Injection Clinching Joining A. Abibe
advertisement

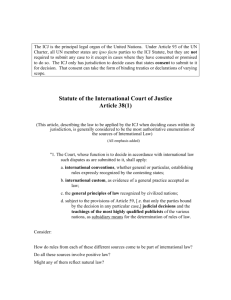
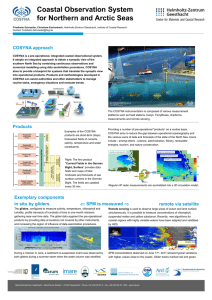
Injection Clinching Joining A. Abibe Injection Clinching Joining (ICJ) is a new joining process for hybrid structures, composed of one thermoplastic-based partner and a metallic or thermoset partner. The technique is based on the principles of injection molding, staking and adhesive bonding. The essence of the process is to produce joints through heating and deformation of a thermoplastic element (such as a cylindrical stud), which is previously inserted in a through hole (cavity) of a metallic/thermoset component, therefore creating a rivet from the structure itself. ICJ joints make use of cavity profiles in the through-holes of the joining partner. The molten/softened polymer fills the cavity and remains anchored after the joint cools down, and consolidates; mechanical performance is improved by the additional anchoring performance. By the end of the process, a joint is obtained in which there are no additional parts other than the joining partners, with the polymeric stud working as a rivet to the joint. Examples of possible cavities are chamfers, and profiles such as threaded and dove-tail. Electrical Heating ICJ A description of the process is shown in Figure 1. A polymer-based part with a protruding stud is pre-assembled with a joining partner containing a through hole, in a way that the stud fits in the hole. The tool system of hot case and punch-piston approaches the pre-assembled parts, with the hot case involving the polymeric stud (Figure 1a). The stud is heated at a certain processing temperature, for a determined heating time (Figure 1b), after which the punch-piston pushes the molten/softened polymer into the hole (Figure 1c). Following that, the system is cooled under pressure to reduce polymer thermal relaxation, and the joint is consolidated (Figure 1d). The use of a hot case has the advantage of good distribution of heat through the volume of the rivet, facilitating cavity filling. The main parameters of this process are heating time and heating temperature. Joints can be produced in times from a few seconds to a few minutes. Helmholtz-Zentrum Geesthacht • Max-Planck-Straße 1 • 21502 Geesthacht • Phone +49 (0)4152 87-2037 • Fax +49 (0)4152 87-2033 • www.hzg.de Contact: MEng. André Abibe •Email: andre.abibe@hzg.de Figure 1: Steps of the electrical heating ICJ process. Friction Bsed ICJ This method uses a simple non-consumable tool designed in HZG, to be used in the RSM400 friction welding machine. In its simplest configuration, a rotating tool approaches the polymeric stud (Figure 2a), melting layers of the polymer through frictional heat and pressure (Figure 2b). After the designed friction time, the same tool applies a forging pressure while the rotation slows down (Figure 2c), and retracts, consolidating the joint (Figure 2d). The design of the final rivet geometry can be tailored by defining the height of the original stud. A short stud will yield a shallow, more aesthetic rivet head, while a tall stud will deform into a large, more resistant rivet head. The main parameters of this process are rotational speed, joining pressure and joining time. This technique is fast (cycle times of a few seconds) and its frictional-based heating makes it energy efficient. Figure 2: Steps of the friction-based ICJ process. Helmholtz-Zentrum Geesthacht • Max-Planck-Straße 1 • 21502 Geesthacht • Phone +49 (0)4152 87-2037 • Fax +49 (0)4152 87-2033 • www.hzg.de Contact: MEng. André Abibe •Email: andre.abibe@hzg.de Potential Applications Spot joints created by ICJ process are tight and with good mechanical anchoring due to the cavities on the metallic partner. An example multiple ICJ spot joints is showed on Figure 3a, and the detail of a cross section on Figure 3b. Figure 3: a) Multiple ICJ spot hybrid structure; b) cross-section of an AA2024/PA66-GF ICJ joint. ICJ can substitute rivets on secondary structures, especially when joining plastic partners with dissimilar materials. The example of a fiber-reinforced bracket attached to a lightweight alloy stringer frame on an aircraft is showed on Figure 4. The image in Figure 4a shows the hybrid metal-composite fuselage section, and Figure 4b, corresponding to the highlighted area, displays the FRP bracket assembled in the lightweight alloy frame. Figure 4: a) Multimaterial aircraft fuselage; b) highlighted area from (a), displaying the FRP brackets on the lightweight alloy structure. Helmholtz-Zentrum Geesthacht • Max-Planck-Straße 1 • 21502 Geesthacht • Phone +49 (0)4152 87-2037 • Fax +49 (0)4152 87-2033 • www.hzg.de Contact: MEng. André Abibe •Email: andre.abibe@hzg.de