻌﻲ
PLACTICIZE
POLYVINYLCHLORIDE
ASPHATIC
LEAD
آﺳﻔﺎﻟﺖ
ﺳﺮب
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ
ﻧﺮم ﺷﺪه
24°C
65°C
24°C
65°C
24°C
65°C
24°C
65°C
24°C
65°C
E
E
E
E
E
E
F
P
E
E
E
E
E
E
E
E
E
E
E
E
SOUDIUM CARBONAT10%ﺳﺪﻳﻢ ﻛﺮﺑﻨﺎت
E
E
E
E
E
E
G
F
E
E
SUDIUM SULFIDE
E
E
E
E
E
E
F
P
G
G
E
E
E
E
E
E
P
P
P
P
E
E
E
E
E
E
E
E
G
F
E
E
E
E
E
E
E
E
G
F
E
E
E
E
E
E
E
E
G
F
E
E
E
E
E
E
E
E
G
F
ALKALINE SALTS:
:ﻧﻤﻚ ﻫﺎي ﻗﻠﻴﺎﻳﻲ
BARIUM SULFIDE
ﺑﺎرﻳﻢ ﺳﻮﻟﻔﻴﺪ
SOUDIUM BICARBONAT 10%
ﺳﺪﻳﻢ ﺑﻲ ﻛﺮﺑﻨﺎت
ﺳﺪﻳﻢ ﺳﻮﻟﻔﻴﺪ
TRISODIUM PHOSPHATE 10%
ﺗﺮي ﺳﺪﻳﻢ ﻓﺴﻔﺎت
NEUTRAL SALTS: :ﻧﻤﻚ ﻫﺎي ﺧﻨﺜﻲ
CALCIUM CHLORIDE, NITRATE 10%
% 10 ﻧﻴﺘﺮات، ﻛﻠﺴﻴﻢ ﻛﻠﺮﻳﺪ
MAGNESOUM CHLORIDE, NITRATE,
SULFATE 10%
%10 ﺳﻮﻟﻔﺎت، ﻧﻴﺘﺮات، ﻣﻨﻴﺰﻳﻢ ﻛﻠﺮﻳﺪ
POTASIUM CHLORIDE, NITRATE,
SULFAT 10%
%10 ﺳﻮﻟﻔﺎت، ﻧﻴﺘﺮات، ﭘﺘﺎﺳﻴﻢ ﻛﻠﺮﻳﺪ
SODIUM CHLORIDE, NITRATE,
SULFATE 10%
%10 ﺳﻮﻟﻔﺎت، ﻧﻴﺘﺮات، ﺳﺪﻳﻢ ﻛﻠﺮﻳﺪ
GASES:
:ﮔﺎزﻫﺎ
CHLORINE DRY
ﻛﻠﺮﺧﺸﻚ
G
F
P
P
E
F
E
E
E
E
CHLORINE WET
ﻛﻠﺮ ﺗﺮ
P
P
P
P
E
F
E
F
G
G
G
F
E
E
E
E
E
E
E
G
G
F
E
E
E
E
E
E
E
G
E
E
E
E
E
G
E
E
E
G
G
F
G
F
P
P
P
P
E
E
E
E
E
E
E
F
E
E
E
E
HYDROGEN SULFIDE
ﻫﻴﺪروژن ﺳﻮﻟﻔﻴﺪ
SULFUR DIOXIDE DRY
ﮔﻮﮔﺮد دي اﻛﺴﻴﺪ ﺧﺸﻚ
SULFUR DIOXIDE WET
ﮔﻮﮔﺮد دي اﻛﺴﻴﺪ ﺗﺮ
ORGANIC MATERIALS:
ACETONE 100%
:ﻣﻮاد آﻟﻲ
اﺳﺘﻮن
ALCOHOL, METHYL, ETHYLE 96%
% 96 اﺗﻴﻞ، ﻣﺘﻴﻞ،اﻟﻜﻞ
ANILINE
آﻧﻴﻠﻴﻦ
F
P
F
P
P
P
P
P
E
E
BENSENE
ﺑﻨﺰن
P
P
P
P
P
P
P
P
E
E
(to be continued)
()اداﻣﻪ دارد
97
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 17- (continued)
( )اداﻣﻪ-17 ﺟﺪول
CORRODENT
SOFT
NATRUAL
RUBBER
ﺧﻮرﻧﺪه
NEOPRENE
ﻧﻴﻮﭘﺮن
ﻻﺳﺘﻴﻚ ﻧﺮم
ﻃﺒﻴﻌﻲ
LEAD
آﺳﻔﺎﻟﺖ
ﺳﺮب
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ
ﻧﺮم ﺷﺪه
65°C
24°C
65°C
24°C
65°C
24°C
65°C
24°C
65°C
P
P
P
P
P
P
P
P
G
G
ﻛﻠﺮو ﻓﺮم
P
P
P
P
P
P
P
P
G
G
اﺗﻴﻞ اﺳﺘﺎت
P
P
P
P
P
P
P
P
E
E
P
P
P
P
P
P
P
P
E
E
P
P
G
P
G
E
F
F
P
P
P
P
P
P
E
G
ﻛﺮﺑﻦ ﺗﺘﺮاﻛﻠﺮﻳﺪ
CHLOROFORM
ETHYLENE DICHLORIDE
اﺗﻴﻠﻦ دي ﻛﻠﺮﻳﺪ
FORMALDEHYDE 37%
ASPHATIC
24°C
CARBON TETRACHOLORIDE
ETHYL ACETATE
PLACTICIZE
POLYVINYLCHLORIDE
ﻓﺮم آﻟﺪﻫﻴﺪ
PHENOL 5%
ﻓﻨﻞ
TRICHLORO ETHYLIENE
ﺗﺮي ﻛﻠﺮو اﺗﻴﻠﻦ
P
P
P
P
P
P
P
P
G
G
P
P
P
P
E
E
P
P
F
P
P
P
P
P
E
E
P
P
F
P
P
P
P
P
E
E
P
P
P
P
P
P
F
P
E
P
F
F
P
P
P
P
P
P
E
P
P
P
P
p
BLEACH SOLUTIONS: ﻣﺤﻠﻮل ﻫﺎي ﺑﻠﻴﭻ
CHLORIDE DIOXIDE ACID
SOLUTIONS
ﻣﺤﻠﻮل ﻫﺎي ﻛﻠﺮﻳﺪ دي اﻛﺴﻴﺪ اﺳﻴﺪ
CHLORIDE DIOXIDE NEUTRAL
SOLUTIONS
ﻛﻠﺮﻳﺪ دي اﻛﺴﻴﺪ ﻣﺤﻠﻮل ﻫﺎي ﺧﻨﺜﻲ
CHLORIDE DIOXIDE ALKALINE TO
PH 11
PH 11 ﻛﻠﺮﻳﺪ دي اﻛﺴﻴﺪ ﻗﻠﻴﺎﻳﻲ ﺗﺎ
SODIUM HYPOCHLORIC ACID
NEUTRAL OR ALKALINE TO PH 11
(5% sol)
ﺳﺪﻳﻢ ﻫﻴﭙﻮﻛﻠﺮﻳﻚ اﺳﻴﺪ ﺧﻨﺜﻲ ﻳﺎ
( درﺻﺪ5 )ﻣﺤﻠﻮلPH11 ﻗﻠﻴﺎﻳﻲ
SODIUM HYPOCHLORIC ABOVE
PH11 (5% sol)
( درﺻﺪ5 )ﻣﺤﻠﻮلPH11 ﺳﺪﻳﻢ ﻫﻴﭙﻮﻛﻠﺮﻳﻚ ﺑﺎﻻي
ﻋﻼﺋﻢ و اﺧﺘﺼﺎرات ﭘﺸﺖ،ﻣﻘﺎوم ﺑﻪ ﺧﻮردﮔﻲ در دودﻣﺎي ﻣﺘﻔﺎوت در ﺳﻄﺢ ﻏﺸﺎء
آﺟﺮ
Resistance to corrosives at two temperature levels at surface of
membrane behind brick legend:
E
Excellent
G
Good Occasionally Used
F
Pair, For Limited Service Only
P
Poor, Not Recommended
98
ﻋﺎﻟﻲ
E
ﻣﺼﺮف آن در ﺑﻌﻀﻲ ﻣﻮاﻗﻊ ﺧﻮب اﺳﺖ
G
ﻓﻘﻂ ﺑﺮاي ﺳﺮوﻳﺲ ﻣﺤﺪود،ﻣﺘﻮﺳﻂ
F
. ﺗﻮﺻﻴﻪ ﻧﻤﻲ ﮔﺮدد،ﺿﻌﻴﻒ
P
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﻻﻳﻪ ﺳﻴﻤﺎﻧﻲ ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ3-2-14
14.2.3 Chemical-resistant cement layer
ﺗﻮﺿﻴﺤﺎت1-3-2-14
14.2.3.1 Description
ﺳﻴﻤﺎنﻫﺎﻳﻲ ﺑﺎ ﭘﺎﻳﻪ ﺳـﻴﻠﻴﻜﺎت ﻳـﺎ ﺳـﻴﻤﺎن ﻫـﺎي ﺑـﺎ ﭘﺎﻳـﻪ رزﻳـﻦ
17 ﻣﺼﻨﻮﻋﻲ ﺑﺮاي ﺳﻴﻤﺎن ﻛﺮدن آﺟﺮﻫﺎ ﺑﻜﺎر ﻣﻲ روﻧﺪ )ﺑﻪ ﺟﺪول
ﻣﻘﺎوﻣﺖ اﻳﻦ ﺳﻴﻤﺎﻧﻬﺎ در ﺑﺮاﺑﺮ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﻣﺎﻧﻨﺪ.(ﻣﺮاﺟﻌﻪ ﺷﻮد
ﺑﻨﺎﺑﺮاﻳﻦ دﻗﺖ در اﻧﺘﺨـﺎب ﺑـﺎ ﺗﻮﺟـﻪ ﺑـﻪ،آﺟﺮﻫﺎي ﻣﺘﺪاول ﻧﻴﺴﺖ
( ﻣﺮاﺟﻌﻪ ﺷﻮد18 ﻣﻘﺎوﻣﺖ ﺷﻴﻤﻴﺎﻳﻲ ﺿﺮوري اﺳﺖ )ﺑﻪ ﺟﺪول
در ﺑﻌﻀﻲ ﻣﻮاﻗﻊ ﻻزم اﺳﺖ ﻛﻪ ﺑﻪ ﻣﻘﺎوﻣﺖ ﻓﺮﺳﺎﻳﺸﻲ ﺳﻴﻤﺎن ﻫـﻢ
اﺳﺘﻔﺎده از ﺳﻴﻤﺎﻧﻬﺎي ﻫﻴﺪروﻟﻴﻚ ﻧﺒﺎﻳﺪ ﺑﺮاي ﭘﻮﺷﺶ.ﺗﻮﺟﻪ داﺷﺖ
داﺧﻠﻲ ﻛﺮدن آﺟﺮ ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﺑﺮاي ﺗﺠﻬﻴﺰات ﻓﺮآﻳﻨﺪ
ﺑﻌﻀﻲ از ﺳﻴﻤﺎن ﻫﺎ ﻣﻘﺎوم ﺑﻪ ﻣـﻮاد ﺷـﻴﻤﻴﺎﻳﻲ ﻣـﻲ.اﺳﺘﻔﺎده ﺷﻮد
ﻣﺮاﺟﻌـﻪ19 ﺗﻮاﻧﻨﺪ ﺑﻪ ﻋﻨﻮان ﻏﺸﺎء ﺑﻜﺎر ﺑﺮده ﺷـﻮﻧﺪ )ﺑـﻪ ﺟـﺪول
(ﺷﻮد
Silicate-based cements or synthetic resin-based
cements are used to cement the bricks (see Table
17). The chemical resistance of these cement is
not as universal as that of the bricks, so that
careful selection with respect to chemical
resistance is required (see Table 18).
Sometimes it will also be necessary to consider
the erosion resistance of the cement. Hydraulic
cements shall not be used for chemical-resistant
brick lining for process equipment. Some
chemical-resistant cements can also be used as
membrane (see Table 19).
ﺳﻴﻤﺎن ﻫﺎي ﺑﺎ ﭘﺎﻳﻪ ﺳﻴﻠﻴﻜﺎت2-3-2-14
14.2.3.2 Silicate-based cements
آﻧﻬﺎ.ﺳﻴﻤﺎن ﻫﺎي ﺑﺎ ﭘﺎﻳﻪ ﺳﻴﻠﻴﻜﺎت ﺳﺎﻣﺎﻧﻪ ﻫﺎي دو ﺑﺨﺸﻲ ﻫﺴﺘﻨﺪ
ﺷﺎﻣﻞ ﻣﺤﻠﻮل ﺳﺪﻳﻢ ﻳﺎ ﭘﺘﺎﺳﻴﻢ ﺳﻴﻠﻴﻜﺎت ﻣﺨﻠـﻮط ﺷـﺪه ﺑـﺎ ﻳـﻚ
ﺳﻴﻤﺎن ﻫﺎي ﺳـﻴﻠﻴﻜﺎﺗﻪ.ﭘﺮﻛﻨﻨﺪه ﺧﻨﺜﻲ ﻣﺜﻞ ﭘﻮدر ﻛﻮارﺗﺰ ﻫﺴﺘﻨﺪ
ﺑﺨـﺎر و،ﻣﻘﺎوﻣﺖ زﻳﺎدي در ﺑﺮاﺑﺮ ﻓﺮﺳﺎﻳﺶ ﺧـﺼﻮﺻﺎً در آب ﮔـﺮم
ﺳﺮوﻳﺲ ﻗﻠﻴﺎﻳﻲ ﻧﺪاﺷﺘﻪ واﻣﻜﺎن ﺷﺴﺘﻪ ﺷﺪن ﺳﻴﻤﺎن از اﺗـﺼﺎﻻت
ﻟﺬا ﺑﻪ اﺳﺘﻔﺎده از ﺳﻴﻤﺎﻧﻬﺎي ﺑﺎ ﭘﺎﻳﻪ رزﻳﻨﻲ ﺗﺤﺖ اﻳـﻦ.وﺟﻮد دارد
.ﺷﺮاﻳﻂ ﺑﺎﻳﺪ ﺗﻮﺟﻪ ﺷﻮد
ﺳﻴﻤﺎن ﻫﺎي ﺳﻴﻠﻴﻜﺎﺗﻪ ﻧﺒﺎﻳﺪ ﺑﻪ ﻋﻨﻮان ﻏﺸﺎء ﺑﻪ ﻛﺎرﺑﺮده ﺷﻮﻧﺪ )ﺑﻪ
ﻣﺮاﺟﻌﻪ ﺷــﻮد( و ﻫﻤﭽﻨﻴﻦ ﺑـــﻪ ﻏـــﺸﺎء ﻻﺳـﺘﻴﻜﻲ19 ﺟﺪول
.ﻧﻤﻲ ﭼﺴﺒﻨﺪ
Silicate-based cement are two component
systems. They consist of a sodium or potassium
silicate solution mixed with inert fillers e.g.
quartz flour.Silicate-based cements do not have
much resistance to erosion especially in hot
water, steam, and alkali service where washing
out of the cement from the joints may occur. The
use of resin-based cements for these condition
has to be considered.
Silicate-based cements shall not be used as a
membrane (see Table 19) and also they do not
adhere to rubber membrane.
ﺳﻴﻤﺎن ﻓﻨﻞ ﻓﻮرﻓﻮراﻟﺪﻫﻴﺪ3-3-2-14
14.2.3.3 Phenol-furfuraldehyde cement
اﻳﻦ ﺳﻴﻤﺎن ﻫﺎ از رزﻳﻦ ﻓﻨﻞ– ﻓﺮﻣﺎﻟﺪﻫﻴﺪ و ﻣﺸﺘﻘﺎت ﻓﻮران ﺑﺎ ﻳﻚ
ﺳـﻴﻤﺎن ﻫـﺎ از دو ﺑﺨـﺶ.ﭘﺮﻛﻨﻨﺪه ﺧﻨﺜـﻲ ﺗـﺸﻜﻴﻞ ﺷـﺪه اﺳـﺖ
ﻣﺤﻠﻮل ﻏﻠﻴﻆ )ﻣﺤﻠﻮل رزﻳﻦ( و ﻳﻚ ﭘﻮدر ﺧﻨﺜﻲ،ﺗﺸﻜﻴﻞ ﺷﺪه اﻧﺪ
ﻛﻪ ﺑﺎﻳﺪ ﺑﻼﻓﺎﺻـﻠﻪ ﻗﺒـﻞ،()ﻫﻤﺮاه ﻣﻘﺪاري از ﻋﺎﻣﻞ واﻛﻨﺶ دﻫﻨﺪه
.از ﻣﺼﺮف ﺑﻪ ﻃﻮر ﻛﺎﻣﻞ ﻣﺨﻠﻮط ﺷﻮﻧﺪ
در ﺻﻮرت ﻧﻴﺎز ﺑﻪ ﻣﻘﺎوﻣﺖ در ﺑﺮاﺑﺮ اﺳﻴﺪ ﻫﻴﺪرو ﻓﻠﻮرﻳﻚ ﺑﻪ ﺟﺎي
ﻣﺎﺳﻪ ﻳﺎ ﺑﺎرﻳﺖ ﻫــﺎ از ﮔﺮاﻓﻴﺖ ﺑــﻪ ﻋﻨﻮان ﻳﻚ ﭘﺮﻛﻨﻨﺪه اﺳـﺘﻔﺎده
ﭼﻨﺎﻧﭽﻪ ﺑﻪ ﻃﻮر ﺻﺤﻴﺢ ﺑﻜﺎر رود ﻋﺎري از ﺳـﻮراخ ﻫـﺎي.ﻣﻲ ﺷﻮد
.رﻳﺰ و ﻣﻘﺎوم ﺑﻪ ﻓﺮﺳﺎﻳﺶ ﻫﺴﺘﻨﺪ
ﭼﻨﺎﻧﭽﻪ ﺑﻪ ﻋﻨﻮان ﻏﺸﺎء ﻗﺒﻞ از ﺑﻜﺎر ﺑﺮدن ﺳﻴﻤﺎن ﻣـﺴﺘﻘﻴﻤﺎً روي
ﻓﻮﻻد ﻳﺎ ﺑﺘﻦ اﺳﺘﻔﺎده ﺷﻮد ﺳﻄﻮح ﺑﺎﻳـﺪ ﺑـﺎ ﻳـﻚ ﭘﻮﺷـﺶ داﺧﻠـﻲ
.ﻣﻨﺎﺳﺐ ﭘﻮﺷﻴﺪه ﺷﻮد
These cements consist of phenol-formaldehyde
resin and furane derivates with an inert filler.
The cements are supplied as two components, a
syrup (the resin solution) and an inert powder
(containing also a part of the reactive agent),
which shall be mixed thoroughly and
immediately before use.
In cases where resistance to hydrofluoric acid is
required, graphite is used as a filler instead of
sand or barytes. They are erosion-resistance and
free of pores when properly applied.
When it is used as a membrane, before applying
the cement directly on to steel or concrete the
surface must be coated by a suitable primer.
ﺳﻴﻤﺎن ﻫﺎي ﻓﻮران4-3-2-14
14.2.3.4 Furane cements
ﻳﻜـﻲ ﭘـﻮدر و،اﻳﻦ ﻧﻮع ﺳﻴﻤﺎن ﻫﺎ از دو ﺟﺰء ﺗـﺸﻜﻴﻞ ﺷـﺪه اﻧـﺪ
ﭼﻨﺎﻧﭽـﻪ درﺳـﺖ ﻣﺨﻠـﻮط ﺷـﻮﻧﺪ ﺑﻬﺘـﺮﻳﻦ.دﻳﮕﺮي ﻣﺤﻠﻮل ﻏﻠﻴﻆ
They are supplied as two components, a powder
and a syrup, which gives a cement of excellent
99
Jan. 2010/ 1388 دي
adhesive qualities when mixed correctly. The
syrup cures to hard solid resin with the addition
of suitable catalysts.
IPS-E-TP-350(1)
در ﺻﻮرﺗﻲ ﻛﻪ ﻛﺎﺗﺎﻟﻴﺴﺖﻫﺎي.ﭼﺴﺒﻴﻨﺪﮔﻲ را ﺑﻪ ﺳﻴﻤﺎن ﻣﻲ دﻫﺪ
ﺗﺒﺪﻳﻞ ﺑﻪ رزﻳﻦ ﺟﺎﻣﺪ و ﺳﺨﺖ ﻣـﻲ،ﻣﻨﺎﺳﺒﻲ ﺑﻪ ﺷﻴﺮه اﺿﺎﻓﻪ ﺷﻮد
.ﺷﻮد
ﺳﻴﻤﺎن ﻓﻮران ﻣﻘﺎوﻣﺖ ﺧﻮﺑﻲ در ﺑﺮاﺑـﺮ ﻣـﻮاد ﺷـﻴﻤﻴﺎﻳﻲ دارد )ﺑـﻪ
، ﭼﻨﺎﻧﭽﻪ ﮔﺮاﻓﻴﺖ ﺑـﻪ آن اﺿـﺎﻓﻪ ﮔـﺮدد.( ﻣﺮاﺟﻌﻪ ﺷﻮد18 ﺟﺪول
ﭼﻨﺎﻧﭽـﻪ.ﻣﻘﺎوﻣﺖ در ﺑﺮاﺑﺮ اﺳﻴﺪ ﻫﻴﺪروﻓﻠﻮرﻳﻚ ﺑﻪ دﺳﺖ ﻣﻲ آﻳـﺪ
ﻋـﺎري از،ﺳﻴﻤﺎن ﻫــــﺎي ﻓﻮران ﺑــﻪ ﻃـﻮر ﺻـﺤﻴﺢ ﻋﻤـﻞ آﻳـﺪ
.ﺳﻮراخ ﻫﺎي رﻳﺰ و ﻣﻘﺎوم ﺑﻪ ﻓﺮﺳﺎﻳﺶ ﻫﺴﺘﻨﺪ
Furane-cement have a good chemical resistance
(see Table 18). If a filler such as graphite is
added, resistance to hydrofluoric acid is
obtained.Furane-cements are erosion resistant
and free of pores, when properly applied.
ﺳﻴﻤﺎن ﻫﺎي ﭘﻠﻲ اﺳﺘﺮي5-3-2-14
14.2.3.5 Polyester cements
ﺳﻴﻤﺎن ﻫﺎي ﺑﺮ ﭘﺎﻳﻪ رزﻳﻦ ﭘﻠﻲ اﺳﺘﺮ)ﻏﻴﺮاﺷـﺒﺎع( از دو ﺑﺨـﺶ ﻳـﺎ
، ﻛﺎﺗﺎﻟﻴـﺴﺖ، ﺑﺨـﺶ ﻫـﺎي )رزﻳـﻦ ﻣـﺎﻳﻊ.ﺑﻴﺸﺘﺮ ﺗﻬﻴﻪ ﻣﻲ ﺷـﻮﻧﺪ
ﭘــﺮ ﻛﻨﻨﺪه و ﻏﻴـــﺮه( ﺑﻼﻓﺎﺻـﻠﻪ ﻗﺒـﻞ از ﻣـﺼﺮف،ﺗﺸﺪﻳﺪ ﻛﻨﻨﺪه
اﻓﺰاﻳﺶ ﭘﺮﻛﻨﻨﺪه ﻫﺎي ﺧﻨﺜـﻲ ﻣﺎﻧﻨـﺪ ﮔﺮاﻓﻴـﺖ.ﻣﺨﻠﻮط ﻣﻲ ﺷﻮﻧﺪ
ﻣﻘﺎوﻣﺖ ﺳﻴﻤﺎن راﺣﺘﻲ در ﺑﺮاﺑﺮ اﺳﻴﺪ ﻫﻴﺪروﻓﻠﻮرﻳﻚ ﺗﻮﺳﻌﻪ داده
و ﻣﻘﺎوﻣﺖ آن را در ﺑﺮاﺑﺮ ﻣﻮاد ﻗﻠﻴﺎﻳﻲ ﺑﻴﺸﺘﺮ ﻣﻲ ﻛﻨﺪ )ﺑـﻪ ﺟـﺪول
. آﻧﻬﺎ ﻣﻘﺎوﻣﺖ ﺧﻮﺑﻲ در ﻣﻘﺎﺑﻞ ﺳﺎﻳﺶ دارﻧﺪ،( ﻣﺮاﺟﻌﻪ ﺷﻮد18
Cements based on (unsaturated) polyester resin
are supplied in two or more components. The
components (liquid resin, catalyst, accelerator,
filler, etc.) are mixed immediately before use.
The addition of inert fillers, such as graphite, to
the cement extends its resistance even to
hydrofluoric acid and its resistance to alkalis
becomes greater (see Table 18). They posses
good erosion resistance.
ﺳﻴﻤﺎن ﻫﺎي اﭘﻮﻛﺴﻲ6-3-2-14
14.2.3.6 Epoxy-cements
Cements based on epoxy resin are supplied in
two or more components (liquid resin, cold
curing agent, filler or fiberglass reinforcement,
etc.). Curing starts immediately after mixing.
Epoxy cements have the very good adhesion to
metallic and concrete substrate. In metallic
process equipment they can be used as a
membrane, if necessary, with glassfiber
reinforcement. When applied on a concrete
substrate, no prior treatment, other than proper
surface
cleaning
is
necessary
(see
IPS-C-TP-101). If a filler such as graphite is
added, resistance of hydrofluoric acid is
obtained. Epoxy-cements with glass-fiber
reinforcement can be used for marine steel
structures
specially
for
splash
zone
(see IPS-E-TP-270)
ﺳﻴﻤﺎن ﻫﺎي ﺑﺮﭘﺎﻳﻪ رزﻳﻦ اﭘﻮﻛﺴﻲ از دو ﺑﺨﺶ ﻳـﺎ ﺑﻴـﺸﺘﺮ )رزﻳـﻦ
ﭘﺮﻛﻨﻨﺪه ﻳﺎ ﺗﻘﻮﻳﺖ ﻛﻨﻨﺪه اﻟﻴـﺎف ﺷﻴـﺸﻪ و، ﻋﻤﻞ آوري ﺳﺮد،ﻣﺎﻳﻊ
ﺑﻼﻓﺎﺻﻠﻪ ﺑﻌﺪ از ﻣﺨﻠﻮط ﻛﺮدن ﻋﻤـﻞ ﺑـﺴﺘﻦ.ﻏﻴﺮه( ﺗﻬﻴﻪ ﻣﻲ ﺷﻮﻧﺪ
ﺳﻴﻤﺎن ﻫﺎي اﭘﻮﻛﺴﻲ ﭼﺴﺒﻨﺪﮔﻲ ﺑﺴﻴﺎر ﺧﻮﺑﻲ ﺑـﻪ.ﺷﺮوع ﻣﻲ ﺷﻮد
در ﻓﺮآﻳﻨﺪ ﺗﺠﻬﻴﺰات ﻓﻠﺰي از آﻧﻬـﺎ.زﻳﺮاﻳﻨﺪﻫﺎي ﻓﻠﺰي و ﺑﺘﻨﻲ دارﻧﺪ
ﺑﻪ ﻋﻨﻮان ﻏﺸﺎء و در ﺻﻮرت ﻟﺰوم ﺑﺎ ﺗﻘﻮﻳـﺖ ﻛﻨﻨـﺪه اﻟﻴـﺎف ﺷﻴـﺸﻪ
در ﺻﻮرت اﺳﺘﻔﺎده ﺑﺮ روي ﺑﺘﻦ ﭘﺎﻳﻪ ﺑـﺪون.ﻣﻲ ﺗﻮان اﺳﺘﻔﺎده ﻧﻤﻮد
اﻧﺠﺎم ﻫﺮﻧﻮع ﻋﻤﻠﻴﺎﺗﻲ ﻗﺒﻠﻲ ﻓﻘﻂ اﻧﺠﺎم ﺻﺤﻴﺢ آﻣﺎده ﺳـﺎزي ﺳـﻄﺢ
اﻓـﺰاﻳﺶ ﮔﺮاﻓﻴـﺖ.( ﻣﺮاﺟﻌﻪ ﺷﻮدIPS-C-TP-101 ﻻزم اﺳﺖ )ﺑﻪ
ﺑﻪ ﻋﻨﻮان ﭘﺮﻛﻨﻨﺪه ﺑﺎﻋﺚ ﻣﻘﺎوﻣﺖ در ﺑﺮاﺑﺮ اﺳﻴﺪ ﻫﻴﺪروﻓﻠﻮرﻳﻚ ﻣـﻲ
ﺳﻴﻤﺎن ﻫــﺎي اﭘﻮﻛﺴﻲ ﺑﺎ ﺗﻘﻮﻳـﺖ ﻛﻨﻨـﺪه اﻟﻴـﺎف ﺷﻴـﺸﻪ اي.ﺷﻮد
ﺑﺮاي ﺳﺎزه ﻫﺎي ﻓﻮﻻدي درﻳﺎﻳﻲ ﺧﺼﻮﺻﺎً ﺑﺮاي ﻧﺎﺣﻴﻪ ﭘﺎﺷـﺶ ﻗﺎﺑـﻞ
14.2.3.7
Phenolic
cements
formaldehyde cements)
– ﺳﻴﻤﺎن ﻫﺎي ﻓﻨﻠﻲ )ﺳـﻴﻤﺎن ﻫـﺎي ﻓﻨـﻞ7-3-2-14
.( ﻣﺮاﺟﻌﻪ ﺷﻮدIPS-E-TP-270 اﺳﺘﻔﺎده ﻫﺴﺘﻨﺪ )ﺑﻪ اﺳﺘﺎﻧﺪارد
(phenol-
(ﻓﺮﻣﺎﻟﺪﻫﻴﺪ
Phenolic cements is prepared by combining the
liquid phenolic formaldehyde resin suitably
modified with an acid containing filler like
carbon or silica.
ﺳﻴﻤﺎن ﻫﺎي ﻓﻨﻠﻲ ﺑﻪ وﺳـﻴﻠﻪ ﺗﺮﻛﻴـﺐ رزﻳـﻦ ﻣـﺎﻳﻊ ﻓﺮﻣﺎﻟﺪﻫﻴـﺪ
ﻓﻨﻠﻲ ﺑﺎ اﺳﻴﺪي ﺣﺎوي ﭘﺮﻛﻨﻨﺪه ﻫﺎﻳﻲ ﻣﺎﻧﻨﺪ ﻛﺮﺑﻦ ﺑـــﺎ ﺳـﻴﻠﻴﺲ
. ﺗﻬﻴﻪ ﻣﻲ ﮔﺮدد،اﺻﻼح ﺷﺪه ﺑﻄﻮر ﻣﻨﺎﺳﺐ
ﻧﺴﺒﺖ ﻣﺨﻠﻮط ﺷﺪن ﺣﺪود دو ﺑﻪ ﻳﻚ ﭘﻮدر ﺑﻪ ﻣﺎﻳﻊ ﺑﺮاي ﭘﺮﻛﻨﻨـﺪه
The mixing ratio is about two to one powder-toliquid for the carbon filled and 2½ to one for the
silica-filled cements.
. ﺑﻪ ﻳﻚ ﺑﺮاي ﺳﻴﻤﺎنﻫﺎي ﭘﺮﻛﻨﻨﺪه ﺳﻴﻠﻴﺲ ﻣﻲ ﺑﺎﺷﺪ2 1 ﻛﺮﺑﻦ و
2
ﻧﺸﺎن داده ﺷﺪه18 ﻣﻘﺎوﻣﺖ ﺷﻴﻤﻴﺎﻳﻲ ﺳﻴﻤﺎن ﻓﻨﻠﻴﻚ در ﺟﺪول
.اﺳﺖ
The chemical resistance of phenolic cement is
shown in Table 18.
100
)IPS-E-TP-350(1
دي Jan. 2010/ 1388
8-3-2-14ﺳﻴﻤﺎن ﻫﺎي ﮔﻮﮔﺮدي
14.2.3.8 Sulfur cements
ﺳﻴﻤﺎن ﻫﺎي ﺧﻤﻴﺮي ﮔﻮﮔﺮد ﺑﻪ ﻃﻮر ﻋﻤـﺪه از ﻣﺨﻠـﻮط ﮔـﻮﮔﺮد و
ﭘﺮﻛﻨﻨﺪه ﺧﻨﺜـﻲ ﻫﻤـﺮاه ﺑـﺎ ﻣﻘـﺪار ﺟﺰﻳـﻲ ﻧـﺮم ﻛﻨﻨـﺪه ﺗـﺸﻜﻴﻞ
ﮔﺮدﻳﺪهاﻧﺪ .ﺳﻴﻤﺎن ﻫﺎي ﮔﻮﮔﺮد ﺑــﻪ ﺻﻮرت ﻣﻮاد ﻣﺬاب ﮔﺮم ﺑــﻪ
ﻛﺎر ﺑﺮده ﻣﻲ ﺷﻮﻧﺪ .ﺑﻴﺸﺘﺮﻳﻦ ﻣﺰﻳﺖ ﺳﻴﻤﺎن ﻫﺎي ﮔﻮﮔﺮدي ﻧﺴﺒﺖ
ﺑﻪ ﺳﻴﻤﺎﻧﻬﺎي رزﻳﻨﻲ ،ﻫﺰﻳﻨﻪ ﭘﺎﻳﻴﻦ آﻧﻬﺎ اﺳﺖ .در ﺿﻤﻦ آﻧﻬﺎ ﻗﺎﺑـﻞ
اﺳﺘﻔﺎده ﺑﺎ ﭘﺮﻛﻨﻨﺪه ﻫﺎي ﺳﻴﻠﻴﺴﻲ ﻳﺎ ﻛﺮﺑﻨﻲ ﻫﺴﺘﻨﺪ.
Plasticized sulfur cements essentially are
mixture of sulfur and inert fillers with minor
amount of plastisizer. Sulfur cements are applied
as hot melt materials. The major advantages of
sulfur cements over the resin cements are lower
cost.They can be used with silica or carbon
fillers.
101
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 18 - RESISTANCE OF RESIN-CEMENTS IN CHEMICAL ENVIRONMENT
ﻣﻘﺎوﻣﺖ ﺳﻴﻤﺎن ﻫﺎي رزﻳﻨﻲ درﻣﺤﻴﻂ ﺷﻴﻤﻴﺎﻳﻲ-18 ﺟﺪول
RESISTANCE OF RESINS – CEMENT
CORROSION
ﻣﻘﺎوﻣﺖ ﺳﻴﻤﺎن رزﻳﻨﻲ
MEDIA
Furan
Phenolic
Polyester
Epoxy
Sulfur
ﻣﺤﻴﻂ ﺧﻮردﮔﻲ
ﻓﻮران
ﻓﻨﻠﻲ
ﭘﻠﻲ اﺳﺘﺮ
اﭘﻮﻛﺴﻲ
ﮔﻮﮔﺮد
Silicate
Cement
ﺳﻴﻤﺎن
ﺳﻴﻠﻴﻜﺎﺗﻲ
Acids:
:اﺳﻴﺪﻫﺎ
Acetic, dilute
Acetic, glacial
اﺳﺘﻴﻚ رﻗﻴﻖ
R
R
LR
R
R
R
اﺳﺘﻴﻚ ﮔﻼﺳﻴﺎل
R
LR
NR
NR
LR
R
Chromic
ﻛﺮوﻣﻴﻚ
NR
LR
LR
NR
R
R
Citric
ﺳﻴﺘﺮﻳﻚ
R
R
--
R
R
R
R
R
R
LR
R
R
R
R
R
LR
R
(With carbon
filled)
R
NR
NR
R
Fatty acids
اﺳﻴﺪﻫﺎي ﭼﺮب
Hydrochloric
R
ﻫﻴﺪروﻛﻠﺮرﻳﻚ
R
R
ﻫﻴﺪروﻓﻠﻮرﻳﻚ
R
(With carbon
filled)
R
(With carbon
filled)
ﺑﺎﭘﺮﻛﻨﻨﺪه ﻛﺮﺑﻦ
ﺑﺎﭘﺮﻛﻨﻨﺪه ﻛﺮﺑﻦ
(With carbon
filled)
(With carbon
filled)
ﺑﺎﭘﺮﻛﻨﻨﺪه ﻛﺮﺑﻦ
ﺑﺎﭘﺮﻛﻨﻨﺪه ﻛﺮﺑﻦ
ﻧﻴﺘﺮﻳﻚ
LR
LR
--
NR
--
R
درﺻﺪ2 ﻧﻴﺘﺮﻳﻚ
NR
--
LR
NR
R
R
Nitric, over 2%
درﺻﺪ2 ﺑﻴﺸﺘﺮ،ﻳﺘﺮﻳﻚ
NR
--
NR
--
--
R
Nitric, over 5%
درﺻﺪ5 ﺑﻴﺸﺘﺮ،ﻧﻴﺘﺮﻳﻚ
--
--
--
--
LR
R
Nitric, under5%
درﺻﺪ5 ﻛﻤﺘﺮ،ﻧﻴﺘﺮﻳﻚ
--
NR
--
--
R
R
--
LR
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
LR
LR
NR
NR
NR
--
--
NR
NR
NR
Hydrofluoric
Hypochlorous
ﻫﻴﭙﻮﻛﻠﺮوس
Nitric
Nitric, 2%
Phosphoric
Sulfuric, 50%
Sulfuric, 80%
ﻓﺴﻔﺮﻳﻚ
( درﺻﺪ50) ﺳﻮﻟﻔﻮرﻳﻚ
( درﺻﺪ80) ﺳﻮﻟﻔﻮرﻳﻚ
Sulfuric, concentrated
Alkalis:
ﺳﻮﻟﻔﻮرﻳﻚ ﻏﻠﻴﻆ
ﺑﺎﭘﺮﻛﻨﻨﺪه ﻛﺮﺑﻦ
R
(With carbon
filled)
ﺑﺎﭘﺮﻛﻨﻨﺪه ﻛﺮﺑﻦ
NR
:ﻗﻠﻴﺎﻫﺎ
Ammonium hydroxide آﻣﻮﻧﻴﻢ ﻫﻴﺪروﻛﺴﻴﺪ
(to be continued)
R
()اداﻣﻪ دارد
102
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 18 - (continued)
( )اداﻣﻪ18 ﺟﺪول
RESISTANCE OF RESINS – CEMENT
CORROSION
ﻣﻘﺎوﻣﺖ ﺳﻴﻤﺎن رزﻳﻨﻲ
MEDIA
Furan
Phenolic
Polyester
Epoxy
Sulfur
ﻣﺤﻴﻂ ﺧﻮردﮔﻲ
ﻓﻮران
ﻓﻨﻠﻲ
ﭘﻠﻲ اﺳﺘﺮ
اﭘﻮﻛﺴﻲ
ﮔﻮﮔﺮد
Silicate
Cement
ﺳﻴﻤﺎن ﺳﻴﻠﻴﻜﺎﺗﻪ
Calcium hydroxide
ﻛﻠﺴﻴﻢ ﻫﻴﺪروﻛﺴﻴﺪ
Sodium hydroxide, 1%
R
NR
NR
درﺻﺪ10 ﺳﺪﻳﻢ ﻫﻴﺪروﻛﺴﻴﺪ
Sodium hydroxide, 25%
درﺻﺪ25 ﺳﺪﻳﻢ ﻫﻴﺪروﻛﺴﻴﺪ
Gases:
ﭘﺮﻛﻨﻨﺪه ﻛﺮﺑﻦ ﺗﺮﺟﻴﺢ
دارد
R
(carbon filled
PREFERRED)
NR
NR
NR
NR
R
LR
NR
LR*
NR
NR
R"
NR
NR
LR*
NR
NR
R"
NR
NR
درﺻﺪ1 ﺳﺪﻳﻢ ﻫﻴﺪروﻛﺴﻴﺪ
Sodium hydroxide, 10%
R
(carbon filled
PREFERRED)
ﭘﺮﻛﻨﻨﺪه ﻛﺮﺑﻦ ﺗﺮﺟﻴﺢ
دارد
:ﮔﺎزﻫﺎ
Chlorine
ﻛﻠﺮ
NR
LR
LR
NR
NR
R
Bromine
ﺑﺮم
NR
NR
LR
NR
--
--
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
--
--
Sulfur Dioxide
دي اﻛﺴﻴﺪ ﮔﻮﮔﺮد
Hydrogen sulfide
ﻫﻴﺪروژن ﺳﻮﻟﻔﻴﺪ
Oils:
:روﻏﻦ ﻫﺎ
Animal
ﺣﻴﻮاﻧﻲ
Vegetable
ﮔﻴﺎﻫﻲ
R
R
R
R
--
--
Mineral
ﻣﻌﺪﻧﻲ
R
R
R
R
--
--
--
--
R
LR
--
--
R
LR
--
--
--
--
LR
--
--
NR
--
--
Oxidizing Agents:
:ﻣﻮاد اﻛﺴﻴﺪ ﻛﻨﻨﺪه
Hydrogen peroxide
ﻫﻴﺪروژن ﭘﺮاﻛﺴﻴﺪ
Hydrogen peroxide, 3%
درﺻﺪ3 ﻫﻴﺪروژن ﭘﺮاﻛﺴﻴﺪ
Bleach
ﺳﻔﻴﺪ ﻛﻨﻨﺪه
(to be continued)
()اداﻣﻪ دارد
103
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 18 (continued)
( )اداﻣﻪ-18 ﺟﺪول
RESISTANCE OF RESINS – CEMENT
CORROSION
ﻣﻘﺎوﻣﺖ ﺳﻴﻤﺎن رزﻳﻦ
MEDIA
ﻣﺤﻴﻂ ﺧﻮردﮔﻲ
Furan
Phenolic
Polyester
Epoxy
Sulfur
ﻓﻮران
ﻓﻨﻠﻴﻚ
ﭘﻠﻲ اﺳﺘﺮ
اﭘﻮﻛﺴﻲ
ﮔﻮﮔﺮد
Silicate
Cement
ﺳﻴﻤﺎن ﺳﻴﻠﻴﻜﺎت
Acid bleach
--
LR
R
--
--
--
Alkaline BLEACH ﻣﻮاد ﻗﻠﻴﺎﻳﻲ ﺳﻔﻴﺪ ﻛﻨﻨﺪه
--
NR
LR
--
--
--
Perchloric acid,10%
R
R
R
R
R
R
NR
NR
NR
NR
NR
--
--
--
--
--
--
--
LR
LR
R
NR
NR
R
NR
NR
R
NR
NR
R
اﺳﻴﺪ ﺳﻔﻴﺪ ﻛﻨﻨﺪه
%10ﭘﺮﻛﻠﺮﻳﻚ اﺳﻴﺪ
Concentrated oxidizing اﻛﺴﻴﺪ ﻛﻨﻨﺪه ﻏﻠﻴﻆ
agents, all types
ﻫﻤﻪ ﻧﻮع،ﻣﻮاد
Chlorine solutions
ﻣﺤﻠﻮل ﻫﺎي ﻛﻠﺮ
Chlorine dioxide solutions
ﻣﺤﻠﻮل ﻫﺎي ﻛﻠﺮ دي اﻛﺴﻴﺪ
Salts:
:ﻧﻤﻚ ﻫﺎ
Alum
زاج
R
R
R
R
R
R
ﻣﺲ ﺳﻮﻟﻔﺎت
R
R
R
R
LR
R
Ferric salts
ﻧﻤﻚ ﻫﺎي ﻓﺮﻳﻚ
R
R
R
R
R
R
Magnesium sulfate
ﻣﻨﻴﺰﻳﻢ ﺳﻮﻟﻔﺎت
R
R
R
R
R
R
ﭘﺘﺎﺳﻴﻢ
R
R
R
R
--
--
ﭘﺮﻣﻨﮕﻨﺎت
--
--
--
--
--
--
ﻧﻴﺘﺮات ﻧﻘﺮه
R
R
R
R
--
--
ﺳﺪﻳﻢ ﺑﻲ ﺳﻮﻟﻔﻴﺖ
R
R
R
R
--
--
ﺳﺪﻳﻢ ﻛﺮﺑﻨﺎت
R
LR
LR
R
LR
NR
R
R
R
R
R
R
LR
NR
LR
NR
NR
NR
Copper sulfate
Potassium
Permanganate
Silver nitrate
Sodium bisulfite
Sodium carbonate
Sodium chloride
Sodium hypochlorite
ﺳﺪﻳﻢ ﻛﻠﺮﻳﺪ
ﺳﺪﻳﻢ ﻫﻴﭙﻮﻛﻠﺮﻳﺖ
Sodium nitrate
ﺳﺪﻳﻢ ﻧﻴﺘﺮات
R
R
R
R
R
R
Sodium sulfate
ﺳﺪﻳﻢ ﺳﻮﻟﻔﺎت
R
R
R
R
R
R
Sodium sulfite
ﺳﺪﻳﻢ ﺳﻮﻟﻔﻴﺖ
R
R
R
R
LR
NR
Solvents:
:ﺣﻼل ﻫﺎ
Alcohols
اﻟﻜﻞ ﻫﺎ
R
R
R
R
R
R
ﮔﻠﻴﻜﻮل و ﮔﻠﻴﺴﻴﺮﻳﻦ
R
R
R
R
--
--
R
R
NR
LR
NR
R
Glycols and glycerin
Acetone
اﺳﺘﻮن
(to be continued)
()اداﻣﻪ دارد
104
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 18 (continued)
( )اداﻣﻪ-18 ﺟﺪول
CORROSION
RESISTANCE OF RESINS – CEMENT
ﻣﻘﺎوﻣﺖ ﺳﻴﻤﺎن رزﻳﻨﻲ
MEDIA
ﻣﺤﻴﻂ ﺧﻮردﮔﻲ
Furan
Phenolic
Polyester
Epoxy
Sulfur
ﻓﻮران
ﻓﻨﻠﻲ
ﭘﻠﻲ اﺳﺘﺮ
اﭘﻮﻛﺴﻲ
ﮔﻮﮔﺮد
Silicate
Cement
ﺳﻴﻤﺎن ﺳﻴﻠﻴﻜﺎﺗﻪ
Aniline
آﻧﻴﻠﻴﻦ
NR
NR
NR
LR
NR
R
Methylene chloride
ﻣﺘﻴﻠﻦ ﻛﻠﺮﻳﺪ
NR
NR
NR
LR
--
--
Carbon tetrachloride
ﻛﺮﺑﻦ ﺗﺘﺮاﻛﻠﺮﻳﺪ
R
R
LR
LR
NR
R
Chloroform
ﻛﻠﺮﻳﺪ ﻓﺮم
R
R
LR
LR
NR
R
Ethyl acetate
اﺗﻴﻞ اﺳﺘﺎت
R
R
NR
R
NR
R
ﺑﻨﺰﻳﻦ
R
R
R
R
--
--
Gasoline
* For caustic alkali service, carbon filled mortars should be used.
In the lower range of temperatures, chemical resistance is
usually quite satisfactory but at high temperatures mortars of
different brands vary in caustic alkali resistance and simulated
field test should be made.
در. ﺑﺎﻳﺪ از ﻣﻼت ﻫـﺎي ﭘﺮﺷـﺪه از ﻛـﺮﺑﻦ اﺳـﺘﻔﺎده ﺷـﻮد،* ﺑﺮاي ﻛﺎرﺑﺮي ﻗﻠﻴﺎﻳﻲ
ً ﻣﻘﺎوﻣﺖ در ﺑﺮاﺑـﺮ ﻣـﻮاد ﺷـﻴﻤﻴﺎﻳﻲ ﻣﻌﻤـﻮﻻً ﻛـﺎﻣﻼ،ﻣﺤﺪوده دﻣﺎﻫﺎي ﭘﺎﻳﻴﻦ ﺗﺮ
اﻣﺎ در دﻣﺎﻫﺎي ﺑﺎﻻ اﻧﻮاع ﻣﺨﺘﻠﻒ ﻣـﻼت ﻣﻘﺎوﻣـﺖ ﻗﻠﻴـﺎﻳﻲ،رﺿﺎﻳﺖ ﺑﺨﺶ ﺑﻮده
.ﻣﺘﻔﺎوﺗﻲ دارﻧﺪ و ﺑﺎﻳﺪ آزﻣﺎﻳﺶ ﻣﻴﺪاﻧﻲ ﺷﺒﻴﻪ ﺳﺎزي ﺷﺪه اﻧﺠﺎم ﮔﻴﺮد
** Handling of perchloric acid in organic materials is hazardous.
Dangers of explosion will ordinarily be basis for rejection of
resin mortars.
ً ﺧﻄـﺮات اﻧﻔﺠـﺎر ﻣﻌﻤـﻮﻻ.** ﻛﺎرﺑﺮد اﺳﻴﺪ ﭘﺮﻛﻠﺮﻳﻚ در ﻣﻮاد آﻟﻲ ﺧﻄﺮﻧﺎك اﺳﺖ
.ﻣﺒﻨﺎﺋﻲ ﺑﺮاي ﺣﺬف ﻣﻼتﻫﺎي رزﻳﻦ ﺧﻮاﻫﺪ ﺑﻮد
Code: R = Recommended; NR = Not Recommended;
ﺗﻮﺻﻴﻪ ﻧﺸﺪه:NR
LR = Limited Recommendation.
= ﺗﻮﺻﻴﻪ ﺷﺪهR :ﻧﺸﺎﻧﻪ ﻗﺮاردادي
ﺗﻮﺻﻴﻪ ﻣﺤﺪود:LR
105
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 19 - PURPOSE OF CHEMICAL RESISTANT CEMENT IN BRICK LINING
ﻛﺎرﺑﺮد ﺳﻴﻤﺎن ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ در ﭘﻮﺷﺶ داﺧﻠﻲ آﺟﺮي-19 ﺟﺪول
CHEMICAL RESISTANT CEMENT
ﺳﻴﻤﺎن ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ
PURPOSE
SILICATE
BASE CEMENT
PHENOLIC FURFURALDEHYDE CEMENT
FURAN
CEMENT
ﺳﻴﻤﺎن ﺑﺎ ﭘﺎﻳﻪ ﺳﻴﻠﻴﻜﺎﺗﻪ
ﺳﻴﻤﺎن ﻓﻨﻠﻲ ﻓﻮرﻓﻮراﻟﺪﻫﻴﺪ
ﺳﻴﻤﺎن ﻓﻮران
اﺗﺼﺎل
×
×
×
ﻏﺸﺎء
---
×
---
PHENOL FORMALDEHYDE CEMENT
SULFUR
CEMENT
POLYESTER
CEMENT
ﺳﻴﻤﺎن ﻓﻨﻞ ﻓﺮﻣﺎﻟﺪﻫﻴﺪ
ﺳﻴﻤﺎن ﮔﻮﮔﺮدي
ﺳﻴﻤﺎن ﭘﻠﻲ اﺳﺘﺮي
×
×
×
---
×
---
ﻫﺪف
Joint
Membrane
REINFORCED
EPOXY
CEMENT
ﺳﻴﻤﺎن اﭘﻮﻛﺴﻲ ﺗﻘﻮﻳﺖ ﺷﺪه
×
×
× = Can be used,
× = ﻗﺎﺑﻞ اﺳﺘﻔﺎده
--- = Shall not be used
= ﻧﺒﺎﻳﺪ اﺳﺘﻔﺎده ﺷﻮد---
ﻻﻳﻪ آﺟﺮ و ﻛﺎﺷﻲ4-2-14
14.2.4 Brick and Tile Layer
14.2.4.1 There are several types of chemical
resistant brick and tiles, can be used for lining of
steel and concrete equipments (see Table 8.7).
اﻧﻮاع ﻣﺨﺘﻠﻒ آﺟﺮ و ﻛﺎﺷﻲ ﻣﻘﺎوم ﺑﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ1-4-2-14
14.2.4.2 Most brick and tile materials have good
resistance to organic chemicals, so that the
resistance to inorganic chemicals often
determines the final selection.
ﺑﻴﺸﺘﺮ ﻣﻮاد آﺟﺮ و ﻛﺎﺷﻲ ﻣﻘﺎوﻣﺖ ﺧﻮﺑﻲ در ﺑﺮاﺑـﺮ2-4-2-14
14.2.4.3 Porous bricks offer low resistance to
penetration of liquids and/or gases. They have
high thermal conductivity and good thermal
shock resistance. Porosity needs to be
considered, particularly in the case of
crystallizing liquids where there is a potential
danger of volume change destroying the brick.
