An Approach to the Design Calculation of Sucker Rod Pumping Systems in Coalbed Methane Wells * LIU Xinfu
advertisement

CHINESE JOURNAL OF MECHANICAL ENGINEERING Vol. 24,aNo. *,a2011 ·1· DOI: 10.3901/CJME.2011.**.***, available online at www.cjmenet.com; www.cjmenet.com.cn An Approach to the Design Calculation of Sucker Rod Pumping Systems in Coalbed Methane Wells LIU Xinfu 1, *, QI Yaoguang 1 , LI Yanxiang 2 , and LIU Chunhua 1 1 College of Machinery and Electronic Engineering, China University of Petroleum, Dongying 257061, China 2 PetroChina Coalbed Methane Company Limited, Beijing 100011, China Received February 2, 2010; revised September 6, 2010; accepted October , 2010; published electronically October , 2010 Abstract: The existing design of the pumping systems mainly focuses on the approximate computational formulae and procedures, which are developed based on the analytic approaches of conventional oil/gas fields. The calculation of polished rod loads usually just concerns about the static and inertial loads. And the computation of gearbox torque generally uses empirical formulae and correction factors. The above modeling procedures, if applied to the coalbed methane(CBM) wells, can not give the desired accuracy of the system design and its pertinent analysis. In this paper, based on the kinematic and dynamic analysis of the pumping system, the kinematic relation of polished rod is analyzed, and the variation of the total loads of polished rod is developed with the limits of CBM well conditions along the string. The gearbox torque calculation model is established by combining the counterbalance effect with the calculated dynamometer cards and torque factors. The application characteristics of this model are demonstrated by the example of ZH002­4 well in Qinshui basin. The interpretations of results show that the cranks of beam units should rotate in a counter clockwise direction viewed with the wellhead to the right. Compared with oil/gas fields, the dynamic and friction to polished rod load ratios are relatively high and the computation of polished rod loads should involve the static and inertial loads, as well as vibration and friction loads. And the dynamic load ratio decreases rapidly during the production. Besides, the total deformation of the string is small in CBM wells. As for balanced operation, the gearbox torque load usually has two approximately equal peaks and the magnitudes of instantaneous torque are just within 50% of unbalanced gearbox loadings. The proposed research improves efficiency of the pumping system, loads the pumping unit more uniformly, and provides the reasonable basis for selecting the units. Key words: sucker rod pump, kinematic analysis, polished rod load, dynamometer card, gearbox torque 1 Introduction* Nowadays, the most common method of artificial lift used in producing the coalbed methane(CBM) wells is sucker rod pumping. The sucker rod lift system consists of three components: pumping unit (associated prime mover), sucker rods and tubing, and downhole equipment [1–2] . Based on the analytic approaches of conventional oil/gas fields, many authors have developed approximate computational formulae for designing the sucker rod pumping systems [3] . The approaches to calculation of the polished rod loads include the formulae of American Petroleum Institute(API), Vilnovsky, Vilnovsky­ Adowning, Kemler Emory and Mills [4–5] . These relationships generally modified and applied a variety of simplified assumptions and analytic approaches to calculate the extreme limits of the loads. And they usually considered the static and inertial loads while neglecting the * Corresponding author. E­mail: upcdoctor@126.com This project is supported by National Key Sci­tech Major Special Item of China (Grant No. 2009ZX05038004), and Shandong Provincial Science and Technology Development Project of China (Grant No. 2009GG10007008) vibration and friction loads. The approaches to computation of gearbox torque loadings include the simplified formulae of API and Pamazanov [6–7] . These relationships usually developed theoretical analysis and correction factor, or just used empirical formula of oilfields. In 1965, API recommended the approach to the design of sucker rod pumps in oilfields. This approach was applied to 77 oil wells and the results showed that it could provide a basis for oil/gas field development. Then in 1963, GIBBS [8] used computational procedures to identify some specific phenomena that occurred while the pumping system was working. However, these modeling procedures, if applied to the CBM wells, can not give the desired accuracy of the system design and its pertinent analysis mainly because of the specific CBM well conditions including relatively shallow well depth, high dynamic fluid level, low water production, short stroke, and low speed. Many problems, such as large capitalized cost, non­matching equipment, catastrophic failure and sanding up, emerge in CBM wells and thus decrease efficiency of the pumping system. In order to improve efficiency, load the pumping unit more uniformly, and reduce the size of gearbox, the sucker rod pumping mechanism was furnished and the kinematic
