Signature redacted-- OF TECHiV OCT
advertisement

OF TECHiV
0
OCT 2 1961
LIBRARV
ON THE DYNAMICS OF WOOL SPINNING
by
ALY H.M. EL-SHIEKH
B.Sc. "Mechanical" Alexandria University
Alexandria, U.A.R.
(1956)
SUBMITTED IN PARTIAL FULFILLMENT
OF THE REQUIREMENTS FOR THE
DEGREE OF MASTER OF SCIENCE
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
August 1961
Signature of Author
Signature redacted-Depaftment of Mechanical Engineering
Textile Division, August 18, 1961
Certified by
Signature redacted
ThesIs Supervisor
Accepted by
Signature redacted
Chairman, Department Committee on Graduate Students
'The tapestry is woven -- watch the fabric grow
As ply the shuttles 'neath the weavers skillful hand;
Following the pattern far above, where pulse and glow
Rich colors brought together as the master planned.
Faint outlined are the figures, for the cloth is turned
Face-in before a mirror, where there will be found
An image of the whole design. Fires of creation burned
When first the master painted sharp against the ground
desires, and then hung it there behind the weaver
heart's
His
Where it is not seen directly, but reflected through the mist
of thread which forms a gauzy curtain.'
Edward R. Schwarz
ii
ON THE DYNAMICS OF WOOL SPINNING
by
ALY H.M. EL-SHIEKH
Submitted to the Department of Mechanical Engineering,
Textile Division, on August 18, 1961 in partial fulfillment of the requirements for the degree of Master
of Science.
ABSTRACT
In this investigation, four differently designed
spindles were used to measure the vibration of each on the
spinning frame. The tests were carried out to find the
most stable of the four spindles.
A high sensitivity, high frequency response tensiometer
was used to measure the yarn tension with three of the
spindles. The average tensions were applied to the balloon
theory of De Barr for the purposes of verification of his
expressions.
Vibration results indicate that there is no significant
difference betwen the four spindles. They also indicate
that the driving shaft, and the flyer at the top of the
bobbin, are the main sources of vibrations.
Tension measurements indicate that two of the four
spindles are quite stable, and that the balloon theory of
De Barr is fairly well substantiated.
iii
Massachusetts Institute
of Technology
Department of Mechanical
Engineering
Textile Division
Cambridge 39, Massachusetts
August 18, 1961
Professor Philip Franklin
Secretary of the Faculty
Massachusetts Institute of Technology
Cambridge 39, Massachusetts
Dear Sir:
In accordance with the requirements for the degree of
Master of Science in Textile Technology, I hereby submit my
thesis entitled "On the Dynamics of Wool Spinning".
Respectfully submitted,
Signature redacted
Aly H. M. El-Shiekh
AES :rm
iv
ACKNOWLEDGEMENTS
I express my sincere gratitude to Professor Stanley
Backer for his guidance, criticism and encouragement during
the course of this investigation.
I also extend my thanks to the Davis & Furber Machine
Company of North Andover, Massachusetts and particularly
to Messrs. J. Kooistra and J. Frye
for their cooperation
all through the duration of this study.
Special thanks are due to my friends J. Krizik, S.K.
Batra, and B.J. Park for their help during this work.
I wish to express my appreciation to Miss Rose
Messoumian for her many typing hours in the preparation
and typing of this thesis.
I take this opportunity to recognize the patience and
sacrifices of my mother and wife for their encouragement
and devotion,
V
CONTENTS
Page
Chapters
I.
Introduction...............
1
II.
Instrumentation............
7
III.
Balloon theory.............
14
IV.
Vibration theory...........
24
V.
Experiments and observation
37
55
VI.
VII.
Calculations and results...
87
VIII.
Discussion.................
93
IX.
Conclusion.
X.
Recommendation for spinning frame
103
improvements............... .* . * .. e.
APPENDIX
1:
*
...................
106
Use of spinning frame for further,
110
2:
Plotting of vibration data.........
APPENDIX
3:
Typical tension signals and balloon
configurations
REFERENCES
. ....
..
. ..
..
. ..
.....
.
APPENDIX
112
141
153
.. . . . . . . . .. . . . . . ..
vi
LIST OF FIGURES
_Page
Figures
1
Diagramatic representation of ring spinning
3
la
Basic action in ring spinning..............
3
2
Spinning frame.............................
5
3
4
9
Equipment for vibration measurements.......
Frequency characteristic of vibration pick-up 10
5
Capacitance of vibration pick-up vs.
temperature...........................
. .
6
Equipment for measurement of tension.......
7
Forces acting on an element of yarn in the
10
13
. . . . .
18
8
Forces acting ontraveller.................
18
9
18
10
Yarn tension as a function of angle of lead
Tension at balloon apex vs. balloon height
11
Tension at balloon apex vs. weight of
balloon..... .
. .
. . .
. .
. .
21
traveller....... .............
22
12-
Tension at balloon apex vs. weight of yarn
23
13
Fixed
14
Deflection curve of spindle................
Diagramatic sketch of the package on spindle
28
P1 and P 2 vs. a
L
35
15
16
17
column...............................
28
28
s
Effect of package diameter on spindle
. ........
vibration..................
.....
36
18
Mounting of spindle #1.....................
39
18a
Cross-section of spindle #l...............
40
19
20
Mounting of spindle #2.....................
41
42
21
Diagramatic sketch of spindle #3...........
Mounting of spindles #3 and #4.............
22
Spindle and pulley drive..................
46
vii
43
LIST OF FIGURES (Continued)
23
Diagramatic sketch of shaft vibration
measurement arrangement...................
46
24
Calibration curve of tensiometer..........
51
25
Damage and wear of traveller.......
52
26
Rupturing strength vs. twist
27
Amplitude of vibration of shaft vs. r.p.m.
e.....
53
of spindle................................
54
Experimental tension vs. balloon height....
102
29
Cross-section of sugge sted shaft...... .0..
108
30
Diagramatic sketch of suggested spindle rai 1
109
31
Plott of test A
1
113
.
.
28
Plott of test A
2
Plott of test A
114
.
32
.....
33
115
.
3
''
' '
' '''
'
.. 0 . .
. .
. . .
.. 0 . .
. . .
*
Plott of test A
.
34
.. g..................
g.....
' ' '
116
.....
Plott of test B
1
Plott of test B
. .
117
. .
118
.
35
36
. .
.
2
Plott of test B
3
Plott of test B
.....................
.....
119
.
37
Plott of test C
1
Plott of test C
121
.....
.....
.
39
120
.
38
2
.....
Plott of test C
3
Plott of test C
.....................
123
.
41
122
0
.e...
.
40
42
,..
124
.
4
...
Plott of test D
1
Plott of test D
.
43
44
.....
125
.....
.....
0
126
.
2
.....
Plott of test E
1
Plott of test E
.....
.
47
48
128
.
46
127
Plott of test D
3
Plott of test D
.
45
129
130
.
2
131
Plott of test E
3
Plott of test E4
.
49
132
.
50
viii
LIST OF FIGURES (Continued)
133
51
Plott of test
52
Plott of test F 2
53
Plott of test
F3
. ....
54
Plott of test
F4
. ....
55
Plott of test
56
57
Plott of test G 2 .
Plott of test
58
Plott of test
59
Test I
H
60
Test I
H
61
Test I
H
62
Test J
H
63
Test J
H
64
Test J
H
65
Test K
H
66
Test K
H
67
Test K
H
68
Test L
H
69
Test L
H
70
Test L
H
71
72
Balloon shape for Test
Balloon shape for Test
73
F1
. ....
000
0
135
00.0
0
136
137
138
....
139
140
G1
31......
-
0 0000
143
-
143
10.5"..
14. 0"..
.
000
143
-
14. 0"
-
13 *0".
-
144
10.5".
is.o''...
145
-
-
144
16.5"..
145
0
0000
144
.
..
145
146
-
-
000
-
0
146
16.5"...
146
311*
147
148
Balloon shape for Test
10.5"
14.0"
74
Balloon shape for Test
13.0"
150
75
Balloon shape for Test
15.o0"
151
76
Balloon shape for Test
16o5"
152
ix
L
134
0 000
***
149
9
19
09
o o0
00
0
00
6L
00
9
o0*0o*0o0o000o*
0 0..0.
00
00 0 0 0
00
0 0
0
0
00 0
0
0
0
*
0 0 0
0
0 0 0 00
0 0 0000
0 0 * 0 0 0
*0 o 0 o 0 a0 0
0 0 0
0 0
0 0 0 0
0
0
0a
00
0*0
* 0o
0 00
x
ooo o
0 0
0*000
0 0 000
o
0
0 0
ooo#oo
0 0 000
0*
0
00 0 0
0 0
0
0 0
0
a
0
(47D)
EDt)
(1j)
(1751)
C5
0
0
0
(1
0 0 0 0
o
*o so9o ooo
I
s
61
l9
:iS
1
,
:a
S
lE
:1
So
T) :3
(D*0
:1
Q
( Tg)
0 *0 0
0 olO
ol6
a Sl
1L
:12
s
:1Sl
lc
:4s
J
:199,
Soj
91 O
91
-I Sl
)
71
:iSol
(47,)
9o o *
o
1
)
(CT
0 0 0 0
E~D)
0 0 0 0
0 0 0 0 0
0
0 0
00
000
0
00
1
9o
I
91So
63
(4 y
00
0 *
0 0 0 0 &
0**0
0
(sa)
0 0 0
0 0 0 0 0 0 0 0 0 0 0
5
* 0
(470
0 0 0 0
0 0 0 0 0
0 0 0 0 0
0 0 0 0
0 0 0
0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0
0
0
00
0 0 0 0
*0 0 0 0 0 0
:4~
3)
(TZ)
aT
a 000 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 90 0 0 0 0 0 0 0 0 0 0
0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 00
0
0
00
00
0 0 0 0
0 0 0 0 0
0
0 0 0 0 *0 0 00 0 0 0 0 0 *0 0 0 0*
0 *
0*
0 0
0
0
0 0 0
0
00 o ooooo
00
00
00
0
0 0 0
0 0 0 0 0 0
*0
00
0 0
19
09
0 0 *
0
00 * 0 0 0 0
qZ~
L
(~
0 0 0 & 0 0 0 0
0 0 0
00 0 0 0 0 0 0 0 0 0 0 0 0
0
ID~)
(VAd)
0 00 0
0
00 0 0 0 0 0
0 0
0
0 0 0
0.
0
0
0
*o o
0 0 0 0 0 0
00
oo
0 0 0 a 0 0 0 0 0 0 0 0 0
0
000000
)
0 00 0 00 0 00 0 0 0 0
0 0 0 0 0 0 0 0 0
o 0 0 0
0 0 0 0
oo
o
0 0
0 0 0 0 0 0 0 0 0 0 0 0*
0
0 0 0 0 0 0
o
0
0 0 0 0 0 0 0 0
00 00 0 0 0 0 0 00
000 0 0 0 0 0
9
97L
CL0
170o
CL
69
99
9
99
0 0 0 0 0
99
479
0 0*
69
*
0
1
so,
L000
09
9*
oo*9*9**o****(7) : g
o0 0
0
0
0
O
O
O
O
O
O
1l3
3
4
O
o
o
o(y
Z
3~
T
a~flpaqos Ia
uo-jIaqJA IO
-oqaaiso
047
o1qul
I3a
STI9V1 AO LsilI
LIST OF TABLES (Continued)
vibration of main shaft...
000
...
84
31
Test (H)
32
Test (I) experimental results at 5, 000 r.p.m.
85
33
Test (J) experimental results at 6, 000 r.p.m.
85
34
Test (K)
experimental results at 5,000 r.p.m.
86
35
Test (L)
experimental results at 6,000 r. p.m.
86
36
Results for spindle #1.............
92
37
Results for spindle #3
92
38
Results for spindle #4
92
xi
1
I.
INTRODUCTION
2
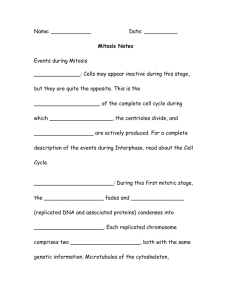
Spinning has been defined as the art of twisting fibrous
materials to form a continuous yarn suitable for weaving.
The process of spinning is composed of several continuous
sub-processes (Fig. 1).
