METRIC DOD-G-24508A(NAVY) AMENDMENT 4 23 September 1998
advertisement
 AMENDMENT 4 23 September 1998")
METRIC
DOD-G-24508A(NAVY)
AMENDMENT 4
23 September 1998
SUPERSEDING
AMENDMENT 3
12 March 1987
MILITARY SPECIFICATION
GREASE, HIGH PERFORMANCE, MULTIPURPOSE
(METRIC)
This amendment forms a part of DOD-G-24508A(NAVY), dated 6 May 1977,
and is approved for use within the Naval Sea Systems Command, Department of
the Navy and is available for use by all Departments and Agencies of the
Department of Defense.
PAGE 1
2.1.2:
Add as new paragraph:
“2.1.2 Other Government document. The following other Government
document forms a part of this document to the extent specified herein. Unless
otherwise specified, the issue shall be the one in effect on the date of the
solicitation.
DEPARTMENT OF LABOR
Code of Federal Regulations, Title 29, Part 1910,
Section 1200 - Hazard Communications Standard.
(Application for copies should be addressed to the Superintendent of
Documents, Government Printing Office, Washington, DC 20402.)
At bottom of page: Delete and substitute beneficial comments statement.
“Beneficial comments (recommendations, additions, deletions) and any pertinent
data which may be of use in improving this document should be addressed to:
Commander, Naval Sea Systems Command, SEA 03R42, 2531 Jefferson Davis Hwy.,
Arlington, VA 22242-5160 by using the Standardization Document Improvement
Proposal (DD Form 1426) appearing at the end of this document or by letter.”
PAGE 2
3.1, line 1:
Delete “Grease” and substitute “The grease”.
3.2: Add as last sentence: “This grease shall be of such material as
to not require additional container labeling in accordance with CFR, Title 29,
Part 1910, Section 1200.”
AMSC N/A
DISTRIBUTION STATEMENT A.
FSC 9150
Approved for public release; distribution is unlimited.
1 of 12
DOD-G-24508A(NAVY)
AMENDMENT 4
∗
3.2.1:
Add as new paragraph:
“3.2.1 Toxic chemicals, hazardous substances, and ozone depleting
substances (ODSs). The multipurpose grease shall have no adverse effect on
the health of personnel when used for its intended purpose. The as to be an
annoyance to personnel during its intended use.
The use of any toxic
chemical, hazardous material or ozone depleting chemical shall be avoided. To
the greatest extent possible, requirements for replacement chemicals shall be
stated in terms of performance rather than specifying any chemical or
substance and shall comply with local, state and federal regulations (see 6.2
and 6.9).
∗
∗
3.2.1.1 Off-gas. The material shall be usable onboard ship or
submarine. Materials considered for submarine use shall be approved in
accordance with the requirements of 4.7.
3.2.2:
Delete in its entirety.
PAGE 3
3.14:
Delete and substitute:
“3.14 Load wear index. The load wear index of the grease shall be not
less than 30 kilograms when tested as specified in 4.5.1.”
3.19
Delete and substitute:
“3.19 Performance life. The grease shall lubricate a size 315 radial
o
o
ball bearing satisfactorily at 149 C (300 F) when tested as specified in
4.5.2.1 and compared with Navy Reference Grease Z-1.
3.20:
“3.20
when tested
temperature
temperature
temperature
gram.”
Delete and substitute:
Bearing temperature life rise and grease leakage. The grease,
as specified in 4.5.2.2, shall not show a maximum test bearing
o
o
rise greater then 56 C (100 F) nor a steady-state bearing
o
o
rise greater than 14 C (25 F) average and no single steady-state
o
o
rise greater than 17 C (30 F), nor grease leakage greater than 0.1
3.25.1, line 1:
Delete “4.5.1” and substitute “4.5.4.”
3.25.2, line 1:
Delete “4.5.4” and substitute “4.5.1”.
PAGE 5
Table I, under “TEST” column:
substitute “oxidation tester”.
Delete “oxidation and tester” and
PAGES 5, 6 and 7
4.5.2.1.1 through 4.5.2.1.4.1.4:
Delete and substitute the following:
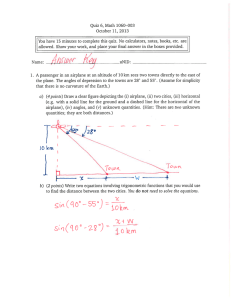
“4.5.2.1.1 Apparatus. The apparatus shall be as shown on figure 1 and
shall consist of the following:
2
DOD-G-24508A(NAVY)
AMENDMENT 4
(a)
(b)
(c)
(d)
(e)
(f)
(g)
(h)
(i)
∗
“4.5.2.1.2
Test spindle supported in a cast iron housing by two
auxiliary bearings.
A 1 hp motor drives the test spindle by means of a flat
2 inch wide belt to give the spindle a speed of 3600 + 50
revolutions per minute (r/min).
Electrically heated oven with a temperature controller
capable of maintaining the temperature of the test bearing
o
o
within plus or minus 1.7 C (plus or minus 3 F) of the chosen
temperature. The oven shall have two separate heaters. One
heater operates continuosly; it is connected to a manually
set variable voltage transformer for providing any voltage
from 0 to 100 percent of line voltage to this heater. The
second heater is connected in series with the temperature
controller thus giving intermittent heating with this
heater.
Test bearing; single row, radial, deep grove, single
shielded, with pressed steel retainer, size 315, NT3, in
accordance with MIL-B-17931, heat stabilized to 149oC
o
(300 F), enclosed in a housing and mounted on a vertical
test spindle. A radial load of 685.0 newtons (N) (1540
pounds) is applied to the bearing by a spring mounted
outside the oven. Details of the bearing housing and its
cover shall be as shown on figures 2a and 2b.
Temperature controller (for heater actuation) maintaining
a plus or minus 1.7oC (3oF) of set temperature.
Temperature recorder; to record outer race temperature of
test bearing in each test unit.
Grease gun, hand held, screw type with an applicator tube
having a 3/32 inch minimum inside diameter.
Ultrasonic cleaner with heater for cleaning test bearing.
Balance, top loading, 4000 gram capacity, plus or minus
0.05 gram accuracy.
Cleaning material.
Delete and substitute:
“4.5.2.1.2 Cleaning material. Electron Solvent (NSN 6850-01-375-5553
[6-gallon pail], NSN 6850-01-375-5554 [1-gallon can]) or equivalent aliphatic
hydrocarbon terpene mixture.”
4.5.2.1.3 Preparation. For pregreased test bearings, remove grease
from bearing using narrow blade nonmetallic spatula. All test bearings are
then cleaned as follows. The test bearing is placed in an ultrasonic cleaner
and covered with electron solvent. The solvent shall be used at room
temperature, since heating the solvent may cause the terpene to become
unstable. Manually remove stubborn deposits or clumps of grease with a clean
brush having short, soft bristles. The bearing is inspected periodically.
When the visible face of the bearing is clean rotate bearing slightly. Dip
the bearing in a container filled with clean solvent and then place the
bearing on a clean dry surface until the residual solvent has evaporated. The
bearing is weighed. Grease is injected to the bearing using the grease gun
until 31 + 0.1 grams of grease having a specific gravity of 0.9 are uniformily
distributed throughout the bearing. Grease packs for greases with specific
gravity other than 0.9 is as follows:
Grease pack (gram) = 31 x (specific gravity of grease)
0.9
Grease shall not extend beyond the face of the races.
shall then be installed in the bearing.
3
The bearing shield
DOD-G-24508A(NAVY)
AMENDMENT 4
“4.5.2.1.4 The bearing shall be placed in the housing and then
installed on test spindle so that the bearing shield will be in the down
position (see figure 1). Thermocouple wires shall be inserted in the threaded
holes provided in the housings so that they are in contact with the bearing
outer-ring. The radial load shall then be applied.
“4.5.2.1.5 Procedure. The driving motor shall be started and the
bearing operated for 24 hours without heat. Maximum temperature rise over
ambient, and temperature rise over ambient at the end of 24 hours shall be
noted. Heat shall then be applied to bring the bearing to the specified
o
o
temperature of 149 + 3 C (300 + 5 F) within 1-1/2 hours. The oven heat shall
be provided principally by the variable voltage heater with the temperature
controller heater acting as a trimming device to maintain the desired test
bearing temperature. After 2 hours adjusted so that the heater connected to
the temperature controller operates on a cycle of approximately 10 to 25
percent “on” time and 75 to 90 percent “off” time. Thereafter no changes in
heater control settings shall be made except for minor adjustments for
ambient, voltage changes, and so forth. Test operation shall be cyclic with 6
days (144 hours) running followed by one day (24 hours) shut-down. This
operating cycle shall be continued until lubrication failure occurs. During
each shut-down, the outside of the bearing housing and oven shall be inspected
for grease leakage. Lubrication failure shall be considered to have occurred
when any of the following conditions prevail:
(a)
(b)
(c)
(d)
(e)
Tripping of motor thermal cut-out switch indicating that
frictional torque has increased sufficiently to over-load
the motor.
Locking of test bearing or belt slippage (when belt
tension is not a factor) on restart or during test run.
Excessive leakage. Leakage is excessive if grease or
separated oil is slung from the bearing or housing.
Temperature excursion in excess of 176.7oC (350oF) for
more than 24 hours.
Audible abnormal noise (such as squealing) or vibration
while running or perceptible roughness when turning the
test bearing by hand.
Once any of these conditions are met, the tester is secured and total running
time is recorded. The test shall be conducted on six test bearings. A
Weibull plot of the results shall be used to determine the median (50 percent)
life. The grease shall be reported as passing if the median life equals or
exceeds that obtained in a like test using Navy Reference Grease Z-1.
Information on Navy Reference Grease Z-1 shall be no more than 6 months old,
otherwise it is to be run at the same time as the candidate grease.”
PAGES 6 and 7
Delete footnotes 1, 2 and 3.
PAGES 7 and 8
4.5.2.2 through 4.5.2.2.4.2:
“4.5.2.2
“4.5.2.2.1
Delete and substitute:
Bearing temperature rise and grease leakage test.
Apparatus.
4
DOD-G-24508A(NAVY)
AMENDMENT 4
(a)
(b)
(c)
(d)
(e)
(f)
(g)
(h)
(i)
(j)
Vertical shaft single test bearing unit with hydraulic
loading cylinder for applying a 410 kg (900 pound) thrust
load as shown on figure 3. Details of the test bearing
spindle and housing are shown on figures 2a and 2b.
Test bearing: single row, radial, deep groove, single shield
with pressed steel retainer, size 315, grade NT3 conforming
to MIL-B-17931. A second separable shield or shield
manufactured locally shall be used with each bearing to
simulate a double shield bearing configuration in the test.
This is attached to the bearing housing above the test
bearing (see figure 3). The test bearing shall have a
thermocouple located so as to contact the bearing outer
diameter at mid-width.
Motor for driving test spindle, 2.2 kW (3 hp), 3550 + 50
r/min rated speed. The motor circuit shall incorporate a
motor over load breaker which will secure the test when
frictional torque has increased sufficiently to overload the
motor.
Removable enclosure around test stand with: (1) heaters
mounted below the level of the test bearing maintaining
35 + 3oC (95 + 5oF); (2) two fans, one mounted through the
wall of the enclosure to vent heat and one mounted inside
the enclosure to circulate the air within the enclosure for
uniform temperature distribution. The heater and vent fan
are wired to a temperature controller so that the heater
o
o
will operate at temperatures below 35 C (95 F) and the fan
o
o
will vent excess heat at temperatures above 35 C (95 F).
Temperature recorder; to record outer race temperature of the
test bearing and ambient (enclosure) temperature.
Hydraulic power source which with the hydraulic cylinder
shown on figure 3 will produce a thrust load of 410 kg
(900 pounds) on the test spindle.
A locally improvised transparent plastic collector basin
(with a center hole sufficient to clear the rotating shaft
and sides sufficiently high to touch the underside of the
mounting plate) shall be supported so as to collect any
grease dropping down or thrown outward from the bearing and
rotating shaft lower portion.
Grease gun, hand held, screw type with an applicator tube
having a 3/32 inch minimum inside diameter.
Ultrasonic cleaner with heater for cleaning test bearing.
Balance, top loading, 4000 gram capacity, plus or minus
0.05 gram accuracy.
“4.5.2.2.2 Cleaning materials. Electron solvent, (NSN 6850-01-375-5553
[6 gallon pail], NSN 6850-01-37-5554 [1 gallon can]) or equivalent aliphatic
hydrocarbon terpene mixture.”
“4.5.2.2.3 Preparation. For greased test bearings, remove grease from
bearing using narrow blade spatula. All test bearings are then cleaned as
follows: The test bearing is placed in an ultrasonic cleaner and covered with
electron solvent. The solvent shall be used at room temperature since heating
may cause the terpene to decompose. Manually remove stubborn deposits or
clumps of grease with a clean brush having short soft bristles. The bearing
is placed in the ultrasonic cleaner and covered with solvent. The bearing is
inspected occasionally. When thoroughly clean the bearing is removed from the
ultrasonic cleaner while it is operating. Dip the bearing in a container
filled with clean solvent and then place the bearing on a clean dry surface
5
DOD-G-24508A(NAVY)
AMENDMENT 4
until the residual solvent has evaporated. The bearing is weighted. Grease
is injected into the bearing using the grease gun until 47 + 0.1 grams of
grease are uniformly distributed throughout the bearing, based on grease with
a specific gravity of 0.9. Grease with different specific gravities,
calculate the grease pack using the following:
Grease pack (grams) = 47 x (specific gravity of grease)
0.9
Grease shall not extend beyond the face of the races. The bearing shield
shall then be installed in the bearing outer race. The bearings shall be
installed on the test spindle so the single shield which was in the bearing as
supplied is in the down most position in operation.
“4.5.2.2.4 Procedure. The temperature controller for ambient
temperature control is turned on. When the ambient (enclosure) temperature
o
o
reaches 35 C (95 F) as indicated by the temperature recorder, the circulating
fan is turned on. Twenty to 24 hours is allowed for the tester to come to
equilibrium temperature. A test load of 410 kg (900 pounds) shall be applied
by the load piston and the unit is started. The temperature inside the
o
o
enclosure is to be maintained at 35 + 3 C (95 + 5 F) throughout the test. The
test is operated continuously for 20 hours. At the end of the required time,
the unit is secured. Appearance of any grease deposited in the plastic
collector basin is visually noted with respect to oil separation or change in
grease consistency and recorded. Any grease leakage (and oil, if separation
occurred) is wiped from the shaft and form the interior of the plastic
collector basin and weighed. Sufficient disassembly of the apparatus shall be
made so grease adhering to exterior test bearing surfaces and adjacent tester
areas above and below the upper and lower shields can be collected and
weighed.
“4.5.2.2.4.1
Three test runs shall be made on each candidate grease.
“4.5.2.2.4.2 Criteria for evaluating the temperature rise and grease
leakage performance of the candidate grease shall be as follows:
(a)
(b)
(c)
The maximum test bearing temperature rise, T(MAX) - T
(AMBIENT), shall not exceed 56oC (100oF).
