From: Proceedings of the Artificial Intelligence and Manufacturing Workshop. Copyright © 1998, AAAI (www.aaai.org). All rights reserved.
Braze FeedbackLoop:Concurrent, Data-Driven Support forProduct
Development
Leslie D. Interrante
Integrated Product Development
ISandia National Laboratories
Albuquerque, NM87185-0521
email’ldinter@sandia.gov
505-844-0670
Acknowledgements
This project has been fundedby the Departmentof
Energy ADAPT,ASCI, Product Realization, TEAM,
and weapons development progrmns. The author is
indebted to the knowledgeable and hardworking
membersof the Braze Feedback Loop team, and to
those with responsibilities in the application
environmentwhohave been willing to take risks in
applying new technologies.
The Braze FeedbackLoop(BFL)is a large, multiprogram project with the goal of supporting
concurrmt engineering during product development.
This system is primarily intended for use during
detailed productand processdesign, wherethe initial
design of both the product and process have been
completed and the lust hardwareis being madewith
the wocessas designed. As an informational feedback
loop, BFLprovides hardware inspection data and
furnace cycle data to designers and sog8ested
product/processdesignimprovements
to product
developmentdecision makemThis system includes a
furnace predictive maintenance system, a furnace
controller, a post-braze quality inspection system, an
el~troni¢ h-aveler system, a woductdesign advisor, a
process design advisor, and a numberof fmite-elemant
simulation modelsof the fuma~and parts. This paper
provides an overview of BFL, along with its
application in a weaponsdevelopmentenvironment.
Copyright©1998,American
Associationfor Artificial Intelligence
(www.uai.org).
All rights reserved
1. Introduction
The product development process for weapons
applications is characterized by stringent weight, space,
and powerlimitations; the need to function during hostile
environments;little-characterized manufacturingprocesses;
the lack of ability under somecircumstances to fully test
the product; and not infrequently by the need for new
technologies. In this unique environmem,the developn~nt
process is quite a challenge.Data-driven decision making
and engineering aids for both design and manufacturingare
a must to realize such a product in a cost-effective wanner.
Weapons development programs rely heavily on a
combinationof empirical data and first-principles models
to realize product that meets pefformanceobjectives. Ward
describes the relationship
between modeling and
experimentation during product development at Toyota in
[Ward 1998]. Toyota’s success reties heavily on the
ability to coordinate manyparallel product development
experiments,quickly assess the resulting data, and make
design decisions based on a combination of modeling
results and data. The Braze FeedbackLoop (BFL) was
designedin order to facilitate this processby providingan
informational
feedback loop which incorporates
manufactmingdata, materials data, design and process
knowledge bases, and fmite-element models to support
product development.
MuchArtificial Intelligence research has been directed
at aspects of the product developmentprocess, including
conceptual design, feature-basedreasouing and intelligent
CAD,materials selection, process design, etc. [Luger
1996]. Although there are a number of applications of
these technologies in use today, few organizations have
taken on the challenge of integrating a number of such
technologies to achieve a higher level of perfonnanceinthe
support of product development reasoning activities. The
motivation for BFLis to insure a usable software product
within the one-to-two-year time frame that will provide the
maximumbenefit to the product development process,
given the current state of AI technology. In order to
accomplish this objective, BFLis designed such that the
software handles tasks tlmt are difficult for engineers
without aid (acquiring, slmcturing, and identifying
important features of large amounts of data; optimizing
parameters via large sensitivity analyses). Moreover,
engineers handle the tasks that are difficult for computers
Sandia is a muitipregram laboratory operatedby Sandia Corporation, a LockheedMartin Company,for the United States
Department of Energy under Contract DE-AC04-94AL85000.
Interrante
75
From: Proceedings of the Artificial Intelligence and Manufacturing Workshop. Copyright © 1998, AAAI (www.aaai.org). All rights reserved.
furnace
+ data
+ data
data
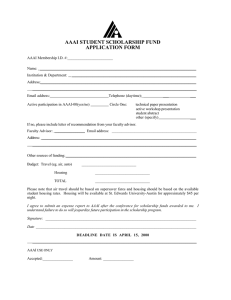
Figure 1. Braze FeedbackLoopsystem.
