Document 11206138
advertisement

REACTIVITY OF NICKEL PORPHYRINS IN
CATALYTIC HYDRODEMETALLATION
by
ROBERT ADAMS WARE
B.S., Worcester Polytechnic Institute (1977)
M.S., Cornell University (1979)
Submitted to the Department of
Chemical Engineering
in Partial Fulfillment of the
Requirements for the
Degree of
DOCTOR OF SCIENCE
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
September 1983
i,.
-
r c
q
Massachusetts Institute of Tecnology 1983
Signature of Author
Department of Chemical Engineering
September 15, 1983
Certified by
James Wei
Thesis Supervisor
Accepted by
Archives
Robert C. Reid
Chairman, Departmental Committee
on Graduate Students
MASSANHETTS
1 'TUE
MAR 0 8 1984
LIRAnIt3
MASSACHUSETTS
INSTITUTE OF TECHNOLOGY
DEPARTMENT OF
CHEMICAL ENGINEERING
Room number:
Cambridge, Massachusetts
02139
Telephone:
September 15, 1983
Professor Jack P. Ruina
Secretary of the Faculty
Massachusetts Institute of Technology
Cambridge, MA 02139
Dear Professor Ruina:
In accordance with the regulations of the Faculty, I herewith
submit a thesis, entitled, "Reactivity of Nickel Porphyrins in Catalytic
Hydrodemetallation," in partial fulfillment of the requirements for the
degree of Doctor of Science in Chemical Engineering at the Massachusetts
Institute of Technology.
Respectfully submitted,
Robert A. Ware
REACTIVITY OF NICKEL PORPHYRINS IN
CATALYTIC
HYDRODEMETALLATION
by
ROBERT ADAMS WARE
Submitted to the Department of Chemical Engineering
on September 15, 1983 in partial fulfillment of the
requirements for the Degree of Doctor of Science in
Chemical Engineering
ABSTRACT
The kinetics and reaction network of hydrodemetallation (HDM)
reactions and the pattern of metal deposition have been investigated
using a model residuum oil, consisting of nickel porphyrins (Nietioporphyrin (Ni-EP), Ni-tetraphenylporphyrin (Ni-TPP), and Nitetra(3-methylphenyl)porphyrin (Ni-T3MPP)) dissolved in a clean (N
and S free) mineral oil. Reactions were carried out over a commercial
CoO-MoO./Y-Al 2 03
catalyst at 285 - 345 *C and 4.24 - 10.44 MPa H2
(600 - 1500 psig). The porphyrins react via sequential pathways, first
involving hydrogenation of peripheral double bonds to "activate" the
porphyrin for the final hydrogenolysis steps which fragment the ring
hydrogenation,
and deposit the metal on the catalyst. The extent of initial
limiting step
rate
the
overall
and
pathway,
reaction
the complexity of the
route
One
structure.
porphyrin
on
the
dependent
are
removal
for metal
non-porphyrinic
a
is
through
Ni-TPP
and
Ni-T3MPP
with
to deposition
nickel intermediate.
The behavior of a commercial HDS catalyst in promoting HDM
reactions is consistent with the dual functionality concept of
hydrogenation activity associated with Co and Mo sites and hydrogenolysis
(metal deposition) activity associated with acid sites on the support
and Mo.
The presence of nitrogen (pyridine) and sulfur (CS 2 , sulfided catalyst)
did not change the reaction pathway of Ni-T3MPP during HDM but did alter
the hydrogenation/hydrogenolysis reaction selectivity. Pyridine
preferentially retarded the hydrogenation steps whereas sulfiding the
catalyst selectively enhanced the metal deposition steps.
The feasibility of controlling the Ni-T3MPP hydrogenation/
hydrogenolysis (metal deposition) reaction selectivity was demonstrated
by doping the CoMo/Al 20 3 catlyst. Changes as dramatic as a shift in the
overall rate limiting step were possible. Alkali (Cs, Na) neutralized
catalyst acidity and drastically reduced the metal deposition activity with
only a marginal reduction in the high hydrogenation activity. Sulfur and
halogens (I, Cl) added in a reducing environment resulted in high metal
deposition activity
attributed to an increase in Bronsted acidity on
the surface. Hydrogenation activity became successively lower (S>I>Cl)
and rate limiting with the halogens and was interpreted as arising from
a strong interaction between Mo vacancies and the halogen which
deactivated hydrogenation sites.
Nickel deposition profiles obtained under diffusion limited conditions
reflect the intrinsic reactivity of the nickel porphyrins. At the
reactor entrance all profiles were characterized by an internal maxima
in the metal deposition pattern, termed M-shape. These maxima shifted to
the edge of the catalyst pellets at the end of the reactor bed. The
enhanced metal deposition activity of the sulfided catalyst compared to
the oxide catalyst was manifested in steeper, more U-shape metal profiles.
Theoretical calculations based on sequential HDM reaction schemes
coupled with diffusion successfully interpreted the metal profiles.
2
Diffusivities for the nickel species were on the order of 10-6 cm /sec
with the hydrogenated intermediates having diffusion coefficients 2 to
3.5 times larger than the starting porphyrin.
The impact of the variations in Ni-T3MPP reaction selectivity obtained
by doping the catalyst was apparent in metal deposition profiles generated
under diffusion limited conditions.
Thesis Supervisor: Dr. James Wei
Department Head and Warren K. Lewis Professor
of Chemical Engineering
In Loving Memory of Rosemary J. Wojtowicz
Our life together was painfully short yet during this time we
lived life to its fullest, enjoying so much in each others company.
She brought a special joy and happiness into my life that I would have
otherwise not known. The beloved memories of what we did and shared
together will always have a special place in my heart.
I dedicate this work to Rosie. The example of her
accomplishments and the thought of her constant encouragement and
companionship have been a continuing source of inspiration for me.
As she now lives, so too shall my memories of her.
"Blessed are the pure in heart: for they shall see God."
Matthew 5:8
ACKNOWLEDGEMENTS
I would first like to express my gratitude to my thesis advisor,
Professor James Wei. His guidance, encouragement, and interest in this
project and in my professional development over the past years is
sincerely appreciated.
Thanks are also extended to Professors Michael P. Manning and
Charles N. Satterfield for their helpful suggestions during the course
of this work and for serving on my thesis committee.
The financial support of the Department of Chemical Engineering
and the National Science Foundation is gratefully acknowledged.
Much of this work would not have been possible were it not for
the technical assistance and cooperation of others. Special thanks are
extended to Drs. Dave Green and Chi Wen Hung of Chevron Research
Company
liaisons
for
their contributions
of time and talent in serving as the
in the collaborative aspects of this project with Chevron
Research Company.
Their assistance along with Mr. Jack Gilmore and
Mr. Mark Meiser of Chevron Research Company in providing
microprobe measurements
in this
the electron
thesis is especially appreciated.
Thanks are also extended to Dr. Rene LaPierre and Mr. Paul
Brigandi of Mobil Research and Development Corporation for providing
the ammonia
in the latter
desorption characterization
of the modified catalysts
stages of this work.
The assistance of Mr. William Dark of Waters Associates in providing
technical advice on HPLC and his generosity in providing the
liquid chromatographic columns is appreciated.
The discussions on porphyrin chemistry with Dr. Peter Hambright
of Howard University and the numerous porphyrin samples he provided were
most beneficial.
The analytical assistance of several colleagues at MIT including
Jim Bentsen of the Chemistry Department for the IR results, Art Lafleur
of the Mass Spectrometry Facility for the HPLC UV-vis scans, and John
Martin of the Surface Analysis Central Facility for the XPS results,
are all acknowledged.
My education at MIT would have been incomplete were it not
for the friendships, lively discussions, and reckless times shared
with my fellow graduate students. To my many labmates, Ian A.
Webster,
Shan Hsi Yang, George A. Huff, Harvey G. Stenger, Thomas M. Bartos,
Robert Summerhayes, C. Morris Smith, Margaret Ingalls, Robert T. Hanlon,
and David K. Matsumoto,
a sincere thanks for the great memories. The
good times we shared over the past years will be hard to match.
I am pleased to have shared four years as a research colleague
and comrade with Ian Webster. His intellect,
intriguing personality,
and Scottish brogue left never a dull moment. I wish him all the best.
To Norman Margolus,
thanks for contributing to the great memories
at 13D.
The concern and moral support of many, but most especially The
Wojtowicz Family, Suzanne Strempek, Mary Koss, Peggy Murphy, and
Debbie Luper, at a time of great personal loss and grief in my life
is greatly appreciated. I look forward to maintaining these friendships.
Finally, no words of thanks can express my appreciation to my
parents, Mr. and Mrs. Charles L. Ware, Jr.,
and my sisters Wendy and
Kathy for their love, understanding, and constant encouragement
throughout my entire education and most especially during the past year.
For all in life you have provided me, I will forever be grateful.
-
- 7
TABLE OF CONTENTS
Page
INTRODUCTION
CHAPT ER I.
16
I.A.
Background and Motivation
16
I.B.
Characterization of Nickel and Vanadium Compounds
in Petroleum
21
I.C.
Hydrodemetallation of Petroleum Residua
29
I.D.
Model Compound Hydrodemetallation Studies
38
I.E.
Thesis Objectives
42
CHAPT ER II.
APPARATUS AND EXPERIMENTAL PROCEDURES
Materials
II.A.
II.A.l.
II.A.2.
II.A.3.
II.A.4.
Metalloporphyrins
Oil
Preparing Nickel Porphyrins in Mineral Oil
Catalyst
45
45
45
48
54
55
II.B.
Reactor Design
61
II.C.
Reactor Operating Procedure
71
II.D.
Analytical Procedures
77
II.D.l.
Liquid Samples
II.D.2.
Catalyst Samples
Initial Transient Behavior of the Catalyst
II.E.
CHAPT ER III.
III.A.
PORPHYRIN REACTIVITY IN CATALYTIC HYDRODEMETALLATION
Intrinsic Kinetics on the Oxide Catalyst
III.A.l.
III.A.2.
III.A.3.
Ni-Etio
Ni-T3MPP
Ni-TPP
77
89
93
98
98
98
108
133
III.B.
Discussion of Porphyrin Reactivity
133
III.C.
Demetallation Reactions Under Diffusion Limited
Conditions
137
III.C.l.
Metal Deposition Profiles
III.C.2.
Metal Profile Model Development and Discussion
137
141
-
- 8
Page
CHAPT ER IV.
HYDRODEMETALLATION OF NI-T3MPP IN THE PRESENCE OF
NITROGEN AND SULFUR COMPOUNDS
153
IV.A.
Demetallation in the Presence of Pyridine
153
IV.B.
Demetallation on the Sulfided Catalyst
158
IV.B.l.
IV.B.2.
Reaction Pathway and Intrinsic Kinetics
Metal Deposition Results and Discussion
Comments on the Influence of Nitrogen and
Sulfur Compounds
IV.C.
VARIATIONS IN NI-T3MPP REACTION SELECTIVITY ON
MODIFIED CoMo/Al2 0 3 CATALYSTS
CHAPT ER V.
158
170
178
180
V.A.
Introduction
180
V.B.
Characterization of Prepared Catalysts
183
V.C.
Kinetic Results on Modified Catalysts
193
V.C.l.
V.C.2.
Initial Transient Results
Steady State Kinetic Results
193
198
V.D.
Discussion of Active Sites on Modified Catalysts
214
V.E.
Reaction Engineering Implications
221
CHAP TER VI.
CONCLUSIONS
229
NOMENCLATURE
236
BIBLIOGRAPHY
238
APPENDIX A.
Assessment of Transport Limitations in the Reactors
248
APPENDIX B.
Solution of Kinetic Model for Ni-T3MPP Reaction
Pathway
255
APPENDIX C.
Computer Programs for Kinetic and Metal Profile
Calculations
258
APPENDIX D.
Experimental Data from Intrinsic Kinetic Runs
277
-
- 9
LIST OF FIGURES
Page
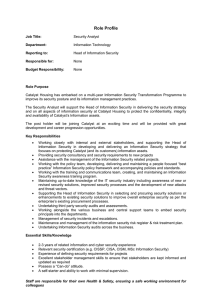
I-1
Nickel and vanadium contents of various crude oils.
(Barwise and Whitehead, 1980).
19
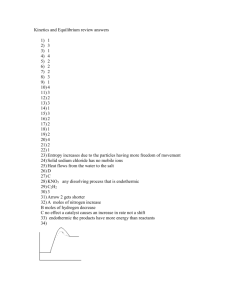
1-2
Porphyrin skeletal structure and metallo-porphyrins
representative of those in petroleum.
(Yen, 1975)
23
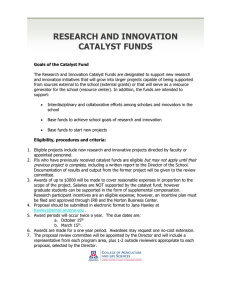
1-3
Representative metal environments comprising nonporphyrinic fraction of metals in petroleum.
(Yen,
26
1975a, 1974)
1-4
Hypothetical structure of petroleum asphaltene from
Speight and Moschopedis (1981) and asphaltene cluster
from Yen (1978).
28
I-5
Relationship between demetallation and desulfurization
of various resids and between mean pore diameter and
sulfur and vanadium removal.
(Ohtsuka, 1977)
31
1-6
Relationship between vanadium and nickel removal during desulfurization of petroleum oils.
(Ohtsuka,
33
1977)
1-7
Intraparticle vanadium and nickel concentration
profiles of aged residuum hydrotreating catalysts
from Sato et al., (1971) and Oxenreiter et al.,
(1972).
35
1-8
Intraparticle vanadium, nickel, and iron concentration
profiles of aged residuum hydrotreating catalysts
from inlet and outlet reactor positions.
(Tamm et al.,
1981)
36
II-1
Structure of model nickel compounds.
46
11-2
Pore size distribution for HDS-16A CoMo/Al203 catalyst.
57
11-3
Schematic diagram of flow reactor.
63
11-4
Schematic diagram of 0.52 cm I.D. reactor.
68
11-5
Calculated mole fraction of hydrogen dissolved in
n-hexadecane and Nujol at 25*C compared to estimate
of Agrawal (1980).
74
11-6
Ni-etioporphyrin HPLC chromatograms for reference
sample and effluent oil sample.
84
10
-
-
11-7
Ni-tetra(3-methylphenyl)porphyrin HILC chromatograms
for reference sample and effluent oil sample.
85
11-8
Transient behavior of catalyst during Ni-T3hTP demetallation at 60 ppm Ni feed, 345*C,
6.99 MPa H2
(1000 psig) and W/Q = 0.35 g cat hr/ml oil.
95
III-1
Reaction sequence for Ni-etioporphyrin.
100
111-2
Absorption spectrum of effluent oil sample during
demetallation of Ni-etioporphyrin at 317 0 C and 6.99
MPa H 2 (1000 psig); background is xylene.
101
111-3
Absorption spectra of Ni-etioporphyrin and Nietiochlorin; background is hexane.
102
111-4
Concentration versus contact time results for Nietioporphyrin at 27 ppm Ni feed, 343*C, and 6.99 MPa
H2 (1000 psig) on the oxide catalyst.
104
111-5
Arrhenius plots for the first order rate parameters
for Ni-etioporphyrin at 6.99 MPa H 2 (1000 psig) on the
oxide catalyst.
(Agrawal, 1980).
105
111-6
Hydrogen pressure dependence for the first order rate
parameters for Ni-etioporphyrin at 27 ppm Ni feed and
343*C on the oxide catalyst.
(Agrawal, 1980)
107
III--7
Absorption spectrum of effluent oil sample during demetallation of Ni'-tetra(3-methylphenyl)porphyrin at
345*C and 6.99 MPa H 2 (1000 psig); background is xylene.
109
111-8
Absorption spectra of Ni-tetra(3-methylphenyl)porphyrin,
Ni-T3NP chlorin, and Ni-T3MP isobacteriochlorin; background is hexane.
111
111-9
Concentration versus contact time results for Ni-T3MPP
at 26 ppm Ni feed, 345*C, and 6.99 MPa H2 (1000 psig)
on the oxide catalyst.
112
III-10
Concentration versus contact time results for Ni-T3NPP
at 63 ppm Ni feed, 345*C, and 6.99 Ma H2 (1000 psig)
on the oxide catalyst.
113
III-11
Concentration versus contact time results for Ni-T3MPP
at 66 ppm Ni feed, 285*C, and 6.99 MPa H2 (1000 psig)
on the oxide catalyst.
114
111-12
Absorption spectra of effluent oil sample at high Ni-T3MPP
conversion, "Ni-X" species isolated from this oil sample
during HPLC analysis, and Ni-corrin type species from
Rasetti (1979); background is hexane.
116
11
-
-
111-13
Mass spectrum of Ni-X.
111-14
Infrared spectra of Ni-T3MPP and Ni-X.
118
Samples ref-
119
erenced to tetrachloroethylene.
111-15
Proposed sequence for ring contraction and Ni-X forma-
121
tion.
111-16
Reaction sequence for Ni-tetra(3-methylphenyl)porphyrin.
124
111-17
Arrhenius plots for the first order rate parameters for
Ni-T3MPP at 63 ppm Ni feed and 6.99 MPa H2 (1000 psig)
128
on the oxide catalyst.
111-18
Arrhenius plots for the first order rate parameters
for Ni-T3MPP at 26 ppm Ni feed and 6.99 MPa H 2 (1000
psig) on the oxide catalyst.
129
111-19
Hydrogen pressure dependence for the first order rate
parameters for Ni-tetra(3-methylphenyl)porphyrin at
63 ppm Ni feed and 345*C on the oxide catalyst.
132
111-20
Nickel deposition profiles in 1/16" diameter catalyst
pellets at various reactor axial positions from Nietioporphyrin demetallation at 345*C and
6.99 MPa H2
(1000 psig) on the oxide catalyst.
139
111-21
Nickel deposition profiles in 1/16" diameter catalyst
pellets at various reactor axial positions from Nitetra(3-methylphenyl)porphyrin demetallation at 345*C
and 6.99 MPa H 2 (1000 psig) on the oxide catalyst.
140
IV-1
Concentration versus contact time results for Ni-T3MPP
at 71 ppm Ni feed, 345*C, and 6.99 MPa H2 (1000 psig) on
the oxide catalyst with 100 ppm N as pyridine in feed.
155
IV-2
Concentration versus contact time results for Ni-T3MPP
at 60 ppm Ni feed, 345*C, and 6.99 MPa H2 (1000 psig)
on the sulfided catalyst.
159
IV-3
Concentration versus contact time results for Ni-T3NPP
at 62 ppm Ni feed, 285*C, and 6.99 MPa H2 (1000 psig)
on the sulfided catalyst.
161
IV-4
Arrhenius plots for the first order rate parameters for
Ni-T3MPP at 60 ppm Ni feed and 6.99 MPa H 2 (1000 psig)
on the sulfided catalyst.
165
IV-5
Hydrogen pressure dependence for the first order rate
parameters for Ni-T3NPP at 60 ppm Ni feed and 345 0 C on
the sulfided catalyst.
169
-
- 12
Nickel deposition profiles in 1/16" diameter catalyst
pellets at various reactor axial positions from Ni-T3MPP
demetallation at 345 0 C and 6.99 ?Ta H 2 (1000 psig) on
the sulfided catalyst.
171
IV-7
Nickel deposition profiles in 1/16" diameter catalyst
pellets at various reactor axial positions from NiT3MPP demetallation at 345 0 C and 10.4 NPa H2 (1500
psig) on the sulfided catalyst.
173
V-1
XPS Spectra of Al 2p level in fresh oxide, pre-iodized,
and pre-chlorided catalysts.
188
V-2
XPS Spectra of Mo 3d
pre-iodized, and pree
and 3d
levels in fresh oxide,
lorided3 atalysts.
189
V-3
XPS Spectra of Co 2p 3 / and 2p 2 levels in fresh oxide,
pre-iodized, and pre-Lclorided catalysts.
191
V-4
Ammonia temperature desorption profiles for the fresh
oxide and pre-sulfided CoMo/Al203 catalysts.
194
V-5
Initial transient behavior during in-situ chloriding
of the catalyst during demetallation of Ni-T3MPP at
61 ppm Ni feed, 345*C, and 6.99 MPa H 2 (1000 psig) at
W/Q = 0.35 g cat hr/ml oil.
197
V-6
Concentration versus contact time results for Ni-T3MPP
at 63 ppm Ni feed, 345*C, and 6.99 MPa H2 (1000 psig)
on the cesium doped catalyst.
199
V-7
Concentration versus contact time results for Ni-T3NPP
at 56 ppm Ni feed, 345*C, and 6.99 NTa H2 (1000 psig)
on the sodium doped catalyst.
200
V-8
Concentration versus contact time results for Ni-T3MPP
at 63 ppm Ni feed, 345*C, and 6.99 MPa H2 (1000 psig)
on the oxide catalyst.
202
V-9
Concentration versus contact time results for Ni-T3MPP
at 60 ppm Ni feed, 345*C, and 6.99 MPa H2 (1000 psig)
on the sulfided catalyst.
203
V-10
Concentration versus contact time results for Ni-T3MPP
at 63 ppm Ni feed, 345 0 C, and 6.99 4Pa H 2 (1000 psig)
on the iodized catalyst.
205
V-lb
Concentration versus contact time results for Ni-T3MPP
at 61 ppm Ni feed, 345'C, and 6.99 MPa H 2 (1000 psig)
on the chlorided catalyst.
206
IV-6
-
- 13
V-12
Concentration versus contact time results for Ni-T3MPP
at 58 ppm Ni feed, 3451C, and 6.99 MPa H2 (1000 psig)
on the alumina support.
207
V-13
First order total metal removal plots for Ni-T3MPP at
345*C and 6.99 MPa H2 (1000 psig) on the modified catalysts.
211
V-14
Ni-T3MPP kinetic rate parameters at 60 ppm Ni feed,
345*C, and 6.99 MPa H2 (1000 psig) versus electron
affinity of dopant on the modified catalysts.
212
V-15
Calculated nickel deposition profiles in 1/16" diameter
catalyst pellets at the reactor entrance for Ni-T3MPP
at 345*C and 6.99 MPa H2 (1000 psig) on the modified
catalysts.
222
V-16
Reaction selectivity in Ni-T3MPP demetallation at 345*C
and 6.99 MPa H2 (1000 psig) versus electron affinity of
dopant on the modified catalysts.
227
A-1
Demonstration of the absence of intraparticle diffusional
limitations in the demetallation of Ni-T3MPP at 345C and
6.99 MPa H2 (1000 psig) on the oxide catalyst.
250
-
- 14
LIST OF TABLES
Page
I-1
Properties of Petroleum Residua.
17
II-1
Porphyrin Solubility in Nujol at 250C.
49
11-2
Nujol Specifications.
51
11-3
Porphyrin Solubility in Petroleum Oils at 25*C.
53
11-4
Chemical and Physical Properties of the HDS-16A
Catalyst.
56
11-5
Equipment Description for Figure 11-3.
64
11-6
Calibration Factors for Porphyrinic Species.
81
11-7
High Pressure Liquid Chromatography Parameters.
86
III-1
Ni-etioporphyrin Kinetic Parameters at 343*C and
6.99 MPa H2 (1000 psig) on the Oxide Catalyst.
106
111-2
Ni-tetra(3-methylphenyl)porphyrin Kinetic Parameters
at 345 0 C and 6.99 MPa H2 (1000 psig) on the Oxide
Catalyst.
126
111-3
Parameters for Ni-etioporphyrin Metal Profile Modelling at 345*C and 6.99 MPa H (1000 psig) on the
Oxide Catalyst (Figure III-26).
147
111-4
Parameters for Ni-tetra(3-methylphenyl)porphyrin
Modelling at 345*C and 6.99 MPa H (1000 psig) on
the Oxide Catalyst (Figure III-215.
148
IV-1
Ni-tetra(3-methylphenyl)porphyrin Kinetic Parameters
in the Presence of Pyridine on the Oxide Catalyst.
156
IV-2
Ni-tetra(3-methylphenyl)porphyrin Kinetic Parameters
on the Sulfided Catalyst.
164
IV-3
Variation in Ni-tetra(3-methylphenyl)porphyrin Kinetic
Parameters on Pre-treated Catalysts.
167
IV-4
Parameters for Ni-tetra(3-methylphenyl)porphyrin
Metal Profile Modelling at 345*C and 6.99 MPa H2
(1000 psig) on the sulfided catalyst (Figure IV-6).
175
IV-5
Parameters for Ni-tetra(3-methylphenyl)porphyrin Metal
Profile Modelling at 345*C and 10.4 MPa H (1500
psig) on the sulfided catalyst (Figure IV-7).
177
-
- 15
V-1
Modified Catalyst Properties.
185
V-2
Temperature Programmed Ammonia Desorption Titration
Results.
192
V-3
Kinetic Rate Parameters for Ni-tetra(3-methylphenyl)
porphyrin at 345*C and 6.99 MPa H 2 (1000 psig) on the
Modified Catalysts.
210
V-4
Characteristic Thiele Moduli and Metal Distribution
Parameters for Ni-tetra(3-methylphenyl)porphyrin
Demetallation on the Modified Catalysts.
224
-
- 16
CHAPTER I
INTRODUCTION
I.A.
Background and Motivation
The current supply of crude oil available for refiners is dictating an increase in the utilization of low quality, heavy crudes to meet
the demand for lighter, more valuable products such as motor gasoline,
diesel fuel, jet fuel, and petrochemical feedstocks.
These crudes are
characterized by high contents of heteroatoms such as sulfur, nitrogen,
oxygen, and trace amounts of metals which are concentrated in the
residuum or bottom of the barrel fractions.
The presence of these
species poses serious environmental hazards in the form of SOx and NOx
emissions if these components are present during combustion.
Similarly,
these heteroatoms act as poisons making for difficult and expensive
processing in catalytic conversion steps (catalytic cracking, reforming) downstream in the refinery or reduce the quality of the finished
petroleum product.
Concentrations of heteroatom species encountered in typical
petroleum residua are listed in Table I-1.
Of all the elements present
in crude oils (nearly one half of the elements in the Periodic Table
have been identified, Yen (1975)), the metals, chiefly vanadium and
nickel, existing only in trace levels, are the most troublesome.
Depending on the origin of the crude, vanadium is present in
w
w
TABLE I-1
Properties of Petroleum Residua
Kuwait
Residuum Type
Venezuela
Atmospheric Vacuum
Burzurgan
Khafji
Boscan
Atmospheric
Atmospheric
California
Vacuum
Fraction of Crude
Vol %
42
Gravity,
13.9
5.5
9.6
3.1
5.0
14.4
6.5
Sulfur, wt%
4.4
5.4
2.6
6.2
5.9
4.1
5.3
Nitrogen, wt%
0.26
0.39
0.61
0.45
0.79
-
API
21
74
52
78
-
Vacuum
23
-
-
43
2.3
0.98
14
32
94
76
133
37
53
120
Vanadium, ppm
50
102
218
233
1264
89
178
180
Asphaltenes, wt%
(heptane insoluble)
Source:
Speight (1981)
2.4
7.1
9
18.4
15.3
-
-
-
Nickel, ppm
-.4
-
- 18
concentrations ranging from 8 ppm by weight to 1200 ppm, while nickel
varies from 4 ppm to 100 ppm (Yen, 1975).
As illustrated in Figure
I-1, vanadium is generally more abundant than nickel.
Trace quantities of metals have likewise been identified in
alternative liquid fuel sources.
Tar sand bitumen contains 200 - 300
ppm V and 70 - 100 ppm Ni (Towson, 1983) whereas oil shale deposits
have metal concentrations ranging between 30 -
200 ppm V and 10 - 50
ppm Ni (Tuttle et al., 1983).
Hydrotreating processes are typically used in petroleum refining
to remove these heteroatom species.
Under conditions of elevated
temperature and pressure, the oil is contacted with hydrogen over a
catalyst, usually CoMo/Al 2 03 , to remove the heteroatom.
Quantitative
desulfurization of middle distillates can be achieved at temperatures
ranging from 650 - 750'F (350 - 400*C) and hydrogen pressures of
500 - 700 psi.
3 years.
Catalyst lifetimes are generally in the range of 2 to
Heavy oils and residua usually require more severe hydro-
desulfurization conditions to produce low sulfur products for further
processing.
Temperatures as high as 800*F (425*C) and pressures in
excess of 2000 psi are not uncommon (Speight, 1981).
In processing these oils with relatively high metals contents
numerous problems are encountered.
Conditions suitable for hydro-
desulfurization (HDS) and hydrodenitrogenation (HDN) promote conversion
of these metal species through hydrodemetallation (HDM) reactions.
Unlike sulfur and nitrogen which are removed as gaseous products
(H2 S, NH 3 ), elimination of Ni and V from the oil results in deposition
of these metals on the hydrotreating catalysts leading to catalyst
19
-
-
CANADA
9 USA
9 VENEZUELA
N USSR
o MIDDLE EAST
+ WESIERN AFRICA
0 OTHERS
VENEZUELA
A
1000-
>.
-0(TERTIARY)
--
S00.
200ANGOLA (TERTIARY)
COLUMBIA EQUADOR
100-
(ORIENTE)
IRAN, IRAK,KUWAIT
VOLGA.
CALIFORNIA
-
URAL
so. W. CANADA (MISS. TO
L.CRET)
TUNIS IA (TERT
PER MIAN BASIN
>
20
100
---
100
+7
--
-w
5^LIBYA
CRET
/-INDONESIA
SMPLES
+
2
W.AFRICA: GABON TO ANGOLA
(POST APTIAN)
2'510
W.AFRICA
L.CRETACEOUS
Figure I-1.
50
20
NICKEL (ppm)
10o
200
sbo
Nickel and vanadium contents of various crude
oils.
(Barwise and Whitehead, 1980)
poisoning.
-
- 20
Deactivation occurs by direct fouling of active sites and
by physical obstruction of the entrance to the fine pores making the
more active interior sections of the catalyst inaccessible to feedstock and hydrogen.
Tolerance levels for metals deposits on new
catalysts have been reported to be 50 to 65 wt% (Ohtsuka, 1977)
before unacceptably low activity is attained.
Typical catalyst life-
time is on the order of one year when treating metals containing
residua.
Hence consumption of precious Co(Ni)Mo/Al 2 03 hydrotreating
catalysts through irreversible poisoning by metals is a problem.
Speight (1981) estimates hydrotreating a 100 ppm (Ni + V) oil would
require 0.13 lb CoMo catalyst/barrel of oil.
The current price of
$3.85/lb CoMo catalyst can make catalyst replacement a major cost in
resid hydrotreating.
In some instances this cost is prohibitively
expensive dictating alternative processing of the bottom of the barrel
fraction to first reduce the metals content.
In addition to fouling HDS catalysts, Ni + V are detrimental to
the performance of fluid catalytic cracking (FCC) catalysts.
These
metals, especially nickel, decrease selectivity in FCC units producing
more coke and light gas at the expense of desirable liquid fuels and
must therefore be removed from the feedstock (Venuto and Habib, 1979).
Metals concentrations on FCC catalysts as low as 500 ppm Ni and V
(0.05 wt%) can decrease conversion by as much as 5% requiring catalyst
replacement.
In order to maintain an acceptable metals loading on
the catalyst inventory without excessive replacement, the FCC feed
should optimally contain less than 5 ppm Ni and V.
Other important reasons for demetallation of fuel oils are that
-
- 21
metal oxides, formed during combustion, corrode and erode turbine blades
and furnace linings.
Similarly, the emission of these metal oxides
to the atmosphere poses a health hazard to humans and plants (Yen,
1975).
In light of the continued decline anticipated in the availability
of conventional light crude oil and the need to upgrade the bottom of
the barrel, the expansion of hydrotreating capacity of refineries and
the development of new processes for treating heavy feedstocks will be
required.
A recent report issued by the National Petroleum Council
projected a 20% increase in hydrotreating and residual conversion
capacity over 1982 levels will be required in the United States by the
year 1990 (Oil and Gas Journal, 1980).
At this time, the combined U.S.
residual conversion capacity is anticipated to be 1.8 million barrels
per day.
Removal of 100 ppm metals from this total capacity will be
equivalent to removing 28 tons of metal per day.
I.B.
Characterization of Nickel and Vanadium Compounds in Petroleum.
Residua and heavy oils contain trace quantities of nickel and
vanadium chelated or complexed to ligands that are completely compatible
and soluble within the petroleum.
These organometallic compounds can
be classified into two groups, the metallo-porphyrins and the nonporphyrinic metals.
The ratio of metallo-porphyrins to non-porphyrin
metal compounds can vary from 0.1 to 1.0 depending on the source of the
petroleum (Speight, 1981, Filby, 1975),
The metallo-porphyrins have been extensively studied due to their
utilization as geological indicators for characterizing the age and
origin of the petroleum source.
-
- 22
The origin of porphyrins in petroleum
was first proposed by Treibs (1936) to be derived from chlorophylls in
organic plant remains.
Subsequent work summarized by Baker and Palmer
(1978) indicates that this is indeed the likely source of porphyrins
in petroleum oils.
The basis skeletal structure characteristic of the
porphyrins is a closed aromatic ring comprised of four pyrrole groups
bridged at the
a-carbon positions by methine carbon atoms.
This struc-
ture shown in Figure 1-2 and known as porphine (C2 0 H1 4 N4 ) does not
Compounds referred to as porphyrins have various sub-
occur naturally.
stituents replacing the hydrogens at the eight beta-pyrrolic carbon
positions and the four methine bridge carbon positions.
Due to the
high aromaticity of the porphine ring, these structures are very stable.
Metallo-porphyrins are formed by the chelation of a metal ion by
the porphyrin.
This involves incorporation of the metal into the center
of the tetra-pyrrole ring with the simultaneous displacement of the
two protons from the pyrrole nitrogen atoms.
The prevalence of nickel
and vanadium porphyrins in petroleum is a consequence of the stronger
chelating strength of these metals in the porphyrin nucleus compared to
iron, for example (Buchler, 1975).
Ni+2 (Yen, 1978).
Nickel is present in petroleum as
The molecular radius of nickel enables it to sit in
the plane of the four pyrrole rings comprising the porphyrin.
The
vanadyl group, with the oxygen protruding out perpendicular to the
porphyrin plane, has a slightly larger radius than can be accomodated
0
in the nucleus and lies approximately 0,3 - 0.6 A above the plane
(Yen, 1975a).
The origin of nickel and vanadium in the organo-metallic constituents
-
- 23
C 2H5
/ ~N
/
H3 C
CH3
N
N-
NH
N
HN
N
/
2 H5
NV.=O
N
H3 C
CH3
C2HS
PORPHINE
C2H5
CH3
/
H C
3
N
CH
N/
2HS
2EP5
CH 3
C2H
25H
ET IOPORPHYR IN
Figure 1-2.
/ \?\
N
/
H3
2H5
/
N
DPEP
RHODOPORPHYR IN
Porphyrin skeletal structure and metallo-porphyrins
(Yen, 1975)
representative of those in petroleum.
-
- 24
of crude oil has been attributed, primarily, to the biological material
from where the crude was derived (Filby, 1975).
Plant material and
marine organisms have nickel concentrations similar to the amount
detected in petroleum.
The higher concentration of vanadium in
petroleum than in living organisms has been attributed to a contribution from the source rock.
The extractable, or free, metal porphyrins isolated in petroleum
are mixtures of a homologous series generally covering the range of
C27
-
C39.
Several investigators have concluded that the majority of
metallo-porphyrins in crude oil can be classified into two groups, a
Deoxophylloerythroetioporphyrin (DPEP) series and an Etioporphyrin (Etio)
series (Baker and Palmer, 1978, Yen, 1975).
These structures are shown
in Figure 1-2 as the vanadyl-porphyrins and are differentiated by the
cycloalkano ring on the DPEP series.
The alkyl substiuents on the
macrocyclic ring are only representative and vary both on the pyrrole
positions and methine bridges producing the homologous series of these
materials detected in petroleum.
The ratio of these two series varies
all the way from predominately DPEP to cases where the Etio series
dominates.
The extent of these distributions and the relative ratios
are found to be a geological parameter for estimating the age of a
petroleum sample.
mature oil.
Wide distributions are characteristic of more
Similarly, high DPEP/Etio ratios are characteristic of
relatively new formations.
As the age of petroleum increases, the
petroporphyrins proceed from DPEP to Etio due to thermal conversion
releasing the isocyclic ring strain in DPEP (Baker and Palmer, 1978).
Both DPEP and Etio series complexed with Ni and VO are found.
-
- 25
A third and relatively minor constituent in the porphyrin fraction is the Rhodoporphyrin type series also shown in Figure 1-2 (Yen,
1975).
These porphyrins are usually found in formations of old age
and may contain one or more benzo rings fused to the pyrrole rings.
Porphyrins have also been found in energy sources other than
crude oil.
These include oil shale (Ekstrom et al., 1983), oil sands
(Alturki et al., 1971) and coal-like gilsonite (Baker and Smith, 1974,
Neel, 1983).
Two references that deal extensively with the structure, physical
-
properties, and chemistry of porphyrins are "The Porphyrins," Vol. I
VII edited by David Dolphin (1978) and "Porphyrins and Metalloporphyrins"
edited by Kevin M. Smith (1975).
