ARCHNES LIBRARIES Waste Heat Reclamation in Aircraft Engines AUG 15
advertisement

Waste Heat Reclamation in Aircraft Engines
by
ARCHNES
Victoria D. Lee
MASSACHUSETTS 1NZTiTjjTE
OF TECHNOLOLy
B.S. Mechanical Engineering
AUG 15 2014
Brigham Young University, 2012
LIBRARIES
SUBMITTED TO THE DEPARTMENT OF MECHANICAL ENGINEERING IN PARTIAL
FULFILLMENT OF THE FOR THE DEGREE OF
MASTER OF SCIENCE IN MECHANICAL ENGINEERING
AT THE
MASSACHUSETTS INSTITUTE OF ETCHNOLOGY
June 2014
2014 Massachusetts Institute of Technology. All rights reserved.
Signature redacted
Signature of Author:
Certified by:.
Depa rtment of Mechanical Engineering
~1
May 9, 2014
Signature redacted
John G. Brisson
Professor of Mechanical Engineering
Thesis Supervisor
Signature redac ted
Accepted by:
David E. Hardt
vlw - Ralph E. and Eloise F. Cross Professor of Mechanical Engineering
Chairman, Department Committee for Graduate Students
1
Table of Contents
Introduction ....................................................................................................................................
Overview of Therm oelectric Devices .............................................................................................
Summary of Commercially Available Thermoelectric Materials ..............................................
4
5
9
Bism uth Telluride ............................................................................................................
Lead Telluride .....................................................................................................................
10
10
Silicon Germ anium .........................................................................................................
11
TAGS ....................................................................................................................................
11
Silicides ................................................................................................................................
Future of the M arket .......................................................................................................
Waste Heat Engine for a Gas Turbine System ...........................................................................
Developm ent of Sim ulations of the Waste Heat Engine .............................................................
11
11
13
18
Fins .......................................................................................................................................
Exhaust Flow .......................................................................................................................
Cold Flow .............................................................................................................................
19
21
22
Tem perature Variation along Exhaust Duct .................................................................
23
Design of W aste Heat Engine .......................................................................................................
Turbulent Flow ...................................................................................................................
24
24
M ass Reductions ..............................................................................................................
25
Cold Duct System ............................................................................................................
Finning Effects .....................................................................................................................
Final Design .........................................................................................................................
27
30
32
Perform ance under Average Conditions ......................................................................
Lead Telluride Sublim ation .............................................................................................
Potential Therm oelectric M aterials ..............................................................................
W aste Heat Engine for a Spark Ignition Engine .........................................................................
Experim ental Procedures ............................................................................................................
Fabrication and Property Measurements for Thermoelectric Materials ...................
33
34
38
39
41
41
Therm al Contacts ............................................................................................................
43
Electrical Connections ....................................................................................................
44
Diffusion ..............................................................................................................................
45
Electrical Configuration ..................................................................................................
Pow er Staging Device ....................................................................................................
45
46
M ixed Flow ..........................................................................................................................
Cold Duct System ............................................................................................................
46
48
Endurance Testing .........................................................................................................
49
Conclusion ........................................................................................................................................
49
Appendix A: Additional Descriptions Therm oelectric M aterials ..............................................
Appendix B: Therm oelectric Properties .....................................................................................
Appendix C: Selection of Area Ratio ..........................................................................................
51
53
Appendix D: Average Operating Conditions ..............................................................................
58
Appendix E: M odel Turbojet Specifications ..............................................................................
Appendix F: M atlab Code for Gas Turbine Engine System ........................................................
60
62
3
57
Introduction
Rotorcraft engines can lose up to 70% of the potential chemical energy of their fuel as waste heat.
Harvesting this waste heat and converting it to useful work would improve the efficiency and
power output of the engine. Figure 1 shows two possible engine systems in which a secondary
engine could be used to harvest waste heat. For the gas turbine engine in Figure 1A, the main
source of waste heat is the enthalpy of the engine's exhaust gases. In the case of the spark ignition
engine in Figure 1B, there are three sources of waste heat: the enthalpy available in the exhaust
gases, the heat rejected by the coolant loop, and the heat rejected by the oil loop. For each engine
system, the heat from waste heat engine is rejected to the ambient air.
Possible candidate systems for waste heat recovery include closed cycle systems such as the
Rankine and Brayton engines. Rankine engines typical use water as a working fluid. The
performance of water-based Rankine engines suffer from low pressures in the working fluid at the
temperatures of the ambient and, therefore, require large low pressure expanders and condensers
to operate efficiently. Organic working fluids have higher vapor pressures and can be used in
Rankine engines instead of water. The higher vapor pressures of these fluids allow the use of
smaller expanders. However, organic working fluids are limited to temperatures below 250 C,
which is substantially lower than the typical temperatures available in the waste streams. Brayton
engines can operate at higher temperatures using inert gases such as helium and argon as working
fluids. In either of these engines, the turbomachinery and heat exchangers must remain leak tight as
the working fluid is cycled through at high temperatures and high pressures. As a consequence of
this requirement, these cycles will not be considered further in this work.
Thermoelectric devices, on the other hand, do not require leak tight passages or turbomachinery.
These are compacted and are expected to have a higher reliability since they have no moving parts.
These advantages have motivated this study on thermoelectrically-based waste heat engine.
A)
Air flow
(atmospheric air)
B)
Pimary engine
Huat ExchangK
Exhaust
Intake
JkE
J
Cold air rom
rotorwashorflowHE
from
odon
Coong
Exhaust gase
Coolant loop
Mam
Airflow
teatExhanW
(aumospheric air)
Prknry
Engine
Oil
oilcoolm
sumnp
COilnpump
Figur 1 Ilustraion is te thre posiblemethos forpowergeneationfor te igntionengine: h xas
Figure
Aloop
Air fow
(atmnosphedc air)
1 Illustration A is the three possible methods for power generation for the ignition engine: the exhaust
gases, the coolant loop, and the oil loop. Illustration B is the possible waste heat source for the primary
engine. In this case, the exhaust gas is the only available source.
4
For a thermoelectrically-based waste heat engine to be feasible, it must be capable of absorbing and
rejecting large amounts of heat in part to compensate for the low efficiencies of thermoelectric
materials. It must also be light weight and compact to address concerns of power to weight ratios
and space constraints in rotorcraft. Therefore, the waste heat engine must be designed to minimize
thermal resistance while also minimizing the mass and volume of the heat exchangers.
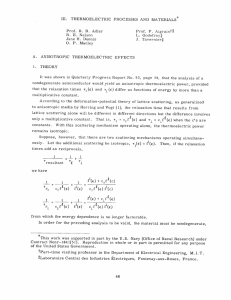
Overview of Thermoelectric Devices
A thermoelectric generating unit, a thermoelement, is constructed from two different conductors
that are electrical in series and thermally in parallel as shown in Figure 2. The conductors consist
of thermoelectric (TE) materials. If a temperature gradient exists across thermoelectric material,
charge carriers will move from the hot side to the cold side. This movement of charges is known as
the Seebeck effect and produces a voltage difference across the TE material. The Seebeck
coefficient, a, is defined as the ratio of the static voltage difference produced between the junctions
to the temperature difference across the TE material,
()
dV [volts
a=dT
-egree]
The Seebeck coefficient is positive for TE material known as p-type material in which the moving
charge carriers are positive. When the moving charges are negative, the TE material is known as ntype material and the Seebeck coefficient is negative. A thermoelement consists of a pair of crystals,
one of p-type TE material and one of n-type TE material (see Figure 2). Since the crystals are
electrically in series, the total voltage produced by the thermoelement is the sum of the voltages
produced by the p-type and n-type crystals. Therefore, the overall Seebeck coefficient for the
Electrical conductor at T.
Electrical conductors at T
Current
Load resistor
Figure 2 Schematic drawing of a thermoelement. A thermoelement consists of a p-type crystal and an n-type
crystal that are mounted in parallel thermally between a high and a low temperature reservoir. Heat is
absorbed at the hot junction and rejected at the cold junction. The two crystals are also mounted between
electrical conductors such that they are electrically in series.
5
thermoelement is the change of the voltage across the thermoelement divided by the temperature
differences across the crystals or
a = -(Vp
dT
+ VN)
= ap
-
(2).
aN
The second term on the right hand side accounts for the negative values of n-type TE material.1
When a current is passed through TE material, the charge carrying particles transfers energy into
one junction and out of the other junction. Consequently, one junction experiences heating and the
other junction experiences cooling. The rate of heating and cooling is proportional to the current
and Peltier coefficient, r, or
Q = r-I
(3)
According to the Kelvin relationship, the Peltier coefficient is related to the Seebeck coefficient by 7
= a T. Since the TE crystals in the TE power generation unit are part of an electric circuit with
current passing through them, they experience the Peltier effect. 2
The thermoelement also experiences losses due to direct thermal conduction from the hot to the
cold reservoirs through the crystals. The thermal conduction losses are related to the combined
thermal conductances of the TE crystal pair. Since the TE crystals are in parallel thermally, their
combined thermal conductance is
K = Ap
PIP
+
(4)
An
1n
where A, and A, are the individual thermal conductivities, Ap and An are the cross sectional areas,
and lp and l are the lengths of the p- and n-type materials, respectively. 3
When an electric current runs through the thermoelement, it also experiences losses due to the
resistance heating of the crystals. The TE crystals are electrically connected in series. Therefore, the
total internal electrical resistance of the thermoelectric crystals is determined by
Ri = pp
+pNAn
(5)
where p, and PN are the electrical resistivities of the p-type and n-type crystals, respectively. 4
The heat transfer through the hot and cold sides of the thermoelement is a combination of the
Peltier effect and losses due to thermal and electrical resistances in the material. The heat
transferred into the TE crystals at the hot junction is
OH =
laTH + K(T - Tc)
-
O.5I 2 Ri
(6)
and the heat transferred out of TE crystals at the hot junction is
Qc = IaT + K(T
-
T )+O.5I 2 Ri
(7)
where a is the overall Seebeck coefficient, K is the combined thermal conductance, and Ri is the
total internal electrical resistance as defined above. The temperatures Th and T, are, respectively,
the temperatures of the hot and cold junctions of the crystals and are assumed the same for the ptype and n-type crystals. The first terms in each are the Peltier heats. The second terms in the heat
6
flux equations are the conduction through the TE crystals assuming a linear temperature
distribution. The third terms are due to the resistive heating of the TE crystals. 5
The current produced by the TE crystals is equal to the voltage sources in the circuit divided by the
sum of the resistances in the circuit. The voltage sources are the voltages produced by the Seebeck
effect. The resistances in the circuit are the resistance of the TE crystals themselves and the
resistance of any load, RL, connected with the TE crystals. Therefore, the circuit is defined by
(8).
_ a(Th-Tc)
Ri+RL
With the linear current's dependence on temperature, the third terms in the heat flux equations
show the temperature distribution to be quadratic. The quadratic temperature distribution hinders
the heat flux into the hot junction and facilitates it out of the cold junction, hence the sign for each
term.
According to the first law of thermodynamics, the power output is
W =
QH -
C
=
I(Th
Tc) _
-
2
R = I2 RL
(9).
The last equality indicates that the useful work is dissipated in the load resistance, RL. The efficiency
of the thermoelectric system is this useful work divided by the heat absorbed from the high
temperature reservoir or
RL
I 2 RL
IaTh+K(Th--T)-0.5I
where Z, is defined as Zc E
Th-Tc
2
Ri
Th
__
_(10)
RL
RL
-Tc)
and is known as the figure of merit. As is evident in the second form
of the efficiency shown in Equation 10, the efficiency of the system can be maximized for a given
temperature difference maximizing the figure of merit and by carefully selecting the electrical
resistance ratio RL /Ri. Since RiK depends on the ratio between the cross sectional area and length
of the two crystals, it is possible to minimize RiK for a given a. As is evident from Equations 4 and 5,
both the thermal and electrical resistances of the crystals depend on the ratios of the cross sectional
area to the length of the crystals of the p- and n-type material. Due to their importance, these ratios
are defined as the variables yp and yN for the p- and n-type material, respectively. RiK is minimized
when
Vn-
-L
1P
1)
(aIPPN)l/
NPP
Ip
Since TE crystals are usually the same length (see Figure 2), this relationship is actually a constraint
on the ratio of the cross sectional areas of the two TE crystals. With this constraint, the optimum
Zopt can be written as
lapZ- aN 2
= [(PNAN)1/2+pPaP)1/2(
With this optimum Zc, the ratio of the electrical resistances that maximizes the efficiency is
=
[1 + ZOPtT]2
(13)
7
where T is the average of the temperatures of the hot and cold junctions (T
= T2+TC)
For this ratio
and the optimum Zc, the efficiency can be written as
1+ZoptJ-1
??max =7c
Th-Tc
+ TC
1+ZOPt+F
i+Zopti-1
(14).
1+ZoptT I
Th
This is the first law efficiency and ic is the Carnot efficiency (Tic =
Th-T ).6
Th
To achieve maximum power instead of maximum efficiency, the TE crystals need to be designed to
achieve optimum Zc and the ratio of the electrical resistances needs to be set to !- = 1. Under these
conditions, the second law efficiency is
1
1
Tic 2
=maxp
4
2+ ZoTh
1
Th-Tc
Th-Tc
-T
ThT
2+
1
Z2T+
2Th
(15).
Th-Tc
2T_
Z0 Tft
2Th
Under maximum power conditions, the efficiency is few percent lower and electric current is higher
than under maximum efficiency conditions. 7
For aircraft, the dominant concern for designing a power generation device is the power density,
power per mass. Therefore, all design presented will be under maximum power conditions.
For thermoelements, the value ZT is often used in place of the efficiency to indicate the potential
performance where T is the average of the temperatures of the hot and cold junctions (T = Th+TC
2
TE First Law Efficiency vs Th & ZT w/ Tc=300 K
0.4
ZT=4
0.35
ZT=3
0.3
ZT=2
0.25
0.2
ZT=1
irL
0.15
ZT=0.5
0.1
0.05
ZT=0.1
ni
300
400
500
600
800
700
High Temperature (K)
900
1000
1100
1200
Figure 3 Plot of the first law efficiency for a thermoelement as a function of the temperature of the hot
junction, Th, and of the product of the figure of merit of the thermoelement and the average of the
temperatures of the hot and cold junction, ZT. The cold junction is assumed to be at a constant temperature,
Tc = 300 K.
8
TE 2nd Law Efficiency vs Th & ZT w/ Tc=300 K
0.5
ZT=4
0.45
ZT=3
0.4
ZT=2
0.35
-
0.3
w
0.25
CO)
ZT=1
0.2
ZT=0.5
0.15
0.1
0.05
0 300
ZT=0.1
400
500
600
80
75
900
100
1100
1200
High Temperature (K)
Figure 4 Plot of the second law efficiency for a thermoelement as a function of the temperature of the hot
junction, Th, and of the product of the figure of merit of the thermoelement and the average of the
temperatures of the hot and cold junction, ZT. The cold junction is assumed to be at a constant temperature,
Tc = 300 K.
Figure 4 shows the correlation with the second law efficiency, 7max, as a function of Tb and with Tc
held constant at 300K. For a high temperature source of 850 K and TE materials that achieve Z~T-1,
the first and second law efficiencies for a thermoelectric engine could be as high as 14% and 20%,
respectively. For a thermoelectric engine using oil or coolant at 420 K for a heat source, the first and
second efficiencies only reach 6% and 12%, respectively. Should the TE materials being developed
that can reach ZT-4 become commercially available, the efficiencies will roughly double.
Summary of Commercially Available Thermoelectric Materials
The figure of merit is also used to estimate the performance of an individual TE crystal and not just
TE crystal pairs in a thermoelement. In this case, the figure of merit is defined as
Z =
(16)
2
where a is the Seebeck coefficient, p is the electrical resistivity, and A is the thermal conductivity of
the single TE crystal.8 This is consistent with Equation 12 if the p-type and n-type crystals are
assumed to have equal electrical resistivity and thermal conductivity and equal and opposite
Seebeck coefficients. To compete with current power generation methods, TE materials need a ZT
of at least 3 to 4. The ZI for commercially available TE materials range from 0.4 to 1. There are
some TE materials under development such as those with quantum structuring that can reach
values of 4.
9
1.4
1.2
(AgSbT
i.ewACeTe
CeFe 4 .C
12P
PbTe
0.80.B12TO
Ji1-Ge
I.-
b12
N.
0.4
0.2
region
of interest
0
100
300
500
700
900
Temperature (K)
1100
1300
Figure 5 ZT products for several thermoelectric materials as a function of the temperature of the hot
junction. [9]
Thermoelectric material properties such as the Seebeck coefficient and ZT vary with temperature
as seen in Figure 5. Therefore, TE materials operate best within a certain temperature ranges and
are divided into materials of low (100-400 K), intermediate (400-900 K), and high (> 900 K)
operating temperatures. In the low, intermediate, and high temperature ranges, the most common
commercially available used materials are Bi 2 Te 3 , PbTe, and SiGe, respectively. Of these, Bi 2Te 3 and
PbTe are available as prepackaged modules while SiGe is available in raw material form but not in
modules. Other TE materials, TAGS and silicides, have recently become commercially available for
the intermediate temperature range. For the purpose of designing a waste heat engine, this analysis
focuses on the commercially available material. A summary of the commercially available TE
material is included below.
Bismuth Telluride
Bismuth telluride, Bi 2 Te 3, is the most common commercially available thermoelectric material. It is
a low temperature range material, typically operating within 300 - 500 K, and can reach a ZT above
1.10 The manufacturing process for the Bi 2Te 3 crystals determines whether they are p- or n-type. 11
Due to its low temperature range, Bi 2 Te 3 is used primarily for cooling applications.
Lead Telluride
Lead telluride is commercially available and used for intermediate temperature ranges up to 900 K.
PbTe can be used as p-type or n-type material depending on whether it is Te-rich or Pb-rich,
respectively. To improve its performance, p-type PbTe is doped with Na, K, or Ag while n-type PbTe
is doped with Bi, Ta, Mn, or halogens. PbTe will degrade due through sublimation at temperatures
above 650 K.1 2 The effects of sublimation can be reduced by encasing the material or by
surrounding it with high-pressure inert gas.13
10
Silicon Germanium
Silicon germanium is commercially available and can be used for high temperatures up to 1300 K.
Varying the ratio of silicon to germanium changes the properties from n-type for silicon rich
compounds to p-type for germanium rich compounds. Dopants can increase the performance of
SiGe. However, dopants tend to precipitate out of the compound especially between 600 and 900
K.1 4 Sublimation at higher temperatures close to 1300 K can cause shorts due to SiGe deposits or
open circuits due to volume reduction. Crystals can be coated with Si 3N 4 to decrease the rate of
sublimation. Due to the ceramic nature of SiGe, contacts should be designed to keep the SiGe in
compression instead of tension.15
TAGS
Compounds known as TAGS-x have a formula of (GeTe)X(AgSbTe2)oo-x and operate as a p-type
thermoelectric material in a temperature range of 300 to 770K. It is usually used with the n-type
PbTe. The Seebeck coefficient for TAGS is relatively low. However, it can still obtain a ZT = 1.6 due
to its low thermal conductivity.161 7 Dopants have proven unable to significantly improve the
thermoelectric properties of TAGS. Therefore, research is focused on increasing the Seebeck
coefficient through the methods of manufacture the material and through nanostructures in the
material.18'19
Silicides
Silicon compounds have recently gained interest as a low-density and highly abundant alternative
to lead telluride in the intermediate temperature range. The most promising silicides are Mg2Si,
20
Mg2Sn, and MnSix.
Magnesium silicide can operate as either a p-type or n-type material. Dopants such Ag and Cu for ptype crystals and Sb, Bi, and Al for n-type crystals improve the performance of the magnesium
compounds. 21,22 The properties for compounds using magnesium can also be adjusting by
substituting some of the silicon with tin. Complete substitution, Mg2Sn, results in an n-type
material. 23 In laboratory analyses, figure of merit values as high as ZT = 1.1 have been obtained.
However, Mg2Si will degrade into MgO and Si at temperatures above 723 K. Coating the material
24
with beta-FeSi2 can reduce this oxidation.
Manganese silicide can also operate as either p-type or n-type material depending on the
production process. 25 Similar to Mg 2 Si, dopants such as Al adjust the properties of MnSix from ptype to n-type. 26 The values for ZT are highest for the higher silicides, i.e. compounds with high
silicon to manganese ratios. For higher silicides, ZT reaches values of 0.8 - 0.9.27
Future of the Market
The future of thermoelectric materials is impacted by the availability of the elements needed to
fabricate the crystals. Tellurium is approximately as rare as gold and, therefore, limits the
production of TE materials such as PbTe. 28 Without an adequate supply of tellurium, devices using
TE material with tellurium cannot be mass marketed.
