Functional capability space and optimum process
advertisement

IIE Transactions (2010) 42, 95–106
C “IIE”
Copyright ISSN: 0740-817X print / 1545-8830 online
DOI: 10.1080/07408170902789027
Functional capability space and optimum process
adjustments for manufacturing processes with in-specs failure
KAMAL MANNAR1 and DAREK CEGLAREK2,3,∗
1
General Electric Healthcare, Waukesha, WI 53188, USA
E-mail: Kamal.Mannar@ge.com
2
The Digital Laboratory, WMG, University of Warwick, Coventry CV4 7AL, UK and 3 Department of Industrial and Systems
Engineering, University of Wisconsin, Madison, WI 53706, USA
E-mail: darek@cae.wisc.edu
Downloaded By: [University of Warwick] At: 09:16 14 December 2009
Received August 2006 and accepted January 2008
This paper introduces a methodology for functional capability analysis and optimal process adjustment for products with failures
that occur when design parameters and process variables are within tolerance limits (in-specs). The proposed methodology defines
a multivariate functional capability space (FC-Space) using a mathematical morphology operation, the Minkowski sum, in order to
represent a unified model with (i) multidimensional design tolerance space; (ii) in-specs failure region(s); and, (iii) non-parametric,
multivariate process measurements represented as Kernel Density Estimates (KDEs). The defined FC-Space allows the determination
of a desired process fallout rate in the case of products with field failures that occur within design tolerances (in-specs). The outlined
process adjustment approach identifies the optimum position of the process mean in order to minimize the overlap between the KDEs
and in-specs failure regions, i.e., achieve the minimum possible process fallout rate for current process variation. The FC-Space-based
process adjustment methodology is illustrated using a case study from the electronics industry where the in-specs failure region is
identified based on warranty information analysis.
Keywords: Warranty analysis, process capability assessment, process adjustment, quality, statistical process control
1. Introduction
A critical concept in the area of statistical process control
is the assessment of manufacturing process capability. Process capability is seen as the ability of the manufacturing
process to consistently produce items within the given specifications of quality characteristics, i.e., within the tolerances
for Design Parameters (DPs) and Process Variables (PVs)
(Polansky, 2001; Ding et al., 2005; Montgomery, 2005).
Therefore, process capability is related to process fallout
rate, which is defined as the probability of DP and PV
measurements to be outside of design tolerances. This definition of process capability is based on the assumption that
any product within design tolerances has satisfactory functional performance, i.e., any product manufactured within
the current tolerance limits is defect free.
With increasing complexity in products, optimal determination of tolerances for DPs and PVs in the design phase
can be challenging (Engelhardt, 2000; Ding et al., 2002a;
Shiu et al., 2003; Ceglarek et al., 2004). Frequently, this
is due to a lack of knowledge during the design phase
∗
Corresponding author
C 2010 “IIE”
0740-817X about the interactions between various DPs and PVs, which
cause product degradation or failure (Khan and Ceglarek,
2000; Ding et al., 2002b; Zhou et al., 2003; Takata et al.,
2004; Chen et al., 2006). Moreover, traditional capability
and adjustments do not take into consideration product
functional assessments that can also contribute to product field failures. Product defects can occur either during
manufacturing inspections or in the field (warranty failures). Therefore, tolerances assigned to DPs and PVs can
include regions that are susceptible to manufacturing or
warranty defects. In such cases, traditional quality control
and inspection in manufacturing based on original design
tolerances cannot detect these defects/failures.
The existence of potential failure regions that occur when
design parameters and process variables are within tolerance units (in-specs) was first proposed by Skinner et al.
(2002) based on their research in semiconductor manufacturing. They identified that the region within the tolerance
of certain PVs is related to low yield and suggested avoiding
these low-yield regions of the tolerance to improve overall process yield. Similarly, Mannar and Ceglarek (2006)
provided an analysis on ways to integrate manufacturing
measurements with warranty information in order to localize warranty failures related to critical DPs and PVs. They
96
Mannar and Ceglarek
identified in-specs fault regions of certain critical DPs and
PVs that are susceptible to specific warranty failures.
1.1. Motivation
Downloaded By: [University of Warwick] At: 09:16 14 December 2009
The existence of in-specs failures serves as motivation to develop a new functional capability analysis and process adjustment methodology. The motivation involves a need for
functional capability analysis, integration of non-normal
process characteristics with in-spec failure regions and determination of an optimum process mean in the presence
of an in-spec failure region, which is described as follows.
1.1.1. Need for functional capability analysis and process
adjustment
In contrast to traditional process capability and adjustment
methods, wherein design tolerances are assumed to be correct, there may exist in-specs failure regions that need to
be incorporated in to the functional capability assessment.
A functional capability assessment provides the following
advantages.
1. Product functional evaluation in global markets: Since
product usage is influenced by numerous factors including geographic markets and customer groups, there can
exist potentially different in-specs failure regions corresponding to each market. Therefore, functional capability assessment and process adjustment must incorporate
these in-specs failure regions separately in order to tailor
product performance to each market.
2. Product functional evaluation in supply chains: Generally,
various suppliers in multiple manufacturing facilities are
involved in producing a product, each having different
variations and distribution characteristics for DPs and
PVs. Functional capability assessment, which incorporates in-specs failures, can help in identifying and evaluating processes and potential suppliers.
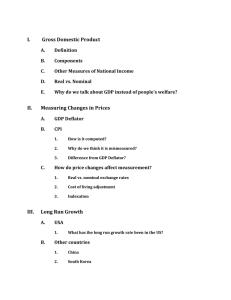
Fig. 1. Multivariate normal process with the mean at design
nominal.
to identify the functional nominal ( X̄f ) that can ensure the
lowest process fallout rate.
