Study and analysis of Cryogenic Machining tool wear
advertisement

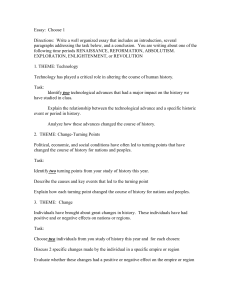
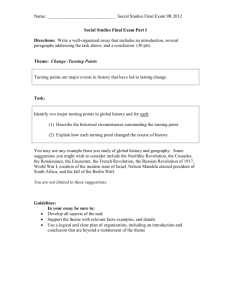
International Journal of Engineering Trends and Technology (IJETT) – Volume 34 Number 6- April 2016 Study and analysis of Cryogenic Machining of Hard Components and investigation of tool wear Ganesh B.Narkhede1, Manoj Bauskar2 Assistant Professor and Mechanical Department and AISSMS College of Engineering, Pune 4o2 Pride Paradise, Opp. Om Super Market, Pune- 411 016. Maharashtra, India. S.No. 48/4, Ganeshnagar, Vadgaonsheri, Pune- 411 014 Maharashtra, India. ABSTRACTIn Nuclear Engineering industries and aerospace industries, surface finish and less tool wear properties are very important, which requires “Difficult to machine” materials like hast alloy, wasp alloy, tool steels and carbides. Nuclear engineering industries, aerospace industries, food processing industries find wide applications of such materials. In such situations, we cannot compromise quality with cost and to achieve such a high quality surface finish, finishing or super finishing processes are required due to which it's cost goes up. The present work explores the effect of cryogenic coolant in the machining of hard materials like Inconel 625 from an industrial perspective with emphasis on higher productivity and greater tool life as well as reliable performance characteristics. This work is an attempt to analyze the tool wear by controlling the variable parameters such as speed, feed and depth of cut. The combined effects of these parameters on tool wear are to be established. In cryogenic machining process a small jet of liquid nitrogen to be injected onto the rake face of cutting tool insert during the cutting process. After machining, investigation of tool wear, surface finish and cutting forces will be established. KEYWORDS- Cryogenic technique, liquid nitrogen, dry turning. ISSN: 2231-5381 I. INTRODUCTION In today’s competitive market if company want to compete with others then the company must adopt new techniques which may save the production time and cost so that profit will increase. Therefore it becomes necessary to introduce new technology to become a leader in respective field. A rapid adoption of newer and more cost effective manufacturing techniques such as cryogenic machining will be constantly required if manufacturing operations are to remain competitive. 1. Turning Process: The quality of surface is the widely used as index of product quality and it is also crucial in functional behavior of the products like machine tool parts, dies etc. especially when they are the part of assembly. Good finish turning process may even eliminate the requirement of finishing operations and can results in cost and time saving. Along with if we understand the effects of speed, feed, depth of cut and tool on the surface finish we can select the proper parameters to get required surface finish in minimum time. So it is important to study the effects of these parameters for getting the required surface finish. Turning process is categorized into two types namely Dry turning and Wet turning according to type of coolant used. 1.1 Wet turning: Wet turning operations refer to the processes under high-pressure with a water-soluble coolant. These http://www.ijettjournal.org Page 302 International Journal of Engineering Trends and Technology (IJETT) – Volume 34 Number 6- April 2016 coolants helps to minimize the forces and to carry away the chips produced during material removal process. Generally, oils with a low flash point are being used as coolants in wet turning to minimize the hazards of fire. It is obvious that the costs related to cutting fluids are frequently higher than those related to cutting tools. Moreover, use of oil based cooling lubricants causes the health and social problems for workers. Therefore it becomes necessary to introduce a new technology which is environmentally sound and also carry the advantages of conventional coolants. 1.2 Dry Turning: In dry turning process, part is machined without use of coolant, and because of this tool-chip interface temperature remains extremely high. The localized heating at the tool tip tends to aid in the cutting action, since the heat generated at the tool tip begins to anneal and soften the material just ahead of the tool, making it easier to shear A measurement of the hardness of the cut chips will show the values, which are below one-half of the hardness of the parent material, thereby demonstrating this scenario. Fig. 1 Cryogenic techniques refer to the field related to technology at deep freezing temperature generally below -150 °C. Gases like helium, neon, nitrogen, oxygen, argon, krypton, xenon, methane, ethane and propane can be used as cryogenic fluids. II. EXPERIMENTAL SET UP 1.Work piece and tool materials: Table. 