Author's personal copy
Journal of Membrane Science 331 (2009) 31–39
Contents lists available at ScienceDirect
Journal of Membrane Science
journal homepage: www.elsevier.com/locate/memsci
High recovery of concentrated RO brines using forward
osmosis and membrane distillation
C. Riziero Martinetti a , Amy E. Childress a , Tzahi Y. Cath b,∗
a
b
University of Nevada, Reno, Department of Civil and Environmental Engineering, Reno, NV 89557, United States
Colorado School of Mines, Division of Environmental Science and Engineering, Golden, CO 80401, United States
a r t i c l e
i n f o
Article history:
Received 3 September 2008
Received in revised form 21 December 2008
Accepted 2 January 2009
Available online 8 January 2009
Keywords:
Desalination
Forward osmosis
Membrane distillation
Brackish water
Zero liquid discharge
Brine disposal
a b s t r a c t
Vacuum-enhanced direct contact membrane distillation (VEDCMD) and forward osmosis (FO) were investigated for water recovery enhancement in desalination of brackish water. Past studies have demonstrated
that both VEDCMD and FO can be effectively utilized in the treatment of a wide range of highly concentrated feed solutions. In the current study, two reverse osmosis (RO) brine streams with total dissolved
solids concentrations averaging 7500 and 17,500 mg/L were further desalinated by VEDCMD and by FO. In
both processes, high water recoveries were achieved; however, recoveries were limited by precipitation
of inorganic salts on the membrane surface. Various cleaning techniques were able to remove the scale
layer from the membrane and restore water flux to almost initial levels. FO achieved water recoveries up
to 90% from the brines and VEDCMD achieved water recoveries up to 81% from the brines. Addition of
a scale inhibitor during both processes was effective at maintaining high water flux for extended time.
When considering the total water recovery (the recovery from the RO processes combined with the batch
recovery from the VEDCMD or FO process), greater than 96 and 98% total recoveries were achieved for
the two different brine streams.
© 2009 Elsevier B.V. All rights reserved.
1. Introduction
Brackish water desalination is increasingly being practiced by
inland communities to augment their limited fresh water resources
[1]. Brackish water salinities range from 1000 to 8000 mg/L total
dissolved solids (TDS) compared to approximately 35,000 mg/L
TDS for ocean water. Eastern Municipal Water District (EMWD)
in Southern California has implemented the Perris Basin Desalination Program to reduce its dependence on a costly and potentially
limited supply of imported water. In order to utilize high-TDS
groundwater from its basins, EMWD is operating two reverse
osmosis (RO) desalination facilities and designing a third. The
groundwater is blended with RO product water from the facilities to achieve product water with less than 500 mg/L TDS in
the distribution system. The RO brine stream is discharged into
the 22-mile-long Temescal Valley Regional Interceptor, which
Abbreviations: CF, concentration factor; CP, concentration polarization; CTA, cellulose triacetate; ED, electrodialysis; EDR, electrodialysis reversal; EMWD, Eastern
Municipal Water District; FO, forward osmosis; MD, membrane distillation; OCSD,
Orange County Sanitation District; PP, polypropylene; PTFE, polytetrafluoroethylene
(Teflon® ); RO, reverse osmosis; SARI, Santa Ana Regional Interceptor; TDS, total dissolved solids; VEDCMD, vacuum enhanced direct contact membrane distillation;
ZLD, zero liquid discharge.
∗ Corresponding author. Tel.: +1 303 273 3402; fax: +1 303 273 3413.
E-mail address: tcath@mines.edu (T.Y. Cath).
0376-7388/$ – see front matter © 2009 Elsevier B.V. All rights reserved.
doi:10.1016/j.memsci.2009.01.003
is a non-reclaimable waste pipeline that connects EMWD to
the Santa Ana Regional Interceptor (SARI). The brine is then
transported by the SARI to Orange County Sanitation District
(OCSD) for treatment and discharge. Operation of all three RO
facilities will ultimately produce brine quantities in excess of
EMWD’s capacity in the SARI system, and additional capacity
is not available. Furthermore, the cost of treatment and disposal by OCSD is expected to increase. Therefore, like many
other inland water utilities, EMWD must improve water recovery. Additional brine treatment to approach zero liquid discharge
(ZLD) would not only enable EMWD to produce more water, but
also to reduce their reliance on existing brine disposal methods.
In 2005, the California Department of Water Resources and the
United States Bureau of Reclamation sponsored a study at EMWD
with the objectives of increasing water recovery and decreasing
brine volume [2,3]. Two RO brines were generated during the
investigation. The first brine was concentrate from the primary RO
process. Water recovery in the primary RO system was limited to
70% to avoid precipitation of sparingly soluble salts on the membranes. As part of the effort to achieve higher recovery, the primary
RO brine was softened and further treated in an electrodialysis
reversal (EDR) system or a secondary RO system, thus generating
the second brine. In further studies, the brines from the primary and
secondary RO systems were used to evaluate potential ZLD systems
as part of the Perris Basin Desalination Program; this includes the
Author's personal copy
32
C.R. Martinetti et al. / Journal of Membrane Science 331 (2009) 31–39
current investigation of membrane distillation (MD) and forward
osmosis (FO).
Current technologies for brine treatment comprise wellestablished processes such as pressure-driven membrane processes
(e.g., RO and nanofiltration (NF)) and current-driven membrane
processes (e.g., electrodialysis (ED) and EDR) [4]. Although wellestablished, these processes are limited in their ability to achieve
high water recovery. Total water recovery in these processes is
limited in order to prevent scale formation and fouling of the membranes and to prolong membrane life [5]. Energy costs of ED and EDR
are directly proportional to the feed water salinity and the rate of
salt removal, and therefore, desalination of high salinity solutions
(e.g., RO brines) is not economical [6].
More recently, ZLD or near-ZLD systems are being considered for
recovery of clean water and minimization of brine streams. ZLD or
near-ZLD systems consist mainly of thermal methods such as brine
concentrators, crystallizers, thermal evaporators, and spray driers
that reduce concentrate to a slurry or solid product that can be
disposed of in landfills. These processes are capable of recovering
high purity distillate (95–99% recovery from waste streams) [7,8]
and revenue-generating mineral salts. Although these processes are
proven effective for volume minimization, the capital and operating
costs often exceed the cost of the desalting facility [9–12] and thus,
they are not typically used.