The remaining 50 - 90% of metals in petroleum oils not contained
in the free porphyrin fraction have been classified as non-porphyrinic
metals, comprised of material with poorly characterized structures and
properties.
Examining the nature of the nickel and vanadium in these
structures is crucial as the majority of metals in petroleum are
generally contained in this group.
Yen (1974, 1975) has postulated
that the metals may exist in highly aromatic bound porphyrins, complexed to tetradentates of mixed N,S,0 ligands, or present in the
asphaltene structures of crude oil occupying sites bound by heteroatoms
in large aromatic sheets.
Structures representing these metal environ-
ments are depicted in Figure 1-3.
in the porphyrin molecule.
Most are similar to the environment
There is also some evidence to suggest
that metals in porphyrinic type structures are present in the high
molecular weight fraction of crude oils.
Sugihara et al.
(1970) sep-
-
- 26
Ni
0
Figure 1-3.
4,
Representative metal environments comprising
non-porphyrinic fraction of metals in petroleum.
(Yen, 1975a, 1974)
-
- 27
arated a number of Ni and VO-etioporphyrins from Boscan asphaltenes
and concluded that metallo-porphyrins are associated with high molecular weight asphaltenes through interaction of their extensive pi systems.
The most important non-porphyrinic metal compounds are the
asphaltenes as these can often contain the majority of metals in
crude.
The molecular nature of the asphaltenic fraction has been the
subject of extensive investigation (Bunger and Li, 1981) but determining the actual structures of the constituents in this fraction has been
difficult.
This is in part due to asphaltenes being, by definition,
an insoluble fraction that is precipitated generally by 40 volumes of
n-pentane.
Spectroscopic studies of asphaltenes isolated from
petroleum have revealed that these structures are condensed polynuclear aromatic ring systems bearing alkyl side groups, naphthenes,
and heteroatoms scattered throughout (Speight and Moschopedis, 1981).
A hypothetical structure of a petroleum asphaltene is shown in Figure
1-4.
Metal is generally coordinated to the heteroatoms within the
structure.
These asphaltene sheets tend to associate through interaction
of their extensive pi systems forming micelles shown schematically in
Figure 1-4.
The attraction is primarily physical interaction and
hydrogen bonding.
X-ray diffraction analysis has revealed the size of
the sheets within the micelle to be on the order of 20 to 25 A in
diameter.
When stacked 3 or 4 together, micelles of 10 A or higher in
height are not uncommon.
Asphaltene clusters isolated from a Kuwait
residuum by Hall and Herron (1981) have been reported to be as large
0
as 200 A in size and to range over a broad size distribution.
In
*0
CH 3
/
-H
0
Sheet
-
X, y
/,
L 8-15A
tz
CH3
-/S
CH
w%0
H3
d m 3.55-37
= 4-8
0
dy 5.5- 6.0 A
LC 14-28 A
CH33
Cross Sectional View of on Aspholtene Model
CH3
Av\
CCH3
represents the zig-zog configuration of a saturated
carbon chain or loose net nophthenic rings
represents the edge of flat sheets condensed aromatic
rings
(C7 H92 N 2 S2 0)3
mol wt. 3449
Figure 1-4.
Hypothetical structure of petroleum asphaltene (left)
from Speight and Moschopedis (1981) and asphaltene
cluster (right) from Yen (1978).
-
- 29
comparison, the metallo-porphyrin diameter is approximately 12 A.
Molecular weight distributions for asphaltenes have likewise been reported to vary over a wide range.
Long (1981) determined molecular
weights to range from 500 to 70,000 MW based on distributions measured
for four crudes.
I. C.
Hydrodemetallation of Petroleum Residua.
The process for the hydrodesulfurization (HDS) and hydrodenitrogenation (HDN) of petroleum residua results in the simultaneous hydrodemetallation (HDM) of metal-bearing molecules.
Recent reviews by
Ohtsuka (1977) and Speight (1981) deal extensively with the nature of
industrial hydrotreating and the commercial processes currently
available.
The theses of Hung (1979) and Agrawal (1980) provide further
discussion on industrial HDM.
These reactions generally require ele-
vated temperatures and pressures due to the stability and refractory
character of the heavier heteroatom species in residua.
Conditions
as severe as 400*C (750*F) and 2000 psi hydrogen are not uncommon.
Most of the catalysts used for hydrotreating are formed by impregnating various transition metals on a high surface area solid support,
generally y-A1 2 03 .
Cobalt and molybdenum are the two most common
metals used for hydrodesulfurization catalysts.
Other metals may be
used such as a combination of nickel and molybdenum.
This catalyst
has a more active hydrogenation function than CoMo/Al203 which is
undesirable in HDS but is required, and hence more active, for HDN.
Numerous investigators have examined the relative reactivities
of sulfur, nitrogen, and metal-b-earing molecules in petroleum during
hydrotreating.
-
- 30
Comparison of these measured rates from one study to
the next is difficult, however, as catalyst activity is intimately
related to chemical characteristics such as feed composition and
catalytic metals, and physical characteristics such as pore size distribution of the catalyst.
The generally observed relationship
between demetallation and desulfurization for many resids shown in
Figure 1-5 is that HDS is faster.
This is especially the case for
catalysts with relatively small pore diameters (less than 120 A) as
shown in Figure 1-5.
The larger molecules generally associated with
metals are more readily hindered or obstructed from diffusing to the
active sites within the catalyst as the pores get smaller.
HEN
reactions have been reported to be slower than HDM reactions on a
large pore diameter (average > 150 A) CoMo/Al203 catalyst (Riley,
1978).
Kinetic studies to elucidate the reaction order of hydrodemetallation reactions have yielded conflicting results.
Riley (1978)
observed apparent first order removal kinetics for both nickel and
vanadium when hydrotreating a Safaniya atmospheric resid.
Higher
order demetallation kinetics were reported by van Dongen et al.
(1980) as 1.5 order for vanadium removal.
Similarly, Oleck and
Sherry (1977) reported a better description of HDM was obtained with
second order kinetics for both nickel and vanadium removal from
Lagomedio (Venezuelan) atmospheric resid.
on CoMo/Al203 catalysts.
All studies were conducted
These apparent HDM reaction orders ob-
served to be greater than one have been attributed to the presence
of more than one class of metal compound reacting with different
-
- 31
-
i
'
'
100
80
$0
on
OU
600
00
40-
201I
20
I
80
60
40
100
%
DESULFURIZATION. WT
.o00
--
_100
Feed. Ir. Hy.
410*C
100 kg/cm
1.0 h-
90-
2
- go
1000 H, I1. Oi
80;
80-
70--7
ui
60
60-
-
50-
80
12
900
140
160
50
I80
Mean Pore Diameter (A)
Figure 1-5.
Relationship between demetallation and desulfurization
of various resids (top) and between mean pore diameter
and sulfur and vanadium removal (bottom).
(Ohtsuka, 1977)
-
- 32
rates (Oleck and Sherry, 1977, Cecil et al., 1968).
Considering the
complexity of residuum material, this seems appropriate.
The
apparent second order kinetics can be interpreted as a combination
of two first order rates whereas the 1.5 order kinetics may reflect
reaction orders of individual vanadium-bearing species of less than
1.0.
This latter situation could arise if the reactant obeyed
Langmuir-Hinshelwood kinetics with strong adsorption on the surface.
Independent of the difficulties encountered in determining true
kinetic reaction orders of metal compounds in residua oils, all reported demetallation data indicates that vanadium removal is faster
than that of nickel.
This is depicted graphically in Figure 1-6.
The vanadium content of a Khafji crude and residuum is reduced
simultaneously with the increase in % desulfurization but the nickel
is not removed until higher conversions.
An interpretation for this
behavior was first proposed by Beuther and Schmid (1963) and later
by Larson and Beuther (1966) and Shah and Paraskos (1975).
They
reasoned that since vanadium was present exclusively as vanadyl
(VO+2),
the oxygen, oriented perpendicular to the plane of the re-
maining organic structure, provided an enhanced site for adsorption
and reaction on the catalyst due to the electron density associated
with oxygen.
+2
The chemistry of nickel (Ni ) does not provide it with
a similar axial ligand as all its valences are satisfied by planar
coordination.
Hydrodemetallation reactions are revealed to be diffusion
limited by examination of metal deposition profiles in catalyst
pellets obtained from commercial hydroprocessing reactors.
Intra-
-
- 33
V
Ni
0
0
crude oil
JiiS0C+
O a310,C+
80
<>
06
60
::
-
E
C 0
0
E
A0
40
1
30
0
U
20
40
%
Figure 1-6.
60
50
100
Desulfur izatIon
Relationship between vanadium and nickel removal
during desulfurization of petroleum oils.
(Ohtsuka, 1977)
-
- 34
pellet radial metal profiles measured by electron microprobe analysis
show vanadium to be concentrated in the outer regions whereas nickel
is more uniformly
1972).
distributed (Sato et al., 1971, Oxenreiter et al.,
Examples of metal profiles in catalysts obtained from indust-
rial reactors are shown in Figure 1-7.
Hence the higher intrinsic
activity observed for vanadium removal compared to nickel is manifested in sharper vanadium profiles in these pellets.
Analysis of the shape of the metal profiles by classical diffusion and reaction theory enables estimates of metal compound effective diffusivities to be obtained knowing the intrinsic kinetic rate
constants.
Sato et al.
(1971) calculated the effective diffusivity
of vanadium compounds would have to be less than 10% of that for
nickel compounds to explain their observed profiles.
Such a large
difference seems unlikely and may suggest much stronger adsorption of
the vanadium compounds due to the polarity of the vanadyl group,
relative to nickel, is the reason for the apparent difference in
effective diffusivities.
More recent and careful examination of intra-pellet metal deposition profiles reveals that the profiles depend on the axial location
of the catalyst within the packed bed reactor.
Data recently re-
ported by Tamm et al. (1981) and shown in Figure 1-8 show that the
nickel and vanadium profiles exhibit an internal maxima at the
reactor inlet which shifts to the pellets' edge at the bed outlet.
Hardin et al.
(1978) have likewise reported metal profiles with
internal maxima.
The position of these internal maxima was deep
enough within the pellets to rule out any explanation on the basis
of experimental artifact during the microprobe analysis.
The sharp
wNO
Ir
22
SW0
400
300
2D0
100
0
100
200
400
300
500
600
20
4.5
.
251-
C"
ul
>1 0
3.0 -S
--
Ni
C'-
Ni
6
1.5
5
4
II
-A
I
I-:
~I
2
U2
NO
500
400 300
=0
100
0
0
..-.....--.....
0
I
0
Fractional distance to particle edge
100 200300 400 500 ;0
DISTANCE FROM CENTER OF CATALYST
(MICRONS) AFTER 50 HOURS ON STREAM
Figure 1-7.
Intraparticle vanadium and nickel concentration profiles
of aged residuum hydrotreating catalysts from Sato et al.,
(1971) (left) and Oxenreiter et al., (1972) (right).
I
0.12
K
-
- 36
S.
S
0
*
0
S
0. 08 F
. Vanadium
0.
0.04F
40
2
0
I n
Nickel
D
2ea#r
I
I
n
+
S
eI
*
In
A
n
A
-
0.024r
0.016F-
.
-e
CL
. Vanadium
I*
I ron
0
a.
S
0
0
0
0.008
S
0
S
11a
Nickel
0
1.0
Reactor Outlet
N
*.
0.5
0.6
0.4
Ii
i
0.2
0
Fractional Radius
Figure 1-8.
Intraparticle vanadium, nickel, and iron concentration
profiles of aged residuum hydrotreating catalysts from
(Tamm et al., 1981)
inlet and outlet reactor positions.
-
- 37
iron profiles were thought to be due to deposits from rust and scale,
not organometallic compounds.
Their removal occurred by a sieving
process, thus delineating the edge of the pellet.
Tamm et al. (1981) have interpreted these internal maxima as
arising from a demetallation mechanism requiring H2 S.
the reactor the gas phase contains little
At the inlet of
H2S, therefore near the
edge of the catalyst the demetallation rate would be low.
As the
desulfurization reaction proceeds within the particle, the H 2S concentration builds up and the demetallation rate increases.
Near the
outlet of the reactor the H 2S concentration in the bulk is sufficiently
high so the demetallation rate is now maximized at the pellets' edge.
Analysis of the metal profiles at the end of the bed by the
standard Thiele modulus method revealed an effective diffusivity for
nickel species approximately twice that for vanadium species.
The nature of the metals as they accumulate on the catalyst is
still open to debate.
They appear to exist primarily as sulfides and
to a much lesser extent, as a form (i.e. vanadyl) slightly different
than that seen in the oil and metallo-porphyrins (Kwan and Sato, 1970,
Silbernagel, 1979).
Silbernagel (1979) has recently shown, by employ-
ing NMR and EPR techniques, a common pattern of vanadium deposition is
observed, independent of the feed and catalyst support.
At low
vanadium loadings a vanadyl species dominates whereas at high metals
loadings (greater than 10 wt%) the dominant form is a sulfide with
composition close to V2 S3.
Oxenreiter et al.
(1972) had earlier
speculated that all deposited metals were sulfides with the formula
V2S3 and NiS.
Equilibrium constants published for Ni and V sulfides
-
- 38
are consistent with the presence of these species at industrial hydrotreating conditions (McKinley, 1957, DeVries and Jellinek, 1974).
The chemical nature of these metal deposits is not only of importance in determining their deposition density but also because of
their inherent catalytic activity.
Vanadium sulfides can themselves
function as HDS and HDM catalysts and help to maintain some degree
of activity on highly loaded CoMo catalysts (Tamm et al., 1981,
Kameyama and Amano, 1982).
An alternative to the conventional fixed-
bed HDS process has been the suggestion of using slurry reactors that
utilize as catalysts the metals originally present in the crude oil
(Turnock, 1976, Gleim and Gatsis, 1965, Bearden and Aldrige, 1981).
I.D.
Model Compound Hydrodemetallation Studies.
Despite the importance of hydrodemetallation phenomena and its
intimate relationship to HDS and HDN, few attempts have been made to
explore the intrinsic reactivity of metal-bearing compounds and the
nature of the active catalytic sites responsible for these reactions
with model compounds.
This is in sharp contrast to the wealth of
information existing in the literature on hydrodesulfurization (Gates
et al., 1979, Mitchell, 1980, Broderick, 1980, Vrinat, 1983) and
hydrodenitrogenation (Katzer and Sivasubramanian, 1979, Bhinde, 1979,
Satterfield and Cocchetto, 1981, Yang, 1982, Satterfield and Yang,
1983) using model compounds.
Pioneering model compound work on hydrodemetallation was conducted by Hung (1979).
In this study fractional order kinetics for
total metal removal were reported for the demetallation of Ni and
-
- 39
VO-etioporphyrins and Ni-tetraphenylporphyrin on an oxide Colo/Al2
03
catalyst operated at industrial conditions (Hung and Wei, 1980).
The
fractional order was centered at 0.5 but varied slightly with temperature and hydrogen pressure.
Total metal removal rates were less than
the disappearance of feed porphyrin suggesting the presence of other
metal species during demetallation.
Limited runs with mixed nickel
and vanadyl-porphyrins indicated that vanadium suppressed the nickel
removal reactions.
In conjunction with this work, Agrawal (1980) interpreted the
apparent fractional kinetic order to be the result of a sequential
mechanism.
The hydrodemetallation of both nickel and vanadyletiopor-
phyrins on oxide CoMo/Al203 was shown to proceed through a hydrogenation step followed by a hydrogenolysis step.
Hydrogenation steps had
activation energies on the order of 20 kcal/mole and were first order
in hydrogen pressure.
The hydrogenolysis (metal deposition) steps
had higher activation energies, 25-30 kcal/mole, and second order
pressure dependence.
Hence it was demonstrated that metal deposition
occurred from a hydrogenated intermediate not originally in the oil.
The intermediate was isolated and identified as a di-hydrogenated
metallo-porphyrin commonly named a metallo-chlorin.
This reaction
sequence could explain the internal maxima in metal deposition profiles
at the entrance of the bed measured both by Agrawal (1980) hydrotreating a model heavy oil and by Tamm et al.
(1981) with a real feedstock.
Subsequent to these original metallo-porphyrin investigations,
other model compound work has appeared in the literature relating to
demetallation.
This has included non-hydrogenative demetallation by
-
- 40
acid oxidation (Reynolds and Dittenhafer, 1980, Gould, 1980), the examination of adsorption and diffusion phenomena of porphyrins on catalysts
and supports (Galiasso and Morales, 1983, Morales and Galiasso, 1982,
Wiser, 1981) and the impact of porphyrin deposited metals on HDS
(Mitchell and Valero, 1982).
Of these studies, Galiasso and Morales
(1983) were the only to investigate metallo-porphyrin demetallation
conversion
on CoMo/Al203 catalysts but not in any depth.
Complementing the work of Agrawal, Rankel (1981, 1983) has investigated the reaction pathway of nickel-etioporphyrin and nickel and
vanadyl-tetra phenylporphyrins in the presence of H2 and H 2S both under
thermal and catalytic (sulfided CoMo) conditions.
catalyst,
reacting with H2S and
In the absence of a
H2 produced cleaved porphyrin rings,
or polypyrrolics, which were identified on the basis of UV-visible
spectral data.
H 2S was reported to be more reactive for polypyrrolic
formation than H
.
Vanadylporphyrins were more reactive than their
nickel analogous.
Reactions catalyzed by CoMo in the presence of H2 and H 2S at
240*C produced hydrogenated metallo-porphyrins including metallochlorins (up to hexa-hydrogenated species) and polypyrrolics.
None of
the reported intermediates were ever isolated in the course of the
investigation.
Total metal analysis revealed that V and Ni were not
removed from the solution although the metallo-porphyrins were desAt elevated temperature, 340 - 400*C, and pressure, 5 MPa.
-
troyed.
7 MPa H2 , (725 - 1000 psig) demetallation proceeded rapidly.
Metal-
free porphyrin structures were not observed as intermediates in the
catalytic reactions in agreement with the results of Hung (1979).
-
- 41
These results led Rankel to postulate there were two routes to
metal removal;
a direct extraction by H2 S and a hydrogenative route
which was catalytic.
The latter was the dominant route with metallo-
porphyrins.
This work demonstrated, as Agrawal had reported, that the
metallo-porphyrins undergo structural changes involving loss of
aromatic character and cleavage of the ring during demetallation.
Attempts were made to identify these changes in petroporphyrins undergoing thermal treatment with H2S and H
.
Degradation products postu-
lated to be polypyrrolics were detected by Rankel.
Kameyama et al.
(1981, 1982) similarly confirmed the sequential
nature of HDM reactions proposed by Agrawal.
Vanadyl-tetraphenyl-
porphyrin reacting thermally using tetralin as a hydrogen donor or
catalytically (sulfided CoMo) in the presence of hydrogen was observed
to demetallate through hydrogenated intermediates detected by liquid
chromatography and mass spectroscopy.
VO-P
-+
VO-PH2
-
VO-PH6
The sequence was reported to be
-
where P represents the starting porphyrin.
genated metal species was seen.
PH6
+
deposit
Surprisingly, no tetrahydro-
Hydrogenation of VO-PH2 was considered
to be the rate controlling step in the thermal reaction with tetralin.
The presence of a sulfur compound, dibenzothiophene, was found to
retard the initial porphyrin hydrogenation step but accelerated the
overall de-vanadization rate.
In the studies by both Rankel and Kameyama, little emphasis was
placed on examining, quantitatively, the reaction sequence, the intermediates, and temperature and pressure dependencies of the reaction
steps.
-
- 42
Measurement of total metal and feed porphyrin disappearance
rates comprised the kinetic analysis.
Hence there is still a need
for more detailed examination on the mechanism of hydrodemetallation,
the relative reactivity of different porphyrin compounds, and the
nature of the catalytic sites responsible for the reactions.
All of
this information is of vital importance in the development of improved
technology and new processes to utilize heavy residuum oils.
I.E.
Thesis Objectives
The aim of the hydrodemetallation research effort at M.I.T. has
been to contribute to a more fundamental understanding of the phenomena
associated with the reaction of metal bearing compounds in residuum
oil.
This information can be considered part of the cornerstone on
which new and efficient catalysts and processes will be developed to
upgrade heavy residua.
In light of these general goals of the program, the objectives of
this thesis were the following:
1)
To develop a more thorough understanding of the HDM reactions
employing model compounds on a clean catalyst.
A comprehensive
intrinsic kinetic model for HDM requires the synthesis of
reaction networks, determination of the most likely reactive
sites on the metal compounds, identification of important
reaction intermediates, and analysis of reaction temperature and
pressure dependencies.
The
HDM reaction pathway proposed by
Agrawal (1980) for the etioporphyrin family will be examined
with respect to a second type of porphyrin family to investigate
-
- 43
the generality of sequential HDM reactions and to explore the
sensitivity of such to porphyrin structure.
2)
To examine the intrinsic reactivity of model compounds under
conditions more representative of industrial hydroprocessing.
Prior work has been limited to relatively low feed concentrations
(< 30 ppm metal) and reaction on clean, oxide CoMo catalysts
whereas higher metal feed concentrations mixed with heteroatoms
co-react on sulfided catalysts in commercial operation.
There
has previously been no detailed examination of the hydrodemetallation network of model compounds on sulfided
CoMo/Al2 03
catalysts.
It is important to verify that structure/reactivity
patterns elucidated in clean environments are applicable elsewhere.
3)
To identify the nature of the catalytic sites responsible for
promoting reactions within the demetallation sequence based on
the knowledge of the reaction pathway of model compounds.
The
feasibility of modifying specific functionalities of the catalyst
and hence controlling the relative reactivity of different steps,
i.e. the reaction selectivity, during
HDM will also be explored.
The impact of the selectivity variations can be examined in terms
of the pattern of metal deposition obtained in catalyst pellets
under diffusion limited reaction conditions.
These metal deposi-
tion profiles can be used to confirm the reaction sequence and
are the key to determining the effective utilization of the
catalyst for metals loading and, consequently, catalyst life.
Demonstration of the ability to selectively suppress or enhance
-
- 44
one reaction step with respect to another would provide the capability
to potentially control the location of metal deposition during demetallation reactions.
-
- 45
CHAPTER II
APPARATUS AND EXPERIMENTAL PROCEDURES
II.A.
Materials
II.A.l.
Metalloporphyrins
Investigation of the reactivity of metal bearing species representative of those in residuum oils involved the use of well characterized
metallo-porphyrins supplied by Midcentury Chemicals (Posen, IL).
These
model compounds were chosen to simplify the identification of reaction
intermediates and to avoid the complications associated with the simultaneous reaction of many unspecified compounds present in heavy oils.
The three porphyrins discussed in this study are shown in Figure II-1.
These compounds consist of a characteristic aromatic core comprised of
four pyrrole rings bridges by four methine carbons.
The nickel (d8 con-
figuration) is situated in the center of the structure in a square
planar configuration complexed to the four nitrogen atoms.
The filled
*
d orbitals of Ni are of the correct symmetry to overlap with the porphyrin r orbitals providing back bonding and greater stability to the
molecule (Buchler, 1978).
The four pyrrole rings lie in the same plane
as the nickel atom with the four bridging carbon atoms slightly puckered
out of this plane (Hoard, 1975).
The fully unsaturated porphyrin
macrocycle contains 11 conjugated double bonds and the high aromaticity
wV
W
MOD E L
N I CK E L
C0 MPOUND S
0
N
N
N
Ni-ETIOPORPHYRIN
i
Ni-TETRAPHENYLPORPHYRIN
N i-TETRA (3-IETHYLPHENYL)
(Ni-TPP)
(Ni-EP)
PORPHYRIN
(Ni-T3MPP)
Figure II-I.
Structure of model nickel compounds.
-
- 47
of these structures (resonance delocalization energy estimated to be in
excess of 400 kcal/mole, Longo et al., 1970) is reflected in their
stability.
The Ni-etioporphyrin (Ni-EP) is substituted at the
-pyrrolic
positions with methyl and ethyl groups and has open methine (meso)
positions.
The etio type of porphyrins have been identified in crude
oil and comprise up to 50% of the metal in the free porphyrin fraction
(Baker and Palmer, 1978).
The Ni-tetraphenylporphyrin (Ni-TPP) on the
other hand is substituted at the meso bridge positions and has open
-pyrrolic positions.
Although not identified in oil, this type of
metal environment may be representative of bound porphyrins of higher
aromaticity existing in the petroleum asphaltenes (Vaughan et al., 1970).
The limited solubility of Ni-EP and Ni-TPP reported by Hung (1979)
in the mineral oil (Nujol) chosen for his demetallation experiments
provided a maximum metal loading of 35 ppm by weight of nickel for
Ni-EP and 30 ppm for Ni-TPP which is far short of the several hundred
ppm common to real feed stocks.
A derivative of Ni-TPP, namely Ni-tetra
(3-methylphenyl) porphyrin (Ni-T3NPP), was found to exhibit much greater
solubility in the mineral oil of up to 120 ppm Ni and was used extensively in this study.
This porphyrin provided a more representative oil
metal loading as well as a substitution pattern on the porphyrin core
different from Ni-EP.
In the continuing search to increase the metal loading in the oil,
additional solubility tests were performed on other porphyrins.
octaethylporphyrin (ethyl groups substituted at eight
Ni-
-pyrrolic posi-
tions) was found to have a solubility of 56 ppm Ni in Nujol.
A sample
of a new tetraphenylporphyrin supplied by Professor Peter Hambright of-
-
- 48
Howard University (Washington, D.C.) was also tested.
This porphyrin
was substituted at the meso positions with 4-isopropylphenyl (4IPP)
CH
groups,
C-H3
and was found to have a solubility of 200 ppm
C 3
Ni in Nujol. This can be attributed to the greater aliphatic character
of the substituents.
Just as the solubility of the 3-methylphenyl
porphyrin is greater than the 4-methylphenyl porphyrin, so too would an
increase in solubility be expected if the isopropyl group was in the
3 position.
This porphyrin was not tested however.
The solubility of a third type of porphyrin, Ni-tetrabenzoporphyrin,
with open meso positions and fused benzo rings at the beta positions of
the four pyrrole rings was also examined.
This porphyrin would have
provided an interesting structure/reactivity comparison to complement
the Ni-Etio and Ni-TPP types but due to its high aromaticity it was
extremely insoluble in Nujol (< 1 ppm Ni) and could not be studied
extensively.
Table II-1 contains the solubilities of all the nickel porphyrins
tested.
Several vanadyl porphyrins are also listed for comparison
although they were not used in this study.
II.A.2.
Oil
The oil used to dissolve the porphyrins in to make the model
residuum oil is as critical as the nature of the porphyrins in determining the metal concentration.
Hung (1979) and Agrawal (1980) in their
model compound work used a commercial mineral oil, Nujol, supplied by
Plough, Inc.,
(Memphis, TN).
Nujol is a mixture of hydrocarbons con-
sisting primarily of naphthenes with some paraffins and isoparaffins.
-
- 49
TABLE II-1
Porphyrin Solubility in Nujol at 25*C
Porphyrin
ppm Ni (or V)
Ni-etioporphyrin
35
Ni-OEP
56
Ni-TPP
30
Ni-T (3MP)P
120
Ni-T(4IPP)P
200
Ni-tetrabenzoporphyrin
<1
VO-etioporphyrin
35
VO-TPP
15
VO-T3MPP
54
Ni-etioporphyrin solubility in doped Nujol, ppm Ni
Nuj ol
35
Nujol w/
0.5 wt% pyrrole
35
Nujol w/
1.0 wt% pyrrole
55
Nujol w/
2.0 wt% benzene
38
-
- 50
The average molecular formula of the oil is C30H 57.
Other pertinent
information on the physical properties of the oil is listed in Table
11-2.
This oil was chosen by Agrawal (1980) because it met the follow-
ing important criteria:
a) free of sulfur and nitrogen compounds,
b) relatively high viscosity, c) liquid at room temperature, d) high
boiling point so that at reaction conditions the vapor pressure of the
oil is negligible, and e) relatively inert to thermal cracking at
reaction conditions.
These factors outweighed the drawback that aromatic
porphyrins were only slightly soluble in the naphthenic oil.
In the course of this study the Nujol was doped with pyrrole and
benzene in low amounts (1-2 wt%) in an effort to raise the aromaticity
of the oil and improve the porphyrin solubility.
The results listed in
Table II-1 for Ni-Etio porphyrin indicate that only a slight improvement was attained.
Higher concentrations of the aromatic additives were
avoided because of the greater hydrogen demand by their presence during
hydrotreating.
This approach was not pursued further.
A second attempt involved using cuts of real petroleum of varying
aromatic character supplied by Dr. Chi Wen Hung of Chevron Research
Company (Richmond, CA).
These oils, as shown in Table 11-3, provided an
increase in the solubility of both Ni-Etio and Ni-T3MPP but the improvement in metal concentration was at the expense of higher sulfur and
nitrogen concentrations.
The Alaska North Slope Straight Run Diesel
(SRD) and the Hydrotreated Vacuum Gas Oil (HVGO) appeared the most
promising.
The HVGO was very waxy and therefore difficult to work with.
The high sulfur content (0.92 wt%) of the SRD prohibited its use in low
sulfur, oxide catalyst experiments.
Hydrotreating the SRD to lower the
sulfur content resulted in a significant reduction in the Ni-Etio
-
- 51
TABLE 11-2
Nujol Specifications
(Courtesy:
Plough Inc., Memphis, Tenn.)
Specific gravity @ 25 0 C
0.875 to 0.885
Viscosity
@ 37.8 0 C
72 cP.
Viscosity
@ 100 0 C
7.1 cP.
Flash point, Pensky-Martin open cup
216*C (Typical)
Pour point
-32*C (Typical)
Refractive Index @ 20 0 C
1.48 (Typical)
Net Optical Density
0.100 maximum
U.V. absorption at -
(Typical):
275 nm
0.075
295/299 nm
0.150
299 nm up
0.100
Distillation at atmospheric Pressure (Typical):
IBP
358 0 C
50%
4290C
90%
4700C
95%
484 0 C
FBP
497 0 C
-
- 52
TABLE 11-2 (continued)
Distillation at 10 mm Pressure (Typical):
IBP
:208 0 C
5%
: 2400C
10%
: 252 0 C
50%
: 274 0 C
90%
: 3050C
95%
: 317 0 C
FBP
: 3290C
Range of carbon atoms
Average Formula
Average Molecular weight
: C18
: C
36
H
30 57
417
Description, solubility, Acidity or alkalinity,
readily carbonizable substances, solid paraffin,
sulfur compounds, and cloud point
all passes U.S.P.
test.
-
- 53
TABLE 11-3
Porphyrin Solubility in Petroleum Oils at 25 0 C
Oil Properties
Oil
S, wt%
Nuj ol
Alaska North Slope
Diesel
0.92
Hydrotreated Vacuum
Gas Oil
0.037
<0.02
Hydrotreated North
Slope Diesel
0.26
N,ppm
MW
IBP,*F
<1
417
676
35
120
345
261
358
80
230
1045
<1100
Ni-Etio
Ni-T3MPP
90
279
257
34
*
Hydrotreated Heavy
Coker Gas Oil
Porphyrin Solubility, ppm
*Metals (Ni, V, Fe) less than 2 ppm.
18
175
-
- 54
solubility to below that of Nujol.
The conclusion from these solubility
tests was that Nujol was the best oil to use when considering porphyrin
solubility, oil stability, and low sulfur and nitrogen contents.
All results reported in this work were obtained using Nujol as
the carrier oil.
II.A.3.
Preparing Nickel Porphyrins in Mineral Oil
The nickel porphyrins are crystalline solids at room temperature
and it is necessary to heat the oil to dissolve the compounds.
It was
determined by Agrawal (1980) that high temperature exposure of the
porphyrins to oxygen in the atmosphere or dissolved in the oil resulted
in anomalous metal concentration measurements and irreproducible reaction
behavior.
It is therefore necessary to eliminate oxygen prior to dis-
solving the porphyrin in the oil.
The procedure described was con-
ceived and developed by Agrawal (1980).
The oil was first filtered
through 5 micron filter paper (LSWP 047-00, Millipore Corp., Bedford,
MA) into a 2000 ml flask containing a pre-weighed quantity of porphyrin
to give the desired concentration of metal in the final solution.
The
oil was observed to foam during this filtering procedure as the dissolved
air was degassed.
The oil/porphyrin mixture was then stirred for 1 hour
under vacuum and heated to a temperature of 100*C (3.5 setting on
Sybron/Thermolyne Type 1000 stir plate)
to remove any residual air.
The
vacuum was disconnected and helium (99.995% Matheson Gas Products,
Gloucester, MA) at low pressure ~ 5 psig, was flushed into the flask.
Under helium,
the oil/porphyrin mixture was heated to 250*C (6.5 setting
on hot plate) and stirred for 4 to 6 hours then cooled to room temperature overnight.
The porphyrin solution was finally filtered through 0.5
-
- 55
micron filter paper (FHUP 047-00, Millipore, Corp.) to remove any undissolved porphyrin solids and was ready for use.
This same procedure scaled down to 25 ml of oil was used when preparing oil mixtures for the porphyrin solubility studies.
Solubilities
were measured after the oil had cooled down to room temperature, 25*C,
and been filtered.
II.A.4.
Catalyst
The catalyst used in this study was a commercial
CoO-MoO3 /y-A12 03
hydrotreating catalyst, American Cyanamid AERO HDS-16A (Lot# MTG-S-0573),
supplied in the oxide form as 1/16 inch extrudates.
The chemical and
physical properties of this catalyst are listed in Table 11-4.
The pore
size distribution of this catalyst shown in Figure 11-2 demonstrates the
unimodal character of this catalyst with an average pore size of 80.4 A.
American Cyanamid no longer manufacturers HDS-16A and does not recommend
it for resid upgrading applications.
The newer Cobalt-Molybdenum hydro-
treating catalysts are made with modified geometries (Tri-lobe, HDS-20)
and bimodal pore size distributions (HDS-1442) to reduce diffusional
limitations and pore plugging in the catalysts.
These newer catalysts
have similar cobalt and molybdenum loadings as HDS-16A.
Since part of
the objectives of this study was to examine the reactivity of metal
depositing species under diffusion-free conditions and not the aging
characteristics of the catalyst, it was not deemed necessary to use a
newer type of catalyst.
The small amount of metal deposited in the course
of an experiment did not cause appreciable pore plugging.
The narrow
unimodal pore size distribution also simplified the modelling aspects of
-
- 56
TABLE 11-4
Chemical and Physical Properties of the HDS-16A
Catalyst
(Courtesy - American Cyanamid Company)
(2)
Chemical, wt. % dry basis:
Coo
:
MoO 3
: 12.2
Na2 0
:
0.03
Fe
:
0.04
Base
: ALUMINA
5.7
Physical:
Apparent bulk density (poured), g/ml
: 0.737
Average diameter, cm
: 0.152 (1/16 inch)
Average length, cm
: 0.432
Average Crush Strength, g
: 6350.4
Fines, wt
: 0.2 (-16 mesh)
%
(1)
Pore volume (H2 0), ml/g
: 0.4331
0.0044
Pore volume (Nujol), ml/g
: 0.4389
0.0060
Pore volume (Hg), ml/g
: 0.43
Surface area, m 2/g
: 176
Density of a particle, g/ml
: 1.49
Pore diameter corresponding to 50% of the
total pore Volume, Angstrom
: 80.4
ww
14W
(PSIA)
MERCURY PRESSURE
0
0
Cl~
0
0
0
0I
0
0
0
CD
0
0
0
0--
Cn
0l
o
00
00
0
0
0
0
0.4
0.4
Mercury Contact Angle 130*
-10.3
0.3
0
IJ
I
0.2
-
0.2
-
0
I__M
_- -
P4
0.1
0.1
I
0.0
176.8
442
1767.6
Pore Diameter
Figure 11-2.
~
0.0
117.8
88.4
70.7 59.0
(Angstroms)
Pore size distribution of AERO® HDS-16A CoO-MoO 3 /y Al2 03
catalyst extrudates.
44.2 35.4
-
- 58
the project as only effective micro-pore diffusivities were required.
Kinetic results were obtained on 170-200 mesh (75-88 micron diameter)
catalyst particles (or smaller) which were shown to be free of diffusional
limitations.
Intra-pellet nickel deposition profiles measured under
diffisuion limited reaction conditions were obtained using the full size
1/16 inch extrudates.
For this application the catalyst particles were
hand picked to insure uniformity of size (5-6 nm long) and no defects or
cracks which would contribute to irregularities in the metal deposition
profiles.
The base case, or reference catalyst, was the
oxide form.
HDS-16A catalyst in the
Catalyst samples were also prepared by modifying this
commercial catalyst with dopants (Cs, Na,
electronic character.
S, I, and Cl) of varying
Several methods of preparation were used depend-
ing on the dopant added to the catalyst.
The cesium and sodium doped catalysts were prepared by the "dry"
impregnation technique.
Solutions of CsNO 3 (#20, 215-0, Aldrich Chemical)
and NaNO3 (#3770, J.T. Baker Chemical) were prepared in distilled water to
give solutions that would upon impregnation result in nominal alkali
cation concentrations of 2.0
mmole/g fresh HDS-16A.
This corresponded
to a concentration of 0.91 g CsNO 3/ml solution and 0.40 g NaNO 3/ml solution for the two salts.
The poor solubility of CsNO3 in water at 25*C
required that the solution be heated to 100C to dissolve the salt.