To produce a yarn suitable for
weaving, one which has coherence strength and extensibility,
the spinning process should permit uniform quantities of
fibers to be drawn out in a continuous manner and uniform
twist to be inserted at a specified level.
Thousands of years ago, spinning was carried out in
India and such yarns were woven into fine fabrics.
It
would appear that the Indian spinning had gone on through
the ages with the same degree of perfection as was observed
at the time when the spinning mule was developed.
Ring spinning was brought to the United States in
1828 and applied to the cotton industry.
However, its
introduction to the Bradford system in the U.S.A. did not
come until 1930,
a century after its invention, even
though it had been universally used by the cotton spinners
for a number of years.
Ring spinning is most suitable for the production of
worsted yarns varying from 1
to 70s qualities.
After replacement of the mule frame by the ring
spinning system, improvements in ring spinning have been
3
Front roller
Flyer
Balloon
Bobbin
N
Spindle
Guiding ring
"N
r
Traveller
Ring
Ring r:il
Figure 1
Diagramatic Representation of Ring Spinning
I
-I--
0-
V
10
Ua
(Or
Figure la
Basic Action in Ring Spinning
(After Schwarz 10)
4
concentrated previously ip the area of spinning larger
packages at higher rates of speed.
The fact that large packages can be used here enables
a spinner to produce long lengths of continuous yarns for
Practical experience and
weaving and knitting purposes.
scientific tests have definitply established the fact that
quality of the yarn does not suffer in any way from the use
of large yarn packages.
They are preferred in many cases
because they contain only about 25% of the knots found in
cap-spun yarn which is limited in package size.
With the increase of spinning speeds numerous troubles
were encountered, troubles primarily in the form of
mechanical vibrations, yarn breakage and traveller wear.
We are concerned here primarily with the vibration problem.
These vibrations restricted the manufactures to a certain
range of speeds, not to be exceeded, without breaking the yarn
or damaging the machine.
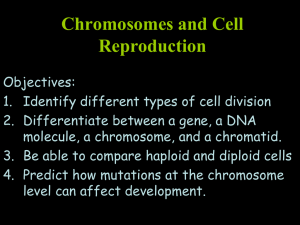
This thesis is a study of certain vibration problems
encountered in woolen spinning.
The spinning frame which
we have used in this study was manufactured by the Davis
and Furber Machine Company of North Andover, Massachusetts.
The frame (Model F
) shown in (Fig. 2) consists
mainly of a head stock containing the driving motor and
5
Figure 2
Spinning Frame
6
all gears which transmit power to the different parts of
the machine.
This power is transmitted to a main shaft
carrying a series of pulleys from which the spindle (in
groups of four) are belt driven.
To permit continuous winding of the package, a spindle
rail is provided with vertical reciprocating motion.
To prevent large balloon heights and accompany high
balloon tension the manufacturer of this frame has introduced a flyer fixed on the top of the bobbin.
The use of
this flyer as the apex point of the balloon instead of the
usual pig tail shortens the balloon considerably and by
reducing spinning tension permits higher spinning speeds.
On the other hand the use of the flyer increases the forces
on the spindles, which causing it to deflect and vibrate
excessively at higher speeds.
Thus the limitation on
speed is no longer the yarn property, but is the machine
construction.
7
II.
INSTRUMENTATION
8
In our investigation of the vibration of this spinning
frame different pieces of equipment were used to measure
the following quantities.
a.
The vibration amplitude of different parts of the
machine.
b.
The yarn tension during spinning.
In measuring the amplitude of vibration a vibration
meter manufactured by General Radio Company
2
while a tensiometer 2
was used,
was used in measuring the yarn
tension during spinning.
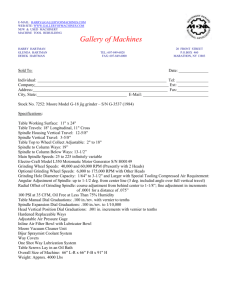
Description of the vibration meter
The type 761-A vibration meter (No. 2, Fig. 3) can be
used for measurements of low frequency vibration.
It is
mounted in a carried case and operates from an internal
battery.
The vibration meter is supplied with a vibration pick
up (No. 1, Fig. 3) of the piezo-electric type.
The electrical
circuit of the vibration meter consists mainly of two
electrical integrators built in as a part of the amplifier
because the pick-up is of the inertia type, i.e. an
accelerometer.
In the pick-up used, the crystal is deflected by its
own inertia when it is subjected to vibration.
The voltage
9
Figure 3.
Equipment for Vibration Measurements
1.
Vibration Pick-up
2.
Vibration Meter
10
.0
5
-
-
--
r4
0
___
___4-
0-00~-
__
,
_
__-
-
Tw
50 /00 ;O
5 10 20
Frequency Cycles/sec.
1000
2-0
Figure 4
Frequency characteristic of vibration
pick up (after E. Gross (1)
L
/0000
--
0r
U
PI aI
-<I I~L~
I
C.)
C-,
000
N~K~
I
ilititiI I I-I
0
q0
60
80
100
I bo
Temperature of pick up *F
Figure 5
Capacitance of vibration pick up
versus temperature (after
E. Gross (1)
I
11
generated by the crystal is proportional to the inertial
force exerted on the crystal, which is proportional to the
acceleration.
The vibration meter reads and measures directly the
r.m.s. (root mean square) of displacement, velocity, and
acceleration.
It measures as low as 16 micro-inches
displacement, 160 micro-inches/ sec. velocities or as low as
0.16 inches/sec
acceleration.
Characteristics of the pick-up were as follows.
An
inertia operated Rochelle salt crystal performing as an
accelerometer.
Fig. 4.
Its frequency characteristic is shown in
As with all Rochelle salt devices, its maximum
safe operating temperature is 115*F.
Its temperature
characteristics is shown in Fig. 5.
Tension Measuring Instruments
Fig. 6 shows the arrangement of the equipment used in
measuring the yarn tension.
The tensiometer Fig. 6-1 consists of an aluminum
cantilever beam with a system of pulleys together with a
linear variable differential transformer.
The core of the
transformer is attached to the end of the beam, so that it
can change position according to the deflection of the
beam.
The linear differential transformer is an electro-
12
mechanical transducer producing an electrical output which
is linearly proportional to the displacement of its movable
core.
The electrical output appears as two voltages in
opposite direction and the net output of the gage in the
difference between them.
As the position of the core where
the two voltages are of the same magnitude the net output
of the gage is zero, and is referred to as the minimum
balance point or mechanical null point.
However in practice
the output voltage at the null point does not quite reach
zero because of small residual voltage components which
do not cancel.
Together with the tensiometer, some other
standard measuring instrumentation is used (Fig.62,3,4,5 ,6
inclusive).
A Tektronix oscilloscope (Fig. 65) employed to measure
the voltage, a Polaroid camera (Fig. 66) to record the scope
measurement, a Hewlett Packard audio-oscillater (Fig. 62
to provide the excitation for the gage, an R.C.A.
Voltohmyst (Fig. 63) to monitor the excitation voltage at
all times and a phase correcting network (Fig. 64) to
attain maximum sensitivity.
13
Figure 6
Equipments for Measuring Tension
1.
2.
5.
Tensiometer
Voltohmyst
Oscilloscope
2.
Audio-Osillater
4.
Phase Correccing Network
Polaroid Camera
6.
mmm-M
14
III.
BALLOON THEORY
mi
15
NOMENCLATURE
The following terms, used in the chapter on Balloon
'theory are defined in the order in which they appear:
Tw
-
Winding tension in the absence of air drag.
-
Coefficient of friction between traveller
and ring.
c
-
Centrifugal force on traveller
M
-
Mass of traveller.
R-
-M
R W2
Radius of rotation of the center of gravity
of the traveller.
-
o
are as defined in Figure 8.
&'<
TT
-
Yarn tension just before traveller.
-
Coefficient of friction between yarn and traveller.
-
Angle of wrap of yarn on traveller.
m
R
Angular velocity of traveller
Mass/unit length of yarn.
-
Radius of rotation of point of contact between
yarn and traveller.
TwA
-
Increase in yarn tension due to air drag.
C1
-
Coefficient of air drag.
-
Air density
d
-
Yarn diameter
A
-
Maximum radius of balloon
H
-
Balloon height
TW
-
Winding tension including the effect of air drag.
16
Many balloon theories of ring spinning have been
proposed over the last 75 years.
Some of these theories 3 ,4'5
are in readily usable form while others involve elliptic
integrals, or necessitate the use of electronic computers
to solve their resulting complicated expressions.
Grishin3 in his treatment of the balloon theory neglected
the secondary radicals leading to elliptic functions.
In his
analysis, Grishin assumed that the yarn lies in a vertical
plane at maximum and minimum balloon diameters.
The work of Cappello
practical value.
is also considered of great
He developed experimental solution for
the balloon problem by taking a series of two pictures with
synchronized cameras whose axis were perpendicular to each
other, thus providing the projection of the balloon shape
in two perpendicular planes.
One of these two projections
can be assumed to be a straight line whose equation can
easily be determined, and by the use of simple geometry
one can obtain the equation of the entire balloon.
De Barr5 in 1958 came up with some expressions which
we consider of great practical value.
His expressions
are employed here as a comparison with our experimental
data, obtained by the use of the tensiometer described
above.
"9.
17
The forces considered by De Barr which act on both an
element of the yarn and on the traveller are shown on
Figures 7 and 8 respectively.
It should be noticed that
in his analysis De Barr assumed that the yarn lies in a
vertical plane at the point where it passes through the
On the other hand his analysis included the
traveller.
influence of air drag which will deviate the yarn from a
vertical plane to a three dimensional shape.
Thus it is seen that approximate equations have been
established and solved exactly resulting in valid
formulae
for practical use.
Neglecting air drag De Barr showed that the winding
tension after tI! traveller and before the bobbin is given
by:
___
__
Tr =- e
a
(1)U
__
=
=
7(,r. a
(2)
(3)
=
(4)
Substituting (1) into (2) we get
Tr
=
--d4:% C< cmo 9 +./.4 C'ev C
(5)
18
-rS
7;
C
Fr
Figure 8
Forces acting on traveller
Figure 7
Forces acting on an element
of yarn in the balloon
i
i
1.0 L-
i
I
I
I
I
I
~1
-
0.6
.1-I
0
4.3
q,4
0. nj-
0.2
0
- Figure 9.
40*
A0g
80*
60*
Angle of lead
Yarn tension as a function of angle of lead
(after De Barr (5)
19
Also it can be easily seen that the yarn tension at the
apex of the balloon is given by
--
Tr
r=
(6)
using the expression for TT we get
MU 2
Fig. 9 represents a plot of
0<
(
vs
/
Z
(7)
) reported
by De Barr for equation (7) neglecting the last term
(since in practice T0 and TT do not differ by more than a
few percent).
In the actual case where the effect of air drag is
considered, De Barr found that the increase in winding
tension (due to air drag) is given by
c, P*a.dA' 3
A
7,-
k- 12
4 RAv0
H
(8)
combining 1 and 8
The total winding tension can be given by
AC
7Trr
.c
I2
' C
-U"
c
1*A
33A
ra
Fig. 10 shows the yarn tension T
(9)
+C,r 1 d A e3
49J-,
]
(10)
.
To
"'eCG~~tA~E
as calculated
from equation (10) with the rotational angular velocity
20
varied, while Fig. 11 shows it as a function of the traveller
size.
Also T
is plotted in Fig. 12 as a function of the
yarn weight/unit length.
F000006,-
21
500
400
3
I
1
H-
w
0
0
0
300
-
r-4
r-4
0
E1
0
y(
With flyer at 500C r.p.m.
A No flyer at
5000 r.p.m.
o
With flyer at 6000 r.p.m.
a No flyer at
6000 r.p.m.
I
10
Balloon height
I
I
20
30
fo
H cm.
Figure 10
Tension at the balloon apex vs. balloon height
50
22
3tO 0
I
A AA-
0.2
0.3
AA
---- a
0.4
0.5
8
1.0
o0
-
p
/
0
i
/
/
20001-
0
r-4
1110
C)
1oool-
/
I-0
0I
*H
0
0
.25
-
V
0.5
0.75
Weight of traveller gms.