آﺟﺮﻫﺎي ﻣﺘﺨﻠﺨﻞ ﻏﺎﻟﺒﺎً در ﺑﺮاﺑﺮ ﻧﻔﻮذ ﻣﺎﻳﻌـﺎت ﻳـﺎ3-4-2-14
وﺟﻮد دارد ﻛﻪ ﻣﻲ ﺗﻮان ﺑﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ ﺗﺠﻬﻴﺰات ﻓـﻮﻻدي و
.( ﻣﺮاﺟﻌﻪ ﺷﻮد7-8 ﺑﺘﻨﻲ اﺳﺘﻔﺎده ﻧﻤﻮد )ﺑﻪ ﺟﺪول
ﺑﻪ ﻃﻮري ﻛﻪ ﻣﻘﺎوﻣـﺖ در ﺑﺮاﺑـﺮ ﻣـﻮاد،ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ آﻟﻲ داﺷﺘﻪ
.ﺷﻴﻤﻴﺎﻳﻲ ﻣﻌﺪﻧﻲ اﻏﻠﺐ در اﻧﺘﺨﺎب ﻧﻬﺎﻳﻲ ﺗﻌﻴﻴﻦ ﻣﻲ ﺷﻮد
آﻧﻬـﺎ داراي ﺿـﺮﻳﺐ ﻫـﺪاﻳﺖ.ﮔﺎزﻫﺎ داراي ﻣﻘﺎوﻣﺖ ﻛﻤﻲ ﻫـﺴﺘﻨﺪ
ﮔﺮﻣﺎﻳﻲ ﺑﺎﻻ و ﻣﻘﺎوﻣﺖ ﺧـﻮب در ﺑﺮاﺑـﺮ ﺿـﺮﺑﻪ ﻧﺎﮔﻬـﺎﻧﻲ ﺣﺮارﺗـﻲ
ﺗﺨﻠﺨﻞ ﻧﻴﺰ در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد ﺑـﻪ ﺧـﺼﻮص در ﺷـﺮاﻳﻂ.ﻫﺴﺘﻨﺪ
آﺟﺮ را ﺗﺨﺮﻳﺐ،ﺣﻀﻮر ﻣﺎﻳﻌﺎت ﺑﻠﻮري ﻛﻪ ﺧﻄﺮ ﺑﺎﻟﻘﻮه ﺗﻐﻴﻴﺮ ﺣﺠﻢ
. آﺟﺮﻫﺎي ﻣﺘﺮاﻛﻢ در ﺑﺮاﺑـﺮ ﻧﻔـﻮذ ﻣﺎﻳﻌـﺎت ﻣﻘـﺎوم ﻫـﺴﺘﻨﺪ.ﻣﻴﻜﻨﺪ
ﺿﺮﻳﺐ ﻫﺪاﻳﺖ ﮔﺮﻣﺎﻳﻲ ﭘﺎﻳﻴﻦ ﺑﻮده ﺑﻄﻮرﻳﻜﻪ ﻣﻲ ﺗﻮاﻧﺪ اﻓـﺖ ﻫـﺎي
ﺣﺮارﺗﻲ ﺑﺎﻻ در آﺟﺮ رخ دﻫﺪ و ﺷﻮك دﻣﺎﻳﻲ ﻣﻨﺠﺮ ﺑـﻪ ﻻﻳـﻪ ﻻﻳـﻪ
.ﺷﺪن ﺣﺮارﺗﻲ ﺷﻮد
Dense bricks resist penetration of liquids.
Thermal conductivity is low, so high thermal
gradients can occur in the brick and temperature
shock(s) will lead to thermal spalling.
14.2.4.4 Erosion resistance of the bricks and tiles
also need to be considered at times.
ﻣﻘﺎوﻣﺖ ﺳﺎﻳﺶ ﻛﺎﺷﻲ ﻫﺎ و آﺟﺮﻫﺎ ﻧﻴﺰ ﮔﺎﻫﻲ اوﻗﺎت4-4-2-14
14.2.4.5 The bricks and tiles shall have a
roughened surface and shall not be glazed, which
will ensure good adhesion to the cement.
ﺳﻄﺢ آﺟﺮﻫﺎ وﻛﺎﺷﻲ ﻫﺎ ﺑﺎﻳـﺪ زﺑـﺮ و ﺑـﺪون ﻟﻌـﺎب5-4-2-14
.ﺑﺎﻳﺪ در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد
.ﺑﻮده ﺗﺎ ﭼﺴﺒﻨﺪﮔﻲ ﺧﻮب و ﻣﻄﻤﺌﻨﻲ ﺑﺎ ﺳﻴﻤﺎن داﺷﺘﻪ ﺑﺎﺷﺪ
106
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
14.2.4.6 Arched bricks are required when the
width of the side joint at the back of the standard
brick would be greater than 1.5 times the joint
width at the front of the standard brick.
ﻧﻴﺎز ﺑﻪ آﺟﺮﻫﺎي ﻗﻮﺳـﻲ زﻣـﺎﻧﻲ اﺳـﺖ ﻛـﻪ ﻋـﺮض6-4-2-14
14.2.4.7 Console bricks are sometimes used in
the inner course of bricks to support internals.
در ﺑﻌﻀﻲ ﻣﻮاﻗﻊ ازآﺟﺮﻫﺎي ﺷـﻤﻌﻲ ﺑـﺮاي ﺗﻘﻮﻳـﺖ7-4-2-14
14.2.4.8 Temperature drop through the brick in a
lined steel tank depends on the temperature
gradient between the atmosphere and the process
temperature and the total thickness of the brick
lining. This is subject to calculation. A rule of
thumb allowance of (3.2°C per 10 mm) 8.5°C
per 25 mm of thickness of fire clay or shale type
bricks and (2.2°C per 10 mm) 5.5°C per 25 mm
of thickness carbon brick has been found
adequate for design purposes for process
temperatures up to about 200°C. Temperature
drop through the brick in a lined concrete tank
will be somewhat less due to the insulting effect
of the concrete shell. In almost all instances total
thickness of brick used shall be sufficient to
limit temperature at the membrane lining
interface to 65°C maximum. In some services
even lower temperatures may be desirable.
، اﻓﺖ دﻣﺎ در آﺟﺮ ﺑـﺮاي آﺳـﺘﺮي ﻣﺨـﺰن ﻓـﻮﻻدي8-4-2-14
ﻣﺮﺗﺒﻪ ﺑﻴﺸﺘﺮ از ﻋـﺮض1/5 اﺗﺼﺎل ﺟﺎﻧﺒﻲ در ﭘﺸﺖ آﺟﺮ اﺳﺘﺎﻧﺪارد
.اﺗﺼﺎل در ﺟﻠﻮ آﺟﺮ اﺳﺘﺎﻧﺪارد ﺧﻮاﻫﺪ ﺑﻮد
.ﺑﺨﺶ ﻣﻴﺎﻧﻲ در ﻻﻳﻪ داﺧﻠﻲ آﺟﺮﻫﺎ ﺑﻪ ﻛﺎر ﻣﻲ رود
ﺑﺴﺘﻪ ﺑﻪ اﺧﺘﻼف دﻣـﺎي ﻣﺤـﻴﻂ و ﻓﺮآﻳﻨـﺪ و ﻧﻴـﺰ ﺿـﺨﺎﻣﺖ ﻛـﻞ
ﻃﺒﻖ.ﭘﻮﺷﺶ داﺧﻠﻲ آﺟﺮي دارد ﻛﻪ اﻳﻦ ﻗﺎﺑﻞ ﻣﺤﺎﺳﺒﻪ ﻣﻲ ﺑﺎﺷﺪ
( ﻣﻴﻠﻴﻤﺘـﺮ10 درﺟـﻪ ﺳـﺎﻧﺘﻴﮕﺮاد درﻫـﺮ3/2) ﺣﺴﺎب ﺳﺮاﻧﮕﺸﺘﻲ
ﻣﻴﻠﻴﻤﺘﺮ ﺿﺨﺎﻣﺖ آﺟﺮﻫﺎي ﺧﺎك25 درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد در ﻫﺮ8/5
10 درﺟـﻪ ﺳـﺎﻧﺘﻴﮕﺮاد در ﻫـﺮ2/2) ﻧﺴﻮز ﻳﺎ ﻧـﻮع آﺟـﺮ رﺳـﻲ و
ﻣﻴﻠﻴﻤﺘﺮ ﺿﺨﺎﻣﺖ آﺟـﺮ25 درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد درﻫﺮ5/6 (ﻣﻴﻠﻴﻤﺘﺮ
درﺟـﻪ200 ﻛﺮﺑﻦ ﺑﺮاي اﻫﺪاف ﻃﺮاﺣﻲ دﻣﺎﻫﺎي ﻓﺮآﻳﻨﺪ ﺗﺎ ﺣﺪود
اﻓﺖ دﻣﺎي ﺳﺮاﺳـﺮ آﺟـﺮ در ﻣﺨـﺰن.ﺳﺎﻧﺘﻴﮕﺮاد ﻣﻨﺎﺳﺐ ﻣﻲ ﺑﺎﺷﺪ
ﺑﺘﻨﻲ ﭘﻮﺷﺶ داﺧﻠﻲ ﺷﺪه ﺑﻪ دﻟﻴـﻞ اﺛـﺮ ﻋـﺎﻳﻖ ﺑـﻮدن ﺑﺪﻧـﻪ ﺑـﺘﻦ
در اﻛﺜﺮ ﻣﻮارد ﻛﻞ ﺿﺨﺎﻣﺖ آﺟﺮ ﺑﻜﺎر رﻓﺘﻪ ﺑﺎﻳـﺪ.ﻛﻤﺘﺮﺧﻮاﻫﺪ ﺑﻮد
ﺑﻪ اﻧﺪازه ﻛﺎﻓﻲ ﺑﺎﺷﺪ ﺗﺎ ﺑﺘﻮاﻧﺪ دﻣﺎي ﻓﺼﻞ ﻣﺸﺘﺮك ﭘﻮﺷﺶ داﺧﻠﻲ
در. درﺟـﻪ ﺳـﺎﻧﺘﻴﮕﺮاد ﻣﺤـﺪود ﻧﻤﺎﻳـﺪ65 ﻏﺸﺎء را ﺗـﺎ ﺣـﺪاﻛﺜﺮ
ﺑﻌﻀﻲ از ﻛﺎرﺑﺮي ﻫﺎ ﺣﺘﻲ دﻣﺎﻫﺎي ﭘـﺎﻳﻴﻦ ﻣﻤﻜـﻦ اﺳـﺖ ﻣﻄﻠـﻮب
.ﺑﺎﺷﺪ
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ آﺟﺮي3-14
14.3 Thickness of the Brick Lining
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ آﺟﺮي ﺗﻮﺳﻂ ﺗﻌﺪاد ﻻﻳﻪ ﻫﺎي1-3-14
14.3.1 The thickness of the brick lining is
determined by the number of layers of bricks, by
the dimensions of the brick and by the lay of the
brick within the layer. When the brick lining
functions as a heat barrier, the minimum
thickness is determined either by the maximum
permissible membrane temperature, (see Table
20) or by the steel wall temperature (maximum
100°C), or by the maximum temperature
gradient of the brick.
ﺑﻪ وﺳﻴﻠﻪ اﺑﻌﺎد آﺟﺮ و ﻛﺎر ﮔﺬاﺷﺘﻦ آﺟﺮ در ﻫﺮ ﻻﻳﻪ ﺗﻌﻴـﻴﻦ، آﺟﺮ
زﻣﺎﻧﻲ ﻛﻪ ﭘﻮﺷﺶ داﺧﻠﻲ آﺟﺮي ﺑـﻪ ﻋﻨـﻮان ﻳـﻚ ﻣـﺎﻧﻊ.ﻣﻲ ﺷﻮد
ﺣﺪاﻗﻞ ﺿﺨﺎﻣﺖ ﻳﺎ ﺑﻪ وﺳﻴﻠﻪ ﺣﺪاﻛﺜﺮ دﻣـﺎي،ﮔﺮﻣﺎ ﻋﻤﻞ ﻣﻲ ﻛﻨﺪ
( ﻳـﺎ ﺑـﻪ وﺳـﻴﻠﻪ دﻣـﺎي دﻳـﻮار20 ﻏﺸﺎء ﻣﺠﺎز ) ﻣﺮاﺟﻌﻪ ﺑﻪ ﺟﺪول
درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد( ﻳﺎ ﺑـﻪ وﺳـﻴﻠﻪ ﺣـﺪاﻛﺜﺮ100 ﻓﻮﻻدي )ﺣﺪاﻛﺜﺮ
.اﺧﺘﻼف دﻣﺎي آﺟﺮ ﺗﻌﻴﻴﻦ ﻣﻲﺷﻮد
14.3.2 Too thin a lining may crack open and tear
away, because of high stresses due to internal
pressure and thermal gradient, even when
cements with swelling properties are used.
، ﻳﻚ ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺴﻴﺎر ﻧﺎزك در اﺛﺮ ﺗﻨﺶﻫﺎي ﺑﺎﻻ2-3-14
14.3.3 Too thick a lining may result in spalling
and crushing of the weaker adjacent layer,
because of high thermal and tensile stresses.
ﺑﺪﻟﻴﻞ ﺗﻨﺶ ﻫـــﺎي ﺣﺮارﺗــﻲ و ﻛﺸﺸﻲ ﺑـﺎﻻ ﻳـﻚ3-3-14
ﺣﺘﻲ زﻣﺎﻧﻴﻜﻪ از ﺳﻴﻤﺎن،ﻧﺎﺷﻲ از ﻓﺸﺎر داﺧﻠﻲ و اﺧﺘﻼف ﺣﺮارﺗﻲ
ﻣﻤﻜـﻦ اﺳـﺖ ﺗـﺮك، ﻫﺎي ﺑﺎ ﺧﻮاص ﺗﻮرﻣﻲ اﺳـﺘﻔﺎده ﻣـﻲﺷـﻮد
.ﺧﻮرده و ﭘﺎره ﺷﻮد
ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺴﻴﺎر ﺿﺨﻴﻢ ﻣﻤﻜﻦ اﺳﺖ ﺑﺎﻋﺚ ﻻﻳﻪ ﻻﻳﻪ ﺷﺪن و
.ﺷﻜﺴﺘﻪ ﺷﺪن ﻻﻳﻪ ﻣﺠﺎور ﺿﻌﻴﻒ ﺗﺮ ﺷﻮد
107
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﻳﻚ ﭘﻮﺷـﺶ داﺧﻠـﻲ ﺷـﺎﻣﻞ دوﻻﻳـﻪ از، ﺑﻪ ﻃﻮر ﻛﻠﻲ4-3-14
14.3.4 In general, a lining will comprise two
layers of bricks staggered, the layers overlapping both horizontally and vertically.
ﻻﻳـﻪ ﻫـﺎ ﺑـﻪ ﻃـﻮر اﻓﻘـﻲ و ﻋﻤـﻮدي،آﺟﺮﻫﺎي ﺷـﻄﺮﻧﺠﻲ اﺳـﺖ
.ﻫﻤﭙﻮﺷﺎﻧﻲ دارﻧﺪ
ﻫﻤﭽﻨـﻴﻦ،اﻳﻦ آراﻳﺶ ﺑﺮاي ﺷﺮاﻳﻂ ﺧﻮرﻧﺪه ﺷﺪﻳﺪ ﻣﻨﺎﺳﺐ اﺳـﺖ
درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد ﺑﺎ ﻳـﻚ ﻻﻳـﻪ90 ﺑﺮاي ﻛﺎرﺑﺮي اﺳﻴﺪ ﻛﻠﺮﻳﺪرﻳﻚ
آﺟﺮﻫﺎي ﭼﻴﺪه ﺷﺪه ﺑﻪ ﺻﻮرت ﺷﻌﺎﻋﻲ ﻧﺘﺎﻳﺞ ﺧﻮﺑﻲ ﺑﺪﺳﺖ آﻣـﺪه
در دﻣﺎﻫﺎي ﺑﺎﻻﺗﺮ اﻳﻦ ﻣﻤﻜﻦ اﺳﺖ ﺑﺎﻋﺚ ﻻﻳـﻪ ﻻﻳـﻪ ﺷـﺪن.اﺳﺖ
.ﺷﻮد
This arrangement is suitable for severe corrosive
conditions, although for 90°C hydrochloric acid
service good results have been obtained with one
layer of bricks laid radially. At higher
temperatures this may cause spalling.
TABLE 20 - THICKNESS AND MAXIMUM TEMPERATURE WORKING OF BRICK LINING
MATERIAL
ﺿﺨﺎﻣﺖ و دﻣﺎي ﺣﺪاﻛﺜﺮ ﻋﻤﻠﻴﺎﺗﻲ ﻣﺎده ﭘﻮﺷﺶ داﺧﻠﻲ آﺟﺮي-20 ﺟﺪول
LAYERS
THICKNESS
OF LINING
max. TEMP.
ﻻﻳﻪ ﻫﺎ
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ
°C
دﻣﺎي ﺣﺪاﻛﺜﺮ
داﺧﻠﻲ
دﻳﻮار ﻇﺮف ﻓﻮﻻد ﻛﺮﺑﻨﻲ
mm
10
100
ﻻﺳﺘﻴﻚ ﻃﺒﻴﻌﻲ ﺳﺨﺖ
5
80
ﻻﺳﺘﻴﻚ ﻃﺒﻴﻌﻲ ﻧﺮم
5
80
Butyl rubber
ﻻﺳﺘﻴﻚ ﺑﻮﺗﻴﻞ
5
110
Polyisobutylene
ﭘﻠﻲ اﻳﺰوﺑﻮﺗﻴﻠﻦ
3
70
4
130
6
70
ﺳﻴﻤﺎن ﺑﺎ ﭘﺎﻳﻪ ﺳﻴﻠﻴﻜﺎﺗﻲ
5-10
900
ﺳﻴﻤﺎن ﺑﺎ ﭘﺎﻳﻪ رزﻳﻦ ﻣﺼﻨﻮﻋﻲ
5-10
180
65
65
40
200
40
65
Carbon steel vessel wall
Hard natural rubber (80°C shore D)
Soft natural rubber (65°C shore A)
Glass-fiber reinforced epoxy
اﭘﻮﻛﺴﻲ ﺗﻘﻮﻳﺖ ﺷﺪه ﺑﺎاﻟﻴﺎف ﺷﻴﺸﻪاي
Lead
ﺳﺮب
Silicate-based cement
Synthetic-resin-based cement
Acid-resistant brick (normally applied)
(آﺟﺮ ﻣﻘﺎوم ﺑﻪ اﺳﻴﺪ )ﻛﺎرﺑﺮد ﻣﻌﻤﻮﻟﻲ
Carbon brick (unimpregnated)
Porcelain tile
(آﺟﺮ ﻛﺮﺑﻨﻲ )ﺑﺪون ﻟﻌﺎب
ﻛﺎﺷﻲ ﭼﻴﻨﻲ
108
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﭘﻮﺷﺶ داﺧﻠﻲ ﻧﺴﻮز-15
15. REFRACTORY LINING
آﺟﺮﻫﺎي ﻧﺴﻮز و اﻧﻮاع ﭘﻮﺷﺶ داﺧﻠﻲ1-15
15.1 Refractory Bricks and Shapes Lining
ﻋﻤﻮﻣﻲ1-1-15
15.1.1 General
آﺟﺮﻫــﺎي ﻧﺴﻮز ﺑﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ ﻧﺴﻮز ﻛﻒ و ﻧـﻮاﺣﻲ ﻣـﺸﻌﻞ
ﻛﻮره ﻫﺎ و دﻳﮓ ﻫﺎي ﺑﺨﺎر و ﺟﺎﻳﻲ ﻛﻪ ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺘﻨﻲ ﻧـﺴﻮز
ﻣﻌﻤـﻮﻻً ﭘﻮﺷـﺶ. ﺑﺎﻳﺪ اﻋﻤـﺎل ﺷـﻮﻧﺪ،ﺑﻪ ﺗﻨﻬﺎﻳﻲ ﻣﻨﺎﺳﺐ ﻧﻴﺴﺘﻨﺪ
داﺧﻠﻲ آﺟﺮ ﻧﺴﻮز در راﺑﻄﻪ ﺑﺎ ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺘﻨﻲ ﻧﺴﻮز اﺳـﺘﻔﺎده
.( ﻣﺮاﺟﻌﻪ ﺷﻮد2-15 ﻣﻲ ﺷﻮد )ﺑﻪ ﺑﻨﺪ
Application of brick refractories shall be for
refractory lining of floors and burner areas of
boilers furnaces and where refractory concrete
lining alone are unsuitable. Refractory brick
lining are normally used in conjunction with
refractory concrete lining (see Clause 15.2).
ﻣﻮاد2-1-15
15.1.2 Materials
15.1.2.1 Refractory brick and tile classification
shall be as follows:
ﻃﺒﻘﻪ ﺑﻨﺪي آﺟﺮ ﻧﺴﻮز و ﻛﺎﺷـﻲ ﺑﺎﻳـﺪ ﻣﻄـﺎﺑﻖ زﻳـﺮ1-2-1-15
a) High alumina fire brick containing more than
50% wt alumina (see ASTM –C- 27).
درﺻـﺪ50 اﻟﻒ( آﺟﺮ ﻧﺴﻮز ﺑــــﺎ آﻟﻮﻣﻴﻨـﺎي ﺑـﺎﻻ داراي ﺑـﻴﺶ از
b) Insulating fire brick containing 50% wt
alumina or less (see ASTM –C- 155).
درﺻـﺪ آﻟﻮﻣﻴﻨـﺎ ﻳـﺎ ﻛﻤﺘـﺮ ) ﺑـﻪ50 ب( آﺟﺮ ﻧﺴﻮز ﻋﺎﻳﻘﻜـﺎري ﺑـﺎ
15.1.2.2 Bricks shall have their flat surfaces true
to within the following limits:
آﺟﺮﻫــﺎ ﺑﺎﻳﺪ داراي ﺳﻄﻮح ﺗﺨـﺖ واﻗﻌـﻲ ﻣﻄـﺎﺑﻖ2-2-1-15
a) Concavity: Not more than 3 mm in 30 cm
and prorate.
. ﺳﺎﻧﺘﻴﻤﺘﺮ ﻧﺒﺎﺷﺪ30 ﻣﻴﻠﻴﻤﺘﺮدر3 ﺑﻪ ﻧﺴﺒﺖ ﺑﻴﺶ از:اﻟﻒ( ﺗﻘﻌﺮ
b) Convexity: Not more than 1.5 mm in 30 cm
and prorate.
ﺳـﺎﻧﺘﻴﻤﺘﺮ30 ﻣﻴﻠﻴﻤﺘـﺮدر1/5 ﺑﻪ ﻧﺴﺒﺖ ﺑـﻴﺶ از:ب ( ﺗﺤﺪب
:ﺑﺎﺷﺪ
.( ﻣﺮاﺟﻌﻪ ﺷﻮدASTM-C-27 آﻟﻮﻣﻴﻨﺎ )ﺑﻪ
.( ﻣﺮاﺟﻌﻪ ﺷﻮدASTM-C-155
:ﻣﺤﺪودهﻫﺎي زﻳﺮ ﺑﺎﺷﻨﺪ
.ﻧﺒﺎﺷﺪ
اﺑﻌﺎد3-1-15
15.1.3 Dimension
2 آﺟﺮﻫﺎ ﻧﺒﺎﻳﺪ ﺑﻴﺶ از.اﺑﻌﺎد آﺟﺮ ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﺧﺮﻳﺪار ﺗﻌﻴﻴﻦ ﺷﻮد
.درﺻﺪ ﻧﺴﺒﺖ ﺑﻪ اﺑﻌﺎد ﺗﻌﻴﻴﻦ ﺷﺪه ﺗﺠﺎوز ﻛﻨﻨﺪ
The dimensions of brick shall be specified by the
Purchaser. The bricks shall not depart from the
stated dimension by more than 2%.
ﻛﺎرﺑﺮد4-1-15
15.1.4 Application
ﻛﺎرﺑﺮي ﭘﻮﺷﺶ داﺧﻠﻲ آﺟﺮ ﻧﺴﻮز ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ ﺑﺎ ﭘﻮﺷـﺶ داﺧﻠـﻲ
IPS-C-TP-352 آﺟﺮ ﻣﻘـﺎوم ﺑـﻪ ﻣـﻮاد ﺷـﻴﻤﻴﺎﻳﻲ ﺑﺎﺷـﺪ ) ﺑـﻪ
(ﻣﺮاﺟﻌﻪ ﺷﻮد
Application of refractory brick lining shall be in
accordance with chemical resistance brick lining
(see IPS-C-TP-352).
ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺘﻨﻲ ﻧﺴﻮز2-15
15.2 Refractory Concrete Lining
ﻋﻤﻮﻣﻲ1-2-15
15.2.1 General
ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺘﻨﻲ ﻧـﺴﻮز ﺑـﺮاي ﭘﻮﺷـﺶ ﻛـﺮدن1-1-2-15
15.2.1.1 Refractory concrete lining are used for
lining of radiant and convection Sections of
furnace, waste heat boilers, flue ducts and steel
stacks.
دﻳـﮓ ﻫـﺎي، ﻗﺴﻤﺖ ﻫﺎي ﺗﺸﻌﺸﻊ و ﺟﺎﺑﺠﺎﻳﻲ ﺣﺮارﺗﻲ ﻛـﻮره
ﻛﺎﻧﺎل ﻫﺎي دود و دودﻛـﺶ ﻫـــﺎي ﻓـﻮﻻدي،ﺑﺨﺎر اﺗﻼف ﺣﺮارﺗﻲ
.ﺑﻜﺎر ﻣﻲروﻧﺪ
ﻣﻮاد ﻧﺴﻮز ﻧﺒﺎﻳﺪ درﻫﻮاي ﻣﻨﺠﻤـﺪ ﻳـﺎ ﺑـﺴﻴﺎر ﮔـﺮم2-1-2-15
15.2.1.2 Refractory materials shall not be
applied in freezing or excessively hot weather
unless precautions are taken to maintain
refractory, steel and mixing equipment at as
close to an ambient temperature of 15°C as
possible during mixing, application, and for a
ﻓـﻮﻻد و، ﻣﮕـﺮ اﻳﻨﻜـﻪ ﺑـﺮاي ﻧﮕﻬـﺪاري ﻣـﻮاد ﻧـﺴﻮز،اﻋﻤﺎل ﺷﻮﻧﺪ
15 ﺗﺠﻬﻴﺰات ﻣﺨﻠﻮط ﻛﻦ ﺗـﺎ ﺣـﺪي ﻧﺰدﻳـﻚ ﺑـﻪ دﻣـﺎي ﻣﺤـﻴﻂ
ﻛـﺎرﺑﺮي و ﺑــﺮاي،درﺟـﻪ ﺳـﺎﻧﺘﻴﮕﺮاد و در زﻣـﺎن ﻣﺨﻠــﻮط ﻛـﺮدن
ﺳﺎﻋﺖ ﺑﻌﺪ از آن اﺣﺘﻴﺎط ﻫﺎي ﻻزم ﺑﻪ ﻋﻤﻞ24 ﺣﺪاﻗﻞ ﺑﻪ ﻣﺪت
109
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
minimum of 24 hours thereafter. No admixture
of any kind, nor live steam shall be used for this
purpose.
ﻫﻴﭽﮕﻮﻧﻪ ﺗﺮﻛﻴﺒﻲ از ﻫﺮ ﻧﻮع ﻳﺎ ﺑﺨـﺎر داغ ﺑـﺮاي اﻳـﻦ ﻣﻨﻈـﻮر.آﻳﺪ
.ﻧﺒﺎﻳﺪ ﺑﻜﺎر ﮔﺮﻓﺘﻪ ﺷﻮد
15.2.1.3 Vessel is to be lined in erected position
in the field.
ﻇﺮف ﺑﺎﻳﺪ در ﺣﺎﻟﺖ ﻧﺼﺐ ﺷﺪه در ﻣﻨﻄﻘﻪ ﭘﻮﺷﺶ3-1-2-15
15.2.1.4 Only personnel who are thoroughly
familiar and experienced in application of
refractory shall be employed in application of
lining. Skilled tradesmen such as brick layers
and nozzle operators shall have at least one
year’s previous experience of such work on jobs
of a similar nature.
ﻓﻘﻂ اﻓﺮادي ﻛﻪ آﺷﻨﺎﺋﻲ و ﺗﺠﺮﺑﻪ ﻛﺎﻣﻞ در زﻣﻴﻨـﻪ4-1-2-15
15.2.2 Types of Refractory Concrete and
Usage
اﻧﻮاع ﺑﺘﻦ ﻧﺴﻮز و ﻛﺎرﺑﺮد آن2-2-15
15.2.2.1 Refractory concrete lining material
consists of a mixture of calcium aluminate
cement and light-weight aggregates. It shall be
supplied by the manufacturer as a dry mix. After
the addition of water, it shall be suitable for
application by gunning or casting in the same
way as ordinary concrete.
ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺘﻨﻲ ﻧﺴﻮز از ﻣﺨﻠﻮط ﺳـﻴﻤﺎن1-2-2-15
.داﺧﻠﻲ ﺷﻮد
اﻋﻤﺎل ﻣﻮادﻧﺴﻮز دارﻧﺪ ﺑﺎﻳﺪ ﺑﺮاي اﺟﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ اﺳـﺘﺨﺪام
اﻓﺮاد ﻣﺎﻫﺮ ﻣﺎﻧﻨﺪ ﺑﻨﺎﻫـﺎ و اوﭘﺮاﺗﻮرﻫـﺎي ﻧـﺎزل ﺑﺎﻳـﺪ ﺣـﺪاﻗﻞ.ﺷﻮﻧﺪ
ﻳﻜﺴﺎل در ﺳﻤﺖ ﻫﺎي ﭼﻨﻴﻦ ﻛﺎري ﺑﺎ ﻣﺎﻫﻴﺖ ﻣﺸﺎﺑﻪ ﺗﺠﺮﺑﻪ ﻗﺒﻠـﻲ
.داﺷﺘﻪ ﺑﺎﺷﻨﺪ
. آﻟﻮﻣﻴﻨﺎت ﻛﻠﺴﻴﻢ و داﻧﻪﻫﺎي ﺷﻦ ﺳﺒﻚ وزن ﺗﺸﻜﻴﻞ ﺷـﺪه اﻧـﺪ
ﺑﻌﺪ.اﻳﻦ ﻣﺨﻠﻮط ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﺳﺎزﻧﺪه ﺑﻪ ﺻﻮرت ﺧﺸﻚ ﺗﻬﻴﻪ ﮔﺮدد
ﺑﺮاي اﻋﻤﺎل ﺑﻪ ﻃﺮﻳﻖ ﭘﺎﺷﺶ ﻳـﺎ رﻳﺨﺘﮕـﻲ ﺑﻬﻤـﺎن،از اﻓﺰودن آب
.روش ﺑﺘﻦ ﻣﻌﻤﻮﻟﻲ ﺑﺎﻳﺪ ﻣﻨﺎﺳﺐ ﺑﺎﺷﺪ
دو ﻧﻮع ﻣﻮاد ﺑﺘﻨـﻲ ﻧـﺴﻮز ﺑـﺮاي ﭘﻮﺷـﺶ داﺧﻠـﻲ2-2-2-15
15.2.2.2 Two type of refractory concrete
materials are used for lining of heating
equipment.
.ﺗﺠﻬﻴﺰات ﮔﺮم ﻛﻨﻨﺪه اﺳﺘﻔﺎده ﻣﻲﺷﻮﻧﺪ
ﺑﺘﻦ ﺳﺒﻚ1-2-2-2-15
15.2.2.2.1 Light-Weight (LW) Concrete
ﺑﺘﻦ ﺳﺒﻚ ﺑﺎﻳﺪ ﻣﺨﻠﻮﻃﻲ از ﺳﻴﻤﺎن آﻟﻮﻣﻴﻨﺎت ﻛﻠـﺴﻴﻢ ﺑـﺎ ﺷـﻦ و
، ﺧﺎك، ﺳﺮﺑﺎره ﻛﻮره ﺑﻼﺳﺖ، ورﻣﻴﻜﻮﻟﻴﺖ،ﻣﺎﺳﻪ ﺑﺮاي ﻣﺜﺎل ﭘﺮﻟﻴﺖ
ﺑـﺘﻦ ﻧـﺴﻮز. ﺳﻨﮓ رﺳﻲ ﻳﺎ ﭘﻠﻤﻪ ﺳـﻨﮓ ﺑﺎﺷـﺪ،ﺧﺎﻛﺴﺘﺮ،دﻳﺎﺗﻮﻣﻪ
ﺳﺒﻚ ﺑﺎﻳﺪ ﺑﻌﻨﻮان ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺮاي ﻗﺴﻤﺖ ﻫﺎي ﺗﺸﻌﺸﻊ
و ﻗﺴﻤﺖ ﻫﺎي ﺟﺎﺑﺠﺎﻳﻲ ﻛﻮره ﻫﺎ و دﻳﮓ ﻫﺎي ﺑﺨﺎر اﺗﻼف ﺣﺮارﺗـﻲ
ﺑﻪ اﺳﺘﺜﻨﺎء ﻣﻮاردي ﻛﻪ ﺑﻪ ﻧﺤﻮ دﻳﮕﺮي ﺗﻮﺳﻂ ﻛﺎرﻓﺮﻣﺎ ﺑﻴـﺎن ﺷـﺪه
ﺑﺮاي ﻣﺜـﺎل ﻛﺎﻧـﺎل، (ﺑﺎﺷﺪ و ﻫﻤﭽﻨﻴﻦ ﺑﺮاي ﻛﺎﻧﺎل ﻫﺎي دود )داغ
/ ﻫــﺎي ﺑﻴﻦ ﻗﺴﻤﺖ ﺗﺸﻌﺸﻊ و ﻗﺴﻤﺖﻫـﺎي ﺟﺎﺑﺠـﺎﻳﻲ ﻛـﻮره ﻫـﺎ
.دﻳﮓﻫﺎي ﺑﺨﺎر اﺗﻼف ﺣﺮارﺗﻲ ﺑﺎﻳﺪ اﺳﺘﻔﺎده ﺷﻮد
Lw concrete shall be a mixture of calcium
aluminate cement with aggregates e.g. perlite,
vermiculite, blast-furnace slag, clay, diatomite,
fly ash, shale or slate. Lw refractory concrete
shall be used as a lining material for radiant
Sections and convection sections of furnaces and
waste heat boilers-except as stated otherwise by
the Company and also for "hot" flue ducts, e.g.
ducts between radiant section and convection
Sections of furnaces/waste heat boilers.
ﺑﺘﻦ ﺑﺎ وزن ﻣﺘﻮﺳﻂ2-2-2-2-15
15.2.2.2.2 Medium-Weight (MW) Concrete
ﺑﺘﻦ ﻧﺴﻮز ﺑﺎ وزن ﻣﺘﻮﺳـﻂ ﺑﺎﻳـﺪ ﻣﺨﻠـﻮﻃﻲ از ﺳـﻴﻤﺎن آﻟﻮﻣﻴﻨـﺎت
، ﺑـﺮاي ﻣﺜـﺎل ﺳـﺮﺑﺎره ﻛـﻮره ﺑﻼﺳـﺖ،ﻛﻠﺴﻴﻢ ﺑﺎ داﻣﻨﻪﻫﺎي ﺷـﻨﻲ
اﻳـﻦ. ﺳﻨﮓ رﺳﻲ ﻳﺎ ﭘﻠﻤﻪ ﺳـﻨﮓ ﺑﺎﺷـﺪ، ﺧﺎﻛﺴﺘﺮ، دﻳﺎﺗﻮﻣﻪ،ﺧﺎك
ﺑﺘﻦ ﺑﺎﻳﺪ ﺑﻪ ﻋﻨﻮان ﻣﺎده ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺮاي ﺟﻌﺒﻪﻫﺎي ﭼﻨﺪ راﻫﻪ
ﺑـﺮاي، ﺑـﺮاي ﻣﺜـﺎل.ﻛﻮره و ﻛﺎﻧﺎل ﻫﺎي دود "ﺳﺮد" اﺳﺘﻔﺎده ﺷﻮد
ﻛﺎﻧﺎل ﻫﺎي ﻗﺴﻤﺖﻫﺎي ﺟﺎﺑﺠﺎﻳﻲ از دﻳﮓﻫﺎي ﺑﺨﺎر اﺗﻼف ﺣﺮارﺗﻲ
ﺑﺮاي دودﻛﺶ ﻫﺎي ﻓﻮﻻدي و ﺑﺮاي ﻗـﺴﻤﺖ ﻫـﺎي،ﺑﻪ دودﻛﺶ ﻫﺎ
ﺟﺎﺑﺠﺎﻳﻲ ﻛﻮره ﻫﺎ و دﻳﮓﻫﺎي ﺑﺨـﺎر اﺗـﻼف ﺣﺮارﺗـﻲ ﺟـﺎﻳﻲ ﻛـﻪ
.ﺗﻤﻴﺰ ﻛﺎري ﺷﺎت اﻋﻤﺎل ﺧﻮاﻫﺪ ﺷﺪ
Mw refractory concrete shall be a mixture of
calcium aluminate cement with aggregates e.g.
blast-furnace slag, clay, diatomite, fly ash, shale
or slate. It shall be used as a lining material for
furnace header boxes and "cold" flue ducts, e.g.
for ducts from convection Sections of waste heat
boilers to the stack, for steel stacks and for
convection Sections of furnaces and waste heat
boilers where shot cleaning will be applied.
110
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
15.2.2.3 The water to be added to the dry mix
shall be clean, cool and potable. During cold
weather the water temperature shall not be less
than 5°C.
، آﺑﻲ ﻛﻪ ﺑﻪ ﻣﺨﻠﻮط ﺧﺸﻚ اﺿﺎﻓﻪ ﺷﺪه ﺑﺎﻳﺪ ﺗﻤﻴـﺰ3-2-2-15
15.2.2.3.1 Refractory concrete for lining of steel
walls shall be applied with use of anchors.
Anchoring of lining to furnace floors is not
necessary, except for protruding parts.
ﺑــﺘﻦ ﻧــﺴﻮز ﺑــﺮاي ﭘﻮﺷــﺶ داﺧﻠــﻲ دﻳﻮارﻫــﺎي1-3-2-2-15
در ﻫﻮاي ﺳﺮد دﻣـﺎي آب ﻧﺒﺎﻳـﺪ ﻛﻤﺘـﺮ از.ﺳﺮدو ﻗﺎﺑﻞ ﺷﺮب ﺑﺎﺷﺪ
. ﺑﺎﺷﺪ5°c
ﻣﻬﺎر ﻛـﺮدن.ﻓﻮﻻدي ﺑﺎﻳﺪ ﻫﻤﺮاه ﺑﺎ اﺳﺘﻔﺎده از ﻣﻬﺎرﻫﺎ اﻋﻤﺎل ﺷﻮد
ﺑﻪ ﺟﺰ ﺑﺮاي ﻗﻄﻌـﺎت ﺑﺮﺟـﺴﺘﻪ، ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﻪ ﻛﻒﻫﺎي ﻛﻮره
.ﻻزم ﻧﻴﺴﺖ
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ3-2-15
15.2.3 Thickness of lining
15.2.3.1 Refractory cement lining should
preferably be not thicker than 200 mm nor
thinner than 40 mm.
ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﻴﻤﺎن ﻧﺴﻮز ﺗﺮﺟﻴﺤﺎً ﺑﺎﻳﺪ ﺿﺨﻴﻢﺗﺮ1-3-2-15
15.2.3.2 Minimum thickness of castable
refractories in convection Section of fired
heaters shall be 75 mm (3"). The tolerance of
lining thickness shall be ±5 mm.
ﺣﺪاﻗﻞ ﺿﺨﺎﻣﺖ ﻣﻮاد ﻧﺴﻮز ﻗﺎﺑﻞ رﻳﺨﺘﻪ ﮔـﺮي در2-3-2-15
. ﻣﻴﻠﻴﻤﺘﺮ ﻧﺒﺎﺷﺪ40 ﻣﻴﻠﻴﻤﺘﺮ و ﻧﺎزﻛﺘﺮ از200 از
ﻣﻴﺰان. اﻳﻨﭻ( ﺑﺎﺷﺪ3) ﻣﻴﻠﻴﻤﺘﺮ75 ﻗﺴﻤﺖ ﺟﺎﺑﺠﺎﻳﻲ ﻛﻮره ﻫﺎ ﺑﺎﻳﺪ
. ﻣﻴﻠﻴﻤﺘﺮ ﺑﺎﺷﺪ±5 رواداري ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎﻳﺪ
اﻋﻤﺎل ﭘﻮﺷﺶ داﺧﻠﻲ4-2-15
15.2.4 Application of lining
ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺘﻦ ﻧﺴﻮز ﺑﻪ وﺳﻴﻠﻪ روشﻫﺎي ﭘﺎﺷﺶ ﻳﺎ رﻳﺨﺘﮕﻲ
اﻟﺰاﻣﺎت روش ﻫﺎي اﻋﻤﺎل و ﺑﺎزرﺳﻲ ﻛﺎرﻫـﺎ ﺑﺎﻳـﺪ.اﻋﻤﺎل ﻣﻲ ﺷﻮد
. ﺑﺎﺷﺪIPS-C-TP-352 ﻣﻄﺎﺑﻖ ﺑﺎ
Refractory concrete lining is applied by gunning
or casting methods. The application methods,
requirements and inspection of works shall be in
accordance with IPS-C-TP-352.
ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن-16
16. CEMENT-MORTAR LINING
ﻋﻤﻮﻣﻲ1-16
16.1 General
16.1.1 Cement-mortar lining is mainly used for
lining of steel, ductile-iron and cast-iron pipe
and tubing for shielding the steel from chemical
corrosive attack encountered in the handling of
water and oil field brines and the like. It is
intended for lining of new and old pipes and
fittings.
ﭘﻮﺷﺶ داﺧﻠﻲ ﻣـﻼت ﺳـﻴﻤﺎن اﺳﺎﺳـﺎً ﺑـﺮاي ﭘﻮﺷـﺶ1-1-16
16.1.2 Cement-mortar-lined and cement-mortarcoated steel pipe combines the physical strength
of steel with the protective qualities of cement
mortar. The lining, applied centrifugally, creates
a smooth, dense finish that protects the pipe
from tuberculation and provides a measure of
corrosion protection. The smooth interior surface
provides a high flow coefficient, which is
maintained for a long period of time.
در ﻟﻮﻟﻪ ﻓﻮﻻدي ﺑﺎ ﭘﻮﺷـﺶ داﺧﻠـﻲ و ﺧـﺎرﺟﻲ ﻣـﻼت2-1-16
ﻟﻮﻟﻪ ﭼﺪﻧﻲ و ﻟﻮﻟﻪ ﮔـﺬاري ﺑـﺮاي، آﻫﻦ ﭼﻜﺶ ﺧﻮار،داﺧﻠﻲ ﻓﻮﻻد
ﺣﻔﺎﻇﺖ ﻓﻮﻻد از ﺣﻤﻠﻪ ﺧﻮرﻧﺪه ﺷﻴﻤﻴﺎﻳﻲ در ﻣﻮاﺟﻪ ﺑـﺎ ﺟﺎﺑﺠـﺎﺋﻲ
اﻳـﻦ.آب و آب ﻧﻤﻚﻫﺎي ﻣﻴﺪان ﻧﻔﺘﻲ و اﻣﺜﺎل آن ﺑﻪ ﻛﺎر ﻣﻲ رود
ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺮاي ﻟﻮﻟﻪ ﻫﺎي ﺟﺪﻳﺪ و ﻗﺪﻳﻢ و اﺗـﺼﺎﻻت در ﻧﻈـﺮ
.ﮔﺮﻓﺘﻪ ﺷﺪه اﺳﺖ
اﺳﺘﺤﻜﺎم ﻓﻴﺰﻳﻜﻲ ﻓـﻮﻻد ﺑـﺎ ﺧـﻮاص ﻣﺤـﺎﻓﻈﺘﻲ ﻣـﻼت، ﺳﻴﻤﺎن
ﭘﻮﺷﺶ داﺧﻠﻲ اﻋﻤـﺎل ﺷـﺪه ﺑـﻪ روش.ﺳﻴﻤﺎن ﺗﺮﻛﻴﺐ ﻣﻲ ﺷﻮد
ﻛﺎر ﺗﻜﻤﻴﻠﻲ ﺻﺎف و ﻣﺤﻜﻤﻲ ﺑﻮﺟﻮد ﻣـﻲآورد ﻛـﻪ، ﮔﺮﻳﺰ از ﻣﺮﻛﺰ
ﻟﻮﻟــﻪ را از ﺧﻮردﮔــــﻲ دﻛﻤــﻪ اي ﻣﺤﺎﻓﻈــﺖ ﻣــﻲﻛﻨــﺪ و ﺷــﺮاﻳﻂ
ﺳﻄﺢ ﺻـﺎف داﺧﻠـﻲ.ﺣﻔﺎﻇﺖ در ﺑﺮاﺑﺮ ﺧﻮردﮔﻲ را ﻓﺮاﻫﻢ ﻣﻲﻛﻨﺪ
ﺿﺮﻳﺐ ﺟﺮﻳﺎن ﺑـﺎﻻﻳﻲ را ﻛـﻪ ﺑـﺮاي ﻣـﺪت زﻣـﺎن ﻃـﻮﻻﻧﻲ ﺣﻔـﻆ
.ﻣﻲﺷﻮد ﻓﺮاﻫﻢ ﻣﻲ ﻛﻨﺪ
، ﭘﻮﺷﺶ ﻣﻼت ﺳﻴﻤﺎن ﺑﺎﻋﺚ ﺑﻮﺟﻮد آﻣﺪن ﭘﻮﺷﺸﻲ ﺳـﺨﺖ،ﺑﻪ ﻋﻼوه
ﺑﺎدوام و ﻧﻴﺮوﻣﻨﺪ ﺷﺪه و در ﺟﺎﺋﻴﻜﻪ از اﻛﺴﺎﻳﺶ ﻳـﺎ ﺧـﻮردﮔﻲ ﻓـﻮﻻد
.ﺟﻠﻮﮔﻴﺮي ﻣﻲ ﺷﻮد ﺗﺸﻜﻴﻞ ﻳﻚ ﻣﺤﻴﻂ ﻗﻠﻴﺎﻳﻲ ﻣﻲدﻫﺪ
In addition, the cementmortar coating results in a
tough, durable, and rugged coating that forms an
alkaline environment where oxidation or
corrosion of the steel is inhibited.
111
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﺑﻪ ﻣﺼﺮف ﻛﻨﻨﺪه ﻫﺸﺪار داده ﻣﻴﺸﻮد ﻛﻪ آب ﻫﺎي ﻧﺮم3-1-16
16.1.3 The user is cautioned that soft, aggressive
waters, as well as prolonged contact with heavily
chlorinated water, may be injurious to cementmortar linings. When this environment is
anticipated, further studies may be necessary to
determine the suitability of this type of lining.
، و ﻣﻬﺎﺟﻢ ﻫﻤﺎﻧﻨﺪ آب ﺳﻨﮕﻴﻦ ﻛﻠﺮﻳﻨﻪ ﺷـﺪه در ﺗﻤـﺎس ﻃـﻮﻻﻧﻲ
ﻣﻤﻜﻦ اﺳﺖ ﺑﻪ ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﻣـﻼت ﺳـﻴﻤﺎن آﺳـﻴﺐ وارد
ﻣﻤﻜـﻦ اﺳـﺖ، زﻣﺎﻧﻴﻜـﻪ اﻳـﻦ ﻣﺤـﻴﻂ ﭘـﻴﺶ ﺑﻴﻨـﻲ ﺷـﻮد.ﻧﻤﺎﻳﺪ
ﻣﻄﺎﻟﻌﺎت ﺑﻴﺸﺘﺮي ﺑـﺮاي ﺗﻌﻴـﻴﻦ ﻧﻤـﻮدن ﻧـﻮع ﻣﻨﺎﺳـﺐ ﭘﻮﺷـﺶ
.داﺧﻠﻲ ﻻزم ﺑﺎﺷﺪ
ﻣﻮاد2-16
16.2 Materials
ﻧـﻮعASTM-C-150 ﻫﻤﺨﻮاﻧﻲ ﺳﻴﻤﺎن ﺑـﺎ اﻟﺰاﻣـﺎت1-2-16
16.2.1 Cement meeting the requirements of
ASTM-C-150 Type I or II (Portland cement) is
required for the lining pipes and fittings carrying
water but cement conferring to ASTM-C-150
Type III (high sulfate resistant (HRS) similar to
API-RP 10A with zero tricalcium aluminate
(C3A) should be used for lining oil field pipe
and tubing. This cement is suitable for exposure
to corrosive waters, regardless of the soluble
sulfate concentration.
اول ﻳﺎ دوم )ﺳﻴﻤﺎن ﭘﺮﺗﻠﻨـﺪ( ﺑـﺮاي ﭘﻮﺷـﺶ داﺧﻠـﻲ ﻟﻮﻟـــﻪﻫـﺎ و
اﺗﺼﺎﻻت ﻛــﻪ ﺣﺎﻣﻞ آب ﻫـﺴﺘﻨﺪ ﻣـﻮرد ﻧﻴـﺎز اﺳـﺖ اﻣـﺎ ﺳـﻴﻤﺎن
ﻧـﻮع ﺳـﻮم )ﺑـﺎ ﻣﻘﺎوﻣـﺖ در ﺑﺮاﺑـﺮASTM-C-150 ﻣﺮﺑﻮط ﺑــﻪ
ﺑــﺪون ﺗــﺮيAPI-RP-10A ( ﻣــﺸﺎﺑﻪ ﺑــﺎHRS ﺳــﻮﻟﻔﺎت زﻳــﺎد
( ﺑﺎﻳﺪ ﺑﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ ﻟﻮﻟـﻪ ﻣﻴـﺪانC3A) ﻛﻠﺴﻴﻢ آﻟﻮﻣﻴﻨﺎت
اﻳﻦ ﺳﻴﻤﺎن در ﻣﻌﺮض آﺑﻬﺎي.ﻧﻔﺘﻲ و ﺗﻴﻮب ﮔﺬاري اﺳﺘﻔﺎده ﺷﻮد
.ﺧﻮرﻧﺪه ﺑﺪون ﺗﻮﺟﻪ ﺑﻪ ﻏﻠﻈﺖ ﺳﻮﻟﻔﺎت ﻣﺤﻠﻮل ﻣﻨﺎﺳﺐ ﻣﻲ ﺑﺎﺷﺪ
16.2.2 When API Class C (API specification
10 ) cement with zero C3A is unavailable, other
cements as follow may be used, but only upon
specific approval by the Company.(See total
no.26, and IPS table 27).
API
CLASS
C زﻣــــﺎﻧﻲ ﻛــــﻪ ﺳــــﻴﻤﺎن2-2-16
16.2.2.1 Moderate sulfate resistant (MSR)
cements (having less than 8 percent C3A) may
be used when the corrosive fluid contains less
than 1000 ppm soluble sulfates.
ﺳــﻴﻤﺎن ﻫــﺎي ﻣﻘــﺎوم در ﺑﺮاﺑــﺮ ﺳــﻮﻟﻔﺎت ﻣﺘﻮﺳــﻂ1-2-2-16
، در دﺳــﺘﺮس ﻧﺒﺎﺷــﺪC3A ( ﺑــﺪون10 ﻣﺸﺨــﺼﺎت ﻓﻨــﻲAPI)
ﻣﻤﻜﻦ اﺳﺖ از ﺳﻴﻤﺎن ﻫﺎي دﻳﮕﺮ ﻓﻘﻂ در ﺻـﻮرت ﺗﺄﻳﻴـﺪ ﺧـﺎص
ﻛﺎرﻓﺮﻣﺎ ﻃﺒﻖ ﻣﻮارد زﻳﺮ اﺳﺘﻔﺎده ﺷـﻮد )ﺑـﻪ ﺷـﻜﻞ زﻳـﺮ ﻣﺠﻤﻮﻋـﻪ
.( ﻣﺮاﺟﻌﻪ ﺷﻮدIPS 27 و ﺟﺪولAPI 26 ﺷﻤﺎره
( ﻣﻤﻜــﻦ اﺳــﺖ درC3A درﺻــﺪ8 ( )داراي ﻛﻤﺘــﺮ ازMSR)
ﺻــﻮرﺗﻲ ﻛــﻪ ﺳــﻴﺎل ﺧﻮرﻧــﺪه داراي ﺳــﻮﻟﻔﺎت ﻣﺤﻠــﻮل ﻛﻤﺘــﺮ از
. ﺑﺎﺷﺪ اﺳﺘﻔﺎده ﺷﻮﻧﺪ1000PPM
ﻳـﺎAPI CLASS B (MSR) اﻳﻦ ﺳـﻴﻤﺎن ﻫـﺎ ﻣﻤﻜـﻦ اﺳـﺖ
. ﺑﺎﺷﻨﺪCLASS C (HSR)
These may be either API Class B (MSR) or
Class C (MSR) cement.
ﺳﻴﻤﺎن ﻫﺎي ﺑـﺎ ﻣﻘﺎوﻣـﺖ ﺑـﺎﻻ در ﺑﺮاﺑـﺮ ﺳـﻮﻟﻔﺎت2-2-2-16
16.2.2.2 High sulfate resistant (HSR) cements
(having less than 3 percent C3A) shall always be
used when the corrosive water contains 1000
ppm or higher soluble sulfates.
( ﻫﻤﻴﺸﻪ ﺑﺎﻳﺪ زﻣﺎﻧﻲ ﻛـﻪC3A درﺻﺪ3 ( )داراي ﻛﻤﺘﺮ ازHRS)
ﺳـﻮﻟﻔﺎﺗﻬﺎي ﻣﺤﻠـﻮل ﻳـﺎ ﺑﻴـﺸﺘﺮ1000PPM آب ﺧﻮرﻧﺪه داراي
.اﺳﺖ اﺳﺘﻔﺎده ﺷﻮﻧﺪ
ﻳــــﺎAPI CLASS B (HSR) اﻳـﻦ ﺳـﻴﻤﺎﻧﻬﺎ ﻣﻤﻜـﻦ اﺳــﺖ
. ﺑﺎﺷﻨﺪCLASS C (HSR)
These may be either API Class B (HSR) or Class
C (HSR) cement.