The mean of the test bearing temperature rise at 20 hours
T(20-hours) - T(AMBIENT), for the three tests shall not
o
o
o
exceed 14 C (25 F) with no single value greater than 17 C
o
(30 F).
The grease leakage from the test bearing shall not exceed
0.1 gram for any of the three tests. There shall be no
grease droppage or slinging into the plastic collecting
basin and no indication of oil separation in any test run;
any grease leakage from the test bearing shall adhere to the
top and bottom bearing shields and bearing and housing areas
immediately adjacent to the test bearing.”
PAGE 8
Delete footnote 4.
6
DOD-G-24508A(NAVY)
AMENDMENT 4
PAGE 10
∗
4.7:
Add as new paragraph:
“4.7 Off gassing test. This testing is conducted to evaluate the
tendency for off gassing and release of objectionable chemicals into the
interior of submarines. The lubricant must be approved in accordance with the
Submarine Materials Control Program (see 6.8).
∗
6.2, Add:
“(d)
(e)
Is material safety data sheet required? (see 6.12).
Is NEHC toxicity evaluation required ? (see 6.9).”
PAGE 11
6.5, line 1:
∗
Delete “Department” and substitute “Laboratory”.
6.8, Add as new:
“6.8 Off gas testing. The off gas test is required to be conducted in
a Government laboratory arranged by the preparing activity. Formulation
changes, either in the base stock of the additive package shall require a
reevaluation for off gas testing. Information pertaining to this test
requirement may be obtained from the Naval Sea Systems Command, SEA 03R42,
2531 Jefferson Davis Hwy., Arlington, VA 22242-5160.
∗
6.9, Add as new:
“6.9 Toxicity evaluation. Questions concerning toxicity and requests
for Health Hazard Risk Assessments (HHRA) should be addressed to Commanding
Officer, Navy Environmental Health Center, 2150 Walmer Avenue, Norfolk, VA
23513-2617, Attention: C.I.H./NEHC-34. NEHC requires sufficient information
to permit a toxicological evaluation of the product. As a minimum, the
information shall include approximate percentages by weight of each ingredient
in the product, identification of its pyrolysis products; and any other
information as may be needed to permit an accurate appraisal of toxicity
problem associated with the handling, storage, application, use, removal,
disposal or combustion of the product (the whole bag with desiccant).
Formulation changes, either in the base stock or the additive package shall
require a reevaluation for toxicity. Upon receipt of the HHRA performed by
NEHC, a copy should be provided to Commander, Naval Sea Systems Command, Code
03M, 2531 Jefferson Davis Hwy., Arlington, VA 22242-5160.
6.10, Add as new:
“6.10 Applicants for qualification may obtain samples of reference
grease Z-1 by applying to the Commander, Naval Sea Systems Command, Materials
and Assurance Engineering Office, 2531 Jefferson Davis Hwy., Arlington, VA
22242-5160.”
6.11, Add as new:
“6.11 Test machinery described on figures 2a and 2b are only available
in inch pound units.”
7
DOD-G-24508A(NAVY)
AMENDMENT 4
6.12, Add as new:
“6.12 Material safety data sheets. Contracting officers will identify
those activities requiring copies of completed Material safety data sheets
(MSDS) prepared in accordance with FED-STD-313. The pertinent Government
mailing addresses for submission of data are linted in appendix B of FED-STD313. In order to obtain the MSDS, FAR clause 52.223-3 must be in the
contract.”
PAGES 12, 13, 14, and 15
Figures 1a, 1b, 2a, 2b, and 3:
figures 1, 2a, 2b, and 3.
Delete and substitute attached new
LAST PAGE
DD 1426, Standardization Document Improvement Proposal:
substitute address:
Delete and
“COMMANDER
NAVAL SEA SYSTEMS COMMAND
SEA 03R42
2531 JEFFERSON DAVIS HWY.
ARLINGTON, VA 22242-5160”
NOTE: The margins of this amendment are marked with an asterisk to indicate
where changes from the previous amendment were made. This was done as a
convenience only and the Government assumes no liability whatsoever for any
inaccuracies in these notations. Bidders and contractors are cautioned to
evaluate the requirements of this document based on the entire content
irrespective of the marginal notations and relationship to the last previous
amendment.
Review activity:
Navy - AS
Preparing activity:
Navy - SH
(Project 9150-N824)
8
DOD-G-24508A(NAVY)
AMENDMENT 4
FIGURE 1.
Performance tester assembly for:
9
315 ball bearing.
DOD-G-24508A(NAVY)
AMENDMENT 4
FIGURE 2a.
Test bearing housing.
10
DOD-G-24508A(NAVY)
AMENDMENT 4
FIGURE 2b.
Test bearing cover.
11
DOD-G-24508A(NAVY)
AMENDMENT 4
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
Upper bearing housing.
Support housing.
Spinner.
Heater housing
Heater (not used for temperature rise and leakage test).
Test bearing housing.
Test bearing.
Size 206 “Cartridge” bearing (removable shields).
Mounting plate.
Frame.
Hydraulic cylinder.
Torque bracket
Support bearing cup.
Size 308 angular contact bearing.
Shaft.
Drive pulleys.
“V” belt.
Belt guard.
Drive motor (on separate stand).
Bearing shield.
Fabricated second bearing shield.
Part Identification - Figure 4 temperature rise and leakage apparatus.
FIGURE 3.
Packing and temperature rise vertical spindle.
12
l-w!wl
DOD+24508A(NAVY)
AKZND54SNT
3
“
12 March 1987
SUPERSEDING
DOD-G-2&508A(NAVY)
AMENDMNNT2“
18 September’1986
MILITARY SPECIFICATION
GRBASE, HIGH PERFORM6NCZ, MuLTIPURPOSE(MBTRIC)
fiis amendment forms a part of DOD-G-24508A(NAPY),dated 6 WY 1977.
and is approved for “usewithin the Naval Sea Systems Cummand, Department of the Navy and is available for use.by all Departmentsand
Agencies
of the Department
.of Defense.
.
PAGE 1
2.1, under “STANDARDSFEDERAL,”: Add:
“FEN-STD-313- Material Safety Data Sheets Preparationand the
Submissionof.”
2.1.2: Md as new paragraph:1.
“2.1.2 “OtherGuver”knent
document. The followingother Governmentdocument
forms a part of this specificationto the extent specifiedherein. Unless
otherwise specifiad, the iaaue shall be the one in effect on the’date of,the
solicitation.
DEPARTMENT OF LABOR
Cude of Federal Regulation, Title 29, Part 1910,
Standard.
Section 1200 - Hazardtcmnnunications
r
(Applicationfor copies should be addressedto the Superintendent.
of
Documents,GovernmentPrinting Office, Washington,DC 20402.)“
At ‘bottomof page: Delete and substitutebeneficialcomments statement.
Beneficfal commerits’
(recommendations,additfone, deletions) and any.pertinent
data which may be of use in improving this document should be addressed to:
Commander,Naval Sea Systems Cunmrand,SEA 55z3, Departmentof the Navy,
Washington,DC 20362-5101by using the self-addressedStandardizat
ion Ducument
ImprovementProposal (DD Form 1426).appearingat the end of this document or
by letter.
ANSC N/A
DISTRIBUTIONSTATSMF.NT
A
FSC 9150
Approved for puk.licrelease; distributionunlimited
1
of”
12
D&-c-24508A(N4vY)
AMSNDMBNT 3
PACE 2
3.1, line 1: Delete “Gzease” and substitute ‘The grease”.
3.2: Md
as last sentence:
‘“~s grease sbs.1.l
be ok such msteria2 as to not require‘additionalcontairierlabeling ‘inaccordancewith CFR, Title 29, Part 1910, Section 1200.”
I
3.2.1: Add as new paragraph:
“3.2.1 Toxicity. The mul.t
ipurpose grease shall have no adverse effect on
the health of peraomel whan “usedfor its intended’purpose. The grease shall
contain no componentswhich produce noxious vapors in”such concentrate
ions .ssto
be an annoyance to personnel during its intended use. Questions pertainingto
the toxic effects shall be referred by the contractingactivity to the Naval
Medical Command (NAVWBDCOM),Washington, DC, who will act as a medical advisor
to the procuring activity.”
3.2.2: Add aa new paragraph:
\:
“3.2.2 Material safe~y data sheeta. The centratting activity and the Naval
Sea systems Command, shall be provided a material safety data sheet (MSDS) at the
time of bid submiaeionor contract award. The MSDS.ia Form 0SWA-20 and is found
as part of FSD-STD-313. The MSDS shall be included with each shipment of the
material coverad by this specification.
”
PAGE 3
3.14: Delete and substitute:
,,
“3.14 Lead wear index. The load wear index of the grease shall be not leas
thau 30 kilograma when tested as speciffed in 4.5.1. ”
3.19: Delete and substitute: “
~
‘3.19 Performancelife. The greaae shall lnbricate.,asize 315,radialball
baaring aatiafactorilyat 149°C (300°F) when tested as specified.in 4.5.2.1 and
compared with Navy Rcfeience Grease Z-1. Thie teet shall be run at David W.
Taylor Naval Ship Research and Development Center, Annapolis,MD 21402.‘“
. .
3.20: Delete and substitute:
.
..
>.
.
...
Bearing temperaturelife r~ae and grease leaktige. The graase, when
“3.20
tested aa specified in 4.5.2.2, shall not show,.amaximum test bearing temperature
rise greater than 56°C (100”F) nor a steady-statebearing temperaturerise.greater
than 14°C (25”F) average and no,“singlesteady-statetemperaturerise greater than
17”c (30”F), nor grease leakage greater than 0.1 gr~.
‘i’his
test shall be run at
David W. Taylor Naval Ship Research and Development Center, Annapolia,ND 21402.”
3.25.1, line 1: Delete “4.5.1”
and substitute “4.5.4”.
3.25.2, line 1: Delete “4.5.4” and substitute “4.5.1”.
2
DOD-G-24508A(NAVY)
AMSNDMSNT 3
PAGE 5
Table
‘“oxidation
1, under
test er”.
‘“Test” column:
Delete
“oxidation
and
tester”
and
substitute
PAGES 5, 6 and 7
4.5.2.1.1 through 4.5.2.1.4.1.4: Delete and substitutethe following:
“4.5.2.1.1 Apparatus. The apparatus shall be as shown on figure 1 and
shall ‘consistof the followiug:
I
(a) Teet spindle“suppertedin a cast iron houeing by two auxiliary
bearings.
(b) A 1 hp motor drives the test spindle by means of a flat 2 inch
wide bslt to give the spinillea speed of 3600 ~ 50 retiolutione
per minute (r/rein).
Electricallyheated
oven with a temperaturecontrollercapable
(d
of maintaining the temperatureof the teet bearing within plus
or minus 1.7‘C (plus or minus 3“F) of the chosen temperature.
The.oven shall‘havetwo separate heaters. One heater operates
continuously;it is comected to a manually set variable vOltage transformerfor providing any voltage from O to 100 percent
of line voltage to this heater. The second heater is connected
in series with the temperaturecontrollerthus giving intermittent heating with this heater.
(d) Test bearing; single row, radial, deep groove, single shielded,
with pressed steel retainer, size 315, NT3, in accordancewith
MIL-B-17931,heat stabilizedto 1.49°
C (300”F),enclosed in a
housing and mounted on a vertical test spindle. A radial load
of 685.0 newtone (N) (1540 pounds) is applied to the bearing
by a spring mounted outside the oven. Details of the bearing
housing and its cover shall be as shown on figurea 2a and 2b.
(e) Temperaturecontroller (for’heater actuation)maintaining a
plus or minus 1.7°C (3”F) of set .temperatire.
(f) Temperaturerecorder; to record outer race temperatureof test
bearing in each test unit.
Grease gun, hand held, screw type with an applicator tube having
(g)
a 3/32 inch minimum inside diameter.
(h) Ultrasonic cleanerwith heater for cleaning test bearing.
(i) Salance, top loading, 4000 gram capacity,plus or minus 0.05 gram
accuracy.
“4.s.2.1.2 Cleaningmaterial. Dry cleaning solvent, P-D-680 and ASTM D 235,
type 4.
3
I
DOD-G-24508A(NAVY)
ANENDKGNT 3
:.
“4.5.2.1.3 Preparation. For pregraasedtest bearings~ rsmove grease from
bearfng using narrow blade spatula. All test bearinge are then cleaned.as
follows. fie test bearing ehall be washed by slowly spinning it while partially
submerged in freon. Stubborn deposits or clumps of grease csn be worked with a
clean brush having short, soft bristles. The grease is removed usisg P-D-680 snd
the bearing is rinsed with solvent ASTM D 235, type 4 and dried at .49°C (120”F)
in an oven for 1 hour. The bearing is inspected occasionally. The bearing is
weighed. Grease is injected into the.bearing using ‘thegrease gun until 31 ~ 0.1
grame of grease having a specificgravity of 0.9 are uniformly distributed
throughoutthe beiring. Grease’packs for greases witlispecific gravity other
than 0.9 is as follows:
Grease pack (gram) =
31 “x (specificgravity of
grease)
0.9
Grease shall not extend beyond the face of the races. The bearing shield shall
then be installed in the bearing.
1“
I
“4.5.2.1.4 The bearing shall be placed in the houeing and then inetalled
on test spindle so that the bearing shield will be in the.down position (eee
figure 1). Thermocouplewires shall be inserted in the threaded holes provided
in the housings so that they are in contact with the bearing outer-ring. The
radial load shsll then be applied.
“4 .5.2.1.5
Procedure. 2?m driving motor shall be started and the bearing
operated for 24 hours without heat. Maximum temperaturerise over ambient, and
temperaturerise over ambient at the end of 24 hours shall be notad. Heat eball
than be applied to bring the bearing to the specified temperatureof 149 ~ 3°C
(300 ~ 5“F) within 1-1/2 houre.. The oven heat shall be provided principallyby
the variable voltage heater with the temperaturecontrollerheater actiug as a
trimming device to maintain the desired test bearing temperature. After 2 hours,
bearing outer race te?paraturashall be ch6cked and the.controls for the haatera
adjusted so that the ha:ter connected to the temperaturecontroller operatea on
a cycle of approximately10 to 25 percent “on” time and 75 to 90 percent “off”
time. Thereafter no changes in heatar centrol settings shall be msde except for
minor adjustmants for ambient, voltage changes, and so for,th. Test oparation
ehall be cyclic with 6 days (144 hours) running followed by one day (24 hours)
shut-down. This operating cycle shall be continued until lubricationfailure
occurs. Oaring each shut-down,the outside of the bearing housing and oven
ehall be inspectad for greasa.leakage. Lubricationfailure shall be considered
to have occurred when any 6f the following conditionsprevail.
(a)
(b)
(c)
Tripping
of inotor thermal
cut-out
ewitch
indicating
that
f ric-
tional torque has increased
sufficiently
to overload
the motor.
Locking
of test bearing
or belt slippage
(when belt tension
ia
not a factor)
on reetart
or during
test run.
