Au-Sn SLID Bonding—Properties and Possibilities
advertisement

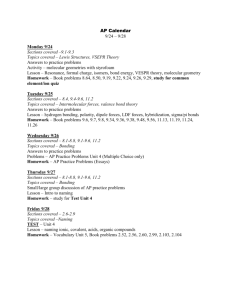
Au-Sn SLID Bonding—Properties and Possibilities TORLEIF A. TOLLEFSEN, ANDREAS LARSSON, OLE MARTIN LØVVIK, and KNUT AASMUNDTVEIT Au-Sn solid–liquid interdiffusion (SLID) bonding is a novel and promising interconnect technology for high-temperature applications. This article gives a review over previously published work on Au-Sn SLID bonding. An overview of the crystal phases and the thermomechanical properties of the Au-Sn phases relevant for Au-Sn SLID bonding is given. A summary of the bonding conditions used during Au-Sn SLID bonding is presented together with results from reliability tests. Additional challenges, possibilities, and recommendations for how a reliable high-temperature Au-Sn SLID bonding should be constructed are also discussed. DOI: 10.1007/s11663-011-9609-z The Minerals, Metals & Materials Society and ASM International 2011 I. INTRODUCTION WIDE-BANDGAP semiconductors, in particular silicon carbide (SiC), are commonly considered as the best alternative for electronic devices operating in harsh environments.[1–3] SiC, which has a large bandgap (>3 eV), a high breakdown field strength, and a high thermal conductivity,[1] offers excellent performance in high-temperature (HT) (up to 872 K [600 C]) and highpower applications.[1] However, a major limitation to realizing fully the potential of SiC and other widebandgap semiconductor materials is the lack of qualified HT packaging technology. Packaging plays a vital role in electronic devices because it serves the purposes of heat dissipation, mechanical support, and electrical connection. Commonly used interconnect technologies in microelectronic packaging include soldering, welding, and adhesives.[4] For high-reliability applications, Au-Sn soldering is one of the most successful technologies.[5] Advantages compared with conventional solders and adhesives include high corrosion resistance, high mechanical strength, and possibility for fluxless bonding.[4,6] In standard Au-Sn solder bonding, the eutectic composition (80 wt pct Au) is used. The eutectic Au-Sn solder has a melting point of 550 K (278 C), which makes the technique suitable at higher temperatures than standard Sn-rich solders. However, the requirements for HT stability of wide-bandgap packages are rapidly becoming more stringent. For many applications (e.g., engine control, drilling, well intervention systems, TORLEIF A. TOLLEFSEN, Ph.D. Student, is with the SINTEF ICT Instrumentation, 0373 Oslo, Norway, and with the Institute for Micro and Nanosystems Technology, Vestfold University College, 3184 Borre, Norway. Contact e-mail: torleif.tollefsen@sintef.no ANDREAS LARSSON, Research Scientist, is with the SINTEF ICT Instrumentation. OLE MARTIN LØVVIK, Research Scientist, is with the SINTEF Materials and Chemistry, 0314 Oslo, Norway, and with the Department of Physics, University of Oslo, 0318 Oslo, Norway. KNUT AASMUNDTVEIT, Associate Professor, is with the Institute for Micro and Nanosystems Technology. Manuscript submitted September 6, 2011. Article published online December 1, 2011. METALLURGICAL AND MATERIALS TRANSACTIONS B and space applications), stable bonds at temperatures above 522 K (250 C) are desired. This means that interconnect technologies with better HT stability than the eutectic Au-Sn solder must be used. One promising and interesting interconnect technology for HT applications is solid–liquid interdiffusion (SLID) bonding,[7–9] also called transient liquid phase (TLP) bonding,[10–12] isothermal solidification[13] or offeutectic bonding.[14] The SLID technique uses a binary system consisting of two metals with different melting points Tlow and Thigh, and it relies on the formation of intermetallic compounds (IMC).[7] At a processing temperature above Tlow, IMCs will form. They will have a higher melting point than Tlow, giving bonds that are stable above the processing temperature.[7] The general principles of the SLID bonding process are illustrated in Figure 1. SLID bonding has exploited various metal systems. Examples include Ag-In,[7] Ag-Sn,[15] Au-In,[7,9] Au-Sn,[5,9,14–20] Cu-Sn[21–24] and Ni-Sn.[23,24] The most frequently investigated system is Cu-Sn[21–24] where the respective melting points are 1355 K and 510 K (1083 C and 232 C). In this system, the final bonding consists of a Cu/Cu3Sn/Cu layered structure, where the melting point of Cu3Sn is 948 K (676 C).[25] This makes a stable bond at temperatures well above the processing temperature (typically 522 K to 572 K [250 C to 300 C]).