The impregnation step was likewise done at 100*C with a quantity of
crushed catalyst preheated to 1000 C.
The high solubility of NaNO3 in
water enabled the sodium to be impregnated at room temperature, 25*C.
Impregnation was done using catalyst which had been dryed at 4000 C
for 24 hours under flowing helium (99.995% Matheson Gas Products) to
-
- 59
In both instances a quantity of salt solution
remove adsorbed water.
just sufficient to fill the pore volume of the catalyst (0.43 ml/g) was
added.
The mixtures were stirred for 30 minutes and then oven dried
at 100 0 C for 1 hour.
The dried samples were then calcined in a tubular
furnace at 550*C under dry air (Matheson Gas Products) at a flow of
80 cc/min for 8 hours.
The calcined catalysts were re-ground and
stored in a desiccator prior to use.
Freshly prepared samples were analyzed by Galbraith Laboratories
The resulting concentrations
(Knoxville, TN) for alkali metal content.
were 22.64 wt% Cs corresponding to 2.20 mmole Cs/g fresh HDS-16A and
4.30 wt% Na corresponding to 1.95 mmole Na/g fresh HDS-16A.
The sulfided catalyst was prepared using a standard procedure
recommended by American Cyanamid and also used by Cocchetto (1980) for
pre-sulfiding.
The reactor, containing 0.5 or 0.7 g of crushed catalyst,
was heated to 175*C at a rate of 60*C/hour under 100 ml/min flowing
helium (99.995% Matheson Gas Products).
The flow was then switched to
a 10 mole % H 2S in H2 mixture (Matheson Gas Products) at GHSV = 700 hr~
and approximately 15 psig and maintained for 6 hours at 175*C.
1
The
temperature was then raised to 315*C at 60*C/hr, maintaining the same
H 2S/H2 flow.
After one hour at 315*C, the H 2S/H2 flow was stopped and
the catalyst exposed to helium.
The reactor temperature and pressure
were then adjusted to the desired operating values for the run.
This
procedure passed more than five times the stoichiometric amount of
sulfur needed for complete sulfiding (MoS2
Co 9S 8) over the catalyst.
Complete sulfiding corresponds to a concentration of 2.40 mmole S/g
fresh HDS-16A.
During a run 0.05 wt% CS 2 (#4352, Mallinckrodt Chemical)
was added to the feed.
Bhinde (1979) has shown this amount is sufficient
-
- 60
to stabilize activity by maintaining the catalyst in the sulfided form.
The iodized and chlorided catalysts were prepared by similar procedures.
Approximately 0.7 g of crushed oxide catalyst was charged to
the reactor and dried at 375'C for 2-3 hours under flowing helium at
100 ml/min.
The temperature was then lowered to 345*C (corresponding
to the temperature of the kinetic runs) and hydrogen (99.999%, Matheson
Gas Products) saturated with CH 3I (#5-P086, J.T. Baker Chemical) or
CHC1 3 (#AC-2280, Anachemia) was passed over the catalyst at GHSV =
1000 hr
1.
The hydrogen saturator operated at 40 psig and 25*C.
This
provided a gas phase mole fraction of CH3 1 equivalent to 0.142 and of
CHC1 3 equivalent to 0.068 assuming ideal gas behavior.
HI and CH
from CH 3I and similarily, HCl and CH
The formation of
from CHC13 are strongly
favored thermodynamically under these conditions.
Five times the
stoichiometric amount of I or Cl required to give complete conversion
of the cobalt and molybdenum oxides to the halides was passed over the
catalyst.
This corresponded to a total iodizing time of 4 hours and a
chloriding time of 3.5 hours.
The catalyst was flushed with helium
prior to the start of oil flow.
Analysis of the freshly iodized and chlorided samples (Galbraith
Laboratories) revealed 19.0 wt% I and 11.5 wt% Cl.
This corresponded
to 1.85 mmole I/g fresh HDS-16A and 3.6 mmole Cl/g fresh HDS-16A.
No
source of iodine or chlorine was added to the oil in kinetic runs on
these pre-iodized and pre-chlorided catalysts.
A second procedure was also demonstrated to be effective for
chloriding the fresh oxide catalyst.
This involved chloriding in-situ
with CHC1 3 (#AC-2280, Anachemia) in the feed in a Cl/Ni atomic ratio
-
- 61
of 10.
At 65 ppm Ni this corresponded to 440 ppm CHC1
.
A gradual,
but distinct, variation in effluent oil composition was observed and
signified the transition from the oxide to the chlorided catalyst (See
section V.C.1).
Stable chlorided catalyst activity was achieved after
100 hours on stream.
At the end of the run (375 hours on stream) the
spent catalyst was washed with xylene (#X-19, Fisher Scientific Co.)
in a soxhlet extractor for 24 hours to remove residual oil.
The cleaned
catalyst was then dried overnight and analyzed for chlorine (Galbraith
Laboratories).
This in-situ treatment resulted in a chlorine content
of 6.3 wt% which corresponded to 1.89 mmole/g fresh HDS-16A.
II.B.
Reactor Design
The majority of hydroprocessing steps developed by the petroleum
industry for hydrotreating (S,N, and metals removal) and hydrocracking
are carried out in trickle-bed reactors.
These units are fixed bed
catalytic reactors where the liquid is allowed to flow down over the
bed of catalyst and the gas (usually hydrogen) flows either up or down
through the void spaces between the wetted pellets.
Satterfield (1975)
has reviewed the applications and performance of trickle-bed reactors.
Laboratory scale trickle-bed reactors have also been successfully
used to investigate hydrodenitrogenation (Satterfield and Yang, 1983)
and hydrodemetallation (van Dongen et al., 1980) phenomena.
These
reactors can approach plug flow behavior but their performance is very
sensitive to liquid channeling, catalyst wetting, and backmixing making
for difficult operation on a small scale (de Bruijn, 1976, Montagna
and Shah, 1975).
To avoid these complications a conventional packed
-
- 62
bed flow reactor was used in this investigation.
The reactor system was designed and constructed by Dr. Rakesh Agrawal
of Air Products and Chemicals, Inc.
(Allentown, PA).
This reactor was
built to minimize all heat and mass transfer effects.
The elimination
of such artifacts in laboratory reactors is difficult yet essential to
obtaining true intrinsic kinetic data (Doraiswamy and Tajbl, 1974,
Mears, 1971).
Calculations demonstrating the absence of transport
limitations are presented in Appendix A.
A full description of the
apparatus has been given by Agrawal (1980) and will only be briefly
reviewed here with emphasis on modifications made to improve the ease
of operation and the versatility of the equipment.
be discussed in three sections:
The apparatus will
the high pressure gas and oil feed
systems, the high temperature and high pressure reactor, and the oil
sampling system.
A schematic of the apparatus is shown in Figure 11-3.
Table 11-5 is the key for the numbers on the diagram.
1)
Gases were supplied by Matheson Gas Products (Gloucester, MA).
Ultra high purity hydrogen (99.999%) and helium (99.995%) cylinders
were connected to both the reactor and to the oil storage autoclave.
Trace oxygen in the hydrogen was converted to water by passing
through a column packed with 0.5 wt% Pt on alumina, 1/8 inch
pellets type M catalyst (Engelhard Industries, Newark, N.J.).
Oxygen in the helium was removed by passing through a column packed
with an equal mixture of crushed 10% CuO/Al 203 (Cu-0803 T) and
ZnO (Zn-0401 E) catalysts, both products of Harshaw Chemical Co.
(Beachwood, OH).
Water in both gases was removed by passing through
a column packed with 4A Molecular Sieves (Union Carbide Corporation,
Linde Division, South Plainfield, N.J.).
A mixture of 10 mole% H2 S
vo
0
ww
K
I
18
v-18
V-17
2 4
6
18
15
7
14
11/
21
19
4
1
3
5
912
I
1
V-8
I
L~2j
16
ON
T
V-7
8
Figure 11-3.
13
Schematic diagram of flow reactor.
(Key to numbers in Table 11-5)
-
- 64
TABLE 11-5
Equipment Description For Figure 11-3
1 -
H 2 S/H 2 Cylinder
2 -
3A Molecular Sieves
3 -
Helium Cylinder
4 -
Cu and Zn Oxides
5 -
Hydrogen Cylinder
6 -
Pt/AQ 2 03 Catalyst
7 -
4A Molecular Sieves
8 -
2-Liter Autoclave
9 -
Oil Charging Port
10 -
1-Liter Feed Vessel
11 -
2-micron Line Filter
12 -
0.5-micron Line Filter
13 -
Pump
14 -
Reactor and Furnace
15 -
Heat Exchanger
16 -
Sample Valve
17 -
Rupture Disk
18 -
Back Pressure Regulator
19 -
Liquid/Gas Separator
20 -
Oil Collection Burette
21 -
1-Liter Sample Cylinder
V-7 -
Pump/Reactor Purge
V-8 -
Reactor Inlet
V-17 - Reactor Exit
V-18 - Gas Inlet for Pre-treatment
-
- 65
in H2 (Matheson Gas Products) was supplied to the reactor for
catalyst sulfiding.
Water was selectively removed from this gas
stream by passing through a column of 3A Molecular Sieves (Union
Carbide Corporation, Linde Division).
Both molecular sieve columns
were activated by purging with helium at 200*C for 4 hours.
A 2-liter autoclave (Autoclave Engineers, Erie, PA, Model
AFP-2005) was used as the oil storage and hydrogen saturator
vessel.
Oil was introduced through a
1/4 inch ball valve on top
and the head was only removed for periodic cleaning or to clean
when switching to a new feed porphyrin.
The oil was saturated in
the autoclave at room temperature with hydrogen at the desired
operating pressure and supplied all required hydrogen for the
demetallation reactions.
A one-liter bomb (#304-HDF4-1000, Whitey
Co., Highland Heights, OH) was added to use as a second feed
vessel which enabled continuous operation of the reactor as the
autoclave was being recharged.
Oil was first saturated with
hydrogen in the autoclave and then transferred under pressure (not
to de-gas any hydrogen) to the one-liter vessel.
Saturated oil from either the two-liter autoclave or the oneliter bomb passed through a 2 micron in-line filter (SS-4TF-2, Nupro
Co., Willoughby, OH) and a 0.5 micron in-line filter (XX45 025 00,
Millipore Corp., filters #FHLP 025 00) before entering the pump.
This was to insure that precipitated porphyrin or other particulates did not enter and damage the feed pump.
The 2 micron filter
was found to plug with porphyrin deposits over the course of
several runs, especially at the higher metal concentrations.
It
was possible, however, to remove, clean, and re-install a new
filtering frit within 5 minutes enabling the run to be continued
if such a problem did arise.
-
- 66
The 0.5 micron filter rarely plugged
and was changed only during routine cleaning every six months.
Oil was supplied from the feed vessels to the reactor using a
6000A Solvent Delivery Pump (Waters Associates, Milford, MA).
The
pump could operate up to 6000 psig and was modified by Agrawal with
a frequency synthesizer (Model 171, Wavetek, San Diego, CA) connected to the control unit of the pump to provide greater flexibility in output flow rates.
The synthesizer provided a 50 ohm
triangular wave (0.5 V peak height) in frequencies from 1.000 Hz
to 1.999 MHz.
Control of the output flow from the reciprocating
pump was possible by choosing the appropriate frequency on the
synthesizer according to the following calibration:
flow rate (ml/hr) = 0.2754 X setting (Hz)
based on the density of oil equal to 0.88 g/ml.
This calibration
equation was within 1% of that quoted by Waters for their controller.
Oil was introduced at the bottom of the reactors such that they
operated in an up-flow configuration, ensuring complete wetting of
the solids.
It was necessary to routinely (every six months) clean the
pump with chloroform or methylene chloride followed by xylene to
prevent porphyrin deposits from accumulating on the internal parts
and lead to malfunctions.
2)
Two flow reactors were used in this study.
Kinetic measure-
ments were obtained with a 0.52 cm I.D. 316 SS reactor tube
-
- 67
(#15-093, Autoclave Engineers).
Runs conducted under diffusion
limited conditions to measure intra-pellet metal deposition profiles were performed in a 1.75 cm I.D. 316 SS flow reactor (#15-099,
Autoclave Engineers).
Both tubes were 45.0 cm (17.75 inches) long
and were pressure rates to 116 MPa (16,000 psig) and 58 MPa
(8400 psig) for the small and larger tubes, respectively, at 425*C.
A schematic drawing of the micro reactor (0.52 cm I.D.) is
shown in Figure 11-4.
The ends of the tube were covered with a
frit of 325X2300 mesh 304 SS wire cloth (Small Parts, Inc., Miami,
FL) to support the glass and catalyst and prevent solids from being
carried from the reactor.
A plug of glass wool was also placed at
the exit of the bed to insure no fine solids were carried away.
A 22 cm pre-heat zone at the entrance of the reactor was comprised
of a 12 cm zone of 3 mm diameter pyrex glass beads (#11-312-10A,
Fisher Scientific Company) stacked one upon the other followed by
a 10 cm zone of 0.1 mm diameter glass beads (#34007-088, VWR
Scientific), the two being separated by a plug of glass wool.
The
zone of 3 mm beads was not used by Agrawal but was necessary here
to allow tiny agglomerates of porphyrin to re-dissolve in the oil
as it was heated.
These particules accumulated in sufficient
amounts to plug the entrance of the reactor if 0.1 mm diameter
glass was used throughout the pre-heat zone.
The catalyst was diluted with inert pyrex glass (crushed to
170-200 mesh) in a ratio of 1 volume catalyst/ 2 volumes glass.
This helped -to minimize temperature gradients within the reactor
and provided an effective catalyst bed length of approximately
10 cm.
-
- 68
Se-
-
glass wool
inert packing
-----
catalyst and pyrex
diluent
0
0
0
40
outer metal jacket
00 -------__
inert packing
1/32" thermocouple
-glass
o
wool
reactor tube
0
3 mm glass beads
0
-
325 x 2300 mesh screen
t
Oil Flow
Figure 11-4.
Schematic diagram of 0.52 cm I.D. reactor
-
- 69
The remaining 13 cm of reactor tube at the exit was packed with
0.1
mm glass beads to provide a post-heating zone to prevent heat
losses through conduction.
The larger diameter (1.75 cm I.D.) reactor was packed in a
similar fashion but used 3 mm diameter glass beads throughout the
pre-heat and post-heat zones and 1 mm glass beads (#34007-168, VWR
Scientific) as the diluent for the full size catalyst pellets in a
volume ratio, catalyst/ glass, of 1/2.5.
All glass was demonstrated to have negligible catalytic activity
for the demetallation reactions.
The reactor tubes were fitted into larger diameter 316 SS
tubing that had been machined to ensure close contact between this
tubing and the reactor.
This outer tubing served as a heat sink
to help maintain isothermality in the reactor and held in position
two thermocouples along the wall of the reactor to monitor the
temperature.
These thermocouples, 0.79 mm diameter chromel-alumel
(Type K) (#SCASS-032U-6, Omega Engineering, Inc., Stamford, CT)
were situated approximately 2 cm into the catalyst bed at the
entrance and 1 cm from the end of the bed at the exit based on the
glass packing and dilution scheme previously described for the
0.52 cm I.D. reactor.
The larger diameter reactor was also equipped
with a 1.5 mm diameter chromel-alumel thermocouple located inside
the reactor tube in the center of the catalyst bed.
This was
positioned at the same axial location as one on the outer surface
and enabled 'verification that radial temperature gradients were not
significant.
-
- 70
All reactor temperatures were read off a digital temperature
indicator (Model 2170A, Omega Engineering, Inc.) connected to the
thermocouples.
The reactors were heated by placing either tube assembly into
a two zone Lindberg tube furnace (#F8408-1, Scientific Products,
Columbia, MD).
The temperature was controlled with a Thermo
Electric temperature controller (Model 3813011128) based on an
input signal from an iron-constantan (Type J) thermocopule located
in the furnace.
3)
The oil sampling and pressure let-down equipment were unchanged
from Agrawal's design.
Effluent oil from the reactor passed in
1/16 inch SS tubing through a water cooled heat exchanger and on
through a 2 ml sample loop on a chromatographic valve (Model
CV-6-UHPa, Valco Instruments, Houston, TX).
Oil samples were
collected by turning the valve handle clockwise to isolate the loop
from the reactor and simultaneously blowing the oil out into a
sample vial using a 10 ml syringe connected to the luer-lock port
on the valve.
The loop was then flushed, using the syringe, with
5 ml of hexane and reconnected to the reactor by turning the valve
handle counterclockwise to its original position.
The collection
lines were flushed of remaining solvent with acetone and then
blown dry.
A minimum of 10 ml of oil was allowed to pass through
the loop before another sample was collected.
Effluent oil from the sample valve flowed through a back
pressure regulator (set with helium to control the reactor pressure)
and was depressurized to atmospheric pressure.
The oil then passed
-
- 71
to a knock-out pot where the oil and gas were separated.
Gas is
vented to the hood and the oil is collected in a calibrated burette
where it can be monitored to verify the oil flow rate.
A one-liter
sample bomb was connected in parallel to the back pressure regulator to dampen any pressure fluctuations that may arise in the
system.
The potential danger associated with the operation of this high
temperature, high pressure system mandates that certain safety precautions be taken.
The entire unit is located behind a steel
baracade and is connected to the laboratory hood system which
continuously removes any hydrogen that may be present.
The furnace
temperature is monitored by an on/off controller (Model 3234211005,
Thermo Electric) that shuts the power off to the temperature controller if a pre-set limit is exceeded.
The pressure at the outlet
of the pump is likewise monitored by an on/off controller (Model
0303-X, LFE Corp., Process Control Division, Waltham, MA) which
turns the pump off in the event of an excessive pressure rise.
Finally, a rupture disk rated to 17.5 MPa (2500 psig) is located
just down stream of the sample loop to prevent damage to the
sampling system in the event of pressure build-up from a plugged
line.
Safe operation of this equipment is achieved by attentive
monitoring of the system and by recognizing the potential hazards
involved.
No accidents were encountered in the course of this
investigation.
II.C.
Reactor Operating Procedure
In a typical kinetic run in the 0.52 cm I.D. reactor, 0.7 g of
-
- 72
170-200 mesh catalyst was mixed with the appropriate amount of pyrex
= 2.0) and loaded into
diluent (2.26 g glass/ g catalyst for V. /V
in cat
the reactor with the inert packing.
The sides of the reactor tube were
lightly rapped while packing to insure uniform distribution of solids.
Runs conducted under diffusion limited conditions in the 1.75 cm I.D.
reactor were typically charged with 5.0 g of the 1/16 inch extrudates
diluted with the 1 mm glass beads (5.9 g glass/g catalyst for V. /V
in cat
2.5).
=
The reactor was then mounted in the furnace and pressure tested
with helium a minimum of 500 psi above the operating pressure of the
run.
Included in the pressure test were the lines from the reactor to
the one-liter sample bomb downstream of the sample loop.
It was
necessary to close the valve leading to the back pressure regulator
during this test since the device was only rated to 2000 psig and the
tests were often at pressures close to or greater than this.
The
pressurized reactor was generally left overnight to enable detection of
slow leaks.
The pressure was monitored using the gauge on the sample
bomb.
The two-liter autoclave was similarly pressure tested with helium
at a pressure 500 psi in excess of operating conditions.
The vessel was
then depressurized and charged with 1700 ml of porphyrin solution through
the top.
Helium at low pressure was passed through the autoclave and
out the vent while stirring at 200 rpm for 30 min to remove any oxygen
present.
The gas flow was then switched to hydrogen for the next 30-45
min to purge the helium.
The vent on the autoclave was closed and the
vessel pressurized to the desired reaction pressure at which time the
oil was saturated with hydrogen at room temperature by stirring for
3 hours.
The solution was then allowed to sit (generally overnight)
-
- 73
without agitation to allow bubbles present in the oil to rise to the
surface.
Data on the solubility of hydrogen in Nujol was unavailable but has
been estimated using the correlation of Sebastian et al.
(1981) with
critical properties and solubility parameter for Nujol calculated by
Wojtowicz (1981).
The results of these calculations, shown in Figure 11-5,
indicate the solubility of hydrogen in Nujol is less than that in
n-hexadecane (Cukor and Prausnitz, 1972) but slightly higher than that
assumed by Agrawal (1980).
For a feed concentration of 65 ppm nickel,
it can be calculated from this figure that at 6.99 NPa H2 (1000 psig) the
mole ratio of hydrogen to porphyrin in the oil is approximately 100.
This demonstrates the large excess of hydrogen present for the demetallation reactions.
Oil batches containing co-reactants (pyridine, #P5, 750-6, Aldrich
Chemical Co.) or additives to treat the catalyst (carbon disulfide,
chloroform) were prepared by introducing these species into the oil
with a syringe through a fitting on the top of the autoclave.
This
occurred after purging the oil with hydrogen but before pressurizing the
autoclave to reaction pressure.
Calculating the hydrogen demand of
these species indicated that sufficient hydrogen was still present in
the oil.
The amount of carbon disulfide added (0.05 wt%) to maintain
the sulfided catalyst was close to the maximum allowable amount based on
hydrogen consumption.
The increased solubility of hydrogen in hydrocarbons as temperature
is raised (Cukor and Prausnitz, 1972) insured that as the oil was heated
in the reactor no bubbles would form due to hydrogen de-gassing.
Iw
0
%w
0.14
0.12
n-hexadecane
o0.1
4-
U
LL
0.08
Nujol cal.
-
L-
Nujol est.
0
10.04
0.02
500 psig
0
2.0
4.0
1000 psig
6.0
8o
1500 psig
10.0
2000 psig
12.0
14.0
Hydrogen Pressure, MPa H
2
Figure 11-5.
Calculated mole fraction of hydrogen dissolved in n-hexadecane
and Nujol at 250C compared to estimate of Agrawal (1980).
16.0
-4
-
- 75
With the oil solution ready and the reactor leak-tight, the final
preparative step was to heat up and purge the reactor.
The reactor was
first depressurized to 100 psig and under a helium purge (500 ml/min)
the reactor was heated to 375*C over a three hour period.
Gas was intro-
duced at the top of the reactor through valves V-17 and V-18 (see
Figure 11-3) and passed through V-8 and out the purge, V-7.
This
direction of flow was opposite to that of oil during demetallation
The catalyst was purged for three hours to remove air and
experiments.
adsorbed water from the system.
If the catalyst was to be pre-sulfided,
the drying temperature was lower so to be compatible with the sulfiding
procedure.
Catalyst batches that were pre-chlorided or pre-iodized were
dried at 345*C.
Once the catalyst had been purged, further in-situ treatment
(S,
I, Cl addition) proceeded.
Catalyst sulfiding was achieved by intro-
ducing the H2S/H2 mixture directly into the reactor through valves
V-17 and V-18.
The gas stream for the pre-chloriding and pre-iodizing
treatment was prepared by bubbling hydrogen up through the bottom of
the one-liter feed bomb (which had been cleaned of oil solution and
filled with 100-200 ml of the appropriate halogenated solvent).
This
saturated gas stream was likewise introduced at the top of the reactor.
When the drying or pre-treatment was complete, the reactor temperature was set to the desired value.
The reactor was also pressurized
with helium 300-500 psi above the desired operating pressure by setting
the back pressure regulator.
This excess pressure was chosen to ensure
that no gas bubbles formed in the reactor.
This had no effect on the
hydrogen pressure of the reaction which was determined by the saturating
pressure in the autoclave.
-
- 76
Oil flow from the pump was started and 20 ml were pumped out the
reference valve on the pump to insure no gas bubbles were in the line.
An oil sample was taken at this time.
The reference valve was closed
and oil was then pumped out through the purge valve situated before the
reactor for 15 minutes at a flow rate of 20 ml/hr.
taken.
Another sample was
These two were used to determine the feed concentration of
nickel porphyrin.
After closing the purge valve, oil was quickly intro-
duced (20 ml/hr for 15 min for 0.52 cm I.D. reactor;
60 ml/hr for 25
min for 1.75 cm I.D. reactor) to cover the catalyst and fill the
reactor.
The oil flow was then set to the desired value and the
The standard start-up conditions for the 0.52 cm
reactor was on stream.
I.D. reactor were 345*C, 6.99 MPa H2 (1000 psig) and 2.0 ml/hr (W/Q
0.35 g cat hr/ ml for 0.7 g catalyst charge).
=
This flow was usually
maintained for 80-100 hours until steady state activity was attained.
Similar steady state activity was also observed when starting at a
higher flow of 20 ml/hr but this consumed much more oil.
Typical operating conditions were in the range 285-345*C,
4.24-10.44 MPa H2 (600-1500 psig), and contact times, W/Q, of 0.007 to
0.7 g cat hr/ ml oil.
Run duraction for a 1700 ml charge of oil to the
autoclave was typically 2 weeks.
During this period oil samples for a
complete range of contact times up to 90% metal removal were obtained
at several temperatures.
After a sample at one contact time was taken,
the pump was adjusted to a new flow rate.
The system was allowed to
reach a new steady state, taking 2 to 12 hours depending on the flow
rate, before the 'next sample was taken.
The operating procedure was slightly different when using the 1.75 cm
I.D. reactor.
These runs were conducted at constant flow and temperature
-
- 77
for the entire batch of oil charged to the autoclave.
In this way the
metal deposition profiles would maintain a unique shape characteristic
of one contact time and not be masked by the composite deposition
patterns from several flow rates.
At the termination of a run the pump controller and temperature
controller were shut off.
Pressure in the reactor was reduced to 500
psig by venting gas from the one-liter sample bomb.
Oil was drained
from the reactor while hot by opening the purge valve (V-7) and using
the pressure head in the sample cylinder to force oil out of the reactor
in reverse direction to which it was fed.
The reactor was then slowly
purged with helium until it had cooled down to room temperature and it
could be disconnected and cleaned for the next run.
II.D.
Analytical Procedures
II.D.l.
Liquid Samples
Liquid samples were routinely analyzed by several methods.
The
total nickel concentration was determined by atomic absorption spectrophotometry (Perkin Elmer Model 360) whereby the metal atoms were ionized
in an air/acetylene flame and subsequently detected (Sychra et al.,
1981).
Oil samples were dissolved in xylene (#X-16, Fisher Scientific),
generally 0.2 to 1.0 ml oil in 10 ml solution, to obtain samples in a
workable concentration range, 1 to 3 ppm Ni.
This solvent was chosen
since it both dissolved the oil and burned in a controlled fashion.
Weighing the amount of oil and xylene added provided quantitative analysis.
Calibration standards were prepared using a Conostan 5000 ppm Ni
-
- 78
standard (Conostan Division, Conoco, Inc.).
To a weighed 50 ml graduated
flask, 2 ml of the 5000 ppm Ni standard were added and weighed, and then
2 ml of Conostan Stabilizer were added.
Nujol and weighed again.
The flask was filled with
This made approximately a 175 ppm Ni stock
which was stable for six months.
From this stock, 1, 3, and 5 ppm Ni
calibration standards were prepared in xylene each time an atomic
absorption analysis was performed.
The instrument was calibrated to
read in ppm Ni and had a linear response in this region.
The nickel
lamp on the spectrophotometer (Perkin Elmer #303-6047) was operated at
The detector was set at a wavelength of 232.4 nm with a
25 m amps.
The air (Airco) was supplied at 40 psig,
normal slit of 0.2 nm.
rotameter set at 37 and the acetylene (Middlesex Welding Supply) was
supplied at 12 psig, rotameter set at 13.
with respect to xylene.
The instrument was zeroed
The lower limit of detection for nickel was
determined to be 0.05 ppm and sample reproducibility was
2.0%.
The extensive conjugation of the porphyrin macrocyclic ring results in strong absorption bands and characteristic spectra in the
These absorption peaks, resulting
*
visible region (Gouterman, 1978).
from ff to ff
electron transitions, are distinct for both the starting
material and hydrogenated intermediates and may be used in conjunction
with Beer's Law for quantitative analysis.
UV-visible spectrophotometry
(Bausch and Lomb Spectronic 2000) was performed in the range 290 to
800 nm using the identical samples as had been prepared for atomic
absorption analysis.
The use of xylene as the background solvent pre-
vented spectra below 290 nm from being obtained.
Samples were loaded
in semi-micro, silica cells (#58016-458, VWR Scientific) with a 10 mm
path length.
-
- 79
Characteristic peaks above the Soret band (%400 nm) were chosen to
quantify the porphyrin species.
For Ni-etioporphyrin (Ni-EP) and
Ni-etiochlorin (Ni-EPH2) the corresponding peaks were 552 nm and 616 nm.
A calibration factor for Ni-EP at this wavelength was determined from
several pure porphyrin in xylene samples by measuring the nickel concentration with atomic absorption and correlating with the absorbance
at this wavelength.
The absorbance constant was determined to be
From this an extinction
0.478 absorbance/ppm Ni for Ni-EP at 552 nm.
coefficient of 31,900 M
-l
-l
was calculated which agrees with the
cm
-l -l
given by Fuhrhop (1970) for the structurally
value of 32,000 M1 cm
similar Ni-octaethylporphyrin.
For Ni-EPH 2 , Agrawal (1980) isolated
the intermediate by column chromatography and calculated a calibration
constant of 0.72 absorbance/ppm Ni at 616 nm.
This corresponds to an
-l -l
extinction coefficient of 48,000 M1 cm , identical to the value reported by Fuhrhop (1970) for Ni-octaethylchlorin.
In a similar manner calibration constants for Ni-tetra (3-methyl
phenyl) porphyrin (Ni-P) and is hydrogenated derivatives were determined
at their wavelengths of characteristic absorbance.
The value for Ni-P,
obtained from pure material, was calculated to be 0.272 absorbance/ppm
-l -l
Ni at 526 nm yielding an extinction coefficient of 18,000 M cm . The
reported value for the similar Ni-TPP at 528 nm is 17,100 M
-l -l
cm
The calibration factor for Ni-tetra (3-methyl-
(Dorough et al., 1951).
phenyl) chlorin (Ni-PH2 ) was determined from a purchased sample containing both Ni-P and Ni-PH
.
Knowing the calibration factor for Ni-P
enabled through a simple mass balance a value of 0.498 absorbance/ppm
Ni at 616 nm to be calculated for Ni-PH
-1
N
.
From this value of 33,200
-1
was determined for the extinction coefficient.
cm
No spectra for
-
- 80
a Ni-tetraphenylchlorin species was found in the literature;
however,
the extinction coefficient for Co-tetraphenylchlorin at 618 nm is
27,300 M~lcm ~1
(Dorough et al., 1952).
The similarity in spectral be-
havior of Co and Ni porphyrins reported by Thomas and Martell (1958) is
also seen here for the hydrogenated derivatives.
The procedure for determining the calibration constant for Nitetra (3-methylphenyl) isobacteriochlorin (Ni-PH4 ) was more complex.
The dehydrogenation of this species to Ni-PH2 on alumina (Sidorov, 1965)
prevented isolation of a large quantity of sample by a dry chromatography
procedure outlined by Agrawal for Ni-EPH
.
The approach used instead
was to take a reacted oil sample containing only Ni-P, Ni-PH 2 , and
Ni-PH
and selectively oxidize Ni-PH4 to Ni-PH2 using 2,3 dichloro 5,6
dicyano 1,4 benzoquinone (#D6,040-0, Aldrich Chemical Co.) according to
Rousseau and Dolphin (1974).
With the known calibration values for
Ni-P and Ni-PH 2 , a mass balance before and after the oxidation yielded
the calibration factor for Ni-PH
This procedure was tried several
times yielding an average value of 0.77 absorbance/ppm Ni at 593 nm for
Once again, the corresponding extinction coefficient of 51,400
Ni-PH
M~ cm~l could not be directly compared with a literature value for the
-l -l
reidentical compound but was similar to the value of 56,200 M cm
ported for Ni-octaethylisobacteriochlorin at 593 nm by Johansen et al.
(1980).
Table 11-6 summarizes the calibration factors for the porphyrinc
species.
The similarity in absorbance peak wavelengths, expecially for
the hydrogenated derivatives, reflects the minor affect external substituents have in altering the optical properties (Gouterman, 1978).
-
- 81
TABLE 11-6
Calibration Factors For Porphyrinic Species
Porphyrin
Ni-EP
Ni-EPH
Wavelength, nm
Calibration Factor, Abs/ppm Ni
552
0.478
616
0.72
526
0.272
616
0.498
593
0.77
2
Ni-P
Ni-PH
2
Ni-PH
4
-
- 82
The ability to use visible spectroscopy on the composite oil to
identify reaction products was limited to those not having overlapping
absorbance peaks in the visible range.
Reaction products, especially
porphyrin ring fragments, which showed strong absorbance peaks in the
UV region could not be selectively identified by examination
composite oil.
of the
Separation and identification of the reactor effluent
by gas chromatography was not possible due to the complexity of the
starting oil (Nujol) and the low volatility of the porphyrin species.
A more appropriate and successful separation method involved the use of
high pressure liquid chromatography (HPLC).
A discussion of the theory
of HPLC can be found in Horvath (1980) and a recent bibliography on
applications is in the Journal of Chromatography (1981).
The instrumentation consisted of a Du Pont Model 848 Liquid
Chromatograph equipped with an air-operated hydraulic pump and a UV
detector at 254 nm.
path length.
The detector cell volume was 6.3 pl with an 8 mm
Used in series with this detector was a Waters Associates
(Milford, MA) Model 440 Absorbance Detector operating at 405 nm.
The
cell volume on this detector was 15.5 pl and the path length was 10 mm.
Dual wavelength detection provided differentiation between the porphyrinic
and non-porphyrinic peaks.
A six-port Rheodyne (Berkeley, CA) 70-IOA
valve with pneumatic actuator was used for sample introduction.
A
Rheodyne 70-11 Loop Filler Port was used to manually load the sample into
the 50 pl sample loop.
Tubing from the column to the 254 nm detector was
stainless steel 1/16 inch 0.D., 0.007 inch I.D. tubing (Supelco, Inc.,
Bellefonte, PA).
-Likewise, 1/16 inch
0.D., 0.010 inch I.D. tubing was
used from the 254 nm to 405 nm detector.
Isocratic analysis of the Ni-EP and Ni-P oil samples was best
-
- 83
achieved using two different column/mobile phase pairs.
tem developed was a modification of Johansen et al.
The Ni-EP sys-
(1980) consisting of
a p-Porasil (Waters Associates) 3.9 mm I.D. X 30 cm column with 10 pm
packing and a mobile phase of hexane (#H-302, Fisher Scientific)/1,2
dimethoxyethane (#0-2430, Fisher Scientific) in a ratio of 100/1 (v/v).
The column was operated at a pressure of 1100 psig corresponding to a
mobile phase flow of 3.2 ml/min.
Samples for injection were prepared
by diluting the oil in the mobile phase in a 1/1 ratio.
A typical
chromatogram for Ni-EP effluent oil is shown in Figure 11-6 along with
the calibration chromatogram for Ni-EP.
A sandwich complex of Ni-EP
and Ni-EPH2 , determined by the UV-visible spectra, eluted as a single
peak after Ni-EP.
The formation of this structure by the interaction of
two rings has been reported for etio but not tetraphenyl porphyrins
(Tsutsui and Taylor, 1975).
Reaction products from Ni-P (Ni-T3MPP) runs were found to adsorb
irreversibly on the p-Porasil column with the hexane/1,2 dimethoxyethane
mobile phase and with even stronger mobile phases indicating a less
polar column was required.
A p-Bondapak-CN (Waters Associates, #84210)
3.9 mm I.D. X 30 cm column with 10 pm packing with a mobile phase of
hexane (#H-302, Fisher Scientifid)/absolute ethanol (U.S. Industrial
Chemicals, Co., Tuscola, IL) in a ratio of 400/1 (v/v) was developed for
analysis of these samples.
The column was operated at 800 psig (2.5
ml/min flow) and samples were again prepared by diluting the oil with
A sample chromatogram from analysis of Ni-P oil is
the mobile phase.
shown in Figure 11-7 along with the calibration chromatogram for Ni-P,
Ni-PH
and Ni-PH
.
Elution times for both Ni-EP and Ni-P reaction
products are listed in Table 11-7.
w
w
0
uj
I
..L
z
00~
CL
z
J
- A..
I
I
II I II I
8
I
I
I
I
I
6
I
4
time, min
Figure 11-6.
-%
I
I
2
I
-0
0
I
I|
I
4
A
2
time, min
Ni-etioporphyrin HPLC chromatograms using conditions in
Table 11-7 for reference sample (right) and effluent oil
sample (left).
-j
._
0
WV
~wV
fw
J
0L
0
..
2
z
qdX
I
I
I
6
I
I
I
I
IlI
I
2
4
time, min
Figure 11-7.
I
I
0
IJ
Ii i i iV
j
I
a
z
Z
6
2
4
time, min
Ni-tetra(3-methylphenyl)porphyrin HPLC chromatograms using
conditions in Table 11-7 for reference sample (right) and
effluent oil sample (left).