Figures 1 to 4 show two-dimensional examples of inspecs fault regions and their effects on process capability and adjustment. Figure 1 illustrates an example of a
multivariate normal process representing a 99.73% confidence interval for the DPs and PVs measured. The process mean is adjusted to be at design nominal ( X̄d ), which
is frequently equivalent to {x̄1 = (USL1 − LSL1 )/2, x̄2 =
(USL2 − LSL2 )/2}, where USL is the Upper Specification
Limit and LSL is the Lower Specification Limit. For the
case of an in-specs failure region, as shown in Fig. 1, this
results in a significantly lower process capability. Therefore,
an optimum process adjustment method requires the determination of the coordinates of the process mean X̄ that minimize the process fallout rate. In other words, it minimizes
the overlap of the corresponding confidence region with
1.1.2. Integration of multivariate non-normal process
measurements and in-specs failure regions
Process capability incorporates both tolerance specifications and distribution characteristics of the measurements
that determine process fallout rate. In addition to in-specs
failure regions, the DPs and PVs may be non-normal.
Therefore, a non-parametric representation of process measurements needs to be incorporated for functional capability analysis and process adjustment.
1.1.3. Determination of optimum process mean for in-specs
fault regions
Traditionally, processes are adjusted to the design nominal
( X̄d ). For cases of in-specs failure regions the adjustment
of the process mean to the design nominal is not optimal and can increase the process fallout rate (Mannar and
Ceglarek, 2006). Therefore, a new methodology is needed
Fig. 2. Multivariate normal process with a mean shift that minimizes the fallout rate of the process.
Process capability, process adjustment, quality
97
Downloaded By: [University of Warwick] At: 09:16 14 December 2009
ing Kernel Density Estimate (KDE)-based confidence regions with the mean set at design nominal. Also, it should
be noted that any variations in the distribution of measurement data will cause a change in optimum process mean
adjustments as can be noted by observing the differences
in Figs 2 and 4.
The proposed methodology addresses the aforementioned issues in the following ways.
Fig. 3. Multivariate non-normal process with the mean at design
nominal.
the failure regions. Figure 2 provides an example of process
adjustment that minimizes the overlap between the in-specs
failure region, process distribution and tolerance limits.
The problem becomes especially challenging when the
process measurements do not follow multivariate normal or
fixed parametric distributions. Such cases require the use of
a flexible non-parametric approach in representing process
measurements. We use a multivariate kernel-density-based
method to determine an estimate of the unknown density
of the process measurements. Kernel density estimation is
a popular technique for smooth estimation of the density,
consisting of a chosen kernel function (such as Gaussian,
Epanechnikov) and bandwidth matrix (width of the kernel
function) to estimate the density (Silverman, 1986; Scott,
1992). This paper follows the approach as implemented by
Polansky (2001) using optimum bandwidth selection based
on research conducted by Wand and Jones (1995). Figure 3
illustrates a case of non-normal process representation us-
Fig. 4. Multivariate non-normal process with a mean location to
avoid failure regions.
1. Determination of Functional Capability Space (FCSpace): Based on the in-specs fault regions and current
process measurements, we define FC-Space to represent
all process mean positions in order to ensure a given
process capability. The FC-Space is part of the process adjustment space that corresponds to the degrees
of freedom allowable for adjusting the process mean.
In this paper, the process adjustment space is based on
homogenous transformation and includes six degrees
of freedom. The overall FC-Space is defined by an inspecs failure region, KDE-based process representation,
tolerance space and process adjustment space. The FCSpace is the subset of adjustment space wherein there is
no overlap of the KDE with the in-specs failure regions.
2. Functional nominal and optimum process adjustment
based on FC-Space: This step determines the optimum
process adjustment necessary to minimize the process
fallout rate. The position of the process mean with minimum process fallout is referred as the functional nominal
( X̄f ) as compared to a fixed design nominal ( X̄d ). The
optimum process adjustment is based on determining
the mean location that is equidistant from the boundaries of the FC-Space. This ensures the least probability
of overlap between the process with different failure and
tolerance regions.
1.2. Related work
A great deal of research exists on monitoring and control
of manufacturing processes (Hawkins, 1991; Ceglarek and
Shi, 1995; Mason and Young, 2001). While recent research
has proposed a number of multivariate process monitoring
and control approaches (see, for example, Montgomery
(2005), there are no methods for process capability studies using non-normal process data and in-specs failures.
A common approach for multivariate process monitoring
is based on the Hotelling T 2 control charts. However, the
required process normality assumption is difficult to satisfy in many multivariate processes, for example, in electrical/electronic assembly processes where parameters are frequently tuned during testing. Recent research has focused
on developing non-parametric approaches to multivariate
process control. Sun and Tsung (2003) developed a kerneldistance-based multivariate control chart using a support
vector-based method for monitoring quality characteristics
that are non-normal. Polansky (2005) proposed another
non-parametric control chart based on estimation of the
Downloaded By: [University of Warwick] At: 09:16 14 December 2009
98
density of the sample subgroup statistic using a kernel density estimator of observed measurements. A comprehensive review of non-parametric control charts is presented
by Chakraborti et al. (2001).
There has also been considerable research on multivariate process capability analysis (Wang et al., 2000).
Generally, a multivariate capability index uses a pdimensional rectangular specification volume and assumes
that the distribution of the process measurements is
known. Multivariate-normal-distribution-based capability
methodologies have been proposed by Taam et al. (1993),
Chen (1994) and Shahriari et al. (1995). Chen (1994) developed a general multivariate capability index that allows both rectangular and elliptical specifications. Wang
et al. (2000) reviewed major multivariate process capability indices under the assumption of normality. Polansky
(2001) proposed a non-parametric, distribution-free estimator to compute multivariate process capability that is
calculated based on the KDE of the probability density
function (p.d.f.). This methodology is also used to estimate
the probability of failures to generate control charts (Polansky, 2005). Foster et al. (2005) proposed cause-related multivariate capability indices based on process-oriented basis
representation.
