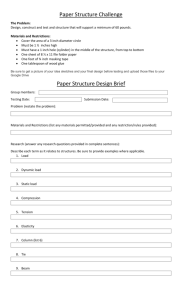
'ACTORS ARMING THE STRENGTH Of PARREG EFFECT OF ACCELERATED WEATHERING ON CERTAIN
advertisement

'ACTORS ARMING THE STRENGTH Of PARREG EFFECT OF ACCELERATED WEATHERING ON CERTAIN STRENGTH PROPERTIES OF PAPREG January 1945 This Report is One of a Series Issued In Cooperation with the ARMY-NAVY-CIVIL COMMITIZE on AIRCRAFT DESIGN CRITERIA Under the Supervision of the AERONAUTICAL BOARD No. 1521-A UNITED STATES WARTMENT OF AGRICULTURE ILO REST SERVICE 12REST 6 RODUCTS LABORATORY Madison, Wisconsin In Cooperation with the University of Wisconsin FACTORS AFFECTING THE STRENGTH OF PAPREG 1 ' 3 Effect of Acceleratedd-Weathering-3 on Certain Strength Properties of Papreg By H. R. MEYER, Engineer and E. C, O. ERICKSON, Engineer • n•••••••••n• This report presents the results of strength tests to determine the influence of accelerated weathering on the tensile, compressive, flexure, bearing, and hardness properties of papreg. It covers one of a series of investigations to determine the effect of aircraft service conditions on certain strength properties of papreg. Since exposure to natural weathering would require considerable time, an accelerated weathering test -4 was employed, designed to produce in a short period of time effects comparable to those resulting from sun and moisture. In this series of tests, the papreg was exposed continuously for 240 hours by repetition of the following 24-hour schedule: (1) 2 hours in a fog chamber, (2) 2 hours irradiation, (3) '2 hours in a fog chamber, and (4) 18 hours irradiation. • In general, the strength properties of papreg were improved slightly by this accelerated weathering exposure. 1 -This mimeograph is one of a series of progress reports prepared by the Forest Products Laboratory to further the Nation's war effort. Results here reported are preliminary and may be revised as additional data become available. gA laminated paper plastic made by the Forest Products Laboratory (Improved Standard - June 1943). 3 -This report is the second of a series of reports presenting the effect of aircraft service conditions on certain strength properties of papreg. -Federal Specification for Plastics, Organic: General Specifications (Methods of Tests) L-P-406, December 9, 1942, paragraph B-14. Mimeo. No. 1521-A -1- Test Material All test material for this investigation, identified as Improved Standard -- June 1943, was made by the Forest Products Laboratory from a commercial Mitscherlich sulfite pulp. The preparation of the papreg relative to base paper, impregnation, assembly, and molding was identical to that described in Forest Products Laboratory Mimeo. N. 1521, The specific gravity of the papreg, based on weight and volume at 75° 7. and 50 percent relative humidity, was 1.40. Preparation of Test Panels Ten parallel-laminated and six cross-laminated panels, (1/8-inch nominal thickness And trimmed to approximately 11 inches square) were selected from material groups I and II, respectively, 'described in Forest Products Laboratory Mimeo. No. 1521. Five of the parallel-laminated panels (numbered 78 to 82, inclusive) and three of the cross-laminated and B, as panels (numbered 58, 59, and 60) were cut into test panels, shown in figure 1. Test panels 0 and D (fig. 1) were cut from only two of the parallel-laminated panels (Nos. 78 and 79). Two test strips, 9 inches long by 3/4 inch wide, (not shown in fig. 1) were cut from each of five group I panels (numbered 62 to 66, inclusive) and from each of three group II panels (numbered 46, 47, and 48)-. One of each pair of these strips was cut lengthwise and the other crosswise to the fiber (machine) direction of the paper when parallel laminated, but parallel and perpendicular, respectively, to one edge of the panel when cross laminated. Holes were drilled in the test panels (A, B, C, and D) in positions ' such that they would be centered in the width and two and one-half times their own diameter from the end of bearing specimens to be cut from these panels after exposure (fig. 1). The holes in panels A from parallellaminated material were 1/4 inch in diameter; f those in the other panels were 1/8 inch in diameter. All holes were fitted, prior to exposure, with snug fitting brass bolts provided with brass nuts and washers so that service conditions might better be simulated. In addition, all edges of the panels and strips were sealed with two coats of aluminum paint to retard movement of moisture through these edges. Factors Affecting the Strength of Papreg. Some Strength Properties at Elevated and Subnormal Temperatures. f Federal Specification L-P-406 requires determination of bearing value at a deformation equal to 4 percent of the hole diameter. When the bearing specimens from panels with 1/4-inch holes were tested following exposure, it was found that failure occurred before this deformation was reached. Consequently, holes drilled in the remaining panels were 1/8 inch in diameter. Mimeo. No, 1521-A -2- The papreg, both before and after it . was cut into panels A, B, C, D, and test strips, was stored at ordinary room temperature and humidities, and was not otherwise conditioned prior to the accelerated weathering exposure. Panels A, B, C, and D and the 3/4- by 9-inch strips were weighed and measured prior to and after exposure to the weathering test. Exposure Apparatus The irradiation and fog apparatus shown in figures 2 and 3, respectively, was designed essentially as outlined in Federal Specification L-P-406. The turntable consisted of a piece of 16-gage galvanized sheet metal, 20 inches in diameter, mounted on a 3/4-inch round hardwood shaft in a wood frame, and driven at 35 revolutions per minute by means of a small electric motor and a speed reducer. Two sheet metal ribs 3/16 of an inch high were soldered to the disc in two concentric circles of 3-3/4- and 6-inch radii to support the test material. Several small machine screws attached to the disc, prevented lateral movement of the test material during rotation. A commercial sun lamp, equipped with a 15-inch diameter reflector and an S-1 bulb supplied the irradiation. The fog chamber consisted of a large topper boiler with a tightfitting wood cover in which was an inspection window, a baffle, and a wood rack with glass rod supports. Fog was created by an aspirator operated by air from the compressed air system of the Laboratory and drawing distilled water from a supply in the bottom of the boiler. The irradiation apparatus and fog chamber were placed in an open space in a large room having natural air circulation. The temperature in this room varied from 74° to 83° T. (average of 78° P.) during the test period. Exposure Procedure In conformance to Federal Specification L-.P-406, the panels were subjected to ten 24-hour cycles of irradiation and wetting. Each cycle consisted of 2 hours in the fog chamber, 2 hours irradiation, 2 hours in the fog chamber, and 18 hours irradiation. Preparation of Test Specimens At the end of the exposure period, each panel (A, B, 0, and D) was cut into specimens, as shown in figure 1, to provide compression, bending, and bearing specimens. Compression specimens (No. 3, fig. 1) for the determination of ultimate stress were 1 inch wide by 1/2 inch long (1/r ratio = 13.9). Those for the determination of the modulus of elasticity, proportional limit, and yield strength (No. 2, fig. 1) were 1 inch wide by Mimeo. No. 1521-A _3_ 4 inches long. The edge distance (circumference of the hole to the near end of the specimen) of bearing specimens (No. 4, fig. 1) was 2.5 times the hole diameter. Each of the 3/4- by 9-inch strips was machined to the proper contour of a tension test specimen. All specimens were machined to size with high-speed steel cutting tools in such a manner as to be virtually free from tool marks or any evidence of overheating. No further finishing was done after machining. The type and dimensions of specimens conformed to those specified in Federal Specification L-P-406. Conditioning of Specimens All specimens were conditioned at 75° F. and 50 percent relative humidity for at least 48 hours, prior to testing, After the specimens were conditioned, they were placed in an airtight container and removed, a few at a time, for testing. Except for t'he few minutes required for weighing and measuring, the specimens were not otherwise exposed to test-room atmosphere until placed in testing machines. Testing Procedure The specimens were tested at room temperatures and humidities (78° J.