Advanced processes are sought that can enhance water recovery without the limitations associated with the current processes.
Previous studies have demonstrated that membrane contactor processes such as MD and FO can potentially minimize brine volume at
lower energy expenditure and with less complexity [13,14]. In the
current study, direct contact MD (DCMD) and FO are investigated
as potential processes to enhance water recovery in brackish water
desalination—or more specifically, to enhance water recovery from
brines generated during RO desalination of brackish water.
DCMD is a thermally driven separation process involving the
evaporation of water through the pores of a hydrophobic, microporous membrane and direct condensation of that water vapor into
a cold water stream flowing on the support side of the membrane
[15]. In DCMD, warmer feed water is in contact with the active side
of the membrane and a cooler water stream is in direct contact
with the support side. The driving force for mass transfer in DCMD
is the vapor pressure difference across the membrane induced by
the temperature difference across the membrane. Because the partial vapor pressure of water is only minimally affected by increased
concentrations of dissolved salts, DCMD has the potential to be an
ideal treatment method for highly saline feeds. In a previous study
[14], it was shown that water flux in DCMD was nearly constant
when feed concentrations of highly soluble NaCl or seawater salts
were increased from 0.6 to 73 g/L.
The performance of DCMD can be improved in different ways.
High-temperature DCMD (e.g., DCMD with the same temperature
difference, but at higher temperatures) can achieve higher water
fluxes than low-temperature DCMD [14]. This is because vapor pressure increases exponentially with increasing water temperature.
In another configuration, vacuum-enhanced DCMD (VEDCMD), the
cooler water stream flows under negative pressure (vacuum). Under
specific operating conditions, VEDCMD has been shown to increase
flux by up to 85% compared to the conventional DCMD configuration [14].
FO is an osmotically driven membrane separation process
involving the diffusion of water through a semipermeable membrane. The driving force for mass transport is the difference in
osmotic pressure between the feed solution and a draw solution;
water diffuses from the feed solution of higher chemical potential (lower osmotic pressure) to a draw solution of lower chemical
potential (higher osmotic pressure). As water diffuses through the
membrane, the feed solution becomes concentrated and the draw
solution is diluted; and thus, the draw solution must be reconcentrated in order to maintain the osmotic pressure driving force. FO
has been shown to effectively concentrate a variety of feed streams,
including municipal wastewater, landfill leachate, and grey water
in life support systems [13,16–22].
This paper presents the findings of a bench-scale study evaluating VEDCMD and FO as potential processes for the concentration
of brackish water RO brines. The importance of specific operating conditions, membrane cleaning, and chemical pretreatment on
membrane performance was investigated for both processes. Two
points specifically addressed in this study were (1) if the performance of the VEDCMD process would be substantially greater than
that of the FO process considering that the flux in DCMD is only
minimally affected by high concentrations of dissolved solids and
(2) if the anticipated increase in flux for high-temperature VEDCMD would outweigh the environmental and economic benefits
of low-temperature VEDCMD (which can operate off of waste heat
sources).
2. Materials and methods
2.1. Feed solutions
The first feed solution (brine A) was the concentrate from the
primary RO desalters at the EMWD groundwater desalting facilities; the average TDS concentration of brine A was approximately
7500 mg/L. The second feed solution was generated from brine A
using three treatment steps. In the first step, brine A was chemically
softened using sodium hydroxide and the precipitated solids were
removed by clarification, conventional dual-media filtration, and 5m cartridge filtration. In the second step, the filtrate was treated
with sulfuric acid and scale inhibitor (Vitec 3000, Avista Technologies, Inc., San Marcos, CA). And in the third step, the brine was
further concentrated in a secondary RO desalter. The secondary RO
concentrate (brine B) had an average TDS concentration of approximately 17,500 mg/L.
The ion compositions of the brines were analyzed using several
methods. Calcium, magnesium, silica, and sodium were measured
using inductively coupled plasma/atomic emission spectrometry
(EPA Method 200.7) [23]; sulfate and chloride using ion chromatography (EPA Method 300.0) [24]; alkalinity, hydroxide, carbonate,
and bicarbonate using an alkalinity titration (Standard Method
2320 B) [25]; and total solids and TDS using evaporation (Standard
Method 2540 B and C) [25].
2.2. VEDCMD experiments
Two flat-sheet membranes were tested in the VEDCMD experiments. The first was a laminated membrane made with a
polytetrafluoroethylene (PTFE) active layer over a polypropylene
(PP) support mesh and the second was asymmetric PP membrane. Both membranes have a nominal pore size of 0.22 m and
both were acquired from GE Osmonics (Minnetonka, MN). The
membranes were tested in a modified SEPA-CF cell (Osmonics, Minnetonka, MN), which has symmetric channels on both sides of the
membrane to allow for tangential flow on both the active and support sides of the membrane. The active membrane surface area was
139 cm2 .
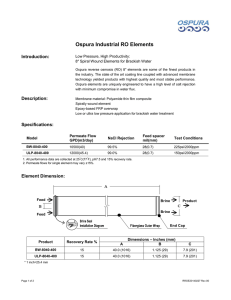
The performance of the VEDCMD process was evaluated under
various operating conditions using a bench-scale membrane test
unit (Fig. 1). 4 L of feed solution were added to the feed reservoir and heated to either 40 or 60 ◦ C and 2 L of deionized water
were added to the permeate reservoir and cooled to 20 ◦ C. Feed and
permeate temperatures were monitored using dual channel digital
thermometers (DigiSense DualLogR, Cole-Parmer, Vernon Hills, IL)
Author's personal copy
C.R. Martinetti et al. / Journal of Membrane Science 331 (2009) 31–39
33
23 ± 2 ◦ C. As water diffused through the membrane, the water level
in the feed reservoir declined and the ion concentration of the
feed stream increased. The feed reservoir was weighed using an
analytical balance (PB5001, Mettler Toledo, Inc., Columbus, OH).
