Document 13446077
advertisement

MIT 2.852
Manufacturing Systems Analysis
Lectures 15–16: Assembly/Disassembly Systems
Stanley B. Gershwin
http://web.mit.edu/manuf-sys
Massachusetts Institute of Technology
Spring, 2010
2.852 Manufacturing Systems Analysis
1/41
c
Copyright �2010
Stanley B. Gershwin.
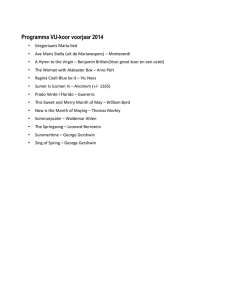
Assembly-Disassembly Systems
Assembly System
2.852 Manufacturing Systems Analysis
2/41
c
Copyright �2010
Stanley B. Gershwin.
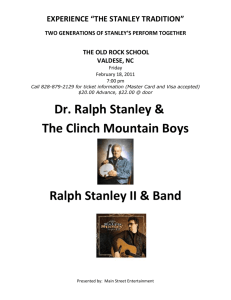
Assembly-Disassembly Systems
Assembly-Disassembly System with a Loop
2.852 Manufacturing Systems Analysis
3/41
c
Copyright �2010
Stanley B. Gershwin.
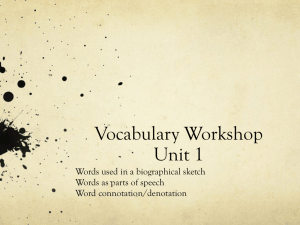
Assembly-Disassembly Systems
A-D System without Loops
2.852 Manufacturing Systems Analysis
4/41
c
Copyright �2010
Stanley B. Gershwin.
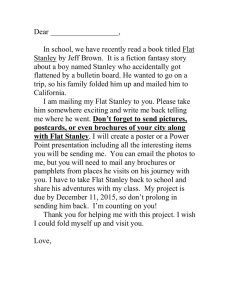
Assembly-Disassembly Systems
Disruption Propagation in an A-D System without Loops
F
E
F
F
F
E
F
F
E
E
E
F
E
F
2.852 Manufacturing Systems Analysis
5/41
c
Copyright �2010
Stanley B. Gershwin.
Assembly-Disassembly Systems
Models and Analysis
An assembly/disassembly system is a generalization of a transfer line:
◮
Each machine may have 0, 1, or more than one buffer upstream.
◮
Each machine may have 0, 1, or more than one buffer downstream.
◮
Each buffer has exactly one machine upstream and one machine
downstream.
◮
Discrete material systems: when a machine does an operation, it
removes one part from each upstream buffer and inserts one part into
each downstream buffer.
◮
Continuous material systems: when machine Mi operates during
[t, t + δt], it removes µi δt from each upstream buffer and inserts
µi δt into each downstream buffer.
◮
A machine is starved if any of its upstream buffers is empty. It is
blocked if any of its downstream buffers is full.
2.852 Manufacturing Systems Analysis
6/41
c
Copyright �2010
Stanley B. Gershwin.
Assembly-Disassembly Systems
Models and Analysis
◮
A/D systems can be modeled similarly to lines:
◮
◮
◮
◮
discrete material, discrete time, deterministic processing time,
geometric repair and failure times;
discrete material, continuous time, exponential processing, repair, and
failure times;
continuous continuous time, deterministic processing rate, exponential
repair and failure times;
other models not yet discussed in class.
◮
A/D systems without loops can be analyzed similarly to lines by
decomposition.
◮
A/D systems with loops can be analyzed by decomposition, but there
are additional complexities.
2.852 Manufacturing Systems Analysis
7/41
c
Copyright �2010
Stanley B. Gershwin.
Assembly-Disassembly Systems
Models and Analysis
◮
Systems with loops are not ergodic. That is, the steady-state
distribution is a function of the initial conditions.
◮
Example: if the system below has K pallets at time 0, it will have K
pallets for all t ≥ 0. Therefore, the probability distribution is a
function of K .
Raw Part Input
Empty Pallet Buffer
Finished Part Output
◮
This applies to more general systems with loops, such the example on
Slide 3.
2.852 Manufacturing Systems Analysis
8/41
c
Copyright �2010
Stanley B. Gershwin.
Assembly-Disassembly Systems
Models and Analysis
◮
In general,
p(s|s(0)) = lim prob { state of the system at time t = s|
t→∞
◮
state of the system at time 0 = s(0)}.
Consequently, the performance measures depend on the initial state
of the system:
◮
The production rate of Machine Mi , in parts per time unit, is
Ei (s(0)) = prob
◮
�
αi = 1 and (nb > 0 ∀ b ∈ U(i)) and
�
�
�
(nb < Nb ∀ b ∈ D(i)) ��s(0) .