11
Due to the inability of the TE materials with tellurium to maintain a mass market, much of the
recent research in thermoelectrics has been to develop new materials. For high temperature
applications, metal oxides have gained interest due to their availability and high temperature
endurance. Figure 6 shows the operating temperature ranges of several oxides compared to
commercially available material and other material also in development. However, metal oxides
have oxidation problems at high temperatures that need to be addressed before they become
marketable.
Figure 6 Comparison of the operating temperatures of oxides, silicides, and conventional thermoelectric
materials to various sources of waste heat shown in the top three red boxes. Note the temperature unit is
degrees Centigrade. [29]
4.5-
4.0.
hinoBaWm
wa'
1999
3.5
0-4
j25
Te
OM1
2.0
"IT"
4MUM
L&JJb
011 1
195D
Fbm:f-
TnAK
1.0~
low0
I
(M"l
ft
1o0
W
AM
Year
Figure 7 Timeline of progress of the ZT for thermoelectric materials since 1950 for high, room, and cryogenic
temperature ranges. The thermoelectric materials with quantum structuring are BiTe/SbTe for room
temperatures and PbTe SL, SiGe/Si, and BC/SiGe for high temperatures. [30]
12
Another approach to improving thermoelectrics has been to manufacture TE materials with
embedded quantum structures. For other TE materials, the Seebeck effect, thermal conductivity,
and electrical resistivity are dependent on each other which limits the figure of merit to ZT-1.
Using quantum dots, wells, and other structures allows the thermal conductivity, electrical
resistivity, and Seebeck coefficient to be varied independently so that ZT as high as 4 can be
achieved. The progress of TE material including quantum material is shown in Figure 7. The recent
interest in thermoelectric material has advanced development in the last decade. Prototypes of
modules using quantum materials have been produced for applications with lower temperatures
than experienced by the Sikorsky rotorcraft. However, much of the current focus in quantum TE
material has been for high temperature applications and future materials are likely to become
available that can operate at the rotorcraft's temperatures. Unfortunately, the current fabrication
methods for quantum structures limits mass manufacturing.
Waste Heat Engine for a Gas Turbine System
The exhaust gas is the most promising of the possible thermal due to its high temperature. The
waste heat engine concept for the exhaust duct operates with the exhaust gas as the heat source
and the ambient air as the heat sink as is depicted in Figure 1b. The ambient air has a characteristic
temperature of 323 K, which is a worse case temperature. The heat source for the waste heat
engine is the exhaust gas, which has a characteristic temperature of 873 K. The high temperatures
of the exhaust gas are at the upper and lower limits of the intermediate and high temperature
ranges, respectively, of the TE material. Therefore, the choice of TE material is unclear and the
initial step for designing the waste heat engine is to select the TE material as well as its dimensions.
1.OOE+06
1.OOE+05
------_
__ _
-- - "gamma=le-2 mA-1
\
gamma=1e-3 mA-1
gamma=1e-4mA-1
to
1.00E+04
E
1.OOE+03
10OE+02
O.OOE+00 2.OOE-03
4.OOE-03
6.OOE-03
8.OOE-03
1.OOE-02
1.20E-02
1.40E-02
Crystal Length (m)
Figure 8 Electrical power output for different magnitudes of yp (ratio of the cross sectional area to length) of
SiGe operating between 873 K and 323 K as a function of the crystal length. The properties for SiGe are
determined at 598 K.
13
Preliminary simulations model the TE material under maximum power conditions and connected to
thermal reservoirs of 873 K (Th) and 323 K for (Tc). The commercially available TE materials for
these temperatures are SiGe, PbTe, MgSi/MnSi and Tags/PbTe. The temperature dependent
properties of the TE material are evaluated at the average temperature of the thermal reservoirs,
Taw = 598 K. (Values for the TE properties are included in Appendix B.) Working with Sikorsky, a
benchmark of 350 W per kilogram of mass of the waste heat engine as the minimum acceptable
power density.
As discussed earlier, the thermal and electrical resistances of a TE crystal depend on the ratio
between its cross sectional area and length. The power per mass for SiGe with respect to the crystal
length is shown in Figure 8 for several values of yp, the ratio for the p-type crystal. The value for y.,,
is selected by Equation 11. As can be seen, the ratio of the cross sectional area to the crystal length,
yp, does not affect the power density. Therefore, a y. of 10-2 m-1 is used for all further calculations to
keep the volume of the TE crystals small. As mentioned previously, y, is actually a constraint on the
cross sectional area ratio of the two TE crystals. Therefore, the length of the TE crystals does impact
the power density as confirmed by Figure 8.
The power densities with respect to the crystal length for SiGe, PbTe, MgSi/MnSi and Tags/PbTe
with the selected yp are shown in Figure 9. All the TE materials were able to reach and substantially
exceed the target value of 350 W/kg. Power densities as high as 10 kW/kg appear possible for short
lengths of 1-2 mm.
The large power densities in Figure 9 are achieved with the assumption that the temperatures of
the hot and cold junctions of the TE crystals, Th and Tc, are equal to the temperatures of the hot and
cold flow, respectively. This is only possible if there are no thermal resistances between the hot and
cold flows and the junctions of the TE crystals.
1.00E+06
-
1.OOE+05
IS
%
-
iGe
PbTe
MgSi/MnSi
1.OOE+04
-
mTAGS/PbTe
1.00E+03
1.OOE+02
1.OOE+01
1 OOE+flf
O.OOE+00 2.OOE-03
4.OOE-03
6.OOE-03 8.OOE-03
Crystal Length (m)
1.00E-02
1.20E-02
1.40E-02
Figure 9 Electrical power output per unit mass for commercially available thermoelectric materials operating
between 873 K and 323 K as a function of the crystal length. The properties of the thermoelectric materials
are determined at 598 K. In actuality, all the materials except SiGe would have difficulty operating at 873 K.
14
Thermal resistance will cause a temperature difference between the thermal reservoirs and the
junctions of the TE crystals. The temperature differences between the fluid flows and the junctions
of the crystals will increase as the thermal resistance increases. Consequently, the temperature
difference between the hot and cold junctions decreases and causes the power density to decrease.
The thermal resistances between the TE crystals and the fluid flows depend on the geometry of the
thermoelectric generator. In thermoelectric generators, the TE crystals are usually held between
two plates as shown in Figure 10. Heat passes out of the hot flow, through the exposed plate, and
into the hot junctions of the TE crystals. Similarly, heat passes from the cold junctions of the TE
crystals, through the attached plate, and into the cold flow. Therefore, the thermal resistances
between the TE crystals and the fluid flows are from the convective heat transfers of the fluids as
well as the conductive heat transfers through the thermoelement's plates.
The thermal resistance between the thermoelement's plate and a thermal reservoir is proportional
to the surface area of the thermoelement exposed to the thermal reservoir. If it is assumed that
there is no heat transfer between the plates by convection or radiation, then the thermal
resistances between the thermoelement's plates to the TE crystals depends on the cross sectional
area of the TE crystals. To analyze the effects of thermal resistances on the power output of the
thermoelectric generators, the thermal resistances from the hot flow to the TE crystals is assumed
equal to the thermal resistances from the TE crystals to the cold flow.
The thermal resistivies are further assumed to be equal to an effective heat transfer coefficient, h,
based on the cross sectional area of the TE crystals. The effective heat transfer coefficient can be
scaled from the actual heat transfer coefficients on the hot and cold plates as
h
(17)
= hhAft =-C
ATE
ATE
where hh and h, are the respective actual heat transfer coefficients for the hot and cold flows, Ah and
Ac are the respective surface areas of the thermoelement exposed to the hot flow, and ATE is the
cross sectional area of the TE crystal pair.
7~Qh=hA(T h-Th)
Hot Plate
Cold Plate
Q=hA(T-TG)
Tc
Figure 10 Schematic of a thermoelectric generator between two fluids at temperatures Th
15
and Tc.
The effects of thermal resisitivities are evident in Figure 11, which compares the power density with
respect to the crystal length for several effective heat transfer coefficients. As with Figure 9, the
power densities increase as the length of the crystals decreased in Figure 11. However, the power
density does not increase infinitely with decreasing length as Figure 9 suggests. Examining the
power densities for the effective heat transfer coefficients values of h = 50, 100, and 300 W/m 2 K
closely shows that the power densities drops sharply for lengths shorter than 2 mm. The same is
evident for the higher values of the heat transfer coefficient when the power per cross sectional
area with respect to the crystal length in Figure 12.
The decrease in power densities is due to the decrease in the thermal resistance of the TE crystals
as their lengths decrease. The TE crystals act as thermal resisters between the two plates of the
thermoelement. As the TE crystals' thermal resistance approaches zero, the TE crystals act as a
thermal short between the two plates and the temperatures of the hot and cold junctions
approaches equilibrium. Consequently, the power output of the thermoelement approaches zero.
The power densities do not change significantly with the crystal length over 2 mm, as is indicated in
Figure 11 and especially in Figure 12. For weight considerations, the length of the thermoelectric
crystals should be as short as possible, perhaps between 2 to 6 mm. Within this range, the effective
heat transfer coefficient needs to be at least 1000 W/m 2 K based on crystal area to produce a power
density of 1000 W/m 2 . However, typical values for actual heat transfer coefficients range from 200
to 250 W/m 2 K for the air velocities of 60-75 m/s produced by the rotorcraft. According to Figure
11, this range corresponds to an output power density of only 30 to 40 W per kilogram of the TE
material, which is far below the benchmark value of 350 W/kg. However, the effective heat transfer
coefficient can be increased by increasing the area of the heat exchange exposed directly the fluid
flows.
101
10 h. 10000yf 2K
S10
h=
310
1000h
h-1000Wh
10
r
h 300 f
K
2
K
-
w
IK
10
Th= 873 K,Tc- 322 K
SIGe propefties
10,
10
gm41p 10 '2
his based oncystal ea
L
hc=hhnh
0
0.002
0.004
0.006
0.008
0.01
Length of TE(m)
0.012
0.014
0.016
0.018
0.02
Figure 11 Power output per mass of the thermoelectric material SiGe for various effective heat transfer
coefficients between the SiGe and fluids at 873 K and 323 K. The effective heat transfer coefficients are
assumed equal for the two fluids.
16
10
10
I
h==1000
Wh
K
le
h=300 WA
2
K
r
102
2
h--l100Wht K
2
h=50 WM K
101
Th--
K
mT2 K
h ksbmd on xstalmaa
10L
0
I
I
0.002
0.004
0.006
I
0.008
0.01
).012
Length of TE (m)
0.014
0.016
0.018
0.02
Figure 12 Power output per cross sectional area of the thermoelectric material SiGe for various effective heat
transfer coefficients between the SiGe and fluids at 873 K and 323 K. The effective heat transfer coefficients
are assumed equal for the two fluids.
0.61
mn
Cold passage
1.9 CM X 1.9 CM
fin 1 mm thk
SiGeThermoelectric
4 mm long
Hot air flow
T,=873K (110F)
v= 126 m/s (3.62 kg/s or 8 lbm/s)
cold air flow
TC= 323 K (120 F)
v= 72 rn/s
Figure 13 Preliminary design for thermoelectric waste heat engine based on the exhaust duct of a
commercial Sikorsky S-76C helicopter. The temperatures, velocities, and dimensions are characteristic values
based on specifications supplied by Sikorsky.
17
Development of Simulations of the Waste Heat Engine
A preliminary design for a waste heat engine uses fins to increase the surface areas exposed to the
hot and cold flows and, thus, increase the effective heat transfer coefficient (see Figure 13). The fins
for both hot and cold flows are rectangular and ran parallel to the exhaust pipe's centerline. The
fins for the hot flow are designed as part of the Inconel exhaust pipe for ease of manufacturing. Two
cold plates direct the cold flow around the exhaust pipe and are connected by the cold fins. The
outside cold plate is assumed to be adiabatic. A cross sectional view of arrangement is shown in
Figure 14. Both the cold plates and the cold fins are aluminum for cost, weight, and manufacturing
considerations. The heat engine is designed to fit around the exhaust duct of the gas turbine engine.
The SiGe crystals are 4 mm long and held between the exhaust pipe and the inside cold plate in pand n-type pairs. The properties of SiGe are evaluated at the average of the temperatures of the hot
and cold junctions. The number of the TE crystals is specified using the ratio AH/ATE where ATE is
the cross sectional area of a TE crystal pair. The area AH is the surface area of the hot plate against
and surrounding the hot junction of the TE crystal pair (see Figure 14). The ratio is initially set at
Ah/ATE =
6.
AH/ A,
Hot Fins
=
surface area
Hot
of hot plate / surface area of crystal
FinsThermoelectric
Crystals
Hot Plate
Inside Cold Plate
Duct Height
Duct
Cold Fins
Outside Cold Plate
Fin Spacing
Figure 14 Cross sectional view of the preliminary design.
convection, LH,
OH
conduction, 8sU
conduction,
4
fCST
Tc n
convection,
adiabatic
Figure 15 Thermal resistor circuit of the heat.
18
OH
The heat transfer from the hot flow to the TE crystals and from the TE crystals into the cold flow is
shown in the thermal resistance circuits in Figure 15. Accordingly, the heat transfer from the hot
flow to the hot junction of the TE crystals is
H
(THin -THSTE)(8
RH
where
RH
=(Rconv
+
(19)
Rcond)H
which is the sum of the resistances between the hot junction of the TE crystals and the hot flow of
the exhaust. Similarly, the heat transferred from the cold junction of the TE crystals to the cold flow
is
Qc
(20)
(TCSTE-TCin)
where
Rc
=(Rconv
(21)
+ Rcond)c
'
3
which is the sum of the resistances between the cold junction of the TE crystals and the cold flow.
The QH and Qc calculated here are the heat transfers into and out of the hot and cold junctions of
the TE material and are thus equal to the heat transfer calculations in Equation 6 and Equation 7.
Fins
As discussed earlier, the effective heat transfer and, thus, the convective resistance is improved by
using fins. The impact fins have depends on the efficiency of the fins. If the tips of the aluminum fins
in the cold flow system are considered to be adiabatic like the outside cold plate, the efficiency of a
single fin is
mL
17 tanh
7fc =
c mL
(2
where L is the length of the fin and m is the fin parameter. The fin parameter depends of the
perimeter of the fin, P, the cross sectional area of the fin, Ac, the thermal conductivity, k, and the
coefficient of heat transfer calculated without fins, h, and is defined as
M = V(23).
kAc
If the cold fins are very long, part of its length is in thermal equilibrium with the surrounding fluid
and, consequently, does not facilitate the heat transfer. The length at which a fin reaches thermal
equilibrium is known as the extinction length and is equal to the inverse of the fin parameter, 1/m.
If the length of the cold fins is significantly greater than their extinction length, they are considered
infinite fins and the efficiency of a single fin is
7fC = 1(24)
19
If the heat transfer coefficient is known for the tips of the fins, as is the case with the Inconel fins
exposed to the exhaust gas, the efficiency of an individual fin is
1
1 sinh(mLc)+()cosh (mLc)
lfh = mLcosh(mLc)+h)sinh (mLc)
(25).
where Lc is the corrected length to account for the exposed tip. For a rectangular fin such as the
Inconel fins, the corrected length is
Lc = L +
(26)
tw
2(t+w)
where L is the length, w is the width, and t is the thickness of the fin. 3 2
The overall efficiency of the finned surface depends on the heat transfer from the fins and the open
areas of the base such that
7o = 1 - N
(1 -
(27)
f)
where N is the number of fins, Af is the surface area of a fin, and At is the total surface area of the
fins and the open base. Since the outside cold plate is assumed to be adiabatic, the surface area of a
cold fin is determined by
(28)
Af = 2L(t + w)
where L is the length of the fin. For the Inconel fins, the length needs to be corrected to take into
consideration the area of the exposed tip of the fin. If the tip of the fin is exposed to the fluid, the
corrected length, Lc, of the fin is used instead.
Once the surface area of a fin is known, the total area exposed (AHS in Figure 16) to the fluid can be
calculated using
(29)
AHS =Ab + N(Af - Ac)
where Ac is the cross sectional area of a fin. The heat transfer coefficient for the finned surface is the
product of the overall efficiency, total area, and the heat transfer coefficient without fins. Including
the resistance from the conduction through the hot plate, the sum of the thermal resistances
between the hot junction and the hot flow as
RH = Rf + Rbase = (
1
kHAt770
+
(30)
kbH)H
kbAH
where kb is the conduction of the hot plate and Lb is the thickness of the plate. Similarly, the sum of
the resistances between the cold junction of the TE crystals and the cold flow
Rc = Rf + Rbase =
(hcflo
+
kbL)c
33
where kb is the conduction of the cold plate and Lb is the thickness of the inside cold plate.
The dimensions of the Inconel fins for the preliminary design are a length of 5 mm and a width of 3
mm. The Inconel fins are spaced 3 mm apart. The thickness of the Inconel exhaust duct wall is
20
AHS
Am
Ac
Figure 16 Surface areas of the preliminary design.
initially set at 0.5 mm. For the cold flow system, the aluminum fins have a length of 19 mm and are
spaced 19 mm apart. Both the cold plates and the cold fins are 1 mm thick.
It should be noted that these resistances do not account for the contact resistance between the TE
material and the Inconel and aluminum plates. The contact resistance depends on many factors
such as small voids in the connection, the use of thermal gel or liners, electrical connections, etc.
Consequently, the thermal resistance needs to be determined using experimental analysis. In this
report, the contact resistances, both thermal and electrical, are considered negligible compared to
the other resistances. However, the contact resistances will reduce the performance of the waste
heat engine.
The total thermal resistances calculated in Equation 30 and Equation 31 depend on the convective
heat transfer coefficients of the hot and cold flow, respectively. The previous assumption of equal
coefficients used to generate Figure 11 and Figure 12 is inaccurate. Therefore, the convective heat
transfer coefficient for each flow need to be determined separately.
Exhaust Flow
Due to the large diameter of the exhaust pipe compared to the thickness of the boundary layer, the
flow along the pipe's surface can be modeled as flow along a flat plate instead of through a channel.
Therefore, the Reynolds number can be calculated using
(32)
ReH=
where 9 is the kinematic viscosity of the exhaust air, x is the position down the length of the pipe,
and vb is the bulk velocity. The bulk velocity is determined by the mass flow rate, cross sectional
area of the pipe, and the density of the exhaust flow as Vb = ri/pAc. For laminar flow along a plate,
ReH < Recrit, the Nusselt number is
(33).
NUH = 0.33 2Rel / 2Pr1/3
For turbulent flow, ReH > Recrit, the Nusselt number is
(34).
Num = 0.0296Re4/sPr1/3
21
The transition from laminar to turbulent is not instantaneous and, therefore, the value for Recrit will
vary in literature. A Reynolds number of 5x10 5 is a common choice for Recrit. With the Nusselt
number is known, the heat transfer coefficient is determined by
=
-hH
(35)
kH*NUH
where k is the conductivity of the exhaust air. 34
For the preliminary simulations, the characteristic temperature of the exhaust air entering the
exhaust pipe is 873 K. The mass flow rate of the hot flow is 3.63 kg/s, which corresponds to a flow
velocity of 126 m/s.
Cold Flow
Unlike the hot flow, the cold fins divide the cold flow into channels. Therefore, the cold flow is more
accurately described as flow through a duct with a Reynolds number of
Re =
(36).
PVbDh
For duct flow, the Reynolds number is dependent upon the hydraulic diameter, which is defined as
(37)
Dh = 4A
PW
where A, is the cross sectional area of the flow and Pw is the wetted perimeter. 35 With duct flow, the
heat transfer coefficient is also affected by the loss of pressure along the duct due to friction. This
loss is related to the friction factor, which is defined for turbulent flow as
f
(38).
= (0.79 In Re - 1.64)-2
The Nusselt number for turbulent depends on the friction factor as shown below
Nu-
(39).
0.125fPr(Re-1000)
-1+
12.7V/O.12 57(Pr2/3 -1)
Exact solutions exist for the Nusselt number of laminar flow but only for constant heat flux into the
flow, NuD = 3.61, or constant surface temperature at the boundaries of the flow, NuD = 2.98,
conditions. 3 6 The cold flow of the secondary engine does not meet these conditions. However, it's
possible to use an average of the two Nusselt numbers as a characteristic value of the Nusselt
number. In later simulations, there are no significant differences between the results when using a
Nusselt number of NuD = 3.61, NuD = 2.98, or an average of the two. Finally, the Nusselt number
relates to the heat transfer coefficient:
hc =
k(40).
For the initial analysis, the heat transfer coefficient is calculated for a cold flow with a velocity of 72
m/s, which is equivalent to the velocities achieved by the rotorcraft. The cold flow enters with a
temperature of 323 K.
22
mHCPTHI3
Qc
QH
TiHCPTOU,
Hot~ir
1*ccc,
Cold Air
4
nAcT.,
Qc
Figure 17 Discretization of exhaust pipe. The schematic on the right is the heat flow in a cross section of a
segment in the waste heat engine.
