PACHIVES
USE OF BAYESIAN INFERENCE TO ESTIMATE DIVERSION LIKELIHOOD IN A PUREX
FACILITY
AiGSA
Jggy rEINST U
FTECH-NOLOGY
By
Oliver Russell Rodewald
-
SUBMTITED TO THE DEPARTMENT OF NUCLEAR SCIENCE AND ENGINEERING
IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREES OF
BACHELOR OF SCIENCE IN NUCLEAR SCIENCE AND ENGINEERING
AND
MASTER OF SCIENCE IN NUCLEAR SCIENCE AND ENGINEERING
AT THE
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
JUNE 2011
0 2011 Massachusetts Institute of Technology. All rights Reserved.
Signature of Autihor:
6
~
/-
Certified By:
L/
y
Oliver Russell Rodewald
Department of Nuclear Science and Engineering
May 24, 2011
?
,
Michael W. Golay
Professor of Nuclear Science and Engineering
Thesis Supervisor
Certified By:
(/
A
Accepted By:
-
Charles W. Forsberg
Research Scientist
Thesis Reader
I
t,
Mujid Kazimi
CO Professor of Nuclear Engineering
Chair, Department Committee on Graduate Students
1
2
Use of Bayesian Inference to Estimate Diversion Likelihood in a PUREX Facility
By
Oliver Russell Rodewald
Submitted to the Department of Nuclear Science and Engineering on May 24, 2011 in Partial
Fulfillment of the Requirements for the degrees of Bachelor of Science in Nuclear Science and
Engineering and Master of Science in Nuclear Science and Engineering
Abstract
Nuclear Fuel reprocessing is done today with the PUREX process, which has been demonstrated to
work at industrial scales at several facilities around the world. Use of the PUREX process results in the
creation of a stream of pure plutonium, which allows the process to be potentially used by a
proliferator. Safeguards have been put in place by the IAEA and other agencies to guard against the
possibility of diversion and misuse, but the cost of these safeguards and the intrusion into a facility they
represent could cause a fuel reprocessing facility operator to consider foregoing standard safeguards in
favor of diversion detection that is less intrusive. Use of subjective expertise in a Bayesian network
offers a unique opportunity to monitor a fuel reprocessing facility while collecting limited information
compared to traditional safeguards. This work focuses on the preliminary creation of a proof of concept
Bayesian network and its application to a model nuclear fuel reprocessing facility.
Thesis Supervisor: Michael W. Golay
Title: Professor of Nuclear Science and Engineering
Thesis Reader: Charles W. Forsberg
Title: Research Scientist
3
Acknowledgements
I am heartily thankful to the many wonderful people who have helped me in the process of
completing my thesis. With their guidance and understanding, I hope that I have been able to complete
work that is of value to all people of goodwill.
First and foremost I would like to thank the numerous professionals with whom I had the
opportunity to interact. Drs. Bathke, Collins, Ehinger, Howell, Krebs, and Regalbuto generously made
themselves available to me, affording me the opportunity to understand many elements of the reality of
how spent nuclear fuel reprocessing works in the real world. These informative discussions allowed me
a chance to understand the sheer scale and complexity of the challenges in this area of nonproliferation
at a depth to which no textbook can go.
Beyond the understanding of how real-world fuel reprocessing works, I would like to thank Dr.
Tompkins for helping me translate this understanding into a way of creating a tool that can be used to
detect diversion. His extensive knowledge in seemingly anything vaguely related to any kind of
statistics-Bayesian or otherwise-coupled with his willingness to answer even the most simple of my
questions guided me to success in creating simple models to detect diversion.
I would not have been able to produce coherent work without the guidance of Dr. Leishman and
Professor Golay. Dr. Leishman provided me with high-level guidance and inspiration crucial to
completing this work. Professor Golay's insistence on an appropriate scope, focus, and consideration of
numerous options in the conduct of this work was key to ensuring that I was able to complete
something coherent. I would also like to thank Professor Golay for his patience, guidance, and
understanding throughout this process.
Last, but most certainly not least, I would like to thank Heather Barry and Clare Egan in the
Department's office for being a valuable resource in navigating the administrative aspects of the thesis
submission and degree completion process. Their kindness and the clarity with which they provided me
information on this process most definitely mitigated my fears of the unknown and allowed me to sleep
easier at night.
4
Table Of Contents
Abstract .........................................................................................................................
2
Acknow ledgem ents....................................................................................................
4
Table Of Contents ......................................................................................................
5
List of Figures ..........................................................................................................
7
List of Tables..................................................................................................................
7
1 Introduction ..........................................................................................................
8
1.1 Overview of Spent Fuel Reprocessing Techniques ....................
1.1.1 Basics of Solvent Extraction ....................................................................
9
10
1.1.1.1 Use of Two Immiscible Phases.........................................................
11
1.1.1.2 Role of Distribution Coefficients......................................................
12
1.1.1.3 Role of Flow rates .............................................................................
13
1.1.2 Sim ulation of Solvent Extraction Processes ...........................................
14
1.2 Process M anipulations Causing Diversion ....................................................
14
1.3 Background on the Detection of Diversion ....................................................
15
1.3.1 Determ inistic Nuclear Chem ical M odels ..................................................
16
1.3.2 Other Approaches....................................................................................
17
1.4 Use of Bayesian Networks to detect Diversion..............................................
18
1.5 Approach used in this W ork...........................................................................
19
2 The M odel Fuel Recycling Facility.........................................................................
20
2.1 Basic Design.....................................................................................................
20
2.1.1 Sizing the facility......................................................................................
21
2.1.2 Flow sheet Design.....................................................................................
21
2.1.3 Equipm ent and reductants in the M FRF..................................................
23
2.1.4 Diversion Scenarios..................................................................................
25
2.1.5 Lim itations of the M FRF Design..............................................................
25
2.2 Operating Lim its .............................................................................................
26
2.2.1 Flow Rates...................................................................................................
27
2.2.2 Hydroxylamine Concentration................................................................
29
2.2.3 Nitric Acid Concentration ........................................................................
30
2.2.4 Inextractable Nitrate Concentration ......................................................
30
2.2.5 Tem perature ...........................................................................................
31
3 Diversion Characterization....................................................................................
31
5
3.1 Diversion Defined...........................................................................................
32
3.2 Fissile Material of Interest..............................................................................
32
3.3 Diversion Timeframe ......................................................................................
32
3.4 Advers a ry Cha ra cterization ...........................................................................
34
3.5 Fa cility Type and Bounds................................................................................
35
3.6 Sum mary ........................................................................................................
37
4 Diversion Detection..............................................................................................
37
4.1 Regression Analysis .........................................................................................
37
4.2 Creation of a Bayesian Network.....................................................................
39
4.2.1 Plausible Process Manipulations .............................................................
40
4.2.2 States of full knowledge ........................................................................
42
4.2.3 State of No Knowledge ...........................................................................
43
4.2.4 States of Partial Knowledge.....................................................................
43
4.2.5 Increasing information and Inference on Facility State .........................
45
4.2.6 Structure of Bayesian Network................................................................
46
4.2.7 Generation of Conditional Probability Tables ........................................
47
4.2.7.1 M anipulable Process Parameter Nodes ..........................................
47
4.2.7.2 Hypothesis Node..............................................................................
49
5 Use of Bayesian Network to Detect Diversion....................................................
50
5.1 Normal Operating Conditions ........................................................................
51
5.2 Malfunction Case............................................................................................
52
5.3 Diversion Through Raffinate .........................................................................
54
5.2 Second Case: Diversion through Solvent Recycle Stream ..............................
57
5.5 Analysis of Bayesian Network Performance in Diversion Detection............. 61
6 Conclusions ..............................................................................................................
62
6.1 Future Work ..................................................................................................
63
6.1.1 Sampling of Variables and Adversary Preference ...................................
63
6.1.2 Open-source Solvent Extraction of Fuel Reprocessing Facility Software ... 64
6.1.3 Interpretation of results of Updated Hypotheses ..................................
64
6.3 Possible Applications.....................................................................................
65
Bibliography ................................................................................................................
66
Appendix A: SEPHIS Calculations Pertaining to the M FRF ......................................
68
A.1 M FRF in steady-state, normal configuration ...............................................
68
6
A.2 MFRF in Malfunction Configuration.............................................................
72
A.3 MFRF in Raffinate Diversion Scenario...........................................................
83
A.4 MFRF in Solvent Recycle Diversion Scenario ...............................................
94
Appendix B: Conditional Probability Tables..............................................................
105
B.1 8-hour Conditional Probability Tables ............................................................
106
B.2 12-hour Con ditional Proba bil ity Ta bles ..........................................................
108
B.3 16-hour Conditional Probability Tables ..........................................................
110
B.4 24-hour Conditional Probability Tables ..........................................................
112
B.5 48-hour Conditional Probability Tables ..........................................................
114
B.6 72-hour Conditional Probability Tables ..........................................................
116
List of Figures
Figure 1: Overview of W ork ....................................................................................
Figure 2: MFRF First Cycle Flowsheet ......................................................................
Figure 3: Flow rate Data from Barmwell Test Run.....................................................
Figure 4: Schematic Flows heet with Diversion Streams Indicated.........................
Figure 5: Diversion Process ......................................................................................
Figure 6: Distributions associated With States of Knowledge................................
Figure 7: Effect of Increasing Information on Facility State ....................................
Figure 8: Structure of Bayesian Network ...............................................................
Figure 9: MFRF Malfunction Case...........................................................................
Figure 10: Raffinate Diversion Scenario..................................................................
Figure 11: Bayesian Updating of Eight Hour Network.............................................
Figure 12: Solvent Recycle Diversion Scenario ......................................................
Figure 13: Solvent Recycle Diversion in Bayesian Network....................................
20
22
28
35
36
44
46
47
53
55
56
59
60
List of Tables
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
1: Qualitative Actions Enabling Diversion ......................................................
2: MFRF First Cycle Input and Output Flows ..................................................
3: Potentially Manipulable Parameters ........................................................
4: Example Conditional Probability Tables.....................................................
5: Prior Probability of Diversion ....................................................................
6: Probability of Diversion in Normal Conditions...........................................
7: Probability of Diversion in Malfunction Case............................................
8: Probability of Diversion in Raffinate Scenario ...........................................
9: MFRF Configuration in Solvent Recycle Diversion ....................................
10: Probability of Diversion in Solvent Recycle Scenario...............................
7
15
23
38
48
50
51
53
57
58
60
1 Introduction
Spent nuclear fuel reprocessing was originally developed using the PUREX method,
which separates plutonium and uranium from irradiated targets, producing uranium and
plutonium each in a separate product stream. Much of the work on reprocessing was
undertaken in the early days of nuclear energy and done for defense rather than civilian
purposes. As the civilian nuclear industry started to grow, fear about shortages in the
world's supply of uranium provided motivation for reprocessing spent nuclear fuel to
offset the perceived shortage of natural uranium. With time, however, nuclear fuel
reprocessing became politically unfavorable as well as expensive. As a result, by the
1980s there was very little reprocessing in the United States. It is also important to note
that reprocessing had not become a very large and well established business by this
time either, and that much of the information regarding operating reprocessing facilities
is tightly controlled either by industry or the government[1].
Nuclear fuel reprocessing is largely absent from the civilian nuclear power
establishment in the United States, and there are few countries that are actively
involved in reprocessing. The leading countries that reprocess spent nuclear fuel are
generally either already weapons states under the Nonproliferation Treaty (NPT) or
have no desire to create a weapons program. That said, rogue states have claimed
civilian use in order to gain access to nuclear technology while actually pursuing the
development of nuclear weapons. A rogue state might accept the terms of the NPT to
gain access to technologies and build reprocessing facilities without eliminating the
desire to produce nuclear weapons. Furthermore, the current system of safeguards at
8
fuel cycle facilities is imperfect, as the system of safeguards is often thought of as
needlessly inexpensive or ineffective, depending on how safeguards are implemented.
To ensure that diversion of fissile material is not occurring, that is, to ensure that all
fissile material is being re-purposed as fuel, the IAEA monitors the inventory of fissile
material flowing through a reprocessing facility. The IAEA has set forth goals of
detecting significant quantities of fissile material, which amount to the minimum
amount of material one could use to make a nuclear device. The amount of material
contained within a significant quantity of material is in the matter of a few kilograms,
whereas the annual facility throughput for a real industrial reprocessing facility is in the
hundreds or thousands of metric tons.
As a result of the amount of material needed for a nuclear device being very much
less than the annual throughput of an industrial reprocessing facility, there is concern
that the process of measuring the fissile material inventory at a reprocessing facility
could take a sufficiently long time that a measure of sufficient accuracy to detect the
disappearance of a significant quantity is next to impossible. Additionally, such a
measurement-if it occurs-is bound to be expensive.
1.1 Overview of Spent Fuel Reprocessing Techniques
Spent nuclear fuel is generally accepted to contain more than a preponderance of
reusable material. Separating this reusable, fissile and/or fertile material from the waste
can be done in a number of different ways. Each method of reprocessing has distinct
advantages and disadvantages that allow this process to be uniquely tailored for what is
desired in a specific context.
9
In the future, a robust separations process that is resistant to diversion is highly
desired. Several candidate processes have emerged to include variations on the UREX
processes as well as a number of pyrophysical and pyrochemical processes. While these
processes certainly offer promise to future generations, they have not yet been
demonstrated as feasible at the industrial level.
Indeed, the chemical processes demonstrated at industrial scales are primarily
aqueous processes. Of the aqueous processes, the PUREX process emerged as the
favored process because it achieved high levels of product decontamination while
minimizing the volume of solid waste characteristic of other processes. PUREX also
avoids the use of extremely volatile chemicals characteristic of other processes[2]. The
PUREX process, being the most widely used process in the world today, then, is the
subject of the work reported here.
1.1.1 Basics of Solvent Extraction
PUREX is an abbreviation for Plutonium and Uranium Extraction, and, as the name
suggests, the process isa liquid-liquid solvent extraction process. Solvent extraction
processes, in general, are quite versatile and can be tailored to separate out certain
elements from others. In addition to being used to separate uranium and plutonium
from spent nuclear fuel, solvent extraction processes have been applied in a number of
other areas in which the separation and purification of a single element is desirable;
copper, nickel, and precious metals are just a few of the metals that can be separated
and purified using a solvent extraction process [3].
10
There is a great deal of literature detailing the specific aspects of the chemistry of
solvent extraction as applied in a number of different settings; forthe separation of
uranium and plutonium from spent nuclear fuel, it is unlikely that better resources than
Long's Engineering for Nuclear Fuel Reprocessing and Benedict's Nuclear Chemical
Engineering can be found[4][5]. The purpose of this section is to provide a very high
level overview of how uranium and plutonium are separated from fission products and
actinides in spent nuclear fuel.
1.1. 1.1 Use of Two Immiscible Phases
In a PUREX plant, the spent nuclear fuel is sheared or chopped, and placed into a hot
nitric acid solution. The hot nitric acid solution dissolves the spent nuclear fuel. At this
point, fission gases are captured and treated appropriately. Before the nitric acid
solution containing the uranium, plutonium, and various wastes is allowed to enter the
solvent extraction process, the acidity is adjusted to the appropriate levels to ensure the
process is run effectively.
Once the acidity of the nitric acid solution containing the uranium, plutonium, and
various wastes is adjusted to an appropriate level, this feed solution is allowed to enter
the solvent extraction portion of the process. The feed solution is initially an aqueous
solution, and it is brought into contact with an organic solvent. The organic solvent used
in the PUREX process is typically n-dodecane, which can be thought of as highly purified
kerosene. Added to this solvent issome amount of tributyl phosphate. Aqueous and
organic streams separate themselves based on density, and the two are generally
immiscible.
11
That the two strea ms are immiscible and have different densities ultimately allows
separation to occur. The separation of desired elements from the undesired elements
cannot occur unless the two streams are brought into physical contact with each other
in such a way that allows the desired elements to transfer phase-basically allowing
them to jump from the aqueous phase to the organic phase or vice versa. The ability for
the dissolved substances to transfer from one phase to the other is dependent upon the
area of contact between the two phases. Several types of equipment may be used to
cause this contact, but there have been three types of equipment that have been
historically used in reprocessing facilities: mixer-settlers, pulsed columns, and
centrifugal contactors [6]. Each type of equipment maximizes the area of contact
between the two phases through thorough mixing. It is beyond the scope of the work
reported here to delve into the pros and cons of each type of equipment.
In the most general sense, these three types of contacting equipment allow three
ways do what one may do in the kitchen mixing oil and water with a whisk: mixing the
oil into water in small droplets then letting the water and oil separate back out, except
instead of occurring in a kitchen with innocuous ingredients, this contact occurs in a hot
cell with highly radioactive and generally dangerous solutions.
1.1.1.2 Role of Distribution Coefficients
At any given point in the solvent extraction process, each element will exhibit a
certain prefere nce for one phase-either aqueous or organic-over the other. This
preference can be expressed in terms of a distribution coefficient, which gives the ratio
of the concentration of the element in the organic phase to the concentration of the
12
element in the aqueous phase. The ability to manipulate the distribution coefficient is
key to extracting the uranium and plutonium from spent nuclear fuel with very high
levels of purity.
In a standard reprocessing facility, the distribution coefficient is affected by a
number of factors, most markedly the nitric acid concentration of the aqueous phase
and the valence state of the element. The valence state of the element can be changed
by the presence of other chemicals that essentially reduce the valence state of a given
element; the model facility developed for the work reported here uses hydroxylamine
nitrate, but this is by no means the only reducing agent available to a facility operator.
1.1.1.3 Role of Flowrates
The last piece of solvent extraction comes to the use of flowrates to regulate how
the mass of materials moves through the process. Uranium and plutonium form
chemical complexes with tributyl phosphate. It is important to note that most of the
other elements in spent nuclear fuel cannot form these chemical complexes with
tributyl phosphate. Without the ability to form these complexes, uranium and
plutonium would not move from the aqueous phase into the organic phase. When all of
the tributyl phosphate is utilized and there is no empty or available tributyl phosphate
to form complexes with uranium or plutonium, that extra uranium or plutonium is left in
the aqueous phase. The ratio of the flowrates, aqueous to organic, essentially allows the
appropriate amount of tributyl phosphate to be used in the process atany given time.
Because altering flowrates adjusts the abundance of available tributyl phosphate
complexing sites relative to the amount of uranium and plutonium in solution, the
13
flowrate ratio also determines the number of times an aqueous phase and organic
phase must be brought into contact with each other. This effect is very important to the
design of a facility's flowsheet as well as ensuring that a facility given a particular
flowrate will function as desired.
1.1.2 Simulation of Solvent Extraction Processes
A number of different simulations exist to predict the behavior of the solvent
extraction portion of a spent nuclear fuel reprocessing facility as well as other portions
of a given facility. By and large, however, these codes are not generally available to the
public. [7]
For a very basic level of simulation SEPHIS-MOD4 may be used. SEPHIS, written in
FORTRAN 77 was modified to enable modeling of the PUREX process and released as
SEPHIS-MOD4 in 1979 [8]. While certainly an old code, SEPHIS has been validated in its
ability to model the flow of uranium and plutonium through the solvent extraction
process [9], and it has been used in the simulated detection of diversion [10]. Because
SEPHIS has been validated to accurately model the flow of uranium and plutonium in
the solvent extraction process and because the SEPHIS-MOD4 source code is available
to the general public, it is the tool that is used to simulate the model fuel recycling
facility used for the work reported here.
1.2 Process Manipulations Causing Diversion
With the ability to simulate the solvent extraction process well in hand, there are a
number of process manipulations of interest. Some of these process manipulations will
result in an off-spec product, while others will result in diversion as defined in
14
subsequent sections. At a very basic level, diversion through process manipulation
places fissile material in an aqueous stream or an organic stream where fissile material
is not normally seen. Taken as a departure from normal conditions, Table 1: Qualitative
Actions Enabling Diversion lists a few changes that can be made. These actions in the
table may be taken individually or in combination with other actions to cause diversion;
the extent to which these actions are undertaken is dependent upon a large number of
factors, most of which go beyond the scope of the work reported on here.
Diversion into Aqueous Stream
Diversion into Organic Stream
Reduce aqueous nitric acid concentration
Increase aqueous stream flowrate
Decrease organic stream flowrate
Increase reductant concentration
Increase aqueous nitric acid concentration
Decrease aqueous stream flowrate
Increase organic stream flowrate
Decrease reductant concentration
Table 1: Qualitative Actions Enabling Diversion
In the work reported here, the qualitative actions enabling diversion are evaluated
on their credibility as pathways to diversion. Further, diversion scenarios in both the
aqueous and organic stream are simulated to test the Bayesian networks used to detect
diversion.
1.3 Background on the Detection of Diversion
Several approaches have been used to detect the diversion of uranium and
plutonium from a nuclear fuel reprocessing facility. Many of these approaches are best
qualified as deterministic approaches involving direct knowledge of a model facility.
Models not involving purely deterministic approaches and approaches from areas
outside the nuclear sector can also potentially be modified and applied to the problem
of diversion detection.
15
As is practiced by the IAEA, safeguards and diversion detection relies upon strict
material accountancy. This is to say that prevention of diversion means that the amount
of material flowing into a facility must be equal to the amount of material flowing out of
a facility. This material balance is obtained through the use of various sensors of
concentrations, flowrates, gamma and neutron counts, and myriad othe r types of
measurements all taken at key measurement points in the process. The data is logged,
verified, and from time to time, audits are done to ensure that no material is missing.
This accountancy forms the backbone for the deterministic nuclear chemical models
that seek to improve the performance of such a system.
1.3.1 Deterministic Nuclear Chemical Models
Many of the deterministic models simply track material over time to enable
accounting. One of the earliest of these models is the Schneider model of 1980 [11],
which used SEPIHS to account for inventories and time history of these inventories by
assuming direct knowledge of key variables such as flow rates and concentrations. The
work of Burr and Wangen over a decade later uses cumulative sum and Mahalanobis
distances to detect departures from normal conditions and the accumulation of diverted
material unaccounted for [12][13]. Both of these models look at material flowing from
tanks in one part of the process to another.
Zeng has completed research that provides a probability that material diversion is
occurring by introducing randomness into the solvent extraction process dynamics[14].
By accounting for the random variation seen over the course of normal plant operation,
the material unaccounted for at a facility can be compared the amount of material one
16
would expect to be unaccounted for. Significant differences are then indicative of
diversion.
Cipiti and Rickers' work has coupled SEPHIS to MATLAB to enable simulation of an
entire facility from head to tail. This model takes into account what one would expect to
see from the equipment used to make safeguards measurements, and the model is used
to propose additional measurement points to increase the ability to detect
diversion[15][16].
1.3.2 Other Approaches
Work in chemical process control outside the nuclear sector has resulted in the
examination of additional methods of fault detection. In a sense, if diversion can be
modeled as a type of fault, these methods could be equally applicable to a nuclear fuel
reprocessing facility. Caccavale's work deals with detecting faults with sensors to
determine whethe r or not a fault reported is a fault within the plant and its process or
simply a fault within the sensor[17]. Huang's work deals with Bayesian methods in plant
control, focusing on sensor data in incorporating this data into the control of a given
plant. Of particular interest is the Huang's approach to aggregate data from multiple
sources to detect a potential fault and then raise or squelch an alarm[18].
Perhaps most applicable is the work of Nielsen and Jensen who inferred a Bayesian
network from the operating data from an industrial production facility. While this
industrial production facility is a power plant ratherthan a fuel reprocessing facility,
should data from a fuel reprocessing facility be available for researchers to use, it is
likely that a similarapproach could be used to detect diversion with good fidelity [19].
17
1.4 Use of Bayesian Networks to detect Diversion
In the absence of hard data to detect dive rsion from a spent fuel reprocessing
facility, expert-created Bayesian networks can be used as a means of systematically
gathering and collecting information that either affirms or denies a hypothesis. Bayesian
networks are directed acyclic graphs that allow the user of the network the ability to
make inferences with whatever data is at hand. These inferences are made by Bayesian
updating wherein evidence gathered is used to update a prior distribution to a posterior
distribution. In general terms, the prior distribution is what one would expect with no
data at hand, and the posterior distribution is what one would expect as additional data
are gathered.
It is important to note that Bayesian networks are driven heavily by the use of
expert opinion and subjective probability, but this will always be the case when dealing
with nuclear proliferation. Proliferation has occurred only a small number of times and
is reliant upon an actor deciding to proliferate. As such, it is very difficult-if not
impossible-to objectively quantify the likelihood that an actor will proliferate; this
means that subjective expertise will be used in some form or another. Use of subjective
expertise in a Bayesian network is preferred over use of such expertise in qualitative
assessments because in a Bayesian network this expertise is incorporated in an explicit
way that allows one to make judgme nts both about the process used in the assessment
as well as the system itself in ways that a simple qualitative assessment would not allow.
In this way, the Bayesian network can function as a diagnostic tool, diagnosing the
facility state as either normal or diversion. While perhaps imperfect, a number of tools
18
and approaches do exist to enable information to be effectively gathered from experts
[20]. As information is gathered and placed into the network, numerous software
packages to create Bayesian networks are readily available [21].
1.5 Approach used in this Work
The work reported here explores the likelihood of diversion to occur in a Model Fuel
Reprocessing Facility and examines the feasibility of detecting diversion through the use
of a Bayesian network that relies on subjective expertise. In order to create a Bayesian
network that detects diversion with some level of effectiveness, a number of steps
needs to be taken. Each of these steps enhances and utilizes the subjective information
that is ultimately systematically compiled into a usable form-that of the Bayesian
network.
This section covers the creation of the Model Fuel Recycling Facility, characterizes
what diversion is, and outlines how to detect diversion using this information and the
accumulation of subjective expertise. The contribution of the work reported here is to
compile information from a number of different sources and utilize this information to
create a proof-of-concept Bayesian network that can be used to distinguish between
facility states, ultimately detecting diversion. Throughout this process, subjective
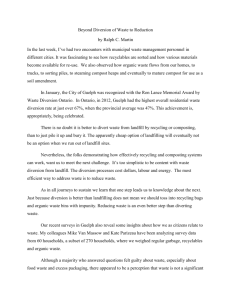
expertise is used extensively; this is illustrated in Figure 1: Overview of Work in which
the generalized tasks are presented in rectangular boxes and the types of subjective
expertise used is presented as text in ovular shapes.
The general idea of the work presented here is to use this subjective expertise with a
reduced data set-only flowrates are measured in the cases presented in the later
19
section 5 Use of Bayesian Network to Detect Diversion; this limited set of data collected
stands in contrast to the much larger set generally collected by traditional safeguards
relying on strict material accountancy.
Lvloe
SE.PHIS Smiinations
-.
Regression FittingCae
sariSat
Advel
Ojicz-tinstDefine
Divvmion
GenerateCP'Ts
Distributions
Malfmuction
on
Variables
Figure 1: Overview of Work
2 The Model Fuel Recycling Facility
2.1 Basic Design
The purpose of the Model Fuel Recycling Facility is to provide a simple, realistic
model of a PU REX facility. In providing a realistic environment, the MFRF provides a set
of data that allows the Facility State Diversion Detection Model to be evaluated. In order
to do this, it is paramount that the MFRF be a simple and accessible model; for this
reason it is based on publicly available flowsheets and run in open-source code.
