WORKLOAD ANALYSIS AND SCHEDULING POLICIES FOR A DOCUMENT
PROCESSING CENTRE
by
Chin Jiat Tan
B.Eng (Mechanical Engineering)
National University of Singapore (2005)
Submitted to the Department of Mechanical Engineering in Partial Fulfillment of the
Requirements for the Degree of
Master of Engineering in Manufacturing
at the
MASSACHU
S
OF TECHNOLOGY
Massachusetts Institute of Technology
LIBRA
September 2006
L
LIBRRIE
(D 2006 Massachusetts Institute of Technology. All rights reserved
1
.4
Signature of Author
Department of Mechanical Engineering
August 22, 2006
Certified by
Stephen C. Graves
Abraham J. Siegel Professor of Management Science
Professor of
h'n,n
Pncyinpprin a A
l- 'rng
Systems
Accepted by
/
uavid E. Hardt
Professor, Mechanical Engineering and Engineering Systems
Accepted by
Lallit Anand
Chairman, Graduate Commitee,
LieparuIeImL
01 ivirnanical Engineering
BARKER
I
E
2
WORKLOAD ANALYSIS AND SCHEDULING POLICIES FOR A DOCUMENT
PROCESSING CENTRE
by
Chin Jiat Tan
Submitted to the Department of Mechanical Engineering
on August 22, 2006 in Partial Fulfillment of the
Requirements for the Degree of Master of Engineering in
Mechanical Engineering
ABSTRACT
This thesis is the result of a six-month internship at the Steel Stock Department of Keppel
FELS Singapore, a company which is involved in the design and construction of oil-rigs.
The primary objective of this project is to reduce the tardiness of the delivery of steel
materials and identify the reasons behind the delay. The initial stage of this attachment is
devoted to understanding the process flow of the department. Analysis has been done to
pinpoint to the exact causes of the delay, which is at the stages of document processing
and dispatching to the storage areas.
The workload at each stage of document processing has been analyzed using a queuing
model and it has been found that the stage that the issue vouchers have to be generated
and printed out is the bottleneck in the entire process flow. Some recommendations have
been proposed to alleviate the problem. The second part of this thesis focuses on the
reasons why scheduling rules should be utilized when dispatching the issue vouchers to
the storage areas. Three scheduling rules have been tested and their performances with
regards to tardiness have been studied.
Thesis Supervisor: Stephen C. Graves
Title: Abraham J. Siegel Professor of Management Science, Professor of Mechanical
Engineering and Engineering Systems
3
4
Acknowledgements
The author wishes to express his heartfelt gratitude to his thesis advisors, Professor
Stephen Graves and Dr Stanley Gershwin for their guidance and invaluable suggestions
throughout the whole project. The author would also like to thank his NTU advisors,
Assoc. Professor Sivakumar Appa Iyer Siva and Assoc. Professor Rohit Bhatnagar for
their insightful comments.
This project will not be possible without the support of Keppel FELS, and the author
would like to sincerely thank Mr. Meng Fan Ming and Mr. Kek Sei Wee of the
Operational Development Department for their precious inputs and kind assistance
throughout the project.
A large part of this project involves a lot of interaction with the Steel Stock Department
in Keppel FELS and the author wishes to thank Ms. Herdawaty bte Sawi, Mr. Yeong
Kian Kiat, Mr. Dennis Neo, Mr. Muthu, Mdm Faridah Yahaya, Mr. Leong Hee Siong,
Ms. Melati and all the rest of the people in the department for their patience and
willingness to share information with me.
The author would like to extend his thanks to his Keppel FELS colleagues, Ms. Huang
Fengjie and Mr. Tan Chien Yung as well as his MST classmates and the SMA office
administrative staff for their care and support. This thesis is dedicated to J.H. Lai for all
the encouragement given to the author during this period of preparing the thesis.
5
6
Content Page
Chapter 1 Introduction ...........................................................................
11
1.1 Overview of the Company ..........................................................
11
1.2 Workflow of Keppel FELS .........................................................
12
1.3 Thesis Objectives ...................................................................
13
1.4 O rganization of Thesis ...............................................................
13
Chapter 2 Process Flow of Steel Stock Department ........................................
14
2.1 Background on Steel Stock Department .........................................
14
2.1.1 Storage ......................................................................
. . 14
2.1.2 Blasting and Transportation ................................................
2.2 Process Flow ........................................................................
15
17
2.2.1 MSS Generation ..............................................................
17
2.2.2 M SS R eceived ................................................................
17
2.2.3 EIV G eneration .................................................................
19
2.3 D ata C ollection .....................................................................
20
2.4 Problem Identification ...............................................................
21
2.5 Solution Approach ...................................................................
23
2.5.1 Queuing Model for the Generation of EIV Stage .........................
23
2.5.2 Scheduling for the Dispatching of EIV at the Picking Stage ............ 24
Chapter 3 Literature Review ................................................................
25
3.1 Queuing Theory......................................................................
25
3.2 Scheduling ..........................................................................
27
3.2 D ispatching R ules .....................................................................
27
Chapter 4 Workload Analysis in the Processing of Documents .......................
31
4.1 Process Flow Mapping ............................................................
31
4.1.1 Variability of MSS Arrival ................................................
32
7
4.1.1.1 Scenario 1 - Light to Normal Workload ..........................
32
4.1.1.2 Scenario 2 - Heavy Workload ....................................
33
4.1.2 Variability of Service Rates ................................................
4.2 A ssumptions ........................................................................
34
4 .3 R esu lts ...........................................................................
35
. . .. 36
4 .4 Discussions .......................................................................
. .. 38
4.5 R ecom m endations .....................................................................
39
4.5.1 A dditional Staff .................................................................
39
4.5.2 Change of Job Scope .......................................................
40
4.5.3 Printing of EIV at Storage Areas .........................................
43
4.6 Summ ary .............................................................................
Chapter 5 Scheduling for Dispatching of Documents .....................................
44
45
5.1 Current Situation & Rationale....................................................
45
5.2 M otivation ..........................................................................
46
5.3 D ata An alysis ..........................................................................
47
5.3.1 T ype ofD ata U sed .............................................................
47
5.3.2 Processing Times ............................................................
48
5.3.3 Determination of Maximum Daily Tonnage ...............................
49
5.4 M ethodology ........................................................................
50
5.4.1 A ssum ptions ....................................................................
50
5.4.2 Procedures for Simulation in Excel ..........................................
51
5.4.2.1 First-Come-First-Serve (FCFS) Rule ............................
52
5.4.2.2 Critical Ratio (CR) Rule ...........................................
53
5.4.2.3 Weighted Shortest Processing Time (WSPT) Rule .............. 53
5.5 Results and Discussions .............................................................
54
5.6 R ecom m endations ....................................................................
57
5.7 Summ ary ............................................................................
Chapter 6 Conclusions ........................................................................
8
. 58
59
R eferences .......................................................................................... 62
A ppendix A ........................................................................................ 63
Appendix B ........................................................................................... 64
Appendix C ........................................................................................ 66
Appendix D ......................................................................................... 71
A ppendix E ........................................................................................ 72
9
List of Figures
Figure 1-1 Jack-Up Drilling Rigs and Semi-submersible Drilling Rigs ....................
11
Figure 1-2 Typical workflow of building an oil rig ......................................................
12
Figure 2-1 Schematics of the responsibilities of the Steel Stock Department ............
16
Figure 2-2 Flowchart of MSS arrival to EIV generation ..................................
20
Figure 2-3 Actual processing and allocated preparation time (in parentheses) for each
stage ...... ............................................................................................
23
Figure 4-1 Simplified flow process of MSS to generation of EIV ........................
32
Figure 4-2 Change in the job scope ............................................................
40
Figure 4-3 Amount of processing time required for different storage areas..............44
Figure 5-1 Performance of various dispatching rules .......................................
54
Figure 5-2 Performance of various dispatching rules on the weighted average lateness.. 56
Figure 5-3 Weight of materials issued out daily ...............................................
57
List of Tables
Table 2-1 Terminology of terms in Access database ..................................................
21
Table 3-1 Information needed by dispatching rules .........................................
30
Table 4-1 Statistics on the processing time for each stage of the queue .................... 35
Table 4-2 Parameters and results for individual queues ....................................
36
Table 4-3 Improvement in the waiting time by adding an additional server ............... 39
Table 4-4 Statistics on the processing time for each stage of the queue ..................... 42
Table 4-5 Parameters and results for individual queues ....................................
42
Table 4-6 Costs and Benefits of Printing of EIV at Storage Areas .......................
43
Table 5-1 Processing tim e pj for each stage ....................................................
49
10
Chapter 1: Introduction
Chapter 1
Introduction
1.1 Overview of the Company
Keppel FELS is a subsidiary of Keppel Offshore and Marine and is the world leader in
the design and construction of jack-up drilling rigs and is a major global player in
Floating Production Storage and Offloading (FPSO) and Floating Storage and Offloading
(FSO) conversions. It has built the largest number of jack-ups on order in the last decade
and built over 60% of all the jack-ups in the world in the last 5 years [1].
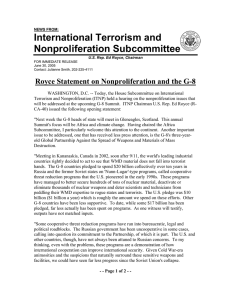
There are 2 major types of drilling rigs. The first type is classified as a bottom-supported
unit that stands on its legs on the seabed during operation and is suitable for shallower
water of up to 500 feet in depth. Examples would include jack-up drilling rig and
submersible drilling rig. Another type is the floating unit, which is suitable for deeper
depth of water of up to 10,000 feet and rough seas. Examples would include drill ships
and semi-submersibles.
Figure 1-1: Jack-up drilling rigs (left) and semi-submersible drilling rigs [1]
Chapter 1: Introduction
In recent times, Keppel FELS undertook many new billon-dollar projects due to the rising
oil prices. With the increase in the number of contracts, the loading of the yard is
increasing. Projects run in parallel and hence resource management becomes important to
ensure that limited resources are utilized in the most efficient way in the shipyard.
1.2 Workflow of Keppel FELS
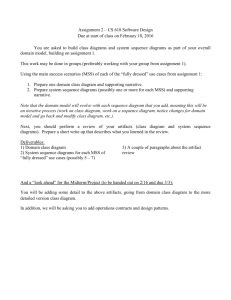
The rig building process usually takes around 18 months per oil rig and the simplified
business process flow is illustrated in Figure 1-2 as shown below.
Procurement
of materials
Contract
Awarded
-Production
Testing &
o, Commissioning
Delivery
Engineering
(Design and
drawings)
Figure 1-2: Typical workflow of building an oil rig
After the contract has been awarded to the company, procurement of steel materials and
other equipment to be installed on the oil rig and the engineering design work will
commence. This is followed by the production stage, which involves the fabrication and
assembly of blocks. Before delivery, the rig must undergo rigorous testing before it is
commissioned and sent to the customers.
12
Chapter 1: Introduction
1.3 Thesis Objectives
This thesis is the result of a six-month part-time internship at the Steel Stock Department
of Keppel FELS. The details of the responsibility of the department will be given in the
next chapter. The primary objective of this thesis is to:
*
Identify the reasons behind the delay in the delivery of steel materials.
*
Study and investigate any feasible improvement efforts to the current process
flow of the department.
1.4 Organization of Thesis
Chapter 2 will provide a description of the process flow of the Steel Stock Department
and the problem statement of this project. The process flow will be presented first as it
gives readers a better understanding of the underlying problems. The following chapters
will focus on the analysis and the solutions that can be applied to the problems. Chapter 3
will provide a review of some relevant technical literature and Chapter 4 will touch on
the analysis of the workload of the Steel Stock Department, providing an insight to how
much time is required to process each issue voucher. An issue voucher is a document that
provides information on the type, dimensions and quantity of steel materials that have to
be delivered to a specific user on a certain date; the issue voucher has to be presented to
the user when the steel delivery is made.