Temperature Variation along Exhaust Duct
The temperatures of the hot and cold flows are not constant. As heat is transferred through the heat
exchangers, the temperature of the hot flow will decrease and the temperature of the cold flow will
increase as the flows move down the length of the heat engine. The temperature of the flows can be
determined by discretizing the pipe as shown in Figure 17. The energy balance for the hot flow of a
single section such as the one in the right schematic in Figure 17 shows the hot exiting temperature
to be
THOUT
THIN
A similar balance for the cold flow shows the cold exiting temperature to be
41C
= TCIN(42).
TcOUT
TCOUT
CIN
+rhccp
The mass flow rates are defined in the operating conditions of the aircraft. The thermal energies,
and Qc, are the same heat transfers as calculated in Equation 6 and Equation 7 as well as those
calculated in Equation 18 and Equation 20, respectively. Therefore, the heat transferred into and
out of the hot and cold flows, respectively, can be described by
TcT) .51 2Ri
(43)
QH =
(THifl-THSTE)
RHHTE
k(sT
-ITSE+
HSTE
CSTE)
HSTE
QH
_
and
c = TiMSTE -TC
-
IaTCSTE
+ k (THsTE
_
TCSTE) +
0.5 2 Ri
(44).
However, the surface temperatures of the TE crystals are unknown. They can be determined by
initially guessing THSTE to be one degree lower than the entering hot flow and TCSTE to be one degree
higher than the entering cold flow. Then the fzero function in Matlab is used to adjust THSTE and
TCSTE until the differences between the two equalities for the hot flow in Equation 43 and the
equalities for the cold flow in Equation 44 are both zero.
23
Design of Waste Heat Engine
Turbulent Flow
Using the analysis of the preliminary design in the previous sections, a simulation was created in
Matlab to calculate the temperatures of the hot flow, the hot and cold junctions of the TE crystals,
and the cold flow along the length of the exhaust pipe (see code included in Appendix F). The initial
simulation results for these are shown in Figure 18. The limiting effects of the effective heat
transfer coefficients are clearly evident in the substantial temperature difference between the hot
flow and the hot junction. A further consequence is that the bulk temperature of the exhaust flow
does not substantially change. Therefore, there is still significant amount of energy available if the
heat transfer from the hot flow to the hot junction could be increased.
The simulation results further reveal that the hot surface temperatures for the first half the exhaust
pipe are significantly lower than the second half. The difference is due to the lower heat transfer
coefficients for laminar flow compared with turbulent flow. The transition from laminar to
turbulent can be seen in as a sudden increase in the temperatures of the crystal surfaces in Figure
18. As is evident, the better heat transfer coefficients for turbulent flow increase the hot junction
temperatures, which, in turn, increase the output power of the thermoelectric crystals. Since the
laminar heat transfer coefficient severely limits the heat transferred, the exhaust flow should be
tripped into turbulence near the leading edge of the exhaust pipe. The vibrations present in
aircrafts and the obstacles in the exhaust flow are capable of tripping the hot flow. To analyze the
effects of triggering the flow into turbulence, the transition from laminar to turbulent flow was
5
lowered to a Reynolds number of 105 instead of the original Reynolds number of 5x10 (see Figure
19). The resulting higher temperatures for the hot junction increases the output power and power
density for SiGe to 1042 W and 56 W/kg, which is approximately fifty percent improvement over
the non-tripped flow.
Terturs *FRvned ndTE
ow
Suftcefarf* Rsae
ThNid
TC Oid
- Thsuttace
X
Tc&Wwfae
Figure 18 Temperatures with respect to the axial position of the exhaust duct with the assumption that the
5
transition from laminar to turbulent fluid flow occurs at a Reynolds number of 5x10 . The blue line is the bulk
temperature of the hot flow. The red line is the temperature of the hot junctions of the thermoelectric
crystals. The cyan line is the temperature of the cold junctions of the thermoelectric crystals. The green line is
the bulk temperature of the cold flow.
24
.
Figure 19 Temperature with respect to the axial position of the exhaust duct with the assumption that the
5
transition from laminar to turbulent fluid flow occurs at a Reynolds number of 1x10
Mass Considerations
Although the SiGe produces over a kilowatt of power, its power density of 56 W/kg is far below the
benchmark value of 350 W/kg. The low power density is due to the rather large mass of 18.59 kg
for the waste heat engine. The Inconel fins that were added to increase the effective heat transfer
coefficient are the most massive part of the engine with a mass of 12.23 kg. In fact, their large mass
not only negates any benefits from any improvement of the effective heat transfer coefficient of the
hot flow but actually decreases the power density. Removing the Inconel fins increases the power
density at the cost of the power output as evident in Table 1.
With the removal of the hot fins, the temperatures of the hot junctions decrease to within the
temperature range where PbTe has a higher figure of merit than SiGe (see Figure 5). Using the
properties for PbTe yields a power output 2.5 times larger than the output of SiGe as seen in Table
2. Therefore, a system without Inconel fins produces more power with the use of PbTe.
Although removing the hot fins greatly improved the power density, the mass of the secondary
engine requires further reductions to meet the target value of 350 W/kg. The outside aluminum
plate and the cold fins were not needed for structural stability and, thus, are replaced with
aluminum foil. The thinner fins have a shorter thermal extinction length. Therefore, the duct height
is decreased to equal the new extinction length of the fins. The fin spacing is also set equal to the
duct height since rectangular passages have the lowest frictional losses when their height equals
their width. The inside aluminum plate does require strength to support the TE crystals and is
thinned instead of being replaced with foil. Another slight decrease in the length of TE crystals
reduces the mass to 1.95 kg for SiGe and 3.86 kg for PbTe with the power outputs of 420 W and 216
W/kg for SiGe and 1204 W and 348 W/kg for PbTe.
25
Table 1 SiGe Performance and Mass Results with and without Inconel Fins
Table 2 PbTe Performance and Mass Results with and without Inconel Fins
Without Fins
8.38
1216
145.2
While these reductions greatly improved the power density, the mass of the thermoelectric
material must also be reduced to reach the target value. Decreasing the number of pairs decreases
the number of power generating units. However, the temperatures of the hot junctions also
increase due to the decrease in the heat transfer from the exhaust pipe to the cold flow. Therefore,
the remaining TE units have a higher efficiency and higher individual power output. Consequently,
there is a maximum in the power density with respect to the ratio AH/ANP. These optimal values
were determined to be 23 and 17 for SiGe and PbTe, respectively. Plots of the power densities with
respect to the area ratio are shown in Appendix C.
Table 3 Dimensions in the Initial and Reduced Mass Models
26
Table 4 Mass and Performance of SiGe and PbTe after Mass Reduction with 72 m/s Cold Flow
All the mass reductions result in the dimensions given in Table 3 the outputs given in Table 4. Both
SiGe and PbTe are able to meet the target value of 350 W/kg with values of 383 W/kg and 493
W/kg, respectively.
Cold Duct System
The ambient gas used as a thermal reservoir is conveyed to the secondary engine by the duct
system shown in Figure 20. The duct system consists of an elbow segment and a transition segment
from the elbow to the heat exchanger for the secondary engine. The heat transfer coefficient for the
ambient air is dependent on the air's velocity past the secondary engine and, therefore, is
dependent on the mass flow rate of the cold flow and the losses in the duct system.
Increasing mass flow rate of the cold flow could facilitate heat rejection from the secondary engine
by increasing the air velocity and the heat transfer coefficient of the cold flow. The mass flow rate is
proportional to the cross sectional flow area in the heat exchanger, which is determined by the duct
height and the fin spacing. Consequently, increasing the duct height or the fin spacing can increase
the mass flow rate. However, while increasing the duct height did improve the mass flow rate, the
effect of the greater heat transfer coefficient of the cold flow is negated by the increase in size and
mass of the heat exchanger. Consequently, the power per mass output decreased. Similarly, any
improvement in the mass flow rate from increasing the fin spacing is negated from the decrease in
the surface area of the heat-dissipating surface. Therefore, the effective heat transfer coefficient
actually decreases.
Although adjustments to the flow area do not improve the effective heat transfer coefficient in the
heat exchanger, the mass flow rate still affects the velocity through the duct system and,
consequently, the losses. By assuming the ambient air is incompressible and neglecting gravity and
hydro-thermal effects, the flow through a segment of the duct system is described as
Pi+ V2=
p
2
Le+ e+ htot
p
(45).
2
where p is the density of the cold flow, Pi is the pressure at the inlet, Vi is the velocity at the inlet, Pe
is the pressure at the exit, and Ve is the velocity at the exit.3 7 The segments of the cold flow are
shown in Figure 21. The losses in the system are accounted for by htot, which is the sum of the
friction and minor loss in each segment of the duct system. If the duct system is assumed to be one
unit or that the joins between the individual segments is assumed to be smooth, the minor losses
are negligible and the total losses are
htot = h + hm
i= 2 ( diL) +
L=
J= 1 (K)
27
L~X=i-w)
(46)
(46)d
where the velocity, Vi, is the velocity at the entrance to the section, ft is the friction coefficient, and di
is the hydraulic diameter. Due to its changing shape, the majority of the friction loss occurs in the
transition from the elbow to the heat exchanger as reflected in the transitions friction coefficient of
1.15 compared to the elbow's friction coefficient of 0.24.38,39 However, the accuracy of friction
coefficient is limited due to the unusual shape of the transition. The coefficient of friction in the cold
ducts of the heat exchanger depends on whether the cold flow is laminar or turbulent. For laminar
flow, the coefficient of friction is defined as
(47)
f = 64/Re
while the coefficient of friction for turbulent flow is
(48).
f = (0.79 In Re - 1.64)2
The transition from laminar to turbulent flow is assumed to be at a Reynolds number of 3000.40
Losses in the duct system decrease the velocity and, consequently, the heat transfer coefficient of
the cold flow through the heat exchanger. The losses can be reduced by increasing the hydraulic
diameter of the various components of cold duct system. However, the velocity also depends on the
mass flow rate and cross sectional area of the duct system. According to this relationship, the
velocity decreases with increasing hydraulic diameter. Therefore, there is an optimal set of
dimensions for the duct system that minimizes the losses and maximizes the heat transfer effective.
In modeling the cold duct system, the ratio of the cross sectional area of the elbow to the total flow
area of the heat exchanger is set to 2 to keep the system compact and light weight. The velocity at
the entrance of the inlet is assumed to be the rotorcraft's velocity of 72 m/s. The pressure at the
entrance is assumed to be at atmospheric pressure at sea level. The pressure at the exit of the heat
exchanger is also assumed to be at atmospheric pressure at sea level so that the dimensions are
calculated to avoid backpressure. Due to the dependence of the velocity, mass flow rate, and
coefficient of friction on each other, solving for the optimal dimensions requires an iterative
method. Therefore, the goal seek function in Excel is used to solve for the velocities in a model of
Figure 20 Conceptual image of the duct system to conduct the ambient ambient air to the waste heat engine
as the cold flow. The air is driven into the inlet by the forward motion of the aircraft. The elbow conducts the
flow to the annular cold heat exchanger. The elbow can be removed and the inlet directed upward should the
design require the rotor downwash to drive the cold flow.
28
1
Transition
Heat Transfer
Cold Fins
Figure 21 Schematic of the components in the cold flow duct system. Atmospheric air flows into the inlet of
the elbow, 1, and into the inlet of the transition segment,2. It then passes into the heat exchanger,3, and out of
the rotorcraft at 4.
cold duct system that would meet the given assumptions for a specified hydraulic diameter of an
individual duct in the heat exchanger.
Once Excel determined the velocity of the cold flow in the heat exchanger, the Matlab model can
determine the power output by setting the velocity of the cold flow in the ducts to the velocity from
Excel. The power densities are shown in Figure 22 with respect to the hydraulic diameter of an
individual cold duct in the heat exchanger. The steep drop in the power density occurs at the
transition from laminar to turbulent flow. Before the drop, the maximum power density occurs at a
hydraulic diameter of approximately 13 cm. The same method is used to determine the individual
dimensions of the duct height and fin spacing.
By graphing the power density as function of fin spacing for constant duct heights and vice versa,
the optimal dimensions are determined to be a fin spacing of 1.0 cm and a duct height of 1.2 cm
which produces a maximum velocity of 45.5 m/s in the heat exchanger. The diameter of the elbow
is consequently 17.46 cm due to the assumed cross sectional area ratio of the elbow to the heat
exchanger mentioned earlier. According to the Matlab model, the performance of the power
generator is then 912 W and 455 W/kg for PbTe and 476 W and 355 W/kg for SiGe as shown in
Table 5.
According to Table 5, the greatest output power for SiGe and PbTe occurs before the transition from
laminar to turbulent. The data for the fin spacing and the duct height also shows a significant
difference between the power per mass output for laminar and turbulent flow. However, the
transition from laminar to turbulent flow is difficult to accurately model. Therefore, the laminar
model used for the flow has inaccuracies that required experimental analysis to be resolved.
Table 5 Mass and Performance of SiGe and PbTe for Cold Flow of 45.5 m/s
29
460
450
440
(A
420
-----------
I-
430
410
400
390
0.015
0.01
0.025
0.02
0.03
Hydraulic Diameter of an Individual Duct in the Heat Exchanger (m)
Figure 22 Power density as a function of the hydraulic diameter of an individual cold duct in the heat
exchanger (see Figure 14). The steep drop occurs at the transition from laminar to turbulent flow.
Finning Effects
The hot plate is more accurately modeled as fins instead of an isothermal plate due to the high
ratios between its surface area and the cross sectional area of the crystals, AH/ANP. To approximate
the thermal resistance of the hot plate, the TE material and the hot plate are assumed to be square.
Then the hot plate is divided into eight sections, four on each side of the TE material and four
diagonally off the corners as shown in the schematic on the left in Figure 23. The TE material and
the hot plate are assumed to have a square cross sectional area. Therefore, the length of the TE
material's sides as well as the width of the side fins is
LNP
:
(49).
A
The length of the side fins is
LSF =
(50).
0.5 * [AH - LNP]
The diagonal fins have a length of
(51)
LDF = LSFF2
and a characteristic width of
(52)
WDF =
which is the area of a diagonal fin divided by its length.
30
Figure 23 Schematic of the hot plate fin. The image on the left shows the division of the hot plate into eight
sections around the area directly connected to the TE material (yellow area). The TE material and the hot
plate are assumed to have a square cross sectional area. The image on the right shows the approximate model
of the hot plate as eight fins with adiabatic tips.
where W is the width of the fin section exposed to the hot air flow and t is the thickness of the hot
plate. As Equation 53 indicates, the efficiency of the fin does not depend on its width. The overall
efficiency is determined using Equation 26 by assuming that the area of the hot plate directly
connected to the TE material (the yellow area in Figure 23) is the base and the total area is the area
of the hot plate exposed to the hot air flow. If the base is further assumed to be the same
temperature as the hot junction of the TE material then the thermal resistance is
RH =
(54)
1
hHAt?70
which is the thermal resistance, RH, in Equation 18. Modeling the hot plate as fins resulted in a drop
in power output from 912 W and 455 W/kg to 832 W and 415 W/kg for PbTe and from 476 W and
355 W/kg to 379 W and 283 W/kg for SiGe as shown in Table 6.
Another assumption made is that radiation is negligible. However, at the high temperatures
predicted for the hot plate and TE material radiation will have an effect on the output power
density and may prove a significant loss.
Table 6 Mass and Performance of SiGe and PbTe for Cold Flow of 45.5 m/s with Hot Fin Correction
31
Final Design
Using the previous analyses in the preceding sections, the design for a waste heat engine for the
exhaust system has the dimensions listed in Table 7. These dimensions are based on characteristic
operating conditions listed in Table 8. As discussed earlier, the cross sectional area of TE crystal is
dependent on the value for the ratio between the cross sectional area and the length of the TE
crystal, y. Since yp is specified, the cross sectional area of the p-type TE crystal is a constant area of
0.06 M 2 . The cross sectional area of the n-type TE crystal is determined from the thermal
conductivites and electrical resistivities of the TE crystals using Equation 11. Since the thermal and
electrical properties of the TE crystals are temperature dependent, the cross sectional area of the ntype TE crystal is also temperature dependent. Consequently, the size of the n-type TE crystal
varies slightly along the exhaust duct.
Table 7 Dimensions of the Waste Heat Engine for a Gas Turbine Engine
Table 8 Characteristic Operating Conditions for the Waste Heat Engine for a Gas Turbine Engine
32
Performance under Average Conditions
The previous calculations assume the secondary engine is operating with an exhaust flow at 873 K
and the cold flow at a very high abient temperature of 323 K (~50oC). This condition assumes a
worse case scenario. For conditions similar to the standard operating conditions of a Sikorsky S76C, a SiGe system produces the power shown in Table 9. The lower cold flow and higher exhaust
flow temperatures allow the secondary engine to exceed the target value of 350 W/kg for most of
the operating conditions.
The PbTe system produces the power shown in
Table 10. As can be seen, the PbTe system outperforms the SiGe system by 25 to 40%. The higher
power generation of the PbTe will have to be weighed against the robustness of the SiGe system
when selecting a material for the secondary engine.
Table 9 Predicted Performance of SiGe Under Standard Operating Conditions
*
Table 10 Predicted Performance of PbTe Under Standard Operating Conditions
33
* Some of the PbTe material is above the sublimation temperature of 650 K for these operating conditions.
Lead Telluride Sublimation
Although PbTe has a melting temperature of 1200 K, it will degrade at temperatures higher than
650 K due to sublimation. With an exhaust temperature of 873 K, the hot junctions temperatures,
shown in Figure 24 are clearly above the sublimation limit. The sublimation will reduce the
operating life of the crystals. Furthermore, the PbTe vapor can redeposit on electrical connections
and cause shorts. There are several preventive methods to reduce the effects of sublimation or to
keep the crystals below the sublimation temperature.
Encasing the crystals in a steatite sleeve increases the lifespan of PbTe crystals. 41 The steatite sleeve
keeps the sublimated particles close to the crystal so that the particles will redeposit onto its
surface when the crystal cools. However, some of the particles will deposit on the steatite sleeve
instead of the crystals. Furthermore, the sleeve will increase the mass of the power generation
system. The sleeves will also create another source of thermal losses since part of the heat
transferred from the hot and cold plates will conducted through the sleeves instead of the TE
material. Insulation can reduce these losses. Even so, the sleeves will decrease the power density of
the waste heat engine due to their additional mass and thermal losses.
A cascade thermoelectric system can take advantage of the high performance of PbTe and the high
temperature endurance of SiGe. Placing the SiGe crystals directly in contact with the hot plate
allows it to act as a thermal buffer for the PbTe (see Figure 25). The PbTe crystals are placed
between the SiGe crystals and the cold plate. This arrangement subjects the hot surface of the PbTe
crystals to an intermediate temperature instead of the higher temperatures of the hot plate.
Figure 24 Temperature with respect to the axial position of the exhaust duct for PbTe. Conditions are the
same as those for the values given in Table 5. (An assumed transition from laminar to turbulent fluid flow at
34
Reynolds number of 1x105 , 45 m/s cold air velocity, fins effects in the hot plate, and dimensions from Table
3). The dashed line is the temperature at which the sublimation of PbTe becomes significant.
The model for simulating the cascade thermoelectric system is similar to the model for a single
material. However, the intermediate temperature between the SiGe and PbTe is unknown and,
therefore, is calculated using the fzero function in Matlab similar to the temperatures of the hot and
cold surfaces of the TE material as discussed earlier. For the intermediate temperature, the fzero
function minimizes the difference between the heat transferred from the SiGe crystals to the heat
transferred into the PbTe.
QCSiGe = IaSiGeTHSME
kSiGe(HSTE
m) +
0.5I 2 RiSiGe
2
= IaPbTeTm + kPbTe(Tm - TcsTE) + 0.5I RiPbTe =
QHPbTe
(55).
The initial guess for the intermediate temperature, Tm, is the average of the hot and cold flow
temperatures. Further assumptions of the model include the same cross sectional area to length
ratio for both materials (yp= 10-2 m) as is used in the model for a single material. However, the cross
sectional area of the SiGe crystal pairs is not equal to the cross sectional area of the PbTe crystal
pair. For the cascade system, the area ratio, AH/ANP, is the ratio between the area of the hot plate
and the cross sectional area of the SiGe crystals and controls the number of SiGe and PbTe "quads."
Since, SiGe is attached to the hot plate, the ratio is initially set at 23. Both crystal pairs initially have
lengths of 3 mm each. The cascade model uses the same conditions and dimensions of the hot and
cold flows as well as the cold heat exchanger as the model for a single TE material.
Initial results of the model are shown in Figure 26. As is evident, the cascade system achieves the
smallest temperature difference between the hot flow and hot junction temperatures as well as the
cold flow and the cold junction temperatures of any system studied so far. However, the 6 mm of TE
material greatly impacts the power density so that the system only produces 453 W and 240 W/kg.