(conceptualdesign,reasoningaboutcomplex
geometries,
andmaking
decisionsunderuncertaintyandrisk).
BFLis beingdeveloped
in a two-stageprocess.Their
in’st year focuseson reasoningabout the developedproduct
and process. Thus, the first year BFLreasoningis based
on relatively simpletechniques,includingstatistical data
analysis and basic expert systemscombinedwith failure
modeanalysis. The second year will be devoted to the
achievement of more complex reasoning capability,
including statistical machinelearning, feature-based
reasoning, and automatedsetup and peffotmmr~of finiteelement-analysis modelexperiments to optimize design
parametersfor performance.Thismoreadvancedreasoning
capability will be supported by a distributed agent
architecture [Goldsmith1997]. This paper provides an
overview
of the first year’sefforts.
2. General SystemDescription
The goal of BFL is to support the exchange of
information between design and manufacturing and the
making of joint decisions by the two communities
regarding complex product development issues. The
electronic feedbackloopsupports automatedassessmentof
real-time shop floor information and provides advice
concerning suggested changes to the part design and
manufacturing process during the early stages of
product/processdevelopment.
The BFLis primarily intended for use during detailed
product and process design, wherethe initial design of
both the product and process havebeen completedand the
first hardwareis being madewith the process as designed.
At this point in the development
cycle it is desirable to
76
AIMW-98
confirm whether the product as designed will meet
performance requirements and whether the process as
designedwill result in the intendedproduct. This process
is typically both expensiveand time consumingbecauseof
the cost of makinghardware,the needto collect data and
compareit with model-basedexpectations, the requirement
of assessing the implications of the newly-generated
information, and the resulting need to makedecisions
regardingproductandprocess
modifications.
In the weapons development arena, past product
developmenteffortshave beencharacterizedbythe testing
of output hardwarefroma series of development
production
builds in order to identify andcorrect productandprocess
deficiencies prior to certification and the productionof
weapons-qualityunits. Theproblemwith such a schedule
is the difficulty in applyingthe lessons learned fromone
build to the next build becauseof the long cycle timesand
the time overlapbetweenbuilds. Thetrend is to moveto a
morestreamlineddevelopmentprocess in whichfewerfullup product builds are undertaken, more "independent"
hardwareinvestigationsare conductedin parallel, andmore
coordination is necessary to integrate the results. BFL
enhancesthe value addedfor this newerprocess by making
maximum
use of the data thus generatedin a short period
of time. This enhancementallows developmentengineers
to spend moretime improvingthe product and process and
less time attemptingto filter the data and determineits
implications.
3. Braze Feedback Loop Components
Figure 1 depicts the componentsof BFL,along with a
simplified viewof the informationpassedamongmodules.
From: Proceedings of the Artificial Intelligence and Manufacturing Workshop. Copyright © 1998, AAAI (www.aaai.org). All rights reserved.
r
data
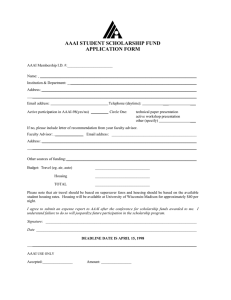
Figure 2. Braze FeedbackLoopsystem.
Thefunction of each BFLmoduleis providedin Figure 2.
Pressure andthermucoupledata fromthe furnaceare the
input to the furnace controller and the predictive
maintenancesystem. Thefurnace controller insures that a
pre-establishedthermalprofile is maintainedin the furnace
during a batch brazing operation. The predictive
maintenancesystemmakesuse of the semordata to revise
estimates of the remaining life of the major furnace
components(e.g., the heating elements) and to make
suggestions concerning revisions in the planned
maintenance
scheduleas a result of its predictions.
Furnacesensor data is also passed to the post-braze
quality inspection system, whichincludes both automated
and manualvisual and dimensionalinspection of the braze
joints after the batch furnace operation. This module
statistically reduces and correlates furnace data and
inspectiondata andsuggestslikely causesof anomalies.