Chapter 5 will address the solution on how the issue voucher can be dispatched according
to different priority rules and the last chapter will conclude the thesis and provide some
lessons learnt through this internship.
13
Chapter 2: Process Flow of Steel Stock Department
Chapter 2
Process Flow of Steel Stock Department
This chapter describes the process flow of the Steel Stock Department and the important
role that it plays to ensure that the steel materials can be delivered on time. However, the
materials are usually delivered late to the end users, who are the people in charge of the
fabrication of the materials. This provides the motivation to study how to reduce the
lateness of these deliveries, as steel is the fundamental raw material required for building
an oil rig. Any delays in the delivery will propagate downstream and result in schedules
not being met as planned.
2.1 Background on the Steel Stock Department
The Steel Stock Department can be considered as the first stage of the production process
as it is responsible for the storage, blasting and transportation of the steel materials and it
has to make sure that the right quantity and type of steel reaches the end users for the
fabrication of the panels. This can prove to be a daunting task, as there are around 43
different grades of steel plates and the thickness of the plates can vary from 3 mm to 200
mm. There are also other types of steel materials that the department is responsible for,
like angel bars, pipes, I-beams and bulb flats.
2.1.1 Storage
The first task that the department is responsible for is the storage of steel materials. It
decides on where the materials are to be stored after they arrive at the port from overseas
steel mills. The department also processes the accompanying documents, which are
14
Chapter 2: Process Flow of Steel Stock Department
known as mill certificates that provide information on the location of the steel mill, the
dimensions and the heat (treatment) number. The decision on the storage location
depends on the storage capacity as well as the grade of the steel. There are currently 2
storage areas, namely Keppel FELS (abbreviated as KFELS) and Bluewater (abbreviated
as BW), which is a subcontract company that provides extra storage space for the
materials. The highest grade of steel, known as "Riverace", and common stock inventory
are usually stored in KFELS, whereas the location for the rest of the materials will
depend on how much spare storage capacity each company can provide.
2.1.2 Blasting and Transportation
The next task that the department is responsible for is the blasting process. The purpose is
to prevent steel materials from corrosion during the long production cycle. There are 2
steps in the blasting process - abrasive blasting and priming. Abrasive blasting will
remove all the rust on the surface of the material through the high impact of grids onto
the steel surface. Priming involves coating the material with paint to prevent corrosion.
There are 4 plants that can carry out the blasting process. The decision on the blasting
location is made by both KFELS and BW. There is a set of criteria that the Steel Stock
Department in KFELS and BW will take into account when deciding which location to
send the plates for blasting. For example, some plants cannot accept plates beyond certain
dimensions, or of a certain project number. However, various plants have varying
capacity per day as they blast plates from other companies too, in addition to KFELS.
15
Chapter 2: Process Flow of Steel Stock Department
Hence the decision is made on an ad-hoc basis, as calls are made to inquire about the
capacity of the blasting plants before the materials are sent out.
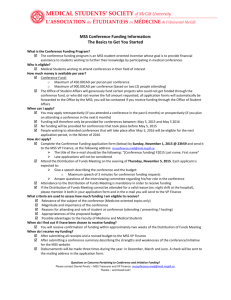
After blasting, the steel material will be sent to the end users. The end users include the
panel shop, which is a job shop responsible for the machining and welding of materials,
the pipe shop in KFELS, and other subcontract fabrication shops. If the material is
blasted at KFELS, KFELS will arrange for transportation to send it to the end users. If the
material is blasted at other blasting plants, the transportation will be handled by the
respective plants. Figure 2-1 gives a summary on the entire logistic network that the Steel
Stock Department is responsible for.
Steel Stock Department
Blasting
KFELS
Storage
Keppel
FELS
Steel
materials
arrive from
overseas bulk
purchase
Delivery
(KFELS)
CWT
End
Users
-
[
-
Bluewater
See Hup
(BW)
Seng
-
- Keppel Slag
Figure 2-1: Schematics of the responsibilities of the Steel Stock Department
16
Chapter 2: Process Flow of Steel Stock Department
2.2 Process Flow
The entire workflow of the Steel Stock Department will be presented. The presentation is
divided into smaller sub-sections to facilitate the explanation of the tasks being
performed. Appendix A presents the flowchart of the processes described below.
2.2.1 MSS Generation
The Production Engineering & Planning (PE&P) Department is a separate entity from the
Steel Stock Department. It is responsible for generating the shop drawings, cutting plans
and the Material Summary Sheet (MSS) for other departments in KFELS. A MSS is
equivalent to a Bill of Material (BOM) that lists the dimensions, grade and quantity of
each material that is needed for a panel. Before generating the MSS, the PE&P
department will check through a central database to ensure the materials are available
before issuing the MSS. The production supervisors will write down the date that they
require the materials on the MSS and the location to where the steel materials will have to
be delivered according to the master schedule. Then they pass the MSS to the Steel Stock
Department to process the request.
2.2.2 MSS Received
The production supervisors will record the MSS that they have submitted to the Steel
Stock Department into a log book. When a sheet of MSS arrives at the Steel Stock
Department, one of the staff will key in the requestor name, date required, MSS number
and issue quantity into the Access database. The MSSs are usually keyed in after some
17
Chapter 2: Process Flow of Steel Stock Department
consolidation on a daily basis. Depending on the workload, a MSS can be processed
immediately after it has been sent in. After that, a check will be performed on the JDE
system to ensure that the material is present before the printing of the electronic issue
voucher (abbreviated as EIV).
An EIV is a document that contains all the information on the MSS, as well as the
picking and delivery locations and the required date. Many EIVs can be generated from
one MSS, as the MSS can contain the material information for several pieces and types of
steel. Each EIV will usually have the same type of material and the total weight of the
material should not exceed one truckload (e.g. the total weight for the steel plates on one
EIV should not be more than 25 tons). An EIV is an important document as it
accompanies the materials through the picking, blasting and delivery processes before it
is sent back to the department for archiving purposes.
If there is a shortage of materials, some measures can be performed. Materials of the
same grade and dimensions can be "borrowed" from other projects and an EIV can be
generated immediately as per normal. If such borrowing cannot be done, the PE&P
department needs to be informed if they can substitute a higher grade material or use a
larger piece of steel, or if local purchasing has to be done. Items that are bought from
The JDE system is an ERP (Enterprise Resource Planning) software that is being utilized by the company
for the inventory management of steel materials. This is a much recent system compared to the Access
database.
18
Chapter 2: Process Flow of Steel Stock Department
local mills are known as "purchase items". Usage of a different material or local purchase
material will lead to a revised issuance of MSS.
2.2.3 Generation of EIV
If everything goes well, the EIV will be generated by a staff in the department. The staff
will input the picking location, the quantity of material issued, and the type of stock that
the material belongs to (i.e. from common inventory or project stock). Appendix B shows
the distribution of MSSs received and the number of EIVs generated on a daily basis.
From the table, we see that a daily average of 20 MSSs received generates a daily
average of 47 EIVs. After each EIV has been printed out, the material has to be deducted
from the JDE system. This is to ensure that the material has been issued and the EIV
number needs to be keyed into the JDE system. After that the EIV will be signed, placed
and separated on one side for the workers from the respective picking locations to collect.
The collection is usually performed on a daily basis, but can be more often for KFELS
because of proximity to the steel stock office.
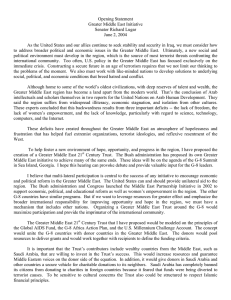
Figure 2-2 summarizes the steps involved for the EIV to be generated after the MSS is
handed over to the Steel Stock Department. This process takes 1.9 days. After which,
there is a period of waiting time as the EIVs have to be collected by the storage areas,
before the materials are picked and ready to be transported to the blasting plants. This
process takes an average of 6.7 days.
19
Chapter 2: Process Flow of Steel Stock Department
Awaiting
Collection
Key Into Access
MSSMSS
arrives
~.
Check with
DMr,
Date required,
(Requestor,
JDE to ensure
Generate
Deduct
MSS number,
quantity is
EIV
from JDE
Issue Quantity)
available
Bluewater
Ddc
KFELS
To PE&E for
substitution cases
1.9 days
-
--
6.7 days
Figure 2-2: Flowchart of MSS arrival to EIV generation
2.3 Data Collection
I analyzed the department's Access database in order to obtain a clear picture of the
amount of time each process takes, so that a comparison can be made between the
stipulated planned time and the actual cycle time. Although entries from KFELS are
dated from January 2005 onwards, entries for the first few months were sporadic as the
department was trying to migrate from paper-based issue vouchers to the EIV system.
Hence the analysis of the data is done for the period from 1s' July 2005 till January 2006.
Entries that belong to the below criteria are excluded from the analysis:
0
Purchase Items
*
Blanks in one or more of the fields, that are "Date Blasted", "Date Picked" and
"Date Delivered"
*
Erroneous dates between stages (e.g. blasting date is before picking date &
delivery date is before blasting date)
Out of the 11,691 entries, only 4,607 entries are considered, which accounts for only
39.4% of the total number of entries. Purchase items are not considered because it will
20
Chapter 2: Process Flow of Steel Stock Department
take a longer period of time for the steel material to arrive from a local mill and sent for
blasting and delivery. Hence the amount of time spent on a purchase item is not
indicative of the total time that an inventory item takes to be delivered to the end users.
Table 2-1 gives a description of the fields that are present in the database.
Table 2-1: Terminology of terms in Access database
Field
MSS Receive Date
Required Date
Issue EIV Date
Purchase Item
Date Picked
Date Blasted
Date Delivered
Issue Weight
EIV Number
Description
The date that the Material Summary Sheet (MSS) is handed over
to the Steel Stock Department and recorded in the database.
The date that the material has to be delivered to the end user.
The date that the Electronic Issue Voucher (EIV) is printed out.
This field indicates whether the item is a purchase item. Materials
are purchased if they cannot be found in the inventory and
materials from other projects cannot be used.
The date that the material is located at the storage area and is
loaded on trailers ready to be sent to blasting plants.
The date that the material is blasted and is ready to be sent to its
destination.
The date that the material is delivered to the end user.
The total weight (in tonnes) of the materials as indicated on an
EIV in metric tones.
A unique document number given to each sheet of EIV generated.
2.4 Problem Identification
The dates from the Access database for the various stages are analyzed, and Figure 2-3
shows the duration it takes between different stages. The main problem statement is that
there is a delay in the delivery of materials of 6.9 days.
It takes around 1.9 days between when the MSS is received and when the EIV is issued.
After the EIV has been issued, it takes 6.7 days on average for the EIV to reach the
storage facility and for the workers to locate and load the materials onto the trailers, ready
21
Chapter 2: Process Flow of Steel Stock Department
to send out for blasting. It takes 2.5 days for the materials to be blasted after they have
been picked and an additional 1.9 days for the materials to be delivered to the end users
after blasting. Hence the entire process takes 13 days (1.9 + 6.7 + 2.5 + 1.9).
The numbers in parentheses in Figure 2-3 indicate the planned time that is allocated for
each stage. That is, the department plans for it to take one day between the receipt of the
MSS and when the EIV is issued, and two days between when the EIV is issued and
when the steel material is picked and ready for blasting. In total, KELS plans for the
entire process to take 7 days = 1 + 2 + 2 + 2.