Additionally, the MFRF is sized in such a way as to make detection of diversion by
traditional methods difficult. For example, measures such as material unaccounted for
(MUF) of a very large facility are also expected to be very large.
20
2.1.1 Sizing
the facility
The MFRF is sized to accommodate roughly half of the spent nuclear fuel produced
in the United States in a given year. This is a rough estimate calculated as follows: it is
assumed that there are 100 operating reactors in the United States, and the MFRF will
take the spent fuel from half of these reactors. At 250kg of heavy metal per fuel
assembly, 500 fuel assemblies per reactor, one third of all fuel assemblies replaced
during and outage, and an outage every eighteen months, the MFRF will process
approximately 1390 MTHM/yr.
Detecting diversion at such a large facility is likely to be more difficult than at a
smaller facility because the mass flow rates are sufficiently high that small
manipulations to the process can result in more material unaccounted for such a change
would produce in a smaller facility.
Nevertheless, the approach used to detect likely diversion at the MFRF is also be
applicable to smaller facilities because this approach is somewhat independent of being
able to determine the inventory of a facility; rather, the approach focuses on the state
of the facility.
2.1.2 Flowsheet Design
The MFRF is designed to use a multiple cycle low-acid PUREX flows heet. The MFRF
flows heet is conceptually based on the low-acid flowsheets provided in Nuclear
Chemical Engineering and Engineering for Nuclear Fuel Reprocessing, though the MFRF
flowsheet reproduced provides a greater level of detail than is provided by either Long
21
or Benedict [4][5]. Even though the use of the Model Fuel Recycling Facility assumes
that multiple cycles are used, waste backcycling is not explicitly accounted for in this
work. The focus of this work is on the most basic aspect of the plant-the first cycle.
Diversion in the second and third plutonium cycles would likely propagate changes back
to the first cycle, the effects of which are beyond the scope of this work.
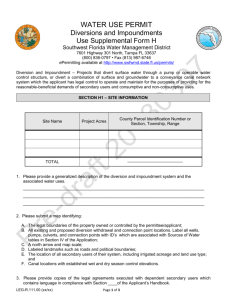
The MFRF uses the first-cycle flowsheet as illustrated in Figure 2: MFRF First Cycle
Flowsheet. Also included are characterizations of the input and output flows under
normal steady-state operating conditions. Normal operating conditions are chosen for
relative stability and adjusted using a one-at-a time method.
Figure 2: MFRF First cycle Flowsheet
22
Fresh Solvent A
65.0
0.0
0.0
0.0
0.0
0.0
SF Feed
14.1
1.25
285.0
3.0
0.0
0.03
FP Scrub
100
2.0
0.0
0.0
0.0
0.0
Fresh Solvent B
15.0
0.0
0.0
0.0
0.0
0.0
Pu Strip
14.0
0.30
0.0
.0.0
0.07
0.07
U Strip
100.0
0.03
0.0
0.0
0.0
0.0
Rafrmnate
9.612xI1
7.254x10-lo
PU Product
1.253x10mD
4.194x10-u3
U Product
5.420x10"4
3.818x10")
Solvent Recycle
5.169x10
8.638x10-'3
0.00x19
0.00x100
0.00x100
2.880x1&P
5.587x10-M
6.792x10*m
5.425x10-"1
0.00X190
0.00x100
0.00x1&0
9.32010*
0.00x10I
L.892x104
-
Table 2: MFRF First Cyde Input and Output Flows
2.1.3 Equipment and reductants in the MFRF
Above all, the MFRF is designed to be a simple test-bed for the Bayesian method of
detecting diversion. As such, it is designed to be readily compatible with SEPHIS-MOD4,
an open-source code writte n in 1979 for solvent ext raction processes. SEPHIS-MOD4
simulates mixer settler banks that thoroughly mix the aqueous and organic liquids and
allows chemical equilibrium to be reached. In modeling equilibrium reached through
such contacts in mixer settler banks, SEPHIS is recognized as capable both in the code
manual by its author and subsequent papers [8][9].
Though SEPHIS-MOD4 can be manipulated to model pulse columns, such modeling
departs from the design of the code and is not expected to remain the same level of
fidelity to reality [8]. In the interest of fidelity to chemical reality, the MFRF is designed
to use mixer settlers. Furthermore, for similar reasons, as SEPHIS-MOD4 models
23
-
hydroxylamine as a reductant, hydroxylamine is used in the MFRF to reduce Pu(IV) to
Pu(ll).
The use of mixer settlers and hydroxylamine as a reductant in the MFRF provides a
baseline for facility behavior and an initial example for the Bayesian approach to be
evaluated for a PUREX facility. Reflecting the reality than many PUREX facilities use
pulsed columns, centrifugal contactors, and other reductants, open-source tools to
model facilities would certainly be useful, but it is not the purpose of the work covered
herein to develop such tools.
Were the findings of the MFRF to be extrapolated to other facilities using equipment
other than mixer settlers, there would be a few differences in the transient responses to
a change of operating conditions as follows:
" Use of centrifugal contactors instead of mixer settlers would result in
changes being propagated very quickly, as the residence time in centrifugal
contactors is nearly negligible. The amount of material "in process" at any
given point in time would also be smaller.
" Use of pulsed columns instead of mixer settlers would result in changes
being propagated more quickly, but changes would not be propagated as
quickly as if centrifugal contactors were used. The amount of material "in
process" atany given point in time would also be smallerthan that of a mixer
settler facility, but much larger than that of a centrifugal contactor facility.
24
2.1.4 Diversion Scenarios
The Raffinate and Solvent Recycle streams for the first cycle are considered the
potential pathways for diversion. Diversion, taken as the removal of fissile material from
the process, is driven largely by the product of the concentration of uranium and
plutonium in the output streams and the volumetric flow rates of these streams. Further
assessment of the viability of these output strea ms as possibilities for a diverter is
included in subsequent sections.
2.1.5 Limitations of the MFRF Design
Above all the MFRF is a simple facility run in an open-source tool, SEPHIS, designed
to showcase diversion detection through determining facility state. In the interest of
having a model faithful to the chemistry of PUREX reprocessing, there are some
inherent limitations.
The most modern equipment, such as centrifugal contactors and pulsed columns are
not included. Inclusion of modern equipment, however, would not change the chemical
aspects of the model situation, though the use of modern equipment would change the
res ponse of the MFRF over time.
SEPHIS assumes that the facility will always be in some kind of an equilibrium
condition and does not accurately predict non-equilibrium conditions [22]. The
unavailability of non-equilibrium conditions is a serious limitation for SEPHIS, especially
when examining diversion by chemical manipulation; however, the unavailability of
open-source solvent extraction programs precludes the inclusion of non-equilibrium
conditions for the initial examinations of the facility state diversion detection model.
25
The MFRF in SEPHIS also does not model hold-up, nor does it model the formation of
plutonium polymers. Both of these situations can result in fissile material being
unaccounted for, but neither should drastically affect the performance of the facility
Bayesian diversion detection model, which attempts to determine facility operator
intent via the operator's manipulation of process conditions. A certain degree of holdup
is recognized as a naturally occurring phenomenon in the solvent extraction process and
is a burden to traditional accounting methods [23]. Plutonium polymer formation is
regarded as a potential safety hazard and is not regarded as a viable diversion in the
context of this work[24].
Lastly, the Model Fuel Recycling Facility only includes models of the solvent
extraction portion of a spent fuel reprocessing plant. Additional diversions are possible
in other areas of the plant, but they are not modeled in the MFRF. The focus of diversion
detection in the context of this work is on the solvent extraction portion of the facility.
Expanding this model to other portions of the facility isan opportunity for further work.
2.2 Operating Limits
With the flowsheet of the model fuel recycling facility defined, an envelope of
plausible operating parameters is created in order to place bounds what a facility
operator could do. It is assumed that a facility operator would respect safety concems
because even an operator intent on proliferating would not want to risk losing the plant
due to a serious safety accident.
26
2.2.1 Flow Rates
In theory, flowrates can be varied to any rate from zero to infinity, but this is not
reflective of the reality of reprocessing plants as they are constructed. The limiting
factors of the flowrates in plants are the number, size, and configuration of tanks
throughout the different process areas, the maximum allowable pressure at any point in
the piping in the facility, and the capability for air lift systems or pumps to increase or
decrease flowrates from the nominal values.
All of these factors that control the range of flowrates are generally not readily
available in the open literature, but based on conversations with experts in the field, it is
expected that the tank configuration would most likely be the most limiting factor. If
tank size is the most limiting factor, and if a rapid rise in flowrates would lead to the
overfilling of tanks and other problems, and if tanks could not be both simultaneously
filled and emptied, then the maximum flowrate would be limited to a small margin over
nominal.
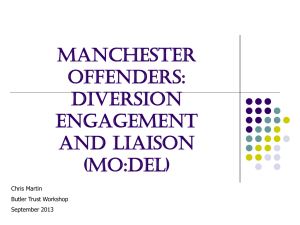
Data from a test run at the Barnwell facility was obtained and is represented in
Figure 3: Flowrate Data from Bamwell Test Run [25]. The test run at Barnwell is a
simulation of diversion while the Bamwell facility was undergoing uranium testing. The
data is taken from 50 hours into the run to 150 hours into the run, a time during which
the aqueous scrub flowrate is maintained roughly constant and the feed rate widely
varied.
27
200 - 180 - 160 -140 - 120 - S100
- -
.9 8060 40-20 0-40
60
80
100
120
140
160
rune (hr)
-
-
-
AqueousFeed Flowrate .
Organic Solvent Flowrate
AqueousScrub Flowrate -
Total Aqueous Flowrate
Figure 3: Flowrate Data from Bamwell Test Run
From the Bamwell test data, one can make several observations that allow for
appropriate setting of parameters for a model simulated facility such as the MFRF. The
peak flowrate to average flowrate from this test data is used to set the maximum
possible flowrate for any of the input streams into the first cycle of the model fuel
reprocessing facility. The maximum flowrate factor used in the MFRF is 1.3, representing
a maximum possible flowrate 30% above the nominal flowrate; this issupported by the
Barnwell data above, which provides a physical example of abnormal and divertive
behavior.
Further, since the aqueous scrub flowrate is assumed to be held constant, the
standard deviation associated with the oscillation about the mean is assumed to be the
variation one would expect in a facility due to controller oscillations as well as
28
measurement errors of flowrates. For this data, the standard deviation is 9% of the
mean flowrate.
2.2.2 Hydroxylamine Concentration
Hydroxylamine can be manufactured and shipped to facility operators at a wide
range of concentrations, and it seems as if the ability to keep hydroxylamine at a given
concentration is not at issue. THORP is reported to receive hydroxyla mine nitrate at a
concentration of 4.3M, and La Hague is reported to receive it at 1.9M. The DOE has
conducted studies examining the autocatalytic reduction of hydroxylamine nitrate using
concentrations as high as 16.7M. Most operating PUREX plants, however, do not even
approach such high concentrations in process, as concentrations as low as 0.03M can be
effective in reducing Pu(IV) to Pu(Ill) with appropriate flowsheet configuration.
The driver for the maximum hydroxylamine concentration is safety through good
operating practices. At high hydroxylamine concentration and nitric acid concentration,
there is enough chemical energy as well as reactant species for autocatalytic reactions
involving hydroxylamine nitrate with nitrous acid to occur. Nitrous acid is produced from
nitric acid through various chemical reactions inherent in aqueous reprocessing. The
DOE thus recommends that hydroxylamine nitrate concentration be limited to 2.OM in
process [26].
For the MFRF sensitivity study, the DOE recommended in process operating
concentrations seem a logical upper bound for hydroxylamine concentration. Thus 0.0M
is the lower bound and 2.0M is the upper bound.
29
2.2.3 Nitric Acid Concentration
Nitric Acid at high concentration in the presence of TBP has been known to cause
the formation of red oil. Red oil is formed when an organic solvent containing TBP
comes in contact with nitric acid, and it can explosively decompose at high
temperatures, potentially damaging reprocessing facilities. It is recommended to keep
nitric acid concentrations low to avoid the formation of red oil, but this threshold is far
higher than that encountered with the potential for autocatalytic reactions between
nitrous acid and hydroxylamine nitrate[27].
For the MFRF sensitivity study, following the DOE recommendations to avoid the
autocatalytic reactions with nitrous acid and hydroxylamine nitrate seem logical. Thus
O.OM is the lower bound and 8.OM is the upper bound. Even though 0.0M is the lower
limit for nitric acid concentration in the sensitivity study, it should be noted that
plutonium can rapidly form polymers at nitric acid concentrations at room temperature
with nitric acid concentrations below 0.2M [24]. SEPHIS is unlikely to appropriately
model the formation of such polymers.
2.2.4 Inextractable Nitrate Concentration
There appears to be no strict reason to limit the inextractable nitrate ion in process.
Of course, there are a number of undesirable operating characteristics that may arise, as
a facility might cease to produce product to the desired specification, but there appears
to be no safety concem associated with a high inextractable nitrate concentration.
30
As hydroxyla mine nitrate does lose the nitrate ion, the upper bound used in this
work is equal to the maximum allowable hydroxylamine concentration, or 2.OM. The
lower bound will be 0.0M.
2.2.5 Temperature
While increasing the temperature can be desirable to change the distribution
coefficients of the various elements present in nuclear fuel reprocessing, very high
temperature can pose dangers both in terms of red oil reactions and autocatalytic
reactions of hydroxylamine nitrate and nitrous acid. The latter of these has a lower
temperature threshold, and is dependent upon a number of factors. While an operating
temperature of 40C might be desirable for separation of certain components,
temperatures above 70C are generally regarded as higher than the desired range.
3 Diversion Characterization
The number of ways in which one could remove mate rial for a facility are essentially
limitless if the sole constraint is one's imagination. As feasibility and practical concerns
are introduced, the problem not only becomes more tractable, but the results of
studying the problem are more fruitful. In order to provide any kind of meaningful
information regarding the diversion of material from a PUREX reprocessing facility, the
problem for the work reported here has been limited in several areas, most notably in
the definition of diversion stipulated in this work, the type of adversary characterized,
and the type of diversion allowed.
31
3.1 Diversion Defined
Diversion is the willful removal of a specified amount of fissile material in a specified
amount of time by a distinct adversary from a facility handling such material. The key
elements to the definitio n of diversion include
1. The type of fissile material of interest
2. The timeframe of diversion
3. The characteristics of the adversary
4. The type and bounds of the facility in question
3.2 Fissile Material of Interest
The fissile material of interest is plutonium. This material is chosen because it is
modeled in SEPHIS, it is readily produced in all types of operating power reactors, it
requires no isotopic enrichment to produce a readily fissile material, and it is chemically
separable from uranium and the other elements in spent nuclear fuel. The quantity at
which diversion occurs is set at eight kilograms because this is the same quantity used
by the IAEA as the amount of material necessary for a single nuclearweapon.
3.3 Diversion Timeframe
While it is conceivable that diversion can either be abrupt or protracted, the work
reported here examines a diversion that occurs rapidly enough that were the diversion
to be detected, it is plausible that the material would have left the facility by the time a
coherent response could be effected. In order for this to occur, one would need to have
an intimate knowledge of the particular details regarding the operation of a given
facility as well as the details regarding any sort of regulatory responses to missing
32
material. In the absence of such data-which is often protected-it is possible to make
guided estimates.
To serve a baseline estimate of the diversion timeline from the model fuel
reprocessing facility, there are a number of assumptions that can be made. It is assumed
that the facility workers work in three eight hour shifts. Any measurements that need to
be analyzed in a laboratory-either for safeguards purposes or for process control
purposes-are taken at the beginning and ends of each shift. There is no random
sampling of the chemical process.
It is further assumed that a safeguards inspector will not always be at the facility,
but that he can appear when necessary. For the purposes of this work, the personality
of the safeguards inspector follows two rules:
1. Perturbations in any sensor data taken during the middle of the shift are
detected by the safeguards inspector who will arrive at the end of the shift to
find out what is happening.
2. Chemical samples taken for analysis are instantly analyzed at the end of the
shift with the safeguards inspector present.
In either case, the safeguards inspector will be able to prevent any diversion from
continuing once he arrives onsite, but will be unable to prevent or reverse any diversion
that has occurred prior to his arrival.
With this set of assumptions, a diversion timeframe of eight hours is assumed,
meaning that for a diversion to be successful, the adversary must remove 8kg of
plutonium over a period of eight hours or less. While there are a number of legitimate
33
characterizations of timeframes that may be appropriate and while there are a number
of effects not accounted for in this basic assumption, this assumption does reduce the
problem of diversion to a very tractable state.
In recognition that the eight hour diversion timeframe might not represent the
entire scope of rapid diversions, the work reported here also covers longer intervals all
the way up to seventy-two hours. In covering these longer intervals, there is greater
flexibility in the assumptions made that can reflect a greater number of possible
scenarios.
3.4 Adversary Characterization
The adversary used in this work is considered to be highly capable, technically
competent, and possessing an abundance of financial resources. The adversary is
assumed to have control over the fuel reprocessing facility in question and is capable of
manipulating elements of the process at will.
This type of adversary can be characterized as a nation-state seeking a nuclear
weapon but operating its own civilian national fuel reprocessing facility under the eye of
an international safeguards agency. In such a scenario, the adversary would not be
dealing with a national safeguards agency that imposes stricter materials accounting
standards than an intemational body because such an agency would be expected to be
complicit in the government's aims of procuring a nuclear weapon.
Because of the generally very good capabilities of this adversary, the adversary is
indifferent to the form of material he obtains through diversion. As long as 8kg of Pu is
removed during the specified time period, the adversary considers his diversion a
34
success. This indifference to fissile material form has the effect of allowing the work to
be restricted to the analysis of the first cycle in the model fuel reprocessing facility, as
the most relevant differences between the first cycle and subsequent cycles issimply
the concentration of the various species in solution.
3.5 Facility Type and Bounds
The facility type in question is a large spent nuclear fuel reprocessing facility that
uses the PUREX solvent extraction process. For the purposes of this work, the facility
bounds are drawn around the flowsheet, and diversion is assumed to have occurred if
fissile material is removed from the process beyond its normal bounds. This isshown in
Figure 4: Schematic Flowsheet with Diversion Streams Indicated, where three caution
triangles are placed next to each potential diversion stream. Note that diversion is not
assumed to occur between stages, nor is it assumed to occur at any of the product
streams. The product streams are assumed not to be diversion pathways because the
products are still under safeguards.
fresh Solvent A
30% TBP
Figure 4: Schematic Flowsheet with Diversion Streams Indicated
35
This definition of diversion most certainly does not take into consideration the
numerous barriers of physical protection, procedural controls, and responses to possible
diversion largely because this information is both specific to each individual facility and
is not available in the public domain. Truly comprehensive analysis of credible threats
and credible diversion scenarios must take these additional barriers into consideration,
but such analysis is beyond the scope of the problem at hand. Further, the problem
investigated-the removal of Pu from the solvent extraction portion of reprocessingrepresents a single layer of defense that if improved to the point of being nearly
impregnable will surely improve the overall safety of fissile material from malefactors.
This is shown notionally in the diagram below, which represents successful diversion as
a serial process.
Focw ofthis research
Figure 5: Diversion Process
36
3.6 Summary
For this study, the definition of diversion is the willful removal of eight kilograms of
plutonium in a time period between eight and seventy-two hours by a complicit facility
operator, who may be a nation state, from the solvent extraction process of a large
spent nuclear fuel reprocessing facility under international safeguards.
4 Diversion Detection
In this work, Bayesian networks are created and used to detect diversion. The
creation of the Bayesian network, however, could not be completed without a few
manipulations to enable easy simulation of many facility configurations that lead to the
capability of generating conditional probability tables. The key enabler for this rapid
simulation is the use of stepwise regression analysis.
4.1 Regression Analysis
With the model facility flowsheet and operating parameters defined, inputs are
generated for the facility across a total of nineteen manipulable variables. These
nineteen manipulable variables are presented in Table 3: Potentially Manipulable
Parameters. A set of inputs designed to fill the space of possible inputs allowed under
safety constraints described in the previous sections isgenerated to enable regression
analysis. The number of input cases used in this work to generate to enable regression
analysis is 220, and all 220 cases are run in SEPHIS.
With the 220 cases being run through SEPHIS, the output data is then imported
to JMP, a statistical analysis program, where regressions are fit to the data to more
directly map changes in input conditions to changes in output conditions[28]. Fitting
37
regressions to the data using a stepwise technique to find the least-squares regression
yielded near perfect correlations between the input and output conditions as simulated
by SEPHIS. The regression equations each have several hundred terms, reflective of the
squared and cross-product terms for each of the nineteen variables that could
conceivably be manipulated within the safety envelope.
FPScrub
UStrip
Pu Strip
Fresh Solvent
A
Fresh Solvent
B
Flowrate.
Temperature
Nitr Aid Concentration
Hydroxylamine Concentration
Inextractable Nitrate Conoentration
Flowrate
Temperature
Nitric Acid Concentration
Hydroxy anine Concentration
Inextractable Nitrate Concentration
Flowrate
Temperature
Nitric Acid Concentration
Hydroxylamine Concentration
Inextractable Nitrate Conentration
Flowrate
Temperature
Flowrate
Temperature
Table 3: Potentially Manipulable Parameters
While the regression equation is certainly not of the same form as would be
expected from an analytical equation that relies on the theory of solvent extraction, it
nonetheless yields results in line with what is given by SEPHIS, which actually does
model the chemistry. It is important to note that the primary reason for undertaking this
regression analysis is not to discover or model the solvent extraction process for a
38
general facility; rather it is to enable prediction of the state of the MFRF more quickly
than would be possible by simulating the facility configuration in SEPHIS.
Further, with JMP, uncertainty distributions can be associated with each of the
variables, and very large numbers of facility configuration runs can be generated to
determine the likelihood of various types of diversions occurring.
4.2 Creation of a Bayesian Network
Bayesian networks are used to detect diversion from the Model Fuel Recycling
Facility because Bayes' theorem allows for hypotheses to be confirmed or denied as
data is gathered and because Bayesian networks can incorporate subjective information
and assumptions in a clear way that allows decisions to be made in the absence of less
subjective data.
In orde r to define the scope of the information in the Bayesian network used to
detect diversion from the Model Fuel Recycling Facility, it is important to clarify
assumptions. Assumptions are made in terms of plausible process manipulations,
normal operating conditions, off-normal conditions, the definition of diversion, and the
definition of a facility malfunction.
With the assumptions behind the Bayesian network clarified, subjective expertise is
used to create the structure of the Bayesian network. The Bayesian networks used are
of the diagnostic type. This means that there is a single hypothesis node for which a
prior probability must be assumed. This single assumption greatly simplifies the creation
of the Bayesian network, as only one prior distribution needs to be assumed as opposed
39
to many. Beyond being a trick to simplify calculation of Bayesian networks, a diagnostic
type network is appropriate, given the direction of causality in the network.
Bayesian networks are directed acyclic graphs with arrows indicating the direction of
causality. This network has as the parent node the state of the facility. The facility state
is what the operator chooses it to be. This state cannot directly be observed; rather it
produces evidence that can be observed. As a result, a facility operator can change the
facility state, which then results in a change in the evidence observed. This is the case
for using the diagnostic structure for the Bayesian networks described in the work
reported here. With the structure clarified, numerous simulations are run to generate
information for the conditional probability tables.
4.2.1 Plausible Process Manipulations
The number of manipulable parameters in SEPHIS makes for a needlessly complex
problem. In theory there are at least nineteen variables that can be manipulated to
affect the PUREX process in a reprocessing facility, but the reality is that many of these
variables are much more difficult to manipulate in real-world facilities. These facilities in
use are designed to consistently produce a product to rigid specifications, so many
measures are undertaken to ensure that the process isconsistent across time.
Ensuring consistency of the process across time is enabled in part by the use of
make-up tanks. Inside the make-up tanks, chemicals are mixed to their desired
concentrations before they are added to the process. This is most notable for the nitric
acid and hydroxylamine nitrate, both of which are added to the process at essentially
40
fixed concentrations. Because these chemicals are added to the process at fixed
concentrations, and because these chemicals are coming directly from a make-up tank
and not mixed on entry to the process equipment, it would be implausible to assume
that a facility operator would be able to cause rapid and wild fluctuations in the
concentration of any of these chemicals being added to the process.
Process consistency across time isfurther ensured by samples being taken at various
points for the process and from various make up tanks. This is in line with what one
would rationally expect from a facility that makes a very expensive product whose
disappearance not only means substantial lost revenue but also possible headaches
from the IAEA or other national and international agencies who seek to ensure diversion
is not occurring. Samples might be taken from the makeup tanks at the beginning or end
of every shift and/or every time the chemicals are re-mixed. These samples would be
reviewed by the operator to ensure that the process conditions remain consistent.
The use of make-up tanks and chemical samples largely restrict the variability of
process chemicals to that which would be enabled by measurement errors or
equipment precision errors, both of which are assumed to be small--within 9%. This is
within the generic variability generally suggested by experts [29][30]. Further, were a
diverter to alter the concentration of process chemicals, one would expect a stepchange in such a concentration.
With a lack of continuous variability from sources other than measure ment error or
equipment imprecision, the scope of variables within the domain of control of the plant
operator is reduced from nineteen to five; the five variables able to be most easily
41
manipulated by the operator are flowrates of the five input streams excluding the spent
fuel stream: Fresh Solvent A, Fresh Solvent B, Fission Product Scrub, Plutonium Strip,
and Uranium Strip. The further assumption here is that feed composition remains fixed.
4.2.2 States of full knowledge
Even if a facility is operating under normal conditions, some variation is expected
about the nominal configuration due to the precision of controls, measurement error,
and other factors that will prevent an exact value from being determined. This condition
and state of full knowledge reflects an elimination of all of the epistemic uncertainty of
knowledge of the state; further uncertainty is simply aleatory.
In dialogue with experts on reprocessing, it was determined that manipulable
process variables would be expected to have standard deviations between 5% and 10%
of their nominal value [29][30]. After reviewing data from a test run at the Barnwell
facility presented in Figure 3: Flowrate Data from Barnwell Test Run, a standard
deviation of 9% is accepted for all variables except for those relating to the income feed
stream and the temperature, which are assumed to be fixed. This 9% value is used
because itis supported both the Barnwell data as well as expert opinion. For the state of
full knowledge, a truncated normal distribution is used because the central limit
theorem gives that the mean values for normal operating conditions would tend
towards a normal distribution. Truncation occurs because the MFRF is assumed never to
operate outside of the limits prescribed in 2.2 Operating Limits.
After the uncertainty distributions set for each of the variables, JMP is used to
determine the likelihood of diversion occurring. Under normal operating conditions,
42
diversion does not occur. This result isconsistent with the expectation that a nominally
configured reprocessing plant should not be diverting material out of the process
erroneously.
4.2.3 State of No Knowledge
For all variables for which no knowledge is assumed, a uniform distribution is used.
The uniform distribution is still bounded by the operating limits of the MFRF, but there
is no further assumption that is made as to the characterization of the distribution.
If one is assumed to have no knowledge over any of the variables in the facility, a
wide range of facility behaviors is possible. The only place in the Bayesian network
where states of no knowledge-i.e. uniform distributions across the entire range of an
operating parameter-are used is forthe non-flowrate parameters of the
concentrations of nitric acid, hydroxylamine, and inextractable nitrate . As partial
knowledge is gained, the behavior of the facility can quickly be ascertained as new
information is gathered. In this way, the use of states of partial knowledge is imperative
to the successful detection of diversion from the Model Fuel Recycling Facility.
