traditional Lot traceability Approaches Are Not Sufficient to Enable Upstream/
advertisement

Reprinted from PHARMACEUTICAL ENGINEERING®
The Official Magazine of ISPE
September/October 2012, Vol. 32 No. 5
www.PharmaceuticalEngineering.org
©Copyright ISPE 2012
This article
is based on
a webcast
presented by
the authors in
cooperation
with ISPE.
Upstream/Downstream Data Analysis
Traditional Lot Traceability Approaches
Are Not Sufficient to Enable Upstream/
Downstream Correlation Analysis for
Quality by Design (QbD)
by Victor Shashilov, PhD and Justin Neway, PhD
A
Introduction
s Quality by Design (QbD) initiatives
gain acceptance across life sciences
process development and manufacturing organizations, there is an increased
need to understand the dynamics of the critical
portions of the process stream more fully. For
example, detailed accounting of the fractional
contributions of upstream process steps to
downstream process steps is required at points
of splitting and pooling in the process stream
to conduct statistical correlations between upstream process parameters and downstream
process outcomes. These fractional contributions are compounded in processes that have
multiple points of splitting and pooling.
Splitting and pooling of batches is common
in both process development and full scale
commercial manufacturing. In commercial
manufacturing, batches are often split and
pooled to increase throughput and optimize
equipment usage where downstream steps are
slower than upstream steps or where upstream
equipment has lower capacity than downstream
equipment. For example, several upstream lots
can be mixed into a single granulation batch
in order to fully utilize the capacity of the
granulator. Each granulation batch can then
be split between several tablet presses, such
that the total throughput of the tableting step
is high enough to maintain the required load of
the coating equipment and keep the hold time
for the material coming from the granulator
within the specified limits. In process development situations, batches are typically split into
subsequent unit operations where sub-batches
are run through different sets of experimental
conditions and then recombined into downstream steps where the downstream equipment has higher capacity than the upstream
equipment. The complexity of lot genealogy in
the PD environment rapidly increases with the
number of unit operations and the number of
experimental conditions.
Traditional lot traceability tools are often
used to track the linkages between process inputs and outputs. They are intended primarily
for recall management and do not provide sufficient detailed information or flexibility on their
own to allow correct calculation of such correlations. Spreadsheets are sometimes pressed into
service to help calculate compounded fractional
contributions across multiple process steps, but
for this application, they are error-prone and
hard to manage, and they become impractical
very rapidly as the number of splitting and
pooling points in a process grows.
Better, more automated and flexible tools
are needed to perform these calculations so
that useful process models can be built to link
upstream Critical Process Parameters (CPPs)
to downstream Critical Quality Attributes
(CQAs) in processes where splitting and pooling
occurs, an important requirement for achieving
the goals of QbD. This article will explore the
following three approaches for making such
correlations and highlight the advantages and
limitations of each:
1. The traditional spreadsheet-based approach
2. The manual SQL approach
3. A new on-demand SQL genealogy approach
September/October 2012 PHARMACEUTICAL ENGINEERING
1
Upstream/Downstream Data Analysis
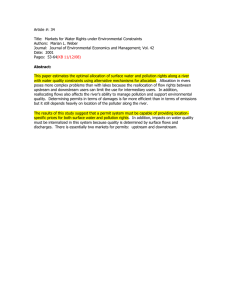
Figure 1. A simple process genealogy context shown as batches
are mixed and split from left to right.
that offers opportunities for automation and the ability
to handle complex process genealogies with comparative
ease and simplicity
The Difference between Traditional Lot
Traceability and a Full Accounting of the
Process Stream Genealogy
Traditional lot traceability is typically used to manage
situations where a defect has been identified in an incom-
ing material or upstream in-process material that could
jeopardize the quality of the final downstream product. By
using a traceability matrix, a manufacturer can determine
which final batches contain any amount of the defective
upstream material. This information is used to support
decisions about which lots of final product to quarantine
for further testing or which shipped product lots to recall.
Figure 1 illustrates an example of this type of traceability
matrix. In traditional lot traceability situations, the focus is
in knowing which downstream lots contained any amount
of the defective upstream material, as opposed to knowing
the exact amount of the defective upstream material that
ended up in each downstream lot.