The output from the post-braze quality inspection
system is stored in a working database for use by the
advisor modulesand models. The product design advisor
makesuse of this data along with drawingspecifications
andtest data to suggestmodificationsto the part designin
order to enhanceperformanceand improveprocess yield.
Thedesign advisor is closely linked to the braze process
advisor, which suggests modifications to the brazing
process based on the information from the post-braze
quality inspection system, the furnace controller, andthe
designadvisor.
Boththe product and process advisors are model-based,
relying heavily on modelsinternal to their modulesas well
as the ability to drive finite-elementsimulationsof the part
and the furnace in an automatedmanner. The process
advisor has the capability of designing experimentsto
drive lhe finite-element simulationsin order to optimize
pmcessparameters.
The BFL functions as a distributed
system,
dynamically adding to and drawing from a working
database whichis accessible from all modules.Critical
quality certification informationrequired to supportthe
weaponsdevelopment
process is containedin the database.
BFLprovides a series of Web-basedinterfaces which
allows the developmentengineer to view manydifferent
levels of information at the engineer’s desktop. The
contents of the workingd~t~haseare archivedin the Webbased corporate product data management
(PDM)system
regular intervals to forma permanentelectronic record of
development
activities andassociatedinformation.
3.1. Predictive Maintenance System
Predictive maimenance
is the ability to estimate the
likelihood of an equipmentfailure over somefuture time
interval so that problemscan be identified andmaintenance
performed before the failure occurs. The predictive
maintenance system, WinRTM
[Painton and Campbell,
1995; Campbell and Palnton, 1996; Sandia National
Laboratories,1998],containsa fault tree reliability model
that characterizesthe major components
of the furnaceand
their interrelationships. It makesuse of sensor data
regarding current operations and historical maintenance
data on the same furnace elements to estimate the
probability of furnacefailure. This moduleidentifies the
mostlikely failures via a Pareto diagramand displays key
machine performance parameters via "gages" on the
computer screen. WinRTM
uses genetic algorithms to
optimizereliability allocationstrategies.
Interrante
77
From: Proceedings of the Artificial Intelligence and Manufacturing
Workshop. Copyright © 1998, AAAI (www.aaai.org). All rights reserved.
Semo~Data
Reduced
Relevant
sible
Piece-raft Insvectlon
ManualInm
Partldenfitier
~t[
Dinmaimal
ImpectlonI~ta
[’~rt ID/Man. Insp. Data ]" Dim enmonal
[nspection Data
[ Piexe-Part Inspection DataJ
Ins~
Data
Y
|
1
lraaee
Dala
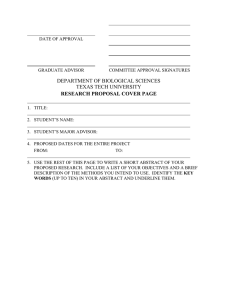
Figure 3. Post-Braze Quality Inspection moduledata flow diagram.
3.2.
Furnace Controller
Althoughthe current braze furnaces contain mdimentaw
controllers, it is desired to provide improved thermal
performance(e.g., reduce heat loss at furnace ends which
causes unacceptable temperature gradients) by makinguse
of a more sophisticated furuacecontrol process based on a
state space model. A fumacethermal response model was
developed (based on empirical data from a series of
experiments) to function as the basis for making control
decisions. An enhancedelectronic data acquisition system
was developed and installed to support the controller. The
added benefit of this system is to provide better
information to process engineering and furnace operators
regardingfurnacebehavior.
3.3. Post-Braze Quality Inspection
System
The post-braze quality inspection system is a complex
module with multiple inputs from a variety of sources.
This module’s reasoning is aimed at determining whether
variability occurs at the individual part level, the batch
level, and/or as a function of process changes over time. It
recognizes important features related to product and process
nonconformance
and infers likely causes. Figure 3 contains
a data-flow-diagramrepresentation of this module.
Input dat~ from the furnace controller is statistically
reduced and analyzed for "interesting" features, such as
deviations from the ideal time/temperature profile. Visual
inspection data is received via an automatedrobotic system
and operator input to a GUI. This system makes use of
78
AIMW-98
hypothesis testing and yields a fuzzy match to learned
features via image differencing
[Feddema 1998].