[26] The objective of this article is to give an overview of the published properties of the Au-Sn SLID interconnect technology. Structural and thermomechanical properties for relevant Au-Sn phases will be described in addition to bonding conditions and reliability. The possibilities and challenges with Au-Sn SLID bonding will also be discussed. II. CRYSTAL PHASES AND THERMO-MECHANICAL PROPERTIES The different phases formed in electronic interconnects during fabrication and under normal service conditions may affect the reliability of the device in various ways. The following intrinsic material properties VOLUME 43B, APRIL 2012—397 Fig. 2—The Au-Sn phase diagram. With kind permission from Springer Science + Business Media: Ref. 31, Fig. 1. Fig. 1—Schematic illustration of SLID bonding (RT, room temperature; TB, bonding temperature; Tlow, TIMC, Thigh: melting temperature). can be relevant for the reliability: the coefficient of thermal expansion (CTE), the existence of ductile/brittle transitions, the elastic and plastic properties, the heat capacity, and the electrical and thermal conductivity.[27] Thorough knowledge about the phases present and their intrinsic thermomechanical properties is therefore of utmost importance for designing a reliable package. The equilibrium phase diagram of the Au-Sn system is shown in Figure 2. A great deal of work has been performed during the past century to establish the complete diagram. The first diagram was given by Vogel in 1905[28] and was later improved by Hansen,[29] Okamoto and Massalki,[30] Okamoto,[31] and Ciulik and Notis[32,33] The diagram presented in Figure 2 was compiled by Okamoto[31] and Liu et al.[34] Although this diagram does not conflict with previous reports, the decomposition temperatures of the b, f, and f’ phases are still to be confirmed experimentally. Furthermore, important properties of the phases themselves, such as the electrical conductivity and yield strength, are also not well established. The Au-Sn system has three experimentally confirmed stable phases at room temperature: f’(Au5Sn), d (AuSn), and e (AuSn2). In addition, the b (~Au10Sn) and the f (Au0.84-0.92 at. pct Sn0.16-0.08 at. pct) phases are stable down to 462 K (190 C),[32,33] and probably they extend down to room temperature (still to be 398—VOLUME 43B, APRIL 2012 experimentally confirmed).[31,34] Furthermore, the g (AuSn4) phase is stable down to 322 K (50 C). In an Au-Sn SLID bonding system, it is important to achieve a surplus of Au (this will be explained in Section III). Therefore, this article will focus on the Au-rich Au-Sn phases, i.e., the b, f, f’, and d phases. In Table I,[35–45] the crystal structure and thermomechanical properties of relevant Au-Sn phases are summarized. The solid solution on the left-hand side of the phase diagram has the same crystal structure as Au (face-centered cubic[5]). This is a substitutional solid solution of Sn in Au, where Sn atoms substitute for Au atoms up to 6.6 at. pct in the crystal structure.[5] Few structural and thermomechanical investigations of the b phase have been conducted. Schubert et al.[35] have reported it to have a hexagonal structure. It is shown to be stable between 462 K and 804 K (190 C and 532 C),[30,33] and it is assumed also to be stable down to 299 K (27 C).[31–34] The b phase has higher E (Young’s modulus) than the other Au-rich Au-Sn phases (88 GPa[36]), whereas the hardness is approximately the same as for the f’ phase. Massalski and King[37] determined the f phase to have a hexagonal crystal structure. It melts at 794 K (522 C)[31,34] and is assumed stable down to 267 K (–5 C) (depending on Au concentration).[32,33] It has the lowest E, G (shear modulus), and Vicker’s hardness of the Au-rich Au-Sn phases.[32,38] This means that the f phase has the greatest ability of the Au-rich phases to absorb stresses thermomechanically. In 1974, Osada et al.[39] investigated the crystallographic details of the f’ phase with X-ray and electron diffraction, and they found it to have a trigonal crystal structure. At approximately 462 K (190 C)[30] it undergoes a phase transition from the ordered f’ to the disordered f phase.[38,39] The f’ phase has quite low E and G, 62 to 76 GPa[36,38] and 22 GPa,[38] respectively. However, Yost et al.[38] reported that the f’ phase is brittle and unforgiving, which means that it has a low ability to release stress by plastic deformation. METALLURGICAL AND MATERIALS TRANSACTIONS B Hexagonal P63/mmc[37] 794 (522)[31] — 20[38] 58[38] 20[38] — — 0,4[38] 100[32] — — Brittle Trigonal R32[39] 462 (190)[31] 16,300[38] 18[38] 62–76[36,38] 22[38] — — 0,4[38] 126[32] — — Brittle N/A N/A 550 (278)[31] 14,700[38] 16[38] 69–74[36,38] 25[38] 275[9] 5[44] 0,4[38] — 57.3[9] — — Au Face-centered cubic[43] F m 3 m[43] 1336 (1064)[41] 19,320[41] 14,4[41] 77,2[41] 27,2[41] 120[41] 40[44] 0,42[41] 36,5[32] 301[41] 128[41] Ductile Hexagonal P63/mmc[35] 804 (532)[31] — — 88[36] — — — 0,33[36] 124[32] — — — [35] b-Au10Sn f-AuSn0.18-0.10 at. pct [37] [39] f’-Au5Sn Eutectic AuSn Hexagonal P63/mmc[40] 691 (419)[31] 11,700[38] 14[38] 70–87[36,38] 25[38] — — 0,3[38] 146[32] 57[45]* 200[45]* Brittle d-AuSn [40] III. *Measured in a thin film (height = 0.004 mm). Solid-state phase transition. Tetragonal I41/amd[42] 504 (232)[31] 7290[41] 22[41] 41[41] 16[41] 220[41] 30[44] 0,33[41] 7[32] 63[41] 256[41] Ductile Crystal structure Space group Melting temperature, Tm [K (C)] Density, q (kg/m3) CTE (ppm/K) Young’s modulus, E (GPa) Shear modulus, G (GPa) Tensile strength, (MPa) Elongation to failure (pct) Poisson’s ratio, m Vicker’s hardness () Thermal conductivity, k (W/m*K) Heat capacity, Cp (J/kg*K) Material type METALLURGICAL AND MATERIALS TRANSACTIONS B BONDING CONDITIONS A. Traditional Soldering vs SLID [42] Phase Sn An Overview of the Structural and Thermo-Mechanical Properties of Relevant Au-Sn Phases Table I. The existence of the d phase, which has a hexagonal crystal structure, has been known for decades.