A Study of 3D IC’s Integration and Formation using TSV
advertisement

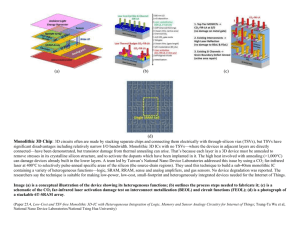
International Journal of Engineering Trends and Technology- Volume3Issue3- 2012 A Study of 3D IC’s Integration and Formation using TSV Hitesh Joshi1, Rajeev Mathur2 #1 #2 M.Tech Scholar, ECE Dept. Mewar University, Chittorgarh (Rajasthan) -312001, India Professor, ECE Dept., Geetanjali Institute of Technical Studies, Udaipur (Rajasthan) -313001, India Abstract - In today’s era the demand of Very Large Scale Integrated Circuit (VLSI) is increase due to the growth of the Electronics industry. VLSI has high performance and high functionality at minimum cost and power dissipation. Continuously scaling of VLSI circuits is reducing gate delays but rapidly increasing interconnects delays. The higher power consummation is due to long wiring networks and clock distribution also by the interconnect delays. 3D IC is typically designed by multiple design teams, in multiple geographies, using a variety of design tools. This paper discusses the design of a 3D IC by the formation of integrated circuit; Through-silicon-vias (TSV) based integration modeling techniques, challenges of 3D IC’s integration & packaging and future aspect of 3D IC. Keyword - VLSI, 3D IC, TSV, GeOI, SoC I. Introduction The three dimensional (3-D) chip design strategy exploits the vertical dimension to alleviate the interconnect related problems and to facilitate heterogeneous integration of technologies to realize system on a chip (SoC) design. By simply dividing a planar chip into separate blocks, each occupying a separate physical level interconnected by short and vertical interlayer interconnects (VILICs), significant improvement in performance and reduction in wirelimited chip area can be achieved. In the 3-Ddesign architecture, an entire chip is divided into a number Fig.1 3D IC using TSVs and 6 die.[1] of blocks, and each block is placed on a separate layer of Si that is stacked on top of each other II. Formation of 3D Integrated Circuits There are several types of 3D-ICs differentiated primarily by the degree of vertical interconnectivity. These include 1) package level stacking and connections such as cell-phone memories (limited to peripheral connections), 2) wafer to wafer or die to wafer bonding with through-via holes, and finally 3) monolithic 3D-ICs, which exhibit a bottom-up manufacturing of 3D layers, giving highest (gatelevel) vertical interconnectivity potential. Although monolithic 3D-ICs possess maximum benefits with aspects to speed, power, alignment between layers and yield [2], their fabrication is a challenging feat. It requires low temperature processes preferably under 400 ºC in order to preserve underlying layers. These layers consist of 1) interconnect stacks composed of metals, fragile and porous low dielectric constant (k) materials, and 2) device layers, whose parameters such as junction depths are tightly controlled for performance by limiting the thermal budget. In light of this problem, utilization of Germanium (Ge) as an ideal substrate for 3D-ICs is being considering as a solution because of its lower melting point than Si, which makes low temperature CMOS processing more feasible. Fig.2 Monolithic 3D-ICs [3] III. Channel Formation Several techniques are being pursued to obtain germanium on insulator (GeOI), necessary for ISSN: 2231-5381 http://www.internationaljournalssrg.org Page 353 International Journal of Engineering Trends and Technology- Volume3Issue3- 2012 monolithic 3D-ICs. The most important point, here, is that Ge with imperfect crystal, e.g., polycrystalline structure, degrades transistor performance by 1) reducing the on-current, 2) adversely impacting the subthreshold slope, and 3) increasing leakage current and power dissipation. The adverse impact of grain boundaries on Ge is more severe than Si because of its higher mobility and lower band-gap. Thus, it is imperative to obtain a device-suited single crystalline Ge on silicon dioxide (SiO2), at a sufficiently low temperature for high performance 3D-ICs. The single crystalline GeOI growth