FS3D D1 SLI TESTING REPORT Table of Contents By Laurence G. Hassebrook Last updated 6/28/2013
advertisement

FS3DD1SLITESTINGREPORT
By Laurence G. Hassebrook
Last updated 6/28/2013
TableofContents
1. Background ........................................................................................................................................... 2 1.1 Test Apparatus .................................................................................................................................... 2 1.2 SLI Image Signals ................................................................................................................................. 3 2. Basic Requirements ............................................................................................................................... 5 3. Geometric Accuracy .............................................................................................................................. 7 3.1 Across‐Bar Error ............................................................................................................................ 7 2.37 Along‐Bar Error ............................................................................................................................. 8 2.38 Depth Resolution and Noise Level ................................................................................................ 9 2.39 Structured Light Illumination Depth Banding Test ..................................................................... 10 4. Spatial Frequency Response of SLI Amplitude Modulation Parameter .............................................. 11 5. Gray Level Uniformity ......................................................................................................................... 12 5.1 Requirement #1: Adjacent Row and Column Uniformity ................................................................. 13 5.2 Requirement #2: Pixel‐to‐Pixel Uniformity ....................................................................................... 14 5.3 Requirement #3: Small Area Uniformity ........................................................................................... 14 5.4 Requirement #4: Noise Standard Deviation ..................................................................................... 15 5.5 Measurement of Device Input‐Output Relation ............................................................................... 15 6. Fingerprint Image Quality ................................................................................................................... 17 REFERENCES ................................................................................................................................................ 23 A. APPENDIX: Section 2 Data Calculations .............................................................................................. 23 The experimental measurements are referenced to [1] in terms of its sections and section titles.
Measurements that pass existing PIV and Appendix F are indicated by Green font and
measurements that fail are indicated by Red font. Most of the measurements we performed
manually. We were not able to obtain the software indicated in the PIV document. In future
iterations, we will automate or add software algorithms to some of the measurements to make
them more statistically accurate and repeatable.
1 The scale factors of the original FS3D D1 were off by 14.5% and based on 40 calibration points.
UK recalibrated the device using a multi-grid approach using 144 calibration points.
Furthermore, the multi-grid approach can be post-processed to reduce optical distortion. In future
iterations, FS3D will be expected to perform the calibration.
The tubular flattening used by the D1 does not function with flat surfaces because its level 1
process determines a radius. If the radius is too large then the algorithm gives incorrect results.
There are several ways to fix this. If the level 1 results in a radius above a certain value, then the
function could block level 1 and only use the level 2 operation. UK has used a general spring
algorithm which works on any shape and seems to approximate the non-uniform compression
and expansion characteristics of a real finger.
1. Background
We give background on the test apparatus in section 1.1 and the Structured Light Illumination
(SLI) Phase Measuring Profilometry (PMP) method and how it relates to the imagery under test
in section 1.2.
1.1TestApparatus
The FlashScan3D D1 scanner is shown in Fig. 1.1 with and without its finger guide. When
conducting imaging tests, the guide is removed and the aperture edges are used as alignment
features for X, Y and Z world coordinates.
Figure 1.1: (left) D1 with finger guide. (right) D1 without finger guide and test alignment edges indicated. 2 The test apparatus consists of a vertical translation stage with a Ronchi Ruling attachement as
shown in Fig. 1.2 (left). A 1c/mm Ronchi Ruling is shown in Fig. 1.2 (right). The Ronchi rulings
in our tests were obtained from reference [2]. The rulings are printed on paper which is cut and
glued to plastic mounts. Such a mount is shown in Fig. 1.2. The translation stage uses a screw
with 1 turn/mm so it can be manually positioned accurately in 1 mm and 0.5 mm increments.
Figure 1.2: (left) Test Apparatus for moving test patterns. (right) View of a Ronchi Ruling.
1.2SLIImageSignals
Unlike traditional photography, SLI provides signal and depth information in image form. The
reason is that the D1 SLI is implemented by projecting a series of sine wave patterns sequentially
shifted in the “phase” direction. In this report, the phase dimension is vertical or along the Y
dimension of the imagery. What we call the “orthogonal” dimension is horizontal or along the X
direction. A set of projection patterns for a single cycle or unit frequency is shown in Fig. 1.3.
3 Figure 1.3: Unit frequency pattern projection sequence.
The projected patterns are described in projector coordinates {xp, yp} as
I Pr oj ,n x p , y p A p B p cos 2 f c y p 2 n N
(1.1)
where in Fig. 1.3, fc=1 and N=8 and n=0, 1, 2,… , 7. The camera captures these patterns at an
angle, reflected off the target surface and hence, distorted by the depth of the surface. The
received images in camera space {xc, yc} are described by
I n xc , y c Axc , y c B xc , y c cos2 n N z x c , y c
(1.2)
Since the patterns occur in time, we can refer to the processed results from the patterns as an
image signal in that each pixel has a time signal associated with it. There are 3 image types that
we can calculate from Eq. (1.2). The first one is simply an average of all the patterns and looks
like a photographic image of the target. If N is even and is 4 or larger, then the average intensity
image signal is
Axc , y c
1
N
N 1
I
n
xc , y c
(1.3)
n 0
The other two image signals are the intensity modulation, B(xc, yc), and the phase, z(xc, yc),
image signals. The intensity modulation is a measure of peak-to-peak reflectance of the patterns
and the phase is directly related to world coordinates via a perspective transformation. The
measurable outputs from are the world coordinates {Xw(xc, yc), Yw(xc, yc), Zw(xc, yc)} where Zw(xc,
yc) is used in place of intensity in some of the specifications. The intensity equivalent parameters
of SLI are listed in Table 1-1.