16.2.3 The Purchaser of cement lined pipe may
require the applicator to furnish a written
statement of the chemical composition of the
cement for the Purchaser’s approval. Similarly,
the applicator may require the cement
manufacturer to furnish a written statement of
the chemical composition of the cement for the
approval by the applicator or by the Purchaser of
the cement lined pipe. The method for
determining the C3A content of the cement
selected should be by mutual agreement among
ﺧﺮﻳﺪار ﻟﻮﻟﻪ ﭘﻮﺷﺶ داﺧﻠـﻲ ﺷـﺪه ﺳـﻴﻤﺎﻧﻲ ﻣﻤﻜـﻦ3-2-16
اﺳﺖ از اﻋﻤﺎل ﻛﻨﻨﺪه ﺑﺨﻮاﻫﺪ ﻛﻪ ﺗﺮﻛﻴﺒﺎت ﺷـﻴﻤﻴﺎﻳﻲ ﺳـﻴﻤﺎن را
ﺑـﻪ ﻫﻤـﻴﻦ.ﺑﻪ ﺻﻮرت ﻧﻮﺷﺘﻪ ﺑـﺮاي ﺗﺄﻳﻴـﺪ ﺧﺮﻳـﺪار ﺗﻬﻴـﻪ ﻧﻤﺎﻳـﺪ
اﻋﻤﺎل ﻛﻨﻨﺪه ﻣﻤﻜﻦ اﺳﺖ از ﺳﺎزﻧﺪه ﺳﻴﻤﺎن ﺑﺨﻮاﻫـﺪ ﻛـﻪ،ﺗﺮﺗﻴﺐ
ﺗﺮﻛﻴﺒﺎت ﺷﻴﻤﻴﺎﻳﻲ ﺳﻴﻤﺎن را ﺑـﻪ ﺻـﻮرت ﻧﻮﺷـﺘﻪ و ﺑـﺮاي ﺗﺄﻳﻴـﺪ
اﻋﻤﺎل ﻛﻨﻨﺪه ﻳﺎ ﺧﺮﻳﺪار ﻟﻮﻟﻪ ﭘﻮﺷﺶ داﺧﻠﻲ ﺷـﺪه ﺳـﻴﻤﺎن ﺗﻬﻴـﻪ
ﺳﻴﻤﺎن اﻧﺘﺨﺎب ﺷﺪه ﺑﺎﻳـﺪ ﻣـﻮردC3A روش ﺗﻌﻴﻴﻦ ﻣﻴﺰان.ﻧﻤﺎﻳﺪ
112
Jan. 2010/ 1388 دي
the cement manufacturer, the applicator and the
Purchaser of the cement lined pipe.
IPS-E-TP-350(1)
اﻋﻤﺎل ﻛﻨﻨﺪه و ﺧﺮﻳﺪار ﻟﻮﻟﻪ ﭘﻮﺷـﺶ،ﺗﻮاﻓﻖ ﺑﻴﻦ ﺳﺎزﻧﺪه ﺳﻴﻤﺎن
.داﺧﻠﻲ ﺷﺪه ﺳﻴﻤﺎن ﻗﺮار ﮔﻴﺮد
ﺳﻴﻤﺎﻧﻲ ﻛــﻪ ﺑﺮاي ﻟﻮﻟﻪ ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﻴﻤﺎن و ﭘﺮ4-2-16
16.2.4 The cement used for cement lining pipe
and filling shall be uniform and free of lumps.
.ﻛﺮدن ﺑﻪ ﻛﺎر ﻣﻲ رود ﺑﺎﻳﺪ ﻳﻜﻨﻮاﺧﺖ و ﺑﺪون ﻛﻠﻮﺧﻪ ﺑﺎﺷﺪ
16.2.5 Sand should be at least 95 percent quartz
(silicon dioxide ) and should not lose more than
0.5 percent on ignition.
درﺻـﺪ ﻛـﻮارﺗﺰ )ﺳـﻴﻠﻴﺲ دي95 ﻣﺎﺳﻪ ﺑﺎﻳﺪ ﺣﺪاﻗﻞ5-2-16
16.2.6 The sand should meet ASTM-C-33 and
conform to screen analysis as Table 21.
ﻣﻄﺎﺑﻘــﺖASTM-C-33 ﻣﺎﺳــﻪ ﺑﺎﻳــﺪ ﺑــﺎ اﺳــﺘﺎﻧﺪارد6-2-16
. درﺻﺪ در اﺛﺮ اﺣﺘﺮاق ﺗﻠﻒ ﺷﻮد0/5 اﻛﺴﻴﺪ( ﺑﻮده و ﻧﺒﺎﻳﺪ ﺑﻴﺶ از
. ﭘﻴﺮوي ﻧﻤﺎﻳﺪ21 داﺷﺘﻪ و از ﺟﺪا ﺳﺎزي ﻏﺮﺑﺎﻟﻲ در ﺟﺪول
TABLE 21 - SCREEN ANALYSIS OF SAND USED FOR CEMENT - MORTAR LINING
ﺟﺪا ﺳﺎزي ﻏﺮﺑﺎﻟﻲ ﻣﺎﺳﻪ ﺑﻜﺎر رﻓﺘﻪ ﺑﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن-21 ﺟﺪول
OPENING
mm (US SERIES)
(( )ﺳﺮي آﻣﺮﻳﻜﺎﻳﻲmm) ﺳﻮراخ
PERCENT RETAINED
ON EACH SIEVE
1.19 (16)
0.590 (30)
0.420 (40)
0.297 (50)
0.177 (80)
0.149 (100)
> 0.149 ( > 100)
0
0-5
15 - 25
49 - 60
20 - 40
0-5
0-2
درﺻﺪ ﺑﺎﻗﻴﻤﺎﻧﺪه روي ﻫﺮ اﻟﻚ
ﺧﺎﻛﺴﺘﺮ و ﻣﻮاد ﺧﺎم ﻳﺎ ﭘـﻮزوﻻنﻫـﺎي ﻛﻠـﺴﻴﻨﻪ ﺷـﺪه7-2-16
16.2.7 Fly ash and raw or calcined pozzolans
should conform to ASTM-C-618 and API Spec.
10, Section 11.
ﻗـﺴﻤﺖAPI SPEC.10 وASTM-C-618 ﺑﺎﻳﺪ از اﺳـﺘﺎﻧﺪارد
. ﭘﻴﺮوي ﻧﻤﺎﻳﺪ11
ﻧﺒﺎﻳـﺪASTM-C-618 ﺧﺎﻛﺴﺘﺮ ﺣﺎﺻﻞ از ﺗﻠﻔﺎت اﺣﺘﺮاق ﻃﺒـﻖ
درﺻﺪ ﺑﺎﺷﺪ4 ﺑﻴﺶ از
The loss on ignition for fly ash, conforming to
ASTM-C-618, should not exceed 4 percent.
ﺧﺮﻳﺪار ﻣﻤﻜﻦ اﺳﺖ ﻧﻴـﺎز داﺷـﺘﻪ ﺑﺎﺷـﺪ ﻛـﻪ اﻋﻤـﺎل8-2-16
16.2.8 The Purchaser may require the applicator
to furnish satisfactory reports of analyses which
certify that the pozzolanic materials meet the
ASTM requirements set forth in ASTM-C-618
ﻛﻨﻨﺪه ﮔﺰارش ﻫﺎي رﺿﺎﻳﺖ ﺑﺨﺸﻲ از آﻧﺎﻟﻴﺰ ﻣﻮاد ﭘﻮزوﻻﻧﻴﻚ ﻛﻪ ﺑﺎ
ﻫﻤﺨــﻮاﻧﻲASTM-C-618 ﺑﻴــﺎن ﺷــﺪه درASTM اﻟﺰاﻣــﺎت
. اراﻳﻪ ﻧﻤﺎﻳﺪ،دارد
16.2.9 Pozzolanic material shall consist of
siliceous or a combination of siliceous and
aluminous material in a finely divided form that
in the presence of moisture will react with
calcium hydroxide, at ordinary temperatures, to
form compounds possessing cement properties.
ﻣﻮاد ﭘﻮزوﻻﻧﻴﻚ ﺑﺎﻳـﺪ داراي ﺳـﻴﻠﻴﺲ ﻳـﺎ ﺗﺮﻛﻴﺒـﻲ از9-2-16
16.2.10 Water for mixing the lining material,
clear potable water should be used.
آب ﻗﺎﺑـﻞ، ﺑﺮاي ﻣﺨﻠﻮط ﻛﺮدن ﻣﻮاد ﭘﻮﺷـﺶ داﺧﻠـﻲ10-2-16
16.2.11
Chemical
Additives-Chemical
admixtures may be used by agreement between
the applicator and purchaser.
ﻣـﻮاد ﺷـﻴﻤﻴﺎﺋﻲ اﻓﺰودﻧـﻲ، ﺗﺮﻛﻴﺒﺎت ﻣﻮاد ﺷـﻴﻤﻴﺎﻳﻲ11-2-16
16.2.12 Cement, sand, and pozzolans should be
ﺧﺸﻚ و ﺑـﺪون، ﻣﺎﺳﻪ و ﭘﻮزوﻻن ﺑﺎﻳﺪ ﺗﻤﻴﺰ، ﺳﻴﻤﺎن12-2-16
ﻣﻮاد ﺳﻴﻠﻴﺲ و آﻟﻮﻣﻴﻨﻴﻮم ﺑﻪ ﺻـﻮرت ﺑـﺴﻴﺎر ﻧـﺮم ﺑﺎﺷـﻨﺪ ﻛـﻪ در
ﺣﻀﻮر رﻃﻮﺑـﺖ ﺑـﺎ ﻛﻠـﺴﻴﻢ ﻫﻴﺪرواﻛـﺴﻴﺪ در دﻣﺎﻫـﺎي ﻣﻌﻤـﻮﻟﻲ
،واﻛﻨﺶ داﺷﺘﻪ ﺗـﺎ ﺗﺮﻛﻴﺒـﺎﺗﻲ ﻛـﻪ داراي ﺧـﻮاص ﺳـﻴﻤﺎن اﺳـﺖ
.ﺗﺸﻜﻴﻞ ﺷﻮﻧﺪ
.ﺷﺮب ﺗﻤﻴﺰ ﺑﺎﻳﺪ اﺳﺘﻔﺎده ﺷﻮد
.ﻣﻤﻜﻦ اﺳﺖ ﺑﺎ ﺗﻮاﻓﻖ ﺑﻴﻦ ﺧﺮﻳﺪار و اﻋﻤﺎل ﻛﻨﻨﺪه اﺳﺘﻔﺎده ﺷﻮﻧﺪ
113
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
kept clean, dry and free from contaminants.
They should be stored in separate bins, tanks or
other containers closed to weather and
contamination. Cement and pozzolans should be
passed through a (6.4 mm) or less mesh screen,
to remove lumps and other extraneous matter,
before mixing. All materials should be handled
and transferred in such a manner that all foreign
matter is excluded.
ﻣﺨـﺎزن، آﻧﻬﺎ ﺑﺎﻳﺪ در اﻧﺒﺎرﻫﺎي ﻛﻮﭼﻚ.آﻻﻳﻨﺪه ﻫﺎ ﻧﮕﻬﺪاري ﺷﻮﻧﺪ
ﻳﺎ ﻇﺮوف ﺳﺮﺑﺴﺘﻪ دﻳﮕﺮ ﻧـﺴﺒﺖ ﺑـﻪ ﻫـﻮا و آﻻﻳﻨـﺪه ﻫـﺎ ﺑـﻪ ﻃـﻮر
ﺳﻴﻤﺎن و ﭘﻮزوﻻﻧﻬﺎ ﺑﺎﻳﺪ ﺑﺮاي ﺣﺬف ﻛﻠﻮﺧﻪﻫﺎ.ﺟﺪاﮔﺎﻧﻪ اﻧﺒﺎر ﺷﻮﻧﺪ
و دﻳﮕﺮ ﻣﻮاد ﺧﺎرﺟﻲ ﻗﺒﻞ از ﻣﺨﻠﻮط ﻛـﺮدن از ﻏﺮﺑـﺎل ﺑـﺎ ﺗـﻮري
ﺗﻤﺎم ﻣﻮاد ﺑﺎﻳﺪ ﺑﻪ ﺷﻜﻠﻲ ﺟﺎﺑﺠﺎ. ﻣﻴﻠﻴﻤﺘﺮ ﻳﺎ ﻛﻤﺘﺮ ﻋﺒﻮر ﻛﻨﻨﺪ6/4
.و ﻣﻨﺘﻘﻞ ﺷﻮﻧﺪ ﻛﻪ ﻛﻠﻴﻪ ﻣﻮاد ﺧﺎرﺟﻲ ﺟﺪا ﺷﺪه ﺑﺎﺷﻨﺪ
16.2.13 Cement-mortar shall be composed of
cement, sand and water, well mixed and of
proper consistency to obtain a dense,
homogeneous lining that will adhere firmly to the
pipe surface. To improve workability, density
and strength in the mortar, admixtures
conforming to the latest edition of ASTM-C-494,
may be used at the option of the contractor,
provided the ratio of admixture to cement does
not exceed that used in the qualification tests of
ASTM-C-494. The soluble chloride-ion ( Cl- )
content of the cement-mortar mix shall not
exceed 0.15 percent, expressed as a percentage of
cement weight. No admixture shall be used that
would have a deleterious effect on potable water
flowing in the pipe after the lining has been
placed.
ﻣﺎﺳـﻪ و آب، ﻣﻼت ﺳﻴﻤﺎن ﺑﺎﻳﺪ ﺗﺮﻛﻴﺒﻲ از ﺳـﻴﻤﺎن13-2-16
ﺑﻪ ﺧﻮﺑﻲ ﻣﺨﻠﻮط ﺷﺪه و ﺑـﺎ ﻏﻠﻈـﺖ ﻣﻨﺎﺳـﺐ ﻳـﻚ ﭘﻮﺷـﺶ،ﺑﻮده
ﭼﮕﺎل را ﻛﻪ ﺑﻪ ﻃﻮر ﻣﺤﻜﻢ ﺑﻪ ﺳﻄﺢ ﻟﻮﻟـﻪ ﺧﻮاﻫـﺪ،داﺧﻠﻲ ﻫﻤﮕﻦ
ﭼﮕـﺎﻟﻲ و ﻣﻘﺎوﻣـﺖ، ﺑـﺮاي ﺑﻬﺒـﻮد ﻛـﺎرآﻳﻲ.ﭼﺴﺒﻴﺪ ﺑﺪﺳـﺖ آورد
ﭘﻴـﺮويASTM-C-494 ﺗﺮﻛﻴﺒﺎﺗﻲ ﻛﻪ از آﺧـﺮﻳﻦ ﭼـﺎپ،ﻣﻼت
،ﻣﻲﻛﻨﻨﺪ ﻣﻤﻜﻦ اﺳﺖ ﺑﻨﺎ ﺑﺮ ﺣﻖ اﻧﺘﺨﺎب ﭘﻴﻤﺎﻧﻜﺎر اﺳـﺘﻔﺎده ﺷـﻮد
ﺑﻪ ﺷﺮﻃﻲ ﻛﻪ ﻧﺴﺒﺖ ﻣﺨﻠﻮط ﺑﻪ ﺳﻴﻤﺎن از آﻧﭽﻪ در آزﻣﺎﻳﺶﻫـﺎي
. ﺑﻜـﺎر رﻓﺘـﻪ ﺗﺠـﺎوز ﻧﻨﻤﺎﻳـﺪASTM-C-494 ﻛﻴﻔﻴﺖ اﺳﺘﺎﻧﺪارد
( ﻣﺤﻠﻮل در ﻣﺨﻠﻮط ﻣﻼت ﺳـﻴﻤﺎن ﻛـﻪ ﺑـﻪ ﻋﻨـﻮانCl) ﻳﻮن ﻛﻠﺮ
0/15 درﺻﺪي از وزن ﺳﻴﻤﺎن ﺑﻴـﺎن ﺷـﺪه اﺳـﺖ ﻧﺒﺎﻳـﺪ ﺑـﻴﺶ از
از ﻣﺨﻠﻮﻃﻲ ﻛﻪ اﺛﺮ زﻳﺎن آور ﺑـﺮ روي آب آﺷـﺎﻣﻴﺪﻧﻲ.درﺻﺪ ﺑﺎﺷﺪ
ﺟﺎري در ﻟﻮﻟﻪ ﺑﻌﺪ از ﻗﺮار دادن ﭘﻮﺷـﺶ داﺧﻠـﻲ ﺧﻮاﻫـﺪ داﺷـﺖ
.ﻧﺒﺎﻳﺪ اﺳﺘﻔﺎده ﺷﻮد
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن3-16
16.3 Cement-Mortar Lining Thickness
ﺑـﻪ ﺟـﺰ در اﺗـﺼﺎﻻت ﻳـﺎ، ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن
در اﻧﺘﺨـﺎب.دﻳﮕﺮ ﻧﺎﭘﻴﻮﺳﺘﮕﻲ ﻫـﺎ در دﻳـﻮار ﺑﺎﻳـﺪ ﻳﻜـﺴﺎن ﺑﺎﺷـﺪ
ﺗﻮﺟﻪ ﺑـﻪ اﺑﻌـﺎد ﻫـﺮ ﻧـﻮع اﺑـﺰار ﻳـﺎ اﺑـﺰار،ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ
ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﺣـﺪ.دﻗﻴﻘﻲ ﻛﻪ ﺑﺎﻳﺪ از وﺳﻂ ﻟﻮﻟﻪ ﺑﮕﺬرد اﻫﻤﻴﺖ دارد
ﻣﻘﺪار ﻣﺠﺎز ﺧـﺎرج از ﻣﺮﻛـﺰ ﺑـﻮدن ﭘﻮﺷـﺶ،ﻣﺠﺎز ﭼﻨﻴﻦ اﻗﻼﻣﻲ
ﺗﻐﻴﻴﺮات20 و19 ﺟﺪاول.داﺧﻠﻲ و ﻟﻮﻟﻪ ﺑﺎﻳﺪ در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ در راﺳﺘﺎي داﻣﻨﻪ رواداري ﻣﺠـﺎز ﻛـﻪ در
.ﻛﺎرﮔﺎه و در ﻣﺤﻞ اﻋﻤﺎل ﺷﺪه اﻧﺪ را ﻓﻬﺮﺳﺖ ﻧﻤﻮده اﺳﺖ
Cement-mortar lining shall be uniform in
thickness, except in joints or other
discontinuities in the wall. In selecting lining
thickness it is important to consider the
dimensions of any tools or instruments that must
pass through the pipe. In considering the
clearance for such items, the allowable
eccentricity of both lining and pipe shall be
considered. Tables 19 and 20 and list the
variations in lining thickness being applied in
shop and in place along the range of tolerances
permitted.
اﻋﻤﺎل ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن4-16
16.4 Application of Cement-Mortar Lining
16.4.1 Application of cement-mortar lining
either in shop or in place shall be as specified by
the Company. The application method and
requirements of the finished work shall be in
accordance with IPS-C-TP-352.
اﻋﻤﺎل ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﻴﻤﺎن در ﻛﺎرﮔﺎه ﻳـﺎ در ﻣﺤـﻞ1-4-16
16.4.2 The contractor is required to furnish an
affidavit that all materials and work furnished
under the Company’s order will comply or have
complied with the applicable requirements of
this Standard and construction standard
IPS-C-TP-352.
ﭘﻴﻤﺎﻧﻜﺎر ﻣﻠﺰم اﺳﺖ اﻗﺮار ﻧﺎﻣﻪ اي ﻣﺒﻨﻲ ﺑـﺮ ﺗﻄـﺎﺑﻖ ﺑـﺎ2-4-16
روش اﻋﻤـﺎل و اﻟﺰاﻣـﺎت.ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﻛﺎرﻓﺮﻣﺎ ﻣﺸﺨﺺ ﺷﺪه ﺑﺎﺷـﺪ
ﻛـــﺎر ﺗﻜﻤﻴـــﻞ ﺷـــﺪه ﺑــﺎﻳـــــﺪ ﻣﻄـــﺎﺑﻖ ﺑــــــﺎ اﺳـــﺘﺎﻧﺪارد
. ﺑﺎﺷﺪIPS-C-TP-352
ﻛﻠﻴﻪ ﻣﻮاد و ﻛﺎر اﻧﺠﺎم ﺷﺪه ﻳﺎ ﺳﻔﺎرش ﻛﺎرﻓﺮﻣﺎ ﻳﺎ ﺑﺎ اﻟﺰاﻣﺎت ﻗﺎﺑـﻞ
IPS-C-TP-352 اﺟﺮا در اﻳـﻦ اﺳـﺘﺎﻧﺪارد و اﺳـﺘﺎﻧﺪارد ﺳـﺎﺧﺖ
.ﺗﻬﻴﻪ ﻧﻤﺎﺋﻴﺪ
114
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﻧﻤﻮﻧﻪ ﻣﺸﻜﻼت ﺗﺠﺮﺑﻪ ﺷـﺪه ﺑـﺎ ﻛﺎﻻﻫـﺎي ﻟﻮﻟـﻪاي5-16
16.5
Typical Problems Experienced with
Cement-Lined Tubular Goods
ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﻴﻤﺎﻧﻲ
16.5.1 Cause of Failure
ﻋﻠﺖ ﺷﻜﺴﺖ1-5-16
Off specification materials, improper mix
properties, or poor application techniques, can
result in defective cement lining which can fail
by mechanical or chemical mechanisms.
ﻳـﺎ، ﻋـﺪم رﻋﺎﻳـﺖ ﻛﺎﻣـﻞ درﺻـﺪ ﻣﺨﻠـﻮط ﻫـﺎ،ﻣﻮاد ﻏﻴﺮاﺳﺘﺎﻧﺪارد
اﺳﺘﻔﺎده از روش ﻫﺎي ﺿﻌﻴﻒ ﻣﻲ ﺗﻮاﻧﺪ ﭘﻮﺷﺶ ﺳﻴﻤﺎن را ﻣﻌﻴﻮب
ﺑﺎﻋﺚ ﻋﺪم ﻣﻮﻓﻘﻴﺖ ﻣﻜﺎﻧﻴﺰم ﻫﺎي ﻣﻜﺎﻧﻴﻜﻲ ﻳﺎ ﺷـﻴﻤﻴﺎﻳﻲ،ﻧﻤﻮده
.ﺷﻮد
ﺣﻤﻠﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ2-5-16
16.5.2 Chemical Attack
16.5.2.1 Cement linings can not withstand strong
acids and will be deteriorated by acid
environments. Cement linings shall not be used
where the pH of the fluid is below 5.0.
ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﺳﻴﻤﺎﻧﻲ در ﺑﺮاﺑـﺮ اﺳﻴﺪﻫـــﺎي1-2-5-16
16.5.2.2 Cement linings have been successfully
used in the following environments; however,
cement linings are known to deteriorate after
reaction
with
water
containing
high
concentrations of any one of several critical
individual ions or a mixture of ions. Recognized
as troublesome are high concentrations of
sulfate, sulfide, chloride carbon dioxide, or
mixtures of sulfide and oxygen.
ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﺳـﻴﻤﺎﻧﻲ ﺑـﻪ ﻃـﻮر ﻣﻮﻓﻘﻴـﺖ2-2-5-16
ﻗــﻮي ﻣﻘــﺎوم ﻧﺒــﻮده و ﺗﻮﺳــﻂ ﻣﺤــﻴﻂ ﻫــــﺎي اﺳــﻴﺪي ﺗﺨﺮﻳــﺐ
pH ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﺳﻴﻤﺎﻧﻲ در ﻣﺤـﻞ ﻫـﺎﻳﻲ ﻛـﻪ.ﻣﻲﺷﻮﻧﺪ
. اﺳﺖ ﻧﺒﺎﻳﺪ اﺳﺘﻔﺎده ﺷﻮﻧﺪ5 ﺳﻴﺎل زﻳﺮ
ﻫـﺮ ﭼﻨـﺪ ﻛـﻪ،آﻣﻴﺰي در ﻣﺤﻴﻂ ﻫﺎي زﻳﺮ اﺳﺘﻔﺎده ﮔﺮدﻳـﺪه اﻧـﺪ
ﻣﻌﻠﻮم ﺷﺪه اﺳﺖ ﻛﻪ ﭘﻮﺷﺶﻫﺎي داﺧﻠﻲ ﺳﻴﻤﺎن ﺑﻌﺪ از واﻛﻨﺶ ﺑﺎ
آﺑﻲ ﻛﻪ ﻏﻠﻈﺖﻫﺎي ﺑﺎﻻي ﻫﺮﻳﻚ از ﭼﻨﺪﻳﻦ ﻳﻮنﻫﺎي ﻣﺴﺘﻘﻞ ﻳــﺎ
.ﻣﺨﻠﻮط ﻳﻮن ﻫـﺎي ﻣﺨـﺮب ﺑﺤﺮاﻧـﻲ را دارد ﺗﺨﺮﻳـﺐ ﻣـﻲﺷـﻮﻧﺪ
ﻳﺎ، ﻛﺮﺑﻦ دي اﻛﺴﻴﺪ، ﻛﻠﺮﻳﺪ، ﺳﻮﻟﻔﻴﺪ،ﻏﻠﻈﺖ ﻫﺎي ﺑﺎﻻي ﺳﻮﻟﻔﺎت
ﻣﺨﻠﻮط ﺳﻮﻟﻔﻴﺪ و اﻛﺴﻴﮋن ﺑﻌﻨﻮان ﻋﻮاﻣﻞ درد ﺳﺮ ﺳـﺎز ﺷـﻨﺎﺧﺘﻪ
.ﺷﺪهاﻧﺪ
16.5.2.3 Chemical attack can cause holes,
grooves or thinning of the lining.
ﺷـﻴﺎرﻫﺎ، ﺻﺪﻣﺎت ﺷﻴﻤﻴﺎﻳﻲ ﺑﺎﻋﺚ اﻳﺠﺎد ﺳﻮراخ ﻫﺎ3-2-5-16
16.5.2.4 Chemical attack can also cause
softening, shrinkage of the cement lining from
the pipe wall.
ﺣﻤﻠﻪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﻫﻤﭽﻨﻴﻦ ﻣﻲﺗﻮاﻧﺪ ﺑﺎﻋﺚ ﻧﺮم4-2-5-16
.ﻳﺎ ﻧﺎزك ﺷﺪن ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻲ ﺷﻮﻧﺪ
. ﻣﻨﻘﺒﺾ ﺷﺪن ﭘﻮﺷﺶ ﺳﻴﻤﺎن از روي دﻳﻮار ﻟﻮﻟﻪ ﺷﻮد،ﺷﺪن
ﺣﻔﺮه ﻫﺎ3-5-16
16.5.3 Voids
ﻳﻚ ﺣﻔﺮه در ﻟﻮﻟـﻪ ﻣﻜـﺎﻧﻲ اﺳـﺖ ﻛـﻪ ﭘﻮﺷـﺶ داﺧﻠـﻲ ﺳـﻴﻤﺎﻧﻲ
ﺣﻔﺮه ﻫﺎ در ﺣـﻴﻦ ﻓﺮآﻳﻨـﺪ ﭼﺮﺧـﺸﻲ زﻣـﺎﻧﻲ ﻛـﻪ.ﭘﻴﻮﺳﺘﻪ ﻧﻴﺴﺖ
ﭘﻮﺷﺶ ﺑﻪ ﻃﻮر ﻛﺎﻣﻞ ﻗﺎدر ﺑﻪ ﺗﻮزﻳﻊ ﺟﻬـﺖ ﭘﻮﺷـﺎﻧﺪن ﺗﻤـﺎم ﻟﻮﻟـﻪ
. ﺑﻪ وﺟﻮد ﻣﻲ آﻳﻨﺪ،ﻓﻮﻻدي ﻧﻴﺴﺖ
A void is a place in the pipe where the cement
lining is not continuous. Voids occur during the
spinning process when the lining does not
distribute to cover all of the steel pipe.
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ4-5-16
16.5.4 Thickness of Lining
ﭘﻮﺷﺶ داﺧﻠـﻲ ﺳـﻴﻤﺎﻧﻲ ﺑـﺎ ﺿـﺨﺎﻣﺖ ﻳﻜﻨﻮاﺧـﺖ1-4-5-16
16.5.4.1
Cement
lining
of
uniform
circumferential thickness which is too thick or
too thin along the length of the pipe is a result
of:
ﻣﺤﻴﻄﻲ ﻛﻪ در اﻣﺘﺪاد ﻃﻮل ﻟﻮﻟﻪ ﺑﺴﻴﺎر ﺿﺨﻴﻢ ﻳـﺎ ﺑـﺴﻴﺎر ﻧـﺎزك
: ﻧﺘﻴﺠﻪ ﻣﻮارد زﻳﺮ ﻣﻲﺑﺎﺷﺪ، اﺳﺖ
. ﻣﻘﺪار ﺑﺴﻴﺎر ﻛﻢ ﻳﺎ ﺑﺴﻴﺎر زﻳﺎد ﻣﺨﻠﻮط ﺳﻴﻤﺎن اﺳﺘﻔﺎده از اﻧﺪازه ﮔﻴﺮ ﻣﺨﺮوﻃﻲ ﻧﺎﻣﻨﺎﺳﺐ ﺗﻮزﻳﻊ ﻃﻮﻟﻲ ﺿﻌﻴﻒ اوﻟﻴﻪ ﻣﺨﻠﻮط ﺳﻴﻤﺎن-
- Too little or too much cement mix.
- Use of improper sizing cone.
- Poor initial longitudinal distribution of
cement mixture.
- Loss of cement from the ends of the pipe
during spinning.
ﻫﺪر رﻓﺘﻦ ﺳﻴﻤﺎن از دو اﻧﺘﻬﺎي ﻟﻮﻟﻪ در ﺣﻴﻦ ﭼﺮﺧﺶ115
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﺟﻤﻊ ﺷﺪن ﺳﻴﻤﺎن در دو اﻧﺘﻬﺎي ﻟﻮﻟﻪ در ﺣﻴﻦ ﭼﺮﺧﺶ-
- Build-up of cement at the ends of the pipe
during spinning.
ﭘﻮﺷﺶ داﺧﻠﻲ ﺳـﻴﻤﺎن ﻛـﻪ در ﻳـﻚ ﻃـﺮف ﻟﻮﻟـﻪ2-4-5-16
16.5.4.2 Cement lining which is too thin on one
side and too thick on the other side of the pips is
a result of:
ﻧﺘﻴﺠـﻪ ﻣـﻮارد،ﺑﺴﻴﺎر ﻧﺎزك و در ﻃﺮف دﻳﮕﺮ ﺑﺴﻴﺎر ﺿﺨﻴﻢ ﺑﺎﺷـﺪ
:زﻳﺮ اﺳﺖ
ﺳﻌﻲ در ﭘﻮﺷﺶ ﻛﺮدن ﻟﻮﻟﻪ ﺧﻢ ﻳﺎ ﻟﻮﻟﻪ ﻏﻴﺮﻣﺪور ﺗﺮاز ﻧﺒﻮدن ﻏﻠﻄﻚ ﻫﺎي ﭼﺮﺧﺶ ﻟﻮﻟﻪ ﻣﺠﻤﻮﻋﻪ ﭼﺮﺧﺸﻲ ﺑﺮاي ﻃﻮل ﻟﻮﻟﻪ ﺑﺴﻴﺎر ﻛﻮﺗﺎه ﻣﻲ ﺑﺎﺷﺪ-
- Trying to line bent or out-of-round pipe.
- Pipe spinning rollers not aligned.
- Pipe spinning assembly too short for pipe
length.
- Excessive lateral (sidewise) movement
during spinning.
ﺣﺮﻛﺖ ﺟﺎﻧﺒﻲ اﺿﺎﻓﻲ )از ﭘﻬﻠﻮ( در ﺣﻴﻦ ﭼﺮﺧﺶ-
- Cement slurry too thick or too thin for
spinning speed time.
ﺧﻤﻴﺮ ﺳﻴﻤﺎن ﺑﺮاي زﻣﺎن ﺳﺮﻋﺖ ﭼﺮﺧﺶ ﺧﻴﻠـﻲ ﻏﻠـﻴﻆ وﻳﺎ ﺧﻴﻠﻲ رﻗﻴﻖ اﺳﺖ
ﺗﻮرﻓﺘﮕﻲ5-5-16
16.5.5 Sags
اﮔﺮ ﻧﻴﺮوﻫـﺎي ﻣﻘﺎوﻣـﺖ ﻃﻮﻗـﻪ و ﭼـﺴﺒﻨﺪﮔﻲ در ﭘﻮﺷـﺶ داﺧﻠـﻲ
ﭘﻮﺷﺶ داﺧﻠﻲ ﻓﻮﻻد در،ﺳﻴﻤﺎن ﺗﺎزه ﺑﻴﺸﺘﺮ از ﻧﻴﺮوي ﺛﻘﻞ ﻧﺒﺎﺷﺪ
ﺑﻌﻀﻲ ﻧﻘﺎط در اﻣﺘﺪاد ﺑﺎﻻي ﻟﻮﻟـﻪ دﭼـﺎر ﺗـﻮرﻓﺘﮕﻲ ﻳـﺎ ﻛـﺸﻴﺪﮔﻲ
.ﺧﻮاﻫﺪ ﺷﺪ
If the forces of hoop strength and adhesion in the
fresh cement lining are not greater than the force
of gravity, the lining will sag or pull away from
the steel at some points along the top of the pipe.
ﺑﺎزرﺳﻲ دو اﻧﺘﻬﺎ6-5-16
16.5.6 Detective ends
: ﭼﻨﺪﻳﻦ ﻧﻤﻮﻧﻪ از ﻋﻴﻮب اﻧﺘﻬﺎ ﻋﺒﺎرﺗﻨﺪ از1-6-5-16
16.5.6.1 Some types of end defects are:
اﻧﺘﻬﺎي ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺮاﺳـﺎس ﻣﺸﺨـﺼﺎت ﻗـﺮار ﻧﮕﺮﻓﺘـﻪ.اﺳﺖ
. اﻧﺘﻬﺎي ﭘﻮﺷﺶ داﺧﻠﻲ ﮔﻮﻧﻴﺎ ﻧﻴﺴﺖ. اﻧﺘﻬﺎي ﭘﻮﺷﺶ داﺧﻠﻲ ﺧﺮاﺷﻴﺪه ﺷﺪه ﻳﺎ ﺗﺮك دارد-
- Lining end not located as specified.
- Lining end not square.
- Lining end chipped or cracked.
. ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ ﻃﺒﻖ ﻣﺸﺨﺼﺎت ﻧﻴﺴﺖ ﺳﻄﺢ از ﺳﻴﻤﺎن ﺗﻤﻴـﺰ ﻧـﺸﺪه، ﭘﺦ ﺟﻮش ﻛﺎري ﻳﺎ، دﻧﺪه ﻫﺎ.اﺳﺖ
. ﭘﻮﺷﺶ داﺧﻠﻲ از ﻟﻮﻟﻪ ﻓﻮﻻدي ﺟﺪا ﺷﺪه اﺳﺖ. اﻧﺘﻬﺎي ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺮ ﻣﺤﻮر ﻃﻮﻟﻲ ﻟﻮﻟﻪ ﻋﻤﻮد ﻧﻴﺴﺖ-
- Lining thickness not as specified.
- Threads, welding bevel or land not cleaned
of cement.
- Lining separated from steel pipe.
- Lining end not perpendicular to longitudinal
axis of the pipe.
ﭼﻨﺎﻧﭽﻪ دو اﻧﺘﻬﺎي ﻟﻮﻟﻪ ﭘﻮﺷـﺶ داﺧﻠـﻲ ﺳـﻴﻤﺎﻧﻲ2-6-5-16
16.5.6.2 If the ends of the cement-lined pipe are
not as recommended, a corrosion-resistant joint
is difficult to make. This is a major cause of
lining failure.
ﻧﺼﺐ ﻳﻚ اﺗﺼﺎل ﻣﻘـﺎوم ﺧـﻮردﮔﻲ ﻣـﺸﻜﻞ،ﻃﺒﻖ ﭘﻴﺸﻨﻬﺎد ﻧﺒﺎﺷﺪ
. اﻳﻦ ﻣﻮرد ﺑﺰرﮔﺘﺮﻳﻦ ﺷﻜﺴﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻲ ﺑﺎﺷﺪ.اﺳﺖ
ﻣﻮاد ﺧﺎرﺟﻲ و ﻣﺨﻠﻮط ﺷﺪن اﻧﺪك7-5-16
16.5.7 Foreign material and poor mixing
16.5.7. 1 Visible bubbles on the surface of set
cement lining.
ﺣﺒﺎب ﻫﺎي ﻗﺎﺑـﻞ ﻣـﺸﺎﻫﺪه روي ﺳـﻄﺢ ﭘﻮﺷـﺶ1-7-5-16
16.5.7.2 The appearance of spots or small rough
lumps in the fresh lining.
ﭘﻴﺪاﻳﺶ ﻟﻜﻪ ﻫﺎ ﻳﺎ ﻛﻠﻮﺧﻪﻫﺎي ﻧﺎﻫﻤﻮار ﻛﻮﭼـﻚ در2-7-5-16
.داﺧﻠﻲ ﺳﻴﻤﺎن ﺑﺴﺘﻪ ﺷﺪه
ﭘﻮﺷﺶ داﺧﻠﻲ ﺗﺎزه
116
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﺗﺮك ﻫﺎ8-5-16
16.5.8 Cracks
16.5.8.1 Most cracking occurs when the lining is
allowed to dry out during curing, transportation
or storage.
ﺑﻴﺸﺘﺮ ﺗﺮﻛﻬﺎ ﻣﻮﻗﻌﻲ اﺗﻔﺎق ﻣﻲ اﻓﺘﻨﺪ ﻛـﻪ ﭘﻮﺷـﺶ1-8-5-16
16.5.8.2 Each joint of lined pipe shall be
inspected for cracks after curing, transportation,
storage, and handling. The intent in cement
lining is always to produce a crack-free lining;
however, cracking does occur. Acceptance or
rejection of pipe with cracked lining should be
left to the discretion of the inspector of the
Purchaser and the inspector of the applicator.
ﻫﺮ اﺗﺼﺎل ﻟﻮﻟﻪ ﭘﻮﺷﺶ داﺧﻠﻲ ﺷـﺪه ﺑﺎﻳـﺪ ﺑﻌـﺪ از2-8-5-16
ﺣﻤﻞ و ﻧﻘﻞ و اﻧﺒﺎر ﻛﺮدن،داﺧﻠﻲ در ﺣﺎل ﺧﺸﻚ و ﺳﺨﺖ ﺷﺪن
.اﺳﺖ
. ﺑﺎزرﺳـﻲ ﺷـﻮد، اﻧﺒﺎﺷـﺖ و ﺟﺎﺑﺠـﺎﺋﻲ، ﺣﻤﻞ و ﻧﻘﻞ،ﺳﺨﺖ ﺷﺪن
ﻫﺪف از ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﻴﻤﺎن ﻫﻤﻴـﺸﻪ ﺗﻮﻟﻴـﺪ ﭘﻮﺷـﺶ داﺧﻠـﻲ
ﻗﺒـﻮل. اﻣﺎ در ﻫﺮ ﺣﺎل ﺗﺮك اﺗﻔﺎق ﻣﻲ اﻓﺘﺪ،ﺑﺪون ﺗﺮك ﻣﻲ ﺑﺎﺷﺪ
ﻳﺎ رد ﻟﻮﻟﻪ ﺑﺎ ﭘﻮﺷﺶ داﺧﻠﻲ ﺗﺮك ﺧﻮرده ﺑﺎﻳﺪ در اﺧﺘﻴـﺎر ﺑـﺎزرس
.ﺧﺮﻳﺪار ﻳﺎ ﺑﺎزرس ﺑﻬﺮه ﺑﺮدار ﻗﺮار ﮔﻴﺮد
اﺟﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن در ﻛﺎرﮔﺎه6-16
16.6 Shop Applied Cement-Mortar Lining
ﻋﻤﻮﻣﻲ1-6-16
16.6.1 General
16.6.1.1 When specified by the company the
cement-mortar lining shall be applied in shop.
ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن، ﭘﺲ از ﺗﺄﻳﻴﺪ ﻛﺎرﻓﺮﻣﺎ1-1-6-16
16.6.1.2 The lining materials shall be as
specified by the Company based on the duty for
which it is intended.
ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺮ ﭘﺎﻳﻪ ﻧـﻮع ﻛـﺎرﺑﺮي و ﻫـﺪف2-1-6-16
16.6.1.3 The quality control inspector shall
ensure that the lining plant is operated and
maintained so that no foreign material is
introduced into the cement lining or its
components during handling, mixing, storage or
at any other time. He shall also ensure that all
components are thoroughly mixed in the correct
proportions. foreign material or poor mixing are
indicated by the appearance of spots or small
rough lumps in the fresh lining.
ﺑﺎزرس ﻛﻨﺘﺮل ﻛﻴﻔﻴـﺖ ﺑﺎﻳـﺪ از ﻧﮕﻬـﺪاري و ﻓﻌـﺎل3-1-6-16
.ﺑﺎﻳﺪ در ﻛﺎرﮔﺎه اﻧﺠﺎم ﺷﻮد
.ﻣﻮرد ﻧﻈﺮ ﺑﺎﻳﺪ ﺑﺮاﺳﺎس ﺗﺄﻳﻴﺪ ﻛﺎرﻓﺮﻣﺎ ﺑﺎﺷﺪ
ﺷﺪن واﺣﺪ ﭘﻮﺷﺶ داﺧﻠﻲ و اﻳﻦ ﻛﻪ ﻫﻴﭽﮕﻮﻧﻪ ﻣـﻮاد ﺧـﺎرﺟﻲ در
ﻣﺨﻠﻮط،ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﻴﻤﺎن ﻳﺎ ﺗﺮﻛﻴﺒﺎت آن در ﺣﻴﻦ ﺟﺎﺑﺠﺎﺋﻲ
اﻧﺒﺎﺷﺖ ﻛﺮدن و ﻳﺎ ﻫﺮ زﻣﺎن دﻳﮕـﺮ اﺳـﺘﻔﺎده ﻧـﺸﺪه اﺳـﺖ،ﻛﺮدن
در ﺿﻤﻦ ﺑﺎﻳـﺪ ﻣﻄﻤـﺌﻦ ﺷـﻮد ﻛـﻪ ﺗﻤـﺎم.اﻃﻤﻴﻨﺎن ﺣﺎﺻﻞ ﻧﻤﺎﻳﺪ
.ﺗﺮﻛﻴﺒﺎت ﺑﺎ ﻧﺴﺒﺖ ﺻﺤﻴﺢ و ﺑﻪ ﻃﻮر ﻛﺎﻣﻞ ﻣﺨﻠـﻮط ﮔﺮدﻳـﺪه اﻧـﺪ
ﻣﻮاد ﻧﺎﺧﺎﻟﺺ ﻳﺎ ﻣﺨﻠﻮط ﻧﺎﻣﻨﺎﺳﺐ ﺑﺎﻋﺚ ﻇﺎﻫﺮ ﺷـﺪن ﻟﻜـﻪ ﻫـﺎ ﻳـﺎ
.ﺑﺮآﻣﺪﮔﻲ ﻧﺎﺻﺎف ﻛﻮﭼﻚ در ﭘﻮﺷﺶ داﺧﻠﻲ ﺗﺎزه ﻣﻲ ﺷﻮد
ﻳـــﺎASTM-A-185) ﺳﻴــــﻢ ﺗﻘﻮﻳـــﺖ ﺷــــﺪه4-1-6-16
16.6.1.4 Wire-fabric reinforcement (ASTM-A185 or ASTM-A-497) or ribbon-mesh
reinforcement shall be applied to the interior of
fittings larger than 610 mm (24 in) and shall be
secured at frequent intervals by tack welding to
the pipe, by clips, or by wire.
( ﻳﺎ ﻧﻮار ﻣﺸﺒﻚ ﺗﻘﻮﻳـﺖ ﺷـﺪه ﺑﺎﻳـﺪ در داﺧـﻞASTM-A-497
اﻳـﻨﭻ( اﺟـﺮا ﮔﺮدﻳـﺪه و در24) ﻣﻴﻠﻴﻤﺘﺮ610 اﺗﺼﺎﻻت ﺑﺰرﮔﺘﺮ از
ﺗﻮﺳﻂ ﮔﻴﺮهﻫﺎ ﻳﺎ ﺳـﻴﻢ،ﻓﻮاﺻﻞ ﻣﻌﻴﻨﻲ ﺑﺎ زدن ﺧﺎل ﺟﻮش ﺑﻪ ﻟﻮﻟﻪ
.ﻣﺤﻜﻢ ﺷﻮﻧﺪ
ﺿﺨﺎﻣﺖ2-6-16
16.6.2 Thickness
ﺑـﻪ اﺳـﺘﺜﻨﺎي، ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳـﻴﻤﺎن ﺑﺎﻳـﺪ1-2-6-16
16.6.2.1 Cement-mortar lining shall be uniform
in thickness, except at joint or other
discontinuities in the pipe wall.
ﻣﺤﻞ اﺗﺼﺎل ﻳﺎ دﻳﮕﺮ ﻋﺪم ﭘﻴﻮﺳﺘﮕﻲ ﻫﺎي ﺟـﺪاره ﻟﻮﻟـﻪ ﺿـﺨﺎﻣﺖ
.ﻳﻜﺴﺎن داﺷﺘﻪ ﺑﺎﺷﺪ
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ ﻓﻬﺮﺳﺖ اراﺋﻪ ﺷﺪه در ﺟﺪول
ﻫﻤـﺮاه ﺑـﺎ داﻣﻨـﻪ ﻣﺠـﺎز رواداري ﻳـﺎ آﻧﭽـﻪ، ﺑﻪ ﻋﻨﻮان ﺣﺪاﻗﻞ22
ﻣﺮاﺟﻌـﻪ3-16 ﺑﺎﺷﺪ )ﺑـﻪ ﺑﻨـﺪ، ﺗﻮﺳﻂ ﺧﺮﻳﺪار ﻣﺸﺨﺺ ﮔﺮدﻳﺪه
.(ﺷﻮد
Lining thickness of pipes shall be as listed in
Table 22 as a minimum along with the range of
tolerances permitted or as specified by the
Purchaser (see also 16.3).
117
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 22 - CEMENT MORTAR LINING THICKNESS OF PIPE (SHOP APPLIED)
( ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن ﻟﻮﻟﻪ )اﻋﻤﺎل ﺷﺪه در ﻛﺎرﮔﺎه-22 ﺟﺪول
NOMINAL PIPE SIZE
LINING
THICKNESS
اﻧﺪازه اﺳﻤﻲ ﻟﻮﻟﻪ
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ
mm
50 – 75
100 - 250
280 - 580
600 - 900
> 36
in
2-3
4 - 10
11 - 23
24 - 36
> 900
mm
in
5/32
¼
5/16
3/8
½
4
6
8
10
13
TOLERANCE
رواداري
mm
-0.8 + 3.2
-1.6 + 3.2
-1.6 + 3.2
-1.6 + 3.2
-1.6 + 3.2
in
-1/32 + 1/8
-1/16 + 1/8
-1/16 + 1/8
-1/16 + 1/8
-1/16 + 1/8
ﺿـﺨﺎﻣﺖ ﭘﻮﺷـﺶ، ﺑﺮاي اﻃﻤﻴﻨـﺎن از اﻧﺠـﺎم ﻛـﺎر2-2-6-16
16.6.2.2 Lining thickness shall be determined at
intervals frequent enough to ensure compliance.
Thickness shall be determined while the mortar
is wet.
ﺗﻌﻴـﻴﻦ ﺿـﺨﺎﻣﺖ.داﺧﻠﻲ ﺑﺎﻳﺪ در ﻓﻮاﺻﻞ ﻣﻌﻴﻦ اﻧﺪازه ﮔﻴﺮي ﺷﻮد
. اﻧﺠﺎم ﺷﻮد،ﺑﺎﻳﺪ زﻣﺎﻧﻲ ﻛﻪ ﻣﻼت ﻣﺮﻃﻮب اﺳﺖ
اﺟﺮا ﻛﺮدن3-6-16
16.6.3 Application
اﻋﻤﺎل ﭘﻮﺷﺶ داﺧﻠـﻲ ﻣـﻼت ﺳـﻴﻤﺎن در ﻛﺎرﮔـﺎه و اﺗـﺼﺎﻻت در
ﺑﺎزرﺳﻲ از ﻛﺎرﻫﺎ و ﻣﻌﻴﺎرﻫـﺎي اﺟـﺮا ﺑﺎﻳـﺪ ﻃﺒـﻖ، اﻟﺰاﻣﺎت،ﻣﻨﻄﻘﻪ
. اﻧﺠﺎم ﺷﻮدIPS-C-TP-352 اﺳﺘﺎﻧﺪارد
Application of shop-applied cement-mortar
lining, and field joints, requirements, inspection
of the works and performance criteria shall be in
accordance with IPS-C-TP-352.
ﻧﺼﺐ4-6-16
16.6.4 Installation
16.6.4.1 Inside joints
اﺗﺼﺎﻻت داﺧﻠﻲ1-4-6-16
16.6.4.1.1 Material
( ﻣﻮاد )ﻣﺼﺎﻟﺢ1-1-4-6-16
Cement mortar used for the joints shall be
composed of a minimum of 1 part cement to not
more than 2 parts sand, by weight, dry mixed,
and moistened with sufficient water to permit
packing and Trowelling without crumbling.
Sand shall be graded within the limits for plaster
sand conforming to ASTM- C-35. Water shall be
clean and free from injurious quantities of
organic matter, alkali, salts, and other impurities,
(potable water). If permitted by the Purchaser,
workability of the mortar may be improved by
replacing not more than 7 percent, by weight, of
the cement with hydrated lime, or by replacing
not more than 20 percent, by weight, of the
cement with pozzolan.
ﻣﻼت ﺳﻴﻤﺎن ﺑﺮاي اﺗﺼﺎﻻت ﺑﺎﻳﺪ ﺗﺮﻛﻴﺒﻲ از ﺣﺪاﻗﻞ ﻳـﻚ ﻗـﺴﻤﺖ
ﺑﺎﺷﺪ ﻛﻪ ﺑﻪ ﺻﻮرت،ﺳﻴﻤﺎن و ﻧﻪ ﺑﻴﺸﺘﺮ از دو ﻗﺴﻤﺖ وزﻧﻲ ﻣﺎﺳﻪ
ﺧﺸﻚ ﻣﺨﻠﻮط و ﺑﺎ آب ﻛﺎﻓﻲ ﻣﺮﻃﻮب و ﺑـﺴﺘﻪ ﺑﻨـﺪي ﺷـﺪه و ﺑـﺎ
درﺟﻪ ﺑﻨﺪي ﻣﺎﺳﻪ ﺑﺎﻳـﺪ.ﻣﺎﻟﻪ ﻛﺸﻴﺪن ﺑﺪون ﺧﺮد ﺷﺪن ﺑﻜﺎر رود
ASTM-C-35 در ﺣﺪ ﻣﺎﺳﻪ ﮔﭻ ﻛﺎري ﺑـﺎ ﭘﻴـﺮوي از اﺳـﺘﺎﻧﺪارد
ﻧﻤـﻚ ﻫـﺎ و، ﻗﻠﻴـﺎ، آب ﺑﺎﻳﺪ ﺗﻤﻴﺰ و ﻋﺎري از ﻣﻮاد ﻣﻀﺮ آﻟﻲ.ﺑﺎﺷﺪ
ﭼﻨﺎﻧﭽـﻪ ﺧﺮﻳـﺪار ﻣﻮاﻓﻘـﺖ.(دﻳﮕﺮ ﻧﺎﺧﺎﻟﺼﻲ ﻫﺎ ﺑﺎﺷﺪ )آب ﺷـﺮب
ﻧﻤﺎﻳﺪ ﻛﺎرآﻳﻲ ﻣﻼت ﺳـﻴﻤﺎن را ﻣـﻲ ﺗـﻮان ﺑـﺎ ﺟـﺎﻳﮕﺰﻳﻦ ﻧﻤـﻮدن
درﺻﺪ وزﻧﻲ ﺳﻴﻤﺎن ﺑﺎ آﻫﻚ آﺑﺪار ﻳﺎ ﺟﺎﻳﮕﺰﻳﻦ ﻧﻤـﻮدن7 ﺣﺪاﻛﺜﺮ
. درﺻﺪ وزﻧﻲ ﺳﻴﻤﺎن ﺑﺎ ﭘﻮزوﻻن اﺻﻼح ﻧﻤﻮد20 ﺣﺪاﻛﺜﺮ
16.6.4.1.2 Application
16.6.4.1.2.1 Inside joints of mortar-lined pipe
shall be filled with cement mortar and finished
off smooth and flush with the inside surface of
the pipe by troweling or by equivalent means.
Before placing the joint mortar material against
the surfaces of the lining, the surfaces shall be
carefully cleaned, have all soap removed, and
then be wetted to ensure a good bond between
the lining and the joint mortar. The pipeline shall
not be put into service until the mortar has cured
for a minimum of 24 hrs.
