From: AAAI Technical Report SS-94-04. Compilation copyright © 1994, AAAI (www.aaai.org). All rights reserved.
Two Years On-line:
a Dynamic Scheduler for a Hot Steel Mill.
Virginio
Chiodini
GensymCorporation
125 Cambridge Park Drive
Cambridge, MA02140
Abstract
have a very high efficiency, capable of
dynamically switching their operating modes
betweencontinuous, intermittent, and batch. The
layout of the plant is shownin Fig.1.
This paper describes the development,and
installation of the 5 Mill Scheduler, a dynamic
schedulingapplication for a hot steel mill. The
mainobjective of the scheduler is to dynamically
generate,and revise schedules,,and makeeffective
use of the resources of the phant, while satisfying
a complexset of constraints dealing with the
dynamicbehavior of the resources and the material
processingspecifications. The design of the
system evolved from a knowledge-basedapproach,
,as suggestedby the user, to a constraint-based
reasoning approach embeddinguser supplied
heuristics to prunethe search space. The
constraint-based approachprovedto significantly
outperform a pure knowledge-basedapproach. The
goal of the scheduler wasto operate on-line,
closely linked to monitoringdevices. The
installation of the scheduler required some
refinements of the design to cope with imprecise
data and with the needto providegreater flexibility
to the operators in dealing with resource
constraints. The scheduler was installed in
February 1992 and has been continuously
operating on-line since that date.
1. The application
Eachpiece of material has to arrive at the mill at a
precise time to ensure proper material
compositionof the steel and to keep the roiling
mill fully utilized. A sophisticated SCADA
systemmonitors each individual piece, from the
momentit is loaded into one of the furnaces to the
momentit exits the roiling mill. At Number5
Mill, schedulingthe furnaces is a mission-critical
task. The complexityof the problemis defined by
the numberof constraints and the frequencyof rescheduling. Manytimes a day, neworders ,are
entered and the current schedulesmust be revised
within the constraints imposedby the ongoing
implementationof the current schedules.
2. The Design of the 5 Mill Scheduler.
The scheduling probleminvolves scheduling a set
of jobs J=(J1.... ,Jn) on a set of resources
RES=(R
1 ..... Rm).Eachjob Ji, originated by ,an
order, consists of a set of tasks
TK=(TK
1 ..... TKw),one for each operation in the
process plan of the ordered product.
domain.
Number5 Mill is a hot rolling mill. It heats
billets and ingots to required temperatures,
accordingto specific heating cycles, and then runs
themthrough rolls to reduce the cross-section
,areas of the material to customerspecification.
Twoalternative problem solving approaches were
considered: a heuristic dispatching (knowledgebased) approachand a conslraint-directed search
approach.
The knowledge-basedapproach solves the
scheduling problemby iterating over each resource
,and deciding whichtasks amongthose still to be
scheduled should be processed next by the resource
itself. The decision is basedeither on heuristic
knowledge,usually encodedin the form of rules,
derived from domainexperts or from Operations
Researchheuristics. The scheduling process is
monotonicand is able to produceschedules fairly
quickly. However,its absolute reli,ance on
heuristics ,and its inability to evaluate,alternative
The Number5 Mill is a multi-faceted operation
with a wide product range:
50 different heating cycles covering 350 grades of
steel, with processing temperatures ranging from
1500°F to 2425°F.
16 furnacesof four different types, with a variety
of dymuniccharacteristics ,and throughputrates,
feed two hot rolling mills. Someof the furnaces
27
decisions maygenerate poor schedules.
Furthermore, heuristic knowledgeis context
dependent,and mayrequire extensive revision
wheneverthe structure ,and dyn,’unicsof the
production process change.
The Constraint-directed search approachto
schedulingis describedin [1, 2, 3, 4, 5, 6, 8, 9].
Usingthis approach,a task is described ,as a vector
of the followingvariables:
¯
Theset of different resources
(R=(R1..... Rk)}requested to performthe
operation associated with the task.
¯
Theset of time-intervals
{T=(T1
..... Tk)} during which each one of
the required resources is demanded.
Wepreferred a constraint-search approachversus a
heuristic dispatching approach, because we
estimatedthat a constraint-directed search process
could generate better schedulesand that user
supplied heuristics could effectively be used to
guide the search-process.
The scheduling engine performs the constraintdirected search by iterating over the following
cycle:
Eachvariable mayassumea finite (discrete or
continuous) domainof vaiues.
Ri:[ rkl ..... rin }, Tj: { Tj1 -- Tj2}.
A dech’trative hanguagebased on consistency
techniquesoffers substantial advantagesover a
heuristic approach:
¯
Constraints can be formulated in
symbolic manner, enabling a more
intuitive and natural formulation of the
problem.