However, all the aforementioned methodologies assume
that there are no in-specs failure regions, which can often result in miscalculation of process capability and mean
adjustment as illustrated in Figs. 2 to 4. The focus of the
proposed FC-Space approach is to integrate the in-specs
failure regions with non-parametric process measurements
in order to determine process capability as well as optimum
process adjustment to minimize process fallout rate.
1.3. Problem formulation
The FC-Space approach is based on information obtained from design (Tolerance Space), failure analysis (Failure Space) and manufacturing measurements (KDE-based
Process Space). The process adjustment is determined
based on design tolerances, fault region in the space of measurements related to failure and the confidence interval associated with the process measurements used to determine
the capability. These three regions, Tolerance Space, Failure
Space and Process Space are defined as follows (Fig. 5).
1. Tolerance Space Tm (T-Space): Let B represent all DPs
and PVs related to a given field failure which are to be
monitored jointly. B defines an m-dimensional space Rm
(|B| = m) that is of interest for monitoring the selected
field failure. The methodology for identifying B is presented in Mannar and Ceglarek (2006). The tolerance
space, T m , is defined by all design tolerances assigned
to each DP and PV, where ai ∈ B. T m is a subset of Rm
defined by design tolerances.
2. Failure Space F (F-Space): The Failure Space, F is the
failure region in Rm , consists of: (i) an in-specs failure
Mannar and Ceglarek
Fig. 5. Illustration of Tolerance, Failure and Process Spaces
|B| = 3.
region within the T m which is sensitive to warranty failures or cause lower process yield Fin-spec ; and, (ii) an
out-of-tolerance failure region Fout−of−spec = Rm − T m ,
i.e., the region in the m-dimensional space outside of
design tolerance:
F = Fin-spec + Fout-of -spec .
(1)
3. Process Space A (A-Space): The process space A represents measurements obtained for DPs and PVs in B.
The process space A is defined by a specified confidence
region generated based on sample measurements, for
example, 99.73% confidence region. The confidence interval/region can be generated based on parametric or
non-parametric representation of the measurement data
depending on the characteristics of the process. In this
paper, we use a non-parametric approach to generate the
confidence interval for multivariate data based on kernel density estimation for m-dimensional measurements
using n sample manufacturing measurements.
3.1. Adjustment space (Cad j -Space): The adjustment
space corresponds to the possible degrees of freedom associated with the capability to adjust the
process mean, X̄. Since the process region A is
assumed to be constant (no change in shape),
the coordinates of any reference point in A completely define the position of A. Therefore, adjustment space for A can be represented in terms of
mean X̄ = (γ1 , ..., γd ) ∈ Rd , where
m
d =m+
2
is the number of degrees of freedom; (γ1 , . . . , γm )
is the position of the reference point, X̄ and
(γm+1 , . . . , γd ) are the Euler angles specifying the
orientation of X̄. Any adjustment of X̄ in this ddimensional space changes the location or orientation of A. Process space A in a specific position
defined by position of X̄ = x̄ is represented by (A)x̄ .
While Cad j -Space as defined above is generic
enough to incorporate both mean shift and rotation
Process capability, process adjustment, quality
99
of process space A, in this paper we primarily focus on mean-shift-based adjustment of a process.
This assumes that the process space A can only be
adjusted by translational degrees of freedom, i.e.,
Euler angles (γm+1 , . . . , γd ) are constant and only
(γ1 , . . . , γm ) defining the position of the reference
point is considered.
Since the process mean X̄ is used as the reference point for process adjustment, (γ1 , . . . , γm )
are determined based on calculation of the sample
mean for m-dimensions based on n-sample process
measurements.
⎡
⎤
n
n
n
X̄ = ⎣
(x j1 )/n,
(x j2 )/n, . . . ,
(x j m )/n ⎦ .
Downloaded By: [University of Warwick] At: 09:16 14 December 2009
j =1
j =1
j =1
(2)
3.2. Restricted Adjustment Space (COA (F)): The failure
space F is mapped into the Cad j -Space to determine
the coordinates of X̄ for which there is overlap of
A with F:
COA (F) ≡ {x̄ ∈ Rm |(A)x̄ ∩ F = Ø}.
(3)
Based on the above-defined spaces, the functional
capability space, FC-Space, potential capability index F Ĉ p and optimum process adjustment can be
described as follows (illustrated in Fig. 6):
1. Functional capability space (FC-Space): FC-Space is defined as the subset of the Cad j -Space for which there is
no overlap between the failure and process space (F and
A), i.e., {x ∈ Rm |(A)x ∩ F = Ø}. The FC-Space can be
obtained by the Boolean subtraction of CO A(F) from
Cad j -Space:
FC − Space =
{x ∈ Rm |(A)x ∩ F = Ø}. (4)
2. Potential capability index F Ĉ p : This capability index determines the ratio of process dispersion (variation) to
the available tolerance space. The FC-Space determines
the region in the adjustment space that can be used by
the process mean location. This considers both the process dispersion (A) and the failure regions (F). The F Ĉ p
Fig. 6. Illustration of FC-space and COA (F).
index is defined as the volume of the FC-Space corresponding to a 99.73% confidence region; a higher volume indicates better process capability and vice-versa:
F Ĉ p = vol (FC − Space99/73% ).