4.2.4 States of Partial Knowledge
States of partial knowledge are used to detect diversion. If no variable is in a state of
no knowledge, then it is either in a state of full knowledge-as represented by a
truncated normal distribution reflecting normal operating condition-or it is in a state of
partial knowledge. The state of partial knowledge is taken with respect to that of normal
knowledge. This is most clearly seen with the flowrates manipulable by the facility
operator. Each flowrate has a state of full knowledge, which is represented by a
43
truncated normal distrubtion, and two states of partial knowledge. The states of partial
knowledge indicate flowrates either above or below the normal flowrate, and the
flowrates run from the appropriate standard deviation above or below the mean to the
respective upper and lower limits for that flowrate. This is illustrated in Figure 6:
Distributions associated With States of Knowledge, which shows the State of No
Knowledge, the State of Partial Knowledge, and the State of Full Knowledge for the
Uranium Strip flowrate.
Uniform
Lower 0
Upper 130
Uniform
Lower 109
Upper 130
State of No
State of Partial
State of Full
Knowledge
Knowledge
Knowledge
Normaltruncated
Mean 100
SD
9
Lower
0
Upper 130
Figure 6: Distributions associated With States of Knowledge
Because the states of partial knowledge are used to indicate the behavior of an
adversary, no assumption is made as to what distribution of possible values can be used.
While it is expected that a normal distribution will characterize any configuration of the
plant as the operator attempts to hold the plant under constant conditions, there is no
readily available information as to where in a given operating range a divertor would
have the greatest preference for operating. No assumptions are made as to the
divertor's prefe rence.
44
4.2.5 Increasing information and Inference on Facility State
As information is gathered, even if the information is not complete, it is possible to
make inferences on the state of a facility. This is illustrated in a largely qualitative sense
in Figure 7: Effect of Increasing Information on Facility State. This figure depicts a
histogram of the plutonium mass flowrate for each output stream from the first cycle in
the MFRF. To create this histogram, 5000 runs are simulated drawing upon possible
facility configurations given the information known about the process input parameters;
the information known about the process input parameters changes from column (a) to
column (c), steadily increasing.
Each output stream has an arbitrarily chosen threshold of 0.5kg/hr drawn and the
area below this threshold is shaded grey. Were this threshold to be the accepted
threshold for diversion, the probability of diversion given the information at hand could
be represented as the fractional area of the histogram above the threshold.
In column (a) the nitric acid concentrations of all input streams with the exception
of the feed stream are assumed to be in a state of no knowledge. Column (b) displays
the results of simulation when the concentrations of nitric acid in the U Strip and Pu
Strip streams are in a state of full knowledge. Coulmn (c) displays the results of
simulation when all concentrations of nitric acid are in states of full knowledge.
45
Pu Rate in
Raffinate
2
0-0.5
(kg/hr)
kg/hr
Pu Rate in
Pu Product 2-
(kg/hr)
Pu Rate in
3
U Product
(kg/hr)
2
Pu Rate in
Solvent
4
Recycle
2-
(kg/hr)
04
-0.5
kg/hr
-05 kg/hr
(a)
(b)
(C)
Increasing Information
Figure 7: Effect of Increasing Information on Facility State
4.2.6 Structure of Bayesian Network
The Bayesian Network is assumed to have a single hypothesis node. This node
reflects the state of the facility, and there are three possible values for this hypothesis
node: normal operation, diversion, or malfunction. The single hypothesis node is
influenced by each of the plausibly manipulable process parameters each of which can
be in a state of full or partial knowledge. The structure of this Bayesian network is
deliberately kept simple, as it is a proof of concept model that illustrates the use of
Bayesian networks in diversion detection. Were such a network to be used in a real
facility, the creation of the network would likely require additional levels of influence.
46
Figure 8: Structure of Bayesian Network
4.2.7 Generation of Conditional Probability Tables
The structure of the Bayesian network and the use of the states of full and partial
knowledge is used to create the conditional probability table at each node. The
conditional probability table forms the backbone of the Bayesian network as it is run in
Netica [31].
4.2.7.1 ManipulableProcess ParameterNodes
Conditional probability tables for the manipulable process parameter nodes are
generated by using a combination of JMP and Microsoft Excel. The stepwise regression
equations for the facility behavior are used to simulate 5000 different combinations of
process inputs according to a given state of the facility. The normal facility configuration
is simulated first: feed parameters and temperature are fixed as constant, and all other
variables are assumed to be random following a truncated normal distribution. The
truncated normal distribution for these other parameters is assumed to have a standard
deviation of 9% of the mean and upper and lower bounds as dictated by the facility
47
operating limits in 2.2 Operating Limits; the variation is in line with the assumptions
given in 4.2.2 States of full knowledge.
As departures from the nominal configuration are simulated, only one variable is
changed at a time. For example, the Fission Product Strip flowrate would take a uniform
distribution reflective of a state of partial knowledge, and all other variables would
either remain fixed or follow the truncated normal distribution. For each variable that is
changed, another 5000 combinations would be simulated according to the specified
distributions on input parameters.
This process is represented for the Fission Product Strip Flowrate in Table 4: Example
Conditional Probability Tables. The table on the left gives the number of runs for each
set of configurations, and the table on the right gives the probabilities associated. The
total of each column is 5000 because 5000 runs are simulated using a given set of
distributions. The probabilities for each cell iscalculated by taking the number of runs
corresponding to the condition in that cell divided by the total number of runs in that
cell's row.
FP Strip Flowrate
High
Normal
High
Low
Normal
47
1199
1017
Diversion
65
544
38651
Normal
Diversion
4888
3257
117j
Malfuncti
Malfunctil
Table 4: Example Conditional Probability Tables
48
Normal
Low
2.08%
1.45%
52.98%
12.16%
44.94%
86.39%
59.16%
39.42%
1.42%
The state of normal operation is assumed to occur only if neither diversion nor
malfunction is occurring. Diversion is assumed to occur if the rate of removal of
plutonium exceeded 8kg per n hours, where n reflects a discrete amount of time as
discussed in the diversion definition section. Malfunction is assumed to occur if the
concentration uranium in any streamfalls outside the bounds of normal plant
configuration or if the amount of plutonium flowing into the uranium product stream
exceeds 8kg per n hours. Plutonium entering the uranium product stream is not
considered as diversion because the uranium product stream is assumed to have the
same or a similar level of safeguards as the plutonium product streams.
4.2.7.2 Hypothesis Node
In addition to the conditional probability tables at the nodes representing
manipulable process parameters, the Bayesian network depends on a conditional
probability table for the hypothesis node. This conditional probability is essentially the
prior probability of diversion occurring in the facility and is dependent upon subjective
expertise.
Five prior distributions are assumed, and each is used in an evaluation of a potential
diversion detection scenario. The prior probabilities include a null hypothesis wherein
diversion, normal operation, and malfunction are equally likely; levels of competency;
and degrees to which the ope rator will intend to divert plutonium from the facility. This
is illustrated in Table 5: Prior Probability of Diversion.
49
Normal Diversion Malfunction
33.40%
33.30%
33.30%
No Assumptions
Low diversion proclivity, low competence
Low diversion proclivity, high competence
High Diversion Proclivity, low competence
High Diversion Proclivity, high competence
45.00%
80.00%
10.00%
10.00%
45.00%
10.00%
10.00%
10.00%
45.00%
45.00%
80.00%
10.00%
Table 5: PNor Probability of Diversion
Exploration of the specific factors relating to the prior probability of the likelihood of
diversion is beyond the scope of the work reported here, so the various plant operator
characterizations are used primarily as illustrative examples of how a Bayesian network
can be used to assess the likelihood of diversion.
5 Use of Bayesian Network to Detect Diversion
As information is gathered and fed into the Bayesian network, the likelihood of
diversion is updated to reflect the most current information available. As the proba bility
is updated, thresholds can be set at which certain actions should take place. To
demonstrate how this works with the Bayesian nework created for the purpose of
detecting diversion and distringuishing between diversion and facility malfunction, four
cases are used. These cases represent the normal operating condition of the facility, a
facility malfunction, diversion through the raffinate stream, and a diversion through the
solvent recycle stream.
In all cases, presented in this section, the most basic hypothesis is used: diversion,
malfunction, and normal operation are all considered equally likely under the prior
probability distribution. As evidence is updated, so, too, is the hypothesis.
50
5.1 Normal Operating Conditions
When the facility is in a normal operating condition, the summary of its performance
is best described by Table 2: MFRF First Cycle Input and Output Flows. In this condition,
the facility is assumed to operating at steady state, and no transients are occurring. In
this configuration, it is not expected that any diversion should be occurring, nor is there
an expectation that any of the products produced would not meet the specifications
given them by the facility designer and operator. In a sense, then, the first test of
Bayesian network designed to detect diversion is its baseline behavior under the most
mundane of conditions.
After all the evidence is gathered from the Bayesian network, the relative likelihood
of diversion occurring is given in Table 6: Probability of Diversion in Normal Conditions.
All of the Bayesian networks show a decreased probability of diversion from the initial
hypothesis. The likelihood of malfunction predicted by the networks, however,
increases as the diversion timeframe for which the network is designed also increases.
This is largely because smaller changes in any of the flowrates result in changes that
could result in a malfunction or diversion scenario of longer time periods.
8
71.50%
28.50%
0.00%/
12
99.00%y
0.99%
0. 00%y
16
100.00%y
0.00%/
0.08%
24
48
72
97.50%
78.10%
64.30%
0.00%
0.02%
0.34%
2.52%
21.90%
35.40%
Table 6: Probability of Diversion in Nornal conditions
51
5.2 Malfunction Case
The second case in which the Bayesian network is tested is one in which the facility
malfunctions. The malfunction case used to test the response of the Bayesian network is
a sudden, sharp reduction in the plutonium strip stream. This has the effect of moving
the plutonium from the plutonium product stream to the uranium product strea m. This
condition is most certainly undesirable for a facility operator, but it is not considered
diversion because the uranium product stream is still deemed to be under safeguards,
as this product stream is a recognized fissile material pathway.
The malfunction itself is caused by reducing the plutonium strip flow rate from
14.0L/min to 5.0L/min. This kind of malfunction might accompany an air lift failure, or
perhaps even an operator error. The malfunction is simulated in SEPHIS and is
graphically represented in Figure 9: MFRF Malfunction Case. The facility malfunction is
assumed to start at zero time on the graph and persist until twenty-four hours, at which
time the normal plutonium strip flow rate is restored. This graph displays the rate at
which plutonium enters the uranium product stream as well as the total amount of
plutonium that leaves the first cycle through the uranium product stream.
In assessing the ability of the Bayesian network to detect this malfunction and
discriminate between the malfunction and diversion, the most sensitive Bayesian
network-that is the one designed to detect a diversion of 8kg occurring over 72 hours
or less-best identifies the reduction of the plutonium strip stream as a malfunction
instead of diversion or normal operation. The results of collecting a single piece of
52
information-that of the plutonium strip flowrate-compared to collecting all input
flowrates as evidence are shown in Table 7: Probability of Diversion in Malfunction Case.
60.00
Faci ity malfunctic
50.00
40.00
30.00 -
20.00
-
-----------
10.00
0.00
0
5
15
10
20
30
25
Time (hr)
Pu Mass Rate into Pu Product (g/min) .----- Pu Mass Rate into U Product (g/rnin)
-
Total Pu in U Product (kg)
Figure 9: MFRF Malfunction Case
All Evidence
Pu Strip Flowrate Only
Diversion
Timneframne (hr)
Table 7: Probability of Diversion In Malfunction Case
53
35
5.3 Diversion Through Raffinate
The first diversion scenario in which the Bayesian network's ability to detect
diversion is assessed is the case of diverting plutonium through the aqueous raffinate
stream; this is the same stream in which most of the fission products end up, so the
divertor would need to separate the plutonium from the fission products. As defined for
the work reported here, however, the adversary is indifferent to the solution containing
the plutonium.
To cause this scenario, the diverter simply reduces the fresh solvent flow rate while
holding all other flowrates constant; Fresh Solvent Aflowrate is reduced from 65.0
L/min to 30.OL/min. The facility is assumed to be in steady state at the beginning of the
diversion, allowed to return to steady state at the reduced fresh solvent flow rate, and
then the fresh solvent flowrate is returned to its normal value. This scenario is simulated
in SEPHIS and is graphically represented in Figure 10: Raffinate Diversion Scenario.
The diversion lasts 294 minutes-just shy of five hours and just long enough to allow
the first cycle in the plant to re-stabilize after being perturbed by a sudden reduction in
the Fresh Solvent A flowrate. During this time a total of 8.02kg is removed from the
process. As the process tends towards achieving equilibrium after the diversion,
plutonium continues to flow out the raffinate stream at a rate of more than 1g/min for
an additional 26 minutes.
54
Figure 10: Raffinate Diversion Scenario
As information is acquired, it is sent to the Bayesian network. There are multiple
sets of conditional probability tables allowing the Bayesian network to actually work;
these tables are included in Appendix B: Conditional Probability Tables. The effect of
gathering and feeding evidence to the Bayesian network designed to detect diversion of
8 kilograms of plutonium in eight hours or less is illustrated in Figure 11: Bayesian
Updating of Eight Hour Network. Forthis illustration, the null assumption is used for the
hypothesis node, giving equal probabilities to normal operation, diversion, and
malfunction. In this figure, the network is represented three times. In each
representation, the nodes are given as boxes with belief bars. The grey boxes indicate
that a certain finding has been made. Network (a) illustrates the finding of Fresh Solvent
55
A being below one standard deviation of its normal flowrate. At this time, the network
indicates a 66.9% chance that malfunction is occurring and a 22.4% chance that
diversion is occurring. The moment an additional finding is entered-in this case that
the Fission Product Scrub flowrate is within its normal range-the likelihood of
malfunction is seriously reduced. This is shown in network (b). Network (c) shows all of
the aqueous stream flowrates being found to be normal. It is no surprise to note that
with this set of evidence, the facility state isassumed to NOT be malfunction. What is
interesting, but again unsurprising, is that the indicated likelihood of diversion has
actually decreased; however, it is still noticeably greater than the value present in the
initial hypothesis, which would warrant some concern and perhaps a more in-depth
verification.
(a)
(c)
(b)
Additional Evidence Gathered
Figure 11: Bayesian Updating of Eight Hour Network
56
The findings for the case of a diversion into the raffinate stream are presented in
more detail in Table 8: Probability of Diversion in Raffinate Scenario. As in the case of
normal operation, the more sensitive networks over-represent the likelihood of
malfunction. What is interesting to note is that the network most capable of detecting
this diversion scenario is the network designed for diversion occurring over twelve hours
or less. That this is the case might suggest that there is an optimum level of sensitivity
that can and should be sought after when developing the conditional probability tables
that allow a Bayesian network to be run.
Only Fresh Solvent Flowrate
All Evidence
Diversion
Timeframe (hr)
Tabie
a: Probabiulty at Diversion in Rattinate scenario
5.2 Second Case: Diversion through Solvent Recycle Stream
The second diversion scenario used to assess the Bayesian network's ability to
detect diversion from the MFRF is much more complex than the first scenario because a
diversion through the solvent recycle stream requires the manipulation of multiple input
flowrates in order to remove at least 8kg over a eight hours or less.
This diversion scenario is caused by allowing the plutonium to migrate to the organic
phase from the feed while disallowing it to be stripped from the organic solvent. In this
scenario, the only variables manipulated are flow rates; concentrations of nitric acid and
57
the reductant used are held constant. This has the effect of holding the distribution
coefficients constant, meaning that the diversion is executed through simply restricting
the mass of plutonium allowed to enter the aqueous phase downstream of the stage at
which the fission product scrub is introduced.
For this diversion scenario, the overall flowrates of the organic streams are
increased while the aqueous stream flowrates are decreased. The scenario is allowed to
run for thirty hours with the input parameters indicated by Table 9: MFRF Configuration
in Solvent Recycle Diversion.
Facility State
Time (h)
Normal Diversion Normal
0-24
>24
<0
100.00
5.00
100.00
Pu Strip
FP Scrub
14.00
10.00
5.00
10.00
14.00
10.00
Solvent A
Solvent B
65.00
15.00
84.05
19.50
65.00
15.00
U Strip
Table 9: MFRF Configuration in Solvent Recycle Diversion
A simulation of the solvent recycle diversion is shown in Figure 12: Solvent Recycle
Diversion Scenario. During the diversion, plutonium is removed at a rate of
approximately 37 g/min once the facility re-acquires balance following the abrupt
manipulation of flowrates. Overthe course of this scenario, a total of more than 50kg of
plutonium is removed from the solvent extraction process.
58
1.60E+02
Diversi n through Solve t Recycle Stre m in Progress I
o
1.40E+02
1.20E+02
1.OOE+02
8.OE+01-
6.00E+01
dip.
-
2.OOE+01
0.OOE+00
o
5
10
20
15
25
Time(hr)
-.---- Rate of Pu diversion into Solvent Recycle (g/min)
=
= Total Pu diverted into Solvent Recycle (kg)
Figure 12: Solvent Recycle Diversion Scenario
As information is acquired and added to the Bayesian networks, the Bayesian
networks largely fail to recognize that diversion is occurring through the solvent recycle
stream. In fact, if a complete set of flowrate evidence is gathered for the solvent recycle
diversion scenario, and the adversary is assumed to be predisposed to diversion with a
very high level of competence, most of the Bayesian networks still predict that diversion
is not occurring. Instead, the result is that the hypothesis of facility malfunction is
asserted with great certainty. This is shown for the Bayesian network designed to detect
diversion occurring in seventy-two hours or less in Figure 13: Solvent Recycle Diversion
in Bayesian Network.
59
30
0!11
Figure 13: Solvent Recycle Diversion in Bayesian Network
More complete results for the networks designed to detect diversion over varying
timescales are shown in Table 10: Probability of Diversion in Solvent Recycle Scenario. In
this case, the Bayesian network designed to capture diversion occurring on timescales of
eight hours or less has a clear, distinct, and large advantage over the other networks in
detecting diversion.
Fission Product Scrub Excluded
All Evidence
Diversion
Timneframne (hr)
Table 10: Probability of Diversion in Solvent Recycle Scenario
60
5.5 Analysis of Bayesian Network Performance in Diversion Detection.
The performance of the Bayesian networks developed in the conduct of this work
leaves a lot to be desired. With more complicated diversion scenarios being missed and
other facility events being inappropriately identified, it is unclear that this tool would
provide much value to the user at this moment. As a starting point for future tools,
however, lessons can be learned.
In detecting diversion scenarios over a longer time period, it is necessarily the case
that the process used to detect these diversions will be more sensitive to small and
subtle process manipulations. Balancing this sensitivity with the ability to get useful
information most definitely requires further work and clarified assumptions. Using the
method of generating the conditional probability tables described in 4.2.7 Generation of
Conditional Probability Tables results in over-representing certain conditions and underrepresenting others. For example, over long diversion time possibilities, malfunction is
over-represented because plutonium mass rate thresholds are tightened, and over short
diversion time possibilities diversion is over-represented because there are relatively
few malfunction conditions.
Part of the reason for this inappropriate level of representation lies in the
assumptions used. The default assumption of uniform distributions across the
permissible operating range as outlined in 2.2 Operating Limits results in undersampling a sufficient number of process variables as to indicate normal operation is
impossible, which is clearly not a correct finding. At the same time, a normal distribution
might not be appropriate for all scenarios including diversion scenarios because the
61
criteria a diverter uses to assess the desirability of agiven configuration is unknown and
plausibly dependent upon each potential diverter.
Reprocessing facilities are designed to handle a variety of feed compositions and as
such, for a fixed feed composition, the space of diversion or misuse cases is naturally
much larger than the space of normal and proper operation. As such, when formulating
a Bayesian network, a measure of subjective expertise is required to ensure the various
components are give the appropriate weight. This appropriate weighting could be done
through a refinement of prior probabilities, or it could be done through a refinement
and improvement on the types of distributions and bounds on distributions used to
model states of partial knowledge.
6 Conclusions
Bayesian networks can be generated to indicate a likelihood that diversion is
occurring in a given fuel reprocessing facility. The application of sophisticated and
rigorous Bayesian networks to fuel recycling facilities is new. The networks created in
the conduct of this work represent formalizing a set of assumptions and a way of
thought that, while far from perfect, offers a starting point for future work in the field.
Diversion of fissile material by a malefactor is not something that people of goodwill
would like to see. In order to prevent this from happening, full intellectual weight must
be brought to bear on this problem of preventing such a rare event from occurring. As
the frequency of diversion is sufficiently small as to render good data hard, if not
impossible to find, a very promising alternative is to systematically collect, integrate,
62
and use subjective expertise in a way that leads to the ability to make a decision to
either take an action to stop diversion or to better spend resources on other measures
that have a greater positive impact.
The Bayesian network used to detect diversion at the Model Fuel Recycling Facility is
both proof that diversion detection can be done with a Bayesian network and that it is
not a trivial problem to do it well. This same network relies upon simulation of a facility
to obtain more complete information through the use of simulation within a set of
assumptions than perhaps direct inquiry of experts could provide. Nevertheless, even
this process is not without its difficulties; this process affords many opportunities for
future work.
6.1 Future Work
The Bayesian networks used in the course of conducting this work are clearly not
perfect. The work going into these networks needs to be refined on a number of levels.
These are discussed below:
6.1.1 Sampling of Variables and Adversary Preference
Adding details to an adversary characterization such as preferences for certain
actions over others will allow for better sampling of variables to inform the conditional
probability tables. As these tables are calculated for this work by one-at-a-time
manipulation of variable distribution, certain combination effects are missed, as is seen
in the Solvent Recycle Diversion Scenario. If the adversary can be characterized based
on real information, the resulting Bayesian network is sure to be more useful.
63
6.1.2 Open-source Solvent Extraction of Fuel Reprocessing Facility Software
SEPHIS-MOD4 is used to generate the data that is then fit to a stepwise regression as
a function of twenty-four variables. While the stepwise regression has a very distinct
advantage in having a very high speed at which large numbers of facility configurations
can be simulated, there is some loss of data fidelity compared to the same type of
simulation using an analytic tool such as SEPHIS-MOD4. Additionally, having been
released in 1979, SEPHIS-MOD4 lacks many of the features that make it easy to specify
distributions on the process variables. Such features present in a more modern piece of
software with greater ease of use would surely spur open work in this field.
A more modern piece of software, a better characterized adversary, and a distilled
summary of expert opinion could also be used to determine whether diversion could be
induced through a number of short-lived changes to the solvent extraction process; this
could be due to a number of effects such as solute reflux. This is an interesting problem,
but potentially very difficult to model.
6.1.3 Interpretation of results of Updated Hypotheses
The focus of the work reported here is creating a proof-of-concept Bayesian network
to detect diversion. Necessarily neglected iswhat to do when there is evidence of an
increased likelihood of diversion. Determination of the cost of verifying to avoiding
consequences as compared to the cost of the consequences could make for interesting
future work in the field.
64
6.3 Possible Applications
As the use of Bayesian networks or similartools grows in this area, it is possible
that such use can reduce the cost burden to facility operators of complying with
safeguards, international or domestic. Depending on exactly how a safeguards regime is
impleme nted, the use of Bayesian networks could potentially reduce or even eliminate
the need for a resident inspector so long as the capability of being able to quickly react
to a potential diversion is maintained. The reduction of costs by pursuing this
application are unclear, but also an area worthy of further investigation.
65
Bibliography
Gretchen Hund, "A role for industry in promoting nuclear security and
non proliferation," Nuclear News, Novembe r 2009.
G.Selvaduray, M. Goldstein, and N.Anderson, "Review of Reprocessing
[2]
Technologies," Conservation and Recycling, vol. 3, December 1979.
[1]
[3]
[4]
[5]
[6]
[7]
Murdoch Mackenzie. (2011, May) Cognis. [Online].
p://www.cognis.com/NR/rdonlyres/62A4BDAO-2B5F-4579-9761htt
968114B57A2A/0/t hesolve.pdf
Justin Long, Engineeringfor Nuclear Fuel Reprocessing, 2nd ed. La Grange Park,
IL, United States: American Nuclear Society, 1978.
Manson Benedcit, Thomas Pigford, and Hans Wolfgang Levi, Nuclear Chemical
Engineering, 2nd ed. United States of America: McGraw-Hill, 1981.
J.D. Law and T.A. Todd, "Liquid-Liquid Extraction Equipment," Idaho National
Laboratory, Idaho Falls, ID, INL/CON-08-15151, 2008.
John Krebs and Monica Regalbuto, Private Communication, February 8, 2010.
A.D. Mitchell, "SEPHIS-MOD4: A User's Manual to a Revised Model of the Purex
Solvent Extraction System," Oak Ridge National Laboratory, Oak Ridge, TN, ORNL5471, 1979.
Edward Kyser, "Valdiation of the SEPHIS Program for the Modeling of HM
[9]
Process," Westinghouse Savannah River Company, Aiken, SC, WSRC-TR-98-00376,
1998.
R.J. Brouns, L.C. Davenport, and G.L. Richardson, "Calculating the Inventory of
[10]
Solvent Extraction Columns for Material Balances Without Shutdown," Pacific
Northwest Laboratory, Richland, WA, Presentation at INMM 1981 PNL-SA--9360,
1981.
Alfred Schneider and Roger Carlson, "Modeling of Fissile Material Diversion in
[11]
Solvent Extraction Cascades," Georgia Institute of Technology, Atlanta, GA, UCRL15243, 1980.
Tom Burr and Larry Wangen, "Process Fault Detection and Nonlinear Time
[12]
Series Analysis for Anomaly Detection in Safeguards," Los Alamos National
Laboratory, Los Alamos, NM, Paper for Presentaion at IAEA Symposium, 1994 LAUR-04-0171, 1994.
[13]
Tom Burr, James Jones, and Larry Wangen, "Multivariate Diagnostics and
Anomaly Detection for Nuclear Safeguards," Los Alamos National Laboratory, Los
Alamos, NM, Paper for Presentation ant INMM 1994 LA-UR-04-2292, 1994.
[14]
Xiaoyan Zeng, Mihai Anitescu, Candido Pereira, and Monica Regalbuto, "A
Framework for Chemical Plant Safety Assessment under Uncertainty," Argonne
National Laboratory, Argonne, IL, ANL/MCS-P1546-0908, 2010.
[15]
Benjamin Cipiti and Lawrence Ricker, "Advancing the State of the Art in
Materials Accountancy through Safeguards Performance Modeling," Sandia
[8]
66
National Laboratories, Albuquerque, NM, SAND2008-5100, 2008.
[16]
Benjamin Cipiti, Valmor de Almeida, Ian Gauld, Joseph Birdwell, and David
DePaoli, "Coupling a Transient Solvent Extraction Module with the Separations and
Safeguards Performance Model," Oak Ridge National Laboratory and Sandia
Natinoal Laboratories, Oak Ridge, TN, ORNL/TM-2009/205, 2009.
[17]
F.Caccavale, F.Pierri, M. lamarino, and V. Tufano, "An integrated approach to
fault diagnosis for a class of chemical batch processes," Journal of Process Control,
vol. 19, pp. 827-841, November 2009.