¯
Applications,are easily modifiedand
extended, due to the separation of the
definition of constraints from the wayriley
,are applied.
¯
Control of knowledgecan be stated in a
declarative form, enablinga fast
tailoring of scheduling,algorithms to
specific problems.
heuristics is to select for a specific variable a
value that leaves the largest numberof solutions
opento the variables still to be processed.
Conflict resolution strategies are activated
wheneverthe constraint-directed search is unable
to find a vulue to assign to a specific variable.
Conflict resolution strategies performan
intelligent backtracking, changingthe sequencein
whichvariables ,am processed and/or the values
assignedto the v,’u-iables
1.
Select a task to be scheduledapplying
variable orderingheuristics.
2.
Applybackwardconsistency enforcing
procedures.
3.
If no reservation is available for any of the
requested resources then
3.1 relax constraints and/or
select a conflict
resolution method.
3.2 go to 1,
.
Becausethe scheduling problem is an NPcompleteproblem,a constraint-directed search
could take exponential time in the worst case.
However,both experimental and empirical studies
indicate that, on the average, the ,amountof
searchingrequired to find a solution can be
significantly reducedby judiciously selecting the
order in whichvariables ,are processed(variable
orderingheuristics), the values that are assigned to
the variables (value orderingheuristics), ,and the
conflict-resolution method(repair method)to
used wheneverthe search process encounters a
de’d-end.
Select the reservations for the task
(resource and time interv,’d) applyingvalue
orderingheuristics.
5.
Applyforward consistency enforcing
procedures.
6.
If a dead-endis detectedthen
6.1 relax constraints and/or select a
conflict resolution method.
6.2 go to 1.
.
Create a new search skate by adding the new
reservation assigmnentto the current partial
schedule.
Backwardconsistency checks the availability of
values to be assigned to a variable, checkingthe
constraints against the variables already processed.
Forwardconsistency checks the availability of
values for the variables still to be processed,
Variable ordering heuristics alwaysfocus on the
variables that are the mostdifficult to process, to
avoid building partial solutions that cannot be
completedlater on. The goal of the value ordering
28
checkingthe constraints against the value selected
for the variable being processed.
Constraints relaxation simply reformulates part of
the scheduling problem,increasing the size of the
solution space by relaxing soft constraints.
Constraints,are relaxed accordingto a priority that
takes into accounttheir cost ,and the probability of
m~kingthe search process converge toward a
satisfactory solution. For examplein the 5 Mill
application possible constraint relaxations
included:
The Process Modeldescribes the structure,
behavior, products, ,and goals of the m,’mufacturing
system to be scheduled. The Process Modelis
definedby selecting ,and extendinga predef’med
library of object classes. Followingthe
representation schemedescribed in [7], the main
predefinedobject classes are:
States: defining the fin,’d products of the
manufacturingprocess (for example: FinishedSteel) and the intermediate stages through which
the process must proceedto reach a final product
(for example:Hot-steel).
- Increasing the nominalcapacity of some
Operations:defining the activities required to
performtransitions betweentwo states. For
examplethe Rolling operation transforms Hotsteel into Finished-steel. The graph of operations
required to performall the state transitions
necessaryto reach a product is called a "process
plan",
reSOUrCeS
- Extendingthe conditions under which tasks are
allowedto be batched together.
The 5 Mill Scheduler applies two conflict
resolution methods:
- ResoUrcePermutation.
- Push Forward
The Resource Permutation methodsaves the
current status of the search process,and iteratively
identifies conflicting set of tasks, selects a task in
the conflict set for whichalternative resource
selections are possible and ch,angesthe resource
,assignment. The iterating process terminates when
the original dead-endis removed,or a user defined
time period assigned to the conflict resolution
methodexpires, or ,an infeasibility conditionis
identified.
The use of the Resource Permutation methodwas
promptedby the diversity in the structure ,and
dyn,’unicsof the resourcesavailable for ,an
operation. A changein the resource selected to
perform,an operation maydramatically,affect the
search process, improvingthe global utilization of
the resources beyondthe capability of the value
orderingheuristics.
Whenthe Resource Permutation fails to remove
the dead-end situation, the Push Forwardmethod
is invoked. The Push Forwardmethoditeratively
shifts the scheduleof conflicting sets of tasks, ,and
possibly the schedule of their downstreamtasks,
forward in time. The possible outcomeof this
methodis a set of delays forced in the requested
flow of the mill, ,and therefore a lowerquality
schedule.
3. The Modeling Scheme.
29
Resources:defining the physical entities
required to perform an operation. Examples
include machines, manpower,,and tools. Each
operation mayrequire multiple resoUrcesand each
resource maybe requested by operations belonging
to different process plans.