3. Optimum Process Adjustment: Based on the identified
FC-Space boundaries the next step involves identifying
the functional nominal which is the optimum position
of the mean so as to minimize the process fallout. The
location of the current mean with respect to the functional nominal X̄f determines the functional capability
index FC pk, which is explained below.
3.1. Determination of functional nominal ( X̄f ): The functional nominal corresponds to the position of
the process mean with the lowest possible fallout rate. The functional nominal corresponds to
the optimum process adjustment achieved only
by mean adjustment, i.e., shift of the process
mean without changing the variance or other
distribution characteristics. This involves determining the location of A such that: (i) A ∩
F = Ø, i.e., COA (F) = Ø; and (ii) maximizing
the minimum distance of X̄ to the FC-Space
boundaries.
3.2. Functional capability index (FC pk): The distance of
the current process mean to the functional nominal
determines the mean location index FC pk.
The outline of the proposed approach is shown in Fig. 7.
2. Generation of process space (A)
This section focuses on determining a kernel estimate of
the unknown population p.d.f. f . The confidence intervals obtained from the analysis are shown in Fig. 8. The
methodology for estimating f is based on Polansky (2001)
and consists of the following steps.
Step 1. Select a kernel function K to estimate the p.d.f. fˆ
of a given measurement sample
Step 2. Estimate the optimum bandwidth matrix (H) that
minimizes the mean square error between the estimated fallout rate and the actual fallout rate for
the sample data.
Step 3. Determine of the confidence intervals based on the
estimated p.d.f. fˆ .
The p.d.f. of the measurements fˆ is estimated based on
n random samples with measurements X1 , X2 , . . . , Xn .
Each sample measurement Xi consists of m measurements
Xi = [Xi 1 , . . . , Xi m ].
The kernel function used in the analysis is the multivariate Epanechnikov kernel based on Wand and Jones (1995)
and Polansky (2001), who suggest that Epanechnikov kernels are generally optimal.
Downloaded By: [University of Warwick] At: 09:16 14 December 2009
100
Mannar and Ceglarek
Fig. 7. Outline of the proposed methodology.
The bandwidth matrix H is a symmetric positive definite d × d matrix and defines kernel function K H (x) =
|H|−1/2 K(H−1/2 x). The d-variate kernel-density estimate of
f is given by
fˆ (x; H) = n −1
n
KH (x − Xi ) for all x ∈ Rm .
(5)
i =1
The kernel-based estimate of process fallout p̂(H) is given
by (Polansky, 2001):
p̂(H) = 1 −
f̂ (x; H)d x −
f̂ (x; H)d x
FR
= 1 − n −1
Fig. 8. KDE confidence regions and failure regions.
+
n n i =1 TFR
TFR
KH (x − Xi )d x
i =1 FR
KH (x − Xi )d x.
(6)
Process capability, process adjustment, quality
101
The Mean Squared Error (MSE) of the above estimator is
computed by
MSE[ p̂(H)] = E[ p̂(H) − p]2 .
(7)
The estimation of the optimal bandwidth using Equation
(7) is done using the bootstrap-based approach suggested
by Polansky (2001).
Based on the above mentioned procedure we estimate the
p.d.f. fˆ which is used to determine various confidence intervals of interest (for example, 99.73% confidence interval
corresponding to six-sigma variation). Figure 8 shows an
example of the KDE-based confidence regions.
Downloaded By: [University of Warwick] At: 09:16 14 December 2009
3. Functional process capability space (FC-Space)
This section focuses on the determination of FC-Space and
process capability F Ĉ p index.
The different KDE confidence regions generated are
approximated by the minimum convex polyhedron that
completely surrounds each of these confidence regions. A
separate analysis is conducted for each confidence region
to determine the FC-Space corresponding to the different
confidence regions required. For example, if a 99.73% confidence region is used then the FC-Space corresponding to
this region is obtained.
In general, failure space F can consist of multiple failure
regions: kW defined as number of in-specs failure regions
Fin-spec and kT defined as number of out-of-specs failure
regions Fout-of -spec as shown in Equation (8):
F=
Fin−spec +
j =1
kT
Fout-of -spec .
(−A) ⊕ F j = {x + y|x ∈ (−A), y ∈ F j }.
(12)
The calculation is performed based on the algorithm proposed by Lozano-Perez (1980) which firsts converts any set
A into a convex polygon denoted by Conv(.) and vert(.)
denotes the vertices of the convex polygon generated for F
and A. Lozano-Perez (1980) shows that if A and F j are convex then COA (F j ) is convex and COA (F j ) can be calculated
using Equations (13) and (14):
COA (F j ) = conv(vert(F j ) − vert((A)x̄0 )).
COA (F j ) = F j ⊕ (−(A)x̄0 ).
(13)
(14)
3.2. Determination of FC-Space and capability index F Ĉ p
3.1. Determination of the restricted adjustment space
C OA (F)
kW
V, V is the set of all vertices of A. The calculation of
COA (F j ) involves the sum of F j and −(A)x̄0 which is performed by using the Minkowski sum defined as follows:
(8)
Based on Equation (14) individual COA (F j ) are calculated
to determine COA (F) which is then used to calculate the
FC-Space as:
FC − Space = Cad j Space − COA (F).
(15)
The generated FC-Space is a polygon since it is formed
by the combination of Cad j -Space and COA (F) which are
represented as polygons.
Finally, the volume of the FC-Space corresponding to
99.73% confidence region defines the current process capability, F Ĉ p = vol(FC − Space99/73% ). Figure 9 shows the
FC-Space corresponding to 99.73% confidence region. A
series of FC-Spaces can be generated for different confidence regions as shown in Fig. 10.
j=1
CO A(F) consists of coordinates x̄ in the Cad j -Space wherein
(A)x̄ ∩ Bi = Ø∀Fi ∈ F
COA (Fi ) = {x̄ ∈ Cad j − Space|(A)x̄ ∩ Fi = Ø}.