4 Table 1‐1: SLI intensity equivalents that may be used in place of intensity measures in performance specifications. Intensity
Equivalent
Parameter
A(xc, yc)
B(xc, yc)
Zw(xc, yc)
Description of Parameter
Intensity average of the patterns at each pixel location {xc, yc}.
Intensity modulation indicates the peak-to-peak variation of the reflected patterns
at each pixel location {xc, yc}.
Depth measure. After a flattening process is applied, the finger curvature is
removed but the ridge cross sections still have depth variation. These ridge depths
are encoded with gray levels corresponding to an intensity equivalent.
2. BasicRequirements
See section 2 of reference [1]. The requirements and results are in Table 2-1. We removed the
finger guide and used the top edge surface as Zmax. Zmin is 5mm lower (ie., closer to the camera &
projector) than Zmax and Z0 is 2.5 mm below Zmax. We used a 1cy/mm Ronchi ruling positioned
along the phase direction and the orthogonal direction to measure the resolution and capture size.
Because this report is an iteration, I only did single measurements across the middle of the
images. The measurement for the Native resolution was performed by dividing pixel distance by
number of Ronchi cycles. That result was used with the image size (480 x 752) to determine the
Capture size. None of the capture sizes pass due to the orthogonal width. This is not a serious
problem but will require a change in FOV. All the Native resolutions passed and as Nyquist
frequencies, they are more than twice the required 500 ppi needed in the final output.
The “Resolution Scale” in Table 2-1 allows for keyhole camera distortion in contact scanners.
For SLI scanners, it is more appropriate to measure calibration error. So we calculate scaling
error where we assume the Native Resolution measurement to be the correct value. From the 2-D
contact specifications of the PIV, the units are in percent error where the bound is +2% =
(10/500) x100% error. For example, for Zmax phase measurement, we find that the distance across
17 cycles in the Ronchi ruling is 19.47mm when it really should be 17 mm. The scaling error is
14.5% error = 100% x (19.47-17)/17. This error will carry through to the downsampling
algorithm that interpolates the output to exactly 500 ppi assuming there is no error in the
measured distance. Hence, the calibration error will not downsample to 500 ppi but rather have a
percent error similar to the calibration error.
Table 2‐1: Required and measured basic requirements. Parameter
(a) Capture
Size
(b) True
Optical or
Requirement
> 12.8 mm wide
by > 16.5 mm
high
> 500 ppi in
sensor detector
Measured Value
Zmax: 11.91 mm by 18.88 mm
Z0: 11.57 mm by 18.32 mm
Zmin: 11.16 mm by 17.69 mm
Zmax: Ortho=1023.62 ppi, Phase= 1011.52 ppi
Z0: Ortho= 1054.10 ppi, Phase= 1042.89 ppi
5 P/F
F, P
F, P
F, P
P, P
P, P
Native
row and column
Resolution directions.
(Nyquist
frequency)
(c) Resolution 490 ppi to 510
Scale
ppi in sensor
detector row and
column
directions. Allow
+2% error
(d) Image
Type
Capability to
output
monochrome
image at 8 bits
per pixel, 256
gray levels (prior
to any
compression).
Zmin: Ortho=1092.20 ppi, Phase=1079.50 ppi
P, P
See sample calculation for Eq. (2.1).
6 cycle measurements: 495.3 to 499.5 ppi
1 cycle measurements: 508 ppi (Fails ApF, Passes
PIV)
P, P
F, P
The FS3D calibration was too inaccurate to pass
this test. Also the tubular flattening did not
function with a flat surface. But with UK
calibration and a UK general springs flattening
plugin, the results improved.
mvBlueFox-MLC200wG: provides 8 bits per pixel. Pass
The software keeps that pixel resolution in all
stages of processing to the final output image.
Sample calculations for Table 2-1:
(a) To get the FOV we first found the ppi values for Zmin, Phase direction, in part (b). Then
finding the FOV is simply a matter of dividing the number of pixels in the phase direction (752)
by the ppi. For the example in (b) this would yield 17.69 mm = 25.4 mm/in x 752 points /
1079.50 ppi
(b) Using a graphic application we determine two positions within the I.bmp file, shown in Fig.
2.1 (right), for Zmin height and Phase direction. The two positions correspond to edges of the
ruling stripes {220, 709} and {220, 29}. The pixel coordinate 220 is about the center of the 480
pixel wide image. The pixel distance in the phase direction is 680 pixels =709-29. The number of
stripe cycles (i.e., 1 black and 1 white stripe) is 16 cycles. We know that 1 cycle = 1mm. So the
samples per inch are 1079.50 ppi=25.4 (mm/in) x 680 pixels / 16 mm.
6 Figure 2.1: The captured Ronchi ruling 1c/mm intensity modulation image of I.bmp. Image 752 x 480 pixels. (left) Orthogonal alignment and (right) phase alignment.
(c) Consider the Zmax phase measurement. Using the measurements in Table 3-1 we can
determine the ppi. For 6 cycles we measured either 117 pixels or 118 pixels. The down sampling
is based on the world coordinates. So the measured pixels (points) per inch is
ppi measured
N p points
6 mm
25.4 mm
1 inch
(2.1)
Where Np is the number of pixels, 6 mm is the actual distance of the 6 cycle measurement and
25.4 is the unit conversion between mm and inches. The results for 117 and 118 pixels is 495.3
and 499.5 ppi, respectively. For a single cycle measurement, Eq. (2.1) is only over 1mm so we
have 508 ppi = 20 pixels x 25.4 mm/inch.