In the current situation, the process actually takes 13 days on average. Hence the Steel
Stock Department desires the receipt of the MSS at least 13 days before the required date.
However the MSS is received only 6 days before the required date. This delay can be
attributed to lack of materials. Before the MSS is generated, the PE&P department has to
ensure that materials are present by checking through their database. Sometimes the
materials cannot be found and the PE&P department has to perform local purchase which
will account for the delay. Another reason is that the production supervisors might not
hand the MSS over to the Steel Stock Department immediately upon receiving it.
There is an average tardiness of 7 days in the delivery of materials to end-users. Such a
delay can cause deadlines to be missed and confusion in the production schedules as the
end-users need to adhere to the timelines indicated on the master schedule. Given the
22
Chapter 2: Process Flow of Steel Stock Department
constraint that the "MSS received" date cannot be moved earlier, one of the ways to
reduce tardiness is to shorten the processing time between the stages from "MSS
Received" to "Picked". The amount of time for the material to be blasted and delivered
are already close to the stipulated time given for such tasks, hence we will focus our
attention on the stages before that.
MSS Received
Picked
__
1.9 days (1 day)
--
6.7 days (2 days)
Delivered
2.5 days (2
1.9 days
days
2. days
(2
days)__
Issue EIV
Blasted
6.0 days (14 days)
MSS Received
(2 days)
Delay =6.9 days
Date Required
Delivered
Figure 2-3: Actual processing and allocated planned time (in parentheses) for each stage
2.5 Solution Approach
2.5.1 Queuing Model for the Generation of EIV Stage
The data analysis shows that it takes almost twice as long for an EIV to be generated
from a piece of MSS compared to the planned allocated time, namely 1.9 days versus 1
day. Handling and processing of documents is a straight-forward procedure and it should
take a very short time theoretically. We will utilize a queuing model to understand the
workload at each station, and whether the process can be effectively streamlined to
achieve faster processing time.
23
Chapter 2: Process Flow of Steel Stock Department
2.5.2 Scheduling for the Dispatching of EIV at the Picking Stage
It takes 6.7 days from the stage when the EIV is issued to when the material is picked;
this is more than thrice as long as the planned allocated time. The purpose of a scheduling
strategy is to determine the best method of dispatching the EIVs to the storage areas.
Currently all the EIVs are given out once they are processed, without any regard to the
capacity loading of the storage and blasting plants as well as the urgency of the jobs. This
leads to large variability in the weight of materials that the various plants have to handle.
We investigate the scheduling for the dispatching of EIVs with regard to the limit on the
capacity loading in Chapter 5 so as to take into account the processing time and the
urgency of the jobs to minimize overall tardiness and to reduce variability in the weight
of materials to be handled at each storage area.
24
Chapter 3: Literature Review
Chapter 3
Literature Review
I conducted an extensive literature research through journal papers and textbooks to gain
a better understanding of the theories and concepts that will be relevant to this project. In
this chapter, I present a brief introduction to the two methodologies used in subsequent
parts of the thesis, namely queuing theory and scheduling. By no means does this
represent an exhaustive review of the literature.
3.1 Queuing Theory
Queuing theory is a branch of applied probability and its applications are wide-ranging,
from telephone traffic engineering to hospital facility planning. The subject of queuing
can be described as follows: consider a type of equipment (server) and a population of
customers. A customer will request the use of the server and he will hold it for a length of
time [3]. If a new incoming customer arrives and finds no available server, he can enter a
waiting line and waits until the server becomes available, or he can go away. This process
will have three basic characteristics, namely the input process, the service mechanism and
the queue discipline.
The input process mainly describes the source of arrivals, the type of arrivals and the
inter-arrival times [4]. The service mechanism describes the number of servers and the
length of time the customers hold the servers [3]. The queue discipline describes the rule
the server follows in taking the customers in service [4]. Examples of the rules include
"first-in, first-out" or random selection.
25
Chapter 3: Literature Review
The Kendall notation is used to characterize a queuing system. A queuing system is
usually characterized in the form of a/b/c/d, where a specifies the inter-arrival process, b
specifies the service time distribution, c is the number of servers and d denotes the
maximum size of the waiting line (d will be omitted if there is no such constraint). For a
and b, the following abbreviations are commonly used:
" M (Markovian), which denotes the exponential distribution and has the memoryless property.
" G (General), which denotes a general distribution with the mean and variance
known.
There are other notations to describe the distribution of the inter-arrival and service times
but are less often used. Examples would include D (Deterministic), which denotes a
constant value for all the numbers and Ek (Erlang-k), which denotes the Erlangian
distribution with k-phases, with k being a positive integer.
One purpose of analyzing a queuing system is to understand the steady-state behavior of
such a system, which means that the system, after running for a long period, will settle
down to a state that is independent of its initial state. Some of the characteristics that can
be studied are the queue length (number of customers waiting at a given time), the
waiting time (the time a new arrival has to wait till his service commences) and the length
of the busy period (the length of time when the server will be continuously busy) [4].
26
Chapter 3: Literature Review
3.2 Scheduling
Scheduling is a decision-making process that plays an important role in most
manufacturing and service industries [5]. Meeting due dates and avoiding delay penalties
are important goals of scheduling, which fits in with the objective of the Steel Stock
Department, namely to deliver materials on time.
One aspect of scheduling is input control. Input control is defined as a procedure for
smoothing production workload by delaying work during intervals of heavy load [6]. For
example, input control can be done by holding the job in the form of paperwork and the
job will be released according to some priority rules when there is available capacity to
process the jobs. Such a control of paperwork is much easier than managing the actual
materials on the factory floor. Input control can achieve a number of benefits. By limiting
the load in the storage and blasting plants, it reduces in-process inventory levels and the
confusion that accompanies lengthy queues and is useful in situations where many
requests are running late [6]. Input control also helps to achieve more dependable
throughput times and provide relief from the erratic fluctuations of capacity in those
plants.
3.3 Dispatching Rules
In this thesis, dispatching rules are used for job sequencing. When a plant becomes
available for processing, an operation in a job that can be processed by the plant can be
27
Chapter 3: Literature Review
assigned to it. If two or more operations are ready to be processed by the same plant at
the same time, one of the operations has to be selected according to a dispatching rule
that defines priorities or urgencies of the operations [7]. First-come, first-serve (FCFS) is
generally used as a benchmark. Jobs are processed according to the sequence they enter
the department.
There is a myriad of scheduling rules available for use. For the earliest due date (EDD)
rule, jobs are sequenced in increasing order of their due dates. The job with the earliest
due date is first, the job with the next earliest due date is second, and so on [8]. For the
shortest processing time (SPT) rule, priority is given to the shortest job in the queue; this
rule is effective in reducing average tardiness when due-dates are extremely tight [6].
There are also ratio-based rules. Critical ratio (CR) gives priority to the job with the
smallest ratio of its slack time to the remaining processing time of the job. The Critical
ratio is given by the following formula:
-t
CRt=d. ---------------------------CR(t)-PJ
(1)
where d is the due date, t is the current time and pj is the expected remaining processing
time. Subscript j refers to job J.
However, the above-mentioned rules assume that all jobs have equal delay penalties,
which rules out strategic differentiation of end-user demand. For instance, at Keppel, it is
beneficial to differentiate orders that carry higher tonnage (i.e. materials that are heavier
28
Chapter 3: Literature Review
in weight due to better grade and/or bigger dimensions) and more quantity of materials.
Hence more complex weighted-priority dispatching rules have been devised. Weighted
shortest processing time (WSPT) rule is a variant of SPT; priority is given to the job with
the highest ratio of weight (vj) over the processing time, as shown in equation (2).
V.
WSPT = --------------------------------------Pi
(2)
Apparent Tardiness Cost (ATC) is a weighted composite dispatching rule that-combines
both WSPT and the minimum slack rule. The ATC rule schedules jobs one at a time; that
is, each time the plant becomes free, a ranking index is computed for each remaining job
[5].
ATC(t)=
exp -max(d, -p, -t)
Kp
Pi
------------- (3)
where p is the average processing time of the remaining jobs and K is the look-ahead
parameter that scales the slack according to the expected number of competing jobs.
Table 3-1 classifies the type of information needed by the different dispatching rules
given above:
29
Chapter 3: Literature Review
Table 3-1: Information needed by dispatching rules
Information required
Rule
Rank
Arrival times
First-come, first-serve
Min
(FCFS)
Processing Times
Shortest processing time
Min
(SPT)
Weighted shortest
Max
processing time (WSPT)
Due Date
Earliest due date (EDD)
Min
Combination (Processing
Critical ratio (CR)
Min
times, due date and arrival
Apparent tardiness cost
Max
date)
(ATC)
30
Chapter 4: Workload Analysis in the Processing of Documents
Chapter 4
Workload Analysis in the Processing of
Documents
It takes around 2 days for an electronic issue voucher (EIV) to be generated before it is
sent out to the storage areas to locate the materials. Generating the EIV is an important
albeit simple and straight-forward step as it is the document that accompanies the
materials through the storage and blasting stages.
This chapter traces the steps involved in the generation of the ElV. We will apply
queuing theory to the document process to gain a better picture of the workload of the
department. This will provide a good method for analyzing the amount of waiting time
for the documents in the system. We will provide some recommendations on shortening
the process time as well as streamlining the procedures.
4.1 Process Flow Mapping
Before any calculations are carried out, the detailed process flow from the arrival of MSS
until the generation of EIV must be studied. We have already documented the process in
Sections 2.2.2 and 2.2.3. We simplify the layout in Figure 4-1 on the next page. Each
rectangular box represents a stage of processing the MSS and each stage has 1 server (1
worker).
31
Chapter 4: Workload Analysis in the Processing of Documents
(1)
(2)
MSS Arrives
Key MSS
data into
Access
(3)
Check with JOE
system, generate
and print out EIV
'ig
Once EIV is printed out,
perform deduction
from JME system
collecto
----------
Figure 4-1: Simplified flow process of MSS to generation of EIV. Three queuing stages
can be analyzed, as noted in parentheses.
In queuing theory, the Markovian, or memory-less assumption makes it easy to perform
quantitative analysis on the queue's characteristics like waiting time and expected
number in the system. However, the inter-arrival process violates the underlying
assumption of an exponential distribution for the inter-arrival times; that is, the actual
arrivals do not occur one at a time, completely at random, independent of the time of the
last arrival. The service time also violates the memory-less assumption, as we will
explain and discuss in the next 2 subsections. Hence we will model each stage in Figure
4-1 as a G/G/i queue, where G stands for general distribution and both the inter-arrival
and service distributions are general.
4.1.1 Variability of MSS Arrival
4.1.1.1 Scenario 1 - Light to Normal Workload
In times of light to normal workload of the Steel Stock Department, the MSS is processed
right after it is handed over. However, the MSSs usually arrive in batches, as they are
handed over by a supervisor in-charge of a particular project. Based on the MSS arrival
data, which is recorded in a log book, there is an average of 5 projects (batches) of MSSs
being sent daily to the department for processing. Hence there are 5 batches of MSSs that
32
Chapter 4: Workload Analysis in the Processing of Documents
arrive each day. The mean number of MSSs received per day is 20 (refer to Appendix B).
We assume a 6-hour workday as well as a constant number of MSSs received per project.
Let the number of batches received per day = 5.
Number of jobs in each batch = 4, and assume that the batch arrivals are evenly spaced
out over the day. Hence the jobs are assumed to arrive each day from 8 AM to 2 PM.