The average level of Buffer b is
�
n̄b (s(0)) =
nb prob (s|s(0)).
2.852 Manufacturing Systems Analysis
9/41
s
c
Copyright �2010
Stanley B. Gershwin.
Assembly-Disassembly Systems
Decomposition
Mm
Mj
B (j, i)
•
•
B (i, m)
Mi
B (n, i)
B (i, q)
•
•
•
•
Mn
Mq
Part of Original Network
2.852 Manufacturing Systems Analysis
10/41
c
Copyright �2010
Stanley B. Gershwin.
Assembly-Disassembly Systems
Decomposition
Mu (j, i)
B (j, i)
Md (j, i)
•
•
•
Mu (n, i)
B (n, i)
Md (n, i)
Mu (i, m)
Mu (i, q)
B (i, m)
•
•
•
B (i, q)
Md (i, m)
Md (i, q)
Part of Decomposition
2.852 Manufacturing Systems Analysis
11/41
c
Copyright �2010
Stanley B. Gershwin.
Numerical examples
Eight-Machine Systems
Deterministic
processing
time model
2.852 Manufacturing Systems Analysis
12/41
c
Copyright �2010
Stanley B. Gershwin.
Numerical examples
Eight-Machine Systems
7.3351
5.6516
Case 1:
2.6449
7.3351
7.3351
5.6516
ri = .1, pi =
.1, i = 1, ..., 8;
Ni = 10, i =
1, ..., 7.
7.3351
2.852 Manufacturing Systems Analysis
13/41
c
Copyright �2010
Stanley B. Gershwin.
Numerical examples
Eight-Machine Systems
7.9444
7.0529
2.0555
7.9444
Case 2:
Same as Case
1 except
p7 = .2
7.9444
7.0529
7.9444
2.852 Manufacturing Systems Analysis
14/41
c
Copyright �2010
Stanley B. Gershwin.
Numerical examples
Eight-Machine Systems
4.5640
4.1089
2.2923
7.7077
Case 3:
Same as Case
1 except
p1 = .2
7.7077
6.5276
7.7077
2.852 Manufacturing Systems Analysis
15/41
c
Copyright �2010
Stanley B. Gershwin.
Numerical examples
Eight-Machine Systems
7.9017
3.4593
2.0983
7.9017
Case 4:
Same as Case
1 except
p3 = .2
7.9017
6.9609
7.9017
2.852 Manufacturing Systems Analysis
16/41
c
Copyright �2010
Stanley B. Gershwin.
Numerical Examples
Alternate Assembly Line Designs
A product is made of three
subassemblies (blue, yellow,
and red). Each subassembly
can be assembled
independently of the others.
We consider four possible
production system
structures.
Machine 6 (the first machine
of the yellow process) is the
bottleneck — the slowest
operation of all.
2.852 Manufacturing Systems Analysis
17/41
c
Copyright �2010
Stanley B. Gershwin.
Numerical Examples
Alternate Assembly Line Designs
2.852 Manufacturing Systems Analysis
18/41
c
Copyright �2010
Stanley B. Gershwin.
Numerical Examples
Alternate Assembly Line Designs
Now the bottleneck is
Machine 5, the last
operation of the blue
process.
2.852 Manufacturing Systems Analysis
19/41
c
Copyright �2010
Stanley B. Gershwin.
Numerical Examples
Alternate Assembly Line Designs
2.852 Manufacturing Systems Analysis
20/41
c
Copyright �2010
Stanley B. Gershwin.
Equivalence
Simple models
Consider a three-machine transfer line and a three-machine assembly
system. Both are perfectly reliable (pi = 0) exponentially processing time
systems.
N =2
1
N =2
N =3
1
µ
2
1
µ
µ
2
1
µ
2
N =3
2
µ
3
2.852 Manufacturing Systems Analysis
21/41
c
Copyright �2010
Stanley B. Gershwin.
µ
3
Equivalence
Assembly System State Space
µ1
00
N =2
µ3
1
µ
01
1
µ3
µ
2
02
N =3
2
µ3
µ
3
03
2.852 Manufacturing Systems Analysis
22/41
µ2
µ1
µ1
10
µ3
11
12
µ1
µ 3
21
µ1
µ 3
22
µ3 µ 2
µ2
µ1
µ2
µ3 µ 2
µ2
µ1
20
13
µ1
c
Copyright �2010
Stanley B. Gershwin.
µ 3
23
Equivalence
Transfer Line State Space
µ1
03
N =2
µ3
N = 3
1
2
02
µ3
µ
1
µ
µ
2
3
01
µ3
00
2.852 Manufacturing Systems Analysis
23/41
µ2
µ1
µ1
13
µ3
12
11
µ1
µ 3
22
µ1
µ 3
21
µ3 µ 2
µ2
µ1
µ2
µ3 µ 2
µ2
µ1
23
10
µ1
c
Copyright �2010
Stanley B. Gershwin.