3. GeometricAccuracy
Test geometric accuracy of Xw, Yw, Zw and radial distortion. The “across-bar” measurements,
described in reference [1], are applicable to section 2 resolution scale. The “along-bar”
measurements are intended to limit radial distortions such as barrel distortion.
3.1
Across‐BarError
All measurements are in either inches or mm as stated. Given Z0 as the reference height, then
Zmax = Z0 + 2.5 mm and Zmin = Z0 – 2.5 mm. Letting Z0 = 0 and converting to inches:
{Zmax, Z0, Zmin} = {0.098 in, 0.0, -0.098 in}
D < 0.0013, for 0.00 < X < 0.07
D < 0.018X, for 0.07 < X < 1.5
where
7 X=Actual target distance= number of cycles x (1/25.4 in/cycle)
Y=Measured image distance
D=|Y-X|
The specification indicates a measurement for 1 and 6 cycles. The measurements were performed
toward the center of the captured data images. Because we are manually measuring these values,
we used leading or trailing edges as the references. For future measurements, we will use
automated measurement which works more accurately by determining the bar centers as the
reference points. Table A-3 is in Native resolutions prior to flattening and downsampling. Table
3-1 are the same measurements performed after flattening and downsampling to 500 ppi. All the
single cycle measurements quantized to 20 pixels. The 6 cycle measurements quantized to either
117 pixels or the more accurate 118 pixels. The present tubular flattening used by the D1 scanner
will not flatten an already flat surface. That is, the tubular algorithm requires curvature of the
surface to estimate a radius. So it does not work. So in this test, we use a general flattening
plugin developed at UK to perform the flattening. The general flattening algorithm uses a grid of
springs fit to the original finger surface (not including ridges) and is forced to be flat. Then the
springs relax and the resulting lateral nodes are used to map the original fingerprint to a flat
surface leaving only the ridge cross sectional variation.
Table 3‐1: Across‐Bar Error after flattening and down sampling. Direction,
Height
Ortho, Zmax
Phase, Zmax
Ortho, Z0
Phase, Z0
Ortho, Zmin
Phase, Zmin
Ortho, Zmax
Phase, Zmax
Ortho, Z0
Phase, Z0
Ortho, Zmin
Phase, Zmin
Y=
Measured
Dist.
(mm)
1.016
1.016
1.016
1.016
1.016
1.016
5.994
5.944
5.994
5.944
5.994
5.994
X=
Actual
Dist.
(mm)
1
1
1
1
1
1
6
6
6
6
6
6
Diff.
(mm)
% Error Diff.
(inch)
ApF
0.01X
(inch)
PIV
0.018X
(inch)
P/F
ApF,
PIV
0.016
0.016
0.016
0.016
0.016
0.016
0.006
0.056
0.006
0.056
0.006
0.006
1.6%
1.6%
1.6%
1.6%
1.6%
1.6%
0.1%
0.93%
0.1%
0.93%
0.1%
0.1%
7.0 E-4
7.0 E-4
7.0 E-4
7.0 E-4
7.0 E-4
7.0 E-4
23.6 E-4
23.6 E-4
23.6 E-4
23.6 E-4
23.6 E-4
23.6 E-4
13 E-4
13 E-4
13 E-4
13 E-4
13 E-4
13 E-4
42.5 E-4
42.5 E-4
42.5 E-4
42.5 E-4
42.5 E-4
42.5 E-4
P, P
P, P
P, P
P, P
P, P
P, P
P, P
P, P
P, P
P, P
P, P
P, P
6.30 E-4
6.30 E-4
6.30 E-4
6.30 E-4
6.30 E-4
6.30 E-4
2.36 E-4
22.04 E-4
2.36 E-4
22.04 E-4
2.36 E-4
2.36 E-4
2.37 Along‐BarError
The along bar error is described in reference [1], subsection 3.4.2. See details for Table 3-2 in
Appendix A, Table A-4. The max H threshold is based on a bar length of 1.5 inches. The points
selected were limited by the FOV to be much less than 1.5. So the resulting H error is scaled by
1.5 divided by the AC length and then compared with the Max H threshold of 0.027 inches. We
chose to perform this process in the native resolution for more accuracy but since the
8 measurements were an order of magnitude under the Max H, using the flattened and down
sampled image should also pass the test.
Table 3‐2: Native curvature measurements using most likely to be curved bar (i.e., bars near edge of FOV). Direction,
Height
Ortho, Zmax
Phase, Zmax
Ortho, Z0
Phase, Z0
Ortho, Zmin
Phase, Zmin
Scaled H ApF (inch) Max H thresh (inch) 0.0053 0.016 0.0025 0.016 0.0042 0.016 0.0050 0.016 0.0027 0.016 0.0027 0.016 PIV Max H thresh (inch) 0.027 0.027 0.027 0.027 0.027 0.027 P/F ApF, PIV P, P P, P P, P P, P P, P P, P 2.38 DepthResolutionandNoiseLevel
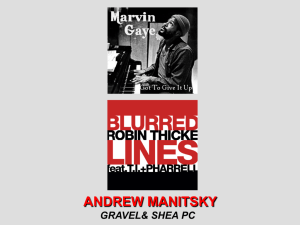
We use the results from the multi-grid calibration technique. The downloadable calibrate.exe can
be downloaded from http://www.engr.uky.edu/~lgh/soft/softscannerDownloadsOnly.htm along
with tutorials. This program outputs actual and calculated values of the multi-grid feature
centers. For each plane, the average Z value and STD are calculated and presented in Table 3-3
and plotted in Fig. 3.1. At this time there is no specification threshold on depth. In appendix F
the specification is for gray level and is in section 2.1 of appendix F. In SLI depth can be treated
as a spatial dimension or mapped to a gray level. Consider 7.65/255 as a threshold scaling
coefficient based on gray level mapping. Then for a 5 mm depth span, the allowed variation
would be 0.15 mm =5mm x 7.65/255.