Excessive
leakage.
Lsakage
is excessive
if greasa
or separated
oil ie slung from the bearing
or housing.
4
DOD-G-24508A(NAVY)
Af’fSNOlfliNT
3
(d)
(e)
Temperature
excursion in excess. of 176.7° C (350°F) for more than
24 hours.
Audible
abnormal. noise (such.as squealing)
or vibrafiion wh~le
running
or perceptible
roughness
when turning
the test bearing
by hand.
Once any of these conditionsare met, the tester is secured and total running
time is recorded. The t,estshall be conductedon six test bearings. A Weibull
plot of the results shall be used to determine the median (50 percent) life. Ilze
grease shall be reported ae passing if the median life equals or exceeds that
obtained in a like test using Navy ReferenceGrease Z-1. Data on Navy Reference
Greaee Z-1 shall be no more than 6 months old, otherwise it is to be run at the
same time as the candidate grease.“’
PAGES 6 and 7
.
Delete footnotes 1, 2, and 3.
PAGES 7 and 8
4.5.2.2 through 4.5.2.2.4.2: Delete and substitute:
“4.5.2.2 Searing temperaturerise and grease leakage test.
“4.5.2.2.1 APParatus.
(a) Vertical shaft single test bearing unit with hydraulic loading
cylinder for applying’a 410 kg (900 pound) thrust load as shown
on figure 3. Details of the test bearing spindle and housing
are shown on figures 2a and 2b.
(b) Teet bearing; single row, radial, deep groove, single shield with
pressed steel retainer, size 315, grade NT3 conformingto
MIL-B-17931. A second separableshield or a shield manufactured
locally shall be used with each bearing to eimulate a double
shield bearing configurat$on in the test. This is attached to
the bearing housing above the test bearing (see figure 3). The
test bearing shall have a thermocouplelocated so as to contact
the bearing outer diameter at mid-width.
(c) Mntor for driving test spindle, 2.2 kW (3 hp), 3550 ~ 50 r/rein
rated speed. The motor circuit shall incorporatea motor overload breaker which till secure”the test when frictionaltorque
has increased sufficientlyto overload the motor.
(d) Removable enclosurearound test stand with: (1) heaters mounted
below the level of the test bearing maintaining 35 ~ 3°C (95 ~
5“F); (2) two fans, one mounted through the wall of the enclosure
to vent heat and one mounted inside the enclosure to circulate
the air within the enclosurefor unifonn temperaturedistribution.
The heater and vent fan are wired to a temperaturecontrollerso
that the heater will operate at temperaturesbelow 35“C (95”F) and
the fan will vent excess heat at temperaturesabove 35”C (95”F).
5.
DOD-C-24508A(NAVY)
AMBNDM8NT 3
(e) Temperaturerecorder; to record outer race temperatureof the test
bearing and ambient (enclosure)temperature.
(f) Hydraulic.power source.which with the hydraulic cylindershown on
figure 3 will produce’a thrust load of 410 kg (900 pounds) on the
test spindle.
(g) A locallyimprovised transparentplastic collectorbasin (d.th a
center hole sufficient to clear the rotating shaft and sides
sufficientlyhigh to touch tlie.
underside of the mounting plate)
shall be supported so’as to collect any.greaae dropping down or
thrown outward from the bearing and rotating ahaft lower portion.
(h) Grease gun, hand held; screw type with an applicatortube heving
a 3/32 inch “minimuminside diameter.
(i) Ultrasoniccleaner with heater for cleaning test bearing.
8slance, top loading, 4000 gram capacity,plus or minus 0.05 gram
(j)
accuracy.
“4.5.2.2.2 cleaningmaterials”. Cleaniingcompound,solvent, trichlorotrishall be in accordance
with MIL-C-81302.
fluoroethane
“4.5.2.z.3 Preparation. For greased teet bearings,remove grease from bearing using narrow blade spatula. All test bearings are then cleaned as follows.
The test bearing shall be washed by slowly spinning it while partiallysubmerged
in freon. Stubborndeposits or clumps .ofgrease an be worked,with a clean brush
having short, soft bristles. The bearing is placed in the ultra50nic cleaner and
coveredwith solvent. The snlvent is heated 60”C (140”F)while the ultrasonic
cleaner is cIeaning the bearing. ‘JMebearing is inspectedoccasionally. When
thoroughlyclean, the baaring is removed from the ultraaoaiccleaner while it is
operating. Due to the 60°C (140”F) cleaning temperature,the solvent will flash
dry. The bearing is weighed. Grease is injected into the hearing using the
grease gun until 47 ~ 0.1 grams.of greeae are uniformlydistributedthroughout
the bearing, based on grease with a specific gravity of O.9. Greaaes with
different specific gravities,calculate the greaae pack using the following:
47 x (specificgravity of greaae)
Grease pack (grams)-
1.
0.9
Grease shall not extend beyond the face of the races. The bearing shield shall
then be installed in the bearing outer race. The Liearingashall be installedon
the test epindle so the single shield which was in the bearing aa supplied is in
the do-oat positiOn in operation.
‘.
“4.5.2.2.4 Procedure. lhe temperature“controllerfor ambient temperature
control is turned on. When the.ambient (enclosure)temperaturereaches 35°C
(95”F) as indicated“bythe temperature recorder, the circulatingfan iS turned
on. Twenty to 24 hours is allowed for the testar to come to eqtiilibriuq
temperature. A teet load of 410 kg (900 pounds) shall be applied by the load
piston’and the unit is started. The temperatureinside the enclosureis to be
maintained at 35 ~ 3°C (95 ~ 5“F) throughout the test. The test is operated
continuouslyfor 20 hours. At the end of the required time, the unit ia secured.
Appearanceof any grease deposited in the plastic collectorbasin is visually
noted with respect to oil separation or change in grease consistencyand recorded.
by grease leakage (and oil, if separationoccurred) is wiped from the shaft and
6
DOD-G-24508A(NAVY)
AMmJDMENT 3
from the interior of the plastic collector.basiriand weighed. 3ufficient
disassemblyof the apparatus shall be made so grease adhering to exterior test
beariwg surfaces and adjacent.tester areas “abbvearid”
”We16W”
the””uppet
And lower “’
shields can be collected and weighed.
Three tast runs shail be made on each ‘candidategrease.
?“
“4.5.2.2.4.2 Criteria for evaluating”
the temperaturerise and grease leskage performance’
of the 6andidategrease shall be as follows:
“4 .5.2 .2.4.1
(a) The maximum test bearing temperaturerise, T(MAX) - T(AMgIENT),
shall not exceed 56°c (100”F).
(b) The mean of.the test bearing temperaturerise at 20 hours,
T(20-hours) - T(AWBIENT),for the three tests shall nOt exceed
14°C (25”F) with no single value greater than 17°C (30”F).
(c) The grease leakage from the test bearing shall not exceed
0.1 gram for any of the three.tests. ““Thereshall be no grease
droppage or slinging into the plastic collectingbasin and
,no indicationof oil separationin ‘anytest”KUU; any grecse
.
leakage from the test.bearing shell adhere to the top and
bottom bearing shields and bearing and housing areas inunediately adjscent to the test bearing.”
PACE 8
Delete footnote 4.
PACE 10
4.7:
*
Md as new paragraph:
“4.7 Toxicit~ To detesne confoneance to requirement
8 of 3.2.1, t“he
manufacturerof the material shall disclose the formulationof this prodtictto
“ the Naval Msdical Command.MEDCOM-242.Wa9hinzton.DC 20372. The disclosure
of proprietaryinformation,“whichshiil.be heid.i; confidenceby the Naval
Medical Command, shall include: the name, formula, and approximatepercentage
by weight and volume of each ingredientin the product; the results of any
toxicologicaltesting of the product; identificationof its pyrolsis products;
and any such other ‘informationas may be needed to permit au accurate appraisal
of any.toxicity problem associated.
with the handling,.storage, application,use,
disposal, or combustionof the material. Infornvition
submittedshall be clearly
marked or ;identif
ied to show it ,isbeing provided in connectionwith.quslifica.tionunder DOD-G-24508.
”
. .
DOD-G-24508A(NAVY)
AMZNOMENT3.
-PAGE
,, 11
. . .
..
6.5, line I: Dele~e-“Department”and substitute“L&borat6ry”.
. .
6.8: Add as new paragraph:
“6.8 Applicantsfor qualificationmcy obtain ssmples of reference grease
2-I by,applyi~ to the a~nder,
Naval Sea Systems Ce%nd, NSteiials aid
AssuranceEngineeringOffice, Departmentof the Navy,,Washington,DC 20362-5101.“
6.9: Add as new paragraph:
~~
‘... .
“6.9 Te’etmachinery described‘infigures 2eiand 2b are”only available in
..,’.
inch pound”units.”
6.10: Delete and substitute:
*
.
.
“.[
‘
“6.10 ‘Msterialsafety data sheets. Coritiacting
officers will identify
those activltiearequiring copies of completedMaterial Safety Data Sheets (MSDS)
prepared in accordancewittiFED-S’JW313. The pertinentGover%ent mailing”
addresses for submissionof data are listed in appendix B of FED-STD-313. In
order to obtain the MSDS, FA2 clause 52.223-3ryst be “in’
the contract.”
PAGES 12j 13, .14,and 15
Figures la, lb, 2a, 2b and 3: Dslete and substituteattached new figures 1,
2a, 2b, and 3.
LAST PAGE
DD 1426, StandardizationDocumeritImprovementProposal: Delete and
.. .. ..
substituteaddress:
“COMER
NAVAL SEA “SYSTEMSCOtiD “(SEA5523)
DEPARTMENTOF ‘JMENAVY ‘
WASHINGTON,DC -20362-5101”
. ..
.
.
NOTE: The margins of ‘thikamendment are markedwith an:aeterisk to indicata
where changes (additions,modifications, corrections,deletioti)from the previoue amendmentwere made. ~is waa done as a convenienceonly and the Government assumes no liabilitywhatsoever for.’anyinaccuracies.in.
these“notations..”
Bidders and contractor are cautionedto evaluate the requirementsOf this
document based on the entire content irrespectiveof the marginal notations
and relationshipto the last previoue amendment.
Rsview activity:
Navy - AS
Preparing activity:
Navy - SH
(Project 9150-N806)
8
DOD-G-24508A(
NAVY)
AMENDM8NT 3
!
BEARINGBUSHING
H
SHIEI.D
BEARING
A
\
S?blI
FlikiTil
SH 12113
FIGUSE 1. performancetester assembly for: 315 ball bearing.
9
~
DOO-G-24508A(
NAVY)
AMENDMENT 3
10
I ‘“
DOD-G-24508A(NAVY)
AMENDMENT 3
uoD-o-24508A(Mti)
AMENOMENT 3
I
r
1
+?
I
iSOtATION /
MOUNT
“iWJRE3.
I&d WrdCdSpindb.
Peddna8nd~
h0udn9.
1.uppibwlr!4
I
J-l’
~~
Zsuwnihudm%
..
3..Spbmw.
4.e,hcinh9.
6.HeOtOrlnOtuMdfOI
&
JlsOarld
leakagam80.
6: T0stb0idn9*.
7..1* baming.
8:Ski20s‘WullidgO°
lxa?dns
@mOvabb*I.
9..
Mc&ldng
plata.
10.FmmO.
11.
12.
13.
14.
16.
16.
17.
la
19.
20.
21,
HYtkaulio
cylhuler. “.
TOl’Qmbmcket.
Sqqxu bOlulnECUP.
3ka24t8m141ulw=nt=
xbemb19.
shaft. .
O&w @ey*.
,.
‘v’ bun.
w wA.
OdvO(on SOPlmte.ti.
Bedlg diem.
RMmtMt8ec0nd bmrbg8hbkI.
*khlmdon-FlglKe4t0mpm nwerlseendbdwP~
SH 111S0
,..
FIGUSE 3.
..
Packing and’temperaturerise vertical“’spindle.
’12
m
‘\
DOD-C-24508A(NAVY)
AMBNDMBNT 2
18 September 1986
SUPERSEDING
AtiSNDMENT1
15 October 1982
MILITARY
SPECIFICATION
GREASE, HIGH PERFORMANCE,MULTIPURPOSEOiBTRIC)
This amendment forms a part of DOD-C-24508A(NAVY),dated 6 Mcy 1977.,
and ia approved for use within the Naval Sea SyeternsCommand, Department of the Navy and is available for use by all Department and
Agencies of the Departmentof Defense.
PAGE 1
*
2.1, under “STANDARDSFEDERAL,”: Md:
“FBD-STD-313- Material Safety Data Shaeta Preparationand the
Submissionof.”
*
2.1.2: Md
ae new paragraph:
“2.1.2 Other Governmentdocument. The followingother Governmentdocument
forms a part of this specificationto the extent specifiedherein. Umleas
r.therwiae
apecified, the iaaue shall be tha one in effeet on the date of the
solicitation.
DEPAR~NT OF LASOR
Code of Federal Regulations,Title 29, Part 1910,
Section 1200 - Nazard CmnmunicationaStandard.
(Applicationfor copies should be addreaaed to the Superintendentof
Documents,CovernmantPrinting Office, Washington,DC 20402.)“
*
At bottom of page: Delete and substitutebcneficial commcnta statement.
“ Ecneficial comments (recommendations,additions,deletions)and any partiment
data which may be of use in Improving thia document should be addressed to:
commander,Naval Sea Systems Command, SEA 5523, Departmentof the Navy,
Washington,DC 20362-5101by using the self-addresaedStandardizationDocument
ImprovementProposal (DD Form 1426) appearing at the end of thla document or
“
by letter.
FSC 9150
ANSC NfA
DISTRIBUTIONSTATF.MENT
A Approved for public release; distributionunlimited
1 of 12
-—.
DOD-G-24508A(NAVY)
AMZNDMENT 2
PAGE 2
3.1, line 1: Delete “Grease”and substitute“The grease”.
*
3.2: Md as
last
sentence:
“This grease shall be of such material as to not requireadditionalcontainer labelingin accordancewith CFR, Title 29, Part 1910, Section 1200.”
*
3.2.1: Add as new paragraph:
“3.2.1 Toxicity. The multipurposegrease shall have no adverse effect on
the health of personnelwhen used for its intendedpurpose. The grease shall
containno componentswhich produce noxious vapors in such concentrationsas to
be an annoyanceto psreonnelduring its intendeduse. Questionspertatnfng to
the toxic affects,shall be referredby the contractingactivityto the Naval
Medical Command (NAVMJ@COM),Washington,DC, who will act as a medical advisor
to the procuringactivity.”
*
3.2.2: Add as new paragraph:
“3.2.2 Material safety data sheets. The contractingactivity and tlieNaval
Sea SystemsCommand,shall bs provideda materialsafety data sheet (MSDS) at the
time of bid submissionor centract award. The MSDS is Form OSRA-20 and is found
as part of FE& STD-313. The MSDS shall be includedwith each ehfpmsntof the
materialcoveredby thla apecification.”