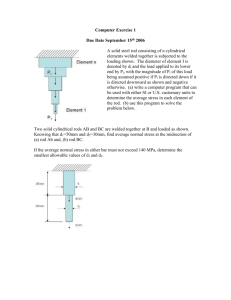
·2· YLIU Xinfu, et al: An approach to the design calculation of sucker rod pumping systems in coalbed methane wells and dynamic analysis of beam unit, rod and tubing, pump were developed based on the well conditions along the string. Then the system design calculation was given by computing the polished rod loads, dynamometer cards and gearbox torque loadings. 2 Model for Sucker Rod Pumping System 2.1 Kinematic analysis of pumping units The function of the pumping unit is to convert the rotary motion of the prime mover to the vertical reciprocation motion of the polished rod. And the mechanism can be regarded as a four­bar linkage, which is comprised of one fixed bar between the crank shaft and saddle bearing, and three active bars of the crank, pitman and beam, as is presented in Fig. 1. y B l 2 D 3 θ 2 1 3 b θ r j θ 1 x K 1 4
δ
O O' ω a H G I A Fig. 1. Mechanism of the sucker rod pumps Based on the exact kinematic analysis of the pumping units [9] , the polished rod position SA, velocity vA and acceleration aA at crack angle j are found by: ì
ï
b 2 + K1 2 - (l + r ) 2 S A = a ï
íarc cos ï
2 bK ï
î
(1) é r ùïü
b 2 + K1 2 - l 2 arc cos
- arc sin ê sin(j + d ) ú ïý , 2 bm
ëê m
ûú ïïþ v A =
é
ù
π n g a ê rK1 ( m 2 + l 2 - b 2 ) sin(j + d ) m 2 + r 2 - K 1 2 ú
+
ú , 2 ê
30 m ê
2 úû
4l 2 b 2 - (l 2 + b 2 - m 2 ) 2 ë
(2) a A =
n 2 arK 1 {[ m 2 ( m 2 + l 2 - b 2 ) cos(j + d ) 91.2 m 4 2rK1 (l 2 - b 2 ) sin(j + d )] / éëê 4l 2 b 2 - (l 2 + b 2 - m 2 ) 2 ùûú
2rK1 m 2 éëê( m 2 - b 2 ) 2 - l 4 ùûú sin 2 (j + d ) +
1.5 é 4l 2b 2 - (l 2 + b 2 - m 2 ) 2 ù
ëê
ûú
( m 2 - r 2 ) sin(f + d )}, where 0.5 +
(3) d = arc cos
m 2 + ( r + l ) 2 - b 2 , 2m ( r + l ) m = r 2 + K12 - 2rK1 cos(j + d ). In order to describe the maximum polished­rod ¢ to ideal value amax, a acceleration ratio of true value amax factor K is introduced. And the factor is just a function of structural parameters of the sucker rod pumps, defined as follows: ¢ = K g amax =
amax
1 + r / l π 2 n 2 g S max , 1 - ( r / b) 2 1 800 b (4) where a is the distance between the saddle bearing and polished rod, b is the distance between the saddle bearing and the equalizer bearing, K1 is the distance between the crank shaft and the saddle bearing, l is the pitman length, n is pumping speed, r is the length of crank, and S max is maximum polished­rod displacement. 2.2 Computation of polished rod load During one complete pumping cycle, the polished rod load can be calculated as a function of time, and a variable which can reach maximum and minimum values. And it has been recognized by pumping experts that the key to the proper description of the pumping system is the exact simulation of the rod string’s behavior [10] and column of liquids in the wellbore. The analysis is on the basis of the four phases of a complete pumping cycle: (1) The deformation period of the rod string and tubing; (2) The upstroke period; (3) The deformation period of the rod string and tubing; (4) The downstroke period. Static loads are caused by the weights given by the rod string, column of liquids, and the pressures on piston while the sucker rod pumping system is stopping [11–12] . The weight of rods GR is distributed along the string and is positive for the whole cycle, while the buoyant force always opposes the rod weight and it is customary to handle the sum of the rod weight in air and buoyant force by using specified rod weights G¢R in well liquid. Fluid load FF is concentrated force acting at the bottom of the string only during upstroke and equals to the force resulting by the net hydrostatic pressure of the well liquid lifted. Besides, the polished rod suffers the load FP caused by the pressure drop at the level of the CBM production installation only for the upstroke and these loads equal to the forces resulting by the gross fluid load acting on the plunger. Fig. 2 is given to illustrate this phenomenon.