Table 3‐3: Depth Measurement Accuracy. Actual Z
(mm)
0
1
2
3
4
5
Average Measured
Z (mm)
0.0364
0.9688
1.9807
2.9959
4.0043
5.0139
Z (mm)
Z STD (mm)
0.0364
-0.0312
-0.0193
-0.0041
0.0043
0.0139
0.0454
0.0374
0.0267
0.0220
0.0198
0.0296
9 Threshold
(mm)
0.15
0.15
0.15
0.15
0.15
0.15
Pass/Fail
P
P
P
P
P
P
Figure 3.1: Depth linearity and accuracy.
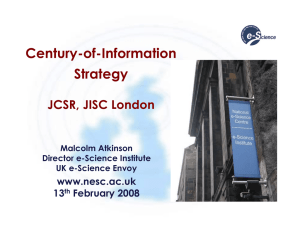
2.39 StructuredLightIlluminationDepthBandingTest
Banding can be measured by sampling a position on the Z peak on a band and two points, one on
either side of the peak in the valleys of the band. Applying the triangle geometry used in the
“along-bar” analysis, we get the peak-to-peak measure of the banding. Other information that
may be important to the SLI designer is the wavelength of the band along with the wavelength of
one of the reflected patterns. This additional information may help the designer but is not
necessary for the specification. GL3Dview.exe is used to get the three data points. An automated
process can sample the data for banding statistics but since this is a new specification and we are
measuring manually we selected the worst banding region in the multi-grid set and took one test
sample. To find the band features we used GL3Dview to metalize the surface as shown in Fig.
3.2. The banding is maximum toward the bottom of that image. The data taken and the results of
the measurement are shown in Table .
10 Figure 3.2: Metalized calgrid0_0F.bmp grid surface, at Zmin depth, revealing SLI banding.
Table 3‐4: Banding measurement. Scan File
A-valley (mm)
{Xw, Yw, Zw}
Calgrid0_0F.bmp 5.7967,
2.9267,
1.9506
B-peak (mm)
{Xw, Yw, Zw}
5.7972,
2.7810,
1.9549
C-valley (mm) H (p-p)
{Xw, Yw, Zw} (micron)
5.7975,
4.7539
2.6372,
1.9497
Thresh
(micron)
15.00
P/F
P
4. SpatialFrequencyResponseofSLIAmplitudeModulationParameter
Our depth targets are still in production so we conducted scaled experiments on other scanners to
find an alternative. What we found is that SLI has alternative parameters that can be used for
intensity based Frequency Response analysis. In particular, the amplitude modulation parameter,
described in subsection 1.2, demonstrates high contrast and is based on the temporal signature of
the patterns at each pixel. Due to time constraints we were only able to obtain and test Ronchi
rulings with 1cy/mm, 2 cy/mm, 3 cy/mm, 4 cy/mm, 5 cy/mm and 10 cy/mm. In future research
we will obtain and test grids with 6 cy/mm, 7, cy/mm, 8 cy/mm and 9cy/mm. While the present
results are certainly promising, future tests need to include these higher frequencies. For this
iteration, for the phase alignment, we also only sampled values from a 20 x 100 point area in the
center of the scan outputs. The partition was then averaged along 20 pixel dimension to reduce
the effects of extrema and then the maximum and minimum peaks were used for the data
processing. The rectangle was rotated 90 degrees for orthogonal Ronchi alignment. The output
was from the general springs algorithm and uniformly down sampled to 500 ppi.
We used the non-normalized definition of CTF as the modulation index such that
CTF B f
maximum B minimum B maximum B minimum B
(4.1)
Both the PIV and Appendix F Specifications allow normalization of the CTF by the “0”
frequency CTF value. Furthermore, for practicality, a low frequency of 0.3 cy/mm may be used
11 as the normalizing value. For our tests, the lower frequencies were flat, i.e., same values, in
modulation index so we used the f = 1 cy/mm as the normalization term such that
CTF NB f
CTF B f
CTF B 1
(4.2)
Tables for both results are given in this section and sample graphs are shown in Appendix A.
Table 4-1 shows the non-normalized results and Table 4-2 shows the normalized CTF results.
While the native resolution captured the 10 cy/mm without aliasing. After the flattening and
down sampling to 500 ppi there was aliasing. Better angular alignment and distortion correction
may resolve this problem in future tests.