PAGE 3
3.14: Delete and substitute:
“3.14 load wsar index. The Ioad wear index of the grease .vhm21bs not less
than 30 kilogramswhen tested as specifiedin 4.5.1.”
3.19: Dslete and substitute:
‘3.19 Performancelife. The grease‘shalllubricatea size 315 radial ball
bearing aatlsfactorilyat 149°C (300”F)when teated aa specifiedin 4.5.2.1 and
comparedwith Navy ReferenceGreaae Z-1. This teat shall be run at David W.
Taylor Naval Ship Researchand DevelopmentCenter, Amnapolis,MD 21402.“
3.20: Delete and substitute:
“3.20 Bearing temperaturelife rise and grease leakage. The grease, when
tested as specifiedin 4.s.2.2, shall not show a maximum test bearing temperature
r.iaegreater than 56°c (100”F)nor a steady-statebearing temperaturerise greater
than 14°C (25”F) average and no single steady-statetemperaturerise greater than
17°C (30”F).nor grease leakagegreater than 0.1 grsm. ‘fhistest shall be run at
David W. TaylorNaval Ship Researchand DevelopmentCenter, Annapolis,MD 21402.”
3.25.1,line 1: Dalete ‘“4.5.1”
and substitute“4.5.4”.
3.25.2,line : Dslete “4.5.4-and substitute“4.5.1”.
2
DoD-G-24508A(NAVY)
AM8NDMSNT 2
PAGE 5
Table 1, under “Test- column: Delete “oxidationand tester” and substitute
“oxidationtester”.
PAGES 5, 6 and 7
4.5.2.1.1 through 4.5.2.1.4.1.4: Delete and substitutethe following:
“4. 5.2.1.1
Apparatus. ‘l’he
apparatus shsll be as shown on figure 1 and
shsll consist of the followi.ng:
(a) Test spindle supportedin a cast iron housing by two auxiliary
bsarings.
(b) A 1 hp motor drives the test spindle by means of a flat 2 inch
wide belt to give the spindle a speed of 3600 ~ 50 revolutions
per minute (rfmin).
(c) EIectricsllybested oven with a temperaturecontrollercapable
of msintsfningthe temperatureof the test bearing within plus
or minus 1.7°C (plus or minus 3*F) of the chosen temperature.
The oven shall have two separateheaters. One heater operates
continuously;it is connectedto a msnually set variable voltage transformerfor providingany voltage from O to 100 percent
of line voltage to this heater. The second heater ia connected
in series with the temperaturecontrollerthus giving intermittent hsating with this heater.
(d) Test bearing; single row, radial, deep groove, single shielded,
with pressed steel retainer,size 315, NT3, in accordancewith
MIL-B-17931,heat stabilizedto 149°C (300”F),enclosed in a
houeing and mounted on a vertical test spindle. A radial load
of 685.0 newtons (N) (1540 pounds) is applied to the bearing
by a spring mounted outside the oven. Dstails of the bearing
housing and its cover shall be as shown on figures 2a and 2b.
(e) Temperaturecentroller (for heater actuation)maintaining a
plus or minus 1.7°C (3”F) of aet temperature.
(f) Temperaturerecorder; to record outer race temperatureof test
bearing in each teat unit.
($4) Grease gun, hand held, screw type with an applicator tube having
a 3/32 inch minimum inside diameter.
(h) Ultrasonic c.lesner
with heater for cleaninx test bearinz.
(i) Balance, top loading, 4000 gram capacity,~lua or minus-O.05 gram
accuracy.
*
“4.5.2.1.2 Cleaning material. Dry”cleaning solvent, P-D-680 and ASTM D 235,
type 4.
3
I
DOD-G-24508A(NAVY)
AMENDMENT2
*
“4.5.2.1.3 Preparation. For pregreasedtest bearings,remove grease from
bearing using narrow blade spatula. All test bearinga are then cleaned as
follows. The test bsaring shall be washed by slowly spinning it while partially
submergedin freon. gtubborndeposits or clumps of grease can be worked with a
clean brush having short, soft bristles. The grease is removed using P-D-680 and
the bearingis rinsed with solventAgTM D 235, type 4 and dried at 49°C (120”F)
in an oven for 1 hour. The bearing is inspectedoccasionally. me bearing is
weighed. Grease ia injectedinto the bearing using the grease gun until 31 ~ 0.1
grams of grease having a specificgravity of 0.9 are uniformlydistributed
throughoutthe bearing. Greaee packe for greasea with spscific gravity other
than 0.9 is aa follows:
Grease pack (gram)-
31 x (specificgravity of greaae)
0.9
Grease shall not extend beyond the face of the races. The bearing shield shall
then be installedin the bearing.
“4.5.2.1.4 The bearing shall be placed in the housing and then inatailed
on test epindle ao that.the bearing shield will be in the down pogitfon (see
figure 1). Thermocouplewires shall be inserted in the threadedholes provided
in the housings so that they are in contactwith the bearing outer-ring. The
radial load @hall thsn be applied.
‘4.5.2.1.5 Procedure. The driving motor shall be started and the bearing
operatedfnr 24 hours without heat. Maximum temperaturerise over ambient,and
temperaturerise over ambient at the end of 24 hours shall be noted. Eeet shall
then be applied to bring the bearing to the specified temperatureof 149 ~ 3°C
(300~ 5“F) within 1-1/2 hours. The ovan heat shall be provided principallyby
the variablevoltage heater with the temperaturecontrollerheater acting aa a
trimmingdevice to maintain the desired teet bearing temperature. After 2 hours,
bearing outer race temperatureshall be cbecksdand the controls for the heaters
adjusted so that the heater connectedto the temperaturecontrolleroperatea on
a cycle of approximately10 to 25 percent “on- time and 75 to 90 percent “off”
time. Thereafterno changes in heater control settings shall be made except for
minor adjustmentsfor ambient,voltage changes,and so forth. Teat operation
aball be cyclic with 6 daya (144 hours) running followed by one day (24 hours)
shut-down. Thie operatingcycle shall be continueduntil lubricationfailure
occurs. During each shut-down,the Outside of the bearing housing and oven
shall be inspectedfor grease leakage. Lubricationfailure shall be considered
to hava occurredwhen any of the followingconditionsprevail.
(a) Trippingof motor thermal cut-out switch indicatingthat frictional torque has increaaadsufficientlyto overload the motor.
(b) Locking of test bearing or belt slippage (when belt tension is
not a factor) on reatart or during teet run.
(c) Excsssiveleakage. Leakage is excessiveif grease or separated
oil is slung frnm the bearing ot housing.
4
DOD-G-24508A(NAVY)
ANSNDMENT 2
(d) Temperatureexcursion in excess of 176.7°C (350”F) for more than
24 hours.
(e) Audible abnormal noise (such aa squealing)or vibrationwhile
running or perceptibleroughnesswhen turning the teat bearing
by hand.
Once any of these conditionsare met, the tester is secured and total running
time is recorded. The test shall be conducted on aix test.bearings. A Weibull
plot of the results shall be used to determine the median (50 percent) life. The
grease shall bc reported ae passing if the median life equals or exceeds that
obtained in a like test using Navy Beference Crease Z-1. Data on Navy Reference
Greaae Z-1 shall be no more than 6 months old, otherwise it is to be run at the
same time aa the candidategrease.”
PAGES 6 and 7
Dalete footnotes 1, 2, and 3.
PAGES 7 and 8
4.5.2.2
through 4.5.2.2.4.2: Delete and aubatitute:
“4.5.2.2 Bearing temperaturerise and grease leakage test.
“4.5.2.2.1 APParatus.
I
(a) Vertical ahaft single teat bearing unit with hydraulic loading
cylinder for applying a 410 kg (900 pound) thrnst load as shown ‘“
on figure 3. Dataila of the test bearing spindle and housing
are shown on figures 2a and 2b.
(b) Test bearing; single row, radial, deep gruove, single shield with
pressed steeI retainer, size 315, grade NT3 conforming to
MIL-B-17931. A second separable shield or a shield manufactured
locally shall be used with each bearing to eimulate a double
shield bearing configurationin the test. This is attached to
the bearing hnusing above the test bearing (see figure 3). The
teat bearing shall have a thermocouplelocated so as to contact
the bearing outer diameter at mid-width.
(c) Motor for driving test spindle, 2.2 kW (3 hp), 3550 ~ 50 r/rein
rated apeed. The motor circuit shall incorporatea motor overload breakerwhich will secure the test when frictional torque
has increaaed sufficientlyto overload the motor.
(d) Removable enclosure around teat stand with: (1) heaters mounted
below the level of the test bearing maintaining 35 ~ 3°C (95 I
5°F); (2)’two fans, one mounted through the wall of the enclosure
to vent heat and one mounted Inside the enclosure to circulate
the air within the enclosure for uniform temperaturedistribution.
‘L’he
heater and vent fan are wired to a temperaturecontroller so
that the heater will operate at temperaturesbelow 35”c (95”F) and
the fan will vent excess heat at tempcratureaabove 35°C (95”F).
5
DoD-G-24508A(NAVY)
AMENUMENT 2
(e)
(f)
(g)
(h)
(i)
(j)
Temperature
recorder;
end ambient
bearing
to record
outer
race
temperature
of
the
test
(enclosure)temperature.
Hydraulic power source which with the hydrauliccylinder shown on
figure 3 will produce e thrust load of 410 kg (900 pounds) on the
test spindle.
A locally improvised transparentplastic collectorbaein (with a
center hole Eufficient to clear the rotating shaft and aides
aufficiently high to touch the underside of the mountins plate)
shall be supported ao as to collect any grease dropping down or
thrown outward from the beering and rotating shaft lower portion.
Grease gun, hand held, screw type with an applicator tube having
a 3]32 inch minimum ineide diameter.
Ultrasonic cleaner with heater for cleaning test bearing.
Balance, top loading, 4000 gram capacity,plus or minus 0.05 gram
accuracy.
“4.5.2.2.2 Cleaning materfale. Cleaning compeund, solvent, trichlorotrifIuoroethaneshall be in accordancewith MIL-C-81302.
“4.5.2.2.3 Preparation. For greased”test bcaringa, remove grease from bearing using narrow blade epatula. All teet bearinga are then cleaned ae follows.
The teet bearing shall be washed by slowly spinning it while partially submerged
in freon. Stubborn deposite or clumps of grease can be worked with a clean brush
having short, sofc brieties. The bearing is placed in the ultrasonic cleaner and
covered with solvent. The solvent is heated 60”C (140”F) while the ultrasonic
cleaner ie cleaning the bearfng. The bearimg is inspectedoccasionally. When
thoroughlyclean, the bearing is removed from the ultrasonic cleaner while it is
operating. Oua to the 60”c (140”F) cleaning temperature,the solvent will flash
dry. The bearing is weighed. Grease ia injected into the bearing ueing the
grease gun unttl 47 ~ 0.1 grams of grease are uniformly distributedthroughout
the bearing, based on greaae with a spedf ic gravity of 0.9. Greases with
dlfferent specific gravitiee, calculate the greaee pack using the following:
Grease pack (grams) =
47 x (epecificgravity of grease)
0.9
Greaea shall not extend beyond the face of the racee. The bearing shield shall
then be instal.ledin the bearing outer race. The bearings shall be installed on
the test spindle so the single shield which was in the bearing as supplied la in
the downmoat position in operation.
“4.5.2.2.4 Procedure. The temperaturecontroller for ambient temperature
control is turned on. When the ambient (enclosura)temperaturereaches 35°C
(95”F) as indicated by the temperaturerecorder, the circulatingfan is turned
on. Twenty to 24 hours ia allowed for the tester to come to equilibrium
temperature. A test load of 410 kg (900 pounde) ehall be applied by the load
piston and the unit is started. Y2aetemperatureinside the enclosure ia to be
mei.ntained
at 35 ~ 3°C (95 ~ 5“F) throughoutth”etest. The test is operated
continuously for 20 hours. At the end of the required time, the unit Is secured.
Appearanceof any grease deposited in the plastic collector basin ie visually
noted with respect to oil separation or change in greaae consistencyand recorded.
Any grease .Ieakage(and oil, if separationoccurred)is wiped from the ahaft and
6
DOD-C-24508A(NAVY)
AMENDMENT2
from the interior of the plastic collectorbasin and weighed. Sufficient
disassemblyof the apparatusshall ba made so grease adhering to exterior test
bearing surfaces and adjacent tester areas above and below the uppar and lower
shields can be collectedand weighed.
‘4.5.2.2.4.1 ‘Ilmeetest runs shall be made on each candidategrease.
‘4.5.2.2.4.2 Criteria for evaluatingthe temperaturerise and grease leakage performcnsaof the csndidategreaae shsll be as follows:
(a) The msximum test bearing temperaturerise, T(M) - T(ANBIENT).
sbsll not exceed 56°C (IOO”F).
(b) The mean of the test bearing temperaturerise at 20 hours,
T(20-houre)- T(AMBIENT),for the three tests ehs.11not exceed
14°C (25”F) with no eingle value greater than 17°C (30°F).
(c) The grease leakage from the test bearing shall not exceed
0.1 gram for any of the three teata,. There shall be no greaee
droppage or slinging into the plastic collectingbasin and
no indicationof oil separationin any test run; any grease
leaksge from the teat bearing shall sdhere to the top and
bottom bearing sbialda and bearing and housing areaa immediately adjscent to the teat bearing.PAGE g
Delete footnote4.
PACE 11
6.5, line 1: Ik?lete‘Department”and substitute“Laboratory-.
6.8: Add aa new paragraph:
‘6.8 Applicantsfor quslification ❑ay obtain aemplea of referencegreaae
Z-1 by applying to the Commsnder,Naval Sea Systems command,Nsteriale and
AssuranceEngineeringOffice,
Departmentof the Nsvy, Washington,DC 20362-5101.
”
6.9: Add as new paragraph:
“6.9 Test machinerydescribedin ffgures 2a and 2b are only availablein
inch pound unite.”
*
6.10: Md ae new paragraph:
-6.10 Material safety data sheets. Contractingofficers will identify
those activitiesrequiringcopias of completedNsterial Safety Data Sheets prepared in accordancewith FSD-STD-313. ‘lhepertinentGovernmentmsiling addresaes
for submissionof data are listed in appendix B of FED-5*313. ”
DOD-G-24508A(NAVY)
AN2NDNSNT 2
PAGES 12, 13, 14, and 15
2a,
Figures la, lb, 2a, 2b and 3: Deleta and substituteattachednew fIgures 1,
2b, and 3.
LAST PAGE
*
DD 1426, StandardizationDocument ImprovementProposal: Delete and
substituteaddreaa:
“(XMNANDER
NAvAL SZA SYSTSNS COMNAND (SEA 5523)
DEFARTifSNT
OF TNZ NAVY
WASHINGTON,DC 20362-5101
with an aateriak tn indicate
NOTE: The margiti of thfe amendment are ‘inarked
where changea (additione,modificationa,corrections,delationa)from the previous amendmentware made. This was done as a convenienceonly and the Govemmant aasumes no liabilitywhatsoever for any inactyraciesin these notations.