COA (F) =
KF +KT
∪
j =1
COA (F j ).
(9)
(10)
If c is a given location of A defined by the mean location x̄c ,
then (A)x̄c = x̄c ⊕ (A)x̄0 . The operation ⊕, between any
two objects A and B is defined as
A ⊕ B = {a + b|a ∈ A, b ∈ B} and A B
= A ⊕ (−B), (−B) = {−b|b ∈ B}.
The operations of ⊕ and can be used to identify restricted
adjustment space COA (F j ) as shown in Equation (11):
COA (F j ) = F j (A)x̄0 .
(11)
The equation COA (F j ) = F j (A)x̄0 is equivalent to
COA (F j ) = F j ⊕ (−(A)x̄0 ), where −(A)x̄0 = x̄0 − ai ∀ai ∈
Fig. 9. FC-Space for 99.73% confidence interval corresponding
to MC pm ≥ 1.
102
Mannar and Ceglarek
Downloaded By: [University of Warwick] At: 09:16 14 December 2009
of the point (functional nominal) to the boundaries of FCSpace. This can be considered as part of a max-min location problem (Dasarthy and White, 1980). They show maxmin location problems as to be a non-convex programming
problem with several local optima. Also, as suggested by
Rademacher (2007) an efficient deterministic algorithms to
exactly compute the centroid of a convex body does not exist. Therefore, we adopt a heuristic approach with a “good”
initial estimate of the center of the convex polyhedron and
improve this estimate through local improvement.
Hence, we adopt a two-step approach:
Fig. 10. FC-Space for different confidence interval regions.
4. Process adjustment
4.1. Determination of functional nominal ( X̄ f )
The location of the process mean with respect to the FCSpace can be used to determine the functional nominal X̄f
which is the optimum location of the X̄ with least amount
of overlap between process A and the failure regions. This is
determined based on maximizing the minimum distance of
X̄ with the boundaries of FC-Space. In mean adjustment we
use the boundaries of FC-Space corresponding to a 99.73%
confidence interval to determine the location of X̄ which
maximizes the minimum distance of X̄ from the edges of
the FC-Space.
Let FC-Space (corresponding to a 99.73% process representation) consist of p edges denoted by e j , j = 1, . . . , p,
and let x̄0 be the current coordinate of the mean. For
the sake of simplicity we assume that the mean is adjusted to be on the boundary or inside the FC-Space, i.e.,
x̄0 ∈ FC − Space. For each edge e j let u j,x̄0 be the normal
to e j from the coordinate x̄0 . The orthogonal distance of
x̄0 to each edge (boundary) of FC-Space is therefore given
by |u j,x̄0 |, j = 1 , . . . , p. The optimum position of X̄ which
is the functional nominal, noted as x̄cp ∈ FC − Space, is
obtained by minimizing the maximum distance |u j,x̄k | over
all edges j = 1,. . . , p, that is
Step 1. The initial solution is defined by the Chebyshev
center, which is the center of the largest inscribed
sphere for the convex polygon representing the FCSpace computed via linear programming based on
Section 4.3.1 of Boyd and Vandenberghe (2004).
Step 2. Next a heuristic (genetic algorithm)-based approach is used to determine if an improved estimate
exists which maximizes the minimum distance of
the edges of the FC-Space while within the convex
polygon defining the FC-Space. The fitness function for the Genetic Algorithm (GA) is therefore,
defined by minimizing Equation (17). The GAbased approach is based on the stopping criteria
of iterations = 100 × number of model variables
used in Matlab Direct Search Toolbox.
An illustration of the optimum location satisfying Equation
(16) is provided in Fig. 11.
4.2. Determination of functional capability index (FC pk)
The mean location index determines the location of the
current process mean x̄ to the optimum mean location
Xf = min(|u j,x̄cp |), ∀ j = 1, . . . , p ≥ min(|u j,x̄k |)
(16)
∀ j = 1, . . . , p, ∀x̄k ∈ FC − Space.
This can be achieved by representing it as an optimization
problem as shown in Equation (17):
(x̄k) = max(min(|u j,x̄cp |)),
∀ j = 1, . . . ,p, ∀x̄k ∈ FC − Space.
(17)
The basic objective of Equation (16) is to determine a
point within FC-Space, which will maximize the distance
Fig. 11. Optimum location of mean based on 99.73% C p -Space.
Process capability, process adjustment, quality
103
Table 1. Comparison of traditional and functional capability
analysis
Interpretation
Traditional
capability
analysis
Aggregated capability
MC pm
index
Dispersion capability
Ĉ p
index
Optimum mean location Design
calculation
nominal
1
Process mean location
D̂
index
Functional capability
analysis
FC-Space
Fc p = vol(Fc99.73% )
Functional nominal
FC pk
Distance of process mean
to optimum position
Downloaded By: [University of Warwick] At: 09:16 14 December 2009
Fig. 12. Traditional capability index calculation.
determined by the functional nominal X̄f :
FC pk = dist(x̄, X̄f ).
(18)
5. Relationship of FC-Space to the multivariate
capability index
In this section, we compare the functional capability indices as proposed in this paper to traditional multivariate
capability indices.
In the past few years, researchers have developed several
multivariate capability indices (Cheng, 1991; Taam et al.,
1993; Shariari et al., 1995). A comparison conducted by
Wang et al. (2000) indicate that these capability indices
share a close relationship in calculation and interpretation.