·3· CHINESE JOURNAL OF MECHANICAL ENGINEERING A crank angle. Given the variation of the load, the maximum inertial load FImax can be given by: H The dynamic fluid level H A FIUmax = (1 + C )
L Sucker rod hS Tubing Plunger FIDmax =
Pump barrel (a) The upstroke GR
π 2 G R 2 amax = n S , g
1 800 g
(9) (10) (b) The downstroke Fig. 2. Sketch map of pressure on piston imposed by liquid column during one pumping cycle Therefore, the static loads can be calculated as the sum of the mentioned loads. And the loads for the upstroke FSU and for the downstroke FSD are described as below: FSU = GR + FF - FP = qR gL +
( AP - A ) ρ w gL - AP ( r m ghS + pG ), FSD = GR¢ = qR ¢ gL, (5) where C =
FF
r ( A - A ) 2 e = w g P . GR
r A( AT - A) The factor e is the area ratio (plunger to tubing) of decreasing acceleration of liquids caused by the enlarging inner cross section of the tubing. Fig. 3 shows the cross section of the tubing and plunger. Sucker rod Tubing (6) where A is the sucker rod cross­sectional area, AP is the plunger cross­sectional area, hS is the submergence depth, L is the total string length, pG is the pressure on the dynamic fluid level, qR is the rod weight of unit length, q¢R is the rod weight of unit length in well liquid, r is the density of rod material, rm is the annular liquid density, and rw is the well liquid density. Dynamic loads are the loads which the polished rod suffers while the pumping system is working [13] . The loads, including inertial and vibration loads, are the results of change in acceleration during the pumping cycle [14] . The inertial forces can be calculated as the product of the moving weights given by the rod string FIR and column of liquids FIL in the wellbore and polished­rod acceleration. These represent only the forces necessary to move the rod string and column of liquids, which are assumed to be concentrated and non­elastic. Therefore, the inertial forces for the upstroke FIU and for the downstroke FID can be determined, as follows: é
r ( A - A ) 2 ùú
FIU = FIR + FIL = ê1 + w g P a A r AL , ê
r A( AT - A) úû
ë
(7) FID = FIR = a A r AL, (8) A T- A A P- A Plunger Pump barrel Fig. 3. Cross section of the tubing and plunger The rod string, belonging to elastomer, can be regarded as a long rod. One end of the slender rod is fixed, while the other end is unconstrained. The model is developed under the premise of coordinate origin located at the polished rod, and the unit of the rod string is given in Fig. 4. F O y O x dx x x μ + dx μ L x μ F 1 ¶ μ d x ¶ x O F x ¶F F + dx ¶x dx Fig. 4. Sketch map of longitudinal vibration of rod string where AT is cross­sectional area of the tubing, and F IL = e g
GR
π 2 KG R 2 ¢ = (1 + C )
amax n S , g
1 800 g
a A FF
A - A a A F F = P
g . g
AT - A g
For one complete pumping cycle, the magnitude and direction of the inertial loads are continuously variable due to the polished­rod acceleration which is a function of the The wave equation is ideal for the purpose because the problem at hand involves the propagation of waves in a continuous medium. And it is a linear hyperbolic differential equation that describes the longitudinal vibrations of a long, slender rod [15–16] . In its simplified form, the wave equation is given by: 2 ¶ 2 m ( x, t )
2 ¶ m ( x, t ) =
C , W ¶t 2
¶ x 2 (11) where CW is propagation velocity of elastic longitudinal wave, and m is elastic position of the section (x).
·4· YLIU Xinfu, et al: An approach to the design calculation of sucker rod pumping systems in coalbed methane wells Initial conditions and boundary conditions are defined as follows: m t = 0 = 0,
¶m
¶t
y = -V g , m
L
t = 0 x =0 = 0,
¶m
¶x
= 0, x = L where V is the relative velocity for the lower end of rod string. Then the vibration load FV can be determined based on the solution of the wave equation as follows: ¶m
8 EAV ¥ (-1) n FV = -EA
= 2
sin(2n + 1)w0 t , å ¶x y = 0 π C W n = 0 (2n + 1) 2 (12) where E is elastic modulus of rod material, and w0 is circular frequency. In practice, the vibration load is given by a periodic function at crack angle (w0t) and its period is 2π. The amplitude of vibration gradually decreases during the pumping production due to the resistance in the CBM wells, and the maximum value of the load occurs where
w0t = 0.5π. Therefore, the maximum load FVmax caused by the unconstrained longitudinal vibration can be calculated as follows: FVmax
æ1
π nLA éê
1 ÷ö
÷=
( FSU - F SD ) ççç +
ê
çè A A W ÷÷ø
30 CW êë
ù
n SLú , û ú
r (CK + K + 1) 364.76 t max =
F2 = 0.94
F3 =
(13) (14) where AW is the cross­sectional wall area of the tubing, S is the polished­rod stroke length, and tmax is the time when the maximum load occurs. The magnitude and direction of dynamic loads constantly change during the pump stroke, but they generally result in a positive net load for the upstroke and a negative load for the downstroke. The friction forces in the pumping system are comprised of the interaction forces among the rod string, tubing, well liquid, and plunger. Interaction forces between the rod string and tubing, F1, are within 1.5% of the rod weights based on the statistic data for the vertical CBM wells. The semi­dry friction forces between piston and pump barrel, F2, can be approximately calculated by Eq. (15) [17] . The forces, F3, are caused by the friction between the rod string and well liquid during the downstroke and the maximum value can be determined by Eq. (16) [18] . And interaction forces between tubing and well liquid, F4, are caused by their relative movements during the upstroke and are within 77% of the forces, F3, while mostly water comprises the component of the well liquid and the viscosity is much D P -140, d ¢ (15) m w L( K 2 2 -1) π 2 g 2
