Real time control of spindle runout
advertisement

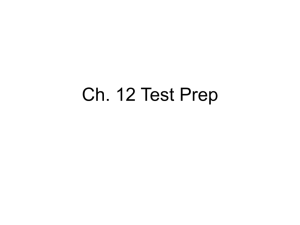
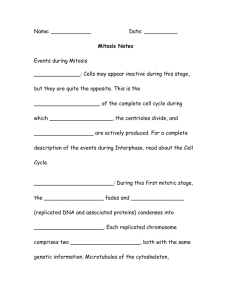
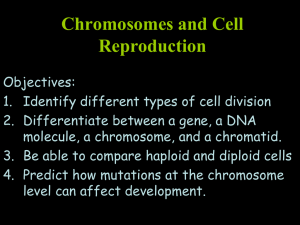
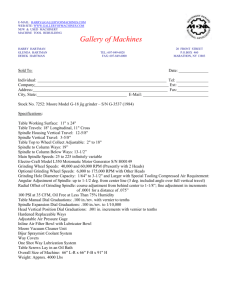
Real Real time time control control of spindle runout T. T. G. G. Bifano T. T. A. A. Dow North Carolina North Carolina State University Department Department of Mechanical and Aerospace Aerospace Engineering and Engineering Laboratory Precision Engineering Precision 27695-7910 Carolina27695 North Carolina Raleigh, North -7910 example of a physical system whose mechanical accuracy Abstract. An example Such aa spindle. Such motor-driven control isisaamotor improved by feedback control can can be improved -driven spindle. test-bed used as a test being used system is being -bed to to study study measurement measurement and and actuation reported apparatus reported specific apparatus The specific algorithms. The systems systems as as well well as control algorithms. piezomeasurement, aa piezoerror measurement, runout error utilizes an current probe probe for runout eddy-current an eddyminicomand aa minicomerror, and the error, reduce the to reduce spindle to the spindle move the to move electric crystal to The spindle program for for the feedback controller. controller. The FORTRAN program puter using a FORTRAN error the error range; with the /iin.) range; (100 Ain.) /*m(100 2.5µm the2.5 correction isis ininthe runout before correction (10 /*m (10 0.25µm than0.25 lessthan reducedtotoless errorisisreduced thiserror place, this in place, system in correction system runout corrected runout gin.)-an the corrected While the improvement. While magnitude improvement. ofmagnitude order of an order ^in.) air-bearing precisionair thoseofofaaprecision above those stillabove are still spindle are this spindle figures figures for this -bearing spindle precision spindle for precision new possibilities for presents new technique presents spindle, the technique spindle, the and deformations, and thermal deformations, wear, thermal for wear, performance including performance including correction for loads. unbalanced loads. real-time spindle; real fabrication; spindle; terms: optical fabrication; Subject terms: Subject -time error correction; precision precision feedback control. 1985). (September/October 888-892 24(5), 888 Engineering 24(5), Optical Engineering Optical -892 (September /October 1985). CONTENTS 1. 1. Introduction design system design control system and control Spindle and 2. Spindle algorithm Control algorithm 2.1. 2.1. Control discussion Results and discussion 2.2. 2.2. Results Acknowledgment 3. Acknowledgment References 5. 5. References 1. 1. INTRODUCTION The The machining machining of of optical optical components components requires requires precise precise control control of workpiece. One the the position position of the cutting tool with respect to the workpiece. diamond single-point partsisissingle precision parts such precision producing such method of -point diamond of producing machine a used to machine which aa stationary turning, in which turning, stationary diamond diamond tool is used Clearly, the precision workpiece mounted workpiece mounted on on aa rotating spindle. Clearly, precision of such such aa diamond diamond turning turning machine machine is is limited limited by by the the performance performance of of its spindle. spindle. Unless Unless compensated compensated for, for, any errors in the perfection of the the spindle spindle will willbe be reflected reflectedininthe the cut cut made made by by the the tool on the the thermal originate from thermal workpiece. workpiece.Spindle Spindlerotation rotation errors errors can can originate imperfections in components, imperfections spindle components, deformation deformation of of the spindle in the squareness the squareness in the imperfections in and imperfections spindle support support bearings, wear, and spindle direction, sensitive direction, givensensitive 1 "4InIna agiven flatness of and flatness of the the spindle spindle face. face." Spindle these errors these errors combine combine to to make make up up the the runout runout of the spindle. Spindle fixed between aa fixed reading between indicator reading total indicator defined as the total runout runout is defined 1985; accepted 1984; revised Paper 2048 received July July 30, 30, 1984; revisedmanuscript manuscript received received Jan. Jan. 7, 7, 1985; accepted 2048 received paper This paper 1985. This 22, 1985. Feb. 22, received by Managing Editor Feb. 1985; received 13, 1985; Feb. 13, for publication Feb. Produc508-17 revision of Paper 508 is a revision is -17which whichwas waspresented presentedatat the the SPIE conference on ProducCalif. Diego, Calif. 