Data that was collected was used to calculate water flux, batch
recovery, and salt rejection.
2.4. Cleaning experiments
Fig. 1. Schematic drawing of the bench-scale VEDCMD system.
with thermocouples located at the inlets and outlets of the modified
SEPA cell. The feed solution and the deionized water were recirculated countercurrently on their respective sides of the membrane at
1.5 L/min. For each feed temperature, two different permeate pressures (vacuums) were tested: 660 mmHg (abs) and 360 mmHg (abs)
(deeper vacuum). Permeate pressure was controlled using a needle
valve at the water inlet to the permeate side of the membrane. As
water evaporated through the membrane, the concentration of the
feed stream slowly increased and excess water from the permeate reservoir was allowed to overflow; the overflow rate was used
in calculating water flux and batch recovery. Conductivity meters
(Jenway 4320, Jenway Ltd., UK) were used in the feed and permeate
reservoirs to calculate salt rejection.
2.3. FO experiments
A flat-sheet cellulose triacetate (CTA) FO membrane was utilized in the FO experiments. The CTA membrane was specifically
developed for FO applications and was acquired from Hydration
Technologies Inc. (Albany, OR). In previous investigations [21,22],
this membrane outperformed other semipermeable membranes
(i.e., RO membranes) tested in FO mode.
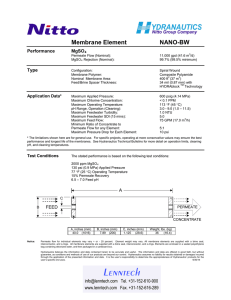
The performance of the FO process was evaluated using a
bench-scale membrane test unit (similar to the VEDCMD apparatus) coupled with a pilot-scale RO system (Fig. 2). The pilot-scale
RO system supplied the FO system with a constant-concentration
draw solution (50 ± 2 g/L NaCl). ACS grade NaCl (Fisher Scientific,
Pittsburgh, PA) was used to prepare the draw solution. The draw
solution was recirculated on the support side of the FO membrane
at 1.5 L/min and its conductivity was monitored using a conductivity meter (Model 30, YSI Co., Yellow Springs, OH). 4 L of feed
solution were added to the feed reservoir and recirculated countercurrently at 1.5 L/min on the active side of the FO membrane.
The experiments were conducted at a constant temperature of
Membrane cleaning procedures were developed to remove scale
deposits from the membrane surface and the system (e.g., the tubing and the membrane cell). Membrane performance parameters
(water flux and solute rejection) were evaluated before and after
each cleaning cycle through a series of scaling experiments. The
scaling experiments were conducted with brine A as the feed solution. For VEDCMD, the higher feed temperature (60 ◦ C) was used to
expedite scaling and for FO, a saturated NaCl draw solution (approximately 350 g/L) was used to expedite scaling.
The first cleaning method, a chemical method, was tested on
both the VEDCMD and FO membranes. A chemical cleaning solution
consisting of 0.029 M disodium ethylenediaminetetraacetic acid
(Na2 EDTA) and 0.058 M sodium hydroxide (NaOH) was used. First,
4 L of deionized water were flushed through the feed side of the system to remove loose deposits. Second, 2 L of the cleaning solution
were recirculated on the feed side for 30 min. Then, for VEDCMD,
the flow was stopped and the membrane and system were soaked
for 1 h in the cleaning solution; and for FO, the flow was reduced
to 0.2 L/min for 1 h. Last, 8 L of deionized water were flushed across
the active side of each membrane.
The second cleaning method, osmotic backwashing [26], was
investigated for the FO process only. In this method, which is
increasingly being used in full-scale RO desalination operations
[27–29], the draw solution was replaced with deionized water and
the feed solution was replaced with a draw solution of 100 g/L NaCl;
both streams were recirculated on either side of the membrane
for 20 min, thereby reversing the flow of water through the membrane and removing solids reversibly deposited on the membrane
surface. Subsequently, each side of the membrane was thoroughly
rinsed with deionized water and the feed solution and draw solution were re-introduced and recirculated on their respective sides
of the membrane.
2.5. Scale inhibition experiments
Two scale-inhibitors, Preatreat Plus 0400 and Preatreat Plus Y2K
(King Lee Technologies, San Diego, CA), were used in this study.
Preatreat Plus 0400 was selected specifically to inhibit the formation of calcium sulfate and calcium carbonate and Pretreat Plus Y2K
was selected to inhibit the formation of a broad spectrum of minerals (e.g., silica, calcium carbonate, barium/strontium sulfate, iron,
aluminum, and calcium phosphate) [30]. Brine A was dosed with
scale inhibitor during specific VEDCMD and FO experiments. For
the VEDCMD experiments, Pretreat Plus 0400 doses ranged from
2 to 8 mg/L. For the FO experiments, the Pretreat Plus Y2K recommended dose of 10 mg/L [5] was used.
3. Results and discussion
3.1. Brine chemical analysis
Fig. 2. Schematic drawing of the combined bench-scale FO and pilot-scale RO systems.
The compositions of brines A and B are summarized in Table 1.
The TDS concentration of brine B is approximately 2.5 times greater
than that of brine A. Considering individual ions, sodium and chloride ion concentrations in brine B are higher than in brine A, while
calcium, sulfate, and silica concentrations in brine B are lower than
in brine A. These differences are due to the softening treatment of
brine A before it was fed to the secondary RO to generate brine B.
Author's personal copy
34
C.R. Martinetti et al. / Journal of Membrane Science 331 (2009) 31–39
Table 1
Water quality of brines A and B.