0
-
- 86
TABLE 11-7
High Pressure Liquid Chromatography Parameters
Ni-Etioporphyrin
Column:
p-Porasil
Mobil phase: hexane/1,2 dimethoxyethane
Flow plate:
3.2 ml/min
100/1
(v/v)
(1100 psig)
Species
Elution Time
Nujol peak
1.0 min
Ni-EPH
2.3
2
Ni-EP
2.8
Ni-EP/Ni-EPH 2 complex
3.2
pyrrole
6.4
Ni-tetra (3-methylphenyl) porphyrin
Column:
p-Bondapak - CN
Mobil phase: hexane/ethanol
Flow rate:
Species
2.5 ml/min
400/1
(v/v)
(800 psig)
Elution Time
Nujol peak
1.3 min
xylene
1.4
Ni-P
2.0
Ni-PH
2
Ni-PH
4
2.2
2,8
pyrrole
3.7
Ni-X
4.1
-
- 87
The HPLC systems were developed for qualitative purposes to aid in
identification of reaction intermediates rather than for quantitative
analysis.
In this regard, a rapid scanning UV-visible spectrophotometer
(Hewlett Packard 8450A) was also used in conjunction with the LC
analysis.
This instrument was located in the Mass Spectrometry Facility.
This provided complete spectra in the 200-700 nm range of individual
peaks as they
eluted from the column.
Successive oil injections and peak collections enabled sufficient
quantities of the key nickel intermediates in the demetallation of
Ni-tetra (3-methylphenyl) porphyrin to be isolated for mass-spec and
infrared analysis.
Samples collected off the LC were found to contain
traces of hydrocarbon from the Nujol which did not appear in the UV
spectra but interfered with the other analyses.
It was speculated that
hydrocarbon oil bled continuously off the column due to a saturation
effect caused by an initially high loading after each injection and also
due to the complexity of the oil which no doubt contained species with
a wide range of elution times.
liquid extraction process.
This problem was overcome by a liquid-
A large quantity of oil (100 ml) was mixed
with an equal volume of immiscible liquid, acetonitrile (#AX0142-1, MCB,
Cincinnati, OH) and agitated in an ultrasonic bath for one hour and then
let sit.
The top layer (CH3 CN), rich in porphyrinic species, was de-
canted into a beaker.
This solution was left for several hours to allow
the remaining oil to settle to the bottom.
decanted.
The top layer was again
This procedure was repeated twice resulting in a final solu-
tion containing very little oil.
This extract was then injected into
the LC and the appropriate peaks collected.
Approximately 100 injections
were required to obtain a sufficient amount of material for accurate
analysis.
-
- 88
The large volume of mobile phase solvent accumulated in
collecting these peaks was evaporated in a dry glove box with argon
(Middlesex Welding Supply) purge.
Mass Spectroscopy was performed by Skinner and Sherman Laboratories,
Inc.
(Waltham, MA) by the chemical ionization technique using ammonia as
the ionizing gas.
The detection limit for the parent Ni-tetra (3-
methylphenyl) porphyrin was determined to be 100 nanograms.
For some
unexplained reason, methane was found to be ineffective as the chemical
ionizing source on experiments performed with the parent porphyrin.
Solution Infrared Spectroscopy was performed on the isolated nickel
intermediates using a Nicolet 7000 Series FTIR located in the Spectroscopy Laboratory in the Chemistry Department.
Tetrachloroethylene (Gold
Lable #15,499-7, Aldrich Chemical Co.) was chosen as the solvent due to
its transparency in the IR region above 1200 cm
1.
For this analysis
the LC collected samples were evaporated to dryness and then re-dissolved
in the minimum amount of tetrachloroethylene required for the analysis,
approximately 0.2 ml.
The samples were loaded into a NaCl cell with
0.2 mm path length and scanned over 2000 times with a resolution of
4 cm
-l
.
The pure component spectra were obtained by referencing the
sample spectrum to the solvent spectrum.
dominant species in the oil in addition to the Ni-P, Ni-PH
2 , and Ni-PH
.
HPLC analysis determined that just one nickel intermediate was the
A calibration factor for this compound at a characteristic wavelength
in the UV-visible region was obtained by correlating the metal content
(determined by atomic absorption) with the peak wavelength absorbance
for a sample isolated by LC.
It was difficult, however, to use this
factor for quantitative analysis of the species in the composite oil due
-
- 89
to the overlap of absorption bands of other species at the same wavelength.
This species was quantified, instead, by subtracting the Ni-P,
Ni-PH 2 , and Ni-PH
concentrations (determined by UV-visible spectro-
photometry) from the total metal concentration (determined by atomic
absorption spectrophotometry).
II.D.2.
Catalyst Samples
Catalyst samples were analyzed and evaluated by both bulk characterization techniques and surface sensitive methods.
With one excep-
tion, all analyses were performed to evaluate chemical characteristics
or compositions of the catalyst.
The one exception being surface area
measurements of the self-prepared doped catalysts.
This analysis was
provided by Dr. Chi Wen Hung of Chevron Research Company (Richmond, CA)
using the single point nitrogen B.E.T. method.
Bulk nickel determination on spent, crushed catalyst was measured
to check the consistency of the metal mass balance.
Verification that
inert glass packing used as a diluent in the reactor was not a site for
nickel deposition was also obtained.
The catalyst or glass sample was
dissolved in a hydrofluoric acid (#1-9560, J.T. Baker Chemical)/sulfuric
acid (#2468, Mallinckrodt) mixture according to the method of Labrecque
(1976) and the nickel concentration in the resulting solution determined
by atomic absorption spectroscopy.
Self-prepared catalysts made by doping HDS-16A with various additives were analyzed by Galbraith Laboratories, Inc.
determining the bulk concentration of the additive.
(Knoxville, TN) for
These catalysts
were also analyzed to verify the existence of uniform dopant concentra-
90
-
-
tions by use of a scanning electron microscope (SEM) (AMR Model 1000A)
equipped with an energy dispersive x-ray analyzer (Tracor Northern Model
TN 2000) located in the Center for Materials Science and Engineering.
This instrument when operated in a line scan mode provided qualitative
information on concentration profiles across the particles.
The special
mounts required for the catalyst samples were prepared in the Earth and
Planetary Science Department.
A one inch diameter phenolic resin disk
(Miller Stephenson Chemical Co. Inc., Danbury, CN) with a 1/4 inch hole
drilled through was pressed firmly onto two sided tape on the bottom of
an aluminum weighing dish.
Freshly prepared catalyst particles were
then sprinkled lightly into the hole onto the tape.
The hold was filled
with an epoxy resin comprised of one part Epon Z hardener (brown) and
five parts Epon 828 resin (clear) (Buehler LTD., Evanston, IL).
The
epoxy on the mount was cured for 10 minutes at 100*C and then let to
sit overnight to harden.
The catalyst mount was then lightly ground
using 400 and 600 grit paper (Buehler LTD.) to reveal catalyst particles
approximately at their mid-section (75 microns in diameter).
sanding was required.
Only minor
The final polishing was done on an 8 inch diameter
polishing wheel with alumina powder of 0.3 micron size (Mark V Laboratory, Inc., East Granby, CN).
The finished, polished catalyst samples
were washed with distilled water and dried at room temperature.
Prior
to SEM analysis, the samples were gold coated by evaporative decorating
and then grounded to the instrument by silver paint and metallic tape
to avoid charging.
The instrument was run at a beam energy of 20 kV.
The electron beam; several microns in diameter, sampled to a depth of
1.5 microns.
-
91
-
X-ray Photoelectron Spectroscopy (XPS) on fresh and modified catalysts
was performed using a Physical Electronics Model 548 Spectrophotometer
located in the Center for Materials Science and Engineering.
Ka radiation was employed as the excitation source.
Magnesium
The digital data
was processed through Multiple Analysis Computer System (MACS) supplied
by Physical Electronics.
The XPS instrument was operated at 10 kV and
40 or 50 m amps and at a pressure of 10-8 torr.
The instrument sampled
an area several millimeters in diameter to a depth of 30 to 40 atomic
layers.
The Au 4f7/ 2 peak was set at 84.0 eV and used as a reference
for determining binding energies (Stephenson and Binkowski, 1976).
Samples for analysis were prepared by compressing catalyst powder
into 1.5 mm thick disks at 10,000 psig in a 13 mm diameter die.
The
disks were dotted with gold through aluminum foil in an evaporative
decorator and dried a minimum of 24 hours in a heated (60*C) vacuum
desiccator prior to analysis.
Despite all attempts to keep samples dry,
outgassing in the spectrophotometer was always a problem.
Surface acidity measurement of the fresh self-prepared doped
catalysts were provided through Dr. Rene LaPierre and Mr. Paul Brigandi
of Mobil Research and Development Corporation (Paulsboro, N.J.).
Temp-
erature programmed desorption of NH3 chemisorbed on acid sites was
examined using a Du Pont Thermogravimetric Analyzer in conjunction with
a Metrohm titration assembly.
About 25 mg of catalyst was first heated
to 350 0 C at 10*C/min and held at 350*C for 1 hour under a helium purge
of 150 cc/min to dry the sample.
After cooling to room temperature,
NH 3 adsorption was carried out in-situ by exposing the sample to a gas
stream of 0.4 wt% NH3 in helium.
sample reached constant weight.
The adsorption was continued until the
The sample was then purged overnight at
-
- 92
room temperature with helium (150 cc/min) to remove physically adsorbed
Temperature programmed desorption of the chemisorbed NH3 was
NH
carried out in a helium stream (150 cc/min) at a heating rate of
up to 600*C.
10*C/min
The rate of ammonia evolution was monitored by titrating
the effluent with sulfamic acid.
The advantage of this method over
others available (Forni, 1973, Benesi and Winquist, 1978) is that both
the total acidity and nature of the acid strength distribution can be
quantified.
The disadvantage is that Bronsted and Lewis acid sites can
not be distinguished.
Radial nickel profiles in the 1/16 inch pellets were measured at
Chevron Research Company (Richmond, CA) using an electron microprobe
(Applied Research Laboratories Model EMX/SM).
This analysis was made
possible through the efforts of Dr. Dave Green, Dr. Chi Wen Hung, Mr.
Jack Gilmore, and Mr. Mark Meiser.
The catalyst particles examind were
from specified positions along the reactor length.
These were obtained
by carefully sliding the entire catalyst bed, intact, from the reactor
tube into a plexiglas tube of identical internal diameter.
This tube
had been machined to fit snugly over the reactor and was sliced into
two parts along its axis.
The plexiglas tube was held together with
hose clamps as the catalyst bed was pushed from the exit end of the
reactor into the tube.
Once into the plastic holder, the clamps were
removed and the tube opened revealing catalyst extrudates at all axial
positions.
The catalyst pellets were washed in xylene (#X-16, Fisher Scientific)
in a soxhlet extractor for 24 hours and dried overnight in an oven at
100 0 C.
The pellets were mounted in Buehler transoptic resin and ground
down so that the cross-section at midlength was exposed.
The final
-
- 93
surface polishing was done with 3 micron diamond abrasive paper.
All
catalyst mounting and preparation was done by Chevron.
The electron beam was focused to a diameter of 10 microns and
sampled to a depth of 2 to 3 microns.
The standard conditions for the
beam were 20 kilovolts and 50 nanoamperes.
Nickel profiles were measured
by moving the sample continuously beneath the electron beam at a speed
of 300 microns/min and recording the x-ray counts in about 20 consecutive 10-second intervals.
and ended at the center.
Counting began at the periphery of the pellet
The instrument was calibrated using nickel on
alumina standards and had a lower limit of detection less than 0.1 wt%.
The reported profiles were an average of two separate catalyst
pellets.
The scatter for individual data points was within
the average.
10% of
Analysis of several catalyst pellets across the entire
diameter revealed symmetric profiles indicating that analysis of one
radius was sufficient.
One catalyst pellet was mounted longitudinally
(axis parallel to plane of mounting disk) and ground down revealing the
cross-section in the axial direction.
Radial profiles measured at two
axial positions demonstrated the reproducibility of the analysis.
II.E.
Initial Transient Behavior of the Catalyst
Transients in catalytic activity similar to the behavior reported
by Agrawal (1980) with Ni and VO-etioporphyrins was also observed in
this study with Ni-tetra (3-methylphenyl) porphyrin.
more pronounced on the former.
This transient was
A fresh charge of catalyst would
initially exhibit a high activity (as measured by total metal conversion), then rapidly deactivate during a relatively short period (30 hours),
-
- 94
and finally increase in activity at a more gradual rate.
This behavior
is presented graphically in Figure 11-8 for the oxide, pre-reduced, and
pre-sulfided crushed catalysts.
Total metal conversion is plotted
versus wt% nickel deposited on the catalyst which is related to time on
stream.
The amount of deposited nickel was determined by mass balance, calculating the difference between the inlet and effluent metal concentrations during a run.
period.
No catalyst samples were analyzed in this time
At the end of the run, the catalyst samples were dissolved in
acid and the resulting solution analyzed for nickel.
The concentration
of deposited nickel was within 10% of the value calculated by the difference in total nickel fed to the reactor and that leaving it.
This
demonstrated the closure of the metal balance and confirmed the reliability of the method used for determining the amount of nickel deposited
as plotted in Figure 11-8.
The complete metal conversion observed at low metal loadings is a
consequence of both the high activity of the fresh virgin catalyst and
the removal of feed porphyrin by physical adsorption.
The rapid deactivation period which follows is also typical of the
behavior of industrial hydroprocessing catalysts treating real oils.
Beuther et al. (1963, 1980) and Galiasso et al.
(1983) have attributed
this deactivation to poisoning of the most active sites by coke laydown.
One half of the total carbon deposited in a 16 day run was reported by
Beuther et al. (1963) to accumulate in the first 12 hours on stream.
Tamm et al.
(1981) on the other hand interpret this initial deactiva-
tion period to result from monolayer coverage of the fresh catalyst with
metal (Ni and V) deposits which possess a level of activity below that
w0
w
61 PPM Ni-T3MPP
345 0C
1000 Psim
W/Q= 0.35
GCAT. HR
ML OIL
1.0-
REDUCED
z
0.8
SULFIDED
1
0.6 --
0
0.4
-
z
00
OXIDE
-- 0.2 -
I
0
I
0.4
I
0.8
I
1.2
I
I
1.6
2.0
WT % Ni DEPOSITED
Figure 11-8.
Transient behavior of catalyst during Ni-T3MPP demetallation
at 61 ppm Ni feed, 345 *C, 6.99 MPa H2 (1000 psig) and
W/Q = 0.350 g cat hr/ml oil.
24
-
- 96
of the original metals (Co and Mo).
The calculated metal loading, 0.4-
0.8 wt% Ni, at the onset of deactivation in this study is far below that
for monolayer coverage of the catalyst (14 wt%).
This suggests the
deactivation is more a consequence of active site poisoning by coke as
Agrawal had speculated rather than by metals deposits.
The rate of
deactivation, as measured by the slope of the conversion versus weight
loading plot, was different for each of the three differently prepared
charges of catalyst demonstrating that the observed behavior was not just
an adsorption breakthrough effect.
The oxide catalyst apparently
possess sites most susceptible to coking and poisoning as evidenced by
the fastest rate of deactivation.
The third phase of transient behavior observed was a longer, more
gradual period of increasing activity following the initial deactivation.
It appears unlikely that this is attributable to an activation of the
catalyst by in-situ reduction, for example, as the pre-reduced sample
showed the same activity increase.
Comparable rates of increase were
observed for all catalyst charges.
This suggests, as Agrawal
(1980) re-
ported, a contribution to the activity of the catalyst from the deposited
nickel.
The catalytic activity of deposited metals (in the form of
their sulfides) has been reported by Tamm et al.
(1981) and Rankel and
Rollmann (1983) although these investigators have not observed the autocatalytic behavior seen here.
Sie (1980) has demonstrated the auto-
catalytic nature of metal removal reactions but by using bare alumina
carriers which gradually acquire metals removal activity when exposed to
a residuum feedstock under hydroprocessing conditions,
Presumable the
complexity of real oils and the simultaneous reaction of heteroatom
species impairs the observation of this activity increase
on CoMo/Al2 03
-
- 97
catalysts seen with the model system.
The deposition of metal continued throughout the entire run but as
shown in Figure 11-8, the increase in catalytic activity became insignificant after 1.2 - 1.8 wt% nickel deposited on the catalyst.
corresponded to approximately 120 hours on stream.
This
All kinetic data
reported were obtained on catalyst batches operating in this stabilized
regime.
At the low metal loadings encountered in these runs, no
deactivation due to pore mouth plugging was observed.
-
- 98
CHAPTER III
PORPHYRIN REACTIVITY IN CATALYTIC
HYDRODEMETALLATION
This chapter examines in detail the hydrodemetallation (HDM)
mechanism of a series of nickel porphyrins reacting over an oxide
CoMo/Al203 catalyst.
The porphyrins investigated have similar central
aromatic cores but different substitution patterns around the periphery.
The influence that slight structural differences have in altering the
chemistry of the molecule and in modifying the reaction pathway and
overall rate limiting step for metal removal are examined with the aim
of establishing structure/reactivity relationships.
Reaction condi-
tions, approaching those of industrial hydroprocessing, were varied
(285-345 0 C, 4.24-10.09 MPaH2) to enable the temperature and pressure
dependencies of the demetallation reactions to be assessed.
This information is essential when attempting to interpret, and to
predict the pattern of metal deposition in industrial hydroprocessing
catalysts.
III.A. Intrinsic Kinetics on Oxide Catalyst
III.A.l.
Ni-Etio
Hydrodemetallation kinetics for Ni-Etio on the oxide form of
CoMo/Al 2 0 3 were first reported by Agrawal (1980).
The Ni-porphyrin was
99
-
-
found to demetallize via a sequential mechanism through a hydrogenated
intermediate.
The first reaction step involved reversible hydrogena-
tion of a peripheral double bond in one of the four pyrrole rings comprising the macrocycle to form the Ni-Etio chlorin (Ni-EPH2) as shown in
Figure III-1.
The Ni-EPH2 then reacted via a hydrogenolysis step which
fragmented the ring and deposited the metal on the catalyst.
With Ni-Etio, the visible spectra of effluent oil shown in Figure
111-2 only revealed absorption peaks which could be assigned to Ni-EP
and Ni-EPH2 on the basis of Figure 111-3.
Recent HPLC analysis of
effluent oil samples also indicated relatively few intermediates.
One
other major peak in addition to the Ni-EP and Ni-EPH 2 species was
present with a retention time similar to pyrrole and no absorption
bands above 290 nm in its spectra.
This third component was presumably
the fragmented remains of the ring once the metal had been removed.
metal-free porphyrinic rings are detected in the effluent oil.
No
Experi-
ments by Hung (1979) using free-base Etio porphyrin as the feed have
demonstrated that the metal-free structures are rapidly destroyed at
these reaction conditions.
The central metal is thus essential for the
stability of these species at demetallation conditions and once removed, the ring rapidly disintegrates.
These results indicate that Ni-EPH2 is the only stable metalbearing intermediate in the demetallation of Ni-Etio.
As a consequence,
the total metal in the oil (determined by atomic absorption) can be
accounted for by summing the contributions of the Ni-EP and Ni-EPH2
Ni-EP, 557 nm; Ni-EPH 2
,
species (determined by visible spectra:
616 nm).
A typical plot of the variation of reactor outlet concentra-
tion as a function of contact time taken from Agrawal (1980) is shown
ww
4w
N
N-
N
1
2
\.--
N
N\
N
w
>DEPOSIT
0
N
3
/
N
w
W
N
H
I
H
Ni-EP
Ni-EPH 2
Figure III-1.
Reaction sequence for Ni-etioporphyrin.
w
'p
w
1.0
I'
I
I
I
I
0.8-
I
LU
2~
~Li
0.6 k
C)
M
0-
0
N
Y)
0.4k<O
T
0~
w
z
0.21-
-L
250
350
450
550
WAVELENGTH,
Figure 111-2.
650
I
750
NM
Absorption spectra of effluent oil sample during
demetallation of Ni-etioporphyrin at 317 *C and
6.99 MPa H2 (1000 psig); background is xylene.
850
102
-
-
557
390
2.01
Ni
\N
L5
N
z
Ni-EP
0
V)~ 1.0
200
300
400
500
WAVELENGTH,
600
700
800
NM
0.3
395
.N,
N
,N
I
H
LLJ
U
z
616
Cm
NI-EPH 2
0
V)
M
0.11-
0.0
200
300
400
500
WAVELENGTH,
Figure 111-3.
600
700
800
NM
Absorption spectra of Ni-etioporphyrin (top)
and Ni-etiochlorin (bottom); background is
hexane.
in Figure 111-4.
-
- 103
Initially there is a rapid build-up of Ni-EPH 2 during
which time there is a slight induction period in the rate of total
metal removal.
Once the intermediate concentration has built up, the
total metal removal rate increases.
Intrinsic kinetic parameters are evaluated from the experimental
results using the reaction sequence described above assuming first
order reaction steps and constant hydrogen concentration in the oil.
Rate constants used in the calculated model results of Figure 111-4 and
their associated activation energies obtained from the Arrhenius plots
in Figure 111-5 are listed in Table III-1.
It is observed for Ni-Etio
that hydrogenation of the porphyrin is the rate limiting step in the
overall demetallation scheme.
The hydrogenolysis step following
Ni-EPH2 formation is relatively rapid and the concentration of this
intermediate never amounts to more than 20% of the total metal in
solution at any time.
The activation energies for the hydrogenation
(k1 ), dehydrogenation (k2 ), and hydrogenolysis (k3 ) steps are consistent
with literature reported values for similar reactions in hydrodenitrogenation (HDN) (Satterfield and Gultekin, 1981).
The large excess of hydrogen dissolved in the oil ensures that the
hydrogen concentration remains constant and can therefore be lumped into
the first order rate coefficient.
Variation of the hydrogen pressure
during saturation of the oil permits the evaluation of the rate coefficients dependence on hydrogen pressure.
Shown in Figure 111-6 is
such a determination for the three first order rate coefficients ki,
k2, and k3 in the Ni-EP reaction scheme reported by Agrawal (1980).
Based on the slope of the line for k , a first order dependence is
observed.
This is consistent with the observation that the first
-
- 104
30
a
o
25
a
20 -
TOTAL Ni
Ni-EP
Ni-EPH 2
o
0
1
15-
0
z
10-
5
03
0
0.0
0.10
0.05
A/fQ
WV/Q,
Figure 111-4.
0.15
0.20
G CAT. HR
ML OIL
Concentration versus contact time results for
Ni-etioporphyrin at 27 ppm Ni feed, 343 *C, and
6.99 MPa H 2 (1000 psig) on oxide catalyst. Solid
lines represent model calculations using parameter
values in Table III-1.
-
- 105
1000
..
I
I
I
I
100
10
kk3
-
1.6
-
2:
k,
1.7
I.j
I/T x1O', oK~
Figure 111-5.
Arrhenius plots for the first order rate parameters
for Ni-etioporphyrin at 6.99 MPa H 2 (1000 psig) on the
oxide catalyst. (Agrawal, 1980)
-
- 106
TABLE III-1
Ni-etioporphyrin Kinetic Parameters
3
1
Ni-EP Z
Ni-EPH
2
Reaction conditions:
-
deposit
2
27 ppm Ni feed, 343 0 C, 6.99 MPa H2
(1000 psig), oxide catalyst
k
= 25.0 ml oil/g cat. hr
E, = 16.3 k cal/mole
k2 = 100.0
E2 = 20.5
k3 = 80.0
E3 = 28.7
1000
-
- 107
I
2
100
-j
I
i
I
u
k3
1t
1000 psig
600 psig
I
II
I
LN P
Figure 111-6.
II
1.5
2.0
II
2.5
(MPa H2
)
iL
1.0
1400 psig
Hydrogen pressure dependence for the first order
rate parameters for Ni-etioporphyrin at 27 ppm Ni
feed and 343*C on the oxide catalyst. (Agrawal, 1980)
-
- 108
intermediate formed is the Ni-etiochlorin, requiring the addition of one
hydrogen molecule to the starting porphyrin.
trolled dehydrogenation reaction, k
2
For a kinetically con-
should be independent of hydrogen
pressure and Figure 111-6 confirms a zero order dependence for this
step.
The final step, k3, the metal deposition reaction exhibits second
order hydrogen dependence.
This suggests that more than one hydrogen
molecule is required for the final metal removal step and that a sequence of rapid reactions may be lumped into the hydrogenolysis step.
III.A.2.
Ni-T3MPP
Investigation of the kinetics of Ni-T3MTP demetallation affords
comparison with Ni-Etio of two porphyrins that have similar four pyrrole
ring macro structures and conjugation (187T electrons in delocalization
pathway) but have structural differences around the periphery of the
macrocycle.
Ni-Etio has methyl, ethyl substituents on the
-pyrrolic
positions and open methine bridges, whereas Ni-T3MPP has open a-pyrrolic
positions and tolyl substituents oriented perpendicular to the porphyrin
plane at the methine bridges.
These structural differences result in
significant reactivity differences although the global HDM scheme of
porphyrin hydrogenation followed by hydrogenolysis and metal deposition
still occurs.
The higher solubility of Ni-T3MPP in Nujol (up to 120 ppm
Ni) as compared to Ni-Etio (35 ppm Ni) also provides a more realistic metal
loading in the "model" oil.
The UV-visible spectra of effluent oil shown in Figure 111-7
reveals many absorption peaks indicating that Ni-T3MPP reacts
through more stable intermediates than Ni-Etio.
The feed Ni-por-
phyrin is rapidly hydrogenated at one peripheral double bond resulting
in Ni-chlorin formation (Ni-PH2) followed by a second rapid hydrogenation
selectivity at an adjacent pyrrole ring forming the Ni-isobacteriochlorin
Iw
0.75
I
I
0
MOw
I
I
I
0.601
Liu
0.451
z
C0
0
m
C\j
0.30 1-
CL
0.15
-
Y)
CD
I
250
350
450
550
WAVELENGTH,
Figure 111-7.
650
750
850
NM
Absorption spectra of effluent oil sample during demetallation
of Ni-tetra(3-methylphenyl)porphyrin at 345 *C and 6.99 MPa H2
(1000 psig); background is xylene.
(Ni-PH4 ).
110
-
-
See Figure 111-8 for assignment of peaks.
Central metals
are observed to favor formation of adjacent tetrahydroporphyrins, the
isobacteriochlorins, as opposed to opposite tetrahydroporphyrins known
as the bacteriochlorins (Scheer, 1978).
Typical concentration versus contact time plots for Ni-T3MPP
demetallation at 345*C and feed concentrations at 26 ppm Ni and 63 ppm
Ni are shown in Figures 111-9 and III-10 respectively.
points are represented by the symbols.
Experimental
Both figures show the rapid
disappearance of feed porphyrin (Ni-P) concurrently with the rapid production of Ni-PH2 and Ni-PH
followed by their more gradual removal.
Beyond a critical W/Q value, 0.025 gcat/ml/hr in Figure 111-9 and 0.04
gcat/ml/hr in Figure III-10, the NiP/NiPH2 and Ni-PH 2/NiPH
ratios
remain constant indicating that a dynamic equilibrium has been established between the porphyrinic species.
The most striking feature of
these figures is that the sum of the porphyrinic species in the effluent
oil (concentration determined by visible absorption peaks:
Ni-PH
Ni-P, 526 nm;
616 nm; Ni-PH4 , 593 nm) does not account for the total metal
concentration in the oil determined by atomic absorption spectrophotometry.
The discrepancy is represented by the symbol 0.
At 95% Ni-T3MPP conver-
sion only 20-30% of the total metal in solution can be accounted for by
porphyrinic species (Ni-P, Ni-PH 2 , Ni-PH4 ) whereas for Ni-Etio, the
metal in solution could always be accounted for by the sum of the Ni-EP
and Ni-EPH2 contributions.
A similar reaction pattern is observed for
Ni-T3MPP at a lower temperature, 285 0 C, as shown in Figure III-11.
high feed conversions there is again a large discrepancy between
porphyrinic metal and total metal, accentuated in this figure by the
slow rate of metal removal at these conditions.
At
-
111
-
0.20
0.18
414
0- N
0.16
0.14
N
N
)IJ20.12
z
526
4
M 0.10
0
to
E) 0.08
Ni-P
0.06
0.04
0.02
250
350
450
550
650
WAVELENGTH,
750
5
NM
Q25
0.20
o
N
H
0.15
H
z
0
U)
00
Ni-PH 2
0.10
616
0.0
20 0
300
400
500
WAVELENGTH,
0.16
600
70
8
0
NM
400
-
H
*'2
o
593
C3
0
0
UO
0.08
N
0
Ni-PH 4
0.04 F
0.0t
20
0
300
400
Figure 111-8.
600
500
WAVELENGTH,
700
800
NM
Absorption spectra of Ni-tetra(3-methylphenyl)
porphyrin (top), Ni-T3MPchlorin (middle), and
Ni-T3MPisobacteriochlorin (bottom); background
is hexane.
-
- 112
30
A
TOTAL Ni
o Ni-P
25
Ni-PH 2
9 Ni-PH 4
4 Ni-X
o
A
20
a_J 15
LiJ
z
10
0
5
e
0.0
0.05
0.10
WA/Q
/
Figure 111-9.
)
0.15
0.20
GCAT. HR
ML OIL
Concentration versus contact time results for
Ni-T3MPP at 26 ppm Ni feed, 345 *C, and 6.99 MPa H2
(1000 psig) on the oxide catalyst. Solid lines
represent model calculations.
-
- 113
70
60
1
a
.
o
o
e
50.
4
1
TOTAL Ni
Ni-P
Ni-PH 2
Ni-PH 4
Ni-X
-
40
L
0
20-
0.0
-
10 -
0.1
W/Q
Figure III-10.
0.3
0.2
)
0.4
0.5
0.6
G CAT. HR
ML OIL
Concentration versus contact time results for
Ni-T3MPP at 63 ppm Ni feed, 345 'C, and 6.99 MPa
H2
(1000 psig) on the oxide catalyst. Solid lines
represent model calculations using parameter values
in Table 111-2.
-
- 114
70
TOTAL Ni
o Ni-P
Ni-PH 2
6 Ni-PH4
SNi-X
-
60
50
-40
LLJ
-30-
2020-
10.
OO
0.16
0.32
W/Q
Figure
Ill-il.
0.48
0.64
GCAT. HR
'
ML OIL
Concentration versus contact time results for Ni-T3MPP
at 66 ppm Ni feed, 285 0 C, and 6..99 MPa H 2 (1000 psig)
on the oxide catalyst. Solid lines represent model
calculations.
-
- 115
Examination of the effluent oil UV-visible spectra at high
porphyrin conversions presented in Figure 111-12 reveals no dominating absorption peaks at 400 nm.
From this it can be concluded that
the unaccounted for Ni is not present in a porphyrinic form, since
macrocyclic conjugation has a characteristic strong absorption band at
this wavelength (Smith, 1975).
of several compounds in addition to the Ni-P, Ni-PH 2 , and Ni-PH
.
HPLC analysis of effluent oil samples has revealed the presence
Combined UV-visible spectra and LC analysis indicates most of these
peaks are aromatic fragments with little absorption in the visible
region.
Effluent samples at high porphyrin conversions with especially
poor metal balances contained an additional peak in substantial quantities, more polar than the porphyrinic components.
The UV-visible
spectra of this compound taken during LC analysis is shown in Figure
111-12 along with the composite spectra of effluent oil from which the
injected sample was taken.
The absorption peaks of this one species
correspond exactly to the maxima in the effluent oil scan indicating
that this is the dominant species in the oil.
Successive oil injections and peak collections enabled sufficient
quantities of this nickel intermediate to be isolated for analysis and
identification.
Atomic absorption analysis has confirmed that this
one compound can essentially account for the remaining nickel in the
metal balance, hereinafter termed Ni-X.
In effluent oil samples taken
at short contact times the metal balance nearly closes with Ni-P,
Ni-PH
and Ni-PH .
Correspondingly, this Ni-X species is detected
only in trace amounts during HPLC analysis of these samples.
-
- 116
1.0
358
0.8299 334
LJ
0.6-
U
z
0
0.4
478
0.2
250
350
450
550
650
WAVELENGTH,
750
850
NM
3s8
0.05
0.04
334
299
U
0.03
Cr.n
0
(J1
CO 0.02.
450478
0.C I
-
0.0
20 0
300
400
500
600
WAVELENGTH,
800
700
NM
20
..
1
to
Figure 111-12.
A00
!
I
300
I
60
,
I
II
700
nm
Absorption spectra of effluent oil sample at high
Ni-T3MPP conversion (top), "Ni-X" species isolated
from this oil during HPLC analysis (middle), and
Ni-corrin type species from Rasetti (1979) (bottom);
background is hexane.
-
- 117
The mass spectrum of this nickel intermediate presented in Figure
111-13 reveals a parent molecular ion (M+1) at m/e = 633.
The
presence of nickel is confirmed by the paired peaks at 633 (Ni58) and
635 (Ni60) corresponding to the nickel isotopes in the ratio of 2.5/1.
This molecular weight is similar to that obtained by removing a
toluene group from the starting porphyrin but several factors rule out
this possible interpretation for Ni-X.
The actual molecular weight of
such a species corresponds to m/e = 637 (M+1, = 726-90+1).
Hence the
removal of 4 additional hydrogens from an already unsaturated species
would be required.
This is an unlikely occurrence considering both
the nature of the molecule and the strong reducing environment of the
reactions.
The loss of a toluene group would also not be expected to
reduce the macrocyclic conjugation of the porphyrin ring.
This is not
consistent with the absence of a strong absorption band at 400 nm in
the Ni-X spectra of Figure 111-12.
Further information is obtained by comparing the infrared absorb-l
-l
region for the nickel interto 900 cm
ance bands in the 1800 cm
mediate and the starting porphyrin, Ni-T3MPP, shown in Figure 111-14.
The increased number of bands in this region for Ni-X is an indication
of lower symmetry which would result from hydrogenation or structural
alteration of the starting porphyrin.
band and 1550 cm~
The appearance of the 1470 cm~
shoulder have been assigned to -C = N- and -C = C-
stretching vibrations which are forbidden or very weak in the highly
symmetric D4 h porphyrin system (Thomas and Martell, 1959).
Similarly,
strong bands in the Ni-T3MPP spectra at "1010 cm 1 and 1352 cm~1
assigned to porphyrin macrocylic ring vibration (Kincaid and Nakamoto,
1975) and -C -N = vibrations of high double bond character (Thomas and
w
w
W
w'
0
1-
9
0
87
I"A
.
174
174
..
-.
cxI
m7
373
.4R
460
35WA
.
99
47
4.
450
963
4.
55
5-8
1-*,
0
667
689
77 735
750m
Sim..
W/e
Figure 111-13.
Mass spectrum of Ni-X.
8
599
6 9
119
-
-
0
1800
1600
1400
WAVENUMBERS
1800
1600
1400
WAVENUMBERS
Figure 111-14.
1200
1000
CM'
1200
1000
CM 1
Infrared spectra of Ni-T3MPP (top) and Ni-X (bottom).
Samples referenced to tetrachloroethylene.
-
- 120
Martell, 1959), respectively, are absent in the Ni-X spectra.
Bands
at n,1010 cm~1 have been reported for dihydrogenated and hexahydrogenated
nickel porphyrins indicating that reduction alone does not eliminate
this characteristic ring vibration (Angst, 1981).
Furthermore, the
presence of phenyl groups on the Ni-X species is indicated by the band
at 1603 cm-
which is likewise strong in Ni-T3NPP (Thomas and Martell,
1959).
An interpretation of the Ni-X intermediate consistent with the
analytical results and the reaction environment is required.
Such a
species appears to be the result of a concerted reaction involving contraction of the ring at a bridge position adjacent to one of the hydrogenated pyrrole rings of Ni-PH
as a xylyl group.
by elimination of the methine carbon
The central nickel metal is known to exert a strong
templating affect in such cyclizations by ensuring a favorable positioning between the adjacent c-pyrrolic carbon atoms (Grigg, 1978).
Similar reactions are common in the synthesis of analogous contracted
ring structures referred to as metallo-corrins.
A possible sequence
to interpret this ring contraction route is depicted in Figure 111-15.
The initial
step involves hydrogenation of a meso bridge adjacent to
a hydrogenated pyrrole ring in Ni-PH
by a concerted electrocyclic reaction.
followed by opening of the ring
As will be discussed later, the
meso positions on hydrogenated porphyrin rings are highly reactive.
The key step in the sequence which follows involves an acid catalyzed
ring contraction step (Grigg, 1978) with subsequent elimination of the
former bridge position carbon atom as a xylyl group,
For the case at hand, the molecular weight of this newly generated
species is 628 indicating that the actual Ni-X intermediate has under-
"p 0
H2
H
HHHH
2H H
H
/
H
meso bridge
hydrogenation
H/
H
0
\
ring opening and
acid attack
Ni-PHLI
H
H
H
HH
H
H
H H H HH
HH
0
H Hl H
H
Ni N
H
f inal
H
hy drogenation
Hn
H
contraction
H
0H
N
HH
and xylyl
elimination
Ni-X
m/e = 628
m/e = 632
Figure 1II-15.
Proposed sequence for ring contraction and Ni-X formation.
-
- 122
gone further hydrogenation after elimination of the xylyl group.
The
maxima in the visible spectra of the Ni-X intermediate presented in
Figure 111-12 shows resemblance to that of a nickel-corrin hydrogenated at additional pyrrole positions (Rasetti, 1979).
These may
likewise be the hydrogenated sites in the Ni-X molecule.