In many situations, it is desirable to correlate variations
in upstream process conditions or materials to variations
in downstream process outcomes to establish whether or
not there is a relationship between them (e.g., whether or
not the upstream process parameter can be considered for
further evaluation as a CPP driving a downstream CQA).
To enable such correlations, it is first necessary to calculate the fractional contributions of each upstream step to
each downstream step across all the process steps between
the upstream variable and the downstream outcome. This
reveals the amount of the upstream material or condition
that is associated with each downstream outcome instance.
These upstream amounts or conditions are then used as #1
parameter values in the correlation calculation using the
corresponding values for each downstream outcome as #2
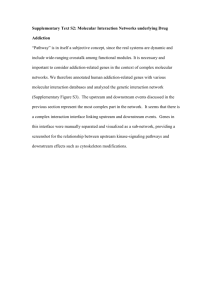
parameters values. Furthermore, if the number of #1 parameter values does not match the number of #2 parameter
values as shown in the more complex example in Figure
2, additional steps must be taken so that there are equal
numbers of upstream and downstream
parameter values available for the
correlation calculation. The fractional
contribution calculations can be very
cumbersome and error-prone when using
spreadsheet methods. Instead, methods
based on the use of well-designed Structured Query Language (SQL) queries are
a more practical way of accounting for the
splitting and pooling genealogy during
such investigations because they allow
users to make these nested calculations
more easily and reuse their work with
less potential for introducing errors.
Upstream/Downstream
Analysis
Figure 2. A more complex process genealogy context showing how batches can be split
and pooled from left to right with fixed and varying cardinality, and how the number of
upstream input batches can be unequal to the number of downstream outcome batches.
2
PHARMACEUTICAL ENGINEERING September/October 2012
The following two examples illustrate some
of the complexities inherent in upstream/
downstream data analysis:
In the first example, a nutrient supplement is added to a seed fermentor and
there is a need to determine whether a
significant difference exists between the
resulting process yields from batches
Upstream/Downstream Data Analysis
Three Approaches for
Upstream/Downstream
Correlations Analysis
The Manual Spreadsheet
Approach
To manually correlate a parameter from
Step A (Par A) to a parameter from Step X
(Par X), the following steps are required:
1. Construct the lot genealogy chart.
2. Starting with Step A, for each pair of
adjacent steps, perform calculations as
in #3.
3. These calculations need to be repeated
for each step and each batch within the
step.
a.Calculate fractional contributions
of the material from all the batches
from the previous step feeding into
the given batch.
b. Calculate the weighted average of
the weighted averages of parameter
A, computed for batches in the previous step.
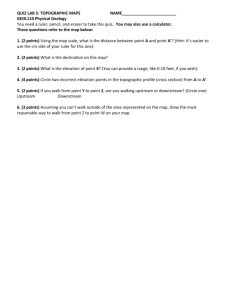
Figure 3. A nutrient supplement supplied by four different vendors is added at the
seed fermentation step with four batches split into eight by the filtration step and then
combined into three batches at the purification step.
produced using supplement from four separate vendors. To
make this determination, lots need to be traced across four
steps, including: (1) the seed fermentor step, (2) the production
fermentor step, (3) the filtration step, and (4) the downstream
purification step. Nutrient supplements supplied by four different vendors are added at the seed fermentation step. To
reduce the total hold time for this degradation-prone protein,
the four batches are split into nine at the filtration steps for
parallel processing and then combined into three batches at
the purification steps as shown in Figure 3.
To determine whether the specific vendor of the nutrient
supplement has an effect on the yield of the product, the mixing at the purification step needs to be taken into account
and included in calculations of the fractional contributions of
each vendor’s supplement into each of the final purification
batches.