Brine composition
pH
Sodium, Na+
Calcium, Ca2+
Magnesium, Mg2+
Chloride, Cl−
Sulfate, SO4 2−
Bicarbonate, HCO3 −
Carbonate, CO3 2−
Alkalinity as CaCO3
Silica, SiO2
Total phosphate, P
Total dissolved solids
Osmotic pressure, (psi)
Concentration (mg/L)
Brine A
Brine B
7.0
991
1032
318
2823
1553
576
1.6
470
116
0.4
7500
60
8.0
5130
819
386
8960
1920
223
5.2
142
72
2.0
17500
165
The softening treatment was used to reduce calcium, sulfate, and
silica concentrations in brine A to prevent scale formation on the
RO membranes during secondary RO. The reductions in calcium,
sulfate, and silica concentrations and the concentration process in
the secondary RO system resulted in the increase in relative concentrations of sodium and chloride in brine B.
Salts that exceed their saturation and precipitate out of solution
do not affect osmotic pressure, but will cause scaling of the membrane. A chemical simulation program was used to determine the
saturation level of the potentially scaling minerals. In brine A, SiO2
and CaSO4 were found to be at 99 and 89% saturation, respectively;
in brine B, SiO2 and CaSO4 were found to be at 57 and 50% saturation, respectively. Thus, it was anticipated that membrane scaling
would occur earlier during experiments with brine A. Furthermore,
because the solubility of CaSO4 is inversely proportional to temperature (decreasing solubility with increasing temperature); a higher
percent saturation would be expected for higher brine temperatures. However, the decrease in solubility (approximately 200 mg/L
from 40 to 60 ◦ C) results in a 0% change in percent saturation [31];
thus, inverse temperature effects are essentially negligible for the
feed temperatures (40 and 60 ◦ C) in the current VEDCMD investigation [32].
3.2. Vacuum enhanced direct contact MD
3.2.1. Water flux and recovery
Water flux as a function of concentration factor (CF) is illustrated
in Fig. 3a and b for VEDCMD of brines A and B, respectively; batch
recovery is also shown on the top x-axes. CF is the ratio between
the concentration of the feed solution at any time and the initial
feed concentration. Batch recovery is the cumulative volume of
permeate collected during an experiment until a point in time normalized to the initial feed volume. CF is related to batch recovery
by CF = 1/(1 − R); thus, CF and R are not linearly related.
The PTFE membrane was the only membrane initially tested
because it was known to have higher permeability, and therefore
higher water flux than the PP membrane [14]. The experiments were terminated when water flux reached approximately
5 L/(m2 h). During all experiments, salt rejection was greater than
99.9%.
It is apparent from the results in Fig. 3a and b that flux decline
is substantial for almost all experimental conditions. When comparing the flux declines in these experiments with those from a
previous investigation (black line in Fig. 3a) [14], it can be seen
that water flux decreases much more rapidly in the current investigation. In the previous investigation, water flux decreased only
slightly with increasing feed TDS concentration because the salts
studied were NaCl and sea salt—neither of which contains ions that
are likely to exceed their solubility and form scale on the membrane
in the range of feed concentrations tested.
Also in Fig. 3a and b, initial water fluxes were substantially
greater in experiments conducted with a temperature difference
of 40 ◦ C than those conducted with a temperature difference of
20 ◦ C. A higher temperature difference results in a higher vapor
pressure difference across the membrane and a stronger driving
force for water evaporation. Initial water fluxes were even higher
when the permeate pressure was lowered from 660 mmHg (abs)
to 360 mmHg (abs). A lower permeate pressure results in a higher
partial vapor pressure difference and an increased driving force
[14].
In experiments conducted with brine A (Fig. 3a), a relatively constant water flux was observed up to a CF of approximately 1.75, at
which point a rapid flux decline was observed for all experiments.
These flux declines were preceded by observed changes in feed
water clarity at CFs of approximately 1.5; this was likely evidence
that silica and calcium sulfate had exceeded their saturation and
were precipitating out of solution. Thus, the rapid flux declines were
likely caused by precipitated solids (mineral scale) on the membrane surface that blocked the transport of water vapor through
the pores. SEM micrographs of the membrane surfaces after experiments revealed thick scale layers on the membrane (Fig. 4). Calcium
sulfate crystals and some silica aggregates are shown in the inset
micrograph of Fig. 4.
Fig. 3. Water flux as a function of CF and batch recovery for VEDCMD of (a) brine A and (b) brine B using the PTFE membrane. Initial feed concentration in brine A was
7500 mg/L TDS and in brine B 17,500 mg/L TDS.
Author's personal copy
C.R. Martinetti et al. / Journal of Membrane Science 331 (2009) 31–39
35
A and brine B, similar trends in flux with time were observed. Much
higher CFs (or batch recoveries) were achieved for brine B (Fig. 3b)
than for brine A (Fig. 3a). Higher batch recoveries were anticipated
for Brine B based on the water quality data (Table 1) and percent
saturation values that were lower in brine B due to the softening process. Also, brine B contained residual scale inhibitor, which
was used to inhibit the formation of CaSO4 and SiO2 during the
secondary RO treatment [5].
Fig. 4. An SEM micrograph of a cross-section of the scaled PTFE membrane showing
the membrane support layer, active layer, and calcium sulfate (CaSO4 ) scale after
VEDCMD of brine A.
The fact that the onset of flux decline in Fig. 3a and b is earliest
and most rapid in the experiments that started with the highest initial flux (T = 40 ◦ C, Pp = 360 mmHg (abs)); and latest and
most gradual in the experiments that started with the lowest initial flux (T = 20 ◦ C, Pp = 660 mmHg (abs)) can also be explained by
the exponential relationship between water flux and concentration
polarization (CP) at the feed–membrane interface. ‘CP increases
exponentially with increasing water flux according to the classical
film model [33]:
CPmodulus =
Cm
= (1 − R0 ) + R0 eJ/k
Cb
(1)
where Cm is concentration at the membrane, Cb is concentration in
the bulk feed solution, R0 is the observed salt rejection, J is the permeate flux, and k is the solute mass transfer coefficient on the feed
side. Therefore, at higher water fluxes, the increased solute concentration near the membrane surface would cause SiO2 and CaSO4 to
exceed their solubility and form scale on the membrane. Along the
same lines, the highest batch recovery was achieved in the experiment with the lowest initial flux (T = 20 ◦ C and Pp = 660 mmHg
(abs)).