Dimensional measurement da,~ is received via an
automated optical gaging system and operator input to a
GUI.Instances of nonconformance
to part specifications and
other anomalies are gleaned via statistical analysis of the
data. The inspection data is correlated with fumacedatafor
the batch to determine which symptomsare likely to have
been caused by furuaceoperations (symptoms commonto
the batch) and which ones are likely to have other causes
(symptoms individual to one or several parts) such
operator fixturing error. This module contains a failure
modesanalysis knowledgebase to support the procedure of
determininglikely causes. The failure modes analysis
information consists of the quality specifications for each
part, likely causes of nonconformance,and the resulting
impact on product performance.The image data provided
by the robotic camera system provides a more accurate
electronic record of the post-bra~,e part, althoughstorage of
such data is space-intensive.
3.4. Product Design Advisor
The goal of the product design advisor is to assist in
product design and assure certifiable performance and
prodncibility. The braze joint portion of the product
design advisor will provide an initial evaluation of the
design and later suggest design modifications to the part
given part drawings/specifications and information about
furnace conditions, materials, post-braze quality inspection
data and product performance test results. The major
functions of this part of the design advisor are to validate
From: Proceedings of the Artificial Intelligence and Manufacturing Workshop. Copyright © 1998, AAAI (www.aaai.org). All rights reserved.
Feedback
28
Braze
Feedback
Loop
Surface
Wettin
8
Production
Validate
Joint
Design
Data
Flow
Diagram
Hcsmctic
Seal
A
Tcmpc~tmExtl~mc~
RootCauseFeedback
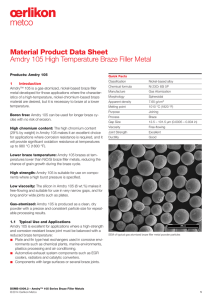
Figure5. Designadvisorfunction- validate joint design.
.____
Figure4. Designadvisorfault tree
lnterrante
79
From: Proceedings of the Artificial Intelligence and Manufacturing Workshop. Copyright
© in
1998,
AAAI6(www.aaai.org).
All rights
reserved.path" joint
shapes
Figure
are typical; other,
"tortuous
the joint design against requirements,identify possible
modifications to the braze joint baseline design, and
imeractwith the braze processadvisor to suggestpossible
braze joint modifications.Thebrazeproductdesignadvisor
is concernedwith base part materials and geometriesto be
joined, whereas the process advisor is concernedwith
furnace thermal profiles, braze materials, and the joint
geometw.Giventhe expected near-termBFLresults, both
advisors communicateon the basis of a "language" of
canonicaljoint types whichis describedmorefully in the
brazeprocessadvisorsection below.
Figure4 contair-¢ the data flow diagramdepicting one
of the more complicated design advisor functions:
validation of the joint design with respectto product
requirements.Asimplified version of one of the advisor’s
internal fault tree representations
is shownin Figure 5.
Braze Process Advisor
The scope of the braze process advisor is limited to
metal/ceramic braze joints for vacuumelectronics
applications. This modulecan performsimple qualitative
and quantitative assessmentsof braze joint design and
materials, and drive finite-element simulations and
sensitivity analyses. Output from the process advisor
includes maximum
stress from mismatchanalysis based on
materials’ coefficients of thermal expansion(CTE),braze
alloy analysis, assessmentof likely stresses causedby the
joint geometw
and materials, and furnace thermal profile
and loading suggestions. The basis for muchof the
gcometw-relatedknowledge
embeddedin this moduleis a
set of canonical braze joint shapes (a "braze joint
language"). These shapes have known associated
stresses/properties for knownmaterial combinations,such
as the ones depicted in Figure 6 [Stephens et al, 1992;
Stephensand Hlava, 1994; Stephensand Greulich, 1995;
Neilsen et al, 1996; Stephens, 1997]. Thedepicted joint
shapes should never be used in a design because of
problemswith the resulting joint stresses.