Figure 11
Tension at the balloon apex vs. weight
of traveller
23
Ant)
I
I
I
I-
350
,,A
,
0
*0
r-I
300,
r4
4J
0
e
250
k
AD.J I
I
3
I
4
Weight of yarn/cm gm/cm
6
Figure 12
Teaision at the balloon apex vs. wcin;ht of yarn/cm
length
24
IV.
VIBRATION THEORY
4
25
NOMENCLATURE
The terms used in the following chapter are defined
in the order of their appearance in the text.
P.E.
=
Potential Energy
E
=
Young's modulus of the shaft
I
-
Shaft cross sectional moment of inertia
K.E.
-
Kinetic Energy
$s
-
Mass density of shaft
a
-
Natural frequency of shaft or spindle
-
Static deflection of a shaft under a static
force
A
-
Cross sectional area of shaft
-
Period of vibration of spindle without package
-
Period of vibration of spindle with a package
on it
-
L
Length of bobbin
Spindle diameter
D
Db
=
Outside diameter of bobbin
D
-
Max.diameter of package
a
-
Distance between the base of the bobbin and
the point where the winding starts.
-
Spindle mass density
Bobbin mass density
y
-
Package (yarn) mass density
26
Vibration in th-Textile Industry
Vibration is of great importance in the textile industry
because of the delicacy of its product, the speed of its
In spinning,
machinery and the effect on its mill structures.
two types of vibrations can affect the quality of the yarn:
1.
Whirling of spindle
2.
Torsional vibration of the front roller
Both of these two kinds of vibrations affect significantly
the quality of the yarn spun.
We concentrate here on the first
type of spinning frame vibration.
In investigating spindle vibration, it is of great
importance to examine their flexural vibration, together
with the whirling speeds of the spindle blades.
This is done
for a typical spinning frame manufactured and distributed
commercially.
Theoretical Background
Very little attention had been paid to the problem of
spindle vibration in the past.
Nissan in an excellent report6 treated the effect
of the package on the whirling speeds of spindles.
In his
analysis he assumed a parabolic shape for the package and
applied Dunkerly's principles8 in solving the problem
of its vibration.
27
In dealing with the frequencies of flexural vibration
we will treat a simple example to show the application of
Rayleigh's method.
The method equates the maximum potential
and kinetic energies of the system.
Case 1:
By considering the spindle as a column (Fig. 13) fixed
at one end and free at the other end, and by assuming a
known shape of deflection for the spindle we can now
determine its frequencies.
Let us assume now that the
spindle will follow the shape shown in (Fig. 14) and is
given by:
2 LS
(11)
where
The deflection at any point
y
x
-
Is measured on the spindle axis
Y
-
Maximum deflection at the free end
L
-
Spindle length
The maximum energy in the spindle is given by:
P.E
El f
(12)
Substituting for y from (11) we get:
which can be integrated to give
P..
I
S
(13)
28
If 7
Ix
X
Y
Y
Figure 13.
Figure 14.
Deflection
Curve of Spindle
Fixed Column
X
===Mo
-L
00
71
/i//I/,,,
Y
Figure 15
Diagramatic sketch of the package on spindle
29
On the other hand the kinetic energy is given by:
jiLO~
0
f6
%a~j ~(14)
which, on substituting for y and integrating, gives:
k- E
= 0.// (s codf !1 aLS
(15)
Equating the expressions for the K.E. and P.E. we get
an expression for the natural frequency of the vibration
which is given by:
=
(16)
6
S
.7
The exact solution
5
for the case discussed has the
factor 3.52 in it with 0.4% less than the solution discussed
here.
Case 2:
Static Case of a Vertical Light Shaft With a Force Applied
at the Free End
In the following section we discuss the case of a light
shaft having a static force F acting on its free end while
the other end is fixed.
First we have to determine the
static deflection at the tip of the shaft.
From strength of materials we know that the deflection
under a static force on a cantilever beam is given by:
3(17)
13E I
l III
30
From (17) one can obtain a general expression for the
force / unit deflection (K):
K
E.
-
(18)
L3
It is also known that the frequency of vibration W,
of a mass m on a massless rod is given by
W=J
((19)
Then
z =
(20)
Wn
Applying these principles to our case we get
zir
Tx
A
..
3
(21)
A dx
=
The period at, a length x of the shaft
=
Mass density of shaft
=
Cross sectional area
Element of length
dx
X
-
Force / unit deflection for a length x
Substituting for kX in (21) we get
sX A
(
i 1 L)2
(22)
,3 E
from which
(r)a
(a2
r)
L
z r
f
Ax
31
which after integrating and substituting for the limits
gives:
O
Is the period of the free vibration of the
-
spindle
which can be written as
7n
217'2
(24)
where
m
Mass / unit length of shaft
-
Effect of the Mass of the Package on the Whirling Speed
of the Spindle
In discussing the effect of the package of yarn on the
spindle vibration we have to assume that the package has a
The shape in which the yarn is wound on the
known shape.
bobbin can take different forms, however we shall assume
that the package takes the shape of an ellipsoid.
Fig 15
shows a diagramatic sketch of the package.
Assuming that the equation of the package is of the
form:
"W.N
A
.
a.
8
(25)
32
where A and B are constants.
Using the boundary conditions
we get:
A
(26)
4
4
LC
B
Now consi derin-
(27)
an element of length
the weight of the element of the spindle
+~
fi
from
0
64J
;C
-
we obtain
package combination
D
0/j
< L-L
equals
I- s
from
L-
- (* (02 --D|)
s
(4
4 L
and equals
from
L -a
K
L
The period of vibration of this weight, on a weightless
shaft mass is given by
3
where m is the mass of the weight calculated before at
point x.
We assume that the modulus of the spindle (E) is not
33
affected by the addition of the package and that the moment
of inertia I is constant all through the spindle corresponding to its crcss sectional area.
We also notice that the spindle blade is the only
component (considered here) firmly anchored at one end.
Thus to calculate the period of vibration, 'te we can use
Dunkerly's principle8
as follows:
L
2
-
0
or
I.LL
2,
{(
fJL Xq3
(0-
,)÷ e-I(4 3 '-D-0
XI{f,( D
>
Z2(o
z-4
')lc
dx
~
(28)
2 -O
which after integrating between the limits indicated
and dividing by t 2 yields
T'
D,
(-p
8
D
P
where P, P 2 are functions of
depending on the ratio
L
Ls
Lc
bF
,
C
(29)
k c is a constant
c
and they are given by:
~9~~5
(30)
34
L )4
L)3
,5
''
4-( L
L
s
+
L)2(
-C3
)-3 + 2( ct )4
15
) 3 (-aL3- ) -1- 6
L
z
LS
Ls
Is
Fig. 16 shows a plot for the functions P
D;
8
-
L
L
while
L$
20
, taking
(paper
(wool
13
s
Db
=
s
1.144
steel)
steel)
(31)
.4
4
LIS
and P 2
Fig. 17 shows a plot for
-
versus
-
+
versu s
)3
4 ( L
LS
L,5
(32)
35
& P2
1.0
equtios 3-an
1
2
a-
32
6
-
36
O 5
4
0)
0
J-j
r-r
r13
'V
4-4
0
*4
'r4
O4
'V
0
"-4
.
L
x
0
1.05
/.5
as
rs
a
r
= 0.1
= 0.15
= 0.20
a25
Max. diam. of package/ spindle diameter
Figure 17
Effect of package diameter on spindle
vibration
37
V.
EXPERIMENTS AND OBSERVATIONS
38
In our investigation, four different spindles were
chosen on which to run the tests.
These spindles have the
following constructions:
1.
Spindle #1:
This spindle shown in Fig. 18 is
the original spindle with which the spinning frame is now
working.
2.
Spindle #2:
Is exactly the same as spindle #1
except it has a ball bearing instead of the sleeve in
#1 Fig. 19.
3.
Spindle #3:
in construction.
This spindle differs from #1 and #2
It is longer and bigger in diameter, and
has a step (point) bearing on which it rests Figs. 20 and 21.
4.
Spindle #4:
In construction, it looks like
spindle #1, but it has a step (point) bearing as #3 on which
it rests Fig. 21.
These four spindles were chosen so as to permit study
of the effect of the different mounts and the different
constructions.
Tests were carried on to measure the amplitude
of vibration at the spindles by means of the vibration meter
through the vibration pick-up which was placed on the spindle
socket Fig. 3.
Tests were conducted on the spindles while
they were running free less bobbin, while spinning with
the experimental flyer and while spinning without the flyer.
*I9(
Ball bearing
Spindle
HousIng
Floatg
st
p bearingg
ze
Fgure 13
Mouncing oE Spindle #1
J,1_0
it
40
Partially slotted
aluminum sleeve
I
KI
*Sd
Figure 18a
Cross-section of
spindle #1
L
41
gall Bearing'
Spindl
\ouiI
Ball
//cal
Moutin ofSpidle#2
earin
houisng
42
Alum inum block to
hold the bobbin
A
Roller bearing
Scal e 1 2
Figure 20
Diagramatic sketch of spindle #3
43
/r
Spindle
i
.
S1
St.-p Bearir
Scale full size
~~rurr~ 21
Mcun: of Spind~es
#3 and 4
44
In running the tests while spinning with and without
the flyer, three positions for the bobbin were chosen.
a.
Winding at the bottom of the bobbin.
b.
Winding at its middle point.
c.
Winding at its top portion.
In all tests readings were taken at intervals of 500 r.p.m.
starting at a spindle speed of 1000 r.p.m.
The tests data
were obtained both on the increasing and decreasing speeds
sections of the vibration-speed test cycle.
After running the first few tests it was noticed that
the two guiding pulleys Fig. 22 which guide the belt driving
the spindles from the main shaft, were vibrating excessively.
The behavior of these pulleys suggested that additional tests
be run with different pulleys conditions:
1.
With top and bottom pulleys vibrating.
2.
With top pulley fixed while bottom one vibrates.
3.
With top and bottom pulleys fixed.
4.
With pulley vibrating while bottom is fixed.
Tests were also carried on to determine the critical
speeds of the driving shaft, for it was noticed to be
whirling with a very large amplitude.
The tests were
carried on by hanging the vibration pick-up by means of a
small, well lubricated,smooth
steel wire on the shaft
45
31 and plotted in
Fig. 23.
Data are tabulated in Table
Fig. 27,
In this latter case the tests were carried on as
before, by increasing and decreasing the speeds at intervals
of 500 r.p.m. spindle speed.
However the special shaft
experiments were carried on with no spindles being driven.
Test schedules are shown on Table 1.
An attempt was made to provide a 3rd bearing support
the top of the bobbin while spinning, but practical
difficulties prevented the success of this experiment.
The
fact that the bobbins were not regular in shape and not
firmly fixed to the spindles caused the journal of the
test spindle to run extremely hot.
This objectionable
increase in temperature of the spindle was due to its
excessive bending strain energy caused by its deflection
resulting from the poor allignment of the 3rd bearing.
The data for vibration measurements are tabulated in Tables
3 to
31, and plotted in appendix 2 (Figs. 31 to 56).
Yarn Tension Measurements:
(Table 2)
In measuring the yarn tension, the tensiometer was
mounted on an external support instead of being mounted
on the frame so as to avoid the effect of the latter's
vibration.
This external support was clamped on a pad
mounted table to damp out the frame vibrations.
The
46
,-
Top
roly G
_
Ut
main Shaft
I7nt
_
TensiOP7
Spr.n
!
-i
Sp indle
Spindle
orsk, Spri!?
Lower Gudin'
Pulley 1'
Figure 22.
Spindle and pulley drive
56"
H-
4~77
U-L
L
Vibration pick up
Figure 23.
Diagramatic sketch of shaft vibrations
measurement arrangement.