When comparing results from experiments conducted with
brine A (Fig. 3a) to those conducted with brine B (Fig. 3b), it
is apparent that TDS concentration has minimal effect on initial
water flux—a substantial advantage over pressure-driven membrane desalination processes. Also, when comparing results of brine
3.2.2. VEDCMD membrane cleaning
One of the objectives of the study was to investigate the ease
by which the scale layers could be removed from the membrane
surface. The membranes were chemically cleaned with Na2 EDTA
solution after their water flux dropped below 5 L/(m2 h). Brine A
was used as the feed in these experiments because it scaled the
membrane more rapidly than brine B (Fig. 3). Also, in order to
expedite scale formation, experiments were conducted with a temperature difference of 40 ◦ C instead of 20 ◦ C.
Water flux and batch recovery before and after membrane cleaning are shown in Fig. 5a and b for the PTFE and PP membranes,
respectively. The PP membrane was included in the cleaning experiments to compare its fouling tendency and chemical resistance
with the PTFE membrane. The performance of the PTFE membrane
(Fig. 5a) was different before and after cleaning. The initial water
flux after cleaning was the same as the initial flux before cleaning, except that after cleaning there was an immediate onset of flux
decline. This suggests that the majority of scale was removed from
the membrane following cleaning, thus restoring water flux to its
initial level [34]; however, the residual scale that did remain on the
membrane most likely provided sites for crystallization, leading to
more rapid scale formation and earlier onset of flux decline after
cleaning. The performance of the PP membrane (Fig. 5b) was similar before and after cleaning. This implies that scale deposit on the
PP membranes is less strongly adhered to the membrane and can
be removed using a simple cleaning method.
Both the PTFE and PP membranes are characterized as having
high chemical resistance [35,36]. To ensure that exposure to the
EDTA cleaning solution did not damage the membranes, their rejection was monitored throughout the experiments; both membranes
maintained greater than 99.9% salt rejection before and after cleaning. This suggests that the PTFE and PP membranes are indeed
chemically resistant to the EDTA over short terms.
3.2.3. VEDCMD with scale inhibitor
The effect of dosing brine A with CaSO4 scale inhibitor (Pretreat
Plus 0400) was investigated in a separate set of VEDCMD experiments. The experiments were conducted under low flux conditions
(T = 20 ◦ C, 660 mmHg (abs)) using the PTFE membrane. Water flux
Fig. 5. Water flux as a function of time in VEDCMD cleaning experiments with (a) the flat-sheet PTFE membrane and (b) the flat-sheet PP membrane. Brine A feed solution
with Tf = 60 ◦ C, Tp = 20 ◦ C, and Pp = 660 mmHg.
Author's personal copy
36
C.R. Martinetti et al. / Journal of Membrane Science 331 (2009) 31–39
achieved for VEDCMD of brine B using the PTFE membrane at the
lowest flux conditions (T = 20 ◦ C, 660 mmHg (abs)) (square symbols in Fig. 3b).
In order to determine the total water recovery, the recovery from
EMWD’s RO processes and the batch recovery from the VEDCMD
process were both considered. The total recovery was calculated
using:
Rtot = RRO + (1 − RRO )RVEDCMD
(2)
where Rtot is the total water recovery, RRO is the water recovered
from EMWD’s RO processes, and RVEDCMD is the batch recovery from
the current study. For brine A, RRO was 70% and RVEDCMD was 62%. For
brine B, RRO was 89% and RVEDCMD was 80%. Thus, when combining
the recoveries of the RO processes and the VEDCMD process, the
total recovery was greater than 89% for brine A and greater than
98% for brine B.
3.3. Forward osmosis
Fig. 6. Water flux in VEDCMD of brine A as a function of CF for different doses
of calcium sulfate scale inhibitor. Brine A feed solution with Tf = 40 ◦ C, Tp = 20 ◦ C,
Pp = 660 mmHg and initial feed concentration of 7500 mg/L.
as a function of CF and batch recovery is illustrated in Fig. 6. For reference, a VEDCMD experiment was performed without addition of
scale inhibitor (solid black line).
A very rapid flux decline followed by partial recovery was
observed during all of the experiments with the scale inhibitor.
Although the flux recovery is not fully understood, the unusual
flux behavior is likely due to the formation of amorphous silica.
Amorphous silica and silicates precipitate in a series of steps generating soft and then hard gels [37]. In the current investigation, it
is likely that the rapid flux decline was due to the formation of soft
silica gels that form on the membrane surface. Further reaction of
the silica resulted in hard gels that were scoured off of the membrane surface [37]; this resulted in the flux recoveries observed in
Fig. 6. It can also be seen in Fig. 6 that the highest batch recovery
occurred with a scale inhibitor dose of approximately 4 ppm, yet,
further optimization and better understanding of the chemical and
physical phenomena are needed.
3.2.4. VEDCMD water recovery
Approximately 62% batch recovery was achieved for VEDCMD
of brine A using the PTFE membrane at the lowest flux conditions (T = 20 ◦ C, 660 mmHg (abs)) (square symbols in Fig. 3a). The
use of scale inhibitor brought the water recovery to approximately
78% (Fig. 6). In comparison, greater than 80% batch recovery was
3.3.1. Water flux and recovery
During FO experiments, the draw solution was maintained at
a constant concentration of 50 ± 2 g/L NaCl (i.e., constant osmotic
pressure) using a pilot-scale RO system. The NaCl draw solution
concentration was high enough to produce initial water fluxes
comparable to those achieved using VEDCMD at a temperature
difference of 20 ◦ C. As water crossed the FO membrane, the concentration of the feed solution, and thus its osmotic pressure, slowly
increased. At the same time, the osmotic pressure difference, and
thus, the driving force and the water flux across the FO membrane decreased. The experiments were terminated when water
flux reached approximately 4 L/(m2 h).