nS , 30 ( K 2 + 1) ln K 2 - ( K 2 2 -1) (16) π 2 r w A 3 g P 2 g ( nS ) 2 , 2
7 200 m w AV (17) F5 = AP r w gs =
where AV is valve ball area, DP is plunger diameter, dV is valve ball diameter, K2 is the diameter ratio of the tubing to rod, d¢ is single­sided interstice between the piston and pump barrel, s is draught loss, mw is well liquid viscosity, and s=
m w =
2 π L = , 2 w0 CW lower than that of oil. And the forces caused by pressure drops across the pump valves, F5, are the main reasons for generating flexural deformation at the lower parts of the rod strings. Upon integration, the friction forces F2, F3 and F5 can be determined by the following equations: A 2 π 2 g P 2 ( nS ) 2 , 2
7 200 g m w AV π d V A Re =
g P nS . 65 000 3 900 000 n AV where n is kinematical viscosity of well liquid. Therefore, the friction forces are of two kinds: fluid friction and mechanical friction. Fluid is moving with the rods during the upstroke and against the rods during the downstroke. Mechanical friction forces oppose the movement of rods, so they are positive on the upstroke and negative on the downstroke. Consequently, the maximum friction loads during the upstroke FFU can be determined as the sum of the loads F1, F2 and F4, while the loads during the downstroke FFD are calculated as the sum of the loads F1, F2, F3 and F5, as follows: FFU = F1 + F2 + F4 , (18) FFD = F1 + F2 + F3 + F5 . (19) A sum of above mentioned loads gives the total load of the polished rod. During one complete pumping cycle, the polished rod load is a function of time, variable which can reach peak value Fmax due to the static loads, dynamic loads and friction forces, and minimum value Fmin which consists of only the buoyant weight of rods minus dynamic loads and friction forces. Therefore, the extreme values can be found by the following formulae: Fmax = FSU + FIU max + FV max + FFU , (20)
·5· CHINESE JOURNAL OF MECHANICAL ENGINEERING (21) B' B1 B A'' A1 A' A C' C C1 C'' D D1 D' ­ λ ­ 2 1λ
λ F SU ­ λλ 1 ­ 2 λ F SD Load F/N 2.3 Deformation of rod string and tubing During the pump stroke, the top dead center and bottom dead center are the transition points between the upstroke and downstroke where the loads which the rod string and tubing suffer change between the loads FSU and FSD. Consequently, the deformations of the rod string and the unanchored tubing are caused at the beginning of the upstroke and downstroke. In order to evaluate the deformation, the static deformation is introduced and can be calculated as the sum of the deformation of rod string,
lR, and the deformation of tubing, lT, as follows: S F SU+F IU max+F Vmax+F FU Fmin = FSD - FIDmax - FVmax - FFD . F SD­ F IDmax­F Vmax­F FD Displacement S/m Fig. 5. Dynamometer card for the CBM wells θ The dynamometer cards measured by the dynamometers can give approximately measurement for the shallow and low­speed CBM wells. While the producing depths ( F - FSD ) L æç 1
1 ö÷
÷÷. l = lR + lT = SU
(22) increase, it is indispensable to obtain the cards based on the çç +
÷
çè A AW ø E
calculation method proposed. The accurate dynamometer An examination of dynamic loads during the pumping cards can be obtained with the effects of dynamic and friction loads and are able to satisfy the requirements of the cycle shows that the rod string is exposed to a cycle loading. The tension level decreases at the end of the upstroke and pumping production in coalfields. increases at the end of the downstroke due to the maximum inertial loads. The dynamic deformation of the rod string, 3 Determination of Gearbox Torque l1+l2, causes additional stroke length and can be To improve the efficiency of the system, reduce the size calculated as follows: of the prime mover and gearbox, and load the gearbox more uniformly, sucker rod pumping mechanism is usually ( FIUmax + FIDmax ) L π 2 FR (CK + K + 1) 2 equipped with some type of counterbalance system. The l1 + l2 =
= n SL . 2 EA
3 600 gEA
counterbalance effect at the polished rod is approximately (23) equal to the above mentioned polished rod load. The method for determining the instantaneous gearbox torque During one pumping cycle, the static deformation throughout the pumping cycle is to take the kinematic decreases downhole plunger stroke length [19] by l while analysis of pumping units and then use the dynamometer dynamic deformation increases it by l1+l2. Considering cards and position data with counterbalance moments [23–24] . above assumptions, plunger stroke length, SP, can be The actual gearbox torque loading is just the net gearbox evaluated as follows: torque at the crankshaft. And it is the difference between the torque due to net well load and the torque due to the AP r w g æç 1