1984, San Diego, 23-24, Aug. 23 Optics, Aug. Machined Optics, Single Point Machined Aspects of Single tion Aspects -24, 1984, 508. Vol. 508. Proceedings Vol. (unrefereed) in The paper presented there appears (unrefereed) in SPIE Proceedings presented there The ©1985 ©1985 Society Societyof of Photo-Optical Photo -Optical Instrumentation Instrumentation Engineers. Engineers. spindle. It condisplacement displacement sensor sensorand and aa surface surface of the rotating spindle. any with any combined with errors combined spindle errors sists of the previously mentioned spindle sists the sensor to the the sensor linking the loop linking structural loop deformations inin the deformations the structural spindle. 3 spindle.3 To the radial radial runout runout of of a measuring the in measuring reference in provide a reference To provide runout Radial runout spindle axis, axis, a master ball is centered above the axis. Radial axis spindle axis thespindle tothe perpendicularly to is measured with a probe aligned perpendicularly classes of errors: (1) errors in center1), and it arises from five classes (Fig. 1), (Fig. sphericity the sphericity in the errors in (2) errors axis, (2) spindle axis, the spindle ing the master ball above the of the master ball, (3) thermal and mechanical deformations of the radial (5) radial and (5) spindle, and the spindle, of the motion of structural loop, (4) tilt error motion structural spindle. the spindle. of the error motion of an obtaining an in obtaining used in widely used most widely tactic most the tactic past, the the past, In In the spindle the spindle construct the carefully construct ultraprecision spindle has has been been to carefully ultraprecision spindle bearings fluid bearings hydrostatic fluid use hydrostatic to use from precisely machined parts and to axis. spindle axis. the spindle support the to support alternative method of an alternative present an The purpose of this paper is to present closed-loop meansofofclosed bymeans spindle, by ultraprecision spindle, obtaining an ultraprecision -loop condemonstrate that is to demonstrate aim is The aim spindle's radial runout. The trol of the spindle's be controlled by the use can be spindle can bearing spindle ball bearing of aa ball the runout of use of will move the real-time real -timefeedback feedback to to piezoelectric piezoelectric transducers transducers that will the in the decrease in substantial decrease in aa substantial resulting in spindle axis spindle axis as as it rotates, resulting radial runout. standard of standard blend of spindle is corrected spindle The The concept concept of a corrected is that a blend machining machining practices practicesand and digital digital feedback feedback control control can can be be used used to to available presently available that isis presently performance that spindle performance level of spindle achieve a level achieve hydrostatic with hydrostatic coupled with machining coupled ultraprecision machining through ultraprecision only through exceeds spindleexceeds feedback-controlled potential ofofa afeedback bearings. The potential bearings. -controlled spindle feedthe feedspindle in that the uncontrolled spindle ultraprecise uncontrolled an ultraprecise even that of an even No. 55 24No. Vol. 24 September/October ENGINEERING // September / OPTICALENGINEERING 888 / OPTICAL /October 1985 //Vol. Downloaded From: http://opticalengineering.spiedigitallibrary.org/ on 01/19/2013 Terms of Use: http://spiedl.org/terms REAL REAL TIME TIME CONTROL OF OF SPINDLE SPINDLE RUNOUT RUNOUT RADIAL RUNOUT CURRENT PROBE EDDY EDDY CURRENT BAIL MASTER MASTER BALL UPPER BEARING SET LOWER BEARING SET reference. bail reference. master ball measured with aa master Fig. 1. Radial Radial