[18]
Biao Huang, "Bayesian methods for control loop monitoring and diagnosis,"
Journal of Process Control, vol. 18, pp. 829-838, 2008.
[19]
Thomas Nielsen and Finn Jensen, "Alert Systems for Production Plants: A
Methodology Based on Conflict Analysis," ECSQARU, pp. 76-87, 2005.
[20]
Allan James, Samantha Low Choy, and Kerrie Mengersen, "Elicitator: An expert
elicitation tool for regression in ecology," Environmental Modelling and Software,
vol. 25, pp. 129-145, 2010.
[21]
L.R Hope, A.E. Nicholson, and K.B. Korb, "Knowledge Engineering Tools for
Probability Elicitation," Monash University, Victoria, Australia, Paper published to
website http://www.csse.monash.edu.au/publications/2002/tr-2002-111-full.ps,
2002.
[22]
John Bennett and Adolph Beyerlein, "Nuclear Material Inventory Estimation in a
Nuclear Fuel Reprocessing Facility," Nuclear Science and Engineering, vol. 80, pp.
313-321, 1982.
[23]
[24]
[25]
[26]
[27]
[28]
[29]
[30]
[31]
K.K.S. Pillay, R.R. Picard, and R.S. Marshall, "Estimation Methods for Process
Holdup of Special Nuclear Materials," Los Alamos National Laboratory, Los Alamos,
NM, NUREC/CR-3678 LA-10038, 1984.
Vernon Schuelein, "Parameters for Plutonium Polymer Formation in Nitric
Acid," Atlantic Richfield Hanford Company, Richland, WA, ARH-SA-233, 1975.
H.A. Dayem, A.L. Baker, D.D Cobb, E.A. Hakkila, and C.A. Ostenak,
"Demonstrations of Near-Real-Time Accounting: The AGNS 1980-81 Miniruns," Los
Alamos National Laboratory, Los Alamos, NM, Technical Report Data LA-9942, 1984.
Donald Harlow et al., "Technical Report on Hydroxylamine Nitrate," U.S.
Department of Energy, DOE/EH-0555, 1998.
Randall Robinson, David Gutowski, and William Yeniscavich, "Control of Red Oil
Explosions in Defense Nuclear Facilities," Defense Nuclear Facilities Safety Board,
Washington, D.C., DNFSB/TECH-33, 2003.
SAS Institute Inc., JMP 8, 2010, Software available from http://www.jmp.com.
Mike Ehinger, Private Communication, March 2, 2011.
Monica Regalbuto, Private Communication, March 3-4, 2011.
Norsys Software Corporation, Netica 4.16, 2010, Software available from
hit p://www.norsys.com/.
67
Appendix A: SEPHIS Calculations Pertaining to the MFRF
This appendix contains the output from SEPHIS regarding several calculations. In
many but not all cases, the time-dependent data from SEPHIS is suppressed in its output
for the sake of brevity in this appendix; inclusion of all time-dependent data would
greatly increase the length of this appendix beyond what is warranted.
A.1 MFRF in steady-state, normal configuration
1CACATICNS FOR A SOLVENTEXTP.CTICN PFOGESS VIE INTEPJCTING SDI71ES
GENEIAIED P1-ILE
EXEUITON OF THIS FILE WILL YIELD THE RES=ES OF THEMERF BEIN
IN TBE NGNAL OPERATING CONFIGURATICN FR THE FIRST IUEX CYCLE.
DUETA =
1.000 MLNJIES PER TDEE ]IENT
DERINT = 5001.000 MI97ES WEIWEENPPINTING CF HOFILES
IFAST = 0 IRE RING-KUITA INTERATICN WILL E USED
OF TCL = 0.0100 %PER MINUIE IS REPCED
THIS TIMEPERIOD WILL END WIENTIME= TSTOP= 1000.0 00 MITFE OR A IOLERANCE
EIB2ER OF STPGES = 45
NEWIN = 1 NEWINEUT FLCE WILL EE GIVEN
NEPDUT= 1 NEWCUIPUT FIKWS WILL BE GIVEN
NEWDUT
= 1 INVALID VALE
IVDLM= 3 MIXER VDLU1ESmEE4ED BY PASE FICW
IBLS = 3 SETTLE VOIES GIVEN BY PNSE FIW
IP
= 0 A NEWINITIAL PIFILE WILL NOT BE EAD
10 IECHED CARDCUTET
IENCH = 0
BATTERNOTBER THANNDROAL
NSIR= 1
OEGANICSIREAM EXITING AT STPGE 35 FEE[
]AE 23
TEMPI = 2.500E401 INITIAL & FMLT 'IEFERAILE
IRXN = 3 E[JCTION OF ELUURNI4 BY RTRCY[4MINE
NI'RATE ION
FLCWRAIE
URANR[M
PU (III)
RE[UCIANT
STAGE NITRIC JCED
FEED & PRCDUT
IU (IV)
(LAMN)
(G/L)
(G/L)
(G/L)
SEEPM DAA
ND.
(MIL)
(ML/L)
(MX/L)
0.000E+00
0.000E400
1. 00XE+02
0. OOE+00
0.000E+00
0.00E+00
3.000E-02
AQUEEJS
1
7.000E-02
1.400E+01
7.000E-02
0.000E+00
0.0001+00
0. 000E+00
.AQUS 13
3.000E-01
1. 500E+01
0.000400
0.000E+00
30.0 %IBP 34
0.000E+00
0. 00(X+00
0.000E+00
0.000E+00
1.000E+01
0.000E+00
0.000E+00
0.000E+00
0.0005400
0. 00EX+00
AQUDUS 35
2.000E+00
1.410E+01
0.000E+00
3.000E-02
2. 850E+02
3.000E+00
0.000E+00
AQTDJUS
39
1.250E+00
0.
00E+O
6. 500E401
0.000E+00
0.000E+00
0.000E+00
0.000E+00
30.0 %'BP 45
0.000E+00
5.000E+03
AQUEKUS
12
PUJCT SEEAM REMNED (FIDW PAIE IN MIAL UNTS)
5.000E+03
PIO[UCT SIEAM RREM7ED (FLOWRAIE IN MIAL U1ITS)
AQuDJS 34
10CTI2
STAGE I
NO.
1
2
3
4
5
6
7
8
9
10
11
12
13
MEXER 0[U1E BY PBASE
OEGANIC
AQJEJS
9.9 91E+01
9.991E+01
9.9 91E+01
9.9 91E+01
9.9 911+01
9.991E+01
9.991E+01
9.991E+01
9.991E+01
9.991E+01
9.9911+01
9.991E+01
1.384E+01
7.931E401
7.931E401
7.931E401
7.931E401
7.931E401
7.931E401
7.931E401
7.931E401
7.931E401
7.931E401
7.931E401
7.931E401
7.931E401
SEITLER V3ILE
AQJEDJS
|
9.991E+01
9.9911+01
9.991E401|
9.9911+01
9.991E401
9.991E+01
9.991E+01
9.991E+01
9.991E+01
9.991E401
9.991E+01
9.991E+01
1.3841E+01
|
|
|
|
|
I
I
|
|
I
|
MEXERFIDW RATE
BY PBASE
ORGNIC
AQUEDJS
I
7. 931E+01
7. 931E+01
7. 9311+01
7. 931E+01
7. 931E+01
7. 931E+01
7. 931E+01
7. 931E+01
7. 931E+01
7. 931E+01
7.931E+01
7.931E+01
7. 9311401
9. 991E+01
9. 991E+01
9. 991E+01
9. 991E+01
9. 991E+01
9. 9911+01
9. 991E+01
9. 991E+01
9. 991E+01
9. 991E+01
9.991E+01
9.991E+01
1. 384E+01
|
68
I
|
|
|
|
I
I
GANORC
7. 931E+01
7. 931E+01
7. 931E+01
7. 931E+01
7. 931E+01
7. 931E401
7. 931E+01
7. 931E401
7. 931E+01
7. 931E+01
7.931E+01
7.931E+01
7. 931E+01
TEMP
(C)
25.0
25.0
25.0
25.0
25.0
25.0
I
I
INIERSIAE FIW PATE
AQEOUS
ORGANIC
|
|
|
|
9. 991E401
9. 991E401
9. 991E+01
9. 991E401
9. 991E+01
9. 991E+01
9. 991E401
9. 991E+01
9. 991E+01
9. 991E+01
9.991E+01
0.000E+00
1. 3841E+01
|
|
|
|
|
|
I
I
j
I
I
|
|
I
I
I
|
I
|
I
I
7. 931E401
7. 931E401
7. 931E+01
7. 931E+01
7. 931E+01
7. 931E+01
7. 931E401
7. 931E+01
7. 931E+01
7.931E+01
7.931E401
7.931E401
7.931E+01
a)
LO
ooo
00
)
HHHHHHaH
H
o
o
oo
o
N
a) N)
00
000
HH
HH
sseeAse
AAA
HHeHAH
0
H
30
HH
H
HHHH
HHHH
0
00
.
HH
c!a
00
00
H
HF
HHH
-
-
PPHPH
-
o
-
-
o tst
otO Oto
st
OO
-
t
wO wt
HgHgHgH
ko
i
w
wtw
-
t
N
-
t
N
-
t
to
wowowto
H
ggg
H
ooooo8;t)
to
ggHgH
o -o -J
o A o to
AA
6
PPPH
H
OO
toO
gss
ooooOOOOOOOON)N)N
-
oso
toeo
-
oo
toto
HPHPHPH
ocg
N)0000000
NaN)N)
000000000000
OO OO
000000000000
000000000000
0000C0000000
000000000000
000000000000
H020021.612N)
000000000000
NN)N)NN)N))NN)NN)N))N
HH
o
0000
H H H H H
HHt
OOOOOOOO .21212120
00000000
00000000
o
oo
00000000
0000
00000000
.2NH
0 0 0 00 00 0 0
00gggggg
D
Hwwwwwwwwwwwwwww(.1.
121.1.1.121212
t 02
N)N))N
) 002
N) N)N
a
N)
as
H HH sHHHe H
0
p
p
000
COOO
COOO
000
ooo
as0s CD s0a PPP
o0000000
C oCDoooD
000000000000
00
020202020202020202022
0
00
00
00
0000000
02
C
00
p pp§p pPP
0000000
0000000
0000000
0000000
0000000
00
2
0000
00
00
00
D0
00
0o
00
C0
00
0
00
0CD00)000
0000000
0000000
0
0000000
ooooooo
ooo
0000000
0000000
0000000
02-J212.6
0202J021.612
ti
-
s
Cz
)
HHHHHHH
ro
))
ko
ININC.6 b .. 6.J
.6
t
.6.66,62
6.6.6.6.6.62:
.6.6..6.6..6.66.6.6-J-.J-.J-
"a
002200-0022
H
H
__o
W
er
H
H HFHH
HH-
-H
H
HH
HH-
H
-
H
-
H
H
-JO3
--
020
H
H
-
a
'A
H
-
H
-
J
Hj
H
J
.
H
H H
H
H
---.
1.o w . w .
1.
H
2---
H
H
H
1.
HfH
--
sH
H
-pH
1.
2
mmmm U UtUU U mmm
o 02003
H- 0A,
02
NNW)k N) 8WH
1.
1.
.. 66..6..6I.INI
. .. 6X.6.6X.6
tob tDo 02020 2 to 020202w
02
02020202020202 021.2 e.2- H
12 H . eHHH .1. HH H ..
H .2
sH
H
Hs 02 00202
02020602606
_o _
88 6
0202 to 0
H212W121.
.6.6.A66g.6g.66
022-
N)
s) o
~HHH
) ) ) ))
t (
N)N),
) N N)N)
-------
.6
~
i
N
w
1.2
99'9
00
9'
(N (N (N (N
Hada
00
0000
0000
0000
0000
oooC )C
0000
000C
CW
cww 3
0
0 C)C'
0oooo
'
P4
CC? q
oo
o
o
o
9?9999 9
o
eHA~
~
00000000000000000
H(
e
9
o00
0
o00
HenIHH
C
NC
o
1
o
o
00
909
C9
o
dooooooo00
000000C0C~o000
995999
P4
H
HHHd
0;c
0000
SD0DC
a
H
H HHH
CTC
O'O'O
H
H0 J
OOOO
O
HHHHHHHHHHHHH
dOC
000000
00D00
IR
H-
00
nnn
m
1
en)
w
o
H
"
H H
H
HH
H4 H4
L
HH H H
H-HI H
r
nL
H
goj
C
o H
00000j ,
N
D LALLAAL
F2 9
wD
r- NHNNNNN
T ? 9 C?
1H HH HH
H
C9
H H
H
Oo0000000000
HH
w
(D
H
ot-MnNHHHHHH
-H -j9''9 14H(N
99
m
mr-
e0d
L)
H H HOHw
o~
q.
C) 'ANoL
c
m A Cen en)
HHHH NN
99
HL(Nw-)N
en)
CY oco-co
en)
9999999
N i1H HH
H H
HH
00
00000000000
0
O00000en(
k~woe
999999999999
OoooooooooN oo)
9'99''99'9'
04
en) en ene
r,(N
eL
(N(N(N(N(N(N(vN( N(N(1 rC _qN
If)
0
9'9'99'99'99'9999
C?9 C?C
00000000
99
9'9'9'9'9'9'9'9'9'9
o
9 C?9 99 99 C99
o
4vl
aa00000000000
999
)00
o0000000000000000000000000000000000000000000oo
DO000000
o
o
o 0o0o0o0o0
HC4C
@@@9 999 999 999 999 9999
0000C)000C0000Co000C)0
00
CCD0000OC)0
00
ooooooooooooooooooooooooooooooooooooooooooooo
000000000000000000000000000000000000000000000
000000000000000O000000000000000000000000000000
000000000000000000000000000000000000000000000
6666666oooooooooooooooooooooooooooO~d
OOOOOOOOOoCoooooOOOOOooooooooooooooooooooooooo
00000000000000000000
o
~888888888888888888888888888888888888888888888
d Ud A
9 089 §
0000
0
H
0 r
r-I4HrIH
04N0N
H
,NoH
0
000000000000
H
0
-1
000000000000
H
N
HHHH
N N
HOID
O
~
H
Hm
N
mM
MV
f m
~
N
f
0404N
HHH
H
H
00000000000
~
0
0
0
r
0
-H
HH HHH
0
C;
000H
0
C 000
Com Ca
man
?
(N
3r3
N N
(N
O
COO
f)
v-VL-
0
00
H
C
0
0
N N NN
N N
2
'N
0
0
oooo66o6ooom
C
0
999999999)99
0
9
00000000
(N
9)999999
N
MYHmmas
N
mmm HC
mLC-)
______--___-
%D
H U9) (N (0
rril
O
(NC(
LA
A- CO CO CO0
9N 999O 9 999
~~
1 0
CO L
000000000
LA
C- COCOC
9
oCOCOCOCOC
(NO9 NH CN
Loo
000
004 c
Nr- - LO -
H HW
3:02cm?2
eco ammCmm
H H- H- H
99999999999
H
104
CRO
N
ZT- OD-
M-L
'4 04
00
e-
P4
COM
6
SCr4
av
a
oHH
m C- m (N (N
aN N N (N m m
0~~~~~~~~~~~~~~~~
LAC- - ma N
HHHHNHHHHHHHHHHHH
H
~'TC
CO CO
C
'
CH H-
Hq
H
H
H
a
N
N
N
H
H
C-
H
C-
HN
- 00w
mO -CO
?999999999999999N
H
m LACa aa
N w
N
HD Ho Hn Hq
Pioo0oI
LA
H
H
4 H
(N
l
m
H
H
n
-
H
m
H
H1 H
rHH
H
4
H
0-
H 4
H
H
V
M
v
H
H
0
o
H
C- rw CO
(N
4 H
H
00C)0
LA LA
CO C- CO
CO
mO (N
H LA
M
H
CO CO CO COC
C C
CO CO CO CO -
H
ii
(N0 LA LA LA V
01-
(N
LA)
m
(N
C-
(N
m
H (N
H
H
(N
OC
(N
'
LA (N
H COHO? 0 COC
H
C
LO
LA O
LA CO 0
C
~HHHHHHHHHHHHHHHHH
HHH
H
9 T ? T99 99 ?9?999
lHHHq
)
C- CCCO CO CO
0 LA H m
H H
r-
r-C
H (N
m
'
Ow
H
LA CO CO CO CO (N
Hr
rAO-C O
IT
wq
v
O
cN
C-C
C-CO
H 7
LA CO CO9 LA 0
(N (N 0N
C- C- C
C-- CC) %O
-W
O I'
H
C ? (N
CO(N (NHHC
C-
H
CL
m
C
H
(N
C-m-
0
CO CO CO CO CO C-
woIoon
s
CO ? A H C C
(N
n
OH
~L
H
C O CO CO H N
H 0 0
m
r CO C--O q
-W LA CO
OOOOOOW
M
~
COH
mO
H
H H
COC-esessagOsLAssaCC-J
CO 00 H H HH- 0 H H H H
m
wwomq
(N
OCO HC CO
m LA 00
LA O wC-
H (N
N
HH
H
CO lC CO C-
r-
H- H-
ACO CO ?
H
v'
H-
m0
CN v C-
(N (N m v
-
a
0 000
H
oooor-,1
e
H
--
H
LA (N
0
v
-
HH
H LAC (N
H
LA LA
mow
(N H- H
OOOOall
m
LA LA
(N(rH0
-w
(N
(N
m
m
LA 09
LA C--COHm
CO?
N ((N
(
-w
H C--
H
(N
H
OOC O
H
Hl
Hl
U
m
N
C C
(1 mC
'
( C
H-
L
H
H-
( H
CCCC
LA LA LA LA LA LA LA LA U
(N
CO
CO
vLC C C C 0
N N N N
N
CO CO CO CO CO CO CO CO CO CO CO OD CO CO CO CO CO CO CO CO CO CO CO CO CO C C CDC CO CO
HH
00
00
00
0
H H99 q H i H! H
H
H
H H(N(
LA
LA
LA LA
LA LA LA LA
LA L LA
CO CO COCO ODH4 H1 4 H
H-H1 H4 H
H H H CO CO w CO CO w
C0 C0 CO C0 CO CDCO CO CO CO COCO COCO CO COCO COD
H
CO CO CO CO CO CO CO COCO CO -
C A -?
M H CO (N
oa
99
-w
LA
(NN
LA CO -
HHHHHHHHHH
((NN
IQ
ONLAONO
H
(N(N (N(N(N(N
m
C
H
HH0
(N
(N4 lq
H
HH
HH
H
(N
v, LA
C- (N
CO
mm
HH
M
m
Hw
9O9
C 1Oo aq m
(N HH Hs Ho
H allOOOOH
e
C-
H LA H (N ((N
mm
essamm
CO OH
v.
w (NH H
C
- 00
N
o v~C
C- LA (NCO 0 HCO(
C
CC4(N0OC
Hi CH Hl. H
H
CO LA LA
CO CO LA CO CO IN
l
C0
(N LA CO9 H
7
7
q. 7
7
CO C- 7
m LA CO CO
LA LA
LA) LAO CO CO C-- rC-- C- 0N
N (N (N (N4 (N4 (N
H HH H H H H- H
C-
0
(N4
qvvmm
H1CO (N
'CO
M
HH H
1)
C
oooooo
-
0000
C--C-
C)
em
00C0
AC
v
HILA (N4C-
fl) H
(N (N
0000
00
0
000
me
000
M
CO
H- q
000000
C?
C
0
co
w
H(NH~~~~~~~~
HHOA
H H H ( CO
ULA ULA LA LA LA LA LA CO H
-T
he
Ia
Lug
0
C
A0
'I
C
C.-,
0
4~J
LI
c
z0
I)
I
6
8
04
8
m
in
0
0
oa
(04
HZ
S
en
r04
en
in
V)
I!
oIN
8
II
0
B
u
II
z
0
RC9RR 2
N
04 0
en
H H
R
00
88
88
0
8
0
0
888 A8 8
288
22
m2
C
22o2
0
o066 00
N
D C
M-0M
~oooo
0
22o
2
P
-O
LO LO in LO in
04 0404N(04404
H888
0
a
i
N
P
c
N
wHNNH
-?H
-
H
-
H? H? HH
-
H-H.1-
H
ennnnneeeee
r!
r-:nr- -
CH?H
H- H
H
n e
HH
enen
n
H4H
5555555599
en
I
4
oN
+
H-
n
HHHHHr4
4
-qH HHHHHHHH
N
-
q
H
H
- r
H
H
-W V
4r 44r
N- N- N'
N ON ON ON
?-NN
-
H -
N
H
N - N
H -
ON ON
H
-
-
H
++rmwr
NO
C?
H
-
N
H
r r
N H H H
H
HH
N
r
H
HHHHHHl
HH
-
c
1
HH((0((
-H
Vv
4 44446 mmc
H
-W v
H
a
HH
da4
H4 Hi H4 H-
a
H4 H- H
H
H
++
HN
+
+
H
H
$
,c
N0
N
H
Hj H- H-
H4 H
(0(0(0(0
H
N
C9999C99999
HH00(((
H1 H
H
H-
H
H4 H4 H1 H4 ID
H
H4 Hj H
H
NO
+V +O-w-++w-4-+
$$
H-
H HO
+
H4 H
H
H
N -NH
H
-wm0-4-
HA H4 H1 H
wmC
H
HA
H H 4 H H H4 H H4 H H H 9H H H H H H H On O ON O 04
j
NN
ONON ON ON ONONONONO
N
9
ON ON
4 H
++
NONO
H
0-0-000s0s0800088800000
- N
H
ON
H
++
ONOINO
-I
N- N
C?
-4
ON ON q H H
4
- r!r!r!r:4444HH
ne
44?
0) m (3) 0) cn 0) ON
C,
:rr rrrrr:r
HHH
ON ON
ON O
ON ON
ONf
+
en(0in(0NccON$
+
en en en en
ON
ON O
I I
"IN
11
al
ON ON
ON ON ON ONON
ON
-4 555lr
en en en enene
0
++
00000000s00
H
ON ONq
r: r: r: r: r: r: r-: r-: N- N-
H ;a ;-;c ;c ;a ;c;
W
oS
zO
H-
H-
N
C-
-
(N
CN(N(N
-I
(N (N (N 0N (N (N
-
999C999
q,-Q
N
-
N
C?9 1?'9 99
(N(N
(N
OH
H
H
CN 0
HHHH
C
8
HHH
8 C? C
HH-4H
H
88
N
11
1
0I OI
IWI
"!
(N
:1
cN cc
N cH cN c c cc cc cc c
CN
C8 8
(N
N ccN c
1
P4
1:
0
CN
HH-
0
4H
H
0
HH
HHH
0
II
qCC4 NC
9 CC?
0
NNC C9C
C?99
NC
I
00
H
0
r HHrIH
H
HH-
H
H
H
HH
H
HH
N
H
4C
H
HH
N (
4C4CI(N(N
H
g
99 ' 8s C68 89 8 8
Cl
c
0
0
0
(N
I.
P4
99
c c
00000000000
c
CN N (N(CN(CqN
H-iH
H
1000
H
NCCV004NN(NCN
I
000
66666666666DC
000000
0000000000000000C000000
00000000000
000
000000000665C
0000000000000000000000
ocoooooooo
p~
000000000000
oooooooooooooooooooooo
00000000000
ooooooooooo6
0000000000000000000000
o
000000000000
00000000000
-
0
0000000000000000000000
90000000000
0
0
000000000000
0000000000
0
66666666666
0
ooooooooo
-
0
ooooooooooooooooo
90000000000
oooooooooo
000000000000
cc H
0000000000000000000000
c--c
Cl)v
l vm ')r wmH
r-com H
o0ooooo00000000000000000000000000
0000000000000000000O000
m( V O w
0
000000000000OO
(N
ooooooooo00
0
H
r8
04N(
C(
0 N CN 0N (N
(N
(N
(N 0N (N
0N 04N 04 (N
maomeooooooaooooom
m
0
cc cc cc cc cc cc cc cc cc? cc? Zc cc cc cc cc ccWc
888888888888888888
c
ooooooooooooooooo
aDdadaddadaddadda0
0ooooo0ooooooooooo
oooooooooooooooooo
000000000000000000
ooaoooooooooooooooo
000000000000000000
r-
0
m -cc cco Hm(Nr
q w rr
IH HHHHHH1
-1
cc
9'99999 9 '99999 cwZ ?OWzzz zz zz
H(Nw
0
oo0
0a
00
02 -j
020
00
--
02
00
,t 6
,t,
U
-i
-. 2-j -
0000000000
-j
-
-j
F8 HHH
HHHH
$$5$$$5
j
HH
H
HH
H
$5555550$
HH
H
-- a -2-
U)
))U
N
HH
t,
00
-
-3.
H0
00
-
H- H
--3
N)
-3
H
t.
2--a -.
02'NCCD2.
)))
a:
N)
)
H
H
oo N
H
003
'Na
)
N
N
H0
H
H 02
s
H
We
H
H
.6.66.6.
Hoooo
kaa
HH
00000
a
N)
0202020
N) N) N
o -!
2 C!C3 !
02022020
N)N
)N
H.6
.6N)$-
0
N) H
-
%!
C!C20
3C%
)
.6.6.6
H- )3-02C
20_32
H
2
HHHs
OWLo
00 29U
IN
mom
0
H
N),.6 -j 02 tH .11 tH r
00
NH
00 02
N)
r
00
a-a-a-a
~0-j
ODo
oo
02 N
020
00
NH
H
, .6.6t66.t.6t.6.
,
t) .........
.
jt6t6
0
!N)
)N
00
t)
))))1UUU
000000000000000
0soe
s
co OD -jO
abLkakkwakw
t)tJimPP
t'
t7'
0
OooCH
000
N)0)ON0
02020 2020
H
0
00000000000
M -,
0
.22)022J0U.
0000 000
0000000
00008000000
02020202
000
--0
0
00000000000
0
T
0
0
H
LUl.6CWN)H00
H
2
H- H
H
H
H
H
02 02 02 02 020
MEsTa
H' H' H' H' H
2 El
00000000000
0
0000000000M
H
%---------N)j N) N) N) N) N) N) N) N) r)
020202 N).6.
U
000000000000
H
00
(1--N)
I
li
I
L
N) N) N)i
888
0oo~
000
000
000
000
000
H
-1
ii
V
000
000
0oo
000
000
8
NHO020
0
U
(.j
H 002
H
H
H
)
)
)
)
e)
)
)
)
)
H
)
) N
N
N
N
11U)U'U)U)(1
H
N
U
N
U
H
oo
oo
to6C
. .!!C
.!!
0 !0 ~
ooooooooooooooo)
oo
N
N
oo
N N
N
oo
N
ooooooooooooooo88
N)
ess
0202202202202ooHooHooHo
H H
0
000000000000000
000000000000000
000000000000000
000000000000000
000000000000000
N
N
U
000000000000000
000000000000000
000000000000000
000000000000000
. (3
000
00
H
H
H' H H
NNN
8s)
888888
H
000
000
080
w
o
o
020290
ooo
ooo
000
000
o
000
ooo
000
000
000
000
000
I.
N) N) N) N) N) N)
H
NH
00
02
-aa-a-a-a
000000
000000
000000
0
000000
000000
0
000000
000000
M2-
0 0
0
M~
r H
r-4 n
C
H
H
1
HHHH
000
00
(~
)
0
0
0
- -H
C) MNm'
-
G
vRM
H
n
)
(N H
0)0)N
M
w
-!C
-
H
M
0 00
U
0
L
c W
H
A
HH
U-
- I
LA cc )
m
H N'
-
r
1)
0
H
w
W
0
.1.