- 30 F. and 46 ± 10 percent relative humidity) according to the procedures outlined in Federal Specification L-P-406. Detailed descriptions of each type of test are presented in the appendix. Test Results Maximum, minimum, and average property values from the indicated number of tests of each strength property investigated are presented in table 1. 2 Presented also, for comparison, are corresponding strength properties of the same material subjected only to normal conditioning at 75° F. and 50 percent relative humidity (hereinafter referred to as controls). The tensile and static bending values of the control specimens 7 -As stated previously, the specimens from the cross-laminated papreg were oriented in both the principal directions. Results from these tests and those reported in Forest Products Laboratory Mimeo. No. 1319, revised, showed no significant difference between these two orientations. Consequently, lengthwise and crosswise results are combined in table 1. Mimeo. No. 1521-A -4- 8 were taken from table 1 of Forest Products Laboratory Mimeo. No. 1521. The compression and bearing values were obtained from Forest Products Laboratory Mimeo. Nos. 1521-P and 1319, revised, respectively. Strength properties of control specimens are based on dimensions at time of test. Those of weathered specimens are based on width measurements made at time of test and on original thickness as measured prior to exposure. In general, the various properties were higher after exposure to the 240 hours of accelerated weathering than in comparable material not so exposed. Table 1 consistently indicates higher strength values for weathered than for control specimens. No change in ultimate bearing strength is indicated in two instances, and a definite decrease in proportional limit in compression is shown in one instance. All other ratios of weathered to control are above unity. In tension, for instance, the indicated range of improvement, based on average values, is as follows: 4 to 13 percent in ultimate strength, 4 to 7 percent in modulus of elasticity, and 4 to 6 percent in yield stress at 0,7 percent strain. In compression the improvement is: 5 to 10 percent in ultimate strength; and 2 to 3 percent in modulus of elasticity. In flexure the improvement is 3 to 19 percent " in modulus of rupture. No change in the average hardness number due to accelerated weathering, was found. Typical tension stress-strain curves are shown in figure 4. Deformation was observed immediately before fracture but not in the range indicated by the broken lines. Figure 5 shows typical compression stressstrain curves. The end points are arbitrary and do not indicate the ultimate stresses. Typical load-deflection curves for flatwise static bending tests are presented in figure 6. All curves are based on actual loaddeformation data for individual test specimens chosen because their properties agree closely with the averages of those for the group. The physical change resulting from exposure to accelerated weathering was principally one of color. The color changed from a light yellow brown to a mottled dark-reddish brown. The surface condition was good. There appeared to be no checking, warping, blooming, crazing, or apparent changes in the bonding resin and fibrous structure. There were slight changes, however, amounting to a decrease of 2 percent in weight and between 1 and 2 percent in thickness. The surface temperature of the material during rotation under the sun lamp was 1840 F., while the temperature of the air 1/4 inch above the material was 140° F. Temperatures were measured by means of a thermometer. The surface temperature during rotation was obtained by placing the thermometer . on the papreg with the bulb in contact with the exposed surface. Readings were taken without halting the rotation of the papreg. To obtain the temperature of the air during rotation, the thermometer was held stationary 1/4 inch above the papreg. 