Therefore, for consistency we select definitions proposed
by Taam et al. (1993) to illustrate the relationships between
functional and traditional capability indices.
Table 1 shows the comparison of the traditional capability analysis with the proposed functional capability analysis
based on the FC-Space.
5.1. Traditional capability analysis
The multivariate capability index, MC pm , is defined as follows (Taam et al., 1993):
ˆ pm = Ĉ p .
MC
(19)
D̂
The index can be decomposed into two segments based on
the numerator and denominator.
1. Dispersion capability index Ĉ p : Calculation of Ĉ p is
based on the ratio of the tolerance volume to the process dispersion volume. The calculation is performed
after modification of either the tolerance region or process region to have the same general geometric shape,
i.e., for the case of a normality assumption, either the
tolerance is modified to have an elliptical shape as the
process confidence region, or the process confidence region is modified to be rectangular. Figure 12 illustrates
the modification of tolerance region into elliptical shape
for Ĉ p calculation:
Ĉ p =
vol (Tolerance region)
.
vol (esimated 99.73% process region)
(20)
2. Process mean capability index 1/ D̂: The distance of the
process mean to the design nominal, D̂, can be calculated
as
1/2
n
D̂ = 1 +
( X̄ − µ0 ) S−1 ( X̄ − µ0 )
(21)
n−1
Values of 0 < 1/ D̂ < 1 measure the closeness of the design nominal X̄d to sample mean. The maximum value
of 1/ D̂ = 1 is achieved when the process is centered at
the design nominal X̄d , then the M̂CPM = Ĉ P .
The calculations of the MC pm assume that the design
nominal is the “ideal” process location. However, the current process capability indices do not consider the in-specs
failure region(s) which could result in higher errors when
approximating the same geometric shape.
5.2. Functional capability analysis
The proposed functional capability analysis generalizes the
currently used capability index MC pm by incorporating inspecs failure regions and non-parametric estimates for confidence regions.
Corresponding to the MC pm index we can use the boundaries generated by FC-Space to determine the overall process capability. In traditional capability analysis a value
of MC pm = 1 signifies that 99.73% of the process values
lie within the tolerance region, providing a process fallout
rate of 0.27%. In the functional capability this process fallout rate is guaranteed by the 99.73% boundary for the
104
Mannar and Ceglarek
Downloaded By: [University of Warwick] At: 09:16 14 December 2009
tolerance region and interior fault regions and thus,
MC pm > FC p .
The two parts of the traditional process capability index MC pm , the numerator and denominator in Equation
(19), have a close relationship with the functional capability
indices and can be described as follows:
1. Dispersion functional capability index FC p : The process
functional capability index Fc p = vol(Fc99.73% ) represents the 99.73% volume of the FC-Space. This volume
takes into account the shape and location of the inspecs failure regions, tolerance boundaries and process
spread determined by KDE confidence region. Higher
values for FC p denote a smaller process spread compared to the available tolerance volume, which is similar
to traditional Ĉ p .
However, traditional Ĉ p calculation is based on the
approximation of the process region and tolerance window, which is understood to have the same geometric
shape and thus results in larger errors in the case of
in-specs failure regions and non-parametric confidence
regions.
2. Actual functional capability index (FC pk): Since the location of process mean depends on in-specs failure regions and the KDE confidence region, the functional
nominal is different from the design nominal. Section
4 discusses the determination of the functional nominal. The distance of the optimum functional nominal
from the current mean determines the FCpk which is a
measure of process actual capability index.
6. Case study
The presented methodology of capability adjustment using
FC-Space to monitor manufacturing measurements with
in-specs failure regions is illustrated using an industrial case
study from cell phone manufacturing. The case study analyzes warranty failures of a high-end consumer cell-phone
model from the iDEN phone family introduced in 200l.
Mannar and Ceglarek (2006) identify two critical manufac-
Fig. 13. Scatter plot (869 samples).
Fig. 14. KDE-based confidence regions.
turing measurements related to the failure and one in-specs
fault region.
The analysis is performed using sample of 869 products.
Based on the design tolerances, measurement data and
identified in-specs failure region, we apply the proposed
methodology to determine: (i) the FC-Space corresponding to different confidence intervals; and (ii) the functional
nominal X̄f based on a 99.73% FC-Space.
6.1. Determination of process space A
The process space A is calculated using manufacturing
measurement data. The scatter plot of the measurements
and the corresponding KDE-based confidence regions are
shown in Figs 13 and 14, respectively. The optimal bandwidth values of H for the bivariate data were calculated
based on minimizing the MSE error between the actual
process fallout and estimated process fallout using the p.d.f.
fˆ. The optimal bandwidth values of H = 3.2 for Var1, and
H = 1.156 for Var2.
Fig. 15. Determination of FC-Space.
Process capability, process adjustment, quality
Downloaded By: [University of Warwick] At: 09:16 14 December 2009
Fig. 16. Optimum mean adjustment.
105
process mean to determine regions, that ensure a required
process capability.
The process space consists of confidence regions that are
generated using KDE-based non-parametric estimation of
the distribution of the measurements. A series of FC-Spaces
is generated corresponding to varying confidence intervals
which can be used to determine current process capability.
Based on the FC-Space99.73% generated for 99.73% confidence interval we estimate the potential functional capability
index FC p .
In addition, we determined the optimum process location
defined as the functional nominal which ensures the lowest
process overlap with corresponding tolerance and failure
regions; and actual functional capability index FC pk.
The relationship between functional capability and traditional multivariate process capability is discussed. The proposed methodology is illustrated using a case study from
cell-phone manufacturing.