47
TABLE 1
Test Schedule for Spindle Vibration Measurement
a
A1
A2
A3
A4
Pulley Conditions
Bottom Pulley
v inixCnios
mBotmP
1V
Tnn Puill
t
Spinning Conditions
Vibrating
Fixed
fixed
Vibrating
Vibrating
Vibrating
Fixed
Fixed
No Spinning
Spinning with Flyer
B1
B2
B3
B4
3
3
3
3
Vibrating
Fixed
Fixed
Vibrating
Vibrating
Vibrating
Fixed
Fixed
C
C2
C3
C4
15
15
15
15
Vibrating
Fixed
Fixed
Vibrating
D
1
D2
D2
D4
10
10
10
10
E1
E2
E3
E4
it
",
it
If
"
Test To
Hr
it
i
if
ItI
ItI
it
it
Vibrating
Vibrating
Fixed
Fixed
II
it
it
"I
I
"I
I
Vibrating
Fixed
Fixed
Vibrating
Vibrating
Vibrating
Fixed
Fixed
if
to
it
it
it
it
"1
it
14
14
14
14
Vibrating
Fixed
Fixed
Vibrating
Vibrating
Vibrating
Fixed,
Fixed
FI
F2
F3
F4
17
17
17
17
Vibrating
Fixed
Fixed
Vibrating
Vibrating
Vibrating
Fixed
Fixed
G
G2
G23
G4
15
15
15
15
Vibrating
Fixed
Fixed
Vibrating
Vibrating
Vibrating
Fixed
Fixed
____I
___________
Spinning without Flyer
"t
it
-___
I
to
I
"
it
"t
t
48
TABLE 2
K
L
Spinning Conditions
3.0
5000
With flyer
10.5
5000
"
"
J
R.P..
14.0
5000
"
"
I
H
3.0
6000
With flyer
10.5
6000
14.0
6000
"
13.0
5000
15.0
5000
16.5
5000
13.0
6030
15.0
6000
16.5
6000
f
No flyer
No flyer
"
"
Test
"
Tension Tests Schedule
R4
49
changing positions of the yarn resulting from the traversing
of the yarn guide caused excessive end breakages when the
yarn was unduly strained on the stationary pulley system
of the tensiometer.
To avoid this, the traversing thread
board was secured at its mid position.
Another time
consuming difficulty was the threading of the end under the
central pulley of the tensiometer.
Kyros 2 found that
satisfactory sensitivity could be achieved by passing the
yarn over the three pulley system, rather than having an
over-under-over geometry.
In the trial tests, observations of the tensions in
the scope revealed what appeared to be a significant change
in tension with each sweep of the signal.
Typical tension
signals are shown in appendix 3 flgs.to 69).
Also it was
noticed that the balloon diameters pulsated to a great
degree.
From these observations it was clear that any
attempt to relate a single sweep photograph of the tension
signal to one for the balloon would have little validity
without synchronized pictures of the tension signals
and the balloon.
For this study, visual observations were
adapted as less expensive and less time consuming.
A series of tests were carried on three different
spindles namely (#1, #3 and #4) at three different positions
50
of the ring rail.
These tests were carried on at two
different spindle speeds with the flyer at the top of
bobbin and without the flyer.
Table 2 shows the schedule
for the tension measurements.
Photographs recorded typical tension signals for all
the tests at all the conditions previously mentioned.
The
balloon envelopes were photographed to illustrate the
differences that existed as a result of the various changes
in test conditions.
(Photographs are illustrated in appendix 3.)
The tensiometer was calibrated before each test by means of
hanging different weights by a thread passing on its
poly-system.
(A calibration curve is shown in Fig. 24).
An
external triggering source was used in recording the tension
signals to allow only one sweep of the signal to be
photographed.
The experimental results of average yarn
tension are shown in Tables 32 to 35.
In all the tests conducted while spinning at high
speeds excessive yarn breakages occurred.
In all such
high speed tests excessive damage and wear of the traveller
was common.
Typical damaged travellers are shown in Fig. 25.
To overcome these troubles a heavy traveller (weight = 0.5 gm)
was used together with a heavy two pl-y yarn (total woolen
run - 0.53) to withstand the higher tension due to higher
51
speed.
To allow the twist to flow over the tensiometer
pulley system without breakage.
The 0.53 woolen run yarn
was twisted to 8.3 turns/inch which is higher than normal
for this yarn number (normal is 4 turns/inch).
To study the effect of ply twist/inch on yarn breaking
load, different twist levels were inserted in different
samples both on the spinning frame and on a hand twister.
Draft in the frame was 1.069.
The twisted yarns were
then tested on an Instron Tensile Testing Machine to
determine this breaking strength.
The gauge length tested
was fairly long (12") to allow for fiber slippage.
The
results obtained from these tests are plotted in Fig. 26.
I
I
I
cm.
*1~
4)
0
4
.t-
v-I
I
cii
I
Oov
-
1 00
200
300
Load
Figure 24
Calibration curve of tensiometer
-
-
I
Saa
60
52
Figure 25
Damage and Wear of Traveller
53
4000
J-j
CU
CO
0
'r4
4)
05
/0
Twist turns/inch
Figure 26
Rupturing strength vs. twist (turns/inch)
X
Yarn twisted on hand twister
0
Yarn twisted on spinning frame
/5
54
350
30Q
~0
OrO
P
-
co
H 50-'0
r4
Figure 27.
Spindle speed 1000 r.p.m.
Amplitude of Vibration of Shaft vs. r.p.m. of spindle
55
VI.
DATA
56
TABLE 3
Test A 1
Conditions:
No Spinning
Top Pulley:
Vibrating;
Bottom Pulley:
Vibrating
Vibration Amplitude* 100kA inch
Spindle
Speed
Spindle #1
#2
#3
#4
1.0
1.0
1.5
1.2
2.1
1.5
2.0
2.5
2.4
2.5
2.0
2.5
2.6
3.0
3.0
2.5
7.0
8.0
10.0
8.0
3.0
5.5
4.5
5.2
4.0
3.5
4.5
3.5
3.5
4.5
4.0
4.7
4.0
3.5
5.0
4.5
5.5
4.0
5.7
5.0
5.0
6.0
5.5
6.2
6.0
5.5
7.0
8.5
18.0
20.0
6.0
10.0
15.0
20.0
15.0
6.5
10.0
16.0
8.0
10.0
7.0
7.0
10.0
6.0
20.0
7.5
9.0
18.0
7.5
26.0
8.0
21.0
22.0
30.0
28.0
8.5
25.0
18.0
28.0
22.0
9.0
26.0
15.0
28.0
22.0
9.5
26.0
15.0
26.0
21.0
1000 R.P.M.
*Values used here and in the following tables are the average
of 6 readings.
57
TABLE 4
Test A
2
Conditions:
No Spinning
Top Pulley:
Fixed;
Spindle
Speed
1000 R.P.M.
Bottom Pulley:
Vibrating
Vibration Amplitude
100
*
inch
Spindle #1
#2
#3
#4
1.0
1.0
2.2
2.0
1.5
1.5
2.0
2.4
2.2
2.4
2.0
2.5
2.8
4.5
2.5
2.5
5.0
5.5
6.0
5.5
3.0
6.0
3.5
4.0
5.0
3.5
5.0
4.5
4.0
5.0
4.0
5.5
5.0
4.5
5.0
4.5
6.5
4.5
4.5
6.0
5.0
7.5
8.0
10.0
7.0
5.5
16.0
10.0
15.0
12.0
6.0
20.0
22.0
20.0
22.0
6.5
7.0
15.0
18.0
12.0
7.0
7.5
8.0
10.0
20.0
7.5
9.0
15.0
12.0
25.0
8.0
24.0
26.0
26.0
26.0
8.5
28.0
18.0
30.0
23.0
9.0
28.0
20.0
32.0
22.0
9.5
24.0
21.0
28.0
22.0
58
TABLE 5
Test A
3
Conditions:
No Spinning
Top Pulley:
Fixed;
1000 R.P.M.
_
_
Fixed
Vibration Amplitude' 100
Spindle
Speed
L
Bottom Pulley:
Spindle #1
4A
inch
#2
#3
#4
1.0
1.0
2.2
1.8
1.5
1.5
1.8
2.4
2.3
2.0
2.0
2.5
3.0
3.0
4.5
2.5
5.0
7.0
6.0
5.0
3.0
5.0
4.0
5.0
4.3
3.5
4.5
3.5
4.0
4.0
4.0
5.0
4.0
4.0
4.0
4.5
5.5
7.0
4.5
6.5
5.0
7.0
9.0
7.0
7.0
5.5
12.0
15.0
15.0
20.0
6.0
15.0
26.0
20.0
24.0
6.5
9.0
20.0
20.0
15.0
7.0
8.0
15.0
7.0
12.0
7.5
20.0
21.0
21.0
24.0
8.0
28.0
24.0
22.0
25.0
8.5
30.0
26.0
28.0
22.0
9.0
28.0
21.0
30.0
22.0
9.5
24.0
21.0
28.0
21.0
_
_
_
I
59
TABLE 6
Test A 4
Conditions:
No Spinning
Top Pulley:
Vibrating;
Spindle
Speed
1000 R.P.M.
Bottom Pulley:
Vibration Amplitude
Spindle #1
Fixed
100,a inch
#2
#3
#4
1.0
1.5
2.0
2.2
2.1
1.5
2.1
2.3
2.5
2.5
2.0
3.0
3.0
3.0
4.5
2.5
5.5
5.5
6.0
8.0
3.0
7.0
4.0
5.5
4.0
3.5
4.0
4.5
4.0
5.0
4.0
4.5
3.5
4.0
4.5
4.5
5.5
5.0
5.5
6.0
5.0
5.5
6.0
5.5
7.0
5.5
9.0
10.0
8.0
18.0
6.0
9.0
22.0
10.0
20.0
6.5
7 0
12.0
6.0
12.0
7.0
8.0
7.0
5.5
15.0
7.5
15.0
18.0
15.0
30.0
8.0
26.0
25.0
20.0
25.0
8.5
27.0
22.0
26.0
22.0
9.0
28.0
20.0
28.0
22.0
10.0
26.0
20.0
27.0
22.0
60
TABLE 7
Test B
Conditions:
H
-
Spinning with Flyer
3 inches
Top Pulley:
Spindle
Speed
Vibrating;
Bottom Pulley:
Vibrating
Amplitude of Vibration
100," inch
Spindle #1
#2
#3
#4
3.0
18.0
18.0
20.0
22.0
3.5
9.0
24.0
7.0
12.0
4.0
10.0
18.0
15.0
12.0
4.5
18.0
21.0
18.0
21.0
5.0
20.0
24.0
10.0
15.0
5.5
21.0
26.0
21.0
22.0
6.0
22.0
32.0
24.0
25.0
6.5
28.0
40.0
30.0
28.0
7.0
28.0
55.0
37.0
32.0
7.5
55.0
210.0
250.0
8.0
85.0
300.0
200.0
8.5
9.5
260.0
200.0
9.0
7.0
230.0
180.0
1000 R.P.M.
61
TABLE 8
Test B
2
Conditions:
H
-
Spinning with Flyer
3 inches
Top P ulley:
Spindle
Speed
1000 R.P.M.
Fixed,
Bottom Pulley:
Vibrating
Amplitude of Vibration 100 -"inch
Spindle #1
#2
#3
#4
3.0
9.0
22.0
20.0
12.0
3.5
10.0
22.0
70.0
15.0
4.0
9.0
20.0
7.0
10.0
4.5
15.0
22.0
8.5
20.0
5.0
12.0
24.0
7.0
10.0
5.5
21.0
26.0
30.0
12.0
6.0
21.0
27.0
20.0
22.0
6.5
27.0
35.0
33.0
26.0
7.0
27.0
32.0
35.0
40.0
7.5
55.0
180.0
60.0
200.0
8.0
75.0
300.0
240.0
8.5
70.0
260.0
240.0
9.0
65.0
240.0
230.0
62
TABLE 9
Test B
3
Conditions:
H
-
Spinning with Flyer
3 inches
Top Pulley:
Spindle
Speed
1000 R.P.M.
Fixed;
Bottom Pulley:
Fixed
Amplitude of Vibration 100A-inch
Spindle #1
#2
#3
#4
3.0
12.0
22.0
7.0
15.0
3.5
15.0
21.0
6.5
12.0
4.0
15.0
23.0
5.5
8.0
4.5
20.0
28.0
8.0
12.0
5.0
20.0
30.0
8.0
21.0
5.5
23.0
35.0
25.0
26.0
6.0
23.0
35.0
24.0
21.0
6.5
37.0
40.0
29.0
40.0
7.0
32.0
45.0
32.0
30.0
7.5
90.0
400.0
100.0
260.0
8.0
150.0
300.0
-
280.0
8.5
120.0
370.0
___
210.0
9.0
100.0
350.0
200.0
P.