1 ö÷ 2 counterbalance moment of the crank, crank counterweight, ÷÷ L +
S P = S çç +
÷
ç
beam, and beam counterweight. In order to calculate the E è A A W ø
(24) instantaneous torque and plot the torque curve, the π 2 (CK + K + 1) r n 2 S 2 L . mechanism diagram of a beam pumping unit with crank 3 600 E
and beam mounted counterbalance is given, and it is shown in Fig. 6. 2.4 Dynamometer card The dynamometer card [20–21] is shown in Fig. 5 by taking b1 Q C 2 B1 F 21 -g ω r into account the variation of the loads of static, dynamic A2 F 43V B F 41V and friction, and the static and dynamic deformations of the O 3 α F 43H D string. And it is the plot of the total loads at the various F
F a 41H 12 β A b Q B F T positions over one complete stroke and used for B2 Q A1 O' 2 C K determining sucker rod and pumping unit loading, gearbox δ F43V F torque, and downhole pump operation [22] . D1 F21 Q C 2 ω
r H -- B g α
F 43H O j 1 D I r F C F T A β
O' Q 4 D2 C ω G (a) F12 Q B F (b) Fig. 6. Mechanism diagram of a beam pumping unit
·6· YLIU Xinfu, et al: An approach to the design calculation of sucker rod pumping systems in coalbed methane wells with crank and beam mounted counterbalance The equation for net gearbox torque does not include the change in structural unbalance with change in crank angle, and neglects the inertia effects of crank, pitman, equalizer, beam, and friction in the crank pin, equalizer, and saddle bearing. Then the calculation model is developed, and points for plotting the net torque curve are calculated from the following equations: F21r sin a - FT r - QC r sin j = 0, Q b 2 a Fa - F12b sin b - QBb 1 cos q + B 1 A = 0, ga
Therefore, the instantaneous net torque loadings can be determined by combining the polished rod loads and position data with counterbalance moments as follows: ì
éæ 1 S ö S ù
ï
QBb1 M =ï
cos êêççç - A ÷÷÷ max úú +
í F ÷
ï
ç
a
ï
ëêè 2 S max ø a ûú
î
ï
QB b12w 2 S max a A ü
ï v A S - Q r sin j , ý
max
C 2
2 a g
w S max ïïþ w S max (31) (25) M F = F g (26) where b1 is distance between the beam counterbalance and the saddle bearing, QB is the beam counterweights, QC is the crank counterweights, a is the angle between the crank and pitman, b is the angle between the pitman and beam, and q is angle between beam and horizontal line. Upon integration, the tangential force at the crankshaft, FT, can be determined by the formula given below: v A S max . w S max (32) 4 Application 4.1 Basic parameters The application characteristics of this method are demonstrated by the example of ZH002­4 CBM well in Zhengzhuang coalfield of Qinshui basin, China. This CBM well makes continuous production after its completion and fracturing, and accumulates plenty of operational data. A é a b1 æç
b1 a A ö÷ùú sin a
ê
÷
FT = F - QB çcos q - Q C sin j , (27) CYJ3­1.5­6.5HY beam unit is used in this well and its ê b
b çè
ag ÷÷øúû sin b
ë
geometry is characterized by the parameters: crank length, 625 mm; pitman length, 2.625 m; distance between saddle The instantaneous gearbox torque M can then be bearing and polished rod, 1.45 m; distance between saddle calculated as follows, using Eq. (28). The torque due to net bearing and equalizer bearing, 1.325 m; distance between well load MF is the load magnitude multiplied by the torque crank shaft and saddle bearing, 3.155 m; distance between factor TT at a given crank position and the equation for it is beam counterbalance and saddle bearing, 2.035 m; beam included in Eq. (28). counterweights, 15 kN; crank counterweights, 0 N. Based on the fluid flow characteristics in the CBM é a ù
æ
ö
reservoirs, a complete producing life can be divided into b
b
a M = FT r = êê F - Q B 1 ççcos q - 1 A ÷÷÷úú ´
÷
three portions including single­phase water flow, two­phase ç
bè
ag øû
ë b
(28) gas and water flow and single­phase gas flow [25–26] . The sin a
r - QC r sin j , values of system parameters are variable during each sin b
portion of the producing life. Given the field data, the range limits of the operational parameters and independent a sin a
M F = FTT = F
r . (29) variables for the calculation to be defined are established as b sin b
shown in Table 1. The torque factors are used to convert the unit load of polished rod to torque at the gearbox, and they may be determined by a scale layout of the unit geometry and the various crank angles involved. Neglecting the energy loss caused by some type of friction between the input to motor and the polished rod, the power due to the crank PC is equal to the power due to the polished rod PP based on the laws of fundamental mechanical energy balance. The power PC, can be calculated as the product of the torque MF, and crank angular velocity w, while PP is the product of the load, F, and polished­rod velocity vA. Then the torque factors can be calculated as follows: TT =
v a sin a
g r = A . b sin b
w