1?-Iir
U
i
H
-
~CN4CNCN4
1 H
r-
L
1
n
H
-
m
)
o o nko
1HcvU)c
H H- H HA H
00
00 0
~
wvn Do
NU)
- H rH 4 H
H
H
H
H
H
0 H
H
H
r
W
H H
91
H
-
m
H
H
ju)
N'19l
(N ( (N N
)
)
0
II II
U)
N
cc9 cc (N 009
0
8
0
W W
cc9
P4
I
N(
Wc W W
I
c
~
I
E.
%D
U ) cc
Mo c
H H H H
r-
Hc
nl
0 0H H H4 H- H (N N H'
cc
cc Hw H4
N
-4NNN C) - V
H
)N
H
c
C0)
(N
U)I
H, H, HT Hr H4
00)
)
H0i0)
H(o'~ccc0~
H 0
U)
Hc N
N D H D (N
cc
000000
r-
(NIom
H 0
r-
H
c
kDnr
H H
8
H
N (N (N ((N N (N (N (N (N (N (N rm) wc N w 0 0
q'0
-4
H
H- H- H- H- H
N' (N
00)
00) 00) co ) r-
is(N
0)
H- H H
N
00 c
- -HHHHHHHHHHH
33 3
79C
7C Ii
ll
...
nMNHr
TnWWWWNML
-
r-
9999999999999999?999
W
I
r)m
N (N m0 v n)
OW
L
(N -1) 00) V' r-
0LALAL
-*
H
- -
H H
9 .) I) .) .) cc
-H T H
H i H V N0)
(N (N (N N (NP
vc
(N (N (N (N ( N (
- - - U) LA
H H1
wN
H H1 H H
nL n0L
H
r-4 H
0NUm)U)'CI (NO lCNN
CUU)N
Ic
C9
H H
r-
-4
-
MMMI99999999999
0) H-
NN
0)0)
H c (N00) W '
N
H H-
CC4NNHHHHH -HHHHHH
M0
v~ v N H H
M c Wc W
CD
H H
H -A M
- H H
~r-)0OccU
4 H
H Hf
(N N H
)
V Ms
V33
~';M3MMNN
-HMNMVMMML
Lr
ooooooooooor
0
H
ONOON9Nd
0
M
00) H - coHU)(
AU)L ALAc
N' N' N' N' N' N' v0 H) U
cc
08888888
00 0 000
r-c U) r) (N
Z H4 HN 04 N H
00
N
U)L
aH
6~~~~
80
o
H
1
r4
00)n
u1
I2
Ii
ili
) LA cc
ci0
ms
W
00)
S0
M.
u
0
0
L
m0
0
88
0
88
88
)
H- 0
4N
00
C
0000Cm0
;
§O§
00-iml
4
00)
cL N
0N (N 04 04 (N (
N- 00
(NOD
o+oo
8888
08*8*8C
0000
-
sces
§ §
H
W
P4W ))c
H- 00 U) m0 v.
pPpp o
NT
L1)
HO
II
)
,4 N
R) M)
N
R0
C )C
r-4
R )
)C
C) C3)
aNmam
C) C3)
C)
C)C
C)
)
R )
U
N
R ) R
C)
N
R
C?
C)
H
9 C? C? )C
H
)C
N
)
C C C) C)
N. w')oC
o
0)0
m
C)C
N
N
N
N
C3) C)
V
C)
)C
C)
C)
)C
C)
N H
9
m C ol
C)
C)
C)
)C
N
C)
.~
.~
.~
9)9)9)999)C)C
C)
~
C)
0)
9
1-
9
9
-4
999
V))C
C
C) C)
C C)C)C
v. v. v. vC
(3)
0)
9
0)
H H
0)
9C9
H
H
H
Hy
9
H
wV
Hl H
C
9HHH
Co Co C
v v
C
w-
C
H C
H -
gi
)C
v
oCoc
H
7
-
CoC
Mg
)C
C
C) C) C)C
v .
v
;
v
H
99?? 9999999?C9
H
-T
co
C) C)
v C v
q.
H
99
H-
W-
c)
C)
qv
H-
9
vq
?C99 999999999
V
R m
C
C)
)C
4I
C
9C
C) a)
mrWINNNNNNNNNN
CY) C)
C
C)
C C
HHHHHHH
)C
C)C
)C
)C
) )C
C)9)9C9C)C)9)9C C)C)C)C
C) C)
MNCV' U)O
o
o
v
Co C
$
-
H
C14?
V
H
C?
M
-W -Tvv
O~
H
C) C)
H - H
C?
9 999
wv:T7
-
ooOC
)H H
Q ) C)
g
C
H
M
4
I
a
M
H-IH
N8
H
H
H
H
H H
4
I8
H-
00dd000000000
S000000000000
000000000000-I
W99w9w
ooodooooooo
00
ooooooon
0
0
0
J
- HHHH
0
0
--(
0
H
NJ
C
H
C4
H
.J
.J
A-
.J .
-4
.
U)
. .
-A
)
)
C'
N4
)
C
C48J 88 NJ 8 8 8888
H-iq
N
.J
co oCCONNoNN
q q - lg
m)C 0)
N-
H
)999 m
H H
H
N
-
)
H
LO
H
00nCD00
H- H
V
CN C*404
M
C
N
)9-q9T)w)9)94)(
H
H! 0 U) N C9 Co C9 Co Co Co
H (N (N (N CN CN CNJ 04 N 04
Co Co Co CoCoU U U
.JJN
H! 7
H- N
9
C?
HH
0-
H
0
H
HrH H H
mC CV)qr 17 U) N- CO H
04 Cq
H
m
H
0
HH
m) H O) U) NJ Co U) CC)
C 0.
Co
(N
C N
CN C14 H- Hi H- H CO N- N
Y9)c
CW
YwwH
4
NJ H
HMNM JCI)
0)
0)
9-!9!q0-!q
9
N
1H4-
H
999
-1
N
)MH U)
Lo kD
MJCI)CICf) H
N
-i CN
N
----------- --
N
-----------
CN
NN NC
NJ N
z
H
HH
HH
HHHHHH
HH
H
N
NN
wkw
H
H H H
-4 H H
Hd
H H
H
H
000
(NI (CH TTH 9 9T99
dHHHHH
HHHHH
HH
(,-H
0
n Erg((
0
N N N 040
(Nr
D13
r-
N-
000
C
e e
(NHw
H
cc N
en (N N (N
v IT (N H 00
r,'
CV)Clccc)0
H? Cc .HC
enH
(N)
M1Wm
00
LA LA
N(
N(
N Nm
NHHHHHHHHHH
ccL
(N (
m
l)mm ()mm
LA L
NN N
cc
enen
LN
CM mc
MH HH
00
'
Cl
HH 0
H H H
H
L
(
c
H
c
c
H
%D0
H Hi H
m(
0
cc
vN(NHHc
cc
e
r
ko LA)
LA H
Cwcc
9999
k
mkd
cc)
0
H
cc cc c9 N
en e C)(N(
H
Hcc(
0
cc cc cc
HP ml
c
888
O00
MOOO
cc
(NH
H
H
H
cc cc cc
cc N
cL
cc
99
as
C?
H
H
H
(N (Ni(N (N
00
H
c0
cl
H
cc
cc
. LA cc cc
00000
H
fy (Y)m
LAH N
88
N (N
(NC?
OOOOO
CWP
9w.
-1C-N
(- CNOOOO
c~~c
mm
H000d
cc en
II.
N
N(
s
z
N (N H LA
v Hv vH q.
o d C
-W
H H H
H
-
)
~H N
LA
nLA)rir-(
enW
(N(N
LA 0!
LA
HNm
qAWp
CM0H
MVMW(:RMRMMMg
H H (N en q cc N- cc
enH
H- H
c c
H
H
sasssssa
w
HH H
H Hn H
LA cc cc cc
(N(N N) N(N
cccc
N nc
H
04
H H H (N en en -W LA cc cc N- 00
'
SHHMAHHHHMHHH
4 (N (N (N(
Hddd
00 H (N en en v LA cc cc N
q.
cc N cc cc dccn(((
cc
0
(N (N (N
ALAc
Cammm
H9H9H9H9H9H9
cc cc c cc
cc
,4
00
H H HHM
M
L9N9 04 LmA
c Ccc c c ccm
W9999mw99999w
9D9D999O C dA LA199U
Hen LA
NN
LLALAN
H
C) flNC
H
H~
H
H H H-
D ((N Cccc
ne ne N(
HHm
Hm
HH
r,
en( H H
0
H N-
cc cc cc cc ecc (N (N LA (NH(wcc
dd
rU-i N~0
cc -W ccIT
e'(N
ccqcc r
r cc N( CAen cc A
rcc en
Hen
rO
NL
C
C HHen
C
H L N c cc OHH
cccc cc HHOHH-HHO
rCNA W
H C
m
NHO
N
N OOHN
(N (N
M en eO n M LA cc N cc H O H H O ( N n ene n n en 4 en en en (N (N (N (N (N (N LA LA
~
m1zzassss0zzmz
cc V en (N H
cc LA cc H- (N
H- LA H
ddHHHHHH
0 ((N
HHH
cc
00c C
0
9)9 9)9
00
00
9)9
rene
00
00
00
(N (N
0
zWe c
LccH
CN
a,
ly)
04 C7N Wr 00COCD
CO
VM
00
0 en (N v&nanasinunadina~daCRuun
en H cc (N H v' (N w LA LA LA LA LA (N v N H (N en cc H LH4 00 cc cc
9)9
maNq
999999999999999999999
C
1-Wn
-(A_ - C v*mmC mmmf f C N0N04CU)l
r-smswsemsaeae
r-CD(3 9;1ajM V 0 W
OON
a
cc
Vmw
N-
N
om
H)
)-
9)9)9
.A
LAOLAL
mom
9
ccese H
000
(N (N a)
El
000
0 N
C
eg
e M e
w
n
Occmmmo c
H H HmnlwL) r
co
H(N Loc
O-I
-1
9'9999W9F4
~en
-0 H
N NH r) N
wc
Msa
H
(N w
n
(N C(N (N (N (N (N (N (N H H-
0n en(N
Ir-
N
H 4H
00000000000
99)99)9)999999
00000000000
Wen
00000000000
OOOOOO
OOOON
dH
00000000000
LA LA)
mN (N (N 6N H4
LA999C?9999
LA LA) LA LA
(N (N (N (Nr
LA LO
?A C?
0000000
HHH
Nt-N NN
IDcDww
H
0
LA
cc
9 9 L999
LLL LA
LAL
N(N(N(NNNNN
HHHHHH
LA1
N(N(NN(NN(N(NN
d
m wL kD D rcoO
HN(NN
' H HH
enH mN 1 eiew
~
- cs
asNsNHaH
9Cj999o99
m(N
O*N
N0(N
H
H H
0
00
U,
0
00
o00 r
NNN
HHHH
0
0)UN)O
W
0) 0
?D
060 -
HHHHH
t
3
H
PI
s
t
.I
U, ..
NN N
H
H
A
H
0
H
H
H
N)
0
N)
N)
N)
N)
H
)
H
o
)N)N)NON)N)N)
OH)U,)
H H H
o o
o
H.
.)C.H
H.
o
f
o
o
HHHN)H
NC.)).6)-)UNH
HHHHHHHHHH
H HH H
H.H H
o
H
o
N)O0N)
H H
o
N)
PN)
1
j
H
H
H
.6
N.)
N)N)
HN H
oo
OO.UU-.))s
H
,-N-0
ooo
oooo
HHiHHHHHH
H) H3 H H
o
HHHH
N)
H
0
0
0
3
-J
j
0 W
U,
0 0
o
HHH
Hj H
oo
00
i
*
C
.
H
-o
-JO
H
UN.)
-0
H w
-s
O
w
0
0000000000
3
00000000000
Oasseses
H
HoHoHHoHoHH
3 ?
oo H U,
mass--N---- N)
00000000000
00000000000
0
0
H
0
m
0
o0
HHHH
o0
0 0 0
HHH
N
aoaa
D
NN)WN
H00000000
HH
aNaaNNNNNNNN
m
C.k 000
o p
w
0 HC)U
ss
M,D t t'e Wesi
-----------
HC.)0-)C.).6H6W .)W.W 0 O
H 0) C)a. 0.
N)
N)
N)
U,
N)
N
OHH0)C)N))0))0)
Hl H
o
-
m0
"
).W-J
w60
WH5.) 0N) 00H
nNNN
- o-J-NNN-.,-
H
j0
0
pmu
z
NNNNa NNN It
MW)00
n
HH).C).).... .6..
JNaNN
s
00)0_ )H)w
U,
m
HO HO HO H3 N) N) 00 C.)0D C.) 00? OF
HNH H H 0
N
H
-)0 H00
H
_NN
6U,0
H
j
H
HN)wlb-)
0))0)00)0))0))0)00)0))0)00)0))0)00)0
N)
000
w w wNN
N
N)
H
N)
N)
N) N)
N)
H
N NNNN
H
o
aa'bnd
u
It))))00000. w
Uw
n
U_,.6-
H
HH0
w
$UUU,
NN)N)NN)N))N)NN)HHOOOOOOOO
NN))N))N)H0)0OOOHN))N))N))N))
HH
)000
. C)
U,,U
c )
H
6
m t
H HH H H HHF
U,,UU,,U
W _j)
0
H U
-j
W O
0
I N N NN
mo
$JUUUU,,UU
0)N)0).
H
-
HH H
e
0 N) H N w 6.6. H..6.HHHHH
.H...6
HHHHHHHHHHHHH
Hn Hl H HJ H
0)0)
-)
s
Wjt-jt.iNO)N)
0Un 000000)0)-.)fl
D 00 00
0J
t-
NNNNos
HH
m
)N)40H0I) m
NNN
-_jW 00
0o
-J U, 0)))H
0
0
)
o H
H
-)
H
0JW-
H ,
)0F)00000N)0)
0
H
H~~
N
0bss
N)N)e
ewNos
s" N)m
Wws
0
N N
'Lon
0
0
)N)
--
NNN
)
N
N)
)
HHHH
H
H
H
H
N)iIl
HHH
0)
w) )00
00
H HH
H
N
0) 0) 0)
N)HHH
N)
N
Wom)
W) W) W) 0)
H
U,
It-
Ho C) --
0
-W U, .6
'
j 0)
0) 0) 0)
K3 N0))U.6.N)
N)
N)
0)
- j
0000000000000000000000
%0
N
o o
00000
N).6w
0
oooooo0
0
-j
(n NN
Hooo0000000000O00000000
N
H
H
HH
0)
N)
)0
H
"6
H
HH
0)
N)
0)
N)
pN)
0)
H
0)
HH
0)
-J
86()
0)n)U
H
a)
0)
00
0)0
-j
N)i
C)
U
N) N)
le) N
0O0OH
N) N)
HHHFHH
0
000000
0)
N)
000000
W)
U,
N)
-
r.) s.
06 - m-
CD) .D
H N)
H) HD o
H
H
)
0)
tg
mm
SHN) N) to N
)
um
N)i
0
0
HH
p
N)
m)
H
0
0)
0
N)
-)
H
H Ho
-
l6-j
NN
H
.-- Ju,
0)
N)
PM
H
W.
TNNNNND
0 0)
NN
r%)
H
H, H
) tow
N-N
sec
qE
q
mmt
bHHH
a666
s
aH
H
H
H
H
HH
.. 6.6.66.6.6.66.6.6
H
HH
H
H
00-J
0
cts
---
-a -J
0000000
-J -~ -J
-a -~
-J
H
H
0000
H
H
H-H H
aaaaaa-a-a-a-sa a
H
H
000000
H
H
00
H
00
-a-
-a-ma
000
H
-a-a
s
H
00
0
0
0
$
2-
6~
~
H
(A (A (A (A (A (A (A (A (A (A
000000000000
---a-a -a-a-a-a-a-a-a-a-a
666
Mm
-a -a-a -a
000F
0~rn 09 t0,.6-
s 6 8 666666666
a--a--a-aa-aa-a--a--a-
a
66666666666A
HHHHH HH HH
a-
-1
t1
8 6 8 6666666666
H H H H HHHHHH
Ho H
6666666666666666
~000
H H H
H-2-
H
N
he es es
(A (Aw
MI) N DeN
666666666W6W6
m
1131-3
0:H H-HHHHHHHHHHHH
H
a
W
2
00000000000
w
"
I
a
"
l
0l)
01
)0H
aC)
N)
(Ao0
H
OOZ
~
0
0
-r
m
ZVE
5
-a 0
88
Z
N)c
000
b
000
CO H
l
N) ")
N)N "N"Nh
0, 0,,0 L0,0,-H
0 0*0
0
I HE
hh
0
0000N)
0000
~888
N)
M6NAMEM.6AH.
88H.88b88A
N)
I
z
H0
ii
OH
Ii
0L
F.
O,
0
8
~
~
sI
p
II I
Cfl
~Ii
C
OD 0 H
0
--
0)
H
-)H
-
u
(A O
J.6
(AL
H H H H H
(A
0
n
0- "
p
m
I- (A w -.
P0
n
0
888
0n
M6M6
888
w,0 H 000
-
$oooo2
H
6666
-- a-
6~66666666
H01
H Ho H Ho H H
0n m
k3 to o HH0
d
H, H
0
0)
066666666A
-
00
w H
,t 0 ) .
.6H
u.
N)
00A -
t
0
00
ujs
U
N .)
(.
b
H
H
H
NJ H)
xx as
M226J
U,
L
,
W(
1
2
6U
J00
00000
H H813N
o00
U
02020202202020200202020
02
U,
M
02222
N
6
-
02
)HJ
J
888
HHH
000
H
02 ;%.)
2200
-
12.
66)0
wo
0WMsoooO
U)HI
t.6666 6
,
o~~~~"
0
(-n
r.~~~~~~~
a-M
t N8D.
N
U,
Ln(_nHban
m,,
to
6
0
(3
Hom
0
-D
6
.
wo
D0
0
o:,
HHH
H
HH
NJJNNNJNNNNJNN
"o
aN
0
H
0
H
MDW
.6(wH
H
F
HHH
sa
3
s
HHH
HH
.'
c
a
HN3
nNW
H
.c.6
H
HH
.
HH
NO
HHHH
H ss
$$$$$$$$$$$$$&6$$$$$$$
3
HHHHHHHss
ss
J
ss
J
JJN
H
)NN
Oo
.. 6.6.6.6.6.6.6.6NIJ.66.
HH
0
.. 6 N.
-J0
OOO
MMM000000200000
OOO
0000000000000000000000
00000
UUl66(JJ(JJNN(20O0-0.6
H
PPPPPPP6
WJ
.
M
J
00
H
N
00
OH
HHHH
NJ
HHH
"3M
.
ana
OH
0
sHHH
OO
HH
W00
0000o
HHH
oH
JNNNJNNNN
HH
O-,I
o0 000000
00000
ONJ
OOOOOOOOOO
lr
ww N.)0
ORoOO
6666666
n--
1-
U, 00
H6-
c
N
.
,,1f0~
-H,
pHDU
N)N2Ni
joJ
sr-D
.nM
N)
000000000000
H
wH
,,) to
H0
%D00
I2N3N)
Q
W'
H.
H
,000000000000
H
00%2o20-20t20W0202-
H
n sH HHHHHF
a
w -j
W N.) t,)
w-1
I
000000000000H
MH
ab66b1666bba66ababbae
00
0
(nko0
thtba
.C0aH
0 0
-JWnL 0 .N
$$$$$$$$$$$$$
H
000
0000
0
ao
~
0022L)0
N
2-H0ko -
H200000000
a0
rnH
~
2N
bak
I.,
t........
WOOO
OOOOOOOOO
00000000000
o
HHHHHHHOOOOO
(3g
00000000000
&
00000000000
wJ
saN
0220
~ ~
n6L,'. 9
ba
w 2i
-JH
HO000000
m'
NN02
PPPPPPP
0IN6
-1
w
02
H
C
II
U
i
0
H, H
H
H
HrH
(.3
H
x
NJ N It.
x
N
WWm
-------- --
HHl HHmHt
HH HH
----------
--------
SHHHHH H
U9998888
ese.nw hed')WW
H
H
HN H4
H
C0
eHN
ma
mnN H
ff
m
H- (N ((Ne(NN(N
Hel
cI NH
amn
aeomN
Hc en ff
H (N H- H- H
o e Pcc
HO N
H H H
H
ev
%
H
r
N
I
H
m en
n~c n(
om
H H H H H
H1HHHHHHH
00
0
k. In
00
c0
0Hc
oOO88
N
H H
N
mooo
HMcHHsasa
H H H
N
He H
N
(
w
mn
w 0
mo48
m
(1 In N
nH
m
In
Hn
00
HHH~
000000
OOVn
00
00
LOw r- w m
000
00
~
10ssc
0
H H
H
N
H
N
CHHHH1
H
H
NNN
q.
LO
w.
H
~
occnN
N
HHHq
H
HH
H
H
H H4 H4 H H
H
N
L0
a
In
H.
)
m
NOOO
-
NNN
NNNNNNN
aH
m
m R HM m
04
H9-
H
H H
0 00
0
HH
e
d
H
on0
MN
r
H
r
HowmC
(Nw
2N
o
(N (N N (N
H 1H HH
0 00
OOOoOH
00
HH
HHHHHamen
ccccH
SR-
as
m v
m 0 H N
v
C NN
Ln '.0 r-
m m (1)
assa:
000
00
00000000-
OOOOOOOO-
sgeg99
H
00000000
H H
lw lN
H H
H
(N
m em ne en me
NNNNNNNNNNN
Wwoen
NN
m w
(No
eIcc
M H 1c MH0
CN
v 0 oc co
H(e
.H I
v qko
N
cli CN
lej NL
w q NN v H w11H
a1w
O
NN
Rc
N N NNNN
H
cc
Cc4
H
04
HH
H H H H
9H H9HH H H H H HH
H
NN
H4 H H-H H H H
HH
N
000000000000000000000o
HH
NN
(n((((((((((((((
O
Eg~~
N NNN
cccccnnnnnnnInnnnnnnnnIn00000000H
INON(N
o(NH
(N~~N~~(
H
-4
(e(((HHcN(~cnNHNn
-4m o 1w14
NH(
0
9999
dHHaHH
HOOOO
HHHHHHHHHHHHH
0NNNN
00
V
mmmmmmm)
nI .e
(NccenH
(N (N I
- w 0
H N m
ooooooo
cccccccccHH
00000000
000000000000
(0InI
-
In C
0
z
0
oooooooooooo
W10000000000000
-N
1)
cc-
a
C c
P4
. N N N' cc, cc
m0 (0 (0) -(0
H H H H H
o
r-
CN H
r
-c
(N (N
H cc Nwc
H- H-
H
en1 Hc Cc cc (0
cc
non
w en en (N H- c-4 (N (N
(2
ccS
c
H H H H H
Hc
N
(N
eN
HN cH c c c,4 r-
H
H H
HOOHoOoo
H
H H
cc
0
(N H
8P 9 9 9 9 9 9
H
0 0
qn
H H H H H H
Hn0 ss( c N
H cc cc ccen occ
cc cc cc ccc N
H
en
OmNw
c,4c4 en 4 00 00
O
0
C) 0
H HH H
- 00 0
~
~
(N rN wN (N
~ CT
H H H
t
H H- H0
OHN(( k9~
0000
0 H c 4 H
ccm 000
IN
cc NA 0 1eeen 0
000
isoo
0N ( ((NN(NN(N(NN(N N
(N
en
H H
H
(N (N (N (N 9 (N(
( n nI In In In In I In In In .
Wc cc Cc
C H H4 H- HOH
H HI H
H HOH
0 cD C0 c0 -1
m n W
(N (N (N
cv)HcCcJLO rHHHHHaHHHHHsHHHH
H
H H
H
H- H- H-
NN N N N
0
ooHoE8oNoHm
Po
N N N
H
(N (N (N (N (N r-
0
0
H
r-
000
(N (N (N
OHHHHHH
HN H
99-
H H H H
oLr
~
N~c
c
cc cccCcDe(Oncc
C
Lo'
r
enc cc~
H H((NNNN
H
Ncc
N N N cc 0
In In In) In In In In In)In In I4N (N
H
enen
HH H
(N (N (N * (N (N
H
9
'-i
00
oH
000
r
~
m0C
H
cj!R
00
~
c00
N N
(C) C?. C'JC
r-C"C
N
00
000o
O
0
C9
C
C)
H 10
r
co
flU
0nrir
ONN
CC DC
HH-
r-r
DC
N
H
H
wLn
DC
C
4
N
H
ON
DC
H HHHH
DC
N d
H
(
C
P
HN
w
~
v
nL
.
m000 0
H
DC
co
o ,
o
n10
Nw
m
H
0C
H
?C
wH
r-
DC
-
DC
H
oU)
H-1
1
HH
N-~H~-
H
nL
C
c
C
)0
l
'n
DC
(N
0
-r
N0-4
C
N
H
HH
L
w
H
~
1
H
Nc
r-
L
HH
HH
0
NH
0
NN
H
(IN
H
C
q
O
414
-c
H
-
r
?
H
-
D
H
Dww%
C
N
8
4HHr-4
6
C
HkHHo
0
Dm
11U
D Dk HW
kDk r
H
Dww
wk
L
-4 H
Nr
Es 89
D
HHLA
4HH0
Dw
~lv3
-
wc
rHH
O ID
D
,0c
nc
V H 1
HHw0DN
-4Nm0mC
HHHNMVW
-iHH0
ccruc
)
-r
w 00 p0 Nw
-r
HMH
H~
c
'
0(ULfl
M
c c
00
W
000H
-000HH14H0H
(0
c c
10 r
10w-
N
(N
v
N
-vL
..rl .C q. . .. .7.
wN NN (N (N (N (N (N LO
OWvNHmL
Lco)
H HH
N
HHr4H14-4
HH
m
Nc
77
H
w N
H-HH
N Hr
DC
k0
N~
o
-r
H000NNMvnnW
000
Mv
1011
C '4N r
-4
M0U'
M Hr 0coD
H HH
CH
H
nL
mU~
HH
nu)u
HC~
cc (ND
c
(
vN 0
OJ
H
1L
n
Lf
NNH
-
~
crwm
. .C 7r
N
o
HH
nL
. .r IC I1
(
00
HH
H40O
M
m
r-
m~~f
AD
oNNHHHvq
tl
r- CCN'~'H
3m;
9
r-
co
wH
00ffIl
- r-rM
,0
H
AUUU
Nr
- .r
6n
OMHvHL
NO00
w
00
AAA
W
W' W
W
W
0H
H
H
HH
3
HH
-
W HH+
HH m
OD 00
H
2
HHHH
H
H
H
H
&Fl
(1)w wUj
sstass
,t-
L0) 0)
H
m U1.6
~ ~~
%D0:-.3
~
0
~
H
HH
H
H
H
sHH
H
H
-
H
i-i
H
H
H
HH
-
H
HHHH
HH
H
ss a
H-
H
UjU
H-
Hv
~
LW
O L
H
~
H+
H
H
-a-J-
H
$J-
H
WoOo-j
H H
H
H0
H
m
J-
H
.