This process repeats exactly each day, whereby 8 AM of the current day is equivalent to
2 PM the day before.
Inter-arrival time per batch =
ta = Mean time of arrival
6
5
1.2 hours
Num. ofwork hours/day
Avg num. of MSS jobs/day
=
20
= 0.3 hours
For the first job in each batch, the inter-arrival time is 1.2 hours, as that is the time since
the last arrival. The inter-arrival time for the next 4 jobs in the batch is 0, as they arrive at
the same time as the previous job.
2a
5 (1.2)2
= Variance of the inter-arrival time
1~20
G a
+1
(0)2]
t
20
-0.32
0.27
0.27= 0.51
Standard deviation of the inter-arrival time
0.51
0.3)
(1.2)2
-a(4
-
The inter-arrival SCV is therefore
=
3
4.1.1.2 Scenario 2 - Heavy Workload
If we were to consider an extreme example of high workload of the Steel Stock
Department, the MSS is processed after some time after they have been handed over.
33
Chapter 4: Workload Analysis in the Processing of Documents
This means that the jobs arrive in 1 batch per day with no randomness; that is, the jobs all
arrives at one fixed time each day.
Fl1
19(2 l~2=180,
Variance of the inter-arrival time (6)2 +
(0)2 =1.8-0.32=1.71
_20
20
j
"
Standard deviation of the inter-arrival time = f7I= 1.307
a=
The inter-arrival SCV is therefore
1.307 )2
0.3 )
19
Therefore for queue (1), taking into consideration the different workloads of the
department, we assume that the inter-arrival SCV is 11, which is the average of 19 and 3.
An average of the two values is taken because it is hard to predict the amount of
workload that the department will be facing daily.
4.1.2 Variability of Service Rates
The service time in the three queues does not follow the exponential distribution, which
has the memory-less property. This memory-less property means that the amount of
remaining time that a document remains in service is independent of the time already
spent. However this is not valid for the Steel Stock Department. For example, when there
are a lot of MSSs to process, the service rate is faster compared to periods when there is
less workload. The author calculated the service rate by taking the timing of the MSS
process with a stopwatch, over a period of 4 weeks. Table 4-1 shows the statistics of the
processing times in each queue.
34
Chapter 4: Workload Analysis in the Processing of Documents
Table 4-1: Statistics on the processing time for each stage of the queue
Queue 1
Keying in MSS
into Access
Queue 2
Checking JDE and
Generating EIV
Queue 3
Deducting from
JDE
Min
Max
1.72
8.56
3.50
25.00
0.75
13.00
Mean
6.14
12.00
3.38
Standard Deviation
Coefficient of Variance
SCV (Service)
2.37
0.39
0.15
4.10
0.34
0.12
3.69
1.09
1.19
Operating Steps
(Time in Minutes)
4.2 Assumptions
1.
The rework stage (i.e. the substitution stage in Figure 2-2) is ignored in this
analysis and we assume that all the MSSs are converted into EIVs. Besides that,
the MSS arrival cannot be split easily into a ratio for a G/G/i queue.
2. A 6 hours workday is assumed for the entire queue. This is because the staff
members in the department do not just handle MSSs and EIVs only. They are also
in charge of other documentation work like dealing with delivery orders, mill
certificates etc. Hence we estimate that they spend
34
of their entire working day
(8 hours) on MSSs and EIVs, which is a very conservative estimate. Sometimes
they can only spare up to
V2
of their work day on such tasks depending on their
workload.
3. There should be consolidation of MSS after it is keyed into the Access database at
the end of queue (1). However we ignore the consolidation process in this case
and we assume it is a continuous process. Consolidation means that the MSSs are
stacked together after the information is entered. There will be some waiting time
before the MSSs are processed again to generate the EIVs.
35
Chapter 4: Workload Analysis in the Processing of Documents
4. The EIVs will be printed out at the end of queue (2) and they will be consolidated
together. However we assume that it is a continuous process and the arrival of
EIVs into queue (3) will be assumed to follow a normal distribution, hence a
GIG/I queue.
5. The arrival SCV for the EIVs (queue 3) is assumed to be the same as the
departure SCV at the end of queue 2, even though these queues are dealing with
different documents. Queue 2 is a "work processing" stage for the MSS, whereby
EIVs will be generated and leave queue 2 to enter queue 3.
4.3 Results
We use the G/G/i approximation to model the queue at each of the three stages as we
have already examined the violation of the memory-less assumptions of the inter-arrival
and service rates. The results for the calculation of the waiting time are shown in Table 42 and sample calculations are also shown.
Table 4-2: Parameters and results for individual queues
Queue
Type of document handled
k (Arrival rate for MSS)
p (Service rate)
p (Utilization rate)
(1)
MSS
3.33
9.76
0.34
(2)
MSS
3.33
5
0.67
(3)
EIV
7.83
17.74
0.44
SCV (Arrival)
SCV (Service)
11
0.15
9.74
0.12
5.46
1.20
D = Expected wait time in queue
W= Expected wait time in system
L = Expected num in system
Q =Expected num in queue
SCV (departure)
0.30
0.40
1.33
0.99
9.74
3.94
4.14
13.80
13.14
5.46
0.15
0.20
1.60
36
1.16
--
MSS/hour
MSS/hour
hours
hours
Chapter 4: Workload Analysis in the Processing of Documents
Sample Calculations for queue (1):
k = Arrival rate for MSS
20
6 hrs
= 3.33 MSS/hr
Each MSS takes 6.14 minutes of processing time.
60
p = Service rate for keying in MSS data in Access database
,A
6.14
9.76 MSS/hr
3.33
- 0.34
p 9.76
D = Expected waiting time in queue
-
p = Utilization rate -
f
Q
2
+
1 A
K 9.76 1
?J 1-0.34
)(
1 .4
= Expected number in system = k D = 3.33
*
1
W = Expected waiting time in system = D +
-
pn
0.30
1 +0.1
2.
5
0.30 hours
0.99
1
0.30 +
- 0.40 hours
9.76
L = Expected number in system = k W = 3.33 * 0.40 = 1.33
SCVd = SCV for the departure stream
= (1-P
2
) SCV, +(p
2
)SCV, = (1 -0.342)
* (11) + (0.342) * (0.15)= 9.74
Based on the feedback obtained from the staff in the department, the MSS has a waiting
time in the department for around half a day, which translates to roughly 4 hours, based
on an 8-hours workday. This translates to a percentage difference of around 3.4 %,
compared to the amount of waiting time D in queue (2). The discrepancy can be
explained due to the fact that the waiting time is estimated, and the queuing model only
provides a gross understanding of the waiting time in the system.
However, if we were to sum up the total amount of waiting time in the queuing system, it
is much smaller than the calculated cycle time of 1.9 days (noted in Section 2.4) as there
37
Chapter 4: Workload Analysis in the Processing of Documents
is consolidation of documents at the end of each queue in the present situation. For
example, the MSSs will be stacked together after the information has been keyed into
Access database at the end of queue (1). All the consolidation stages will add
significantly to the waiting time and the situation is more apparent when the servers (staff)
have a lot of other tasks to perform, or when there are simply too many MSSs to handle.
4.4 Discussions
We can observe that there is a bottleneck in queue (2) with a very long waiting time of
around 3.9 hours in the system, as the utilization rate is close to one. This agrees with the
actual situation in the Steel Stock Department. Sometimes the department receives a very
large number of MSSs on a single day, and it is difficult for the staff to generate the EIVs
on time to meet the required date. They may take an additional 1 - 2 days to process the
batch of MSSs received on that particular day. Coupled with the lack of priority of
processing the MSSs, the more urgent cases do not receive immediate attention.
In addition to the waiting time in the three queuing stages in Figure 4.1, there is
additional waiting time in the document flow at the final point of the process, namely
when the EIVs have been generated and signed and are to be released to BW and KFELS.
This waiting time for the personnel at KFELS to obtain the EIVs to pick the material is
relatively short due to proximity; however, for the EIVs destined to go to BW, there is no
fixed time that the BW staff will come to get the EIVs. They may come, for example, in
the morning for the first day, and in the late afternoon on the second day. Hence there can
easily be a delay of more than 24 hours for the EIVs waiting for BW to be obtained. A
38
Chapter 4: Workload Analysis in the Processing of Documents
logical solution is to have a more consistent timing for BW to come to pick up the EIVs,
so that the staff at KFELS can process them beforehand, and leave themselves with
sufficient time to perform other tasks after that.
4.5 Recommendations
4.5.1 Additional Staff
An additional person from the department can be in charge of the generation of the EIV
in queue (2). The calculations in Table 4-3 show that the expected waiting time is
significantly reduced if there are 2 servers in the queue, hence a G/G/2 analysis. Even
though everyone in the Steel Stock Department is trained to generate EIVs and perform
deduction in the JDE database, most of them are not familiar with the exact procedures
and seldom perform the tasks. Therefore, such tasks are performed by one person in the
current situation. An obvious solution is to train another person to help when a lot of
MSSs are received. However, such a proposal may not be feasible due to manpower
shortage in the department.
Table 4-3: Improvement in the waiting time for Queue (2) by adding an additional server
Utilization rate p
0.33
9.74
SCV (Arrival)
0.12
SCV (service)
7o (for k =2)
0.33
0.017 hours
D = Expected wait time in queue
0.082 hours
D = (convert to G/G/2) queue
where D
=
r
)
S- p
p1
for a M/M/k queue, 7,,
(kp)k
(
represents the number of servers in that queue
39
and k
1
(1- p)k!"
- P) k!-
(kp)'
I!
Chapter 4: Workload Analysis in the Processing of Documents
4.5.2 Change of Job Scope
Another solution is to change the job scope of the staff in charge of processing the
documents. In the original queue (Figure 4-1), there are 3 personnel in charge of the
entire process. If there is a change in the job scope of the staff, there is a need for only 2
servers. One staff will be in charge of keying in the MSS data into the Access database,
and he will proceed on with the checking of JDE to ensure that the material is present
before the generation of EIV. Another staff will key in the relevant information for the
EIV and print it out. The deduction of materials from the JDE system will take place after
this.
(1)
(2)
MSS arrives
Key MSS data into
Generate and print
out EIV and
Access, and
check
JOE
stockperform
for
deduction
JDE for stock
Sign
n
Sg and
await collection
aatcleto
fo
D
from JDE
Figure 4-2: Change in the job scope results in 2 queuing stages and 1 server each
This method is more beneficial as the amount of workload will be more evenly spread out
among the 2 servers, and the amount of waiting time in the queue is around 3 hours
instead of 4. Figure 4-2 shows the improved process flow with 2 queues (with 2 servers
in total) and a new analysis can be carried out with the following assumptions:
*
I server per queue
*
Markovian inter-arrival and service distributions are violated, hence a G/G/1
analysis for each queue
* No rework stage is considered, and all MSSs will be generated into EIVs
40
Chapter 4: Workload Analysis in the Processing of Documents
"
6-hours workday
" Queue (2) is a "work-in-process" stage. The type of document arriving into the
queue is MSS but they will be processed to become EIV.
" Normally distributed and independent service times such that:
E(Service Time for Queue 1) = E(Time to key MSS data into Access) + E(Time to
check JDE database for stock); and
Var(Service Time for Queue 1) = Var(Time to key MSS data into Access) +
Var(Time to check JDE database for stock)
where E represents expectation and Var represents variance of the distribution of the
service times required to perform the stated task.
The timings for keying in MSS into Access and performing deduction of JDE is obtained
from Table 4-1. However, another set of timings has to be obtained for the other two
stages (checking JDE and generating EIV). This is because in the current situation, both
tasks are performed together, and not in isolation, by 1 server and it is hard to estimate
the exact amount of time spent on each separate task. Nevertheless, the author took the
timing for each of the two stages using the stopwatch by paying special attention to the
step when the staff switches from the JDE system to the Access Database (as EIV is
generated using the Access database) and obtained the statistics on the processing time.