63
TABLE 10
Test B4
Conditions:
H
-
Spinning with Flyer
3 inches
Top Pulley:
Spindle
Vibrating;
Bottom Pulley:
Fixed
Amplitude of Vibration 100sM inch
peed
1000 R.P.M.
Spindle #1
#2
#3
#4
3.0
17.0
20.0
8.0
25.0
3.5
12.0
21.0
20.0
10.0
4.0
10.0
20.0
5.0
15.0
4.5
18.0
22.0
22.0
15.0
5.0
20.0
25.0
25.0
30.0
5.5
21.0
25.0
30.0
25.0
6.0
22.0
25.0
32.0
26.0
6.5
30.0
42.0
75.0
40.0
7.0
30.0
37.0
35.0
45.0
7.5
8.0
200.0
210.0
8.0
85.0
240.0
220.0
8.5
80.0
230.0
180.0
9.0
70.0
220.0
150.0
64
TABLE 11
Test C
Conditions:
H
m
Spinning with Flyer
15 inches
Top Pulley:
Spindle
Speed
Vibrating;
Bottom Pulley:
Vibrating
Amplitude of Vibration 100 .-" inch
Spindle #1
#2
#3
#4
3.0
5.5
9.0
5.0
20.0
3.5
10.0
5.5
4.0
20.0
4.0
15.0
15.0
9.0
35.0
4.5
18.0
15.0
9.0
21.0
5.0
18.0
15.0
18.0
21.0
5.5
21.0
20.0
10.0
25.0
6.0
20.0
20.0
21.0
30.0
6.5
30.0
24.0
22.0
40.0
7.0
32.0
28.0
50.0
40.0
7.5
65.0
45.0
60.0
8.0
80.0
200.0
250.0
8.5
95.0
210.0
220.0
9.0
75.0
150.0
210.0
1000 R.P.M.
65
TABLE 12
Test C
2
Conditions:
H
=
Spinning with Flyer
15 inches
Top Pulley:
Spindle
Speed
Fixed;
Bottom Pulley:
Vibrating
Amplitude of Vibration 100-o
inch
Spindle #1
#2
#3
#4
3.0
3.5
8.5
4.5
25.0
3.5
7.0
5.5
4.0
20.0
4.0
8.0
18.0
5.0
22.0
4.5
20.0
18.0
6.5
25.0
5.0
12.0
20.0
7.0
18.0
5.5
20.0
20.0
7.5
30.0
6.0
21.0
21.0
20.0
26.0
6.5
30.0
30.0
22.0
26.0
7.0
30.0
26.0
22.0
27.0
7.5
60.0
55.0
30.0
35.0
8.0
200.0
85.0
___
55.0
8.5
200.0
220.0
-
65.0
9.0
180.0
210.0
-
55.0
1000 R.P.M.
66
TABLE 13
Test C
3
Conditions:
H
=
Spinning with Flyer
15 inches
Top Pulley:
Spindle
Speed
1000 R.P.M.
Fixed;
Fixed
Bottom Pulley:
Amplitude of Vibration 100-.einch
Spindle #1
#2
#3
#4
3.0
6.0
9.0
4.5
7.0
3.5
20.0
10.0
5.5
6.0
4.0
20.0
18.0
5.0
10.0
4.5
20.0
18.0
7.0
10.0
5.0
20.0
20.0
6.5
10.0
5.5
55.0
20.0
8.0
12.0
6.0
25.0
21.0
9.0
15.0
6.5
35.0
23.0
20.0
25.0
7.0
32.0
29.0
22.0
27.0
7.5
70.0
45.0
29.0
37.0
8.0
90.0
80.0
60.0
8.5
80.0
200.0
90.0
9.0
70.0
180.0
85.0
67
TABLE 14
Test C,
Conditions:
H
-
Spinning with Flyer
15 inches
Top Pulley:
Spindle
Speed
1000 R.P.M.
Vibrating;
Bottom Pulley:
Fixed
Amplitude of Vibration 100.,
Spindle #1
#2
#3
inch
#4
3.0
5.5
8.0
4.0
6.5
3.5
7.0
8.0
3.0
7.0
4.0
20.0
18.0
5.5
20.0
4.5
15.0
15.0
6.5
25.0
5.0
15.0
22.0
40.0
21.0
5.5
21.0
23.0
25.0
21.0
6.0
21.0
24.0
18.0
23.0
6.5
30.0
30.0
22.0
26.0
7.0
35.0
32.0
22.0
40.0
7.5
55.0
65.0
30.0
57.0
8.0
75.0
200.0
____
210.0
8.5
85.0
210.0
240.0
9.0
65.0
180.0
220.0
P
68
TABLE 15
Test D1
Conditions:
Spinning with Flyer
10 inches
H
Top Pulley:
Spindle
Speed
1000 R.P.M.
Vibrating;
Bottom Pulley:
Vibrating
Amplitude of Vibration 100..
Spindle #1
#2
inch
#3
#4
3.0
15.0
8.0
10.0
12.0
3.5
15.0
6.0
20.0
12.0
4.0
10.0
8.0
25.0
18.0
4.5
20.0
15.0
25.0
22.0
5.0
21.0
20.0
35.0
30.0
5.5
22.0
20.0
60.0
22.0
6.0
23.0
21.0
35.0
27.0
6.5
27.0
23.0
35.0
30.0
7.0
35.0
27.0
50.0
54.0
7.5
55.0
55.0
65.0
230.0
8.0
90.0
200.0
100.0
250.0
8.5
220.0
150.0
80.0
250.0
9.0
200.0
100.0
70.0
230.0
69
TABLE 16
Test D2
Conditions:
Spinning with Flyer
10 inches
H
Top Pulley:
Spindle
Speed
1000 R.P.M.
Fixed;
Bottom Pulley:
Vibrating
Amplitude of Vibration 100-ou inch
Spindle #1
#2
#3
#4
3.0
22.0
12.0
5.5
12.0
3.5
24.0
15.0
5.5
20.0
4.0
26.0
15.0
5.0
21.0
4.5
30.0
18.0
6.5
23.0
5.0
32.0
20.0
6.5
25.0
5.5
30.0
22.0
26.0
27.0
6.0
40.0
22.0
40.0
30.0
6.5
40.0
24.0
40.0
30.0
7.0
45.0
32.0
55.0
40.0
7.5
70.0
58.0
65.0
65.0
8.0
300.0
220.0
85.0
250.0
8.5
300.0
200.0
80.0
260.0
9.0
240.0
180.0
65.0
240.0
70
TABLE 17
Test D3
Conditions:
H
-
Spinning with Flyer
10 inches
Top Pulley:
Spindle
Speed
1000 R.P.M.
Fixed;
Fixed
Bottom Pulley:
Amplitude of Vibration 100 -' inch
Spindle #1
#2
#3
#4
3.0
9.0
ib.o
5.0
15.0
3.5
12.0
7.0
4.0
10.0
4.0
18.0
6.0
4.0
12.0
4.5
28.0
21.0
6.0
20.0
5.0
35.0
20.0
15.0
23.0
5.5
30.0
21.0
21.0
23.0
6.0
28.0
28.0
20.0
27.0
6.5
35.0
28.0
20.0
27.0
7.0
35.0
35.0
30.0
42.0
7.5
60.0
65.0
60.0
60.0
8.0
95.0
220.0
95.0
24.0
8.5
95.0
230.0
80.0
23.0
9.0
80.0
220.0
60.0
22.0
71
TABLE 18
Test Dg
Conditions:
H
-
10 inches
Top Pulley:
Spindle
Speed
1000 R.P.M.
I
Spinning with Flyer
Vibrating;
Bottom Pulley:
Fixed
Amplitude of Vibration 100 -.4 inch
Spindle #1
#2
#3
#4
3.0
10.0
6,0
5.0
18.0
3.5
10.0
8.0
4.0
12.0
4.0
10.0
8.0
4.0
15.0
4.5
20.0
15.0
7.0
20.0
5.0
12.0
21.0
8.0
22.0
5.5
15.0
21.0
9.5
23.0
6.0
18.0
21,0
18.0
25.0
6.5
21.0
23.0
21.0
28.0
7.0
24.0
29.0
24.0
38.0
7.5
37.0
55.0
40.0
80.0
8.0
65.0
210.0
80.0
230.0
8.5
85.0
200.0
70.0
220.0
9.0
60.0
150.0
60.0
210.0
72
TABLE 19
Test E
Conditions:
H
-
14 inches
Top Pulley:
Spindle
Speed
1000 R.P.M.
[
No Flyer
Vibrating;
Bottom Pulley:
Vibrating
Amplitude of Vibration 100.." inch
Spindle #1
#2
#3
#4
3.0
7.0
5.5
7.6
6.0
3.5
8.0
6.5
8.5
8.0
4.0
7.5
7.0
6.5
7.0
4.5
7.0
7.2
8.5
7.0
5.0
8.5
6.0
8.0
7.5
5.5
9.5
6.0
18.0
8.0
6.0
20.0
9.0
20.0
10.0
6.5
21.0
20.0
25.0
20.0
7.0
23.0
22.0
29.0
24.0
7.5
30.0
28.0
50.0
32.0
8.0
60,0
70.0
55.0
3.5
50.0
75.0
65.0
9.0
45.0
65.0
60.0
73
TABLE 20
Test E
2
Conditions:
H
-
No Flyer
14 inches
Top Pulley:
Spindle
Speed
1000 R.P.M.
Fixed;
Vibrating
Bottom Pulley:
Amplitude of Vibration 100..uinch
Spindle #1
#2
#3
#4
3.0
6.0
4.5
5.0
7.0
3.5
7.0
5.5
6.0
8.0
4.0
6.5
6.0
5.5
8.0
4.5
7.0
6.5
6.0
8.0
5.0
7.0
6.5
6.5
8.5
5.5
8.5
7.5
8.0
9.0
6.0
20.0
9.0
10.0
8.5
6.5
23.0
24.0
21.0
21.0
7.0
21.0
22.0
30.0
22.0
7.5
27.0
28.0
55.0
26.0
8.0
55.0
55.0
____
40.0
8.5
70.0
70.0
9.0
60.0
60.0
65.0
____
55.0
74
TABLE 21
Test E3
Conditions:
H
-
No Flyer
14 inches
Top P ulley:
Spindle
Speed
1000 R.P.M.
Fixed;
Bottom Pulley:
Fixed
Amplitude of Vibration 100,4 inch
Spindle #1
#2
#3
#4
3.0
6.5
5.0
4.5
7.0
3.5
5.5
6.0
5.0
7.5
4.0
6.0
6.0
5.5
6.5
4.5
6.0
6.0
5.5
6.5
5.0
5.7
6.5
6.0
7.0
5.5
6.0
6.5
6.2
7.5
6.0
8.5
20.0
9.0
22.0
6.5
20.0
21.0
18.0
24.0
7.0
22.0
20.0
21.0
22.0
7.5
30.0
26.0
45.0
30.0
8.0
60.0
70.0
-
60.0
8.5
80.0
80.0
-
80.0
9.0
65.0
70.0
-
70.0
75
TABLE 22
Test E
-4
Conditions:
H
M
No Flyer
14 inches
Top Pulley:
Spindle
Speed
1000 R.P.M.
Vibrating;
Bottom Pulley:
Fixed
Amplitude of Vibration 100
Spindle #1
#2
.A
#3
inch
#4
3.0
5.0
6.5
6.0
7.0
3.5
5.0
7.0
6.5
7.0
4.0
6.5
7.0
7.0
7.5
4.5
6.5
6.0
6.5
6.0
5.0
5.0
6.0
7.0
8.0
5.5
7.0
8.0
7.0
8.0
6.0
8.0
9.0
8.5
10.0
6.5
18.0
22.0
10.0
20.0
7.0
24.0
23.0
20.0
23.0
7.5
28.0
34.0
40.0
25.0
8.0
50.0
65.0
7.0
60.0
8.5
60.0
75.0
7.0
70.0
9.0
55.0
60.0
55.0
76
TABLE 23
Test F1
Conditions:
H
-
No Flyer
17 inches
Top Pulley:
Spindle
Speed
1000 R.P.M.
Vibrating;
Botton Pulley:
Vibrating
Amplitude of Vibration 100 Ainch
#1
Spindle
nd e #1
3.0
3.0
#2
23
3.0
3.5
3.0
3.0
2.6
3.5
4.0
4.0
4.0
3.5
5.0
4.5
3.5
4.0
3.5
6.0
5.0
4.5
5.0
3.5
6.5
5.5
4.0
4.0
4.0
6.5
6.0
5.0
6.0
5.5
8.5
6.5
5.5
6.0
7.5
21.0
7.0
7.0
20.0
20.0
22.0
7.5
25.0
21.0
24.0
25.0
8.0
27.0
30.0
33.0
32.0
8.5
35.0
50.0
37.0
57.0
9.0
35.0
50.0
37.0
50.0
,
#3
#4
2.8
3.5
Flop"
77
TABLE 24
Test F
2
Conditions:
H
-
No Flyer
17 inches
Top Pulley:
Spindle
Fixed;
Bottom Pulley:
Vibrating
Amplitude of Vibration 10O- inch
Speed
1000 R.P.M.
Spindle #1
#2
#3
#4
3.0
3.0
4.0
3.0
4.5
3.5
3.5
4.5
3.0
4.5
4.0
4.0
4.5
3.5
5.0
4.5
4.0
4.5
4.0
5.5
5.0
4.5
5.0
4.5
7.0
5.5
4.5
5.5
4.5
6.5
6.0
5.0
6.0
7.0
7.0
6.5
7.0
8.0
9.0
20.0
7.0
7.5
8.5
20.0
20.0
7.5
12.0
21.0
23.0
23.0
8.0
20.0
24.0
35.0
30.0
8.5
23.0
32.0
37.0
40.0
9.0
21.0
27.0
32.0
35.0
78
TABLE 25
Test F
3
Conditions:
H
-
No Flyer
17 inches
Top Pulley:
Spindle
Speed
1000 R.P.M.
Fixed;
Bottom Pulley:
Fixed
Amplitude of Vibration 100 -.