runout of a spindle measured Fig. 1. changes in provides the unique ability to compensate for changes in back loop provides spindle loading, spindle loading, vibration, vibration, and thermal deformations. discussed spindle discussed feedback-controlled Although the feedback -controlled ball bearing spindle spindle, the air-bearing an airof an designed to is designed is to rival rival the performance of bearing spindle, combining Ultimately, combining exclusive. Ultimately, mutually exclusive. not mutually two approaches are not appropriate spindle and appropriate ultraprecision spindle feedback control feedback control with with an ultraprecision in increase in substantial increase transducerdetector systems systems could could result in a substantial transducer-detector performance. spindle performance. of spindle art of the state of the art DESIGN SYSTEM DESIGN CONTROL SYSTEM AND CONTROL SPINDLE AND 2. 2. SPINDLE rnni bore 12 mm 9,, 12 ABEC 9, of ABEC pair of At the the heart heart of the apparatus is a pair At duplex ball ball bearings bearings mounted mounted on a steel shaft (Fig. 2). The bearings cantilever eight cantilever by eight attached by that isis attached steel housing that are press fit into aa steel housspindle support housThe spindle housing. The spindle support housing. springs to the spindle springs to The vibration-isolated to aavibration connected to rigidly connected ing in turn isis rigidly -isolated table. The cantilevers are designed designed to to allow allow motion motion in in one one horizontal direction cantilevers are perpenand in the vertical extremely stiff in a perpenare extremely vertical direction z but are xx and dicular horizontal horizontal direction transducers are piezoelectric transducers Three piezoelectric direction y. Three dicular mounted in in the spindle spindle support housing. In response changes in response to changes mounted voltage, these these PZTs PZTs expand expand or or contract, contract, providing providing aa proporproporinput voltage, tional force to move the bearing housing against the restoring force horizontally in springs. Two Two PZTs PZTs are mounted horizontally in cantilever springs. of the cantilever the least least stiff stiff direction direction xx of of the bearing at the upper and housing at bearing housing the beneath lower bearing centers. The third PZT vertically beneath mounted vertically PZT isis mounted the center center of the spindle axis axis zz and provides axial provides the potential for axial the this in this error motion control of the presented in data presented the data For the spindle. For the spindle. upper paper, runout using only only the the upper accomplished using correction is accomplished runout correction paper, horizontal PZT. This is the simplest configuration that demonstrates the the correction technique. demonstrates (1 in.) in.) thick thick aluminum plate 100 mm (4 in.) diameter by 25 mm (1 A 100 mounted on on the the tapered tapered end end of the spindle shaft and forms the spindle shaft isis mounted spindle face. face. The The plate plate and and shaft shaft are are rotated by means of a dc serspindle incremental encoder, pulse/revolution vomotor and a belt. /revolution incremental 500 pulse belt. AA 500 vomotor once-per-revolution withaaonce also belt belt driven, driven, is used in conjunction -per -revolution conjunctionwith also spindle the spindle magnetic pickup pickup to to trigger trigger data data collection. collection. On On top of the magnetic three-on aa three rests on that rests the 37 37 mm mm (1.5 (1.5in.) in.) diameter diameter master ball that face isis the point support. support. The The support support rests rests on on the spindle face and and can can be be spindle face point axis. spindle axis. the spindle over the tapped lightly to center center the master ball over lightly to tapped -current probe probe isis mounted horizontally in eddy-current A noncontacting eddy The ball. The the spindle's x- directionand andfaces facesthe theequator equator of of the the ball. spindle's x-direction the capable of resolving microinch changes changes in in the position of resolving microinch probe is capable master ball. ball. It It isis mounted mounted in in a support frame