(30) Table 1. List of operational parameters in the well studied Parameter Plunger diameter DP / mm Rod diameter d / mm Tubing diameter D / mm Tubing cross­sectional area AT/ cm 2 Wall thickness of tubing DW / mm Total string length L / m Dynamic fluid level H / m Pressure on dynamic level pG / kPa Annular liquid density rm / (kg • m-3 ) Well liquid density rw / ( kg • m-3 ) Well liquid viscosity μw / (μPa • s) Pumping speed n / (r • min-1 ) Value 44 44 44 19 19 19 52.4 52.4 52.4 19.87 19.87 19.87 3.96 3.96 3.96 705 705 705 610 671 695 20 470 1 860 956 833 485 1 016 1 016 1 016 790 790 790 10.0 7.0 4.5 44 19 52.4 19.87 3.96 705 701 1 350 778 1 016 790 2.0 4.2 Results and interpretations Fig. 7 shows the polished rod position, velocity and
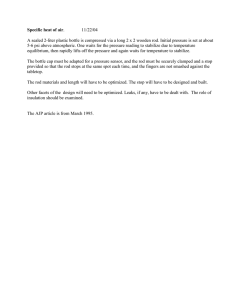
·7· CHINESE JOURNAL OF MECHANICAL ENGINEERING acceleration for each 10° position of the crank with the geometry of a CYJ3­1.5­6.5HY beam unit. The variation of polished­rod position can be approximately regarded as cosine curve while the polished­rod velocity is sinusoidal form. The geometry of the unit is such that the value of acceleration in a clockwise direction of rotation of the crank is larger than that in a counter clockwise direction for the same crank angle. Therefore, the cranks of the pumping units in CBM wells should rotate in a counter clockwise direction in order to decrease the maximum polished­rod acceleration during the upstroke, defined with the wellhead to the right of the gearbox when the observer is looking towards the unit. S A / max S vA /(ω max) ∙ S 2 aA /(ω max) ∙ S 1 Relative magnitude m 1 0.8 0.6 0.4 0.2 0 ­0.2 ­0.4 velocity and acceleration Calculation of the polished rod loads by applying the relationships developed is made possible with the use of well data measured from the coalfield. The extreme values of above mentioned loads and the string deformations are determined and the results are shown in Table 2. The polished rod loads are variable in a large scale due to high fluid flow rate and dynamic fluid level dropping down rapidly during the prophase of the pumping production, while the variation range is low during the steady flow production when dynamic fluid level is nearly unchangeable. The values vary from 29.14 kN during the prophase to 24.53 kN for two­phase CBM well, and then to 24.57 kN for single­phase (gas) CBM well. Furthermore, compared with conventional oil and gas fields, the total deformation of rod and tubing is much smaller in the CBM wells due to the relatively shallow well depth and low loads of the polished rod. Table 2 contains statistical parameters of string indicating an overall deformation of 149 mm and individual deformation as low as 138 mm and as high as 161 mm. ­0.6 ­0.8 0 45 90 135 180 225 270 315 360 Crank angle φ/ (°) Fig. 7. Variation curves of polished­rod position, Table 2. Results of extreme values of the polished rod loads and the string deformations Upstroke Downstroke Static load FS / kN Inertial load FImax / N Vibration load FVmax / N Friction load FF / N Extreme values of polished rod load F / kN Static deformation
l /mm Dynamic deformation (λ1+λ2) / mm Plunger stroke length SP / m 24.050 24.290 22.530 23.330 14.520 14.520 14.520 14.520 2 750 1 350 560 110 1 390 690 280 60 1 430 960 540 240 1 430 960 540 240 906 901 898 893 1 335 1 114 990 914 29.140 27.500 24.530 24.570 10.365 11.760 12.710 13.310 170 174 143 157 170 174 143 157 26 13 5.0 1.0 26 13 5.0 1.0 1.356 1.339 1.362 1.344 1.356 1.339 1.362 1.344 Fig. 8 illustrates the variation of loads of polished rod and deformations for ZH002­4 CBM well. This figure shows the static load plays a major role in the CBM wells and the static to polished rod load ratio increases during the pumping production. An increased load ratio from 82% up to 94% is given by Fig. 8. 100 Percentage η /% Stroke 80 Ratio of static to polish­rod load Ratio of dynamic to polished­rod load Ratio of friction to polished­rod load Ratio of plunger to polished­rod stroke length 60 40 20 0 0 2 4 6 8 10 12 Pumping speed n /(r/min) Fig. 8. Variation of the loads of polished rod and the deformations for the well studied The ratio of dynamic to polished rod load is relatively low, but its effect cannot be neglected in the CBM wells.
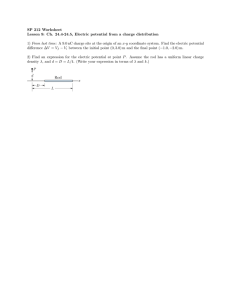
·8· YLIU Xinfu, et al: An approach to the design calculation of sucker rod pumping systems in coalbed methane wells Load F /kN 32 The upstroke The downstroke 28 24 20 16 12 8 0 15 30 45 60 75 90 105 120 135 150 Displacement S /cm Torque M /(kN∙m) Load F /kN Load F /kN Load F /kN 32 And the load ratio decreases rapidly during the pumping The upstroke 28 production. After the well enters steady flow production, The downstroke 24 the dynamic load becomes small due to the low pumping 20 speed. A decreased ratio from 15% during the prophase to 16 5% for two­phase CBM well and at the end to 1.4% for single­phase (gas) CBM well, is presented in Fig. 8. The 12 friction to polished rod load ratio is also relatively low and 8 cannot be neglected in the CBM wells. During steady flow 0 15 30 45 60 75 90 105 120 135 150 Displacement S /cm production, the friction load ratio is higher than that of (c) Two­phase (gas & water) CBM well dynamic load due to poor friction characteristics of well liquid in the wellbore. The ratio varies from 3.1% up to 32 The upstroke 3.3% and at the end to 3.7%. 