اﺟﺮا ﻛﺮدن2-1-4-6-16
اﺗﺼﺎﻻت داﺧﻞ ﻟﻮﻟﻪ ﭘﻮﺷﺶ داﺧﻠـﻲ ﺷـﺪه ﺑـﺎ1-2-1-4-6-16
ﻣﻼت ﺑﺎﻳﺪ ﺑﺎ ﻣﻼت ﺳﻴﻤﺎن ﭘﺮﺷﺪه و ﺑﺎ ﻣﺎﻟﻪ ﻳﺎ ﻫﺮ وﺳـﻴﻠﻪ ﻣﻌـﺎدل
ﻗﺒـﻞ از.ﺳﻄﺢ ﺳﻴﻤﺎن ﺑﺎ ﺳﻄﺢ داﺧـﻞ ﻟﻮﻟـﻪ ﻫﻤـﻮار و ﺗـﺮاز ﺷـﻮد
،ﻗﺮاردادن ﻣﻮاد ﻣـﻼت اﺗـﺼﺎل ﺑـﺮ روي ﺳـﻄﻮح ﭘﻮﺷـﺶ داﺧﻠـﻲ
ﺳﻄﻮح ﺑﺎﻳﺪ ﺑﻪ دﻗﺖ ﺗﻤﻴﺰ و ﻛﻠﻴﻪ ﻣـﻮاد ﺻـﺎﺑﻮﻧﻲ ﺣـﺬف و ﺳـﭙﺲ
ﺧﻴﺲ ﺷـﺪه ﺗـﺎ از ﭘﻴﻮﻧـﺪ ﺧـﻮب ﺑـﻴﻦ ﭘﻮﺷـﺶ داﺧﻠـﻲ و ﻣـﻼت
ﺧﻂ ﻟﻮﻟﻪ ﺗﺎ زﻣﺎن ﺳﺨﺖ ﺷﺪن ﻣﻼت ﺑـﺮاي.اﻃﻤﻴﻨﺎن ﺣﺎﺻﻞ ﺷﻮد
. ﺳﺎﻋﺖ ﻧﺒﺎﻳﺪ در ﺳﺮوﻳﺲ ﻗﺮار ﮔﻴﺮد24 ﺣﺪاﻗﻞ
118
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
16.6.4.1.2.2 When pipe is 560 mm (22 in.) in
diameter and larger, the joints shall be finished
smooth with the inside surface of the lining by
troweling.
اﻳﻨﭻ( ﻳﺎ22) ﻣﻴﻠﻴﻤﺘﺮ560 وﻗﺘﻴﻜﻪ ﻗﻄﺮ ﻟﻮﻟﻪ2-2-1-4-6-16
16.6.4.1.2.3 When the pipe is smaller than 560
mm (22 in.), the joint shall be finished by
placing a sufficient amount of the joint mortar in
the bell end of the Section against the shoulder
of the lining, just before installing it in the line.
When the Section has been laid in place, the
joint shall be finished by pulling a rubber ball or
the equivalent through the joint to finish it off
smooth with the inside surface of the lining.
( اﻳـﻨﭻ22) ﻣﻴﻠﻴﻤﺘـﺮ560 وﻗﺘﻴﻜﻪ ﻗﻄﺮ ﻟﻮﻟﻪ3-2-1-4-6-16
اﺗﺼﺎﻻت ﺑﺎﻳﺪ ﺑﺎ ﺳﻄﺢ داﺧﻞ ﭘﻮﺷﺶ داﺧﻠـﻲ ﺗﻮﺳـﻂ،ﺑﻴﺸﺘﺮ اﺳﺖ
.ﻣﺎﻟﻪ ﻫﻤﻮار و ﺗﺮاز ﺷﻮد
ﺑﺮاي ﺗﻜﻤﻴﻞ اﺗﺼﺎل ﺑﺎﻳﺪ ﺑﻪ اﻧـﺪازه ﻛـﺎﻓﻲ ﻣـﻼت، ﻳﺎ ﺑﻴﺸﺘﺮ اﺳﺖ
اﺗﺼﺎل در ﻓﺮورﻓﺘﮕﻲ اﻧﺘﻬﺎﻳﻲ ﻗﻄﻌﻪ ﻣﻘﺎﺑﻞ ﺷـﺎﻧﻪ ﭘﻮﺷـﺶ داﺧﻠـﻲ
زﻣـﺎﻧﻲ ﻛـﻪ ﻗﻄﻌـﻪ.درﺳﺖ ﻗﺒﻞ از ﻧﺼﺐ آن در ﻣﺴﻴﺮ رﻳﺨﺘﻪ ﺷﻮد
اﺗﺼﺎل ﺑﺎﻳﺪ ﺑﺎ ﻛﺸﻴﺪن ﻳﻚ ﺗﻮپ ﻻﺳﺘﻴﻜﻲ ﻳﺎ،در ﻣﺤﻞ ﻗﺮار ﮔﺮﻓﺖ
ﺟﻬﺖ ﺗﻤﺎم ﻛﺮدن و ﻫﻤﻮار ﻛﺮدن ﺑﺎ ﺳﻄﺢ،ﻣﻌﺎدل آن روي اﺗﺼﺎل
.داﺧﻞ ﭘﻮﺷﺶ ﺗﻜﻤﻴﻞ ﺷﻮد
اﻧﺠﺎم ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن در ﻣﻨﻄﻘﻪ7-16
16.7 Field Applied Cement-Mortar Lining
ﻋﻤﻮﻣﻲ1-7-16
16.7.1 General
16.7.1.1 When specified by the Company the
cement-mortar lining shall be applied in place.
ﭘﻮﺷﺶ داﺧﻠﻲ ﻣـﻼت، وﻗﺘﻴﻜﻪ ﻛﺎرﻓﺮﻣﺎ ﻣﺸﺨﺺ ﺷﺪ1-1-7-16
16.7.1.2 The lining materials shall be as
specified by the Company based on the duty for
which it is intended (see Clause 16.2).
ﻣﻮاد ﭘﻮﺷـﺶ داﺧﻠـﻲ ﺑﺎﻳـﺪ ﻣﻄـﺎﺑﻖ آﻧﭽـﻪ ﺗﻮﺳـﻂ2-1-7-16
16.7.1.3 Mortar shall be mixed long enough to
obtain maximum plasticity. The mortar shall be
used before initial set.
ﻣﻼت ﺑﺎﻳﺪ ﺑـﻪ اﻧـﺪازه ﻛـﺎﻓﻲ ﻣﺨﻠـﻮط ﺷـﻮد ﺗـﺎ ﺑـﻪ3-1-7-16
.ﺳﻴﻤﺎن ﺑﺎﻳﺪ در ﻣﺤﻞ اﻧﺠﺎم ﻣﻲ ﺷﻮد
ﻛﺎرﻓﺮﻣﺎ ﺗﺼﺮﻳﺢ ﺷﺪه اﺳﺖ ﺑﺮ ﭘﺎﻳﻪ ﻧﻮع ﻛﺎرﺑﺮي و ﻫﺪف ﻣﻮرد ﻧﻈـﺮ
.( ﻣﺮاﺟﻌﻪ ﺷﻮد2-16 ﺑﺎﺷﺪ )ﺑﻪ ﺑﻨﺪ
ﻣﻼت ﺑﺎﻳـﺪ ﻗﺒـﻞ از ﺳـﺨﺖ ﺷـﺪن.ﺣﺪاﻛﺜﺮ ﺣﺎﻟﺖ ﺧﻤﻴﺮي ﺑﺮﺳﺪ
.اوﻟﻴﻪ ﻣﺼﺮف ﺷﻮد
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ2-7-16
16.7.2 Thickness of Lining
16.7.2.1 The lining shall be uniform in thickness
within the allowable tolerance, except at joints
or deformations in the pipeline. Cement-mortar
lining thickness shall be in accordance with
Table 22 as a minimum, unless otherwise
specified by the Purchaser. If a cement-mortar
lining thickness greater than 13 mm (1/2 in) is
required by the Company, it shall be at the
contractor’s option to apply the mortar lining in
multiple application.
ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﻪ اﺳﺘﺜﻨﺎء ﻣﺤﻞ اﺗﺼﺎﻻت ﻳﺎ ﺗﻐﻴﻴـﺮ1-2-7-16
ﺷﻜﻞ در ﺧﻂ ﻟﻮﻟﻪ ﺑﺎﻳﺪ داراي ﺿﺨﺎﻣﺖ ﻳﻜﻨﻮاﺧـﺖ ﺑـﺎ ﺣـﺪ ﻣﺠـﺎز
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ.رواداري ﺑﺎﺷﺪ
ﻣﮕـﺮ اﻳـﻦ ﻛـﻪ، ﺑﻪ ﻋﻨﻮان ﺣﺪاﻗﻞ درﻧﻈﺮ ﮔﺮﻓﺘـﻪ ﺷـﻮد22 ﺟﺪول
ﭼﻨﺎﻧﭽﻪ ﺿـﺨﺎﻣﺖ ﭘﻮﺷـﺶ داﺧﻠـﻲ.ﺗﻮﺳﻂ ﺧﺮﻳﺪار ﻣﺸﺨﺺ ﺷﻮد
ﻣﻴﻠﻴﻤﺘﺮ ﺗﻮﺳـﻂ ﻛﺎرﻓﺮﻣـﺎ ﻣـﻮرد ﻧﻴـﺎز13 ﻣﻼت ﺳﻴﻤﺎن ﺑﻴﺶ از
اﻳﻦ ﻣﻮرد ﺑﺴﺘﮕﻲ ﺑﻪ ﻧﻈﺮ ﭘﻴﻤﺎﻧﻜﺎر ﺧﻮاﻫﺪ داﺷﺖ ﻛﻪ ﻣـﻼت،ﺑﺎﺷﺪ
.ﭘﻮﺷﺶ داﺧﻠﻲ را ﭼﻨﺪ ﻻﻳﻪ ﺑﻜﺎر ﺑﺮد
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳـﻴﻤﺎن روي ﻧـﻮك2-2-7-16
16.7.2.2 The thickness of cement-mortar lining
over the top of rivet heads and lockbar*
longitudinal seams of steel pipe shall not be less
than 3.2 mm unless otherwise specified by the
Purchaser.
درزﻫﺎي ﻃﻮﻟﻲ ﻟﻮﻟﻪ ﻓـﻮﻻدي،ﻣﻴﺦ ﭘﺮچ و ﻧﻮار* ﺑﻠﻨﺪ ﺿﺨﻴﻢ ﻓﻠﺰي
ﻣﮕﺮ اﻳـﻦ ﻛـﻪ ﺗﻮﺳـﻂ ﺧﺮﻳـﺪار، ﻣﻴﻠﻴﻤﺘﺮ ﺑﺎﺷﺪ3/2 ﻧﺒﺎﻳﺪ ﻛﻤﺘﺮ از
.ﻣﺸﺨﺺ ﺷﻮد
* روش اﺗﺼﺎل ﻟﻮﻟﻪ ﺑﺎ اﺳﺘﻔﺎده از ﻧﻮار ﺑﻠﻨﺪ ﺿﺨﻴﻢ ﻓﻠﺰي ﻛﻪ ﺑﻌﻠﺖ
.ﻣﺸﻜﻼﺗﻲ ﻛﻪ دارد ﻣﻨﺴﻮخ ﺷﺪه اﺳﺖ
( ﻣﺮاﺟﻌﻪ ﺷﻮدASTM A137-1943 )ﺑﻪ
* Lockbar steel pipe is a methode of pipe joining
but due to it’s difficulties it is abolished.
(See ASTM A137-1943)
119
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 23 - CEMENT-MORTAR LINING THICKNESS FOR PIPELINES IN PLACE
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن ﺧﻄﻮط ﻟﻮﻟﻪ در ﻣﺤﻞ-23 ﺟﺪول
TYPE OF PIPE
ﻧﻮع ﻟﻮﻟﻪ
OLD CAST IRON
AND DUCTILE IRON
OLD STEEL
NEW CAST IRON
AND DUCTILE IRON
ﻓﻮﻻد ﻛﻬﻨﻪ
ﭼﺪن ﻛﻬﻨﻪ و ﭼﺪن ﻧﺸﻜﻦ
Diameter
ﻗﻄﺮ
mm
Nominal
Thickness
of
Lining*
NEW STEEL
ﻓﻮﻻد ﺟﺪﻳﺪ
ﭼﺪن و ﭼﺪن ﻧﺸﻜﻦ
Diameter
ﻗﻄﺮ
mm
ﺿﺨﺎﻣﺖ
اﺳﻤﻲ ﭘﻮﺷﺶ
*داﺧﻠﻲ
Nominal
Thickness of
Lining*
Diameter
ﻗﻄﺮ
ﺿﺨﺎﻣﺖ اﺳﻤﻲ
ﭘﻮﺷﺶ
*داﺧﻠﻲ
mm
6.4
7.9
9.5
100 - 250
300 - 900
> 900
Nominal
Thickness of
Lining*
Nominal
Thickness
of
Lining*
Diameter
ﻗﻄﺮ
ﺿﺨﺎﻣﺖ اﺳﻤﻲ
*ﭘﻮﺷﺶ داﺧﻠﻲ
mm
3.2
4.8
6.4
100 - 300
350 - 900
1070 - 1500
1700 - 2300
> 2300
ﺿﺨﺎﻣﺖ
اﺳﻤﻲ
ﭘﻮﺷﺶ
*داﺧﻠﻲ
mm
mm
mm
100 - 250
300 - 900
> 900
3.2
4.8
6.4
100 - 300
350 - 560
600 - 1500
> 1500
12.7
mm
4.8
6.4
9.5
11.1
12.7
* ﺑﺮاي ﻟﻮﻟﻪ اي ﻛﻪ ﺑﻪ ﺷﺪت ﺗﺨﺮﻳﺐ ﻳﺎ اﺳﺘﻔﺎده ﻏﻴﺮﻋﺎدي داﺷـﺘﻪ
ﺧﺮﻳﺪار ﺑﺎﻳﺪ ﻃﺒـﻖ ﻧﻈﺮﻳـﻪ ﻣﻬﻨﺪﺳـﻲ ﺿـﺨﺎﻣﺖ ﭘﻮﺷـﺶ،ﺑﺎﺷﺪ
رواداري ﺑـﺮاي، در ﺗﻤﺎم ﻣﻮارد.داﺧﻠﻲ ﺑﺰرﮔﺘﺮي را ﺗﻌﻴﻴﻦ ﻧﻤﺎﻳﺪ
* For badly deteriorated pipe or abnormal use,
the Purchaser should specify such greater
thickness of lining as engineering judgment
indicates. In all instances, tolerance for lining
shall be 3.2 mm (+ 1/8 in.) with no minus
tolerance.
اﻳـﻨﭻ( ﺑـﺪون رواداري
1
8
) ﻣﻴﻠﻴﻤﺘـﺮ3/2 ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎﻳـﺪ
.ﻣﻨﻔﻲ در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد
اﺟﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ3-7-16
16.7.3 Application of lining
16.7.3.1 Application requirements of the cementmortar lining for pipelines are as follows:
اﻟﺰاﻣﺎت اﺟﺮاي ﭘﻮﺷﺶ داﺧﻠﻲ ﻣﻼت ﺳﻴﻤﺎن ﺑـﺮاي1-3-7-16
16.7.3.1.1 The lining of all straight pipe sections
and long radius bends shall be accomplished by
a machine that progresses uniformly through the
pipe, applies cement-mortar against the pipe
surfaces, and is provided with an attachment for
mechanically trowelling the mortar to obtain a
smooth transitions over joints.
ﭘﻮﺷﺶ داﺧﻠﻲ ﻛﻠﻴـﻪ ﻗـﺴﻤﺖ ﻫـﺎي ﻣـﺴﺘﻘﻴﻢ و1-1-3-7-16
:ﺧﻄﻮط ﻟﻮﻟﻪ ﻋﺒﺎرﺗﻨﺪ از
ﺧﻢ ﻫﺎي ﺷﻌﺎع زﻳﺎد ﻟﻮﻟﻪ ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﻣﺎﺷﻴﻨﻲ ﻛﻪ در ﺳﺮاﺳﺮ ﻟﻮﻟـﻪ
ﻣﻼت ﺳـﻴﻤﺎن را روي، اﻧﺠﺎم ﺷﻮد،ﺑﻪ ﻃﻮر ﻳﻜﻨﻮاﺧﺖ ﺟﻠﻮ ﻣﻲرود
و ﻳـﻚ وﺳـﻴﻠﻪ ﺑـﺮاي،ﺳﻄﻮح داﺧﻞ ﻟﻮﻟﻪ اﻋﻤﺎل و ﺑﻪ ﭘﺎﻳﺎن ﺑﺮﺳﺎﻧﺪ
ﻣﺎﻟﻪ ﻛﺮدن ﻣﻜﺎﻧﻴﻜﻲ ﻣﻼت ﻓﺮاﻫﻢ ﻛﻨﺪ ﺗﺎ ﻳﻚ اﻧﺘﻘﺎل ﺻـﺎف روي
.اﺗﺼﺎﻻت ﺑﺪﺳﺖ آﻳﺪ
16.7.3.1.2 That the lining of bends, specials, and
areas adjacent to valves shall be machine
sprayed and hand troweled or, where machine
placing is impractical, shall all be performed by
hand methods.
ﻣﺤـﻞ ﻫـﺎي ﺧـﺎص و، ﭘﻮﺷﺶ داﺧﻠﻲ ﺧـﻢ ﻫـﺎ2-1-3-7-16
16.7.3.2 Application of field applied cement
mortar lining, requirements, inspection of the
works and performance criteria shall be in
accordance with IPS-C-TP-352 (Lining).
ﺑﺎزرﺳﻲ از ﻛﺎرﻫﺎ و ﻣﻌﻴﺎرﻫﺎي ﻋﻤـﻞ ﻛـﺮد، اﻟﺰاﻣﺎت2-3-7-16
ﻧﻮاﺣﻲ ﻣﺠﺎور ﺷﻴﺮآﻻت ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﻣﺎﺷﻴﻦ ﭘﺎﺷﺶ و ﺑﺎ دﺳﺖ ﻣﺎﻟﻪ
ﻛﺸﻴﺪه ﺷﻮد ﻳﺎ در ﺟﺎﻳﻲ ﻛـﻪ اﻣﻜـﺎن اﺳـﺘﻔﺎده از ﻣﺎﺷـﻴﻦ ﻋﻤﻠـﻲ
. ﺑﺎﻳﺪ ﺗﻤﺎﻣﺎً ﺑﺎ روش ﻫﺎي دﺳﺘﻲ اﻧﺠﺎم ﺷﻮد،ﻧﻴﺴﺖ
ﺑﺮاي اﺟﺮا ﭘﻮﺷﺶ داﺧﻠﻲ ﻣـﻼت ﺳـﻴﻤﺎن در ﻣﻨﻄﻘـﻪ ﺑﺎﻳـﺪ ﻃﺒـﻖ
. )ﭘﻮﺷﺶ داﺧﻠﻲ( اﻧﺠﺎم ﺷﻮدIPS-C-TP-352 اﺳﺘﺎﻧﺪارد
120
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﭘﻮﺷﺶ داﺧﻠﻲ ﻗﻴﺮ )آﺳﻔﺎﻟﺖ( و ﻛﻮﻟﺘﺎر-17
17. BITUMEN (ASPHALT) AND COAL
TAR LINING
17.1 General
ﻋﻤﻮﻣﻲ1-17
17.1.1 Bitumen and coal tar materials are
suitable for protecting internal surfaces of steel
pipes, fittings, tanks, vessels and cementitious
concrete or brick work equipments (see Tables
24 and 25).
ﻣﻮاد ﻗﻴﺮ و ﻛﻮﻟﺘﺎر ﺑﺮاي ﺣﻔﺎﻇﺖ ﺳـﻄﻮح داﺧﻠـﻲ ﻟﻮﻟـﻪ1-1-17
17.1.2 Both of bitumen and coal tar lining are
available in two groups, cold applied (solvent
base) and hot applied materials. Hot applied
lining have more resistance than cold applied
lining.
ﺳـﺮد اﺟـﺮا )ﺑـﺎ ﭘﺎﻳـﻪ، ﻣﻮاد ﻗﻴﺮ و ﻛﻮﻟﺘﺎر ﺑـﻪ دو ﮔـﺮوه2-1-17
17.1.3 These linings are used for the transport
and storage of fluids with temperature within
4°C to 32°C.
اﻳﻦ ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﺑـﺮاي اﻧﺘﻘـﺎل و ذﺧﻴـﺮه ﺳـﺎزي3-1-17
17.1.4 Bitumen and coal tar lining material shall
not be applied to surface having a temperature
below 4°C to avoid poor wetting of the surface
and slow drying of the lining.
ﺑﺮاي ﺟﻠﻮﮔﻴﺮي از ﺗﺸﻜﻴﻞ رﻃﻮﺑـﺖ ﺿـﻌﻴﻒ ﺳـﻄﺢ و4-1-17
17.1.5 The lining shall never be applied to a
surface having a temperature below the dew
point of the surrounding atmosphere because of
the possibility of entrapping moisture beneath
the coating.
ﻫﺮﮔﺰ ﻧﺒﺎﻳﺪ ﭘﻮﺷﺶ داﺧﻠﻲ روي ﺳﻄﺤﻲ ﻛﻪ دﻣﺎي آن5-1-17
17.1.6 A lining material shall never be applied to
a surface having a higher temperature than that
recommended by manufacturer of the coating
because blistering and sagging of the lining can
result.
ﻫﺮﮔﺰ ﻧﺒﺎﻳﺪ ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠـﻲ را روي ﺳـﻄﺤﻲ ﻛـﻪ6-1-17
17.1.7 For contact potable water or in air
conditioning systems, special linings shall be
specified, which on drying impart no taste or
odor to the water or air. For contact with potable
water only bitumen material conforming to BS
3416 shall be applied.
در ﺗﻤﺎس ﺑﺎ آب ﺷـﺮب و ﻳـﺎ در ﺳـﺎﻣﺎﻧﻪ ﻫـﺎي ﺗﻬﻮﻳـﻪ7-1-17
ﺑـﺘﻦ ﻫـﺎي ﺳـﻴﻤﺎﻧﻲ و، ﻇـﺮوف، ﻣﺨـﺎزن، اﺗﺼﺎﻻت،ﻫﺎي ﻓﻮﻻدي
ﻣﺮاﺟﻌﻪ25 و24 آﺟﺮﻛﺎري ﺗﺠﻬﻴﺰات ﻣﻨﺎﺳﺐ ﻫﺴﺘﻨﺪ )ﺑﻪ ﺟﺪاول
.(ﺷﻮد
ﭘﻮﺷﺶ ﮔﺮم اﺟﺮا ﻧـﺴﺒﺖ.ﺣﻼل( و ﮔﺮم اﺟﺮا در دﺳﺘﺮس ﻫﺴﺘﻨﺪ
.ﺑﻪ ﭘﻮﺷﺶ داﺧﻠﻲ ﺳﺮد اﺟﺮا ﻣﻘﺎوﻣﺖ ﺑﻴﺸﺘﺮي دارد
درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد ﻫﺴﺘﻨﺪ ﺑﻜﺎر ﺑﺮده32 ﺗﺎ4 ﻣﺎﻳﻌﺎﺗﻲ ﻛﻪ داراي دﻣﺎي
.ﻣﻲ ﺷﻮد
دﻳﺮﺧﺸﻚ ﺷﺪن ﭘﻮﺷﺶ ﻣﻮاد ﻗﻴﺮ و ﻛﻮﻟﺘﺎر ﻧﺒﺎﻳـﺪ روي ﺳـﻄﻮﺣﻲ
. درﺟﻪ ﺳﺎﻧﺘﻴﮕﺮاد اﺳﺖ اﻋﻤﺎل ﺷﻮﻧﺪ4 ﻛﻪ دﻣﺎي آن زﻳﺮ
زﻳﺮ ﻧﻘﻄﻪ ﺷﺒﻨﻢ ﻣﺤﻴﻂ اﻃﺮاف اﺳﺖ ﺑـﻪ دﻟﻴـﻞ اﻣﻜـﺎن ﻣﺤﺒـﻮس
.ﺷﺪن رﻃﻮﺑﺖ در زﻳﺮ ﭘﻮﺷﺶ اﻋﻤﺎل ﺷﻮد
دﻣﺎي آن ﺑﺎﻻﺗﺮ از ﺗﻮﺻﻴﻪ ﺳﺎزﻧﺪه ﭘﻮﺷﺶ اﺳﺖ اﻋﻤﺎل ﻧﻤـﻮد زﻳـﺮا
. ﻧﺘﻴﺠﻪ آن ﻣﻲﺗﻮاﻧﺪ ﺗﺎول زدﮔﻲ و ﺗﻮرﻓﺘﮕﻲ ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺎﺷﺪ
ﺑﺎﻳﺪ ﭘﻮﺷﺶ ﻫﺎي داﺧﻠـﻲ ﺧﺎﺻـﻲ ﺗﻌﻴـﻴﻦ ﺷـﻮﻧﺪ ﻛـﻪ در،ﻣﻄﺒﻮع
.زﻣﺎن ﺧﺸﻚ ﺷﺪن ﻫﻴﭽﮕﻮﻧﻪ ﻣﺰه ﻳﺎ ﺑﻮﺋﻲ ﺑﻪ آب و ﻳﺎ ﻫﻮا ﻧﺪﻫﻨـﺪ
ﺑﺮاي ﺗﻤﺎس ﺑﺎ آب ﺷﺮب ﻓﻘﻂ ﺑﺎﻳﺪ ﻣـﻮاد ﻗﻴـﺮي ﻃﺒـﻖ اﺳـﺘﺎﻧﺪارد
. اﻋﻤﺎل ﺷﻮدBS 3416
17.1.8 The excellent resistance to water and the
durability of coal tar lining are attested by the
fact that they have provided many years of
trouble-free service on ships, floating dry docks,
lockgates, tanks, water lines, penstocks, cooling
towers, and sewage disposal plants. The coal tar
lining shall not be used in contact with foods and
potable water.
ﮔﻮاه ﻣﻘﺎوﻣﺖ و دوام ﺑﺴﻴﺎر ﻋﺎﻟﻲ ﭘﻮﺷﺶ داﺧﻠﻲ ﻛﻮﻟﺘـﺎر8-1-17
17.1.9 Coal tar lining are not recommended for
atmospheric exposure since they tend to alligator
ﭘﻮﺷﺶ داﺧﻠﻲ ﻛﻮﻟﺘﺎر ﺑـﺮاي در ﻣﻌـﺮض ﻣﺤـﻴﻂ ﻗـﺮار9-1-17
ﻧﺴﺒﺖ ﺑﻪ آب ﺑﻪ ﺟﻬﺖ ﻛﺎرﻛﺮد ﺑﺪون ﻣﺸﻜﻞ آﻧﻬﺎ ﺑـﺮاي ﺳـﺎﻟﻬﺎ در
ﻣﺤـﺎﻓﻆ، ﺣﻮﺿﭽﻪ ﻫﺎي ﺧﺸﻚ ﺷﻨﺎور،ﺧﺪﻣﺎت ﺑﺮ روي ﻛﺸﺘﻲ ﻫﺎ
ﺑﺮج ﻫـﺎي ﺧﻨـﻚ، درﻳﭽﻪ ﻛﻨﺘﺮل آب، ﺧﻄﻮط آﺑﻲ، ﻣﺨﺎزن،درﻫﺎ
ﭘﻮﺷﺶ داﺧﻠﻲ ﻛﻮﻟﺘﺎر ﻧﺒﺎﻳﺪ.ﻛﻨﻨﺪه و ﺗﺄﺳﻴﺴﺎت ﻓﺎﺿﻼب ﻣﻲ ﺑﺎﺷﺪ
.در ﺗﻤﺎس ﺑﺎ ﻏﺬاﻫﺎ و آب ﺷﺮب ﺑﻪ ﻛﺎر ﮔﺮﻓﺘﻪ ﺷﻮد
ﮔﺮﻓﺘﻦ ﭘﻴﺸﻨﻬﺎد ﻧﻤﻲ ﺷﻮد زﻳﺮا ﻛﻪ ﺗﻤﺎس ﻃﻮﻻﻧﻲ ﺑﺎ ﻧﻮر ﻣـﺴﺘﻘﻴﻢ
121
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
and crack on prolonged exposure to direct
sunlight although they still give protection.
ﺧﻮرﺷﻴﺪ ﺑﺎﻋﺚ ﺗﺮك ﺧﻮردﮔﻲ ﺳﻮﺳﻤﺎري ﻣﻲ ﺷﻮد ﮔﺮﭼـﻪ ﻫﻨـﻮز
.ﺣﺎﻟﺖ ﺣﻔﺎﻇﺖ را دارد
17.1.10 Bitumen lining shall not be used where
contamination of petroleum products is
expected.
ﺟﺎﻳﻲ ﻛﻪ اﻧﺘﻈﺎر ﻣﻲ رود ﻣﺸﺘﻘﺎت ﻧﻔﺘﻲ آﻻﻳﻨﺪه وﺟﻮد10-1-17
17.1.11 All materials shall be applied in
compliance with the manufacturer’s instructions.
Care shall be exercised to ensure there is no
mixing of material from different sources or of
different types unless examination shows that
the final product has satisfactory properties. In
particular it shall be recognized that the chemical
and physical characteristics of coal-tar-based
coatings differ from those of bitumen-based
coatings and that the two kinds of coatings shall
not be blended in protective linings. It is also
essential to clean out plant thoroughly when the
use of bitumen lining materials follows that of
coal tar lining materials or vice versa.
. ﺗﻤﺎم ﻣﻮاد ﺑﺎﻳﺪ ﻃﺒﻖ دﺳﺘﻮرات ﺳﺎزﻧﺪه اﻋﻤـﺎل ﺷـﻮﻧﺪ11-1-17
17.1.12 In selection of bitumen and coal tar
lining in addition to above consideration the
provision of Selection 8 shall also be considered.
در اﻧﺘﺨﺎب ﭘﻮﺷﺶ داﺧﻠﻲ ﻗﻴـﺮ ﻳـﺎ ﻛﻮﻟﺘـﺎر ﻋـﻼوه ﺑـﺮ12-1-17
. ﻧﺒﺎﻳﺪ از ﭘﻮﺷﺶ داﺧﻠﻲ ﻗﻴﺮي اﺳﺘﻔﺎده ﺷﻮد،داﺷﺘﻪ ﺑﺎﺷﺪ
ﺑﺮاي اﻃﻤﻴﻨﺎن از ﻋﺪم ﻣﺨﻠﻮط ﺷﺪن ﻣﻮاد از ﻣﻨﺎﺑﻊ ﻣﺨﺘﻠﻒ ﻳﺎ اﻧﻮاع
ﻣﮕﺮ آزﻣﺎﻳﺶ ﻧﺸﺎن دﻫﺪ ﻛﻪ،ﻣﺨﺘﻠﻒ ﺑﺎﻳﺪ دﻗﺖ ﻻزم ﺑﻪ ﻋﻤﻞ آﻳﺪ
ﺑـﻪ ﺧـﺼﻮص ﺑﺎﻳـﺪ.ﻣﺤﺼﻮل ﻧﻬﺎﻳﻲ ﺧﻮاص رﺿﺎﻳﺖ ﺑﺨﺶ را دارد
ﺗﺸﺨﻴﺺ داده ﺷﻮد ﻛﻪ ﺧﺼﻮﺻﻴﺎت ﻓﻴﺰﻳﻜﻲ و ﺷـﻴﻤﻴﺎﻳﻲ ﭘﻮﺷـﺶ
ﻫﺎي ﺑﺎ ﭘﺎﻳﻪ ﻛﻮﻟﺘﺎر از ﭘﻮﺷﺶ ﻫﺎي ﺑﺎ ﭘﺎﻳﻪ ﻗﻴﺮ ﻣﺘﻔﺎوت اﺳﺖ و اﻳﻦ
دو ﻧﻮع ﭘﻮﺷﺶ ﻧﺒﺎﻳﺪ در ﭘﻮﺷـﺶ ﻫـﺎي ﻣﺤـﺎﻓﻆ داﺧﻠـﻲ ﻣﺨﻠـﻮط
و ﻧﻴﺰ ﻻزم اﺳﺖ زﻣﺎﻧﻲ ﻛﻪ از ﭘﻮﺷﺶ داﺧﻠﻲ ﻗﻴﺮ ﺑﻪ دﻧﺒـﺎل.ﺷﻮﻧﺪ
واﺣـﺪ ﺑـﻪ ﻃـﻮر ﻛﺎﻣـﻞ،ﭘﻮﺷﺶ داﺧﻠﻲ ﻛﻮﻟﺘﺎر اﺳﺘﻔﺎده ﻣﻲ ﮔﺮدد
.ﺗﻤﻴﺰ ﺷﻮد ﻳﺎ ﺑﺎﻟﻌﻜﺲ
ﻧﻴـﺰ ﺑﺎﻳـﺪ ﻣـﻮرد ﺗﻮﺟـﻪ ﻗـﺮار8 ﺗﺪارﻛﺎت اﻧﺘﺨﺎب،ﻣﻼﺣﻈﺎت ﻓﻮق
.ﮔﻴﺮد
122
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 24 - RESISTANCE OF COAL TAR AND BITUMEN LINING
IN CHEMICAL ENVIRONMENTS
ﻣﻘﺎوﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﻛﻮﻟﺘﺎر و ﻗﻴﺮ در ﻣﺤﻴﻂ ﻫﺎي ﺷﻴﻤﻴﺎﻳﻲ-24 ﺟﺪول
TYPE OF LINING
TYPE OF LINING
ﻧﻮع ﭘﻮﺷﺶ داﺧﻠﻲ
MEDIA
ﻧﻮع ﭘﻮﺷﺶ داﺧﻠﻲ
MEDIA
ﻣﺤﻴﻂ ﻫﺎ
Acids:
HOT
APPLIED
COLD
APPLIED
ﮔﺮم اﺟﺮا
ﺳﺮد اﺟﺮا
Gases:
:اﺳﻴﺪﻫﺎ
Sulfuric,
ﻣﺤﻴﻂﻫﺎ
HOT
APPLIED
COLD
APPLIED
ﮔﺮم اﺟﺮا
ﺳﺮد اﺟﺮا
ﻛﻠﺮ
NR
NR
آﻣﻮﻧﻴﺎك
LR
LR
R
R
LR
LR
R
R
LR
LR
LR
LR
NR
NR
NR
NR
:ﮔﺎزﻫﺎ
ﺳﻮﻟﻔﻮرﻳﻚ
LR
NR
Chlorine
ﺳﻮﻟﻔﻮرﻳﻚ
NR
NR
Ammonia
Hydrochloric,
10%
ﻫﻴﺪروﻛﻠﺮﻳﻚ
LR
NR
Hydrochloric,
20%
ﻫﻴﺪروﻛﻠﺮﻳﻚ
NR
NR
LR
NR
NR
NR
Solvents:
:ﺣﻼل ﻫﺎ
LR
NR
Alcohols
اﻟﻜﻞ ﻫﺎ
NR
NR
LR
NR
اﺳﺘﻴﻚ ﮔﻼﺳﻴﺎل
NR
NR
Ketons
اﺳﻴﺪﻫﺎي ﭼﺮب
NR
NR
Ethers
اﺗﺮﻫﺎ
NR
NR
Esters
اﺳﺘﺮﻫﺎ
NR
NR
NR
NR
R
R
10%
Sulfuric,
50%
Nitric,
ﻧﻴﺘﺮﻳﻚ
10%
Nitric, Concentration
ﻧﻴﺘﺮﻳﻚ ﻏﻠﻴﻆ
Phosphoric,
ﻓﺴﻔﺮﻳﻚ
10%
Phosphoric,
ﻓﺴﻔﺮﻳﻚ
85%
Acetic,
اﺳﺘﻴﻚ
10%
Acetic, glacial
Fatty acids
Water:
Tap
Carbon dioxide
ﻛﺮﺑﻦ دي اﻛﺴﻴﺪ
Sulfur dioxide
ﺳﻮﻟﻔﻴﺪ دي اﻛﺴﻴﺪ
Hydrogen sulfide
ﻫﻴﺪروژن ﺳﻮﻟﻔﻴﺪ
Aliphatic hydrocarbons**
آﻟﻴﻔﺎﺗﻴﻚ ﻫﻴﺪروﻛﺮﺑﻦ ﻫﺎ
Aromatic hydrocarbons
آروﻣﺎﺗﻴﻚ ﻫﻴﺪروﻛﺮﺑﻦ ﻫﺎ
:آب
آب ﺷﻴﺮ
R*
R
Distilled
ﻣﻘﻄﺮ
R*
R
Sea
درﻳﺎ
R
R
ﻛﺘﻮن ﻫﺎ
Chlorinated hydrocarbons
ﻫﻴﺪروﻛﺮﺑﻦ ﻫﺎي ﻛﻠﺮﻳﻨﻪ ﺷﺪه
Salts:
:ﻧﻤﻚ ﻫﺎ
Sodium chloride
ﺳﺪﻳﻢ ﻛﻠﺮﻳﺪ
(to be continued)
()اداﻣﻪ دارد
123
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 24 – (Continued)
( )اداﻣﻪ-24 ﺟﺪول
TYPE OF LINING
MEDIA
ﻣﺤﻴﻂ ﻫﺎ
Alkalies:
TYPE OF LINING
ﻧﻮع ﭘﻮﺷﺶ داﺧﻠﻲ
HOT
APPLIED
COLD
APPLIED
ﮔﺮم اﺟﺮا
ﺳﺮد اﺟﺮا
10% ﺳﺪﻳﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
Sodium hydroxide,
70% ﺳﺪﻳﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
Ammonium hydroxide,
آﻣﻮﻧﻴﻮم ﻫﻴﺪرواﻛﺴﻴﺪ10%
Calcium hydroxide,
ﻛﻠﺴﻴﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
slaked lime slurry
دوﻏﺎب آﻫﻚ ﻛﺸﺘﻪ
Ammonium salts
ﻧﻤﻚ ﻫﺎي آﻣﻮﻧﻴﻮﻣﻲ
اﻧﻮاع ﻣﺤﻴﻂ ﻫﺎي ﭘﻮﺷﺶ
COLD
APPLIED
ﮔﺮم اﺟﺮا
ﺳﺮد اﺟﺮا
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
LR
LR
ﻛﻠﺴﻴﻢ ﻛﻠﺮﻳﺪ
R
LR
NR
NR
R
LR
--
--
R
R
R
R
Sodium sulfate
ﺳﺪﻳﻢ ﺳﻮﻟﻔﺎت
Sodium bisulfite
ﺳﺪﻳﻢ ﺑﻲ ﺳﻮﻟﻔﻴﺖ
Sodium carbonate
ﺳﺪﻳﻢ ﻛﺮﺑﻨﺎت
Sodium nitrate
ﺳﺪﻳﻢ ﻧﻴﺘﺮات
Alum
زاج ﺳﻔﻴﺪ
Sodium sulfite
ﺳﺪﻳﻢ ﺳﻮﻟﻔﻴﺖ
Oxidizing Agents:
Sodium sulfate
ﺳﺪﻳﻢ ﺳﻮﻟﻔﺎت
:ﻣﻮاد اﻛﺴﻴﺪﻛﻨﻨﺪه
Concentrated solutions
ﻣﺤﻠﻮل ﻫﺎي ﻏﻠﻴﻆ ﺷﺪه
Dilute solutions
ﻣﺤﻠﻮل ﻫﺎي رﻗﻴﻖ
NR
NR
LR
R
Zinc chloride
روي ﻛﻠﺮﻳﺪ
Sodium metasilicate
ﺳﺪﻳﻢ ﻣﺘﺎﺳﻴﻠﻴﻜﺎت
Sodium bichromate
Fat and oils::ﭼﺮﺑﻲ و روﻏﻦ ﻫﺎ
Mineral
HOT
APPLIED
Calcium chloride
:ﻗﻠﻴﺎﻫﺎ
Sodium hydroxide,
ﻧﻮع ﭘﻮﺷﺶ داﺧﻠﻲ
MEDIA
ﻣﻌﺪﻧﻲ
ﺳﺪﻳﻢ ﺑﻲ ﻛﺮﻣﺎت
LR
LR
Animal
ﺣﻴﻮاﻧﻲ
LR
LR
Vegetable
ﮔﻴﺎﻫﻲ
LR
LR
Miscellaneous: :ﻣﺘﻔﺮﻗﻪ
Sodium hypochlorite
ﺳﺪﻳﻢ ﻫﻴﭙﻮﻛﻠﺮﻳﺖ
Code: R = Recommended; NR = Not Recommended; LR =
Limited Recommendation.
* Coal tar is not recommended.
** Bitumen is not recommended
= ﺗﻮﺻﻴﻪ ﻧﺸﺪهNR
124
= ﺗﻮﺻﻴﻪ ﺷﺪهR :ﻧﺸﺎن
= ﺗﻮﺻﻴﻪ ﻣﺤﺪودLR
* ﻛﻮﻟﺘﺎر ﺗﻮﺻﻴﻪ ﻧﺸﺪه اﺳﺖ
** ﻗﻴﺮ ﺗﻮﺻﻴﻪ ﻧﺸﺪه اﺳﺖ
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 25 - MAXIMUM ALLOWABLE SERVICE TEMPERATURE FOR COAL TAR AND
BITUMEN LINING IN CHEMICAL ENVIRONMENTS
ﺣﺪاﻛﺜﺮ دﻣﺎي ﻣﺠﺎز ﻛﺎرﺑﺮي ﭘﻮﺷﺶ داﺧﻠﻲ ﻛﻮﻟﺘﺎر و ﻗﻴﺮ در ﻣﺤﻴﻂ ﻫﺎي ﺷﻴﻤﻴﺎﻳﻲ-25 ﺟﺪول
SUGGESTED
Max.
OPERATING
TEMP. °C
CORROSIVE
MEDIA
ﻣﺤﻴﻂ ﻫﺎي ﺧﻮرﻧﺪه
Alum
زاج ﺳﻔﻴﺪ
SUGGESTED
Max.
OPERATING
TEMP. °C
CORROSIVE
MEDIA
ﻣﺤﻴﻂ ﻫﺎي ﺧﻮرﻧﺪه
ﺣﺪاﻛﺜﺮدﻣﺎي
ﻋﻤﻠﻴﺎﺗﻲ ﭘﻴﺸﻨﻬﺎد
ﺷﺪه
ﺣﺪاﻛﺜﺮدﻣﺎي
ﻋﻤﻠﻴﺎﺗﻲ ﭘﻴﺸﻨﻬﺎد
ﺷﺪه
°C
c°
Magnesium sulfate
66
ﻣﻨﻴﺰﻳﻢ ﺳﻮﻟﻔﺎت
66
Aluminum chloride
آﻟﻮﻣﻴﻨﻴﻮم ﻛﻠﺮﻳﺪ
66
Mercuric acetate
ﺟﻴﻮه اﺳﺘﺎت
66
Aluminum nitrate
آﻟﻮﻣﻴﻨﻴﻮم ﻧﻴﺘﺮات
66
Methyl alcohol
ﻣﺘﻴﻞ اﻟﻜﻞ
66
66
Nickel chloride
ﻧﻴﻜﻞ ﻛﻠﺮﻳﺪ
66
آﻟﻮﻣﻴﻨﻴﻮم ﺳﻮﻟﻔﺎت
66
Nickel nitrate
ﻧﻴﻜﻞ ﻧﻴﺘﺮات
66
آﻣﻮﻧﻴﻮم ﻛﻠﺮﻳﺪ
66
Nickel sulfate
ﻧﻴﻜﻞ ﺳﻮﻟﻔﺎت
66
27
Oxalic acid
اﮔﺰاﻟﻴﻚ اﺳﻴﺪ
66
Aluminum potassium sulfate
آﻟﻮﻣﻴﻨﻴﻮم ﭘﺘﺎﺳﻴﻢ ﺳﻮﻟﻔﺎت
Aluminum sulfate
Ammonium chloride
Ammonium hydroxide
آﻣﻮﻧﻴﻮم ﻫﻴﺪرواﻛﺴﻴﺪ
Ammonium nitrate
آﻣﻮﻧﻴﻮم ﻧﻴﺘﺮات
66
Phosphoric acid
ﻓﺴﻔﺮﻳﻚ اﺳﻴﺪ
66
Ammonium sulfate
آﻣﻮﻧﻴﻮم ﺳﻮﻟﻔﺎت
66
Phosphorous acid
ﻓﺴﻔﺮوس اﺳﻴﺪ
66
ﺑﺎرﻳﻢ ﻛﻠﺮﻳﺪ
66
ﺑﺎرﻳﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
66
ﺑﺎرﻳﻢ ﻧﻴﺘﺮات
66
ﺑﻨﺰوﻳﻴﻚ اﺳﻴﺪ
66
ﺑﻮرﻳﻚ اﺳﻴﺪ
66
Potassium chloride
ﭘﺘﺎﺳﻴﻢ ﻛﻠﺮﻳﺪ
66
ﻛﺎدﻣﻴﻮم ﻛﻠﺮﻳﺪ
66
Potassium cyanide
ﭘﺘﺎﺳﻴﻢ ﺳﻴﺎﻧﻴﺪ
66
Cadmium nitrate
ﻛﺎدﻣﻴﻮم ﻧﻴﺘﺮات
66
Cadmium sulfate
ﻛﺎدﻣﻴﻮم ﺳﻮﻟﻔﺎت
66
Calcium bisulfite
ﻛﻠﺴﻴﻢ ﺑﻲ ﺳﻮﻟﻔﻴﺖ
66
Calcium chloride
ﻛﻠﺴﻴﻢ ﻛﻠﺮﻳﺪ
66
Potassium nitrate
ﭘﺘﺎﺳﻴﻢ ﻧﻴﺘﺮات
66
ﻛﻠﺴﻴﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
27
Potassium sulfate
ﭘﺘﺎﺳﻴﻢ ﺳﻮﻟﻔﺎت
66
Barium chloride
Barium hydroxide
Barium nitrate
Benzoic acid
Boric acid
Cadmium chloride
Calcium hydroxide
Phosphorous trichloride
ﻓﺴﻔﺮ ﺗﺮي ﻛﻠﺮﻳﺪ
Phthalic acid
ﻓﺘﺎﻟﻴﻚ اﺳﻴﺪ
Potassium bicarbonate
ﭘﺘﺎﺳﻴﻢ ﺑﻲ ﻛﺮﺑﻨﺎت
Potassium carbonate
ﭘﺘﺎﺳﻴﻢ ﻛﺮﺑﻨﺎت
Potassium ferricyanide
ﭘﺘﺎﺳﻴﻢ ﻓﺮي ﺳﻴﺎﻧﻴﺪ
Potassium ferrocyanide
ﭘﺘﺎﺳﻴﻢ ﻓﺮو ﺳﻴﺎﻧﻴﺪ
Potassium hydroxide, 30%
ﭘﺘﺎﺳﻴﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
(to be continued)
66
66
66
66
66
66
27
()اداﻣﻪ دارد
125
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 25 – (Continued)
( )اداﻣﻪ-25 ﺟﺪول
SUGGESTED
Max.
OPERATING
TEMP. °C
CORROSIVE
MEDIA
ﻣﺤﻴﻂ ﻫﺎي ﺧﻮرﻧﺪه
SUGGESTED
Max.
OPERATING
TEMP. °C
CORROSIVE
MEDIA
ﻣﺤﻴﻂ ﻫﺎي ﺧﻮرﻧﺪه
ﺣﺪاﻛﺜﺮدﻣﺎي
ﻋﻤﻠﻴﺎﺗﻲ ﭘﻴﺸﻨﻬﺎد
ﺷﺪه
ﺣﺪاﻛﺜﺮدﻣﺎي
ﻋﻤﻠﻴﺎﺗﻲ ﭘﻴﺸﻨﻬﺎد
ﺷﺪه
°C
°C
Calcium nitrate
ﻛﻠﺴﻴﻢ ﻧﻴﺘﺮات
66
Salicylic acid
ﺳﺎﻟﻴﺴﻴﻠﻴﻚ اﺳﻴﺪ
66
Chlorine gas, dry
ﮔﺎز ﻛﻠﺮ ﺧﺸﻚ
66
Silver nitrate
ﻧﻴﺘﺮات ﻧﻘﺮه
66
ﮔﺎز ﻛﻠﺮ ﺗﺮ
27
Sodium acetate
ﺳﻴﺘﺮﻳﻚ اﺳﻴﺪ
66
Sodium bicarbonate
Copper chloride
ﻣﺲ ﻛﻠﺮﻳﺪ
66
Sodium carbonate
ﺳﺪﻳﻢ ﻛﺮﺑﻨﺎت
66
Copper nitrate
ﻣﺲ ﻧﻴﺘﺮات
66
Sodium chloride
ﺳﺪﻳﻢ ﻛﻠﺮﻳﺪ
66
ﻣﺲ ﺳﻮﻟﻔﺎت
66
Sodium cyanide
ﺳﺪﻳﻢ ﺳﻴﺎﻧﻴﺪ
66
اﺗﻴﻞ اﻟﻜﻞ
66
اﺗﻴﻠﻦ ﮔﻠﻴﻜﻮل
66
ﮔﻠﻴﺴﻴﺮﻳﻦ
66
Chlorine gas, wet
Citric acid
Copper sulfate
Ethyl alcohol
Ethylene glycol
Glycerin
Gold cyanide (auric cyanide)
Hydrochloric acid, conc
ﺑﻲ ﻛﺮﺑﻨﺎت ﺳﺪﻳﻢ
Sodium hydroxide, 30%
ﺳﺪﻳﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
Sodium nitrate
ﻧﻴﺘﺮات ﺳﺪﻳﻢ
Sodium potassium tartrate
ﺳﺪﻳﻢ ﭘﺘﺎﺳﻴﻢ ﺗﺎرﺗﺎرات
66
(ﺳﻴﺎﻧﻴﺪ ﻃﻼ )ﺳﻴﺎﻧﻴﺪاورﻳﻚ
Hydrochloric acid, 10%
ﺳﺪﻳﻢ اﺳﺘﺎت
66
66
27
66
66
66
Sodium sulfate
ﺳﺪﻳﻢ ﺳﻮﻟﻔﺎت
ﺳﺪﻳﻢ ﺳﻮﻟﻔﻴﺖ
66
ﻫﻴﺪروﻛﻠﺮﻳﻚ اﺳﻴﺪ
27
Sodium sulfite
ﻫﻴﺪروﻛﻠﺮﻳﻚ اﺳﻴﺪ ﻏﻠﻴﻆ
66
Sodium thiosulfate
ﺳﺪﻳﻢ ﺗﻴﻮﺳﻮﻟﻔﺎت
66
ﻫﻴﺪروﺳﻴﺎﻧﻴﻚ اﺳﻴﺪ
66
Sodium thiosulfite
ﺳﺪﻳﻢ ﺗﻴﻮﺳﻮﻟﻔﻴﺖ
66
66
Sulfur dioxide gas, dry
Hydrocyanic acid
Hydrogen sulfide gas, dry
ﺧﺸﻚ، ﮔﺎز ﻫﻴﺪروژن ﺳﻮﻟﻔﻴﺪ
Hydrogen sulfide gas, wet
ﺧﺸﻚ،ﮔﺎز ﺳﻮﻟﻔﻴﺪ دي اﻛﺴﻴﺪ
Sulfur dioxide gas, wet
66
ﺗﺮ، ﮔﺎز ﻫﻴﺪروژن ﺳﻮﻟﻔﻴﺪ
Iron chlorides (ferric and ferrous)
Sulfur trioxide gas, dry
66
66
ﺧﺸﻚ،ﮔﺎز ﺳﻮﻟﻔﻴﺪ ﺗﺮي اﻛﺴﻴﺪ
Sulfur trioxide gas, wet
66
66
ﺗﺮ،ﮔﺎز ﺳﻮﻟﻔﻴﺪ ﺗﺮي اﻛﺴﻴﺪ
(ﻧﻴﺘﺮاتﻫﺎي آﻫﻦ )ﻓﺮووﻓﺮﻳﻚ
Iron sulfates (ferric and ferrous)
66
ﺗﺮ،ﮔﺎز ﺳﻮﻟﻔﻴﺪ دي اﻛﺴﻴﺪ
(ﻛﻠﺮﻳﺪﻫﺎي آﻫﻦ )ﻓﺮووﻓﺮﻳﻚ
Iron nitrates (ferric and ferrous)
66
66
Sulfurous acid
(ﺳﻮﻟﻔﺎتﻫﺎي آﻫﻦ )ﻓﺮووﻓﺮﻳﻚ
(to be continued)
ﺳﻮﻟﻔﻮروس اﺳﻴﺪ
66
()اداﻣﻪ دارد
126
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 25 - (continued)
( )اداﻣﻪ-25 ﺟﺪول
SUGGESTED
Max.
OPERATING
TEMP. °C
CORROSIVE
MEDIA
ﻣﺤﻴﻂ ﻫﺎي ﺧﻮرﻧﺪه
SUGGESTED
Max.
OPERATING
TEMP. °C
CORROSIVE
MEDIA
ﻣﺤﻴﻂ ﻫﺎي ﺧﻮرﻧﺪه
ﺣﺪاﻛﺜﺮدﻣﺎي
ﻋﻤﻠﻴﺎﺗﻲ
ﭘﻴﺸﻨﻬﺎد ﺷﺪه
ﺣﺪاﻛﺜﺮدﻣﺎي
ﻋﻤﻠﻴﺎﺗﻲ
ﭘﻴﺸﻨﻬﺎد ﺷﺪه
°C
c°
Lactic acid
ﻻﻛﺘﻴﻚ اﺳﻴﺪ
66
Tannic acid
Lead acetate
ﺳﺮب اﺳﺘﺎت
66
Tartaric acid
Lead nitrate
ﺳﺮب ﻧﻴﺘﺮات
66
Urea
Magnesium chloride
ﻣﻨﻴﺰﻳﻢ ﻛﻠﺮﻳﺪ
66
Zinc chloride
ﻣﻨﻴﺰﻳﻢ ﻫﻴﺪروﻛﺴﻴﺪ
66
ﻣﻨﻴﺰﻳﻢ ﻧﻴﺘﺮات
66
Magnesium hydroxide
Magnesium nitrate
ﺗﺎﻧﻴﻚ اﺳﻴﺪ
66
ﺗﺎرﺗﺎرﻳﻚ اﺳﻴﺪ
66
اوره
66
روي ﻛﻠﺮﻳﺪ
66
Zinc nitrate
روي ﻧﻴﺘﺮات
66
Zinc sulfate
روي ﺳﻮﻟﻔﺎت
66
ﺿﺨﺎﻣﺖ2-17
17.2 Thickness
ﺿـﺨﺎﻣﺖ ﭘﻮﺷـﺶ،ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﻧﻮع ﻛـﺎرﺑﺮي و ﻫـﺪف ﻣـﻮرد ﻧﻈـﺮ
ﭘﻴﺮوي26 اﻣﺎ ﺑﺎﻳﺪ از اﻟﺰاﻣﺎت ﺗﻌﻴﻴﻦ ﺷﺪه در ﺟﺪول،ﻣﺘﻐﻴﻴﺮ ﺑﻮده
.ﺷﻮد
The lining thickness varies with regard to duty
for which it is intended, but shall comply with
the requirements specified in Table 26.