inch
Spindle #1
#2
#3
#4
3.0
3.2
3.0
3.5
5.0
3.5
3.5
4.0
3.5
5.0
4.0
3.8
4.5
3.0
4.5
4.5
3.8
3.5
4.0
4.2
5.0
4.0
5.0
4.0
6.0
5.5
3.5
6.0
4.0
6.0
6.0
6.0
6.0
6.0
7.0
6.5
7.0
7.5
8.0
20.0
7.0
8.0
9.5
21.0
23.0
7.5
9.0
21.0
25.0
25.0
8.0
21.0
30.0
35.0
40.0
8.5
26.0
40.0
45.0
55.0
9.0
25.0
40.0
40.0
50.0
79
TABLE 26
Test F
4
Conditions:
H
-
No Flyer
17 inches
Top Pulley:
Spindle
Speed
1000 R.P.M.
Vibrating;
Bottom Pulley:
Fixed
Amplitude of Vibration 10O 4tinch
Spindle #1
#2
#3
#4
3.0
3.5
3.0
3.5
3.5
3.5
3.5
3.5
3.5
4.0
4.0
4.0
4.0
4.5
5.0
4.5
4.5
4.5
4.6
5.0
5.0
5.0
5.5
4.0
7.0
5.5
4.0
5.0
4.5
6.5
6.0
5.5
6.5
6.0
8.0
6.5
6.0
6.5
9.0
9.5
7.0
8.0
18.0
22.0
23.0
7.5
18.0
23.0
26.0
26.0
8.0
22.0
27.0
40.0
40.0
8.5
35.0
45.0
37.0
60.0
9.0
35.0
45.0
35.0
50.0
80
TABLE 27
Conditions:
H
-
No Flyer
15 inches
Top Pulley:
Spindle
Vibrating;
Bottom Pulley:
Vibrating
Amplitude of Vibration 100-4 inch
Speed
1000 R.P.M.
Spindle #1
#2
#3
#4
3.0
6.0
5.0
4.2
5.0
3.5
7.0
4.0
4.2
3.5
4.0
7.0
6.0
4.5
5.0
4.5
7.0
7.0
6.0
6.0
5.0
20.0
9.0
6.5
7.0
5.5
21.0
9.0
7.0
8.5
6.0
30.0
9.5
8.0
9.0
6.5
48.0
15.0
9.0
18.0
7.0
30.0
21.0
20.0
21.0
7.5
37.0
45.0
30.0
28.0
8.0
50.0
40.0
37.0
45.0
8.5
70.0
80.0
30.0
60.0
9.0
60.0
60.0
28.0
50.0
81
TABLE 28
Test G
Conditions:
No Flyer
15 inches
H
Top Pulley:
Spindle
Speed
1000 R.P.M.
Fixed;
Bottom Pulley:
Vibrating
Amplitude of Vibration 100 Atinch
Spindle #1
#2
#3
#4
3.0
6.0
5.5
4.0
5.0
3.5
7.0
5.5
4.2
5.0
4.0
8.0
5.0
4.5
5.2
4.5
8.5
6.0
6.5
6.0
5.0
9.0
7.0
7.0
6.0
5.5
25.0
20.0
12.0
8.0
6.0
28.0
18.0
18.0
15.0
6.5
35.0
15.0
18.0
18.0
7.0
40.0
18.0
20.0
20.0
7.5
55.0
24.0
30.0
26.0
8.0
70.0
32.0
42.0
42.0
8.5
80.0
80.0
45.0
60.0
9.0
60.0
70.0
30.0
55.0
82
TABLE 29
Test G3
Conditions:
H
-
No Flyer
15 inches
Top Pulley:
Spindle
Speed
1000 R.P.M.
Fixed;
Fixed
Bottom Pulley:
Amplitude of Vibration 100/
Spindle #1
#2
#3
inch
#4
3.0
7.0
5.0
4.5
5.0
3.5
5.0
4.5
4.5
4.5
4.0
6.0
5.0
5.0
5.5
4.5
8.0
5.0
6.0
6.0
5.0
23.0
7.5
7.5
7.0
5.5
50.0
15.0
20.0
12.0
6.0
55.0
20.0
18.0
15.0
6.5
35.0
15.0
20.0
20.0
7.0
35.0
18.0
23.0
20.0
7.5
42.0
21.0
35.0
27.0
8.0
40.0
32.0
40.0
50.0
8.5
70,0
70.0
35.0
70.0
9.0
60.0
60.0
33.0
65.0
83
TABLE 30
Test G
Conditions:
H
-
No Flyer
15 inches
Top Pulley:
Spindle
Speed
1000 R.P.M.
Vibrating;
Bottom Pulley:
Fixed
Amplitude of Vibration 100,a inch
Spindle #1
#2
#3
#4
3.0
6.0
6.0
5.5
4.5
3.5
4.0
4.5
5.5
5.0
4.0
5.5
6.0
6.0
5.5
4.5
6.5
5.5
9.0
6.0
5.0
8.0
7.0
7.0
8.0
5.5
8.5
8.0
9.5
8.0
6.0
9.0
9.0
12.0
9.0
6.5
8.0
8.0
18.0
15.0
7.0
12.0
25.0
23.0
21.0
7.5
23.0
30.0
40.0
25.0
8.0
37.0
40.0
40.0
42.0
8.5
36.0
60.0
38.0
60.0
9.0
30.0
50.0
35.0
50.0
84
TABLE 31
Test H
Vibration of Main Shaft
Spindle Speed
r.p.m.
Shaft Speed
r.p.m.
Amplitude of Vibration
100 < in.
1000
186
4.0
1500
279
6.8
2000
372
24.0
2500
465
26.0
3000
558
31.0
3500
651
39.0
4000
744
59.0
4500
847
87.0
5000
930
230.0
5500
1023
200.0
6000
1116
64.0
6500
1209
42.0
7000
1302
36.0
7500
1395
33.0
8000
1488
34.0
8500
1581
360.0
9000
1674
370.0
9500
1763
300.0
10000
1860
280.0
85
TABLE 32
Experimental Results
R.P.M.
H
Test I
Spindle #
To gm
Dmaxi
3.0
5000
1
84
5.00
10.5
5000
1
110
5.80
14.0
5000
1
160
6.27
3.0
5000
3
-
5.00
10.5
5000
3
156
5.80
14.0
5000
3
180
6.27
3.0
5000
4
50
5.00
10.5
5000
4
60
5.80
14.5
5000
4
70
6.27
TABLE 33
ExperimenLal Results
H
R.P.M.
Text J
Spindle #
Togm
Dmax"
6000
1
206
5.00
10.5
6000
1
276
5.82
14.0
6000
1
306
6.15
3.0
6000
3
-
10.5
6000
3
254
5.82
14.0
6000
3
310
6.15
3.0
6000
4
76
5.00
10.5
6000
4
80
5.82
14.0
6000
4
94
6.15
-
3.0
86
TABLE 34
Experimental results
H
R.P.M.
13.0
5000
15.0
Test K
Spindle #
Togm.
Dmax"
1
140
5.40
5000
1
160
5.72
16.5
5000
1
194
6.08
13.0
5000
3
176
5.40
15.0
5000
3
186
5.72
16.5
5000
3
390
6.08
13.0
5000
4
171
5.40
15.0
5000
4
178
5.72
16.5
5000
4
180
6.08
To gm.
Dmax
TABLE 35
Experimental results
Test L
H
R.P.M.
13.0
6000
1
286
5.40
15.0
6000
1
350
5.50
16.5
6000
1
374
5.92
13.0
6000
3
360
5.40
15.0
6000
3
434
5.50
16.5
6000
3
440
5.90
13.0
6000
4
400
5.40
15.0
6000
4
416
5.50
16.5
6000
4
434
5.92
Spindle #
87
VII.
CALCUIATIONS AND RESULTS
88
A.
VIBRATION
Calculation of natural frequencies for different parts of the
machine.
Spindle #1 has the construction
Spindle #1
a
shown in Fig. 18 . In our calculation, here, we shall
1.
assume that the aluminum sleeve has no effect on the
moment of inertia of the shaft since it is most rigidly
fixed to it.
This sleeve can be considered as an additional
weight carried by the spindle.
However, we shall neglect its
weight as compared to the weight of the spindle.
From equation 16, the natural frequency of the spindle
is given by
V A
for the spindle we have
L
-
11"
E
=
3 x 10 7 lb/inch 2 for steel
I
inch
__
2 slug/inch3
032.28.
cl
-
A
d
-
-
4
7
-
inch 2
inch
Substit u ti ng these values we get
0
or
(A
-
600 cycle/sec.
-
36,000 r.p.m.
89
2.
The natural frequency of a simply
Main Shaft:
supported shaft is given
by:
where
3 x 10
E
I
-
D
-
64
1.5
lb/inch 2
inch
inch
IiYgL inch 2
A
56
L
-
32.2
inch
12
slug/inch
giving
(A)PI
or
n
28
M
cycle/sec.
28 x 60 =
1680 cycle/min.
Actually the natural frequency of the shaft will be
decreased, due to the weight of the pulleys and to the
tension force in the belt.
B.
TENSION
The data of test L was chosen for purposes of
comparisen between the experimental and theoretical results.
90
Test L
Experimental Data
-
32.5 cm
-
2001f
2A
=
Dnmax
To
-
400 gm.
H
rad/sec.
13.7 cm
-
Theoretical Evaluation
Equation 10 gives
00(A3
+.M~.Cv~O(
+
.
7M
j
taking 5
Cl
-
0.5
-
0.4 (assumed as did De Barr)
-
a
5.62 x 10-6 gm/cm.
m
R
-
M
sin v
Ce
6.25 cm
radius of bobbin
sinO(
d
1.7
radius of ring
2.5 a
= 0.4
- 0.5
x 10- 2 cm
-
6
-
1.2 x 10-3 gm/cm3
-
MR W2- =2..75
t.1
+
r
91
Sin o< cos 7
+
c. cos <<
.Scc C
Sin o( COB 3
C
1
fa d A 3
-
0.713 gm.
-
716 gm.
-
52 gm.
4cs<
H
4 R sinoc
-
%jm U) 2 R
T
0
-
14 gm.
398 gm.
The results are tabulated in Tables 36, 37 and 38.
92
TABLE 36
Spindle #1
Experimental
H
Dmax
To gms.
5UUU
16000
9
5000
6000
rp.m. r.p.m
rn .
r.D.m.
r.p.m.