techniques include: rapid melt growth (RMG) [5] with a continuous wavelength (CW) laser scanning technique [6], fusion bonding process utilizing Smart CutTM [7] and chemical mechanical polishing (CMP) methods [8], and metal-induced lateral crystallization (MILC) [9]. General RMG method employs liquid phase epitaxy (LPE) mechanism and defect blocking technique to make a high quality and ~ 20 µm long single crystalline GeOI structure as shown in Fig. 3 and 4. In this technique amorphous Ge is deposited on the insulator with a seed window on a Si substrate. The Ge is patterned into stripes and then covered by lowtemperature oxide (LTO). The temperature of the wafer is raised up to 940 ºC by rapid thermal annealing (RTA) (melting temperature of Ge : 937 ºC), and the LTO serves as a micro-crucible to hold the liquid Ge. Upon cooling down, liquid phase epitaxy takes place at the a-Ge/c-Si interface and then propagates along the Ge stripe. The defects due to lattice mismatch are necked down near the seed window, and thus the rest of the Ge is high-quality and single-crystalline. This process is compatible with Si-based fabrication with an advantage that the Ge film orientation can be controlled by the Si substrate. Fig 3 (a) Top view and (b) side view Ge RMG process [5] Fig 4 Cross sectional TEM images formed by the RMG technique [6] However, the RMG method requires high process temperature close to 940 ºC, which is much higher than acceptable for monolithic 3D-ICs application. Therefore, Jia Feng et al. [10] replaced the RTA step by a CW laser scanning technique to keep the temperature of bottom interconnect and device layers to below 400 ºC. After annealing by the scanning CW laser anneal system (frequency-doubled Nd:YAG laser, wavelength = 532 nm, output power = 6 W, beam diameter = 30 um, and scan speed = 20 um/sec), melt growth is guided by the laser over a long distance up to 6 µm and high-quality single crystalline GeOI stripes are obtained. This modified RMG process can be utilized to form Ge channel region of the second layer of devices for monolithic 3D-ICs because the temperature of bottom device and interconnect layers does not exceed 400 ºC while making this GeOI structure. [[ Another technique used to obtain high quality single crystalline GeOI at below 400 ºC is wafer bonding using CMP and Smart CutTM methods. Ge is heteroepitaxially grown on Si. This donor wafer is then bonded to another Si wafer having a layer of silicon dioxide (SiO2) on it. Grinding or CMP and etching methods can be then applied to form the GeOI structure. In such a case, however, one of the two wafers (donor) is completely lost. Ge films with improved quality can be obtained by using Czochralski-grown bulk Ge wafers with zero dislocations instead of heteroepitaxially grown Ge [11]. A more efficient way is offered by combining CMP and Smart CutTM technology [8]. The basic process flow includes epitaxial Ge growth on donor Si wafer implanted with hydrogen ion (H+) which is bonded to acceptor wafer (SiO2 on Si wafer). After bonding the donor wafer is peeled off at the region where hydrogen was implanted, followed by a CMP step, as shown in Figure 5. The final CMP step is necessary to reduce surface roughness occurred near the H+ implantation layer. ISSN: 2231-5381 http://www.internationaljournalssrg.org Page 354 International Journal of Engineering Trends and Technology- Volume3Issue3- 2012 These germanide/Ge Schottky MS junctions can serve as S/D of the 2nd layer Ge MOSFETs [14]. Fig 5 Bonding process flow [11] Because this wafer-level GeOI process is performed at around 400 ºC, this technique can be used for monolithic 3D-ICs fabrication. IV. Source/drain Formation Another component that we need to consider to realize Ge MOSFETs in monolithic 3D-ICs is low temperature source/drain (S/D) formation. S/D thermal annealing is a strenuous issue in Ge CMOS fabrication for monolithic 3D-ICs because minimum temperatures required for S/D activation are ~ 500 ºC for n+ and ~ 400 ºC for p+ S/D [12]. Thus, it is difficult to achieve well-activated S/D below 400 ºC in Ge CMOS fabrication, for