[40] It melts congruently at 691 K (419 C)[30] and has a narrow homogeneity range, probably between 50 and 50.5 at. pct Sn.[27] Yost et al.[38] observed that the d phase is relatively brittle and showed a tendency to crack. The CTE for the different Au-rich AuSn phases are between 14 and 20 ppm/K,[38,41] increasing with increasing Au-concentration. The phase stability of the Au-Sn system has also been investigated theoretically by density functional theory[27,46] and by the calculation of phase diagram (CALPHAD) method.[34] First-principles calculations on Au-Sn compounds were presented independently in 2008 by An et al.[46] and Ghosh.[27] The former study included calculations of the relaxed crystal structures and elastic properties of Au5Sn and AuSn.[35] Both phases from the phase diagram, metastable phases and ‘‘virtual’’ phases (hypothetical phases without any experimental support), were included in the latter study, 29 different phases altogether.[27] The results included predictions of crystal structures, elastic constants, and cohesive energies. Even if the study was performed at the ground state (no temperature effects were included by performing phonon calculations), the ground state convex hull reproduced well most of the stable phases of the phase diagram. The calculated energies of this study may be used to create a thermodynamic database for prediction of multicomponent phase diagrams containing Au and Sn, particularly when combined with the CALPHAD methodology.[27] Such thermodynamic assessments using experimental parameters have been performed for the Au-Sn,[34] Au-Pt-Sn,[47] Au-In-Sn,[48] and Au-Co-Sn[49] systems. A comparison of traditional solder bonding and SLID bonding is presented in Table II. An important advantage with SLID compared with traditional soldering is the high thermal joint stability compared with the relatively low bonding temperature. This opens a window for new subsequent manufacturing steps without the need for ever decreasing process temperatures for each step. Diffusion in the liquid state is approximately three orders of magnitude faster than in solid state.[9] In SLID, a combination of solid-state and liquid-state diffusion is used. First, the bonding surfaces are brought into contact and heated to a temperature above Tlow (Figure 1 shows an illustration), commencing rapidly new phases by liquid-state diffusion. If the temperature is kept high enough, then solid-liquid diffusion will continue to occur until a uniform bonding layer is obtained.[9] The latter step will take longer to complete because solid–liquid diffusion is slower. This means that the SLID process is more time consuming than standard soldering, but it is faster than other interconnect and die attach techniques like solid-state thermocompression bonding. VOLUME 43B, APRIL 2012—399 Table II. Comparison of Traditional Soldering and SLID[13] Process Soldering Advantages Disadvantages tolerates irregular joint dimensions low thermal stability, TB = TR wetting can be a problem growth of thick IMC layers may easy repair work by desoldering flexible and versatile process; SLID cause embrittlement acknowledged as standard tech high thermal joint stability, TB < TR tolerate some surface roughness because of the liquid phase appearance low bonding loads (0.2 to 5 MPa) relatively short bonding times not as versatile as conventional soldering, flat, and mating joint surfaces (within joint thickness) required limited to material combinations with favorable phase diagram and reaction kinetics lack of repairability (typically minutes) excellent joint filling over large areas thin joints (typically 10 lm or less) result in beneficial mechanical properties TB, bonding temperature; TR, remelt temperature. B. Wetting and Oxidation of Au-Sn SLID The wetting of an Au-Sn alloy to a substrate/chip can be difficult.[5] The main challenge is associated with oxidation of the surfaces of Sn and Au-Sn, which prevents contact between the bonding surfaces.[5] Several studies of solid and liquid Au-Sn alloys have revealed a general tendency of Sn enrichment, and succeeding oxidation, of the surface.[50–52] However, methods to achieve complete wetting of the surfaces exist, e.g., a scrubbing motion[53] or a static pressure[50,54] in combination with using a H2, N2, or a vacuum environment during formation.