Table 4‐1: Non‐normalized CTF results for 500ppi after flattening with uniform springs algorithm. Cy/mm CTF
Phase
Zmax
1
0.8712
2
0.8895
3
0.8895
4
0.8525
5
0.7650
10
0.4364
CTF
Ortho
Zmax
0.8279
0.8706
0.8747
0.8442
0.7564
0.4430
CTF
Phase
Z0
0.8729
0.8866
0.8787
0.8323
0.7326
0.3747
CTF
Ortho
Z0
0.8209
0.8624
0.8635
0.8202
0.7179
0.3746
CTF
Phase
Zmin
0.8326
0.8732
0.8590
0.7909
0.6562
0.2752
CTF
Ortho
Zmin
0.8193
0.8560
0.8409
0.7855
0.6589
0.2564
ApF
Thresh
PIV
Thresh
P/F
ApF,PIV
0.9480
0.8690
0.7910
0.7130
0.6360
0.2590
0.9200
0.8220
0.7200
0.6200
0.5260
0.1740
F, F
F, P
P, P
P, P
P, P
F aliasing
ApF
Thresh
PIV
Thresh
P/F
ApF,PIV
0.9480
0.8690
0.7910
0.7130
0.6360
0.2590
0.9200
0.8220
0.7200
0.6200
0.5260
0.1740
P, P
P, P
P, P
P, P
P, P
Table 4‐2: Normalized CTF results for 500 ppi after flattening with uniform springs algorithm. Cy/mm CTF
Phase
Zmax
1
1.0000
2
1.0211
3
1.0210
4
0.9786
5
0.8782
10
0.5010
CTF
Ortho
Zmax
1.0000
1.0517
1.0566
1.0197
0.9137
0.5351
CTF
Phase
Z0
1.0000
1.0157
1.0067
0.9535
0.8393
0.4293
CTF
Ortho
Z0
1.0000
1.0506
1.0520
0.9992
0.8745
0.4564
CTF
Phase
Zmin
1.0000
1.0487
1.0317
0.9499
0.7881
0.3305
CTF
Ortho
Zmin
1.0000
1.0448
1.0263
0.9588
0.8043
0.3130
F aliasing
5. GrayLevelUniformity
Gray Level Uniformity requirements 1 through 4 are dependent on 125 point by 125 point
partitions. Unfortunately the present FOV of the D1 was such that much of the area would be
wasted if we used 125 point by 125 point partitions. So for this iteration we used partitioning
based on 114 columns by 121 rows. This will be corrected in future iterations. Also, the uniform
surfaces available during this study were somewhat noisy so higher quality matte uniform gray
level target surfaces will be used in future iterations. Never the less, the measurements show that
12 the D1 will need better uniformity in its illumination and/or its post-processing of the captured
patterns.
5.1Requirement#1:AdjacentRowandColumnUniformity
The D1 one did not pass this specification. For the Row uniformity test the dark surface (~61)
had 29% and the gray surface (~205) had 6% of their differences above the associated
thresholds, respectively. {29%, 6%} > 1% = Fail. The column uniformity also failed with {69%,
67%}>1%=Fail
Figure 5.1: (left) Dark surface differences. (right) Gray surface differences.
The results for the adjacent row tests are shown in Fig. 5.1 (left and right). The red line for both
surfaces shows that along the orthogonal direction which represents the greatest step difference,
the results are well above threshold and hence fail the test.
The results for the adjacent column tests are shown in Fig. 5.2 (left and right).
Fig. 5.2 tells a similar story but along the Phase direction (blue and violet lines). Typically, any
angling of the optical axes of the projector and/or the camera will create a linear ramp in terms of
13 attenuation of the light. Combined with this linear attenuation is a Gaussian like intensity
distribution cause by aperture and lens effects. My conjecture is that this is what is causing this
problem and it can be corrected by one of several approaches that are commonly used in
illumination systems.
5.2Requirement#2:Pixel‐to‐PixelUniformity
For each of the 114 by 121 partitions: The average gray level for each ~quarter-inch window,
rounded to the nearest whole number (nearest integer value), is computed for each image.
Compliance with the requirement is achieved when no more than 1.0% of the pixels in each dark
gray image window are more than 8 gray levels away from the window average, and no more
than 1.0% of the pixels in each light gray image window are more than 22 gray levels away from
the window average. The partitions are arranged 3 x 2 and the results are shown in Tables 5-1
and 5-2.
Table 5‐1: Percent Pixels diff. from average by 8 0.4 %
4.4 %
33.7 %
0.7 %
3.4 %
29.5 %
Table 5‐2: Percent Pixels diff. from average by 22 0.3 %
0.08 %
0.0 %
1.2 %
0.04 %
0.4 %
The results of this particular test makes sense in terms of the linear ramp affects but they would
also be sensitive to the lower quality surfaces that I had to use. I don’t recommend making
engineering changes only based on Tables 5-1 and 5-2 unless the data is retested with higher
quality test surfaces.
5.3Requirement#3:SmallAreaUniformity
The locations of the minimum number of quarter-inch windows that cover the capture area are
identified, for the light gray and dark gray images. The average gray level for each quarter-inch
window is computed for each partition. The mean values are shown in Tables 5-3 and 5-4.
Table 5‐3: Mean values of Dark surface partitions. 47
56
72
46
55
68
14 Table 5‐4: Mean values of Gray Surface partitions. 197
204
195
195
205
195
The absolute value of the difference between the gray level averages for every possible pairing
of quarter-inch windows is computed. Compliance with the requirement is achieved when the
largest difference for the dark gray image is less than or equal to 3.0 gray levels, and the largest
difference for the light gray images is less than or equal to 12.0 gray levels. With 6 partitions
there are 15 differences. For the Dark surface there is 13 out of 15 out of bounds. For the Gray
surface the mean values are all within 12 gray levels. Dark=Fail and Gray=Pass.