6.2. Determination of FC-Space
The FC-Space was calculated following the approach described in Section 3. The FC-Space corresponding to the
99.73% confidence region is shown in Fig. 15. Figure 16
shows the FC-Space obtained for varying confidence intervals. Figure 16 also shows the design nominal X̄d = (12.5,
154.5) and the obtained functional nominal X̄f = (10.08,
124.95).
The case study also illustrates the importance of identifying the minimum subset of manufacturing parameters
related to the failure (Mannar and Ceglarek, 2006). This
is important since the proposed methodology is based on
KDE-based process representation and Minkowski sum–
based determination of FC-Space, which are computationally expensive and have estimation bias in higher dimensions. The current state of the art in calculation of the
Minkowski sum for FC-Space calculation (Varadhan and
Manocha, 2006) and KDE estimation (Scott and Sain,
2004) can handle at least three dimensions.
7. Conclusions and future work
This paper focuses on functional process capability analysis and mean adjustment for processes that have in-specs
(within tolerance) failure identified during manufacturing or field phase of the Product Life-cycle Management
(PLM). The consideration of in-specs failures is of critical
importance in integrating design, manufacturing and service engineering in the product PLM paradigm. Current
process capability and adjustment methods lead to incorrect results in the presence of in-specs failure regions.
In order to address this problem, we presented a generic
methodology to handle multiple in-specs failure regions
within the DPs or PVs tolerances (in-specs). The proposed
FC-Space methodology maps the in-specs failure regions
and design tolerance space into the adjustment space of the
Acknowledgements
The authors acknowledge the financial support provided by
a UK STAR Award EP/E044506/1 and Motorola Corp.
The authors would like to acknowledge Ashutosh Katiyar,
ZS Associates, Princeton, NJ, for his initial work on the
paper as well as Dr. Feng Niu and Bassam Bafaraj, Motorola for their discussions related to the warranty issues in
electronic manufacturing.
References
Boyd, S.P. and Vandenberghe, L. (2004) Convex Optimization, Cambridge
University Press, Cambridge, UK.
Ceglarek, D., Huang, W., Zhou, S., Ding, Y., Kumar, R. and Zhou
Y. (2004) Time-based competition in manufacturing: stream-ofvariation analysis (SOVA) methodology-review. International Journal of Flexible Manufacturing Systems, 16(1), 11–44.
Ceglarek, D. and Shi, J. (1995) Dimensional variation reduction
for automotive body assembly. Manufacturing Review, 8(2),
139–154.
Chakraborti, S., Van der Laan, P. and Bakir, S.T. (2001) Nonparametric
control charts: an overview and some results. Journal of Quality
Technology, 3, 304–315.
Chen, H. (1994) A multivariate process capability index over a rectangular
solid zone. Statistica Sinica, 4, 749–758.
Chen, Y., Ding, Y., Jin, J. and Ceglarek, D. (2006) Integration of tolerance
and maintenance design for multi-station manufacturing processes.
IEEE Transactions on Automation Science and Engineering, 3(4),
440–453.
Cheng, S.W., Chang, L.K. and Spiring, F.A. (1991) A multivariate measure of process capability cpm. International Journal of Modeling
and Simulation, 11, 1–6.
Dasarathy, B. and White, L.J. (1980) A maximin location problem. Operations Research, 28(6), 1385–1401.
Ding, Y., Ceglarek, D. and Shi, J. (2002a) Design evaluation of
multi-station assembly processes by using state space approach.
Transactions of ASME, Journal of Mechanical Design, 124(3),
408–418.
Downloaded By: [University of Warwick] At: 09:16 14 December 2009
106
Ding, Y., Ceglarek, D. and Shi, J. (2002b) Fault diagnosis of multistage
manufacturing processes by using state space approach. Transactions of ASME, Journal of Manufacturing Science and Engineering,
124(2), 313–322.
Ding, Y., Jin, J., Ceglarek, D. and Shi, J. (2005) Process-oriented tolerancing for multi-station assembly systems. IIE Transactions on Design
and Manufacturing, 37(6), 493–508.
Droogenbroeck, M.V. and Buckley, M. (2005) Morphological erosions
and openings: fast algorithms based on anchors. Journal of Mathematical Imaging and Vision, 22(2–3), 121–142.
Foster, E.J., Barton, R.R., Gautam, N., Truss, L.T. and Tew, J.D. (2005)
The process-oriented multivariate capability index. International
Journal of Production Research, 43(10), 2135–2148.
Hawkins, D.M. (1991) Multivariate quality control based on regressionadjusted variables. Technometrics, 33, 61–75.
Khan, A. and Ceglarek, D. (2000) Sensor optimization for fault diagnosis
in multi-fixture assembly systems with distributed sensing. Transactions of ASME, Journal of Manufacturing Science and Engineering,
122(1), 215–226.
Lozano-Perez, T. (1980) Spatial planning: a configuration space approach. AI Memo 605, Artificial Intelligence Laboratory, Massachusetts Institute of Technology, Cambridge, MA.
Mannar, K. and Ceglarek, D. (2006) Fault region localization: product
and process improvement based on field performance and manufacturing measurements. IEEE Transactions on Automation Science
and Engineering, 3(4), 423–439.
Mason, R.L. and Young, J.C. (2001) Implementing multivariate statistical
process control using Hotelling’s T2 statistic. Quality Progress, 34(4),
71–73.
Matheron, G. and Serra, J. (1988) Image Analysis and Mathematical Morphology Volume 2: Theoretical Advances, Academic Press, London.
Montgomery, D.C. (2005) Introduction to Statistical Quality Control, fifth
edition, Wiley, New York, NY.
Polansky, A.M. (2001) A smooth nonparametric approach to multivariate process capability. Technometrics, 43(2), 199–211.