3
10.5
14.5
84
110
160
206
276
360
5.0
5.8
6.3
13.0
15.0
16.5
140
160
190
360
434
440
5.4
5.7
6.1
.
.
4-
Theoretical
To
5000
6000
rnpm
.
r
5.00
5.82
6.20
268
283
294
386
409
424
5.40
5.50
5.90
284
292
299
398
409
426
TABLE 37
3
-
-
-
-
-
Spindle #3
10.5
14.5
156
180
254
310
5.8
6.3
5.82
6.20
283
294
409
424
13.0
15.0
16.5
176
186
390
360
434
440
5.4
5.7
6.1
5.40
5.50
5.90
284
292
299
398
409
426
TABLE 38
Spindle #4
3
10.5
14.5
50
60
70
76
80
94
5.0
5.8
6.3
5.00
5.82
6.20
268
283
294
386
409
424
13.0
15.0
16.5
171
178
180
400
416
434
5.4
5.7
6.1
5.40
5.50
5.90
284
292
299
396
409
426
m
93
VIII.
DISCUSSION
94
In the spinning frame, certain parts are considered as
sources of noise and vibration.
These parts may be rotating,
reciprocating, or stationary.
The parts which may produce noise and vibrations are:
1.
Gear trains and driving motor
2.
Guiding pulleys
3.
Spindles
4.
Flyer
5.
Main shaft
6.
Yarn guide
7.
Ring rail
8.
Spindle rail
9.
The lever of spindle brake.
As a part of this work, we shall discuss the effect of
each element on the performance of the machine.
1.
Gear trains and driving motor.
Most of the gears
in the frame are running at slow speeds, which does not
exceed 1800 r.p.m.
All the gears in the frame are mounted
on either a short cantelever
supported shaft.
shaft or a short simply
For this reason, these shafts have very
high natural frequencies.
In othei words we can say that
the vibration of the gear trains does not affect the frame
to a significant degree.
95
2.
Guiding pulleys.
The function of the guiding
pulleys is to guide the belts used in driving the spindles.
These pulleys are attached to springs to allow for the
reciprocating motions of the spindles.
All the test
showed three peaks of spindle vibrations.
The first of
these peaks is eliminated after fixing of the top guiding
pulley of the frame (see Fig. 21).
The effect of this
top pulley was significant only in the low speed range,
which is not a desirable working speed.
On the other hand
when the bottom pulley was fixed, no significant change in
the amplitude of vibration took place.
3.
Spindles.
Three out of the four spindles tested
namely #1, #2, and #4 did not differ in their behavior.
Spindle #3 while spinning with the flyer did not lend
itself to use at speeds higher than 7000 r.p.m.
This was
due to the fact that the yarn running through the flyer
introduces a force on the top of the bobbin
which in
more conventional spinning is taken up at the pigtail
guide fixed directly to the frame. As the speed starts to
increase this force increases.
Because spindle #3 is
longer than the other three, the bending moment exerted
by the flyer force is higher and its deflection became
significantly greater causing severe vibration at high speeds.
96
4.
Flyer.
As said before the flyer introduces a
new force to the bobbin top.
This force is proportional
to the yarn tension at the apex of the balloon and depends on:
a.
Spindle speed
b.
Balloon height
c.
Weight of traveller
d.
Yarn count
The force will vary as the square of speed, as the
balloon height, traveller weight and as the count of the
yarn spun.
The tests at high speeds showed the vibration
amplitude with the flyer to be 10 times that with no flyer.
5.
Main shaft.
The tests showed this shaft be
the main source of exitation for the entire spinning frame.
It was concluded that the different parts of the machine
were forced to vibrate by the dynamic forces exerted by
the shaft.
This conclusion followed from the fact that
the vibrations of the spindle went through a peak at a
frequency corresponding to the critical speed of the shaft.
The vibration of the shaft may be related tc
Tension ir
Belts (see Fig. 21)
As the spindle rail moves up and down the inclination
of the belts changes, resulting in a change of the vertical
and lateral components acting en the shaft.
The change of these
97
components will change the defection in the shaft and its
natural frequencies.
6.
Yarn guide.
(Used without the flyer).
The yarn
guide is a hinged plate with a slot to provide a space for
the yarn.
The guide is fastened and its hinged end to the
frame and thus it
vibrates with the frame.
It also
vibrates with the impact of yarn slubs.
7.
Ring rail.
The ring rail carries the traveller
on the ring and it is not rigidly connected to the frame.
It is carried by the frame by means of steel wires, which
allow for its vertical reciprocating motion.
The vibration
of the ring rail may be related to:
8.
a.
Eccentricity of spindle
b.
Vibration of traveller
c.
Change in yarn tension
d.
Frame vibration
e.
Its natural vibrations
Spindle rail.
The spindle rail significantly
affects the behavior of the spindle - bobbin combination.
Its vibration is transmitted to the spindle.
As is the case
for the ring rail it is also not rigidly connected to the
frame but is also carried by steel ropes to provide vertical
reciprocating motions for the spindles.
The vertical
98
reciprocation of the ring rail provides a short term winding
coverage of the bobbin, while the reciprocation of the
spindle rail covers a wider range at a longer interval to
ensure completion of the bobbin package wind.
The factors
affecting the vibration of the spindle rail are:
a.
Yarn tension
b.
Eccentricity of spindle in ring
c.
Spindle vibration
d.
Frame vibration
e
Its own natural vibration
When the spindle rail vibrates it increases the
eccentricity of the spindles in the rings.
As this
eccentricity changes, the tenion (force on spindle) will
change, resulting a change in the defflection of the spindle.
9.
Lever of the spindle brakes.
The lever brake is
provided for slowing down the spindle for doffing or for
repairing broken ends is free to oscillate in its normal
position.
It is very light compared to the other parts of
the spindle, but at high speeds this lever vibrates severely
producingan objectionable noise.
99
Fig. 26 shows the relationship between the vibration
amplitude of the shaft and its rotational speed.
From the
graph it is clear that the shaft has twc critical speeds.
These two critical speeds correspond to 5000 and 9000
r.p.m. of spindle speed.
The vibration as measured at
the spindle rail was also found to have two peaks at these
speeds, thus pointing to the shaft as a main source of
spindle vibration.
The tests alse showed that the flyer is
another source of vibration because the magnitude of the
vibration amplitude with the flyer was found to be 10
times that without the flyer.
The results of these tests
are plotted in appendix 2 (Figs. 31 to 56).
Tensions
After a close look at our results we found that the
factors affecting the yarn tension are:
1.
Spindle speed
2.
Balloon height
3.
Yarn size
4.
Traveller size
5.
Eccentricity of spindle in ring
6.
Bobbin diameter
100
In our work we kept the items #3, #4, and #5 unchanged.
The tests were run at different spindle speeds, balloon
heights and bobbin diameters.
In some tests specially
when using spindle #3 the eccentricity was noticed to be
larger than usual.
In that case the test signals appeared
to have the spindle frequency which suggests that for this
case the eccentricity was the dominant factor.
In this
case the bobbin diameter may be considered as if it were
changing from maximum to minimum during each spindle
revolution, instead of remaining constant as in the case
of concentricity.
It was also shown that as the bobbin
diameter increases the yarn tension decreases, while it
increases as the balloon height increases.
The tests
showed that the tension was increased with the square of
the spindle speed.
The tension which was given by equation 10
also depends to a great extent onA and
chapter #3.
a, as defined in
In our calculation for the theoretical values
of the tension we used assumed data 5 for these two factors.
The difference between theoretical yarn tension and the
experimental values reported in Tables 36, 37 and 38 may be
due to an error in these assumed values.
It is noticed that in the case of no flyer the change
101
in balloon height was in a small range (13" to 16.5").
While on the other hand when using the flyer the change
was very wide (3" to 15").
This means that the variation
in the yarn tension with flyer will have a larger range
than that without the flyer for corresponding speeds.
This
is taken adeount in the design of the machine through
speed control (i.e. reductioL
at larger balloon heights
and increase at low balloon heights).
All the tests showed that the tension measured in the
case of the flyer is smoother and more regular than that
measured without the flyer.
This is due to the fact that
the positioni and the geometry of the flyer (relative to
the pigtail guide) decreases dhc lateral vibration of the
yarn.
The tests also showed spindle #4 to be the most
applicable one at high speeds, while using the flyer.
The tests on spindle #4 showed a nearly constant tension,
with minimum irregularities.
The experimental data
obtained, ate plotted in Fig. 27 which represents the yarn
tension as a function of balloon height.
Figure 28
Tension vs. Balloon Height
I
i
Spindle, #1
Spindle #3
I-
0
Spindle #4
44*11
#0I-
4,c0F
9
T
2ool-
-
20
K
/Oc4-
I
8
0
I
0
I
I
I
30
40
gO
I
1
I
__
0, 40
50
p
10
0
I
I
30
40
Balloon Height (cms .)
A With flyer aZ 5000 r.p.m.
A
Without flyer at 5000 r.p.m.
MWith flyer at 6000 r.p.m.
Without lyer at 6000 r.p.m. 8
103
IX .
CONCLUSIONS
104
It was found that experimental average tension data
obtained during spinning on a conventional woolen frame,
correspond to the theoretical expressions reported by
De Barr.
The exact solution of these expressions was quite
long, and needs quite a number of factors to be determined
but these were assumed for the calculations at hand.
In
most cases the theoretical values of the tension exceeded
the experimental values.
This was surprising because it
would be expected that the opposite would be true, that is,
that the experimental tension values should be greater
than the theoretical ones due to the frictional forces at
the yarn guide, at the flyer, at the guiding ring and at
the pulley system of the tensiometer.
These forces are not
accounted for in the De Barr equations.
It was noticed on short balloon (H - 3"), that the
diameter of the yarn configuration never reached a maximum.
Actually an imaginary maximum diameter forms at an
imaginary height below the ring for such cases.
The
fact that theoretical tension values were higher than
the experimental ones may be due to errors in the values
of the coefficients of friction, which were assumed in
computing these tensions.
In most tests spindle #2 had the higher amplitude
105
of vibration while spindle #3 did not lend itself to work
at high speed when using the flyer.
It was found that
spindles #1 and #4 are the most workable spindles and
that there was no significant difference between them.
The causes of vibrations in the machine were found
to be:
1.
The Main Shaft.
As discussed before, this
shaft is the principal cause of spindle vibration.
It
was noticed during high speed operation that this shaft
actually seemed to shake the whole frame.
The critical
speeds of the shaft lie within the workable speed range
of the frame, and therefore provides severe limitation
on the working range of the frame.
2.
The Flyer.
The flyer was found to be a second
source of vibration in the spindle.
The tests showed
that the vibration amplitude with the flyer were far
larger than those obtained without the flyer.
This was
due to the force exerted by the thread on the flyer and
in turn by the flyer to the top of the bobbin.
This
force increases the deflection of the spindle-bobbin
combination causing it to vibrate with excessive amplitude
at high speeds.
The third cause of vibration is the flexible structure
of both the ring and spindle rails.
106
X.
RECOMMENDATION FOR FRAME IMPROVEMENTS
-A
107
To improve the frame we suggest the following:
1.
The main shaft should be changed to a larger, hollow
shaft to increase its critical speed.
Fig. 29 shows a
cross-section of the suggested shaft.
The critical speed
of such a shaft should reach (3500 r.p.m.) corresponding
to spindle speeds of 20,000 r.p.m.
The shaft should be
closely alligned in its bearings.
2.
If the above change is not sufficient to permit
continuous high speed spinning the flyer should be removed
from the top of the bobbin.
The yarn guide alone may
satisfy the spinning requirements, but it would be much
better if the flyer is placed between the yarn guide and
the top of the bobbin.
This will ensure retention of the
benefits of the flyer without introducing its disadvantages.
3.
Both the ring and spindle rails should have stiffer
constructions and support.
The spindle rail instead of
having a single flange can have a double flanged rail
(Fig. 30) and be supported.
In such a way that its motion
is restrained in a vertical direction translation.
The ring rail should also be supported rigidly
so that it will not be affected by the tension forces
exerted on it through the traveller.
4.
The spindle brake levers should be held in such
a position as to stop their oscillation.
This can be done
108
by using a spring to force the lever into a single position
when not in use.
5.
The last suggestion is to centre the spindle
within the ring rail to reduce the extreme changes in yarn
tension (during each spindle rotation) due to eccentricity.
