December 2007

December 2007
Wishing you a wonderful holiday season!
CLEANROOM NEWS
Process Spotlight: ITO Etching, Part II
Last month, we discussed the use of standard wet etching processes to pattern ITO films. This month, we will discuss two topics: etching of high resolution patterns in ITO, and dry etching methods.
The Need for High Resolution
Conventional passive matrix LCD designs usually have minimum ITO feature sizes that are fairly large
(think seven-segment displays), often 100 microns or more. However, higher information content displays and active matrix LCDs may have gaps between ITO features of less than 10 microns. In-planeswitching type LCDs have patterned subpixels with 3 micron feature sizes in production (researchers have shown that 1 micron features would perform even better, but agree that 3 microns is about the current limit of production due to yield issues). Work at LCI on beamsteering devices has focused on minimizing gaps between ITO features, to minimize fringe field effects, with current devices having 3 micron gaps.
While this higher resolution may not seem difficult to achieve, given the semiconductor world’s push to
.12 micron lithography, it poses a number of challenges for flat panels. Traditional LCD manufacturing has often made use of dry film laminated resist materials (similar to the printed circuit board industry), which are cheaper and are well suited to typical resolutions. Liquid positive resists (from AZ Hoechst or
Rohm & Haas S1800 series) give more than enough resolution capability to achieve 3 micron feature sizes and smaller (the chemistry of these materials will be discussed in a future newsletter), but require new equipment for deposition, and introduce new waste disposal considerations. This is of small concern given the high level of performance of these materials for high resolution patterning.
Why overetching occurs
The main difficulty with achieving these small feature sizes in ITO relates to the etching process. High resolution resists are deposited on the ITO coated substrate by spincoating. The adhesion of the resist to the surface is critical for high resolution patterning with wet etching. For large featured patterns, this effect is not typically noticed, since a 100 micron mask feature that becomes 96 or 98 microns after etching makes no difference in device performance. For a line or gap that is 3 microns in size, however, this can be a catastrophic difference, causing small features to be etched away, or gaps to be much too large, and ITO edges to be washed out. The reason for this is that ITO surfaces tend to adsorb moisture, resulting in hydrogen bonds to water molecules at the surface level. The resist then bonds to the water molecules instead of the ITO surface.
When an ITO coated substrate with resist pattern is placed into a wet etch bath, the process is isotropic, that is, etching occurs at the same rate in all directions on exposed surfaces. With a typical ITO thickness of 200 angstroms or less for a 100 ohm per square film, etch times of 1-5 minutes (depending upon
whether the bath is heated or not) are typical. Since this is an isotropic etch, it can be reasoned that if it takes 1-5 minutes to etch through 200 angstroms, it should take hours before visible overetching occurs
(at 200 angstroms per minute, it would take 50 minutes to etch 1 micron beyond the resist coated edge).
So why do we see massive overetching in some cases? Because of the water molecules imposed between the resist and ITO; the acid bath can rapidly break through these bonds, exposing larger areas of ITO to attack from the top surface.
Ways to prevent overetching
In last month’s newsletter, adding oxidizing agents to acid etch baths (such as HNO3 to HCl) was discussed as a method to increase etch rates and improve edge quality. This is important, but differences in edge quality due to this change are barely visible with optical microscopy. Better surface cleaning and use of adhesion promoters are much more important.
Use of UV/Ozone cleaning and dehydration bakes (in a vacuum oven), if not part of a standard process, can help to significantly improve resist adhesion. At the LCI, we use a UVOCS UV/O3 cleaner or a
Samco UV/O3 cleaner as a final cleaning step just before spincoating resist. Cleaning time is somewhat dependent upon the machine; the UVOCS tools generate O3 from air via UV, while the Samco model incorporates an ozone generator, so cleaning times range from a few minutes to half an hour or so.
Occasionally, we use our VWR Vacuum Oven to bake substrates overnight at 80C immediately after the standard ultrasonic cleaning.
Resist manufacturers also sell adhesion promoters, which are spin on materials (vapor priming is also used in the semiconductor industry, but requires special equipment) that chemically bond to the ITO surface. HMDS is a commonly used adhesion promoter.
Dry Etching of ITO
In general, dry etching processes are more time consuming and costly than wet etching. Dry etching is generally an anisotropic process, however, so high aspect ratio features can be etched. For displays, this is not of high value, since ITO films are generally very thin to begin with. However, it dry etching equipment is available, there are a number of different recipes that work for etching of ITO.
There are two general approaches to dry etching of ITO, each utilizing a different reaction pathway.
Halogen acids can be used (HCl, HBr, HI) as a process gas, or hydrocarbons (CH4, methanol, hydrogen).
The halogen-based methods remove the ITO in a similar fashion to wet etching, but the hydrocarbons work much differently. With hydrocarbons, it is presumed that hydrogen gas reduces the indium and tin, and binds with the oxygen to form H2O; CH3 radicals then bind with the indium and tin to form volatiles that are removed from the chamber. With pure H2, it is assumed that indium and tin are removed by physical sputtering as opposed to CH3 radicals. With all of the above approaches, high etch rates (1000 angstrom / minute or more) and good selectivity of etching are achieved. With a number of the hydrocarbon dry etching processes, heating must be included to prevent condensation of carbon films on the chamber and/or substrate.