that is bolted to the master linking the probe the spindle support housing. housing. The structural loop linking spindle support to the spindle consists of of the the probe probe support and the spindle support spindle consists housing. Any deformations in this structural to contribute to will contribute loop will structural loop the measured spindle runout. measured spindle feedback control A schematic of the the runout signal path used for feedback schematic of runout radial runout detects radial eddy-current The eddy is shown -current probe detects 3. The Fig. 3. shown in Fig. probe the probe between the and outputs aa voltage gapbetween thegap to the proportional to voltage proportional face and the master ball. Since Since the probe is noncontacting, its outface always offset offset at at some some dc dc level levelproportional proportional to to the initial gap put is always apparatus. spindle apparatus. Fig. Experimental spindle 2. Experimental Fig. 2. EDDY CURRENT PROBE PIEZOELECTRIC TRANSDUCER E I PIT AMPUFlER SIGNAL CONDITIONER OA PREAMPUFlER CONVERTER AD CONVERTER DIGITAL CONTROL AU:KAT HM Fig. 3. 3. Schematic of feedback path. signal path. feedback signal Fig. 889 OPTICAL ENGINEERING / September /October1985 1985/ /Vol. Vol.24 24No. No.5 5/ / 889 / September/October OPTICAL ENGINEERING Downloaded From: http://opticalengineering.spiedigitallibrary.org/ on 01/19/2013 Terms of Use: http://spiedl.org/terms BIFANO, BIFANO, DOW width. This dc level level is manually adjusting adjusting aa signal signal width. This is subtracted by manually conditioning level conditioning operational amplifier circuit until the signal's dc level is nearly zero. amplified and input to the the is nearly zero. The The signal signal isis then then amplified and input minicomputer the real real-time software. minicomputer that contains the -time control software. algorithm is The output of the control algorithm is transferred transferred from from aa D/A port on the computer to the PZT amplifier, amplifier, which which provides provides a driving spindle's ing voltage voltage for for the the piezoelectric piezoelectricactuator actuator adjacent adjacent to the spindle's bearing set. of this this integrated integrated system system is is to ininupper bearing set. The net effect of crementally tilt runout so so as as crementally tilt the the spindle spindle in in opposition opposition to any radial runout eliminate that to eliminate that runout. 2.1. Control algorithm algorithm 2.1. Control The control feedback conThe control algorithm algorithm isis aa discrete discrete form of integral feedback In aa continuous continuous system, system, integral feedback control is is governed governed trol. In following formula: by the following K ( EdT = G, KEdT=G, (1) (1) where where K K isisthe thegain, gain, EE isisthe the error error signal, signal, T is is the time, and G is the output signal. signal. In this particular case, E represents the runout signal signal and G represents represents the While TT isis the feedback feedback signal signal sent sent to to the PZT. While equal to time, time, itit can can be be converted converted into into an an equivalent equivalent angular angular spindle spindle displacement speed is is known. known. displacement ifif the the spindle spindle rotational speed Differentiating Eq. (1), we obtain Differentiating Eq. (1), dG KE ICE = = dT (2) To bring bring this this equation equation into into discrete discrete form, KEt = AG AT Gt --Gt Gt-AT Gt -AT AT (3) Rearranging, (KAT)Et + Gt_AT (KOT)Et Gt_oT = Gt . (4) Replacing yields Replacing KAT KOTwith withan an equivalent equivalent gain gain K' yields K'E = Gt Gt ,, K' Et + Gt -oT = (5) which which isis exactly exactlythe thecomputational computational algorithm algorithm used used by by the the feedback feedback control software. This FORTRAN digital runout This FORTRAN program program beings beings by by obtaining obtaining aa digital sample EE from a 12 12 bit successive successive approximation sample approximation A/D A/D converter. The sample sample isis multiplied multiplied by appropriate scaling scaling factor that that The by an appropriate depends [see Eq. (4)]. (4)]. depends on on both the gain K and the sampling rate AT [see This