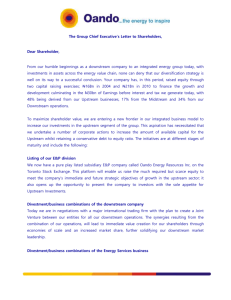
The second example illustrates additional important considerations for correlating CPPs to CQAs in a process with
a more complex lot genealogy as shown in Figure 4. In this
case, there is a need to determine whether a correlation exists
between the osmolality of the media that is fed into each seed
fermentation step and an impurity found in the final product
lots. Splitting and pooling in the process stream needs to be
taken into account along with the number of incoming media
lots and the number of final purification lots, which have
different total numbers. Using a manual spreadsheet-based
approach for such calculations would require a significant
amount of time and effort, but could be done using the following steps.
While it is possible to use this spreadsheetbased method for upstream/downstream
analysis, calculations in each subsequent iteration use
weighted averages obtained in the previous iteration; therefore,
errors can accumulate rapidly. In a typical situation where the
cardinality varies among batches, the number of fractional
contribution calculations required to support the calculation
of correlations between any two steps of Ns steps is roughly
proportional to the square of the number of steps and the
number of batches as illustrated in the following formula:
2
Effort ~ NS• Nbatches
Table A illustrates the relative effort involved in the manual
spreadsheet approach as a function of the number of batches,
process steps, and parameters at each step. As seen from the
table, the effort rapidly grows with the number of steps and
batches, which can make this approach impractical, even for
processes of moderate complexity.
The limitations and risks of the manual spreadsheet approach include:
1. Prone to errors – mistakes are easy to make and difficult
to find.
2.Error propagation – errors made in the beginning are
carried over and accumulated.
3. Complexity – calculations become unmanageable for large
numbers of steps and parameters and/or complex genealogies.
4. Time consuming – spreadsheets are, by nature, extremely
inefficient.
September/October 2012 PHARMACEUTICAL ENGINEERING
3
Upstream/Downstream Data Analysis
Figure 4. A more complex genealogy for which CPPs and CQAs need to be correlated during the fermentation process to determine whether
there is a correlation between the osmolality of the media that is fed into the seed fermentation step to the impurity of the final product.
5. Difficult to validate – requires at least two people doing
the same calculation independently and coming up with
the same results every time.
6. Difficult to automate – all calculations have to be repeated
from scratch for new batches and parameters.
The Manual SQL Approach
Another more useful method of dealing with the complexity
of upstream/downstream analysis when there is splitting
# Steps
# Batches
Relative Effort
2
2
1
2
10
5
10
10
125
30
10
1,125
Table A. Relative effort encountered using the manual spreadsheet
approach as a function of process complexity.
4
PHARMACEUTICAL ENGINEERING September/October 2012
and pooling in the process stream is by taking a manual SQL
query approach to model the lot genealogy using applications
with data modeling capabilities, such as Oracle, Microsoft
Access, or other enterprise applications that support SQL
queries.1 The approach considered here relies on the assumption that the end user is able to select any parameters from
any two process steps for a correlation analysis without the
need to write any SQL statements. To accomplish this, all
the necessary data views need to be created in advance and
then properly maintained when the structure of the source
data or the manufacturing process changes. An example of
a data view is shown in Table B. This data view maps media
osmolality values (“Osmolality” field) to the impurity values
in the production fermentor (“Impurity” fields). “Media,” “Seed
F,” and “Prod F” columns compose the “lot tree.” The lot tree
in this example links media lots to production fermentor
batches through batch IDs at the intermediate step – the
Seed Fermentor (“Seed F”) step.
The complete mapping of the lot genealogy in this manual
SQL approach relies on the creation of a set of genealogy “lot
Upstream/Downstream Data Analysis
trees” as the first step. Lot trees require
a set of views1 called “mapping views.”
These views map the upstream steps to
the downstream steps in all pairs of adjacent steps in the process. For each pair
of non-adjacent steps A and B where a lot
number change occurs, a pathway map or
lot tree is created by sequential joining of
mapping views.
Example 1. By way of illustration, consider a simple process with three steps (A,
B, and C) and assume that a lot number
change and pooling occurs between steps
A and B and again between steps B and
C along with splitting as shown below.
→ C
→
B
→ →
A1
Table B. Data view for calculating weighted averages using the production fermentor as
the universe.
1
Formula 1
1
A2
C2
First, mapping views are constructed to link lot IDs of the
adjacent steps. In this case, there are two mapping views: AB
and BC. Each mapping view contains only two columns : lot
IDs of step A and lot IDs of step B in view AB, and lot IDs
of step B and lot IDs of step C in view BC, as shown below.