28 The downstroke Fig. 9 shows the dynamometer cards of ZH002­4 CBM 24 well during each portion of the producing life. The polished 20 rod loads increase during the upstroke and decrease during 16 the downstroke due to the dynamic and friction loads, 12 which enhances the imbalance of the loads and improves 8 the consumed power of the motor. Moreover, the total 0 15 30 45 60 75 90 105 120 135 150 Displacement S /cm deformation of rod and tubing is small in the CBM wells. (d) Single­phase (gas) CBM well And the static deformation is relatively large in the total Fig. 9. Dynamometer cards of the well studied deformation, while the dynamic deformation is much smaller and it is so small that its effect can be neglected Fig. 10 shows plots of torque due to net well load and net during the steady flow production. An increased ratio of static deformation to stroke length from 9.5% up to 11.6% gearbox torque. As for unbalanced operation, the gearbox is and a decreased ratio of dynamic deformation to stroke said to be rod heavy. The peak (17.67 kN • m) of well torque curve occurs during the upstroke and its magnitude length from 1.72% to 0.07% are given by Fig. 9. is large, then the motor has to provide a large quantity of 32 power. And the valley (-5.75 kN • m) occurs during the The upstroke downstroke and the gearbox exhibits negative mechanical 28 The downstroke torque, so does the motor, then negative motor torque 24 drives the motor past its synchronous speed where it is 20 operating in a “regenerative power” mode. As for balanced 16 operation, the net torque load is cyclic, usually having two 12 maximum peaks and the magnitude of them (6.78 kN • m) 8 stemming from polished rod loads approximately equal 0 15 30 45 60 75 90 105 120 135 150 during one complete stroke, and they are not more than Displacement S /cm (a) Prophase of the pumping production 50% of the peak values of unbalanced gearbox loadings. 18 15 12 9 6 3 0 ­3 ­6 ­9 Well torque Net gearbox torque 0 45 90 135 180 225 270 315 360 Crank angle φ /(°) (b) Single­phase (water) CBM well Fig. 10. Torque curves of the pumping unit gearbox 5 Conclusions (1) The magnitude and direction of polished rod position, velocity and acceleration are variable during one complete pumping cycle and dependent on the angle of rotation of the crank. The cranks of the pumping units in CBM wells
CHINESE JOURNAL OF MECHANICAL ENGINEERING should rotate in a counter clockwise direction viewed with the wellhead to the right of the gearbox. (2) The ratios of dynamic and friction to the total load are relatively high and cannot be neglected. Consequently, the computation of polished rod loads should involve the static loads as well as the dynamic and friction loads. Furthermore, the dynamic load ratio decreases rapidly during the production. And the ratio becomes low after the CBM well enters steady flow production, when the friction load ratio is higher than it. (3) Compared with the oil and gas fields, the total deformation of the string (rod and tubing) is much smaller in the CBM wells. Furthermore, the static deformation is relatively large in the total deformation while the dynamic deformation is small due to the low load ratio of dynamic to polished rod. (4) The instantaneous torque loading on the gearbox is cyclic for each complete stroke. As for unbalanced pumping unit, the well torque has one maximum peak with large magnitude on the upstroke and one minimum valley occurring on the downstroke when the prime motor is operating in a “regenerative power” mode. However, for balanced pumping unit, the net torque load usually has two maximum peaks and the magnitudes of instantaneous torque are just within 50% of unbalanced gearbox loadings. The result of this work is a mathematical model and a complex computer program using for design calculation of the sucker rod pumping systems in CBM wells and finding the calculated dynamometer cards and the variation of gearbox torque loadings in order to provide the reasonable basis for selecting the sucker rod pumps. References [1] HE Tiancai, QIN Yong. Utilization technology of coalbed methane exploration and development[M]. Xuzhou: China University of Mining and Technology Press, 2007. (in Chinese) [2] VICKI A H, PAUL S S. A guide to coalbed methane operations[M]. Alabama, Birmingham: Gas Research Institute, 2002. [3] QI Junlin, GUO Fangyuan, HUANG Wei, et al. Exact analysis on beam pumping unit[J]. Acta Petrolei Sinica, 2006, 27(6): 116–124. (in Chinese) [4] HEIN N W, HERMANSON D E. A new look at sucker rod fatigue life[C]//Proceedings of SPE 88th Annual Technical Conference and Exhibition, Houston, Texas, USA, October 3–6, 1993: 439–450. [5] QU Zhanqing, ZHANG Qi, WANG Haiyong, et al. A new method for calculating plunger stroke loss of deep well pump[J]. Journal of China University of Petroleum, 2004, 28(1): 44–45. (in Chinese) [6] DOTY D R, SCHMIDT Z. An improved model for sucker rod pumping[J]. SPE Journal, 1983, 29(2): 33–41. [7] GIBBS S G. Computing gearbox torque and motor loading for beam units with consideration of inertia effects[J]. Journal of Petroleum Technology, 1975, 21(9): 1 153–1 159. [8] GIBBS S G. Predicting the behavior of