[50,53,54] C. Au-Sn SLID for HT Applications Based on the Au-Sn phase diagram, several Au-Sn phases can be appropriate for HT applications. However, when long-time stability is taken into account, the f phase is most promising. The d phase also has a high melting point. However, for a system with surplus of pure Au, a d bond is susceptible to be converted into a eutectic or near-eutectic structure over time, and lowering the melting point.[17] A f bond is not expected to convert into lower melting point phases over time when being in the vicinity of surplus Au, and therefore, it is believed to have the best long-time stability of the Au-Sn phases.[17] However, a fraction of the f bond is expected to be converted into the b phase when used in HT applications. This process gives a harder and more rigid bonding layer, which probably has a lower ability to absorb stress thermomechanically than a pure f layer. Published work on Au-Sn SLID bonding for HT applications is limited.[14,16–20,55] Two different processes to perform fluxless SLID bonding were investigated in 2010.[18] Both processes used an equal amount/thickness of Au on the substrate and chip, as follows: Process a.i—Multilayer bonding: A multilayer Si chip with electroplated Au (5 lm)/Sn (2 lm)/Au (0.1 lm) was bonded to a Si substrate with an electroplated Au (5 lm) layer (Figure 3 shows an illustration). Notice 400—VOLUME 43B, APRIL 2012 Fig. 3—Process a.i—Multilayer bonding: sketch of layer structure of samples for bonding. (a) Layers as plated. (b) Expected structure after bonding. 2010 IEEE. Reprinted with permission from Ref. 18, IEEE ESTC, 2010. that the thin (0.1 lm) Au layer is applied to achieve fluxless bonding, which is used to prevent Sn oxidation.[16] Process b.i—Preform bonding: A Si chip and a Si substrate, both with an electroplated Au (5 lm) layer, were bonded together using a 7.5-lm thick eutectic Au-Sn preform (Figure 4 shows an illustration). The bonding was performed in two steps[18]: First, a flip chip bonder was used to pick and place at moderate a temperature (393 K [120 C]) applying a force of 35 N for 30 seconds. Second, the positioned samples were bonded using a hotplate in a vacuum chamber and a clamping force to ensure intimate contact. During the second step, they used different temperature profiles, and a final bonding time of 20 minutes. In a previous study, variations in the bonding time (2 to 30 minutes), combined with a bonding temperature of 622 K (350 C), did not have any significant effect on the final bonding.[17] Tests to study the bond integrity were also performed.[17,18] Standard die shear tests were used to estimate the bond strength at both room and increased temperatures (up to 672 K [400 C]). At room temperature, the bond strength was reported to be approximately METALLURGICAL AND MATERIALS TRANSACTIONS B Fig. 4—Process b.i—Preform bonding: sketch of layer structure of samples for bonding. (a) Layers as plated. (b) Expected structure after bonding. 2010 IEEE. Reprinted with permission from Ref. 18. 26 MPa for both process a.i and b.i samples.[18] At increased temperatures, they could not measure the exact bond strength. Instead, they applied a constant shear force of ~1 to 2 N on the uppermost chip during heating from room temperature to 672 K (400 C). For all but one tested samples, they found no delamination or movement of the uppermost chip.[18] The main conclusions from this work were as follows[17,18]: A layered bonding structure was obtained. An optical micrograph of a typical bonding is shown if Figure 5. Scanning electron microscopy (SEM) and energydispersive X-ray spectroscopy (EDS) were used to identify the bonding layers to be Au/f’/Au. However, based on the AuSn phase diagram (Figure 2) and our previous discussion (Sections II and III), the joint more probably is composed of Au/f/Au. Variation in bonding time (2 to 30 minutes) has insignificant effect on the bonding. Both process a.i and b.i give the desired bonding structure. Variation in bonding temperature (572 K to 622 K [300 C to 350 C]) has insignificant effect on the bonding. The obtained bonding structure is expected to be stable over time and has potential for HT applications. Au-Sn SLID bonding with different Au layer thickness on chip and substrate has also been investigated in several different metallization systems.[14,19,55] Process a.ii: A SiC chip with a three-layer stack composed of Ti/Ti-W/Au (100 nm/200 nm/200 nm), 20-lm thick Au plating on either substrate or chip, a 20-lm thick eutectic Au-Sn preform, and a directbonded Cu (DBC) substrate with 6-lm thick electroless plated Ni:P (protected by a 0.10 to 0.20-lm thick layer of immersion Au).[14] Process a.iii: Same system as in case a.i but with electrolytically plated Ni on the DBC substrate instead of electroless Ni:P. Process a.iv: A SiC chip metalized with Ti/TaSi2/Pt/ Au (100 nm/400 nm/200 nm/100 nm), a 100-lm thick Au foil electroplated with 4-lm Sn on both surfaces (off-eutectic preform), and an AlN substrate metalized with Mo:Mn/Ni (5 lm)/Au (5 lm).