The lack of
any evidence for a Ni-PH 6 species in the oil (visible absorption peak
at 670 nm (Johansen et al., 1981)) is an indication that this hydrogenation occurs after ring contraction.
Several features of the proposed Ni-X structure shown in the
reaction scheme of Figure
1I-15 are now consistent with the observed
analytical and experimental results.
Foremost is the agreement be-
tween.lack of macrocyclic conjugation detected in the visible spectra
of this species and the corresponding interrupted porphyrin ring
structure with extensive hydrogenation.
Additionally, the IR spec-
trum is characterized by the absence of porphyrin ring vibrational
modes and a decrease in molecular symmetry.
Absorbance bands reported
for contracted ring systems at %1566 cm-1 (Ofner, 1981) and 1500 cm~1
(Burger, 1975) also appear identically at 1566 cm~1 and as a shoulder
at 1500 cm~
in the Ni-X sample.
The nickel, verified by both
atomic absorption and mass spectra, is retained in a square planar
configuration with the four nitrogen atoms analogous to its coordination in the starting porphyrin.
This indicates that no dramatic
structural rearrangements were required during the formation of this
species.
Finally, the relatively slow reactivity of this nickel
intermediate to-demetallation is consistent with the reported observation that ring contraction stabilizes the metal-nitrogen bonds when
the central metal is small enough to allow such a contraction
(Buchler, 1975).
-
- 123
The coordination cavity of the corrin-type ligand
system is apparently closer to the spatial coordination optimum of the
Ni
transition metal ion than the hydrogenated porphyrin ligand
(Angst et al., 1981).
Analysis of the total metal concentration as a function of W/Q
for Ni-T3MPP demetallation in Figures 111-9 and III-10 revealed a
discrepancy when attempting to interpret the behavior in terms of a
single deposition step through Ni-X.
In both figures the steepest
slope on the total nickel curves (corresponding to the fastest rate of
metal removal) occurs at short contact times when the oil metal balance
nearly closes with Ni-P, Ni-PH 2 , and Ni-PH
is low.
and the Ni-X concentration
At longer contact times when the concentration of Ni-X is
the largest and comprises essentially all metal in the oil, the rate
of total metal removal is slower.
Hence a route for metal deposition
other than from the Ni-X species alone is required.
A semi-logarithmic
plot of the total nickel concentration data contained in either Figure
111-9 or III-10 does in fact reveal two straight line regimes indicative
of two first
order removal rates.
The kinetics of Ni-T3MPP demetallation have been modelled as a sequence
of first order reactions in the network shown in Figure 111-16.
Feed por-
phyrin is successively and reversibly hydrogenated twice to form the tetrahydrospecies.
This Ni-PH
can then react via two paths, one leading to
direct deposition of nickel on the catalyst surface and the other leading
to formation of the stable Ni-X intermediate. The relative ratio of these
two reactions may be dependent on the proximity of the molecule to both a
hydrogenation and an acid site which are speculated to be necessary for
ring contraction.
The direct deposition step k 7 is analogous to the direct
Now
ww
vo
o
0
w
0
H
H
7
N
N
\N
N
H
DEPOSIT
H
H
HH
0
Ni-P
-~.-
Ni -PH
NI-PH 2
IN)
H
5
H
HH
H
-N
H H H
6
-,j-
H
DEPOSIT
H
H
HH
HH
Ni-X
Figure 111-16.
Reaction sequence for Ni-tetra(3-methylphenyl)porphyrin.
-
- 125
deposition of metal from Ni-EPH2 in the Ni-Etio sequence.
This
reaction (k7 ) may proceed through other intermediates but presumably
they are very reactive and exist only in trace amounts at reaction
conditions.
The formation of the Ni-X intermediate via reaction k
results in production of a pool of relatively unreactive nickel in
the oil.
The hydrogenolysis step k 6 leading to metal deposition is
slow and determines the rate of total metal removal at the higher contact times as evidenced by the disappearance of Ni-X paralleling the
total metal removal rate.
Presumably a second macrocyclic ring
cleavage step is important in the final metal deposition sequence but
no metal free fragments were identified in the oil indicating the
preferred site for attack on the ring.
The overall metal removal rate from Ni-T3MPP can therefore be
characterized by two rates;
and a slow removal rate at longer times governed by k
6
*
governed by k
a fast decay at short contact times
Attempts to interpret the results in terms of a single deposition
route through the Ni-X species did not result in an adequate representation of the total amount of metal and its removal rate at both
short and long contact times.
The coupled set of rate expressions for this model are solved by
use of the Wei-Prater technique (Wei and Prater, 1962) in Appendix B.
Kinetic parameters were obtained from non-linear least squares fitting
of the experimental data to this solution or by the Himmelblau-JonesBischoff technique (Himmelblau et al., 1967) using the computer programs in Appendix C.
Both methods gave similar results.
Kinetic parameters used in the solid line model calculations of
Figures 111-9 and III-10 are listed in Table 111-2.
In contrast to
-
- 126
TABLE 111-2
Ni-tetra(3-methyl phenyl)porphyrin Kinetic Parameters
1
Ni-P .
3
Ni-PH
2
'
Ni-PH4
--
7
P
deposit
4
Ni-X
deposit
--
6
345 0 C, 6.99 MPa H 2 (1000 psig), oxide catalyst
Feed concentration,
rate coefficient
k
ml oil/gcat hr
k4
ppm Ni
16
26
63
90
86.0
85.0
105.0
94.0
100.0
90.0
94.0
84.0
120.0
130.0
120.0
130.0
145.0
150.0
150.0
155.0
55.0
66.0
49.0
60.0
4.20
4.60
3.80
4.25
24.0
25.0
18.0
19.5
17.8
16.4
21.8
20.0
18.9
17.3
23.1
21.2
21.2
19.0
20.0
20.0
24.0
23.3
Activation Energy
E
kcal/mole
-
- 127
Ni-Etio, hydrogenation of Ni-T3MPP is rapid and the hydrogenolysis
steps k6 and k7 are rate
determining in the demetallation sequence.
Activation energies for the rate parameters at 63 ppm Ni feed are
obtained from the Arrhenius plots of Figure III-17.
Values likewise
determined at 26 ppm Ni feed (Arrhenius plots shown in Figure 111-18)
were similar to the activation energies for the seven steps at the
higher concentration.
Negative activation energy differences for the
hydrogenation/dehydrogenation steps (E1 - E2 , E3 - E4) were qualitatively consistent with the exothermicity of hydrogenation reactions.
Thermodynamic data on the enthalpies of reaction between these porphyrinic
compounds were unavailable for quantitative comparison.
Due to the
lumping of the hydrogen concentration into the first order kinetic
parameters, a true estimate of the enthalpy of reaction from the activation energies would have to take into account the heat of solution
of hydrogen in the oil.
The kinetic rate parameters listed in Table 111-2 for Ni-T3MPP at
345C span a 5.6 fold variation in feed concentration ranging from 16
to 90 ppm Ni.
At each of the four feed concentrations the same reac-
tion sequence, depicted in Figure 111-16, was observed.
The similarity
in the kinetic parameters suggests a concentration independence over
the range examined.
The slight variation observed between some of the
rate parameters determined at different feed concentrations is far less
than the magnitude of the concentration changes between these runs.
These parameter variations may arise from different levels of activity
from one batch of catalyst to the next due to catalyst ageing and
metals loading.
Different catalyst charges were used for each of the
four runs and the amount of total nickel deposited (determined by mass
-
- 128
I
I
|
1
I
-k4
k3
100
kk
-
10
:
-H k6
i
'
0.1
1.6
1/T
Figure 111-17.
iI
1.7
iI
1.8
x 10', K 1
Arrhenius plots for the first order rate parameters
.for Ni-T3MPP at 63 ppm Ni feed and 6.99
(1000 psig) on the oxide catalyst.
MPa H2
-
- 129
500
k4~
100
ki k2
k5
k
o-
-0
10
00
-ko
-
1
0.5
1/T x 10
Figure 111-18.
1.8
1.7
1.6
K
Arrhenius plots for the first order rate parameters
for Ni-T3MPP at 26 ppm Ni feed and 6.99 MPa H2
(1000 psig) on the oxide catalyst.
-
- 130
balance) at the end of each run varied from 0.67 wt% for the 16 ppm Ni
run to 3.7 wt% Ni for the 90 ppm Ni experiment.
The first order rate parameters in the demetallation scheme for
Ni-T3MPP therefore appear to be independent of porphyrin concentration.
Agrawal (1980) reported similar behavior in the HDM of VO-porphyrins
although over a much narrower concentration range.
An interpretation of this concentration independence is possible by
considering a surface kinetic model.
Reactions in heterogeneously
catalyzed systems depend on surface species concentration and therefore are typically influenced by adsorption/desorption phenomena on the
active catalytic sites.
The reactions when interpreted in terms of
simple first order rate expressions can yield kinetic rate parameters
exhibiting a concentration dependence.
This behavior may be inter-
preted in terms of adsorptivity on catalytic sites through the use of
a Langmuir-Hinshelwood kinetic model shown below:
=
k.. C.
I
1+
+
rate
K.i
where the summation includes all species, both reactants and products.
A common assumption employed is that each species has an equal adsorptivity, K.
This reduces the denominator to 1 + K I C
.
Since the sum-
mation includes all species, it remains constant and equal to the feed
concentration, C .
Hence for strongly adsorbing species, KC
>> 1 and
a bulk pseudo first order rate coefficient for such a system exhibits
For catalytic sites pith
an inverse feed concentration dependence.
relatively weak adsorption interactions, KC
<< 1 and concentration in-
dependent first order rate parameters are expected.
The concentration
independence of the seven rate paramters in the Ni-T3MPP reaction scheme
indicate at these conditions the term KC
0
is not important relative
to 1.
-
- 131
The total number of active sites therefore remains essentially
constant with changes in feed concentration.
Adsorption studies for Boscan petroporphyrins on alumina supports
and on CoMo/Al203 catalysts have been reported by Morales and co-workers
(Morales and Galiasso, 1982, Andreu et al., 1981).
Both support and
catalyst were determined to have similar adsorption properties at
electron acceptor sites on the surfaces but low heats of adsorption
indicative of weakly bound porphyrins.
At temperatures in excess of
350*C or in strong solvents more than 90% of the room temperature adsorbed porphyrin could be removed.
The adsorption of nickel porphyrins
on these materials was also observed to be lower than of vanadyl
porphyrins.
This information lends further insight and support to
the concentration independent rate parameters determined for Ni-T3MPP
at 345*C.
Based on these results, no detailed modelling of the in-
trinsic kinetic behavior in terms of the more fundamental LangmuirHinshelwood model was attempted or deemed necessary.
The hydrogen pressure dependence of the rate coefficients presented
in Figure 111-19 was determined in an analogous manner to that for
Ni-Etio porphyrin.
obtained.
Similar results for the two porphyrins were
Over the pressure range of 4.58 - 10.09 MPa H2 (650 - 1450
psig H2) the hydrogenation steps k
and k3 exhibited first order
hydrogen dependence whereas the dehydrogenation steps k 2 and k
independent of hydrogen pressure.
hydrogen dependence.
were
Step k5 exhibited second order
The proposed structure for the Ni-X inter-
mediate is consistent with the requirement for the addition of more
than one hydrogen molecule in its formation from Ni-PH
the final metal deposition steps k6 and k
Likewise,
exhibited second order
dependence suggesting again that a sequence of hydrogen consuming
-
- 132
1000
,
I
k4
0
'-I
I
-
-6-
K
100
k3
-II
0
k5
10
k6
1
1.0
iI
650 psig
II
1.5
I
1450 psig
si
2.0
2.5
(MPa H2
)
LN P
1000 psig
Ii
Figure 111-19.
Hydrogen pressure dependence for the first order
rate parameters for Ni-tetra(3-methylphenyl)porphyrin
at 63 ppm Ni feed and 345 *C on the oxide catalyst.
-
- 133
reactions may be lumped
into these final steps.
Ni-TPP
III.A.3.
The behavior of Ni-TPP under HDM conditions is similar to that of
Ni-T3MPP.
The meta-substituted methyl groups on the phenyl rings are
observed to have little effect on the porphyrin reactivity.
Total metal removal kinetics for Ni-TPP on CoMo/Al203 were first
reported by Hung (1979) in his model compound hydrodemetallation work.
At that stage, the importance of intermediates in the overall demetallation scheme were not fully appreciated.
UV-visible spectra of
effluent oil samples revealed, however, the presence of absorption
peaks at 616 rum and 593 nm characteristic of the Ni-PH2 and Ni-PH 4
species.
Re-examination of Hung's batch data indicates that like
Ni-T3NPP, the porphyrinic fraction fails to account for all metal in
effluent oil.
At 90% Ni-TPP conversion at reaction conditions of
344*C and 6.99 MPa H2 (1000 psig), only 20% of the Ni in the oil can
be accounted for by the Ni-P, Ni-PH 2 , and Ni-PH4 components.
III.B.
Discussion of Porphyrin Reactivity
The model compound results presented in the previous section
demonstrated the sequential nature of hydrodemetallation on the oxide
form of CoMo/Al203 involving both hydrogenation and hydrogenolysis
reactions.
The initial ring hydrogenation of the pyrrole group
appears to be the pathway resulting in the least disruption of the
porphyrin molecule under reaction conditions.
Even though some strain
is induced into the macrocycle to accomodate the sp3 carbon atom of
-
- 134
the pyrroline ring (Scheer, 1978), the porphyrin aromaticity is not
significantly interrupted since only 18 of the original 22
7r
electrons
in the porphyrin are included in any one delocalization pathway (Smith,
1975a).
The different degrees of hydrogenation observed between
Ni-Etio and Ni-T3MPP (also Ni-TPP) can be rationalized in terms of
porphyrin basicity and steric factors.
The electron donating effect
of the methyl and ethyl groups in Ni-Etio renders the
-pyrrolic posi-
tions more basic and hence less susceptible to electron addition ocurring upon reduction than Ni-T3MPP where only hydrogen atoms exist at
these positions.
The larger
-pyrrolic substituents in Ni-Etio would
also appear to hinder access to the catalytic hydrogenation sties.
Reduction potentials, directly related to basicity, are a commonly used
parameter in correlating porphyrin reactivity (Worthington et al.,
1980).
Reduction potential values determined by Hambright (1982) are
lower for Ni-T3MPP as compared to Ni-Etio, implying that Ni-T3IPP
should be more readily reduced.
The first order hydrogenation rate
constants for Ni-T3MPP (ki = 85.0 ml/gcat hr) and Ni-Etio (k1 = 25.0
ml/gcat hr) reflect this as does the greater extent to which Ni-T3MPP
is reduced (Ni-PH
formation).
A more significant result that the slight disruption of aromaticity
resulting from porphyrin hydrogenation is the enhancement in reactivity
of the methine bridges adjacent to the newly formed pyrroline ring
toward electrophilic attack (Fuhrhop and Subramanian, 1976, Scheer and
Inhoffen, 1978, Fuhrhop, 1978).
In the porphyrin macrocycle, the
four pyrrolic rings are maintained as aromatic subunits by borrowing
electron density from neighboring methine bridges.
The reduced
pyrrole ring in the chlorin is no longer such a subunit and thus the
-
- 135
electron density at the neighboring methine positions is increased.
Kwart et al.
(1980) have recently proposed a mechanism for HDS
on sulfided CoMo/Al 2 03 catalysts.
The catalyst is postulated to act
as an electrophile seeking to fill the anion vacancies of its Mo atoms
through interactions with bonds of high electron density.
A similar
interpretation is useful to explain the HDM behavior observed in this
study on oxide CoMo/Al 2 03 .
The hydrogenated porphyrins presumably
interact at the highly reactive methine bridges adjacent to the
pyrroline ring with Mo anion vacancies.
If the molecule adsorbs in a
planar configuration, the R orbitals of the methine bridge carbons can
be coordinated by the electron-deficient Mo centers.
Interaction of
Tr electrons with the metal would lead to transformation of the C-C
Tr bond to yield a a bond which at the same time would activate the
methine bridge for hydrogenation.
Once the aromaticity of the bridge
has been destroyed by hydrogenation, stabilization of the molecule by
macrocylic conjugation is lost.
The resulting strain in the now sp
a-pyrrolic carbon atom may favor cleavage of the ring and formation of
an open ring metallo-tetrapyrrole structure (Fuhrhop, 1978).
One
possible route for this reaction would be a concerted 18 r electron
electrocylic reaction (Grigg, 1978).
The presence of an acidic
catalyst site may likewise facilitate this cleavage via a carbonium
ion cracking mechanism.
Similar open chain tetra-pyrrolic structures
(M-biliverdinates) have been found to be unstable under catalytic
hydrogenating conditions (Subramanian and Fuhrhop, 1978) so presumably the metal is quickly deposited on the catalyst and the remaining
aromatic structure destroyed.
-
- 136
With Ni-Etio, the lack of stable intermediates (other than the
chlorin) detected indicates that this sequence proceeds rapidly when
the methine bridges are open and exposed to attack.
In contrast to Ni-Etio, the reaction of Ni-T3MPP involves relatively slow rates of hydrogenolyis and the generation of a stable nonporphyrinic intermediate.
This may be interpreted as resulting from
the influence exerted by the tolyl groups at the methine bridges.
Their presence may be envisioned as sterically hindering interaction
of the methine bridge sites with the catalyst resulting in inhibition
of the hydrogenation of the double bond and the subsequent cleavage
step.
A second influence is the ability of the tolyl group to stabil-
ize the methine carbon as a leaving group during formation of the
nickel-corrin type intermediate, the Ni-X.
Once hydrogenation of the
methine bridge and subsequent opening of the ring has occurred, a
rapid series of reactions follows.
The rate of contraction and re-
closure of the ring would appear to determine the relative amount of
Ni-PH 4 reacting to deposit metal directly (k7 ) or to produce Ni-X (k ).
5
Unlike the strain associated with the sp3 a-carbon in the porphyrin
system, the same sp3 orbital configuration in the a-carbon of the
newly formed contracted ring molecule is known to be stable (Fuhhrop,
1978).
The success of the central nickel in exerting a templating
effect to contract the ring is apparent by the k5 /k7 ratios consistently
greater than one.
Accompanying this bridging of the two a-carbon
atoms in the adjacent pyrrole rings is the simultaneous elimination of
the former methine carbon as a xylyl group.
This reaction occurring
to relieve the steric crowding at the contracted bridge bond.
-
- 137
The cleavage of the carbon-carbon bond in this sequence, beta to
the tolyl ring is a reaction commonly encountered in carbonium ion and
free radial reactions.
This same ring contraction/carbon elimination
reaction were it to occur with nickel-etioporphyrin would involve loss
of a methyl group.
Formation of a methyl carbonium ion, for example,
is energetically 50 kcal/mole higher than the corresponding xylyl
carbonium ion and hence highly unfavorable (Alder et al., 1971).
This
may explain in part the absence of the analogous non-porphyrinic nickel
intermediate in the demetallation of Ni-etioporphyrin
on CoMo/Al2 03
III.C.
III.C.l.
Demetallation Reactions Under Diffusion Limited Conditions
Metal Deposition Profiles
Metal deposition profiles measured in catalysts from commercial
hydroprocessing units reveal that HDM reactions are diffusion limited.
Vanadium tends to be deposited in sharp, U-shape, profiles (Todo et al.,
1971, Sato et al., 1971) whereas nickel has been observed in both
U-shape (Todo et al., 1971) and uniform (Sato et al., 1971) profiles.
Agrawal (1980) and Tamm et al.
(1981) have shown that metal deposi-
tion profiles depend on the axial location of the catalyst within the
reactor.
Nickel and vanadium both exhibited profiles with internal
maxima, termed M-shape, at the reactor entrance.
These maxima were
found to shift to the pellets' edge at the reactor outlet, generating
the classical U-shape profile.
Wei and Wei (1982) have recently
shown how all these types of profiles can be explained by a consecutive HDM mechanism involving a
metal depositing intermediate which is
-
- 138
not originally in the oil.
Nickel deposition profiles obtained with Ni-Etio and with Ni-T3MPP
as a function of axial position are presented in Figures 111-20 and
111-21.
Experimental points are represented by the open circles.
At
the reactor entrance, no metal depositing species are present in the
oil.
The nickel porphyrins must first react to form the metal deposit-
ing intermediates before metal accumulates on the pellets.
As feed
material diffuses into the first catalyst particles and reacts, the
concentration of intermediates rises and the M-shape profiles appear.
The position of the internal maxima within the first pellets is
determined by the reaction network, the temperature, and the hydrogen
pressure.
The internal maxima, present close to the edge of the pellet at
the reactor entrance with Ni-Etio in Figure 111-20, is observed to
shift to the pellet's edge due to the build-up of the metal depositing Ni-EPH2 in the bulk.
Metal profiles from pellets at the middle
and exit of the reactor exhibit the classical shape characteristic of
a first order reaction with diffusion.
The internal maxima at the reactor entrance for Ni-T3MPP is
significantly more pronounced and moved from the edge as shown in
Figure 111-21.
it was 0.90.
The maxima occurs at r/R = 0.75 whereas for Ni-Etio
This is easily explained in terms of the longer HDM
sequence and the slow metal removal steps previously discussed for
Ni-T3MPP.
Metal profiles taken from pellets a quarter of the distance
into the bed and -even from the middle of the bed reveal indications
of an internal maximum which further confirms this point.
Another
interesting feature of the Ni-T3MPP metal profiles is the relatively
-
- 139
1.4
1.4
ENTRANCE
MIDDLE
1.2
-J
1.O
1.2
I
0
1.01.
0
0.8
0
0
a(-
Lo 0.8
oo
00
0
F- 0.6
.0
0
0~
0000 0000
I- 0.6
0
0g
0.4.
0.4
0.2-
1.0
0000 o oo
000-0
000
0.2
0.8
0.4
0.6
0.2
0.0
1.0
0.8
f/R
0.6
04
0.2
0.0
r/R
1.4
EXIT
1.2
1.0
LU
z
I-
0.80.6
0
OA 0
0.4
00
0.2
0
000
-
1.0
0.8
0.6
0.4
0.2
0.0
r/R
Figure 111-20.
Nickel deposition profiles in 1/16" diameter catalyst
pellets at various reactor axial positions from
'Ni-etioporphyrin demetallation at 345 *C and 6.99 MPa H2
(1000 psig) on the oxide catalyst. Solid lines
represent model calculations using parameter values
in Table 111-3.
-
- 140
1.6 r
1.6
FIRST
QUARTER
ENTRANCE
0
0
0
1.2
0
1.2
0
0
0
0
-J
LiJ
0 0
-J
LiJ
0 0
0
U0.8
00
0
o
00o
00
0.4
0.4 H
-
1.0
0.8
0.6
0.4
0.2
[
0.0
I
1.0
0.8
0.6
r/ R
0.0
1.6,
MIDDLE
EXIT
1.2
1.2
00
00
0
0
LiJ
0
z
0.2
0.4
r/R
1.6
-J
LiJ
00
-
0H1
0
0.8-
000
rx
00
00
0.8
0
0
0- O 0.8.
00
00
0
00
0
0
H-
00
0.4
00
0
0
0
0
0
OA
1.0
0
0.8
0.6
0.4
r/R
Figure 111-21.
0.2
0.0
1.0
0.8
0.6
0.4
0.2
0.0
r/R
Nickel deposition profiles in 1/16" diameter catalyst
pellets at various reactor axial positions from
Ni-tetra(3-methylphenyl)porphyrin demetallation at
345 *C and 6.99 MPa H2 (1000 psig) on the oxide catalyst.
Solid lines represent model calculations using
parameter values in Table 111-4.
-
- 141
uniform metal loadings in the inner half of the pellets.
This is a
direct result of the two metal deposition routes characteristic of
Ni-T3MPP.
The fast reaction (k7 ) operates under strong diffusional
limitations giving rise to the high metal loadings at the edge whereas
the slow deposition step (k6 ) dominates in the center since it is less
influenced by diffusional effects and results in relatively uniform
metal profiles.
III.C.2.
Metal Profile Model Development and Discussion
The pattern of metal deposition is useful as a fingerprint of the
HDM kinetic scheme and reflects the radial position of metal-bearing
intermediates just prior to deposition.
The profiles have been
modelled using the theory of coupled multi-component first order reaction and diffusion given by Wei (1962).
The approach used for the
Ni-T3MPP kinetic scheme will be outlined, that for the Ni-Etio scheme
has been given elsewhere (Agrawal, 1980).
There are several assumptions involved in the model development;
no axial and radial dispersion effects, no interphase resistance between the liquid and catalyst particles, and end effects on the catalyst
pellets are neglected.
The first two assumptions are justified in
Appendix A.
The steady-state equations for diffusion with the hydrodemetallation scheme can be written as:
D
0
0
0
C
k
-k2
0
0
0
D2
0
0
C2
-k1
(k2+k)
-k
0
1
PC
-
- 142
C2
(1)
-
0
0
D
0
C
0
-k
(k4 +k5 +k 7 )
0
C3
0
0
0
D4
C4
0
0
-k5
k6
C4
where C1 , C 2 , C3 , and C4 are the concentrations in ppm Ni of Ni-P,
Ni-PH 2 , Ni-PH4 , and Ni-X, respectively, inside the catalyst pellet and
D1, D2, D
and D4 the respective effective diffusivities in
cm2/sec.
These diffusion coefficients are assumed to be constant on the basis
that the low level of deposited nickel is not sufficient to restrict
diffusion in the catalyst pores.
The rate coefficients, k, in units
of ml oil/ g cat hr, are from the kinetic scheme previously discussed.
The catalyst density, pC, is necessary to balance the units.
boundary conditions accompanying eq.
The
(1) are:
C
at r = 0,
V
C3
0
(2)
LC 4
C1
at r = R,
C
C3
C 4]
C ls
[C]
C3s
C4sj
where the subscript s refers to the concentration in the oil at the
outer surface of the catalyst.
(3)
-
- 143
The solution to the above set of equations for cylindrical geometry
is given by:
I
r/R)
Cl
0
0
C ls
0
C02
r/R)
I (2
C022
0
0
20
Y
C3
I ( 3 r/R)
0
03
0
0
0
0
3s
3
r/R)
I (4
0
(4)
C
C4 s
I 0 (044
)
04.
y
0
where Y and Y
p D
are the eigenvector matrix and the inverse matrix of the
K matrix and I
of zero order.
the modified Bessel function of the first kind
Defining AX,2X
3, and X4 as the eigenvalues of pC
then the Thiele modulus for each characteristic species is
=
K,
R
for i = 1, 2, 3, 4 where R is the pellet radius.
Using the solution given by eq (4), the overall species reaction
rates for each catalyst pellet can be obtained from the fluxes of
reactants across the boundary.
given by:
The gradient at R is required and is
Cl
-
- 144
0
0
0
0
0
'
$
C
0
2
d
C2
~o ()
R
dr
C3
0
C4
0
C2 s
42 10(42
0
0
0310(03
C3s
C4 s
0
0
(5)
which can be simplified to
d
(6)
-
TC
Rs
R
s
I0W
where $
is the diagonal matrix in eq (5) and C the concentration
0
vector.
The rate of reaction per unit mass of catalyst is then given by:
27TpRLD
WR
22
LPc
C R2pW
=-I
0
RP
(7)
=s
where L is the pellet length and p the oil density.
This flux expres-
sion may be reduced to:
pK
where i
C5
is the diffusion-disguised overall rate coefficient matrix
based on the bulk oil concentrations given by:
(8)
+
-
- 145
-1
2 D
(9)
I()
R P
The problem then is simply one of using this local rate expression
in a differential material balance in the reactor.
For a plug flow
reactor assuming uniform catalyst distribution and no interphase transport resistances, the set of mass balances is given by:
dC
Q
where
= -K
C
(10)
Q is the volumetric oil flow rate and dW the differential weight
of catalyst along the reactor length.
The initial condition for eq (10)
is the feed composition to the reactor:
at W = 0
Cls
CW
C 2s
C3s
0
LC 4J
L0
(11)
0
Integrating eq (10) over the total weight of catalyst, W, yields:
Cls
C
2s
exp
=X
C3 s
C4 s
=+
where X
(-24 W/Q)
0
0
0
0
exp (-2 2 W/Q)
0
0
X
0
0
exp (-X3 W/Q)
0
0
0
(12)
0
0
exp (-A
0
W/Q)
0
=+1
and X
are the eigenvector matrix and the inverse matrix of
the diffusion disguised rate constant matrix K
A its characteristic eigenvalues.
4
C
0
and
A1 , A'
2'
3, and
3
With eq (12) it is possible to
-
- 146
calculate the concentration profiles in the bulk oil through the reactor
as a function of catalyst weight (or equivalently, reactor length).
Concentration distributions within individual catalyst pellets at
specific axial positions are determined from eq (4) using the bulk oil
concentration given by eq (12).
The final step, the calculation of the
amount of deposited metal as a function of pellet radius at any position along the reactor is accomplished using:
M = [k6 C4 + k7 C3] Pt x 104
where
(13)
M is the weight percent deposited nickel and t the reactor time
on stream in hours.
The factor of 10-
concentration are in parts per million.
is necessary when the units of
The two routes to metal
deposition with Ni-T3MPP are clearly identified in eq (13).
The kinetic rate parameters used in solving eq (4) and eq (12)
have been independently determined in the intrinsic studies leaving the
four diffusion coefficients as the only unknowns in these equations.
Values for these parameters were then adjusted to obtain a best fit
between the measured and predicted values of both the intra-pellet
metal profiles along the reactor length and the species concentration
in the effluent oil.
The computer program used in these calculations
is located in Appendix C.
Listed in Table 111-4 are the parameter
values used in calculating the solid line model profiles in Figure
111-21 and the resulting effluent oil composition.
modelling the Ni-Etio profiles of Figure
Results from
II-20 are presented in
Table 111-3.
The model curves in Figure 111-21 predict the
M-shape behavior
for Ni-T3MPP at the reactor inlet with the maxima shifting to the edge
-
- 147
TABLE 111-3
Parameters for Ni-etioporphyrin Metal Profile Modelling
(Figure 111-20)
= 25.0 ml oil/g cat hr
t = 75 hrs
= 100.0
p = 0.88 g/ml
= 80.0
D
PC = 1.49 g/ml
-6
=
2.5 X 10
=
4.8 X 10-
2
cm /sec
Q = 15.0 ml/hr
6
W = 5.0 g
R = 0.076 cm
C
0
= 32.0 ppm Ni
Effluent Oil Concentration
Experimental
Calculated
Ni-EP
4.8 ppm Ni
4.7
Ni-EPH2
0.70
0.63
5.5
5.33
-
- 148
TABLE 111-4
Parameters for Ni-tetra(3-methylphenyl)porphyrin Metal
Profile Modelling (Figure 111-21)
105.0 ml oil/g cat hr
t = 109 hrs
94.0
p = 0.88 g/ml
120.0
Pc = 1.49 g/ml
150.0
Q = 15.0 ml/hr
49.0
w = 5.0 g
3.80
R = 0.076 cm
18.0
1.0 x 10- 6 cm 2/sec
2.0 X 10- 6
C
0
= 66 ppm Ni
Effluent Oil Concentration
Experimental
6.3
2.0 X 10- 6
Ni-P
2.0 X 10 6
Ni-PH2 4.6
5.1
Ni-PH4 2.6
3.0
Ni-X
9.9 ppm Ni
Calculated
17.5
18.7
34.6
33.1
-
- 149
of the pellet toward the end of the reactor.
Similarly, the concentra-
tion of metal at the point of maximum loading within a pellet is predicted to increase, initially, with axial position before declining
further down the length of the bed.
experimentally.
This behavior has been observed
Both of these features are a direct consequence of the
sequential metal deposition pathway.
Due to the rapidly changing concentration of intermediates at the
entrance of the bed, the deposited metal concentration calculated by the
model at the surface of a catalyst pellet at this position was very
sensitive to axial location.
Mathematically, the metal concentration is
zero at r = R on a pellet at the entrance of the bed (z = 0).
Experi-
mentally this was never observed due to the finite size of the catalyst
particles (6 mm long) and the possible effects of dispersion and adsorption.
The experimental profiles at the entrance were instead modelled
by relaxing the constraint on the entrance position location and using
metal profiles calculated generally with a 0.5 cm distance of the
mathematically defined entrance position.
Quantitative agreement between the predicted and experimental metal
profiles is satisfactory, especially in the front half of the reactor
when using unequal diffusivities for the nickel species.
The best fit
values for the effective diffusivities are in the range 1 - 2 x 10-6
cm 2/sec.
An estimate for the values of the diffusion coefficients for
*
the porphyrinic species can be obtained from the Stokes-Einstein equation.
Assuming a molecular diameter for Ni-T34PP of 15 A, the bulk
10-5
liquid phase diffusivity in Nujol at 350*C is calculated to be 4.8 x cm /sec.
An effective diffusivity in the catalyst is obtained by
correcting for configurational effects with the Spry and Sawyer (1975)
-
- 150
0
factor and by assuming a catalyst pore diameter of 80 A, a void fraction
of 0.5, and a tortuosity factor of 6 (Satterfield, 1970).
ing effective diffusivity is calculated to be 1.7 x 10
-6
The result2
cm /sec which
suggests the values determined from modelling the metal profiles are
reasonable.
With the chosen values of the four diffusion coefficients, the
model accurately matches the total metal concentration of the effluent
oil but predicts a slightly lower Ni-P concentration and a higher Ni-X
concentration than what was observed.
Since the metal profiles are
dependent on the bulk concentration of metal depositing species, any
errors in the calculated concentration distribution will be reflected
in the calculated metal profiles.
This discrepancy in effluent oil
composition therefore explains the slight disagreement between the predicted and experimental metal profiles at the exit of the bed.
Adjust-
ment of the four diffusivities was possible to match exactly the exit
concentration from the reactor.
The resulting metal profile at the end
of the bed then accurately modelled the observed profile but the
agreement between profiles at the front of the bed was poor.
It is
thus thought that the diffusion coefficient values listed in Table 111-4
are the optimized set.
The three porphyrinic species would be expected to have similar
diffusivities from a size consideration.
The difference of a factor of
two between the values for Ni-P and Ni-PH 2 , Ni-PH
while not large, was
required to obtain a better fit to the metal profiles.
able that the strength
It is conceiv-
of the interaction with the catalyst surface is
different for the porphyrin and hydrogenated derivatives.
This would
alter the adsorption and surface diffusion processes for the species,
-
- 151
both of which contribute to the observed effective diffusivity.
The
similarity of the Ni-X diffusion coefficient to those of the porphyrinic
species suggests the size and surface interactions of this species,
despite being a contracted ring, are not all that different from the
porphyrin.
The Ni-Etio metal profiles of Figure 111-20 were modelled in a
similar fashion.
It was again determined that unequal diffusivities for
Ni-EP and Ni-EPH2 were needed to give an accurate representation of the
metal profiles throughout the bed as well as the effluent oil concentration (See Table 111-3).
The values for the diffusion coefficients were
well within the expected range and of similar magnitude, yet consistently
larger than the Ni-T3NPP values which was expected based on the smaller
size of Ni-etioporphyrin.
Once again, the hydrogenated derivative
(Ni-EPH2 ) was determined to have an effective diffusion coefficient twice
that of the porphyrin (Ni-EP).
An earlier interpretation suggested that the internal maxima in
metal profiles at the entrance of the reactor was related to an increasing concentration of H 2S, speculated to be necessary for demetallation
(Tamm et al., 1981).
The results presented here in the absence of
sulfur demonstrate that the M-shape metal deposition pattern is solely
a consequence of the reaction network of the metal species.
This reac-
tion pathway for nickel porphyrins under hydrodemetallation conditions
on an
oxide CoMo/Al203 catalyst has been shown to involve a sequential
mechanism.
The porphyrins are initially hydrogenated, forming precursor
species which subsequently react via hydrogenolysis steps to deposit the
metal on the catalyst surface.
Structural differences on the periphery
of the metallo-porphyrin molecules are shown to significantly influence
-
- 152
the complexity of the reaction pathways and the relative rates of hydrogenation and hydrogenolysis.
The substituent groups at the
-pyrrolic
and methine bridge carbon atoms in the porphyrin appear to exert a
dominate role, both steric and chemical, in determining these reactivity
differences.
Variations in the overall rate limiting step for metal
removal are possible from one porphyrin to the next but the global sequence of hydrogenation followed by hydrogenolysis is still preserved.
Radial nickel deposition profiles in catalyst pellets obtained
under diffusion limited conditions are dependent on the axial location
of the catalyst within the reactor.
These profiles have been inter-
preted in terms of the sequential HDM reaction schemes developed for the
porphyrins using diffusion coefficients for all the nickel species on
the order of 10
-6
2
cm /sec.
Structural differences between nickel
porphyrins which influence the intrinsic kinetics are likewise reflected
in the metal deposition patterns.
-
- 153
CHAPTER IV
HYDRODEMETALLATION OF NI-T3NPP IN THE PRESENCE OF
NITROGEN AND SULFUR COMPOUNDS
IV.A.
Demetallation in the Presence of Pyridine
The investigation of the reactivity of Ni-porphyrins on oxide
CoMo/Al 0 has enabled an understanding of the porphyrin demetallation
2 3
sequence to be attained in the absence of external artifacts or competing reactions.