it will only result in fractional dopant activation, which degrades the junction quality. This issue is more severe when fabricating the Nchannel Ge MOSFET. Up to date reported low temperature S/D formation methods which are acceptable for monolithic 3D-ICs fabrication can be divided into three approaches; (1) dopant activation by laser annealing process [13], (2) Schottky metal-semiconductor (MS) junction formation, and (3) metal induced dopant activation (MIDA) [14]. Very low resistivity has been reported in pulsed laser annealed (PLA) S/D, as compared with S/D activated by RTA process. As it is already well known, laser beam works by melting S/D regions locally, regrowing damaged crystals, and finally activating dopants. Because other device regions except S/D are not heated up in this process, this is one of the possible S/D formation techniques that can be used in fabricating monolithic 3D-ICs. Another candidate to be able to form S/D at below 400 ºC is Schottky MS junction formation technique. As shown in Figure 3.9, because various metals react with Ge at below 400 ºC (Pd at ~170 ºC, Cu at ~220 ºC, Ni at ~220 ºC, Pt at ~310 ºC and Co at 400 ºC) thereby forming germanides with very low resistivity. A RTA at 400 ºC for 2 minutes is sufficient to form NiGe that provides a suitable Schottky MS junction for S/D of P-channel Ge MOSFETs. Due to its low process temperature (400 ºC), it can be applied for monolithic 3D-ICs fabrication. However, the NiGe obtained at 400 ºC forms an ohmic contact to p-type Ge substrate whereas excellent Schottky MS junction is observed in n-type Ge. It is widely known that the work function of NiGe is much closer to the valence band than to the conduction band in Ge because of the Fermi level pinning effect. Other metals like Ti and Co show a similar behavior in p-type Ge, making it difficult to fabricate S/D junctions for N-channel Ge MOSFETs. Inserting ultra thin GeOx layer between metal and Ge, the Fermi level pinning problem can be relieved due to the suppression of electron wave function penetration from metal to Ge. This metal insulator semiconductor (MIS) technique provides Schottky junction in ptype Ge substrate for S/D of N-channel Ge MOSFETs, but a near ohmic contact is again formed in n-type Ge as the previously described germanide/Ge MS junctions. Therefore, it seems difficult to be applied for CMOS compatible process. Finally, low temperature MIDA technique featuring metal induced crystallization (MIC) process, to activate S/D at below 400 ºC [14]. Boron and phosphorus atoms in α -Ge film are rearranged and activated at low temperatures (≤ 360 ºC) during MIC process, similar to dopant activation mechanism by thermal annealing process. Because the MIDA technique successfully activates both n- and p-type dopant atoms at below 400 ºC, it can be used for fabricating Ge CMOS for monolithic 3D-ICs. Additionally, with this MIDA technique, high performance n+/p & p+/n junctions and N- & Pchannel Ge MOSFETs are demonstrated at below 360 ºC, satisfying the thermal requirement of monolithic 3DICs fabrication. V. Gate Formation A high-k dielectric can be easily deposited at below 400 ºC, but direct deposition of the high-k dielectric on Ge has exhibited poor electrical characteristics because of high interface trap density (Dit). Several high-k materials (HfO2, ZrO2, Al2O3, and LaAlO3) have been researched for the MOS gate dielectric on Ge, but the carrier mobility in the MOSFETs was degraded. In order to obtain better carrier mobility, usage of an interlayerthe Ge surface for improving the passivation before depositing a high-k dielectric ISSN: 2231-5381 http://www.internationaljournalssrg.org Page 355 International Journal of Engineering Trends and Technology- Volume3Issue3- 2012 is necessary.Low temperature (≤ 400 ºC) surface passivation techniques include (1) ozen and (2) plasma oxidation methods that achieve desirable Ge surface passivation, leading to better CMOS performance. VI. Gate Electrode Formation High-K/metal gate stack is a good low temperature combination for a gate dielectric/electrode formation in