Bidders and contractor are ccutionedto evaluate the requirementsof this
document based on the entire content irrespectiveof the marginalnotationa
and relattonship tn tha last previous cmendment.
Preparingactivity:
Navy - SH
(Project 9150-N766)
Reviaw activity:
Navy - AS
8
DoD-G-24508A(NAvY)
AMENDMENT 2
8imt3 BU8HNG
-/
SIJF&lT
SHEJ.DGWING
SFlbl.E
F@E81Al
SII12113
FIGUSE 1. Performancetester assembly for: 315 ball bearing.
9
DOD-G-24508A(
NAVT)
AMENDMENT 2
10
1-
-e-
I
DOD-G-24508A(NAW)
AMENDKENT 2
11
DOI!-G-24508A(NAVY)
AMSNDMENT 2
------.—S
.
w ‘ ‘“”
k
\
1. lhlDubarinahwah41
2.siiQMhOdi-lm -
. : %%%uahU.
&liOatOrlnOt
udkwtamw-e*ad-@.
s. Tast
baarhIaluehE.
7.T@atbMlb-i. s,S&i206‘TdIid# badlg(MmwabbShbJdd.
9.MOlmtho
daia,
10.Franla.
11.Hy&aldacYihubK
12.Tr+qua
-at.
13.suppmb0adn9
*.
14.Sk*208mgubrcontact
basdng.
15.Shaft.
18.Ciiw@ays.
17.‘w”Ht.
18.M guwd.
19.Odw -1011 MPmatOstand].
20.Bc.mhg
a&ld.
21.~aacmwlb
aalbgehbld.
Pmi tdmH3caU0n-Raum
arldbakneaePPalaw.
4 rnmwatura 11.14
SH 11180
FIGIJSE3. Packing and temperaturerise vertical spindle.
12
!%%%?8,(,.,,,
AMENDMENT 1
15 October 1982
MILITARY SPECIFICATION
GREASE, HIGH PERFORMANCE.
MULTI-PURPOSE
This
DOD-G
amendment
forms
-2450 EA(NAVY),
(METRIC)
a part
of Military
dated
6 May
197i’,
Specification
and
is approved
for use by the Naval Sea $yatems Command, Department
of the Navy and is available for use by all Departof Defense.
ments
and
Agenoies
of the Department
PAGE 1
2.1, under ‘SPECIFICATIONS,
MI LITARYm:
Add :
W141L-C-81302 -.Cleaning Compound, Salient, TriehIorotri fluoroethanen .
At bottom of -paize: Delete and aubatitute beneficial aomments atate -merit.
n
[
Beneficial oomments (recommendations, additions, deletions) and any perinent data whfoh may be of use In improving this document shall be
addressed to: Commander, Naval Sea Systems Command, SEA 55Z3, Departent of the Navy, Washington, DC 20362 by using the self-addresaed
tandardization Document Improvement Prepossl (DD Form 1426) appearing
t the end of this dooument or by letter.
PAGE 2
3.1, line 1:
Delete wGreasen and substitute mThe graa.sem.
PAGE 3
(
3,14:
Delete and substitute:
*3.14 Load wear index. The load wear index of the grease shall be
not leas than 30 kilograma when tested as speoified in 4.5.1. n
3.19:
Delete and substitute:
V3 .19 Performance life. The greaae shall lubrioate a size 315 radial
ball bearing satisfactorily at 149°C (300°F) Wben tested as speoified in
4.5.2.1 and compared with Navy Reference Greaae Z-1. This.test shall be
run at David W. Taylor Naval Ship Researah and Development Center,
Annapolis, MD 21402.n
FSC 9150
1 of 11
UVU-IJ-L:> UUA(NAV”X-)” AMENDMENT
3.20:
1
Delete and substitute:
The grease.
m3.20 Bearing temperature life rise and grease leaka~.
when tested es specified in 4.5.~.2, sh~ll not show a maximum test bearing
temperature rise greater than 560C (10~ F) nor a steady-state bearing
temperature rise greater than IQ C (250F) average and no single steadystate temperature rise greater than 17 C (30°F), nOr grease leakage greater
tb.an 0.1 g. This test shall be run at David W. Taylor Naval Ship .Research
and Development Center, Annapolia, MD 21402. n
3.25.1, line 1:
Delete W4.5.lW and substitute
w4,5.4fl.
3.25.2, line 1:
Delete N4.5.4W and substitute
n4.5.in.
Add aa new paragraph
3.26:
Requalification
n3 .26 Requalification.
the event of eny change in produat.n
of produots is required in
PAGE 5
Table I, under nTestn column:
stitute ‘oxidation teaterm.
Delete *oxidation
and te9ter W and sub-
PAGES’5, 6 and T
Delete and substitute the fOllOWing:
4.5.2 .1.1 through 4.5.2.1.4.1.4:
The apparatus shall be as shown on figure 1
n4.5.2. l.l Apparatus.
and shall eonaist of the following:
(a)
(b)
(c)
(d)
Test spindle supported in a cast iron housing bY two auxiliary bearings.
A 1 HP motor drives the test spindle by means of a flat 2
inah wide belt to give the spindle a speed of 3600 ~ 50
revolutions per minute (r/rein).
Eleotrioally heated oven with a temperature controller caPable of maintaining the &emperature of the test bearing
within plu9 or minus 1.7 C (plus or minus 3 F) of the
chosen temperature.
The oven shall have two separate
heaters.
One heater operates oontiriuously: it is oonnected
to a manually aet variable voltage transformer for providing any voltage from O to 100 percent of line voltage
to this heater.
The second heater Is oonnected in series
with the temperature controller thus giving intermittent
heating with this heater.
Test bearing: alngle row, radial, deep groove, Single
shielded , with pressed steel retainer, size 315, NT , in
aooogdanoe with MI L-B-17931, heat stabilized tO 1492 C.
(300 F), enoloaed in a housing and mounted on a vertioal
te~t spindle,
A radial load of 685. o newtons (N) (1540
Pounds) ia applied to the bearing by a spring mounted outside the oven. Detaila of the bearing housing and its
oover shall be aa shown on figures 2a and 2b.
2
DOD-G-24508 A(NAVY)
AMENDMENT 1
(e)
(f)
(g)
(h)
(i)
Temperature controller Jf?r heater actuation) maintaining a
plus or minus 1.7°C (3 F) of set temperature.
Temperature recorder: to record outer race temperature of
test bearing in esoh tegt unit.
Gresse gun, hand held, sorew type with an applicator tube
having a 3/32 Inoh minimum inside diameter.
Ultrasonic oleaner with heater for cleaning teat bearing.
Balanoe, top loading, 4000 g oapacity. plUa or Minus 0.C15 g
aoauraoy.
W4.5.2. 1.2 Cleaning mater isl. Cleaning oompound, solvent, triohlorotrifluoroethane shall be in aocordanoe with MI L-C-81302.
Preparation . For pregreased test bearinga, remove greaae
W 4.5.2.1.3
from bearing using narrow b~ade .vpatula. All tegt bearings are then
claaned aa follows.
The test bearing shall be washed by slowly spinning it
while partially submerged in freon. Stubborn deposits or olumps of grease
The bearing
can be worked with a clean brush having short, soft bristles.
The solvent
is placed in the ultrasonic cleaner and covered with solvent.
is heatad to 600C (140°F) while the ultra aonio cleaner 1S oleaning the
The bearing $a inspeoted Oooaslonally. When thoroughly olean,
bearing.
the bearing is remeved from tha ultrasonic aleanoer while it ia opsrating.
Due to the 60BC (140°F) oleaning temperature, the solvent will flash dry.
The bearing ia weighed.
Greaae ia injeoted into the bearing Using
the
grease gun until 31 + 0.1 grams of grease having a speoific gravity of 0.9
Greaae packs for greaaea
are uniformly diatri~uted throughout the bearing.
with apeoifia gravity other than 0.9 ia as follows:
31 x (apeclfic gravity of greaae)
Grease paok (gram) z
0.9
Greaae shall not extend beyond the faoe of the raoes.
shall then be installed in the bearing.
The bearing shield
(
n4.5.2. l.4 The bearing shall be placed in the housing and then
installed on teat spindle .VOthat the bearing shield will be in the down
po9iti0n (see figure 1). Thermocouple wires shall be inserted in the
threaded holes provided in the housings ao that they are in oontaot with
The radial lead shall then be applied.
the bearing outer-ring.
W4.5.2.1.5
Prooedure . The driving motor shall be started and the
bearing operated ?or 24 hours without heat. Maximum temperature rise over
ambient, and temperature rise over ambient at the end of 24 hours shall be
noted.
Heat shall then be applied to bring the bearing to the specified
The
temperature of 149 + 3°C (300 + 5°F) within one and one-half hours.
oven heat shall be ‘~rovided pr~noipally by the variable voltage heater with
tha temperature controller heater aoting as a trimming devioe to ❑ aintain
the desired test bearing temperature.
After 2 houra, bearing outer raoe
temperature shall be cheoked and the oontrola for tbe heatera adjusted ao
that the heater connected to the temperature controller operates on a oyola
of approximately 10 to 25 percent norm time and 75 to 90 percent ‘Off”
tima. Thereafter no changes in heater control settinga shall be made
except for minor adjustments for ambient, voltage ohsnges, eta. Test
oparation shall be cyclio with 6 daya (144 hours) running followed by one
3
DOD-G-24508 A(NAVY)
AMENDMENT 1
day (24 hours) shut-down.
This operating oyole shall be oontinued until
lubrication failure oaoura.
During eaah shut-down, the outside Of the
bearinu housinu and oven shall be insoeoted for areaae leakage.
Lubrio;tion failure shall be”eonaider;d to hsve ;ooured when-any of the
following oonditiona prevail.
(a)
Tripping of motor thermal aut~out awitoh indicating that
frictional torque has inoreaaed auffioiently to overlead
the motor.
(b) Looking of test bearing or belt slippage (when belt tension
is not a faotor) on restart .or during teat run.
Leakage ia excessive if gresaa or sepa“(c) Exoessive leakage.
rated oil ia slung from the bearing Or ~ouaing~
(d) Temperature exaursion in exoass of 176.7 C (350 F) for more
than 24 hours.
(e) Audible abnormal noise (auoh aa squealing) or vibration
while running or paroeptible roughness when turning the
teat bearing by hand.
Once any of these oonditiona ara met, the tester ia scoured and total
The teat shall be eonduoted on 6 test .bearings.
running time ia recorded.
A Weibull plot of the resulta shall be used to determine the median (50
percent) life. The grease shall be reported aa paasing if the median life
equala or exceeds that obtained in a like teat using Navy Referenoe Grease
z-1.
Data on Navy Referenoe
Grease
Z-1 shall
be no mere
than
6 ❑onths
old, otherwise It is to be run at the same time as the oandidate greaae.w
PAGES 6 and 7
Delete footnotes
1, 2, and 3.
PAGES i’and 8
4.5.2.2 through ti.5.2.2.Q.2:
v4.5.2.2
‘4.5.2.2.1
(a)
(b)
(o)
Delete and aubatitute:
Bearing temperature rise and grease leakage teat.
Apparatua.’
Vartioal shaft single teat bearing unit with hydraulic loading oylinder for applying a 410 kg (900 pound) thrust load
aa shown on figure 3. Details of the teat bearing spindle
and housing are shown on figurea 2a and 2b.
Test bearing: single row, radial, deep groove, single shield
with pressed ateel retainer, size .315, grade NT3 conforming to MXL-B-17931.
A aeoond separable ghleld or a shield
manufactured 100ally shall be used with eaoh bearing to
simulate a double shield bearing configuration in the test.
This ia attached to the bearing housing above the teat
bearing (ace figure 3). The test bearing shall have a
thermocouple looated ao aa to oontact the bearing outer
diameter at mid-width.
Motor for driving teat spindle, 2.2 kw (3 hp), 3550 ~ 50
rlmin rated speed. The motor circuit shall incorporate a
motor overload breaker whioh will secure the teSt when
frictional torque bas inoreaaed sufficiently to overload
the motor.
4
DOD-G-24508 A(NAVY)
AMENDNENT 1
(d)
(e)
(f)
(g)
,,
(h)
(i)
(j)
Removable enclosure around test stand with:
(1) heatera
mounte$ below thg level of the teat bearing maintaining
35 + 3 C (95
+ 5 F):
(2)
two fans, one mounted through the
walr of the etiolesure to vant heat and one mounted inside
the anclosure to oirculate the air within the enolosure far
The heater and vent fan
uniform temperature distribution.
are wired to a temperature controller ao th$t the heater
will operate at temperatures below 35°C (95 F)oand t~e “fan
will vent exaeas heat at temperature
abo V@ .35 C (95 F).
Temperature recorder: to record outer raoe temperature of
the teat bearing and ambient (enclc!sure) temperature.
Hydraulic power sourae which with the hydraulio oylinder
shown on figure 3 will produce a thrust load of 410 kg
(900 pounds) on the test spindle.
A locally lmproviaed transparent plaatic oallector basin
(with a oenter hole suffiaiant to olear the rotating shaft
and sides sufficiently high to touoh the undarside of the
mounting plate) shall be supported so aa to aolleot any
greaae dro,pping down or thrown outward from the bearing and
rotating shaft lewer portion.
Grease gun, hand held, screw type with an applicator tuba
having a 3/32 lnoh minimum inside diameter.
Ultrasonic cleaner with heater for cleaning teat baaring.
Bala,noe. top loading. 4000 g oapacity, plus or minus 0.05 g
accuracy.
Cleaning compound. solvent,
n&.5,2.2.2
Cleaning materiala.
trlohlorotrifluoroethane
shall be in aooordanoe with MIL-C-81302.
For greaaed test baaringa, remove greasa
*4.5.2.2.3
Preparation.
All teat baaringa ara then
from bearing using narrow blada spatula.
cleaned aa follows.
The teat bearing shall be washed by 91OW1Y spinning it
Stubborn deposits or olumpa of grease
while partially submerged in freen.
The bearing
can be worked with a olean brush having short, soft briatlea.
The solvent
is plaoed in the ul~rasonio oleaner and covered with solvent.
is heatad 60°C (140 F) while the ultrasonic oleaner is olaaning the bearWhen thoroughly clean, the
ing. The bearing ia inspeoted oooasionally.
Due
bearing i~ remov%d from the ultraaonio cleaner while it ia operating.
The
to the 60 C (140 F) cleaning temperature, the solvent will flash dry.
bearing is weighad.
Grease ia injeoted into the bearing using the grease
gun until 47.+ 0.1 grama of greaae are uniformly distributed throughout the
bearing, based on greaae with a apeoifio
gravity
Of ().!?. Greasea
with
folloWdifferant
specific
gravities.
oalculate
the
grease
pack
using
the
ing:
47 x (speoifio gravity of grease)
Greaae pack (grama) .
0.9
Grease shall tiot extend beyond the faoe of tha races.
The bearing shield
shall then be installed. in the bearing outer. race. The bearinga shall be
installed on the test spindle so the single shield which was in the bearing
as supplied is in the downmoat position in operation.