Reducing the length of the TE crystal pairs to 2 mm each improves the power generation to 576 W
and 356 W/kg. It also slightly lowers the hot surface temperature of the PbTe.
Although the hot surface temperature of the PbTe is lower with the cascade system, it is still above
the sublimation temperature. As previously discussed, increasing the number of TE crystals, or
"quads," by decreasing AH/ANP would lower the temperature of the hot junction of the TE material.
However, it can also decrease the power density. Graphing the power density with respect to
AH/ANP gives Figure 27. The cascade model is simulated with each integer value of the area ratio to
determine if the PbTe material is kept under the sublimation temperature. For an exhaust
temperature of 873 K, AH/ANP has to be as low as 7 for all the crystals to be below the sublimation
temperature. For ratios between 7 and 9, only the PbTe material at the beginning of the exhaust
35
Pige
Figure 25 Schematic of a cascade thermoelectric system. The SiGe provides a thermal buffer for the PbTe and
thus allow the system to make use of the higher efficiency of the PbTe for the temperature range. The
isothermal plate is optional as the SiGe and PbTe can be directly connected.
Figure 26 Temperatures with respect to the axial position of the exhaust duct corresponding to a cascade
system. The blue line is the bulk temperature of the hot flow. The red line is the temperature of the hot
junctions of the SiGe. The cyan line us the temperature of the junctions between the SiGe and PbTe. The
magenta line is the temperature of the cold junctions of the PbTe. The green line is the bulk temperature of
the cold flow.
36
Figure 27 Power output per mass of a cascaded SiGe/PbTe thermoelectric system as a function of the ratio of
the area of the hot plate exposed to the hot flow to the cross sectional area of SiGe. The plot is divided into
several regions. In the left most region of area ratios, all the PbTe material is below the PbTe sublimation
temperature of 650 K. In the region second from the left, a small portion of material is above 650 K near the
entrance of the exhaust pipe where the flow is still laminar. In the region second from the right, some of the
material in the turbulent flow portion of the pipe is above 650 K. In the right most region, all the PbTe
material is above 650 K. The conditions area assumed the same as those used to produce Figure 24.
pipe in the laminar flow region is above the sublimation temperature. Since this portion of the pipe
is short, the sublimation limit can be avoided by only attaching the TE generators after this laminar
portion. For ratios greater than 9, the PbTe is above the sublimation temperature for some of the
length of the pipe that experiences turbulent flow. This length increases with increasing area ratio
until AH/ANP is about 18 when hot surface temperature of the PbTe is above the sublimation limit
for the entire pipe length. As Figure 27 shows, reaching the target value of 350 W/kg for power
density requires either using only SiGe on a portion of the exhaust pipe or accepting that some of
the PbTe will be above the sublimation temperature.
For an area ratio of AH/ANP = 9, the cascade system produces 848 W and a power density of 345
W/kg with very little of the PbTe above the sublimation temperature. However, the temperature of
the exhaust flow will reach temperatures higher than the 873 K used in the cascade simulations.
Repeating the previous analysis with a temperature of 941 K decreases the range of the area ratios
that will keep the PbTe under the sublimation temperature. At these lower area ratios, the cascade
system using SiGe and PbTe "quads" is unable to reach power densities of interest.
It may be possible to eliminate the sublimation of PbTe at highest temperatures of the exhaust gas
using a layered structure for the thermoelectrically-based waste heat engine. In the previous
simulations, the SiGe and PbTe were arranged as the stacked "quads" as in Figure 25 to reduce
thermal and electrical resistances between the TE crystals. Instead of stacking the different TE
crystals on top of each other, SiGe and PbTe can be arranged in layers as shown in Figure 28. The
number of SiGe and PbTe crystals can then be varied independently of each other. Independently
increasing the number of PbTe crystals could potentially lower the temperature of the intermediate
plate between the two layers without increasing the mass of the SiGe. Future research should
further examine the feasibility of this layered structure.
37
Other design concepts for PbTe include mixing the colder ambient air with the exhaust air to reduce
the temperature of the hot air directly in contact with the Inconel exhaust duct. Another option is to
add a layer of insulating material between the PbTe and the hot plate. However, even if it were
possible to hold all the hot junctions of all the PbTe material at 640 K, the SiGe connected with the
873 K with outperform the PbTe for power density.
Therefore, SiGe seems the best choice for the waste heat engine for the exhaust flow. The main
difficulty with SiGe is the lack of commercial suppliers. Despite its use in space exploration, SiGe is
not commercially available in prepackage modules. However, SiGe samples are available through
Jet Propulsion Laboratory. Raw SiGe material is also available from suppliers that specialize in
materials for laboratories. Therefore, SiGe is the best material choice for the near future.
Hot Plate
wtit
Intermediate
Plate
Inside Cold Plate
Cold Fins
Cold
Duct
Outside Cold Plate
Figure 28 Schematic of a layered thermoelectrically-based waste heat engine. The SiGe and PbTe are
separated by an intermediate plate to allow the number of SiGe and PbTe crystals to be varied independently
of each other.
Potential Thermoelectric Materials
With the increased interest in thermoelectric materials, more effective TE materials will become
available. One such group of materials is those manufactured with quantum structures such as
quantum wells (QW). Quantum materials have been able to obtain figures of merit as high as ZT-4.
Should this material become available for high temperature applications, it may be possible to
achieve significantly higher power densities for the waste heat engine.
High temperature quantum n-type material composed of boron and carbon in a B 4C/B9 C structure
has been manufactured and tested in hopes of replacing SiGe. It has been paired with Si/SiGe,
silicon germanium with quantum wells of silicon but Si/SiC is being designed to eventually replace
Si/SiGe. Research for B 4C/BqC-Si/SiGe has been focused on lower temperatures of 3000C and below
but the material is anticipated to reach temperatures of 7000C. As can be seen in Table 11, the
quantum structures increase the output power and power density by nearly twice the output for
the bulk material.
Quantum structures are also processed into PbSeTe/PbTe paired crystals. As can be seen for the
PbTe material, using quantum structures can increase output power by 50% and more than
doubles the output power density. However, while the crystals have been tested up to 7000C,
research has yet to determine what effects sublimation will have on performance. A comparison the
temperature of crystal surfaces shows that the hot temperatures of both materials are equivalent
for the area ratios given in Table 11. Hence, the analysis of PbTe in cascade systems is applicable to
the PbSeTe/PbTe. However, if the hot junctions of the PbSeTe/PbTe materials were held at a
constant temperature of 650 K, they would outperform the B4C/B 9C-Si/SiGe materials. Therefore, if
38
sublimation should be an issue, PbSeTe/PbTe material would still be the best option of the two
quantum materials provide insulation were used.
Table 11 Comparison of PbTe and SiGe with Thermoelectric Materials with Quantum Structures
e
Property data was extrapolated for temperatures above 700 K
Prpf"N"
Cooat Loop
CooitLoop
Air fow
Cooling
HEX
a
a
TE array
Air
flow
Air flow
mRadIator'
dtator-
Engne
Figure 29 The schematic on the left shows the current coolant loop for the ignition engine. The proposed
power generation arrangement shown on the left uses the coolant as the thermal source and the ambient air
as the thermal sink for the thermoelectric material.
Waste Heat Engine for a Spark Ignition System
Other sources of waste heat on the rotorcraft are the coolant flow loop and the oil flow loop (see
Figure 29). However, the characteristic temperature for these flows is 423 K, which is substantially
lower than the temperature of the exhaust flow. Furthermore, the cold flow is the ambient ambient
air at a characteristic temperature of 323 K, 100 K below the temperature of the hot flow. The small
temperature difference severely limits the efficiency and the power output of a waste heat engine.
Following the same procedure as before, the commercially available materials (Bi 2 Te 3, MgSi/MnSi,
39
PbTe, and PbTe/TAGS) for the low and intermediate temperature ranges (see Figure 5) are
compared in Figure 30. The power density with respect to the TE crystal length is calculated
assuming that there are no thermal resistances between the junctions of the TE crystals and the hot
and cold flows. Therefore, the temperatures of the hot and cold junctions are 423 K and 323 K,
respectively. Even without factoring in the thermal resistances, the power density is substantially
lower than that the power density for the heat engine of the exhaust air (-103 vs. -105 W/kg).
None of the commercially available materials for the lower temperature range were able to produce
over 1 kW/kg for lengths of 2 mm or greater. Three of the materials, Bi 2Te 3, PbTe, and PbTe/TAGS,
were able to produce over 100 W/kg for a small range of crystal lengths. The material combination
of MgSi and MnSi did not meet the required power output for any length greater than 2 mm. Under
these conditions, Bi 2Te 3 shows the largest power density.
Although some of the TE materials are able to obtain the target value of 350 W/kg for density
according to Figure 30, the output power density will decrease with the addition of the thermal
resistances. To see if the coolant and oil loops are still feasible sources of waste heat, the power
densities of Bi 2Te 3 for several effective heat transfer coefficients are graphed in Figure 31. The
effective heat transfer coefficient is assumed equal for the hot and cold sides of the TE material. As
shown, the effective heat transfer coefficient needs to be approximately 10000 W/mzK to produce a
power density that meets the specified 350 W/kg. For liquids in forced convection, actual heat
2
transfer coefficients can range from 20 W/m 2 K for low velocity flow to 20000 W/m K for high
2
velocity flow. However, actual heat transfer coefficients for air only range from 25 to 250 W/m K.
The effective heat transfer coefficient of the cold flow could be increased by using fins. However,
adding fins is more problematic than with the earlier waste heat engine for the exhaust flow due to
the lower temperature of the coolant and oil loops. The power output of the TE crystals depends on
the temperature difference between their hot and cold junctions. Therefore, the temperatures of
hot and cold junctions need to be kept as close as possible to the temperatures of the hot and cold
flows, respectively. Since the temperature difference between the hot and cold flows is small, the
temperatures of the hot and cold junctions need to approximately equal those of the hot and cold
flows to produce an appreciable amount of power. This would require extensive use of fins to
drastically improve the effective heat transfer coefficient. Unfortunately, the number and size of fins
necessary to achieve the needed heat transfer would make the waste heat engine too massive to
achieve 350 W/kg for the energy available in the coolant and oil loops.
40
1.00E+04
"n PbTe
1.OOE+03
..
MgSi/MnSi
BiTe
_ _ _TAGS/PbTe
1.OOE+02
Z'
?W
1.OOE+01
1 OOE+fl
O.OOE+00 2.OOE-03 4.OOE-03 6.OOE-03 8.OOE-03 1.OOE-02 1.20E-02 1.40E-02
Crystal Length (m)
Figure 30 Electrical power output per unit mass for commercially available thermoelectric materials
operating between 423 K and 323 K as a function of the crystal length. The properties of the thermoelectric
materials are determined at 373 K.
10'
10
Sh= 10000 WIm
2
K
10
10'
h -300
10
h 100Vf m K
a0
I
2
m K
h50Ym 2K
10
Th-423K,Tc-322K
BiTe proparties
gnmep - 10 '2
his basedoncrystalarea
10'
hc-hh-
0.002
0.004
0.006
0.008
0.01
0.012
Length of TE(m)
0.014
h
0.016
0.010
UUZ
Figure 31 Power output per mass of the thermoelectric material BiTe for various effective heat transfer
coefficients between the BiTe and fluids at 823 K and 323 K. The aeffective heat transfer coefficients are
assumed equal for the two fluids.
Experimental Procedures
In the previous analysis, error is present in the predictions due to inaccuracies in property values
as well as thermal and electrical losses. Many of these values such as the contact resistances depend
on the operation conditions and have to be measured experimentally. Other aspects of the waste
heat engine require experimental testing such as the electrical connections between the many TE
crystal pairs. This section outlines the experimental measurements and analysis necessary to verify
the analytical model and to design the TE power generating system to meet specifications.
41
TE Fabrication and Property Measurements
Thermoelectric materials are usually fabricated using a powder metallurgy method. The individual
raw elements and any dopants are crushed to a powder using ball milling. The powder is then fused
together using methods such as the field assisted-spark plasma sintering technique (FAST) shown
in Figure 32, spark plasma sintering (SPS), hot pressing, arc melting, etc. PbTe can also be fabricated
by crystal growth from molten raw materials. However, adding dopants to the growing crystals
requires using the accelerated crucible technique (ACT) to prevent the dopants from precipitating
out. 42
The fabrication method causes variation among the produced samples. Therefore, the TE properties
of samples used for experimental analysis will vary from those used for the previous analytical
analysis. Additionally, suppliers use different types and amounts of dopants, which will cause
further variation. Suppliers usually provide data for the TE properties. If the data is incomplete or
insufficient, the TE properties of samples will need to be measured.
RHydraulic
:IiQ
S
U
Partial
heating
Current:
0
-Pulse
Continuous
I*
U
Power
Supply
system-0
I
Vacum ebamber
Vacuum
Ar/N,/Hl
12
Figure 32 Schematic of the FAST proceSS43
42
lR-(
Contro4-
system
Power-
Figure 33 Equipment and set up to measure the Seebeck coefficient and electrical resistivity of TE material.44
The Seebeck coefficient is determined by maintaining the hot and cold junction of the TE material at
known temperatures and measuring the resulting voltage. For the Seebeck coefficient
measurement, the TE material is not part of an electrical circuit so there is no current through the
TE material. Once the Seebeck coefficient is known, the electrical resistivity can be determined. The
TE material is connected to an electrical circuit while the hot and cold junctions are kept at known
temperatures. The resistivity can be determined be measuring the power output of the TE material.
Both the Seebeck coefficient and the electrical resistivity are measured within a vacuum chamber
such as the one shown in Figure 33. There are vacuum chamber systems, such as the ULVAC ZEM-3
system, that are commercially available and have been design to measure TE properties. Using a
vacuum chamber eliminates the losses due to natural convection. However, there are still losses
due to radiation.
Thermal conductivity is difficult to measure directly. It can be determined from the thermal
diffusivity, specific heat, and density of the TE material since thermal resistivity is the product of
these three properties. The thermal diffusivity is determined using the laser flash method with
commercially available equipment such as the Anter FL5000. The specific heat is determined using
the ratio method with a differential scanning calorimeter such as the Netzsch DSC 404c with a
sapphire reference. 45 The thermal resistivity can also be determined from the figure of merit,
Seebeck coefficient, and electrical resistivity. The figure of merit can be measured using a
46
commercially available Z-meter (DX 4065 RMT Ltd.). The thermal resistivity is then determined
from Equation 16.
43
Thermal Contacts
In the previous analyses, the thermoelectric material was assumed to be connected directly to the
hot and cold plates. However, the TE crystals need to be held in place by connectors. The TE
crystals can be brazed directly to the plates. However, the thermal expansion of the TE material
requires more flexible connections to avoid failure due to thermal stresses. A common method to
allow for expansion is to use metal holders, which are fabricated from metals that are softer than
the TE materials such as nickel, silver, or copper (see Figure 34). The metal holders are directly
connected to the hot and cold plates and allow the TE crystals to expand by deforming at high
temperatures.
The metal holders add thermal resistance to the conduction of heat from the thermal source to the
TE crystals and from the TE crystals to the thermal sink. This additional thermal resistance of the
metal holders is not only from the conduction through the metal holders themselves but also from
small voids that exist between the thermoelectric material and the plates exposed to the thermal
source and sink. The voids increase the thermal resistivity due to their lower thermal conductivity.
These voids can be filled using graphite foil or thermal conductive thermal grease. However,
thermal grease degrades to a powder for temperatures above 4000C and, thus, cannot be used for
the hot junctions of TE material for the waste heat engine of the exhaust duct.
Due to its high temperatures, the thermal connections between the TE crystals and the exhaust duct
need to be designed to limit voids without the assistance of thermal grease. Since TE materials are
ceramics, the power generating units can be designed to keep the TE crystals pairs under pressure
during operation. With a malleable metal holder, high pressure decreases the number of voids. To
gauge the extent of any voids in the thermal contacts, pressure-sensitive foil can show the pressure
47
distribution of the junctions of the TE crystals. The bulk pressure can be determined using strain
gauges to measure the deflection of the TE materials as well as the hot and cold plates.
Since the extent of the voids is difficult to predict, the additional thermal resistance needs to be
experimentally measured. However, the laser flash method discussed earlier is for measuring
thermal conductivity of bulk material and, therefore, is not suitable for measuring the effects from
the metal holders on the total thermal resistivity. Instead, the additional thermal resistance can be
measured by constructing a power generating unit of a TE crystal pair held in place by metal
Metal Holders
Figure 34 Schematic of a TE crystal held in place on metal holders that connect it to the hot and cold plates.
44
holders between two plates and measuring its powers output while holding the plates against the
TE material at a known constant pressure and while holding the temperatures of the hot and cold
plates at constant temperatures. From the power, the thermal resistances can be estimated using
Equations 8, 18, and 20.
Electrical Connections
Besides thermal connections, the TE crystal pairs also require electrical connections with each
other and with the other TE crystals pairs in the waste heat engine. Silver filled epoxy adhesive has
the thermomechanical properties necessary to withstand the thermomechanical stresses that occur
during operation. However, it can only be used for low temperatures and has a higher electrical
resistance than solder.48 Solders are another option for electrical contacts but are limited to
temperatures below maximum operating temperatures. For the low temperatures of the cold
junction, tin or antimony based solders such as SnBi are normally used. Higher temperatures
require more heat resistant connections such as Ag-Cu-In and Pb-Sn-Ag brazing alloys. The material
for the interconnecting wiring also needs to withstand the high temperatures at the hot plate.
Suitable material for wiring includes Ag, Cu, and Pt.4 9
All of the previous methods increase the thermal and electrical resistances of the thermoelectric
generators. One means of reducing the added thermal resistance is to sinter the TE crystal pairs
together like the pair shown in Figure 35. For the oxide crystals shown, the direct electrical contact
at the hot junction does not add thermal contact resistance. However, other TE materials such as
SiGe do experience some contact resistance. Furthermore, uneven thermal expansion can cause
thermomechanical stresses in the TE crystals.
a)
JoiNng by sintor forging
p-type U doped NO
n-type (BaSr)PbO3
b)
Cutting iunction
C) TE-power factor measurmmnl
votagleads
B
Figure 35 Sintered connections are fabricated by sintering two TE materials together (a) and then part of the
sintered connection is removed so that the TE crystals are electrical in series. The sintered TE crystals are
then thermally connected to the hot and cold plates (c). 50
45
Siver stripes
Asbestos housing
Figure 36 An asbestos block houses the TE crystals between plates of constant temperature (not shown).
5
Electrical and thermal connective material is attached to the hot and cold junctions. 1
Diffusion
Both electrical and thermal connections experience degradation due to the inter-diffusion of
molecules between any connecting materials and the TE materials. This diffusion can be reduced or
prevented by using a diffusion buffer such as a thin layer of iron, molybdenum, tungsten, or
graphite.5 2 To test the effectiveness of the diffusion barrier, a thermoelectric power unit needs to
operate continuously for an extended period of time (at least several weeks) with the hot and cold
junctions held at constant temperature. The TE crystals do not require a vacuum chamber since the
losses due to natural convection are not of concern in this experiment. Instead, the TE crystals and
all thermal and electrical connections can be placed in an insulating structure such as the one in
Figure 36. The insulation holds the TE crystals in place and helps to maintain the temperature
difference between the hot and cold junctions. At the end of the operating period, the extent of
diffusion is determined by using scanning electron microscopy (SEM), energy dispersive x-ray
5
analysis (EDX), and back-scattered electron imaging (BSE). 3
Electrical Configuration
In addition to the design considerations and tests for individual power generating units, the system
design for the electrical circuits affects the power and the reliability. Arranging the TE power
generating units in series produces more power than arranging them in parallel. This is due to two
factors. First, the summed internal resistances of parallel units are smaller than the summed
resistances of the units in series. Consequently, the resistances of the interconnected wires of the
circuit become more important and cause a greater power loss than with the series arrangement.
Second, nonuniform heating of the TE crystals causes a mismatch in power produced by the units,
which causes a greater power loss for the parallel arrangement.5 4
However, a parallel arrangement is more reliable since some of the TE power generating units will
continue work should one fail. To test the reliability of the arrangement of the electrical system, the
TE power generators are grouped into models of eight (see Figure 37). Within these models the
individual TE power generators are connected in one of various arrangements: all units connected
in series (1x8), four groups of parallel units connected in series (2X4), two groups of four units in
5
parallel connected in series (4x2), and all units connected in parallel (8x1). s These connection
arrangements are then tested for various connection arrangements under operating conditions
complete with any vibrations from the rotorcraft.
46
OUT Is+-
MI1M
-2
M 1 -5
M 1-6
M
M
Unit-1
M2
M2
Unit-3
Unk-2
Unit-4
OUTSFigure 37 Individual TE power generating units are arranged in models of eight. The TE power units are
arranged in various combinations of electrical connections in parallel and series. The models are electrically
in series.5 6
Power Staging Device
The thermoelectric power generating system will need to be integrated into the electrical systems
of the rotorcraft. TE power systems are best suited to charging batteries. However, they can be used
as a power source and connected to the other electrical systems of the rotorcraft. The power
produced by the TE power system has high current and low voltage. Therefore, a power staging
device is needed to connect the TE power system to the other electrical systems in the rotorcraft.