[19] METALLURGICAL AND MATERIALS TRANSACTIONS B Fig. 5—Optical micrograph of cross-sectioned bonded sample (623 K [350 C] bonding temperature, process a.i—multilayer), where the joint was identified by EDS to be Au/f/Au. 2010 IEEE. Reprinted with permission from Ref. 18. Process a.v: A SiC chip metalized with Cr/Ni-Cr/Au (200 nm/100 nm/3 lm), a 100-lm thick Au foil electroplated with 4-lm Sn on both surfaces (off-eutectic preform), and an AlN substrate metalized with a thick film of PtAu and Au.[19] Process a.vi: A SiC chip metalized with Cr/Ni-Cr/Au (200 nm/100 nm/3 lm), 8.5-lm eutectic AuSn preform, and an AlN substrate metalized with a thick film of PtAu and Au.[19] For processes a.ii and a.iii, a special brazing/bonding temperature profile was designed[14]: First the samples were soaked at 522 K (250 C) for 4 minutes to bake out any residual moisture. Then, a 3-hour ramp from 522 K to 672 K (250 C to 400 C), followed by a hold at 672 K (400 C) for 30 minutes, were performed to allow Sn to diffuse into the Au layer. The process was run in vacuum, and a 20-g weight was placed on the assembly to create some flow of eutectic AuSn when it melted. For processes a.iv and a.v, a peak temperature of 672 K (400 C) was applied for 60 min with a bonding force of 500 g. The process was run in vacuum. For process a.vi a peak temperature of 602 K (330 C) was applied for 5 minutes before the samples were soaked at 552 K (280 C) for 30 minutes. This process allowed Sn to diffuse into the thick film layers. Also here, a bonding force of 500 g was applied, and the process was run in vacuum. For processes a.ii and a.iii, it was reported that a die attach without voids was achieved. The bond strength was found to be superb, >90 MPa (equipment limit).[14] An energy dispersive X-ray (EDX) analysis showed that the Sn concentration across the bonded interface was approximately 6 wt pct (Figure 6), corresponding to the Au-rich IMCs b, f or f’. However, there was a peak in the Sn concentration at the chip and the substrate interfaces, corresponding to Sn-Ti IMCs and Sn-Ni IMC, respectively.[14] For process a.iv and a.v the bond strength was tested and stated to be > 70 MPa. No additional information about the initial bonding properties was presented. In 2011 we tested Au SLID with both equal (process a.vii) and different thickness (process a.viii) of Au on the substrate and chip, Au-Sn SLID bonding in two VOLUME 43B, APRIL 2012—401 Fig. 6—Element concentration plot across a process a.ii AuSn SLID bonding. 2007 IEEE. Reprinted with permission from Ref. 14. Fig. 7—Sketch of expected layer structure after bonding 20. (a) Process a.vii sample. (b) Process a.vii sample. The initial thickness of the electroplated Au layers was 5 lm on both substrate and chip in (a), whereas it was 3 lm on the substrate and 5 lm on the chip in (b). In both (a) and (b), a 7-lm-thick eutectic AuSn preform was used. different Cu/Si3N4/Cu/Ni:P/Au-Sn/Ni/Ni2Si/SiC systems (Figure 7 shows several illustrations).[20] The bonding was performed in accordance with process a.i. A uniform, Au-rich bond interface (identified as the f phase by EDX) was produced for both process a.vii and a.viii samples.[20] Moreover, the bond strength was excellent, >78 MPa (equipment limit), for both types of samples.[20] IV. HIGH-TEMPERATURE RELIABILITY AND STABILITY Reliable performance of electronic packages for HT applications is extremely important. For example, if the electronic engine control in a jetliner fails to perform its functions, then many lives would be in danger. Consequently, thorough knowledge about the failure mechanisms of the Au-Sn SLID system is essential for the introduction of it as an interconnect technology in future HT electronic packaging technology. A. High-Temperature Aging The reliability of Au-Sn SLID systems has not been investigated extensively. HT aging tests have been performed on process a.ii through a.vi samples.[14,19,55] 402—VOLUME 43B, APRIL 2012 Fig. 8—Die shear strength of process a.ii and a.iii samples as a function of aging at 672 K (400 C) in air. Note that a die shear strength of 100 kgf is equal to 90 MPa (100 kgf/90 MPs was the equipment limit). 2007 IEEE. Reprinted with permission from Ref. 14. For process a.ii and a.iii samples, a HT aging test was performed at 672 K (400 C).[14] The samples were subjected to die shear testing and cross-section characterization (SEM/EDX) after storage times up to 2000 hours.[14] The die shear test results are shown in Figure 8. No bond strength change could be detected for process a.iii samples (all the samples had bond strength above the equipment limit), whereas the bond strength of process a.iv samples degraded slightly from >90 MPa to approximately 68 MPa.