In contrast, actual demetallation processing occurs in
the presence of nitrogen and sulfur compounds on sulfided catalysts where
competitive adsorption of heteroatom species and inherently different
catalytic sites determine HDM reactivity.
The aim of this chapter is
therefore to examine the intrinsic demetallation phenomena of Ni-T3MPP
under conditions more representative of industrial hydroprocessing and
draw comparisons to the clean model system (oxide catalyst, S and N free).
Pyridine and quinoline are typical of the heterocyclic nitrogen
compounds found in petroleum feedstocks.
The lone pair of electrons
associated with the nitrogen atom contributes to the basicity of the
molecules enabling them to adsorb on sites on CoMo/Al 2 03 with both
Bronsted and Lewis acid character (Ratnasamy and Knozinger, 1978).
When
present with other heteroatom species they competitively adsorb on active
sites and inhibit both hydrodesulfurization (HDS) and hydrodenitrogenation
(HDN) reactions (Bhinde, 1979).
-
- 154
The intrinsic kinetics of Ni-T34PP demetallation on oxide
CoMo/Al203 in the presence of 100 ppm N as pyridine have been investigated.
Pyridine was added to the porphyrin/oil mixture prior to satura-
tion with hydrogen.
The concentration versus contact time profile for
reaction at 345*C and 6.99 MPa H 2 (1000 psig) is presented in Figure
IV-l.
Experimental points are represented by the different symbols.
Feed porphyrin was rapidly removed in comparison to the total metal,
producing the hydrogenated nickel chlorin (Ni-PH2) and nickel isobacteriochlorin (Ni-PH4 ) species.
At short contact times (W/Q < 0.06 g cat hr/ml)
the metal balance closed with these species, but at higher conversions
the non-porphyrinic Ni-X intermediate was again present.
In contrast to
the results obtained in the absence of pyridine, the non-porphyrinic
intermediate constituted no more than 40% of the total metal in the oil
at any time.
With the clean oxide catalyst, as much as 80% of the metal
in the oil was present as Ni-X at high feed conversions.
Analysis of effluent oil samples by UV-visible spectroscopy and
HPLC revealed no additional nickel bearing species other than in trace
quantities.
This suggests the demetallation mechanism has not been
changed by the presence of this basic nitrogen compound.
Kinetic rate parameters were determined from the experimental
data in Figure IV-1 using the sequential hydrogenation/hydrogenolysis
model for Ni-T3NPP demetallation developed in Section III.A.2.
Pre-
sented in Table IV-1 are the seven rate coefficients used in the calculated solid curves in Figure IV-1 and the corresponding rate coefficients
previously reported in the absence of pyridine.
An inhibition is ob-
served for all reaction steps in the presence of this nitrogen compound.
-
- 155
0
A
TOTAL Ni
o Ni-P
70
o
Ni-PH
e
Ni-PH
Ni-X
60.
50
0- 40-J
Li.J
LU0
-
20
200
10
0.0
0.1
0.2
W/Q,
Figure IV-l.
0.4
0.3
0.5
0.6
G CAT. HR
LOL
Concentration versus contact time results for Ni-T3MPP
demetallation at 71 ppm Ni feed, 345 'C, and 6.99 MPa H
2
(1000 psig) on the oxide catalyst with 100 ppm N as
pyridine in feed. Solid lines represent model calculations
using parameter values in Table IV-l.
-
- 156
TABLE IV-1
Ni-tetra(3-methylphenyl)porphyrin Kinetic Parameters
in the Presence of Pyridine
1
Ni-P
,
3
Ni-PH
2
'
7
Ni-PH
deposit
-+-
4
5
Ni-X
-+
deposit
6
Reaction conditions:
345 0 C, 6.99 MPa E 2 (1000 psig)
oxide CoMo/Al2
03
k, ml/g cat hr
66 ppm Ni
0 ppm N
71 ppm Ni
100 ppm N
k pyridine
k oxide
105.0
44.0
0.42
94.0
53.0
0.56
120.0
42.0
0.35
150.0
78.0
0.52
49.0
3.80
18.0
7.20
0.15
2.30
0.61
14.0
0.78
Satterfield et al.
-
- 157
(1980) have reported a similar decrease in
both C-S hydrogenolysis and double bond hydrogenation rates for thiophene
HDS in the presence of pyridine.
Likewise, Bhinde (1979) reported a
decrease in all steps in the hydrodesulfurization of dibenzothiophene
in the presence of quinoline.
Both investigators reported stronger
inhibition of the hydrogenation sites compared to the C-S bond scission
sites, suggesting that two types of sites poisoned to different extents
are present on sulfided CoMo/Al203 and sulfided NiMo/Al2
03'
The degree of inhibition observed for Ni-T3MPP demetallation depends in a similar fashion on the nature of the reaction type suggesting
multiple sites exist on the oxide form of CoMo/Al2 0
The hydrogenation/
dehydrogenation steps (k1 to k4 ) were all reduced approximately 50% at
100 ppm N whereas the metal deposition steps (k6 + k7 ) were inhibited to
a lesser extent.
Ratnasamy and Knozinger (1978) report the majority of pyridine
adsorbed on the oxide form of CoMo catalysts is associated with Lewis
acid sites such as molybdenum and cobalt vacancies which are thought to
be sites for hydrogenation.
Bronsted sites (speculated to possess
hydrogenolysis activity) associated with hydroxyl groups on the alumina
and Mo showed less affinity for pyridine.
Hence the greater reduction
observed in hydrogenation activity compared to metal deposition activity
is consistent with the preferred adsorption of pyridine on the hydrogenation sites.
The observed small contribution of Ni-X to the total pool of
nickel previously discussed reflects a decline in the reaction selectivity of Ni-PH4 to Ni-X (k5 /k7 ).
The larger decrease in the rate
coefficient for Ni-X production compared to direct deposition is the
reason for this selectivity drop.
-
- 158
Recalling the mechanism for Ni-X
formation proposed in Section III.A.2, both hydrogenation and ring conPyridine has been
traction by an acid catalyzed reaction are required.
demonstrated to deactivate both of these catalytic functions so the
strong inhibition in Ni-X formation is not surprising.
IV.B.
IV.B.l.
Demetallation on the Sulfided Catalyst
Reaction Pathway and Intrinsic Kinetics
The incorporation of sulfur into the CoMo/Al203 catalyst was
achieved by pre-sulfiding with a 10% H2S/H gas mixture prior to intro2 H2 gamitrprotoitduction of the oil.
Carbon disulfide was also added intentionally to
the oil (0.05 wt%) to provide a source of sulfur to maintain constant
activity of the catalyst.
converted to H 2S.
Under reaction conditions the CS2 was rapidly
A complete discussion of this sulfiding procedure
may be found in Section II.A.4.
Kinetic results on the sulfided catalyst have been obtained for
Ni-tetra(3-methylphenyl)porphyrin at 60 ppm Ni over a range of temperatures (285C - 345*C) and pressures (4.24 - 10.44 MPa H 2 ) similar to
that reported for the oxide catalyst.
Analysis of effluent oil samples
has again revealed the presence of only those intermediates that were
produced with the oxide catalyst.
This is evident in the concentration
versus contact time plot presented in Figure IV-2 for reaction at 345*C.
Similar arguments used to describe the concentration behavior of nickel
species on the oxide catalyst are reiterated here:
rapid feed porphyrin
removal occurring concurrently with the production of hydrogenated
70
i
&TOTA L Ni
o Ni-P
o Ni-P-H2
e Ni-P H4
e Ni-X
601
50
0~
0~
-
- 159
40
-J
LU
30
-
0
2
20
10
e
0
r
0.0
0.05
W/Q
Figure IV-2.
0.10
0.15
GCAT. HR
ML OIL
Concentration versus contact time results for Ni-T3MPP
demetallation at 63 ppm Ni feed, 345 *C, and 6.99 MPa H2
(1000 psig) on the sulfided catalyst. Solid lines
represent model calculations using parameter values
in Table IV-2.
intermediates;
-
- 160
establishment of a dynamic equilibrium between the feed
and hydrogenated porphyrins;
and initially (after a slight induction
period) a rapid rate of total metal removal followed by, at larger
contact times, a slower rate of total metal removal from the nonporphyrinic nickel intermediate.
The similarity in reaction mechanism
on the sulfided and oxide CoMo/Al203 catalyst is apparent.
This demon-
strates the validity of investigating such reactions on the oxide
catalyst and eliminates any concern that may exist in extrapolating to
the more complex sulfided system.
Further comparison between the oxide and sulfided catalyst data
at 345*C reveals an enhancement in reaction rates on the sulfided catalyst.
Approximately 80% total nickel removal is achieved at W/Q = 0.075 g cat
hr/ml on the sulfided catalyst whereas the equivalent conversion on the
oxide catalyst required a contact time of 0.42 g cat hr/ml (See Figure
III-10).
Results obtained at 285*C on the sulfided catalyst presented
in Figure IV-3 exhibit a similar enhancement in total metal removal rate
compared to the oxide catalyst at 285*C (oxide data in Figure III-11).
Increases in hydrodesulfurization reactions are common on sulfided catalysts and are attributed to molybdenum sulfides being the
active catalytic species.
Gissy et al. (1980) and Daly (1978) reported
substantially greater benzothiophene conversion on the pre-sulfided
catalyst compared to the fresh oxide CoMo/Al 2 03 catalyst.
Similarly,
the presence of H2S has been reported by Rankel and Rollmann (1983) to
increase the demetallation of vanadyl-tetraphenylporphyrin on an aged
CoMo/Al2 03 catalyst.
At all temperatures the selectivity of Ni-PH4 to Ni-X relative to
direct metal deposition (k5/k ) was smaller on the sulfided catalyst
-
- 161
70
TOTAL Ni
o Ni-P
o Ni-PH
e Ni-PH
60
_
A
4
Ni-X
-
L40-
0.
-30
z
-
-J
Lu
20-
0
2
10
0.0
0.1
W/Q
Figure IV-3.
0.3
0.2
O.
0.5
GCAT. HR
ML OIL
Concentration versus contact time results for Ni-T3MPP
at 62 ppm Ni feed, 285 *C, and 6.99 MPa H 2 (1000 psig)
on the sulfided catalyst. Solid lines represent
model calculations using parameter values in Table IV-2.
compared to the oxide catalyst.
-
- 162
This is reflected most noticeably in
the concentration profiles on the sulfided catalyst at 2850 C in Figure
IV-3.
At 90% Ni-T3MPP conversion, only 20% of the metal in the oil was
present as Ni-X whereas on the oxide catalyst (Figure III-11) at an
equivalent feed conversion this non-porphyrinic intermediate accounted
for 65% of the metal.
This lower selectivity (k5 /k7 ) could be attributed
to an enhanced metal deposition activity on the sulfided catalyst.
The importance of acid sites reported for hydrogenolysis reactions (Maternova, 1983, Katzer et al., 1980, Nelson and Levy, 1979) and
proposed for Ni-X formation suggests that changes in surface acidity are
a contributing factor to these observed reactivity differences on the
oxide and sulfided catalysts.
Topsoe (1980) and Sivasanker et al.
(1980)
have reported the disappearance of strong Bronsted sites associated with
surface hydroxyl groups resulting from
sulfiding CoMo/Al203 while
new Bronsted sites associated with the generation of sulfhydryl groups
have been reported by Maternova (1983, 1982).
Similarly, Lewis acid
sites present as anion vacancies on both catalysts are more prevalent
on the sulfided form (Sivasanker et al., 1980) in the absence of H2 S.
Stronger acidity by itself does not necessarily correspond to greater
activity.
Competing reactions such as coke formation by carbonium ion
pathways are also promoted by strong acid sites but lead to site deactivation.
The enhanced metal deposition activity observed with the sulfided
catalyst may be the result of new Bronsted sites arising from the dissociation of H S adsorbed on molybdenum vacancies (Lewis sites) on the
2
catalyst.
Yang and Satterfield (1983) have recently proposed that
molybdenum surface anion vacancies (sites for hydrogenation and
-
- 163
hydrogenolysis) on the sulfided catalyst are transformed into Bronsted
acid sites (responsible for hydrogenolysis and isomerization) by the
dissociation of H2 S into protons and sulfhydryl groups.
The presence
of H 2 S provides a source for continually generating new sites.
No such
transformation of sites occurs in the oxide system at reaction conditions.
It is apparent that the number of active sites and their sta-
bility toward deactivation are of crucial importance in determining the
observed reactivity on the oxide and sulfided catalysts.
Further evidence for the parallel metal deposition mechanism
proposed for Ni-T3MPP in the previous chapter is obtained by considering
both the low and high temperature data on the sulfided catalyst.
2854C the metal balance is clearly closed with Ni-P, Ni-PH
At
and Ni-PH
at short contact times (W/Q < 0.05 g cat hr/ml) yet measurable quantities of metal are removed in this period without reacting through the
Ni-X intermediate.
The maximum in metal removal rate is observed to
correspond to the maximum in the Ni-PH
concentration.
The data at
345*C in Figure IV-2 shows a similar rapid metal removal rate at short
contact times but at W/Q > 0.05 g cat hr/ml a transformation occurs.
The majority of metal is present as Ni-X and the total metal removal
rate parallels the disappearance of this species in a first order fashion.
Metal removal from more than one intermediate is required to rationalize
these observed results.
Kinetic modelling of the experimental concentration profiles in
terms of the sequential reaction scheme has been attempted.
Parameters
used in the model solid curves of Figures IV-2 and IV-3 are presented
in Table IV-2 with the corresponding activation energies obtained from
the Arrhenius plots of Figure IV-4.
Comparison of the relative magnitude
-
- 164
TABLE IV-2
Ni-tetra(3-methylphenyl)porphyrin Kinetic Parameters on
Sulfided Catalyst.
1
2
7
3
Ni-PH
Ni-P
z
2,"'
Ni-PH
4
4
--
deposit
Ni-X -+
5
deposit
6
Reaction Conditions:
6.99 MPa H
2
(1000 psig)
sulfided Co~o/Al 20 360 ppm Ni
285 0 C
3450C
E, kcal/mole
k, ml oil/g cat hr
22.0
183.0
23.0
k
24.0
164.0
24.9
46.0
250.0
19.7
59.0
400.0
23.1
4.80
171.0
40.3
2.00
27.0
29.4
120.0
20.0
2
26.0
-
- 165
1000
k
-
-
100
5
I
1.6
1.7
1.8
1/T x le), K~
Figure IV-4.
Arrhenius plots for the first order rate parameters
for Ni-T3MPP at 60 ppm Ni feed and 6.99 MPa H2
(1000 psig) on the sulfided catalyst.
-
- 166
of the individual rate parameters reveals that the metal deposition steps
(k6 , k7 ) are rate limiting in the overall demetallation scheme.
deposition was likewise rate limiting on the oxide catalyst.
Metal
Hydro-
genation/dehydrogenation reactions are facile on both catalysts compared
to the hydrogenolysis steps although the magnitude of the difference
between the two types of reactions is diminished on the sulfided catalyst.
Activation energies for the hydrogenation/dehydrogenation steps
(k1 to k ) and metal deposition steps (k6 , k7 ) are similar on both the
oxide and sulfided catalysts.
A substantially larger value, twice that
on the oxide catalyst, was obtained for the activation energy of the
step producing Ni-X (k5).
A consequence of this large activation energy
is that the relative rate of reaction of Ni-PH4 by direct deposition
pendent on the sulfided catalyst.
E
=
The activation energy difference E
20.3 kcal/mole favors direct deposition from Ni-PH
eratures on the sulfided catalyst.
rates (E7 -
-
(k7 ) compared to production of Ni-X (k5 ) is strongly temperature de-
at low temp-
Only a minor variation in relative
E5 = 4.3 kcal/mole) was observed with the oxide system with
Ni-X production, rather than direct deposition, being favored at low
temperatures.
The selective enhancement observed in metal deposition reactions
upon sulfiding the oxide catalyst is quantified in Table IV-3 where
relative rates for each step at 345*C are presented.
Also included is
data obtained onapre-reduced catalyst prepared by in-situ treatment
with hydrogen at 450*C for 4 hours prior to contact with the Ni-T3MPP/
oil mixture.
Pre-reduction is shown to increase by approximately two-
fold the rates of all steps irrespective of the nature of the reaction.
A similar doubling in the hydrogenation/dehydrogenation rates is
-
- 167
TABLE IV-3
Variation in Ni-tetra(3-methylphenyl)porphyrin Kinetic Parameters
on Pre-treated Catalysts
1
Ni-P
3
Ni-PH 2
2
7
Ni-PH4 -3p-
deposit
4
5
Reaction conditions:
Ni-X -+6
deposit
345*C,6.99 MPa H2 (1000 psig)
60 ppm Ni
kreduced/
ksulfided
k oxide
k
Reaction Step
2.5
1.7
2.1
1.7
1.9
2.0
1.4
2.6
2.5
3.5
2.2
7.1
2.2
6.7
oxide
-
- 168
Qbserved on the sulfided catalyst suggesting this may likewise be due
to the simultaneous reduction of the catalyst which occurs upon sulfiding (Chin and Hercules, 1982).
Such treatment results in creation of
anion vacancies on the reduced molybdenum atoms which have been attributed
to possess hydrogenation activity (Grange, 1980).
The more pronounced impact of sulfiding the catalyst which is not
seen by pre-reduction, is the dramatic increase in activity for bond
The metal deposi-
cleavage reactions when compared to the oxide system.
tion steps (k6 , k7 ) are shown to increase by seven-fold in the sulfided
environment.
This selective enhancement in hydrogenolysis rates is
similar to the effect seen with H 2S in the hydrodenitrogenation, of
quinoline reported by Satterfield and Gultekin (1981).
If it is assumed
these bond cleavage reactions are associated with Bronsted sites on the
catalyst, this selective enhancement is consistent with an increase in
Bronsted acidity on the surface due to H2S dissociation recently proposed by Yang and Satterfield (1983).
The hydrogen pressure dependence of the kinetic rate parameters
was determined over the pressure range 4.24 MPa H2 to 10.44
(600 - 1500 psig) at 345*C from the plots in Figure IV-5.
at 285*C and 320*C was identical to that at 345*C).
MPa H 2
(The behavior
Most results were
similar to those reported for Ni-T3NPP on the oxide catalyst.
In this
pressure regime on the sulfided catalyst, the hydrogenation steps
k1
and k3 were first order in hydrogen pressure, consistent with the
stoichiometry of the reactions, whereas the dehydrogenation steps k2 and
k4 showed no hydrogen pressure dependence.
Reaction steps k
5
and k
6
Figure IV-5 exhibited a pressure dependence of 1.8 and 2.2 at 345 0 C.
It may be concluded that both of these steps approximate second order
in
1000
I
-
- 169
I
I
I
A
100
3k
-j I
k7
10-
600 psig
10.-
II
I
LN
Figure IV-5.
II
2.0
1.5
P
1500 psig
I
I
2.5
(MPa H2
)
i
1000 PsIg
Hydrogen pressure dependence for the first order rate
parameters for Ni-tetra(3-methylphenyl)porphyrin at
60 ppm Ni feed and 345 *C on the sulfided catalyst.
-
- 170
hydrogen dependence and follow the same behavior observed on the oxide
catalyst.
The direct metal deposition step from Ni-PH4 (k ) was de-
termined to have a third order dependence on hydrogen pressure at all
temperatures.
The analogous step on the oxide catalyst was determined
to have a second order dependence.
This discrepancy may reflect a subtle
change in the extent of hydrogenation occurring within the rapid sequence of reactions comprising the apparent direct deposition step.
The stronger hydrogenating ability of the sulfided catalyst has been
demonstrated by the relatively faster rate of feed porphyrin removal on
the sulfided catalyst compared to the oxide catalyst.
IV.B.2
Metal Deposition Results and Discussion
Metal deposition profiles obtained under diffusion conditions on
the sulfided catalyst are presented in this section.
The similarities
in the reaction mechanism of Ni-T3MPP observed on the oxide and sulfided
catalysts are reflected in the metal profiles.
Likewise, the selective
enhancement in the rate of metal deposition on the sulfided catalyst is
apparent in the metal profiles.
Shown in Figure IV-6 are radial nickel deposition profiles in
catalyst pellets as a function of reactor axial position obtained with
Ni-T3MPP at 345*C and 6.99 MPa H2 (1000 psig).
represented by the open circles.
The experimental data is
The internal maximum in metal concen-
tration at the entrance of the bed (M-shape profile) resulting from the
sequential reaction scheme shifts rapidly to the edge of the pellet
(U-shape profile) a short distance into the reactor as the concentration
of metal depositing species in the bulk increases.
Throughout the
-
- 171
4
4
FIRST
QUARTER
ENTRANCE
0
3
3
0
IJ
-j
z
2
0
H-
z
o0
0
0
H-
0
__
-
2
0
0
0
I
0
-
I
0
00
0
0
0
0
0000
10
0.8
0.4
0.6
0.2
0
OA
0.6
0.8
1.0
0.2
0
0.2
0
/R
rIR
4
4
MIDDLE
EXIT
3
3
-J
..
-
-LJ
C)
2
00 2
F0
H:
0
I
0
1
0
0
0
0
0
0
0
00
0
- 0
1.0
0.8
0.6
T/R
Figure IV-6.
0.4
0.2
0
1.0
0.8
00 0 000
0.6
OA
r/R
Nickel deposition profiles in 1/16" diameter catalyst
pellets at various reactor axial positions from
Ni-tetra(3-methylphenyl)porphyrin demetallation at 345 *C
and 6.99 MPa H2 (1000 psig) on the sulfided catalyst.
Solid lines represent model calculations using parameter
values in Table IV-4.
-
- 172
remainder of the reactor the conventional U-shape profile remains although becoming increasingly smaller as metal is depleted from the oil.
The profiles once again are dominated by a strong diffusion limited
component resulting in the steep metal gradient at the edge of the pellets
and a relatively diffusion free component resulting in the more uniform
metal concentrations at the center of the pellets.
Both characteristics
were present throughout the reactor and provide further evidence for the
parallel deposition routes in the demetallation scheme for Ni-T3MPP.
The selective enhancement in the metal deposition steps observed upon
sulfiding the catalyst is apparent in the sharper profiles and in the
proximity of the internal maximum to the edge of the pellet (r/R = 0.93)
compared with the oxide results (Figure 111-21, r/R = 0.75) at identical
conditions.
Metal profiles have similarly been obtained with Ni-T3MPP at 345*C
and a higher hydrogen pressure of 10.44 MPa H2 (1500 psig).
sults are presented as the open circles in Figure IV-7.
These re-
The higher
order hydrogen dependence of the metal deposition steps discussed in
the section on intrinsic reactivity (Section IV.B.1) results in a selective enhancement of these reactions as the pressure is raised.
This
is clearly reflected in the very steep metal profiles throughout the
bed and in the inability to experimentally resolve the internal maximum
in catalyst pellets at the entrance of the reactor.
Activity of the
catalyst under these conditions is sufficient to achieve over 90% metal
removal by the end of the reactor resulting in the low metal loadings
observed in pellets taken from the exit.
All metal profiles have been modelled using the coupled diffusion
and kinetic reaction scheme developed in Section III.C.2.
The unknowns
-
- 173
9
-
9
ENTRANCE
0
FIRST
QUARTER
8
7
6
-
6
-j
Lii
5-
5
C)
4- 0
H1-0 4
0I
3-
3
2-
2
0
0
0o
I
0
Z-
1.0
0.8
0.6
04
0.2
0
1.0
0.8
0.2
0
r/R
8
8
MIDDLE
z
04
0.6
1/R
000
1
-
EXIT
7
7-
6~
6-
5
-J
5-
4
2
4-
3-0
32-
-
2
1000
0
00
1.
O.6
0.6
0.4
fI/R
Figure IV-7.
0.2
0
1.0
0.8
OA
0.6
0.2
o
I/R
Nickel deposition profiles in 1/16" catalyst pellets
at various reactor axial positions from Ni-tetra(3-methylphenyl)porphyrin demetallation at 345 *C and
10.4 MPa H2
(1500 psig) on the sulfided catalyst. Solid lines
represent model calculations using parameter values
in Table IV-5.
-
- 174
in this steady state model are the seven kinetic rate parameters and the
four species diffusion coefficients.
These parameters are all assumed
to remain constant on the basis that the low level of metal deposited
is not sufficient to poison a substantial number of catalytic sites or
constrict diffusion within the pores of the pellets.
Having independ-
ently determined the kinetic parameters in the intrinsic reaction
studies, the four diffusion coefficients are left as the only unknowns.
Estimates for these parameters have previously been obtained in the
For consistency of the
metal profile modelling on the oxide catalyst.
model, these should be applicable on the sulfided catalyst as well.
First attempts to model the metal profiles obtained at 345*C and
6.99 MPa H2 (1000 psig) were with the corresponding intrinsic kinetic
parameters and the diffusion coefficient values used in modelling the
oxide catalyst profiles at identical conditions.
This set of parameters
resulted in a calculated concentration of Ni-X 2.5 times higher than
experimentally measured in the effluent and poor agreement between the
measured and calculated total metal effluent.
Likewise, the model
consistently predicted a lower metal loading at the center of pellets
than had been measured.
These discrepancies were both corrected by adjustment of the
diffusivity of Ni-X.
A value of 3.5 x 10
-6
2
cm /sec resulted in a more
satisfactory agreement between experiment and theory than the value of
2.0 x 10-6 used on the oxide catalyst.
ties for Ni-P, Ni-PH
The remaining three diffusivi-
and Ni-PH4 were unchanged.
The complete set of
parameters used in generating the solid model curves in Figure IV-6 are
listed in Table IV-4.
The features of the experimentally determined
profiles are both qualitatively and quantitatively reproduced with the
-
- 175
TABLE IV-4
Parameters for Ni-tetra(3-methylphenyl)porphyrin Metal Profile
Modelling (Figure IV-6)
ki = 183.0 ml oil/g cat hr
t = 84 hrs
k2 = 164.0
p = 0.88 g/ml
k3 = 250.0
PC = 1.49 g/ml
Q = 20 ml/hr
k
= 400.0
k5 = 171.0
W = 5.0 g
k6 =
27.0
R
=
0.076 cm
k
= 120.0
Co
=
60 ppm Ni
D
1
D2
= 1 x 10-6 cm2/sec
2 x 10-6
D
= 2 x 106
D
= 3.5 x 106
-
Effluent Oil Concentration
Experimental
Ni-P
Ni-PH
Calculated
5.6 ppm Ni
3.6
2.2
2.3
1.0
0.9
2
Ni-PH 4
N i-X
2.8
4.7
11.6
11.5
-
- 176
model serving as evidence in support of the reaction scheme developed
for Ni-T3MPP and of the accuracy of the kinetic parameters.
The calculated metal profiles of Figure IV-7 at the higher hydrogen
pressure were determined by a similar procedure using the parameter set
in Table IV-5.
tive fashion.
In this instance the model was used in a truly predicNo adjustment of parameters was required to obtain the
excellent agreement between the experimental and theoretical profiles
throughout the reactor as well as the match in effluent oil composition.
The intrinsic kinetic parameters determined on crushed catalyst at the
higher hydrogen pressure (10.44
MPa H2 ) were used in conjunction with
the values for the four diffusion coefficients used at 6.99
MPa H2 on
the sulfided catalyst.
The consistency of the diffusion coefficients for the four nickel
species present in the oil with changes in the nature of the catalyst
and operating conditions is encouraging in terms of verifying the reliability of the model.
Liquid phase diffusivities are relatively
insensitive to pressure changes of this magnitude.
Similarly, a varia-
tion of these parameters with a change from the oxide to the sulfided
catalyst would only be expected if solid support interactions such as
adsorption or surface diffusion contributed in a substantially different
manner to the apparent diffusion coefficient.
The difference in value
for the diffusion coefficient of Ni-X on the oxide and sulfided catalysts
while not large, was necessary to achieve the better fit.
Similarly,
using this larger value to interpret the metal profiles on the oxide
catalyst in Section III.C.2 resulted in poorer agreement.
No
phenomenological explanation as to why this one diffusion coefficient
should vary on the two catalysts was evident.
A larger value for the
-
- 177
TABLE IV-5
Parameters for Ni-tetra(3-methylphenyl)porphyrin Metal Profile
Modelling (Figure IV-7)
k 1 = 240.0 ml oil/g cat hr
= 150.0
t = 69.5
hrs
p = 0.88 g/ml
= 400.0
PC = 1.49 g/ml
= 450.0
Q = 25 ml/hr
W = 5.0 g
k5 = 246.0
= 44.0
R
0.076 cm
Co =61 ppm Ni
= 560.0
2
= 1 x 10--6
6 cm 2/S
=
Effluent Oil Concentration
= 2 x 10-6
Experimental
Calculated
= 2 x 10
= 3.5 x 10-6
Ni-P
2.3 ppm Ni
2.3
Ni-PH2
1.0
1.3
Ni-PH4
0.5
0.4
Ni-X
1.2
5.0
2.2
6.2
-
- 178
structurally smaller Ni-X molecule is consistent from a hydrodynamic
standpoint but the magnitude of the change is not large and can not be
realistically interpreted for a lumped parameter such as this.
IV.C.
Comments on the Influence of Nitrogen and Sulfur Compounds
The results of this chapter have demonstrated the demetallation
pathway of Ni-T3MPP on a CoMo/Al203 catalyst is similar in the presence
or absence of nitrogen and sulfur compounds.
Reaction occurs through
the same stable intermediates with multiple hydrogenation preceding the
generally slower, rate limiting, metal deposition steps in the overall
sequence.
The in-depth investigation of the reactivity of Ni-T3MPP on
the sulfided catalyst has revealed temperature and hydrogen pressure
dependencies for the individual steps comprising the demetallation sequence similar to those previously discussed for the oxide system.
The
consistency of the proposed demetallation pathway has been further
demonstrated by the success achieved in modelling the pattern of metal
deposition in catalyst pellets throughout the reactor in both the oxide
and sulfided systems.
Agreement such as this justifies the extrapolation
of information obtained on demetallation pathways with the clean (N and
S free) oxide system to more complex environments.
While no mechanistic differences have been observed by the addition of N and S compounds, a potentially important difference in
reaction selectivity has been noted.
The relative hydrogenation to
hydrogenolysis rates within the demetallation sequence in the presence
of nitrogen and sulfur were found to vary substantially compared to the
clean oxide system.
Basic nitrogen in the form of pyridine was observed
-
- 179
to strongly deactivate the hydrogenation sites (k to k ) but showed
4
1
less of an inhibition on the metal deposition steps (k6 and k7 ).
Bhinde
(1979) and Satterfield et al. (1980) have previously discussed the
implications of a similar situation where pyridine could be used to
improve the selectivity of a catalyst for hydrodesulfurization (i.e.
hydrogenolysis) relative to hydrogenation.
Similarly, sulfiding the
CoMo/Al203 catalyst was shown to enhance the metal deposition steps
(k6 and k 7 ) by a factor of seven compared to only a two-fold increase
in the hydrogenation type reactions (k1 to k
.
This leads to the con-
clusion that at least two separate types of sites are responsible for
the overall demetallation reaction.
The presence of N and S was also
shown to decrease the reaction selectivity of Ni-PH4 to Ni-X (k5 /k7 ).
)
The relatively slow demetallation of this non-porphyrinic species (k6
suggests a high selectivity is desirable from the standpoint of obtaining uniform metal deposits in catalyst pellets.
An important consequence of this catalyst dual functionality and
the ability to alter the relative hydrogenation/hydrogenolysis rates
within the demetallation sequence is the potential improvement in
catalyst performance and lifetime attainable through control of metal
deposition location.
The influence this hydrogenation/hydrogenolysis
selectivity has in determining the intrapellet metal distribution can be
substantial as has been demonstrated by the differences between the
oxide and sulfided catalyst metal profiles.
of this reaction
The apparent relationship
selectivity to the acidic nature of the catalytic
sites which has been intimated by the nitrogen and sulfur results will
be explored in the next chapter.
-
- 180
CHAPTER V
VARIATIONS IN NI-T3MPP REACTION SELECTIVITY ON MODIFIED
CoMo/Al203 CATALYSTS.
V.A.
Introduction
Demetallation reactions occurring under strongly diffusion limited
conditions are characterized by rapid catalyst deactivation due to a concentration of deposited metals at the catalyst periphery, excluding access
to the inner unpoisoned regions of the catalyst.
Maximization of a
catalyst'scapacity for metals deposits and, consequently, maximization of
its useful lifetime would clearly be achieved by a uniform deposition of
metal throughout the catalyst.
Attempts to achieve this, not at the
expense of lower conversions at lower temperatures, have often involved
physical alterations of the catalyst structure.
Shape and size variations
and incorporation of larger pores into the catalyst through multi-modal
pore size distributions have demonstrated the potential for increasing
the metals capacity of a catalyst (Tamm et al., 1981, Riley, 1978,
Plumail et al., 1983).
An alternative approach which by comparison has received far less
attention is to control the selectivity of the hydrodemetallation reactions by modifying, the chemical composition of the catalyst in order to
potentially control the location of metal deposition.
Two mechanisti-
-
- 181
cally different reactions (hydrogenation and hydrogenolysis) occurring
on different sites have been demonstrated to comprise the reaction network of the model system.
It is reasonable to speculate that one type
of reaction can be enhanced or inhibited with respect to the other by
suitable modification of the catalyst sites through alteration of their
chemical environment.
That is, the selectivity of the reaction mech-
anism may be controlled.
Numerous attempts and methods for altering the catalytic properThese
ties of Co(Ni)Mo/Al203 hydrotreating catalysts have been reported.
generally have been motivated by the desire to control one function of
the catalyst to improve activity and selectivity for hydrodesulfurization (HDS) and hydrodenitrogenation (HDN).
These reactions, while
similar to hydrodemetallation (HDM), are different in one important
aspect.
They are not inherently deactivating.
The heteroatom is re-
moved as a gaseous product (H2 S, NH3 ) rather than deposited as a permanent poison on the catalyst surface.
Hence modification of catalyst
selectivity is often directed toward minimization of cracking activity to
reduce coking rates and improvements in hydrogenation selectivity to
lower hydrogen consumption.
Understanding the control and modification
of these catalytic functions may however prove to be useful in controlling the selectivity of hydrodemetallation reactions.
In this investigation, a series of modified catalysts were prepared to examine the influence of surface treatment with dopants of varying electronic character on the
HDM reaction network of Ni-T3MPP.
The
additives included Cs, Na, S, I, and Cl with the oxide CoMo/A1 2 03 catalyst
(HDS-16A) as the base case or reference catalyst.
The catalysts were
-
- 182
prepared by modifying the existing commercial catalyst rather than the
alumina support prior to Co and Mo impregnation.
The method of addition may alter the influence the additive exerts
in controlling surface properties of the catalyst but there is controversy in the literature as to whether this difference is always detectable in catalytic activity measurements.
Massoth and co-workers
(MuraliDhar et al., 1981, Wiser et al., 1980) in a systematic study on
the effect of dopants of varying acidity on the desulfurization, hydrogenation, and cracking activity of modified CoMo/Al203 catalysts, observed no difference based on the order of addition.
Basic additives
such as Na and Ca at low loadings (0.5 wt%) resulted in a lowering of
both HDS and cracking activity.
This was interpreted on the basis that
these reactions are related to catalyst acidity.
of F and Cl increased the HDS and cracking rates.
Similarly, the addition
Hydrogenation activity
was the least sensitive function to be affected by the additives.
Boorman et al. (1982) observed similar patterns of behavior but unlike
Massoth, the magnitude of the change was dependent on the order of addition of the Na and F dopants.
The presence of additives such as Na (Ratnasamy et al., 1974,
Ramaswamy et al., 1976), P (Stanulonis and Pederson, 1980, Fitz and Rase,
1983), and F (Boorman et al., 1982) on the support are known to affect
the surface acidity, the support/metal interaction, and the coordination
of Co and Mo after impregnation.
An extensive investigation probing the
surface structure and properties of Co-Mo catalysts supported on
y-Al203 doped with alkali metals (LiNa,K,Rb, and Cs) has been conducted
by Lycourghiotis (1980, 1980a) and co-workers (Kordulis et al., 1982).
Activity measurements in the HDS of thiophene on these catalysts have
-
- 183
been correlated with modified surface characteristics (Lycourghiotis
et al., 1982, 1982a).
All modifiers were observed to neutralize alumina
surface acidity, with complete supression at the higher loadings (1.1
mmole/g).
Similarly, the transformation of Mo(VI) from octahedral to
tetrahedral coordination and the dispersion of Co as determined by the
relative amounts of CoAl204 and Co304 were influenced by these dopants.
Generation of such Co-aluminate species draws Co from the oxide Co-Mo
bi-layer which is thought to be the oxide precursor to the active
catalyst (Gajardo et al., 1980).
Likewise, reduction of Mo(VI) to Mo
(IV) occurs with octahedral Mo whereas tetrahedral Mo is reportedly only
reducible to Mo(V)
(Chin and Hercules, 1982).
anion vacancies on
Mo, speculated to be the active sites for HDS and
Generation of MoS2 and
hydrogenation reactions on the sulfided catalyst, are therefore facilitated by octahedral Mo.
In contrast, the addition of dopants to the calcined catalyst is
not expected to significantly influence the structural characteristics of
the Co and Mo phases already present on the catalyst.
Coordination of
dopant with sites on these metals is however likely, in addition to
dopant interaction with the support, potentially modifying the activity
of these metals.