Polansky, A.M. (2005) A general framework for constructing control
charts. Quality and Reliability Engineering International, 21(6), 633–
653.
Rademacher, L.A. (2007) Approximating centroid is hard, in Proceedings
of 23rd Annual Symposium on Computational Geometry, pp. 302–
305.
Scott, D.W. (1992) Multivariate Density Estimation: Theory, Practice and
Visualization, Wiley, New York, NY.
Scott, D.W. and Sain, S.R. (2005) Multi-dimensional density estimation,
in Handbook of Statistics, Data Mining and Computational Statistics,
Rao, C.R. and Wegman, E.J. (eds), Elsevier, Amsterdam, pp. 229–
261.
Shahriari, H., Hubele, N.F. and Lawrence, F.P. (1995) A multivariate
process capability vector, in Proceedings of the Fourth Industrial
Engineering Research Conference, pp. 304–309.
Shiu, B.W., Apley, D., Ceglarek, D. and Shi, J. (2003) Tolerance allocation
for sheet metal assembly using beam-based model. IIE Transactions
on, Design and Manufacturing, 35(4), 329–342.
Silverman, B.W. (1986) Density Estimation for Statistics and Data Analysis, Chapman & Hall, London, UK.
Skinner, K.R., Montgomery, D.C., Runger, G.C., Fowler, J.W.,
McCarville, D.R., Rhoads, T.R. and Stanley, J.D. (2002) Multivariate statistical methods for modeling and analysis of wafer probe
test data. IEEE Transaction on Semiconductor Manufacturing, 15(4),
523–530.
Sun, R.X. and Tsung, F. (2003) A kernel-distance-based multivariate
control chart using support vector methods. International Journal
of Production Research, 41(13), 2975–2989.
Taam, W., Subbaiah, P. and Liddy, J.W. (1993) A note on multivariate
capability indices. Journal of Applied Statistics, 20(3), 339–351.
Mannar and Ceglarek
Takata, S., Kimura, F., Van Houten F.J.A.M., Westkamper, E., Shpitalni, M., Ceglarek D. and Lee, J. (2004) Maintenance: changing
role in life cycle management. Annals of the CIRP, 53(2), 643–
655.
Varadhan, G. and Manocha, D. (2006) Accurate Minkowski sum approximation of polyhedral models. Graphical Models, 68(4), 343–355.
Wand, M.P. and Jones M.C. (1995a) Kernel Smoothing, Chapman and
Hall, London, UK.
Wand, M.P. and Jones, M.C. (1995b) Multivariate plug-in bandwidth
selection. Computational Statistics, 9, 97–116.
Wang, F.K., Hubele, N.F., Lawrence, F.P., Miskulin, J.D. and Shahriari, H. (2000) Comparison of three multivariate process capability
indices. Journal of Quality Technology, 32(3), 263–275.
Zhou, S., Ding, Y., Chen, Y. and Shi, J. (2003) Diagnosability study of
multistage manufacturing processes based on linear mixed-effects
models. Technometrics, 45(4), 312–325.
Biographies
Kamal Mannar received his B.Tech. degree in Mechanical Engineering
from the National Institute of Technology Karnataka, India in 2001,
an M.S. degree in Manufacturing Systems Engineering from the University of Wisconsin–Madison in 2005 and a Ph.D. degree in Industrial
and Systems Engineering from the University of Wisconsin-Madison
in 2006. He is currently working as a Knowledge Engine Development
Leader of Global Services Technology, General Electric Health Care,
Pewaukee, Wisconsin. His research interests include methodologies for
diagnosis and prediction of warranty and field failures, remote diagnosis
and prediction for health care equipment and use of field performance as
feedback to design and manufacturing to improve product robustness.
Dariusz (Darek) Ceglarek received his Ph.D. degree in Mechanical Engineering from the University of Michigan–Ann Arbor in 1994. He was
on the research faculty at the University of Michigan-Ann Arbor from
1995 to 2000. In 2000, he accepted an appointment at the University of
Wisconsin–Madison as an Assistant Professor in the Department of Industrial and Systems Engineering where he rose to the ranks of Associate
Professor and Professor in 2003 and 2005, respectively. Since 2006 he is
Professor and EPSRC Research Chair at the University of Warwick, UK.
He is a Fellow of CIRP. He served as Chair of the Quality, Statistics and
Reliability Section of the Institute of Operations Research and Management Sciences (INFORMS); Program Chair for the American Society
of Mechanical Engineers (ASME) Design-for-Manufacturing Life Cycle
(DFMLC) Conferences, Associate Editor of IEEE Transactions (TASE)
and Associate Editor of ASME Transactions, Journal of Manufacturing
Science and Engineering. His research focuses on product life cycle modeling and analysis with emphasis on production and healthcare systems
convertibility, scalability and 6-sigma quality and root cause analysis during design, manufacturing and service phases. He has published widely
in his research areas with more than 60 papers in leading journals. Two
of his paper received Best Paper Awards from the ASME Manufacturing
Engineering Division and ASME Design Engineering Division. He has
received numerous awards including in 2007 a UK EPSRC STAR Award
(granted to an “exceptional senior faculty, recognised international leader
in his/her research field”), US National Science Foundation (NSF) 2003
CAREER Award (NSF’s “most prestigious awards in support of junior
faculty who exemplify the role of teacher-scholars through outstanding
research, excellent education and the integration of education and research”); 1999 Outstanding Research Scientist Award from the College
of Engineering at the University of Michigan; the 1998 Dell K. Allen Outstanding Young Manufacturing Engineer of the Year Award from the Society of Manufacturing Engineers (SME). More information is posted at:
http://digital.warwick.ac.uk/Digital-Product-Lifecycle-Management.