monolithic 3D-ICs fabrication. The metal gate electrode can be replaced by a highly doped polycrystalline Ge gate electrode deposited with a diborane treatment method [15] at ≤ 310 ºC. Conventionally, low pressure chemical vapor deposition (LPCVD) is used to deposit a thin layer of Si at 500 ºC as a seed for the growth of Ge on SiO2. Because of the high process temperature required for the Si seed, Ge gate electrode could not be utilized in fabricating monolithic 3D-ICs. By replacing the Si by a boron seed layer deposited by LPCVD from a diborane (B2H6) source, the process temperature can be reduced down to 310 ºC [15]. The mechanism behind this is that lower B-H bond energy of B2H6 (35kJ/mol) compared to the Si-H bonds of SiH4 (323 kJ/mol) promotes attachment of boron atoms on the SiO2. After depositing the boron seed layer, Ge film can be in-situ doped during the growth with boron and phosphorus using B2H6 and PH3, respectively. Very low resistivity (~1mΩ-cm) is observed in p-type Ge gate electrode formed at 310 ºC. This poly-Ge gate electrode fabrication satisfies the thermal requirement (≤ 400 ºC) for monolithic 3D-ICs. In contrast, phosphorus is not sufficiently activated at 310 ºC due to poor crystallization [15]. VII. electrically insulated from the substrate by a dielectric layer (usually SiO2) and interconnects the metal wires of the stacked dies. The geometry of the TSV conductor may vary depending on the 3D stacking technology. The area crossed by current may have different shapes (squared, rectangular, circular, elliptical, and polygonal). Also, the lateral surface of the conductor can be cylindrical or conical. The TSV interconnection of metal wires in adjacent dies within a 3D stack can follow different schemes [16]. For example, TSVs can connect a Metal 1 (M1) wire of the top die with the topmost MN wire of the bottom die when the latter features N-level wire hierarchy, as shown in Fig. 7. Another scheme may foresee the connection of both the topmost MN layers of two adjacent stacked dies. The electrical link established by a TSV between dies can be utilized for any of the typical functions supported by standard 2D interconnect: signal (analog and/or digital), clock, and power supply/ground links. In general, the geometry and the materials used in all the TSVs crossing a die are the same and this simplifies the optimization of the 3D technology process. Once the TSV technology is fixed, the only degree of freedom in achieving different design requirements in the electrical characteristics of TSV links is to employ more TSVs in parallel in the same link. For example, this can be utilized in power supply distribution networks, where high DC current capability is required and low-resistance interconnects is desirable. Connecting multiple TSVs in parallel can decrease the resistance of power/ground links among the stacked dies. In addition, an increase in the parasitic TSV capacitance due to multiple parallel TSVs can also contribute to compensating dI/dt effects, similar to the effect of inserting large decoupling capacitors. Modeling All 3D IC fabrication process comprise three basic steps, namely wafer thinning, TSV etching and filling, and tier bonding (Fig. 6). Depending on the sequence of these steps we can distinguish between different approaches. A process is described as “TSV first” or “TSV last” if the TSVs are fabricated before or after tier bonding, respectively, and the order in which TSVs are fabricated within a 3D IC process is an important process decision to be made before developing a 3D IC technology. The through-silicon via (TSV) is composed of a conductor, also named “nail” or “plug,” crossing the Si substrate of the stacked dies [16], as shown in Fig. 6. The conductor [common material choices include copper (Cu), tungsten (W), and polysilicon] is Fig. 6 3D IC stacked die [16] ISSN: 2231-5381 http://www.internationaljournalssrg.org Page 356 International Journal of Engineering Trends and Technology- Volume3Issue3- 2012 Fig. 7 Cross-section of a TSV [16] VIII. Conclusions 3D integration technology is currently under active