13-Factors Affecting the Strength of Papreg. Some Strength Properties at Elevated and Subnormal Temperatures. Mimeo. No. 1521-A -5- Appendix Tension, compression, bending, and bearing tests were conducted as hereafter described. Tension Tension specimens were tested in self-aligning Templin grips in a motor-driven, 10,000-pound capacity, universal testing machine. Theilaachine was operated at a ho load speed of 0.042 inch per minute to approximately 75 percent of ultimate load, during which time load-elongation data were obtained, and then increased to 0.157 inch per minute and maintained at this rate until failure. A 2,-inch gage length separable nonaveraging type extensometer, equipped with a spiral staff type 0.0001-inch dial, was used to measure elongation. Compression Compression tests to determine ultimate stress were made on specimens 1 inch wide by 1/2 inch long. To overcome the difficulty in accurately placing a single specimen of such small dimensions in position to assure axial loading, two specimens placed 1 inch apart and parallel to each other were centered by means of a jig under a spherical head in a 10,000-pound capacity universal testing machine. The machine was operated at a no load speed of 0.023 inch per minute. Specimens 1 inch wide by 4 inches long were tested in compression as a laterally supported column by means of the pack apparatus shown in figure 7, The assembly was centered under a spherical loading head on the table of a 10,000-pound capacity hydraulic testing machine. The machine speed was constant at 0,012 inch per minute. Deformations, to approximately 0.02-inch strain, were measured at equal increments of load with a 2-inch gage length Martens mirrors compressometer attached to the machined edges of the specimen. Bending Specimens 1 inch wide by 4-1/2 inches long were tested flatwise in a bending jig adjusted to a 2-1/2-inch span (span-specimen thickness ratio of 20:1). The load was applied at the center of the span by means of a loading block attached to the cross head of a 30,000-pound universal testing machine equipped with . a hydraulic capsule and a load indicator. The machine was operated at a no load speed of 0.049 inch per minute until approximately 50 percent of the maximum load was reached and then increased to 0.146 inch per minute, Deflections at the center of the span were measured with a 0.001-inch dial gage. Mimeo. No. 1521-A -6- Bearing Bearing tests were made on specimens 15/16 inch wide and 4-3/4 inches long with a bearing hole 0.25 or 0.125 inch in diameter centered in the width dimension at a distance of three times the hole diameter from the end of the specimen. Specimens were tested in a bearing jig similar to that described in Federal Specification L-P-406 and shown in figure 8. The jig was suspended from a fixed cross arm of the testing machine. The load was applied by means of a Templin grip attached to the movable head of a 1,000-pound capacity universal testing machine. The machine was operated at a no load speed of 0.016 inch per minute. Deformation of hole diameter was measured by two spiral staff type 0.0001-inch dial gages attached to the jig. The plungers of the gages were actuated by the movement of a collar in which were set knife edges bearing against opposite edges of the specimen in a line tangent to the circumference of the hole nearest the end of the specimen. Deformations, at equal increments of load, were observed to failure. Mimeo. No. 1521-4 -7- ,1 !I g k3, •A A A ..;" 1 w, .4 a; 1, 9' hi hi g o, idi ° a .1 31. °` M r =7, g! w g g. Ate I 00;0: 0;0;0; f; 4 4 .4 4 .4 4 ,Z3,3 R33, .4 3. k ;.-, dl i1 10 011 2 S +2 e ,3&3 k ANI. D g-n A E gn; A q CA* F1 1-1 ! 