The power staging device can boost the voltage to necessary levels using methods such as a
blocking oscillator or a normally-on junction gate field-effect transistor (JFET). 57 The power-staging
device can also be used to optimize the power output of the TE power system. As discussed earlier,
TE power generators produce maximum power when the load resistance matches the electrical
resistance of the TE material. Therefore, before thermoelectric generators can be used for
rotorcraft engines, a power staging device will need to be designed to monitor the TE system and
adjust the duty cycle of the DC/DC converter to match the electrical resistance of the TE material.58
Hot Mixed Flow
In the previous Matlab model, the exhaust gases of the gas turbine engine were assumed to a single
stream at a uniform bulk temperature. However, the schematic of the actual flow in Figure 38 shows
that the actual flow in the exhaust duct is a mixed flow of the hot engine exhaust and the cold
compartment air, which is approximately at ambient temperature. The compartment flow enters
the exhaust duct close to the duct's wall, which results in a lower temperature of the air in contact
with the hot plate than originally assumed. If the air temperature is significantly lower than
predicted, then PbTe may become the best commercially available material for the waste heat
47
engine. If the actual temperatures are especially lower than the predicted temperatures, then the
waste heat engine may not produce enough power to reach the benchmark 350 W/kg.
An analysis of the mixed flow requires an experimental model of the mixed engine exhaust and
compartment flow. The compartmental flow can be produced using a standard air blow and
ambient air. The temperatures of the engine exhaust present a greater challenge. Optional methods
of simulating the hot flow include an air blower with high temperature electrical heater or modified
oil burner rig. Another method is to use a model turbojet engine like the one in Figure 39. Model
turbojets run on the same fuel as rotorcraft and can reach exhaust gas temperature of 600-815oC,
similar to the rotorcraft. Software and internal sensors can record the exhaust gas temperature, fuel
consumption, etc. The exhaust velocity only reaches 30 m/s, which may necessitate an air blower to
increase the velocity. Further specifications are included in Appendix E.
~.6
p4
Engine
1
Mixing
Duct
Inleti'low
E
6xhaus
5
4
1: Engine flow
2: Bypass flow at engine
3: Engine exhaust flow
4: Compartment flow at entrance
5: Combined flow at mixing duct
entrance
6: Cold flow for thermoelectrics
Note: Bypass flow does not enter
engine
Figure 38 Schematic of the various gas flows in the S-76C Sikorsky rotorcraft. The compartment flow (4)
mixes with the engine exhaust flow (3) to produce the combined flow (5).
Figure 39 JetCat P100-RX Model Turbojet
48
Thermocouples
Engine InletFlow
Thermocouples
Figure 40 Thermocouples along the exhaust duct of the rotorcraft model measure the temperature
distribution produced by the mixed flow.
Cold Flow
For the previous analysis of the cold flow duct system, the accuracy of the coefficient of friction is
limited for the transition segment between the elbow and the heat exchanger. Experimental
analysis is necessary to improve its accuracy. After constructing a model of the transition segment,
an air blower can supply an air flow of known velocity and pressure at the entrance of the segment.
The pressure at the exit is measured using a pitot tube for stagnation pressure and a manometer for
total pressure. Then the coefficient of friction is determined by Equations 42 and 43.
The losses for the ducts in the heat exchanger also have limited accuracy at the transition from
laminar to turbulent flow. Since the previous model indicated that optimal power density occurs
right before this transition, experimental analysis is necessary to verify the optimal dimensions.
Using a similar method as with the transition segment, an air blower is used to provide an air flow
of known velocity and pressure into a model of a cold flow duct.
The cold flow duct, shown in Figure 41, is a single duct with adjustable walls so that multiple
dimensions can be analyzed. TE crystal along the length of the duct have a constant temperature at
their hot junction. The dimensions are adjusted until the optimal power output of the TE crystals is
obtained.
Hot Plate
Cold Plate
TE Crystals
Cold Fns
Cold
Dut
Duct Height
Outside
Cold Plate
Fin Spacing
Figure 41 A cold duct with adjustable and removable cold fins allows the dimensions of the cold duct to be
adjusted to find the optimal dimensions.
49
Endurance Testing
Due to the large temperature gradient across the TE material, the TE power generating units
experience significant thermomechanical stress and thermal fatigue. The output power usually
decreases with use due to the diffusion of elements from connectors into the TE material as well as
9
micro cracks in any solder used in the electrical connection.5 Therefore, a thermoelectric generator
should be thermal cycled of the system while tracking the change in its TE properties and output
power to determine its robustness. The vibrations in the rotorcraft will cause further stress on the
TE power generating units. Consequently, the thermoelectric power generated should also be
connected to a motor that simulates the same frequencies and magnitudes of the vibrations in the
rotorcraft to thoroughly test its robustness.
Conclusions
A thermoelectrically-based waste heat engine for the gas turbine system produces the highest
power density using PbTe. Under the characteristic operating conditions defined in Table 8, PbTe is
able to produce a power density of 415 W/kg. Not only does PbTe surpass the benchmark value of
350 W/kg, it is readily available both as individual crystals and within prepackaged thermoelectric
generators. However, PbTe degrades due to sublimation at temperatures above 650 K and the
waste heat engine can experience temperatures as high as 800 K.
One method to prevent the PbTe from sublimating is to use cascade thermoelectric generators
constructed from PbTe and SiGe, which is the TE material that can best withstand the high
temperatures. The cascade structure is able to keep the PbTe below the sublimation temperature
and produced 345 W/kg for an exhaust gas temperature of 873 K, but is not able to prevent
sublimation as the exhaust gas approaches its maximum temperature of 941K. However, it may be
possible to eliminate sublimation by using a layered structure for the waste heat engine that allows
the number of SiGe and PbTe crystals to be varied independently of each other.
Another potential TE material for the waste heat engine for the gas turbine system is SiGe. SiGe has
a lower power density than PbTe, but it is the TE material that can best withstand the temperatures
in exhaust gas system while producing 283 W/kg. However, suppliers for SiGe are scarce and
mainly focus on laboratory uses, which presents difficulties for mass production.
Thermoelectric materials currently in development, such as skutterudites and quantum-structured
materials, show the potential of reaching a ZT as high as 4 and have the potential to produce power
densities as high as 927 W/kg. Although the predicted power densities of developing TE materials
showed them to be the best choice, SiGe and PbTe, can still be used to continue developing a waste
heat engine for rotorcraft. Since skutterudites and quantum-structured materials are still in
development, SiGe and PbTe can be used to experimentally verify the models of the thermoelectric
generators presented in this report. They can further be used to experimentally research the
robustness of the waste heat engine design as well as to design components such as a power staging
device.
Although the TE materials in development have the potential to produce higher power densities
due to their higher the figures of merit, the main limitation on the power density is not the
efficiency of the TE crystals. It is the thermal resistances between the junctions of the TE crystals
and the fluid flows. Maintaining a large temperature difference across the TE material requires heat
exchangers with large surface areas to absorb and reject the waste heat. The mass of these large
50
heat exchangers reduces the power densities, as was the case with the Inconel fins in the initial
design. Although the figure of merit may increase, the waste heat engine will still require large heat
exchangers.
The effects of the large heat exchangers were more apparent in the spark ignition systems. The
small temperature difference of 100 K between the hot and cold flows necessitated large, massive
heat exchangers to maintain a large enough temperature difference across the TE material to
produce an appreciable amount of power. Consequently, the maximum power densities predicted
are on the order of 102 W/kg. The temperature difference is too small for the waste heat engine to
produce the necessary 350 W/kg even with more efficient TE materials such as quantumstructured materials.
51
Appendix A: Additional Descriptions of Thermoelectric Material
LAST
LAST is an abbreviation for compounds of the form AgnPbmSbnTem2n and with a structure similar to
NaCl. The properties of the n-type material can be controlled by adjusting the compound's values of
m and n.60 Studies show that LAST can obtain a ZT up to 1.5 with some showing 2.2 for LAST-18
between 300 and 700 K. 61 ,62 The large figure of merits is possible due to the low thermal
conductivities caused by nanostructures created in the material during processing. 63 LAST is still
being researched in laboratories as an alternative to PbTe.
Zinc Antimony Alloys
Zinc antimonide have a high ZT of up to 1.5 below 750K. The advantages of ZnSb are its low cost,
low toxicity, and high abundance. 64 However, alloys are difficult to produce due to the many
complex phases of the material. 65 The complex phases of zinc antimonide also cause it to degrade
66 67
significantly under thermal cycling due to changes in its crystalline structure. ,
Skutterudites
Skutterudites are compounds with a structure composed of Group 9 transition metals (Co, Rh, Ir) in
the corners and nonmetals from Group 15 (P, As, Sb).68 The structure has gaps in it, which are filled
by other elements to change the properties of the skutterudites. 69 Thermoelectric properties can be
further controlled by substituting the Group 9 transition metals with transition metals from other
groups including whether the material is n-type or p-type.7 0
Skutterudites have been an area of high interest in thermoelectric research. Unlike other bulk
7
materials, skutterudites have a wide variety of isostructural compounds and materials. 1 Therefore,
much of the research on skutterudites has been focused on determining the thermoelectric
properties of the many forms. The properties of the various forms show that skutterudites have
potential for use in temperatures of 20 - 7000C.72 However, at high temperatures, oxidation can
73
occur in skutterudite material and make the compounds unstable at high temperatures. More
research will be necessary to determine the optimal means of manufacturing thermoelectric
74
modules to avoid oxidation and other similar design factors.
Metal Oxides
Metal oxides usually have thermal conductivities that are too high for use as thermoelectric
material. However, a few have been found to have high Seebeck coefficients at high temperatures
that counter the thermal conductivities to yield a relatively high ZT.
One early oxide that was investigated as thermoelectric material was ln20 3-based oxide. At
temperatures below 10000C, ln20 3 -based oxides reach a peak ZT of 0.06, which, verily, is not
competitive with more common non-oxide materials. However, the oxides can reach ZT=0.45 above
75
10OOoC with Ge dopants.
52
Other oxides require specific structures to reach competitive ZT values such as layered cobalt
oxides. Most research has been with cobalt oxides layered with sodium or calcium with oxides
containing calcium and other dopants reaching ZT values above unity between 700-1000 K.
However, difficulties in processing bulk cobalt oxides greatly reduce the ZT values and must be
76
addressed before cobalt oxides can compete with current commercialized materials.
Half-Heusler
Half-Heusler compounds are intermetallic structures with gaps within their lattices similar to
skutterudites. 7 7 Interest in Half-Heuslers as a thermoelectric material has mainly focused on MNiSn
78
(M=Ti, Zr, and Hf) compounds although other compounds have also attracted attention. While
these compounds have high power factors, their high conductivity has so far limited them to use at
low temperatures below 300 K. However, there is some interest in analyzing their properties at
79
temperatures up to 800-900K to determine if high temperature use is possible. To compete with
current materials, Half-Heuslers must have some level of doping. The extent of doping and the
80
selection of dopants are in the theoretical stages of research.
Clathrates and Zintl Phases
Clathrates are atomic structures where a crystal lattice encloses molecules of another substance.
Several clathrates exhibit zintl phase structures, which involve a structure of cations and anions
formed through covalent, ionic, and metallic bonding. Zintl phase materials have recently shown
8
promise as a thermoelectric material but research is still in its initial stages. 1
53
Appendix B: Thermoelectric Properties
Table 12 SiGe p-type8
2
Table 13 SiGe n-type83
54
Table 14 PbTe p-type with 0.3% Na 84
Table 15 PbTe n-type with 0.03% Pbl28 5
55
Table 16 Bi2 Te3 with SbSe8 6
Table 17 MnSi 8 7
56
Table 18 MgSiSb8 8
800
14.3
2.9
-175
Table 19 TAGS M07 89
57
Appendix C: Selection of Area Ratio
Figure 42 Power density with respect to AH/ANP for the waste heat engine in a gas turbine system using SiGe,
with an exhaust temperature of 873 K, an ambient temperature of 323 K, and the same dimensions as those in
the After column of Table 3.
Figure 43 Power density with respect to AH/ANP for the waste heat engine in a gas turbine system PbTe, with
an exhaust temperature of 873 K, an ambient temperature of 323 K, and the same dimensions as those in the
After column of Table 3.
58
Appendix D: Average Operating Conditions
N I
I .11
Mixi 'if
4
'As
Duct
Engine InletFlow
1/
*7
wsv
1: Engine flow @ Inlet
2: Bypass flow at engine @ Inlet
3: Engine Exhaust flow % Engine Exhaust
4: Compartment flow at Entrance
5: Combined Flow at Mixing Duct Entrance
Note: Bypass flow does not enter engine
Figure 44 Schematic of the various gas flows in the S-76C Sikorsky rotorcraft. The compartment flow (4)
mixes with the engine exhaust flow (3) to produce the combined flow (5).
Table 20 Characteristic Operating Conditions
59
Cruise/Cold
492(273)
1088.5
1530(876)
5011(278)
557.4
Table 21 Characteristic Flow through the Rotorcraft Engine
Cruise/Cold
6.1 (2.8)
0.9(0.41)
6.2 (2.8)
60
3 (1.32)
10.1 (4.6)
802
Appendix E: Model Turbojet Engines Specifications
Table 22 Specifications of Model Turbojet Engines Supplied by AMT Netherlands
1468 g
2125 g
167N
2475 g
3183 mm
NA.
3150 g
4721 g
NA.
392 N
784 N
40 N
4:1
61
Table 23 Specifications of Model Turbojet Engines Supplied by JetCat USA
85,000
89
mli/min
50,000
35,000
42,000
33,000
237 ml/mm
266 ml/min
350
ml/min
509
mi/min
62
33,000
33,000
609 ml/min 730 ml/min
Appendix F: Matlab Code for the Exhaust Based Waste Heat Engine
InputParallel: establishes parameters of the simulation
function [Welec, Dragh, Dragc, DPresh, DPresc, MassAdditional, WpMass] = InputParallelO
% Properties of hot flow and fins
xmax = 0.61;
length of hot duct
model hot flow as 0=flat plate or 1=duct
flatduct h = 0;
fluid in hot flow; 1=air, 2=water, 3=oil, 4=jet fuel
awoj-h = 1;
Thin = 873;
Initial temperature of the hot flow in K
mdoth = 8/2.2046;
mass flow of in kg/s converted from lb/s
Pressh = 101325;
pressure of hot flow in Pa
flag for if statement that follows; 0=no fins on hot side, 1=fins on hot side
finsh = 0;
fin-spacing-h = 0;
distance between individual hot fins in m
% Properties of thermoelectric material
% ratio of area of the hot wall to the are of the TE crystals
Ah_d_Anp = 23;
%1=SiGe, 2=BiTe, 3=PbTe, 4=PbTe/TAGS, 5=MnSi/MgSi
mat_TE = 1;
% thickness of crystals in m
Lxstal = 3e-3;
% Properties of cold flow and fins
% model cold flow as 0=flat plate or 1=duct
flatductsc = 1;
% fluid in cold flow; 1=air, 2=water, 3=oil, 4=jet fuel
awoj-c = 1;
velc= 72;
% velocity of cold flow in m/s; if using mass flow input is 0
mdotc = 0/2.204 6;
% mass flow rate of cold flow; if using velocity input is 0
Tc in = 323;
% initial temperature of cold flod in K
finsc = 1;
% flag for if statement that follows; 0=no fins on cold side, 1=fins on cold
side
% height of cold flow in m
ductheight = 0. )12;
fin-spacing = 0.0 1;
% distance between individual cold fins in m
elbowthickness = 0.0000762;
% in m; thickness of the wall of the elbow in the cold duct
flow
% Graphs
graph = 1;
% flag for graph of temperatures
[Welec, Dragh, Dragc, DPresh, DPresc, MassAdditional] = CalcParallel(xmax, flat_duct_ h,awoj-h,
Thin, mdoth, finsh, finspacingh, Ah_dAnp, matLTE, Lxstal, flat.duct-c, awojsc, velc,
mdotc, Tc-in, fins-c, duct-height, fin-spacing, elbowthickness, graph);
WpMass = Welec/MassAdditional; % power per mass in W/kg
end
63
Calc_Parallel: determines properties of the Inconel and aluminum, calculates mass of all
components except for TE material, and calculates mass flow rate of fluid flows
function [Welec, Dragh, Dragc, DPresh, DPresc, MassAdditional] = Calc_Parallel(xmax, flat.duct-h,
awoj-h, Th-in, mdoth, fins-h, fin-spacing-h, Ah-dAnp, matfTE, Lxstal, flat ductc, awoj_c,
velc, mdotc, Tc-in, fins-c, duct-height, fin-spacing, elbowthickness, graph)
% Dimensions of hot flow
A_exh = 110*(2.54e-2)^2;
D_exh = 2*sqrt(A-exh/pi);