TABLE 26 - THICKNESS OF COAL TAR AND BITUMEN LINING
ﺿﺨﺎﻣﺖ ﭘﻮﺷﺶ داﺧﻠﻲ ﻛﻮﻟﺘﺎر و ﻗﻴﺮ-26 ﺟﺪول
ﻛﻞ ﺿﺨﺎﻣﺖ
NUMBER
OF
COAT
mm
ﺗﻌﺪاد ﻻﻳﻪ
1.0 – 2.6
2–3
ﻛﻮﻟﺘﺎر ﮔﺮم اﺟﺮا
1.6 – 3.2
3–4
ﻗﻴﺮ ﺳﺮد اﺟﺮا
1.6 – 3.5
3–4
2.0 – 4.5
2–3
TOTAL
THICKNESS
LINING MATERIAL
ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ
Cold applied coal tar
Hot applied coal tar
Cold applied bitumen
Hot applied bitumen
ﻛﻮﻟﺘﺎر ﺳﺮداﺟﺮا
ﻗﻴﺮ ﮔﺮم اﺟﺮا
127
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 27- Chemical Requirements
اﻟﺰاﻣﺎت ﻣﻮاد-27 ﺟﺪول
Cement Class
ﻃﺒﻘﻪ ﺑﻨﺪي ﺳﻴﻤﺎن
A
B
C
D,E,F
G
H
ﺣﺪاﻛﺜﺮ درﺻﺪ، (MgO) ﻣﻨﻴﺰﻳﻢ اﻛﺴﻴﺪ
6.0
NA
6.0
NA
NA
NA
Sulfur trioxide (SO3), maximum,%
ﺣﺪاﻛﺜﺮ درﺻﺪ، (SO3) ﮔﻮﮔﺮد ﺗﺮي اﻛﺴﻴﺪ
3.5a
NA
4.5
NA
NA
NA
Loss on ignition, maximum%
ﺣﺪاﻛﺜﺮ درﺻﺪ، ﻛﺎﻫﺶ وزن در اﺛﺮ اﺣﺘﺮاق
3.0
NA
3.0
NA
NA
NA
ﺣﺪاﻛﺜﺮ درﺻﺪ،رﺳﻮﺑﺎت ﻏﻴﺮﺣﻼل
0.75
NA
0.75
NA
NA
NA
( ﺣﺪاﻛﺜﺮدرﺻﺪC3A) ﺗﺮي ﻛﻠﺴﻴﻢ آﻟﻮﻣﻴﻨﺎت
NR
NA
15
NA
NA
NA
NA
6.0
6.0
6.0
6.0
6.0
ﺣﺪاﻛﺜﺮ درﺻﺪ، (SO3)ﮔﻮﮔﺮد ﺗﺮي اﻛﺴﻴﺪ
NA
3.0
3.5
3.0
3.0
3.0
ﻛﺎﻫﺶ وزن در اﺛﺮ اﺣﺘﺮاق ﺣﺪاﻛﺜﺮ درﺻﺪ
NA
3.0
3.0
3.0
3.0
3.0
ﺣﺪاﻛﺜﺮدرﺻﺪ،ﭘﺲ ﻣﺎﻧﺪه ﻏﻴﺮﺣﻼل
NA
0.75
0.75
0.75
0.75
0.75
NA
NR
NA
NA
58b
58b
NA
NR
NA
NA
48b
48b
NA
8
8
8
8
8
NR
NR
NR
NR
0.75C
0.75C
ﻣﻨﻴﺰﻳﻢ اﻛﺴﻴﺪ ﺣﺪاﻛﺜﺮ درﺻﺪ
NA
6.0
6.0
6.0
6.0
6.0
درﺻﺪ،( ﺣﺪاﻛﺜﺮSO3) ﮔﻮﮔﺮد ﺗﺮي اﻛﺴﻴﺪ
NA
3.0
3.5
3.0
3.0
3.0
ﻛﺎﻫﺶ وزن در اﺛﺮ اﺣﺘﺮاق ﺣﺪاﻛﺜﺮ درﺻﺪ
NA
3.0
3.0
3.0
3.0
3.0
ﺣﺪاﻛﺜﺮ درﺻﺪ،ﭘﺲ ﻣﺎﻧﺪه ﻏﻴﺮﺣﻼل
NA
0.75
0.75
0.75
0.75
0.75
ORDINARY GRADE (O)
درﺟﻪ ﻣﻌﻤﻮﻟﻲ
Magnesium oxide (MgO), maximum,%
Insoluble residue, maximum%
Tricalcium aluminate (C3A), maximum%
MODERATE SULFATE-RESISTANT GRADE (MSR)
درﺟﻪ ﻣﻘﺎوﻣﺖ – ﺳﻮﻟﻔﺎت ﻣﺘﻮﺳﻂ
MAGNESIUM OXIDE (MgO), MAXIMUM%
ﺣﺪاﻛﺜﺮ درﺻﺪ، (MgO) ﻣﻨﻴﺰﻳﻢ اﻛﺴﻴﺪ
Sulfur trioxided (SO3), maximum%
Loss on ignition, maximum%
Insoluble residue, maximum%
Tricalcium sulfur (C3S), maximum
Minimum%
ﺣﺪاﻛﺜﺮدرﺻﺪ، (C3S) ﺗﺮي ﻛﻠﺴﻴﻢ ﮔﻮﮔﺮد
ﺣﺪاﻗﻞ درﺻﺪ
Tricalcium aluminate (C3A), maximum% a
ﺗﺮي ﻛﻠﺴﻴﻢ آﻟﻮﻣﻴﻨﺎت ﺣﺪاﻛﺜﺮ درﺻﺪ
Total alkali content, Expressed as sodium oxide (Na2O) equivalent, maximum.%
ﺣﺪاﻛﺜﺮ درﺻﺪ، ﺑﻪ ﻋﻨﻮان ﺳﺪﻳﻢ اﻛﺴﻴﺪ ﻣﻌﺎدل ﺑﻴﺎن ﺷﺪه،ﻛﻞ ﻣﺤﺘﻮي ﻗﻠﻴﺎ
HIGH SULFATE- RESISTANT GRADE (HSR)
درﺟﻪ ﻣﻘﺎوﻣﺖ – ﺳﻮﻟﻔﺎت ﺑﺎﻻ
Magnesium oixide (MgO), maximum,%
Sulfur trioxided (SO3), maximum
Loss on ignition, maximum%
Insoluble residue, maximum%
Tricalcium sulfur (C3S), maximum%
Minimum%
Tricalcium aluminate (C3A), maximum%
ﺣﺪاﻛﺜﺮ درﺻﺪ،(C3S) ﺗﺮي ﻛﻠﺴﻴﻢ ﮔﻮﮔﺮد
NA
NR
NR
NR
65
58b
ﺣﺪاﻗﻞ درﺻﺪ
NA
NR
NR
NR
48b
48b
NA
3b
3b
3b
3b
3b
( ﺣﺪاﻛﺜﺮدرﺻﺪC3A) ﺗﺮي ﻛﻠﺴﻴﻢ آﻟﻮﻣﻴﻨﺎت
(to be continued)
b
()اداﻣﻪ دارد
128
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 27- (continued)
( )اداﻣﻪ-27 ﺟﺪول
Cement Class ﻃﺒﻘﻪ ﺑﻨﺪي ﺳﻴﻤﺎن
A
B
C
D,E,F
G
H
Tetracalcium aluminoferrite (C4AF) plus twice the tricalcium aluminate
(C3A), maximum, %
ﺣﺪاﻛﺜﺮ درﺻﺪ،(C3A) ( ﺑﻪ اﺿﺎﻓﻪ دوﺑﺮاﺑﺮ ﺗﺮي ﻛﻠﺴﻴﻢ آﻟﻮﻣﻴﻨﺎتC4AF) ﺗﺘﺮاﻛﻠﺴﻴﻢ آﻟﻮﻣﻴﻨﻮﻓﺮﻳﺖ
NR
24b
24b
24b
24b
24b
Total alkali content, expressed as sodium oxide (Na2O) equivalent,
maximum, %
درﺻﺪ، ﺣﺪاﻛﺜﺮ، ﺑﻴﺎن ﺷﺪه،(Na2O)ﻛﻞ ﻣﺤﺘﻮي ﻗﻠﻴﺎ ﺑﻌﻨﻮان ﻣﻌﺎدل ﺳﺪﻳﻢ اﻛﺴﻴﺪ
NA
NR
NR
NR
0.75C
0.75C
NR= No Requirement ; NA= Not Applicable
= ﻗﺎﺑﻞ اﺟﺮا ﻧﻴﺴﺖNA
a) when the tricalcium aluminate content (expressed
as C3A) of the cement is 8 % or less, the
maximum SO3 content shall be 3 %
:= ﺑﺪون اﻟﺰامNR
اﻟﻒ( وﻗﺘﻲ ﻣﺤﺘﻮي ﺗﺮي ﻛﻠﺴﻴﻢ آﻟﻮﻣﻴﻨﺎت )ﺑﻴﺎن ﺷﺪه ﺑﺼﻮرت
SO3 ﺣﺪاﻛﺜﺮ ﻣﺤﺘﻮي، ﻳﺎ ﻛﻤﺘﺮ اﺳﺖ%8 ( ﺳﻴﻤﺎنC3A
. ﺑﺎﺷﺪ%3ﺑﺎﻳﺪ
b) The expressing of chemical limitations by
means of calculated assumed compounds does
not
necessarily mean that the oxides are
actually or entirely present as such compounds.
When the ratio of the percentages of Al2O3 to
Fe2O3 is 0.64 or less, the C3A content is zero.
When the Al2O3 to Fe2O3 ratio is greater than
0.64
the compounds shall be calculated as
follows :
ب ( ﺑﻴﺎن ﻣﺤﺪودﻳﺖﻫﺎي ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﻛﻪ ﺑﻪ وﺳﻴﻠﻪ ﺗﺮﻛﻴﺒﺎت
ﻓﺮﺿﻲ ﻣﺤﺎﺳﺒﻪ ﺷﺪه ﻟﺰوﻣﺎً ﺑﻪ ﻣﻌﻨﻲ ﺣﻀﻮر ﺣﻘﻴﻘﻲ ﻳﺎ ﻛﺎﻣﻞ
وﻗﺘﻲ ﻧﺴﺒﺖ.اﻛﺴﻴﺪﻫﺎ ﺑﻌﻨﻮان ﭼﻨﻴﻦ ﺗﺮﻛﻴﺒﺎﺗﻲ ﻧﻤﻲ ﺑﺎﺷﺪ
ﻳﺎ ﻛﻤﺘﺮ0/64 درﺻﺪﻫﺎي اﻛﺴﻴﺪ آﻟﻮﻣﻴﻨﻴﻮم ﺑﻪ اﻛﺴﻴﺪ آﻫﻦ
وﻗﺘﻲ ﻧﺴﺒﺖ آﻟﻮﻣﻴﻨﻴﻮم. ﻣﻮﺟﻮد ﺻﻔﺮ اﺳﺖC3A ﻣﻴﺰان،ﺑﺎﺷﺪ
ﺑﺎﺷﺪ ﺗﺮﻛﻴﺒﺎت ﺑﺎﻳﺪ ﺑﻪ0/64 اﻛﺴﻴﺪ ﺑﻪ آﻫﻦ اﻛﺴﻴﺪ ﺑﻴﺶ از
:ﻗﺮار زﻳﺮ ﻣﺤﺎﺳﺒﻪ ﺷﻮﻧﺪ
C3A=(2.65 × % Al2O3 ) – ( 1.69 × % Fe2O3 )
C4AF=(3.04 × % Fe2O3 )
C3S=(4.07×% CaO ) – (7.60×% SiO2 ) – (6.72 × % Al2O3 ) – (1.43 × % Fe2O3 ) – (2.85×% SO3)
اﺳﺖ0/64 وﻗﺘﻲ ﻧﺴﺒﺖ آﻟﻮﻣﻴﻨﻴﻮم اﻛﺴﻴﺪ ﺑﻪ آﻫﻦ اﻛﺴﻴﺪ ﻛﻤﺘﺮ از
C3S:ﺑﻪ ﻗﺮار زﻳﺮ ﻣﺤﺎﺳﺒﻪ ﻣﻲ ﺷﻮد
When the ratio of Al2O3 to Fe2O3 is less than 0.64
the C3S shall be calculated as follows:
C3S=(4.07×% CaO ) – (7.60×% SiO2 ) – (4.48 × % Al2O3 ) – (2.86 × % Fe2O3 ) – (2.85×% SO3)
c)
ﻣﻌﺎدل ﺑﻴﺎن ﺷﺪه( ﺑﺎﻳﺪNa2O ج ( ﺳﺪﻳﻢ اﻛﺴﻴﺪ ﻣﻌﺎدل )ﺑﻌﻨﻮان
That sodium oxide equivalent (expressed as
Na2O equivalent) shall be calculated by the
formula:
:ﺑﻪ وﺳﻴﻠﻪ ﻓﺮﻣﻮل زﻳﺮ ﻣﺤﺎﺳﺒﻪ ﻣﻲ ﺷﻮد
ﻣﻌﺎدلNa2O = ( 0.658 ×% K2O ) + ( % Na2O)
Na2O equivalent = ( 0.658 ×% K2O ) + ( % Na2O)
129
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
APPENDICES
ﭘﻴﻮﺳﺖ ﻫﺎ
APPENDIX A
ﭘﻴﻮﺳﺖ اﻟﻒ
CLADDING OF PRESSURE VESSELS
روﻛﺶ ﻛﺎري ﻓﻠﺰي ﻇﺮوف ﺗﺤﺖ ﻓﺸﺎر
ﻋﻤﻮﻣﻲ1-اﻟﻒ
A.1 General
A.1.1 This appendix covers the requirements for
design, fabrication, process, repair, and
inspection of pressure vessels constructed of
steel with corrosion resistant integral cladding
and weld metal overlay cladding.
، ﺳـﺎﺧﺖ، اﻳﻦ ﭘﻴﻮﺳﺖ ﺷﺎﻣﻞ اﻟﺰاﻣـﺎت ﺑـﺮاي ﻃﺮاﺣـﻲ1-1-اﻟﻒ
A.1.2 Cladding involves a surface layer of sheet
metal usually put on by rolling two sheets of
metal together, or centrifugal casting (extrusion
and explosion) or a thin liner is spot-welded to
the walls of a steel equipment.
روﻛﺶ ﻛﺎري ﻓﻠﺰي ﺷﺎﻣﻞ ﻳﻚ ﻻﻳﻪ ﺳﻄﺢ ورق ﻓﻠـﺰي2-1-اﻟﻒ
A.1.3 A higher alloy rod is necessary for
welding clad parts to avoid dilution of the weld
deposit and loss of corrosion resistance (see
Table A.1).
ﺑﺮاي ﺟﻮﺷﻜﺎري ﻗﻄﻌﺎت روﻛﺶ ﻓﻠﺰي اﻟﻜﺘـﺮودي ﺑـﺎ3 -1-اﻟﻒ
A.1.4 Cladding presents a great economic
advantage in that the corrosion barrier or
expensive material is relatively thin and is
backed up by inexpensive steel. Costs might be
astronomical if the entire wall were made of
highly corrosion resistant material.
روﻛﺶ ﻓﻠـﺰي ﻣﺰﻳـﺖ اﻗﺘـﺼﺎدي ﺑﺰرﮔـﻲ را در ﻣـﺎﻧﻊ4-1-اﻟﻒ
A.1.5 Cladding material is chosen for its
corrosion resistance a particular environment,
such as sea water, sour gas, high temperature.
Specific uses include heat exchangers, reactors
and pressure vessels, furnace tubes, tubes and
tube elements for boilers, scrubbers, and other
systems involved in the production of chemicals.
ﺑـﺮاي ﻣﻘﺎوﻣـﺖ آن در ﺑﺮاﺑـﺮ، روﻛـﺶ ﻛـﺎري ﻓﻠـﺰي5-1-اﻟﻒ
ﺗﻌﻤﻴﺮ و ﺑﺎزرﺳﻲ از ﻇﺮوف ﺗﺤـﺖ ﻓـﺸﺎر ﺳـﺎﺧﺘﻪ ﺷـﺪه از،ﻓﺮآﻳﻨﺪ
ﺑﺎ روﻛﺶ ﻓﻠﺰي ﻳﻜﭙﺎرﭼﻪ ﻣﻘﺎوم در ﺑﺮاﺑﺮ ﺧﻮردﮔﻲ و روﻛﺶ،ﻓﻮﻻد
.ﻛﺎري ﺑﺎ ﺟﻮش روﻳﻬﻢ ﻓﻠﺰي ﻣﻲ ﺑﺎﺷﺪ
ﻳـﺎ ﺑـﻪ ﺻـﻮرت،ﻛﻪ ﻣﻌﻤﻮﻻً ﺑﺎ ﻧﻮرد ﻛﺮدن دو ورق ﻓﻠﺰ ﺑﺎ ﻳﻜـﺪﻳﮕﺮ
رﻳﺨﺘﻪ ﮔﺮي ﮔﺮﻳﺰ از ﻣﺮﻛﺰ )ﻓﺸﺎري واﻧﻔﺠﺎري( ﻳﺎ ﻳﻚ ﻏﻼف ﻧﺎزك
.روي دﻳﻮارﻫﺎي ﺗﺠﻬﻴﺰات ﻓﻮﻻدي ﺟﻮش ﻧﻘﻄﻪ اي ﻣﻲﺷﻮد
آﻟﻴﺎژ ﺧﻠﻮص ﺑﺎﻻ ﺟﻬﺖ ﺟﻠﻮﮔﻴﺮي از رﻗﻴﻖ ﺳﺎزي رﺳﻮب ﺟـﻮش و
ﻣﺮاﺟﻌـﻪ1- )ﺑﻪ ﺟﺪول اﻟﻒ.ﻣﻘﺎوﻣﺖ در ﺑﺮاﺑﺮ ﺧﻮردﮔﻲ ﻻزم اﺳﺖ
.(ﺷﻮد
ﺧﻮردﮔﻲ ﻳﺎ ﻣﻮاد ﮔﺮان ﻗﻴﻤﺖ اراﺋﻪ ﻧﻤﻮده و ﻧﺴﺒﺘﺎً ﻧﺎزك و ﺗﻮﺳـﻂ
در ﺻﻮرﺗﻲ ﻛﻪ دﻳﻮار ﻛﺎﻣﻞ.ﻓﻮﻻد ارزان ﻗﻴﻤﺖ ﭘﺸﺘﻴﺒﺎﻧﻲ ﻣﻲ ﺷﻮد
ﺑﺎ ﻣﻮاد ﻣﻘﺎوم در ﺑﺮاﺑﺮ ﺧﻮردﮔﻲ ﺑﺎﻻ ﭘﻮﺷﺶ ﺷﻮد ﻫﺰﻳﻨﻪ ﻫﺎ ﻣﻤﻜﻦ
.اﺳﺖ ﻧﺠﻮﻣﻲ ﺷﻮﻧﺪ
دﻣـﺎي ﺑـﺎﻻ، ﮔـﺎز ﺗـﺮش، ﻣﺎﻧﻨﺪ آب درﻳـﺎ،ﺧﻮردﮔﻲ ﻣﺤﻴﻂ ﺧﺎص
، اﺳﺘﻔﺎدهﻫﺎي ﺧﺎص ﺷـﺎﻣﻞ ﻣﺒـﺪل ﻫـﺎ ﺣﺮارﺗـﻲ.اﻧﺘﺨﺎب ﻣﻲﺷﻮد
ﺗﻴﻮب ﻫﺎ و اﺟﺰاء، ﺗﻴﻮب ﻫﺎي ﻛﻮره،راﻛﺘﻮرﻫﺎ و ﻇﺮوف ﺗﺤﺖ ﻓﺸﺎر
دﺳﺘﮕﺎه ﻫـﺎي ﺗـﺼﻔﻴﻪ ﮔـﺎز و دﻳﮕـﺮ،ﺗﻴﻮب ﺑﺮاي دﻳﮓ ﻫﺎي ﺑﺨﺎر
.ﺳﺎﻣﺎﻧﻪ ﻫﺎي درﮔﻴﺮ در ﺗﻮﻟﻴﺪ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ ﻣﻲﺑﺎﺷﻨﺪ
اﻧﺘﺨﺎب ﻣﻮاد روﻛﺶ ﻓﻠﺰي2-اﻟﻒ
A.2 Selection of Cladding Material
ورق روﻛﺶ ﻓﻠﺰي1-2-اﻟﻒ
A.2.1 Clad plate
ﺑﺮاي ﭘﻴﻮﻧﺪ ﻳﻜﭙﺎرﭼﻪ ورق روﻛـﺶ ﻓﻠـﺰي ﺑـﻪ ﻓﻠـﺰ1-1-2-اﻟﻒ
A.2.1.1 Integral clad plate bonded to the base
metal by the rolling or expansion method shall
be homogeneously made to have a material
quality and a thickness as specified. The clad
plate to be used for pressure vessel shall meet
one of the following standard specifications or
equivalent.
در روش ﻧﻮرد ﻳﺎ واﺗﻨﺶ ﺑﺎﻳﺪ ﺑﻄـﻮر ﻫﻤﮕـﻦ اﻧﺠـﺎم ﺷـﻮد ﺗـﺎ،ﭘﺎﻳﻪ
ورق ﭘﻮﺷـﺶ.ﻛﻴﻔﻴﺖ ﻣﻮاد و ﺿﺨﺎﻣﺖ ﺗﻌﻴﻴﻦ ﺷﺪه رﻋﺎﻳـﺖ ﺷـﻮد
ﻓﻠﺰي ﺑﻜﺎر رﻓﺘﻪ ﺑﺮاي ﻇﺮوف ﺗﺤﺖ ﻓﺸﺎر ﺑﺎﻳﺪ ﺑﺎ ﻳﻜﻲ از ﻣﺸﺨﺼﺎت
.ﻓﻨﻲ اﺳﺘﺎﻧﺪاردﻫﺎي زﻳﺮ ﻳﺎ ﻣﻌﺎدل آن ﻣﻄﺎﺑﻘﺖ داﺷﺘﻪ ﺑﺎﺷﺪ
ﺻـﻔﺤﻪ روﻛـﺶ، " ورق و ﻧـﻮارASME SA 263 (اﻟـﻒ
" ﻓﻠﺰي ﻓﻮﻻد ﻛﺮم دار ﻣﻘﺎوم در ﺑﺮاﺑﺮ ﺧﻮردﮔﻲ
a) ASME SA 263 "Corrosion-Resisting
Chromium Steel-clad Plate, Sheet, and Strip"
130
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
" ﺻﻔﺤﻪ ورق ﻳﺎ ﻧﻮار روﻛﺶ ﻓﻠﺰيASME SA 264 ( ب
" ﻓﻮﻻد زﻧﮓ ﻧﺰن ﻛﺮم – ﻧﻴﻜﻞ دار
"ورق ﻓﻮﻻدي روﻛﺶ ﻓﻠﺰي آﻟﻴـﺎژASME SA 265 ( ج
"ﺑﺎ ﭘﺎﻳﻪ ﻧﻴﻜﻞ
"ورق ﻓﻮﻻدي روﻛﺶ ﻓﻠﺰي ﻣﺲASME SA 432 ( د
"و آﻟﻴﺎژ ﻣﺲ
b) ASME SA 264 "Stainless ChromiumNickel Steel Clad Plate, Sheet, and Strip"
c) ASME SA 265 "Nickel-Base Alloy Clad
Steel Plate"
d) ASTM B 432 "Copper and Copper Alloy
Clad Steel Plate"
ﭘﻴﻮﻧــﺪ ﻳﻜﭙﺎرﭼــﻪ ورق روﻛــﺶ ﻓﻠــﺰي ﺑــﺎ روش2-1-2-اﻟ ـﻒ
A.2.1.2 The integral clad plate bonded by
explosion method shall not be used for hydrogen
service vessels operating at elevated temperature
and high pressure at a hydrogen partial pressure
7 kg/cm² and over (hereinafter referred to as
"hydrogen service"). However, its use for
removable parts such as manhole covers and
tube sheets may be permitted.
اﻧﻔﺠﺎري ﻧﺒﺎﻳﺪ ﺑﺮاي ﻇﺮوف ﻛﺎرﺑﺮي ﻫﻴﺪروژن ﻛﻪ در دﻣـﺎ و ﻓـﺸﺎر
ﻛﻴﻠﻮﮔﺮم ﺑﺮ ﺳﺎﻧﺘﻴﻤﺘﺮ ﻣﺮﺑـﻊ ﻳـﺎ7 ﺑﺎﻻ و در ﻓﺸﺎر ﺟﺰﻳﻲ ﻫﻴﺪروژن
ﺑﺎﻻﺗﺮ اﺳﺖ ﺑﻜﺎر ﮔﺮﻓﺘﻪ ﺷﻮﻧﺪ )از اﻳﻦ ﺑﻪ ﺑﻌﺪ اﺷـﺎره ﺑـﻪ "ﻛـﺎرﺑﺮي
در ﻫﺮ ﺣـﺎل اﺳـﺘﻔﺎده آن ﺑـﺮاي ﻗﻄﻌـﺎت ﻗﺎﺑـﻞ.("ﻫﻴﺪروژن دارد
ﺟﺎﺑﺠﺎﻳﻲ ﻣﺎﻧﻨﺪ درﭘـﻮشﻫـﺎي درﻳﭽـﻪ آدم رو و ورقﻫـﺎي ﺗﻴـﻮب
.ﻣﻤﻜﻦ اﺳﺖ ﻣﺠﺎز ﺑﺎﺷﺪ
روﻛﺶ ﻛﺎري ﺑﺎ ﺟﻮش روﻳﻬﻢ ﻓﻠﺰي2-2-اﻟﻒ
A.2.2 Weld metal overlay cladding
A.2.2.1 Weld metal overlay cladding shall be
mainly used for "hydrogen service" vessels as
above mentioned (item A.2.1.2).
روﻛﺶ ﻛﺎري ﺑﺎ ﺟﻮش روﻳﻬﻢ ﻓﻠﺰي ﻋﻤـﺪﺗﺎً ﺑﺎﻳـﺪ1-2-2-اﻟﻒ
A.2.2.2 When the "hydrogen service" vessel is to
be operated at a special condition such as in
"Hydro cracking Process" and "HydroDesulphurization Process" (hereinafter referred
to as "special hydrogen service"), the weld metal
overlay cladding shall be strictly adopted for all
inside surface of the vessel.
زﻣـﺎﻧﻲ ﻛـﻪ ﻇـﺮف "ﻛـﺎرﺑﺮي ﻫﻴـﺪروژن" ﺗﺤـﺖ2-2-2-اﻟﻒ
در ﻇﺮوف " ﻛﺎرﺑﺮي ﻫﻴﺪروژن" ﻫﻤﺎﻧﻄﻮر ﻛﻪ در ﺑﺎﻻ اﺷـﺎره ﺷـﺪه
.(2-1-2-ﺑﺎﺷﺪ )ﺑﻨﺪ اﻟﻒ
ﺷﺮاﻳﻂ ﺧﺎص ﻣﺎﻧﻨﺪ "ﻓﺮآﻳﻨﺪ ﺷﻜﺴﺘﻦ ﺑـﺎ ﻫﻴـﺪروژن" و "ﻓﺮآﻳﻨـﺪ
ﮔﻮﮔﺮد زداﻳﻲ ﺑﺎ ﻫﻴﺪروژن" ﺑﺎﺷﺪ )از اﻳﻦ ﭘﺲ اﺷﺎره ﺑﻪ "ﻛـﺎرﺑﺮي
ﻣﺨﺼﻮص ﻫﻴﺪروژن دارد" روﻛﺶ ﻛﺎري ﺑﺎ ﺟـﻮش روﻳﻬـﻢ ﻓﻠـﺰي
.دﻗﻴﻘﺎً ﺑﺮاي ﻛﻠﻴﻪ ﺳﻄﻮح داﺧﻠﻲ ﻇﺮف ﺑﺎﻳﺪ اﻧﺠﺎم ﺷﻮد
ﻃﺮاﺣﻲ3-اﻟﻒ
A.3 Design
ﻧﺎزل ﻫﺎ و درﻳﭽﻪﻫﺎي آدم رو1-3-اﻟﻒ
A.3.1 Nozzles and manholes
ﻧﺎزل ﻫﺎي ﺑﺎ ﭘﻮﺷﺶ داﺧﻠﻲ ﻏﻼﻓﻲ ﺑﺎﻳﺪ ﻓﻠﻨﺞ ﺷﺪه1-1-3-اﻟﻒ
1
اﻳـﻨﭻ( اﻧـﺪازه اﺳـﻤﻲ1 ) ﻣﻴﻠﻴﻤﺘـﺮ38/1 و ﺑﺎﻧﺪازه ﺣﺪاﻗﻞ آن
A.3.1.1 Nozzles with sleeve lining shall be
flanged and be sized to a minimum of 38.1 mm
(1½ in.) nominal pipe size (NPS).
2
.( در آﻳﻨﺪNPS) ﻟﻮﻟﻪ
ﻛﻠﻴﻪ ﻧﺎزل ﻫﺎ و درﻳﭽﻪ ﻫﺎي آدم رو ﺑﺎﻳﺪ ﺑـﺎ روﻛـﺶ2-1-3-اﻟﻒ
A.3.1.2 All nozzles and manholes shall be
fabricated with integral cladding or weld metal
overlay cladding in case where possible.
However, the nozzle sized 100 mm (4 in). NPs
and smaller may be fabricated with sleeve lining
which behind space shall be vented to
atmospheric with 3.2 mm (1/8 in) NPT telltale
hole and the hole is filled with grease.
ﻓﻠﺰي ﻳﻜﭙﺎرﭼﻪ ﺳﺎﺧﺘﻪ ﺷﺪه ﻳﺎ در ﺻﻮرت اﻣﻜﺎن روﻛﺶ ﻛﺎري ﺑﺎ ﻧﺎزل
ﻣﻴﻠﻲ100 در ﻫﺮ ﺣﺎل ﻧﺎزل ﺑﺎ اﻧﺪازه.ﺟﻮش روﻳﻬﻢ ﻓﻠﺰي اﻧﺠﺎم ﺷﻮد
و ﻛﻮﭼﻜﺘﺮ ﻣﻲﺗﻮاﻧﺪ ﺑـﺎ ﭘﻮﺷـﺶ داﺧﻠـﻲ ﻏﻼﻓـﻲNPs ( اﻳﻨﭻ4) ﻣﺘﺮ
ﻣﻴﻠـﻲ ﻣﺘـﺮ3/2 ﺳﺎﺧﺘﻪ ﺷﻮد ﻛﻪ ﻓﻀﺎي ﭘﺸﺖ آن ﺑﺎ ﺳـﻮراخ ﺗﺨﻠﻴـﻪ
. ﻛﻪ از ﻛﺮﻳﺲ ﭘﺮ ﺷﺪه ﺑﺎﻳﺪ ﺑﻪ ﻣﺤﻴﻂ ﺗﺨﻠﻴﻪ ﺷﻮدNPT (اﻳﻨﭻ
1
)
8
ﺳﻄﻮح و ﮔﺮدن ﻓﻠﻨﺞ ﻛﻪ ﺑﺎ ﺟﻮش ﺑﻪ ﻧﺎزل ﻫــﺎ و3-1-3-اﻟﻒ
A.3.1.3 The flange facings and neck connection
weld of shell to nozzles and manholes shall be
lined with weld metal overlay cladding as shown
in Fig. A.1.
ﺑﺎﻳـﺪ ﺑـﻪ وﺳـﻴﻠﻪ روﻛـﺶ،درﻳﭽــﻪ ﻫﺎي آدم رو ﻣﺘﺼﻞ ﻣﻴـﺸﻮﻧﺪ
ﭘﻮﺷﺶ داﺧﻠﻲ1-ﻛﺎري ﺑﺎ ﺟﻮش روﻳﻬﻢ ﻓﻠﺰي ﻣﻄﺎﺑﻖ ﺑﺎ ﺷﻜﻞ اﻟﻒ
.ﺷﻮد
131
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﺑﺮاي ﺗﻤﺎم ﻧﺎزل ﻫﺎ و درﻳﭽﻪ ﻫـﺎي آدم رو ﻇـﺮف4-1-3-اﻟﻒ
A.3.1.4 All nozzles and manholes for special
hydrogen service vessel shall be employed the
weld metal overlay cladding. In the case, the
raised face type with spiral wound gasket shall
be recommended for the flange connection.
Where the ring joint type facing is unavoidably
employed, the corner radius of the ring joint
groove of flange facing shall be made as large as
possible, and the final weld metal over Layer of
the groove shall be made after final post weld
heat treatment.
ﻛﺎرﺑﺮي ﻣﺨﺼﻮص ﻫﻴﺪروژن ﺑﺎﻳﺪ از روﻛﺶ ﻛﺎري ﺑﺎ ﺟﻮش روﻳﻬﻢ
در ﺣﺎﻟﺘﻲ ﻛﻪ ﻧﻮع ﺳﻄﺢ ﺑﺮﺟﺴﺘﻪ ﺑﺎﺷـﺪ ﺑﺎﻳـﺪ.ﻓﻠﺰي اﺳﺘﻔﺎده ﺷﻮد
در ﺟـﺎﻳﻲ ﻛـﻪ.ﺑﺮاي اﺗﺼﺎل ﻓﻠﻨﺞ واﺷﺮ ﻧﻮع ﺣﻠﺰوﻧﻲ ﺗﻮﺻﻴﻪ ﺷـﻮد
ﺷﻌﺎع،ﺑﻜﺎر ﺑﺮدن روﻳﻪ ﻧﻮع اﺗﺼﺎل ﺣﻠﻘﻪ اي ﻏﻴﺮﻗﺎﺑﻞ اﺟﺘﻨﺎب اﺳﺖ
ﮔﻮﺷﻪ ﺷﻴﺎر اﺗﺼﺎل ﺣﻠﻘﻪ اي روﻳﻪ ﻓﻠﻨﺞ ﺑﺎﻳﺪ در ﺣﺪ اﻣﻜﺎن ﺑـﺰرگ
ﺑﺎﺷﺪ و ﺟﻮش ﻧﻬﺎﻳﻲ روﻛﺶ ﺷﻴﺎر ﺑﺎﻳﺪ ﺑﻌﺪ از ﻋﻤﻠﻴﺎت ﭘﺲ ﮔﺮﻣﻲ
.ﺟﻮش اﻧﺠﺎم ﺷﻮد
ﺿﻤﺎﻳﻢ داﺧﻠﻲ2-3-اﻟﻒ
A.3.2 Internal attachment
ﺟﻮﺷﻜﺎري داﺧﻠﻲ ﺣﻠﻘﻪﻫﺎ و ﻗﻼﺑﻬﺎي ﻧﮕﻬﺪارﻧﺪه ﻛﻪ ﻣـﺴﺘﻘﻴﻤﺎً ﺑـﻪ
ﺑﺪﻧﻪ ﻳﺎ ﻛﻠﮕﻲ ﻇﺮف ﻣﺨﺼﻮص ﻛﺎرﺑﺮي ﻫﻴﺪروژن ﭘﻴﻮﺳﺖ ﻣﻲﺷﻮﻧﺪ
و،ﺑﺎﻳﺪ ﻗﺒﻞ از ﻋﻤﻠﻴﺎت ﭘﺲ ﮔﺮﻣﻲ ﺟﻮش ﺑﺎ ﻧﻔﻮذ ﻛﺎﻣﻞ اﺟﺮا ﺷـﻮد
ﺟﻮش ﻧﻬﺎﻳﻲ روﻛﺶ اﻃﺮاف ﺣﻠﻘﻪﻫﺎ و ﻗﻼﺑﻬﺎ ﺑﺎﻳﺪ ﺑﻌﺪ از ﻋﻤﻠﻴـﺎت
. اﺟﺮا ﺷﻮد2-( ﻃﺒﻖ ﺷﻜﻞ اﻟﻒP.W.H.T.) ﭘﺲ ﮔﺮﻣﻲ ﺟﻮش
Welding of internal support lugs and rings to be
directly attached to the shell or head of special
hydrogen service vessel shall be performed with
full penetration prior to post weld heat treatment,
and the final weld over Layer around the support
lugs and rings shall be applied after post weld
heat treatment, (P.W.H.T) as shown in Fig. A.2.
132
دي Jan. 2010/ 1388
)IPS-E-TP-350(1
)APPENDIX A (continued
ﭘﻴﻮﺳﺖ اﻟﻒ )اداﻣﻪ(
ورق روﻛﺶ ﻓﻠﺰي ﻳﻜﭙﺎرﭼﻪ
ﺟﻮش روﻳﻬﻢ
ﺟﻮش روﻳﻬﻢ
ورق روﻛﺶ ﻓﻠﺰي ﻳﻜﭙﺎرﭼﻪ
ورق روﻛﺶ ﻓﻠﺰي ﻳﻜﭙﺎرﭼﻪ
ورق روﻛﺶ ﻓﻠﺰي ﻳﻜﭙﺎرﭼﻪ
ورق روﻛﺶ ﻓﻠﺰي ﻳﻜﭙﺎرﭼﻪ
رﺳﻮب ﻓﻠﺰ ﺟﻮش
ﺟﻮش روﻳﻬﻢ
ﺟﻮش روﻳﻬﻢ
ﺟﻮش روﻳﻬﻢ
ﺟﻮش روﻳﻬﻢ
man hole and large dia nozzle
درﻳﭽﻪ آدم رو و ﻧﺎزل ﺑﺎ ﻗﻄﺮ زﻳﺎد
ﺟﻮش ﻓﻠﺰي روﻳﻬﻢ
ﺟﻮش روﻳﻬﻢ
ﺟﻮش روﻳﻬﻢ
1/6 NPTاﻳﻨﭻ
1/6 in NPT
1/6اﻳﻨﺞNPT
ﺟﻮش روﻳﻬﻢ ﻳﺎ روﻛﺶ
ﻓﻠﺰي ﻳﻜﭙﺎرﭼﻪ
ﺳﻮراخ ﺗﺨﻠﻴﻪ ﺑﻪ ﻫﻮا
Weld metal
deposit
رﺳﻮب ﻓﻠﺰ ﺟﻮش
ﭘﻮﺷﺶ ﻏﻼﻓﻲ ﻟﻮﻟﻪ
رﺳﻮب ﻓﻠﺰ ﺟﻮش
ﺳﻮراخ ﺗﺨﻠﻴﻪ ﺑﻪ ﻫﻮا
ﺟﻮش روﻳﻬﻢ
ﻧﺎزل
Fig. A.1- TYPICAL DETAIL OF LINED NOZZLES AND MANHOLES
ﺷﻜﻞ اﻟﻒ-1-ﺟﺰﻳﻴﺎت ﻧﻤﻮﻧﻪ ﭘﻮﺷﺶ داﺧﻠﻲ ﻧﺎزل ﻫﺎو درﻳﭽﻪ ﻫﺎي آدم رو
)(to be continued
)اداﻣﻪ دارد(
133
دي Jan. 2010/ 1388
)IPS-E-TP-350(1
)APPENDIX A (continued
ﭘﻴﻮﺳﺖ اﻟﻒ )اداﻣﻪ(
) (1روﻛﺶ ﻧﻬﺎﻳﻲ ﻗﺒﻞ از )(P.W.H.T.
رﺳﻮب ﮔﺬاري ﺟﻮش ﻳﺎ ورق از ﺟﻨﺲ ﻇﺮف
اوﻟﻴﻦ روﻛﺶ
روﻛﺶ ﻧﻬﺎﻳﻲ
* ﺗﺸﻜﻴﻞ ﺟﻮش ﺑﻌﺪ از )(P.W.H.T
1) Heavy Duty Support
(1ﻧﮕﻬﺪارﻧﺪه ﭘﺮ ﻗﺪرت
اوﻟﻴﻦ روﻛﺶ
از ﺟﻨﺲ ورق روﻛﺶ ﻛﺎري ﻓﻠﺰي
رﺳﻮب ﺟﻮش ﺑﻌﺪاز )(P.W.H.T.
روﻛﺶ ﻧﻬﺎﻳﻲ ﻗﺒﻞ از )(P.W.H.T.
2) Light Duty Support
(2ﻧﮕﻬﺪارﻧﺪه ﻛﻢ ﻗﺪرت
Fig. A.2- LINED DETAILS OF INTERNAL SUPPORT
ﺷﻜﻞ اﻟﻒ 2-ﺟﺰﻳﻴﺎت ﭘﻮﺷﺶ داﺧﻠﻲ ﻧﮕﻬﺪارﻧﺪه داﺧﻠﻲ
* :P.W.H.Tﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ ﺑﻌﺪ از ﺟﻮﺷﻜﺎري
* P.W.H.T: Post Weld Heat Treatment
)اداﻣﻪ دارد(
)(to be continued
134
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﺳﺎﺧﺖ4-اﻟﻒ
A.4 Fabrication
A.4.1 Welding electrodes
اﻟﻜﺘﺮودﻫﺎي ﺟﻮﺷﻜﺎري1-4-اﻟﻒ
Welding electrodes for cladding materials shall
be used as shown in Table A.1.
اﻟﻜﺘﺮودﻫﺎي ﺟﻮﺷﻜﺎري ﺑﺮاي ﻣﻮاد روﻛﺶ ﻓﻠﺰي ﺑﺎﻳﺪ ﻃﺒﻖ ﺟﺪول
. اﺳﺘﻔﺎده ﺷﻮﻧﺪ1-اﻟﻒ
TABLE A.1 - WELDING ELECTRODES FOR CLADDING MATERIALS
اﻟﻜﺘﺮودﻫﺎي ﺟﻮﺷﻜﺎري ﺑﺮاي ﻣﻮاد روﻛﺶ ﻛﺎري ﻓﻠﺰي-1-ﺟﺪول اﻟﻒ
ASME/ASTM
SPEC.
CLADDING
MATERIAL
ﻣﺸﺨﺼﺎت
ﻣﻮاد روﻛﺶ ﻛﺎري ﻓﻠﺰي
SA 263
SA 264
Type 405 or 410S
Type 304
Type 304 L
Type 316
Type 316 L
Type 321 or 347
SA 265
B 432
UNS 04400
(Ni - Cu Alloy)
UNS C 70600
UNS C 72200
UNS C 71500
(Cu - Ni Alloy)
* AWS electrode designation xx are
15 to 16. The equivalent grade of
AWS specifications may be used.
AWS - WELDING ELECTRODE
SPECIFICATIONS *
*ﻣﺸﺨﺼﺎت اﻟﻜﺘﺮود ﺟﻮﺷﻜﺎري
Weld to
Base Metal
Weld with
Cladding Metal
ﺟﻮش ﺑﻪ ﻓﻠﺰ ﭘﺎﻳﻪ
ﺟﻮش ﺑﺎ ﻓﻠﺰ روﻛﺶ ﻛﺎري ﻓﻠﺰي
E 310 - xx
or
E 309 - xx
E 310 - Mo - xx
or
E 309 - Mo – xx
E 310 - xx
or
E 309 – xx
ENi Cu – 7
E 310 - xx or E 309 – xx
E 308 – xx
E 308 L – xx
E 316 – xx
E 316 L – xx
ENi Cu - 7
or
ENi - 1
Ni Cu - 7
or
E Cu Ni
E 347 – xx
ENi Cu – 7
16 ﺗــﺎ15 اﻋــﺪادAWS در اﻧﺘﺨــﺎب اﻟﻜﺘــﺮودxx *
ﻣﻴﺘﻮاﻧـﺪAWS از درﺟﻪ ﻣﻌﺎدل ﻣﺸﺨﺼﺎت.ﻫﺴﺘﻨﺪ
.اﺳﺘﻔﺎده ﺷﻮد
135
.
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﺟﻠﻮﮔﻴﺮي ازﺟﺪاﺷﺪن روﻛﺶ ﻓﻠﺰي2 -4-اﻟﻒ
A.4.2 Clad disbanding prevention
ﻋﺎﻣﻞ ﻣﻤﺎﻧﻌﺖ از ﺟﺪاﺷﺪن روﻛﺶ ﻛﺎري ﺑﺎ ﺟـﻮش روﻳﻬـﻢ ﻓﻠـﺰي
ﻛــﻪ ﻣﻤﻜــﻦ اﺳــﺖ در ﺣــﻴﻦ ﺑﻬــﺮه ﺑــﺮداري از ﻇــﺮف " ﻛــﺎرﺑﺮي
ﺑﺎﻳﺪ در ﺳـﺎﺧﺖ ﻇـﺮف ﺗﻬﻴـﻪ،ﻣﺨﺼﻮص ﻫﻴﺪروژن " ﺣﺎدث ﺷﻮد
.ﺷﻮد
Preventives of weld metal overlay clad
disbanding, which may occur during, operation
of the "special hydrogen service" vessel, shall be
provided in the vessel fabrication.
ﺿﺨﺎﻣﺖ5-اﻟﻒ
A.5 Thickness
1) No corrosion allowance shall be added to
the base plate.
.( ﺣﺪ ﻣﺠﺎز ﺟﺒﺮان ﺧﻮردﮔﻲ ﻧﺒﺎﻳﺪ ﺑﻪ ورق ﭘﺎﻳﻪ اﺿﺎﻓﻪ ﺷﻮد1
2) Thickness of cladding material which is
made from integral cladding or weld metal
overlay cladding shall not be included in
design calculation of wall thickness.
( ﺿﺨﺎﻣﺖ ﻣﺎده ﭘﻮﺷﺶ ﻓﻠﺰي ﻛﻪ ﺑﻪ ﺻﻮرت روﻛـﺶ ﻛـﺮدن2
ﻓﻠﺰي ﻳﻜﭙﺎرﭼﻪ ﻳﺎ روﻛﺶ ﻛﺎري ﺑﺎ ﺟﻮش روﻳﻬﻢ ﻓﻠﺰي ﺳـﺎﺧﺘﻪ
ﻣﻲ ﺷﻮد ﻧﺒﺎﻳﺪ در ﻣﺤﺎﺳﺒﻪ ﻃﺮاﺣﻲ ﺿـﺨﺎﻣﺖ دﻳـﻮار ﻣﻨﻈـﻮر
.ﺷﻮد
3) The thickness of the integral clad and/or
weld metal overlay clad materials shall be
considered as corrosion allowance.
( ﺿﺨﺎﻣﺖ روﻛﺶ ﻓﻠﺰي ﻳﻜﭙﺎرﭼﻪ و ﻳﺎ ﺟﻮش ﻣـﻮاد روﻛـﺶ3
ﻛﺎري ﺑﺎ ﺟﻮش روﻳﻬﻢ ﻓﻠﺰي ﺑﺎﻳﺪ ﺑﻪ ﻋﻨﻮان ﺣﺪ ﻣﺠﺎز ﺟﺒﺮان
.ﺧﻮردﮔﻲ در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد
ﻓﺮآﻳﻨﺪ روﻛﺶ ﻛﺎري ﻓﻠﺰي6-اﻟﻒ
A.6 Cladding Process
A.6.1 The principle cladding techniques include
cold roll bonding, hot roll bonding, hot pressing,
explosion bonding, and extrusion bonding.
اﺗـﺼﺎل، اﺻﻮل روﺷﻬﺎي ﻓﻨﻲ روﻛـﺶ ﻛـﺎري ﺷـﺎﻣﻞ1-6-اﻟﻒ
A.6.2 All the techniques involve some form of
deformation to break up surface oxides, to create
metal-to-metal contact, and to heat in order to
accelerate diffusion.
ﺗﻤﺎم روﺷﻬﺎي ﻓﻨﻲ درﮔﻴـﺮ ﺷـﻜﻠﻲ از ﺗﻐﻴﻴـﺮ ﺣﺎﻟـﺖ2-6-اﻟﻒ
A.6.3 The techniques differ in the amount of
deformation and heat used to form the bond and
in the method of bringing the metals into
intimate contact.
روشﻫﺎي ﻓﻨﻲ در راﺑﻄﻪ ﺑـﺎ ﻣﻴـﺰان ﺗﻐﻴﻴـﺮ ﺷـﻜﻞ و3-6-اﻟﻒ
A.6.4 Cold and hot roll bonding apply primarily
to sheet (less than 5 mm. thick), but explosion
bonding is usually restricted to thicker gages (up
to several centimeters).
اﺗﺼﺎل ﻧﻮرد ﺳﺮد و ﮔﺮم در درﺟﻪ اول روي ورق اﺟﺮا4-6-اﻟﻒ
A.6.5 The material shall be free from injurious
defects, shall have a workmanlike appearance,
and shall conform to the designated finish.
ﺑﺎﻳﺪ ﺷـﻜﻞ، ﻣﻮاد ﺑﺎﻳﺪ ﻋﺎري از ﻋﻴﻮب زﻳﺎن آور ﺑﻮده5-6-اﻟﻒ
A.6.6 Stainless chromium-nickel steel and
corrosion-resisting chromium steel plates shall
be blast-cleaned and pickled (see ASTM A 240
and IPS-C-TP-101) prior to cladding.
ﻧﻴﻜـﻞ و ورقﻫـﺎي ﻓـﻮﻻدي- ﻓﻮﻻد زﻧﮓ ﻧﺰن ﻛـﺮم6-6-اﻟﻒ
، اﺗـﺼﺎل اﻧﻔﺠـﺎري، ﭘﺮس ﻛﺎري داغ، اﺗﺼﺎل ﻧﻮرد ﮔﺮم،ﻧﻮرد ﺳﺮد
.اﺗﺼﺎل ﻓﺸﺎري ﻣﻲﺑﺎﺷﻨﺪ
ﺟﻬﺖ ﺧﺮد ﻛﺮدن اﻛﺴﻴﺪﻫﺎي ﺳﻄﺢ ﺑﺮاي اﻳﺠﺎد ﺗﻤﺎس ﻓﻠـﺰي ﺑـﻪ
. و ﮔﺮم ﻛﺮدن ﺑﻪ ﻣﻨﻈﻮر ﺗﺴﺮﻳﻊ در ﻧﻔﻮذ ﻣﻲ ﺑﺎﺷﺪ،ﻓﻠﺰ
ﮔﺮﻣﺎي ﻣﺼﺮف ﺷـﺪه ﺑـﺮاي ﺷـﻜﻞ دادن اﺗـﺼﺎل و در روش ﻗـﺮار
.دادن ﻓﻠﺰات در ﺗﻤﺎس اﺳﺎﺳﻲ ﻓﺮق ﻣﻲ ﻛﻨﻨﺪ
اﻣـﺎ اﺗـﺼﺎل اﻧﻔﺠـﺎري،( ﻣﻴﻠﻴﻤﺘـﺮ ﺿـﺨﺎﻣﺖ5 ﻣﻲ ﺷﻮد )ﻛﻤﺘـﺮ از
ﻣﻌﻤﻮﻻً ﺑﺮاي اﻧﺪازه ﻫﺎي ﺿﺨﻴﻢ ﺗﺮ )ﺗﺎ ﭼﻨﺪﻳﻦ ﺳﺎﻧﺘﻴﻤﺘﺮ( ﻣﺤـﺪود
.ﺷﺪه اﺳﺖ
ﻇﺎﻫﺮي ﻣﻨﺎﺳﺐ داﺷﺘﻪ و ﺑﺎﻳﺪ ﺑﺎ ﻣﺮﺣﻠﻪ ﻧﻬﺎﺋﻲ در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﺪه
.ﻳﻜﺴﺎن ﺑﺎﺷﺪ
ﻛﺮم دار ﻣﻘﺎوم در ﺑﺮاﺑﺮ ﺧﻮردﮔﻲ ﺑﺎﻳﺪ ﻗﺒﻞ از روﻛﺶ ﻛﺎري ﻓﻠـﺰي
ASTM A 240 )ﺑــﻪ.اﺳﻴﺪ ﺷﻮﺋﻲ و ﺗﻤﻴﺰ ﻛﺎري ﺑﻼﺳﺖ ﺷﻮﻧﺪ
( ﻣﺮاﺟﻌﻪ ﺷﻮدIPS-C-TP-101 و
136
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
A.6.7 Nickel base alloy plate shall be furnished
in the as-rolled condition prior to cladding,
unless otherwise specified.
ورق آﻟﻴﺎژ ﺑﺎ ﭘﺎﻳﻪ ﻧﻴﻜﻞ ﺑﺎﻳﺪ در وﺿﻌﻴﺖ ﻧـﻮرد ﺷـﺪه7-6-اﻟﻒ
A.6.8 The welding procedure and the welders or
welding operators shall be qualified in
accordance with Section IX part 1 to 5 of the
ASME Code.
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﻜﺎري و ﺟﻮﺷﻜﺎرﻫﺎ ﻳﺎ اوﭘﺮاﺗﻮرﻫﺎي8-6-اﻟﻒ
ﻣﮕﺮ آن ﻛﻪ ﺑﻪ ﻧﺤﻮ دﻳﮕﺮي،ﻗﺒﻞ از روﻛﺶ ﻛﺎري ﻓﻠﺰي ﺗﻬﻴﻪ ﺷﻮد
.ﻣﺸﺨﺺ ﺷﺪه ﺑﺎﺷﺪ
ﺗـﺎ1 ﺑﺨـﺶIX ﺟﻮش ﻛﺎري واﺟﺪ ﺷﺮاﻳﻂ ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ ﺑﺎ ﻗﺴﻤﺖ
. ﺑﺎﺷﻨﺪASME از آﺋﻴﻦ ﻧﺎﻣﻪ5
ﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ9-6-اﻟﻒ
A.6.9 Heat-Treatment
A.6.9.1 Unless otherwise specified or a greed
upon between the Purchaser and the
manufacturer, all clad plates shall be furnished
in the normalized or tempered condition or both.