Orders:requesting the creation of instances of
specific states (order’s final state). Ordersmay
directly request the instantiation of the final state
of a process plan or of any one of its intermediate
states. Ordersmayspecify a due-time, a releasetime (the earliest time at whichoperations
requestedfor the order maystart) and a priority.
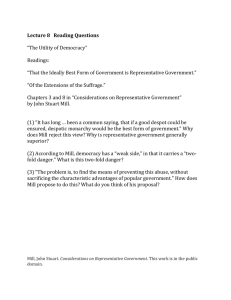
Constraints: providing a set of declarative
assertions defining the dynamicbehavior and
constraints of the process to be scheduled.
Constraints are logically divided into unary
constraints that unconditionallyrestrict the
domainthat a scheduling variable mayassume(for
example:the set of furnaces allowed to process a
certain grade), and binary constraints expressing
mutual dependencies between the domainsof two
variables (for examplethe set-up time betweenthe
rolling of two different grades of steel). Someof
the constraints used by the 5 Mill Schedulerare
shownin Fig. 2.
Task Focus Guidelines: defining the variable
ordering heuristics. Guidelinesare cailed at the
beginningof each scheduling cycle to select the
tasks to be scheduledduring the cycle and the
sequence in whichthey should be scheduled.
Guidelines specify also whether tasks should be
scheduled Just in Timeor As Soon As Possible.
In the 5 Mill Schedulertasks are scheduledjust in
time in a sequencedefined by a fixed set of
variable orderingheuristics:
the manufacturingsystemand, in particular,
the complex dynamic behavior of some
resources could be accurately def’med,without
the simplifying descriptions and assumptions
required by the heuristic approach.
1. Tasks with ,an available numberof resources
belowa defined threshold.
2. Tasks with an available slack belowa defined
threshold.
All the other tasks ,are scheduledin ,ascendingorder
of late-finish-time.
Resource Preference Guidelines: defining
the value orderingheuristics for the resourcesto
be ,assigned to performa task.
Both constraints ,and scheduling guidelines may
include action procedures,,allowing the user to
express complexevaluation functions. In the 5
Mill Schedulerthe definition of action procedures
was facilitated by a natural languageinteractive
editor ,and by a variety of graphictools available
in G2®,the software platform used for the
development.
2) Anaccurate constraints definition increased the
domainsize of somevariables. Actually, it
becameevident that in manycases the number
of alternatives available to the operator before
the installation of the 5 Mill Schedulerwas
limited by the need to managethe complexity
of constraints, rather than by the structure ,and
dynamicsof the manufacturing process. The
SchedulingEngine, enforcing the actual
material and resource constraints, wasable to
generatea larger variety of scheduling
solutions, withoutdeteriorating the qu,’dity of
the schedules.
3) Thevariable ,and value ordering heuristics
proved to be very effective. In almost 60%of
the cases, the SchedulingEngineis capable of
finding a feasible solution without
backtracking. In 20%of the cases, constraints
relaxation and the ResourcePermutation
methodare able to improvethe schedule over
the value ordering heuristics within the time
limit ,allowed.
In the 5 Mill Scheduler, the Process Modelis
defined ,and updatedin a special ModelEditing
Session and compiledinto efficient run-time
control structures.
During the initial phase of operation, two minor
changesin the design of the application became
necessary.
4. The Installation
and Operation of the
5 Mill Scheduler.
The 5 Mill Scheduler was installed in February
1992and has been continuously operating on-line
since that date. The schedulingfunction is
automaticallyactivated whena set of orders is
released. Whena scheduleis completed,it is
revised by the operator. The operator mayfirm or
change the scheduling decisions made. When
changes,are applied, the operator resubmitsthe set
of orders to be scheduled.In this case, the firmed
scheduledecisions ,and the applied changes,are used
by the 5 Mill Scheduler,as additional constraints
to be satisfied in the search for the schedule. On
average, ulmost 5%of the schedules are manually
edited by the operators.
The installation and the operation of the scheduler
confirmedthe validity of the constraint-directed
search approachfor the specific domain.
1) A declarative constraint languageenabled
moreintuitive ,and natur,al formulationof the
problem, simplifying the knowledge
,acquisition phase. Oncethe conslxaint-based
approachwasdecided, the dyn,’unic behaviorof
3O
The first change was madeto support the schedule
editing capability. Althoughschedule editing
capabilities were provided by the 5 Mill
Scheduler,an existing interface not interacting
with the scheduler was preferred to minimize
changes to the operator’s environment.Schedule
changes,are therefore applied outside the control of
the SchedulingEngine, at times violating capacity
constraints. Constraints violations are detected
during the reschedulingphase. In this phase, the
imperative nature of the schedule changes prevents
any explorations of alternative solutions, causing
irrecoverable dead-endsin the search process.