1. Machine HMT lathe NH22. Work material Inconel 625 Hardness of Inconel 45- 50 HRC 625 1.3 Cryogenic Machining 2. Properties of Inconel 625: Many problems arises during machining are because of the heat generation and the subsequent high temperatures associated with it. Increased cutting forces, excessive tool wear, poor surface finish, poor dimensional stability, etc. are temperature dependent side effects. These all are interdependent and are the major concerns during material removal process which can be controlled by profuse cooling with conventionally used coolant. But the problems associated with conventionally used coolant are chemical breakage at high temperatures environmental pollution which may be hazardous to human being and recirculation problem, and many more. These drawbacks can be eliminated in cryogenic machining by using liquid nitrogen as a coolant where maximum heat is carried away from the cutting zone. Cryogenic cooling is a method of cooling the cutting tool and work piece during material removal process with the help of liquid nitrogen coolant at very low temperature (-150°C). A typical schematic setup is shown in Fig given below. ISSN: 2231-5381 Table . 2. Values Properties Density Melting Point Thermal Conductivity Specific Heat Poisson’s ratio Tensile Strength 3. Chemical Composition: 0.305 Kg/m³ 2425°C 74 W/m°K 0.107 KJ/Kg°K 0.312 29.2 N/mm² Table . 3. N i 5 8 C r 2 0 M o 810 http://www.ijettjournal.org F e 5 Al Ti C 0. 4 0. 4 0. 1 M n 0.5 Si Co 0. 5 0. 5 Page 303 International Journal of Engineering Trends and Technology (IJETT) – Volume 34 Number 6- April 2016 4. Cutting inserts grade and designations Table. 4. Insert Coating Designation Manufacturer 2. AMPLIFIER AND COMPUTER SET-UP FOR MEASURING FORCE COMPONENTS Grade Tungsten Al2O3 TNMG carbide coating 160408 inserts Kennametal MS Ke 5525 5. Input parameters and factors for comparison between Dry & Cryogenic turning experiments Table. 5. Factor Nomen Fig. 3 Unit clature Values 1 2 3 Speed N m/min 50 125 200 Feed F mm/rev 0.04 0.08 0.12 DOC DOC Mm 0.2 0.3 0.4 3. ACTUAL CRYOGENIC MACHINING SETUP III. EXPERIMENTAL CONFIGURATION FOR MEASURING CUTTING FORCE COMPONENTS 1. THE THREE COMPONENTS OF CUTTING FORCES Fz Fig. 4 Workpiece Fy Dynamometer is a device used to measure force, moment of force and power produced during actual Fx cutting operation. Various types of dynamometers are available in the market; In this study we used Kistler dynamometer 9257B. It is Piezo-electric dynamometer with large range (-5 KN Fig. 2 Feed force (Fx), thrust force (Fy), Tangential force (Fz) is schematically shown in above figure. ISSN: 2231-5381 to 5 KN) of direct measurement. This dynamometer has great rigidity and consequently a high natural http://www.ijettjournal.org Page 304 International Journal of Engineering Trends and Technology (IJETT) – Volume 34 Number 6- April 2016 frequency. Its high resolution enables the smallest V. COMPARISON BETWEEN dynamic changes in large forces to be measured. The Turning experiments were performed on constant interval of length. In both experiments CRYOGENIC AND DRY TURNING 1. Comparison with respect to cutting force Fx. we conducted turning for 40 mm of span. The instantaneous roughness criteria measurements 250 (arithmetic mean roughness, Ra) for each cutting condition were obtained by means of Mitutoyo Roughness Tester. The measurements were repeated four times and the result is average of these values. Sr. No 1 Cutting Force 150 Fx(N) 100 IV. SUMMARY OF DESIGN OF EXPERIMENTS Table. 6. Sr Nos 200 Type Speed Feed DOC Fx Fy Fz Dry 50 0.04 0.2 161.1 212. 242 50 0 5 2 Cryo 50 0.04 0.2 36.44 79.2 3 Dry 50 0.08 0.3 172.9 4 Cryo 50 0.08 0.3 31.33 5 Dry 50 0.12 0.4 186.2 200 257.7 6 Cryo 50 0.12 0.4 37.8 64.8 122.5 7 Dry 125 0.04 0.2 188.1 200 227.3 8 Cryo 125 0.04 0.2 139.8 79.5 204.6 9 Dry 125 0.08 0.3 174.9 200 259.1 10 Cryo 125 0.08 0.3 135.6 76.6 241.4 1 142.2 3 4 5 6 7 8 Expt No 3 194. 2 268 9 Dry Cryo 6 56.6 106 force FX in the Dry turning & Cryogenic turning. 5 6 11 Dry 125 0.12 0.4 200 200 278 12 Cryo 125 0.12 0.4 65.13 56.7 146 9 13 Dry 200 0.04 0.2 200 200 272.5 14 Cryo 200 0.04 0.2 155 95.3 202.5 15 Dry 200 0.08 0.3 200 200 312 16 Cryo 200 0.08 0.3 165.5 95.3 272.5 17 Dry 200 0.12 0.4 200 200 300.0 18 Cryo 200 0.12 0.4 146.2 89.1 Graph. 1. This graph shows the behavior of cutting The overall reduction in cutting force is 45%. 