% xsection Area of exhaust port is 110 sq in convert to
from S-76D specs presentation
% Diameter of hot flow
mA2,
% TE Area per length
dAnp-dx=pi*D-exh/Ah-dAnp;
% ratio of the surface area of hot plate against TE to cross
sectional area of TE
% Hot wall/fin material properties
matwallh = 3;
% material of hot wall/fins; 1 = Aluminum Alloy 195, 2 = Steel AISI
347, 3 = Inconel, 4 = Magnesium, 5 = Titanium, 6 = Copper
Cartridge Brass
[kbh, mat-densityh] = Ductprop(mat-wall-h);
% conductivity in W/mK and density in kg/mA3 of hot plate and fins
tbh = 0.0005;
% thickness of the hot wall in m
% Hot fins
if fins_h == 0
% no hot fins
finheight = 0;
% height in r direction in m
finthicknessh = 0; % width in m
Numfinsh = 0;
% number of hot fins
masshotfins = 0;
% mass of hot fins in kg
Afh = Aexh;
% cross sectional area of hot flow in mA2
% effective perimeter of hot flow in m
Pfh = pi*D-exh;
AhfdAnp = Ah-dAnp*D-exh/(D-exh+tbh);
% ratio of the surface area on the inside of the
exhaust pipe to the TE Area
elseif finsh == 1
% height in r direction in m
finheight = 0.005;
% width in m
finthicknessh = 0.003;
Numfinsh = pi*(D-exh-fin-height)/(fin-spacingh+fin-thickness-h);
masshotfins = matdensityh*xmax*Num finsh*finheight*fin-thickness-h;
% mass of hot fins in kg
% effective perimeter of hot flow in m
Pfh = pi*D-exh;
Afh = Aexh-Numfinsh*finthicknessh*fin_height;
% cross sectional area of hot flow in mA2
64
Ahf dAnp =
Ah-dAnp*(Num-finsh*(finthickness h+fin spacingh+2*finheight))/(pi*(D-exh+tbh));
% ratio of the surface area on the inside of
the exhaust pipe to the TE Area
else
fprintf('Error: Input for finsh not recognized');
end
% Cold wall/fin material properties
matwallc = 1;
% material of cold wall/fins; 1 = Aluminum Alloy 195, 2 = Steel AISI
347, 3 = Inconel, 4 = Magnesium, 5 = Titanium, 6 = Copper
Cartridge brass
[kbc, matdensity-c] = Ductprop(mat -wall-c);
% conductivity in W/mK and density in kg/m^3 of cold plates and
fins
tbcinside = 0.0005;
% thickness of the inside cold wall in m
tbcoutside = 0.0000762;
% thickness of the outside cold wall in m
wbc = 2*pi*(0.5*D exh+tbh+Lxstal+tbcinside);
% perimeter of inside cold plate exposed to cold flow with no fins
massinsidecoldwall = matdensity-c*xmax*pi*((0.5*D-exh+tbh+Lxstal+tbc inside)A2(O.5*D-exh+tbh+Lxstal)A2);
% mass of inside cold plate in kg
massoutsidecoldwall =
matdensityc*xmax*pi*((0.5*D exh+tbh+Lxstal+tbcinside+ductheight+tbc-outside) A 2(0.5*D-exh+tbh+Lxstal+tbc inside+duct-height) A 2);
% mass of outside cold plate in kg
% Cold fins
if finsc == 0
% no cold fins
finthicknessc = 0; % width in m
Numfinssc = 0;
% number of cold fins
masscoldfins = 0; % mass of cold fins in kg
Afc = pi*((0.5*D exh+tbh+Lxstal+tbcinside+duct-height)A2(0.5*D-exh+tbh+Lxstal+tbc-inside)A2);
% cross sectional area of cold flow in mA2
Pfc = pi*((0.5*D exh+tbh+Lxstal+tbcinside+ductheight)+(0.5*D exh+tbh+Lxstal+ttbclinside));
Dhc = 4*Af c/Pf c;
% effective perimeter of cold flow in m
% hydraulic diameter in m
Ac_d_Anp = Ah-dAnp*(0.5*D exh+tbh+Lxstal)/(0.5*D-exh+tbh);
% ratio of surface area of cold plate against TE to TE area
AcfdAnp = Ah-dAnp*(0.5*D exh+tbh+Lxstal+tbcinside)/(0.5*D-exh+tbh);
% ratio of surface area of cold plate exposed to cold flow to TE area
elseif finsc == 1
finthicknessc = 0.0000762;
% width in m
65
Numfinsc =
2*pi*(0.5*D exh+tbh+Lxstal+tbc_inside+0.5*duct-height)/(fin-spacing+fin thickness-c);
% number of cold fins
masscoldfins = Numfinsc*finthicknessc*duct-height*xmax*mat-density_c;
% mass of cold fins in kg
% cross sectional area of cold flow in m^2
Afc = Numfins-c*fin-spacing*duct height;
% effective perimeter of cold flow in m
Pfc = 2*Numfins-c*(fin-spacing+duct-height);
% hydraulic diameter in m
Dhc = 4*Af c/Pf c;
AcfdAnp = Ah-dAnp*(Num-finsc*(fin-spacing+2*duct-height))/(pi*(D-exh+2*tbh));
% ratio of surface area of cold plate exposed
to cold flow to TE area
Ac_d_Anp = Ah-dAnp*(O.5*D exh+tbh+Lxstal)/(O.5*D-exh+tbh);
% ratio of surface area of cold plate against TE to TE area
else
fprintf('Error: Input for finsc not recognized');
end
% Mass cold duct flow
% elbow is circular; ratio of cold flow area to elbow area is 2
elbowdiameter = (8*Af C/pi)AO.5;
masselbow =
0.5*piA2*elbowthickness*mat densitySc*((O.5*elbow diameter+elbowthickness) A2% mass of elbow in kg
(0.5*elbow diameter)A2);
% Mass flow of cold flow
ifvelc> 0
= Properties(Tc-in,awoj-c);
[-, rhoc, ~, ~, ~,
mdotc=rhoc*velc*Af c;
% density of cold flow at entrance
% mass flow rate of cold flow in kg/s
end
[Welec, MassTE, Dragh, Dragc, DPresh, DPresc, Uh, Uc] = PlotParallel(xmax, flatduct_h, awoj-h,
mdoth, Thin, tbh, kbh, Dexh, Af.h, Pf h, Ahf_d_Anp, Ah_dAnp, finheight, finthickness -h,
Numfins-h, fins-h, matTE, Lxstal, dAnp-dx, flat-duct-c, awoj_c, mdotc, Tc-in, tbc_inside,
kbc, Dh-c, Af c, Pf c, Acf_d_Anp, Ac_dAnp, wbc, duct-height, finthickness_c, Num-finsc,
fins-c, graph);
+
% MassTE
MassAdditional = masshotfins + Mass_TE + massinsidecoldwall + masscoldfins
% the mass of the HEX
massoutsidecoldwall + mass-elbow;
end
66
PlotParallel: discretizes the pipe, inputs the entrance temperatures of the hot and cold streams
into function ParallelSegment, sums the power outputs of the segments, and plots the resulting
temperatures for the hot flow, hot surface temperature, cold surface temperature, and cold flow
function [Welec, Mass_TE, Dragh, Dragc, DPresh, DPresc, Uh, Uc] = PlotParallel(xmax, flat-duct-h,
awojh, mdoth, Thin, tbh, kbh, Dh_h, Af h, Pf h, Ahf dAnp, Ah-dAnp, Lfh, wfh, Nfh, finsh,
matTE, Lxstal, dAnp_dx, flat.duct c, awojc, mdotc, Tc_in, tbc, kbc, Dhc, Af c, Pf c,
Acf_d_Anp, Ac_dAnp, wbc, Lfc, wfc, Nfc, fins-c, graph)
NUMPTS = 100;
dx = xmax/(NUMPTS-1);
x = zeros(1, NUMPTS);
Th = zeros(1, NUMPTS);
Tc = zeros(1, NUMPTS);
Ths = zeros(1, NUMPTS);
Tcs = zeros(1, NUMPTS);
% number of segments along exhaust pipe
% length of segment
% position along exhaust pipe axis
% temperature of hot flow
% temperature of cold flow
% temperature of hot side of TE crystals
% temperature of cold side of TE crystals
% Initialize
Th(1)=Th-in;
Tc(1)=Tc-in;
x(1)=O;
Welec = 0;
MassTE = 0;
Dragc = 0;
DPresh = 0;
DPresc = 0;
% power produced in W
% mass of TE material in kg
% drag in hot flow in N
% drag in cold flow in N
% pressure drop though hot flow in Pa
% pressure drop in cold flow in Pa
Uh = 0;
Uc= 0;
% effective heat transfer coefficient for hot flow
% effective heat transfer coefficient for cold flow
Tsub = 650*ones(1, NUMPTS);
% sublimation temperature of PbTe in K
Dragh =0;
for i=2:1:NUMPTS
x(i) = x(i-1)+dx;
[Th(i), Tc(i), Ths(i), Tcs(i), dWelec, dMassTE, ddragh, ddragc, dph, dpc, dUh, dUc]=
ParallelSegment(flat-duct-h,awoj.h, mdoth, x(i), Th(i-1), tbh, kbh, Dhh, Af h, Pfh,
Ahf_d_Anp, Ah-dAnp, Lfh, wfh, Nfh, fins-h, matTE, Lxstal, dAnp-dx, dx, flat-duct-c, awojc,
mdotc, x(i), Tc(i-1), tbc, kbc, Dhc, Af c, Pf c, Acf dAnp, Ac-dAnp, wbc, Lfc, wfc, Nfc, finsc);
Welec = Welec+dWelec;
Mass_TE = Mass_TE+dMass_TE;
Dragh= Dragh + ddragh;
Dragc= Dragc + ddragc;
67
DPresh = DPresh + dph;
DPresc = DPresc + dpc;
Uh = Uh + dUh;
Uc = Uc + dUc;
end
if graph == 1
figure;
plot(x, Th, x, Tc, x, Ths, x, Tcs, x, Tsub, 'k--');
ylabel('Temperature (K)');
xlabel('HEX Position (m)');
title('Temperatures of Fluid and TE Surface for Parallel Flow');
legend('Th fluid', 'Tc fluid','Th surface','Tc surface','Tsub PbTe');
end
end
68
ParallelSegment: determines the heat transfer coefficients, the temperatures of the hot and cold
flow at the segments exit, and the pressure drop; uses functions Fins to determine the fin efficiency,
Calc_Temperatures to determine the hot and cold surface temperatures, and WorkHeat to
determine the work produced and the heat absorbed from the hot flow and rejected to the cold flow
function [Th-out, Tcout, Ths, Tcs, Welec, MassTE, ddragh, ddragc, dph, dpc, Uh, Uc] =
ParallelSegment(flat-duct-h, awoj-h, mdoth, xposh, Th-in, tbh, kbh, Dh-h, Af h, Pf_h,
Ahf dAnp, AhdAnp, Lfh, wfh, Nfh, fins h, matTE, Lxstal, dAnpdx, dx, flat-duct-c, awoj-c,
mdotc, xposc, Tc-in, tbc, kbc, Dhc, Af c, Pf c, Acf dAnp, Ac-dAnp, wbc, Lfc, wfc, Nfc, fins-c)
% Properties of fluids
[cph, rhoh, kh, -, nuh, Prh] = Properties(Th-in, awoj-h);
% heat capacity in J/kgK, density in kg/mA 3, conductivity in W/mK, viscosity in
Prandtl number for hot flow
[cpc, rhoc, kc, -, nuc, Prc] = Properties(Tc-in, awoj-c);
% heat capacity in J/kgK, density in kg/mA 3, conductivity in W/mK, viscosity in
Prandtl number for cold flow
% Velocity of hot flow
velh = mdoth/(rhoh*Af h);
% calc velocity of the hot flow in m/s
% Thermal coefficient of hot flow
% model is flat plate
if flatducth == 0
% Reynold's number
Reh = velh*xposh/nuh;
% trip the transition to turbulence at 1e5 instead of 5e5
Recrit = 1e5;
if Reh < Recrit
Nuh = 0.332*Re_hA.5*PrhA(1/3);
hh = kh*Nuh/xposh
% Nusselt number for laminar flow
% coefficient of convection in W/mA2*K
elseif Re_h > Recrit
Nuh = 0.0296*Re_hAO.8*PrhA(1/3);
hh = kh*Nuh/xposh
% Nusselt number for turbulent flow
% coefficient of convection in W/mA2*K
end
elseif flatducth == 1
Reh = velh*DhWh/nuh;
Recrit = 3000;
model is a duct
Reynold's number
transition to turbulence
if Reh < Recrit
fprintf('Laminar in hot flow');
69
mA
2/s, and
mA
2/s, and
elseif Re_h > Recrit
f_h = (0.79*log(Re-h)-1.64)^-2;
% friction factor
Nuh = (0.125*f h*Prh*(Re-h-1000))/(1+12.7*(0.125*f h)A0.5*(PrhA(2/3)-1));
% Nusselt number for turbulent flow
% coefficient of convection in W/m^2*K
hh = kh*Nuh/Dh-h;
end
else
fprintf('Error: flatducth not recognized');
end
% Velocity of cold flow
velc = mdotc/(rhoc*Af c);
% calc velocity of the hot flow in m/s
% Thermal coefficient of cold flow
if flatductc == 0
Rec = velc*xposc/nuc;
Recrit = 1e5;
% model is flat plate
% Reynold's number
% trip the transition to turbulence at leS instead of 5e5
if Re_c < Recrit
Nuc = 0.332*Re_cA0.5*PrcA(1/3);
hc = kc*Nuc/xposc;
% Nusselt number for laminar flow
% coefficient of convection in W/mA2*K
elseif Re_c > Recrit
Nuc = 0.0296*Re_cA0.8*PrcA(1/3);
hc = kc*Nuc/xposc;
% Nusselt number for turbulent flow
% coefficient of convection in W/m^2*K
end
elseif flatductc == 1
Rec = velc*Dhc/nuc;
Recrit = 3000;
% model is a duct
% Reynold's number
% transition to turbulence
% results provide an estimate but exact solution is not solvable
if Rec < Recrit
fprintf('Laminar in cold flow');
% Nusselt number for constant heat flux laminar flow
% Nuc = 3.61;
% Nusselt number for constant temperature laminar flow
% Nuc = 2.98;
% Nusselt number for laminar flow
Nuc = 0.5*(3.61+2.98);
% coefficient of convection in W/mA2*K
hc = kc*Nuc/Dh-c;
% friction factor
f_c = 57/Re-c;
70
elseif Rec > Recrit
f_c = (0.79*log(Re-c)-1.64)^-2;
% friction factor
Nuc = (0.125*f c*Prc*(Re-c-1000))/(1+12.7*(0.125*f c)A0.5*(PrcA(2/3)-1));
hc = kc*Nuc/Dh-c;
% Nusselt number for turbulent flow
% coefficient of convection in W/mA2*K
end
else
fprintf('Error: flatductc not recognized');
end
% Efficiencies of fins
% tips on hot fins are not adiabatic
tips-h = 1;
% tips on cold fins are adiabatic and attached to outside cold plate
tipssC = 0;
[nfh] = Fins(Pf h,dx,Lfh,dx,wfh,kbh,Nfh,hh,finsh,tipsh);
% efficiency of hot fins
[nfc]= Fins(wbc,dx,Lfc,dx,wfc,kbc,Nfc,hc,fins_c,tip s_c);
% efficiency of cold fins
[Ths, Tcs] = CalcTemperatures(Th-in, hh, nfh, tbh, kbh, Ahf dAnp, Ah_dAnp, matTE, Lxstal, Tc_in,
hc, nfc, tbc, kbc, Acf dAnp, Ac-dAnp);
% surface temperatures at hot and cols sides of crystals
[QhpAh, QcpAc, WpAh, Wpmass] = WorkHeat(Ths, Ah-dAnp, Lxstal, Tcs, Ac-dAnp, matTE);
% heat fluxes and power densities
% Calculate exit temperatures
dAnp=dAnp-dx*dx;
dAh=dAnp*Ah-dAnp;
dAc=dAnp*Ac&dAnp;
Welec=WpAh*dAh;
MassTE = Welec/Wpmass;
of hot and cold fluids
% TE cross section area in segment
% surface area of hot plate against TE in segment
% surface area of cold plate against TE in segment
% power in W
% mass of TE in kg
dAhf= Ahf dAnp*dAnp;
dAcf= Acf.dAnp*dAnp;
Uh = hh*dAhf;
Uc = hc*dAcf;
% surface area of hot plate exposed to hot flow in segment
% surface area of cold plate exposed to cold flow in segment
% hot effective heat transfer coefficient
% cold effective heat transfer coefficient
Thout=Th-in-QhpAh*dAh/(mdoth*cph);
Tcout=Tc-in+QcpAc*dAc/(mdotc*cpc);
% temperature of hot flow out of segment
% temperature of cold flow out of segment
% Pressure drop in channels
71
% Assume dxc=dxh=dx
dxh=dx;
dxc=dx;
dph=O;
dpc=O;
ddragh=O;
ddragc=O;
% length of hot plate in m
% length of cold plates in m
% assume negligible p drop for flat plate flow
% assume negligible p drop for flat plate flow
% initialize
% initialize
if flatducth == 1
dph= f h*dxh/Dhh *.5*rhoh*velhA2;
ddragh = dph*dxh*Pf h;
% drop in hot flow pressure in Pa
% drag from hot flow in N
end
if flatductc == 1
dpc= f c*dxc/Dhc *.5*rhoc*velcA 2;
ddragc=dpc*dxc*Pf C;
end
% drop in cold flow pressure in Pa
% drag from cold flow in N
end
72
CalcTemperatures: uses an iterative method (fzero) to calculate the temperatures of the hot and
cold junctions
function [Ths, Tcs] = CalcTemperatures(Th,hh,nffi,tbh,kbh,Ahf dAnp,Ah_dAnp, matTE,Lxstal,
Tc,hc,nfc,tbc,kbc,Acf dAnp,Ac_dAnp)
global kbcpass;
global Acf dAnppass;
% temperature of TE hot side
% temperature of TE cold side
% temperature of hot flow
% hot coefficient of convection
% efficiency of hot fins
% thickness of hot plate
% conductivity of hot plate and fins
% ratio of surface area of hot plate exposed to hot flow to TE area
% ratio of surface area of hot plate against TE to TE area
% TE material
% length of TE crystals
% temperature of cold flow
% coefficient of convection for cold flow
% efficiency of cold fins
% thickness of inside cold plate
% conductivity of cold plates and fins
% ratio of surface area of inside cold plate exposed to cold flow to
global Ac-dAnppass;
the TE area
% ratio of surface area of cold plate against TE to the TE area
global Thspass;
global Tcspass;
global Thpass;
global hhpass;
global nfhpass;
global tbhpass;
global kbhpass;
global Ahf dAnppass;
global Ah-dAnppass;
global
global
global
global
global
global
matTEpass;
Lxstalpass;
Tcpass;
hcpass;
nfcpass;
tbcpass;
hhpass = hh;
nfhpass = nfh;
tbhpass = tbh;
kbhpass = kbh;
Ahf_d_Anppass = Ahf dAnp;
Ah_d_Anppass = Ah-dAnp;
matTEpass = matT E;
Lxstalpass = Lxstal;
hcpass =hc;
nfcpass = nfc;
tbcpass = tbc;
kbcpass =kbc;
Acf_d_Anppass = Acf dAnp;
Ac_d_Anppass = Ac-dAnp;
Thpass = Th;
Tcpass = Tc;
Tcspass = Tc;
73
% Initialize
Ths=fzero(@fLhigh,Th-1);
Thspass=Ths;
Tcs=fzero(@flow,Tc+1);
Tcspass=Tcs;
%Now iterate
for i=1:1:30
Ths=fzero(@fLhigh,Thspass);
Thspass=Ths;
Tcs=fzero(@fJow,Tcspass);
Tcspass=Tcs;
end
74
fLhigh: compares the hot flow temperature into the segment with the one calculated by function
GasTemps using a guess for the hot surface temperature
function err=f high(Ths)
global Tcspass;
global Thpass;
global hhpass;
global nfhpass;
global tbhpass;
global kbhpass;
global Ahf dAnppass;
global AhAdAnppass;
global
global
global
global
global
matTEpass;
% temperature of TE cold Side
% temperature of hot flow
% hot coefficient of convection
% efficiency of hot fins
% thickness of hot plate
% conductivity of hot plate and fins
% ratio of surface area of hot plate exposed to hot flow to TE area
% ratio of surface area of hot plate against TE to TE area
global kbcpass;
global Acf dAnppass;
% TE material
% length of TE crystals
% coefficient of convection for cold flow
% efficiency of cold fins
% thickness of inside cold plate
% conductivity of cold plates and fins
% ratio of surface area of inside cold plate exposed to cold flow to
global AcdAnppass;
the TE area
% ratio of surface area of cold plate against TE to the TE area
Lxstalpass;
hcpass;
nfcpass;
tbcpass;
Tcs = Tcspass;
[Th, Tc] = GasTemps(Ths, hhpass, nfhpass, tbhpass, kbhpass, Ahf dAnppass, Ah-dAnppass,
Lxstalpass, Tcs, hcpass, nfcpass, tbcpass, kbcpass, Acf dAnppass, AcdAnppass,
matTEpass);
err = Thpass - Th;
end
75
f_low: compares the cold flow temperature into the segment with the one calculated by function
GasTemps using a guess for the cold surface temperature
function err=flow(Tcs)
global Thspass;
global Tcpass;
global hhpass;
global nfhpass;
global tbhpass;
global kbhpass;
global Ahf dAnppass;
global Ah-dAnppass;
global
global
global
global
global
matTEpass;
Lxstalpass;
hcpass;
nfcpass;
tbcpass;
global kbcpass;
global Acf dAnppass;
global Ac-dAnppass;
% temperature of TE hot side
% temperature of cold flow
% hot coefficient of convection
% efficiency of hot fins
% thickness of hot plate
% conductivity of hot plate and fins
% ratio of surface area of hot plate exposed to hot flow to TE area
% ratio of surface area of hot plate against TE to TE area
% TE material
% length of TE crystals in r direction
% coefficient of convection for cold flow
% efficiency of cold fins
% thickness of inside cold plate
% conductivity of cold plates and fins
% ratio of surface area of inside cold plate exposed to cold flow to
the TE area
% ratio of surface area of cold plate against TE to the TE area
Ths = Thspass;
[Th, Tc] = GasTemps(Ths, hhpass, nfhpass, tbhpass, kbhpass, Ahf dAnppass, Ah_dAnppass,
Lxstalpass, Tcs, hcpass, nfcpass, tbcpass, kbcpass, Acf dAnppass, Ac-dAnppass,
matTEpass);
err = Tcpass - Tc;
end
76
GasTemps: calculates the heat flux into and out of the TE material based on the hot and cold
surface temperatures; calculates thermal resistivity and the temperature of the hot and cold flows
needed to achieve the inputed surface temperatures; uses function Fins2 to calculate the thermal
resistivity of the hot plate
function [Th, Tc] = GasTemps(Ths,hh,nf,tbh,kbh,Ahf dAnp,Ah_dAnp, Lxstal,
Tcs,hc,nfc,tbc,kbc,Acf dAnp,Ac_dAnp, matT E)
% Average temperature of thermoelectric material
T = (Ths+Tcs)/2;
% Properties of thermoelectric material
, alpha.np, rho-elecqp, rhoelecn,kp, kn,
-,
~, ~]=TEprop(T,matTE);
% effective Seebeck coefficient in V/K, electrical conductivities in ohm*m, thermal
conductivities in W/mK
%Calc optimum Z for efficiency
Zopt=alpha-npA2/((sqrt(rho-elecn*kn)+sqrt(rho-elec-p*kp))A2);
% opt Z for pair 1/K
% Calculate dimensions of crystals