Water fluxes as a function of CF and batch recovery for brines A
and B are illustrated in Fig. 7a and water fluxes and specific fluxs as
a function of feed concentration are illustrated in Fig. 7b. The flux
during concentration of brine A was higher than the flux during
concentration of brine B at the same CF or feed concentration. Brine
B has a higher ion concentration and thus a higher osmotic pressure; therefore, the osmotic pressure difference between the feed
and draw solution, and thus the water flux, are lower. It is important to note that the linear flux decline observed initially for brine
A and continuously for B in Fig. 7b is due to decline in driving force
described above and not due to membrane scaling. During experiments conducted with brine A (blue squares in Fig. 7b), water flux
began declining more sharply upon approaching 30 g/L TDS; likely
indicating that both driving force and permeability (decline due to
scaling) are changing at the same time. This sharper decline was
Fig. 7. Water flux as a function of (a) CF and batch recovery and (b) feed TDS concentration for FO treatment of brines A and B. Estimated specific flux vs. time is also presented
in (b). The black line in (b) represents expected specific flux decline due to increase in feed osmotic pressure only. Initial feed concentration in brine A was 7500 mg/L TDS
and in brine B 17,500 mg/L TDS.
Author's personal copy
C.R. Martinetti et al. / Journal of Membrane Science 331 (2009) 31–39
Fig. 8. FO membrane cleaning results with brine A as feed solution. Na2 EDTA chemical cleaning was performed after the 7th hour (solid arrow) and osmotic backwashes
were performed after the 15th and 24th hour (dashed arrows).
again accompanied by an observed change in feed water clarity;
indicating that SiO2 and CaSO4 exceeded their solubilities and precipitated out of solution. During experiments conducted with brine
B, the feed remained clear for the majority of the experiment (which
was terminated at a CF of approximately 2.5) and membrane scaling was not observed. The lower flux levels of brine B experiments
resulted in a lower CP modulus, and thus, less membrane scaling.
Fig. 7a indicates that brine A can be taken to higher CFs than
brine B, however, when water flux is evaluated as a function of
feed concentration instead of CF (Fig. 7b), brine B is actually concentrated to almost the same level as brine A (52 g/L for brine A
versus 40 g/L for brine B). Thus, the lower initial TDS concentrations
of brine A resulted in a higher CF and a higher flux throughout,
but not a substantially higher final TDS concentration. Also from
Fig. 7b, at a feed concentration of approximately 30 g/L TDS, the
water flux during FO of brines A and B are similar and declining at
the same rate, indicating that the permeability of the FO membrane
decreased to a constant level (hydrodynamic balance on the membrane surface) and further flux decline is due to loss of driving force
only.
Furthermore, when examining the specific water flux for
brines A and B (water flux divided by the osmotic pressure
difference between the draw solution and bulk feed solution),
it becomes clear that, similar to VEDCMD, changes in scale
characteristics during the crystallization process initially reduce
membrane permeability, but at higher feed concentrations, the
permeability increases back to the expected level (black line
in Fig. 7b). Further research will attempt to elucidate this
behavior.
3.3.2. Effect of cleaning on FO performance
Two membrane cleaning strategies were investigated. In the
first method, the membrane was chemically cleaned with Na2 EDTA
and in the second method, the membrane was cleaned by osmotic
backwashing [26]. Brine A was used as the feed solution in the
experiments because the CaSO4 is closer to saturation in brine A
than in brine B. Also, in order to expedite scale formation, experiments were conducted using a highly concentrated draw solution
(saturated NaCl solution at approximately 350 g/L) instead of the
50 ± 2 g/L NaCl. Each scaling cycle was terminated and cleaning was
performed when batch recovery reached 80% so that performance
before and after cleaning could be compared by water flux alone.
Water flux and batch recovery as a function of time are shown
in Fig. 8. The Na2 EDTA cleanings (indicated by the solid gray arrow
in Fig. 8) and osmotic backwashings (indicated by the dashed gray
arrows in Fig. 8) were used following membrane scaling. Because
the draw solution concentration was very high relative to the feed
37
concentration, the osmotic pressure of the feed, feed , had little
influence on the osmotic driving force and therefore, the observed
decline in water flux was largely due to membrane scaling.
The initial water flux of the new membrane was approximately 31 L/(m2 h). The initial water flux after the Na2 EDTA cleaning
dropped to approximately 29 L/(m2 h), which is approximately 93%
of the initial water flux of the new membrane. Thus, the Na2 EDTA
was effective in removing the majority of scale deposited on the
membrane and throughout the system. Prior to the first cleaning,
flux declined by approximately 57% due to scale depositing on the
membrane surface. After the first cleaning, water flux declined by
approximately 45% during the scaling experiment. Thus, after the
Na2 EDTA cleaning, there was a lower rate of flux decline; this is
likely due to the lower initial flux after cleaning that resulted in a
lower CP modulus, and thus, less scale formation on the membrane
surface.
After the first osmotic backwash at 15 h, the initial water flux
was equal to the initial water flux after the Na2 EDTA cleaning.
Thus, the osmotic backwashing appeared to be equally as effective in removing scale deposited on the membrane. However, faster
flux decline was observed after the first osmotic backwash and
some scale particles were observed to be flushed through the system in the experiment after the first osmotic backwash. Because
osmotic backwashing is a physical membrane cleaning process, it
is likely that scale remained deposited throughout the system; the
osmotic backwashings physically removed the scale from the membrane surface but did not necessarily result in removal of the scale
deposited in the system.
There was concern that the high pH (pH 11.8) of the Na2 EDTA
solution might hydrolyze the CTA membrane and potentially
degrade portions or even the entire membrane active layer, causing
substantial decline in rejection. This was tested during the current investigation by exposing samples of the CTA membrane to
Na2 EDTA solution (pH 11.8) for durations of 0, 1, 2, 4, 8, and 15 h
and then measuring NaCl rejection in RO mode. (RO mode simplified the rejection analysis by eliminating the highly concentrated
draw solution from the permeate stream.) The applied pressure in
RO mode was adjusted to provide a water flux of 12–15 L/(m2 h),
which was the water flux during operation in FO mode. The
NaCl rejection of the unexposed membrane was calculated to be
approximately 96%. At exposure times of 1, 2, 4, 8, and 15 h, the
rejections were calculated to be 92, 90, 88, 78, and 0%, respectively. Therefore, although EDTA is effective at removing calcium
sulfate scale, the high pH solution did degrade the CTA membrane
and is not recommended. Future investigations should focus on
Fig. 9. Comparison between FO performances with and without scale inhibitor
addition for brine A. The draw solution concentration was maintained constant at
50 ± 2 g/L NaCl.