5.4Requirement#4:NoiseStandardDeviation
All partition noise STDs must be less than 3.5. The Dark and Gray STDs are shown in Tables 55 and 5-6, respectively. Both the Dark and Gray surface STDs Fail.
Table 5‐5: Dark surface partition STDs. 3.3
4.2
9.5
3.4
4.1
9.1
Table 5‐6: Gray surface partition STDs. 9.0
4.1
5.3
9.5
3.5
5.2
5.5MeasurementofDeviceInput‐OutputRelation
A set of xwrite calibrated surfaces were captured by the D1. The mini-target was too big to
include all the test pads or position at Z0 and Zmin levels, but we did position it at Zmax. A big
issue here is in regards to Automatic Gain Control (AGC) for the D1? From the scans, it would
appear that there was no AGC modifying the data. However, pad 85 resulted in 0 intensity values
and pad 243 had visible banding. The banding indicates that the patterns were saturating and
hence the drop off in response. We also see “watermark” features in Fig. 5.2 which we found
originated within the imaging system of the D1. While not part of the testing, FS3D should be
aware that all the images have faint circular “watermark” features in the captured images.
15 Figure 5.2: Captured calibrated targets from left to right, 85, 122, 160, 200 and 243.
Fig. 5.3 (left) shows the mean values of 250x250 center partition of the 122, 160, 200 and 243
targets. STD error bars are included. Fig. 5.3 (right) shows a line fitted to the 4 data points.
Future iterations will include more data points for better measurement of linearity but for the 3
pads that had no apparent banding and were not zero in value, they do indicate a linear
relationship that is measureable.
Figure 5.3: (left) Mean values with STD bars. (right) Line fit to mean values.
There was no specification in PIV but in Appendix F the absolute difference between the values
and the line fit had to be less than 7.65 gray levels. The results are shown in Table 5-7.
Table 5‐7: Absolute difference between gray level and fit values. Mean Value
61.5
119.1
192.3
197.3
Fit Value
72.4
117.4
164.7
215.6
Difference
11.0
1.7
27.6
18.3
P/F (P < 7.65)
F
P
F
F
16 6. FingerprintImageQuality
We were not able to obtain the MITRE software to evaluate image quality for this iteration. We
also did not have enough time to collect from more than 4 subjects. So for this iteration are focus
is to evaluate the flattening process and obtain a preliminary evaluation of this aspect of the
testing. We used the UK software in reference [1] section 6 for evaluating the flattening.
Unfortunately, the FS3D tubular flattening was not functioning so we used a general spring
based flattening algorithm developed at UK to conduct the flattening and uniform down
sampling.
Table 6‐1: Flattening alignment test using feature alignment. ID
Digit FS#
CM# N
Scale
0
0
1
1
2
2
3
3
1
1
1
D2
D7
D3
D7
D2
D7
D2
D7
D8
D9
D10
1
1
1
1
1
1
1
1
1
1
1
0.99873
1.00652
0.93127
1.00568
1.01996
0.97320
1.01873
0.96172
0.98024
1.01223
1.0393
1
1
1
1
1
1
1
1
1
1
1
8
8
5
8
18
8
8
18
4
6
4
Scale
Error
|S-1|
0.00127
0.00652
0.06873
0.00568
0.01996
0.0268
0.01873
0.03828
0.01976
0.01223
0.0393
RMS
Error
(microns)
87
180
196
178
106
110
131
123
125
118
46
Thresh
RMS
(micron)
180
180
180
180
180
180
180
180
180
180
180
Thresh
Scale
|S-1|
0.02 0.02 0.02 0.02 0.02 0.02 0.02 0.02 0.02 0.02 0.02 P/F
P
P
F
P
P
F
P
F
P
P
F
In Table 6-1, the “ID” is the subject number. The “Digit” is D1 through D10 where D2 and D7
are the right and left index fingers, respectively. Some scans are performed more than once per
subject-digit so FS# and CM# are the scan numbers for FlashScan3D D1 and the CrossMatch
Verifier 320 LC, respectively. The number of features used is “N”. The Root Mean Square
(RMS) Error, in units of microns, is determined by the performing the RMS operation on the
distances between feature pairs. Subject 1 has difficult prints for both the CrossMatch and
FlashScan scanners so we could not compare D2. We included D3 instead as well as D8, D9 and
D10 for Subject 1. For the RMS error we suggest, only as a starting point for further discussion,
180 microns and for the Scale error threshold we recommend 0.02. Our reasoning for these
levels is that 180 microns is below a ridge width in most fingerprints and 0.02 or 2% scale error
should be in range of many matching algorithms and seems to work, for our group, with manual
inspection/comparison of prints. For this iteration we included 4 subjects instead of 10 and did
not include the 5 separate scans of one of the subjects. In future iterations, we will include 10
subjects as well as the 5 scans of the same finger for one of the subjects.
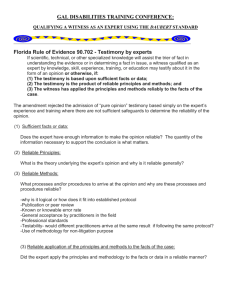
For Figs. 6.1 through 6.11, we used UK comparison software. We manually assigned feature
point pairs such that for each pair, one feature would be positioned in a FlashScan3D D1 scan,
Fig. 6.1 (left), and the other feature to the CrossMatch Verifier 320 LC scan, Fig. 6.1 second
from left. The application calculates an affine transformation to align the whole feature set. The
17 aligned feature set is shown if Fig. 6.1 third image from left. The right image of Fig. 6.1 is a
composite image where a moveable partition showing the aligned FS3D scan on top of the
reference CrossMatch scan. If one follows the light gray lines in the FS3D partition, they should
line up with the white lines in the reference image. Figs. 6.2 through 6.11 are organized in the
same way.