Some resources to learn more about ITO etching:
1. Principles of Lithography, Second Edition, H. Levinson, SPIE Press, 2005.
2. R. Dammel, Diazonaphthoquinone-based Resists, SPIE Press, 1993
Dry etching of ITO
1.
H. Takei, Y. Yasui, K. Mizuno, S. Sakio, and S. Ishibashi, “ITO dry-etching mechanism and its application in the fabrication of LCDs,” Journal of the Society for Information Display --
September 2001 -- Volume 9, Issue 3, pp. 161-164.
2.
I Adesida, D. G. Ballegeer, J. W. Seo, A. Katterson, H. Chang, K. Y. Cheng and T. Gessert,
"Etching of Indium Tin Oxide in Methane/Hydrogen Plasmas", Journal of Vacuum Science and
Technology, B9(6), 1991, pp. 3551 – 3554
3.
R. J. Saia, R. F. Kwasnick and C. Y. Wei, "Selective Reactive Ion Etching of Indium- Tin Oxide in a Hydrocarbon Gas Mixture", Journal of Electrochemical Society, 138(2), 1991, pp. 493 – 496
4.
M. Mohri, H. Kakinuma, M. Sakamoto, and H. Sawai, “Plasma Etching of ITO Thin Films Using a CH4/H2 Gas Mixture,” Japanese Journal of Applied Physics, Vol 29, No 10, 10/1990, L1932-
1935.
5.
K. Nakamura, T. Imura, H. Sugai, M. Ohkubo, K. Ichihara, “High-Speed Etching of Indium Tin
Oxide Thin Films Using an Inductively Coupled Plasma,” Japanese Journal of Applied Physics,
Vol 33, 1994, pp. 4438-4441.
Process Development:
SiO
2
and Multiple Layer ITO
Within the past year, we have acquired an MRC sputter coating machine that deposits SiO
2
among other things.
We have been working to develop a sputtering process to deposit SiO
2
to use as an insulator instead of using spun-on types for applications that are not conducive to spun-on barrier films. In conjunction with this process development, we have been developing other related and enhanced capability processes.
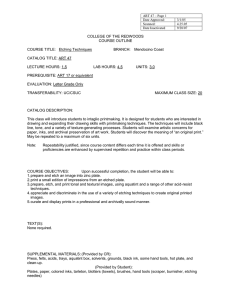
In one example, it is sometimes desired to develop electrode patterns in LCDs that have inter-electrode spacing gaps of zero, customarily in the 5-20 um range. Gaps are areas that can not be driven and cause various detrimental optical effects based on their final size. Having no gaps would allow for some of these optical effects to disappear, and raise optical efficiency of the electrode system. But, if there are no gaps, all the electrodes would be touching each other and would be electrically shorted. However, we are working on a two-layer electrode system where all the even numbered electrodes are on one layer and all the odd numbered electrodes are on a second layer. In this way, the edges of the electrodes can be overlapping in the viewing direction, without electrical gaps, and the two layers are separated by an insulator, SiO
2
. This adds an additional ITO patterning step to deposit the second ITO layer and pattern it. This also adds a new patterning step whereby the first layer of ITO has to be accessed by creating vias thru the SiO
2
layer. A final fourth patterning step then has to be done to deposit metal lines to connect the vias to outer connection pads.
Nickel
ITO
ITO
Glass
SiO
2
We have the capability to deposit ITO or this deposition can be outsourced. We have successfully put down SiO
2
as an insulator also. To etch the SiO
2
for vias requires an HF acid etch, which we have done here, but this can only be done by experienced staff personnel. We can also deposit the metal lines using
Nickel or Aluminum. We have not tried the completely gapless design yet as we have not yet put on a second ITO layer, but this is on the horizon.
As we continue to develop this process, if you have any possible needs for this type of process capability or something related to our in-house efforts, please let us know, and maybe we can help.
Equipment Update
Several tools in the LCDRF will be undergoing maintenance and upgrades, or have recently completed maintenance:
Dr. Qihuo Wei’s Oxford 80+ reactive ion etcher (RIE) system was installed early in October. An
Oxford engineer will return in a few weeks for process training. Standard processes on this tool will be etching of Si, SiO2, and silicon nitrides. Other processes are possible using the SF6 and CHF3 gases
(along with Ar or O2).
The Oriel Mask Aligner will undergo lamp replacement / alignment and stage planarization next week.
This should improve performance with high resolution photolithography.
The Technics PlanarEtch II plasma etcher is currently down. No work is planned on this machine in the next month. If you have interest in using this machine, please contact Doug Bryant; if there is a need for it, we can bump this up in priority.
The Clean Air Systems Wet Bench has been gutted and is being rebuilt for maximum efficiency in working with 6” and 7” glass. Kevin Ballard, and undergraduate cleanroom assistant, has been working to redesign the work surface, and prepare mechanical drawings. Design phase for this work is nearly complete, with actual installation scheduled for late winter.
What’s New on the IPP Web site?