% ratio of the cross sectional area to the length of the crystals
gamma-p = le-2;
gn-d-gp=sqrt(kp*rho-elecn/kn/rho-elec-p);
% opt ratio of area to length for crystals
gamma-n = gn-d-gp*gamma-p;
% for the optimal figure of merit
Lp = Lxstal;
% length of p-type crystal
Ln = Lxstal;
% length of n-type crystal
Ap = Lp*gamma-p;
% cross sectional area of p-type crystal
An = Ln*gamma-n;
% cross sectional area of n-type crystal
% total cross sectional area of crystals
Anp = Ap+An;
% Thermal conductance of crystals
% conductivity of p
condt-p=kp*Ap/Lp;
% conductivity of n
condtn=kn*An/Ln;
% effective conductivity of crystals
condtot=condt-p+condt-n;
% Electrical resistances
Rp= rho-elec-p*Lp/Ap;
Rn=rhoelecn*Ln/An;
Ri=Rp+Rn;
Rload=Ri;
% resistance of p
% resistance of n
% total resistance of pair of crystals
% load resistance for max power transfer
% Heat flux at crystals' ends
I=alpha-np*(Ths-Tcs)/(Rload+Ri);
% current through junctions
77
% heat into hot end (positive in)
% heat out of cold end (positive out)
Qhs=I*alpha-np*(Ths)+ cond-tot*(Ths-Tcs)-0.5*I^2*Ri;
Qcs=l*alpha-np*(Tcs)+ cond-tot*(Ths-Tcs)+0.5*I^2*Ri;
% Thermal resistivities
Ahf= Ahf dAnp*Anp;
Acf = Acf dAnp*Anp;
Ah = Ah-dAnp*Anp;
Ac = Ac-dAnp*Anp;
surface
surface
surface
surface
area
area
area
area
of hot plate exposed to hot flow
of cold plate exposed to cold flow
of hot plate against TE
of cold plate against TE
[n] = Fins2 (hh,kbh,tbh,Ah,Anp);
% efficiency of the fin behavior of the hot plate
if nfh == 1
Rh = 1/(hh*Ahf*n);
% no hot fins
% thermal resistance to hot side of crystals
else
% with hot fins
% thermal resistance to hot side of crystals
Rh = 1/(hh*Ahf*nfh)+tbh/(kbh*Ah);
end
Rc = 1/(hc*Acf*nfc)+tbc/(kbc*Ac);
% thermal resistance from cold side of crystals
% Gas temperatures
Th = Ths+Qhs*Rh;
Tc = Tcs-Qcs*Rc;
% temperature of hot flow
% temperature of cold flow
end
78
WorkHeat: calculates the work produced by, the heat flux into, and the heat flux out of the TE
material
function [QhpAh, QcpAc, WpAh, Wpmass] = WorkHeat(Ths,Ah_dAnp, Lxstal, Tcs,AcAdAnp,
matTE)
% Average temperature of thermoelectric material
T = (Ths+Tcs)/2;
% Properties of thermoelectric material
[, alphanp, rho-elec-p, rhoelecn,kp, kn, ~, ~, rho] = TEprop(T,matTE);
% effective Seebeck coefficient in V/K, electrical conductivities in ohm*m, thermal
conductivities in W/mK, density in kg/m^3
%Calc optimum Z for efficiency
Zopt=alpha-np^2/((sqrt(rho-elecn*kn)+sqrt(rho-elec.p*kp))^2);
% opt Z for pair 1/K
% Calculate dimensions of crystals
% ratio of the cross sectional area to the length of the crystals
gamma-p = le-2;
% opt ratio of area to length for crystals
gn-d-gp=sqrt(kp*rho-elecn/kn/rho-elec-p);
% For the optimal figure of merit
gamma-n = gn-d-gp*gamma-p;
% length of p-type crystal
Lp = Lxstal;
% length of n-type crystal
Ln = Lxstal;
% cross sectional area of p-type crystal
Ap = Lp*gamma-p;
% cross sectional area of n-type crystal
An = Ln*gamma-n;
% total cross sectioanl area of crystals
Anp = Ap+An;
% Hot and cold areas
Ah = Ah-dAnp*Anp;
Ac = Ac-d.Anp*Anp;
% surface area of hot plate against TE
% surface area of cold plate against TE
% Thermal conductance of crystals
% conductivity of p
condt-p=kp*Ap/Lp;
% conductivity of n
condtn=kn*An/Ln;
% effective conductivity of crystals
condtot=condt-p+condt-n;
% Electrical resistances
Rp= rho-elec-p*Lp/Ap;
Rn=rhoelecn*Ln/An;
Ri=Rp+Rn;
Rload=Ri;
% resistance of p
% resistance of n
% total resistance of pair of crystals
% load resistance for max power transfer
79
% Heat flux at crystals' ends
I=alpha-np*(Ths-Tcs)/(Rload+Ri);
Qhs=I*alpha.np*(Ths)+ condtot*(Ths-Tcs)-0.5*I^2*Ri;
Qcs=I*alpha-np*(Tcs)+ cond tot*(Ths-Tcs)+0.5*1^2*Ri;
Welec = Qhs-Qcs;
% Results per area
QhpAh=Qhs/Ah;
QcpAc=Qcs/Ac;
WpAh=Welec/Ah;
% Power per mass
Wpmass=Welec/(Anp*Lp*rho);
end
80
% current through junctions
% heat into hot end (positive in)
% heat out of cold end (positive out)
% power output of crystals
Fins: calculates the overall efficiency of fins
function [no] = Fins(wb, db, Lf, tf, wf, kf, N, h, fins, tips)
% wb = width of base
% db = length of base
% Lf = height of fin
% tf = thickness of fin
% wf = width of fin
% kf = conductivity of fin
% N = number of fins
% h = coefficient of convection
% no = overall fin efficiency
% fins: 0 = no fins, 1 = fins
% tips: 0 = tips of fins are adiabatic, 1= tips have convective heat transfer
if fins == 0
no = 1;
% no fins
elseif fins == 1
if tips == 0
Af= 2*Lf*(tf+wf);
% adiabatic at tips
% surface area of a fin
% Total exposed area
Abo = wb*db - N*wf*tf;
At = Abo+N*Af;
% surface area of open base
% total area exposed to flow
% Fin parameter
m = sqrt(2*h*(wf+t)/(kf*wf*t));
% Fin efficiency
if Lf < 1/m
nf = tanh(m*Lf)/(m*Lf);
% efficiency of a single fin
else
nf = tanh(m*Lf)/(m*Lf);
% efficiency of a single fin
end
elseif tips == 1
Lf = Lf + tf*wf/(2*(tf+wfo);
% convection at tips
% corrected length to include area of tip
81
Af = 2*Lf*(tf+wf);
% surface area of a fin
% Single fin efficiency
nf = sinh(m*Lf)*(h/(m*kf)*cosh(m*Lf))/ ((m*L f)( (cosh(m*Lf)*(h/(m*kf)*sinh(m*Lf)));
end
% Overall fin efficiency
no = 1-N*Af*(1-nf)/At;
else
fprintf('Error: Input for Fins not recognized');
end
end
82
Fins2: calculates overall of efficiency of plate fins
function [n] = Fins2(hh, kh, tbh, Ah,Anp)
% assume each plate is square
% assume TE crystal pairs are square
% hh = convective heat transfer coefficient
% k = conductivity of fin
% tbh = thickness of plate fin
% Ah = surface area of plate fin exposed to hot flow
% Anp = cross sectional area of TE crystals
% Each plate fin is divided into eight sections
% Area of side fins
Lnp = Anp^0.5;
Lfs = 0.5*(Ah^0.5-Lnp);
Afs = Lnp*Lfs;
% Efficiency of side fin
m = sqrt(hh/(kh*tbh));
nfs = tanh(m*Lfs)/(m*Lfs);.
% length of side of crystal pair
% length of side fins
% surface area of side fin exposed to hot flow
% fin parameter
% efficiency of side fin
% Length of diagonal fins
Lh = AhA0.5;
Lfd = 0.5*2^0.5*(Lh-Lnp);
Wfd
Afd
=
=
Lfd/sqrt(2);
LfsA2;
% length of plate fin
% characteristic length of diagonal fin
% characteristic width of diagonal fin
% surface area of diagonal fin exposed to hot flow
% Efficiency of diagonal fins
nfd = tanh(m*Lfd)/(m*Lfd);
% efficiency of diagonal fins
% Total exposed fin area
At = 4*(Afs+Afd)+Ah;
% Overall fin efficiency
n = 1-4*(Afs*(1-nfs)+Afd*(1-nfd))/At;
if Lfs
==
0
n = 1;
else
fprintf('Error: Input for Fins not recognized');
end
end
83
Ductprop: properties of possible materials for the hot and cold duct systems
function [kf, mat-density] = Ductprop(mat.number)
if matnumber == 1
kf = 168;
matdensity = 2790;
elseif matnumber == 2
kf = 14.2;
matdensity = 7978;
Aluminum Alloy 195
W/mK
kg/m^3
Steel AISI 347
W/mK
kg/m^3
kf = 20.5;
Inconel
W/mK
matdensity = 8510;
kg/m^3
elseif matnumber == 3
elseif matnumber == 4
kf = 156;
matdensity = 1740;
elseif matnumber == 5
kf = 21.9;
matdensity = 4500;
elseif matnumber == 6
kf = 110;
matdensity = 8530;
Magnesium
W/mK
kg/m^3
Titanium
W/mK
kg/m^3
Copper Cartridge brass
W/mK
kg/m^3
else
fprintf('Error: Material property values not available');
end
end
84
TEprop: properties of TE materials
function [alpha-p, alpha-n, alpha-np, rho-elec-p, rhoelecn,kp, kn, Zp, Zn, rho]
TEprop(T,matnumber)
=
if matnumber == 1 %SiGe
T_SiGep =
[300 400 500 600 700 800 900 1000 1100 1200 1300]; % K
rhoelecSiGe-p = [13.2 13.2 15.1 17.1 19.3 21.6 24.1 26.8
29.6
31.9
32.6]; % 10^6 ohm*m
alphaSiGe-p=
[144 144 161 176 189 203 216 228
237
240
233]; % 10^6 V/K
k_SiGep =
[4.8
4.14
4.38 4.84]; % W/mK
T_SiGen =
[300 400
4.8 4.7
4.57 4.41 4.25 4.12 4.07
500 600 700
800 900
1000 1100 1200 1300]; % K
rhoelecSiGe_n = [10.1 10.1 11.7 13.6 16.1 18.6 20.6 21.1
19.7 17.8
19.1]; % 10^16 ohm*m
alphaSiGe_n=
-[136 136 165
253
250
242
243]; % 10^6 V/K
k_SiGen =
[4.45 4.45 4.31 4.19 4.08 3.99 3.93 3.93
4.01
4.2
4.53]; % W/mK
190 213 233
247
[alpha-p] = interpl(TSiGe-p,alphaSiGe-p,T)*10^-6;
[alpha-n] = interpl(TSiGe-n,alphaSiGe-n,T)*10^-6;
alpha-np = alpha-p - alpha-n;
[rho-elec-p] = interpl(TSiGe-p,rhoelecSiGep,T)*10A-6;
[rho-elec-n] = interpl(T-SiGe-n,rhoelecSiGen,T)*10A6;
[kp] = interpl(TSiGe-p,kSiGe-p,T);
[kn] = interpl(TSiGe-n,kSiGe-n,T);
Zp = alpha-pA2/(rho-elec-p*kp);
Zn = alpha-nA2/(rho-elec-n*kn);
rho = 2990;
% V/K
% V/K
% V/K
% ohm*m
% ohm*m
% W/mK
% W/mK
% 1/m
% 1/m
% kg/mA3
elseif matnumber == 2 %BiTe
T_BiTe =
[300 325 350 375 400 425
rhoelecBiTe=[9.6
10.4 11.2 12.8 14.4 16
450 475 500 525 550 575]; % K
17.2 18.4 20
20.8 21.2 20.8]; % 10A6 ohm*m
alphaBiTe =
[200 208 214 220 224 228 226 220 208 198 180 172]; % 10^6 V/K
k_BiTe =
[1.42 1.4
1.4
1.42 1.44 1.47 1.54 1.62 1.72 1.84 1.84 1.84]; % W/mK
[alpha-p] = interpl(TBiTe,alphaBiTe,T)*10^-6;
85
% V/K
[alpha-n]= -interpl(TBiTe,alphaBiTe,T)*10A-6;
alpha-np = alpha-p - alpha-n;
[rho-elec-p] = interpl(TBiTe,rho-elecBiTe,T)*10A-6;
[rho-elec-n] = interpl(TBiTe,rho elecBiTe,T)*10 A-6;
[kp] = interpl(TBiTe,kBiTe,T);
[kn] = interpl(TBiTe,kBiTe,T);
Zp = alpha-pA2/(rho-elec-p*kp);
Zn = alpha-n^2/(rhoelecn*kn);
rho = 7700;
% V/K
% V/K
% ohm*m
% ohm*m
% W/mK
% W/mK
% 1/m
% 1/m
% kg/m^3
elseif matnumber == 3 % PbTe
T_PbTe-p =
200
30.3
300 400
55.6 77
500
182
600
125
1500];
125];
%C
% 10^ 6
ohm*m
[100 175
250
325
325
250
150
150];
% 1OA6
V/K
Z_PbTe-p =
[1.2
1.33
1.25
1.2
0.8
0.4
0.15
0.15];
% 1O^3
T_PbTen =
[0
100
200
300
400
500
600
1500];
%C
9.5
15.8
30.3
50
50
50
50];
% 1O^ 6 ohm*m
[0
rhoelecPbTep = [5
alphaPbTep
=
rhoelecPbTen = [5
100
11
alphaPbTen =
-[125 175
200
250
260
250
225
225];
% 10^6 V/K
Z_PbTen =
[1.75 1.6
1.5
1.3
1
0.75
0.5
0.5];
% 10^3
T = T - 273.15; % Change K to C
[alpha-p] = interpl(TPbTe-p,alphaPbTe-p,T)*10A-6;
[alpha-n] = interpl(T-PbTe-n,alphaPbTe-n,T)*10A-6;
alpha-np = alpha-p - alpha-n;
[rho-elec-p] = interpl(TPbTe-p,rho-elecPbTe-p,T)*10A-6;
[rho-elec-n] = interpl(TPbTe-n,rhoelec_PbTen,T)*10A-6;
[Zp] = interpl(TPbTe-p,ZPbTe-p,T)*10A-3;
[Zn] = interpl(TPbTe.n,ZPbTe-n,T)* 10A-3;
kp = alpha.pA2/(rho-elec-p*Zp);
kn = alpha-nA2/(rho-elec-n*Zn);
rho = 8242;
elseif matnumber == 4 % PbTe/TAGS
% TAGS is the p-type crystal
86
V/K
V/K
V/K
ohm*m
ohm*m
1/m
1/m
W/mK
W/mK
kg/MA3
TTAGS =
[300
350 400 450
rhoelecTAGS = [7.14 8.0
105
550 600
500
650
750];
9.09 10.5 11.1 11.1 11.8 14.3 15.4 14.3];
150
120
170
180
190
205
alphaTAGS =
[90
k_TAGS
[1.95 2.05 2.05 2.03 2.02 1.95 1.75 1.5
=
700
%K
% 10^6 ohm*m
% 10^6V/K
215 210];
1.5
% W/mK
1.5];
[alpha-p] = interpl(TTAGS,alphaTAGS,T)*10^-6;
% V/K
[rho-elec-p] = interpl(TTAGS,rhoelecTAGS,T)*10^-6;
[kp] = interpl(TTAGS,klTAGS,T);
Zp = alpha-pA2/(rho-elec-p*kp);
% 10^A6 ohm*m
% W/mK
% 1/m
% PbTe is the n-type crystal
[0
100
200
300
400
500
600
1500];
%C
rhoelecPbTen = [5
9.5
15.8
30.3
50
50
50
50];
% 10^16 ohm*m
200
250
260
250
225
225];
% 1OA6 V/K
1.5
1.3
1
0.75
0.5
0.5];
% 10^A3
T_PbTen =
alphaPbTe_n =
-[125 175
Z_PbTe n =
[1.75
1.6
T = T - 273.15; % Change K to C
[alpha-n]
alpha-np
=
=
interpl(TPbTe-n,alphaPbTe-n,T)* 10A-6;
alpha-p - alpha-n;
% V/K
% ohm*m
% 1/m
% W/mK
[rho-elec-n] = interpl(TPbTe-n,rho-elecPbTe-n,T)*10A-6;
[Zn] = interpl(TPbTe-n,ZPbTe-n,T);
kn = alpha-nA2/(rho-elec-n*Zn);
% Average density
rho = 8063; % kg/mA3
elseif matnumber == 5 % MnSi/MgSi
% MnSi is the p-type crystal
[300 400 500 600 700 800 900];
alphaMnSi= [195 225 270 280 275 250 225];
T_MnSi
=
[alpha-p] = interpl(TMnSi,alphaMnSi,T)* 10A-6;
rhoelec.p = 0.0001;
kp = 2.4;
87
% 10^6 V/K
% V/K
% ohm*m
% W/mK
% 1/m
Zp = alpha-p^2/(rho-elec-p*kp);
% MgSi is the n-type crystal
T_MnSi=
[300 400 500 600 700 800 900];
alphaMnSi=
[195 225 270 280 275 250 225];
TMgSi
400 450
[350
=
% 1O^6 V/K
500
550
600 650
700
750
800];
%K
rhoelecMgSi = [33.3
30.3
25
20
18.9
16.7
15.9
14.3
14.3 14.3]; % 10^A6 ohm*m
alphaMgSi =
105
120
125 130
145
150
160
170
175]; % 10A6 V/K
4.3
4
3.8
3.5
3.25
3.2
3.25
3
2.9];
kMgSi =
-[95
[4.75
% V/K
% V/K
% ohm*m
% W/mK
% 1/m
[alpha-n] = interpl(TMgSi,alphaMgSi,T)*10A-6;
alpha-np
=
% W/mK
alpha-p - alpha-n;
[rho-elec-n] = interpl(TMgSi,rhoelecMgSi,T)*10^-6;
[kn] = interpl(TMgSi,kMgSi,T);
Zn = alpha-nA2/(rho-elec-n*kn);
% Average density
rho = 4010; % kg/m^3
elseif matnumber == 6 % CaMnO
T_CMO_1=
[300
375
450 525
rhoelecCMO = [10.5
10.5 11
alphaCMO =
90
-[80
T_CMO_2 = [400 600
[2.85 2.6
kCMO =
600 675 750
11.5 12
100 110 125
800 1000];
2.5 2.35];
12
825 900 975 1050];
12.5 13
135 140
140
13.5 14
14];
% 10^5 ohm*m
140 145
145];
% 10^6 V/K
%K
% W/mK
[alpha-n] = interpl(TCMO_2,alphaCMO,T)*10A-6;
V/K
V/K
alpha-np = alpha-p - alpha-n;
V/K
[rho-elec-p] = interpl(TCMO_1,rho elecCMO,T)*10A-5;
[rho-elec-n] = interpl(TCMO_1,rho elecCMO,T)*10^-5;
ohm*m
[alpha-p] = -interpl(TCMO_1,alphaCMO,T)*10^-6;
88
%K
ohm*m
[kp] = interpl(TCMO_2,kCMO,T);
% W/mK
[kn] = interpl(TCMO_2,kCMO,T);
% W/mK
Zp = alpha-p^2/(rho-elec-p*kp);
% 1/m
Zn = alpha-n^2/(rho-elec-n*kn);
rho = 7700;
% 1/m
% kg/m^3
else
fprintf('Request for data not in TEprop');
end
end
89
Properties: properties of fluids for hot and cold flows
function [cp, rho, k, mu, nu, Pr] = Properties(T,awoj)
if awoj == 1 % air
340 350 360
310 320 330
290 300
280
270
260
1000]; % K
700 800 900
600
500
390 400
380
370
Tair = [250
cpair = [1009 1009 1009 1008 1007 1005 1005 1006 1006 1007 1007 1007
1008 1009 1009 1017 1038 1065 1089 1111 1130]; % J/kgK
1008
0.98
1.04 1.01
1.11 1.07
1.18 1.14
1.27 1.22
1.36 1.31
rhoair = [1.41
0.35]; % kg/m^3
0.59 0.51 0.44 0.39
0.91 0.88 0.71
0.93
0.95
kair =
[23.5
31.3
24.2
24.9
31.9
25.5
32.5
33.1
26.1
38.9
26.7
27.4
50.3
44.7
28.1
55.9
28.7
61.6
29.4
30.6
30.0
67.2]; % 10A-3 W/mK
muair = [16.14 16.63 17.12 17.60 18.02 18.43 18.87 19.29 19.71 20.13 20.54 20.94
21.34 21.75 22.12 22.52 26.33 29.74 33.03 35.89 38.65 41.52]; % 10^A6 Pa*s
nuair = [11.42 12.23 13.06 13.91 14.77 15.66 16.54 17.44 18.37 19.32 20.30 21.30
22.32 23.36 24.42 25.50 37.30 50.50 65.15 81.20 98.60 117.3]; % 10^A6 mA2/s
Prair = [0.69
0.69
0.69 0.69 0.69 0.69 0.69
0.69 0.69 0.69
0.69 0.69
[cp] = interpl(Tair,cpair,T);
[rho] = interpl(Tair,rhoair,T);
[k] = interpl(Tair,kair,T)*10A3;
[mu]
[nu]
[Pr]
=
interpl(Tair,muairT)*10^-6;
interpl(Tair,nuair,T)* 10A-6;
=
interpl(Tair,Prair,T);
=
0.69 0.69
0.70 0.70
0.69 0.69 0.69
0.70];
0.70
0.69
% J/kgK
% kg/mA 3
% W/mK
% Pa*s
% mA2/s
elseif awoj == 2 % water
Twater = [275
280 285 290 295 300 310 320 330 340
380 390 400 420 440 460 480 500]; % K
350 360
370 373.15
cpwater = [4217 4203 4192 4186 4181 4178 4174 4174 4178 4184 4190 4200 4209 4212
4220 4234 4250 4290 4340 4400 4490 4600]; % J/kgK
rhowater=[1000 1000 1000 999 998 996 993 989 985 980 973 967
953 945 937 919 899 879 857 837]; % kg/m^3
90
960 958
kwater = [556
568 580 591 602 611 628 641 652 661 669 676
683 684 685 684 679 670 657 638]; % 10^-3 W/mK
680
681
muwater =[17.0 14.5 12.5 11.0 9.68 8.67 6.95 5.84 4.92 4.31 3.79 3.29
2.67 2.44 2.25 1.93 1.71 1.49 1.37 1.26]; % 10^4 Pa*s
2.95 2.85
nuwater = [1.70 1.45 1.25 1.10 0.97 0.87 0.70 0.59 0.50 0.44 0.39 0.34
0.28 0.26 0.24 0.21 0.19 0.17 0.16 0.15]; % 10^6 m^2/s
0.31 0.30
Prwater = [12.9
4.6 3.8
3.2
10.7 9.0 7.8 6.7 5.9
0.91];
1.65 1.51 1.40 1.21 1.09 0.98 0.94
2.7
2.4
360
370
2.0
1.81 1.76
% J/kgK
[cp] = interpl(Twater,cpwater,T);
[rho] = interpl(Twater,rhowater,T);
[k] = interpl(Twater,kwater,T)*10A3;
% kg/m^3
% W/mK
[mu] = interpl(Twater,muwater,T)*10 - 4 ; % Pa*s
% m^2/s
[nu] = interpl(Twater,nuwater,T)*10A-6;
=
interpl(Twater,Prwater,T);
[Pr]
elseif awoj == 3 % oil
Toil = [280
400
290
410
310
300
420
320
330
340
350
380
390
430]; % K
1850 1900 1950 1990 2030
cpoil = [1810
2330 2380 2420 2420]; % J/kgK
2070 2120 2160 2200 2250 2290
rhooil = [895
883
815
854
848
842
837
832
koil =
144.5 143.5 142.5 141.5 140.5 139
132 132]; % 10A-3 W/mK
138
137
136
135
350
255
189
147
112
41
30.1
22.5
17.6
13.5
530
400
300
245
191
889
826 820
146
[147
134 133
865
877 871
815]; % kg/mA3
muoil = [21900 10900 5030 2500 1370 796
88.4 71.3 57.9 57.9]; % 10^4
1230
nuoil = [2450
8.7
10.7
570
7.1
Proil = [27000 13900 6600
128 106
154
[cp] = interpl(Toil,cpoil,T);
[rho] = interpl(Toil,rhooil,T);
[k] = interpl(Toil,koil,T)*10A3;
859
515
60
92
285 157
7.1]; % 10A6 mA2/s
3400 1910
106];
1140
760
% J/kgK
% kg/mA3
% W/mK
91
[mu]
=
interpl(Toil,muoil,T)*10A-4;
% Pa*s
[nu] = interpl(Toil,nuoil,T)* 10A-6;
[Pr]
=
% m^12/s
interpl(Toil,Proil,T);
elseif awoj == 4 % jet fuel
Tjetl = [260
300
cpjet = [1920 2020
340
380
420
460
500
540]; % K
2160 2350 2500 2650 2800 2910]; % J/kgK
Tjet2 = [263
268 273 278 283 288 293 298
328 333 338 343 348 353 358 363
303
368
308 313
373]; % K
318
323
rhojet = [814.7 811.0 807.3 803.6 799.8 796.1 792.4 788.6 784.9 781.1 777.4 773.6 769.9
766.1 762.3 758.5 754.7 750.9 747.1 743.3 739.5 735.6 731.6]; % kg/mA3
mujet = [2.411 2.104 1.913 1.724 1.562 1.424 1.304 1.200 1.108 1.026 0.954 0.890 0.832
0.780 0.733 0.690 0.651 0.615 0.582 0.552 0.524 0.498 0.474]; % 10^3 Pa*s
nujet = [2.959 2.638 2.370 2.145 1.954 1.789 1.646 1.521 1.411 1.314 1.228 1.150 1.081
1.018 0.961 0.909 0.862 0.819 0.779 0.742 0.709 0.667 0.648]; % 10^16 m^2/s
Tjet3 = [300
320
kjet = [110
107.5 104.5 102
340
360
380 400
99.5
420 440
91.5 93.5
92
[cp] = interpl(Tjetl,cpjet,T);
% J/kgK
[rho] = interpl(Tjet2,rhojetT);
% kg/mA 3
% W/mK
% Pa*s
[k] = interpl(Tjet3,kjet,T)*10A3;
[mu] = interpl(Tjet2,mujet,T)*10A-3;
[nu] = interpl(Tjet2,nujet,T)*10A-6;
[Pr] = cp*mu/k;
% mA2/s
else
fprintf('Error: awoj input not recognized');
end
end
92
460 480 500]; % K
89
87
85]; % 10^-3 W/mK
interpl: interpolates data points
function [coordinprop2] = interpl(prop 1,prop2,coordinprop 1)
coordinprop2 = 0;
if coordinpropi < prop1(1)
fprintf('Error: Value not within property range; input too low');
elseif coordinprop1 > prop 1 (length (prop 1))
fprintf('Error: Value not within property range; input too high');
elseif length(prop1) ~= length(prop2)
fprintf('Error: Property vectors are not of equal length');
elseif propl(1) <= coordinpropi && coordinpropi < propl(2)
coordinprop2 = prop2(1)+(coordinprop1-prop1 (1))*(prop2(2)-prop2(1))/(prop 1 (2)-prop1(1));
else
for i = 2:1:length(prop 1);
if coordinpropi > propl(i)
coordinprop2 = prop2(i-1)+(coordinprop1-prop 1 (i- 1))*(prop2(i)-prop2 (i-1))/(prop1(i)prop1(i-1));