µ 3
20
Equivalence
Unlabeled State Space
◮
◮
◮
The transition graphs of the two systems
are the same except for the labels of the
states.
Therefore, the steady-state probability
distributions of the two systems are the
same, except for the labels of the states.
µ3
The relationship between the labels of the
states is:
µ3
(n1A , n2A ) ⇐⇒ (n1T , N2 − n2T )
◮
µ1
µ2
µ1
µ2
µ2
µ1
Therefore, in steady state,
µ3
µ2
µ3 µ 2
24/41
µ3
µ1
µ3 µ 2
µ1
prob(n1A , n2A ) = prob(n1T , N2 − n2T )
2.852 Manufacturing Systems Analysis
µ3
µ1
µ1
µ3
µ1
c
Copyright �2010
Stanley B. Gershwin.
µ3
Equivalence
Assembly System Production Rate
Production rate = rate of flow of material into M1
= µ1
1 �
3
�
n1 =0 n2 =0
N =2
1
µ
p(n1 , n2 )
µ1
00
µ3
01
1
µ3
µ
2
02
N =3
2
µ3
µ
3
03
2.852 Manufacturing Systems Analysis
25/41
µ2
µ1
µ1
10
µ3
11
12
µ1
µ3
21
µ1
µ3
22
µ3 µ 2
µ2
µ1
µ2
µ3 µ 2
µ2
µ1
20
13
µ1
c
Copyright �2010
Stanley B. Gershwin.
µ3
23
Equivalence
Transfer
AssemblyLine
System
Production
Production
RateRate
Production rate = rate of flow of material into M1
= µ1
3
1 �
�
p(n1 , n2 )
n1 =0 n2 =0
N =2
µ1
03
µ3
N =3
1
2
02
µ3
µ
1
µ
µ
2
3
01
µ3
00
2.852 Manufacturing Systems Analysis
26/41
µ2
µ1
µ1
13
µ3
12
11
µ1
µ3
22
µ1
µ3
21
µ3 µ 2
µ2
µ1
µ2
µ3 µ 2
µ2
µ1
23
10
µ1
c
Copyright �2010
Stanley B. Gershwin.
µ3
20
Equivalence
Equal
Assembly
Produc
Systtem
ion Production
Rates
Rat
Therefore
PA = PT
2.852 Manufacturing Systems Analysis
27/41
c
Copyright �2010
Stanley B. Gershwin.
Equivalence
Assembly System n̄1
n̄1 =
2 �
3
�
n1 p(n1 , n2 ) =
2
�
n1
n1 =0
n1 =0 n2 =0
N =2
1
µ
�
3
�
n2 =0
�
p(n1 , n2 )
µ1
00
µ3
01
1
µ3
µ
2
02
N =3
2
µ3
µ
3
03
2.852 Manufacturing Systems Analysis
28/41
µ2
µ1
µ1
10
µ3
11
12
µ1
µ3
21
µ1
µ3
22
µ3 µ 2
µ2
µ1
µ2
µ3 µ 2
µ2
µ1
20
13
µ1
c
Copyright �2010
Stanley B. Gershwin.
µ3
23
Equivalence
Assembly
Transfer Line
System
n̄1 n̄1
n̄1 =
2 �
3
�
n1 p(n1 , n2 ) =
2
�
n1
3
�
�
p(n1 , n2 )
n2 =0
n1 =0
n1 =0 n2 =0
�
µ1
03
µ2
3
N =2
N = 3
1
2
02
3
µ
1
µ
µ
2
3
01
3
00
2.852 Manufacturing Systems Analysis
29/41
µ1
µ1
13
µ3
12
11
µ1
µ3
22
µ1
µ3
21
µ3 µ 2
µ2
µ1
µ2
µ3 µ 2
µ2
µ1
23
10
µ1
c
Copyright �2010
Stanley B. Gershwin.
µ3
20
Equivalence
Equal
Assembly
n̄1 System Production Rate
Therefore
n̄1A = n̄1T
2.852 Manufacturing Systems Analysis
30/41
c
Copyright �2010
Stanley B. Gershwin.
Equivalence
Assembly System n̄2
n̄2 =
2 �
3
�
n2 p(n1 , n2 ) =
3
�
n2
n2 =0
n1 =0 n2 =0
N =2
�
2
�
n1 =0
�
p(n1 , n2 )
µ1
00
µ3
1
µ
01
1
µ3
µ
2
02
µ2
µ1
µ1
10
µ3
11
12
N =3
2
µ3
µ
3
03
2.852 Manufacturing Systems Analysis
31/41
µ1
µ3
21
µ1
µ3
22
µ3 µ 2
µ2
µ1
µ2
µ3 µ 2
µ2
µ1
20
13
µ1
c
Copyright �2010
Stanley B. Gershwin.