Author's personal copy
38
C.R. Martinetti et al. / Journal of Membrane Science 331 (2009) 31–39
Fig. 10. Comparison of high and low temperature VEDCMD and FO for (a) brine A and (b) brine B. Initial feed concentration in brine A was 7500 mg/L TDS and in brine B
17,500 mg/L TDS.
osmotic backwashing or milder cleaning agents either alone or in
combination.
3.3.3. FO with scale inhibitor
The effect of dosing brine A with silica scale inhibitor (Pretreat Plus Y2K for silica inhibition) was investigated in a separate
FO experiment. No scale inhibitor was used for CaSO4 . The draw
solution concentration was maintained constant at 50 ± 2 g/L NaCl
using the pilot-scale RO system. Water flux as a function of time is
shown in Fig. 9 for experiments with and without scale inhibitor
addition. In both cases, water flux declined gradually as the feed
concentration increased. However, when scale inhibitor was not
added to the brine, a rapid flux decline was observed after approximately 15 h. The addition of 10 mg/L scale inhibitor to the brine
resulted in a more gradual flux decline after 15 h. Thus, FO treatment can likely be enhanced with careful selection of a scale
inhibitor.
3.3.4. FO water recovery
Approximately 86% batch recovery was achieved during FO of
brine A (Fig. 7a). In comparison, approximately 60% batch recovery
was achieved from FO of brine B (also Fig. 7a). These results are
interesting because it was expected that the batch recovery from
brine B would be higher due to the additional treatment processes
it received (i.e., softening and secondary RO). However, the effect
of the higher NaCl concentration, and hence, higher osmotic pressure of brine B, was greater on the driving force than the effect
of brine A scaling on flux decline. Thus, FO for brine A is a much
more effective treatment scheme than for brine B considering that
higher recoveries are achieved with the use of fewer treatment
processes.
In order to determine the total water recovery, the recovery from
EMWD’s RO processes and the batch recovery from the FO process were both considered. The total recovery was calculated using
equation (2) with RFO in place of RVEDCMD (where RFO is the batch
recovery from FO treatment). For brine A, RRO is 70% and RFO is
86%. For brine B, RRO is 89% and RFO is 60%. Thus, when combining the recoveries of the RO processes and the FO process, the total
recovery was greater than 96% for brine A and greater than 95% for
brine B.
3.4. Comparing VEDCMD and FO for brine treatment
A comparison between VEDCMD and FO of brine A is shown
in Fig. 10a. High temperature VEDCMD (40 ◦ C) had a substan-
tially higher initial flux than low temperature VEDCMD (20 ◦ C) or
FO. For both VEDCMD experiments, rapid flux decline is observed
due to scale depositing on the membrane surface. Flux decline is
more gradual during the FO experiment. This suggests that scaling was not as severe in FO as it was in VEDCMD. The highest
water recovery was achieved using FO; with a batch recovery
of 87%, it substantially outperformed the VEDCMD processes. A
comparison between VEDCMD and FO of brine B is shown in
Fig. 10b. Again, high temperature VEDCMD had a substantially
higher initial flux than low temperature VEDCMD or FO. For high
temperature VEDCMD, a steep flux decline was observed; for
low temperature VEDCMD and FO, relatively gradual flux declines
were observed. The water recovery from brine B was low using
FO because the high ion concentration in the brine substantially
increased the feed osmotic pressure, which in turn reduced the
osmotic pressure difference, and thus the driving force across
the FO membrane. The highest water recovery was achieved
using low temperature VEDCMD; with a batch recovery of 79%, it
substantially outperformed both high temperature VEDCMD and
FO.
4. Conclusions
In this study, it was found that FO outperformed low- and
high-temperature VEDCMD when treating a feed with high scaling
propensity but low TDS concentration (i.e., brine A); and lowtemperature VEDCMD outperformed high-temperature VEDCMD
and FO when treating a feed with lower scaling propensity but
high TDS concentration (i.e., brine B). High temperature VEDCMD
results in higher initial water flux, but also greater flux decline. In
FO, the high osmotic pressure of the feed solution coupled with
the scaling environment may limit the utilization of the process
for desalination of highly saline source waters; however, new draw
solutions and methods of reconcentration could alleviate the low
performance observed when treating feeds with high osmotic pressure. In all experiments, scale formed on the active surface of the
membranes and adversely affected batch recovery, but cleaning
methods were effective at removing scale from both the MD and FO
membrane surfaces. It was also found that by dosing the feed water
with an appropriate scale inhibitor, a substantial improvement in
batch recovery for both VEDCMD and FO could be achieved. When
considering the total water recovery (the recovery from the RO processes combined with the batch recovery from the VEDCMD or FO
process), greater than 96 and 98% total recoveries were achieved
for the two different brine streams.
Author's personal copy
C.R. Martinetti et al. / Journal of Membrane Science 331 (2009) 31–39
Acknowledgments
The authors would like to acknowledge the US Bureau of
Reclamation, Carollo Engineers, California Department of Water
Resources, and Eastern Municipal Water District, California for the
support of this study. The authors also acknowledge Hydration
Technologies, Inc. and GE Osmonics for providing membranes for
this research and King Lee Technologies for providing antiscalant
chemicals.
References
[1] G.W. Miller, Integrated concepts in water reuse: managing global water needs,
Desalination 187 (2006) 65–75.
[2] Notes from the Underground: Association of Ground Water Agencies
Newsletter, EMWD Utilizes Desalination Recovery Enhancements, Fall 2006,
http://www.agwa.org/fall2006.pdf.
[3] Santa Ana Watershed Project Authority, Integrated Watershed Plan, 2005,
http://www.sawpa.org/iwp/.