[14] Nevertheless, the crosssection analyses of the bond interface showed that there had been considerable changes[14]: Significant interdiffusion was found between the Cu, Ni, Au, and Sn layers for process a.iii samples (samples with pure Ni as a diffusion barrier). Cu diffused through the Ni layer into Au, and at the same time, Au, Ni, and Sn diffused into Cu (Figure 9). Ni:P (process a.ii samples) was a better diffusion barrier than Ni (process a.iii samples) for Au and Sn diffusion into Cu. However, Cu diffused through Ni:P, which caused Kirkendall voids in the Cu-Ni:P interface (because of different interdiffusion rates through the Ni:P layer; see Figure 10). The complex IMCs that formed during aging had good adhesion and strength. However, in the Ni:P samples (process a.ii samples), Kirkendall voids caused cracks at the Cu-Ni:P interface, reducing the shear strength compared with samples with pure Ni as a diffusion barrier (process a.iii samples). METALLURGICAL AND MATERIALS TRANSACTIONS B B. Thermal Cycling Fig. 9—SEM picture of the cross section of a process a.iii sample after 2000 h aging at 672 K (400 C). Notice the voids at the Cu-Ni interface and the series of IMCs formed. 2007 IEEE. Reprinted with permission from Ref. 14. Fig. 10—SEM picture of the cross-section of a process a.ii sample after 2000 h aging at 672 K (400 C). Notice the cracks (Kirkendall voids at the Cu-Ni:P interface. 2007 IEEE. Reprinted, with permission, from Ref. 14. Process a.iv through a.vi samples were exposed to a HT aging test at 772 K (500 C)19 for up to 2000 hours, and then the samples were subjected to die shear testing and cross-section characterization (SEM/EDX). For process a.iv and a.v samples, the bond strength decreased from approximately 60 MPa to approximately 35 MPa after 250 hours of aging, and the strength remained relatively stable through the remainder of the test. The fracture surfaces from die shear testing occurred in the chip metallization scheme, indicating that the actual AuSn joint was stronger.[19] For process a.vi samples, the bond strength remained high for the first 1200 hours of aging (>77 MPa). After 1500 hours, there was a slight decrease in bond strength to >53 MPa.[19] Also, the fracture surfaces from die shear testing occurred in the chip metallization scheme.[19] METALLURGICAL AND MATERIALS TRANSACTIONS B Thermal cycling tests have been performed on process a.iv. through a.viii samples.[19,20] Process a.iv through a.vi samples were exposed to thermal cycling (up to 1000 cycles) between 307 K and 772 K (35 C and 500 C),[19] and then they were subjected to die shear testing and cross-section characterization (SEM/EDX). The bond strength of process a.iv and a.v samples decreased rapidly during thermal cycling. After 1000 cycles, it was only 1 to 3 MPa.[19] The fracture surfaces from die shear testing occurred in the interface between the offeutectic preform and the chip/substrate metallization.[19] Johnson et al. performed an elemental profile across the bonding, revealing a higher Sn concentration in the offeutectic preform-chip/substrate interfaces compared with the rest of the joint. This higher Sn concentration resulted in more brittle regions, which cracked because of the thermomechanical stresses induced by thermal cycling.[19] These results indicate that it is important to have a pure (soft) Au layer on both substrate and chip side in the final joint (to absorb CTE induces thermomechanical stresses). The bond strength of process a.vi samples was significantly better (69 to 83 MPa after 1000 cycles).[19] Here, no information about the origin of the fracture surfaces was given. Process a.vii and a.viii samples (shown in Figure 7) were exposed to thermal cycling (up to 1000 cycles) between 272 K and 472 K (0 C and 200 C),[20] and then they were subjected to die shear testing and crosssection characterization (SEM/EDX). The bond strength of process a.vii samples remained unchanged (>78 MPa) during thermal cycling (note that all the samples had a bond strength above the equipment limit, indicating that there could be a degradation in the bond strength not measureable with the used equipment).[20] For process a.viii samples, there was a decrease in the bond strength as a function of the number of thermal cycles.[20] After 500 cycles, the strength was reduced from 78 MPa to 68 MPa. The strength was reduced to 59 MPa after 1000 cycles. In process a.viii samples, there was no excess Au left on the substrate side (Figure 7(b)) (confirmed by optical microscopy, SEM and EDS of cross-sections), causing formation of brittle Au-Ni-Sn IMCs during thermal cycling.[20] These brittle IMCs were believed to be the primary cause of the degradation of the bond strength.[20] Inspection of the fracture surfaces, occurring in the Ni:P/f phase interface, confirmed this hypothesis.[20] V. CHALLENGES, POSSIBILITIES, AND RECOMMENDATIONS Although traditional Au-Sn solders have been used as an interconnect technology in microelectronic packaging for decades, their HT applicability is relatively unexplored. In this section, a discussion of the challenges and possibilities associated with Au-Sn SLID interconnect technology is given. Some recommendations for how a reliable HT Au-Sn SLID bond should be constructed are presented. VOLUME 43B, APRIL 2012—403 A. Challenges The properties of the different crystal phases constituting an Au-Sn SLID bonding—primarily the b and f phases—are still not yet fully mapped out (Section II). A limited amount of thermomechanical properties has been published, but knowledge about important material parameters like yield strength, tensile strength, electrical conductivity, etc. is still missing for most phases. Mapping of these properties will be of utmost importance for a comprehensive understanding of the Au-Sn SLID interconnect technology. Limited amounts of reliability tests have been performed on the Au-Sn SLID interconnect system.