5
DOD-G-24508 A(NAVY)
AMENDMENT 1
*4.5.2.2.4
PrO.3edure. The temperature controller for ambient temperd on, When the ambient (enoloaure) temperature
ature cont~ol ia
reaches 35 c (95°F!r~~ indioated bY the temperature reOOrder - the OirOulating fan is turned on. Twanty to 24 hours is allewed for the tester to came
A test load of 410 kg (900 Pounds)
shall
be
to equilibrium temperature.
The temperature inside.
applied by the load piston and the unit is ~tarted.
the enolosure is to be maintained at 35 + 3 C (95 + 5°F) throughout the
test. The test 1s operated oontinuoualy-for 20 hoiirg. At the end of the
Appearance of any greaae deposited in
required time, the unit ia secured.
the plastic oolleotor basin is visually noted with respeot to oil
Any grease
separation or ohange in ereaae oonaisten Oy and reOOrded.
leakage (and oil. if separation c.ocurred) is wiped from the shaft and from
the interior of the plaatio oolleotor basin and weighed.’ Suffioisnt
disassembly of the apparatua shall be made so grease adhering to exterior
teat besring surfaoes and adjacent tester areag above and below the upper
and lower ahielda oan be oolleoted and weighed.
*4.5.2.2.4.1
Three test runs shall be made on eaoh osndidate grease.
w4.5.2.2.4,2
Criteria for evaluating the temperature rise and greaae
leakage performance of the oandidate grease shall be as follows:
(a)
(b)
(o)
The maximum test bearing tamper a~ure ri~a. T(MAX) T(AMBIENT), shall not exoeed 56 C (100 F).
Tha ❑ ean of the test bearing temperature rise at 20 hours,
T(20-hou$s) - T(AHBIENT), for the 3 testg shall ~~t exgeed
14°C (25 F) with no single value greater than 17 C (3O F).
The grease leakage frem the test bearing shall not exceed
0.1 g for any of the three tests. There shall be no grease
droppage or slinging into the plastio oolleoting basin and
no indication of oil separation in any teat run: any greaae
leakaga from the test bearing shall adhere to the top and
bottom baaring ahielda and bearing and housing areas immediately adjacent to the tast bearing. n
PAGE 8
Dalete footnote U.
PAGE 11
6.5,
line 1:
Delete flDepartmentm and substitute
Add aa new paragraph
‘Laboratoryn.
6.8:
n6.8 Applicants for qualification may obtain aamplas of reference
grease Z-1 by applying to the Commander, Naval Sea System* Command,
Materials and Agauranoa Engineering Offioa, Department of the Navy,
Washington, DC 20362. ”
Add aa new paragraph 6.9:
*6.9 Test machinery described in figurea 2a and 2b are only available
in inoh pound unitan.
6
I
DOD-G-24508 A(NAVY)
AMENDMENT 1
PAGES 12, 13, 14, and 15
Figures la, lb, 2a, 2b and 3:
figures 1, 2a, 2b, and 3.
Delete and substitute attached new
LAST PAGE
DD 1426, Standardization
aubatitute address:
Dooument Improvement
Proposal:
Delete and
RCOUMANDER
NAVAL SEA SYSTEMS COMMAND (SEA 5523)
DEPARTMENT OF THE NAVY
WASHINGTON, DC 20362W
Preparing aotivity:
Navy - Stl
,(Projeot 9150-N5113)
7
DOD-G-24508 A(NAVy)
AMENDMENT 1
BE8RNGGuSNING
Oveicryil
\
lESTGEAIUNG
-G
SFhIE
GEWA/GHOUSING
Ffikmu
CAsllffi
SH 12113
FIGURE
1.
Performance tester asaembly for:
8
315 ball bearing.
I
DOD-G-24508 A(NAVY)
AMENDMENT 1
. .
::
9
~
~~~
SH 11179
DoD-G-24508A(NAVY)
AMENDMENT 1
‘%‘Z_l
10
DOD-G-24508 A(NAVY)
AMENDMENT 1
FIGURE3.Pad@ andtamperatw
tfsa
waikal
apkk.
1. uppafbOOdng
hcualng.
2.3upputh0uEblg.
3.$plnaar,
4. Heatarhau~,
6.Heatar
(sot
uaadfw temperaturetfuaand kakaga
e.
7.
8.
9.
10.
11.
taat).
Tam baalilgIlOudag.
rem kadng.
S20 203 ‘I%rtrkIga”
beadng [fernovabla
shlalda).
MOuntfngplata,
Fmma.
Hvdraulkcvllfafar.
12.T&quabra&at.
13.3upp011
baadng
cup.
14.3k030sangularwntac
tbeadag.
16.Slaft.
16. LMvapukye..
17. “v” bait.
18. M
guard.
19. Gdve (On lefwata Standl,
::
Y&-*
SH
11180
-**.
Parl
ldandflcaUon-F@ma
3 tumpamtum
tieandbakaga
appamms.
FIGURE
3,
Packing and temperature
11
rise vertical
.——
epindle.
+
Q
@
$$
~L&:;;;8A(NAVY)
Y
.5-51613M2-24508(NAVY)
25 Novenber 1974
(See 6.7)
MILITARY SPECIFICATION
GWSASE, HISW PEREOIU4ANCS,
IW3LT1-PURPDSE
(METRIC)
This specification is approved for use by all interested Commands of tbe Department of the Navy and is available for IIS.by all other Departments and A9enCi0S
of the Depaftrm”t of Defense.
1.
SCDPE
. This specification covers one grade of grease for multi-purpose use ~d
bricated ball and roller bearings operating continuously at temperatures
up ‘to 149* Celsius (c) (300° Fahrenheit (F)) and intermittently up to 177°C (350”P) fOK
pariod$ up to 4 hours in any 24-hour period.
2.
APPLICABLE DPCUNENTS
2“.
1“ Issues of docummts.
The follcuing documents, of the issue in effect on date of
invitation~i~
or request for pr~osal, form a part of this specification .to the e%ten~
spe.aified herein.
SPEC1P1CATIONS
PEDERAL
P-D-680 - Dry Cleaning S.alve”t.
CG-C-465 - copper-Aluminum A11OY (Aluminum Bronze) Plate, Sheet, strip, and
Bar (copper Alloy Numbers 606, 610, 613, 614, and 630) .
MILITARY
MIL-B-17931 - Ball Bearing , tin”la= , For Quiet ~~ati.xl .
MIL-G-23549 - Grease, cenexal Purpose.
M1L-A-46106 - Adhesive-sealants, silicone, RTV, General-Purpose.
STANDARDS
FEDSRAL
FE2-STC-791 - Lubricants, Liquid FI@S,
testh.g.
and Sel.atedProducts) Methcf3s of
MILITARY
MIL-STD-105 - sampling Procedures and Tables for Inspection by Attributes.
MIL-STD-290 - Packaging, Paakinq, and Marking of Petroleum and Related PrG.5ucts.
(COPleS of Specifications standards, drawings, and publications .eqtired by contractors
in connection with specific procurement f“nctians should be obtained from the proi+ing
activity or as directed by the oontra=ting officer. J
1
Beneficial comments (reoc.nmendatio”s,additions, deletions) and .inYpertinent
data “hich may be of we in improving this d.aomeent should be addressed td:
Commandor, Naval ship Engineering center, SEC 6124, Department of the Navy,
Washington , DC 20362 by using the self-addressed Stan.3ardizatic.nDOcLunent
Improvement Proposal (DD Porm 1426) appearing at the end of this do”-ent or
by lstter .
FSC 9150
DDO-G-2450BA(NAVY)
2.2 other Ublications. The following dmnar.ents form a part of this Specification to
the extemt~i~
..1.s.sotherwise indicated, the issue in effect cm date of
invitation for bids or request for proposal shall apply.
A&fH61~1;CCIETY
POR T2ST1NG AND MA’IWUALS (ASTM)
- cone Penetration of Lubricating Grease, Test for.
D 235 - Petroleum spirits (Mineral Spirits) .
D 740 - Methyl Ethyl Ketone.
D 942 - oxidation Stability of Lubricating Greases by the Oxy@n SOmb Method, Test
for.
D 1264 - Water Washout Characterizetics of Lubricating Greases t Tsst for.
D 147S - Lcu-Temperature Torque of Ball searing Greases,. Test for.
D 1743 - Rust Preventive Properties of Lubricating Greases, TeSt fdr.
D 2265 - Dropping Point of Lubricating Grease of wide Temperature Rang8, Test for.
D 2266 - Wear Preventive Characteristics @f Lubricating Greases (Four-Ball MetbDd) .’
D 2595 - Evaporation Loss of Lubricating Greases Over wide-Temperature ~ge.
D 2596 - Extre~ Pressure Properties of Lubricating Gfs.ase (FOtrr-Ball!fsthod),
Measurement of.
D 2714 - Calibration .fndOperation of the Alpb.a Model IEW-1 Friation and Wear
Testing Machine.
(Application fOr copies sbo.ld be addresssd to the Ameri.an society for Testing and
Saterials, 1916 Race Street, Philadelphia, Pennsylvania 19103. )
(Teohnioal SOCietY.ad technical association speoif ications and stdndards are generally
available for reference from libraries. ‘2hsY are also distributed among technigal groups and
wing Pederal aqencies. )
3.
R2QOIBJ2MSNTS
3.1 Qualifi.aation. Grease furnished under this specification shall be products wbiab
sre .qualifled for istfng on theapplicable quitlified pfoduats list at the tiresset for Opew
ing of bids (see 4.3 snd 6.3) .
3.2 Material. The grease shall ecmsist essentially of .a wide temperature range liquid
lubricant aod su4t6b3s gelling agent. The grease shall not be comprised of silicones nor
contain silicone sdditive..
The composition of the grease shall be provided by the msnUfaotIXSr
3.3 C=ition.
to the 16aV0 S P Engineering Center at the tiresof ualification. Material pnrtiaaed under
contract shall be the same, within normsl manufacture1 ng tolerances, as that givsn qualification approval.
3.4 ~.
TAe grease shall not have an c.bjeationable odor, or odor “of ranoidity.
pdrfums, or free alcohol.
int.
(4509$ 5WII%%%%?..
3.6 Worked
speoified ~.~
The droppinq point of the grease shall be not less than 232*C
speoified in 4.5.1.
enetratio”.
The worked penetration of the greise, when determined as
not less than 265.nor m.. than 320.
3.7 Corroeivenesa co er stri ). T% grease, when tested AS specified in 4.5.1, shall
+-=--*
show no green color, pftt
nq or e
ng on copper, nor shall a dsrk brown or black stain
remsin on the copper strip after washing with N-hexane. A slight brown stain will not be
cause for fallure.
when tested as specified in 4.,5.1,shall n4t ~ntain
3.8 Dirt. The grease,
other fc.re~part+oles
exaeeding the f?ll$uing liqdti:
dirt or
1,000 Pa$tiQles pet ‘ombio”
“ceiitititer”
“(c!i3)
of greasefor pafticles 25 .mi’&&-’
meters ,(pm] or.Larger.
75 pm or larger.
(b) None of, eartioles
...when tested in.accordance with 4.5.1, the grease shall not
Oxidation stability .“.
(a)
3.9
aause a pressure drop exceeding L72 kilopascals (kPa) (25 pounds psr square inch (2b/in2)) in
500 hours on qualification test or mare than 103 kPa (15 lb/i”2) in 100 hours on inspection
tests.
2
I .
DOD-G-24508A (WAVY)
3.10 W=
resistance. Not more than 10 percent of the grease shall be washed from
the bearing when tested as specified in 4.5.1 at 38°C (lOO-F).
3.11 ~
on steel wear. When the grease is tested in accordance with 4.5.1, tie
average diameter Z wear scars on the three steel balls shall not exceed 1.30 millimeters
3.12 Penetration after
accordance wi tb 4.5.1 s~~
rolon ed workin .
not %..-50
bun).
The penetration of the grease tested in
after 100,000 double st+ces.
3.13 oil separation. The grease shall separate not more than 10 fmrcent of its weight
in 30 Idours=en testA at 177*c ~ 3°C (350”F ~ 5-F’)as specified in 4,5.1,
less 3“14
than 3-1.
““d
The load carrying capaaity of the grease shall be not
- mater scar
==%= d am.sterwhen tested as specified in 4.5.1.
3.15 EVa
than 12 per-
ration. When tested as specified in 4.5.1, the grease shall not lose more
weight after 22 .0..s at 177°. ~ 3-C (350*F ~ 59,).
eneit . The grease shall be completely honugeneou.a at the tima of inspection
or d.;&
s??ting
camplekion o, the other qualification tests. it shall possess a
smooth unctuous. consistency without lumps, crusts, 02 granular partioles.
3.17 LW t~~~;uk%
t07X3.*. The grease shall not cause a starting torque exceeding
0.441 newton meter Nm or a running torque exceeding 0.147 Nm at -29 ‘c (-200P) when tested
as specified in 4.5.1.
3“18‘“t %5=
=%=-
The grease, when tested as specified in 4.5.1, shall
give a maxiiiiiii%earng rating .2 two.
3.19 Performance ~.
The grease shall lubricate a size 315 radial ball bearing
satisfactorily for at least 7000 houxs at 104aC (200°F) when tested as specified in 4.5.2.1.
in 4.W,%SP
s P=%&
w per ormance
*
e?j?jva
““d +-&%=
en te
judged by the criteria yiven in 4.5.2 .2;4.2.
Tbe grease, when tested as specified
avy Reference Grease Z-1 + 5 percent when
After tha grease has been stored for six months at a tempexak“re ~2&o%%%
-x~-p)
, the undisturbed penetration shall be not less than ZOO and
the worked peiietration sha~l not have changed from the original worked penetr.atim by more
than 30 points. The grease shall show no formation of crystalline material when stored for
a total of one year at a temperature of 38*C ~ 3-C (1OO*F ~ 5.F) . Both tests shall be
conducted as specified in 4.5.3.
3.22 Rubber swell.
~~ ;.type zt~ber
. .
l’he average rubber swell wlunks shall not exceed 10 percent when
(E!..6.5) is ium.ers.adin grease for seven days as specified in
rfox’mance. T,he grease, when tested as spe~i fied in 4.5.1, shall
satis;;%0L%#3%%%%%l~for
400 hours at 17’7°c~ 3°. (3513eF~ 5*F) . The
average of four tests shall be 400 hc.urSminimum.
3.24 ~
wear. The greasa coated brass gear of a helical gear set shall not wear more
than 2.5 q per ~sand
cycles under a 2-1/2 kg (5-pound) load nor more than 3.5 v per
thousand cycles under a 5 kg (10-p-aund)load when tested as specified in 4.5.1.
3.25
@aillation
~.
3.25.1 Friction &
wear testin
shall p=fona -atisfactorino+O-.
3.2S.2 Friction Oxidation tester.
perform matisfactorily for 200 h6iEZY
machine.
The grease when tested as s~cified
in 4.5.1
The grease when tested as .?pec!ifiedi“ 4.5.4 shall
3
WD-G-24S08A(NAVY)
4.