Figure 6.1: Subject 0, D2. First from left is FS3D scan. Second from left is CrossMatch Scan. Third from left is superimposed features and right is composite CM with a FS3D partition.
Figure 6.2: Subject 0, D7 results.
18 Figure 6.3: Subject 1, D3 results.
Figure 6.4: Subject 1, D7 results.
19 Figure 6.5: Subject 2, D2 results.
Figure 6.6: Subject 2, D7 results.
20 Figure 6.7: Subject 3, D2 results.
Figure 6.8: Subject 3, D7 results.
21 Figure 6.9: Subject 1, D8 results.
Figure 6.10: Subject 1, D9 results.
22 Figure 6.11: Subject 1, D10 results.
REFERENCES
1. Laurence G. Hassebrook, “Test Procedures for Verifying Image and 3-Dimensional
Quality Requirements For Personal Identity Verification (PIV) Single Fingerprint
Structured Light Illumination (SLI) Device,” University of Kentucky ECE Technical
Report, (2013)
2. Ronchi Rulings purchased from Applied Image, Inc. 1653 East Main St., Rochester, NY
14609. Rulings are on paper and mounted on plastic mounts.
A. APPENDIX:Section2DataCalculations
For Section 2, the data values used to calculate ppi are shown in Table A-1 and A-2.
Table A‐1: Points Per Inch (ppi) Calculations Direction, Height
Ortho, Zmax
Phase, Zmax
Ortho, Z0
Phase, Z0
Ortho, Zmin
Phase, Zmin
Pixel A
{26,338 }
{220,24 }
{20,338 }
{220,28 }
{16,338 }
{220,29 }
Pixel B
{429,338 }
{220, 701}
{435,338 }
{220, 726}
{446, 338}
{220,709 }
Cycles
10
17
10
17
10
16
23 ppmm
40.3=(429-26)/10
39.82=(701-24)/17
41.50=(435-20)/10
41.06=(726-28)/17
43.00=(446-16)/10
42.50=(709-29)/16
ppi
1023.62
1011.52
1054.10
1042.89
1092.20
1079.50
Table A‐2: Field Of View (FOV) calculations Direction, Height
Ortho, Zmax
Phase, Zmax
Ortho, Z0
Phase, Z0
Ortho, Zmin
Phase, Zmin
Resolution/ppmm
480/40.3
752/39.82
480/41.50
752/41.06
480/43.00
752/42.50
Distance
11.91 mm
18.88 mm
11.57 mm
18.32 mm
11.16 mm
17.69 mm
For Section 3, the Across bar error calculations at Native scanner resolution is shown in Table A3.
Table A‐3: Across‐Bar Error for N‐cycles in Native Xw and Yw coordinates Direction,
Height
Ortho, Zmax
Phase, Zmax
Ortho, Z0
Phase, Z0
Ortho, Zmin
Phase, Zmin
Ortho, Zmax
Phase, Zmax
Ortho, Z0
Phase, Z0
Ortho, Zmin
Phase, Zmin
Y=Measur
ed
Distance
(mm)
0.9936
0.9983
1.0128
1.0138
1.0037
1.0039
6.00095
6.01508
5.99112
5.99643
6.00975
6.00557
X=
Actual
Distance
(mm)
1
1
1
1
1
1
6
6
6
6
6
6
Difference
(mm)
% Error
Difference
(inch)
0.018X
(inch)
P/F
0.0064
0.0017
0.0128
0.0138
0.0037
0.0039
0.00095
0.0151
0.00888
0.00357
0.00975
0.00557
0.64%
0.17%
1.28%
1.38%
0.37%
0.39%
0.016%
0.25%
0.15%
0.06%
0.16%
0.093%
2.52 E-4
6.69 E-5
5.04 E-4
5.43 E-4
1.46 E-4
1.53 E-4
3.74 E-5
5.94 E-4
3.50 E-4
1.41 E-4
3.84 E-4
2.19 E-4
7.09 E-4
7.09 E-4
7.09 E-4
7.09 E-4
7.09 E-4
7.09 E-4
42.5 E-4
42.5 E-4
42.5 E-4
42.5 E-4
42.5 E-4
42.5 E-4
P
P
P
P
P
P
P
P
P
P
P
P
For Section 3, the Along bar error/distortion calculations at Native scanner resolution is shown in
Table A-4.