A1 B1 B1 C1
AB = B and BC = B C
A
2
1
1
2
Now that the mapping views are available, non-adjacent
steps can be mapped by constructing lot trees. In this case,
there is only one pair of non-adjacent steps: A and C. These
steps (A and C) can be linked in either a forward manner (i.e.,
from step A to step C) or backward manner (i.e., from step
C to step A). In either case, the lot tree contains three fields:
Lot IDs of step A, Lot IDs of step B, and Lot IDs of Step C
as shown below:
A1 B1 C1
A1 B1 C2
AC =A B C and CA =
2
1
1
A2 B1 C2
C1 B1 A1
C1 B1 A2
C2 B1 A1
C2 B1 A2
Lot trees AC and CA link lot IDs at step A to lot IDs at step
C through lot IDs of the intermediate step (step B).
In the case of a three-step process, four views are needed
(AB, BC, AC, and CA) to be able to map all pairs of adjacent
and non-adjacent steps. If a similar approach is applied to a
four step process (A-B-C-D) then three mapping views: AB, BC,
and CD and six lot trees: AC, AD, BD, CA, DA, DB, need be created, which gives a total of nine views. Using the combinatorial
theory2 it can be shown that to allow for correlations between
any two steps in an N-step process, the total number of views
to be created is defined by formula 1 and is shown in Table C.
Formula 1 takes into account the fact that views obtained
by forward joins (i.e., from step A to step B) and backward
joins (i.e., from step B to A) will in general not be identical.
NViews = Nsteps • (Nsteps - 2) + 1
The major limitation and risk of the manual SQL approach
is the rapidly increasing complexity as the number of steps
and parameters increases. The equation from combination
theory below shows that the total number of data views is
proportional to the square of the number of steps and the
square of the number of parameters, assuming for simplicity
the same number of parameters in each step. (Note: Equation 2 is used to calculate the maximum number of required
views in situations where each data view contains only two
parameters.) The number of data views will be smaller if several data views are combined to contain multiple parameters
from both steps mapped in the view.)
2
Equation 2 NViews = {Nsteps • (Nsteps - 2) + 1} • Nparameters
Thus, for a 30-step process, 84,100 views need to be created
and maintained as shown in Table D.
Because the calculations involved in both the manual
spreadsheet approach and the manual SQL approach are
cumbersome and time consuming, the ideal solution lies in
creating views and performing analyses on-demand, based
on an easier method of selecting steps and parameters that
maximizes flexibility and reuse while at the same time reducing
the potential for errors. Thus, a tool is needed that provides
the ability to refresh data and re-execute each analysis in a
more automated fashion.
Due to the large amount of the data modeling effort required
to enable ad-hoc correlations between any parameters and
process steps, business users usually have to limit the number
of parameters and process steps included in the data model
and request changes to the data model each time the need for
more data becomes obvious. Therefore, in most real time situations, the manual SQL approach doesn’t deliver the ability
to perform ad-hoc correlations between any parameters of a
user’s choice across complex lot genealogies. However, when
such a capability is required, end users need to write fairly
complex SQL queries against mapping views and data views,
September/October 2012 PHARMACEUTICAL ENGINEERING
5
Upstream/Downstream Data Analysis
# Steps
# Lot Trees
2
1
5
16
10
81
30
841
Table C. Number of lot trees as a function of the number of
process steps.
which makes this approach error prone, time consuming, and
difficult to validate.
The On-Demand SQL Genealogy Approach
A more practical alternative to the manual SQL query approach described above is the on-demand SQL genealogy
approach, which eliminates the need to create and store large
numbers of views, allowing the user to more easily perform
correlations between any parameters across any number of
steps at any time, and instead uses queries and genealogies
that are automatically created on-demand. This approach
saves time and minimizes opportunities for miscalculations
and error propagation due to human error.
Figure 5 depicts a typical genealogy data modeling workflow, which is the same for the manual and on-demand SQL
genealogy approaches.