Table 4-4 shows the statistics on the processing time for each stage of the queue.
Besides that, the amount of time required to perform JDE deduction in queue (2) is given
per EIV. However, the type of document entering into queue (2) is MSS, hence a factor
of 4 Y0
2 is multiplied with the expectation of the service time to perform JDE
41
Chapter 4: Workload Analysis in the Processing of Documents
deduction per MSS. This is because for every 20 MSSs entering the queue, an average of
47 EIVs will be generated. Hence the equation can be written as:
E(Service Time for Queue 2) = E(Time to generate EIV) + E(Time to perform
deduction from JDE per MSS); and
Var(Service Time for Queue 2) = Var(Time to generate EIV) + Var(Time to perform
deduction from JDE per MSS)
E(Service Time for Queue 2) = 5.38 + 2 * (3.38) = 12.14 min
Var(Service Time for Queue 2) = (4.92)2+ (2)2 * (3.69)2 = 78.67
Standard Deviation (Service Time for Queue 2) 278.67 = 8.86
Table 4-4: Statistics on the processing time for each stage of the queue
Operating Steps
(Time in Minutes)
Document Handled
Min
Max
Queue 1
Keying in
Checking JDE
MSS into
Access
MSS
MSS
1.72
1.32
8.56
11.90
Queue 2
Generating
Perform
EIV
deduction from
JDE
MSS
EIV
1.82
0.75
11.00
13.00
Mean
6.14
5.50
5.38
3.38
Standard Deviation
Coefficient
of
Variance
2.37
0.39
2.30
0.17
4.92
0.91
3.69
1.09
Table 4-5: Parameters and results for individual queues
Queue
Type of document handled
Expectation of Service Time
Standard Deviation of Service Time
k(Arrival rate for MSS)
p (Service rate)
p (Utilization rate)
SCV (Arrival)
(1)
MSS
11.64
3.30
3.33
5.15
0.65
11.00
(2)
MSS
13.32
8.86
3.33
4.94
0.67
6.43
SCV (Service)
0.08
0.44
D = Expected wait time in queue
W= Expected wait time in system
L = Expected num in system
Q = Expected num in queue
SCV (departure)
1.97
2.16
7.20
6.56
6.43
2.88
3.08
10.28
9.60
---
42
MSS/hour
MSS/hour
hours
hours
Chapter 4: Workload Analysis in the Processing of Documents
4.5.3 Printing of EIV at Storage Areas
An electronic copy of the EIV can be sent through an internet connection to the storage
areas and can be printed there. This will take place after all the necessary information
required for the EIV has been keyed in and the deduction is done from the JDE system.
This means that the stages of printing out EIVs and signing can be eliminated and there
will not be any waiting time for the EIVs to be picked up by the pickers. However, this is
just a preliminary study and further work should be done to access the pros and cons of
such a system.
Table 4-6: Costs and Benefits of Printing of EIV at Storage Areas
I
Benefits
Costs
1.
Saves time and effort for the
department in trying to chum out the
EIV on time to dispatch to the storage
areas.
Cost of installing additional printers,
network linkage equipment to the
storage areas from KFELS.
2.
EIV can be dispatched out
immediately once they have been
generated. Waiting time for the EIV
to be collected by BW can be
eliminated, which can take around 1.8
days2 , as shown in Figure 4-3.
Additional workload may not be
welcomed by the staff at the storage
areas
3.
Document handling is simplified and
easier to keep track of electronic files
sent out.
Type of Electronic format to be used
has to be worked out.
2 This
data is obtained from the BW as it also maintains their own Excel database
to record down the date
that it received the EIV from KFELS. The two databases from KFELS and BW are linked together through
the unique EIV number of each entry and the amount of time that BW takes to receive the EIV after it has
been printed is thus calculated.
43
Chapter 4: Workload Analysis in the Processing of Documents
BW Receives EIV
MSS Received
Issue EIV BW
1.8 days
Material Picked
--4
6.3 days
1.9 days
KFELS-
2.3 days
Material Picked
Figure 4-3: Amount of processing time required for different storage areas. An EIV
will take an additional 1.8 days to reach BW after it is issued.
4.6 Summary
The workload at each stage of document processing has been analyzed using an
approximate queuing model. We found that the stage that generates and prints the EIV is
the bottleneck in the entire process flow. This is because it has the largest utilization rate
and that particular stage required the longest service time compared to the rest of the
stages. Some recommendations have been suggested, like adding an additional staff to
help, but it may not be feasible given the manpower shortage in the department. Other
measures that can alleviate the problem include changing the job scope of the staff
handling the documents, such that only 2 workers are required instead of 3, and installing
printers at the storage areas (outside of KFELS). The latter practice can be an attractive
option as it can eliminate the waiting time of the EIVs before they are handed over to the
storage areas, but more study has to be carried out to access the pros and cons.
44
Chapter 5: Scheduling for Dispatching of Documents
Chapter 5
Scheduling for Dispatching of Documents
The purpose of the scheduling strategy is to determine the best method of dispatching the
EIVs to the storage areas, with the objective of minimizing tardiness. This chapter seeks
to explain the rationale of applying dispatching rules subject to a limit on the daily
capacity loading. We test three scheduling rules. To gain a better understanding of the
benefits of such rules, we use the company data to compare the tardiness performances of
the current practice versus using the dispatching rules. We also provide some
recommendations on improving the operations of the storage plants.
5.1 Current Situation & Rationale
In the current process flow, all the EIVs are released to picking once they are generated,
with no consideration to the transportation capacity (in metric tonnes) of the storage
plants as well as the urgency of the jobs. After picking the materials and loading onto a
vehicle, each storage plant has a limited number of trailers to send the materials to the
blasting plants. In Appendix C we report the average daily tonnage and the tonnage that
each plant can handle.
During days when there are less EIVs to send to the storage plants, there is not much of a
dispatching problem, as the urgent and non-urgent cases can be processed at that same
time; the total load is under the maximum loading capacity of the trucks that the storage
plants can handle.
45
Chapter 5: Scheduling for Dispatching of Documents
However, during days when there is high workload, not all MSSs can be cleared within a
day, and some will be carried over to the next day. Also, there is a possibility that the
urgent cases will be processed even later, since the EIVs will be printed out later, and will
be stacked together with other EIVs that have a later due date.
Although it is said that there is a practice that the staff at the storage and blasting plants
will sort out the EIVs according to due-date priority, it seldom occurs. Besides that, there
may be human errors when there is a large stack of EIVs generated and the higher
priority ones are placed at the bottom of the stack. Although the staff members maintain
that they will hold onto the EIVs that are required much later (around 2 weeks before the
required date or more), it is hard to gauge how many EIVs are kept in the department
before handing them over to the picking staff. There is no cut-off rule on how many days
they are supposed to hold onto the EIV before the required date. It is also difficult for
them to monitor and keep track of whether they have sent out the EIV.
5.2 Motivation
The purpose of the scheduling strategy is to determine the best method of dispatching the
EIVs to the storage areas, with the objective of minimizing tardiness. Tardiness is defined
as the positive lateness a job incurs if it is completed after its due date.
As noted by Hopp and Spearman, increasing variability always degrades the performance
of a production system [9]. The quantity of weight of materials received by the storage
46
Chapter 5: Scheduling for Dispatching of Documents
plants has large variation and it has an impact on the capacity that they can handle. If BW
receives a more consistent loading and a prioritized stack of EIVs daily, it will be
beneficial to both BW and KFELS. There would be no need for BW to perform the
sorting of more urgent cases. It would also make it easier for BW to plan the
transportation loading, as the amount of materials to be sent to the blasting plants would
more closely correspond to the available capacity at BW.
5.3 Data Analysis
I conducted a data analysis to simulate and compare various dispatching rule, using
existing historical data from KFELS. This is because there is no priority rule applied to
the jobs currently and I wish to find out the type of improvements that can be reaped
should such a policy be utilized.
5.3.1 Type of Data Used
I used the same set of data for analyzing the tardiness problem in Chapter 2; that is,
entries from 1s' July 2005 till January 2006 are used for this section. The following data
are excluded from the calculation of tardiness, but included in the computation of the
total weight of materials issued per day, so as to give an accurate picture of the daily
loading output of the storage areas:
*
Purchase items
*
Entries that have issue dates earlier than the MSS received dates (due to error in
updating)
47
Chapter 5: Scheduling for Dispatching of Documents
0
Entries that have issue dates more than 14 days from the MSS received dates
(entries may be purchase items, but are not indicated in the field)
Hence, the total number of remaining entries is only 8,391 entries, or 7 1. 8 % of all the
entries. These will be used to determine the tardiness performance of different scheduling
rules.
5.3.2 Processing Times
For each EIV entry, we set the expected processing time pj depending on their storage
and blasting locations. The timings are obtained by first filtering out the individual
picking and blasting plant, followed by calculating the amount of time it takes for the
material to be sent from one picking location to a specific blasting plant, and from the
blasting plant to the end-user. The entries that are used to compute the processing times
will only include entries that have the fields "Date Picked", "Date Blasted" and "Date
Delivered" filled up. Purchase items are also excluded in the calculations. For example, if
the materials are stored at BW, the entries where the picking location is entered as "BW"
are obtained. After that, the entries are further differentiated according to the blasting
plants where the materials are being sent to. Hence it takes an average of 8 days for the
material to be picked at BW after the EIV has been issued and it takes an additional 3.9
days for the material to be blasted at the CWT plant after it has been picked from BW.
Lastly, it takes an average of 1.7 days for the material to be delivered to the end-user
from the CWT blasting plant.
48
Chapter 5: Scheduling for Dispatching of Documents
Table 5-1: Processing time p for each stage
Issue EIV to picking
Picking To Blasting
Num. of
days req.
8
2.3
Num. of From
From
days req. KFELS
BW
3.9 CWT
CWT
1.3 KFELS
KFELS
2.6 KSLAG
KSLAG
Storage
area
BW
KFELS
SHS
6.6
SHS
Blasting to
Delivery
Num. of
days req.
1.3
1.3
1.3
Blasting
Plant
CWT
KFELS
KSLAG
1.3
SHS
Num. of
days req.
1.7
1.7
1.6
4.1
5.3.3 Determination of Maximum Daily Tonnage
From Appendix C, the average daily tonnage of materials issued by the EIV is 289 tonnes,
with a high coefficient of variation of 0.977. It also shows that the scheduling of jobs
according to the capacity of the individual storage area is not possible as the storage
location is not entered in the database all the time. The last two columns in the appendix
show the percentage difference between the total weight of the materials picked for the
day, and the sum of the weight of materials reported by the two storage areas. The
discrepancy is due to errors in reporting by the storage areas, and is much higher in the
months of July and August. Therefore only the total tonnage for the issue day is
considered to simplify the procedure.
We set the maximum daily tonnage to four possible levels - 350, 400, 450 and 500
tonnes, to test the sensitivity of the tardiness. The four levels are set based on the
following figures obtained from BW and KFELS:
Number of trailers for BW = 2
Number of trips a trailer can make/day ~ 5
Amount of weight each trailer can carry = 35 tonnes
49
Chapter 5: Scheduling for Dispatching of Documents
Total tonnage for BW/day = 2 * 5 * 35 = 350 tonnes/day
Number of trailers for KFELS
3
Number of trips a trailer can make/day~ 2
Amount of weight each trailer can carry = 25 tonnes
Total tonnage for KFELS/day = 3 * 2 * 25 = 150 tones/day
All the trailers in BW are used to transport materials to blasting plants but it is not
necessarily the case for KFELS. Some of the materials stored in KFELS are blasted onsite, while others are sent to other blasting plants. The trailers in KFELS are therefore
used for transportation of materials to the external blasting plants as well as to end-users.