For example all austenitic stainless steel clad
plates shall be given a heat treatment consisting
of heating to the proper temperature for
dissolving of the chromium carbides in the
cladding followed by individual air cooling. For
base metals of air-hardening low-alloy steels the
above heat treatment shall be followed by a
tempering treatment.
ﻣﮕﺮ ﺑﻨﺤﻮ دﻳﮕﺮي ﻣﺸﺨﺺ ﺷﺪه ﺑﺎﺷﺪ ﻳﺎ در راﺑﻄﻪ1-9-6-اﻟﻒ
A.6.9.2 When plates over 25 mm in thickness
are to be cold formed, the Purchaser may may
specify that such plate be heat treated for grain
refinement of the base metal.
ﻣﻴﻠﻴﻤﺘــﺮ25 زﻣــﺎﻧﻲ ﻛــﻪ ورق ﻫــﺎي ﺑــﻴﺶ از2-9-6-اﻟــﻒ
ﺑﺎ ﺗﻮاﻓﻖ اﻧﺠﺎم ﺷﺪه ﺑﻴﻦ ﺧﺮﻳﺪار و ﺳﺎزﻧﺪه ﻛﻠﻴﻪ ورق ﻫﺎي روﻛﺶ
ﻓﻠﺰي ﺑﺎﻳﺪ در وﺿﻌﻴﺖ ﻧﺮﻣﺎﻟﻪ ﻳﺎ ﺑﺎزﭘﺨﺖ ﺷـﺪه ﻳـﺎ ﻫـﺮ دو ﻓـﺮاﻫﻢ
ﺑﺮاي ﻣﺜﺎل ﻛﻠﻴﻪ ورقﻫﺎي روﻛﺶ ﻓﻠﺰي زﻧﮓ ﻧﺰن آﺳﺘﻨﻴﺘﻲ.ﺷﻮﻧﺪ
ﺑﺎﻳﺪ ﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ ﺷﺎﻣﻞ ﮔﺮم ﻛﺮدن ﺗـﺎ دﻣـﺎي ﻣﻨﺎﺳـﺐ ﺑـﺮاي
ﺣﻞ ﺷﺪن ﻛﺎرﺑﻴﺪﻫﺎي ﻛﺮم در روﻛﺶ ﻛﺎري ﻓﻠﺰي و ﺑﻪ دﻧﺒـﺎل آن
ﺑﺮاي ﻓﻠﺰات ﭘﺎﻳﻪ.ﺳﺮد ﻛﺮدن ﺑﻪ وﺳﻴﻠﻪ ﻫﻮا ﺑﻄﻮر ﻣﺠﺰا اﻧﺠﺎم ﺷﻮد
ﻋﻤﻠﻴـﺎت ﺣﺮارﺗـﻲ،از ﺟﻨﺲ ﻓﻮﻻدﻫﺎي ﻛﻢ آﻟﻴﺎژ ﻫﻮا ﺳـﺨﺖ ﺷـﻮ
.ﻓﻮق ﺑﺎﻳﺪ ﺑﺪﻧﺒﺎل ﻋﻤﻠﻴﺎت ﺑﺎز ﭘﺨﺖ اﻧﺠﺎم ﭘﺬﻳﺮد
ﺧﺮﻳﺪار ﻣﻤﻜـﻦ اﺳـﺖ،ﺿﺨﺎﻣﺖ ﺑﻪ روﺷﻲ ﺳﺮد ﺷﻜﻞ دﻫﻲ ﺷﻮﻧﺪ
ﺑﺮاي ﻧﻈﻢ دﻫﻲ ﺑﻪ داﻧﻪ ﺑﻨـﺪي ﻓﻠـﺰ ﭘﺎﻳـﻪ ﭼﻨـﻴﻦ ورﻗـﻲ ﻋﻤﻠﻴـﺎت
.ﺣﺮارﺗﻲ ﺗﻘﺎﺿﺎ ﻧﻤﺎﻳﺪ
ﺗﻌﻤﻴﺮ روﻛﺶ ﻛﺎري ﻓﻠﺰي7-اﻟﻒ
A.7 Repair of Cladding
Unless otherwise specified the material
manufacturer may repair defects in cladding by
welding Provided the following requirements are
met:
ﺳﺎزﻧﺪه ﻣﻮاد ﻣﻤﻜـﻦ،ﭼﻨﺎﻧﭽﻪ ﺑﻪ ﻧﺤﻮ دﻳﮕﺮي ﻣﺸﺨﺺ ﻧﺸﺪه ﺑﺎﺷﺪ
اﺳﺖ ﻋﻴﻮب روﻛـﺶ ﻛـﺎري ﻓﻠـﺰي را از ﻃﺮﻳـﻖ ﺟﻮﺷـﻜﺎري رﻓـﻊ
: اﻣﺎ ﺑﺮاي اﻧﺠﺎم ﭼﻨﻴﻦ ﻛﺎري اﻟﺰاﻣﺎت زﻳﺮ ﺑﺎﻳﺪ رﻋﺎﻳﺖ ﺷﻮد،ﻧﻤﺎﻳﺪ
A.7.1 Prior approval is obtained from the
Purchaser if the repaired area exceeds 3 percent
of the cladding surface.
درﺻﺪ ﺳـﻄﺢ3 ﭼﻨﺎﻧﭽﻪ ﺳﻄﻮح ﺗﻌﻤﻴﺮ ﺷﺪه ﺑﻴﺶ از1-7-اﻟﻒ
A.7.2 The defective area is removed and the area
prepared for repair is examined by a magnetic
particle method (see A.8.3) or a liquid penetrate
method (see A.8.4) to insure all defective area
has been removed. Method of test and
acceptance standard shall be agreed upon by the
Purchaser and the manufacturer.
ﺳﻄﻮح ﻣﻌﻴﻮب ﺟﺪا ﺷﺪه و آﻣﺎده ﺗﻌﻤﻴﺮ ﺑﺎﻳﺪ ﺑﺎ روش2-7-اﻟﻒ
A.7.3 The weld will be deposited in a suitable
manner so as to leave its surface condition
equivalent in corrosion resistance to the alloy
cladding.
ﺑﻪ ﻃﻮري ﻛـﻪ، ﺟﻮش ﺑﻪ ﺻﻮرت ﻣﻨﺎﺳﺐ اﻧﺠﺎم ﺷﻮد3-7-اﻟﻒ
. ﺑﺎﻳﺪ ﻗﺒﻼً ﺗﺄﻳﻴﺪﻳﻪ ﺧﺮﻳﺪار ﺣﺎﺻﻞ ﺷﻮد،روﻛﺶ ﻓﻠﺰي ﺑﺎﺷﺪ
ﻣﺮاﺟﻌﻪ ﺷﻮد( ﻳﺎ روش ﻣﺎﻳﻊ ﻧﺎﻓـﺬ3-8-ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ )ﺑﻪ اﻟﻒ
ﻣﺮاﺟﻌﻪ ﺷﻮد( آزﻣﺎﻳﺶ ﺷﻮد ﺗﺎ اﻃﻤﻴﻨـﺎن ﺣﺎﺻـﻞ4-8-)ﺑــﻪ اﻟﻒ
روش آزﻣﺎﻳﺶ و.ﺷﻮد ﻛﻪ ﺗﻤﺎم ﺳﻄﻮح ﻣﻌﻴﻮب ﺑﺮﻃﺮف ﺷﺪه اﺳﺖ
.ﻗﺒﻮل اﺳﺘﺎﻧﺪارد ﺑﺎﻳﺪ ﻃﺒﻖ ﺗﻮاﻓﻖ ﺧﺮﻳﺪار و ﺳﺎزﻧﺪه ﺑﺎﺷﺪ
ﻣﻘﺎوﻣﺖ در ﺑﺮاﺑﺮ ﺧﻮردﮔﻲ ﺳﻄﺢ ﻧﺴﺒﺖ ﺑـﻪ آﻟﻴـﺎژ روﻛـﺶ ﻛـﺎري
.ﻓﻠﺰي ﻳﻜﺴﺎن ﺑﺎﺷﺪ
ﻣﺤـﻞ ﺗﻌﻤﻴـﺮ ﺷـﺪه ﺑـﺎ روش ﻣـﺎﻳﻊ ﻧﺎﻓـﺬ آزﻣـﺎﻳﺶ4-7-اﻟﻒ
A.7.4 The repaired area is examined by a liquid
penetrate method (see A.8.4).
.( ﻣﺮاﺟﻌﻪ ﺷﻮد4-8- )ﺑﻪ ﺑﻨﺪ اﻟﻒ.ﻣﻲ ﺷﻮد
137
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
A.7.5 The location and extent of the weld repairs
together with the repair procedure and
examination results are transmitted as a part of
certification.
ﻣﺤـﻞ و وﺳـﻌﺖ ﺗﻌﻤﻴـﺮات ﺟـﻮش ﺑـﺎ ﻳﻜـﺪﻳﮕﺮ ﺑـﺎ5-7-اﻟﻒ
A.7.6 All repairs in CRA 1) type 410, or repair
penetrating into the base steel shall be stress
relieved(2) to eliminate residual stresses.
ﺑﺮاي ﺣﺬف ﺗﻨﺶﻫﺎي ﭘﺲ ﻣﺎﻧﺪ ﻛﻠﻴﻪ ﺗﻌﻤﻴـﺮات در6-7-اﻟﻒ
دﺳﺘﻮراﻟﻌﻤﻞ ﺗﻌﻤﻴـﺮ و ﻧﺘـﺎﻳﺞ آزﻣـﺎﻳﺶ ﺑــــﻪ ﻋﻨـﻮان ﺑﺨـﺸﻲ از
.ﮔﻮاﻫﻲ ﻧــﺎﻣــﻪ ﻛﺎر اراﻳﻪ ﻣﻲ ﺷﻮﻧﺪ
در ﻓـﻮﻻد، ﻳﺎ ﻧﻔﻮذ ﺟـﻮش در ﻫﻨﮕـﺎم ﺗﻌﻤﻴـﺮ410 ﻧﻮعCRA(1)
.( ﺷﻮد2)ﭘﺎﻳﻪ ﺑﺎﻳﺪ ﺗﻨﺶ زداﺋﻲ
: ﻳﺎدآوري ﻫﺎ
Notes:
.( ﻣﻘﺎوﻣﺖ در ﺑﺮاﺑﺮ ﺧﻮردﮔﻲ آﻟﻴﺎژ ﻧﻴﻜﻞ1
ﺑﻨـﺎ ﺑـﻪ ﺗﻘﺎﺿـﺎي،( ﺑﺮاي روﻛﺶ ﻓﻠﺰي ﻓﻮﻻد زﻧـﮓ ﻧـﺰن2
ورق ﻫﺎ ﺑﺎﻳﺪ ﭘﻴﺶ ﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ،ﺧﺮﻳﺪار ﻳﺎ ﺑﺎزرس ﺧﺮﻳﺪار
.و ﺑﻪ دﻧﺒﺎل آن ﺗﻌﻤﻴﺮ ﺟﻮﺷﻜﺎري اﻧﺠﺎم ﮔﺮدد
1) Corrosion Resistance Alloy Nickel.
2) For stainless steel clad, at the request of
the Purchaser or his inspector, plates shall be
preheat treated following repair by welding.
ﺑﺎزرﺳﻲ و روش ﻫﺎي آزﻣﺎﻳﺶ8-اﻟﻒ
A.8 Inspection and Test Methods
داﻣﻨﻪ ﻛﺎرﺑﺮد ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺶ1-8-اﻟﻒ
A.8.1 Scope of inspection and testing
. اﻧﺠﺎم ﺷﻮد2-ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺶ ﺑﺎﻳﺪ ﻃﺒﻖ ﺟﺪول اﻟﻒ
The inspection and testing shall be shown in
accordance with Table A.2.
ﺑﺎزرﺳﻲ ﻣﻮاد2-8-اﻟﻒ
A.8.2 Material inspection
ﻣﻮاد ورق روﻛﺶ ﻓﻠﺰي ﻛﻪ ﺑﺮاي ﻇﺮوف ﺑﻜﺎر ﺑﺮده ﻣﻲ ﺷﻮﻧﺪ ﺑﺎﻳـﺪ
ﺗﻮﺳﻂ آزﻣﺎﻳﺶ اﺷﻌﻪ ﻣﺎوراء ﺻﻮت ﺑﺎزرﺳﻲ ﺷﻮﻧﺪ ﻫﻤﭽﻨﻴﻦ ﻛﻨﺘﺮل
ﺑﻪ ﻧﺎم آزﻣﺎﻳﺶ اﻣﻮاجASME SA 578 ﻛﻴﻔﻴﺖ ﭘﻴﻮﻧﺪ ﺑﺎﻳﺪ ﻃﺒﻖ
ﻣــﺎوراء ﺻــﻮت ﺑــﺮاي ورقﻫــﺎي روﻛــﺶ ﻓــﻮﻻدي و ﺳــﺎده ﺑــﺮاي
S6 و ﺳﻄﺢ ﻗﺎﺑﻞ ﻗﺒﻮل ﺑﺎﻳـﺪ ﻃﺒـﻖ اﺳـﺘﺎﻧﺪارد،ﻛﺎرﺑﺮدﻫﺎي ﺧﺎص
ﻣﻴﻠﻴﻤﺘـﺮ در اﻣﺘـﺪاد75 ﺑﻨﺎﺑﺮاﻳﻦ ﻋﺮض ﺑﺎﻧﺪ ﻧﺒﺎﻳﺪ ﻛﻤﺘـﺮ از.ﺑﺎﺷﺪ
.ﻟﺒﻪ ﺑﺮش ﺑﺎﻳﺪ ﺑﺪون ﻋﻴﻮب ﺑﺎﺷﻨﺪ
The materials of integral clad plate to be used for
vessels shall be inspected by ultrasonic
examination so as to check the quality of the
bonding in accordance with ASME SA 578
"Straight-Beam Ultrasonic Examination of Plain
and Clad Steel Plates for Special Applications,
and the acceptance level shall be S6 as specified
in the Standard. However the band having a
width not less than 75 mm along with cut edge
shall have no defects.
(MT) آزﻣﺎﻳﺶ ﺟﻮش ﺑﻪ روش ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ3-8- اﻟﻒ
A.8.3 Magnetic particle examination (MT)
در ﺷﺮاﻳﻄﻲ ﻛﻪ ﻇـﺮوف در "ﻛـﺎرﺑﺮي ﻣﺨـﺼﻮص1-3-8-اﻟﻒ
A.8.3.1 In case of vessels in "special hydrogen
service", the entire surface of the build-up
weldment and weld deposit for heavy duty
support as shown in Fig. A.2 shall be checked by
magnetic particle examination before placement
of first layer of weld metal overlay cladding, to
confirm that no cracks or other defects exist.
ﺗﻤﺎم ﺳـﻄﻮح داراي ﺗﺠﻤـﻊ ﺟـﻮش و ﺟـﻮش،ﻫﻴﺪروژن" ﻫﺴﺘﻨﺪ
ﺑﺎﻳﺪ ﻗﺒـﻞ2-رﺳﻮﺑﻲ ﺑﺮاي ﻧﮕﻬﺪارﻧﺪه ي ﭘﺮﻗﺪرت ﻃﺒﻖ ﺷﻜﻞ اﻟﻒ
از اﻧﺠﺎم اوﻟﻴﻦ ﻻﻳﻪ از روﻛﺶ ﻛﺎري ﺑﺎ ﺟﻮش روﻳﻬـﻢ ﻓﻠـﺰي ﺑـﺮاي
اﻃﻤﻴﻨﺎن از ﻋﺪم وﺟـﻮد ﺗـﺮكﻫـﺎ ﻳـﺎ ﻋﻴـﻮب دﻳﮕـﺮ ﺑﺎﻳـﺪ ﺗﻮﺳـﻂ
.آزﻣﺎﻳﺶ ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ ﻛﻨﺘﺮل ﺷﻮد
در6 ﻃﺒﻖ ﭘﻴﻮﺳﺖMT روش ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ2-3-8-اﻟﻒ
A.8.3.2 The method of MT is in accordance with
Appendix 6 in ASME Code Sect. VIII Div. 1.
. ﺑﺎﻳﺪ اﻧﺠﺎم ﺷﻮد1 ﺑﺨﺶ، VIII ﻗﺴﻤﺖASMEآﺋﻴﻦ ﻧﺎﻣﻪ
(PT) آزﻣﺎﻳﺶ ﻣﺎﻳﻊ ﻧﺎﻓﺬ4-8-اﻟﻒ
A.8.4 Liquid penetrate examination (PT)
آزﻣﺎﻳﺶ ﻣﺎﻳﻊ ﻧﺎﻓﺬ ﺑﺎﻳـﺪ ﻃﺒـﻖ ﻣـﻮارد زﻳـﺮ ﺑـﺮاي1-4-8-اﻟﻒ
A.8.4.1 Liquid penetrate examination shall be
performed at the following portions of
weldments to check that no cracks or other
defects exist.
ﻛﻨﺘﺮل ﺑﺨﺶﻫﺎﻳﻲ از ﺟﻮشﻫﺎ ﺟﻬﺖ ﻋﺪم وﺟﻮد ﺗﺮك ﻫﺎ ﻳﺎ ﻋﻴﻮب
.دﻳﮕﺮ اﻧﺠﺎم ﺷﻮد
138
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
اﻟﻒ( ﻛﻠﻴﻪ ﺳﻄﻮح روﻛﺶ ﻛﺎري ﺑﺎ ﺟﻮش روﻳﻬـﻢ ﻓﻠـﺰي ﻧﻬـﺎﺋﻲ و
a) All final weld metal overlay surfaces and final
layer of groove welds for clad plate after
PWHT*.
ﻻﻳﻪ ﻧﻬﺎﻳﻲ از ﺟﻮش ﻫﺎي ﺷﻴﺎري و ﺑﺮاي ورق روﻛـﺶ ﻓﻠـﺰي
*P.W.H.T ﺑﻌﺪ از
b) All final welds of internal attachments on the
weld metal overlay or clad metal.
ب ( ﺗﻤﺎم ﺟﻮش ﻫﺎي ﻧﻬﺎﻳﻲ ﺿﻤﺎﻳﻢ داﺧﻠﻲ روي ﺟﻮش روﻳﻬﻢ ﻳﺎ
A.8.4.2 The method of PT in accordance with
Appendix 8 in ASME Code Sect. VIII Div. 1.
در آﺋــﻴﻦ ﻧﺎﻣــﻪ8 ( ﻃﺒــﻖ ﭘﻴﻮﺳــﺖPT) روش2-4-8- اﻟــﻒ
.روﻛﺶ ﻓﻠﺰي
.1 ﺑﺨﺶ، VIII ﻗﺴﻤﺖASME
آزﻣﺎﻳﺶ ﻣﺎوراء ﺻﻮت5-8-اﻟﻒ
A.8.5 Ultrasonic Examination
آزﻣﺎﻳﺶ ﻣﺎوراء ﺻﻮت ﺑﺮاي روﻛﺶ ﻓﻠـﺰي ﻇـﺮف1-5-8-اﻟﻒ
A.8.5.1 Ultrasonic examination for clad vessel in
general service shall be performed as follows:
:در ﻛﺎرﺑﺮي ﻫﺎي ﻋﻤﻮﻣﻲ ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ زﻳﺮ اﺟﺮا ﺷﻮد
اﻟﻒ(ﻛﻠﻴﻪ ﺳﻄﻮﺣﻲ ﻛﻪ ﺑﻪ ﺻﻮرت ﻳﻜﭙﺎرﭼـﻪ ﺑـﺎ ورق روﻛـﺶ
a) All surfaces of integrally bonded clad plate
after cold forming when the resulting extreme
fiber elongation is more than 5% from asrolled condition and all hot forming shall be
examined to detect gross lack of bonding.
زﻣـﺎﻧﻲ ﻛـﻪ،ﻓﻠﺰي ﻣﺘﺼﻞ ﺷﺪه اﻧﺪ ﺑﻌﺪ از ﺷـﻜﻞ دﻫـﻲ ﺳـﺮد
درﺻﺪ ﻧﺴﺒﺖ ﺑﻪ5 ﻧﺘﺎﻳﺞ ﻛﺸﺶ ﻧﻬﺎﻳﻲ اﻓﺰاﻳﺶ ﻃﻮﻟﻲ ﺑﻴﺶ از
ﺑﺎﻳـﺪ،وﺿﻌﻴﺖ ﻧﻮرد و ﺷﻜﻞ دﻫﻲ ﻛﺎﻣﻞ ﮔـﺮم داﺷـﺘﻪ ﺑﺎﺷـﻨﺪ
. آزﻣﺎﻳﺶ ﺷﻮﻧﺪ،ﺑﺮاي ﺗﺸﺨﻴﺺ و ﻋﺪم ﻳﻜﭙﺎرﭼﮕﻲ اﺗﺼﺎل
b) All overlay weld deposit including butt
joint of clad plate shall be examined to detect
gross lack of fusion.
ب ( ﻛﻠﻴﻪ ﺟﻮش ﻫﺎي روﻳﻬﻢ ﻗﺮار ﮔﺮﻓﺘﻪ ﺑـﻪ اﻧـﻀﻤﺎم اﺗـﺼﺎل
c) The acceptance level shall be S6 shown in
ASME SA 578.
ASME SA ﺑﺎﺷﺪ ﻛـﻪ درS6 ج ( ﺳﻄﺢ ﻗﺎﺑﻞ ﻗﺒﻮل ﺑﺎﻳﺪ
ﻟﺐ ﺑﻪ ﻟﺐ ورق روﻛﺶ ﻓﻠﺰي ﺑﺎﻳﺪ ﺑﺮاي ﻋﺪم ﻳﻜﭙﺎرﭼﮕﻲ ذوب
.آزﻣﺎﻳﺶ ﺷﻮﻧﺪ
. ﻧﺸﺎن داده ﺷﺪه اﺳﺖ578
ﺑﺮاي روﻛﺶ ﻓﻠﺰي ﻇﺮوف " ﻛـﺎرﺑﺮي ﻣﺨـﺼﻮص2-5-8-اﻟﻒ
A.8.5.2 For clad vessels in "Special Hydrogen
Service", ultrasonic examination shall be
performed as follows:
:ﻫﻴﺪروژن" آزﻣﺎﻳﺶ ﻣﺎوراء ﺻﻮت ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ زﻳﺮ اﻧﺠﺎم ﺷﻮد
و،اﻟﻒ( ﻛﻠﻴﻪ ﺳﻄﻮح روﻛﺶ ﻛﺎري ﺑـﺎ ﺟـﻮش روﻳﻬـﻢ ﻓﻠـﺰي
a) All surfaces of weld metal overlay
cladding and all weld metal overlay deposits
of butt joints shall be examined from the
counter side of the clad surface in accordance
with the requirements of Para T-543 in
ASME Code Section V, Article 5. after
"PWHT". The acceptance standard shall be as
follows:
ﺗﻤﺎم ﻣﺤﻞﻫﺎي ﺟﻮش روﻳﻬﻢ اﺗﺼﺎﻻت ﻟﺐ ﺑﻪ ﻟﺐ ﺑﺎﻳﺪ ﻣﻄـﺎﺑﻖ
V ﻗـﺴﻤﺖASME در آﺋﻴﻦ ﻧﺎﻣـﻪT-543 اﻟﺰاﻣﺎت ﭘﺎراﮔﺮاف
( از ﻃــﺮف ﻣﻌﻜــﻮس آزﻣــﺎﻳﺶP.W.H.T.) ﺑﻌــﺪ از5 ﻣﻘﺎﻟــﻪ
: ﻗﺒﻮل اﺳﺘﺎﻧﺪارد ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ زﻳﺮ ﺑﺎﺷﺪ.ﺷﻮﻧﺪ
- No imperfection interpreted to be cracks, or
lack of bond.
. ﻫﻴﭻ ﻧﻘﺼﻲ دﻟﻴﻞ ﺑﺮ ﺗﺮك ﻳﺎ ﻋﺪم اﺗﺼﺎل ﻧﻴﺴﺖ-
- No indication exceeding 40% of the
reference level by Cathode Ray Tube (CRT).
درﺻـﺪ ﺳـﻄﺢ ﻣﺮﺟـﻊ ﻻﻣـﭗ40 ﻫﻴﭻ ﻧﺸﺎﻧﻪ اي ﺑﻴﺶ از.(CRT) اﺷﻌﻪ ﻛﺎﺗﺪي ﻧﺒﺎﺷﺪ
(CRT) درﺻﺪ ﺗﻮﺳـﻂ40 ﺗﺎ20 ﻧﺸﺎﻧﻪ ﻫﺎي ﺑﺰرﮔﻲ ﺑﻴﻦ25 ﺑﺎﻳﺪ ﺛﺒﺖ ﺷﻮد و زﻣﺎﻧﻲ ﻛﻪ ﻧﺸﺎﻧﻪ داراي ﻃﻮل ﺣـﺪاﻛﺜﺮ از
، ﻗﺒﻞ از ﻋﻤﻠﻴﺎت ﭘﺲ ﮔﺮﻣﻲ ﺟﻮش،ﻣﻴﻠﻴﻤﺘﺮ و ﻳﺎ ﺑﻴﺸﺘﺮ ﺑﺎﺷﺪ
ﺑﺨﺶ ﺗﺨﺮﻳﺐ ﺷﺪه ﺑﺎﻳﺪ ﻃﺒﻖ ﻣﺸﺨﺼﺎت ﻓﻨﻲ دﺳـﺘﻮراﻟﻌﻤﻞ
.ﺗﺎﻳﻴﺪ ﺷﺪه ﺟﻮش ﻛﺎري ﺗﻌﻤﻴﺮ ﺷﻮد
- Indications of amplitude 20 thru 40% by
CRT shall be recorded, when the indication
has the maximum length of 25 mm and over
before post weld heat treatment, the defect
portion shall be repaired in accordance with
the
approved
welding
procedure
specification.
b) The entire surface of weld build-up and
weld deposit for heavy duty support as
ب ( ﺗﻤــﺎم ﺳــﻄﺢ ﺗﺠﻤــﻊ ﺟــﻮش و رﺳــﻮب ﺟــﻮش ﺑــﺮاي
( ﺑﺎﻳـﺪ ﺟﻬـﺖ1) 2-ﻧﮕﻬﺪارﻧﺪه ي ﭘﺮ ﻗﺪرت ﻃﺒﻖ ﺷـﻜﻞ اﻟـﻒ
139
Jan. 2010/ 1388 دي
shown in Fig. A.2(1) shall be examined to
detect any lack of fusion. The acceptance
level shall be level I in ASME SA 578.
IPS-E-TP-350(1)
ﺳﻄﺢ ﻗﺎﺑـﻞ.ﺷﻨﺎﺳﺎﺋﻲ ﻫﺮﮔﻮﻧﻪ ﻋﺪم ﻧﻔﻮذ ﺟﻮش آزﻣﺎﻳﺶ ﺷﻮد
. ﺑﺎﺷﺪASME SA 578 درI ﻗﺒﻮل ﺑﺎﻳﺪ ﺳﻄﺢ
ﻛﻨﺘﺮل ﻓﺎز ﻓﺮﻳﺖ6-8-اﻟﻒ
A.8.6 Ferrite check
A.8.6.1 Austenitic stainless steel weld metal
overlay cladding shall be subject to a ferrite
check. The ferrite content of the weldment at 1.5
mm from the surface of the overlay as shown in
Fig. A.3, shall be limited within 3 to 10% value
of the Schaeffler diagram. Where inert gas
shielded welding process is employed, the De
Long Diagram and the nitrogen analysis
evaluation shall be applied.
روﻛﺶ ﻛﺎري ﺑﺎ ﺟﻮش روﻳﻬﻢ ﻓﻠـﺰي ﻓـﻮﻻد زﻧـﮓ1-6-8-اﻟﻒ
A.8.6.2 A ferrite check shall be performed for
each overlay welding procedure.
ﻛﻨﺘﺮل ﻓﺎز ﻓﺮﻳﺖ ﺑﺎﻳـﺪ ﺑـﺮاي ﻫـﺮ دﺳـﺘﻮراﻟﻌﻤﻞ2-6-8-اﻟﻒ
A.8.6.3 The ferrite check sample may be made
from test pieces.
ﻧﻤﻮﻧﻪ ﻛﻨﺘﺮل ﻓﺎز ﻓﺮﻳﺖ را ﻣـﻲ ﺗـﻮان از ﻗﻄﻌـﺎت3-6-8-اﻟﻒ
ﻣﻴـﺰان.ﻧﺰن آﺳﺘﻨﻴﺘﻲ ﺑﺎﻳﺪ در ﻣﻌﺮض ﻛﻨﺘﺮل ﻓﺎز ﻓﺮﻳﺖ ﻗﺮار ﮔﻴﺮد
ﻣﻴﻠﻴﻤﺘﺮ از ﺳﻄﺢ روﻳﻬـﻢ ﻛـﻪ در ﺷـﻜﻞ1/5 ﻓﺮﻳﺖ در ﺟﻮﺷﻜﺎري
درﺻـﺪ ﻣﻘـﺪار ﻧﻤـﻮدار10 ﺗﺎ3 ﻧﺸﺎن داده ﺷﺪه ﺑﺎﻳﺪ ﺑﻴﻦ3-اﻟﻒ
در ﺻـﻮرت ﺑﻜـﺎرﮔﻴﺮي ﻓﺮآﻳﻨـﺪ ﺟﻮﺷـﻜﺎري.ﺷﻔﻠﺮ ﻣﺤـﺪود ﺷـﻮد
و ارزﻳـﺎﺑﻲDe Long ﺑﺎﻳـﺪ ﻧﻤـﻮدار،ﺣﻔﺎﻇﺖ ﺷﺪه ﺑﺎ ﮔﺎز ﺑﻲ اﺛـﺮ
.ﺗﺠﺰﻳﻪ ﻧﻴﺘﺮوژن اﺟﺮا ﺷﻮد
.ﺟﻮش ﻛﺎري روﻳﻬﻢ اﺟﺮا ﺷﻮد
.آزﻣﺎﻳﺶ ﺗﻬﻴﻪ ﻧﻤﻮد
ﺗﺠﺰﻳﻪ ﺷﻴﻤﻴﺎﻳﻲ7-8-اﻟﻒ
A.8.7 Chemical analysis
- ﺑﺮاي ﺗﺠﺰﻳﻪ ﺷﻴﻤﻴﺎﻳﻲ ﺟﻮش روﻳﻬﻢ ﺑﺎﻳﺪ ﻧﻤﻮﻧـﻪ1-7-8-اﻟﻒ
A.8.7.1 Chemical analysis of weld metal overlay
shall be performed by taking samples from 1.5
mm in depth from the surface as shown in Fig.
A.3, to assure that the chemical composition
conforms to the requirements of the applicable
material specification in ASME Section II Part
C.
ﻧـﺸﺎن3- ﻣﻴﻠﻴﻤﺘﺮي ﻋﻤﻖ از ﺳﻄﺢ ﻛﻪ در ﺷﻜﻞ اﻟﻒ1/5 ﻫﺎﻳﻲ از
داده ﺷﺪه اﺳﺖ ﮔﺮﻓﺘﻪ ﺷﻮد ﺗﺎ از ﻣﻄﺎﺑﻘﺖ ﺗﺮﻛﻴﺒﺎت ﺷـﻴﻤﻴﺎﻳﻲ ﺑـﺎ
ASME اﻟﺰاﻣـﺎت ﻣﺸﺨـﺼﺎت ﻣـﻮاد ﻗﺎﺑـﻞ اﻋﻤـﺎل در آﺋـﻴﻦ ﻧﺎﻣـﻪ
. ﻣﻄﻤﺌﻦ ﺷﺪC ﺑﺨﺶ، II ﻗﺴﻤﺖ
ﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ ﺑﻌﺪ از ﺟﻮﺷﻜﺎري
P.W.H.T. : Post Weld Heat Treatment.
A.8.7.2 Such analysis need not be performed on
those of monel metal and copper alloy.
ﭼﻨﻴﻦ آزﻣﺎﻳﺸﺎﺗﻲ ﻧﻴﺎز ﻧﻴـﺴﺖ ﻛـﻪ ﺑـﺮ روي ﻓﻠـﺰ2-7-8-اﻟﻒ
A.8.7.3 A chemical analysis shall be performed
for each overlay welding procedure.
ﺗﺠﺰﻳﻪ ﺷـﻴﻤﻴﺎﻳﻲ ﺑﺎﻳـﺪ ﺑـﺮاي ﻫـﺮ دﺳـﺘﻮراﻟﻌﻤﻞ3-7-8-اﻟﻒ
A.8.7.4 The chemical analysis sample may be
made from test coupons.
ﻧﻤﻮﻧـﻪ ﺑـﺮاي ﺗﺠﺰﻳـﻪ ﺷـﻴﻤﻴﺎﻳﻲ را ﻣـﻲ ﺗـﻮان از4-7-8-اﻟﻒ
A.8.7.5 Chemical analysis shall be in accordance
with applicable ASTM Methods.
ﺗﺠﺰﻳﻪ ﺷﻴﻤﻴﺎﻳﻲ ﺑﺎﻳﺪ ﻣﻄﺎﺑﻖ ﺑﺎ روش ﻫﺎي ﻗﺎﺑـﻞ5-7-8-اﻟﻒ
.ﻣﻮﻧﻞ و آﻟﻴﺎژ ﻣﺲ اﻧﺠﺎم ﺷﻮد
.ﺟﻮﺷﻜﺎري روﻳﻬﻢ اﻧﺠﺎم ﺷﻮد
.ﻛﻮﭘﻦﻫﺎي آزﻣﺎﻳﺶ ﺗﻬﻴﻪ ﻧﻤﻮد
. ﺑﺎﺷﺪASTM اﻋﻤﺎل در
140
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE A.2 - SCOPE OF INSPECTION AND TESTING
داﻣﻨﻪ ﻛﺎرﺑﺮد ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺶ2 - ﺟﺪول اﻟﻒ
INSPECTION ITEMS
DIVISION
OF WORK
ﻣﻮارد ﺑﺎزرﺳﻲ
ﺗﻘﺴﻴﻢ ﻛﺎر
1. Material Inspection
ﺑﺎزرﺳﻲ ﻣﻮاد-1
2. Welding Inspection
ﺑﺎزرﺳﻲ ﺟﻮش ﻛﺎري-2
2.1 Magnetic Particles Examination For weld build-up and weld
deposit of heavy duty support for special hydrogen service vessel
ACCORDING TO
TEST METHOD OF
ﻃﺒﻖ روش آزﻣﺎﻳﺶ
PR
MFR
R
Tr & S
A.8.2
W/R
Tr & S
A.8.3
W/R
W/R
W/R
Tr & S
Tr & S
Tr & S
A.8.4
R
Tr & S
A.8.5
W/R
Tr & S
W/R
Tr & S
R
Tr & S
A.8.6
R
Tr & S
A.8.7
R
Tr & S
A.8.8
آزﻣﺎﻳﺶ ذرات ﻣﻐﻨﺎﻃﻴﺴﻲ ﺑﺮاي ﺗﺠﻤﻊ ﺟﻮش و رﺳﻮب ﺟﻮش ﻧﮕﻬﺪارﻧﺪه ﭘﺮ1-2
ﻗﺪرت ﻇﺮف ﻣﺨﺼﻮص ﻛﺎرﺑﺮي ﻫﻴﺪروژن
2.2 Liquid Penetrate Examination
آزﻣﺎﻳﺶ ﻣﺎﻳﻊ ﻧﺎﻓﺬ2-2
2.2.1 Weld overlay and groove weld
ﺟﻮش روﻳﻬﻢ و ﺟﻮش ﺷﻴﺎري1-2-2
2.2.2 Internal attachment weld on the weld overlay or clad metal
ﺟﻮش ﺿﻤﺎﺋﻢ داﺧﻠﻲ روي ﺟﻮش روﻳﻬﻢ ﻳﺎ روﻛﺶ ﻓﻠﺰي2-2-2
2.2.3 Entire weld surface of final layer and gasket seating surface
ﺟﻮش ﻛﺎﻣﻞ ﺳﻄﺢ ﻻﻳﻪ ﻧﻬﺎﻳﻲ و ﺳﻄﺢ ﻧﺸﻴﻤﻦ واﺷﺮ3-2-2
2.3 Ultrasonic Examination
آزﻣﺎﻳﺶ ﻣﺎوراء ﺻﻮت3-2
2.3.1 For cladding of general service vessel
ﺑﺮاي روﻛﺶ ﻛﺎري ﻓﻠﺰي ﻇﺮف ﻛﺎرﺑﺮي ﻋﻤﻮﻣﻲ1-3-2
2.3.2 For cladding of special hydrogen service vessel
ﺑﺮاي روﻛﺶ ﻛﺎري ﻓﻠﺰي ﻇﺮف ﻣﺨﺼﻮص ﻛﺎرﺑﺮي ﻫﻴﺪروژن2-3-2
2.3.3 For weld build-up and weld deposit for heavy duty support
ﺑﺮاي ﺗﺸﻜﻴﻞ ﺟﻮش و ﻣﺤﻞ ﺟﻮش ﺑﺮاي ﻧﮕﻬﺪارﻧﺪه ي ﭘﺮ ﻗﺪرت3-3-2
2.4 Ferrite check for austenitic stainless steel weld overlay
ﻛﻨﺘﺮل ﻓﺎز ﻓﺮﻳﺖ ﺑﺮاي ﺟﻮش روﻳﻬﻢ ﻓﻮﻻد زﻧﮓ ﻧﺰن آﺳﺘﻨﺘﻲ4-2
2.5 Chemical Analysis for Weld Overlay
آﻧﺎﻟﻴﺰ ﺷﻴﻤﻴﺎﻳﻲ ﺑﺮاي ﺟﻮش روﻳﻬﻢ5-2
3. Inspection for Completed Vessel
ﺑﺎزرﺳﻲ از ﻇﺮف ﺗﻜﻤﻴﻞ ﺷﺪه-3
3.1 Leak Test for Weld of Pipe Sleeve
آزﻣﺎﻳﺶ ﻧﺸﺘﻲ ﺟﻮش ﻏﻼف ﻟﻮﻟﻪ1-3
Abbreviation
:اﺧﺘﺼﺎرات
ﺧﺮﻳﺪار:PR
ﺳﺎزﻧﺪه:MFR
PR: The Purchaser
MFR: The manufacturer
R: Verify by reviewing the manufacturer’s
inspection/testing record
W: Witness inspection/testing
ﺑﺮرﺳﻲ و ﺗﺄﻳﻴﺪ اﺳﻨﺎد ﺑﺎزرﺳﻲ ﺳﺎزﻧﺪه و ﮔﺰارش آزﻣﺎﻳﺶ:R
ﺷﺎﻫﺪان ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺶ:W
Tr: Manufacturer’s own inspection/testing with the
record to be prepared
T: Manufacturer’s own inspection/testing
ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺶ ﺷﺨﺺ ﺳﺎزﻧﺪه ﻫﻤﺮاه ﺑﺎ ﮔﺰارﺷﻲ ﻛﻪ ﺑﺎﻳﺪ ﺗﻬﻴﻪ ﺷﻮد:Tr
S: Submission of manufacturer’s inspection/ testing
record
اراﻳﻪ ﻣﺪارك ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺶ ﺳﺎزﻧﺪه:S
ﺑﺎزرﺳﻲ و آزﻣﺎﻳﺶ ﺷﺨﺺ ﺳﺎزﻧﺪه:T
141
دي Jan. 2010/ 1388
)IPS-E-TP-350(1
ﻧﻤﻮﻧﻪ
آﻟﻴﺎژ ﻓﻠﺰ ﺟﻮش
روﻛﺶ ﻛﺎري ﻓﻠﺰي روﻳﻬﻢ
ﻓﻠﺰ ﭘﺎﻳﻪ
Fig. A.3- SAMPLE FOR CHEMICAL ANALYSIS
ﺷﻜﻞ اﻟﻒ 3-ﻧﻤﻮﻧﻪ ﺑﺮاي ﺗﺠﺰﻳﻪ ﺷﻴﻤﻴﺎﻳﻲ
اﻟﻒ 8-8-آزﻣﺎﻳﺶ ﻫﻮا
A.8.8 Air test
اﻟﻒ 1-8-8-آزﻣﺎﻳﺶ ﻧﺸﺘﻲ ﻫﻮا در ﭘﻮﺷﺸﻬﺎي ﻏﻼف ﻟﻮﻟﻪ ﺑﺎﻳﺪ
A.8.8.1 Air test for the weld of pipe sleeves shall
be performed before P.W.H.T. (1) where it is to
be conducted.
ﻗﺒﻞ از ) P.W.H.T. (1ﺟﺎﺋﻴﻜﻪ ﻗﺮار اﺳﺖ اﻧﺠﺎم ﮔﺮدد.
اﻟﻒ 2-8-8-ﻫﻴﭽﮕﻮﻧﻪ ﻧﺸﺘﻲ ﻧﺒﺎﻳﺪ وﺟﻮد داﺷﺘﻪ ﺑﺎﺷﺪ.
A.8.8.2 No leak shall be permitted.
ﻳﺎدآوري:
Note:
P.W.H.T. (1ﻋﻤﻠﻴﺎت ﺣﺮارﺗﻲ ﺑﻌﺪ از ﺟﻮﺷﻜﺎري
1) PWHT: Post Weld Heat Treatment.
142
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
ﭘﻴﻮﺳﺖ ب
APPENDIX B
*
CLADDING OF PIPELINE (WITH CRA)*
(CRA روﻛﺶ ﻛﺎري ﻓﻠﺰي ﺧﻄﻮط ﻟﻮﻟﻪ )ﺑﺎ
ﻋﻤﻮﻣﻲ1-ب
B.1 General
روي ﺳـﻄﺢCRA روﻛﺶ ﻓﻠﺰي ﻟﻮﻟﻪ ﺷﺎﻣﻞ ﻣﻮاد ﺗﺮﻛﻴﺒﻲ ﺑـﺎ
داﺧﻞ و ﻓﻮﻻد ﻛﺮﺑﻦ روي ﺳﻄﺢ ﺑﻴﺮون ﻣﻲﺑﺎﺷـﺪ )ﺑـﻪ ﺟـﺪول
( ﻣﺮاﺟﻌﻪ ﺷﻮد1-ب
ﺑﺮ ﭘﺎﻳـــﻪ ﻳﻚ ﭘﻴﻞ اﻟﻜﺘﺮﻳﻜـﻲ آزﻣـﺎﻳﺶ ﻫـﺎ وCRA اﻧﺘﺨﺎب
ﻃﺒﻖ آزﻣﺎﻳـﺸﺎت،ﺑــﻪ ﻛﺎرﮔﻴﺮي ﻛﺮﺑﻦ آزﻣــﺎﻳﺶ در ﻋﻤﻠﻴﺎت
ASTM وASTM A262E, ASTM G28 اﺳﺘﺎﻧﺪاردﻫﺎي
آزﻣـﻮن، ﺑﺮاي ﺧﻮردﮔﻲ ﻫـــﺎي ﺣﻔﺮه اي ﺑﻴﻦ داﻧﻪ ايG48
. اﺟﺮا ﻣﻲﺑﺎﺷﺪ،ﺧﻮردﮔﻲ ﺷﻜﺎﻓﻲ و ﻏﻴﺮه
- Clad pipe consists of a composite material with
CRA on the inside and carbon steel on the
outside (see Table B1).
- CRA selection is based on a battery of tests
using in-service coupon testing, ASTM G 28,
ASTM A 262 E and ASTM G 48 tests for
intergranular corrosion pitting, crevice
corrosion testing, etc.
-
-
ﻟﻮﻟﻪ2-ب
B.2 Pipe
ﻓﺮآﻳﻨﺪﻫﺎي ﺷـﻜﻞ ﮔﻴـﺮي ﻟﻮﻟـﻪ ﻫـﺎ ﺑـﻪ ﻃـﻮر ﻋـﺎدي ﻣـﺸﺨﺺ اﻣﺎ روﻛﺶ ﻓﻠﺰي ﻟﻮﻟﻪ ﺑﺪون درز ﻣﻌﻤﻮﻻً ﺗﻮﺳـﻂ ﭘﻴﻮﻧـﺪ،ﻫﺴﺘﻨﺪ
ﭘﻴﻮﻧﺪ اﻧﻔﺠﺎري ﭘﻮﺷـﺶ، ﻣﺘﺎﻟﻮرژي ﺑﺎ اﺳﺘﻔﺎده از ﻓﺸﺎر ﻫﻤﺰﻣﺎن
.داﺧﻠﻲ و ﻳﺎ رﻳﺨﺘﮕﻲ ﮔﺮﻳﺰ از ﻣﺮﻛﺰ اﻧﺠﺎم ﻣﻲ ﺷﻮد
ﺿﺨﺎﻣﺖ روﻛﺶ ﻓﻠـﺰي ﺑﺎﻳـﺪ ﺑـﺎ ﺗﻮﺟـﻪ ﺑـﻪ ﺧـﻮردﮔﻲ ﻣﺠـﺎز وﺿﺨﺎﻣﺖ ﺑﻴﺮوﻧـﻲ ﻟﻮﻟـﻪ از ﻃﺮﻳـﻖ ﻣﺤﺎﺳـﺒﻪ ﻓـﺸﺎر و ﻣﻼﺣﻈـﺎت
.ﻣﻜﺎﻧﻴﻜﻲ در ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد
- The commonly used processes for pipe are
forming but seamless clad pipe is generally
made by metallurgical bonding using coextrusion, explosion bonding of the liner or
centrifugal casting.
- Clad thickness should be considered as
corrosion allowance and thickness of the
outer pipe is calculated from pressure and
mechanical considerations.
اﺗﺼﺎﻻت3-ب
B.3 Fittings
اﺗﺼﺎﻻت دو ﻓﻠﺰي را ﻣﻲﺗﻮان ﺑﺎ ﺷﻜﻞ دﻫﻲ روﻛﺶ ﻓﻠﺰي ﻟﻮﻟﻪ و ﻳﺎ ورق
روﻛﺶ ﻓﻠﺰي ﺑﺎ اﺳﺘﻔﺎده از ﻗﺎﻟﺐ ﺑﺴﺘﻪ ﻳﺎ ﻓﺮآﻳﻨﺪﻫﺎي اﻛـﺴﺘﺮوژن ﮔـﺮم
.اﻳﺠﺎد ﻛﺮد
ﻣـﻮرد ﻋﻼﻗـﻪ ﺳـﺎزﻧﺪﮔﺎن،اﻣﺎ ﻣﻌﻤﻮﻻً ﺑﻪ دﻟﻴﻞ ﻛﺎﻓﻲ ﻧﺒﻮدن ﺗﻌـﺪاد
ﺟﻮش روﻳﻬﻢ اﺗﺼﺎل ﻓﻮﻻد ﻛﺮﺑﻨـﻲ، ﺗﺤﺖ اﻳﻦ ﺷﺮاﻳﻂ.ﻧﻤﻲ ﺑﺎﺷﺪ
اﺳﺘﺎﻧﺪارد ﺑﻪ ﺻﻮرت دﺳﺘﻲ ﻳﺎ ﺧﻮدﻛﺎر ﺗﻨﻬـﺎ راه ﻣﻄﻠـﻮب ﺧﻮاﻫـﺪ
، ﺑﺮاي اﺗﺼﺎﻻت ﺳﺎﺧﺘﻪ ﺷـﺪه از روﻛـﺶ ﻓﻠـﺰي ﻟﻮﻟـﻪ ﻳـﺎ ورق.ﺑﻮد
در.ﻫﻤﺎن اﻟﺰاﻣﺎﺗﻲ ﻛﻪ ﺑﺮاي ﻟﻮﻟﻪ اﻋﻤﺎل ﺷﺪه ﻗﺎﺑﻞ اﺟﺮا ﻣﻲ ﺑﺎﺷـﺪ
ﻫﺮ ﺣﺎل ﺑﺮاي ﺟﻮش دﺳﺘﻲ ﻳﺎ ﺧﻮدﻛﺎر ﺳﺎزﮔﺎري اﻟﻜﺘﺮود ﺑﺎ ﺟﻨﺲ
ﺿـﺨﺎﻣﺖ دﻳـﻮار و، ﺑﻌﻼوه.ﺑﻴﺮون ﻟﻮﻟﻪ ﺑﺎﻳﺪ ﻣﻮرد ﺗﻮﺟﻪ ﻗﺮار ﮔﻴﺮد
رواداري روي دﻳﻮار ﺑﻴﺮوﻧـﻲ ﺑﺎﻳـﺪ ﺑـﺎ ﻳﻜـﺪﻳﮕﺮ ﻫﻤﺨـﻮاﻧﻲ داﺷـﺘﻪ
در ﺿﻤﻦ ﺑﺮاي داﺷﺘﻦ ﻳﻚ ﭘﻮﺷﺶ ﻳﻜﻨﻮاﺧﺖ ﺑﺎ ﺟﻮشﻫﺎي.ﺑﺎﺷﻨﺪ
ً ﻣﻌﻤـﻮﻻ. ﺣﺪاﻗﻞ دو ﭘﺎس روﻳﻬﻢ ﺑﺎﻳﺪ ﻣﺸﺨﺺ ﺷﺪه ﺑﺎﺷﺪ، روﻳﻬﻢ
دو ﭘﺎس ﺟﻮﺷﻬﺎي روﻳﻬﻢ ﺟﻤﻊ ﺿﺨﺎﻣﺖ اﺗﺼﺎل را ﺑﻴﺶ از ﺟﻤـﻊ
.ﺿﺨﺎﻣﺖ ﻟــﻮﻟــﻪ ﻣﻲ ﻧﻤﺎﻳﺪ
ﺑﺮاي رﻓﻊ اﻳﻦ ﻣﺸﻜﻞ ﻣﻲ ﺗﻮان ﺑﺎ ﺑﺮداﺷﺘﻦ ﮔﻮﺷﻪ ﻫﺎ و ﻣﺨﺮوﻃـﻲ
ﻛﺮدن اﻧﺘﻬﺎي اﺗﺼﺎﻻت از ﻫﻢ ﺷﻴﺐ ﺷﺪن ﺻﺤﻴﺢ ﺑﺎ اﻧﺘﻬـﺎي ﻟﻮﻟـﻪ
ﻫﺪف از اﻳﻦ ﻛﺎر اﻳﺠـﺎد اﻧﺤﻨـﺎء در داﺧـﻞ دﻳـﻮار.ﻣﻄﻤﺌﻦ ﮔﺮدﻳﺪ
ﺑﻪ اﻳﻦ دﻟﻴﻞ،ﺑﻴﺮوﻧﻲ و ﻧﻪ اﻳﺠﺎد اﻧﺤﻨﺎء روي ﺿﺨﺎﻣﺖ روﻛﺶ ﺑﻮده
Bimetallic fittings can be produced by forming
from clad pipe or clad plate using closed die
forming or hot extrusion processes.
But generally the quantities are not enough to
interest the manufacturer. In such a situation,
manual/automatic weld overlay on a standard
carbon steel fitting is the viable route. For fittings
made from clad pipe or plate, the same
requirements as applied to the pipe can be used.
However,
for
manual/automatic
weld,
compatibility of the weld material with pipe outer
material must be considered. Additionally, the
wall thickness and tolerances on the outer wall
have to be matched. Further, to get good uniform
coverage with weld overlays, a minimum two
passes of overlay should be specified. The
deposits with two overlays generally make the
total thickness of the fitting more than the total
thickness of the pipe.
This problem can be pre-empted by specifying
inside taper on the end of fittings to ensure proper
match to the pipe beveled end. The intent is to
taper the inside of the outer wall and not build a
taper on the overlay thickness because that
143
Jan. 2010/ 1388 دي
reduces the corrosion resistance and consequently
the life of the fitting (see Fig. B.1).
IPS-E-TP-350(1)
ﻛﻪ ﺑﺎﻋﺚ ﻛﺎﻫﺶ ﻣﻘﺎوﻣﺖ در ﺑﺮاﺑﺮ ﺧﻮردﮔﻲ و در ﻧﺘﻴﺠـﻪ ﻛـﺎﻫﺶ
.( ﻣﺮاﺟﻌﻪ ﺷﻮد1-ﻋﻤﺮ اﺗﺼﺎل ﻣﻲ ﺷﻮد )ﺑﻪ ﺷﻜﻞ ب
ﻓﻠﻨﺞ ﻫﺎ4-ب
B.4 Flanges
ﺳـﻄﻮح،ﺑﺮاي اﻧﺠﺎم روﻛﺶ روﻳﻬـﻢ ﺻـﺤﻴﺢ روي ﭘﻴـﺸﺎﻧﻲ ﻓﻠـﻨﺞ
ﺑﺮاي اﻧﺠﺎم روﻛﺶ روﻳﻬﻢ ﺑﺪون.ﺑﺮﺟﺴﺘﻪ ﻓﻠﻨﺞ ﺑﺎﻳﺪ ﻣﺎﺷﻴﻦ ﺷﻮﻧﺪ
1/58 ﺣﺪاﻗﻞ ﺳﻄﺢ ﻓﻠﻨﺞ را ﺑﻪ ﻣﻴﺰان،ﺿﻌﻒ روي ﺳﻄﺢ ﺑﺮﺟﺴﺘﻪ
To obtain a proper overlay on a flange face, the
raised face of the flange shall be machined off.