8
HH
FHH0
W
HH H HH HHHFH
H
W
W
W
Nt))
a
WW
Nt))
j
H
w
H
K3H
H
WW
H
Nt))
LOW
LO.4 LOL4LOLOLOLjLOLOL4L4L4
H
ha
H
H+
m Ln IN w6
~
0
H
000000
H
H
w~ w~ w~ w~ w 0
.6LOOLOL
3HHH0
Hl H
H
HH
abt
000000
H
s
-
HHHHHHHH H+
HoOW
ROO0000000000000000000000000000
HHH
H H H
H-Hl H-
00 OD w~ O
L46.6.60)W
.
88
888P
0-I
C)
"0
H
I
i
H
V)
0',00
N0H
H
Hw
88
00R
88
00p
b
A6 A 6 C)
0
UC,
)
H
H
IJ
_t7'
<MN
tot K reo
in Ln
L nLnL s
bbbbbb-q
U)
-a
ON)0
8t88
00
888
000000
) w) C)
0
8600
0
00
fl8m8!
. p
0
0-n
F-3~
3
mE%*
H)
oJ
I
H
sl
0
-
e d
C
Ii
0
!
0
OH
I
0j
(D
(D
Co4
(i(Nf4
f w(
(N
w
N
(
k
N
HH9
CoCoC 1oC
v3CCo o C
Co
Co-Co CoI
w999999C
HHHH
CoCoo
~
4QQQQ
-aggggggy
R77-----
w
0
C)
U,
S
0
C
H- -4HH
oCo
H A
C
o
o C
'a
C
o
Coo
C
HH
C
o
4
C
-
HHH
-
4-
CCo C H
HH
90
Co Co CO
4 -
4
4-4-
4-
H 4
4-
4 H
H
H
H 4
1-
'
l
H
HHH HHH
00
~0
O
HH H
H H
0 00
0
~
H
HH
4 -4-
H 4
4
H 4
0
1 -
4
HH
00
Co Co~
1-
4 H
H
4
H
-
0000
888Sdooooooooo oSSSSSSSSSSSSSSSSSSSc5S
000
H
4-
H
H
4-
H
H
H
-- 4
H
d1 oo
HHH
-4H
H H
4-
H
H
Co.
~
HH
Coo
-
o
000
o
OD
oo o
-
o
---
~
H
H
?-
o
oo
o o
-
-4,-1
c
C
HH
o
o
e
?
~
-
C
H4 H
H
H
4
-
H
H
Coc C
H
oooooC C
C
Co C
Co C
H
r-
? 2CW
H H 1-1-1
- ~W
rt
r
-
Co Co C
0@a
~~
r
H H
r-
H
Coo
0 0 0 0 0
e- r-, r r
H H
4Co(NCo(N4(
Co
r4
H
888888888888888
H
(NCo(NCo(NCo(
H
e-c-
C
~~ ~ ~ ~ ~
P0000000000000000
o
4 -1
cw
oooooooooooooooopa 9
0000000000000000
0000000000000000
o
00000300000000000)
H(oooo
oooooooo
' - - L-0 ~--W
M~0- - -
2s
8888883888888888
00100000000000000
0000000000000000)
oooooooooooooooo
mo Co:o
O
8 c
0-
~-
U,
;C 0*'0
C C
1-
C
o
0
o 00
co
000
888888888o8o
ooo
o
00000000000
000
00000000000
0000
0000000000000000000000oo
000
--
o o o o o o o
0000000000OO
000000000000
000
ooo
00000000000
000
C
0000
0000000000000000000000
;
;C;C 888
00000
00000
ooooooooooooooooooooo0
--
oooooo
-(N
ooooooooooooooooooo00
4-
00000000000
H He- H- N
HHHHHH(N(N
0000000000000000000000
a000000000000
(N(N(N
880,0
00000
00000000)C00000000000000
6
000
-I
00000C0000000
0000
00000
oo
00000000000
0
--
0ooooooooo
ot-- -
o
0000000000000000000000
000000000000
000000000000
o
ooooooooooooC
000
)
0
oo
en~
I
0
00
IN600Lo
W INi
0
o
-
-
H)N1H
-
-
WHWIHW
N)NN))NN))HHM
-
00000000000
00000000000
222222
0000OOOO0OOO
I.)In02-J
8maMMMM
Lu00000000000
H H HH
H
US E
WW
00000000000
-
W
Ia
H
)N
F
-
HH
-
0
HH
-
H
8
~
o
-.
H
00
H -H
)
H
H
)N
)N)
N)
H Hj H
N) N) N) N)
M
b.) )
mmmW
In .6.
000
HH
H
, U,
.n
N)j H-
ka
N)
H
N)
N)
H
Hl H H
6.
to
N)
N)
H
In
H
IN6 .
HH
..
HH
U
H
H
HH
n OI I RIO n
NININII.
HMMM
P
HHHHHH
P
I..
N
0
000
NNNN
H
H
H
M IN IN
IN
C
HHHHH
6.C
.600
HHHHH
0HH0HW
H
0000000
0000bHb
U,
i
W
H
0
H
'.I
Q .6
NmHM
.
H
0000
HHHHHM
H
'
H
H
OOOOO
0000
000
0
-
0 H
NN N) o NDNDNC
)HOOOOOOO
a1'.'0N
"a H l
000000000000
H%0
to
0
.M1
NNNNNNNNsi
IOw In , In H n
OOOOOO
M
IMMMIM 022200
NNNNNNN
I
UHN)1W
N)
000000000
N)0
N) lN)
'n'C
IN)N) H)t
NNN
N
N) HQ N)
M MW
H-N) W. _Q 0
...
02 H, H, H, H, N) N)
W
02 Nm
0
H W
0000000mDmDm000
02-a-a'020202020202'88
n
000000000000000000000
0000
U, 0202-]
H
In In
MMMMMMMMIMI
%%%%%%%%%020%22211
H
M
-a
021.
N) .6
200
0202202202002002002022022020020020
t.
-a 02
)6)6N
N N N6N)N)N)N)
6)6)6)6)6N6N
02022022022020020020020
- a 0D NN H N)N
.60
N)N
OO
020
NNNNNNN0NNNNNNN
H
0
6699Ab66666666 gggggg9l
N) H
In 02 H) 1) 02 H,
0
M 20002 0
0002o --a
N)
I'D-OD2
HHHHH
O
HHHH HH
HHH
aaaaaaa~a~aa
00000000000000 -Hi-H%
WO
.p
HHHH
11
Lo m 8 -0 s
)N
uD 02 H 0202
Hn W~ JN
.6H n In 0
020
N)
Mo
00000000000
-
J)2
WHOOO5%%8
A
0000s00000s
U
d
r1
0
0 00
000
0
0
0
0
C)00 C
c
00))0000)C
oOOOOOO
o
Q0
00 0
0 0
00
0
0)CC0
00
0000
00 C 0 00 0D0
0
oc)oOoooOOOOO
)0
0 0
0
0C)0
0
0 0
OO
00 00o
00
0 0
0
ass66ase66s@@66a
)ooooOOOOOOO)
)
)
N) N
N)N)N
N)N)
02_20 02 00000000002020202_
O)
)
N
)
N N
N
N)N)
N
N)
N J N
N N
NooooOOOO
Ln02020202LnnL9Ln020202a000
)ooOOOO
N)N) N
)
)N
N
N)
N N
888888888888866888888888888
ess2222222888888888888eee
00000000000000000000000000000
00
coa
00 0
0CDoC
)0
0
0)
hi
N
0
00 0000000 0 0 0 0000 0 0 0 0 00 0 0 00
0 00 0 0 00
u
00
00000000000000000000000000000
0
N)
N)
N)
N)i N)
m)
0
0
0
oN
)
co Co
CoW
CO C
)
0)
;)
LO
coCDa
(N9 0)00
U)
m
(N
aH
0
COCD CO CD) CD C CO
DC
-
v
OU
m
~
)
N (N
gNO
NU-U
H
H
H
H
H
"OM
H - H1a a ?
C?
Hl
H
(N
Cc
r- N-
(N U)
HH
(N
r-
NW
- r- Ln N
N cl
U LO 1U
inLO
(N Cl) L)
N0
L9L
H r-
(N (NllCoC
0 000
H
w
U)
(N
CO
0
D %D-
C?
H- H
O 00 0
N
COV N
H00
N-
w
- N
- CO
w)
H 0
w U)
00)0)c0;
)
0 0
0
L
C)(
--
H H
w)
U) 0
C* OD,
000
4ri1
H1 H-
-M
W)
W)
H
.O .) .
H4 H-
LON
H
M
H
N L H H
H
H-
H4 H
H
ii
HO
)0
1
H-
) 0
CO OD CO
-
)(
HcHH
I0U
Co*
w
OH
Wr
M
H- H-
U)U
H
U)
H-
W U)
)0CO)U
C) U)r UD U)J H-
H
.O .OO
U)
H
H
WO
NCJC
w V
H
H- H H
H
)
NO)
) U
q ) U) U) q
U)U)
CU)U
UH w N
H
f.)
%D U)o %0 w)
CO COC CO CO C-U
0
U) U)
H nr40
H
HI H
N) d) U) UC
.o
U) UD
v
N(N(
l
H
o
0--0
H4 H
r--
m
H-
L"MLlL
(N
1.9
H- H4 H-
W
H H
w)
()N
H
8
H
H-
O
H-
m-Nm---
H H
N (N UN
C'4 0 ' U)
H-
- (N (N (N (N (N (N (N(
H
C-
H H
N
Ml V H
H
H H
(N
c MCO (N
N H H4 H
N0
~
w) -
v
-4
0
U)
H
N
C
CON
m ,L
Owr
))
(N
04(N (N (N (N
NC
CD CO O CO Co CD C CO CD C CO U CO CD CO CO OD CO CO
(N r-
H
H
H
(
~
0)( Nl U)O(U
)U1N14 a
~
N(
)
'D
H
N H
N(
HCC
H(H l
lC
a- 0
04 C
r- m
r- 0M0M
H
~
U) HFl
m lC
N H
H -W W
DC
mlU) W) %D U) U) U) U) w) k
U)
w mO
rC
0~~~~~~~~~
(DC
N H co co Co
()m mme -T
LO
w
) r-r-U
0
HN 0
H
00000
00
m N
H HoooHH H Ho
cl W, W, co m
0 00
9 O0 CO CO
CCDC)C
aa
CD
c,
0
m-
(N C(N(N (N (N (N (N
~~~~
000000
gm
Hl
YY9zcsecse99Y
HH H 0H(
~ ~
H-wmC
'A
vl -
U
IH
H
U)
CH
0
I
HD
E
U)
U)
R
0
mO
U)
U)
U
L2r
O,
A
00
.- 1 H H
C?C C?C
U) U) U) U) U)
(N (N4(N (N CV
o-
00
0
(N
C- H1
00
Cl
0 (N000
888
0
000
000
0
(N H
)
om
P4 U)
C;23
oo
ml m 0
Ul H
q El
Hi
cjII;
'-1
0)
w
00
.6 0
H H
H
M(. %
NNNNN
C)UH a
k
H
H
)
H
H
00000
(46)
H
HH
64
(A
a
.. 6.6.6.6
NNNNN
HD HD HC
Hj Hj Hl N) N) N) (A N)
Nm
00
Ho)'
H 0 U) .6
m 6
K) A(
') H
0
H
0
tp
CD0
00
0
00
oo N
00
N) H
H
)
H
Hl H
00C
00p
§O
00
H
0000000000
H
00
C>
0
CA
0
0
0
C,
0
0
HH
00
H
00
00
00
H
H
H
ooH
00
F-s 00
00
00
00
00
X.NU
H
Hl H
00
pPp
00
U) N)
z
U
N
H
A
-.)
N)
-$
(0
A
0) 0
N)
H
H (A((
HH
(
NH
N)N)
H
)
H HH H
HN
H
H
N)N)
H
H
0)$$$$$$$
$$$-$$$-
H
H
HHH
(
H
H
H
H
H
H
H
A A A(A(A(
H
H H
H
H H
a-a
(
H
0
(
H
))
0(
U)
U) U)
D
U) U) U)
o
UU UUUU
U) (0(0
10
U)
o
m
86.6.6.6.6.
W
)U)U)((00(
-H H
-- -(
%D) U)
U
-
) HN)N)
H..66.66.66.66.66.6..6..6..6..6..6.
H
( A AA A
A(A(A(
A(A(A(
HHH H H
fH
((((((((((UJAAAAAAAAAA0
((0 0
A
Cp
o"
E
o'
8
~
%
In
'!7
0
0
cng 8
0
~00
Ul
0
j0 o0--- -- -- -- -- -- -- --- -- -- -- 0-- -- -- --
a
Hta 14
6
Him mN
HH H ...6.
HH
i)6is6.6666..66.6.6.68
(0(0U)~~~~2
U) U)U))2))U2..63.6.66.66.6.2..P..P.6P.6P.6P.6P.6P66P6P.6P.6P.6P
23
Hssammassenesak
Hw HHW,
N)
.. )
U)
A
1,1 1-1 1$$$1"$$
saa
to N) N) N)iN
1-1 Fl
Hj H3 H) H) H
N) N) N)N
N)-)-N-----(0
U) )U))U))
1
- - - F-
PAMPA
o)
H HH
Oz
8208888888808
-!g
00
~-09N
co
0
0
N
00 0
P cm2 i
H
0
H 0
cbcs
0000
00
Il
H U,0
ooo C
ooo
.6
a)a
H
0
H
NNN
H
-
v
0.6
N
6" 6t
00
m (.
C)
88C 02
'T1
00
00
00
00
0m2
N) N) N) N)
mC
)
N)"N! ! )) )
n o j Ln . .
N) It. 0
La .
N03N)
oe
0%w
02 H
N),.o
II
Hi
C:
N) N) U, H'
U,
00
0
.J H
z
U.6U,,
C.60 ) N
0
N)
H
8-WW
wwe
o
o
Lna N
H
Q
a aU
o
U,"6
02
N
www!2a!
0202
H,
0
P6
a
H66
ww
H
H
H, 0
N)0
c!)C
U,
U,
0200
H
H
02020
H
) U,
2 N
o
N) )
om
(2 0
L
o ooCDUU
JgLa 020
sCnh
w
0
n
k2a
00
NN
Lns
020
00
020
00
N LN n
--jwcoo
6
NN
X- N) W~0
%
02 U, U
cnLn LP L
ooo
H
w.6P6.6
C>: CD:
0202
U, H
cn0 .T T
c!)C!
oo
g!a
La L. Lna Ln Lna
e
:o
H H
&3
H
P66666
Nbl WO
HD1 --j
oooooo
HHH
Mba
oD
o0
0
H
g0
La
0
neL
oo
00
00
00
00
20020202020202020202'-'jF-'oo
6.
.
NNN
6
0
NNNNN
HH
La
N) H
. La 0N
N)
U,
H
..
H
a
U,
F,
aIH IN
U,
F '
L.22H0Ls2W
NH
U,0ULa~~H
. w ab
C!2C
00
N) N
?o
C!.
C!:
-
HD 0
NN
U, U,
8
02
NNU,
00m
cn
op
-a U
66
H
C)
k
N)U,
H
LaN
, 0
.6 )
02-20
PH
H~
CnLn
H
Hto
HHH2
C!.)
024 S'
H
HN N) F,
H' H
INIc!La
w sw
C !Cww
a 2aL2 2
.6.
J
ODok
02 02
-a
H
a!)
0N
?3
H
002
U, NL N N)
o?
U,
-mJ 02b
w~
a L
0202
a L
w a0 2 b?
njOowo- MO
00
?o
a
H0H 02
6666666
00
0.
N)
la L
-0 H
020D
0
N) L a
WW
w
0
C
I
P
) H
HH
W)N
H
- )NN)
H
wom
D~~~
Q
Dk
.
H H
HH
W )))NNN
HH
0
-s
)N
-3
)N
000
j
00882
0202 202202
01100000
ooooooooooo
000aLa
emo
00000000000
00000000000
N3.- H UN)L
~
N) N) N) N)0N)N
O000000000100
02 H- H
-I
0
CO
W~
-n
N)
Ili
a2H )
H
H
X.N
J-
J0
'
H
HH
M)))))NNNN
HH
HHH
n
o
qm
e
n
C
HH
HN)PN)NM)pp
6
-1)
pppp
lX
Un)LN)n)L
Uw,0U0,0UwwODO
-j
L --
w
t
60
(-n -j -J
M b
N)
H
cHH)
N)
a
emamewo
. .
669.
6
996
66
H H
mm
.
-2-
N)N Ln)NNNNNNN
o--w---
m1,,U
N, '2 U, U, -bU,
L. U
WN)
wU
U,
HHH
000000000000
HH
HH0ai2w0
0H
00
N)
H U
99
-a3
C) H
LA 61,
NN
N
00
.6
wN
)
(A1
m0.
H1 H
0
H
(AW N)
.6 (
0O
1.
MG%
88
j N
H
i-is 0SgC -
6 A N) (A0
WW W~ WHO
01.
)
1
'
H
0
H
N
~
0
0
O0O
H H
M
H- H
H
)a
(AOAOO.
0000
H
)
.J.IMI.I
0
A
1
0
(A
( (A
H
A
H
0
00
W, W WW
si16
H
66
")
H
oo
80
0v
ss11
VT
N
H
0
00
(n
0
W
H
Hn H
OO(
00
(A 00
N)
W0
N) N) (
000000
H
W
o oo
o
000000
.00
0
66
6
000000
NJ CD01
m
c!6
OO-
esF
(A (A
oo
00
0)0
001
nn
N1.
0
00
0106
HOO
0
OO
00
00000
0
Co
W(AN3
88 88888
00
00
oO
H
ee
0
00
66
HEN
0300
H H
0-3
N) H-
.
C!~C!,c!)
N NN
01 N).6.6
N) N) N) (A H
N NH
(0
H
-am0001
MODC
egg
H 0
R EQ
H
-J 0
NH N C-IN
H H
H
WH
(0(0
-
C!)
C!)C!)C!, C!)C!)(b
N) N) N) N) N) N) N) N) N) (A (A.6
N)
N3 010M
N) Nl)
0
N) H
mUi
0000(0(0 -_j( 0 (AN)
J ..
C)
j (
F-H
co-j
0 0 0 0J 0 00
1 0 1 0 1 0 H6
01 0 1 0 1 0 1 0 1 0 H8
HH
Ht
Ht,
9i936,
3 HD
bn OWN)N)N
)N)N)NH
)N)0
3
LOO
0
N)
w
-. (
-3
N) N)
N
00000000000
PPPPPPPP
ooooooooooo
0
(AO.O66.6.66
N)
-,j
00
N)
H-JH
N
N)i
H
N)
-J-j
.)
000
-,
w
H
N)
00
00
00
H
H
N) N
NN
C!)!
00
(A (
.6.
C-!)!
Nt-
.n 0
IN
-n
H.6
01-
0
N)6
(A(
HHH
H(
IN .6
H
Nt
IN
HH
00000000
HNN
IN
H
0
0
.6
X.6..
N)N)N
000
m ac)
00
0
H
.10!*-)
!0 !s,-,
sasa eshb sha
as
ssb
is
N
0
N
N)
N)
00
tb.
C) 0
NH f
oo
0P w
00
p
%
Ceo
oo C
00
H H
N)
sas0esCsse
IN..0.
N)
)
00
00
00
OO
00
oNH
PP0
pE
p
00
00
00
0
N) 0
NH
-a0
N) N) N)
NH"0 000 1.
m!N)
-N
NHN
H(A0
0N)
0
..
N) 0
IN IN IN
N)
N)
HNN
AWWWWWMMA
NN
(A N) N.
N) NilNNN
..
-j
000
to 00 10 10
6M6666
.6
(AN)HH
.(
H1 HH
0W 00-.
6666g688
(A
0~ A"..6A )
N) (A HD 0
M0
MMPHHHRHHHHHHHHHHHHHHHHHHHHHHHH
NI
HH
00
00 N)
N)
.6
NN
WN)H3
I. .6~ IN J.
N > H
HHHH
H
~
0 0
0
N
00
(.
.6
aMan M
OD 0.
W
HH
0a)
H0H0001000
(0.66)
00000000000
0000
N)
AR0
H H H H
sa'Was
0 H)N)
0a0J00000
II
F
ci
CN
H H H
00000000000
I
0
I
A
.
0
0
0
0 H-
o
~
w
H- H HH
t
a a
0
N)
WN)
N
:.
It
N)
Ce)
0D 0 C0
H
sini!0
0
H- H H
00000000000
00000000000
-
0000000*
a
N)
(.
Ht H 1
N)
9Al0
N)
m
000000000
*0
00000000000
0 *0 '§
t
N)
ko0:)-J
m0000000
M(.
0
)N)
0
00000000000
0000N
mo
N) p(0(
N)N
H N
0
H
H
00
H
--
H H
0
-
0) LA 0
wA w H
H
H
*
LO 0
H04
r-o
HH
H
0000
)
NoL
H
H
H
HH
H
H
M M"
NN
N
H
H
-
(N H
H
H
LA )
NN
m
'NN''N
N
H,
L L
Ho
O
0A(N
r Y)C)mr
wH
LA (N
LA V
A LO LO LO LO wA N
H H
H HHH
C
0
H
H
N
w'L
NL
H-
C?0
0
H
(N
C Cj)9
H
-
9
8
HH4
H
H N H H
0
LA LA LAH
H
cnC9
H~ Hn H H
r-
H
LA
op C' om
I
LAL
N
LA LA N HV
H
H
H
9))9 99999)))9)9
v' m
og
(NH
N
LA 7 r' LA )
-I'-
-----
HHH
(NNH
%%%%0H(NLAN'LA
HH (N H
LA
H
i
0
c*
OLr)
ORI
E0
.8
0
8. P,U)
H
LA
L2
z
0
oom
CN 00
N 000
0
8888 8
0A
LA LA LA Ln LA)LA
(N4 (N (N
(N4(N
o
0
H
0
0
'T
(Ni0
H2
PH
nvA LA
LA LA LA (N 'W
04 IH 0
0000
00
6 6dno
8888 8
8 8888 8
0
0
-9)
(N
_0e
S
I
H
t
V
bo
ML
M L
P4
Ci
ii
-
U
H)
a LLaL
c;
r0r c;
NNNN
H H
HH
9)9)?)C?
L L
ON
-
-
H
H
H
H
A AL AL LAL
qA
- zrr:r
H
g rr-z
LA)
--
-1
LAj
r
L
r-
r-4 r-I
A L
4 -4 H
r:
C?
d-
CO
C?
LAL
qL H H
H4
L
A -
4+
LANAL
Hm
w21
H 1-
LAL
NN
E+
OH
H
H-0)
H
g?C?C? C?(g ?C C
NNW
-
;0 ;0N
C; c;C
LA LA LA
egg?
LA LA LALAL
CALA LA)
1-
M~ M
HNNNNCN
-4 -1
LALALA
H H
H
H
H
1
9)9)9)9)9)9)9)9)9)
OC
q
LA A L
1-4
A L
LL)OI'D
LLAAL
C 1 a 1 1 1 C
r- r- r- r- r- r- r-
A
+4+4+4+4+
LA A
LA
-NLAN'
r-
4+
C I?C 9 C?? C?C?
+
HHHHNNN mN
mOLmNmmmmmcv)m
(
-
H
H
H
2
E6 E
H-
?
H H
?CC
H
Hq
rl
+l8
? 9)9)9)
+4l
H
24
Hj H
0
H
L AFN'LALA
Hi H
N'
4 4 4 14
H-
LA LA LA N' N'
H-
H: H
H
9)9)9)9)9'r-
r:
HH
H
H
+
ro
HI
C
00C
H6 H
H
H
0) 0) 0
00000
888
0
0)
66666
H
0
66666
00000
6666666
I0
O
0000
H H
,t.Oo
0
6
66
H
-
HH
ii
00
HH
HH
8 D -jmU
N)
-
00
0
OD
0
U
-
W9 1m
N)mm
N)N)N)N
6666666666
0
0)
0)
0)
........
H
N)
H
H
66.UH
6666666666g
N).-j
) ?
F
,
(A
N)
Dw -
N
00
000
00000
OOOOOOO
0 0
-J
Ag
NN
6
) N)
NN
0
W k
0)0m0w)w)w)w
)NNN)N
D DwJ 0000)0m
N)N))N))N)))
-j-
)
nI
) N)
0U0 cUWUr--jHN))riN)N")0 0
Ln
-0N 0
0)
.w
66 666666666k666666
wH
m
)
6a66666
0 )
j r
? 0)
-a-j- -j
N) cb
j-
F
. -j.-J.
~ ~ ~~~~
666666
00000000000
6
0)UWU,00)
H
D0
N)
--
)N)N)
HH H
.. 6..6.
H
....
-
-
)N)N)NN)N
N)
-
H
.6.
~
N)
aba
N aa
N)N)as
N a
N)N)
essemeesee
..
)
-
--
N
-
N))
ass
-
-
H
-
-
HHHN
ek
-
NN)N)
H
HH
H
-
)
N
)
's
H H ae
HHH
N)N)N)N)mN)
H- H H
N
N)N))
ss H
H
UJN)N)
's
H
)N))N
H HH H H H H
HH
H
H HH
.. 6..6.6.6..6..6..6.66...6
ssH
NN)N)N
's
HH HH H
HHHHH
.6.
TflffR6N6'6Q
1H68NM$$$N$$$$MTMT2M
OOON
.OOOOOOOO
OO
OOOOOOOOOOOOOOOOOOO
0
ggimgMm
00000000000
00
0
N)N)N)wN)n)0Uw.
0
666666666
H HH
cn r.wN
G. 666666666
C:
0
0
H
H H
6666
~~H
0000
0
pooo
'66
0000
0000
0000
0000
0000
0000N
Eq
-J 0) (A 0)
N)K)
N) N) w) N)
(A (A (A (A (A"(A
cnI
H
H
HH
HHH H
000000
000000
000000
000000
000000
C66C
o
00
00
0
66
00
00
00
6
OO
H
H'
66 666666
90 t) 0)t00p
N N
w w
) .6
) (A
N)(A (A
0
Ii
-1
ii
U
H
H
~
tse6 6 eses
0)
HH
b
R 8
H
JR)
H
H H
R
H
&0, 0:
HH
)
H
0)
H
0)
N)
N)
N)
HH
H
H
N)
H
N)N
CN
m NN .I.
emer??
-6.. -6..-6..--.
rt
H
I
H
NN
AAAA
HMfryr
AA
-J--
IN
.
tD
I
oD 0)
AAA A41p
688
H H H H H HH
-J -JJ.
A66
H
))0
I.d.N
0
$$$$$$$$$$$$$$$$
AAAA AAA 999
.N
AAAA AAA AA
HF
666666
N)
H
H H
666666+66666666666
F'
R
0 0)HHHH
0000
co cc co cc
00000
HqH H
woooo
H- H-
H4.r-.
c
CN H
HI H- Hi H4
H-
00
0
C) 0
mn
H~~~
IN cc H H
m~~
00
00
Hc
0
0
mc H)
en cc cc cc
N
en
~
H
cc
en H
U
Ne
w m
-
H H0
N e
E
mc gcc
Cc )
6
ro
-r o
-r o
vHHrH,H
HH
-r
nMr4rA.