Hence, we will assume that only 1 trailer is used for transporting materials to other
blasting plants, even though KFELS has 3 trailers. Hence the total weight of materials
both plants can send out is approximately 400 tonnes/day. However this figure is subject
to high variability as it depends on the weather, the speed of loading and unloading
materials and traffic conditions. Thus, we will also test the dispatch rules using other
capacity limits, namely 350, 450 and 500 tonnes.
5.4 Methodology
5.4.1 Assumptions
Before the dispatching rules are examined, it is necessary to make some assumptions for
the department such that the analysis is valid:
50
Chapter 5: Scheduling for Dispatching of Documents
"
EIV "Issue Date" is equivalent to the date that the EIV is handed over to the
storage areas. Currently, no data exists for the date which the EIV is handed over
to the pickers in KFELS. BW does keep track of the date when it receives the EIV
and we did obtain this data. However the number of data entries with that
information is very limited (only 30% of all the 11,691 entries in KFELS
database). Hence we will assume that the EIV "Issue Date" is equivalent to the
date that the EIV is dispatched to the storage areas.
" We assume that all the MSSs received for the day can be processed and generated
into EIVs before scheduling them for dispatching. This means that no additional
MSSs will be handed over to the department after a certain time of the day.
5.4.2 Procedures for Simulation in Excel
1.
All the entries in the Access database are exported to Excel spreadsheet format.
2. Entries for which the date of MSS received is between 1st July 2005 and 24"'
January 2006 are considered. The rest of the entries are dropped.
3. Purchase order entries, entries that have "Issue Dates" earlier than the "MSS
Received Dates" and entries that have issue dates more than 14 days from the
"MSS Received Dates" are dropped. Such entries will not be included in the
calculation of tardiness.
4. Sort the entries according to "MSS Received Date" in ascending order followed
by sorting the entries according to the fields required by each rule. The 3
51
Chapter 5: Scheduling for Dispatching of Documents
subsections describe the steps involved for each individual rule and the
methodology used if the weight limit is reached for the day.
5. Set up a new column to input a new "Issue Date". Since KFELS operate 24/7,
Sunday is also considered a working day. However, Singapore public holidays are
assumed to be non-working days. Appendix D shows the exact dates of public
holidays.
The following three subsections explain the methodology used for different rules.
Let aj = Arrival time = MSS receive date
rj
Release time = EIV issue date
dj =Due date = Date required
pj = Expected processing time, which is computed from the averages of the time required
for picking, blasting and delivery.
wj =Weight of the material to be picked
nj
Quantity of the material to be picked (e.g. number of steel plates or pipes)
T
Max daily tonnage set
(Note: Subscript j represents a job for a particular day in the database)
5.4.2.1 First-Come-First-Serve (FCFS) Rule
This dispatching rule is self-explanatory and the jobs are processed according to the
sequence in which they enter the department. The jobs are assumed to have entered the
Steel Stock Department in the sequence of the "EIV number", and they are scheduled in
that order. If the weight limit is reached on any day, the "Issue Date" for the rest of the
entries is shifted to the following day.
52
Chapter 5: Scheduling for Dispatching of Documents
5.4.2.2 Critical Ratio (CR) Rule
Critical ratio is defined as the ratio of the remaining processing time to the slack time, to
determine the priority of the jobs to be released first. (Slack time is defined as the
difference between the time remaining until the desired due date and the remaining
processing time) [10]. If the loading tonnage for the day is exceeded, the issue date is
shifted to the next day, and a new set of CRs has to be calculated. The entries of the
previous day and the current day are sorted out, with the smallest CR entry getting the
highest priority. The heuristic is:
Set rj = aj , in ascending order of CR
d. -r.
'
' ,
subject to
LwJ
T
PJ
If Y wi > T, then transfer the lower priority jobs ( those with largest CRs) to the next day,
until the constraint is satisfied.
5.4.2.3 Weighted Shortest Processing Time (WSPT) Rule
The weighted shortest processing time (WSPT) rule gives priority to the highest ratio of
weight (vj) over the processing time pj, and the jobs are ordered in decreasing order of
-.
This rule helps in reducing tardiness in congested lines by giving priority to short
Pi
jobs. The weight vj is computed as shown on the next page. The weight will be larger for
more quantity and heavier tonnage of the material in a piece of EIV. If the loading
tonnage is exceeded, the issue date is shifted to the next day. The entries of the previous
day and the current day are sorted out, with the largest ratio getting the highest priority.
The heuristic is:
53
Chapter 5: Scheduling for Dispatching of Documents
Set rj
aj , in descending order of ' , subject to ZwJ ; T
Pi
where v =
x
Y, - W
If
'
ni
W > T, then transfer lower priority jobs (those with smallest WSPTs) to the next day,
until the constraint is satisfied.
5.5 Results and Discussions
The results for the different dispatching rules are shown in Figure 5-1 with the loading
capacity limit of 400 tonnes indicated in parentheses. The full table of values with
different capacity limit is shown in Appendix E.
Graph of Dispatching Rules Vs. Num. of Days
14
12 I-F
10
(0
8
Eu
0
6
4
2
0
Original Data
FCFS(400)
CR(400)
WSPT(400)
Dispatching Rules
r---i Std Deviation of lateness EJ Average Tardiness
Average Lateness
-m Average Earliness
Figure 5-1: Performance of various dispatching rules
54
Chapter 5: Scheduling for Dispatching of Documents
In terms of the average lateness, FCFS rule gives a slightly better performance. However
if we were to look at the bar charts for the average tardiness, all the three rules give
similar performance, but the CR rule has a much smaller average earliness. Hence, the
smaller lateness value for FCFS is offset by a much greater value of earliness. This is
because both FCFS and WSPT rules do not take into account the due date and hence, the
jobs that are not required urgently are also processed first; whereas for CR, when jobs are
due much later (i.e. CR > 1), the date that the EIVs are dispatched can be altered so that
the CR is close to 1.
Another thing to note is that the WSPT yields the best results for the weighted average
lateness as shown in Figure 5-2. This rule is the only rule tested that takes into account
the tonnage and quantity of steel materials to be scheduled according to priority.
Therefore the consensus is that there is no single rule that is the best under all possible
conditions and the relative performances of the rules are affected by factors such as the
capacity limit, due date tightness etc. [11] However for this case, the CR ratio rule
performs better than other rules for the different levels of capacity loading limit.
55
Chapter 5: Scheduling for Dispatching of Documents
Weighted Average Lateness
8.5
8
0
7.5
7
6.5
6
/
/7
/
/
.0
E
5
4.5
4
6;
300
450
400
Limit on weight (Tonnes)
EOCR
ESFCFS
500
oWSPT
Figure 5-2: Performance of various dispatching rules on the weighted average lateness.
WSPT rule gives the least weighted lateness for the different daily weight loading
Figure 5-3 shows the improvement in the variability of the weight of materials issued out
daily. For the original data (line graph), the weight can range from close to zero to 1,500
tonnes. When the CR rule is applied subject to the daily limit of weight at 400 tonnes per
day, the amount of variability is reduced by a significant amount, as shown by the area
graph.
56
Chapter 5: Scheduling for Dispatching of Documents
Amount of weight of materials issued out daily
1800.0
1600.0
1400.0
1200.0
o 1000.0
800
S800.0
--
-
N
600.0
4Original
Data
Figure 5-3: Weight of materials issued daily. The line graph shows the large variation in
the weight for the original data, but the variation is reduced when the critical ratio rule is
used. A daily limit of 400 tonnes is capped.
5.6 Recommendations
Besides advocating the use of critical ratio dispatching rule to prioritize the EIVs to be
sent to the storage plants, it will be necessary to put in place some operational
improvements to cut down on the waiting time that the documents spend waiting to be
collected.
In Section 4.1.1, the author has already examined the variability in the MSS arrival times.
It is difficult for the staff to keep on working on the documents throughout the entire
workday as they have other responsibilities too. If all the MSSs can be handed over by
the Production Department before a given cut-off time, then the workers can work on
57
Chapter 5: Scheduling for Dispatching of Documents
other tasks before processing the MSS. This is especially helpful in applying scheduling
rules for dispatching the EIVs. All the MSS information will be known to the department
and the urgent cases can be processed first. Once all the EIVs are generated and printed
out, there is a fixed time to hand over the documents to the storage areas (most likely to
be in the late afternoon). However such a practice will require coordination between
different departments in the company to ensure its effectiveness.
5.7 Summary
The rationale for applying dispatching rules has been discussed in the beginning of the
chapter, as the company does not exactly pay attention to urgency of the jobs as well as
the capacity loading of trailers at the storage plants. If the storage plants receive a more
consistent loading and a prioritized stack of EIVs daily, it will be easier for them to plan
transportation loading, and it will be easier for KFELS to ensure the urgent cases are
indeed processed first.
Three dispatching rules have been tested and the procedures for carrying out the
simulation in Excel spreadsheet have been documented in Section 5.4. We found that the
critical ratio rule gives the best performance with regards to tardiness and earliness
performance as both have to be minimized.
58
Chapter 6: Conclusions
Chapter 6
Conclusions
The primary objective of this project is to reduce the tardiness of the delivery of the steel
materials and identify the reasons behind the delay. Analysis has been done to pinpoint
the exact causes of the delay, which is at the stages of document processing and
dispatching to the storage areas. The following summarizes the project tasks that were
performed according to the objectives:
1.
The workload for the processing of documents has been analyzed using a queuing
model. The bottleneck occurs at the stage where the EIVs have to be generated
and printed from the MSS information, as there is a long waiting time in the
system. Some proposals have been suggested, like changing the job scope of the
staff such that the amount of service time spent by each server is similar and
shifting the task of printing the EIVs to the storage areas. However, the latter
proposal has to be studied more in depth to access the feasibility of such a
practice.
2. We have studied possible dispatching rules applied to the stage where the EIVs
have to be sent out to the individual plants. These dispatching rules need to
account for the maximum transportation capacity of each storage plant.
We
examined three dispatching rules and found the critical ratio (CR) rule to be an
easy and effective one to use.
The result of the recommendations based on the above-mentioned studies will be the
reduction of the cycle time from the receipt of the MSS to the delivery of materials.
From Chapter 4, we have examined that the generation of EIVs takes only a few hours, if
59
Chapter 6: Conclusions
all the recommendations are followed. This means that the EIVs can be dispatched on the
same day as the receipt of the MSSs and the new cycle time is much less than one day,
which is a marked improvement from the present cycle time of 1.9 days. Chapter 5 then
examines the tardiness performance of the dispatching rules by assuming that the EIVs
can be generated and handed over to the storage plants on the same day as the receipt of
the MSSs. By setting a limit on the daily capacity loading to 400 tonnes and using the CR
rule, the cycle time from the receipt of EIVs by the storage plants to the stage that the
materials are picked can be reduced by 20%. This may not seem very remarkable, but any
reduction in the cycle time will definitely be beneficial to the end-users in meeting the
deadlines for the production of the oil rig.
The author also offers the following points as the key lessons learned from this internship:
I. Sharing of information is crucial - A lot of problems can be alleviated through
the sharing of information. In the case of the Steel Stock Department, if people are
more proficient in the software and databases, they can provide additional help to
lessen the workload of the people in charge of document processing. This sharing of
information does not need to be restricted to within the department, but can be
extended to other departments and external (storage and blasting) plants. If the due
dates for materials can be shared more efficiently and made known earlier, probably
through an electronic medium, then the department is able to send out the issue
vouchers in advance, instead of waiting for the paper-based MSSs to be given to the
department.