QUALITY ASSUPANCE PRQV1S1ONS
4.1 rtesonslbilit for ins ection. . unless otherwise s ecified in the contraat, the
contxaator ispret$ponsib~e=r+rmanoe
of all inaneot!O” r~.ire~ents as swcified
herein, Except as otherwise specifidd in the contract, the contractor may ose his mm or any
other facilities suitable for the performance of the inspection requirements specified herein,
unless disapproved by the Government. The Government reserves the right to gerfozm any of
the inspeOtiOnS set forth in the specification where such inspections are deemed necessary to
as.use .9
uppliea and services conform to prescribed requiremanta.
4.2 classification ~
classified a9 follc+.w:
(a)
(b)
inspections.
The inspection requirements speaified herein are
r
Qualification inspction
(see 4.3).
Quality conformance inspection (see 4.4).
4.3 Qualification tests. Qu.alifiaat20= tests shall b? C-=duabed at a lab=atoq
Qualification tests shall odnsist of the
satisfactory to
“V’-! APP1 cat
‘“3’””’=’”9
center”
tests sPecifiea *“
In 4.5.
cm for qualification
test= shall m made in ac’sdrdanoewith
‘Provisions Soverning Qualification 60-6U (see 6.3 and 6.3. 1).
4.4
-
4.4.1
one batch.
confonnance inspection.
~.
For pmrposes of sampling, a lot shall consist of all grease manufactured a9
4.4.2 Examination of filled .x.ritairiers.
A sample of filled containers eeleated fron
eauh lot in accotiance w~
M2L-STQ-105. tI nspeation level I and acceptable qo22ity level
(AQL) of 2.5 percent defeative shall be &amined to verify compliance with all stipulations
of this specification regarding fill, alosure, marking, and other requirements not involving
teats. Containers shall be examined for defects of the cou kairierand tbe closure, fox
evidence of leakage, and for urisatisfaotory markings I each sample filled container shall also
be weighed to determtne the amount of the contents. Any container in the sample having one
or more defects, or under req”ir.sd fill shall cause rejeotion of the container, and if the
number of defeativ.z c.mtainers in any sample exceeds the acceptance .nu!rk.er
for the appropriate sampling plan of M2L+TD-105, this shall oause rejeation of the lot represented by
the sample,
4.4.3 From each lot, Containers shall be selected as follows, and sealdd, marked, and
fozwarded to a testing laboratory aatisfaotc.ry to the connnandor agency con~rne.ft
(a)
(b)
If grease is furnished in 250 g (one-half pound) or 500 g (cute-pound)
containers, enough containers to form two separate .speu2men9 Of 2-1/2 k9
(five pounds) each shall be furnished.
If grease is furninhed in 2-1/2 kg (S-pound) containers two COntiinerS shall
be furnished,
one of the two 2-1/2 kg (5-pound) sample Bpeoimens shall be subjected to the tests speaified
in 4.5.1 except those for 500 hours oxidation stability, high temperature performance, rust
preventive properties, rubber swell, storage stability, gear wear, and .asoillat.ion. Tbe
other 2-1/2 kg (S-pound) sample specimen shall be retainti by the manufacturer for verification testing, if required, at a later date.
4.4.4 Sam lin for rcducticm cheak tests. From the first lot produced on a contract
or order and-t~atie~
=Y
be c.msidered ne=ess.aryby tbe Nwral Ship
Engineering Center to verify the .Cmsiste”cy of pr.adwtion quality, one 2-1/2 kg (S-pound)
=mPle and two 500 9 (1-Pund) sam@es of !mea.se.
shall be forwarded to a laboratory satLsfact.aryto the command or agency concerned. These samples shall be eubjeated to any of
the tests specified in 4.5 deemed necessary by the mmamand or agency concerned to determine
that the sample oonfoxms with .&at given qualif ioation.
4.5
~
procedures.
4.5.1 The follcwing tests shall be performed in acoordanc.awith the applicable methods
of FED-STD-791, ASPi4standards on petxeleum and lubxieants, or applicable test paragraphs
as shown in table 1.
4
DDD-G-2450EA(NAVY)
TA2LE 1.
*.
_
m?, t
FEB-STD-791
Dropping point
Penetration, worked
Corrosiveness (capper strip)
oxidation stability, 100 and 500
ASTM
D 2265
D 217
5309
hckrs~
D 942
D 1264
Water resbtance
.vwO.atioi&
c,~~ *eparationY
Load carrying capaaity
kw temperature torque
Steel on steel wear
Penetrqtio” after prolonged
working
Dirt
RW t prev.e”tiveproperties
D 2595
321
D 2596
D 1478
D 2266
D 217
3005
D 1743
‘:;zq’ratwe
“f OmRubber svell
Gear wear
Osci nation (FriOtiOn
oxidation ma tester)
Storaue stabllitv
. (see 4.5.3)
333
3603
335
6516
P
When tested
in accordance with ASl13 D ! 1, the grease s) 11 not cause a pressure
drop exceeding 17; kPa (25 lb/in2) in 500 hours on qualificatiOII testS or more
than 103 kPa (15 lb/inz) in 100 hours on inspection tests.
~Te,t tmper.qtue Shall be 1774C + 30C (350°F + 5°F) . m air bath (oven) may be
used to perform this test provi&ad the exit Temperature is within 3.C (58P) of
the test temperature. lb insure this, it may be necessary to inClude an
additional length of coiled tubing in the line contained’ in tbe air bafi (.-en).
~TeSt’;t.mper@~e
shall be 177*c (350*B).
4.5.2
Performance tests.
4.5.2.1
4.5.2.1.1
(a)
Performance life test.
Amsa rktub.
The te8t apparatus shall consist of the following:
Vertical shaft double bearing grease life test unit with pnewnatic loadhg
piston. for applying a thrust load of 4000 newtons (900 poonds force) to the
end-most bearing outer race (see f$gures la end lb) . Test assembly shall be
mounted .on shock mounts. The test bearing cylinder shall have a“ eleetria
heater tape of sufficent aapacity to maintain speoified bearing temperature,
wound around its outer surface, 13 mm by 1.2 m (l/2-6.nchby 4 faot) long,
(28S watt taP.9with hewy duty insulation for use on metal surfaces has been
found.suitable for this purpode) . ‘rhe outer (ox load end) bearing should
have two thenmcouples located so as to aontaat the bearing outer diameter at
mid-widtlu one thernwa.auple shall be used to determine bearing out& race
temperature, the second, to actuate a tet%mrature cOntrolUr
fOr tie hea~x
tepe.. T&9 inner (or motor end) bearing shall have one thermocouple in cOIItaCt
with the’bearing outside diameter at
, ~d-wiclth to ,etenaine outer race
temperature of this bearing. kta~s
f ~th@ test bearing spindle and cylinder
aiw shwn in figure ~.
.
J ,“
.
,,
5
DW-G-24508A(NAVY)
(b)
(a)
(d)
(e)
(f]
4.5.2.1,2
(a)
(b)
Driving motor,. 35S0 ~ 50 revolutions P9r minute (r/rein)Sated speed, 3.7
kilmatt
(kw) (5 horse-power (hp)), with double end shaft oonneatsd to one
test unit on each end through flexible couplings. The m.2t0rOircuit shall
incoxp=xate a mdtor ovsrload breaker which will secure the unit when motor
current exceeds breaker setting. -ti”~ of breaker to be 140 percent of
nozmal running current of a typical motor driving two operating test tmits
after running 24 hours with no external heat following installation of four
new freshly greased bearings in the two test units.
Housingt sheet mstal to form sn oven around each test unit. The housih may
have sn air intake opening on one side and a small exhaust fsn (apprOx1mste
100 mm (4 inch) didmeter) on the cppoeite side (ocmneatsd to the heater
controller so the fan is on when the beater is off and vias versa) if desired
for better temperature control.
Test bearingl single row, radial, deep groove, single shield, with rivsted,
pressed steel retsiner, size 315, grade NT3 conforming to MIL-B-17931, nude
of SW 52100 steel. A semnd separable shield or a shield ricuzufactursd
locally shall be used with each bearing to simulate a double shield bearing
configuration.
Temperature controller (for heater actuation) capable of IUdnt.dning plus or
mlnua lSC (2-F) of set te~rature.
Temperature recorder t to record outer race temperatures of both bearings in
eaoh test unit.
Cleaning’ —.
materials
Solvent dry-aleaning, type 1 of P-D-680.
Solvent, naphtha (hexdnes, tdchnioal).
Each test bearing shall be washed by slculy spinning it partialIY s~~$~”;n
m;
solvent, and repeating this oparaticm in fresh solvent until the
bearing is clean add free from all preservative. It shall then be rinsed by slowly npinning
in alesn solvent add flash dried in an oven at 71°C (160°F) just priorito luhrioation. Each
t-P8tbsaring sha31 b+ packed by hand with 31 ~ O.1 grams (g) of the grease to be tested (fOr
ma gze&
shall be paoked into the bearing using a
a We-e
specific gravity Of o .9).~
narrow-blade spatula so both sides of the bearing receive an egusl amount of greasel grease
shall not extend beyond the face of the races. The loose shield #ball then be installed in
the bearing outer race. If the loose shield is not snapped or crimped into place in the
outer race, it shall be cemented to the outer race wi!ch an adhesive sealdnt -hi lar to type
I of MIL-A-46106 using caution so that no ceuant can enter the bearing. Two test bearings
shall be installed on eaoh test s indle so the single shield which wss in the bearing as
supplied is in the dowmnost posit fon for each besrlng in operation.
4.5.2.1.4 P20cedure. A test load of 410 kg (900 pounds) shall be supp2iedrbyu~
load
~ed
witi”o”t any external beat. After 24 hours the te
pistOn and the un
controller is eet to give an outer race temperature of 93-C + 4*C (200*F ~ 7-P
Y . Sinae the
tsst unit inner (or nuztor end) bearing may run at a slightly-lower teq!peraturethan the outer
bsaring (due to heat transfer from the shaft) , the terpexature control should be Set to hold
the two bearings in a unit to tie ssnm differential above and belcw 93*C (200*F) within the
overall limit of 93°C ~ 4°C (ZOO-F f 7°F). Test operation is cyalia, a.ansisting of
continuous rumzing for 6 days follwed by a sbtitdcwn of 24 hours on the seventh day (bearing
load is not removed during this Shutdcun period). TMS cyale is continued until failom
0COU2S. Lubrication failure shall be considered to have ocaurred when sdy of the following
conditions prevail fox either of the two beazings in a test unit?
(a)
TripPin9 of the motor cut-out switah indioati.g that fri.ationaltorque has
increased sufficiently to over load the nmtor.
~
.YFor greases of npeOific gravity other than O.9, the weight to he pa.aked shall be eguak
to,34 multiplied by the speoifia gravity.
6
LY3D-G-24508A(NAVY)
(b)
‘2emperaturea in excess
of 1350c (275$F) awcmpanied
by audible change in noise
and vibraticm.~
4.5.2 .1.4.1 The performance life test shall be run Witi 10 bearings (5 teSt ~its with
7000
2 bearings each). The grease shall be reported as passing if all ten bearin9s C~letO
hours of sa’cisfacto~ Opsration or if eight bearings (4 test units) -:QUplet. 7000 hc.uxswith
only om? ‘failur.adue to other cause” as provided in 4.5.2.l.4.1.1.~
4.5.2.1.4.1.1 since it is ~ssible wcasio”ally to have a bearing failure for other
than lubricant causes, allwanca is made for one such failure. The lubriaant. shall be reported as, ‘passing with one failure due to other causes, - if the first failure in the test
10t of 10 besrings is aco~eanied by readily .aeearent SatisfaOtO~ cOnditionB in we ~vanion
bearing to the failed bearing from the samd test unit. Criteria for judging satisfactory
conditions in the companion bearing sre given in 4.5.2.1.4.1.2.
4.S.2.1.4.1.2 criteria for satisfactory conditions in the companion bearing shall be
bked on observed obvious diffe=nces in bedring and grease characteristic when comparing
the failed bearing with its companion bearing. The companton bearing must conform to all
the following requirements:
(a)
No abnozmal operating temperature, noise, or vibration .ttributab3e to this
bearing up to time of test shut-dovn.
(b)- NO noticeable increase in torque (drag or tight s .ts) ox rOughness m mtat~9
this bearing by band as removed from the test un~ t. Torqus fail”.. shall be
dekemined by tripping of overload heater which will secure the unit when
mntor current exceeds breaker setting. Ratirq of breaker to be 140 percent
of normal running current of a typical motor driving two operating test
units after runnin.a 24 hours with no external heat follcwing installation of
four new freshly g&ased bearings in the *O test units.
texture. Shall essentially reseimblenew grease in 00nsistencY -d
(a) presen~il;
no hard or carb-maoeous dewsits.
(d) Grease a earance. No indication of exposure to high tempera f.ute as indicated
~i~,
color, and baking onto bearing areas. CO1O. shall be only
slightly varied from new grease.
Grease homogeneity.
Unifozm, no excessive oil separation, liquefaction, Or
(e) –—
MJmps .
(f) Grease uantit . A supply of grease having characteristics as outlined in
~(-(e)
above shall be visible on tbe bearing shields retainer,
and race surfaces adjacent to the ball track indicating that grease has not.
run out ox been thrufn out of the bearing. Balls and ball tSa~ to eh~
presence of grease fi3m.
4.5.2 .1.4.1.3 when a ‘failure due to other causes- occurs, the test will be =ntinued
on the eight bearings in the remaining four test units.
4.5.2 .1.4.1.4
4.5.2.2
Not more than one
●
failure due to other causes’ will be allowed.
Bearinq temperature rise and qrease le”akagetest.
4.5.2.2.1. apparatus,
, (a) ‘Vertical shaft single test beariz9 unit wi~ hydraulic 10adinw CY1&I&&~f
applying a 410 kg {900 pound) thrtwt load 4s shown in f19Ure 3.
the teat bearing spindle and housing are sbcun in figures 4a and 4b.
~.
sdu,etimes possible for the outer bearing which oontrols test temperature to generate
jui$tenough heat from failure so that the heater is cut off and the failed bearing maintains test temperature without registering an abnormally high temperature on the recorder;
noise or vibration, plus an abnormally low temperature for the inner bearing (due to no
heat from the heater) , identify such a failure.
definite difference beiween the”failed bearing And its companion
~unless there is a very
bearing on Lnspectio”, using the criteria given, the failure shall be considered. bonafide
and not a ■ failure due to otbex causes. ●
7
.
EOD-G-24508A(NAVY)
(b)
(a)
(d)
(e)
(f)
4.5.2.2.2
Testbearfngtsinglerow,radial,deep
groove, single shield with pressed
steel retainer, size 315, grade NT3 conforming fsoMIL-B-17931. A second
separable shield or a shield Inanufaotured lceally shall be used with eaah
bearing to simulate a double shield bearing oonfiguration in the test. The
test bearing shall have a thermocouple located SI.a
as to contaot the bearing
outer diameter at mid-width.
Motor for driving test Spindie, 2.2 kw (3 hp) , 3550 + 50 r/reinrated speed.