3ig 8 1:14 .4 0 o; kgk 2I.114 .! z. 0; TiA A 0; lgA LAA g - REg..4 g ti .,;gss .113 .4 ig AAA 3L13' 2 fid 4 § A A 0. .4 ..%!. i3§ dd s:s 4 4 4 Rao A, 3,g.i ° iE3 tfE-2! c.; csn iw; mr hi A gg4i-n d =." or: 4 dgd ggi fid0 1 t g pi t7 S 5 aRa Ra..1 gkka zo * T: N 4 AitE. q 4 ;.-31 7.4; !I !I 1 ai g §-Elt q g i g d3 g i 4 4 4 - 4 ..'ii -' .....,....._.........___.....,.......,..,.........._...,....,.......,..............._.... gig dill pd gg i g d s add ggg 8 ..1.1,3 A siRIR,, isi .1 f60,0, eieli. 4 .1; 5 E2 A 2Ig' 0,' l l ! I) , la fi . _ 1!. _. II] 11.1 , Iliii l l i— I — 1 l' . . . . i : 2 : '0 . 1- 1 i `1 ., . .. II! 111.1 III 1 II-1 w .1 ' - i t . 1 I ii I i ..;... ... 1 __L._"g_ .. i_ . . .r_ 1 '1 1 !, IF= A 9 . I n k J _ ,.,, ii 1 1 q Is ti ji L gs if 1 °I A 4 i 1 i 41 il . t.t.r. ..i4 .1 Fr.' 1 j S ii t .1 1 -1 ;- iI IC ] '°1 gr:!., 11 ji A ..W 5 i ifi.ig V 11 i • ry C FIBER GRAIN DIRECTION— w- z // // PARALLEL-LAMINATED MATER /AL (GROUP I) CROSS-LAMINATED MATERIAL (GROUP a) PANELS N05.7670 82, INCLUSIVE PANELS N05. 58,59, AND 60 NOTE: C AND D CUT FROM PANELS 78 AND 79 ONLY CUTTING DIAGRAM Of EXPOSURE PANELS SIN -0-- 51-01 I I L_ 4 ,46,11 4. 01 10 1 0 10 4 'gni,. I .4- Id I I 4. 4 1 4. 1 4. 4 1 FIBERGRAIN I I tI I I I 1 I 13 I PANELS A AND 8 PANEL C PANEL D SPEC/MEN SELECT/ON FROM EXPOSURE PANELS LEGEND: I. STATIC BENDING TEST SPECIMEN ( I BY 41. INCHES) Z. COMPRESSION SPEC/MEN-ELASTIC PROPERTIES (/BY 4 INCHES) 3. COMPRESS/ON SPEC/MEN-I/LT/MATE STRENGTH (/ BY r INCHES) 4. BEARING SPEC/MEN BY 4i- INCHES) Figure 1.--Typical layout of exposure panels and test specimens. Z M 57140 F 4.) V) 4.) 4-1 0 a) E a) c.) cd b0 0 rR U, OS • CD cid I—I R. 4—r awod • ti cl) •0 g 4 +) c.) f=2. b0 0 4-1 bi) I 0 b.0 •I. $.1 CD 0. 4 co 4) OS 0 ti) 4) •t7 1 c.) a) a) cd Cl) CD C. a) 4 +) U ••4 I • 3 cd •-1 a) a) ▪ Ft 4) b0 rl cd X 42 40 38 36 34 32 30 -261 c •t 26 0 (r) 24 LL1 22 (76 20 •4 • cZ=i /8 /6 tr) /4 F- /2 /0 (A)PARALLEL LAMINATED—(FIBER GRAIN)LENGTHWISE (B) CR055 LAMINATED — (LENGTHWISE OR CROSSWISE) (C)PARALLEL LAMINATED—(FIBER GRAIN) CROSSWISE 6 4 0 0.002 0004 AM 0.0/4 MOS 00/0 00/2 STRAIN (INCHES PER INCH) avb Figure 4.--Typical tensile stress-strain curves for papreg (Improved Standard - June 1943) after exposure to 240 hours of accelerated weathering. % 5714i F 0.0/8 0.020 /8 /7 • /6 /5 /4 i 1615 i LEGEND: (A) PARALLEL. LAMINATED-OBER 6RA/701.CA/6T/1W/5E (B) CR055 LAM/NATED-(LENGTHWISE OR CROSSWISE) MPARALLEL LAM NATEDIFIBER GRAIN) CROSSWISE NOTE : END PO/NTS IINDICATED ARE AND DO NOT REPRESENT THE ULTIMATE STRESSES AT FA/LURE. 0002 0.004 00/0 STRAIN (INCHES PER INCH) 0006 0008 00/2 Figure 5.--Typical compression (edgewise) stress-strain curves for papreg (Improved Standard - June 1943) after exposure to 240 hours of accelerated weathering. S p ecimen 1 inch wide by 1/8 inch thick by 4 inches long tested as a laterally supported column. Z M 57142 F 00/4 180 n 170 / 60 / 140 •• /38 /20 //0 • ..4 ramn 111111 minim MEM MINNIMIMIN MEM MEI MEM 0 as 2 100 90 st 80 n 70 60 MUM1111 Etril • w n' 11111 A 50 40 30 20 /0 4 n LEGEND. r(4) PARALLEL LAM/NATED-OBER GRAM) LENTHW/5E (B) CR055 LAM/NATED-af/YTHWISE OR CR055W/5E) (C)PARALLEL LA/T/NATED-OBER 6RAPY) CRO55W/5E 0 0 i ILI 0.02 0.04- 006 0.08 0./0 0.12 0.14 0/6 0.18 020 0.22 024 DEfLECT/ON(/NCHE5) Figure 6.--Typical flatwise flexure load-deflection curves for papreg (Improved Standard - June 1943) after exposure to 240 hours of accelerated weathering. 2-1/2-inch span. Center loading. Specimens 1 inch wide by 1/8 inch thick by 4-1/2 inches long. Zm 57143 it Figure 7.--Specimen ready for test in the apparatus used for the laterally supported column compression test: C, clips to hold the lower gage points of the gage; F, spring-steel fingers to provide lateral restraint to specimen; M, Marten's mirror gages; S, specimen; Y, yokes. Z 477.75 I?' Figure 8.-j9lPparatus assembly for bearing test of papreg (tensile loading): A, Templin grip; B, dial gage; C, collar; D, knife edge; E, specimen; F, 1/8 inch diameter steel pin. Z M 58910 r