This scaled scaled error error isis added added to to the previous previous output value Gt_AT, Gt_oT, and resulting sum through aadigital digital-to-analog the resulting sum Gt is is sent out through -to- analog port port to amplifier. the PZT amplifier. The integral described by Eqs. (1) (1) through (5) integral control algorithm described is intentionally and concise. concise. ItIt will will serve serve to demonis intentionally straightforward straightforward and potential for for real real-time strate the dramatic potential -time ultraprecision control usalgorithm coupled coupled with with aa convenconvening no more than a rudimentary algorithm tional ball bearing spindle. Results and and discussion discussion 2.2. Results The master ball to be used as a reference can be centered by tapping its support base lightly lightly while while following followingaatrace trace of of the the runout runout on an oscilloscope spindle. Using Using this this simple simple oscilloscopeand and manually manually rotating the spindle. technique, be reduced reduced to to aa level level of of less less than 2.5 µm /*m technique, the runout can be (100 peak-to-peak. (100 /an.) gin.) peak -to -peak. With axis of spindle rotation and and aa perfectly perfectly spherical spherical With a perfect axis master runout measured measured against against an anoff off-center ball master ball, ball, the radial runout -center ball would (in rectilinear rectilinear coordinates coordinates of runout runout versus versus rotation rotation would be be (in sinusoidal wave wave having having an amplitude equal the a sinusoidal an amplitude equal to to the magnitude of the centering centering error period of ofone onespindle spindle magnitude of the error and aa period revolution. In polar coordinates, coordinates, the would appear appear as as a revolution. In polar the runout would circle with center displaced displaced from chart center center by by the the circle with aa center from the polar chart magnitude of centering error. Although it is is common common to atatmagnitude of the centering error. Although separate radial radial spindle spindle axis axis error motion (i.e., (i.e., tilt tilt error error tempt to separate angle) radial error error motion) motion)from fromcentering centeringerrors errorsin in evaluating evaluating motion and radial spindle's performance, performance, the the two two are aregenerally generally impossible impossible to to dedea spindle's couple; a once once-per-revolution occur inincouple; -per -revolutionrunout runout component component can can occur distinguishably from either. distinguishably Clearly, ball centering errors unrelated to to spindle spindle perforperforClearly, ball centering errors are unrelated mance; they represent a type of of systematic systematic measurement measurement error. To mance; interpret signal measured measured against against a master master ball, ball, the the interpret the the runout signal assumption is usually made that that the the spindle spindle itself itself has has no no once once-per-perrevolution runout component. component. Using Using this this assumption, assumption, spindle spindle error can be measured from from aa statistically statistically or orgeometrically geometrically derived derived center center based based on on the the entire entire record record of of runout data. postprocessing of data to to eliminate eliminate centering centering erThis postprocessing of the runout data problem for for real real-time which the rors poses a problem -time feedback feedback control, in which spindle's center must be be predefined predefined as aa reference reference for spindle's center of rotation must correction purposes. purposes. Thus, the the control control algorithm algorithm does does not not permit permit correction the use use of an an averaged averaged center center of rotation, rotation, and and runout runout measuremeasurethe ments are not compensated for for ball ball centering centering errors. One One solution solution ments first roughly roughly center center the the ball, ball, then then use use the the ververto this problem is to first axis of the ball as the assumed assumed center of the the spindle spindle rotation. tical axis In