60
Chapter 6: Conclusions
II. Reducing variability is crucial too - There is too much variability that the Steel
Stock Department has to handle. This daily variability can occur in the form of the
number of MSSs submitted to the department, the weight of materials that it has to
handle, the type of steel materials to be sent to the end users and the varying
capacity of the blasting plants. If the variability can be controlled right from the
start (i.e. through the issuing of the documents), then it will be easier for the storage
and blasting plants to allocate a given capacity to KFELS, since they also deal with
other customers as well. Reducing variability also means that less time will be made
on phone-calls and emails to keep on checking on the capacity of the storage and
blasting plants.
III. Communicating a vision takes effort - Through this internship, the author realizes
that it takes effort to communicate some of the ideas and solutions to help to
improve the working procedures. Most of the time, the staff involved in the job are
usually overwhelmed with their work and pay scant attention to such proposals.
Hence, time and effort are spent in trying to communicate the advantages of the
improvements. The vision and goals of the organization should not only be
communicated through words, but through the actions of the leaders and it is
heartening to know that the Steel Stock Department has a very supportive manager.
He has initiated a meeting recently with the author and some of the key personnel in
the department to discuss about the possible improvements and the feasibility of the
proposals brought up in this report. They are generally very receptive to the ideas
but it will take more than a presentation to change their current mindset.
61
REFERENCES
1.
Jackup Drilling Rigs,
"http://www.keppelfels.com.sg/products/jackupdrill.asp", Accessed
May 2006.
1 1 th
2. Mobile Offshore Drilling Rigs (Semi-submersible),
"http://www.keppelfels.com. sg/products/mobileoffshorerigs.asp", Accessed
1 1th May 2006.
3. Cooper, R. B., "Introduction to Queuing Theory", 2 "d edition, Elsevier
North Holland, 1981, pp. 2 -3.
4. Bhat, U. N., "Sixty Years of Queuing Theory", Management Science, Vol.
15, No. 6 (February 1969), pp. 280 - 294.
5. Pinedo, M. & Chao, X., "Operations Scheduling with Applications in
Manufacturing and Services," McGraw-Hill Irwin, 1999, pp. 2, 32-33.
6. Baker, K., "The Effects of Input Control in a Simple Scheduling Model,"
Journalof OperationsManagement, Vol. 4, No. 2 (February 1984), pp. 99 -
112.
7. Jeong, K.-C. & Kim, Y.-D., "A real-time scheduling mechanism for a
flexible manufacturing system: using simulation and dispatching rules,"
InternationalJournalof ProductionResearch, Vol. 36, No.9 (1998), pp.
2609 - 2626.
8. S. Nahmias, "Production and Operations Analysis", 4'h edition, McGrawHill Irwin, 2001, pp. 418 - 420.
9. Hopp, W. & Spearman, M., "Factory Physics",
2 nd
edition, McGraw-Hill
Irwin, 2000, pp. 294 - 295.
10. Graves, S. C., "A Review of Production Scheduling", OperationsResearch,
Vol. 29, No. 4 (July - August 1981), pp. 646 - 675.
11. Kutanoglu, E. & Sabuncuoglu, I., "An Analysis of Heuristics in a Dynamic
Job Shop with Weighted Tardiness Objectives", InternationalJournalof
ProductionResearch, Vol. 37, No. 1 (1999), pp. 165 - 187.
62
APPENDIX A
STEEL STOCK
DEPARTMENT
PE & P Department
Preparation of
Shop Drawings,
Cutting Plans and
MSS
-
YES
Check the size
(usu. larger) to see
if it can be used in
case of
substitution
To check
availability of
material
YES
Prints out EIV
YES
Performs cross
transactions on JDE
system (i.e. borrow
material from other
projects) provided they are
of the same grade and
dimensions
---- If OK
Process Local
Purchase Items
(Raised by
Purchasing
Department) Keys in
GRN num
Post in JDE
System to ensure
quantity is
deducted from
system
EIV sent out to
Bluewater (BW) orKFELS for picking
Gets MSS from
production supervisors.
Purchasing department
will key in material
description into JDE
Not
,available
Yes
BW: Separate
Excel spreadsheet
to determine the
plates to load and
capacity of trailers
A
LkJ
Actual MSS is
printed out. Sent to
Production
Department
Production
Supervisors to
input the
fabrication location
and date required
for the steel
material on MSS
Hands document
to Steel Stock
Department
Check with JDE
system the
location of plates
and availability
Key in production
required date,
fabrication location
and requester in
Access database
Production
Supervisor records
into logbook the
MSS sent
~1
Pre-blasting of plates
is carried out (from
Shipment or job is
urgent or when there
is excess capacity)
F~I
Send plates for
blasting at
1) KFELS
2) KSLAG
3) CWT
4) SHS
In charge of
planning where the
material is to be
blasted
Send to end users
1) Panel Shop
2) Fabrication Slab
EIV sent back by drivers
to blasting plant to Steel
Stock department for
updating picked and
blasting dates
APPENDIX B
Table B-1: Sum of MSS received and EIV generated per day
Date
8-Feb-06
9-Feb-06
10-Feb-06
Sum of MSS received/day
42
6
32
Sum of EIV issued/day
61
44
65
11-Feb-06
12-Feb-06
13-Feb-06
14-Feb-06
17
20
30
11
32
22
61
66
15-Feb-06
27
37
16-Feb-06
38
82
17-Feb-06
18-Feb-06
6
28
94
23
19-Feb-06
20-Feb-06
21-Feb-06
12
27
12
37
46
49
22-Feb-06
39
40
23-Feb-06
29
78
24-Feb-06
4
79
25-Feb-06
26-Feb-06
47
3
5
46
27-Feb-06
22
55
28-Feb-06
1-Mar-06
4
17
40
26
2-Mar-06
31
41
3-Mar-06
18
122
4-Mar-06
5-Mar-06
6-Mar-06
7-Mar-06
5
4
20
4
22
4
117
58
8-Mar-06
9-Mar-06
11-Mar-06
12-Mar-06
13-Mar-06
14-Mar-06
15-Mar-06
16-Mar-06
17-Mar-06
18-Mar-06
5
14
19
18
12
41
67
12
19
19
21
30
8
45
48
0
39
76
61
47
74
37
19-Mar-06
20-Mar-06
4
19
68
50
21- Mar-06
61
49
10-Mar-06
64
22-Mar-06
23-Mar-06
17
6
29
51
24-Mar-06
25-Mar-06
22
10
13
44
26-Mar-06
27-Mar-06
28-Mar-06
29-Mar-06
24
16
14
20
2
69
62
73
30-Mar-06
31-Mar-06
18
11
50
30
1-Apr-06
2-Apr-06
3-Apr-06
4-Apr-06
5-Apr-06
6-Apr-06
3
22
2
38
8
14
67
0
16
64
37
53
Average
Stdev
Coefficient of Variance (COV)
19.50
14.03
0.719
47.31
26.25
0.554
65
APPENDIX C
Table C-1: Weight of materials sent out daily from each storage areas
Sum of BW and
KFELS (tonnes)
N.A.
30.9
Total
Tonnage
13.6
44.6
515.2
0.6
1.9
53.5
KFELS
(tonnes)
N.A
N.A
N.A
N.A
N.A
N.A
515.2
837.2
0.6
1.9
53.5
31.2
181.5
295.2
38.5%
98.1%
99.0%
81.9%
8-Jul-05
9-Jul-05
2.8
13.7
N.A
N.A
2.8
13.7
101.3
198.8
97.3%
93.1%
10-Jul-05
11-Jul-05
20.0
46.1
N.A
N.A
20.0
46.1
56.7
214.9
64.7%
78.5%
12-Jul-05
13-Jul-05
14-Jul-05
15-Jul-05
16-Jul-05
125.8
41.3
148.5
458.1
244.8
N.A
2.1
N.A
N.A
N.A
125.8
43.4
148.5
458.1
244.8
203.3
200.5
206.8
497.8
404.1
38.1%
78.3%
28.2%
8.0%
39.4%
17-Jul-05
N.A.
N.A
N.A
4.1
N.A.
18-Jul-05
256.2
N.A
256.2
289.4
11.5%
19-Jul-05
59.4
7.3
66.7
20-Jul-05
21-Jul-05
103.5
461.4
45.7
258.8
149.3
720.1
109.2
251.5
1220.6
38.9%
40.6%
41.0%
22-Jul-05
23-Jul-05
24-Jul-05
408.4
69.3
384.4
8.9
13.3
50.0
417.3
82.6
434.4
653.5
181.2
485.8
36.1%
54.4%
10.6%
25-Jul-05
107.8
N.A
107.8
123.1
12.4%
26-Jul-05
27-Jul-05
28-Jul-05
29-Jul-05
30-Jul-05
137.4
129.6
278.9
8.9
231.7
9.7
N.A
16.6
N.A
13.9
147.2
129.6
295.5
8.9
245.6
313.0
248.5
375.9
125.4
384.1
53.0%
47.8%
21.4%
92.9%
36.1%
31-Jul-05
1-Aug-05
555.7
67.3
14.3
N.A
570.1
67.3
726.7
121.8
21.6%
44.8%
2-Aug-05
3-Aug-05
4-Aug-05
5-Aug-05
6-Aug-05
196.8
178.3
49.3
159.8
128.5
4.0
20.6
8.9
1.1
N.A
200.9
198.9
58.2
160.9
128.5
266.3
344.6
133.5
192.5
174.8
24.6%
42.3%
56.4%
16.4%
26.5%
7-Aug-05
8-Aug-05
9.0
483.7
63.3
54.2
72.4
537.9
181.7
589.4
10-Aug-05
335.5
71.6
407.1
533.4
60.2%
8.7%
23.7%
Issue Date of EIV
1-Jul-05
2-Jul-05
4-Jul-05
5-Jul-05
6-Jul-05
7-Jul-05
BW (tonnes)
N.A.
30.9
66
% Difference
N.A.
30.7%
6.8
I I-Aug-05
12-Aug-05
13-Aug-05
226.5
1396.3
101.2
59.9
25.1
14-Aug-05
15-Aug-05
1331.4
123.3
40.9
12.5
2 33.3
1456.1
126.3
1372.3
135.8
16-Aug-05
342.1
61.1
17-Aug-05
958.0
30.1
18-Aug-05
19-Aug-05
20-Aug-05
21-Aug-05
22-Aug-05
23-Aug-05
24-Aug-05
25-Aug-05
26-Aug-05
27-Aug-05
28-Aug-05
29-Aug-05
491.4
348.4
N.A.
17.4
70.0
57.0
30-Aug-05
31-Aug-05
306.4
1509.8
171.4
1402.7
179.7
23.9%
3.6%
26.3%
403.2
433.7
7.1%
988.1
1028.6
3.9%
108.0
92.7
17.2
27.2
29.9
65.3
27.4
31.2
80.2
17.8
599.4
441.0
17.2
745.6
44.7
99.9
122.3
79.0
142.4
283.9
19.6%
29.5%
0.4%
43.5%
29.8%
56.9%
354.1
366.4
466.1
221.9
489.7
470.7
513.5
229.6
27.7%
22.2%
9.2%
3.4%
4.5
12.0
214.0
545.3
664.2
573.0
67.8%
4.8%
244.9
24.9
17.7
56.2
262.6
81.1
305.5
97.4
14.0%
16.8%
1-Sep-05
2-Sep-05
150.2
136.9
88.3
20.1
238.4
157.0
253.9
208.7
6.1%
24.8%
3-Sep-05
4-Sep-05
5-Sep-05
N.A.