Zhe motor oirauit shall incorporate a motor overloa~ breaker whiab will
t.when frictional torque bas increased suffioiently to overload
s~ur:t~r~ tt?s
Temperature recorder; to record outer racd temperature of teSt bearing md
ambient (room] temperature.
Zlydxa”li.aprefer source which with the hydra”li.a oylinder ahcwn in figure 3
will produce a thrust load of 410 kg (9oO pounds) on the test spindle.
A locally improvised transparent plasti.aoollector basin (with a center hole
sufficient to alear the rotating shaft diidsides sufficiently high to tOUCh
of the mounting p2ate) shallbe supported S0 AZ to COllEOt any
the underside
grease dro ing d.avnor thrown outward from the b&aring and 20tatibg shaft
lcwer port Y on.
Cleanin
forthePerformaiiii
mdterials. TIM same cleaning materials as specified in 4.5.2.1.2
~1
be used.
4.5.2.2.3 Preparation. The test bearing shall be washed by slowly spinning it partially
submerged in dry-cleaning solvent, and repeating this operation in fresh solvent until the
bearing is olean and free from all preservative or grease. It shall then be rinsed by SIWIY
spinning in clean naphtha and flash dried in an oven at 71*c (160*F) juet priOX to lubrication. TIM test bearing shall be packed by hand with 47 ~ O.1 g of the grease to be
te,~d.~
me ~e~,e ~h.11 be worked into the b~ring USinq a narrw blade Sp.tUla so both
sides of the bearing xeceive the .samdAmount of qrease# grease shall not extend beyond ti.z
facd of the races. The lease shield shall then be installed in the bearing Outez race. If
.the loose shield is not snapped or arimped into place in the outdr race, it shall be cdmdnted
to the outer race with an fidbesive sealant confoz’minq to type 1 of MIL-A-46106 using caution
so that no cement can enter the hearing. The bearings shall be installed on the test spind3e
m the single shield which was in the bearing as sumlied
is in the dc.mmost position in
..
operation. 4.5.2.2.4 Procedure. A test Iodd of 410 kg (900 pdunds) shall be app22ed by the ldad
piston and the unit started. NO external heat is supplied to the test unit throughout the
test., The test is operated continuously for 20 hours. At the end of the required tiim, the
Mit is se-ed.
Appearance of -Y 9rease deposited in the plastic collector basin in
v2sually noted with respect to oil separation or change in grease consistency and zecofded.
AAY 9rease le~a9e land oil, if separation Oocurred) is wiped from the shaft and from the
interior of the plastic aollector basin and weiqb~.
Suffiaient disassembly of the apparatus
shall be made so prease adhering to exterior test bearing surfaces abd adjacent tester ardas
abowa and below the uwer And lwer shields cam be collected and weighed.
4.5.2.2.4,1 Two test runs shall be mdde cm the candidate “grease and two rune shall be
made in the same apparatus using Navy Aeference Grease z-l. TIieorder of running the
cdndidate grease and reference grease shall be by random seleation. The a.anw test bearing
shall be used for all four test runs with thorough cleaning an out~ined in 4.5.2 .2.3 before
each test run.
4.5.2,2.4.2 Criteria far evaluating the temperature rise and grease leakage perfoxman~
of tie candidate grease shall be as follows!
(a)
The mean of tbe rnaximm test bearing temperature rise for the candidate grease
observed d!yinq eaah of the two 20-hOur testi shall not exceed the mean
maximum tenq.erature rise observed in tbe two tests made with Navy Referenae
Greas.3 z-l + five peraent.
~grease
of specific gravity of 0.9. For grezwes of spe.aifio gravity other than O.9, the
weight to be packedshall be equal to 52.2 multiplied by the speoifio gravity.
8
DOD-G-2450 tlA(NAVY)
(b)
(c)
The mean of the test bearing temperature rise at 20-bouxs for the two tests
with the candidate grease shall not exceed the mean of the corresponding
temperature &served with Navy Reference Grease Z-1 + ffve percent.
Mean leakage of candidate grease from the bearing for the two test runs shall
not exaeed the mean leakage obtained in the two tests runs “ith Navy Reference
Grease Z-1. There shall be no grease droppage or slinging into the plastic
collecting basin and no indication of oil separation in any test xun; any
grease leakage from the test bearing shall adhere to the top and bottom b.aazing shields and bearing and h.ausi”g areas immediately adjacent to the test
bearing.
This test method is basically msthod 3467 of FEO-STD-791 with
the u%kic.a%%%&%%%i.
TWO standard grease wrker cups (ASTM D 217) ehall be filled
with the grease sample, one ‘struck flush with the top of the cup for tidi.st.rbed penetration,
and the second filled with an additional quantity of grease to insure sufficient sample to
conduat the worked penetration. mm sample for Un”orked penetration shall be covered with
a watch glass. The sample far worked penetration shall be covered with alumimuo foil.
The CUPS shall be stored .Ovexed in an oven at a temperature of 38°c ~ 3*C (lOOer + 5“F) for
six months subsequent to the original determtnakion of the penetration. UpOn ted.atiOn
of
storage, the samples are aIIwed to coolto 25°C (77”F) prior to determining the un~sturbed
and worked penetration in accordance with ASTM D 217. The undisturbed penetration sample
shall be stored at 38°C ~ 3*C [LOO*F z 5*F) for an additional six months. The sax!qle shall be
covered in.such a .Way as to provide an air space above the grea$e 6nd prevent the surface of
the grease from being disturbed. The sample shall then be examined for presenoe of
crystalline material.
4.5.4
oscillation.
4.5.4.1
ApparatW.
(a)
(b)
(c)
The apparatus used consists of:
Alpha L3W-1 or equivalent friction and wear testing machine sq”ipped
with an .x%
Iillatory drive mscbanisrn,.l.aadcell tra”sducex, and a transducer
amplifier/indicator (see 6.6).
Measuring magnifier glass, with me trio or English unit calibration with a
precision of 0.05 mm (0.002 in) or equal.
Analytical balance, Cap%ble of weighing to the.nearest 0.1 RIP.
The test ring shall be made of SAS stiel having a Sockwell hardness
shall have a ground fats 8.15 ~ 0.127 mm (0.321? 0.005 in) wide
of 35 ~~:~~$~ mn (1.3775 ~g :~~~ in) having ~ ec~”tricity betweei the in~.r
of C5~”~~4&3.%I%%&ig
and dhmst.r
and outer surface no greater than 0.038 mu (0.0015 in). The surface finish range of the
outside diameter surface of the ring shall be 5 to 15 micra in mns in the direction of
the motion.
4.5.4.3
Test block.
lh.a test black shall be made of copper alloy conforming to
mm) 0.250 ‘-0005 in wide and 1S.7
00-c-465, A11oY 642 with tbe test surface (6.35 ~$~~
-0.0000
+ 0.127 !mn (0.620 ~ 0.005 in) long; The height of the test block shall be 10.16 ~ .051 IMD
To.400 ~ 0.002 in). The Rockwell hardness shall be B88 ~ 3. Each blook shall have . test
suqface polished to a swfac.a finish of 4 to 8 ndcro in rms, being perfectly square with all
outside edges.
4.5.4.4
(a)
(b)
[c)
4.5.4.5
ASTM D 2714.
Reagents.
The reagents used are %
Hexane Acs grade.
Msthyl OthYl ketone conforming to ASTM D 740.
Petroleum spirits conforming to A8TM D 235.
Calibxati,n ~
aPparatU9 .
The apparatus shall be calibrated in accordance with
I
9
DoD-G-24508A(NAVY)
Before each test, thoroughly clean the specimen
holder, thre.%fe sect on, I& nut, an lockwaaher. Use hex.ane as the aleaning agent and
rinse with methyl ethyl ketone. Clean a new test ring and block fox eaoh test using the
Pollcwing procedure:
4“5”4”’%-%
(a)
(b)
(c)
(d)
(e)
(f)
(9)
(h)
(i)
‘f i%--%
Immerse in
Winse in a
Buspend in
lmnerse i“
Allow Part
petrolewn spirits and sorub with lint-free cloth.
second bath of petroleum spirits.
the vapor of boiling hexane for 30 seconds.
boiling methyl ethyl ketone for 30 seconds.
to drip dry.
Whenparthas dried, suspend it in v8Por of boiling hexane for 30 seconds.
Allw.fpart to air dry.
weigh eaah test ring and block to the nearest 0.1 mg.
Store specimdns in desiccator uotil ready to use.
Lubriaate the quarter sepsnt of the speoimen holder and the threa~ed section with grease
conforming to MIL-G-23549 . APPIY me 9rea2e to be tested to the test ring surface, making
sure that the entire wear surface is completely covered with test yease.
Wount the test
block in the quarter segment (clean lint-free cotton gloves should be used in bandzing the
specimens) and position both in the speoinwn holder making sure that tbe quarter seqwent and
block are securely positioned in the cylindrical slot. With one hand holding the test bleak
iaount,tighten with a torque wrench to 250 in-3b8. Apply the additional test grease to the
area of the test block Which overlaps the ring on both sides of the bl.wk. Place a 500 9
(one-fmund) weight in position on the bale rods. Align the two reference markers by adjusting
the turn buckle on the friction rod. Tighten lmknuts on the turn buckle. Position the
friction for- cut-off level. The cut-off level is set at 18 kg (40 lbs) fox a 0.44
coeffi.sie”tof friction. Adjust the amplitude of oscillation ‘for a 90 degree ara.
4.5.4.7 Procedure. With the revolution aounter set et zero start the maohine and
adjust the c.saillati.g speed to 87.5 cycles per minute (c/m) ❑aking sure at this point that
the reference markers are perfectly aligned. Md a 0.45 kg (one-pound) weight at 60 CY01i3S
and another 0.45 kg (one-pund) weight at 120 cycles. Run until failure is encotitered due
to excessive friction (cut-off 0.44 coefficient of friction) or excessive wear.
4.6
be
Ins
ction of
re
ration fer delive
ins..t6+.Sh~.EGn7&&
5.
The ackaging, packing, and marking shall
spea!fic6tio”.
PWEPABATIOW PDR DXLIVERY
(The preparation for delivery requirements sped fied herein apply only for direct
Government procurements. Por the extent of applicability of the preparation for dezivery
requirerc.mtsof referenced docments listed in section 2, see 6.4)
Grease shall be packaged in 250 g (l/2-pOund) ;
Packaging, packing, 6nd marking shall be
500 GiL&%%?%’29%%’
E%%%%%”..=.
in accordance with W2L-STE-290, level A, B, or c, m speaified (eee 6 .2).
6.
ND’PES
6.1 Intended use. ‘lb. grease covesed by this specification is intended for multi-purpose
Use and use in grea=lubricated
ball and roller bearings operating at a continuous t~PeXature up to 149-C (300SF] and “p to 177*c (3500F) for periods up to 4 hours in any 24-hour
pericd.
6.2
Orderinq ~.
(a)
(b)
(0)
Procurement dootmen~
should specify tbe foil.cwing:
Title, number, and d6te of this specification.
mplicable levels of packaging and packing requird (see 5.1).
emit .aant.ainec
qwantity (see 5 .l~.
6.3 With respect to products requiring qualification, , awards will be made .mly for
products which are at the time set for opening of bhfs, qualified for inclusion in the applicable Qualified Prc.5”ctsList QPL 2’508 whether or not such products have aCtUallY been S0
listed by that date. ‘fhe attention of the contractors is called to these requirements, and
manufacturers are urged to arrange to have the products that they propose to offes to the
Federal Government tested for qualification in order that they may be eligible to be awarded
contracts or orders for the roducts covered by this speoifioation. The activity responsible
for the Qualified Prod”ots I&t is foavalShip .“gineering center, Department of the Navy,
10
cm-c-2450
aAowm7
Washington, DC 20362,, and information pe?tainlnq + qualification Of Produ~ts I06Ybe Obt~ned
from that activity. Application for qualification tests shall be made in accordance with
.nProvisions Governing Qualificati.sn SD-6” (see 6.3.1) .
6.3.1 Copies of “Provisions Governing Qualifi.atiOn SD-6” MY be Obtained uPOn
applicatim to C0Umandin9 Officer, NaVal Publications and Forms Center, 5801 Tabor Avenue,
Philadelphia, Pennsylvania 19120.
6.4 Sub-contracted material and arts. ‘rhepreparation for delivery requirements of
referenced documents
isted in sec~n%
not apply when material and parts are pro..red by
the contractor for incorporation into the equipment and lose their separate identity when
the equipmant is shipped.
6.5 standard .-L” type rubber samples -Y be obtained from the Aero Materials Department,
Naval Air Development Center, Warmins ter, Pennsylvania 18474.
6.6 The Alpha LFW-1 friction and wear testing machine is avai3able from DW-Corning
Cofpoxr.ticm, ‘resting Machine Department, ‘fxusbell, Connecticut 06611.
6.7 C&M
.9Pecificatfi
es from revious issue.
=-&”=dentify
Due to extensive changes, the margins of this
changes with respect to the previous issue.
Review activity:
As
Preparing activity *
Navy - SH
(Project 9150-W475)
11
1’”-
I
DOD-G-24508A(NAVY)
.
FIGURE la.
Performance life apparatus - lmter mounted assetily.
12
I
DDD-G-24508A(NAVY)
FI~
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
lb.
Perfornmncs life apparatus - lower test unit section.
Cylinder flange, inner.
Cylinder flange, outer.
Test bearina cvlinder.
support bra=ke~.
Plate form isolation mount.
Height adjuster stem.
Iieightadjuster.
Angle mount.
Support plate.
IWst bearing shaft.
coupling.
Drive motor ‘shaft.
‘restbearing (2).
Load piston.
Part identification - figures la and lb performamew life apparatus.
mJD-G-24508A(NAVY)
FIITISH
M40smm
U .COlnT.I.R.
U* ❑ & RAT
m_. m 0s
w—a
t+wllsi
K-?yJ
%%
ly
I
I
i
:
2’%$%
#’
u - SK&Hell o-30JI0beforef211i8111ng.
FIOum 28- oYlin4er - 14at.,1-st.
6X45.
14
WD-G-24508A(NAVY)
@-@-
@w
w
@-
=+
FIGORE 3.
Packinq and temperature rise vertioal spindle.
uppaxbeating
housinq.
Suwac.rt housing.
Splinner.
neater housing.
Heater (not used for temperature rise and leakage test) .
Test bearina housinu.
Vest bearin~.
Size 206 ‘Cartridge” bearing (removable shields) .
140unting plate.
1:: Frame.
12.. Hydraulic cylinder.
12. Torque bracket.
13. support hearing CUP.
14. Size 308 angular oontact bearing.
15. Shaft ,
16. m~v:e~lleys.
17.
18. Belt guard.
19. Drive motor (on separate stand) .
1.
2.
3.
4.
5.
6.
7.
a.
Part identification - figure 3 temperature rise and leakage apparatu9.
15
DOD-G-2450 W (NAVY)
8 HOi-Es-13/1601A
EQ.5P.ON II
DIAB.C.
FIGURE ha.
~