way, the ball ball is is assumed assumed to to be be perfectly perfectly centered, centered, and all all In this way, radial is contributed to either either spindle error motion, master master radial runout is ball In ball out-of-roundness, out -of- roundness,orordeformations deformations inin the the structural structural loop. loop. In effect, this creates a predefined predefined spindle spindle axis axis free free from from ball ball centering errors. evaluate or control control the the spindle spindle runout are errors. All All efforts efforts to evaluate made against this newly newly defined spindle spindle axis. axis. Correction is based upon upon the thedistance distancebetween betweenthe thestationary stationaryeddy eddy-probe and and the the rotating rotatingmaster masterball; ball;consequently, consequently, any any out out-ofcurrent probe -ofroundness of the ball ball or or thermal thermal expansions expansions in in the the structural structural loop loop roundness between the will not be be compensated compensated for by the between the ball ball and the probe will algorithm. In effect, effect, the the control control loop loop forces forces the the spindle spindle to to control algorithm. follow to the the profile profile of of the the master master ball. follow aa rotational rotational profile equivalent to on this this spindle spindle isis aa Grade Grade55tungsten tungsten carbide carbide The master ball used on ball, conforming conforming to a tolerance of ±0.1 ±0.1µm /im( (-1-5 /tin.) sphericity. sphericity. + 5 gin.) As mentioned mentioned previously, previously, deformations deformations in in the structural structural loop loop are not diminished diminished by reduce these errors, by the control algorithm. To reduce errors, the is mounted mounted on onaavibration vibration-isolated entire apparatus is -isolated table located in a temperature-controlled °C). Under Under these these condiconditemperature -controlled clean clean room ((±0.1 ±0.1 °C). tions, static static drift of of the thedisplacement displacement sensor sensor with with respect respect to the the tions, less than 10 10 gin. /iin. over over aa period period of of 12 12 h. h. master ball ball is is reduced reduced to less The remaining remaining radial consists primarily primarily of spindle spindle error radial runout consists motion due to tilt and radial error error motions. motions. Polar Polar coordinate coordinate plots plots are a standardized method of of representing representing this type of spindle spindle error error motion. motion. The important parameters of such a plot of error motion are3 center of the polar chart; (2) (2) area (1) (1) polar polar chart chart center center (PC), (PC), the center minimum radial separation center (MRS), (MRS), the center that that minimizes minimizes the radial difference between two concentric circles circles that that contain contain the the error motion polar plot; and and (3) (3) total total error error motion motion value value (TEMV), (TEMV), the scaled scaled difference concentric circles circles from the erdifference in in radii radii of two concentric ror motion center (either PC or MRS) MRS) just sufficient to contain the error motion plot. MRS center for calculations calculations of radial The MRS center is is used used as as a standard for motions. ItIt isis used used instead instead of of the the PC PC center center in an efand tilt error motions. to minimize minimize master master ball ball centering centering errors. errors. As As described described preprefort to viously, this spindle spindle defines defines the the spindle spindle axis. axis. All All viously, the master ball on this error motion motion values values therefore thereforewill will be be computed computed with with respect respect to total error the polar chart chart center. center. The The plot plot of ofthe theperfect perfect spindle spindle rotation, rotation, the circle centered origin of the polar plot. then, would be a circle centered upon the origin Figure 44 shows shows an oscilloscope oscilloscope trace runout versus versus angular angular Figure trace of runout spindle approximately five five revolutions revolutions of of the the spindle spindle spindle position position for