Table A‐4: Native curvature measurements using most likely to be curved bar. Direction,
Height
Pnt A (mm) Xw, Yw, Zw Pnt B (mm) Xw, Yw, Zw Pnt C (mm) Xw, Yw, Zw Ortho, Zmax
Phase, Zmax
Ortho, Z0
Phase, Z0
Ortho, Zmin
Phase, Zmin
1.274,17.582,5.056 0.421,16.800,5.107 11.080,17.647,2.705 0.463,16.743,2.578 11.101,17.498,0.249 0.711,16.738,0.119 1.164,9.301,5.311
6.127,16.867,5.144
11.090,8.921,2.956
6.125,16.807,2.609
11.094,8.931,0.516
5.731,16.797,0.147
24 Scaled H Max H (inch) thresh (inch) 1.164,‐0.715,5.674
0.0053 0.027 11.716,16.907,5.153
0.0025 0.027 11.009,‐0.358,3.271 0.0042 0.027 11.534,16.799,2.619
0.0050 0.027 11.040,0.375,0.822
0.0027 0.027 11.167,16.836,0.1458 0.0027 0.027 P/F P P P P P P The max H threshold is based on a bar length of 1.5 inches. So the scaled H is scaled to be the
effective error in 1.5 inches. The trigonometric method used to determine the values in Table A4 is designed for manual measurements. It is based on 3 points in a 3-D triangle. The points are
manually selected from the Native 3-D scans by using a 3-D viewer. The points are physically
measured to be in the middle of the bar region. These points are organized in a triangle shown in
Fig. A.1 and processed with the following equations.
Figure A.1: Triangle formed from three 3‐D points along a bar.
We know that H can be determined as
H AB sin A
(A.1)
where the vertices are defined by
PA x A
yA
zA
(A.2a)
PB x B
yB
zB
(A.2b)
PC xC
yC
zC
(A.2c)
And the vectors references to point A are
AB PB PA
(A.3a)
AC PC PA
(A.3b)
The lengths of the vectors in Eq. (A.3) are the square root of the inner product such that
L AB AB AB
(A.4a)
L AC AC AC
(A.4b)
25 Combining Eqs (A.3) and (A.4) yields the angle between the two vectors as
AB AC
A cos 1
L AB L AC
(A.5)
MATLAB SOFTWARE USED FOR ALONG BAR ERROR
% calculate bar curvature
clear all;
% allocate
PA=zeros(1,3);
PB=PA;
PC=PA;
% Zmax, Ortho
PA=[1.274,17.582,5.056]
PB=[1.164,9.301,5.311]
PC=[1.164,-0.715,5.674]
[ThetaA,LAB,LAC]= AngleBetweenVectors1(PA,PB,PC);
% Determine effective H for 1.5 inches
Hmm=LAB*sin(ThetaA)*(1.5*25.4)/LAC
HinchZmaxOrtho=Hmm/25.4
% Zmax, Phase
PA=[0.421,16.800,5.107]
PB=[6.127,16.867,5.144]
PC=[11.716,16.907,5.153]
[ThetaA,LAB,LAC]= AngleBetweenVectors1(PA,PB,PC);
% Determine effective H for 1.5 inches
Hmm=LAB*sin(ThetaA)*(1.5*25.4)/LAC
HinchZmaxPhase=Hmm/25.4
% Z0, Ortho
PA=[11.080,17.647,2.705]
PB=[11.090,8.921,2.956]
PC=[11.009,-0.358,3.271]
[ThetaA,LAB,LAC]= AngleBetweenVectors1(PA,PB,PC);
% Determine effective H for 1.5 inches
Hmm=LAB*sin(ThetaA)*(1.5*25.4)/LAC
HinchZ0Ortho=Hmm/25.4
% Z0, Phase
PA=[0.463,16.743,2.578]
PB=[6.125,16.807,2.609]
PC=[11.534,16.799,2.619]
[ThetaA,LAB,LAC]= AngleBetweenVectors1(PA,PB,PC);
% Determine effective H for 1.5 inches
Hmm=LAB*sin(ThetaA)*(1.5*25.4)/LAC
HinchZ0Phase=Hmm/25.4
% Zmin, Ortho
PA=[11.101,17.498,0.249]
PB=[11.094,8.931,0.516]
PC=[11.040,0.375,0.822]
[ThetaA,LAB,LAC]= AngleBetweenVectors1(PA,PB,PC);
% Determine effective H for 1.5 inches
Hmm=LAB*sin(ThetaA)*(1.5*25.4)/LAC
HinchZminOrtho=Hmm/25.4
% Zmin, Phase
PA=[0.711,16.738,0.119]
26 PB=[5.731,16.797,0.147]
PC=[11.167,16.836,0.1458]
[ThetaA,LAB,LAC]= AngleBetweenVectors1(PA,PB,PC);
% Determine effective H for 1.5 inches
Hmm=LAB*sin(ThetaA)*(1.5*25.4)/LAC
HinchZminPhase=Hmm/25.4
FUNCTION FOR FINDING ANGLE
function [ ThetaA, LAB, LAC ] = AngleBetweenVectors1(PA,PB,PC)
% form vectors
VAB=PB-PA;
VAC=PC-PA;
% Vector lengths
LAB=sqrt(VAB*VAB');
LAC=sqrt(VAC*VAC');
% Vector inner product
ABC=VAB*VAC';
% Cosine thetaA
ThetaA=acos(ABC/(LAB*LAC));
end
For Section 3.3 Depth Linearity and STD calculation we use the multi-grid approach to measure
positional accuracy. The “multi-grid” is the same 2-D flat grid captured at different depth. When
processed together, the sequence is used as a single grid which spans the scan volume. Actual
colorized captured data is shown in Fig. A-2.
Figure A.2: Multi‐grid data.
From Section 4 we plot the averaged (21 columns of the 5 cy/mm partition for Zmax in Phase
direction.
27 Figure A.3: Average signal in 21 x 101 partition for 5 cy/mm Ronchi ruling in Phase direction for Zmax.
Figure A.4: (left) Non‐normalized results for Zmax, Phase, CTF. (right) Normalized results.
28