[14,19,20,55] During some HT aging and thermal cycling tests, substantial growth of IMCs was observed. They retained good adhesion and high bonding strength. However, important properties like electric performance and degradation were not tested. Substantial problems with obtaining reliable and stable metallization schemes on substrate and chip compatible with Au-Sn SLID at HT were also experienced. This problem is also known for traditional Au-Sn solder bonding.[56] Additional investigations of reliability and substrate/ chip metallization schemes are needed if the Au-Sn SLID interconnect technology is to be used in future HT microelectronic systems. B. Possibilities Although the properties of the different crystal phases constituting Au-Sn SLID bonding structures are relatively unknown, it is clear that the f’ phase is reported to have good mechanical properties, good thermal conductivity, and good creep behavior.[57–59] Considering in addition the high melting points of the Au-rich Au-Sn phases (~772 K [~500 C]), it is evident that Au-Sn SLID bonding has a high potential for HT applications. The Au-Sn SLID bonding process is relatively unexplored. However, the structures described in Sections III and IV exhibited bonds with excellent die shear strengths compared with the requirements in Mil-Std-883 (~6 MPa compared with, respectively, 26 MPa, >90 MPa, and >78 MPa). The bonding process is relatively time consuming, ranging from 20 minutes[17] up to 3.5 hours,[14] and obviously it can be optimized. The HT (up to 772 K [500 C]) and thermal cycling (from 307 K to 772 K [35 C to 500 C]) reliability has been shown to be good. All in all, Au-Sn SLID bonding has appealing properties for HT microelectronic packaging, and it should be investigated. C. Recommendations Based on this literature study and the authors’ experience, the subsequent recommendations for designing a reliable HT Au-Sn SLID bonding system can be made: There should be a surplus of Au after bonding because the pure Au layers can absorb the thermomechanical stresses induced by, e.g., CTE mismatches between the substrate and the chip. The pure Au layers can (if they are thick enough) act as a diffusion 404—VOLUME 43B, APRIL 2012 barrier between the Sn-containing bond interface and the substrate/chip metallization. The minimum amount of Sn required to produce a strong bond should be used because Sn tends to produce brittle IMCs with both Au and substrate/ chip metallization. A substrate/chip metallization that is compatible with the Au-Sn SLID system should be used. It should have good thermal and electrical conductivity, good adhesion to Au, and simultaneously be a good diffusion barrier between Au and substrate/chip metallization. VI. CONCLUSIONS Au-Sn SLID bonding is a novel and promising interconnect technology for HT microelectronic applications. It produces both reliable HT bonds (up to 772 K [500 C]) and bonds that can endure large temperature ranges (307 K to 772 K [35 C to 500 C]). However, important properties, e.g., electrical conductivity and tensile strength, of the IMC constituting Au-Sn SLID bonds are still unknown. The challenges associated with chip/substrate metallization compatibility are also observed. Despite these challenges, Au-Sn SLID bonding is judged to be an excellent candidate for HT microelectronic packaging. ACKNOWLEDGMENTS This work was carried out within the HTPEP project. Funding from the Research Council of Norway (project no 193108/S60), Badger, SmartMotor, TranSiC, Roxar, and Norbitech is greatly acknowledged. The authors acknowledge Dr. Maaike M. V. Taklo for her valuable review, helping to shape this article. REFERENCES 1. Z.J. Shen, B. Grummel, R. McClure, A. Gordon, and A. Hefner: iMAPS HiTEC, Albuquerque, NM, 2008. 2. M.N. Yoder: IEEE Trans. Electron Devices, 1996, vol. 43 (10), pp. 1633–36. 3. N.G. Wright, A.B. Horsfall, and K. Vassilevski: Mater. Today, 2008, vol. 11 (1–2), pp. 16–21. 4. H. Oppermann: Mater. Inf. Technol., Springer, London, UK, 2005, pp. 377–90. 5. G.S. Matijasevic, C.C. Lee, and C.Y. Wang: Thin Solid Films, 1993, vol. 223 (2), pp. 276–87. 6. S. Anhoch, H. Oppermann, C. Kallmayer, R. Aschenbrenner, L. Thomas, and H. Reichl: IEEE/CPMT Int. Electron. Manuf. Technol. Symp., 1998, pp. 156–65. 7. L. Bernstein: J. Electrochem. Soc., 1966, vol. 113, pp. 1282–88. 8. J.D.M. Jacobson and G. Humpston: Soldering Surf. Mount Technol., 1992, vol. 4 (1), pp. 27–32. 9. C.L. Lee, Y.W. Wang, and G. Matijasevic: J. Electron. Packag., 1993, vol. 115 (2), pp. 201–07. 10. Y. Iino: J. Mater. Sci. Lett., 1991, vol. 10 (2), pp. 104–06. 