approximately (time duration ==2020s). s).The Thepeak peak-to-peak runout in in this this case case cor(time -to -peak runout /mi (100 (100 /tin.) motion in in the the radial radial responds to 2.5 µm gin.) of spindle error motion direction. The same data are are presented presented in in polar polar coordinates coordinates in Fig. 5. that the the presence presenceofofaasignificant significantonce once-per-revolution 5. Note that -per -revolution com- 890 / OPTICAL ENGINEERING 24 No. No. 55 ENGINEERING/ /September/October September /October1985 1985 // Vol. 24 890 / OPTICAL Downloaded From: http://opticalengineering.spiedigitallibrary.org/ on 01/19/2013 Terms of Use: http://spiedl.org/terms REAL REAL TIME TIME CONTROL CONTROL OF OF SPINDLE SPINDLE RUNOUT OPM e VZR e OPM 8 UZR 8 V 8 UFM I MflH STOREDt 194.1* / Fig. five Fig.4.4. Uncorrected Uncorrectedradial radialrunout runoutversus versusangular angularspindle spindle position position for for live revolutions. 1.3 ^m revolutions.Vertical Verticalscale scale == 1.3 µm (55 (55 jtin.) gin.)/ Idivision; division; horizontal horizontal scale scale = 180° 180° rotation rotation /I division. Fig. runout to controlled controlled spindle spindle Fig. 6.8. Transition Transition from from uncontrolled uncontrolled spindle spindle runout runout. 1.3 µm ^m (55 (55 /tin.) 180° runout. Vertical Vertical scale scale = 1.3 µIn.) /I division; division; horizontal horizontalscale scale == 180° rotation /I division. V2R OPW A 190,41) SS 124 15*. 180. 33*. 24*. 27*. 3**. Fig. 5.5. Uncorrected Fig. Uncorrectedradial radial runout runout versus versus angular angular spindle spindle position position for for five revolutions. 2.5 Mm revolutions. TEMV TEMV == 2.5 µm (102 /tin.). µln.). ponent ponent in in the rectilinear rectilinear plot plot of of Fig. Fig. 44 appears appears as as aa center center offset offset in in the polar plot. Using the PC center, a total error error motion motion value value is is 2.5 /on (102 fiin.). /tin.). It is important important to note note that that this this TEMV TEMV is is based based on aa spindle spindle center is defined defined along along the the axis axis of of the the master master ball. ball. center of rotation that is A TEMV data would would be TEMV based based on on an an average average center center for for the runout data somewhat indicative of the spindle's somewhat less lessthan than 2.5 2.5 jim µm and and is is more indicative actual uncontrolled /an TEMV, however, is uncontrolled performance. The 2.5 µm the magnitude of the error that must must be be corrected and is therefore a more data in in this this case. case. more relevant relevant representation representation of of the runout data Figure Figure 66 shows shows an an oscilloscope oscilloscopetrace trace of of the the radial radial runout during the transition from from uncontrolled uncontrolled to controlled controlled spindle spindle motion, motion, the transition illustrating illustratingaa dramatic dramatic decrease decreaseinin the the spindle's spindle's total total radial error motion. rectilinear trace controlled spindle spindle runout over over motion. A rectilinear trace of the controlled approximately approximatelyfive fiverevolutions revolutionsisisshown shownininFig. Fig. 7,7, while while Fig. Fig. 88 shows is easy easy to see see from these shows the the polar polar plot plot of of the the same same data. It is plots algorithm is plots that that the the effect effect of the control algorithm is to center center the the rotation spindle around reduce the higher higher tion of the spindle around the the ball ball axis axis and and to reduce order fluctuations of the centered centered spindle spindle motion. motion. The The resulting resulting order fluctuations total error error motion motion value value isis approximately approximately 0.25 0.25 µm jun (10 (10 gin.), /*in.), total representing an magnitude improvement improvement in radial representing an order order of magnitude in the radial runout. e WFM 1;e,3_11 Fig. Corrected radial runout runout versus versus angular angular spindle spindle position positionfor forfive fiverevolurevoluFig. 7. 7. Corrected tions. (55/Jn.)/division; horizontal scale = 180° 180° rotarotations. Vertical Vertical scale scale = 1.3/tin 1.3µm (55 in.)