sucker­rod pumping systems[J]. Journal of Petroleum Technology, 1963, 9(7): 69–78. [9] LIU Xinfu, QI Yaoguang, LIU Chunhua, et al. Analytical method of the equipment of water pumping and gas production with the sucker­rod pump for the CBM wells[J]. Mining & Processing Equipment, 2009, 37(19): 10–13. (in Chinese) [10] GAULT R H, TAKACS G. Improved rod string taper design[C]// Proceedings of SPE Annual Technical Conference and Exhibition, ·9· New Orleans, LA, USA, September 23–26, 1990: 1–12. [11] LIU Xinfu, QI Yaoguang, LIU Chunhua. Calculating method on static horsehead load of water drainage and gas production equipment about beam pump for CBM wells[J]. Coal Geology & Exploration, 2009, 37(2): 75–78. (in Chinese) [12] WANG Yiping, WANG Haiwen, ZHANG Chao, et al. Computing Static hanging load of sucker rod in pumping well by means of leakage curves[J]. Journal of Xi’an Shiyou University (Natural Science Edition), 2005, 20(2): 58–60. (in Chinese) [13] FIRU L S, CHELU T, PETRE C M. A modern approach to the optimum design of sucker­rod pumping system[C]//Proceedings of SPE Annual Technical Conference and Exhibition, Denver, Colorado, USA, October 5–8, 2003: 1–9. [14] HIRSCHFELDT C M, RUIZ R. Selection criteria for artificial lift system based on the mechanical limits: case study of Golfo San Jorge Basin[C]//Proceedings of SPE Annual Technical Conference and Exhibition, New Orleans, Louisiana, USA, October 4–7, 2009: 1–14. [15] EVERITT T A, JENINGS J W. An improved finite­difference calculation of downhole dynamometer cards for sucker­rod pumps[C]//Proceedings of SPE Annual Technical Conference and Exhibition, Houston, Texas, USA, October 2–5, 1992: 121–127. [16] YANG Haibin, DI Qinfeng, WANG Wenchang. Prediction of serious abrasion position and mechanism of uneven abrasion between sucker rod string and tubing[J]. Acta Petrolei Sinica, 2005, 26(2): 100–103. (in Chinese) [17] CHEN Xiankan, YE Liping, GU Yuhong. Oil recovery technique for pumping units[M]. Beijing: Publishing House of Oil Industry, 2004. (in Chinese) [18] WAN Renfu, LUO Yingjun. A handbook of oil recovery technique (Revised Edition)[M]. Beijing: Publishing House of Oil Industry, 2008. (in Chinese) [19] HAN D, WIGGINS M L, MENZIE D E. An approach to the optimum design of sucker­rod pumping systems[C]//Proceedings of SPE Production Operations Symposium, Oklahoma, OK, USA, April 2–4, 1995: 855–865. [20] ELCXMEIER J R. Diagnostic analysis of dynamometer cards[J]. Journal of Petroleum Technology, 1967, 13(1): 97–106. [21] KEATING J F, LAINE R E, JENNINGS J W. Pattern recognition applied to dynamometer cards[C]//Proceedings of SPE 64th Annual Technical Conference and Exhibition, San Antonio, Texas, USA, October 8–11, 1989: 1–3. [22] ROWLAN O L. Effect of fluid buoyancy on rod string loads and stresses[C]//Proceedings of the 47th Annual Southwestern Petroleum Short Course, Lubbock, Texas, USA, April 12–14, 1999: 1–6. [23] PODIO A L, MCCOY J N, BECKER D, et al. Total well management aids production of beam pumped wells[J]. Petroleum Engineer International, 1995, 41(10): 1–12. [24] PODIO A L, MCCOY J N, BECKER D, ROWLAN O L. Total well management[C]//Proceedings of SPE Production and Operations Symposium, Midland, Texas, USA, March 24–27, 2001: 1–8. [25] CLARSON C R, JORDAN C L, GIERHART R R, et al. Production data analysis of CBM wells[C]//Proceedings of SPE Rocky Mountain Oil & Gas Technology Symposium, Denver, Colorado, USA, April 16–18, 2007: 1–17. [26] LI Shilun, WANG Minghua, HE Jiangchuan. The development of gas field and condensate gas field[M]. Beijing: China Publishing House of Oil Industry, 2004. (in Chinese) Biographical notes LIU Xinfu, born in 1983, is currently a PhD candidate in China University of Petroleum, China. He received his master degree on mechano­electronic engineering from China University of Petroleum, China, in 2009. His research interests include mechachonics engineering, CBM production and artificial lift. Tel: +86­546­8391271; E­mail: upcdoctor@126.com
·10· YLIU Xinfu, et al: An approach to the design calculation of sucker rod pumping systems in coalbed methane wells QI Yaoguang, born in 1957, is currently a professor and a PhD candidate supervisor in China University of Petroleum, China. He received his PhD degree on mechanical engineering in China University of Petroleum (Beijing), China, in 1996. His main research interests include mechachonics engineering, CBM production and petroleum machinery engineering. Tel: +86­546­8392305; E­mail: qiyg57@126.com LI Yanxiang, born in 1970, is currently a general manager in PetroChina Coalbed Methane Company Limited, Beijing, China. He received his master degree on geological prospecting from University of Petroleum, China, in 1999. His research interests include CBM production and CBM exploratory development. E­mail: Liyanxiang@petrochina.com.cn LIU Chunhua, born in 1983, is currently a lecturer in China University of Petroleum, China. She received her master degree from China Universtiy of Petroleum, China, in 2009. Her main research interests include mechachonics engineering, petroleum machinery and vehicle engineering. Tel: +86­546­8392305; E­mail: xliu83@126.com