The following updates and additions have been made to the IPP web site in the month of December:
Clean Room Floor Plan
List of Clean Room Equipment (with photos)
LCI News
New Faces at LCI
Krishnamurthy Rameshbabu , postdoctoral fellow, working in Quan Li’s group, December 2007 – Sept.
2008
SPIE Conference: Photonics West 2008
Professors L.-C. Chien, Robin Selinger, and Antal Jakli will chair sessions at the upcoming SPIE
Conference Photonics West 2008: Emerging Liquid Crystal Technologies III from January 20-22.
Professor Chien has two recent publications:
Shin-Ying Lu and Liang-Chy Chien, “A polymer-stabilized single-layer color cholesteric liquid crystal display with anisotropic reflection,” Appl. Phys. Lett. 91, 131119 (2007)
Shin-Woong Kang and Liang-Chy Chien, “Field-induced and polymer-stabilized two-dimensional cholesteric liquid crystal gratings,” Appl. Phys. Lett. 90, 221110 (2007)
Quan Li’s Recent Publications and Patents
Q. Li, L. Green, N. Venkataraman, I. Shiyanovskaya, A. Khan, A. Urbas, J. W. Doane, Reversible
Photoswithable Axially Chiral Dopants with High Helical Twisting Power, Journal of the American
Chemical Society 2007 , 129(43) , 12908-12909.
X. Zhou, T. Narayanan, Q. Li, New Mesogen with Thermotropic Cubic Phase: 3,4,5-Tris-
(11,11,12,12,13,13,14,14,15,15,16,16-tridecafluoro-hexadecyloxy)-benzoic Acid. Liquid Crystals 2007 ,
34 , 1243-1248.
S. Kang, Q. Li, B. D. Chapman, R. Pindak, J. O. Cross, L. Li, M. Nakata, S. Kumar, Micro-focus X-ray
Diffraction Study of the Columnar Phase of Porphyrin-based Mesogens, Chemistry of Materials 2007 , 19 ,
5657-5663.
Q. Li, L. Li, A. Jakli, J. Harden, “Nanoscale Discotic Liquid Crystalline Porphyrins”, US Patent
7,279,570, issued on Oct. 9, 2007.
Q. Li, X. Zhou, “Light-harvesting Discotic Liquid Crystalline Porphyrins and Metal complexes”, US
Patent 7291,727, issued on Nov. 6, 2007.
Quan Li’s Recent Talks
234 th
ACS National Meeting, Boston
Title: Synthesis of novel reversible photoswitchable chiral dopants with unusually high helical twisting power (August 20, 2007)
234 th
ACS National Meeting, Boston
Title: Synthesis of thiol monolayer-protected gold nanorods (August 20, 2007)
Glenn Research Center at Lewis Field, National Aeronautics and Space Administration (NASA)
Title: Photoresponsive liquid crystals: From photodisplay to nanostructured photovoltaics (July 24, 2007)
International Conference on Smart Materials and Nanotechnology, Harbin
Title: Reversible photoswitchable chiral azo liquid crystals (July 4, 2007)
Spring 2008 Seminar Schedule
Jan. 30, Dr. Ruben Ramos Garcia , National Institute of Astrophysics, Optics and Electronics, Mexico,
Title: “Nonlinear phase contrast microscope using dye-doped liquid crystals”
Feb. 6, Prof. Richard J. Spontak , Department of Chemical and Biomolecular Engineering, North
Carolina State University, Title: “Molecular Design of Nanostructured Block Copolymers as a Route to
High-Performance Electroelastomers”
Feb. 20, Prof. Sasha Govorov , Ohio University, Title: “Exciton-plasmon interaction in coupled semiconductor and metal nanocrystals"
March 5, Prof. Linda Hirst , Department of Physics, Florida State University, Title: TBD.
April 16, Prof. Matthew A Glaser , Department of Physics, University of Colorado, Tentative Title:
“Nanophase segregation and frustration: chirality, splay, and curvature in bent-core smectics”
Liquid Crystal Research Seminar
Monday, December 17, 2007
4:00pm
LCI Samsung Auditorium
Monodomain alignment of the smectic A liquid crystalline phase from the isotropic phase
Mitya Reznikov†, Bentley Wall†, Mark A. Handschy‡, Philip J. Bos*†.
†Liquid Crystal Institute, Kent State University, Kent, Ohio 44242 USA
‡Displaytech, Inc. 2602 Clover Basin Drive, Longmont, Colorado 80503 USA
A new liquid-crystal alignment method described here provides uniform orientation of otherwise difficultto-align smectic-A liquid crystal materials lacking a nematic phase. The smectic-A phase is grown in the presence of a 1020 K/mm temperature gradient from an air bubble located within a cell by a photolithographically defined channel in the cell substrates. We obtain uniform layer alignment in millimeter-wide smectic regions at growth rates below about 0.05 µm/s even though there is a tendency for spontaneous nucleation of focal-conic defects at higher growth rates once the width of the smectic-A region exceeds a critical value of about 20 mm.
Please let us know if you would like more detailed information about any activities at the LCI.
Phil Bos pbos@lci.kent.edu
330-672-2511