/ division; horizontal tion /I division. 12*. 15*. 18*. 33*. 3**. Corrected radial runout runout versus angular spindle position. TEMV TEMV = 0.25 0.25 Fig. 8. 8. Corrected urn (10 n\n.). µm (10 gin.). OPTICAL / September/October 1985 / /Vol. 891 OPTICALENGINEERING ENGINEERING / September /October 1985 Vol.24 24No. No.5 5/ / 891 Downloaded From: http://opticalengineering.spiedigitallibrary.org/ on 01/19/2013 Terms of Use: http://spiedl.org/terms BIFANO, BIFANO, DOW Although corrected spindle's error motion motion value value Although the the corrected spindle's total total error represents aa substantial represents substantial increase increase in in the the spindle spindle performance, performance, by by no no means this system. system. means has has aa minimum minimum runout runout limit been reached for this Planned extend capabilities capabilities of this Planned improvements improvementspromise promisetoto extend of this spindle spindle in in aa variety varietyof ofrespects. respects.To To permit permit the the spindle spindle to to operate operate at at higher will be higher rotational rotational speeds, an assembly language control loop will implemented, increasing sampling rate rate and and decreasing decreasing the the implemented, increasing the the A/D A/D sampling deleterious effects deleterious effects of of phase phase lag lag between between error error input input and feedback In addition, addition, the thehorizontal horizontalpiezoelectric piezoelectric transducer transducer located located output. In the conconat the spindle's lower bearing set will be incorporated into the scheme, allowing and tilt tilt erertrol scheme, allowing more more complete control over radial and ror motions. motions. To include include this this transducer, transducer, aa more more complex complex control control algorithm will utilized, including including compensation compensation for instaninstanalgorithm will be be utilized, velocity. taneous error velocity. After this spindle spindle has been optimized, optimized, the After the the radial radial runout for this the and axial axial next step involves involves simultaneously simultaneously controlling controlling both both radial and runout. Clearly, Clearly, the the potential potential for for reducing reducing spindle spindle error error motion motion through through feedback control of magnitude magnitude decrease decrease in feedback control isis substantial. substantial. An order of radial runout runout can can be beaccomplished accomplished with witha asingle singledetector detector-force radial -force controlled by by aa simple simple integral integral control algorithm. algorithm. transducer pair, controlled this technique, technique,including includingtwotwo-and andeven eventhree three-axis Refinements of this -axis are possible, possible, promising promising new new possibilities for the state of the control, are of ultraprecision ultraprecision spindle spindle performance. performance. art of ACKNOWLEDGMENT 3. ACKNOWLEDGMENT The research program that resulted resulted in in the the development development of of the feedfeedback system described is is part part of a Selected Research Opportunity Opportunity in Precision Office of ofNaval Naval Research, Research, Precision Engineering Engineering funded funded by by the Office Contract No.N00014 N00014-83-K-0064. Contract No. -83 -K -0064. 4. REFERENCES REFERENCES 1. J. Bryan, Bryan, R. R. Clouser, Clouser, and andE.E.Holland, Holland,American AmericanMachinist MachinistSpecial Special Report No. 612, 612, 149 149 (Dec. (Dec. 4, 4, 1967). 1967). 2. RobertDonaldson, Donaldson, American American Machinist, Machinist, 57 57 (Jan. (Jan. 8,8,1973). 1973). 2. Robert 3. American National National Standards StandardsInstitute, Institute,Ann. Ann.CIRP CIRP25(2), 25(2),545 545(1976). (1976). 3. American 4. JohnM. M.Casstevens, Casstevens,Oak OakRidge RidgeY Y-12 PlantDocument DocumentY Y/DA-7751 4. John -12 Plant /DA -7751 s (1978). / OPTICALENGINEERING ENGINEERING // September/October Vol. 24 24No. No. 55 892 / OPTICAL September /October 1985 //Vol. Downloaded From: http://opticalengineering.spiedigitallibrary.org/ on 01/19/2013 Terms of Use: http://spiedl.org/terms