• Step A is to create views (called mapping views) that map
the relationships between all pairs of adjacent steps in
the process. The lot genealogy information required to
perform step A is typically available from such systems as
Enterprise Resource Planning (ERP) systems, paper record
systems, Manufacturing Execution Systems (MES), batch
record systems, etc.
• Step B is to create lot trees by joining individual mapping
views to map the relationships between any two nonadjacent steps in the process.
• Finally, lot trees are joined to data to produce the data views
that are used to perform cross-step correlations (Step C).
In the manual SQL approach described above, all three steps
# Steps
# Parameters at
each Step
# Views to Create
and Maintain
2
1
1
2
2
4
5
3
144
10
5
2,025
30
10
84,100
Table D. Number of data views as a function of the number of
process steps and parameters.
(A, B, and C ) must be performed manually in advance, which
results in the need to create a total of 84,100 views to support
calculations between all pairs of parameters in the 30-step
process as seen in Table D. In the on-demand SQL approach,
only mapping views (step A) need to be constructed manually, while a corresponding set of re-usable lot trees (step B)
and data views (step C) can be constructed by the software
at the time of a user request. This is done by joining only
those mapping views necessary for the query at the time the
query is executed to map the step-to-step relationships for
the portion of the process between the start and end points
requested by the user. For example, in the 30-step process
referred to in Table D, only 29 mapping views would need to
be constructed as compared to the construction in advance of
84,100 views that would be required to support calculations
between all pairs of parameters in the 30-step process as seen
in Table D in the manual SQL approach.
Example 2. To compare directly the effort involved in the
three approaches described here (manual spreadsheet, manual
SQL, and on-demand SQL), consider the following example
of a fermentation process shown in Figure 4. Batches in this
process are frequently split and pooled between the unit operations (seed fermentor, production fermentor, filtration, and
two column purification steps) such that the starting material from 20-seed fermentor batches ends up in 13 column B
purification batches (note that Figure 4 shows only a subset
of all the batches). The goal is to prepare all the required data
tables needed to correlate parameters between any two of the
five steps of this process by using the three
methods described in this article.
Figure 5. A typical genealogy data modeling workflow, which is the same for the manual
and on-demand SQL genealogy approaches.
6
PHARMACEUTICAL ENGINEERING September/October 2012
A.Manual spreadsheet approach.
1. Starting with the Seed Fermentor
batch SF101 and looking at the lot
genealogy map in Figure 4, all the
sequences of batches that link batch
SF101 to the Column B purification
batches are manually entered (Figure 6A, rows for batch SF101 are
highlighted in blue).
2. Repeating step 1 for all 20-seed fermentor batches produces an Excel
spreadsheet containing 631 rows
(Figure 6A).
Upstream/Downstream Data Analysis
3. The spreadsheet created in step 2 can
now be used to perform correlations
between parameters from the Seed
Fermentor and column B purification steps where the seed fermentor
step defines the degrees of freedom
(i.e., the seed fermentor step is the
universe). To allow for correlations
between all the other two out of five
steps, 15 more spreadsheets would
be needed, each containing a subset
of the table shown in Figure 6A.
To summarize this manual spreadsheet
approach, the total number of rows in the
16 spreadsheets in this example was 2,200
and each of the spreadsheets are created
by manual manipulation of data in Excel.
Any addition of new batches would require
updating each of these 16 spreadsheets.
Figure 6. A) A data view created in MS Excel as part of the manual spreadsheet approach;
B) An example of the mapping view required by manual and on-demand SQL methods; C)
An example of a parameter view used in manual and on-demand SQL approaches.
B. Manual SQL approach.
1. Four mapping views are created, each containing ~ 50
records. An example of the mapping view linking the
production fermentor and filtration batches is shown
in Figure 6B.
2. Five parameter views are created, one for each process
step, each containing two fields: batch IDs of the step
and parameter values. Figure 6C depicts one of the
parameter views created in this example.
3. To map batch IDs from non-adjacent steps, 12 lot trees
are constructed by joining mapping views as appropriate. This step requires writing complex SQL queries.
4. To allow for correlations between each two out of five
steps, 16 data views are constructed by joining parameter views to 12 lot trees from step 3 and to 4 mapping
views from step 1)
To summarize this manual SQL approach, nine views are
constructed with a total of 280 records, and 12 lot trees and
16 data views are built using complex SQL commands.