Similarly, modification of the total surface acidity
can be achieved by adding dopants of various acid character.
A decrease
in surface acidity has been reported by Martinez and Mitchell (1980) upon
addition of the basic component Mg to a CoMo/Al203 catalyst.
V.B
Characterization of Prepared Catalysts
The doping procedures discussed in Section II.A.4 to prepare the
-
- 184
catalyst samples were determined to be reliable for obtaining catalysts
with no internal gradients.
Scanning Electron Microscope (SEM) analysis
of catalyst particles revealed a uniform dopant concentration (to within
the 1 micron resolution of the instrument) in all samples.
The concentration of dopant, listed in Table V-1, varied substantially from sample to sample when considered on a weight basis.
When
these concentrations were calculated on a comparable basis, i.e.,
mmole
dopant/g CoMo catalyst, the additive levels were essentially equivalent.
Similarly, the surface areas of the doped samples were approximately the
same despite the high additive loading in some instances, when calculated
on the basis of weight of Co-Mo oxide catalyst.
Variations in additive concentration were possible but not thoroughly
investigated to determine minimum requirements for an effect.
The cesium
and sodium levels were controlled by using the appropriate concentration
in the impregnating solution.
The sulfur, iodine, and chlorine levels
could be controlled by varying the pre-treatment time although no attempt
was made to correlate the additive level with pre-treatment time.
Despite the ability to vary the amount of dopant added to the
catalyst, there was no attempt to investigate the dependence of catalytic
activity on the level of dopant concentration.
The molar concentration
of each additive on the catalyst was comparable to the molar concentration of each of the active metals (Co, Mo).
This insured that their
influence would not be overshadowed by the activity of the base case
oxide catalyst, which would be the case if the dopant were present in
trace quantities.-
The sodium level was chosen to exceed the concentra-
tion required to neutralize acid sites on alumina (1.1
determined by Lycourghiotis et al. (1980a).
mmole/g Y-Al2 03
The 4.30 wt% loading
44,ww
a
4w
wo
10
w
0
0
TABLE V-1
Modified Catalyst Properties
surface area
wt
Co-Mo/Y-Al203
(HDS-16A)
%
dopant concentration
mmole/g CoMo cat.
Na-CoMo/Al203
22.6
4.30
m 2/g CoMo cat.
176 (b)
176
2.20
130
168
1.95
175
182
(a)
Cs-CoMo/Al203
m /g
U1
pre-sulfided CoMo/A1203
4.83
1.59
170
178
19.0
1.85
145
179
pre-chlorided CoMo/Al203
11.5
3.6
(4.3 mmole/g A1 2 03
155
175
6.3
1.89
-
Y-Al203
pre-chlorided y-Al 2 03
a)
b)
-
6.36
219
1.92 mmole/g Al 2 03
5.7 wt% Co (0.79 mmole Co/g CoMo catalyst)
12.2 wt% MoO 3 (0.85 mmole Mo/g CoMo catalyst)
2
Surface area based on alumina is 214 m /g A1 2 03
Base catalyst
-
in-situ chlorided CoMo/Al203
-
)
pre-iodized CoMo/Al203
-
- 186
corresponded to43% coverage of the surface area of the fresh catalyst
assuming sodium was present as a monolayer after calcining as sodium
oxide, Na 20, with an area of 13 A2.
chosen for cesium.
An equivalent atomic loading was
The surface coverage of cesium on this catalyst was
sufficient for complete coverage of the fresh catalyst assuming a mono02
layer and a molecular area for Cs 20 of 32 A2.
At this high surface
coverage, it is unlikely that higher concentrations of cesium would
further influence the catalytic activity.
The sulfur concentration measured may represent a lower limit
attainable from the sulfiding treatment used.
This sample was exposed
to air at room temperature prior to analysis, which may have led to
removal of sulfur through oxidation of the top sulfide layers (de Beer
et al., 1976).
The incorporation of the halogens into the catalyst in a reducing
atmosphere as HI and HCl at 345 0 C was similar to the sulfiding treatment
of the catalyst.
This method facilitated interaction of I and Cl with
the catalytic metals through vacancies generated by reduction, and not
just interaction with the alumina support.
This method was somewhat
different than the more common approach of adding halogens in the form
of their ammonium salts via an impregnation step (Wiser et al., 1980,
Boorman et al., 1982) which results mainly in addition of the halogen
to the support and not the metals.
Samples of fresh CoMo/A1 2 03 catalyst
and y-Al 2 03 support pre-chlorided (i.e., before contact with oil) under
identical conditions resulted in a higher chlorine loading on the catalyst.
(See TAble V-1)
This indicates a greater number of sites for chlorine on
the catalyst and serves as indirect evidence for chlorine addition to the
Co and Mo metals.
-
- 187
Identification of the chemical nature of the halogens on the catalyst
surface was attempted using X-ray Photoelectron Spectroscopy (XPS).
The
samples were not prepared in the instrument environment and came in contact
with air prior to analysis.
All spectra were referenced to Au 4f7/2 at
84.0 eV which was equivalent to C ls at 284.4 eV.
for Al
2
p = 74.2 eV, Mo 3d5/2 = 232.7 eV, Mo 3d3/2
781.7 eV, and Co
2
p1 /2
=
The binding energies
=
236.1 eV, Co
2
p3/2
797.3 eV core levels measured on the oxide
catalyst were similar to values reported by Chin and Hercules (1982).
The aluminum 2p level on the iodized catalyst shown in Figure V-1
was unchanged from the oxide catalyst indicating the Al 2 03 support was
not chemically modified by iodine.
In contrast, the aluminum signal on
the chlorided catalyst displayed a shoulder at binding energies higher
than the support suggesting some chloriding of the alumina occurred.
The results for molybdenum presented in Figure V-2 show a substantial increase in the complexity of the chemical state of Mo resulting
from treatment with Cl or I.
The reduction of Mo(VI) present as MoO3 on
the fresh catalyst (Mo 3d5/2 = 232.7 eV) to Mo(V)
and Mo(IV) (Mo 3d
5/2
(Mo 3d5/2 = 232.0 eV)
= 229.0 eV) oxide species was determined by reference
values reported by Zingg et al.
(1980).
chlorine and iodine treated samples.
This was observed for both the
A shoulder at 230.8 eV above the
Mo(IV) peak on the chlorided catalyst was consistent with the presence
of a chlorided Mo(IV) species (unsupported MoCl
reported by Walton (1977).
Mo 3d5/2
=
230.5 eV)
There may likewise have been chlorine inter-
action with Mo(V) but the reported binding energy for chlorided Mo(V)
(unsupported Mo 2 C 10, Mo 3d5/2 = 231.4 eV) was too close to distinguish
from the oxide Mo(V) species (Walton, 1977).
Data for Mo binding energies in Mo-I complexes was not located in
-
188
-
....... ........
6
..... ...... ..
....
5
---- ----- ---
. . .... ....... ..... . ...........
74. 2
4
........... ............ ....... ......... ..
3
2
........................
.......... ............ ........... .
........... ...... ...........
.................
............
......................
........
76
-75
.... ...
.....
---- ---
-71
-70
............... .........
-68
----- --
. ..........
..... . .....
.......
......
-69
.................................. ............. ....... ...
...... ............ ......... .............. ......
Li 4
.............. ..........
--
-74
-73
-72
DINDING ENERGY, EV
. ....... .......... .... .. ........
...........
............... ............ .......
----------
-------77
........ ............ ............
74.4
.............. . ......
.......
..........
...................................................
......
---
3 --------------- ------------
------------ I.......................... ................... .... ....................... .............. ............................................
........................ ........................
-79
-77
-76
-75
........
-74
-73
-72
IINDINC ENERGY, EV
-71
-79
-69
-6
7
74 .2
Z
...... .........
.............. ....
........ ..... - ..... . ...
/
-79
-78
Figure V-1.
.. .........
7
-7S
-76
IINDIN; EWEPGY. Ey
.....
3
................... ...............
.....
-72
-71
XPS Spectra of Al 2p level in fresh oxide (top),
pre-iodized (middle), and pre-chlorided (bottom)
catalysts.
.
b
. ....
-
- 189
232.7
......
........ ....... -
..............
...........
......
[
r
.. ............ ..... -
.. ....... ..............
236.1
4
..............................
....................
..............
..........
...................... ...............
....................... ......
.........................................
.................
..............
-240
-238
..........
-236
-234
-232
BINDING ENERGY. EV
................................ ...
-_ ---- _ -_ -----------
........ . .. ....... .......
.................
-
-23e
-229
-226
.............. ...............................
232.u
...........
-224
..... ......................
............ . ......
........ ..... ....... ...... ......
................................................... ......... ...........
............
....
....... - ... -- -
.......
-242
............
..................
....... ........
.
........... ...........
.... ........
.....................................................
229.0
229,0
.................................. ........... ....................... ......... .........
........... ................. ......................
....
......................... .............
......... ............................. ........... ..... ........ ...........................
-------- ----
-242
-240
-238
-----------
-236
-234
-232
-230
BINDING ENERGY, EY
-228
-226
-224
21.2,9
...... .........
.. ....
?
..................... ....
...... ..
............
....... ...............
. ..........
1_220 6
-242
Figure V-2.
-240
-238
-236
-232
-234
BINDING EHEPCY. EV
-230
-229
-226
-224
XPS Spectra of Mo 3d 5/2 and 3d 3/2 levels in fresh
oxide (top), pre-iodized (middle), and pre-chlorided
(bottom) catalysts.
the literature.
190
-
-
The similarities in the electron configuration of
chlorine and iodine and in the Mo signal for the two catalyst systems
suggests the presence of Mo-I species on the catalyst is possible.
Information regarding the chemical nature of cobalt species on the
surface is presented in Figure V-3.
The low intensity of the binding
energy signal reflects a low surface concentration of cobalt.
This can
be interpreted in terms of the bi-layer structure of these catalysts
proposed by Gajardo et al.
(1980) in which Co exists as a layer beneath
the Mo or diffuses into the alumina matrix.
The Co
2
p3/ 2 and 2p1/2
levels were essentially unchanged from the fresh oxide catalyst on the
chlorided and iodized samples.
(unsupported CoCl 2 , Co
CoI 2 , Co
2
2
Binding energies for chlorided cobalt
p 3/2 = 783.5 eV) and iodized cobalt (unsupported
p3/ 2 = 782.3 eV) reported by Frost et al. (1974) were absent.
This may in part result from the inaccessibility of cobalt to the Cl or
I due to its existence under the molybdenum layer and strong interaction
with the alumina.
(Co
2
p3/ 2
=
There was likewise no indication of metallic cobalt
778.1 eV) present on the surface (Chin and Hercules, 1982).
This can not be considered surprising as metallic cobalt is oxidized upon
exposure to air (Brinen and Armstrong, 1978).
From the XPS results it was concluded that the majority of the Cl
and I was associated with Mo on the catalyst.
be associated with Al whereas the I was not.
Chlorine also appeared to
No evidence for cobalt-
halogen bonding was found.
In conjunction with the chemical characterization of the catalysts,
temperature programmed ammonia desorption (TPAD) was performed on the
samples and provided qualitative comparison of the total acidity and acid
strength distribution on the surfaces.
Listed in Table V-2 are the acid
191
-
-
781.7
.............. .........
..............
.....
......
.......
797.3
.......
.......
..........
...... ...................................
...........
..
:............. ......
.......
........... ........... ..................... .....
............... ..............
.
2
............
-
4
-----------------------
-sie
-91S
....................
......................................................... ........... ....
eer,
-;L9
7195
-79e
-785
IINDINQ ENERGY. EV
-780
775
-770
.781.5
..........
..... ....
. ..........
.............
..........
\.
......
.... ..
........
796.7
........... ......
.............
...........
.... ...............
-------- --------------
......... ......................... .........
............... ............................. ....... ........ ...............
....................................... ..
...... .................. ............... .................... -
.............................................................................................................. ....................
.............................
I
-910
.............. ...... .......................
_885
-M
.........
..............
...................
.. .... .....................
-77S
-779
BINDING ENERGY. EV
7
.0
79b.0
....
-9
Figure V-3.
-896
....
. ..... . .......
_9@0
......
.................... .... .
..... ....... - ..................
-
..............
........... .. ..... ... ......
... .......
_1?5
-7?S
-78S
IINDING ENERGY. EV
.......
-780
-775
-770
-71S
XPS Spectra of Co 2p 3/2 and 2p 1/2 levels in fresh
oxide (top), pre-iodized (middle), and pre-chlorided
(bottom) catalysts.
-
- 192
TABLE V-2
TPAD Titration Results
m.eq. sites/g
m..eq.
6
2
sites/cm x 10
T
*
max
,*C
Acidic
Effluent
fresh CoMo/Al203
0.549
0.31
180
no
Cs doped
0.00
0.0
-
no
Na doped
0.029
0.016
-
no
pre-sulfided
0.546
0.32
189
yes
pre-iodized
0.658
0.45
180
yes
pre-chlorided
0.547
0.35
173
yes
y-alumina
0.08
0.037
318**
no
* Precision
** Precision
5C
10*C
-
- 193
site equivalents and peak desorption temperatures for the catalysts and
the
y-Al 2 03
support.
The peak desorption temperature was essentially the
same for the fresh and modified catalysts suggesting the surfaces are
primarily composed of sites of similar strength and that differences in
acidity reflect a difference in number of sites.
Representative ammonia
desorption profiles for the oxide and pre-sulfided samples are shown in
Figure V-4.
When compared to the fresh catalyst, the pre-sulfided (and
pre-halogenated) catalyst shows a steeper descent on the high temperature
side of the desorption peak indicative of a slightly lower concentration
of strong sites.
This, however, may be misleading as above 400*C acidic
effluent was detected with the
S, I, and Cl-treated catalysts.
The
on-set of desorption of acidic species from these catalysts would mask
any NH 3 desorbing simultaneously.
Thus the acid site concentrations for
these samples likely represent minimum values.
The use of a mass basis for acid site measurement comparisons is
somewhat inaccurate due to the wide range in dopant loadings.
A more
appropriate quantity, the acid site surface density, measuring the acid
site equivalents per unit surface area has been proposed by Hou and Wise
(1982).
The values so determined using the catalyst surface areas in
Table V-1 are presented in Table V-2.
V.C.
V.C.l.
Kinetic Results on Modified Catalysts
Initial Transient Results
All catalyst charges were observed to go through an initial transient
period similar to that described in Section II.E for the oxide and
-
- 194
TEMPERATURE PROGRAMMED AMMONIA DESORPTION
.025
.02
I
I
015
0
0
0 0
w
t
c0
0
o
.05-
00
0%
0
0
''0 ~~
100
200
300
400
TEMP (DEG C)
500
6oo
700
TEMPERATURE PROGRAMMED AMMONIA DESORPTION
25
.
0
02-
15-
010
0
C 1050
10
Figure V-4.
100
200
400
300
TEMP (DEG C)
500
Goo
700
Ammonia temperature desorption profiles for the fresh
oxide (top) and pre-sulfided (bottom) CoMo/Al 2 03
catalysts.
sulfided systems.
-
- 195
The initial deactivation on the Na and Cs doped
samples was not as rapid as on the oxide catalyst.
This was expected
considering the neutralizing influence of these components on the acid
sites of the catalyst responsible for cracking and coke deposition.
The initial activity of the pre-iodized and pre-chlorided samples
was not only high for demetallation but also for cracking.
The viscosity
of the effluent oil during the first 48 hours on stream was noticeably
lower than what was common with the oxide catalyst.
Eventually this
thinning of the oil ceased as the strong cracking sites were presumably
poisoned.
There was also evidence to suggest that the iodine and chlorine
content on the freshly prepared samples was not the level at
state activity.
steady
Removal of the halogen from the surface in the high
pressure hydrogen environment was apparent from the slight odor of HCl
and HI in effluent samples.
Runs conducted on the pre-treated catalysts
did not have an I or Cl source in the feed so this stripping phenomena
was not surprising.
Analysis of the spent iodized catalyst after 200
hours on stream revealed an iodine content of less than 0.1 mmole I/g
catalyst confirming the loss of iodine from the surface.
This continuous
removal of halogen from the surface prevented the maintenance of stable
activity for long periods of time (>50 hours) although regions of relatively stable activity were observed.
Kinetic runs conducted with chlorine (CHCl 3 ) in the feed to induce
chloriding of the catalyst (i.e., during reaction with oil) did not
experience this long term deactivation attributed to halogen removal.
Analysis of this in-situ chlQrided catalyst after 375 hours on stream
revealed a chlorine loading equivalent to 1.89 mmoles Cl/g oxide CoMo
catalyst (see Table V-1).
This presumably represents a steady state
chlorine loading on the catalyst.
-
- 196
Kinetic data quantitatively similar
to that obtained on this catalyst was obtained with the pre-chlorided
catalyst after 75 hours on stream.
This suggests that the fresh pre-
chlorided sample was stripped to a chlorine loading similar to that of
the in-situ treated sample or that the catalytic activity was insensitive
to the dopant loading at these concentrations.
The kinetic data dis-
cussed in the next Section is that obtained with CHCl3 in the feed.
In addition to the usual initial variations in activity as measured
by total nickel removal, a distinct transition in effluent oil composition with time on stream was observed during the in-situ chloriding of the
catalyst.
See Figure V-5.
At early times (less than 80 hours) the
catalyst had not been in contact with a sufficient amount of CHC13 in
the feed to achieve stable chlorided activity.
The effluent oil composi-
tion was representative of that seen with the oxide catalyst with the
porphyrinic species (Ni-P, Ni-PH
and Ni-PH ) comprising only 50% of the
With continued exposure to chlorine, the
total metal in solution.
activity of the catalyst changed in that Ni-P and Ni-PH2 became the only
species present in appreciable quantities at all contact times.
Figure
V-5 demonstrates this activity pattern was maintained for periods as long
as 200 hours provided CHC3 was in the feed.
When operating the catalyst
in this condition, it was possible to close the metal balance with these
two porphyrinic compounds.
associated discussion.)
(See kinetic results in Figure V-ll and
This unique ability to close the metal balance
with Ni-P and Ni-PH2 became a characteristic of the chlorided catalyst.
w
25
I
I
w
I
I
A
A
201ma-
z
A
A
TOTAL Ni
F Ni-P, Ni-PH2,Ni-PH 4
A
15 1--
A
z
w
Z)
LL
10
w
A
8
-
5
a-LI
0
50
100
I
150
TIME ON STREAM,
Figure V-5.
200
250
HRS
Initial transient behavior during in-situ chloriding of catalyst
during demetallation of Ni-T3MPP at 61 ppm Ni feed, 345 *C, and
6.99 MPa H 2 (1000 psig) at W/Q = 0.35 g cat. hr/ml oil.
300
V.C.2.
-
- 198
Steady State Kinetic Results
Concentration profiles (ppm of nickel versus contact time) for
Ni-T3MPP reaction at 345*C and 6.99 MPa H2 are shown in Figures V-6
through V-ll for each of the five modified catalysts and the base case
oxide catalyst.
The contact times, W/Q, were calculated on the basis of
0.7 g of oxide catalyst charged to the reactor.
This was necessary as
the weight of catalyst after in-situ S, I, and C1 treatment was not
known.
Similarly, when the weight of the modified catalyst was known
(Cs and Na doped) an amount of catalyst equivalent to 0.7 g oxide Co-Mo
catalyst was used.
There are several key points to consider in proceeding through the
six figures.
The first being the kinetic characteristics revealed by
the rate of total metal removal and the relative rate of feed porphyrin
(Ni-P) removal to total metal removal.
These give an indication as to
the influence of the additive on the catalytic activity and, more importantly, the impact on the selectivity within the demetallation sequence.
Secondly, the presence of similar nickel intermediates on all catalysts
demonstrates the mechanism of Ni-T3MPP demetallation is unchanged in
the presence of these additives.
Differences in the number of inter-
mediates can be interpreted in terms of selectivity variations within the
reaction network.
For the alkali metal doped samples, Figures V-6 and V-7, feed
porphyrin was rapidly hydrogenated forming the Ni-PH2 and Ni-PH4 species.
These three then, as evidenced by the constant relative concentration
ratios, maintained a dynamic equilibrium indicative of relatively rapid
hydrogenation/dehydrogenation reactions.
The lack of Ni-X present with
199
-
-
Cs doped
70
1
TOTAL Ni
o Ni-P
Ni -PH 2
G Ni-PH 4
A
a
60
-o
50
40
0
0
-LJ
30
0
20
20-
0.0
0.1
0.2
IAQ)
YV/'~)
Figure V-6.
0.3
f G CAT. HR
0.4
0.5
0.6
ML OIL
Concentration versus contact time results for Ni-T3MPP
at 63 ppm Ni feed, 345 *C, and 6.99 MPa H 2 (1000 psig)
on the cesium doped catalyst. Solid lines represent
model calculations using parameter values in Table V-3.
-
- 200
Na doped
70 -
--
a
0Ni-P
60
TOTAL Ni
0
o Ni-PH 2
e Ni-PH 4
Ni-X
50 -
40
LAL
-J
LLJ
-
3000
20
20 -
0
0
0
0
0.0
0.1
0.2
0.3
W/Q
Figure V-7.
P
OA
0.5
0.6
GCAT. HR
ML OIL
Concentration versus contact time results for Ni-T3XPP
at 56 ppm Ni feed, 345 *C, and 6.99 MPa H 2 (1000 psig)
on the sodium doped catalyst. Solid lines represent
model calculations using parameter values in Table V-3.
-
- 201
the cesium doped catalyst and the small concentration seen with the sodium
sample indicates a decline in the relative rate of Ni-PH
reacting to
Ni-X (k5 ) compared to direct metal deposition (k7 ) in the presence of
these additives.
The stronger effect seen with cesium suggests the ex-
tent of the influence is dependent on the characteristics of the additive and not just the absolute amount.
Slow metal removal rates were
also observed, being more pronounced on the cesium sample.
The resulting
large discrepancy between the initial rate of Ni-P and total metal removal was an indication that metal deposition (hydrogenolysis) was the
rate limiting step in the reaction sequence.
On the cesium doped
catalyst the rate of metal removal through Ni-PH
was so slow that the
conversion of the feed porphyrin was limited by the dynamic equilibrium
established among the three porphyrinic species.
The increase in Ni-P
conversion measured over the entire range of contact times after establishment of this equilibrium was from 50% to only 60%.
As a comparison,
on the oxide catalyst Ni-P conversions in excess of 90% were attained at
similar conditions.
It was evident that the addition of the basic com-
ponents Cs and Na resulted in selective inhibition of the bond cleavage
or hydrogenolysis reactions.
The results on the oxide and sulfided catalysts, Figures V-8 and V-9,
have previously been discussed (Section III.A.2 and IV.B.1) and will
only be briefly reiterated.
On both catalysts feed porphyrin was rapidly
hydrogenated forming Ni-PH2 and Ni-PH .
The concentration of these
species then declined as metal was removed from the oil and as Ni-X was
generated.
At the higher contact times essentially all metal in the oil
was present as this non-porphyrinic intermediate and its removal determined
the total removal rate.
The base case oxide catalyst exhibited a total
-
- 202
oxide
70
60
TOTAL Ni
.A
o Ni-P
o Ni-PH 2
50
Ni-PH 4
0 Ni-X
.e
3 40
R0.
Ld
U30-
20
0.0
.
10 -A
0.1
0.2
W/Q
Figure V-8.
0.3
/
0.4
0.5
0.6
GCAT. HR
ML OIL
Concentration versus contact time results for Ni-T3MPP
at 63 ppm Ni feed, 345 *C, and 6.99 MPa H2 (1000 psig)
on the oxide catalyst. Solid lines represent model
calculations using parameter values in Table V-3.
-
- 203
sulfided
70
A
601
o
o
e
50
0.
I
i
+
TOT/ L Ni
Ni-P
Ni-P
Ni-P 14
Ni-X
40
.J
LUI
0_
2
30
20
10
e
0.0
0.05
W/Q,
Figure V-9.
0.10
0.15
GCAT. HR
ML OIL
Concentration versus contact time results for Ni-T3MPP
at 60 ppm Ni feed, 345 *C, and 6.99 NPa H 2 (1000 psig)
on the sulfided catalyst. Solid lines represent model
calculations using parameter values in Table V-3.
-
- 204
metal removal rate greater than that obtained on the alkali doped samples
but the rapid disappearance of Ni-P compared to total metal indicated
that hydrogenolysis was still rate limiting.
Sulfiding the catalyst
enhanced all reaction steps relative to the oxide catalyst but not to
the same extent.
The metal deposition reactions were selectively
accelerated as demonstrated by the comparatively short contact time scale
in Figure V-9 and were only marginally rate limiting.
Treatment of the CoMo/Al203 catalyst with additives iodine and
chlorine of relatively higher acid character complemented the results
obtained from treating with the alkali metals.
The iodized catalyst
(data in Figure V-10) produced lower concentrations of hydrogenated
intermediates (Ni-PH2 and Ni-PH ) and a relatively slow rate of feed
porphyrin removal compared to the oxide catalyst.
There was likewise
only a small contribution of Ni-X to the total pool of metal.
The
approach of the Ni-P disappearance rate to the total metal removal rate
suggests that hydrogenation may now be the rate limiting step on this
catalyst.
A similar but more pronounced effect was seen on the chlorided
catalyst in Figure V-lb.
Here the feed porphyrin accounted for 80% of
the metal in the oil at all times compared to generally less than 20%
on the oxide catalyst.
The parallel feed porphyrin and total metal re-
moval curves indicated the initial hydrogenation step was rate limiting.
The low concentration of Ni-PH2 and the absence of Ni-PH
and Ni-X can be
interpreted on the basis that hydrogenated intermediates, once generated,
react rapidly in relation to their production rate to deposit metal.
The activity of the alumina support was also examined for comparison.
The reactivity of Ni-T3MPP on this material, shown in Figure V-12, was
-
- 205
Iodized
70
TOTAL Ni
o Ni-P
o Ni-PH 2
9 Ni-PH4
4 Ni-X
A
60
50 -
M 40
CL
3000
20-
10D
0.0
0.1
wAIh
W/Q )
Figure V-10.
0.2
0.3
G CAT. HR
ML OIL
Concentration versus contact time results for Ni-T3MPP
at 63 ppm Ni feed, 345 *C, and 6.99 MPa H 2 (1000 psig)
on the iodized catalyst. Solid lines represent model
calculations using parameter values in Table V-3.
-
- 206
chlorided
70
6 0'
A
TOTAL Ni
o
o
Ni-P
Ni-PH 2
5
-4
LLJ
_z
z
3
k.0
-
2(
Ic
0.0
0.10
0.20
W/Q)
Figure V-li.
0.30
0.40
GCAT. HR
ML OIL
Concentration versus contact time results for Ni-T3MPP
at 61 ppm Ni feed, 345 C, and 6.99 MPa H2 (1000 psig)
on the chlorided catalyst. Solid lines represent model
calculations using parameter values in Table V-3.
-
- 207
alumina
70
A
o
o
9
60
$
50
TOTAL Ni
Ni-P
Ni-PH 2
Ni-PH 4
Ni-X
40
-
a0-
30
U
z
0A
20
10
0.0
-0
0.1
0.3
0.2
Figure V-12.
0.5
0.6
G CAT. HR
A/Ci
WV/Q
0.4
)
ML OIL
Concentration versus contact time results for Ni-T3MPP
at 58 ppm Ni feed, 345 *C, and 6.99 MPa H 2 (1000 psig)
on the alumina support. Solid lines represent model
calculations using parameter values in Table V-3.
-
- 208
mechanistically unchanged from the CoMo/Al203 catalyst but all reaction
steps were slower.
Considering the absence of active metals (Co, Mo) on
the surface, the activity of the alumina may be considered high.
It is
difficult, however, to assess the contribution of just the alumina to
the observed activity.
As demetallation proceeds, a layer of nickel is
deposited generating a surface possibly resembling a supported nickel
catalyst.
The hydrogenation and hydrogenolysis activity of nickel would
therefore contribute to the observed behavior.
Quantitative interpretation of the kinetic results on all catalysts
was obtained both in terms of pseudo first order kinetics for total metal
removal and in terms of the sequential reaction network proposed for
Ni-T3MPP in Section III.A.2:
Ni-P
1
W
2
7
3
Ni-PH 2
Ni-PH
deposit
--
4
Ni-X
deposit
6
It was also possible to use this network to explain the chlorided
catalyst data even though Ni-PH2 was the only stable intermediate detected.
Based on the reasoning that metal removal from Ni-PH
.42
in particular
step k , is much faster than the rate of Ni-PH4 production, k 3 , the network simplifies to:
1
3'
Ni-PH
Ni-P ;
2
2
-
deposit
Hence any Ni-PH 2 reacting to Ni-PH4 results in further rapid reaction
and destruction of the Ni-PH
with the appearance of a direct deposition
-
- 209
step (k3 ') from Ni-PH 2 .
The similarity of this sequence to that used to
describe the behavior of nickel-etioporphyrin on oxide CoMo/Al203 is
apparent.
Subsequent investigation has demonstrated that the Ni-Etio
behavior is not a result of chlorine contamination on the catalyst.
The kinetic parameters obtained from least-squares fitting of the
experimental data to the solution (discussed in Section III.A.2) of the
coupled set of rate equations are listed in Table V-3.
These parameters
have been used to generate the respective model curves (solid lines) in
Figures V-6 through V-12.
The pseudo first order metal removal rate
constants, k., in Table V-3 were obtained from the plots of Figure V-13.
Selected rate parameters from the set in Table V-3 are presented in
Figure V-14 to assist in characterizing the catalytic behavior of the
doped catalysts.
Those chosen include the total metal removal rate
constant, kM, which although being a pseudo kinetic parameter is a
measure of the activity of the catalyst, and the porphyrin hydrogenation
rate (k1 ) and the hydrogenolysis, or metal deposition rates (k6 + k7 ).
The latter two represent distinctly different functions of the catalyst
and enable evaluation of modifications in reaction selectivity provided
by the dopants.
Trends observed in these rate coefficients could be
correlated with the electron affinity of the added element.
This
parameter is a measure of the electron attraction power of the atom
(MacKay and MacKay, 1973).
The larger (more negative) the electron
affinity, the greater the attraction of an electron to an available
orbital in the atom.
Considering the complexity of the system under
study, the apparent success of this correlation may be a fortuitous
coincidence and should be viewed with caution.
It is tempting however,
to interpret this trend as possible evidence for a systematic
modifica-
we
w
0
TABLE V-3
Kinetic Rate Parameters for Ni-T3MPP Demetallation on Modified Catalysts
345*C, 1000 psig H 2, 63 ppm Ni
Cs-doped
(a)
Na-doped
oxide HDS-16A
sulfided
iodized
chlorided
y-Al2 03
k1
89.0
102.0
105.0
183.0
12.0
7.8
29.0
k2
126.0
134.0
94.0
164.0
17.0
7.0
35.0
k3
130.0
130.0
120.0
250.0
45.0
22.0
k4
300.0
300.0
150.0
400.0
82.0
33.0
k
0
3.3
49.0
170.0
20.0
6.4
k6
0
2.2
3.8
27.0
13.0
k7
2.7
5.0
18.0
120.0
66.0
0.33
0.75
3.4
19.3
3.8
(b)
km
a)
rate coefficients are in units of ml oil/g cat hr
b)
first order total metal removal
k
= 114.0
0.21
7.9
6.4
1.0
0
-
- 211
1.0
Cs doped
0
0
Na doped
0.5-
M
oxide
1.0
0.1
0.2
-A
0.3
0.4
M
0.5
iodized
M
chlorided
s ulf ided
0.0
0.1
0.2
W/Q)
W/)
Figure V-13.
0.3
GCAT. HR
ML OIL
First order total metal removal plots for Ni-T3MPP
at 345 *C and 6.99 MPa H2 (1000 psig) on the
modified catalysts.
-
- 212
100
1000
10
0
ki
I
0
100
--
--
N
-J
k6 k7
10
0.1
0
I
C
S
0
Cs Na
I
I
-20
I
-40
I
I
-60
ELECTRON AFFINITY,
Figure V-14.
CI
I
It
-80
kCAL
/
-1
MOLE
Ni-T3MPP kinetic rate parameters at 60 ppm Ni feed,
345 *C, and 6.99 MPa H (1000 psig) versus electron
affinity of dopant on ihe modified catalysts.
-
- 213
tion of the surface chemistry or acidity of the catalyst in the presence
of these dopants which influences the observed catalytic behavior.
Spec-
ulation as to the mechanism of modification by the dopants will be discussed in the next section.
Variations in catalytic activity for total metal removal aslarge as
50-fold were observed on the doped catalysts.
When plotted in the
fashion of Figure V-14, the overall demetallation rate exhibited a
"volcano" shape curve with maximum metal removal activity occurring on
the sulfided catalyst.
By resolving this lumped parameter into the
individual reaction steps within the network, it was possible to explain
why the maximum was observed.
The sulfided catalyst exhibited high
activity for both hydrogenation (two times greater than oxide catalyst)
and metal deposition (seven times greater than oxide catalyst) resulting
in the high overall demetallation rate.
On the base case oxide catalyst and alkali-doped catalysts, the
hydrogenation activity was similar.
The metal deposition rate parameters
were substantially lower, hence rate limiting, and became progressively
smaller moving from the oxide, to sodium, to cesium doped catalyst.
The
sharp rise in overall demetallation activity observed in progressing
from the cesium-doped through to the sulfided catalyst (increasing electron affinity of additive) was attributable to this sharp increase in
the rate limiting step of metal deposition.
A quite different effect was seen when pretreating the catalyst
with additives of even higher electron affinity (S, I, Cl) in a reducing
environment.
The lower overall demetallation activity on the iodized
and chlorided catalyst was due to a significant decline in hydrogenation
(k1 ) activity of the catalyst which became rate limiting when progressing
-
- 214
from sulfur to chlorine on the surface.
As shown in Figure V-14, the
metal deposition activity (k6 + k7 , k3 ' for chlorided catalyst) displays
only a marginal drop with increasing electron affinity of dopant whereas
the hydrogenation activity is twenty times lower on the chlorided
catalyst compared to the sulfided catalyst.
This sharp decline in
hydrogenation rate results in a shift in the rate limiting step from
hydrogenolysis on the sulfided catalyst (also on the oxide and alkalidoped catalysts) to hydrogenation on the halogen treated catalysts.
A measure of the consistency of the kinetic parameters can be obtained by examining the relative k /k2 and k 3/k
ratios for all catalysts.
These ratios reflect the thermodynamic equilibrium between Ni-PH 2/Ni-P,
and Ni-PH 4 /Ni-PH2 and should therefore be invariant from one catalyst to
the next.
The k 1/k2 ratio was equal to 0.91
equal to 0.58
20 to 30%.
0.19.
0.20 whereas k 3/k
was
Variations in these ratios were on the order of
These ratios were sensitive to the concentration of Ni-P,
Ni-PH 2 , and Ni-PH 4 at high Ni-P conversion (>50%) where accurate measurement by UV-visible spectroscopy of the composite oil was most difficult.
These variations did not seem excessive in view of this limitation.
V.D. Discussion of Active Sites on Modified Catalysts
More significant than the wide variation in total demetallation
activity for Ni-T3NPP observed by modifying the CoMo/Al203 catalyst is
the selective alteration of catalytic sites with different functionality
by these dopants.
It has been demonstrated that the changes in global
activity are a result of selective enhancement or inhibition of hydrogenation or hydrogenolysis steps within the demetallation network.
-
- 215
Changes as dramatic as a shift in the nature of the rate limiting step
from a hydrogenolysis reaction to a hydrogenation reaction are possible
by suitable modification of the active catalytic sites.
The reactivity patterns observed for Ni-T3NPP on the doped catalysts
result from the complex interactions of the support, the active metals,
and the dopant.
Yet by assimilating and carefully interpreting data
representative of a wide range of catalyst behavior, it is possible to
speculate on the nature of the active sites in the demetallation network
and to assess the impact of dopants on the reactivity of these sites.
Consistent with the demonstrated correlation between acidity and
activity for hydrogenolysis in HDS reactions
(Laine et al.,
1980,
Maternova, 1983), the Cs and Na-doped catalysts with the lowest acid
site density (Table V-2) exhibited the lowest hydrogenolysis (metal
deposition) activity in the HDM reaction.
The base y-Al 2 0
with an
acid site density greater than both alkali-doped samples, exhibited
higher hydrogenolysis activity.
Similarly, the oxide CoMo/Al203 catalyst
with yet higher acidity had the greatest hydrogenolysis activity among
these.
The limited data available on these catalysts suggests that the
acid site density and hydrogenolysis (k6 + k7 ) activity in
HDM are related.
The superior metal depositing activity of the oxide catalyst compared to the support indicates all hydrogenolysis activity is not associated with the alumina.
Likewise, the contribution of the Co and Mo
species to the total acidity of the catalyst is apparent by the higher
acid density on the fresh catalyst compared to the alumina support.
This enhanced surface acidity has previously been reported (Ratnasamy
et al., 1974).
-
- 216
The high molar loadings of Cs, 2.20 mmole/g oxide cat.
g Al 20 3) and Na, 1.95 mmole/g oxide cat.
(2.68 mmole/
(2.37 mmole/g A1 2 03 ) are far
in excess of the amount of alkali required to neutralize the alumina
(1.1 mmole/g
present.