end
end
end
93
1 B.D.
Wood, in Applications of Thermodynamics, 2nd ed., 7 (Addison-Wesley Publishing Compnany,
iBiip)neO,19)8r1licationsof Thermodynamics, 2nd ed., 7 (Addison-Wesley Publishing Compnany,
Philippines, 1982).
3 B.D. Wood, in Applications of Thermodynamics, 2nd ed., 7 (Addison-Wesley Publishing Compnany,
Philippines, 1982).
4
B.D. Wood, in Applications of Thermodynamics, 2nd ed., 7 (Addison-Wesley Publishing Compnany,
Philippines, 1982).
s B.D. Wood, in Applications of Thermodynamics, 2nd ed., 7 (Addison-Wesley Publishing Compnany,
Philippines, 1982).
6 B.D.
Wood, in Applications of Thermodynamics,2nd ed., 7 (Addison-Wesley Publishing Compnany,
Philippines, 1982).
7 B.D.
Wood, in Applications of Thermodynamics, 2nd ed., 7 (Addison-Wesley Publishing Compnany,
Philippines, 1982).
8 B.D. Wood, in Applications of Thermodynamics, 2nd ed., 7 (Addison-Wesley Publishing Compnany,
Philippines, 1982).
9 P.
Tomas, B. Cook, D. Stokes, G. Krueger, and R. Venkatasubramanian, Proc. of SPIE, edited by N.K.
Dhar, 8377, 83770H (2012).
10 I. Atassi, E. Bauer, J. Nicolics, B. Dangl, L. Spendlhofer, D. Knospe, and F. Faistauer, 35th Int. Spring
Seminar on Electronics Technology, (IEEE, 2012), p. 70.
M. M. Ibrahim, N. Afify, M.M. Hafiz, and M.A. Mahmoud, J. Phys. Chem. Solids 51, 3, 253-258
(1990).
12 Z.H. Dughaish, Physica B 322, 205-223 (2002).
13 Z.H. Dughaish, Physica B 322, 205-223 (2002).
11
14
C.B. Vining, in CRC Handbook of Thermoelectrics, edited by D.M. Rowe, 28 (CRC, Boca Raton, FL,
1995).
15
C.B. Vining, in CRC Handbook of Thermoelectrics, edited by D.M. Rowe, 28 (CRC, Boca Raton, FL,
1995).
16
S.N. Zhang,
J. He, X.H.
Ji, Z. Su, S.H. Yang, T.J. Zhu, X.B. Zhao, and T.R. Tritt, Electronic Materials. 38,
7 (2009).
1. Atassi, E. Bauer, J. Nicolics, B. Dangl, L. Spendlhofer, D. Knospe, and F. Faistauer, 35th Int. Spring
Seminar on Electronics Technlogy, (IEEE, 2012), p. 70.
18 S.N. Zhang, J. He, X.H. Ji, Z. Su, S.H. Yang, T.J. Zhu, X.B. Zhao, and T.R. Tritt, Electronic Materials. 38,
17
7 (2009).
S.H. Yang, T.J. Zhu, T. Sun, J. He, S.N. Zhang, and X.B. Zhao, Nanotechnology 19, 245707 (IOP,
2008).
19
20
C.B. Vining, in CRC Handbook of Thermoelectrics, edited by D.M. Rowe, 23 (CRC, Boca Raton, FL,
1995).
21 J.Y. Jung, K.H. Park, and I.H. Kim, Mater. Sci. Eng. 18, 142006 (IOP, 2011).
T. Sakamoto, T. lida, A. Matsumoto, Y. Honda, T. Nemoto, J. Sato, T. Nakajima, H. Taguchi, and Y.
Takanashi, J. Electron. Mater. 39, 9 (2010).
23 R.B. Song, T. Aizawa, and J.Q. Sun, Mater. Sci. Eng. B 136, 111-117 (Elsevier, 2007).
22
J. Tani, M. Takahashi, and H. Kido, Mater. Sci. Eng. 18, 142013 (IOP, 2011).
25 Q.R. Hou, Z.M. Wang, and Y.J. He, Appl. Phys. A 80, 1807-1811 (2005).
4
2
C.B. Vining, in CRC Handbook of Thermoelectrics, edited by D.M. Rowe, 23 (CRC, Boca Raton, FL,
1995).
27 C.B. Vining, in CRC Handbook of Thermoelectrics, edited by D.M. Rowe, 23 (CRC, Boca Raton, FL,
26
1995).
28
H. Bottner, Mater. Res. Soc. Symp. Proc. 1166 (2009).
94
29
M. Ohtaki,
J. Ceramic Society of Japan. 119, 11, 770-775 (2011).
S. Ghamaty and N.B. Elsner, Mat. Res. Soc. Symp. Proc. 793 (2004).
3 F.P Incropera, D.P. Dewitt, T.L. Bergman, and A.S Lavine, in Fundamentalsof Heat and Mass
Transfer, 6th, ed., 1 (John Wiley & Sons, Inc., United States of America, 2007).
3 F.P Incropera, D.P. Dewitt, T.L. Bergman, and A.S Lavine, in Fundamentalsof Heatand Mass
Transfer, 6th, ed., 3, 6 (John Wiley & Sons, Inc., United States of America, 2007).
33 F.P Incropera, D.P. Dewitt, T.L. Bergman, and A.S Lavine, in Fundamentalsof Heat and Mass
Transfer, 6th, ed., 3, 6 (John Wiley & Sons, Inc., United States of America, 2007).
34 F.P Incropera, D.P. Dewitt, T.L. Bergman, and A.S Lavine, in Fundamentalsof Heat and Mass
Transfer, 6th, ed., 7, 1 (John Wiley & Sons, Inc., United States of America, 2007).
35 F.P Incropera, D.P. Dewitt, T.L. Bergman, and A.S Lavine, in Fundamentalsof Heat and Mass
Transfer, 6th, ed., 8, 1 (John Wiley & Sons, Inc., United States of America, 2007).
36A.F. Mills, in Heat Transfer, 2nd ed., 4, 3 (Prentice Hall, Inc., New Jersey, 1999).
37 F.M. White, in Fluid Mechanics, 5th ed., 6,9 (McGraw-Hill, New York, 2003).
38 I.E. Idelchik, in Handbook of Hydraulic Resistance, translated by G.R. Malyavskaya, (Hemisphere
30
Publishing Company, USA, 1986).
39
I.E. Idelchik, in Handbook of Hydraulic Resistance, translated by G.R. Malyavskaya, (Hemisphere
Publishing Company, USA, 1986).
40
41
42
F.M. White, in FluidMechanics, 5th ed., 6,9 (McGraw-Hill, New York, 2003).
J.W. Kiilian, Intersociety Energy Conversion Engineering Conference, 272-276 (1968).
N.S. Prasad, S.B. Trivedi, W. Palosz, R. Rosemeier, C. Rosemier, S. Kutcher, D. Mayers, P.J. Taylor,
J.
Maddux, and J. Singh, Proc. of SPIE, 8377 (2012).
43
N.S. Prasad, S.B. Trivedi, W. Palosz, R. Rosemeier, C. Rosemier, S. Kutcher, D. Mayers, P.J. Taylor,
J.
Maddux, and J. Singh, Proc. of SPIE, 8377 (2012).
44
D. Tatarinov, D. Wallig, and G. Bastian,
J. Electron.
Mat. 41, 6, (2012).
X. Shi, J. Yang, J.R. Salvador, M. Chi, J.Y. Cho, H. Wang, S. Bai, J. Yang, W. Zhang, and L. Chen, J. Am.
Chem. Soc. 133, 7837-7846, (2011).
45
1. Atassi, E. Bauer, J. Nicolics, B. Dangl, L. Spendlhofer, D. Knospe, and F. Faistauer, 35th nt Spring
Seminar on Electronics Technology, (IEEE, 2012), p. 70.
47 D. Tatarinov, D. Wallig, and G. Bastian, J. Electron. Mat. 41, 6, (2012).
48 1. Atassi, E. Bauer, J. Nicolics, B. Dangl, L. Spendlhofer, D. Knospe, and F. Faistauer, 35th Int. Spring
Seminar on Electronics Technology, (IEEE, 2012), p. 70.
49A. Singh, S. Bhattacharya, C. Thinaharan, D.K. Aswal, S.K. Gupta, J.V. Yakhmi, and K. Bhanumurthy,
46
J. Phys. D: Appl. Phys. 42, 015502 (2009).
50 W. Shin, N. Murayama, K. Ikeda, and S. Sago, Jpn. J. Appl. Phys. 39, 1254-1255 (2000).
s1 A. Singh, S. Bhattacharya, C. Thinaharan, D.K. Aswal, S.K. Gupta, J.V. Yakhmi, and K. Bhanumurthy,
J. Phys. D: Appl. Phys. 42, 015502 (2009).
s2 A. Singh, S. Bhattacharya, C. Thinaharan, D.K. Aswal, S.K. Gupta, J.V. Yakhmi, and K. Bhanumurthy,
J. Phys. D: Appl. Phys. 42, 015502 (2009).
5
3A. Singh, S. Bhattacharya, C. Thinaharan, D.K. Aswal, S.K. Gupta, J.V. Yakhmi, and K. Bhanumurthy,
J. Phys. D: Appl. Phys. 42, 015502 (2009).
5
4
J. Gao, K. Sun, L. Ni, M. Chen, Z. Kang, L. Zhang, Y. Xing, and J. Zhang, J. Electron. Mat. 41, 6 (2012).
ss A. Singh, S. Bhattacharya, C. Thinaharan, D.K. Aswal, S.K. Gupta, J.V. Yakhmi, and K. Bhanumurthy,
J. Phys. D: Appl. Phys. 42, 015502 (2009).
J. Gao, K. Sun, L. Ni, M. Chen,
Z. Kang, L. Zhang, Y. Xing, and
57 J. Gao, K. Sun, L. Ni, M. Chen, Z. Kang, L. Zhang, Y. Xing, and
58 J. Gao, K. Sun, L. Ni, M. Chen, Z. Kang, L. Zhang, Y. Xing, and
56
95
J. Zhang, J. Electron.
Mat. 41, 6 (2012).
J. Zhang, J. Electron. Mat. 41, 6 (2012).
J. Zhang, J. Electron. Mat. 41, 6 (2012).
59 E. Hatzikraniotis, K.T. Zorbas, 1. Samaras, Th. Kyratsi, and K.M. Paraskevopoulos, J. Electron Mat.
39, 9 (2010).
60
K.F. Hsu, S. Loo, F. Guo, W. Chen,
J.S. Dyck, C. Uher, T. Hogan, E.K. Polychroniadis, and M.G.
Kanatzidis, Science. 303, 5659, 818-821 (2004).
61
Z.X. Yu, J.F. Li, B.P. Zhang, and Z.H. Ge, J. Electron. Mater. 41, 6 (2012).
62
H.S. Dow, M.W. Oh, S.D. Park, B.S. Kim, B.K. Min et al. J. Appl. Phys. 105, 113703 (2009).
63
S. Perlt, Th. Hoche,
J. Dadda,
E. Muller, P. Bauer Pereira, R. Herman, M. Sarahan, E. Pippel, R.
Brydson, J. Solid State Chem. 193, 58-63 (2012).
Y. Sun, M. Christensen, S. Johnsen, N.V. Nong, Y. Ma, M. Sillassen, E. Zhang, A.E.C. Palmqvist,
Bottiger, B.B. Iversen, Adv. Mater. 24, 1693-1696 (2012).
65 CRC Handbook of Thermoelectrics, edited by D.M. Rowe, 5, 8 (CRC, Boca Raton, FL, 2012).
66 Y. Sun, M. Christensen, S. Johnsen, N.V. Nong, Y. Ma, M. Sillassen, E. Zhang, A.E.C. Palmqvist,
Bottiger, B.B. Iversen, Adv. Mater. 24, 1693-1696 (2012).
64
67
J.
J.
T. Caillat, J.P. Fleurial, And A. Borshchevsky, J. Phys. Chem Solids. 58, 7, 1119-1125 (1997).
J.S. Tse and D.D. Klug, in CRC Handbook of Thermoelectrics, edited by D.M. Rowe, 8, 13 (CRC, Boca
Raton, FL, 2006).
69 J.S. Tse and D.D. Klug, in CRC Handbook of Thermoelectrics, edited by D.M. Rowe, 8, 13 (CRC, Boca
68
Raton, FL, 2006).
70
71
J.P. Fleurial, T. Caillat, and A. Borshchevsky, AIP Conf. Proc. 316, 40 (1994).
G. Chen, M.S. Dresselhaus, G. Dresselhaus, J.P. Fleurial, and T. Caillat, International Materials
Reviews. 48, 1, 45 (2003).
72
G. Chen, M.S. Dresselhaus, G. Dresselhaus, J.P. Fleurial, and T. Caillat, International Materials
Reviews. 48, 1, 45 (2003).
73 K.H. Park, S.W. You, S.C. Ur, I.H. Kim, S.M. Choi, and W.S. Seo, J. Electron. Mater. 41, 6 (2012).
75
76
M. Ohtaki, J. Ceramic Society of Japan. 119, 11, 770-775 (2011).
M. Ohtaki, J. Ceramic Society of Japan. 119, 11, 770-775 (2011).
G. Chen, M.S. Dresselhaus, G. Dresselhaus, J.P. Fleurial, and T. Caillat, International Materials
Reviews. 48, 1, 45 (2003).
CRC Handbook of Thermoelectrics, edited by D.M. Rowe, 9, 12 (CRC, Boca Raton, FL, 2012).
79 G. Chen, M.S. Dresselhaus, G. Dresselhaus, J.P. Fleurial, and T. Caillat, International Materials
77
Reviews. 48, 1, 45 (2003).
80 CRC Handbook of Thermoelectrics, edited by D.M. Rowe, 9, 12 (CRC, Boca Raton, FL, 2012).
81 E.S. Toberer, A.F. May, and G.J. Snyder, Chem. Mater. 22, 624-634 (2010).
82 C.B. Vining, in CRC Handbook of Thermoelectrics, edited by D.M. Rowe, 28 (Boca Raton, FL, 1995:
CRC Press).
83 C.B. Vining, in CRC Handbook of Thermoelectrics, edited by D.M. Rowe, 28 (CRC, Boca Raton, FL,
1995).
84 Z.H. Dughaish, Physica B 322, 205-223 (2002).
85 Z.H. Dughaish, Physica B 322, 205-223 (2002).
87
X. Chen, A. Weathers, A. Moore,
J. Zhou, and
L. Shi, Electron. Mater. 41, 6 (2012).
88 R.B. Song, T. Aizawa, and J.Q. Sun, Mater. Sci. Eng. B 136, 111-117 (Elsevier, 2007).
89 S.H. Yang, T.J. Zhu, C. Yu, J.J. Shen, Z.Z. Yin, and X.B. Zhao, Electron. Mater. 40, 5 (2011).
96