C. On-demand SQL approach.
1. Similar to the manual SQL approach, four mapping views
and five parameter views are built that are identical to
those for the manual SQL approach. No creation of lot
trees and data views or writing of SQL statements is
required as all lot trees and data views are constructed
by the software at the time the user selects steps and
parameters to correlate. Furthermore, in many industrial applications, the manual step of creating step views
may not be required either because these views may
already be available in such systems as, for example,
MES or the electronic batch record.
Table E summarizes the effort required to provide the user
with the ability to perform correlations between parameters
at any two out of five steps in the example process. Notice
that the manual spreadsheet approach is the most effort intensive and error prone and the on-demand SQL approach is
the least laborious and does not require either manual data
manipulation or SQL skills. The advantage of the on-demand
SQL approach becomes more pronounced as the number of
steps and batches increase.
To enable an upstream/downstream correlation, data
must be joined with lot trees (Figure 5, step C); therefore, all
of the corresponding data must be pre-organized by batch.
Translating data into the batch context in the manual SQL
approach usually takes significant additional data modeling
effort, thus slowing down this type of analysis and making
it more complex and error prone. On the other hand, the
on-demand SQL approach described here also can embody
built-in data contextualization capabilities to automate all
of the data modeling query generation required to support
upstream/downstream calculations.
Next, data is made available by accessing it directly from
an on-screen hierarchical view of the process flow linked to an
on-demand SQL generator which populates the “where clauses”
in the SQL queries using the node names in the hierarchy
Method
Manual
Spreadsheet
Manual
SQL
On-demand
SQL
2,200
0
0
# Views created
manually or retrieved
from database
0
9
9
# Views created with
SQL statements
0
28
0
# Records manipulated
manually
Table E. Effort involved to organize data for upstream/downstream
correlation analysis in Example 2.
September/October 2012 PHARMACEUTICAL ENGINEERING
7
Upstream/Downstream Data Analysis
(Figure 7). In this example, the data is made available in a
form that is contextualized by batch as the organizing principle
of the hierarchical view (i.e., with all the parameter values
organized so that they are associated with their corresponding
batches to enable easy comparisons between batches). Other
data organizing principles can be used for such hierarchies,
such as production shifts, individual unit operations, raw
materials, sample or test IDs, and other organizing identifiers
used in enterprise data systems.
Finally, weighted averages based on the fractional contributions of upstream steps to downstream steps are automatically calculated as part of the batch contextualization
function. Table B illustrates how the data should be grouped
and aggregated to accomplish such batch contextualized
averaging. In this case, weighted averages are calculated
by using the cardinality of mixing between the media lots.
Media lots are considered to be the “step universe” which is
the higher-level organizing principle around which the other
organizing principles are organized. The average impurity
values across all production fermentations are calculated for
each media lot in the “step universe” in this illustration. For
each media lot in the “step universe,” the weighted average
impurity value is calculated by averaging impurity values
across all replicate production fermentor lots in which that
particular media lot was used. This type of mapping leads
to:
1. Replicate parameters, defined as multiple impurity values
associated with each media lot, in which each replicate
value represents the endpoint of a pathway by which a
given media lot contributes to the impurity outcome of
each fermentor batch. (Note: These replicate values can
be used to calculate the average impurity (weighted-bycardinality) associated with each media lot.)
2. Equal numbers of input parameters and impurity outcomes
as required for meaningful correlation calculations.
Figure 7. A hierarchy for a process with a complex lot genealogy
between the seed fermentor and the final column purification
step. To correlate the media osmolality to the impurity, the user
selects two parameters shown by clicking them on the screen.
8
PHARMACEUTICAL ENGINEERING September/October 2012
Similarly, data also can be grouped using the production
fermentor batches as the step universe in order to calculate
the weighted average osmolality values associated with each
production fermentor batch. As a general rule, when correlating parameters between different process steps, the step with
the smallest number of batches should be used as the step
universe, to minimize the number of degrees of freedom and
thus avoid the overestimating the correlation.