2. Comparison with respect to feed force Fy. 250 200 150 Feed 100 Force Fy (N) 50 0 188.2 1 2 3 4 5 6 7 8 Expt No 7 ISSN: 2231-5381 http://www.ijettjournal.org Page 305 9 Dry Cryo International Journal of Engineering Trends and Technology (IJETT) – Volume 34 Number 6- April 2016 Graph .2. This graph shows the behavior of the feed force Fy in dry & cryogenic turning, in this the overall reduction in the feed force is 61%. A. TOOL LIFE: Tool wear is a time dependent process. As cutting 3. Comparison with respect to thrust force Fz. proceeds, the amount of tool wear increases 350 gradually. But tool wear must not be allowed to go 300 beyond a certain limit in order to avoid tool failure. 250 The most important wear type from the process point of view is the flank wear & crater wear. 200 Following photographs elaborates how the crater Fz 150 (N) wear & flank wear are reduced in cryogenic 100 machining. 50 0 1 2 3 4 5 6 7 8 9 Dry Expt No Cryo Graph. 3. This graph shows the behavior of the thrust force Fz in dry & cryogenic turning, in this overall reduction in the thrust force is 31%. 5. Comparison with respect to temperature Dry Turning 180 160 140 120 100 Temp80 °C 60 40 20 0 1 2 3 4 5 6 7 Expt No 8 9 Dry Cryo Graph. 4. This graph shows the behavior of the temperature in dry & cryogenic turning, in this the Cryogenic Turning Fig .5. Crater Tool wear at speed 50 m/min, feed 0.04mm/rev, & DOC 0.2 mm overall reduction in the temp is 80%. ISSN: 2231-5381 http://www.ijettjournal.org Page 306 International Journal of Engineering Trends and Technology (IJETT) – Volume 34 Number 6- April 2016 Chip thickness 0.876 mm Cryogenic Turning Cryogenic Turning Chip thickness 1.046 mm Dry Turning Dry Turning Fig.6 . Flank Tool wear at speed 50 m/min, feed Fig. 8. Chip tickness at Speed 50 m/min, Feed 0.04mm/rev, & DOC 0.2mm 0.12 (mm/rev), & DOC 0.4 mm B. CHIP FORMATION VI. CONCLUSION Chip thickness 0.678 mm The aim of this experiment was to convince the industry of the merits of sustainable machining technologies, taking into account the overall life cycle of the CLFs. In this respect, cryogenic machining is presented as a viable and sustainable machining Cryogenic Turning technology in comparison to conventional machining. By performing number of cryogenic and dry turning trials, we proved that Chip thickness 1.140 mm transitioning from oil based CLFs to LN used in cryogenic machining is a positive move towards more sustainable machining, which results in a significant reduction in solid waste, water usage, global warming potential, acidification, and in an increased energy use for CLF production. Based on Dry Turning the comparative analysis, it is proved that cryogenic Fig.7. Chip tickness at Speed 50 m/min, Feed 0.04 machining can be more energy efficient than (mm/rev), & DOC 0.2 (mm) ISSN: 2231-5381 http://www.ijettjournal.org Page 307 International Journal of Engineering Trends and Technology (IJETT) – Volume 34 Number 6- April 2016 conventional machining. This goes on account of drastic reduction on cutting tools consumption. The major conclusions from this investigation are REFERENCES: summarized as follows: 1] From the tool wear images, we can observe that crater wear is more in dry turning, than cryogenic turning. 2] Also, flank wear is more in dry turning, than cryogenic turning. 3] Cryogenic turning improves the working life of the cutting tool inserts, as wear in the cryogenic turning is less than dry turning. 4] In chip thickness formation, the chip thickness is more in dry turning than cryogenic turning. 5] Chip thickness is reduced by 28.99% in cryogenic turning. 1. T. Kitagawa, K. Maekawa, Plasma hot machining for new engineering materials, Wear 139 (1990) 251–267. 2. E.O. Ezugwu, A.R. Machado, I.R. Pashby, J. Wallbank, The effect of high-pressure coolant supply when machining a heatresistant nickel based super alloy, Lubrication Engineering 47 (9) (1991) 751–757. 3. M. Rahman, A.S. Kumar, M.U. Salam, Evaluation of minimal quantities of lubricant in end milling, International Journal of Advanced Manufacturing Technology 18 (2001) 235–241. ARTICLE IN PRESS 4. M.A. El Baradie, Cutting fluids: Part I. Characterization, Journal of Materials Processing Technology 56 (1–4) (1996) 786– 797. 5. M.C. Shaw, Metal Cutting Principles, Oxford University Press, Oxford, 1986. 6. D.P. Adler, W.S. Hii, D.J. Michalek, J.W. Sutherland, Examining the role of cutting fluids in machining and efforts to address associated environmental/health concerns, Machining Science and Technology 10 (2006) 23–58. 7. W.A. Carter, Metal Machining, Part VI, Cutting Fluids, Machinery Lloyd, Overseas Edition, 1956. 8. K.H.W. Seah, X. Li, K.S. Lee, The effect of applying coolant on tool wear in metal machining, Journal of Materials Processing Technology 48 (1–4) (1995) 495–501. 6] In cryogenic turning, discontinuous chips were formed. ISSN: 2231-5381 http://www.ijettjournal.org Page 308