Thelanguage
ofcanonical shapes eases
theproblem
of
geometric
reasoning
andallows
fora libra
of
finiteW
element part mcshcs to support automated model
simulation experimentationfor design optimization. The
notion of generalizingthe finite-elementmodelssuch that
the process
advisor can provide
a keyproportion
(e.g.,
diameter
tolength
ofa cylindrical
joint)
tothesimulation
will render
the library meshesmere
applicableto a variety
of joint geometries [Phillips, Hosking,and Stephcns,
1998].
3.5. Finite-Element Simulations
Thepurposeof the finite-elementmodelsis to provide
a simulationtool by whichthe advisors can investigate the
implications of a wide variety of product and process
design choices without the expensive, hardware-based
empirical testing process. This moduleconsists of an
integrated suite of thermal, fluid flow, and mechanical
models[Stephenset al, 1991;Hoskinget al, 1998]. At the
furnacelevel, loadingdensity, worklocation, gas flow, and
thermal profiles are used to determine heating
characteristics. At the joint level, melting/reactions,
microstructure,joint/fillet geometry,alignment/shifting,
and joint strength are analyzedto predict the transient
thermal response of heated parts and associated joint
reactions,hermcticity,andstrengthcharacteristics.
3.6. System Architecture
BFLis a distributed reasoningsystem, in whicha
numberof physically speamtedprocessors with software
modules interact to reason about product/process
.~BTA[~
.....
RAZE
METAL-]CERAMIC
~tlC
Figure6. "Good"canonicalbraze joint shapes.
80
AIMW-98
From: Proceedings
of the Artificial
Intelligence
Manufacturing
© 1998,
AAAI (www.aaai.org).
All rights
reserved.
development.
Acentralized
database
is and
employed
for theWorkshop.
andCopyright
underlying
integration
technologies
have
been under
first year, this architecturewill evolveto a distributeddata
developmentfor a longer period of time. Muchof the
system in the second year. BFLemploys a web-based
project focusduringthe initial year has beensystemdesign
interface, althoughthe modulesare written in a variety of
andinfrastructure. Futureplans for this systemincludethe
languageswith a variety of input/outputrequirements.The
incorporation of more sophisticated machinelearning
Sandia-developedProduct Realization Environment(PRE)
techniquesfor assessing productioninformation,extension
[Whiteside, 1998;] is a CORBA-based,
client-server
to other, related productionprocesses, enhancement
of the
communicationprotocol whichallows unlike software to
advisorcapabilities, refinementof the statistical analysis
communicate.Each moduleof BFLis wrappedin the PRE
techniques,andthe implementation
of a moresophisticated
environment, either as a client or as a server. This
distributed agent-based architecture. The BFLwill be
technologyenablesBFLto function as a large, distributed
deployedin its initial version to product, process, and
softwaresystemthat is really a suite of differentprojects.
quality engineers responsible for product development
The BFLworkingdatabase is contained in the PRIME activities by October of 1998; enhancementswill be
electronic traveler system(http://java.ca.sandia.gov/prime). incorporatedinto the deployedversionvia systemupdates.
PRIME
is a PREserver that provides someautomationin
creating Web-based
GUIswith object-oriemed, forms-based
6. References
access to an SQLdatabase. It renders PDM-based
drawings
on the Web,along with input/output screens for users to
Campbell.J.E. and Painton, L.A. (1996): Optimization
input/access BFLdata. As an electronic traveler, PRIME reliability allocation strategies throuf, h use of genetic
containsbill of materialsandprocesstrackingcapabilities.
algorithms.
Proceedings of the 6" Symposium on
Multidisciplinary
Design and
Optimization:
AIAA/NASA/ISSMO.
Publication AIAA-96-4193-CP,
4. Illustration
of System Use
Sep (1996) 1233-1242.