11. D.S. Duvall, W.A. Owczarski, and D.F. Paulonis: Weld. J., April 1974, pp. 203–14. 12. W.D. Macdonald and T.W. Eagar: Annu. Rev. Mater. Sci., 1992, vol. 22, pp. 23–46. 13. R. Schmid-Fetzer and R.Y. Lin: Miner. Met. Mater. Soc., 1995, pp. 75–97. 14. W.R. Johnson, C.Q. Wang, Y. Liu, and J.D. Scofield: IEEE Trans. Electron. Packag. Manuf., 2007, vol. 30, pp. 182–93. METALLURGICAL AND MATERIALS TRANSACTIONS B 15. J.F. Li, P.A. Agyakwa, and C.M. Johnson: Acta Mater., 2010, vol. 58 (9), pp. 3429–43. 16. K. Wang, K. Aasmundtveit, and H. Jakobsen: IEEE Electron. Compon. Technol. Conf., 2008, vols. 1 and 2. 17. K.E. Aasmundtveit, K.Y. Wang, N. Hoivik, J.M. Graff, and A. Elfving: iMAPS European Microelectron. Packag. Conf., 2009. 18. K. Aasmundtveit, T.T. Luu, H. Nguyrn, R. Johannessen, N. Hoivik, and K. Wang: IEEE Electron. System Integr. Technol. Conf., 2010. 19. P. Zheng, P. Henson, R.W. Johnson, and L. Chen: iMAPS HiTEC, Albuquerque, NM, 2010. 20. T.A. Tollefsen, A. Larsson, and K. Aasmundtveit: iMAPS HiTEN, Oxford, UK, 2011. 21. N. Hoivik, H. Liu, K.Y. Wang, G. Salomonsen, and K. Aasmundtveit: Adv. Mater. Technol. Micro/Nano-Devices Sens. Actuators, 2010, pp. 179–90. 22. H. Huebner, S. Penka, B. Barchmann, M. Eigner, W. Gruber, M. Nobis, S. Janka, G. Kristen, and M. Schneegans: Microelectron. Eng., 2006, vol. 83 (11–12), pp. 2155–62. 23. S. Bader, W. Gust, and H. Hieber: Acta Metall. Mater., 1995, vol. 43 (1), pp. 329–37. 24. P.F. Yang, Y.S. Lai, S.R. Jian, J. Chen, and R.S. Chen: Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process, 2008, vol. 485 (1–2), pp. 305–10. 25. N. Saunders and A.P. Miodownik: Binary Alloy Phase Diagrams, ASM, Materials Park, OH, 1990, pp. 1481–83. 26. N. Hoivik, K. Aasmundtveit, G. Salomonsen, A. Lapadatu, G. Kittilsand, and B. Stark: IEEE Electron. System Integr. Technol. Conf., 2010. 27. G. Ghosh: J. Mater. Res., 2008, vol. 23 (5), pp. 1398–1416. 28. R. Vogel: Z. Anorg. Chem., 1905, vol. 46, pp. 60–75. 29. M .Hansen: Const. Binary Alloys, 1958, pp. 232–34. 30. H. Okamoto and T.B. Massalski: Binary Alloy Phase Diagrams, ASM, Materials Park, OH, 1990, pp. 433–34. 31. H. Okamoto: J. Phase Equilib. Diffus., 2007, vol. 28 (5), p. 490. 32. J. Ciulik and M.R. Notis: Electronic Materials and Processing Congress, ASM, Materials Park, OH, 1989, pp. 57–61. 33. J. Ciulik and M.R. Notis: J. Alloys Compd., 1993, vol. 191 (1), pp. 71–78. 34. H.S. Liu, C.L. Liu, K. Ishida, and Z.P. Jin: J. Electron. Mater., 2003, vol. 32 (11), pp. 1290–96. 35. K. Schubert, H. Breimer, and R. Gohle: Z. Metallkd., 1959, vol. 50, pp. 146–53. 36. R.R. Chromik, D.N. Wang, A. Shugar, L. Limata, M.R. Notis, and R.P. Vinci: J. Mater. Res., 2005, vol. 20 (8), pp. 2161–72. METALLURGICAL AND MATERIALS TRANSACTIONS B 37. T.B. Massalski and H.W. King: Acta Metall., 1960, vol. 8, pp. 677–83. 38. F.G. Yost, M.M. Karnowsky, W.D. Drotning, and J.H. Gieske: Metall. Trans. A, 1990, vol. 21A, pp. 1885–89. 39. K. Osada, S. Yamaguchi, and M. Hirabayashi: Trans. Jpn. Inst. Met., 1974, vol. 15 (4), pp. 256–60. 40. J.P. Jan, W.B. Pearson, A. Kjekshus, and S.B. Woods: Can. J. Phys., 1963, vol. 41, pp. 2252–66. 41. MatWeb: Material Property Data, www.matweb.com. 42. M. Wolcyrz, R. Kubiak, and S. Maciejewski: Phys. Status Solidi B, 1981, vol. 107, pp. 245–53. 43. L.P. Salamakha, E. Bauer, S.I. Mudryi, A.P. Goncalves, M. Almeida, and H. Noel: J. Alloys Compd., 2009, vol. 479 (1–2), pp. 184–88. 44. G. Humpston and D.M. Jacobson: Principles of Soldering, ASM, Materials Park, OH, 2004, p. 226. 45. Y.B Yoon and J.W. Park: IEEE Trans. Comp. Packag. Technolog., 2009, vol. 32 (4), pp. 825–31. 46. R. An, C.Q. Wang, and Y.H. Tian: J. Electron. Mater., 2008, vol. 37 (7), pp. 968–74. 47. V. Grolier and R. Schmid-Fetzer: J. Electron. Mater., 2008, vol. 37 (3), pp. 264–78. 48. G. Cacciamani, G. Borzone, and A. Watson: CALPHAD, 2009, vol. 33 (1), pp. 100–08. 49. H.Q. Dong, S. Jin, L.G. Zhang, J.S. Wang, X.M. Tao, H.S. Liu, and Z.P. Jin: J. Electron. Mater., 2009, vol. 38 (10), pp. 2158–69. 50. G. Matijasevic and C.C. Lee: J. Electron. Mater., 1989, vol. 18 (2), pp. 327–37. 51. S.H. Overbury and J. Somorjai: J. Chem. Phys., 1977, vol. 66, pp. 3181–88. 52. T. Ichikawa: Phys. Status Solidi A, 1975, vol. 32, pp. 369–78. 53. M. Nishiguchi, N. Goto, and H. Nishizawa: IEEE Trans. Compon., Hybrids, Manuf. Technol., 1991, vol. 14 (3), pp. 523–28. 54. G.S. Matijasevic, C.Y. Wang, and C.C. Lee: IEEE Trans. Compon., Hybrids, Manuf. Technol., 1990, vol. 13 (4), pp. 1128–34. 55. R.W. Johnson and J. Williams: IEEE Aerosp. Conf., 2005, pp. 2692–97. 56. A. Katz, C.H. Lee, and K.L. Tai: Mater. Chem. Phys., 1994, vol. 37 (4), pp. 303–28. 57. G. Elger, M. Hutter, H. Oppermann, R. Aschenbrenner, H. Reichl, and E. Jager: Microsyst. Technol., 2002, vol. 7 (5–6), pp. 239–43. 58. S. Weiss, V. Bader, G. Azdasht, P. Kasulke, E. Zakel, and H. Reichl: IEEE Electron. Compon. Technol. Conf., 1997, pp. 780–87. 59. Y.H. Wang, K. Nishida, M. Hutter, T. Kimura, and T. Suga: Jpn. J. Appl. Phys., Part 1, 2007, vol. 46 (4B), pp. 1961–67. VOLUME 43B, APRIL 2012—405