534.2
17.3
6.1
11.9
41.0
6.1
546.1
58.3
13.5
562.4
60.9
54.6%
6-Sep-05
7-Sep-05
8-Sep-05
9-Sep-05
372.2
13.9
110.1
34.1
88.2
66.4
227.2
105.8
460.4
80.3
337.3
139.9
497.6
99.1
422.8
172.8
7.5%
18.9%
20.2%
19.0%
10-Sep-05
N.A.
0.1
33.1
17.5
33.1
11-Sep-05
17.6
33.1
17.6
0.0%
0.0%
12-Sep-05
N.A.
92.5
92.5
96.9
4.5%
13-Sep-05
14-Sep-05
34.0
176.0
23.7
245.8
57.7
421.8
61.0
480.5
5.4%
12.2%
15-Sep-05
294.0
182.6
476.6
486.5
2.0%
16-Sep-05
214.1
28.4
242.6
242.6
0.0%
17-Sep-05
19-Sep-05
20-Sep-05
21-Sep-05
22-Sep-05
286.1
N.A.
N.A.
646.3
351.5
106.6
33.7
83.2
259.2
197.8
392.7
33.7
83.2
905.5
549.3
425.6
33.7
83.2
905.5
549.5
7.7%
0.0%
0.0%
0.0%
0.0%
23-Sep-05
417.4
130.2
547.6
547.6
0.0%
24-Sep-05
602.2
117.8
720.0
720.0
0.0%
25-Sep-05
N.A.
26.1
26.1
26.1
0.0%
326.7
335.2
385.9
204.1
209.4
533.4
67
625.2
17.3
2.2%
24.4%
2.9%
4.2%
26-Sep-05
27-Sep-05
28-Sep-05
29-Sep-05
30-Sep-05
N.A.
151.3
N.A.
838.5
476.9
11.7
11.7
294.2
135.7
11.7
0.0%
142.9
135.7
294.4
138.4
0.0%
2.0%
156.4
82.6
994.9
559.5
1000.1
573.8
54.5
145.5
347.6
0.5%
2.5%
5.0%
1-Oct-05
2-Oct-05
2.6
49.2
63.3
76.7
51.8
140.0
3-Oct-05
4-Oct-05
84.4
220.1
179.4
59.9
263.8
280.0
5-Oct-05
6-Oct-05
7-Oct-05
8-Oct-05
9-Oct-05
28.6
19.6
241.7
114.4
32.3
143.0
51.9
613.1
13.2
280.7
143.5
51.9
621.1
13.2
97.3
162.2
616.9
97.3
162.2
623.0
0.0%
0.0%
1.0%
3.8%
24.1%
0.2%
0.3%
0.0%
1.3%
0.0%
11-Oct-05
58.1
9.2
464.3
371.4
2.1
39.2
153.0
152.7
12-Oct-05
216.9
118.6
335.5
336.4
0.3%
13-Oct-05
14-Oct-05
15-Oct-05
41.6
248.1
41.6
534.5
41.6
578.3
0.0%
7.6%
16.2
22.3
29.6
24.8%
16-Oct-05
N.A.
286.4
6.1
135.6
92.7
228.3
228.3
0.0%
17-Oct-05
18-Oct-05
166.1
141.8
100.5
18.9
266.6
160.7
283.8
166.7
6.0%
3.6%
19-Oct-05
20-Oct-05
21-Oct-05
74.5
608.1
51.6
135.1
126.2
743.2
153.8
744.9
17.9%
0.2%
17.6
48.7
66.3
66.3
0.0%
22-Oct-05
62.5
37.2
99.7
99.9
0.2%
23-Oct-05
24-Oct-05
16.2
97.7
7.5
152.7
23.8
250.4
37.9
250.4
37.4%
0.0%
25-Oct-05
26-Oct-05
146.2
0.0
121.1
76.4
267.3
76.4
271.7
76.4
1.6%
0.0%
27-Oct-05
28-Oct-05
365.3
39.9
170.7
56.3
536.0
96.2
537.6
96.2
0.3%
0.0%
29-Oct-05
12.7
51.6
64.4
64.4
0.0%
3 1-Oct-05
N.A.
25.9
25.9
25.9
0.0%
2-Nov-05
N.A.
48.0
48.0
48.0
0.0%
3-Nov-05
4-Nov-05
5-Nov-05
6-Nov-05
7-Nov-05
8-Nov-05
108.5
284.6
106.1
N.A.
4.4
96.5
79.5
98.6
19.8
10.0
44.8
70.3
188.0
383.2
125.9
10.0
49.3
166.8
231.6
383.2
129.6
10.0
53.0
172.0
18.8%
0.0%
2.8%
0.0%
7.0%
3.0%
9-Nov-05
10-Nov-05
4.5
27.4
24.4
79.7
28.9
107.1
34.1
115.4
15.3%
7.2%
1 1-Nov-05
426.7
90.1
516.8
518.9
0.4%
10-Oct-05
11.1
68
12-Nov-05
17.9
14-Nov-05
15-Nov-05
8.9
85.4
28.0
64.3
79.6
45.9
73.2
165.0
46.9
74.1
165.0
2.2%
1.3%
0.0%
16-Nov-05
17-Nov-05
234.2
N.A.
105.0
29.5
339.2
29.5
18-Nov-05
19-Nov-05
252.9
2.5
145.6
30.0
398.5
32.5
339.2
30.1
400.1
33.0
0.0%
1.9%
0.4%
1.5%
20-Nov-05
21-Nov-05
22-Nov-05
23-Nov-05
24-Nov-05
25-Nov-05
26-Nov-05
16.7
435.7
79.4
124.3
104.5
N.A.
44.0
4.4
108.9
21.1
544.7
21.1
767.5
0.0%
29.0%
36.0
83.2
68.5
5.8
46.2
115.5
207.4
173.0
5.8
90.2
126.7
211.4
183.0
7.0
93.7
8.8%
1.9%
5.5%
18.1%
3.8%
27-Nov-05
N.A.
14.0
14.0
14.0
0.0%
28-Nov-05
29-Nov-05
114.2
246.3
12.5
111.3
126.7
357.6
126.7
384.6
0.0%
7.0%
30-Nov-05
1-Dec-05
410.5
135.9
63.7
71.3
474.2
207.2
481.5
232.3
1.5%
10.8%
2-Dec-05
3-Dec-05
187.0
697.9
18.9
79.1
205.8
777.0
207.8
797.2
1.0%
2.5%
5-Dec-05
129.8
51.2
181.0
199.4
9.2%
6-Dec-05
7-Dec-05
8-Dec-05
54.5
71.0
125.4
144.5
13.2%
19.3
30.2
36.2
13.5
55.5
43.7
57.0
43.7
9-Dec-05
10-Dec-05
41.6
209.3
22.9
162.0
64.5
371.3
69.4
380.4
2.7%
0.0%
7.1%
2.4%
11 -Dec-05
0.3
7.5
7.8
7.8
0.0%
12-Dec-05
64.9
71.7
136.5
139.8
2.4%
13-Dec-05
327.2
49.2
376.4
378.0
0.4%
14-Dec-05
15-Dec-05
16-Dec-05
60.1
N.A.
78.4
128.2
53.4
188.4
53.4
209.4
64.6
10.1%
17.4%
48.8
127.2
127.3
0.1%
17-Dec-05
209.2
40.6
249.9
262.5
4.8%
18-Dec-05
2.8
N.A
2.8
2.8
0.0%
19-Dec-05
20-Dec-05
673.5
233.9
63.6
94.0
737.1
327.9
764.0
329.1
3.5%
0.4%
21-Dec-05
10.2
46.3
56.5
57.6
2.0%
22-Dec-05
23-Dec-05
24-Dec-05
25-Dec-05
212.5
244.6
9.0
113.3
35.3
43.3
88.3
N.A
247.7
287.9
97.3
113.3
262.4
291.8
97.3
113.3
5.6%
1.3%
0.0%
0.0%
27-Dec-05
28-Dec-05
29-Dec-05
74.9
135.9
313.0
19.4
4.5
105.3
94.3
140.4
418.3
100.1
141.1
428.1
5.7%
0.5%
2.3%
69
30-Dec-05
219.9
31-Dec-05
4.0
N.A.
1-Jan-06
3 3. 6
2.9
0.4
253.6
6.9
0.4
293.0
27.0
5.7
13.5%
74.6%
92.8%
3-Jan-06
12.7
37.1
49.8
50.3
1.0%
4-Jan-06
37.0
61.4
98.4
107.3
8.3%
5-Jan-06
139.1
124.3
263.3
263.7
0.1%
6-Jan-06
703.2
196.6
899.8
899.8
0.0%
7-Jan-06
8-Jan-06
9-Jan-06
11-Jan-06
12-Jan-06
197.3
203.6
138.8
98.9
85.5
10.6
52.9
55.3
282.8
214.2
292.4
223.4
3.3%
4.1%
191.8
154.2
191.8
158.3
0.0%
2.6%
84.2
42.1
126.3
136.0
7.1%
13-Jan-06
429.3
396.4
825.7
827.2
0.2%
14-Jan-06
16-Jan-06
17-Jan-06
246.2
368.1
619.5
284.7
56.8
131.5
531.0
424.9
751.0
547.8
426.3
753.6
3.1%
0.3%
0.3%
18-Jan-06
19-Jan-06
313.3
83.6
47.3
69.9
360.6
153.5
393.6
155.6
8.4%
1.3%
20-Jan-06
1481.9
33.6
1515.5
1532.3
1.1%
21-Jan-06
22-Jan-06
59.9
88.6
22.4
13.2
82.3
101.7
87.5
101.7
6.0%
0.0%
23-Jan-06
513.1
35.5
548.6
548.8
0.0%
24-Jan-06
25-Jan-06
13.1
472.0
18.2
31.3
31.6
1.1%
73.3
545.2
545.2
0.0%
AVERAGE
210.7
67.6
253.5
288.6
Standard Deviation
245.3
66.7
266.2
282.0
70
APPENDIX D
List of public holidays in Singapore from 1' July 2005 - 24'h January 2006. A full list
can be obtained from http://singaporeontheweb.net/publicholidays.htm
1.
National Day -
9 th
August 2005
2. Deepavali - 1st November 2005
3. Hari Raya Puasa - 3"d November 2005
4. Christmas Day - 25th December 2005 (the following day is also a public holiday
as Christmas Day falls on a Sunday)
5. New Year's Day - 1st January 2006
6. Hari Raya Haji - 10 January 2006
71
APPENDIX E
Table E-1: Results of the various dispatching rules
Original Data
CR (350)
CR(400)
CR(450)
CR(500)
FCFS(350)
FCFS(400)
FCFS(450)
FCFS(500)
WSPT(350)
WSPT(400)
WSPT(450)
WSPT(500)
On
Weighted Std
Num. of Num. of Time
Average average Deviation Average Average Early
Late
Deliver
Lateness lateness of lateness Tardiness Earliness Deliveries Deliveries ies
7.63
8.74
12.44
10.54
7.12
1068
6795
528
7.56
7.9
6.78
8.85
2.53
358
7292
741
6.65
6.92
6.34
8.08
2.29
344
7061
986
6.24
6.45
6.24
7.76
2.38
379
6907
1105
6.01
6.19
6.2
7.6
2.3
401
6807
1183
6.58
6.98
9.41
8.89
11.61
759
7202
430
5.63
5.95
9.16
8.17
10.67
905
6970
516
5.07
5.33
9.15
7.76
10.36
994
6824
573
4.72
4.82
9.18
7.58
9.79
1133
6706
552
6.95
6.83
9.49
9.26
11.72
741
7240
410
5.91
5.79
9.27
8.48
10.72
893
6985
513
5.35
5.23
9.2
8.04
10.34
983
6853
555
5.09
5
9.18
7.85
9.98
1057
6798
536
72