To achieve a dilution-free overlay on the raised
face, undercut the fvange face by 1.58 mm (1/16
in.)minimum. After machining the flange face,
overlay of the inside and face of the flange shall
be conducted in the same way as for the fittings.
Finally, the proper gasket seating flange finish
shall be prepared by re-machining the flange
face (see Fig. B.2).
ﺑﻌـﺪ از ﻣﺎﺷـﻴﻦ ﻛـﺎري. اﻳﻨﭻ( از زﻳﺮ ﺑـﺮش دﻫﻴـﺪ1 ) ﻣﻴﻠﻴﻤﺘﺮ
16
روﻛﺶ روﻳﻬﻢ داﺧﻞ و ﺳﻄﺢ ﻓﻠـﻨﺞ ﺑﺎﻳـﺪ ﺑـﻪ ﻫﻤـﺎن،ﺳﻄﺢ ﻓﻠﻨﺞ
در ﻧﻬﺎﻳـﺖ ﺑـﺎ ﻣﺎﺷـﻴﻦ.روش اﻧﺠﺎم ﺷﺪه ﺑﺮاي اﺗﺼﺎﻻت اﺟﺮا ﺷﻮد
ﻛﺎري ﻣﺠﺪد ﺳﻄﺢ ﻓﻠﻨﺞ ﻧﺸﻴﻤﻨﮕﺎه واﺷﺮ ﻓﻠﻨﺞ ﺗﻜﻤﻴﻠـﻲ ﺑـﻪ ﻃـﻮر
.( ﻣﺮاﺟﻌﻪ ﺷﻮد2-ﻣﻨﺎﺳﺐ ﺗﺄﻣﻴﻦ ﻣﻲ ﺷﻮد )ﺑﻪ ﺷﻜﻞ ب
ﺷﻴﺮ ﻓﻠﻜﻪ ﺗﻮﭘﻲ5-ب
B.5 Ball Valves
اﻋﻤﺎل روﻛﺶ روﻳﻬﻢ روي ﻗﻄﻌﺎت ﻣﺮﻃﻮب ﺷﻴﺮ ﻓﻠﻜﻪ ﺗـﻮﭘﻲ ﻳـﻚ
ﮔﺰﻳﻨﻪ ﻣﻮﻓﻘﻲ در ﻛﻼس ﻓﺸﺎرﻫﺎي ﺑﺎﻻ و ﻣﻌﻤﻮﻻً اﻧﺪازه ﻫﺎي ﺑـﻴﺶ
روﻛﺶ روﻳﻬﻢ ﻓـﻮﻻد زﻧـﮓ ﻧـﺰن. اﻳﻨﭻ( اﺳﺖ4) ﻣﻴﻠﻴﻤﺘﺮ100 از
و ﻏﻴﺮه ﺑﺎ ﻣﻮﻓﻘﻴﺖ825 اﻳﻨﻜﻮﻧﻞ، ﻓﻮﻻد زﻧﮓ ﻧﺰن دو ﺟﺰﺋﻲ،316
، در ﻣﻮرد ﺑﺪﻧﻪ ﺷﻴﺮ ﻛﻪ ﺑﺎﻳﺪ روﻛﺶ روﻳﻬﻢ ﺷﻮد.اﻋﻤﺎل ﺷﺪه اﺳﺖ
ﺳـﭙﺲ ﻣـﻮاد،در درﺟﻪ اول ﺑﺰرﮔﺘﺮ از اﻧﺪازه ﻣﻌﻤﻮل ﻣﺎﺷﻴﻦ ﺷﺪه
در ﺻـﻮرت ﻧﻴـﺎز، ﺑﻌﺪ از روﻛﺶ ﻛﺮدن.روﻛﺶ روﻳﻬﻢ اﻋﻤﺎل ﺷﻮد
.ﭘﺲ ﮔﺮﻣﻲ اﻧﺠﺎم و ﺳﭙﺲ ﺳﻄﻮح ﺑﻪ اﺑﻌﺎد ﻧﻬـﺎﻳﻲ ﻣﺎﺷـﻴﻦ ﺷـﻮﻧﺪ
روﻛﺶ ﺑﺎﻳﺪ داراي ﺿﺨﺎﻣﺖ ﻛﺎﻓﻲ ﺑﻮده ﺗـﺎ ﻣـﺎﻧﻌﻲ ﻣـﻮﺛﺮ در ﺑﺮاﺑـﺮ
اﻣﺎ ﻫﻤﺰﻣﺎن ﺑﻪ اﻧﺪازه ﻛﺎﻓﻲ ﻧﺎزك ﺑـﻮده ﺗـﺎ،ﺳﺎﻳﺶ را ﻓﺮاﻫﻢ ﻧﻤﺎﻳﺪ
ﺑﻪ ﻋـﻼوه. روي ﺷﻴﺮ ﻫﺎي آﻟﻴﺎژي ﻳﻜﭙﺎرﭼﻪ ﻣﻘﺮون ﺑﻪ ﺻﺮﻓﻪ ﺑﺎﺷﺪ
زﻣﺎﻧﻴﻜﻪ در ﻣﻮرد ﺿﺨﺎﻣﺖ روﻛﺶ روﻳﻬﻢ ﺗﺼﻤﻴﻢ ﮔﺮﻓﺘﻪ ﻣـﻲﺷـﻮد
ﺑﺎﻳﺪ ﺑﻪ اﻣﻜﺎن ﺿﻌﻴﻒ ﺷﺪن ﻓﻮﻻد ﻛﺮﺑﻨﻲ در ﺳﻄﺢ ﻣـﻮاد روﻛـﺶ
.روﻳﻬﻢ ﻧﻴﺰ ﺗﻮﺟﻪ ﺷﻮد
applying overlay on the wetted parts of ball
valves is a viable alternative at higher pressure
classes and usually sizes larger than 100 mm (4
in). Overlay of 316 stainless steel, duplex
stainless steel, inconel 825, etc., have been
successfully applied. The valve bodies to be
overlaid are first machined over size then
overlay material is applied. After overlaying,
heat treatment as required is carried out and then
surfaces are machined to their finished
dimension. The overlay shall be thick enough to
provide as effective erosion barrier, but at the
same time thin enough to be economical over
solid alloy valves. Additionally, while deciding
on thickness overlay the possibility of dilusion
of carbon steel into the surface of overlay
material shall also be considered.
ﺳﺎﻳﺮ ﺷﻴﺮﻓﻠﻜﻪ ﻫﺎ6-ب
B.6 Other Valves
،ﺗﺎﻛﻨﻮن در ﺳﺎﺧﺖ ﺑﻴﺸﺘﺮ ﺷﻴﺮﻓﻠﻜﻪ ﻫﺎي ﻣﻌﻤﻮﻟﻲ ﻣﺎﻧﻨﺪ ﻛـﺸﻮﻳﻲ
. روﻛﺶ ﻓﻠﺰي در ﻧﻈﺮ ﮔﺮﻓﺘـﻪ ﻧـﺸﺪه اﺳـﺖ،ﺳﻮﭘﺎﭘﻲ و ﻳﻚ ﻃﺮﻓﻪ
ﺑﻬﺮﺣﺎل ﺷﻴﺮ ﻓﻠﻜﻪﻫﺎي ﻣﺴﺪود ﻛﻨﻨﺪه ﻧﻮع ﻣﺨﺼﻮص ﻣﻨﺎﻃﻖ ﻧﻔﺖ
ﺧﻴﺰ و ﻛﺸﻮﻳﻲ از ﻃﺮﻳﻖ ﻣﺠﺮا ﺑﺎ ﺳﺎﺧﺖ روﻛﺶ ﻓﻠﺰي ﺗﻮﻟﻴﺪ ﺷـﺪه
.اﻧﺪ
آﻟﻴﺎژ ﻫﺎي )ﭘﺎﻳﻪ ﻧﻴﻜﻞ( ﻣﻘﺎوم در ﺑﺮاﺑﺮ ﺧﻮردﮔﻲCRA *
Most commonly used valves such as gate, globe
and checks have not yet been made in clad
construction. However, special oil field-type.
Choke valves and through conduit gate valves
have been manufactured in clad construction.
* CRA: Corrosion Resistant Alloys (Nickel
Base)
ﺟﻮﺷﻜﺎري7-ب
B.7 Welding
در ﻳﻜﺪﻳﮕﺮ ﻳﻜـﻲ از ﻣﻌـﻀﻼت اﻳﺠـﺎدCRA رﻗّﺖ ﻓﻮﻻد ﻛﺮﺑﻨﻲ و
ﺟﻮﺷـﻜﺎري.ﺗﺮك و ﻛـﺎﻫﺶ ﻣﻘﺎوﻣـﺖ در ﺑﺮاﺑـﺮ ﺧـﻮردﮔﻲ اﺳـﺖ
ﺳﺎﻣﺎﻧﻪ ﻫﺎي ﻟﻮﻟﻪ ﻛﺸﻲ روﻛـﺶ ﻓﻠـﺰي ﺑﺎﻳـﺪ از ﻧﻈـﺮ ﻓﻠـﺰ ﭘﺎﻳـﻪ و
. در اﻧﺘﺨﺎب اﻟﻜﺘﺮودﻫﺎ ﻣﻮرد ﻧﻈـﺮ ﻗـﺮار ﮔﻴـﺮدCRA اﻟﺰاﻣﺎت ﻣﻮاد
Dilution of carbon steel and CRA into each other
is a major problem resulting in crack formation
potential and lowered corrosion resistance.
Welding clad piping systems must be take into
consideration the base material and the CRA
material requirements in the selection of
144
Jan. 2010/ 1388 دي
electrodes. It is essential to provide a weld
deposit that will match the strength of base
material (in this case CRA) and be compatible
with welding onto CRA material. It is good
practice to specify a minimum of two passes for
overlay. The filler material for carbon steel outer
pipe can be steel weld. The weld procedure
specification, procedure qualification and welder
qualifications shall clearly specify the
requirements for chemistry of material, shield
gas composition, preheat, interpass parameters,
hardness testing requirements in overlay, heat
affected zone and base metal liquid penetrant
examination, ultrasonic examination, mechanical
properties, impact testing, micro and macro
structure examination, etc. The procedure shall
also address the question of coupons for testing.
IPS-E-TP-350(1)
ﻻزم اﺳﺖ ﺟﻮﺷﻲ ﻓﺮاﻫﻢ ﺷﻮد ﻛﻪ ﺑﺎ ﻣﻘﺎوﻣﺖ ﻣﻮاد ﭘﺎﻳﻪ ﻫﻤﺨﻮاﻧﻲ
CRA ( و ﺑـﺎ ﺟﻮﺷـﻜﺎري روي ﻣـﻮادCRA داﺷﺘﻪ )در ﺷﺮاﻳﻂ
از ﻟﺤﺎظ ﻋﻤﻠﻲ ﺑﺴﻴﺎر ﻣﻨﺎﺳﺐ ﺧﻮاﻫﺪ ﺑﻮد ﻛﻪ ﺣﺪاﻗﻞ.ﺳﺎزﮔﺎر ﺑﺎﺷﺪ
ﻣﻮاد ﭘﺮﻛﻨﻨﺪه ﺑـﺮاي.دو ﭘﺎس ﺟﻮﺷﻜﺎري ﺑﺮاي روﻛﺶ اﻋﻤﺎل ﺷﻮد
ﻣﺸﺨـﺼﺎت.ﺑﻴﺮون ﻟﻮﻟﻪ ﻓﻮﻻد ﻛﺮﺑﻨﻲ ﻣﻲ ﺗﻮاﻧﺪ ﺟﻮش ﻓﻮﻻد ﺑﺎﺷﺪ
دﺳﺘﻮراﻟﻌﻤﻞ ﻛﻴﻔﻴﺖ و ﺗﻮاﻧـﺎﻳﻲ ﺟﻮﺷـﻜﺎران،دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮش
ﭘـﻴﺶ، ﺗﺮﻛﻴﺐ ﮔﺎز ﻣﺤﺎﻓﻆ،ﺑﺎﻳﺪ ﺑﻄﻮر وﺿﻮح اﻟﺰاﻣﺎت ﺷﻴﻤﻲ ﻣﻮاد
اﻟﺰاﻣــﺎت آزﻣــﺎﻳﺶ ﺳــﺨﺘﻲ در، ﭘﺎراﻣﺘﺮﻫــﺎي ﭘــﺎس ﻣﻴــﺎﻧﻲ،ﮔــﺮم
ﻣﻨﺎﻃﻖ ﺗﺤﺖ ﺗﺎﺛﻴﺮ ﺣﺮارت و آزﻣﺎﻳﺶ ﻣـﺎﻳﻊ ﻧﺎﻓـﺬ در ﻓﻠـﺰ،روﻛﺶ
، آزﻣـﺎﻳﺶ ﺿـﺮﺑﻪ، ﺧـﻮاص ﻣﻜـﺎﻧﻴﻜﻲ، آزﻣﺎﻳﺶ ﻣﺎوراء ﺻـﻮت،ﭘﺎﻳﻪ
.آزﻣﺎﻳﺶ ﺳـﺎﺧﺘﺎر ﻣﻴﻜـﺮو و ﻣـﺎﻛﺮو ﻓﻠـﺰ و ﻏﻴـﺮه ﻣـﺸﺨﺺ ﺷـﻮد
دﺳﺘﻮراﻟﻌﻤﻞ ﺑﺎﻳﺪ ﻗﺎدر ﺑﻪ ﺟﻮاﺑﮕﻮﻳﻲ ﺑﻪ ﺳﺌﻮال ﻧﻤﻮﻧﻪ ﻫـﺎي ﺑـﺮاي
.آزﻣﺎﻳﺶ ﺑﺎﺷﺪ
TABLE B.1 - COMMONLY USED OUTER AND INNER LAYERS
ﻛﺎرﺑﺮد ﻣﻌﻤﻮﻟﻲ ﻻﻳﻪ ﻫﺎي ﺑﻴﺮوﻧﻲ و داﺧﻠﻲ1-ﺟﺪول ب
OUTER PIPE
INNER CRA LINER PIPE
ﺑﻴﺮون ﻟﻮﻟﻪ
آﻟﻴﺎژ داﺧﻠﻲ روﻛﺶ ﻟﻮﻟﻪ
Super austentic stainless steel 904
904 ﻓﻮﻻد زﻧﮓ ﻧﺰن ﺳﻮﭘﺮآﺳﺘﻨﻴﺘﻲ
ASTM A 106 Gr. B
API 5L Gr. B
API 5LX Gr. 42
API 5LX Gr. 60
ASTM A 516 Gr. 60/65
Duplex stainless steel 2205
Alloy 625
ﻓﻮﻻد زﻧﮓ ﻧﺰن دو ﺟﺰﺋﻲ
آﻟﻴﺎژ
Alloy 825
آﻟﻴﺎژ
Alloy B-2
آﻟﻴﺎژ
Alloy C-276
آﻟﻴﺎز
Monel 400
ﻣﻮﻧﻞ
145
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
روﻳﻬﻢ
Fig. B.1- OVERLAID ELBOW CROSS-SECTION
ﻣﻘﻄﻊ زاﻧﻮﻳﻲ روﻛﺶ ﺷﺪه1-ﺷﻜﻞ ب
روﻳﻬﻢ
Fig. B.2- OVERLAID FLANGE CROSS-SECTION
ﻣﻘﻄﻊ ﻓﻠﻨﺞ روﻳﻬﻢ ﻗﺮار ﮔﺮﻓﺘﻪ2-ﺷﻜﻞ ب
146
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
APPENDIX C
ﭘﻴﻮﺳﺖ ج
EFFECT OF LINING MATERIALS ON
WATER QUALITY
ﺗﺄﺛﻴﺮ ﻣﻮاد ﭘﻮﺷﺶ داﺧﻠﻲ ﺑﺮ ﻛﻴﻔﻴﺖ آب
When used under the conditions for which they
are designed, materials in contact with or likely
to come into contact with potable water shall not
constitute a toxic hazard, shall not support
microbial growth and shall not give rise to
unpleasant taste or odor, cloudiness or
discoloration of the water.
وﻗﺘﻲ ﻣﻮاد ﺗﺤﺖ ﺷﺮاﻳﻄﻲ ﺑﺮاي آﻧﭽﻪ ﻛﻪ ﻃﺮاﺣـﻲ ﺷـﺪهاﻧـﺪ ﺑﻜـﺎر
در ﺗﻤﺎس ﺑﺎ ﻳﺎ اﺣﺘﻤﺎﻻً در ﺗﻤﺎس ﺑﺎ آب آﺷﺎﻣﻴﺪﻧﻲ ﻗـﺮار،ﻣﻲروﻧﺪ
ﻋﺎﻣﻞ رﺷﺪ ﻣﻴﻜﺮوب، ﻧﺒﺎﻳﺪ داراي ﻣﻮاد ﺳﻤﻲ ﺧﻄﺮﻧﺎك،ﻣﻲ ﮔﻴﺮﻧﺪ
. ﻳﺎ ﺑﻲ رﻧﮓ ﺷﺪن آب ﺷﻮﻧﺪ، ﻛﺪر،و ﺑﺎﻋﺚ ﺑﺪﺑﻮ و ﻣﺰه ﺷﺪن
Concentrations of substances, chemicals and
biological agents leached from materials in contact
with potable water, and measurements of the
relevant organoleptic/physical parameters shall not
exceed the maximum values recommended by the
world health organization in its publication
"Guidelines for Drinking Water Quality" Vol. 1
"Recommendations" (WHO, Geneva 1984) or as
required by the EEC council directive of 15 July
1980 relating to the quality of water intended for
human consumption (official journal of the
European communities L 229 pp 11-29), whichever
in each case is the more stringent.
ﻏﻠﻈﺖ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ و ﻋﻮاﻣـﻞ ﺑﻴﻮﻟـﻮژﻳﻜﻲ ﻛـﻪ از ﻃﺮﻳـﻖ ﻣـﻮاد در
و اﻧﺪازهﮔﻴﺮي ﻣﻮاد در راﺑﻄﻪ،ﺗﻤﺎس ﺑﺎ آب آﺷﺎﻣﻴﺪﻧﻲ وارد ﻣﻲ ﺷﻮﻧﺪ
ﺑﺎ اورﮔﺎﻧﻮﻟﭙﺘﻴﻚ ﭘﺎراﻣﺘﺮﻫﺎي ﻓﻴﺰﻳﻜﻲ ﻧﺒﺎﻳﺪ از ﺣﺪاﻛﺜﺮ ﻣﻘـﺪار ﺗﻮﺻـﻴﻪ
Vol.1 ﺷـــﺪه در ﻧـــﺸﺮﻳﻪ "راﻫﻨﻤـــﺎﻳﻲ ﻛﻴﻔﻴـــﺖ آب آﺷـــﺎﻣﻴﺪﻧﻲ
ژﻧﻮ( و ﻳﺎ ﻃﺒـﻖ، 1984 "ﺗﻮﺻﻴﻪ ﻫﺎ" )ﺳﺎزﻣﺎن ﺑﻬﺪاﺷﺖ ﺟﻬﺎﻧﻲ ﺳﺎل
در راﺑﻄـﻪ ﺑـﺎ1980 ﺟـﻮﻻي15 ﻣـﻮرخEEC دﺳﺘﻮراﻟﻌﻤﻞ اﻧﺠﻤﻦ
ﻛﻴﻔﻴﺖ آب ﺑــﻪ ﻣﻨﻈﻮر اﺳﺘﻔﺎده اﻧﺴﺎن )ﻣﺠﻠﻪ رﺳﻤﻲ ﺳﺎزﻣﺎن ﻫـﺎي
ﻫﺮ ﻛﺪام در ﻫﺮ ﺣﺎﻟـﺖ ﻗـﺎﻃﻊ ﺗـﺮ، (L 299 PP 11-29 اروﭘﺎﻳــﻲ
.اﺳﺖ ﺑﻴﺸﺘﺮ ﺑﺎﺷﺪ
:ﻳﺎدآوري ﻫﺎ
Notes:
1) Requirements for the testing of nonmetallic materials in these respects are set out
in the UK water fittings Byelaws Scheme
Information and Guidance Note No. 5-01-02,
ISSN 0267-0313, obtainable from the water
research center, fittings testing station, 660
Ajax avenue, slough, Berkshire SL 1 4BG.
( اﻟﺰاﻣﺎت آزﻣﺎﻳﺶ ﻣﻮاد ﻏﻴﺮﻓﻠﺰي در راﺑﻄﻪ ﺑﺎ ﻣﻮﺿﻮع آب1
2)Requirements for the testing of metallic
materials in these respects are set out in DD 82.
( اﻟﺰاﻣــﺎت ﺑــﺮاي آزﻣــﺎﻳﺶ ﻣــﻮاد ﻓﻠــﺰي در اﻳــﻦ راﺑﻄــﻪ در2
3) Pending the determination of suitable
means of characterizing the toxicity of
leachates from materials in contact with
potable water, materials approved by the
Department of the Environment Committee
on Chemicals and Materials of Construction
for use in Public Water Supply and
Swimming Pools are considered free from
toxic hazard for the purposes of compliance
with this Appendix.
( در راﺑﻄﻪ ﺑﺎ ﺗﻌﻴﻴﻦ اﺑﺰار ﻣﻨﺎﺳﺐ ﺑﺮاي ﺗﻌﻴﻴﻦ ﻣﻮاد ﺳﻤﻲ از3
ﻣـﻮاد ﺗﺎﺋﻴـﺪ،ﻣﻮادي ﻛﻪ در ﺗﻤﺎس ﺑﺎ آب آﺷـﺎﻣﻴﺪﻧﻲ ﻫـﺴﺘﻨﺪ
ﺷﺪه ﺗﻮﺳﻂ ﺳﺎزﻣﺎن ﻣﺤـﻴﻂ زﻳـﺴﺖ روي ﻣـﻮاد ﺷـﻴﻤﻴﺎﻳﻲ و
ﺳﺎﺧﺘﻤﺎﻧﻲ ﻛﻪ در ﺟﺎﻳﮕـﺎه ﻫـﺎي ﺗـﺄﻣﻴﻦ آب ﻫـﺎي ﻋﻤـﻮﻣﻲ و
اﺳﺘﺨﺮﻫﺎي ﺷﻨﺎ ﻛﺎرﺑﺮد دارﻧﺪ ﺑﻪ ﻋﻨﻮان ﻋﺎري از ﻣـﻮاد ﺳـﻤﻲ
.ﺧﻄﺮﻧﺎك و ﻫﻤﺨﻮاﻧﻲ ﺑﺎ اﻫﺪاف اﻳﻦ ﭘﻴﻮﺳﺖ ﺗﻬﻴﻪ ﻧﻤﻮده اﺳﺖ
A list of approved chemicals and materials is
available from the Department of the
Environment Water Division, Romney
House, 43 Marsham Street, London SW1P
3PY.
ﻟﻴﺴﺖ ﻣﻮاد ﺷﻴﻤﻴﺎﻳﻲ و ﻣﻮاد در دﺳﺘﺮس ﺗﺄﻳﻴﺪ ﺷﺪه از ﻃﺮف
ﺳﺎزﻣﺎن ﻣﺤﻴﻂ زﻳﺴﺖ ﺑﺨﺶ آب ﺑﻪ ﻧﺎم
Byelaws Scheme Information ﻣﻨﺎﺳﺐ ﻛﺸﻮر اﻧﮕﻠﺴﺘﺎن
and Guidance Note No. 5-01-02, ISSN 0267-0313
ﻗﺎﺑﻞ درﻳﺎﻓﺖ از ﻣﺮﻛﺰ ﺗﺤﻘﻴﻘﺎت اﻳﺴﺘﮕﺎه آزﻣﺎﻳﺸﺎت آب ﻣﻨﺎﺳــﺐ
660 Ajax avenue, slough, Berkshire SL 1 ﺑﻪ آدرس
. درج ﮔﺮدﻳﺪه اﺳﺖ4BG
. درج ﮔﺮدﻳﺪه اﺳﺖDD82
Romney House, 43 Marsham Street, London
.ﻣﻮﺟﻮد ﻣﻲ ﺑﺎﺷﺪ
SW1P 3PY.
147
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
( ﻣﺤﺼﻮﻻت ﺳﺎﺧﺘﻪ ﺷﺪه ﺑﺮاي ﻧﺼﺐ و ﺑﻜﺎرﮔﻴﺮي در ﻛـﺸﻮر4
4) Products manufactured for installation and use
in the United Kingdom which are verified
and listed under the UK Water Fittings
Byelaws Scheme administration by the Water
Research Center, (address as in note 1) are
deemed to satisfy the requirements detailed
in this Appendix.
UK اﻧﮕﻠﻴﺲ ﻛﻪ ﺗﻮﺳﻂ دﻓﺘﺮ ﺑﺮﻧﺎﻣﻪ رﻳﺰي اﻧﮕﻠﺴﺘﺎن ﺑـﻪ ﻧـﺎم
وWater Fittings Byelaws Scheme administration
( ﺗﻬﻴـﻪ و ﺗﺎﺋﻴـﺪ1 ﺗﻮﺳﻂ ﻣﺮﻛﺰ ﺗﺤﻘﻴﻘﺎت آب )ﻃﺒﻖ ﻳـﺎدآوري
ﻻزم اﺳﺖ اﻟﺰاﻣﺎت ﺧﻼﺻﻪ ﺷﺪه اﻳﻦ ﭘﻴﻮﺳﺖ را ﺗﺄﻣﻴﻦ،ﮔﺮدﻳﺪه
.ﻧﻤﺎﻳﺪ
148
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6 - CHEMICAL RESISTANCE OF LININGS FOR SERVICE
IN VARIOUS CHEMICAL ENVIRONMENTS-1/8
( 8 از1 ) ﻣﻘﺎوﻣﺖ ﭘﻮﺷﺶ ﻫﺎي داﺧﻠﻲ ﺑﺮاي ﻛﺎرﺑﺮي در ﻣﺤﻴﻂ ﻫﺎي ﻣﺨﺘﻠﻒ ﺷﻴﻤﻴﺎﺋﻲ-6 ﺟﺪول
PETROLEUM FRACTIONS
ﻣﺸﺘﻘﺎت ﻧﻔﺖ
MISCELLANEOUS
ﻣﺘﻔﺮﻗﻪ
JET FULE
ﺳﻮﺧﺖ ﻫﻮاﭘﻴﻤﺎ
KEROSENE
ﻧﻔﺖ ﺳﻔﻴﺪ
LUBRICATING OIL
روﻏﻦ رواﻧﻜﺎري
MINERAL OIL
روﻏﻦ ﻣﻌﺪﻧﻲ
NAPHTA
ﻧﻔﺘﺎ
MILK
ﺷﻴﺮ
SOAP
ﺻﺎﺑﻮن
--
--
--
--
--
--
--
--
--
--
--
R
--
--
R
--
ﭘﻠﻲ ﭘﺮوﭘﻴﻠﻦ
L
--
L
L
--
--
L
--
L
L
R
L
L
L
--
R
L
L
POLYVINYL CHLORIDE
PVC
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ
--
L
--
--
--
--
L
L
L
L
--
L
L
--
L
L
L
L
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
ﭘﻠﻲ ﺗﺘﺮاﻓﻠﻮرواﺗﻴﻠﻦ
L
L
L
L
L
L
L
L
L
L
L
L
L
--
--
--
--
R
ﭘﻠﻲ وﻳﻨﻴﻠﺪﻳﻦ ﻓﻠﻮرﻳﺪ
--
R
R
R
R
L
R
R
R
R
R
R
--
--
--
R
--
L
ﭘﺮﻓﻠﻮرو اﻟﻜﻮ ﻛﺴﻲ
--
--
--
--
--
--
--
--
R
R
--
--
--
--
--
--
--
ETHYLENE CHLORO TRIFLUORO ETHYLANE ECTFE
اﺗﻴﻠﻦ ﻛﻠﺮوﺗﺮي ﻓﻠﻮرواﺗﻴﻠﻦ
POLYVINYLIDENE FLORIDE
PERFLUORO ALKOXY
PARAFFIN
ﭘﺎراﻓﻴﻦ
ﻃﺒﻘﻪ ﺑﻨﺪي ﺷﻴﻤﻴﺎﺋﻲ
1. THERMOPLASTIC MATERIAL
POLY TETRAFLURO ETHYLENE
SULFUR
ﮔﻮﮔﺮد
GASOLINE
ﺑﻨﺰﻳﻦ
--
PP
INSECTICIDE
ﺣﺸﺮه ﻛﺶ
FUEL OIL
ﻧﻔﺖ ﻛﻮره
L
POLYPROPYLANE
DETERGENT
ﺷﻮﻳﻨﺪه
DIESEL FUEL
ﺳﻮﺧﺖ دﻳﺰل
ﻣﻮاد ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ-1
ﭘﻠﻲ اﺗﻴﻠﻦ
NATURAL GAS
ﮔﺎز ﻃﺒﻴﻌﻲ
CRUDE
ﻧﻔﺖ ﺧﺎم
PE
NAPHTHALIENE
ﻧﻔﺘﺎﻟﻴﻦ
BITUMEN(ASPHALT)
(ﻗﻴﺮ )آﺳﻔﺎﻟﺖ
POLYETHYLANE
CHEMICAL CLASSIFICATION
PTFE
PVDF
PFA
FLUORINATED ETHYLENE PROPYLENE
اﺗﻴﻠﻦ ﭘﺮوﭘﻴﻠﻦ ﻛﻮﭘﻮﻟﻴﻤﺮﻓﻠﻮره
COPOLYMER FEP
L
L
L
L
L
L
L
L
L
L
L
L
L
--
--
--
--
POLYAMIDES
--
--
L
L
L
--
--
--
L
--
L
--
L
L
L
L
R
PA
2. THERMOSETTING MATERIAL
ﭘﻠﻲ آﻣﻴﺪﻫﺎ
-R
L
ﻣﻮاد ﺗﺮﻣﻮﺳﺖ-2
ﻓﻨﻞ ﻓﻮرﻣﺎﻟﺪ ﻫﻴﺪ
--
--
--
L
L
--
--
--
L
--
L
--
L
--
--
--
--
اﭘﻮﻛﺴﻲ ﻓﻨﻠﻴﻚ
--
--
--
--
--
--
--
--
R
--
--
--
--
--
--
--
--
POLYESTER
ﭘﻠﻲ اﺳﺘﺮ
--
L
L
L
R
--
--
--
R
L
L
--
--
EPOXY
اﭘﻮﻛﺴﻲ
--
L
L
--
L
L
L
--
R
L
L
L
--
ﭘﻠﻲ اورﺗﺎن
--
--
--
--
ﭘﻠﻲ ﻛﻠﺮوﭘﺮﻳﻦ
--
L
L
L
PHENOL FORMALDEHYDE
PF
EPOXY PHENOLIC
POLY URETHANE
POLYCHLOROPRENE
PU
L
R
--
--
--
--
--
--
--
--
L
L
L
--
--
--
L
149
R
R
L
L
--
L
L
L
R
L
--
R
--
--
--
L
R
L
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
(8 از1) ( )اداﻣﻪ-6 ﺟﺪول
--
--
--
--
--
--
--
R
--
L
--
L
--
--
--
--
--
--
--
--
--
--
--
--
ﻻﺳﺘﻴﻚ ﺑﻮﺗﻴﻞ
--
--
--
--
--
--
--
--
--
--
--
--
NITRIL& CARBOXYLATED NITRIL
NBR ﻧﻴﺘﺮﻳﻞ و ﻛﺮﺑﻮﻛﺴﻴﻠﻴﺖ ﻧﻴﺘﺮﻳﻞ
L
L
--
--
--
R
R
R
L
L
L
CHLORINATED RUBBER
CSM
--
--
L
L
--
--
--
R
--
--
--
--
L
--
--
--
--
L
L
--
--
--
L
--
L
L
--
--
L
L
--
--
L
--
--
L
--
L
L
R
ﭼﻴﻨﻲ- ﺷﻴﺸﻪ
--
R
--
R
--
--
--
--
(ﺳﺮاﻣﻴﻚ) ﺳﻔﺎﻟﻴﻨﻪ ﺑﺴﻴﺎر ﺳﺨﺖ
--
--
--
--
--
--
--
BRICK AND TILE
آﺟﺮ و ﻛﺎﺷﻲ
--
--
--
--
--
--
CEMENT MORTAR
ﻣﻼت ﺳﻴﻤﺎن
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
FURANE
ﻓﻮران
3. RUBBERS
L
--
--
--
--
--
--
L
L
L
--
L
L
L
L
--
--
R
R
--
--
--
--
R
R
L
--
--
--
--
R
L
L
--
L
--
L
L
R
L
--
--
--
--
--
--
--
R
--
--
--
--
--
--
--
R
R
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
R
--
--
--
R
--
--
--
--
--
--
--
--
--
--
--
--
--
L
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
ﻻﺳﺘﻴﻚ ﻫﺎ-3
NATURAL OR SYNTHETIC POLYISOPRENE
IR&NR
ﭘﻠﻲ اﻳﺰوﭘﺮﻳﻦ ﻃﺒﻴﻌﻲ ﻳﺎ ﻣﺼﻨﻮﻋﻲ
BUTYL RUBBER
L
ﻛﺎﺋﻮﭼﻮ
(CHLORO SULFORATED POLYETHYLANE)
()ﻛﻠﺮوﺳﻮﻟﻔﻮرﻳﺖ ﭘﻠﻲ اﺗﻴﻠﻦ
HARD & ELBONITE
ﻻﺳﺘﻴﻚ ﺳﺨﺖ و اﺑﻮﻧﻴﺖ
FLUORINATED RUBBER FRM
(FLORO RUBBER OF POLY-
METHYLANE TYPE)
(ﻻﺳﺘﻴﻚ ﻓﻠﻮره )ﻻﺳﺘﻴﻚ ﻓﻠﻮرو از ﻧﻮع ﭘﻠﻲ ﻣﺘﻴﻠﻦ
CHLORO PRENE
ﻛﻠﺮوﭘﺮﻳﻦ
4. MINERAL&BITUMEN MATERIAL
GLASS-PORCELAIN
CERAMIC (STONEWARE)
ﻣﻮاد ﻣﻌﺪﻧﻲ و ﻗﻴﺮي-4
CEMENT/RESIN FURAN,PHENOLIC,EPOXY,POLYESTER, SULFUR,
ASPHALT
آﺳﻔﺎﻟﺖ، ﮔﻮﮔﺮد، ﭘﻮﻟﻲ اﺳﺘﺮ، اﭘﻮﻛﺴﻲ، ﻓﻨﻠﻲ، رزﻳﻦ ﻓﻮران،ﺳﻴﻤﺎن
COALTAR
ﻗﻄﺮان ذﻏﺎل ﺳﻨﮓ
BITUMEN
R: Resistance
ﻗﻴﺮ
L: Limit Resistance
(--) One of following cases:
(Only resist at specific temperature and/or concentration limits of
chemicals for other cases not recommentded).
(a) No resistance
(b) conditional
(c) No data avialable
L
R
R
ﻣﻘﺎوﻣﺖ ﻣﺤﺪود )ﻓﻘﻂ در ﻣﺤﺪوده ﻫﺎي ﻣﻌﻴﻦ دﻣﺎ وﻳﺎ ﻏﻠﻈﺖ ﻣﻮاد ﺷﻴﻤﻴﺎﺋﻲ ﻣﻘﺎوﻣﺖ ﻣﻲ ﻧﻤﺎﻳﺪ ﺑﺮاي دﻳﮕﺮ ﺣﺎﻻت:L
ﻣﻘﺎوﻣﺖ:R
.(ﭘﻴﺸﻨﻬﺎد ﻧﮕﺮدﻳﺪه اﺳﺖ
.)ج( داده ﻫﺎي ﻓﻨﻲ ﻣﻮﺟﻮد ﻧﻴﺴﺖ
150
)ب( ﻣﺸﺮ وط
(ﻳﻜﻲ از ﺣﺎﻟﺘﻬﺎي زﻳﺮ )اﻟﻒ( ﺑﺪون ﻣﻘﺎوﻣﺖ--)
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6- 2/8
(8 از2)-6 ﺟﺪول
ALCOHOLS-HYDROCARBONS
ETHERS
اﺗﺮﻫﺎ
ﻫﻴﺪروﻛﺮﺑﻦ ﻫﺎ- اﻟﻜﻞ ﻫﺎ
ALDEHYDE/KETONES
ﻛﺘﻮن ﻫﺎ/آﻟﺪﻫﻴﺪ
FURFURYL
ﻓﻮرﻓﻮرﻳﻞ
GLYCEROL
ﮔﻠﻴﺴﺮول
ISOPROPYL
اﻳﺰوﭘﺮوﭘﻴﻞ
LAURYL
ﻻرﻳﻞ
METHYL
ﻣﺘﻴﻞ
PROPYL
ﭘﺮوﭘﻴﻞ
ACETALDEHYDE
اﺳﺘﺎﻟﺪﻫﻴﺪ
ACETONE
اﺳﺘﻦ
BENZALDEHYDE
ﺑﻨﺰاﻟﺪﻫﻴﺪ
FORMALDEHYDE
ﻓﻮرﻣﺎﻟﺪ ﻫﻴﺪ
FURFURAL
ﻓﻮرﻓﻮرال
METHYL ETHYL
KETONE
ﻣﺘﻴﻞ اﺗﻴﻞ ﻛﺘﻮن
METHYL ISOBUTYL
KETONE
ﻣﺘﻴﻞ اﻳﺰوﺑﻮﺗﻴﻞ ﻛﺘﻮن
--
R
L
--
L
R
--
L
R
L
L
--
--
--
L
--
--
--
POLYPROPYLANE
PP
ﭘﻠﻲ ﭘﺮوﭘﻴﻠﻦ
L
L
L
--
L
L
--
L
L
--
L
L
L
--
--
--
L
--
POLYVINYL CHLORIDE
PVC
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ
--
L
L
--
L
--
--
L
L
L
--
--
--
--
L
--
--
L
--
L
L
--
L
--
--
L
--
--
--
L
--
R
L
--
--
L
ﭘﻠﻲ ﺗﺘﺮاﻓﻠﻮرواﺗﻴﻠﻦ
L
--
L
L
L
L
L
L
L
L
L
L
L
L
--
--
L
L
ﭘﻠﻲ وﻳﻨﻴﻠﺪن ﻓﻠﻮرﻳﺪ
L
L
L
--
L
--
--
L
L
--
--
--
L
L
--
--
--
L
ﭘﺮﻓﻠﻮرو اﻟﻜﻮ ﻛﺴﻲ
--
--
--
--
--
--
--
--
--
--
--
--
L
R
--
--
L
--
FLUORINATED ETHYLENE PROPYLENE COPOLYMER
FEP
اﺗﻴﻠﻦ ﭘﺮوﭘﻴﻠﻦ ﻛﻮﭘﻮﻟﻴﻤﺮ ﻓﻠﻮره
L
--
L
L
L
L
L
L
L
L
L
L
L
L
--
--
L
L
POLYAMIDES
--
--
--
--
L
L
--
--
--
--
--
--
--
L
--
--
L
--
ﻃﺒﻘﻪ ﺑﻨﺪي ﺷﻴﻤﻴﺎﺋﻲ
1. THERMOPLASTIC MATERIAL
ﻣﻮاد ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ-1
ETHYLENE CHLORO TRIFLUORO ETHYLENE ECTFE
اﺗﻴﻠﻦ ﻛﻠﺮوﺗﺮي ﻓﻠﻮرواﺗﻴﻠﻦ
POLY TETRAFLURO ETHYLENE
POLYVINYLIDENE FLORIDE
PERFLUORO ALKOXY
ﺳﻴﻜﻠﻮﻫﮕﺰاﻧﻮن
ETHYLENE GLYCOL
اﺗﻴﻠﻦ ﮔﻠﻴﻜﻮل
ﭘﻠﻲ اﺗﻴﻠﻦ
CYCLOHEXANONES
ETHYL
اﺗﻴﻞ
PE
ETHERS
اﺗﺮ ﻫﺎ
CYCLOHEXANOL
ﺳﻴﻜﻠﻮﻫﮕﺰاﻧﻮل
POLYETHYLENE
CHEMICAL CLASSIFICATION
PTFE
PVDF
PFA
PA
ﭘﻠﻲ آﻣﻴﺪﻫﺎ
2. THERMOSETTING MATERIAL
ﻣﻮاد ﺗﺮﻣﻮﺳﺖ
PHENOL FORMALDEHYDE
ﻓﻨﻞ ﻓﻮرﻣﺎﻟﺪ ﻫﻴﺪ
--
L
L
--
L
L
--
L
--
--
--
L
--
--
L
--
L
L
اﭘﻮﻛﺴﻲ ﻓﻨﻠﻴﻚ
--
R
--
--
--
--
--
--
R
R
L
L
L
--
L
--
L
L
ﭘﻠﻲ اﺳﺘﺮ
--
R
R
L
R
L
L
L
-
L
--
L
--
--
R
--
R
L
اﭘﻮﻛﺴﻲ
--
L
L
--
L
L
--
L
-
L
L
L
--
--
--
--
L
L
ﭘﻠﻲ اورﺗﺎن
--
L
R
--
R
--
--
L
--
R
--
L
--
L
--
--
L
L
PF
EPOXY PHENOLIC
POLYESTER
EPOXY
POLY URETHANE
PU
151
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6- 2/8 (continued)
(8 از2) ( )اداﻣﻪ-6 ﺟﺪول
ﭘﻠﻲ ﻛﻠﺮوﭘﺮﻳﻦ
--
L
L
L
R
R
--
L
L
--
--
L
L
--
L
L
--
--
ﻓﻮران
--
L
L
L
L
--
--
L
--
--
--
L
L
L
L
--
L
L
--
R
L
L
R
L
--
L
--
--
--
--
--
--
--
--
--
--
L
L
R
L
R
L
--
L
L
--
--
L
L
L
R
L
L
--
L
R
R
--
R
--
--
R
--
--
--
--
--
--
R
--
--
--
--
R
R
--
--
R
--
R
--
--
--
--
--
--
--
L
-
--
L
R
R
--
R
--
--
R
--
--
L
L
R
R
R
--
L
R
L
--
L
L
--
--
L
--
--
L
L
L
--
--
--
--
L
R
R
--
R
--
--
R
--
--
--
--
L
--
R
L
R
--
ﭼﻴﻨﻲ- ﺷﻴﺸﻪ
--
--
R
--
R
--
--
R
--
--
--
L
--
L
--
L
--
--
ﺳﺮاﻣﻴﻚ – ﺳﻔﺎﻟﻴﻨﻪ ﺑﺴﻴﺎر ﺳﺨﺖ
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
BRICK AND TILE
ﻛﺎﺷﻲ- آﺟﺮ
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
CEMENT MORTAR
ﻣﻼت ﺳﻴﻤﺎن
--
R
--
--
--
--
--
R
--
--
--
L
R
L
R
--
--
--
--
R
R
--
R
--
--
R
L
--
--
--
L
--
R
--
--
--
ﻗﻄﺮان ذﻏﺎل ﺳﻨﮓ
--
L
--
--
--
L
L
L
L
--
--
--
--
--
--
--
--
--
ﻗﻴﺮ
--
L
L
--
L
--
--
L
--
--
--
--
--
--
--
--
--
--
POLYCHLOROPRENE
FURANE
3. RUBBERS
ﻻﺳﺘﻴﻚ ﻫﺎ-3
NATURAL OR SYNTHETIC POLYISOPRENE
IR&NR
ﭘﻠﻲ اﻳﺰوﭘﺮﻳﻦ ﻃﺒﻴﻌﻲ ﻳﺎ ﻣﺼﻨﻮﻋﻲ
BUTYL RUBBER
ﻻﺳﺘﻴﻚ ﺑﻮﺗﻴﻞ
NITRIL& CARBOXYLATED NITRIL NBR
ﻧﻴﺘﺮﻳﻞ و ﻛﺮﺑﻮاﻛﺴﻴﻠﺖ ﻧﻴﺘﺮﻳﻞ
CHLORINATED RUBBER
CSM
ﻛﺎﺋﻮﭼﻮ
(CHLORO SULFORATED POLYETHYLENE)
()ﻛﻠﺮوﺳﻮﻟﻔﻮرﻳﺖ ﭘﻠﻲ اﺗﻴﻠﻦ
HARD & ELBONITE
ﻻﺳﺘﻴﻚ ﺳﺨﺖ و اﺑﻮﻧﻴﺖ
FLUORINATED RUBBER
FRM
(FLORO RUBBER OF POLYMETHYLENE TYPE)
(ﻻﺳﺘﻴﻚ ﻓﻠﻮره )ﻻﺳﺘﻴﻚ ﻓﻠﻮرو از ﻧﻮع ﭘﻠﻲ ﻣﺘﻴﻠﻦ
CHLORO PRENE
ﻛﻠﺮوﭘﺮﻳﻦ
4. MINERAL&BITUMEN MATERIAL
GLASS.PORCCELAIN
CERAMIC (STONEWARE)
ﻣﻮاد ﻣﻌﺪﻧﻲ و ﻗﻴﺮي
CEMENT/RESIN FURAN,PHENOLIC,EPOXY,POLYESTER,
SULFUR, ASPHALT
آﺳﻔﺎﻟﺖ، ﮔﻮﮔﺮد، ﭘﻠﻲ اﺳﺘﺮ، اﭘﻮﻛﺴﻲ، ﻓﻨﻠﻲ،ﺳﻴﻤﺎن –رزﻳﻦ ﻓﻮران
COALTAR
BITUMEN
152
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6- 3/8
(8 از3) -6 ﺟﺪول
ESTERS-HYDROCARBONS
AMINE
آﻣﻴﻦ
ﻫﻴﺪروﻛﺮﺑﻦ ﻫﺎ- اﺳﺘﺮﻫﺎ
HALOGENATED/HYDROCARBON
ﻫﻴﺪروﻛﺮﺑﻦ/ ﻫﺎﻟﻮژﻧﻪ ﺷﺪه
AMYL ACETATE
آﻣﻴﻞ اﺳﺘﺎت
BUTYL ACETATE
ﺑﻮﺗﻴﻞ اﺳﺘﺎت
DIOCTYL PHTHALATE
دي اﻛﺘﻴﻞ ﻓﺘﺎﻻت
ETHYL ACETATE
اﺗﻴﻞ اﺳﺘﺎت
METHYL SALICYLATE
ﻣﺘﻴﻞ ﺳﺎﻟﻴﺴﻴﻼت
SODIUM BENZOATE
ﺳﺪﻳﻢ ﺑﻨﺰوات
VINYL ACETATE
وﻳﻨﻴﻞ اﺳﺘﺎت
ANILINE
آﻧﻴﻠﻴﻦ
DIMETHYL AMINE
دي ﻣﺘﻴﻞ آﻣﻴﻦ
TRIETHYL AMINE
ﺗﺮي اﺗﻴﻞ آﻣﻴﻦ
UREA
اوره
ALLYL CHLORIDE
آﻟﻴﻞ ﻛﻠﺮﻳﺪ
AMYL CHLORIDE
آﻣﻴﻞ ﻛﻠﺮﻳﺪ
CARBON TETRA
CHLORIDE
ﻛﺮﺑﻦ ﺗﺘﺮا ﻛﻠﺮﻳﺪ
CHLORO BENZENE
ﻛﻠﺮو ﺑﻨﺰن
ETHYLENE BROMIDE
اﺗﻴﻠﻦ ﺑﺮوﻣﻴﺪ
ETHYLENE CHLORIDE
اﺗﻴﻠﻦ ﻛﻠﺮﻳﺪ
ETHYLENE CHLORO
HYDRIDE
اﺗﻴﻠﻦ ﻛﻠﺮو ﻫﻴﺪرﻳﺪ
METHYLENE CHLORIDE
ﻣﺘﻴﻠﻦ ﻛﻠﺮﻳﺪ
PER CHLORO ETHYLENE
ﭘﺮﻛﻠﺮو اﺗﻴﻠﻦ
TRICHLORO ETYLENE
ﺗﺮي ﻛﻠﺮو اﺗﻴﻠﻦ
POLYETHYLENE
PE
ﭘﻠﻲ اﺗﻴﻠﻦ
--
--
--
--
--
L
--
L
--
--
R
--
--
--
--
--
--
--
--
--
--
POLYPROPYLANE
PP
ﭘﻠﻲ ﭘﺮوﭘﻴﻠﻦ
--
--
--
--
--
L
--
L
--
--
L
--
--
--
--
--
--
L
--
L
--
POLYVINYL CHLORIDE
PVC
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ
--
--
--
--
L
L
--
--
--
L
L
--
--
--
--
--
--
--
--
--
--
--
R
--
R
--
--
--
L
L
--
--
--
--
L
--
--
--
--
L
--
--
ﭘﻠﻲ ﺗﺘﺮاﻓﻠﻮرواﺗﻴﻠﻦ
L
L
L
L
--
--
L
L
--
L
L
L
L
L
--
L
L
--
L
L
L
ﭘﻠﻲ وﻳﻨﻴﻠﺪان ﻓﻠﻮرﻳﺪ
L
L
--
L
--
L
R
L
--
L
L
L
R
L
L
R
R
--
L
L
L
ﭘﺮﻓﻠﻮرو اﻟﻜﻮ ﻛﺴﻲ
--
L
--
--
--
--
--
R
--
--
--
--
--
L
--
--
--
--
L
R
--
FLUORINATED ETHYLENE PROPYLENE COPOLYMER
FEP
اﺗﻴﻠﻦ ﭘﺮوﭘﻴﻠﻦ ﻛﻮﭘﺮﻟﻴﻤﺮ ﻓﻠﻮره
L
L
L
L
--
--
L
L
--
L
L
L
L
L
--
L
L
--
L
L
L
POLYAMIDES
L
L
L
L
--
L
--
--
--
--
L
--
--
L
--
--
--
--
--
L
L
CHEMICAL CLASSIFICATION
ﻃﺒﻘﻪ ﺑﻨﺪي ﺷﻴﻤﻴﺎﺋﻲ
1. THERMOPLASTIC MATERIAL
ﻣﻮاد ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ-1
ETHYLENE CHLORO TRIFLUORO ETHYLENE ECTFE
اﺗﻴﻠﻦ ﻛﻠﺮوﺗﺮي ﻓﻠﻮرواﺗﻴﻠﻦ
POLY TETRAFLURO ETHYLENE
POLYVINYLIDENE FLORIDE
PERFLUORO ALKOXY
PTFE
PVDF
PFA
PA
ﭘﻠﻲ آﻣﻴﺪﻫﺎ
2. THERMOSETTING MATERIAL
ﻣﻮاد ﺗﺮﻣﻮﺳﺖ
PHENOL FORMALDEHYDE
ﻓﻨﻞ ﻓﻮرﻣﺎﻟﺪ ﻫﻴﺪ
--
L
L
L
--
--
R
L
L
L
--
L
--
L
L
--
L
--
--
L
L
اﭘﻮﻛﺴﻲ ﻓﻨﻠﻴﮏ
L
L
L
L
--
L
L
L
L
L
L
--
--
R
--
--
--
--
--
--
--
ﭘﻠﻲ اﺳﺘﺮ
L
L
L
R
--
L
--
--
--
--
L
--
--
R
--
--
--
R
--
R
R
اﭘﻮﻛﺴﻲ
L
L
--
L
--
--
L
L
--
--
L
L
--
--
L
--
L
--
L
L
L
ﭘﻠﻲ اورﺗﺎن
--
--
--
R
--
--
--
--
--
--
--
--
--
L
--
--
--
--
L
L
L
PF
EPOXY PHENOLIC
POLYESTER
EPOXY
POLY URETHANE
PU
153
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6- 3/8 (continued)
(8 از3) ( )اداﻣﻪ-6 ﺟﺪول
POLYCHLOROPRENE
ﭘﻠﻲ ﻛﻠﺮوﭘﺮﻳﻦ
--
--
--
--
L
--
L
--
L
--
L
--
--
--
--
--
--
--
--
--
--
ﻓﻮران
L
L
--
L
--
--
--
L
--
--
L
--
--
L
L
--
--
--
--
--
--
L
L
--
--
--
L
L
--
L
--
L
--
--
--
--
--
--
--
--
--
--
L
L
L
L
--
L
L
L
L
L
L
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
R
--
--
R
L
L
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
R
--
--
--
--
--
--
--
--
R
--
--
--
L
L
--
R
--
L
R
L
L
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
L
L
L
R
L
--
--
--
--
--
--
--
--
--
L
L
--
--
--
--
R
L
R
L
L
--
--
--
--
--
--
--
--
--
--
--
L
--
L
--
--
--
R
R
--
--
--
--
R
L
L
R
--
L
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
L
R
--
R
--
--
--
R
ﻛﺎﺷﻲ- آﺟﺮ
L
L
--
L
--
--
--
--
--
--
L
--
--
R
R
--
R
--
--
--
R
ﻣﻼت ﺳﻴﻤﺎن
L
L
--
R
--
--
--
--
L
--
--
--
--
L
--
--
R
--
L