Suppose that cracks are discovered in a numberof
Feddema, J. (1998): Conversations and design notes
brazedassemblies.Crackscan be causedby ill-fitting parts
related to an internal researchanddevelopment
project and
in the assemblyor by material heating properties, among
the
post-braze
quality
inspection
module,
Sandia
National
other causes. The design engineer accesses the BFLweb
Laboratories,
Albuquerque,
NM.
interface to reviewpiecepart inspection reports for the
subassembly, along with the corresponding post-braze
Goldsmith, S. The Standard Agent Framework.Technical
inspection information. Furnacedata for the associated
Report, Sandia National Laboratories, Albuquerque,NM,
fumacebatchesis examinedas correlated with inspection
1997.
results. Thedesignengineerdeterminesfromthe piecepart
Hosking, F., Gianoulakis, S. and Malizia, L. (1998):
inspectionreport that a newspecification mustbe addedto
Computationalsimulations and experimentalvalidation of
the drawingsto insure that flatness of oneof the pieceparts
a fumacebrazingprocess. Proceedings of the 1998 EPD
is monitored.Theprocess engineeraccesses BFLto viewa
Congress,(1998) 847-857.
graph of the maximumstrain resulting from CTE
mismatchbetweenthe pmticular ceramicand metal used in
Luger,G., ed (1996): Proceedings:Artificial Intelligence
the subassembly.
Based on the joint shape,
advice
and Manufacturing Research Planning Workshop,AAAI
concerningstresses in the joint is providedto the engineer.
Press, MenloPark, 1996.
A new ceramic is suggested to alleviate some of the
Neilsen, M., Burchett, S., Stone, C. and Stephens, J.
mismatchstrain; the process advisor provides a thermal
(1996) A viscoplastic theory for braze alloys. SAND96finite-element analysis, calculates optimumcooldownfor
0984, Sandia National Laboratories, NewMexico,April
the materials and joint shape, and suggests a newfurnace
1996.
time/temperature/pressureprofile including a graphical
representationanda textual explanatiot~
Painton, L. and Campbell,J. (1995): Genetic algorithms
in the optimization of system reliability.
IEEE
Transactionson Reliability, Special Issue on Design, V.
5. Benefits and Further Work
44, (1995)2, 172-178.
The incorporation of braze process information in a
Phillips, L., Hosking,F., andStephens, J. (1998): Notes
quasi-real-timeinformationalfeedback
loop will result in a
from Braze FeedbackLoopproject developmentmeetings,
more responsive pmduetiondevelopmentsupport system,
SandiaNationalLaboratories,February1998.
leading to a higher-quality, morereliable product with a
smaller development/production footprint. BFLwill
Sandia National Laboratories, WinRTM
Reliability
providefor the collection and documentation
of significant
SoftwareUser’sReferenceManual,April 1998.
characterization informationrelated to the product
design
and b~Tingof weaponscomponents.
This is the fnst year of BFLdevelopment as an
integrated system, although several of the BFLmodules
Interrante
81
From:Stephens,
Proceedings
the Artificial
Intelligence
and Manufacturing
Workshop. Copyright © 1998, AAAI (www.aaai.org). All rights reserved.
J. of(1997):
Elevated
temperature
creep properties
th
for selected active metal braze alloys. Proceedingsof the 7
International
Conference on Creep and Fracture of
Engineering Materials and Structures, TMS(1997), 555565.
Stephens, J., Burchett, S., and Jones, W. (1992): Stress
relaxation of brazements. In Advances in Electronic
Packaging, W.T. Chen and H. Abe (eds.),
ASME,New
York I (1992), 362-372.
Stephens, J. and Greulich, F.(1995): Elevated temperature
creep and fracture properties of the 62Cu-35Au-3Ni
braze
alloy. Metallurgical Transactions A, 26A (1995), 14711482.
Stephens, J. and Hlava, P. (1994): Reducing the
inadvertent alloying of metaFceramic brazes. In Low
Thermal Expansion Alloys and Composites, J. Stephens
and D. Frear (eds.), TMS,Warrendale (1994), 59-77.
Slephens, J., Burchett, S. and Hosking, F. (1991):
Residual stresses in metal ceramic brazes: effectof creep on
finite element analysis results. In Metal-CeramicJoining,
P. Kumar and V. Greenhut (eds.),
TMS, Warrendale
(1991), 23-41.
Ward, A. (1998): Newproduct development paradigms.
Workshopnotes, C. WardSynthesis, Inc., 1998.
Whiteside, R. (1998): PRE: a framework for enterprise
integration.
Proceedings of Distributed Information
Infrastructure Systems for Manufacturing, University of
Texas at Arlington, May1998.
82
AIMW-98