However, in some types of analyses, such as comparing
raw material suppliers using Analysis of Variance (ANOVA),
selecting the step with the smaller number of batches as the
step universe can be impractical. Referring to the example
of comparing vendors of nutrient supplements above (Figure
3), the seed fermentation step should be used as the step
universe to avoid having to do calculations of the weighted
averages of vendors that would be required if the purification step were selected. Figure 8 also illustrates that one of
the vendors (shown in the middle of the figure) is associated
with a significantly higher level of impurity in the filtered
bulk.
The following steps can be used to correlate a parameter
from step A (Par A) to a parameter from step X (Par X) using
the SQL method:
Upstream/Downstream Data Analysis
inputs with downstream outcomes. Such
a complex spreadsheet could probably
not be used without a significant number
of errors, thus providing questionable
functionality. The manual SQL approach
was potentially less error prone than the
manual spreadsheet approach, but was
still too labor intensive and complex to
be useful as a practical tool for complex
manufacturing processes. The on-demand
SQL genealogy approach required an initial investment in the development and
configuration of mapping views similar to
that used in the manual SQL approach.
Once the initial investment was made, this
approach provided a high degree of reuse
of the views along with minimal potential
Figure 8. The nutrient supplement vendor shown in the middle of the figure is associated
for errors, simplicity of use, and the ability
with a significantly higher level of contaminant in the filtered bulk using the seed
to easily perform upstream/downstream
fermentation step as the step universe.
correlations in complex manufacturing
processes with multiple points of splitting and pooling in
1. Prepare Mapping Views so that each view maps two adjathe process stream.
cent steps between A and X. This will require a total of X-A
An important benefit of being able to easily perform upmapping views: [A]->[A+1], [A+1]->[A+2], … ,[X-1]->[X].
stream/downstream correlations in complex manufacturing
processes is that significant barriers are removed to identifying
2. Create a lot tree by joining all X-A mapping views created
potential cause-and-effect relationships between upstream
in step 1.
process conditions and downstream process outcomes. Such
relationships drive the formation of hypotheses that can be
3. Prepare views for Par A organized by the batch ID at step
confirmed, extended, or refuted using mechanistic knowledge
A and Par X organized by the batch ID at step A.
and/or experimentation. The information thus gained about
the relationships between upstream process parameters and
4.Join Par A, Par X views to the lot tree created in step 2.
downstream process outcomes is a major component of process
models used for process control, and also contributes in the
5. Decide which step will be the organizational unit (discussed
development of sophisticated process models for use in Real
above).
Time Adaptive Control (RTAC).
A complex manufacturing process with multiple splits and
6.Calculate the weighted average of the parameters by
recombinations in the process stream may be operating in a
grouping the view created in Item 4 by the step universe
state of control until a process upset occurs (e.g., an unexbatch ID.
pected change in a raw material which threatens to produce
unacceptable downstream outcomes). In this situation, the
7. Perform the analysis.
control system must be supported by a process model to determine what adjustments to make (either automatically or
Conclusion
with the help of manual intervention) to re-establish control
This study considered three approaches to performing upof the process within the design space. Such a process model
stream/downstream data analysis, focusing on the differences
would be most efficiently prepared using the on-demand SQL
between them with regard to labor intensity, complexity, ability
approach described in this study so that the quantitative reto account for splitting and pooling in the process stream, and
lationships between upstream parameters and downstream
their ability to inadvertently propagate errors. The manual
process outcomes is available to the control system to make
spreadsheet approach was the most labor-intensive, complex,
the appropriate adjustments.
time consuming, and error prone way to perform upstream
The on-demand SQL genealogy approach described in this
/downstream data analysis and was severely limited in its
study can be embodied in a computer software program that
ability to account for splitting and pooling in the process
allows process models to be built efficiently and with minimum
stream genealogy without significant risks of inadvertent error
potential for errors. Such a software program could provide
propagation. In a complex manufacturing process with 20 to
data values for process parameters contextualized by batch
25 unit operations containing four or five points of splitting
and organized to include the genealogy of the process stream.
and pooling in a process stream, the manual spreadsheet
This would simplify and reduce errors in the work involved
approach would need tens of thousands of spreadsheet rows
in understanding upstream/downstream parameter relationto allow for the necessary calculations to correlate upstream
September/October 2012 PHARMACEUTICAL ENGINEERING
9
Upstream/Downstream Data Analysis
ships in complex processes that include splitting and pooling
in the process stream, a critical success factor for building
process models that link CPPs and CQAs.