0
-H
H
N
m
HN
0
99
88
00
e
00
U)
UL
0
c
ncc N)
o00 c co
) ) 9
H
H) C3 H H H H1 H H H
cc
c
vc9999999
ccencc
en N
cc
r4
ooi--aHsn
H
Oc
c
en
iO iccc
inenwc
0 e
Cc cc
ccnU-) %%%%
HsasH)v
H
H
HHc
H
H
H
00
HHc
H H H H H H H H H
H
,
n cc)
wm"
I
HH
H
HrI
-as--
mmm
HHHHOOOO
---- --
mam
-4r4
ass
~
-
HH
cn
n
0
000
c
C C?9WoZ CW9w
oooooo0000000o
oooooWas
o66666666666
oooOOOoCm
00
0
%%%%%%%%%%%%
H
a0
0
n
00000 N
mN
00000
9...9
99)99999999q
04
I
p71
cc N
m
U Wm
neno ene
H HHH
en3e
omccemnmn
ccIDr-wm mv
nN
(N CNe 0n4
e4
c c en H
N 9- 9)9))9))9)99)9
H H
HH
en H
cc In
m
c6 v
vn c
H H H
1
H
mr
HHH
-j
H4H H H-
(N3~1
en H- H; H- H4 H- H4 H4 H- H4 cc H H
HHH
H-H- H-
-vr4mc
c c
H).
N N N N H-
CN
Hi H- H- H- HN
c
H H
N
U) ) ) U
H1 H 4 HH
cc
H
H H H H H H H HH
N
N
H H- H
H4NN"C4"C
HHHH
n
Nr NT -Qcc
en en en en
NN N
n, N
aNmmmmVVVVM
N Hc r: c cc 4c
C qL1 2
1 532Q
en
nooo
oo cH
c
oemmmo
H c i cc 0 mn mc mn q000 l
en
cc
~ ~~
N NN N
H- H- H
N
N
N
N
N
N
N
00 H
Cc CO CO CD Cc CO Cc Cc Cc OD Cc Cc cc H- H H
00
oooo
c en H H
9999999999999
mH
cc0 C) Cc
o'
9 9
9 )C99)or4m-
oooooooooo
c en en en en en
ooooOooooOma
H; cc
r-o
H.4H
N
~-
m
HHHH
en
3HH3HU3H%%%%%%%%%%
fLO
AO
HH
cN cN
cc ccc cc ne N N N N N N N N
r-
oo
CH
YHH H
M
N mp -MMmon
ooor
9Nomf
N mo
en cc,
wne nc H
N )en
-i w n en mn e r
AGM
o0
1919r
r .
C
44 9 44:k9
44
1-
99C C 9
CNN N4 cc
0)0)0)0)C)
N
HrD
H- H
r- ccI N co
00000
CN
H
m
in Lo in U) D Hme
r-CD
--
H
-
H - ir-
-
s
-
-
s
H
a
H H
NN cc
v cc
a
H HH
.
aa
a
NNN
U
~
0
s
m
c
d
c
aa4
H HH H
e
H
c
a
-
H rIr4H I
Ha
s
a
)NJN
cc
3
NN
r-
c
oLnLOHn0m
o
HLl
999
c
0;c
M
cMMMj
, C4
3L o
N
0NNNN0
Cccr 1
CNC14C,4C4
Nm
N
cMMM
e cnn)
9999.99N
H
enN
om
c&&M
CDH 10I'0w00w
-
0000000000000000000000
--
ccc
oWmmawaZ
A&
He
H
n
%mNrHlllH
%
r., q
r4 ' 4 H(N(N(NN NN
c
e%
%
Onenenenene.
C
n
rN
a'
w
1.0
o
H H.6
I-H
o?
*8
H
000((0U000%
Fla Ha
C)H
:1
OO
~
H
0.
HHH
H
HH
HH
.6A(A((%
. 8H5-a5-.5.6
o
HHH%%%%100101010
88
HH
o?
H
HHH
R W
.
-jm00J.
3?
WW
H-W
w
o
g
R
HH
HH
H
HH
00H
ooo
og
((A((A((A((A(AA(A%
N
Naaa~~~~~.J~~~n-aC
00lin
WJ',~06-
ltNNtlL@N LaNN
-a~~~~
ooN wa emoU ogag
n m en
NHHWHHWHNHHH
It-0
-Jo
HHH
L
1
o %
,
(AA(A%
I.
H
1
H
-42
.66(A
H
3? ?
NNMNWWLININNNNN@INLWa
HHH
'm
H
,
?
oo
ooo
OO3n -D
NaOHOO
C).
nu
H
H
A(A(JL(000
8885885
HH
01
CD CDCD CDCD OOOO
1
Q
WJ.6
~wa-
guog.6..6N.A-.6
(n no
-J
U16'pl
-a~~~~~~c-aoo~C:
H
NNNaaH
L06n.0
4
HHHHFHHH
H
-
ClN
UJG
0
m
00
000
M
w
NN
HHHsHH
HH
000
- jl6
0
DM.00
00
HH
m en
00
W--
C)Q
a. H~
0J 0-J.
-Jo wAQ
%%%%%%%%H:0
!0
masHHHH
HHHHH
0000000O00
00
.N.NLi
W~ W(A
WaN
110
WO
HOOOOOOOOOO
000
H 0H
-
C
0)
U
Cl)
C
f-fl
0)
0
0)
U
U
C)
4~J
C)
C
cn
Lz.~
cC
dH
II
U)
8
-
M
8R
me
i
I
II I
UN
0
0
10
C
0
oN
4 U)
HH
z
4
111
ri
N
i
NH
04
U
CN
6
F,
HN
r- 0
00
RL
LO L00
000
.T
e 0ooniS
e
00
88
88
00
19
(n 0
0
LN O
NW N NN
H
99
CN (N (N (N (N CN
o
(N 0
hi:;
H
C
CN
0
s s C.
000
88
C
~0
tO
0
NW)
UN U24
.r
am
CN
4s
U
U
r
6
K
UN
wu
PL
-*
1-
88
amm
HC?HC?H
H r-
H H
-
---H
H H
N
N
N
99
H?
--
H
H
-
NN
H
H
H
H
H
H
N4
H
H
H 1 H
N- N- N- H
H
H
H
HH
H
N N
9C
H
H
H H-H
N
N
H
H
N4
H
H
H
H-
H
d
H
,6
H
H
UN to o
N
v;UNU
9999999999999
-4r4 CsC??
H H H9
H9
9 H9
H9
H9
H9
H H H H H H H H H ; ; ; aN
?
9999
-4-4 r-ire- 4 4rA ri -4ri 4 -
r ( f CC Cl
n 999999999999999
ene
H(e
N'UNUN
Ar-
CO N
CN N
$$$
NUNNN CON
H
memememe
$$$
N N N H H-H H H H H H H H H UNUNUNU
0000000000
ONON ONON ON
9999999rA -I 4
C?Cre
egev
m-
HHH8
1-1 Hge
H~oNO N
n n n n n n n n n n n n e e e e e e e e e e
$$$
mN
$$
CN1 N H
r- -HHHH
-r r
C
C?
-
ON
ON
ON mmmm
99a
ON 0 H H H H9
H H 9H H H 9H9
H H 9H H H H H H H H H 0 ONOY
9
r49-4 1
ON N
N N
O N NO
en
en en enen
N
ON ON
aI?
H
r -:r r: : :r-r r: - -
O
00
a
ONON)
Om
rNI
H.HHH
mm
N- N- N
WWWNsgaW CwcsCs NN
FI)
-
N
a; HHHHC;0;a;
9999999
H- H
H H 99?9C9
C?
O ONO
9
o
ONONON ONONON;
O
O ON
9
iad?
d
4 r:r:r:r r
9
ma! ON
O
C?$ C
m)mmmCC
H0000
HH H 0000
0) ) 0
ON ON ON O
H
w t
at
N
N N
N N
N
4 -i-4 - -
N
N
- m
-
N
N
i
O
N N
9'?'C? C99C?
CN N
ri-
P
I
ii
000000)
N N NN(N(N(N(N
0
co
C
9"??
H
H
SSS
H
C?
(N
HH
~ 9'~
s
-
H- H H H-IHHH
C?9??? 9'99 9"
'9'
H H
H H H H H
NsNi NiN N N sN N N N N NN
00a00
In0
9w 9w?w? 9
9w99
0
"? 9 '?'
0)
O
o.
-mm0H
U
D
00
H
H
0
)C3C
0
oooo
0000
0000
oooo
0000
0
H~
H Hr(
000000000e
0II
H H-
0000
H H H H H
0
00
W ,
0
0
0
0 000
)C
000
00000000000
000
0000000000
ooooooooooo
0
oooooooooo00
00
9'9'9'9'9'9'9'99'
00000000000
C)00
0000000dd
0
9'
0000
ooooooooooo6
0
0
0
oooow
6666
0
C
eeee
0000
oooo
m
r
0000 '?9'9''9'9'99'9"?9
d)0
Dd
0000
d0
9"??'? C) o
C
9"rS'S
0000
0000
9' H888888HHHHHH88888 sslC ?
H IM
HH
HHHHH
HH
ENN N
gNas n
00000000000000000
Qooooooooooocoo
00000000000000000
00000000000000000
00000000000000000
00000000000000000
99999@@@9
00000000000000000
m
00000000000000000
U,%
9" 9'9
000
66 6
00
ddd
aC
0 H
0 0
See
C
0
m
C
C?9' C?9
'?9'9'? 9"?
9''?l?
I~o
S0
CC
00000000
00000000
oooooooo
9'9 9'99''999
naa
Ca
C
)Co
W
00 0C,000
ooC)00C
oo
C)C)(
00000000
00000000
6o
0
04
I -
N
08
N
N N
99
Hi
000
000
000
n
000
000
000
C?
9
000
000
499
N9 N N
Nr
000
H
oooo
Cj JMVULW NH H H H H
oo666
0000000000
0000000000
0000000000
0000000000o
0000000000
0000000000
0000000000
0000000000
oo
0000000000
0000000000
N N N N N N N N Noo
CNli T9T9? 9 9'9'9'C?'C? 9'
88868868sse
88 88 888 8888888888
H
H
00
H
9'
co o
00
00
00
00
00 o
co
00
00
9'9
00
Co
00
00
C0
00
00
00
00
00
00
m4-w
00
H N
Ln
0)
O
H N)
00HH
H,
0
0
)
N N
H,0
o
NN
H
OO OO
NNH
OO
F
N)W)) --N
1 0 N)N)N)
N)
W) NNN
HHJNH.6HHHH0HH
N
H
H
OO
H
0
N)N
H
H0H
OOOOOOOWOOOO
00000000000
0
m m000m
'm.1F
-J
H
n
w00 00 00 j00(D00
00000000000
w.
H
m
O~ ?
.6 H
3H
00000000000
000
N)
-J '-j11p
N
N)
0. N
H PH.6
H 0000000000
S
sH
H
FH H
00
ww
99
0mo
000:
p w
00
H
00
00
NM
00
-a0
N N
00
NM
NM
H' H H
aO
00
0
00
C) N)
M
00 H0
M
H
N
IN. -
go
H
H HH
HHH
~8888888
000000
U, U,
N)
0
Hn
N)6N
90
H00
0aa
HH
00
MN
N@
j
0
0
C0000Jl00
MRM
H D
OO U,
00
N) N
66
NM
OD00
N
N
mH
0
0000000
H
00
N) N
.6
H N
H
NHa
H
M888
H H H
N) N)
0000
0000
N) N
-j0
MN
9 0
0N
MN
~m
e
HH
.66
00
00
0
H H
W
H
HHHHH
HHH
0
0
0COOOOO
0000
00000
00000
00000
_00000
UHN
-MNNN
-.
N)H-JHw
3 00
U,
100000
----
88
N) N)
00
in
U,n H
HO
NM
H D 0
HN)
H Hn
H
H
)
) N
H
H
H' H
HoHooo
H
%%%%
N)
00000s
00000
00000
H
00000).
00000
1 H
N
H
H
N
H
H
H
H H
00
H
00
00
00
00
pp
N.) N)
H
H
6
H
00
0
0000D300D
000000
000000
000000
, U ,
0000
U,
C) 0
0000
0000
0000
bMMN
w0000M
0000
MbNM
000000
N
U,
N
NM N) N) N) PON) N)
N)
)
)
) N
N
N
bi(.
00
00
00
00
00
00
00
00
U,0
88
H
Un 0
H00
oO N
00
00Q
00
MN
00
00
00
00
00000
00000
00000
00000
NNMNN
00000
888 88 88888
8 8
R8NbN
NJ
0O
) N
Hl H
00
N)
000
000
" r " N)"N k3m mH
88
88 pOO
p
00
oo
00
00
N
8888888 8888888~
N) N)3N
N) N) N)
N)N)i
00000O
0000
0000
0000
00000
NMbNM
0000000000000000
0DO000O0
83 2ww e ; 8
0000000000000000
0000000000000000
u-I
o
41 I
28
t
to
N
H
888
5888
Cr Cr Cr
N) N) N
C)IN.60
90H
La 0
$$
o
b
i
rz
Cr Cr Cr 3
N) N3 N)
O -o
8 88 888
8
0 N0
o
88
co
88
000
0La
om
8
0
.0
U
0 H
8o
0
C)
cn
g
m
eHO
H
8
6L
H
C,)
L 0
0
O
Cr
08
0
N00
00
C0
08
Cs)
0 q
0
W
)N
0 400-
HHHHHH
-3 C
000
r
S StaSt S
Crw.
HH HHH
8
0
a
00
0m
H
H0
Hj HjL
a
n
H
H H
r
H H
rC
000
H.
H F'F
H
H
0
H
p)
HH
)
0
H
-4
000
La La~LaL
N) Cr .
HH
H HH'
j-
H
H
0
r
HH
nn - 4
H
00
00
m m(A--
o- K
H
Cr H' --
H
0 0
SSN6S6SSS
H H' H
LamOC j
n
s eS ss-s
'6' T''6
$s w uj
H-
J9NN
La Hn MH
00000
r C
.
-)
o
n
H HHH
-jC
,0
55555K5551
L n
)N
0
0
OOOOOOOCD-C
0
000N
o LatLo LaaL
omRR
m
om
Cr Cr 0.6 La
H
)N
Crn H
H
6N
NNNLn
ta. W
W M aHO
-)NH
,H
NNo
MSS
M
8
0
H H 0000000000000000000
H,Ho H, H H, H H
H HHH
H
H
P6S
M6SS
MN6
Wb
000000000000?
H
N)
H
-3.
H
-jo m 0
Cr Cr
WHRIo__oowj
N)0
U,006
-j
N3
w
NNNW
Nn
Ta -JH
--
HH -- J -r
)HHHH
KJX,
N-j -i
aN
ANNN
)N)
-H
H H
rNN
N
H -JHH
H H
H
N H
NJ No N
H
H
N N) N C
Ma N LLLL
N a
8
55 La C Cr.6
0HHO
55 o 55
(-n S 55
wswwwwswww
H 0
OO
N
000
SS
C6
LaL
LI
U
0
n0VLnL
-C
jw000ww
N~ N)
-J
j--K)ooooooo
eNNNM
r.(pL
H
SSS
-j
HHHHHH
-J
HHHHHHHHHHHHHHl
000
-a
30
mow -am
m w0
aa
W 00
-CH -0CrLa W N3 -J.:N
H
0
mo
-n
-J -- j
"Ro
-La6
S,: RI
La mm
-88oE-oo8
4r 1l00
H N . 00 )
00
OH N)
F
N
)N
oLa Cr0I
J0.
8
Cr
0Cr66 w-i~~
S
6N
S La
HHHHH
O
m
0
H -
-M
w
HsNassN
0
L2
F56
22
o
CN
P4P
4 4
9
0', 0N(M
0000000
8888888
COCO CO CO
CO
CO
88o888
888
8
33333N33
808
888888888888888888
99C9O
CO
CO
CO
CO
CO
CO
C999
OC
OC
OC
OCOC
OC
33
4
N
OC
N
4
OC
I N
33
4
N
8
OC
44
3
OC
VVVVVVVVVV
NN9NNN9NN99N9999mm9999mm9
OC
8888888888888888888888888
O C ON V VVN
VV
CO CO COCV
ON
2
nen
en
N' 04 CO CO CO CO CN (N (N (N (6 (N (N
099
(N(
(
?N
N(
CO CO CO CO CO CO CO CO CO CO CO
N N'C CO C C N
C
8
m !!0QV9LO
CO CO CO CO CO CO CO CO CO CO CO
R
?999990
H
H4 H
H
p3~ACR
AFA
4
888 8888 88
0L4
n
000
ON MN (m
000
000
999
(
- 'N
HHH
MA
LO
m
m
HHHHHHHHH
LA
000000000
LO
000
..
w
200
V
O
m
H
mAL
H
C
L
N
C
e
COT CC)
V V
)
H..H(H
mN
m"H"H
CO
C COCL(CO
0
L4 o
Cm
4m
rN C
C
-H Hi H (N (N
CmO LA qn
-
N(R~(
m""-4(NHC- r-
HLmA
U- LL
wwwlow
k~w
CO
-no
o
CO R N
o
O r..
000
eM
m
0
00
--
COCO
C14H LO
HOLA-)
0
C)H
(N""N"NN(N
00
00
00
-D
IDa
l
r-i n
N
-
i-
L
000
(
00
CO CO
(N-N
s S
00
00
00
00
00
00
40 C'
00
C 33
LO
oo
(
L-
0-
994
(
CO('
- - -1 - -
000
N
@enenne
N
c,00
C
N
H-
AL
00
A
AL
AL
H~ H
H-4 H 4
LA LO
H 4
H1H
H
H -
N
H- H
0000
LA LA
H
0
N
LA LA
H
LA)
0
N
H H
N
LA
~~r.r
11
n
N
H- H4 H
N
in'~
LA LA
H
N
00
LA LA
Co -H(N4
H
LA
0o
LA LA
(N
H HH
0 00
0
LA
H(
H
r
C-
N
H
H
C
HH
m
(N
0
HH
Mn Mn M
-
-L
N
oC
H
-
H
LA
H-
00
(N
(N
H- HH- -1
H-
0
H
H
H HH
N(N(
r
N(
H
rnf vrn C-
(N(
4H
r n
( (N
C~
0
00
H
m -Q
H
O
H
H
Co
o
Co LA rn
H
-(
Co Co
H
vzNn ;
H
Coi
C-
LAH 0(
LA C-
H
C Co Co Coo
99
LA
LA (N
LA(N (N (N (N4(N
H- LA
H-H LA)H (N
CO
0
H
00000000000
C
0
0
H
LA
N N 00000000000
(N (N (N
rAE
LA LA
,-i1-4H
H
00000000000
LA LA
o0
L ,
Ho C
N(N(
mvlw-
w
H40N LA H
CoHCoC
oooooooooo
Co
00
ooooooooooo
V
(N(N( (
wo
N
CO Co Co C- Co H
rnrn
CO Mn Mn
LA
Y
Hl H
C-
H
H4 (N
C-
0) H
(N
H
rn H
RLo
OHmnrp m
rnr
HH
M
(N
mn w
9)
I H FZ9)90i9099
Ll l
Co Co Co Co Co Co Co Co Co Co Co Co Co
(N(
N (N (N (N (N (N (N (N (NV( (N
H
(N C(N%
Co
-
0000000000000i
C-
mvn
oNo
C-Co
NNNNN
0
S
0
~'
LA C-
HH
H
H
C-
o
00
H
rn H*
00
Corr
v
H-
v
H
l~
~
-
HH
H
o
(
C-
1.0
(N
N
nD
HH
qW
(N
-
(
10rC-r
HH
rnrrr
'A- m
l
-
C~ C
(N
0 0
C-
-
I
C 0
-w
-
LA (N
Co
H
n~
0
Co
C
H H
0
f
o
C
MAo
N Co 0
mo
H
HW
H
H
CLC
00
a
H
HHO
Co
C
LA Co
0)0)00 )
C o
m o(
H H H H
C o~
H
Co COO
H
c%9
Co N Co 1C C
C?)
C-
C?
NO
LA LA
C?)I?
00
Co
U
LAn H
VH(V
N
00
00
00
(NH
C-
rnr
0 0
00
Co -W (N
C-
C4
00
66
R
9
C-
CO C LA LA0 Co
co %D
Co
eCO CO
o W 0orW , M o
c)%
H C? o0 C
oHooo C- A
(~ CCH
A
-
Mo
voL
-
Ii
N rn -W Co C-
maqWs LAm a(
W Wow4
LA UI)
o
-
H H H H H
C
(
Co
m
Ar-LA
Co-
-
~~ ~
§
C
~
H H H H
~~
C
H
Co Co Co CO CO
oC
wc
Co L
LA Co C
0
H 8
YL-!-Nn
CN
C
( H
mG Z
(
-
0N
Co 1Co0 Clo
HCo Co Co CO CO CO Co Co Co Co Co
C-
H
rn LA C-
H
rn H (N
-r
H HlH- H
H-H
H
:
( (
-rHC3
-
H0(qqN
N(
-
NoO
Co O
Co o ro- LACr-CoOC3 0o
H
H H
CO
oo1 oo~~
n~L
000 00
rn
L
Ww0
HH
Co
~
Nr
Co H
Hno
CoCCo
-
o -
ooq
C- -
Co- n
C-
"H
rn rn V,
WD L
W 0 cW c
MA %~
r4W
4 D cW -;voa
Co CoO
H
n
N
rn
(N
H
0
H
LA Co, C-*
0
C-
C-* CD
H H-H- H- H- H- H- H- H
H
Co
r C6
0
Co C-
roooo
i
C(U(N
rn-LO
( NC
C?(~nLC
- rn N H H H H H H H H (N
m w LA CoCoC
H
H
almmmmmm
(N
R
Co C-r
(
CC
H
H
HF4
C-,
C7wOr
C
HA
(Soooooo
rn rn
CD rI
HCHOHHHH
COO
HH0
"IR
Co v
HH
0qr
2Hg
H, H
C
-
oH
0om0H
-
H H
n
9wLo.C~noCgC
CWN
0
ooooo
C
m H
HD ;%
a%
7o1o9oCo
COW
Hl H H
m
LA (N
DC- C-CoorMCVrnrnCM
H-H
(Y mmmmm
mo
0DC-Cr-H
HH
o o
-C--C--Co
Co . o
C--
HHHHHHHHHHHHHHHHH
C
00
EHC-
000 000
00
CI?
Ow
-
CC- C- C- C- C- C- H
ooooooomCm
0
ooo
11
C
HHN0
C
C
CD~ LAL CLOAAL Co D Co HO C Co C-
H
HHH
Co Co
0
0
0
H
-
p3
0~.
(.3
o -3(.
)
(.36.
U(3N
-Jl
W) (.3
"..
0.83(38
:-I)
H
U
,
N6
-
9
99
3
- H
H
H H
H H
1013
-j - -3 -j -30
m~N
M71
H
HN
-o
ad 3a-.
'$$&64
cN
9
9
1.
9
90
0.
9
ak
-.3 -
N
s
) N
-:3-J -
)
-j
1.3 (.n.
o -j
00
PHE9
j
)
3 -
-j -
3
H H
-3-j
N
H H
(.
86
H
H H
.o 6
H
F
H
Ud$99d
U,
H
H
sa
as
l
H,
H W
N)8)8N8N)N)8))8N8N
N)N
0
30~~
N)
U
0
.
D N)
U,
~~
0
9 ORp
H
(.
p
H H-H
N)
INl)
R-, pN)p N)
N)
Do
oo
.
N)
.
to
,
N)j N)
3U
N)
N)
N)
-
N)
N)
N.)
N)
HN 03
N)m
HRA"
N)N
w
0G N
N) N
(0 -
WO%
N)
IN
It-
N
3
.6 L,0
N)
0)
0 0
N)
0
N)
0
0
N)
0
0
, QmmN)
0
N)Nm )N
0
N)8)8)8)8)8N8N8N8N8N
)
0
PPPP§PPP§P
00000000
0000000000
N) N)
l.
L.3.6.6n
0000e00000
N)
00oooooooo
0000000000
9999999999
0%0%%%%000
I
w wOD
N)
H8woa,
WWWWW
M
(.3.3.3.3.3
N) N) N
m oomempA
N)
N N)
N)N N)
N)
N)
N
W(.Ww3.6W
N
qmRI H
oo
.
N
N1) N)
NN0
H H H
oMIN) 00)03.6
N)
I)N H)N
3.
IN)
m0. 0 3
OD N)
Do
.
NN
H
3000003333
RII
N)w
o
030.
..-j
NN
HH
k NM
N)8)8)8)8N8N8N8N8N)N)N)N)8)888)888N8N8NN
H
H
N)
3 NN N
H
N) HN
N
m
)HH H 000000
0
.(3N)
.6(3(3N
000
0
U H
NN,
H?
"
0000000000000000000000
H 00H
0P.
H N)
N) N)
0
00
0
N
030 H"
oo
NN
,
30-j'i
(.
00000
03)
.. 6.6
W
0 00Q
P-1
I HP
rN)N) N),t) N)j(.
00000000000
00000000000
00000000000
a
H
H o
00000000000
00000000000
00
)
U-,-
H .. 6.
b.(.
(.3
W.(3(.1
-3 M,.
(.3
H
H
HH
H
HH
000
300 oooooooo) )
00
.6 H
(.n.
0)
HH
N:
H H
G
-3
0
0)31.30
LoH
. .
03
N.3
.
0P;)8N6W8
H,30IH1.3-330.6(.
) N) N.N
n
H HHHH
1.13.
)
P
(.(.
NN 0
30H I
-. 3(.m3
)N
senMe I
H
HW
-j -
W (.3
N NN
H H
Ln(.
8
N)N
0-13.
3036H.
x.3 0
9. p. P)9 N)
nI9
9
o)0 N03 n3L30
H 0)(.
wN
M~3
-j0 N)
N)NN))NN)03..66.66..668
N)
w)
w) N
H
:,1
0)0kUk.
2
kv
00 (. sM0.UlINW
(.
D (.
(.3
30
D w
,ooooooookoooooooooooooooooooooooo
00000j03
Ho
0
NNN
3N
t.(.3W
N3HO
.6 (3 H ) 0330 N 0)-i
-j -i -i
0.6
0,
H
NNt
ND
(.0
0
D3.-
.
(.N
99
MR)716.
)
OP
H!:I
3
H
HN
z
0
N)
N)
N
0
H
H
see
t
r rt
H
H
# 22
6 36
H
HH
H
H
-
H
-j
-
Hr
.
LOW
$$$$
H
-4
HH
H
t H
------
HH
1.
HHH
H
HHHH
LO
Z
OW
-
-
t
----
H
H
-
.
-j
LO
H
H
H
H
-
HLO
LO LO
H
$$
H
HHHHHHHH
OW LW
F
O
0
LO
LO
H
LW
0
H
-
-,
-
%D
-4
0)0H0U)M)0)0
-
pp
LO$
L
-.
koe ko %0ko
.