[4] J. Glater, Y. Cohen, Brine Disposal from Land-based Membrane Desalination
Plants: A Critical Assessment, University of California, Los Angeles, Los Angeles,
2003, http://polysep.ucla.edu/Publications/Papers PDF/BRINE%20DISPOSAL.
pdf.
[5] EMWD, Evaluation of Alternative Processes for Zero Liquid Discharge: Draft
Report, EMWD, Fountain Valley, CA, 2007.
[6] Electrodialysis and Electrodialysis Reversal (M38), 2nd, American Water Works
Association, Denver, CO, 1995.
[7] T. Younos, Environmental issues of desalination, Journal of Contemporary Water
Research & Education (December) (2005) 11–18.
[8] GE Water & Process Technologies, Brine Concentrators, 2008, http://www.
gewater.com/products/equipment/thermal evaporative/brine concentration.
jsp.
[9] B. Durham, M. Mierzejewski, Water reuse and zero liquid discharge: a sustainable water resource solution, Water Science and Technology: Water Supply 3
(2003) 97–103.
[10] A.P.R. Koppola, M.J. Bagajewicz, B.J. Dericks, et al., On zero water discharge solutions in the process industry, Advances in Environmental Research 8 (2004)
151–171.
[11] D.D. Whitlock, G.T. Daigger, N. McCoy, The future of sustainable water management: using a value chain analysis to achieve a zero waste society, in:
WEFTEC.07, San Diego, California, October 13–17, 2007.
[12] S. Sethi, S. Walker, J. Drewes, et al., Existing and emerging concentrate minimization and disposal practices for membrane systems, Florida Water Resources
Journal (June) (2006) 38–48.
[13] T.Y. Cath, V.D. Adams, A.E. Childress, Membrane contactor processes for wastewater reclamation in space. II. Combined direct osmosis, osmotic distillation,
and membrane distillation for treatment of metabolic wastewater, Journal of
Membrane Science 257 (2005) 111–119.
[14] T.Y. Cath, V.D. Adams, A.E. Childress, Experimental study of desalination using
direct contact membrane distillation: a new approach to flux enhancement,
Journal of Membrane Science 228 (2004) 5–16.
39
[15] K.W. Lawson, D.R. Lloyd, Review: membrane distillation, Journal of Membrane
Science 124 (1997) 1–25.
[16] M. Flynn, J. Fisher, B. Borchers, An Evaluation of Potential Mars Transit Vehicle
Water Treatment Systems, NASA Ames Research Center, Moffett Field, CA, 1998.
[17] F. Votta, S.M. Barnett, D.K. Anderson, Concentration of Industrial Waste by Direct
Osmosis: Completion Report, Providence, RI, 1974.
[18] D.K. Anderson, Concentration of dilute industrial waste by direct osmosis, Master of Science, University of Rhode Island, Providence, 1977.
[19] R.W. Holloway, T.Y. Cath, K.E. Dennett, et al., Forward osmosis for concentration
of anaerobic digester centrate, in: Proceedings of the AWWA Membrane Technology Conference and Exposition, Phoenix, Arizona, March 6–9,
2005.
[20] E.G. Beaudry, J.R. Herron, S.W. Peterson, Direct Osmosis Concentration of Waste
Water: Final Report, Osmotek Inc., Corvallis, OR, 1999.
[21] T.Y. Cath, S.J. Gormly, E.G. Beaudry, et al., Membrane contactor processes for
wastewater reclamation in space. Part I. Direct osmosis concentration as pretreatment for reverse osmosis, Journal of Membrane Science 257 (2005) 85–98.
[22] T.Y. Cath, A.E. Childress, M. Elimelech, Forward osmosis: principles, applications, and recent developments, Journal of Membrane Science 281 (2006)
70–87.
[23] Methods for the Determination of Metals in Environmental Samples, Supplement 1 (EPA/600/R-94/111), National Technical Information Service (NTIS),
Cincinnati, OH, 1994.
[24] Methods for the Determination of Inorganic Substances in Environmental
Samples (EPA/600/R-93/100), National Technical Information Service (NTIS),
Cincinnati, OH, 1993.
[25] A.D. Eaton, L.S. Clesceri, E.W. Rice, et al., Standard Methods for Examination
of Water & Wastewater, 21st, American Public Health Association, American
Water Works Association, and Water Environment Federation, 2005.
[26] A. Sagiv, R. Semiat, Backwash of RO spiral wound membranes, Desalination 179
(2005) 1–9.
[27] B. Liberman, I. Liberman, Replacing membrane CIP by direct osmosis
cleaning, The International Desalination & Water Reuse Quarterly Re-print
(August/September) (2005) 4.
[28] B. Liberman, Methods of direct osmosis membrane cleaning online for high
SDI feed after pretreatment, in: IDA RO Pretreatment Workshop, San Diego, CA,
March 25–26, 2004.
[29] B. Liberman, F. Van Rooij, I. Liberman, Backflushable RO membranes, Membranes in Drinking and Industrial Water Production (November) (2004) 15–17.
[30] King LeeProvidence Technologies, Antiscalant Product Selection Guide, 2007,
http://www.kingleetech.com/.
[31] D. FILMTEC, Reverse Osmosis System Analysis (ROSA), 2007.
[32] J.G. Speight, Lange’s Handbook of Chemistry, 16th ed., McGraw-Hill Professional, New York, NY, 2005.
[33] A.L. Zydney, Stagnent film model for concentration polarization in membrane
systems, Journal of Membrane Science 130 (1997) 275–281.
[34] M. Uchymiak, A. Rahardianto, E. Lyster, et al., A novel RO ex situ scale observation
detector (EXSOD) for mineral scale characterization and early detection, Journal
of Membrane Science 291 (2007) 86–95.
[35] GE PTFE (Teflon® ) Laminated Membranes, 2008, http://www.osmolabstore.
com/OsmoLabPage.dll?BuildPage&1&1&400.
[36] GE Polypropylene Membranes, 2008, http://www.osmolabstore.com/
OsmoLabPage.dll?BuildPage&1&1&402.
[37] R.Y. Ning, Discussion of silica speciation, fouling, control, and maximum reduction, Desalination 151 (2002) 67–73.