While somemanual schedule changes ,are
consequencesof errors, other ,are forced by the
occurrence of abnormalsituations. To overcome
the problem,,an "override" attribute was addedto
the constraint object definition. Whenan override
action procedureis defined and the Scheduling
Engine encounters a constraint violation caused by
the imperativedecision of an operator, a w,’u’ning
messageis issued, and the confirmation of the
intention to violate the constraint is requested.
Supporting this functionality required minor
"Look-aheadTechniques for Microopportunistic Job Shop Scheduling".
PhDthesis, School of Computer
Science, Carnegie Mellon University,
March 1991.
changesto the SchedulingEngine,and to the
Process Model.
The second changewas applied to provide greater
flexibility ,and autonomyin the selection of
resources by the operators. "Constraints Filters",
interacting with the action proceduresof some
constraints, enabledthe operator to graphically
modifythe resource selection criteria based on
product attributes like grade and temperature. The
Constraints Filters enabledthe operators to
dyn,-unically changethe selection criteria, without
requiring ,any ch,’mgesto the model.
[7]
Sathi, A., Fox, M. S., Greenberg, M.,
"Representation of Activity Knowledge
for Project Management."
IEEETransaction on Pattern Analysis
and MachineIntelligence, September,
1985.
[81
Smith, S. F., Ow,P. S., Muscettola,
N., Potvin, J. V., and Matthys, D.,
"An Integrated Frameworkfor Generating
and Revising Factory Schedules",
Journal of the Operational Research
Society,41(6), June 1990.
[9]
Zweben,M., Davis, E., and Deale, M.,
"Iterative repair for Scheduling,and
Rescheduling".
Technical Report, NASAAmes Research
Center, MS244-17, Moffett Field, CA
94035, 1991.
The 5 Mill Scheduler has been developed on top
of GensymCorporation’s G2®and is operating
TM 3800. It served as a prototype for
on a VAX
TM,
DSP a G2-baseddyn,’unic scheduling product
currently under developmentat Gensym.
References.
Chiodini, V.
"SCORE:An Integrated System for
Dynamic Scheduling and Control of
High-VolumeManufacturing".
Proc. 5th IEEEConf. on Artificial
Intelligence Application (Miami), March
1989, pages 271-278.
[21
VAX
is a trade-mark of Digital
Equipment Corporation.
G2is a registered trade-mark of Gensym
Corporation.
Fox, M. S., ,and Smith, S.F.,
"ISIS: A Knowledge-BasedSystem for
Factory Scheduling",
Expert Systems, 1 (1), July 1984,
pages 25-49.
[31
Fox, M. S., Sadeh, N., Baykan, C.,
"Constrained Heuristic Search"
Proceedingof the Eleventh International
Joint Conferenceon Artifici,’d
Intelligence, 1989, pages 309-315.
[4]
OwP.S., Smith, S. F., and Thiriez, A.,
"Reactive Plan Revision",
Proceedings AAAI-88,St. Paul, MN,
1988.
[5]
Sadeh, N., Fox, M. S.,
"V,’uiable and ValueOrderingHeuristics
for Activity-based Job-shop Scheduling".
Proceedingof the Fourth International
Conference on Expert Systems in
Production ,and Operations Management,
Hilton HeadIsland, S.C., March1990,
pages 134-144.
[6]
Sadeh, N.,
DSPis a trade-mark of Gensym
Corporation.
31
Definitions
States
furnace
batch-furnace
resource
Process
Plan
continuous-furnace
mill¯
"WZ"
"H"
"MILL1"
"MILLZ"
"W3"
"W4"
"W6"
Definitions
Constraint
States
Process
Plan
"Z0-ton-flow-gap"
Resources
"20-ton-flow-delay"
"bFfinish-Lime-delay" "BFnon-overlapping"
N
H
Guidelines
"BFUtJllz. DepP. Time" "HeaLing
Processtime"
Data Interface
Displays
CloseModel
B
"zoton oul]owrate"
N
H
"a tonoutflowrate"
N
"Z0ton uLilizaLion""8 ton utilization" "4 ton utilization" "1 ton uLillzatlon"
H
N
N N H
N
N
"started-by HSM""finished-by SMMilling"
N
N
N
milling-set-up-Lime mlll-outnow-rateassert-mill-transition-task
mlll-lnl]ow-rate
N
H
N
furnace-doors-coupling
"HeaLingLot splitting" Idle-resource max-heaLing-duration
"mlHow-rate"
N
"dooruLillzation"
N
N
32
"milHlenup"
N
mlll-utillzaLion
N