-j
LOW
-,
0) 0)
O
01.0 0
---
WWIWO
WW
IWD
sness
WW
IWO
LO
LO
twO) )
- - - - - -
LOW&
LW
O L
:-j
HD HH
-
-J
LOW
0).4
0)0) 0) 0) 0)0) 0) 0)0)
H
H0)
' ! 'I M- U
r6LO:.O
L4LOLOLOL
$$$$$$
H
HveH
Fl6 I--6
H
1.6 )-~)W0
H) 0)
H
C--
N)N)N)N)
)N)N)N)H
66
H0)
- - - - '*')
j
-)
H
-4
-
-j
'n
m , .w t
0
ooo CC))
C) C>C C)
%
1;4
w
0
H
N))N
L
C) C) -JC)-4
)C
C)C)C)OOOOq
0n H
C)0)
1212
C) 0) C) C)
t
888 88880
8 88 8 88Q
C) C
o0
H0
%D
H
NC
0
~0G
II
Fi
II 0
HEs
II
H
F'
-3
C)
C)
Ca
I
I
I0
I
WI
C)
0
0
N
0H
i
I N)
0
H
j
m)
H0 H
H
g
H
:
H
H
H C
0)0
)
)C
oN)
. W
010
0) H
H
Ls
H
6 0
01 0)
H
0) 0) m 0)
C)C)C) CC). 01m0 .It-
.6.6.It 010110
'=
0) 01 HHe
H
0 0X 0
88
J0
)C
)
)
~-
w
8soe-
w
mH
w)
U)01. N)H C)
H 3NN)N)N)rQo
N
0)-j 0) 0) 0)
N) 0)
w)
C) ) H
0
H ) 0).0
0) -J 0)
e~~8
0) 0)
IRR
H WT N-
C) C)HHHH
H
.
HHO.66
OR MO
N) 0) .
N0 H0w
0) H
I0)
C)
0
H H
H H
H
H
H
H
HHHHHH
020020020
0o2ooo
H HHs
c~
HC
-i-ii-i.]-----,U,
0202002020
000000
H
H
H
H
n
D 9o
NNN
NNN
o
O 90
-
oo
c!2cO
m
02o
02 2-2C
mewH
-
0
9n
06
0
I-,
Ln.
%%%%%%H
JN)H
0
.
p
H
0
U02
H
HH
666666~
Un -N
.6
H
02 (0
(.
)
H
M2U, .lb.
H H
H H
H
0
H-
N)RN
H H
H
HH
N) !0 N) !N) N) !0
H
N) !0
00 0
N0
2
.6
-
HHbab
0-)0.
N.
OO
H
000
%%%J
0 H0.
02
O
H
~
IbAbabbabe
H
N)
L22.12,
H H
LPO n
-%-%-2
00.
9
w.
CO
~
H
.2(.2N)N)H
H
0
2 -
N)
U, Hj
~
w
w.
w.
2
N)
.6N)
w.
N)
N
02
2
..
N)
0
00
2.
N)
!%%
C
N)
H0
H H
N~t
0000
H
00
H H
H
0000
H
H
H
H
00
)
w2 m
w.
H
H H
00
HH
O
HH
H
CO
C
O
H
0
0
00
HH
PPPPP
00
00
000000000000
999909
000000000000
000000000000o
0000
H
0
00
00
PP
00000
Q00000
9
00
%%%%%%%%%%%%i NN
0 0 0 6.60O2
0000000000000
HN
I
C
0
r)Nsss
N
020
U, U, U, U, U, U, U, U, U, U, U, -. 2
. 000000
02 -i
m00
H N) t. H22
O
HHH
HHHHHHHHHHHHHH
00
000
0
-j -j 020202020202020202020202 -j
(.208
q-2
N)
N
) )K
UN
HHHHHHH H H
66..6..66..6..66..6..66..6..6
0000
H
.80q
0D20D -j
2 0
%%%%
U U.
D.
w.
.
w.
00
CCCO
m20
J02
HH
2J8989
00 2
w.
CO
W H
H
N)
%%%-%0020022
CD
20
N)
0
-jw
O
H H
%OW
H
z
N)
%%%%%%%%C
2C!
%%%%
! C)!)!C)
%%%! C)!
2~ C
02222222222200000000000
-2
0000
0H
H.6,-
ioN)N
m 0w 02
6.
N6)
H HH
N)j N) N) N) N) w. (.o2o000.
00000000000
H HD H
00000000000
00000000000
020
HHHHH
.U
W) )
H 00 -D
66ggggg6
H N) U,
00000000000
w2 --j
6 6
H
Hoooooooooo
U,
N.N999666
Vl c
zi~2
0
22-0
I
- 6
g
HN
02020
H
6
-
66
a
N
H H
OD
H H
H
0
HH
H
020
--
000
00.
H
H
H H
a
Nt.)NN
H
H- -
e
0202022
EqM
66
000
00 OD0
e
0.E
DO
0 0202020
02 m2200220
8
88888
e
8888
AA%
~
H-
N) N) N
~~sH
88 6
Hj H H
020202
H
6A )
0j
0' 0
C!,s
NN
0
0'
0
0
C) C) 0
0
0
n
0'
0J-
002002022022020020
) N
N
0'
H
H
H
HHHHHH
Ho
N)NN)NN)NN)NN)NN)NN)N
001
0
0
00
H
HHH
H
0
H
0'
sn
0200
rQr%
LN N)
HH
0
H
4
02 N)
NN
0'0'
) N
N))
-J F
' 's
N
H H
mmmn
H
H
HH
H
88888888
ooooo
N) N N)
HHHH
00000000
H 06 02
H
00
00
00
Op
00
00
00
co
00
WN)N
ooo0
HH
00
Lnw
00
00
oo
00
00
ooH
0
H)
00 e s
00
N) N
F8
oo
00
00 00
00
00
00
0o
00N
00
-
N) 0
00
66
o0
00
CD N
0202
Hs
F
tI
)N
oo
CoC
H R N)HN
020
H N) Cd 02 0
C
NIN
02 H 02
i.6
oll)w
0'
N
N %%
)02
OD
0'
66
2 H2 Cs!
H
s
i9
O
0"
202
en
NNNN
0'0'
OD0'
ne
NN
0HH
CD
mun
N
NN
00
----- mFja
--------------
0
)
0'
020
N)N
g
020020
00
C!s!
020
es %% N
N)N
NN
H N
00 H
H
NN
%%
O (n
os0u
oooooooooooooo
0
H
0
0
H
0,0
N)
NNNNN
oo0'0'0'0t
ketsAA
N
H0 02)
INNNNWN
020202020
H
100
CdL
OD
H Ch
o
N)
H
N)
N) Hr 0'
ooLn)n
)n
(_n
OD00
H) 0
0
Ln
0'
00
ko-.
co
HHH
0000
H'
T,2 12 1!
0000
aN N))
NW.N
0000
0000
0000
C) CDCD 0
N)NN)N
C!C!C!o!
Cd .6.
-1
P,
N)
H
H
H
H
H
C
H H
'
00
00
0 06
..
0
d
.6Nt
0022002202'
d
02020202022020202020
02020Noooooo
'
HH
0020
d
000
0.6
-- --
'02
-
6.6
--
6
-
0
0
-$$02
--
)N
0
0
)N
N
N.)
) N
-
0
C
N)
0
oo
H
N)N)
N6)0 N)
'
N)N)
dN
'
) N
d
t 0'
H
H
0
0220N)C.J6
tse)ooo
200
0
000
lwINL
HIeN)N)NgeN
%
0'
--j
HN)..
N) H
)
)
''
N))C" "
S 0'
M.6
"
Cd )
N
)
N)
d
d C
HH
!)!)!)!
Ln)
.6
d
N)
C!):)
ssseto
")
H
N)N
C
H
H H
N
-1-1
"H
!)!
HH0
Hn N.
HH
H
C2 !,!
&d.
-
H
-j
-j
'
H .6N)
HH
)
C C2 !):)
o!
H N
00 -j
H
!):!
) N
-i
-d
N)
C C
0:!
2.
C
HW
Ho HcH
-j
020.6
d $
0Cd.6.-.
MN6))N
H
H) HN)2
02N)N)
.3 N),
2 H-)HH- 2N
Cd
J-J-3-3-3------
000202
HHHHHH
NNNNNNNNNN
--- j
-J-j
Cdes6esse'
p 9090at, H H
X,
Cd Cd Cd CD H
C C
0000000000
CDC
o Cd Cd
020H0
0 Cd C
N&.020
N)eNN)
lb.&.
w
w!
-J
Nw o
NN)N)N)N)0
N
IN
wwwwww
888888
yoN NN N
OR" Alpl
C)-J0
NN
Fl c!C!
Nt)
00C!
m! t ! C C C!k!o ! 00
NN%%%%N%%%%
m6 0'
'.6
Cd Cd N) N
NJ H
dC
NN"
03 020-.j02M
dCdC
Dw-o-j-w--j
dC
NNN
H
wwpmppwwwwp
N).6
O
Hc
IN
C.n '
H1 02
N)N)
INH
H ,
-020'.
N) H HHHHMH HHHH
N)N)N8N k3N)
INo
m2
H 3
000O
00
H m2N
H H H 000
w2 02 w2 w260
N)HH
D
H H HH H H H
H
0'
d02
~
88$8$0'$N)$.6$J
0
.6
N)
0
'
0'
02N.020
ooo
.6
i
sd
X. n o A
H
02 0020020020020020020020020
H
0p00
0
02
. w H
) 0000
02
02 m2.6 NO 0
H
p1.
H H
-im
MOp' 0O
-j
.6
NE
Hooo
H
o
)
0
0'
H
HHHNN)
N)0
HH ooooooo
ooo02 HH-,
0
wd ) H
0H
NO,m -j
m2 m2 m.6
m2 0
pd
H W0-j
00Ln0 H
0
0w -i
.q
M20
0
Cd Cd Cd Cd Nj
oH
HNWMktWi
0
rNNagkooo
NW H H H H H MM M oo
?0
cna.w
m
Ii
i
Ui
N
ln
-j
-j
-J
-j
-
-4 H
00
H
ms
H
C
HH
C
H
L
H
CC
HAH4 H
C
N
i
c
H-
H-
C4 (N
mH
L
L-
HC
-
-
E-
IU
C? Co C
HoC
(N(N
N
14 A C-
H-H (N(N (N(N
H-
0000000000
H0
nq
?W ?W ? C-? ?W H
assaOOssOO
(N I
000000000
o
(
e1 N(es N- e
oH - H NL
C
o r r oCoC
) Mo- o
D o"
ooowH~~ww
o
r-
CH
NsN
co c
(N (N
(N (N(
Q
0
.
L
-- H
oC
m
H
oC
H
LA -T
Co
oC
HH
woooooo
H
(N
oC o
YC.
H CO H
C'- H
lCC
W r-o~0H)-
H
C
H
H
C
0
m
H
CC
Co v
H
H v
Co C-
OC
H
C
(N
W (N
v
CL
LO C-
H
H
H
H
C
HH
m
LA v (N
8r88
C oC
C
H Hm
Hr- H- w
H4co
H
mo
H
H
Co Co CoD H
H
CC
rqH-IH
H H
OC
H
~
H
oC
~
C
r-
C
i
o
C o
V H
(N
H H
(N
r
Q
v
N
0
0
(N
4
oo
oL
0000000000
oC
(N
CoCoC
04 LA C-
HC
oC
-C
C
-C
AL
Co(
H HHHHHH
(N
H
(N
r'C -
H
H
H
Co C
H
LA (N
H
H
N
C-Ao
0
C-
W
H
H
H
(N (N
(N V :
(N
H
(LA L
L)
CC
9)))899
H
LA Co H
Co Co Co Co Co Co
H8
LA CC H
M
LACoCoL
W
C- r-
wO
(N
Co C
0
(NLZACoH H H 0 , o
LA Co Co Co Co (N
C- -W
H LA (N (N
Co
W
C oC
H 0
r-
(N
H H
(N
H
CO-
Co Co Co Co CO Co Co Co Co Co Co Co Co Co Co Co
000
ooo
000000
mmLnooo oo
C-
-
-C
8888888C
C-
c
(N
Co Co
Co L(N
t
A
o
AL
N
Cnq~
H- H4 H
C
AL
H
AL
AL
N(
H
H HH
C
oL
H- H
H4 H
w wwee
w
(N
0
( qao Co Co0
H
, m
H
Co
H
H
ai
0 H
H H
0
(N0CC
U-)
H
1 w
s
H
Co LA) en 04 H
C
Co Co Co Co Co C-
LA) LA
H
oo
(N
H (N CC qV Co C-
IT
H
H
(N en LA Co 00
CMoC
-T
H1 H4 H4 H
H
(N
Wo C-
M
C- 0
(N
oN
(N
~
W'C
H
C-
(N
00
LA LA LA Co W
H H
HH
H H
CC
MM!RW
nC)C)C)C)C)e
(N
M M(en
CC)
Co Co M
MC
COH
Co-
H H
H
H-
O en
-
CC)O
H
H
0
H
r-- C 4
N~ N
LA
kD C
H H
H
H
~2~
H (N en M V LA Co C- 00
H
LA LO
(N
L
N
CH?(CHeCH?
CH?
(N(N(
H
H H
H H
H H
(N
(N
H
- 00
o
(N
H-
0 en
H
O
~
(NN N N C
qMaH(NRnMLV n
(N
(N
.
LA Co CO H
04
0
(N (N mC w LA LA Co
U)
(N
WLA LA LA LA LA (N "T C- H
H HH H
H-
oo
H H H H C000
H
H
A
(N
1;
(N
-
C
Mn e)
0
Co H
LAU LA LO
C-
V(N
LA
-T
H)
CO Co Co Co Co Co Co Co Co Co Co Co Co CO Co
AC
CO O
Cn
C- MC
Co
~
H
LA C-C
H
CoI
Co oenC
CoLL
H LA (N Co H
1-q
Co (N CC 'c
H.1H-I
(N
CoCo-i
l' CC CV C-W MC ( MN (N
LA (N
~
CO
COH(NNen-oC
H H H rAH
ooooMNoNoo
(N (N
o0
ra Cc,35945
H
Co C- Co Co H
(C
V,
LA T (N H
H
o
CM LA Co Co LA LA LO
CO Co
~
C-C-C-CoCoo(
H
CO CO CO CO CO Co CO O
CoC
H- H
0aaaa
C C
0
Co
H
LA.7C
C;00
H
f
9))99))V.)-H2
0000
V,
sSsassn
oo
H
Co
0000
H4H1 Hq H
0
co
H
o
00
(N (N (N (N (N (N (N
0
M' n
LA LA LA LA) LA LA Co H
Co~o~o~o~o
V' V
H?
~p~ppN
0000C;
MYNYOC-WCo
N
MnH- V
LA (N H! (N LA C- 0
Co
LA
H
V
0
Appendix B: Conditional Probability Tables
The conditional probability tables presented in this appendix drive the Bayesian
network used to detect diversion. For each of the conditional probability tables, a
number of simulations is run and the number of each runs falling in a particular category
is tallied. Diversion occurs if 8kg or more of plutonium is removed through either the
solvent recycle or the raffinate stream in the time period specified. For example, a run
marked as diversion in the 8-hour table would be indicative of at least 8kg of plutonium
being removed from the process in 8 hours. Of the runs not marked as diversion, runs
are marked as indicative of facility malfunction if either 1) uranium concentration is
more than 10% from normal in any of the output streams or 2) 8kg of plutonium going
into the uranium product stream ove r the time period specified. Runs that are marked
neither as malfunction nor diversion are deemed to be indicative of normal plant
behavior.
In some cases when there is a very low number of counts, subjective assessments
were made to ensure that some probability values did not exert an undue influence
over the network's behavior.
105
B.1 8-hour Conditional Probability Tables
U Strip Flowrate
High
Normal
4996
2305
0
0
0
13
4
2695
High
Normal
Malfunction
Normal
4996
2103
0
0
0
39
4
2897
High
Normal
Malfunction
Normal
Low
Normal
40.58%
40.66%
18.76%
Diversion
3330%
33.30%
33A0%
0.48%
0.15%
9937%
Malfunction
High
Normal
Low
Normal
41.14%
41A3%
17.44%
Diversion
3330%
3330%
33.40%
1.33%
0.14%
9854%
Malfunction
High
Normal
Low
Normal
33.98%
34.24%
31.79%
Dive rsion
3330%,
3330%
33.40%
Malfunction
1032%
0.98%
88.70%
Low-
4958
4996
4639
0
0
0
42
4
361
Diversion
Normal
Low-
4961
Diversion
High
Low
4987
Diversion
Malfunction
Normal
03
Normal
4905
4996
0
0
95
4
M Diversion
Malfunction
High
Normal
Low
Normal
41.98%
42.76%
15.27%
Diversion
3330%
3330%
33.40%
2.87%
0.12%
97.01%
Low
Normal
High
1784
M
01
Malfunction
3216
Frs
Normal
Diversion
Malfunction
4983
4996
1871
0
0
2
17
4
Normal
Low
Normal
42.05%
42.16%
15.79%
Diversion
3330%
3330%
33A0%
0.54%
0.13%
9933%
Malfunction
31271
106
A Flwrt
High
Low
Normal
High
Sovn
t
Normal
e r F
atr
HNO3
HNO3+HAN
I
Unc
ANY
HAN
ANY
4996
0
73
20
Diversion
0
2795
1204
1309
Malfunction
4
2205
3723
3671
Normal
All
Unc
Normal
Diversion
HNO3
Unc
HNO3
Unc
HAN
Unc
98.17%
0.00%
1.43%
0.39%
0.00%,
52.66%
22.68%
24.66%
22.96% 138.77%
38.23%
Malfunction 10.04%1
107
B.2 12-hour Conditional Probability Tables
U Strip Flowrate
4907
4973
2304
0
0
0
93
27
2696
Diversion
Malfunction
High
Normal
Normal
4973
1740
0
0
0
39
27
3260
Malfunction
Normal
High
4973
4639
0
0
1
519
27
360
Malfunction
High
Normal
M
1784
0
0
1
156
27
olen
A
High
Normal
Diversion
Malfunction
Normal
Low
Normal
4027%
4082%
18.91%
Diversion
3330%
33.40%
3330%
3.30%
0.96%
95.74%
Malfunction
High
Normal
Low
Normal
4250%
42.60%
14.90%
Diversion
3330%
33A0%
3330%
Malfunction
1.17%
0.81%
98.02%
Malfunction
5728%
2.98%
39.74%
High
Normal
Low
41.76%
4227%
1538%
Diversion
0.33%
0.33%
0.33%
Malfunction
4.59%
0.79%
94.61%
High
Normal
Low
41.54%
42.48%
15.97%
Diversion
0.90%
0.90%
98.20%
Malfunction
4.45%
0.88%
94.67%
Low
4973
Malfunction
Frsh
Normal
4844
Diversion
Slowra-
Low-
4481
Diversion
Sti
High
Low
4961
Diversion
Normal
Low
Normal
High
Normal
U
Normal
.
3215J
glwrt
Normal
Low
4863
4973
1870
0
0
218
137
27
2912
Normal
108
1
~~~~
Normal
Ot
acos'
-
HNO3+HAN
HNO3
Unc
Unc
HAN
Unc
4973
0
69
15
0
3626
2463
2056
27
1374
2468
2929
0
HNO3+HAN
HN03
HAN
0
Unc
Unc
Unc
w
4
Diversion
Malfunction
Normal
98.34%
0.00%
1.36%
0.30%
Diversion
0.00%
44.52%
3024%
25.24%
Malfunction
0.40%
20.21%
3630%
43.09%
109
B.3 16-hour Conditional Probability Tables
U Strip Flowrate
U Strip Flowrate
Normal
High
Normal
if
4408
4777
2299
0
0
0
592
223
2701
Diversion
Malfunction
High
Normal
Normal
44
Normal
Normal
38.38%
41.60%
20.02%
Diversion
333.%
33.40%
3330%
Malfunction
16.84%
6.34%
76.82%
High
Normal
Low
Normal
45.58%
43.94%
10.48%
Diversion
3330%
33A0%
33.30%
1.07%
5.40%
9353%
Low
4956
4777
1139
0
0
0
44
223
3861
I
High
Low
Low
cu
Diversion
Malfunction
Normal
4777
4579
0
0
102
Diversion
2047
223
319
Malfunction
High
Normal
Normal
4777
1769
0
0
210
574
223
3021
High
Normal
Diversion
Malfunction
Low
4426
Diversion
Malfunction
Normal
2953
Diversion
Malfunction
Low
Normal
High
Malfunction
Normal
Normal
M
Diversion
Malfunction
Low
4169
4777
1862
0
0
715
831
223
2423
Normal
Diversion
Malfunction
110
High
Normal
Low
23.99%
38.81%
37.20%
1.89%
1.89%
23.00%
79.07%
8.61%
1232%
High
Normal
Low
40.34%
4354%
16.12%
0.93%
0.93%
98.13%
15.03%
5.84%
79.13%
High
Normal
Low
3857%
4420%
1723%
0.28%
0.28%
99.44%
23.90%
6.41%
69.69%
Ot
e r
atr
HNO3
HNO3+HAN
Normal
Normal
Diversion
Malfunction
Unc
Unc
4777
0
59
11
0
3953
3217
2457
223
1047
1724
2532
0
HNO3+HAN
HNO3
HAN
Unc
Unc
Unc
Normal
Normal
I
Unc
HAN
9852%
0.04%
1.22%
0.23%
Diversion
0.02%
41.05%
3341%
25.52%
Malfunction
4.04%
18.95%
3120%
45.82%
111
BA 24-hour Conditional Probability Tables
U Strip Flowrate
High
Normal
2920
3848
2218
11
0
0
2069
1152
2782
2 Diversion
Malfunction
4836
3848
442
0
0
0
164
1152
Diversion
Malfunction
High
Normal
Diversion
Malfunction
24.68%
%
Diversion
7333%
1333%
1333%
Malfunction
3447%
19.19%
46.34
High
Normal
Low
Normal
52.99%
42.17%
4.84%
Diversion
33.30%
33A0%
33.30%
2.79%
19.61%
77.60%
High
Normal
Low
11.09%
44.73%
44.18%
Malfunction
45581
Low-
0
0
1062
Diversion
4046
1152
137
Normal
Low
3848
1602
Normal
0
0
1802
Diversion
1843
1152
1596
Malfunction
Frs
A Flwrt
Solen
0.19% ,0.19%
Malfunction
3157
Low
Normal
High
Normal
42.82%
Normal
Diversion
Frs
32.49%
3801
High
Malfunction
Normal
3848
Diversion
Normal
Low
954
Normal
Malfunction
Normal
Low-
Normal
High
Normal
High
Low
Normal
2549
3848
1787
Normal
1
0
1473
Diversion
2450
1152
1740
Malfunction
112
Solen
99.62%
75.84%
21.59%
2.57%
High
Normal
Low
36.68%
44.71%
18.61%
0.11%
0.11%
99.78%
40.14%
25.09%
34.76%
High
Normal
Low
31.15%
47.02%
21.84%
0.20%
0.14%
99.66%
45.86%
2156%
3257%
A Flwrt
Other Factors
HNO3+HAN
HNO3
Unc
Unc
Normal
Normal
HAN
Unc
3848
0
43
6
0
757
3938
2837
1152
4243
1019
2157
0
HNO3+HAN
HNO3
HAN
Unc
Unc
Unc
B
+1
Diversion
Malfunction
Normal
Normal
W
Diversion
98.74%
0.00%
1.10%
0.15%
0.00%
10.05%
5228%
37.67%
4950%1 11.89%
25.17%
Malfunction 1 13.44% 1
113
B.5 48-hour Conditional Probability Tables
U Strip Flowrate
Normal
High
510
1981
1893
Diversion
1514
171
1
Malfunction
2976
2848
3106
Normal
High
Normal
Low
Normal
11.63%
45.19%
43.18%
Diversion
89.80%
10.14%
0.06%
Malfunction
3333%
3129%
34.78%
High
Normal
Low
Normal
64.65%
33.98%
1.37%
Diversion
66.06%
3120%
2.74%
Malfunction
10.08%
33.03%
5689%
High
Normal
Low
Low
W
.M
Normal
High
Low
3769
1981
80
Diversion
362
171
15
Malfunction
869
2848
4905
Normal
M
w
High
Normal
Diversion
Malfunction
Normal
117
1981
1721
Normal
3.06%
51.87%
45.06%
11
171
3194
Diversion
0.33%
5.07%
94.61%
4872
2848
85
62.42%
36.49%
1.09%
High
Normal
Low
35.74%
50.10%
14.16%
0.02%
4.24%
95.73%
51.13%
4059%
8.28%
High
Normal
Low
1832%
49.72%
31.95%
9.66%
5.64%
84.71%
4922%
35.68%
1450%
Normal
High
Normal
M
FrsSo
1981
560
0
171
3859
3587
2848
581
-en
A
High
Malfunction
Low
1413
Diversion
Malfunction
Low-
Normal
M
Diversion
Malfunction
glwrt
Normal
Low
Normal
Normal
730
1981
1273
Diversion
293
171
2570
Diversion
3977
2848
1157
Malfunction
B
21
Malfunction
114
Other Factors
HNO3+HAN
HNO3
Unc:
Unc
Normal
Normal
Diversion
Malfunction
Unc
1981
0
17
3
171
4480
4505
3273
2848
520
478
1724
0
HNO3+HAN
HNO3
HAN
Unc
Unc
Unc
Normal
Normal
HAN
99.00%
0.00%
0.85%
0.15%
1.38%
36.04%
3625%
26.33%
Malfunction 1 51.13%
9.34%
Diversion
8.58% 1
30.95%
115
B.6 72-hour Conditional Probability Tables
U Strip Flowrate
U Strip Flowrate
Normal
High
105
1199
1732
Diversion
2831
544
2
Malfunction
2064
3257
3266
Normal
High
Normal
3.46%
39.49%
57.05%
Diversion
83.83%
16.11%
0.06%
Malfunction
24.04%
37.93%
38.03%
Low
Normal
Low
High
Normal
Low
Normal
2746
1199
35
Normal
68.99%
30.13%
0.88%
Diversion
1040
544
83
Diversion
6239%
32.63%
4.98%
Malfunction
1214
3257
4882
Malfunction
12.98%
34.82%
52.20%
High
Normal
Normal
High
Low
a'
A
High
Normal
Low-
Low
Normal
47
1199
1017
Normal
2.08%
52.98%
44.94%
Diversion
65
544
3866
5; Diversion
1.45%
12.16%
86.39%
4888
3257
117
59.16%
39.42%
1.42%
cu
Malfunction
Normal
High
Normal
M
Malfunction
Low
933
1199
193
6
544
4371
4061
3257
436
Diversion
High
Normal
Malfunction
High
Normal
Low
Normal
40.13%
5157%
8.30%
Diversion
0.122%
11.055%
88.823%
52373%
42.004%
5.623%
High
Normal
Normal
14.45%
4922%
3633%
Malfunction
Low
Low
Normal
352
1199
885
Diversion
934
544
3033
Diversion
20.70%
12.06%
67.24%
3714
3257
1082
Malfunction
46.12%
40.44%
13.44%
Malfunction
116
Ote
Facor
HNO3+HAN
Normal
Diversion
Malfunction
Diversion
Malfunction
Unc
1199
0
6
2
544
4559
4658
3407
3257
441
336
1591
0
HNO3+HAN
HNO3
HAN
Unc
Unc
Unc
Normal
Normal
Unc
Unc:
Normal
HAN
HNO3
9934%
0.00%
0.50%
0.17%
4.13%
34.62%
3537%
25.87%
57.902%
7.840%
5.973%
28.284%
117