Figure 29
Cross-section of suggested shaft
Spindle
I
109
Housing
4
I
LII-
3
Brake seat
i
"I
It'
-~
4
I
I
//
-
-1--.h
N
.Ap
Aluminum
/
channels
1
.-
-I
1
.4.w,/
_______I
I
Fiue 3 0
Diagrametic sketch of suggested spindle rail
scale full size.
110
APPENDIX NO. 1
Use of the Spinning Frame for Further Engineering Studies
r
111
The present spinning frame can be used as an educational
subject in many different ways.
It is highly desirable for a student to become familiar
with the spinning equipment and to learn the theory of
spinning through actual experiments.
The tensiometer
may be used together with other equipments described in this
thesis to meaure yarns tensions under varying spinning conditions and compare them with the values obtained theoretically.
Such data can be used to check the theoretical
expressions for tension proposed by several authors.
The frame can also be used to confirm equations for
the balloon shape and for the yarn tension in the balloon
by the Cappello
method.
In comparing the results of future tests with the
theoretical computed data, it would be desirable to determine
more accurately the coefficient of frictions between the
yarn and different parts of the frame.
Also it would be
of great value to determine accurately all the different
parameters of equation 10, e.g. the angle of warp of yarn
on traveller the air drag coefficient and the maximum
balloon diameter.
Finally the role of the yarn properties
as they interact with the traveller performance and the
contact guides should be taken into account.
112
APPENDIX NO. 2
Plott of Vibration Data
113
o Spindle #1
Spindle #2
A Spindle #3
a
.30
*
-
-o
Spindle #4
0
'0
-4
*r4
0
44J
/0
A
-
5
Spindle speed 1000 r.p.m.
Figure 31
Test A
1
114
o Spindle #1
30 -
Spindle #2
A Spindle #3
A Spindle #4
25
20
04
04
-0
0
ar4
*4
0
Spindle speed 1000 r.p.m.
Figure 32
Test A
2
115
o Spindle #1
130
_
Spindle #2
A Spindle #3
+ Spindle #4
15
-
G4
0
,0
4
S35
7
Spindle speed 1000 r.p.m.
Figure 33
Test A
3
9
116
o
30 _
Spindle #1
Spindle #2
A Spindle #3
+ Spindle #4
0
zo0
'0
,1r4
r14
/r--
0
4
>
/0
~Test
A
Spindle speed 1000 r.p.m.
Figure 34
Test A4
117
I
I
o Spindle #1
* Spindle #2
230
.-
14o
-
A
Spindle #3
+ Spindle #4
U
r14
0
0
o4)
*A
5
.3
7
p5
Spindle speed 1000 r.p.m.
Figure 35
Test B,
9
118
7-'-
I
I
i
I
-
I
I
Sp nole
Iri
A. Spindle #2
A Spindle #3
230
I-
/Or5
7
I
4- Spindle #4
@1-4
r-4
4-)
*A
0
140 4--
0,-I
-
Sl
5
7
3
Spindle speed 1000 r.p.m.
Figure 36
Test B
2
9
P
119
o Spindle #1
* Spindle #2
A Spindle #3
230
+ Spindle #4
-
/85-
0
r /40
*1-4
95
'-
13
15
7
Spindle speed 1000 r.p.m.
Test B
3
120
-i
I
I
I
I
I
I
I
I
|
I
I
v Spindle #1
0 Spindle #2
& Spindle #3
+ Spindle #4
-
230
is I;lI
41
"14
4010
"4
*4
95
50
5
3
'5Spindle speed 1000 I.p.m.
Figure 38
Test D
4
9
121
o Spindle #1
o Spindle #2
A Spindle #3
C)
-
+ Spindle #4
,230
/85-
0
0
9-4
4)
*v--
0
e-A
4-)
cr4
96
50
73
Spindle speed 1000 r.p.m.
Figure 39
Test C
1
'
Spindle
#
122
o Spindle #1
* Spindle #2
A Spindle #3
230 _
Spindle #4
0
r4
'0
o4-
r14
R
0
*r4
.0
Fig/404
959
~Spindle speed 1000 r.p.m.
Figure 40
Test C2
123
Spindle #1
o Spindle #2
230--
U
Spindle #3
A
Spindle #4
.r4
"4)
.o
9.5
.1-4
50,
.1-3
Spindle speed 1000r.p.m.
Figure 41
Test C3
124
o Spindle #1
v Spindle #2
A Spindle #3
A
Spindle #4
/I85
-
*-4
0
0
41)
*r4
1 40 -...
H
so
3
Ipindle speed 1000r. p.m.3
Figure 42
Test C4
125
l
2 7S
* Spindle #1
Spindle #2
Spindle #3
+ Spindle #4
0-
r4/5
0
0
"4
/4 140
,,r4
95'
3
5spindle speed 1000 7 r.p.m.
Figure 4
Test D
126
o Spindle #1
* Spindle #2
A Spindle #3
#4
Z3 Spindle
i0
C)
4
"4
v-4
/40
04
Cr
4j
*14
50
'3
5 Spindle speed 10007 r.p.m.
Figure 44
Test D2
S
127
Z75.
Spindle IVl
Spindle #2
A Spindle #3
280
-
+ Spindle #4
*14
~'Its
v-4
"4
r-4
0
*r4
"4i
>
-
04
5 Spindle speed 1000 7rpm.
Figure 45
Test D3
128
o Spindle #1
a Spindle #2
230 -
a Spindle #3
x Spindle #4
Spindle #4
C:
r~4
4)
"4r14
Ra
o40
0
4-i
1.0
395
3
$ Spindle speed 1000 7r.p.m.
Figure 46
Test D
o Spindle #1
a Spindle #2
70
A Spindle #3
+ Spindle #4
60
*r4
40
-
~- 40
0
-
50
4/-
?o
/0
SpindLe speed 1000 r.p.m.7
Figure 47
TO&C -
v
130
-
70
o Spindle #1
a Spindle #2
A Spindle #3
+ Spindle #4
60
50
oC
#
Spidle
402
-r-4
4-i
*r1
'-
30
20 k-
/O
F
I
0
'3
5
7
Spindle speed 1000 r.p.m.
Figure 48
Timh
ca-I
I
9
0
O Spindle #1
70
* Spindle #2
Spindle #3
+ Spindle #4
60
50
IC)
0
40 k-
J
'-4
,a
,30 I-
20
10 1-
0
3
7
5
Spindle speed 1000 r.p~m.
FIgure 49
*1..-
",
.
J-j
132
70
o
a
k
x
Spindle
Spindle
Spindle
Spindle
#1
#2
#3
#4
60
00
r4
r4
0
v-4
co
0
*r4
> 30
Ttt
0
Spindle speed 1000 r~p~m.
Figure 50
Test E
133
o Spindle #1
o Spindle #2
70
A Spindle #3
+ Spindle #4
60
0
r-4
50
4o
T-4
it
Cd
,0
40
20
3
3 Spindle speed 1000 7r.p.m.
Figure 51
Test F1
134
6
-o
Spindle #1
* Spindle #2
A Spindle #3
+ Spindle #4
50
40-
s~o
0
'*0
,0
0
I
-
7
5
Spindle speed 1000 r.p.m.
Figure 52
Test F2
---
8
135
o Spindle #1
I
Spindle #2
A Spindle #3
+ Spindle #4
50- *r#4
o40
0
'-4
4)
.
SH
4
0
20
3
A79
Spindle speed 1000 r.p.m.
Fioyurc 53
Test F
3
A
136
a
60
Spindle #1
5 Spindle #2
A Spindle #3
+ Spindle #4
601-
.f.4
40 k-
r4
30 10
_____________________I
20
I-
.
4J
/0
0
3
5
p7
Spindle speed 1000 r.p.m.
Figure 54
Test F
4
19
137
70
0 Spindle #1
a Spindle #2
A Spindle #3
+ Spindle #4
60
u 50
14,
0
-I
0
4
o4
0
10 30
-4
20
'3
79
-
Spindle speed 1000 r.p.m.
Figure 55
Test G,
138
Spindle #1
Spindle #2
70.
Spindle #3
Spindle #4
60-
44
0
'4
44
"-4
0
"41
3
5
6
7
Spindle speed 1000 r.p.m.
Figure 56
Test GI,
8
9
139
Spindle #1
70 -
*
Spindle #2
Spindle #3
Spindle #4
50-
0
0
-If
4)
.1-4
r-4
0
4
*rI
3
sn
Spindle speed 1000 r.p.m.
Figure 57
T..ta -
r-
140
o
Spindle #1
*
Spindle #2
x
Spindle #3
Spindle #4
So
r4O 00
r4
S30
0
01.4
4-i
"14
I)
Spindle speed 1000 r.p.m.
Figure 58
Test G4
141
APPENDIX NO. 3
Typical Signals of Yarn Tension and Balloon Configuration
142
In all pictures of yarn tension (Figures 59 to
70), the signals are arranged in the following order:
Spindle #1
Spindle #3
Spindle #4
143
Test I
No = 5000 r.p.m. with flyer
Figure 59
H
=
Spindles #1,
3"1
and 4
IU
L
-I
i~T~
3
-~
I
H
=
10.5"
Spindles #1,3 and 4
Figure 61
H
-
Figure 60
14.0"
Spindles #1,3 and 4
144
Test J
N
6000 r.p.m.
r~nrrrrrrnr~
Figure 62
&
Spindles #1,
H
rrxATTTT
=
3"
EU.LE J 1
Figure 63
Spindles #1,3 and 4
H
4
10.5"
Figure 64
Spindles #1,
H
=
3 and 4
14.0"
145
Test K
N
5000 r.p.m. no flyer
=
Figure 65
Spindles #1,
3 and 4
13.0"
H
I
I
Figure 66
Spindles #1, 3 and 4
H=15. 0"
~z~JLi~
-
I
Figure 67
Spindles Il, 3 and 4
H
=
16.5"
LI :LIa
146
Test L
N
=
6000 r.p.m.
no flyer
Figure 68
Spindles- #1, 3 & 4
H
= - 13. 0"
-
rT~~
I:
UhLjt. LA2
Li
a.
a
x
&
Figure 70
Figure 69
Spindles #1,
H
3 and 4
15.0"
Spindles j1,3 and 4
H
=
16.5
147
Figure 71
Test I
H
-
3"
N
-
5000 r.p.m.
Spinning with Flyer
148
Figure 72
Test I
H
-
10.5"
N
-
Spinning with Flyer
5000 r.p.m.
149
Figure 73
Test I
H
-
14''
N
-
5000 r.p.m.
Spinning with Flyer
150
Test K
H
- 13.0"
N
-
5000 r.p.m.
Spinning without Flyer
151
Figure 75
Test K
H
-
15"
N
-
5000 r.p.m.
Spinning without Flyer
152
Figure 76
Test K
H
-
16.5"
N
-
5000 r.p.m.
Spinning without Flyer
-
m ~-~-------------------------
I
153
REFERENCES
General
1.
Gross, E. Erwin, "Measurement of Vibration"
Radio Company, Massachusetts, 1955.
2.
Kyros, William, "Investigation of ring spinning with
special reference to yarn tensions and their relationship
to balloon diameters", M.I.T. unpublished, S.M. Thesis,
1957.
3.
Grishin, P.F.,
"Balloon Control", Platte Bulletin,
Oldam, England, 1956.
4.
Capello, A., "The Spinning Balloon",
T.I.J. Vol. 49
1958.
5.
"A Descriptive Account of Yarn Tensions
De Barr, A.E.,
and Balloon Shapes in Ring Spinning", T.I.J., Vol. 49,
1958.
6.
"Some Observations on the
Wroe, D. and Nissan, A.H.,
Vibration and Whirling of Continuously Loaded Spindles"
T.R.J.
Vol. 29, 1959.
7.
Den Hartog, J.P., "Mechanical Vibration" 4th Ed.,
McGraw-Hill Book Company, Inc., 1956.
8.
Dunkerley, J.,"Phil.
Trans. Royal Society", A-185, 279
(1894).
9.
10.
Von Bergen and Mauersberger, "American Vool Handbook"
2nd Ed., Textile Book Publishers, Inc., 1948.
Schwarz, E.R., "Basic Actions as Approach to Textile
Processing", T.R.J. Vol. 28, 1958.