In summary, lot traceability is an important capability
for recall management, but it is not enough to support the
development of sufficient process understanding for achieving the goals of QbD. A flexible capability for performing
upstream/downstream correlations, such as the on-demand
SQL approach described in this study, accounts for fractional
contributions across process steps and makes it possible to
draw statistically sound conclusions about the relationships
between upstream process parameters and downstream
process outcomes. This helps to make processes better understood and outcomes more predictable by linking CPPs
with CQAs to shape useful process models that meet the
goals of QbD.
References
1. Rockoff, L., The Language of SQL: How to Access Data in
Relational Databases, 2011.
2. Hall, Marshall, Combinatorial Theory, John Wiley & Sons,
440 pages, 1998, 2nd Edition.
Acknowledgements
We would like to thank Brent Rognlie for conceiving the original ideas presented here in the “On-Demand SQL Genealogy
Approach” and for critical reading of this manuscript, and Joe
Ruth for developing the first software system that embodied
those ideas. We also would like to thank Kate Lusczakoski
for her critical reading of this manuscript.
About the Authors
Victor Shashilov, PhD is Senior Applications Specialist at Aegis Analytical Corp.
He has more than nine years of experience
in statistics, chemometrics, latent variable
methods, bio-spectroscopy, and protein studies. As part of his PhD studies, Dr. Shashilov
developed new multivariate algorithms
for the analysis of continuous and spectral
data. At Aegis Analytical, Dr. Shashilov assists in creating
product requirements and specifications, developing and
implementing new analytical capabilities, writing white
papers and technical briefs, and the creation and delivery
10
PHARMACEUTICAL ENGINEERING September/October 2012
of user and statistical training. He also provides support for
using Discoverant software with external statistical, reporting, and display applications. Dr. Shashilov holds a PhD in
physical chemistry from State University of New York (2007)
and an MS in physics from Belarus State University (2000).
Dr. Shashilov has published refereed papers in chemical and
biological journals and serves as a reviewer for the American
Chemical Society and World Scientific Publishing. He has been
a speaker at scientific conferences in the field chemistry and
protein studies. He can be contacted by telephone: +1-303625-2100 or email: vshashilov@aegiscorp.com.
Aegis Analytical Corp., 1380 Forest Park Circle, Suite 200,
Lafayette, Colorado 80026, USA.
Justin O. Neway, PhD is Vice President
and Chief Science Officer at Aegis Analytical
Corp. He has more than 30 years of experience in pharmaceutical and biotechnology
process development and manufacturing,
and in the application of software solutions
to quality compliance and operational issues in pharmaceutical and biotherapeutic
manufacturing. During the 15 years prior to founding Aegis in
1997, Dr. Neway was with Wyeth Biosciences, Novartis, and
Baxter Hemoglobin Therapeutics, where he held increasingly
responsible positions, including technical manager, principal
scientist, project leader for the CMC section of the IL-2 BLA,
department director, and director of process sciences. During
this time, Dr. Neway became intimately familiar with the
practical difficulties of accessing process development and
manufacturing data from separate databases and on paper
records, and the significant paybacks achievable from connecting to that data in real time for investigational analysis.
Dr. Neway received his BSc (microbiology, 1975) and MSc
(biochemistry, 1977) from the University of Calgary (Canada),
and his PhD in biochemistry from the University of Illinois
(USA) in 1982. He has published refereed papers in scientific
journals as well as other papers, editorials, op-ed pieces, and
interviews in trade publications. He also has presented technical papers and chaired technical conferences in the field of
pharmaceutical manufacturing, quality compliance, and data
analysis. He can be contacted by telephone: +1-303-625-2100
or email: jneway@aegiscorp.com.
Aegis Analytical Corp., 1380 Forest Park Circle, Suite 200,
Lafayette, Colorado 80026, USA.