research by many organizations and more study and investigation is needed especially in the design trade off between its advantages and drawbacks. This paper summarized in general about 3D integration covering how 3D overcome scaling issues and what are the issues and challenges related to it. We also described several 3D chips implemented using different process with different purposes. The purpose is to give general but detail analysis that includes all aspects of 3D IC design 3D ICs with TSVs represent a major new trend in the semiconductor industry. They offer compelling power, performance, and form factor advantages in many application spaces, and they may curb the escalating costs of SoC development. Because designers can stack die from different process nodes, it is no longer necessary to move all system components, including analog and RF, to a single process node. IX. References [1] http://www.cadence.com/eda360 [2] Mingjie Lin; Jianying Luo; Yaling Ma, “A lowpower monolithically stacked 3D-TCAM,” IEEE International Symposium on Circuits and Systems (ISCAS 2008), pp. 3318-3321, May 2008 [3]http://www.tezzaron.com/images/Products/Tachyo n2c.jpg [4] J. Feng, Y. Liu, P. B. Griffin, and J. D. Plummer, “IEEE Integration of Germanium-on-Insulator and Silicon MOSFETs on a Silicon Substrate,” IEEE Elec. Dev. Lett., vol. 27, no. 11, pp. 911-913, Nov 2006 [5] H. Watakabe, T. Sameshima, H. Kanno, T. Sadoh, and M. Miyao, “Electical and structural properties of poly-SiGe film formed by pulsed-laser annealing,” J. Appl. Phys., vol. 95, no. 11, pp.64576461, Jun 2004 [6] M. Bruel, Nuclear Instr. and Methods in Physics Research B, vol. 108, pp. 313, 1996 [7] T. Akatsu, C. Deguet, L. Sanchez, F. Allibert, D. Rouchon, T. Signamarcheix, C. Richtarch, A. Boussagol, V. Loup, F. Mazen, J.-M. Hartmann, Y. Campidelli, L. Clavelier, F. Letertre, N. Kernevez, and C. Mazure, “Germanium-on-insulator (GeOI) substrates- A novel engineered substrate for future high performance devices,” Mat. Sci. in Semi. Processing, vol. 9, pp. 444-448, Nov 2006 [8] J.-H. Park, P. Kapur, H. Peng, and K. C. Saraswat, “A very low temperature single crystal germanium growth process on insulating substrate using Ni-induced lateral crystallization,” Appl. Phys. Lett., vol. 91, pp. 143107, Oct 2007 [9] J.-H. Park, M. Tada, H. Peng, and K. C. Saraswat, “Self-nucleation Free and Dimension Dependent Metal-induced Lateral Crystallization of Amorphous Germanium for Single Crystalline Germanium Growth on Insulating Substrate,” J. Appl. Phys., vol. 104, pp. 064501, Sep 2008 [10] P. Griffin, J. Feng, M. Kobayashi, and G. Thareja, “Stanford-Tohoku 3D transistor workshop,” Nov 2007 (http://nanodevice.stanford.edu/3dworkshop.html) [11] http://www.umicore.com [12] H. Shang, K.-L. Lee, P. Kozlowski, C. D’Emic, I. Babich, E. Sikorski, MeikeiIeong, H.-S. P. Wong, K. Guarini, W. Haensch, “Self-Aligned n-Channel Germanium MOSFETs With a Thin Ge Oxynitride Gate Dielectric and Tungsten Gate,” IEEE Elec. Dev. Lett., vol. 25, no. 3, pp. 135, Mar 2004 [13] K. K. Ong, K. L. Pey, P. S. Lee, A. T. S. Wee, X. C. Wang, and Y. F. Chong, “Dopant activation in subamorphized silicon upon laser annealing,” Appl. Phys. Lett., vol. 89, pp. 082101, Aug 2006 [14] J.-H. Park, M. Tada, P. Kapur, and K. C. Saraswat, “Low temperature boron and phosphorus activation in amorphous germanium using Ni and Coinduced crystallization and its application for three dimensional integrated circuits,” Appl. Phys. Lett., vol. 93, pp. 183512, Nov 2008 [15] M. Tada, J.-H. Park, D. Kuzum, G. Thareja, Y. Nishi, K. C. Saraswat, “Fully Low Temperature (350 oC) Processed Si PMOSFET with Poly-Ge Gate, Radical Oxidation of Gate-Oxide and Schottky Source/Drain for Monolithic 3D-ICs,” Mat. Res. Soc. 2009 Spring Meeting, Symposium on Materials and Processes for Advanced Interconnects for Microelectronics, Paper D8.9, Apr 2009 [16] Beyne E (2006) The rise of the 3rd dimension for system integration. In: Proceedings of international interconnect technology conference, Burlingame, CA, 5–7 June, pp 1–5 ISSN: 2231-5381 http://www.internationaljournalssrg.org Page 357