µ3
23
Equivalence
Assembly
Transfer Line
System
n̄2 n̄2
n̄2 =
2 �
3
�
n2 p(n1 , n2 ) =
3
�
n2
2
�
�
p(n1 , n2 )
n1 =0
n2 =0
n1 =0 n2 =0
�
µ1
03
µ3
N =2
N =3
1
2
02
µ3
µ
1
µ
µ
2
3
01
µ3
00
2.852 Manufacturing Systems Analysis
32/41
µ2
µ1
µ1
13
µ3
12
11
µ1
µ3
22
µ1
µ3
21
µ3 µ 2
µ2
µ1
µ2
µ3 µ 2
µ2
µ1
23
10
µ1
c
Copyright �2010
Stanley B. Gershwin.
µ3
20
Equivalence
Complementary
Assembly Systemn̄Production
Rate
1
Therefore
n̄2A = N2 − n̄2T
2.852 Manufacturing Systems Analysis
33/41
c
Copyright �2010
Stanley B. Gershwin.
Equivalence
Theorem
◮
◮
Notation: Let j be a buffer. Then the machine upstream of the
buffer is u(j) and the machine downstream of the buffer is d(j).
Theorem:
◮
Assume
◮
◮
◮
Z and Z ′ are two exponential A/D networks with the same number of
machines and buffers. Corresponding machines and buffers have the
same parameters; that is, µ′i = µi , i = 1, ..., kM and
Nb′ = Nb , b = 1, ..., kB .
There is a subset of buffers Ω such that for j 6∈ Ω, u ′ (j) = u(j) and
d ′ (j) = d(j); and for j ∈ Ω, u ′ (j) = d(j) and d ′ (j) = u(j). That is,
there is a set of buffers such that the direction of flow is reversed in the
two networks.
Then, the transition equations for network Z ′
are the same as those of
Z , except that the buffer levels in Ω are replaced by the amounts of
space in those buffers.
2.852 Manufacturing Systems Analysis
34/41
c
Copyright �2010
Stanley B. Gershwin.
Equivalence
Theorem
◮
That is, the transition (or balance) equations of Z ′ can be written by
transforming those of Z .
◮
In the Z equations, replace nj by Nj − nj for all j ∈ Ω.
2.852 Manufacturing Systems Analysis
35/41
c
Copyright �2010
Stanley B. Gershwin.
Equivalence
Theorem
Corollary:
◮ Assume:
◮
◮
The initial states s(0) and s ′ (0) are related as follows: nj′ (0) = nj (0)
for j 6∈ Ω, and nj′
(0) = Nj − nj (0) for j ∈ Ω.
Then
P ′ (n′ (0)) = P(n(0))
n̄b′ (n′ (0)) = n̄b (n(0)), for j 6∈ Ω
n̄b′ (n′ (0)) = Nb − n̄b (n(0)), for j ∈ Ω
2.852 Manufacturing Systems Analysis
36/41
c
Copyright �2010
Stanley B. Gershwin.
Equivalence
Theorem
Corollary: That is,
◮
the production rates of the two systems are the same,
◮
the average levels of all the buffers in the systems whose direction of
flow has not been changed are the same,
◮
the average levels of all the buffers in the systems whose direction of
flow has been changed are complementary; the average number of
parts in one is equal to the average amount of space in the other.
2.852 Manufacturing Systems Analysis
37/41
c
Copyright �2010
Stanley B. Gershwin.
Equivalence
Equivalence class of three-machine systems
N
N
1
2
µ
µ
1
µ
2
3
N
N
1
B
B
2
1
1
µ
µ
1
µ
µ
2
B
B
1
N
2
N
3
1
µ
3
2
38/41
2
µ
N
2
µ
2.852 Manufacturing Systems Analysis
2
2
N
µ
1
3
µ
1
c
Copyright �2010
Stanley B. Gershwin.
Equivalence
Equivalence classes of four-machine systems
Representative members
2.852 Manufacturing Systems Analysis
39/41
c
Copyright �2010
Stanley B. Gershwin.
Equivalence
Example of equivalent loops
2
1
2
1
2
1
3
4
3
2
1
3
4
4
3
4
Ω= (3, 4)
(a) A Fork/ Join Network
2.852 Manufacturing Systems Analysis
(b) A Closed Network
40/41
c
Copyright �2010
Stanley B. Gershwin.
Equivalence
To come
◮
Loops and invariants
◮
Two-machine loops
◮
Instability of A/D systems with infinite buffers
2.852 Manufacturing Systems Analysis
41/41
c
Copyright �2010
Stanley B. Gershwin.
MIT OpenCourseWare
http://ocw.mit.edu
2.852 Manufacturing Systems Analysis
Spring 2010
For information about citing these materials or our Terms of Use,visit: http://ocw.mit.edu/terms.