--
R
--
--
--
L
--
--
--
--
--
--
--
--
--
L
--
--
L
--
--
--
L
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
FURANE
3. RUBBERS
ﻻﺳﺘﻴﻚ ﻫﺎ-3
NATURAL OR SYNTHETIC POLYISOPRENE
IR&NR
ﭘﻠﻲ اﻳﺰوﭘﺮﻳﻦ ﻃﺒﻴﻌﻲ ﻳﺎ ﻣﺼﻨﻮﻋﻲ
BUTYL RUBBER
ﻻﺳﺘﻴﻚ ﺑﻮﺗﻴﻞ
NITRIL& CARBOXYLATED NITRIL NBR
ﻧﻴﺘﺮﻳﻞ و ﻛﺮﺑﻮاﻛﺴﻴﻠﺖ ﻧﻴﺘﺮﻳﻞ
CHLORINATED RUBBER
CSM
ﻛﺎﺋﻮﭼﻮ
(CHLORO SULFORATED POLYETHYLENE)
()ﻛﻠﺮوﺳﻮﻟﻔﻮرﻳﺖ ﭘﻠﻲ اﺗﻴﻠﻦ
HARD & ELBONITE
ﻻﺳﺘﻴﻚ ﺳﺨﺖ و اﺑﻮﻧﻴﺖ
FLUORINATED RUBBER
FRM
(FLORO RUBBER OF POLYMETHYLENE TYPE)
(ﻻﺳﺘﻴﻚ ﻓﻠﻮره )ﻻﺳﺘﻴﻚ ﻓﻠﻮرو از ﻧﻮع ﭘﻠﻲ ﻣﺘﻴﻠﻦ
CHLORO PRENE
ﻛﻠﺮوﭘﺮﻳﻦ
4. MINERAL&BITUMEN MATERIAL
GLASS.PORCCELAIN
CERAMIC (STONEWARE)
BRICK AND TILE
CEMENT MORTAR
ﻣﻮاد ﻣﻌﺪﻧﻲ و ﻗﻴﺮي
ﭼﻴﻨﻲ- ﺷﻴﺸﻪ
ﺳﺮاﻣﻴﻚ – ﺳﻔﺎﻟﻴﻨﻪ ﺑﺴﻴﺎر ﺳﺨﺖ
CEMENT/RESIN FURAN,PHENOLIC,EPOXY,POLYESTER,
SULFUR, ASPHALT
آﺳﻔﺎﻟﺖ، ﮔﻮﮔﺮد، ﭘﻠﻲ اﺳﺘﺮ، اﭘﻮﻛﺴﻲ، ﻓﻨﻠﻲ،ﺳﻴﻤﺎن – رزﻳﻦ ﻓﻮران
COALTAR
BITUMEN
ﻗﻄﺮان ذﻏﺎل ﺳﻨﮓ
ﻗﻴﺮ
154
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6- 4/8
(8 از4) -6 ﺟﺪول
SALTS
ﻧﻤﻚ ﻫﺎ
ALIPHATIC HYDROCARBONS
اﻟﻴﻔﺘﻴﻚ ﻫﻴﺪروﻛﺮﺑﻦ ﻫﺎ
AROMATIC HYDROCARBONS
آروﻣﺎﺗﻴﻚ ﻫﻴﺪروﻛﺮﺑﻦ ﻫﺎ
ALCOHOLS
اﻟﻜﻞ ﻫﺎ
--
--
L
L
--
--
--
L
--
--
--
POLY TETRA FLURO ETHYLENE PTFE
ﭘﻠﻲ ﺗﺘﺮاﻓﻠﻮرواﺗﻴﻠﻦ
L
L
L
--
L
L
--
--
--
L
L
L
--
--
L
L
L
--
ﭘﻠﻲ وﻳﻨﻴﻠﺪآن ﻓﻠﻮرﻳﺪ
L
L
L
L
--
L
R
R
R
R
R
R
L
L
L
L
L
ﭘﺮﻓﻠﻮرو اﻟﻜﻮ ﻛﺴﻲ
--
--
--
--
--
--
--
--
--
--
--
--
--
--
R
--
L
L
L
--
L
L
--
--
--
L
L
L
--
--
L
L
--
L
L
--
--
--
--
--
L
L
--
L
L
--
ﺑﻮﺗﻴﻞ
--
BUTYL
--
ﺑﻨﺰﻳﻞ
--
BENZYL
--
آﻣﻴﻞ
--
آﻟﻴﻞ
--
ALLYL
--
زاﻳﻠﻴﻦ
--
XYLENE
ETHYLENE CHLORO TRIFLUORO ETHYLENE
ECTFE
اﺗﻴﻠﻦ ﻛﻠﺮوﺗﺮي ﻓﻠﻮرواﺗﻴﻠﻦ
ﺗﻮﻟﻮﺋﻦ
--
TOLUENE
--
--
ﻓﻨﻞ
--
--
PHENOL
--
--
ﻧﻴﺘﺮوﺑﻨﺰن
L
--
اﺗﻴﻞ ﺑﻨﺰن
L
--
AMYL
NITRO BENZENE
ETHYL BENZENE
--
--
ﺑﻨﺰن
--
L
BENZENE
--
--
ﭘﺮوﭘﺎن
L
L
PROPANE
L
L
ﻫﮕﺰان
--
L
HEXANE
L
--
ﻫﭙﺘﺎن
--
--
HEPTANE
--
L
ﺑﻮﺗﻴﻠﻦ
L
L
BUTYLENE
--
L
ﺑﻮﺗﺎن
L
L
BUTANE
R
--
ﺑﻮﺗﺎدﻳﻦ
L
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ
BUTADIENE
SULFUR
CHLORIDE
--
ﮔﻮﮔﺮد ﻛﻠﺮﻳﺪ
STANNIC
CHLORIDE
R
اﺳﺘﺎﻧﻴﻚ ﻛﻠﺮﻳﺪ
--
ﺳﺪﻳﻢ ﺗﻴﻮ ﺳﻮﻟﻔﺎت
--
ﺳﺪﻳﻢ ﺳﻮﻟﻔﻴﺪ
R
ﺳﺪﻳﻢ ﺳﻮﻟﻔﺎت
--
ﺳﺪﻳﻢ ﺳﻴﻠﻴﻜﺎت
SODUM
THIOSULFATE
SODUM SULFIDE
SODUM SULFATE
SODUM SILICATE
ﭘﻠﻲ اﺗﻴﻠﻦ
ﭘﻠﻲ ﭘﺮوﭘﻴﻠﻦ
CHEMICAL CLASSIFICATION ﻃﺒﻘﻪ ﺑﻨﺪي ﺷﻴﻤﻴﺎﺋﻲ
1. THERMOPLASTIC MATERIAL ﻣﻮاد ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ-1
POLYETHYLENE
PE
POLYPROPYLENE
PP
POLYVINYL CHLORIDE PVC
POLY VINYLIDENE FLORIDE
PERFLUORO ALKOXY
PVDF
PFA
FLUORINATED ETHYLENE PROPYLENE
COPOLYMER
FEP
POLYAMIDES
PA
اﺗﻴﻠﻦ ﭘﺮوﭘﻴﻠﻦ ﻛﻮﭘﻮﻟﻴﻤﺮﻓﻠﻮره
ﭘﻠﻲ آﻣﻴﺪﻫﺎ
--
--
--
--
R
R
--
--
--
L
--
L
--
--
R
L
L
L
--
L
--
--
L
L
L
L
L
L
--
--
L
L
L
R
--
--
--
L
--
L
L
--
L
L
L
L
--
--
--
--
L
--
--
2. THERMOSETTING MATERIAL
ﻣﻮاد ﺗﺮﻣﻮﺳﺖ-2
PHENOL FORMALDEHYDE
ﻓﻨﻞ ﻓﻮرﻣﺎﻟﺪ ﻫﻴﺪ
--
L
--
L
L
--
L
--
--
L
--
--
L
--
--
L
L
L
L
--
L
--
ﻓﻨﻠﻴﻚ- اﭘﻮﻛﺴﻲ
--
--
--
--
--
--
R
--
--
R
R
--
R
--
--
R
R
R
--
--
--
R
POLYESTER
ﭘﻠﻲ اﺳﺘﺮ
R
L
L
--
R
--
--
--
--
L
L
--
R
--
L
L
--
--
--
L
L
L
EPOXY
اﭘﻮﻛﺴﻲ
R
R
R
L
R
--
L
L
--
L
L
L
--
--
--
L
L
--
--
--
--
L
ﭘﻠﻲ اورﺗﺎن
--
--
R
--
--
--
L
--
--
L
L
--
R
L
R
R
R
--
--
--
--
--
ﭘﻠﻲ ﻛﻠﺮوﭘﺮﻳﻦ
R
L
--
L
R
--
L
L
L
L
L
L
L
--
--
--
--
--
--
L
--
L
ﻓﻮران
--
L
L
--
R
--
--
--
--
L
--
--
--
--
L
L
L
--
--
L
L
L
PF
EPOXY PHENOLIC
POLY URETHANE
POLYCHLOROPRENE
FURANE
PU
155
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6- 4/8 (continued)
(8 از4) -6 ﺟﺪول
3. RUBBERS
ﻻﺳﺘﻴﻚ ﻫﺎ-3
NATURAL OR SYNTHETIC POLYISOPRENE
IR&NR
ﭘﻠﻲ اﻳﺰوﭘﺮﻳﻦ ﻃﺒﻴﻌﻲ ﻳﺎ ﻣﺼﻨﻮﻋﻲ
L
R
L
L
R
--
--
--
--
--
BUTYL RUBBER
L
L
R
L
R
--
--
L
L
--
R
R
R
R
R
--
--
--
--
L
R
R
R
R
R
--
--
R
--
R
R
R
R
R
--
--
L
L
R
L
R
R
--
L
R
R
R
L
L
--
ﭼﻴﻨﻲ-ﺷﻴﺸﻪ
L
R
--
--
R
ﺳﺮاﻣﻴﻚ – ﺳﻔﺎﻟﻴﻨﻪ ﺑﺴﻴﺎر ﺳﺨﺖ
--
--
--
--
--
ﻻﺳﺘﻴﻚ ﺑﻮﺗﻴﻞ
NITRIL& CARBOXYATED NITRIL NBR
ﻧﻴﺘﺮﻳﻞ و ﻛﺮﺑﻨﺎت ﻧﻴﺘﺮﻳﻞ
CHLORINATED RUBBER CSM (CHLORO
SULFORATED POLYETHYLENE)
ﻛﺎﺋﻮﭼﻮ
--
--
--
--
--
--
--
--
L
-
--
R
L
--
--
R
--
--
--
--
L
--
R
L
--
L
--
R
--
--
--
--
L
--
R
--
R
R
--
--
--
--
--
--
--
R
--
R
--
L
L
--
--
--
R
--
--
--
--
L
--
R
L
L
L
L
L
--
--
--
R
--
--
--
L
--
R
--
--
--
L
L
--
--
--
R
--
--
--
--
L
--
R
R
--
--
--
--
--
--
R
L
R
R
L
--
--
L
--
L
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
()ﻛﻠﺮوﺳﻮﻟﻔﻮرﻳﺖ ﭘﻠﻲ اﺗﻴﻠﻦ
HARD & ELBONITE
ﻻﺳﺘﻴﻚ ﺳﺨﺖ و اﺑﻮﻧﻴﺖ
FLUORINATED RUBBER
FRM (FLORO
RUBBER OF POLYMETHYLEANE TYPE)
(ﻻﺳﺘﻴﻚ ﻓﻠﻮره )ﻻﺳﺘﻴﻚ ﻓﻠﻮرو از ﻧﻮع ﭘﻠﻲ ﻣﺘﻴﻠﻦ
CHLORO PRENE
ﻛﻠﺮوﭘﺮﻳﻦ
4. MINERAL&BITUMEN MATERIAL
GLASS,PORCELAIN
CERAMIC (STONEWARE)
BRICK AND TILE
CEMENT MORTAR
ﻣﻮاد ﻣﻌﺪﻧﻲ و ﻗﻴﺮي
ﻛﺎﺷﻲ- آﺟﺮ
ﻣﻼت ﺳﻴﻤﺎن
CEMENT/RESIN FURAN,PHENOLIC,EPOXY,
POLYESTER, SULFUR, ASPHALT
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
R
R
--
--
R
--
--
--
--
--
--
--
R
--
L
R
--
--
--
--
--
--
--
R
L
R
R
--
--
--
--
--
--
--
L
--
--
L
--
--
--
--
--
--
R
R
R
R
--
--
L
--
L
L
L
--
--
--
--
--
--
--
L
L
--
L
--
L
--
L
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
L
آﺳﻔﺎﻟﺖ، ﮔﻮﮔﺮد، ﭘﻠﻲ اﺳﺘﺮ، اﭘﻮﻛﺴﻲ، ﻓﻨﻠﻲ،ﺳﻴﻤﺎن – رزﻳﻦ ﻓﻮران
COALTAR
BITUMEN
ﻗﻄﺮان ذﻏﺎل ﺳﻨﮓ
ﻗﻴﺮ
156
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6- 5/8
(8 از5 ) -6 ﺟﺪول
SALTS
ﻧﻤﻚ ﻫﺎ
--
--
ﺳﺪﻳﻢ ﻧﻴﺘﺮﻳﺖ
--
SODIUM NITRITE
L
ﺳﺪﻳﻢ ﻧﻴﺘﺮات
--
SODIUM NITRATE
--
ﺳﺪﻳﻢ ﻛﻠﺮﻳﺪ
--
SODIUM CHLORIDE
--
ﺳﺪﻳﻢ ﻛﺮﺑﻨﺎت
--
SODIUM CARBONATE
L
ﻧﻘﺮه ﺳﻴﺎﻧﻴﺪ
L
SILVER CYANIDE
--
ﭘﺘﺎﺳﻴﻢ ﺳﻮﻟﻔﺎت
L
POTASSIUM SULFATE
L
ﭘﺘﺎﺳﻴﻢ ﭘﺮﻣﻨﮕﻨﺎت
L
ﭘﺘﺎﺳﻴﻢ ﻧﻴﺘﺮات
--
POTASSIUM PERMANGATE
POTASSIUM NITRATE
--
ﭘﺘﺎﺳﻴﻢ ﻛﺮوﻣﺎت
POTASSIUM
CHROMATE
R
ﻓﺴﻔﺮوس ﻛﻠﺮﻳﺪ
L
ﻧﻴﻜﻞ ﺳﻮﻟﻔﺎت
R
L
ﻧﻴﻜﻞ ﻛﻠﺮﻳﺪ
L
ﻧﻴﻜﻞ اﺳﺘﺎت
--
ﺟﻴﻮه ﻧﻴﺘﺮات
--
ﺟﻴﻮه ﺳﻴﺎﻧﻴﺪ
PHOSPHORUS
CHLORIDE
NICKEL SULFATE
NICKEL CHLORIDE
NICKEL ACETATE
MERCUROUS NITRATE
MERCURIC CYANIDE
ﺟﻴﻮه ﻛﻠﺮﻳﺪ
MERCURIC CHLORIDE
ﻣﻨﻴﺰﻳﻢ ﻛﻠﺮﻳﺪ
MAGNESIUM
CHLORIDE
ﺳﺮب اﺳﺘﺎت
LEAD ACETATE
آﻫﻦ ﺳﻮﻟﻔﺎت
FERROUS SULFATE
آﻫﻦ ﻛﻠﺮﻳﺪ
FERROUS CHLORIDE
ﻧﻤﻚ ﻫﺎي ﻓﻠﻮرﻳﺪ
FLUORIDE SALTS
L
CHEMICAL CLASSIFICATION ﻃﺒﻘﻪ ﺑﻨﺪي ﺷﻴﻤﻴﺎﺋﻲ
1. THERMOPLASTIC MATERIAL ﻣﻮاد ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ-1
POLYETHYLENE
PE
ﭘﻠﻲ اﺗﻴﻠﻦ
--
R
R
--
R
--
--
--
--
--
-
POLYPROPYLENE
PP
ﭘﻠﻲ ﭘﺮوﭘﻴﻠﻦ
--
R
R
R
R
L
L
R
--
R
R
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ
--
L
L
L
L
L
L
L
L
L
L
--
ETHYLENE CHLORO TRIFLUORO ETHYLENE
ECTFE
اﺗﻴﻠﻦ ﻛﻠﺮوﺗﺮي ﻓﻠﻮرواﺗﻴﻠﻦ
--
--
--
--
--
--
--
--
--
--
--
POLYTETRA FLURO ETHYLENE PTFE
ﭘﻠﻲ ﺗﺘﺮاﻓﻠﻮرو اﺗﻴﻠﻦ
--
--
L
L
R
--
--
--
--
L
ﭘﻠﻲ وﻳﻨﻴﻠﺪآن ﻓﻠﻮرﻳﺪ
--
L
L
L
L
L
L
L
--
ﭘﺮﻓﻠﻮرو اﻟﻜﻮ ﻛﺴﻲ
--
--
--
--
--
--
--
--
--
--
L
L
R
--
--
--
--
--
--
L
--
POLYVINYL CHLORIDE PVC
POLYVINYLIDENE FLORIDE
PERFLUORO ALKOXY
PVDF
PFA
FLUORINATED ETHYLENE PROPYLENE
COPOLYMER
FEP
POLYAMIDES
PA
اﺗﻴﻠﻦ ﭘﺮوﭘﻴﻠﻦ ﻛﻮﭘﻮﻟﻴﻤﺮ ﻓﻠﻮره
ﭘﻠﻲ آﻣﻴﺪﻫﺎ
--
R
--
--
R
--
--
L
L
L
R
R
L
L
L
L
L
L
L
L
L
--
--
--
--
--
--
--
L
--
L
--
L
L
L
--
L
L
L
L
L
L
L
L
L
--
--
--
--
--
--
--
--
--
--
L
L
L
L
--
L
--
L
L
L
--
--
L
-
--
L
--
L
--
L
L
L
--
2. THERMOSETTING MATERIAL
ﻣﻮاد ﺗﺮﻣﻮﺳﺖ-2
PHENOL FORMALDEHYDE
ﻓﻨﻞ ﻓﻮرﻣﺎﻟﺪ ﻫﻴﺪ
--
--
--
L
L
--
--
--
--
--
--
L
L
--
--
L
--
--
--
--
--
اﭘﻮﻛﺴﻲ ﻓﻨﻠﻴﻚ
--
R
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
R
--
--
POLYESTER
ﭘﻠﻲ اﺳﺘﺮ
L
R
L
R
R
R
--
--
--
R
L
--
R
R
L
R
--
L
R
R
R
EPOXY
اﭘﻮﻛﺴﻲ
--
L
L
L
R
L
--
--
--
L
L
--
R
R
L
L
--
R
R
R
L
ﭘﻠﻲ اورﺗﺎن
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
R
--
R
--
PF
EPOXY PHENOLIC
POLY URETHANE
PU
157
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6- 5/8 (continued)
(8 از5) ( )اداﻣﻪ-6 ﺟﺪول
POLYCHLOROPRENE
--
--
--
L
L
--
--
--
--
--
R
--
L
R
L
L
--
L
L
L
L
--
--
--
--
R
L
--
--
--
R
R
L
L
L
L
L
--
R
R
L
--
NATURAL OR SYNTHETIC POLYISOPRENE IR&NR
ﭘﻠﻲ اﻳﺰوﭘﺮﻳﻦ ﻃﺒﻴﻌﻲ ﻳﺎ ﻣﺼﻨﻮﻋﻲ
--
--
--
L
L
--
--
--
--
--
R
L
--
R
L
L
--
L
L
L
L
BUTYL RUBBER
ﻻﺳﺘﻴﻚ ﺑﻮﺗﻴﻞ
R
R
R
--
L
L
R
L
R
R
R
L
R
R
L
L
R
L
R
L
L
NITRIL & CARBOXYLATED NITRIL NBR ﻧﻴﺘﺮﻳﻞ و ﻛﺮﺑﻨﺎت ﻧﻴﺘﺮﻳﻞ
R
R
R
R
R
R
R
--
R
R
R
--
R
R
R
R
R
R
R
R
R
CHLORINATED RUBBER CSM (CHLORO SULFORATED
(ﻛﺎﺋﻮﭼﻮ )ﻛﻠﺮوﺳﻮﻟﻔﻮرﻳﺖ ﭘﻠﻲ اﺗﻴﻠﻦ
POLYETHYLENE)
--
R
R
L
R
R
R
R
R
R
R
--
R
R
R
R
--
R
R
R
--
HARD & ELBONITE
ﻻﺳﺘﻴﻚ ﺳﺨﺖ و اﺑﻮﻧﻴﺖ
R
R
R
--
R
R
R
--
R
R
R
--
R
R
R
R
R
R
R
R
R
FLUORINATED RUBBER FRM (FLORO RUBBER OF
POLYMETHYLENE TYPE)
--
--
R
L
R
L
R
L
L
R
L
R
--
R
L
R
L
R
L
R
--
R
R
R
--
R
R
R
--
R
R
R
R
R
R
R
R
R
--
--
R
--
R
L
--
--
--
--
--
--
R
R
L
L
--
L
R
R
R
ﺳﺮاﻣﻴﻚ – ﺳﻔﺎﻟﻴﻨﻪ ﺑﺴﻴﺎر ﺳﺨﺖ
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
آﺟﺮ و ﻛﺎﺷﻲ
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
ﻣﻼت ﺳﻴﻤﺎن
--
--
--
--
R
--
--
--
--
R
R
--
--
L
L
R
--
--
R
R
--
--
R
R
--
R
--
--
--
--
R
R
--
--
R
R
R
--
L
R
R
--
ﭘﻠﻲ ﻛﻠﺮوﭘﺮﻳﻦ
FURANE
ﻓﻮران
3. RUBBERS
ﻻﺳﺘﻴﻚ ﻫﺎ-3
(ﻻﺳﺘﻴﻚ ﻓﻠﻮره )ﻻﺳﺘﻴﻚ ﻓﻠﻮرو از ﻧﻮع ﭘﻠﻲ ﻣﺘﻴﻠﻦ
CHLORO PRENE
ﻛﻠﺮو ﭘﺮﻳﻦ
4. MINERAL&BITUMEN MATERIAL
GLASS.PORCELAIN
CERAMIC (STONEWARE)
BRICK AND TILE
ﻣﻮاد ﻣﻌﺪﻧﻲ و ﻗﻴﺮي-4
ﭼﻴﻨﻲ- ﺷﻴﺸﻪ
CEMENT MORTAR
CEMENT/RESIN FURAN,PHENOLIC,EPOXY,
POLYESTER, SULFUR, ASPHALT
آﺳﻔﺎﻟﺖ، ﮔﻮﮔﺮد، ﭘﻠﻲ اﺳﺘﺮ، اﭘﻮﻛﺴﻲ، ﻓﻨﻠﻲ،ﺳﻴﻤﺎن – رزﻳﻦ ﻓﻮران
COALTAR
ﻗﻄﺮان ذﻏﺎل ﺳﻨﮓ
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
R
R
R
--
BITUMEN
ﻗﻴﺮ
--
L
L
L
L
--
--
--
--
L
L
--
--
L
--
L
--
L
L
--
--
158
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6- 6/8
(8 از6) -6 ﺟﺪول
SALTS
ﻧﻤﻚ ﻫﺎ
ﻣﺲ ﺳﻮﻟﻔﺎت
COPPER SULFATE
ﻛﻠﺴﻴﻢ ﺳﻮﻟﻔﺎت
CALCIUM SULFATE
ﻛﻠﺴﻴﻢ ﻧﻴﺘﺮات
CALCIUM NITRATE
ﻛﻠﺴﻴﻢ ﻫﻴﺪروﻛﻠﺮﻳﺪ
CALCIUM HYDROCHLORIDE
ﻛﻠﺴﻴﻢ ﻛﻠﺮﻳﺪ
CALCIUM CHLORIDE
ﻛﻠﺴﻴﻢ ﻛﺮﺑﻨﺎت
CALCIUM CARBONATE
آﻣﻮﻧﻴﻢ ﺳﻮﻟﻔﻴﺪ
AMMONIUM SULFIDE
آﻣﻮﻧﻴﻢ ﺳﻮﻟﻔﺎت
AMMONIUM SULFATE
آﻣﻮﻧﻴﻢ ﻓﺴﻔﺎت
AMMONIUM PHOSPHATE
آﻣﻮﻧﻴﻢ ﻧﻴﺘﺮات
AMMONIUM NITRATE
آﻣﻮﻧﻴﻢ ﻓﻠﻮرﻳﺪ
AMMONIUM FLUORIDE
آﻣﻮﻧﻴﻢ ﻛﻠﺮﻳﺪ
AMMONIUM CHLORIDE
آﻣﻮﻧﻴﻢ ﻛﺮﺑﻨﺎت
AMMONIUM CARBONATE
آﻣﻮﻧﻴﻢ اﺳﺘﺎت
AMMONIUM ACETATE
آﻟﻮﻣﻴﻨﻴﻢ ﺳﻮﻟﻔﺎت
ALUMINUM SULFATE
ALUMINUM SODIUM
SULFATE
آﻟﻮﻣﻴﻨﻴﻮم ﺳﺪﻳﻢ ﺳﻮﻟﻔﺎت
ALUMINUM POTASIUM
SULFATE
آﻟﻮﻣﻴﻨﻴﻮم ﭘﺘﺎﺳﻴﻢ ﺳﻮﻟﻔﺎت
آﻟﻮﻣﻴﻨﻴﻮم ﻛﻠﺮﻳﺪ
ALUMINUM CHLORIDE
ALUMINUM AMMONIUM
SULFATE
آﻟﻮﻣﻴﻨﻴﻮم آﻣﻮﻧﻴﻢ ﺳﻮﻟﻔﺎت
آﻟﻮﻣﻴﻨﻴﻮم اﺳﺘﺎت
ALUMINUM ACETATE
CHEMICAL CLASSIFICATION ﻃﺒﻘﻪ ﺑﻨﺪي ﺷﻴﻤﻴﺎﺋﻲ
1. THERMOPLASTIC MATERIAL ﻣﻮاد ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ-1
POLYETHYLENE
PE
ﭘﻠﻲ اﺗﻴﻠﻦ
--
--
R
--
--
R
--
--
R
--
--
--
R
--
--
R
--
--
R
R
POLYPROPYLENE
PP
ﭘﻠﻲ ﭘﺮوﭘﻴﻠﻦ
--
R
L
L
--
L
L
L
R
L
R
R
R
R
L
L
L
L
L
L
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮاﻳﺪ
--
--
L
--
--
L
L
L
L
L
L
L
L
L
L
L
L
L
L
R
ETHYLENE CHLORO TRIFLUORO ETHYLENE
ECTFE
اﺗﻴﻠﻦ ﻛﻠﺮوﺗﺮي ﻓﻠﻮرواﺗﻴﻠﻦ
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
POLY TETRAFLURO ETHYLENE PTFE ﭘﻠﻲ ﺗﺘﺮاﻓﻠﻮرواﺗﻴﻠﻦ
L
L
L
--
--
--
--
--
R
--
--
L
L
--
L
L
L
L
--
L
POLYVINYLIDENE FLORIDE PVDF
--
R
L
L
--
--
--
L
L
L
L
L
L
L
L
L
L
L
L
L
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
L
L
L
--
--
--
--
--
R
--
--
L
L
--
L
L
L
L
--
L
--
--
L
--
--
L
--
L
L
--
--
--
--
--
--
--
--
--
--
--
POLYVINYL CHLORIDE PVC
PERFLUORO ALKOXY
PFA
ﭘﻠﻲ وﻳﻨﻴﻠﺪآن ﻓﻠﻮرﻳﺪ
ﭘﺮﻓﻠﻮرو اﻟﻜﻮ ﻛﺴﻲ
FLUORINATED ETHYLENE PROPYLENE
COPOLYMER
FEP
POLYAMIDES
PA
اﺗﻴﻠﻦ ﭘﺮوﭘﻴﻠﻦ ﻛﻮﭘﻮﻟﻴﻤﺮﻓﻠﻮره
ﭘﻠﻲ آﻣﻴﺪﻫﺎ
2. THERMOSETTING MATERIAL
ﻣﻮاد ﺗﺮﻣﻮﺳﺖ-2
PHENOL FORMALDEHYDE
ﻓﻨﻞ ﻓﻮرﻣﺎﻟﺪ ﻫﻴﺪ
--
--
L
--
--
--
--
--
L
--
--
L
--
--
--
L
--
--
--
L
ﻓﻨﻠﻴﻚ- اﭘﻮﻛﺴﻲ
--
--
--
--
--
--
-
--
--
--
--
--
--
--
--
--
--
--
--
R
POLYESTER
ﭘﻠﻲ اﺳﺘﺮ
--
--
R
R
--
R
L
L
R
L
R
--
R
L
R
R
L
R
L
R
EPOXY
اﭘﻮﻛﺴﻲ
--
--
L
L
--
--
--
L
L
L
L
L
L
--
L
L
L
L
R
L
ﭘﻠﻲ اورﺗﺎن
--
--
--
--
--
--
--
--
R
--
R
--
R
--
--
R
--
R
R
--
PF
EPOXY PHENOLIC
POLY URETHANE
PU
159
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6- 6/8 (continued)
(8 از6) ( )اداﻣﻪ-6 ﺟﺪول
POLYCHLOROPRENE
--
--
R
R
--
--
R
R
R
L
R
R
R
R
--
R
--
L
--
--
--
--
R
R
--
--
R
L
L
L
L
L
R
L
--
L
--
L
L
R
NATURAL OR SYNTHETIC POLYISOPRENE
IR&NR
ﭘﻠﻲ اﻳﺰوﭘﺮﻳﻦ ﻃﺒﻴﻌﻲ ﻳﺎ ﻣﺼﻨﻮﻋﻲ
--
--
L
R
--
--
L
R
R
L
R
R
R
R
--
R
R
L
--
L
BUTYL RUBBER
ﻻﺳﺘﻴﻚ ﺑﻮﺗﻴﻞ
R
R
L
L
R
R
R
R
R
L
R
R
R
L
R
R
R
L
--
R
ﻧﻴﺘﺮﻳﻞ و ﻛﺮﺑﻨﺎت ﻧﻴﺘﺮﻳﻞ
R
R
R
R
R
R
R
R
R
R
R
R
R
L
R
R
R
R
--
R
--
--
--
--
--
--
--
--
--
--
--
--
R
--
R
R
R
R
R
--
ﻻﺳﺘﻴﻚ ﺳﺨﺖ و اﺑﻮﻧﻴﺖ
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
--
R
FLUORINATED RUBBER FRM (FLORO RUBBER
OF POLYMETHYLENE TYPE)
--
--
L
R
--
--
R
R
R
L
R
R
R
R
--
R
R
L
L
R
R
R
R
R
R
R
R
R
R
R
R
R
R
L
R
R
R
R
--
R
--
L
--
R
R
R
--
--
L
R
--
L
R
ﭘﻠﻲ ﻛﻠﺮوﭘﺮﻳﻦ
FURANE
ﻓ ﻮر ا ن
3. RUBBERS
ﻻﺳﺘﻴﻚ ﻫﺎ-3
NITRIL& CARBOXYLATED NITRIL NBR
CHLORINATED RUBBER CSM (CHLORO SULFORATED
POLYETHYLENE)
(ﻛﺎﺋﻮﭼﻮ )ﻛﻠﺮوﺳﻮﻟﻘﻮرﻳﺖ ﭘﻠﻲ اﺗﻴﻠﻦ
HARD & ELBONITE
(ﻻﺳﺘﻴﻚ ﻓﻠﻮره )ﻻﺳﺘﻴﻚ ﻓﻠﻮرو از ﻧﻮع ﭘﻠﻲ ﻣﺘﻴﻠﻦ
CHLORO PRENE
ﻛﻠﺮوﭘﺮﻳﻦ
4. MINERAL&BITUMEN MATERIAL
ﻣﻮاد ﻣﻌﺪﻧﻲ و ﻗﻴﺮي-4
GLASS,PORCELAIN
ﭼﻴﻨﻲ- ﺷﻴﺸﻪ
--
--
L
L
--
R
--
CERAMIC (STONEWARE)ﺳﺮاﻣﻴﻚ – ﺳﻔﺎﻟﻴﻨﻪ ﺑﺴﻴﺎر ﺳﺨﺖ
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
BRICK AND TILE
آﺟﺮو ﻛﺎﺷﻲ
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
CEMENT MORTAR
ﻣﻼت ﺳﻴﻤﺎن
--
--
--
--
--
--
--
--
R
--
R
L
R
--
--
R
L
R
--
R
--
--
--
--
--
--
--
--
R
--
R
--
R
--
--
R
--
R
L
R
CEMENT/RESIN FURAN, PHENOLIC, EPOXY,
POLYESTER, SULFUR, ASPHALT
--
آﺳﻔﺎﻟﺖ، ﮔﻮﮔﺮد، ﭘﻠﻲ اﺳﺘﺮ، اﭘﻮﻛﺴﻲ، ﻓﻨﻠﻲ،ﺳﻴﻤﺎن – رزﻳﻦ ﻓﻮران
COALTAR
ﻗﻄﺮان ذﻏﺎل ﺳﻨﮓ
--
--
--
--
--
--
--
L
L
L
L
L
L
L
--
L
--
--
R
L
BITUMEN
ﻗﻴﺮ
--
--
L
L
--
--
L
--
L
--
L
--
L
--
--
L
--
--
R
--
160
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6- 7/8
(8 از7) -6 ﺟﺪول
ALKALIS
ﻗﻠﻴﺎ ﻫﺎ
LIQUIDS GAS
ﻣﺎﻳﻌﺎت ﮔﺎزي
WATER
آب
آب درﻳﺎ
SEA WATER
آب ﺗﺎزه
FRESH WATER
آب ﻣﻘﻄﺮ
DISTILLATED WATER
ﮔﻮﮔﺮد ﺗﺮي اﻛﺴﻴﺪ
SULFUR TRIOXIDE
ﮔﻮﮔﺮد دي اﻛﺴﻴﺪ
SULFUR DIOXIDE
اﻛﺴﻴﮋن
OXIGEN
ﻧﻴﺘﺮوس اﻛﺴﻴﺪﻫﺎ
NITROUS OXIDES
ﻧﻴﺘﺮوژن
NITROGEN
آب اﻛﺴﻴﮋﻧﻪ
HYDROGEN PEROXIDE
ﮔﺎز ﻛﻠﺮ
CHLORINE
ﮔﺎز ﻛﺮﺑﻨﻴﻚ
CARBON DIOXIDE
ﺑﺮوﻣﻴﻦ
BROMINE
آﻣﻮﻧﻴﺎك
AMMONIA
ﺳﺪﻳﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
SODIUM HYDROXIDE
ﭘﺘﺎﺳﻴﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
POTASSIUM HYDROXIDE
ﻛﻠﺴﻴﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
CALCIUM HYDROXIDE
آﻣﻮﻧﻴﻢ ﻫﻴﺪرواﻛﺴﻴﺪ
AMMONIUM HYDROXIDE
آﻟﻮﻣﻴﻨﻴﻮم ﻫﻴﺪرواﻛﺴﻴﺪ
ALUMINUM HYDROXIDE
CHEMICAL CLASSIFICATION ﻃﺒﻘﻪ ﺑﻨﺪي ﺷﻴﻤﻴﺎﺋﻲ
1. THERMOPLASTIC MATERIAL ﻣﻮاد ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ-1
ﭘﻠﻲ اﺗﻴﻠﻦ
--
R
L
L
R
L
--
L
--
L
--
--
--
L
L
R
R
R
ﭘﻠﻲ ﭘﺮوﭘﻴﻠﻦ
L
L
L
R
L
L
--
--
--
L
--
L
L
L
--
R
R
R
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ
L
L
L
L
L
L
L
ﭘﻠﻲ ﺗﺘﺮاﻓﻠﻮرواﺗﻴﻠﻦ
L
L
ﭘﻠﻲ وﻳﻨﻴﻠﺪآن ﻓﻠﻮرﻳﺪ
L
L
ﭘﺮﻓﻠﻮرو اﻟﻜﻮ ﻛﺴﻲ
--
L
FLUORINATED ETHYLENE PROPYLENE
COPOLYMER
FEP
اﺗﻴﻠﻦ ﭘﺮوﭘﻴﻠﻦ ﻛﻮﭘﻠﻴﻤﺮﻓﻠﻮره
L
L
POLYAMIDES
--
POLYETHYLENE
PE
POLYPROPYLENE
PP
L
R
L
L
L
R
L
--
L
L
L
L
L
L
L
--
L
--
--
L
--
--
--
--
--
R
L
L
L
--
L
--
--
R
L
--
--
L
--
L
L
L
--
R
--
--
L
--
R
L
L
--
R
R
R
--
L
--
L
--
--
L
--
--
--
--
--
--
--
--
L
L
L
--
L
--
--
R
L
--
--
L
--
--
R
--
L
--
L
L
--
--
--
--
--
L
--
--
--
--
L
--
--
--
--
-
--
L
L
--
--
--
--
--
L
L
R
R
R
اﭘﻮﻛﺴﻲ ﻓﻨﻠﻴﻚ
--
R
--
--
R
L
--
R
L
--
--
--
--
--
--
R
R
R
POLYESTER
ﭘﻠﻲ اﺳﺘﺮ
--
L
L
L
L
L
L
R
R
L
--
--
L
L
--
R
L
L
EPOXY
اﭘﻮﻛﺴﻲ
L
L
R
R
L
L
--
R
L
--
--
--
--
L
--
R
R
L
POLYVINYL CHLORIDE
PVC
ETHYLENE CHLORO TRIFLUORO ETHYLENE
ECTFE
اﺗﻴﻠﻦ ﻛﻠﺮوﺗﺮي ﻓﻠﻮرواﺗﻴﻠﻦ
POLY TETRAFLURO ETHYLENE PTFE
POLYVINYLIDENE FLORIDE PVDF
PERFLUORO ALKOXY
PFA
PA
ﭘﻠﻲ آﻣﻴﺪﻫﺎ
2. THERMOSETTING MATERIAL
ﻣﻮاد ﺗﺮﻣﻮﺳﺖ-2
PHENOL FORMALDEHYDE
ﻓﻨﻞ ﻓﻮرﻣﺎﻟﺪ ﻫﻴﺪ
EPOXY PHENOLIC
PF
--
161
R
R
---
--
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6- 7/8 (continued)
(8 از7) ( )اداﻣﻪ-6 ﺟﺪول
POLY URETHANE
PU
ﭘﻠﻲ اورﺗﺎن
--
L
L
L
L
L
--
--
L
L
--
--
--
--
--
R
R
R
ﭘﻠﻲ ﻛﻠﺮوﭘﺮﻳﻦ
--
L
--
L
R
L
--
--
--
L
--
--
L
R
--
R
R
R
ﻓﻮران
L
L
L
L
L
R
L
R
--
--
--
--
--
L
--
--
R
--
NATURAL OR SYNTHETIC POLYISOPRENE IR&NR
ﭘﻠﻲ اﻳﺰوﭘﺮﻳﻦ ﻃﺒﻴﻌﻲ ﻳﺎ ﻣﺼﻨﻮﻋﻲ
--
--
--
R
R
--
--
--
--
--
--
--
--
--
L
L
L
BUTYL RUBBER
ﻻﺳﺘﻴﻚ ﺑﻮﺗﻴﻞ
--
R
R
R
R
R
R
R
L
R
L
R
L
L
R
R
R
NITRIL& CARBOXYLATED NITRIL NBR ﻧﻴﺘﺮﻳﻞ و ﻛﺮﺑﻨﺎت ﻧﻴﺘﺮﻳﻞ
--
R
R
R
R
R
--
R
--
R
--
R
L
L
R
R
R
CHLORINATED RUBBER CSM (CHLORO
SULFORATED POLYETHYLENE)
R
R
--
R
R
--
--
L
L
L
--
--
--
L
--
--
R
R
--
R
R
R
R
R
R
L
L
R
--
--
R
R
R
R
R
--
--
L
--
L
--
L
--
--
L
--
L
R
R
--
R
R
R
--
R
R
R
R
R
L
R
--
L
R
--
R
L
L
R
R
R
ﭼﻴﻨﻲ، ﺷﻴﺸﻪ
--
R
--
--
L
--
L
--
--
L
--
L
--
L
--
R
R
R
(ﺳﺮاﻣﻴﻚ ) ﺳﻔﺎﻟﻴﻨﻪ ﺑﺴﻴﺎر ﺳﺨﺖ
--
L
--
--
L
--
--
--
R
--
--
--
--
--
--
--
--
BRICK AND TILE
آﺟﺮ و ﻛﺎﺷﻲ
--
--
--
--
--
--
--
--
R
--
--
--
--
--
--
--
--
CEMENT MORTAR
ﻣﻼت ﺳﻴﻤﺎن
--
--
--
--
--
--
L
--
R
--
--
--
--
R
--
--
--
--
--
L
L
L
L
--
--
--
--
L
--
--
--
R
--
--
--
--
L
--
R
--
--
--
--
--
L
--
R
R
R
--
--
L
--
--
--
--
L
L
--
--
--
POLYCHLOROPRENE
FURANE
3. RUBBERS
ﻻﺳﺘﻴﻚ ﻫﺎ-3
ﻛﺎﺋﻮﭼﻮ
L
(ﻻﺳﺘﻴﻚ ﻛﻠﺮﻳﻨﻪ )ﻛﻠﺮوﺳﻮﻟﻔﻮرﻳﺖ ﭘﻠﻲ اﺗﻴﻠﻦ
HARD & ELBONITE
ﻻﺳﺘﻴﻚ ﺳﺨﺖ و اﺑﻮﻧﻴﺖ
FLUORINATED RUBBER
FRM (FLORO RUBBER
OF POLYMETHYLENE TYPE)
(ﻻﺳﺘﻴﻚ ﻓﻠﻮره )ﻻﺳﺘﻴﻚ ﻓﻠﻮرو از ﻧﻮع ﭘﻠﻲ ﻣﺘﻴﻠﻦ
CHLORO PRENE
ﻛﻠﺮوﭘﺮﻳﻦ
4. MINERAL&BITUMEN MATERIAL
ﻣﻮاد ﻣﻌﺪﻧﻲ و ﻗﻴﺮي-4
GLASS,PORCELAIN
CERAMIC (STONEWARE)
CEMENT/RESIN FURAN,PHENOLL,EPOXY,
POLYESTER, SULFUR, ASPHALT
آﺳﻔﺎﻟﺖ، ﮔﻮﮔﺮد، ﭘﻠﻲ اﺳﺘﺮ، اﭘﻮﻛﺴﻲ، ﻓﻨﻠﻲ،ﺳﻴﻤﺎن – رزﻳﻦ ﻓﻮران
COALTER
ﻗﻄﺮان ذﻏﺎل ﺳﻨﮓ
L
--
R
--
L
BITUMEN
ﻗﻴﺮ
--
L
L
L
L
162
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6- 8/8
(8 از8) -6 ﺟﺪول
ORGANIC ACIDS
اﺳﻴﺪﻫﺎي آﻟﻲ
INORGAINC ACIDS
اﺳﻴﺪﻫﺎي ﻣﻌﺪﻧﻲ
NITROUS
ﻧﻴﺘﺮوس
PERCHLORIC
ﭘﺮﻛﻠﺮﻳﻚ
PHOSPHORIC
ﻓﺴﻔﺮﻳﻚ
PHOSPHOROUS
ﻓﺴﻔﺮوس
SULFURIC
ﺳﻮﻟﻔﻮرﻳﻚ
SULFURIC FUMING
ﺑﺨﺎرات ﺳﻮﻟﻔﻮرﻳﻚ
L
--
--
R
--
L
--
--
L
L
L
L
--
L
R
--
L
--
PVC
ﭘﻠﻲ وﻳﻨﻴﻞ ﻛﻠﺮﻳﺪ
L
L
L
L
L
--
L
R
--
L
--
ETHYLENE CHLORO TRIFLUORO ETHYLENE
ECTFE
اﺗﻴﻠﻦ ﻛﻠﺮوﺗﺮي ﻓﻠﻮرواﺗﻴﻠﻦ
L
L
L
--
L
--
--
R
--
L
--
POLY TETRAFLURO ETHYLENE
ﭘﻠﻲ ﺗﺘﺮاﻓﻠﻮرواﺗﻴﻠﻦ
L
L
L
--
L
--
--
L
--
L
ﭘﻠﻲ وﻳﻨﻴﻠﺪآن ﻓﻠﻮرﻳﺪ
--
L
R
L
L
L
L
R
--
R
ﭘﺮﻓﻠﻮرو اﻟﻜﻮ ﻛﺴﻲ
R
L
L
--
L
--
--
L
--
L
FLUORINATED ETHYLENE PROPYLENE
COPOLYMER
FEP
اﺗﻴﻠﻦ ﭘﺮوﭘﻴﻠﻦ ﻛﻮﭘﻮﻟﻴﻤﺮ ﻓﻠﻮره
L
L
L
--
L
--
--
L
--
POLYAMIDES
--
--
--
--
--
--
--
--
--
--
L
--
R
L
L
L
L
L
--
--
L
--
L
--
L
--
L
--
--
L
--
--
L
L
L
--
L
--
L
L
L
L
L
L
L
L
L
--
--
R
--
--
--
--
--
L
--
L
--
--
L
L
--
L
L
L
--
--
--
--
--
--
--
--
--
L
--
L
STEARIC
اﺳﺘﺌﺎرﻳﻚ
L
PHTHALIC
ﻓﺘﺎﻟﻴﻚ
PERFLUORO ALKOXY
--
OLEIC
اوﻟﺌﻴﻚ
POLYVINYLIDENE FLORIDE
L
MATHYL SULFURIC
ﻣﺘﻴﻞ ﺳﻮﻟﻔﻮرﻳﻚ
POLYVINYL CHLORIE
FORMIC
ﻓﻮرﻣﻴﻚ
NITRIC
ﻧﻴﺘﺮﻳﻚ
--
CHLORO ACETIC
ﻛﻠﺮواﺳﺘﻴﻚ
HYDROGEN SULFIDE
ﻫﻴﺪروژن ﺳﻮﻟﻔﻴﺪ
L
BENZENE SULFONIC
ﺑﻨﺰن ﺳﻮﻟﻔﻮﻧﻴﻚ
HYDROFLUORIC
ﻫﻴﺪروﻓﻠﻮرﻳﻚ
L
--
L
--
L
--
--
L
L
L
--
--
ﻣﻮاد ﺗﺮﻣﻮﭘﻼﺳﺘﻴﻚ ﻫﺎ-1
PE
POLYPROPYLENE
ADIPIC
ادي ﭘﻴﻚ
HYDROCHLORIC
ﻫﻴﺪروﻛﻠﺮﻳﻚ
--
ﭘﻠﻲ ﭘﺮوﭘﻴﻠﻦ
ﻃﺒﻘﻪ ﺑﻨﺪي ﺷﻴﻤﻴﺎﺋﻲ
1. THERMOPLASTIC MATERIAL
POLYETHYLENE
ACETIC
اﺳﺘﻴﻚ
CHLOROSULFONIC
ﻛﻠﺮوﺳﻮﻟﻔﻮﻧﻴﻚ
ﭘﻠﻲ اﺗﻴﻠﻦ
PP
CHEMICAL CLASSIFICATION
PTFE
PVDF
PFA
PA
ﭘﻠﻲ آﻣﻴﺪﻫﺎ
L
L
--
--
2. THERMOSETTING MATERIAL
ﻣﻮاد ﺗﺮﻣﻮﺳﺖ-2
PHENOL FORMALDEHYDE
ﻓﻨﻞ ﻓﻮرﻣﺎﻟﺪ ﻫﻴﺪ
L
L
--
L
--
--
L
L
L
L
--
L
--
L
--
L
--
L
--
L
اﭘﻮﻛﺴﻲ ﻓﻨﻠﻴﻚ
--
L
--
--
--
--
--
--
L
L
--
--
--
--
--
--
--
R
--
R
ﭘﻠﻲ اﺳﺘﺮ
--
L
L
L
L
L
R
R
--
R
--
R
--
L
L
L
--
L
L
R
اﭘﻮﻛﺴﻲ
--
L
--
L
L
L
R
R
--
L
--
L
L
--
L
--
--
L
L
L
ﭘﻠﻲ اورﺗﺎن
--
L
L
R
L
--
--
L
--
L
--
L
--
R
--
--
--
R
--
R
EPOXY PHENOLIC
POLYESTER
EPOXY
POLY URETHANE
PU
PF
163
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
TABLE 6- 8/8 (continued)
(8 از8) ( )اداﻣﻪ-6 ﺟﺪول
POLYCHLOROPRENE
--
R
L
L
--
--
L
L
--
L
--
R
L
--
L
L
L
L
L
--
R
L
L
--
--
L
L
L
L
L
L
--
R
R
R
--
R
L
R
NATURAL OR SYNTHETIC POLYISOPRENE IR&NR
ﭘﻠﻲ اﻳﺰوﭘﺮﻳﻦ ﻃﺒﻴﻌﻲ ﻳﺎ ﻣﺼﻨﻮﻋﻲ
--
--
--
L
--
--
--
R
--
L
--
R
L
--
--
R
--
--
--
--
BUTYL RUBBER
--
R
L
L
L
--
R
R
--
L
--
R
L
--
L
R
R
--
L
L
--
L
L
L
--
--
L
R
--
--
--
--
--
--
--
--
--
R
--
R
--
L
R
R
L
R
--
L
--
L
--
L
--
R
--
--
--
--
--
--
--
R
R
--
--
--
L
R
--
--
--
--
--
--
--
--
--
L
--
L
--
L
L
L
L
--
--
R
--
R
L
R
L
R
L
L
L
L
L
L
--
L
L
L
--
--
L
R
--
--
--
--
--
--
--
--
--
L
--
L
R
L
--
R
R
--
R
R
--
R
R
R
--
R
R
L
--
L
L
L
--
L
--
--
L
--
--
L
--
L
--
--
--
--
--
--
--
--
--
--
ﭘﻠﻲ ﻛﻠﺮوﭘﺮﻳﻦ
FURANE
ﻓﻮران
3. RUBBERS
ﻻﺳﺘﻴﻚ ﻫﺎ-3
ﻻﺳﺘﻴﻚ ﺑﻮﺗﻴﻞ
NITRYL& CARBOXYLATED NITRIL NBR
ﻧﻴﺘﺮﻳﻞ و ﻛﺮﺑﻮاﻛﺴﻴﻠﺖ ﻧﻴﺘﺮﻳﻞ
CHLORINATED RUBBER
CSM (CHLORO
SULFORATED POLYETHYLENE)
(ﻛﺎﺋﻮﭼﻮ )ﻛﻠﺮوﺳﻮﻟﻔﻮرﻳﺖ ﭘﻠﻲ اﺗﻴﻠﻦ
HARD & ELBONITE
ﻻﺳﺘﻴﻚ ﺳﺨﺖ و اﺑﻮﻧﻴﺖ
FLUORINATED RUBBER
FRM (FLORO RUBBER
OF POLYMETHYLENE TYPE)
(ﻻﺳﺘﻴﻚ ﻓﻠﻮره )ﻻﺳﺘﻴﻚ ﻓﻠﻮرو از ﻧﻮع ﭘﻠﻲ ﻣﺘﻴﻠﻦ
CHLORO PRENE
ﻛﻠﺮوﭘﺮﻳﻦ
4. MINERAL&BITUMEN MATERIAL
GLASS,PORCELAIN
CERAMIC (STONEWARE)
ﻣﻮاد ﻣﻌﺪﻧﻲ و ﻗﻴﺮي-4
ﭼﻴﻨﻲ، ﺷﻴﺸﻪ
(ﺳﺮاﻣﻴﻚ ) ﺳﻔﺎﻟﻴﻨﻪ ﺑﺴﻴﺎر ﺳﺨﺖ
BRICK AND TILE
آﺟﺮ و ﻛﺎﺷﻲ
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
CEMENT MORTAR
ﻣﻼت ﺳﻴﻤﺎن
--
R
--
R
R
--
R
R
--
--
--
R
--
R
R
--
--
R
--
R
--
R
R
R
L
--
R
R
--
L
--
L
--
R
L
--
--
R
--
R
CEMENT/RESIN FURAN,PHENOLIC,EPOXY,
POLYESTER, SULFUR, ASPHALT
آﺳﻔﺎﻟﺖ، ﮔﻮﮔﺮد، ﭘﻠﻲ اﺳﺘﺮ، اﭘﻮﻛﺴﻲ، ﻓﻨﻠﻲ،ﺳﻴﻤﺎن – رزﻳﻦ ﻓﻮران
COALTAR
ﻗﻄﺮان ذﻏﺎل ﺳﻨﮓ
--
L
--
R
L
--
--
L
--
L
--
L
--
--
--
--
--
--
--
BITUMEN
ﻗﻴﺮ
--
L
--
L
--
--
--
L
--
--
--
--
--
--
--
--
--
L
--
164
Jan. 2010/ 1388 دي
IPS-E-TP-350(1)
Commercially available under the registered trade mark "
Hypolun "
.از ﻧﻈﺮ ﺗﺠﺎري ﺗﺤﺖ ﻣﺎرك ﻫﻴﭙﺎﻟﻮن ﺛﺒﺖ ﺷﺪه اﺳﺖ
Ebonites are rubbers with a hardness valve of milrast 60° type D
shore and be produced from NR synthetic ISO prene rubber (IR)
SER, NBR or blends there of
درﺟﻪ ﻧﻮع دي ﺷﻮر ﺑﻮده و از ﻻﺳﺘﻴﻚ60 اﺑﻮﻧﻴﺖ ﻻﺳﺘﻴﻚ ﻫﺎ ﺑﺎ ﺳﺨﺘﻲ ﻣﻴﻠﺮ اﺳﺖ
. ﻳﺎ آﻣﻴﺨﺘﻪ از آﻧﻬﺎ ﺗﻮﻟﻴﺪ ﺷﺪه اﺳﺖNBR ، SER ،NR اﻳﺰوﭘﺮﻳﻦ ﻣﺼﻨﻮﻋﻲ
Commercially available under the registered trade mark " Vition"
.از ﻧﻈﺮ ﺗﺠﺎري ﺗﺤﺖ ﻣﺎرك "وﻳﺸﻦ" ﺛﺒﺖ ﺷﺪه اﺳﺖ
165
")