Al 2 03 , Lycourghiotis, 1980a) if no transition metals were
It is hard to imagine, however, that a surface so highly
covered with Mo (b50% coverage for HDS-16A) and Cs or Na does not result in interaction of the two.
The alkali, present as Na 20 and Cs20'
may also exist on Mo vacancies on the fresh catalyst and donate electrons
to neutralize electron acceptor sites on these metals.
This interpreta-
tion is verified by the substantial drop in surface acidity of the CoMo
catalyst in the presence of Na or Cs which indicates interaction of
these dopants with both the support and the transition metals.
The larger
effect seen with Cs is consistent with its greater electron donating
ability (low electron affinity).
Evidence for the existence of hydrogenation sites with acidic properties on the oxide CoMo/Al203 catalyst was presented in Section IV.A
with the discussion of the pyridine poisoning results.
speculated to be Mo anion vacancies on the surface.
These sites were
The presence of
strong hydrogenation activity on the catalysts with little or no surface
acidity after sodium or cesium doping suggests one of two possibilities.
The dopants once deposited may not interfere with the in-situ generation
of additional Mo vacancies.
Hence, even though these acidic sites are
poisoned on the fresh oxide catalyst, under the reducing reaction conditions new sites may emerge.
tion site may exist.
Alternatively, a second type of hydrogena-
This non-acidic hydrogenation site may be associated
with metallic species such as cobalt which has been detected on reduced
CoMo/ Al203 catalysts (Chin and Hercules, 1982) not exposed to air prior
to analysis.
-
- 217
Part of the promoting role of cobalt has been attributed to
increased hydrogenation activity (Massoth, 1978).
These sites maintain
their integrity and are not poisoned or obstructed despite the high surface
coverage of Cs and Na possible if it were to exist as a monolayer.
It is conceivable that some of this hydrogenation activity is
associated with nickel from the reacting porphyrin which deposits over
the partially deactivated sites.
However, the activity of the base
alumina which also developed a surface covered with nickel was only one
third as active (compare k
values) as the alkali-doped catalysts.
Thus
the majority of the hydrogenation activity on these alkali-doped catalysts
must be due to Co and Mo species on the surface not deactivated by the
dopant.
Quantitative comparison of the surface acidities of the S, I, and
Cl treated catalysts was difficult due to the trouble encountered with
neutralization of ammonia by the desorption of acidic species.
It is
apparent, however, that the total number of sites on these catalysts is
greater than on the oxide catalyst as the measured acid site densities
even with this problem were comparable to the oxide catalyst.
Qualita-
tively this is consistent with the higher hydrogenolysis activity observed on these treated catalysts.
The enhanced metal deposition activity of the sulfided catalyst discussed in Section IV.B.1 was attributed to the presence of a high concentration of Bronsted acidity associated with hydrogenolysis activity.
The generation of these sites was proposed by Yang and Satterfield (1983)
to be due to H2S'adsorbing and dissociating on Mo vacancies.
A similar
phenomena may be occurring on the halogenated catalysts with the HI and
HU1 generated during pre-treatment also dissociating on No.
This is
-
- 218
especially likely when CHCl3 is in the feed as a constant supply of HC
is then present to maintain an adsorption equilibrium with the catalyst.
Considering this adsorption and dissociation process to be responsible for the enhanced surface acidity of these catalysts, it is doubtful
that a true measure of the catalyst acidity at reaction conditions can
be obtained from the TPAD as performed.
The acidity would obviously
depend on the partial pressure of the dissociating species (H2 S, HI, HCl)
and no such components are present in the gas phase during these measurements.
Thus determining the absolute magnitude of the surface acidity
increase on these treated catalysts over the oxide catalyst may be a
difficult task.
The presence of chlorided alumina on the surface of the pre-chlorided
catalyst suggested by the XPS results may also be contributing to the
metal deposition activity observed on this catalyst.
The high hydro-
cracking activity of chlorided alumina has been reported in asphaltene
and model coal liquid degradation studies (Ignasiak et al., 1981, Salim
and Bell, 1982).
This additional bond cleavage activity is consistent
with the high rate of metal deposition which results in Ni-PH2 as the
only stable intermediate.
As demonstrated by the kinetic results in the previous section, the
most significant impact due to the presence of iodine and chlorine on
the catalyst was a dramatic reduction in hydrogenation activity compared
to the sulfided catalyst.
By treating the catalyst with these additives
in a reducing environment, I and Cl interact with vacancies on molybdenum,
normally associated with hydrogenation activity, much like the Mo-SH
groups that form in the presence of H 2S (Yang and Satterfield, 1983).
The XPS results were consistent with the presence of molybdenum-halide
-
- 219
species.
For the in-situ chlorided catalyst, most representative of an
equilibrium halogen loading, the Cl/Mo atomic ratio was 2.2 indicating
there was, on the average, sufficient halogen present to interact with a
vacancy site on every molybdenum.
Results reported by Kiskinova and Goodman (1981) on the chemisorptive and reactive properties of nickel surfaces modified with electronegative adatoms (Cl,S,P) are qualitatively similar to the trend seen with
the S,I,Cl-doped CoMo/Al203 catalysts.
These investigators observed a
reduction in the adsorption strength and capacity (number of sites) for
hydrogen and CO on doped Ni.
Catalytic activity for methanation de-
creased on the modified surfaces.
The extent of poisoning increased with
increasing electron affinity of the adsorbed atom (largest effect with
Cl) and was interpreted in terms of both an occupation or obstruction of
the active site and an alteration in the surface electron density on the
metal in the presence of these atoms.
Similar reasoning is useful in interpreting the decline in hydrogenation activity observed in proceeding from the
catalyst.
S, to I, to Cl treated
The presence of I and Cl can be viewed as occupying active
sites on Mo (generated by reduction) eliminating their availability for
hydrogen adsorption and for coordination with double bonds.
Sulfur
(present as SH after H2 S dissociation) also occupies these vacancies but
is readily desorbed as evidenced by the hydrogenation activity on this
catalyst.
The stronger inhibition seen with Cl than I is consistent with its
greater electron affinity enabling it to form a more stable, more irreversibly bound molybdenum complex.
Binding energies for desorption of
halogens from molybdenum surfaces measured by Bolbach and Blais (1983)
-
- 220
were progressively smaller moving down the Periodic Column (F>Cl>Br).
Iodine would be expected to follow this trend and exhibit an even lower
binding energy.
Based on these binding energy strengths, less of an
inhibiting effect would be expected with I than Cl which is consistent
with the observed results.
The strength of the Mo-Cl interaction was
experimentally demonstrated by the inability to restore the hydrogenation
activity of a pre-chlorided catalyst back to the activity of the oxide
catalyst after exposure to flowing hydrogen at 450*C for 4 hours.
The results of this doping study have shown how selective alteration of the relative hydrogenation/hydrogenolysis rates in the HDM network of Ni-T3MPP are possible enabling changes as dramatic as a shift in
the overall rate limiting step to occur.
The relationship between hydro-
genolysis (metal deposition) activity and surface acidity has been
demonstrated.
Addition of Cs and Na to the CoMo/Al203 catalyst lowered
)
the acidity and selectively reduced the metal deposition steps
(k6 + k
without inhibiting hydrogenation (k ).
The high hydrogenation activity
on these catalysts suggests the presence of non-acidic hydrogenation
sites in addition to the hydrogenation activity associated with the Mo
vacancies.
The overall impact of I or Cl treatment on the activity of the CoMo
catalyst can be interpreted in terms of two effects resulting from the
interaction of HI or HCl with vacancies on the molybdenum.
The dis-
sociation of these species on Mo sites generated by reduction, produces
Bronsted acidity which maintains a high level of hydrogenolysis activity
(k6 + k7 ) promoting metal deposition.
The simultaneously generated
molybdenum-halide bond eliminates a site otherwise available for hydrogenation lowering the total number present and the observed activity (k1 ).
-
- 221
The strength of the Mo-X interaction contributes to the degree of inhibition.
Sulfiding had the unique effect of producing an enhancement in
both the hydrogenation and hydrogenolysis activities over the oxide
catalyst.
The increase in hydrogenolysis (k6 + k7 ) activity was selec-
tively larger and was attributed to the presence of an increase in
Bronsted acidity arising from H 2S dissociation on Mo vacancy sites.
Catalyst selectivity for Ni-X formation (k5 /k7 ) was diminished in
the presence of all dopants.
Only on the sulfided catalyst did the
dominance of this species in the oil at high feed conversions approach
that observed with the oxide catalyst.
The slow demetallation rate (k6
of this non-porphyrinic compound suggests high selectivity for Ni-X is
desirable from a standpoint of obtaining uniform metal deposits in
catalyst pellets.
V.E. Reaction Engineering Implications
The implications of this ability to selectively alter one functionality of the catalyst and hence selectively change the relative reaction
rates within the Ni-T3MPP demetallation network are revealed in the
metal deposition profiles within catalyst pellets, obtained under diffusion limited conditions.
Presented in Figure V-15 are metal deposition
profiles in 1/16 inch pellets calculated with the model developed in
Section III.C.2 using the kinetic parameters presented in this chapter
for the different catalysts.
The profile for the chlorided catalyst was
calculated using the model for Ni-Etio developed by Agrawal (1980) as
the kinetic reaction schemes were analogous.
These profiles are calculated
1
Cs doped
-
- 222
1.0
I
oxide
Na doped
I-
0
'
0
0
I
00
1
r/R
r/R
chlorided
iodized
sulfided
2
2
2
0
r/ R
3
3
3
0
H
1
I
0
0
1
Figure V-15.
r/R
0
0
1T/R
r/R
0
Calculated nickel deposition profiles in 1/16" diameter
catalyst pellets at the reactor entrance for Ni-T3MPP
demetallation at 345 *C and 6.99 MPa H2 (1000 psig) on
the modified catalysts.
-
- 223
for the entrance of the bed (z=0).
The oxide and sulfided catalyst
profiles have been experimentally verified and discussed elsewhere (see
Section III.C.2 and Section IV.B.2).
All non-kinetic parameters used in
calculating the other plots (Cs, Na, I, and Cl-doped) were identical to
those used for the oxide catalyst listed in Table 111-4.
The Thiele moduli,
#
,
for the uncoupled system of pseudo components
reacting by first order irreversible kinetics in the solution technique
given by Wei (1962) characterize the extent to which diffusional limitations are important in the metal profiles.
Listed in Table V-4 are the
Thiele moduli for each set of kinetic data calculated from the eigenvalues of the diffusion coefficient and rate coefficient matrices as
discussed in Section III.C.2.
These parameters are the characteristic
decay rates of concentration versus radial distance in the terms summed
to obtain the metal profiles:
I (4$ r/R)
M(r,z)
=
{ b.(z)
i
1
0
i
4$.)
where M(r,z) is the concentration of deposited metal at a given radial,
r, and axial, z, position.
The relative magnitude of the coefficients
b. also listed in Table V-4 indicates all terms contribute to the shape
of the profiles.
The large $.
terms decay rapidly from maxima at r/R
=
1.0 leaving the slower decaying components to dominate the region of
small r/R.
Consistent with the slower metal deposition steps (k6 + k ) on the
Cs and Na-doped catalysts, the smallest Thiele moduli have values near
one or lower, and, correspondingly, uniform metal profiles are seen on
these catalysts.
The continuous increase in the dominant 4
on
-
- 224
TABLE V-4
Characteristic Thiele Moduli and Metal Distribution Parameters
for Modified Catalysts
Ni-T3MPP, 345 0 C
6.99 MPa H 2 (1000 psig)
1 (.r/R)
M = lb.(z)
0
b 1 (0)
pi
b2 (0)
Cs
1.00
0.805
-1.48
Na
1.00
1.42
oxide
1.00
sulfide
$2
b 3 (0)
$3
16.41
-0.93
24.71
0
0
0.93
-0.74
1.62
-0.49
17.2
0.23
25.10
0.92
2.13
0.56
4.81
-3.23
15.98
1.65
22.08
0.66
1.00
4.29
1.91
8.43
-4.26
23.90
2.10
33.38
0.36
iodize
1.00
3.43
-0.62
3.94
-0.50
7.58
0.11
15.31
0.75
chloride
1.00
4.17
-1.00
12.07
* all b
are normalized to b
p
b4 (0)
em
0.50
-
- 225
progressing from the Cs doped to the sulfided catalyst reflects an increasingly stronger diffusion limitation in the deposition reactions as
is revealed in the metal profiles.
It is possible to compare the deposition patterns of metal in the
catalyst extrudates quantitatively using the metal distribution parameter
defined by Tamm et al.
(1981):
fM(r)
m
r dr
S= 0
MmaxJr dr
0
where M(r) is the local wt% metal deposit, M
max the maximum concentration,
and r the fractional radius.
This parameter is essentially the ratio of
the average metal concentration to the concentration at the maximum and
characterizes the effective utilization of the catalyst for metals
deposits.
A distribution parameter of unity corresponds to uniform metal
profiles whereas a value approaching zero would be characteristic of a
sharp spike at the pellet's edge.
Values calculated at the entrance of
the bed for each catalyst are listed in Table V-4.
Catalysts (Cs, Na-doped) with small
4'.
(slow deposition rates) were
calculated to have high distribution parameters.
activity increased (large
As metal deposition
'.), 0M decreased and less effective use was
made of the metal loading capacity of the catalyst.
small 0
m
more quickly and with less
reach the plugging limit at Mm
max
total metal in the catalyst (i.e., e
in
uniform distributions.
Catalysts with
x M
max
) than is typical for more
The highly desirable uniform profiles are ob-
tained at the expense of somewhat lower total metal conversion at
-
- 226
equivalent contact times.
Hence the optimum conditions for metal de-
position would be a balance between high conversion and most complete
utilization of the catalyst.
An alternative interpretation of the data in Figure V-14 is to
examine the relative hydrogenation/hydrogenolysis activities in the
Ni-T3MPP reaction network on the doped catalysts.
1
6
+ k ) is plotted in Figure V-16 as a function of the
7
)
defined as k /(k
This selectivity, S,
electron affinity of the dopant.
The ability to correlate the observed
variation in S over three orders of magnitude with a chemical property of
the isolated dopant element is quite remarkable.
Considering the diverse
influences imparted by the Cs and Na dopants compared to the S,1, and
Cl additives on the catalytic sites, it would seem mechanistically more
appropriate to quantify the selectivity in terms of a surface property of
the catalyst.
Possibly some catalytically sensitive surface property
such as adsorption strength, charge density, or surface acidity does
correlate with dopant electron affinity.
The correlation, while empirical and of unproven predictive usefulness, does clearly reveal the transition in rate limiting step in the
overall network.
A selectivity greater than one corresponds to hydro-
genolysis as the rate limiting step and conversely, a selectivity less
than one indicates hydrogenation is rate limiting.
The demonstrated ability to vary to such an extent the relative
reactivities of two different catalytic functions suggests control of the
metal deposition location is possible.
A more attractive demetallation
processing scheme may be one where the two types of reactions are separated on two different catalysts, possibly in different reactors.
On
the first catalyst the metal bearing molecules would be activated for
-
- 227
100[
+
10
(I)
0.1
Cs Na
1111 i1i
0.01
0
0
1
-20
-40
S
I
-60
ELECTRON AFFINITY,
Figure V-16.
CI
-80
-100
kCAL/MOLE
Reaction selectivity in Ni-T3MPP demetallation at
345 *C and 6.99 MPa H2 (1000 psig) versus electron
affinity of dopant on modified catalysts.
-
- 228
A
deposition by hydrogenation to generate the intermediate species.
catalyst with low metal deposition activity, S >> 1 is desired.
These
products would then be passed on to a second catalyst where metal deposition would occur.
In this configuration poisoning of the precious
hydrogenating catalyst by metal deposition would be avoided.
hydrogenation on the second catalyst is unwanted (S << 1).
Excessive
The observed
correlation between high metal deposition activity and surface acid
density suggests some acid character to this catalyst is required.
The significance of these doping results are in the realization
that it is possible to alter the reactivity of the metallo-porphyrin in
a hydrodemetallation environment.
By modifying the chemical nature of
the individual catalytic sites on CoMo/Al203 through judicious choice of
dopant or possibly by designing new catalysts, a continuous variation
in the degree of hydrogenation activity compared to hydrogenolysis
activity is possible.
The dopants chosen in this study may not represent
the most convenient method of modification (corrosive nature of HI and
HC1, for example) but they do demonstrate the kinetic feasibility of
selectively controlling the reactivity of metal compounds characteristic
of those in residuum oil.
-
- 229
CHAPTER VI
CONCLUSIONS
1)
The reaction of nickel-porphyrins on CoMo/Al203 catalysts during
hydrodemetallation (HDM) proceeds via sequential pathways.
The first
step involves hydrogenation of peripheral double bonds to "activate"
the porphyrin for the final hydrogenolysis step which fragments the
ring and deposits the metal on the catalyst surface.
A dual function
catalyst with both hydrogenation activity associated with Co and Mo
sites and hydrogenolysis (metal deposition) activity associated with
acid sites on the support and the Mo is effective for HDM.
2)
Structural differences on the periphery of the metallo-porphyrin
molecules are shown to influence the complexity of the reaction pathways and the relative rates of hydrogenation and hydrogenolysis.
The
substituent groups at the beta-pyrrolic and methine bridge carbon
atoms in the porphyrin appear to exert a dominant role, both steric
and chemical, in determining these reactivity differences.
The sub-
stituent groups at the beta-pyrrolic positions influence the initial
hydrogenation whereas the groups at the methine bridge positions
influence the final metal deposition step.
Ni-etioporphyrin is slow to hydrogenate due to the steric constraint and the higher reduction potential of the peripheral
double
bonds attributable to the presence of methyl and ethyl groups at the
-
- 230
beta-pyrrolic positions.
Once the porphyrin is hydrogenated at one
pyrrole position, the resulting enhancement in reactivity of adjacent
methine bridges coupled with the accessibility of these bonds renders
these positions highly susceptible for reaction.
hydrogenolysis and metal deposition.
This leads to ring
Only one stable nickel inter-
mediate, the hydrogenated porphyrin (Ni-EPH2 ), is present in the oil
with the feed material.
Ni-tetra(3-methylphenyl)porphyrin (and Ni-TPP) rapidly hydrogenates due to the accessibility and low reduction potential of the
beta-pyrrolic positions forming not one but two hydrogenated intermediates, Ni-PH2 and Ni-PB .
The second hydrogenation occurs selectively
at a pyrrole adjacent to the first pyrroline ring.
reaction of Ni-PH
The subsequent
at the activated methine bridges is influenced in
part by the presence of the tolyl (or phenyl for Ni-TPP) substituents
at these positions.
One route involves cleavage of the ring leading
to destruction of the macrocycle and deposition of the metal.
This
behavior is similar to the reaction of the hydrogenated Ni-etioporphyrin
although proceeds more slowly.
A second pathway involves generation
of a relatively stable non-porphyrinic nickel intermediate, Ni-X,
which comprises the bulk of the metal in the oil at high feed conversions.
This intermediate has been isolated and identified as a con-
tracted ring structure (i.e., a nickel-corrin) formed by elimination
of a methine bridge carbon as a xylyl group (tolyl for Ni-TPP) and
subsequent reclosure of the ring.
Both a hydrogenation function and
an acid function appear necessary for Ni-X formation.
Variations in the overall rate limiting step for metal removal
were observed for the different porphyrins on the oxide catalyst.
-
- 231
Hydrogenation was rate limiting with Ni-etioporphyrin whereas metal
deposition (hydrogenolysis) was the slow step with Ni-T3MPP (and
Ni-TPP).
The reaction network for demetallation of Ni-etioporphyrin was
3)
previously reported to consist of three major kinetic steps;
genation (k ),
hydro-
dehydrogenation (k2), and demetallation or hydro-
genolysis (k3).
The seven kinetic steps in the network for Ni-T3MPP can likewise
be grouped into these three types of reactions.
The hydrogenation
steps (k1 , k3 ) produced intermediates which could then dehydrogenate
(k2 , k ) or react via hydrogenolysis steps to produce Ni-X (k5) or
deposit metal (k6 , k7 ).
All steps were first order with respect to
the nickel species reacting.
Langmuir-Hinshelwood kinetics were not
required to interpret the kinetic behavior over the concentration
range examined.
Hydrogenation steps (ki, k 3) had activation energies
of 16 to 18 kcal/mole and were first order in hydrogen pressure.
Dehydrogenation steps (k3 , k4 ) were characterized by activation energies of 20 to 23 kcal/mole and were zero order in hydrogen.
Activation
energies for the hydrogenolysis steps (k5 , k 6 , k7 ) ranged from 19 to
24 kcal/mole.
These steps exhibited a second order hydrogen pressure
dependence.
The temperature and pressure dependence of the three kinetic
steps for Ni-etioporphyrin demetallation determined by Agrawal (1980)
were:
hydrogenation (k1 ), activation energy of 16 to 18 kcal/mole,
first order in hydrogen;
dehydrogenation (k2), activation energy of
22 to 24 kcal/mole, zero order in hydrogen;
metal deposition (k3),
-
- 232
activation energy of 28 to 30 kcal/mole, second order hydrogen pressure
dependence.
4)
There was no change in the reaction pathway of Ni-T3MPP during
HDM in the presence of pyridine or on the sulfided catalyst compared
to that observed on the clean, oxide catalyst.
The competitive ad-
sorption of pyridine did however inhibit all reaction rates.
Sulfiding produced an enhancement in all reaction rates compared
to the oxide catalyst.
The metal deposition steps were selectively
enhanced (seven-fold increase) compared to the hydrogenation/dehydrogenation steps (two-fold increase).
reflected in a
This selectivity change was
higher ratio of nickel-porphyrin (Ni-P) concentration
to total metal concentration in the oil.
In terms of the ratio of the
hydrogenation rate coefficient (k ) / metal deposition rate coefficients
(k6 + k7 ), this ratio was 4.8 on the oxide catalyst and 1.2 on the
sulfided catalyst at 345 0 C and 6.99 MPa H2 (1000 psig).
The increase in hydrogenation activity was attributed to an increase in Mo vacancies (hydrogenation sites) from the simultaneous
reduction of the catalyst.
The high hydrogenolysis activity was con-
sistent with an increase in Bronsted acidity arising from the dissociation of H2S on Mo vacancies.
The temperature and pressure dependencies of the seven kinetic
steps for Ni-T3MPP on the sulfided catalyst were similar to those
determined on the oxide form.
5)
Metal deposition profiles measured under diffusion limited conditions in 1/16 inch catalyst extrudates reflect the intrinsic reactivity
-
- 233
of the nickel-porphyrins.
Profiles obtained at the entrance of the
reactor were characterized by an internal maximum in the metal deposition pattern.
These were generated as a result of the sequential
reaction pathway of the porphyrins as metal deposition occurred from
a species not originally in the oil.
This maxima was observed to
shift to the edge of the pellets by the end of the bed as the concentration of metal depositing species in the bulk increased.
The
position of the internal maxima was deeper at the reactor entrance
with Ni-T3MPP (r/R = 0.75) compared to Ni-etioporphyrin (r/R = 0.90)
on the oxide catalyst (345*C, 6.99 MPa H2) due to differences in their
intrinsic reactivity.
The enhanced metal deposition activity of the sulfided catalyst
compared to the oxide catalyst was apparent in the pattern of metal
deposition.
The profiles were more U-shape (larger
4.)
with less
deposit in the pellets' center.
Theoretical calculations based on a steady state, coupled diffusion and reaction model using rate parameters obtained in the
intrinsic studies were used to interpret the metal deposition profiles.
Quantitative agreement between the theoretical and experimental profiles was obtained using diffusion coefficients for the nickel species
on the order of 10
-6
2
cm /sec.
Diffusivities for the hydrogenated
porphyrinic intermediates were two times larger than the feed porphyrin.
These values were unchanged for both the oxide and sulfided systems.
The diffusivity of the non-porphyrinic intermediate, Ni-X, was 2 to
3.5 times larger than the feed porphyrin, Ni-P, depending on the system.
6)
-
- 234
The feasibility of varying the HDM reaction selectivity, S, of
Ni-T3MPP defined as the porphyrin hydrogenation rate constant / the
metal deposition rate constants
k 1I/(k 6 + k7 )] was demonstrated.
This
was accomplished by doping the CoMo/Al203 catalyst with additives
which were specific in altering one functionality of the catalyst.
Changes as dramatic as a shift in the overall rate limiting step were
possible.
The relationship between hydrogenolysis (metal deposition) activity
and surface acidity was demonstrated.
Neutralization of catalyst
acidity by addition of basic dopants (Cs, Na) significantly reduced the
metal deposition activity with only a marginal reduction in hydrogenation activity.
The high hydrogenation activity on these catalysts
suggests the presence of non-acidic hydrogenation sites (possible Co)
in addition to the hydrogenation activity associated with the Mo
vacancies.
Treatment of the CoMo/Al203 catalyst with S, I, Cl in a reducing
environment resulted in major changes in the reactivity of Ni-T3MPP
compared to the oxide catalyst.
All of the treated catalysts had high
surface acidities and high metal deposition activity.
Sulfiding had
the unique effect of also enhancing the hydrogenation activity which
was attributable to the simultaneous reduction of the catalyst.
Iodine and chlorine treatment produced successively lower hydrogenation activity compared to the sulfided catalyst (S>I>Cl) despite the
reduction of Mo which occurred.
Hydrogenation became rate limiting
in the overall sequence on the I and Cl treated catalysts.
This be-
havior was interpreted as arising from the dissociation of HI and
HCl on Mo vacancies which generated a high level of Bronsted acidity
-
- 235
(desirable for metal deposition) but also resulted in strong, irreversible-like, interaction between the Mo and the halide which
occupied a hydrogenation site.
The reaction on catalysts with large S was characterized by a
low value for the ratio of the concentration of nickel-porphyrin to
total metal in the effluent oil.
This composition ratio was progres-
sively larger on the sulfided and halided catalysts and approached
unity on the chlorided catalyst.
Calculated metal deposition profiles in 1/16 inch catalyst pellets
displayed significantly different behavior reflecting the selectivity
variations in the Ni-T3NPP reaction network.
Reaction in the presence
of basic additives (Cs, Na) was characterized by small c1. and uniform
profiles.
On the other hand, the acidic components (S, I, Cl) added
on the catalyst resulted in large $
and more sharp, U-shape profiles
indicative of strongly diffusion limited reactions.
The optimum con-
dition is a balance between uniform metal deposition (long catalyst
life) and high metals removal activity.
-
- 236
NOMENCLATURE
b.
ith coefficient of characteristic terms in
metal profile summation
C
initial nickel concentration, ppm Ni
Cl, C2 '
3 ' C4
concentration of Ni-P, Ni-PH 2 , Ni-PH , and Ni-X,
ppm Ni
C
concentration vector
D1 , D 2 , D ,
D4
3
effective diffus vity of Ni-P, Ni-PH2, Ni-PH
and Ni-X, cm /sec
D
diffusion coefficient matrix of eq. (1)
E
activation energy, kcal/mole
,
0
modified Bessel function of first kind of
zero order
0
modified Bessel function of first kind of
first order
k
kinetic rate coefficient, ml oil/g cat. hr
kM
pseudo first order metal removal rate
coefficient, ml oil/g cat. hr
K
adsorption coefficient in Langmuir-Hinshelwood
expression
rate coefficient matrix of eq. (1) and B.5
K
diffusion disguised rate coefficient matrix of
eq. (9)
L
length of catalyst pellet, cm
M
deposited metal, weight percent
Ni-EP
Ni-etioporphyrin
Ni-etiochlorin
Ni-EPH
2
Ni-tetra(3-methylphenyl)porphyrin
Ni-P
Ni-tetra(3-methylphenyl)chlorin
Ni-PH
2
Ni-PH 4
Ni-tetra(3-methylphenyl)isobacteriochlorin
Ni-X
non-porphyrinic contracted ring Ni species
Q
oil flow rate, ml/hr
r
radial position in catalyst, cm
R
catalyst pellet radius, cm
t
time on stream, hrs
W
weight of catalyst, g
eigenvector matrix and inverse matrix of K
-
X,
eigenvector matrix and inverse matrix of K
+-l
X+
xx=
-
- 237
= Y, Y
eigenvector matrix and inverse matrix of p cD
z
reactor axial position, cm
th
1c
+
1 th
th
It
.th
.=-J=
eigenvalue of pcD
K
=+
eigenvalue of K
eigenvalue of K
a.1
1
p
oil density, g/ml
PC
catalyst density, g/ml
ith Thiele modulus =
1T
R
1M
I (i
diagonal matrix of eq. (5)
I4)
em
metal distribution parameter
subscript s
catalyst pellet surface, r = R
K
-
- 238
BIBLIOGRAPHY
Agrawal, R., "Kinetics and Diffusion in Hydrodemetallation of Nickel and
Vanadium Porphyrins," Sc.D. Thesis, M.I.T., (August, 1980).
Alder, R.W., Baker, R., and Brown, J.M., "Mechanism in Organic Chemistry,"
Chap. 2, Wiley, N.Y. (1971).
Alturki, Y.A., Eglinton, G., and Pillinger, C.T., Adv. Org. Geochem.,
5, 135 (1971).
Andreu, P., Galiasso, R., Morales, A., Abrams, 0., Katan, L., Pantoja, L.,
Sojo, P., and Vergara, E., in "Studies in Surface Science and
Catalysis," Vol. 7, Part B, T. Seiyama and K. Tanabe, eds., Elsevier,
(1981), p. 877.
Angst, C., "New Hexahydroporphyrin Ligand Systems," Ph.D. Thesis, ETHZurich (1981), Diss. ETH No. 6783.
Angst, C., Kratky, C., and Eschenmoser, A., Angew. Chem. Int. Ed. Engl.,
20, 263 (1981).
Baker, E.W., and Palmer, S.E., in "The Porphyrins," D. Dolphin, ed.,
Vol. I, Chap. 11, Academic, N.Y. (1978).
Baker, E.W., and Smith, G.D., ACS Prepr., Div. Petrol. Chem. 19 (4), 744
(1974).
Barwise, A.J.G., and Whitehead, E.V., ACS Prepr., Div. Petrol. Chem., 25
(2), 268 (1980).
Bearden, R., and Aldridge, C.L., Energy Progress, 1, 44 (1981).
Benesi, H.A., and Winquist, B.H.C., Adv. Catal., 27, 97 (1978).
Beuther, H., and Schmid, B.K., Proc. Sixth World Petrol. Congress,
Section III, Paper 20 (1963).
Beuther, H., Larson, 0.A., and Perrotta, A.J., "Catalyst Deactivation:
Studies in Surface Science and Catalysis," Vol. 6, B. Delmon and
G.F. Froment, eds., Elsevier (1980), p. 271.
Bhinde, M.V., "Quinoline Hydrodenitrogenation Kinetics and Reaction
Inhibition," Ph.D. Thesis, University of Delaware, (June, 1979).
Bolach, G., and Blais, J.C., Surf. Sci., 126, 405 (1983).
Boorman, P.M., Kriz, J.F., Brown, J.R., and Ternan, M., Proceedings
Climax Fourth International Conference on the Chemistry and Uses
of Molybdenum, H.F. Barry and P.C.H. Mitchell, eds., Climax
Molybdenum Co., Ann Arbor (1982), p. 192.
-
- 239
Brinen, J.S., and Armstrong, W.D., J. Catal., 54, 57 (1978).
Broderick, D.H., "High-Pressure Reaction Chemistry and Kinetic Studies
of Hydrodesulfurization of Dibenzothiophene Catalyzed by Sulfided
Coo-Moo 3 /y-Al 2 03 ," Ph.D. Thesis, University of Delaware, (May, 1980).
Buchler, J.W., in "Porphyrins and Metalloporphyrins," K.M. Smith, ed.,
Chap. 5, Elsevier (1975).
Buchler, J.W., in "The Porphyrins," D. Dolphin, ed., Vol. I, Chap. 10,
Academic, N.Y. (1978).
Bunger, J.W., and Li, N.C., eds., "Chemistry of Asphaltenes," Adv. Chem.
Series, No. 195, American Chemical Society, Washington, D.C. (1981).
Burger, H., in "Porphyrins and Metalloporphyrins," K.M. Smith ed.,
Chap. 11, Elsevier (1975).
Cecil, R.R., Mayer, F.Z., and Cart, E.N., Paper presented at AIChE
Meeting, Los Angeles, 1968. Referenced in Gates et al. (1979).
Chin, R.L., and Hercules, D.M., J. Phys. Chem., 86, 3079 (1982).
Cocchetto, J.F., "Reaction Network and Kinetics of Vapor-phase Catalytic
Hydrodenitrogenation of Quinoline," Ph.D. Thesis, M.I.T., (February,
1980).
Cukor, P.M., and Prausnitz, J.M., J. Phys. Chem., 76, 598 (1972).
Daly, F.P., J. Catal., 51, 221 (1978).
deBeer, V.H.J., and Bevelander, C., van Sint Fiet, T.H.M., Werter,
P.G.A.J., and Amberg, C.H., J. Catal., 43, 68 (1976).
de Bruijn, A., Proceed. Sixth Int. Cong. on Catalysis, 2, 951 (1976).
DeVries, A.B., and Jellinek, F., Rev.
Chim. Mineral.
11, 624 (1974).
Dolphin, D., ed., "The Porphyrins," Academic, N.Y. (1978).
Doraiswamy, L.K., and Tajbl, D.G., Cat. Rev. Sci. Eng., 10, 177 (1974).
Dorough, G.D., and Huennekens,
F.M., J. Am. Chem. Soc., 74, 3974 (1952).
Dorough, G.B., Miller, J.R., and Huennekens, F.M., J. Am. Chem. Soc.,
73, 4315 (1951).
Ekstrom, A., Loeh, H., and Dale, L., ACS Prepr., Div. Fuel Chem., 28
(3), 166 (1983).
Filby, R.H., in "The Role of Trace Metals in Petroleum," T.F. Yen, ed.,
Chap. 2, Ann Arbor Science Publishers, Inc., Michigan (.1975).
-
- 240
Fitz, C.W., Jr., and Rase, H.F., Ind. Eng. Chem. Prod. Res. Dev., 22,
40 (1983).
Forni, L., Catal. Rev. Sci. Eng., 8, 65 (1973).
Frost, D.C., McDowell, C.A., and Woolsey, I.S., Mole. Phys., 27, 1473
(1974).
Fuhrhop, J.H., Z. Naturforsch., 25b, 255 (1970).
Fuhrhop, J.H., in "The Porphyrins," D. Dolphin, ed., Vol. II, Chap. 5,
Academic, N.Y. (1978).
Fuhrhop, J.H., and Subramanian, J., Phil. Trans. R. Soc. Lond., B273,
335 (1976).
Gajardo, P., Grange, P., and Delmon, B., J. Catal., 63, 201 (1980), see
also J. Catal., 66, 469 (1980).
Galiasso, R., Blanco, R., Gonzalez, C., and Quinteros, N., Fuel, 62, 817
(1983).
Galiasso, R., and Morales, A., Appl. Catal., 7, 57 (1982).
Gates, B.C., Katzer, J.R., and Schuit, G.C.A., "Chemistry of Catalytic
Processes," McGraw-Hill, N.Y. (1979).
Gissy, H., Bartsch, R., and Tanielian, C., J. Catal., 65, 150 (1980).
Gleim, W.K.T., and Gatsis, J.G., U.S. Patent 3,165,463 (1965);
Patent 1,327,635 (1973).
British
Gould, K.A., ACS Prepr., Div. Petrol. Chem., 25 (2), 288 (1980).
Gouterman, M., in "The Porphyrins," D. Dolphin, ed., Vol. III, Chap. 1,
Academic, N.Y. (1978).
Grange, P., Catal. Rev. Sci. Eng., 21, 135 (1980).
Grigg, H., in "The Porphyrins," D. Dolphin, ed., Vol. II, Chap. 10,
Academic, N.Y. (1978).
Hall, G., and Herron, S.P., in "Chemistry of Asphaltenes," J.W. Bunger
and N.C. Li, eds., Chap. 8, Adv. Chem. Series, No. 195, American
Chemical Society, Washington, D.C. (1981).
Hambright, P., personal communication, June, 1982.
Hardin, A.H., Packwood, R.H., and Ternan, M., ACS Prepr., Div. Petrol.
Chem., 23 (4), 1450 (1978).
-
- 241
Hirmnelblau, D.M., Jones, C.R., and Bischoff, K.B., Ind. Eng. Chem.
Fundamentals, 6, 539 (1967).
Hoard, J.L., in "Porphyrins and Metalloporphyrins," K.M. Smith, ed.,
Chap. 8, Elsevier (1975).
Horvath, C., ed., "High Performance Liquid Chromatography - Advances and
Perspectives," Vol. 1 - 3, Academic Press, N.Y. (1980-83).
Hou, P., and Wise, H., J. Catal., 78, 469 (1982).
Hung, C.W., "The Kinetics of Hydrodemetallation of Metalloporphyrins,"
Ph.D. Thesis, M.I.T., (August, 1979).
Hung, C.W., and Wei, X., Ind. Eng. Chem. Process Des. Dev., 19, 250, 257
(1980).
Ignasiak, T., Bimer, J., Samman, N., Montgomery, D.S., and Strausz, O.P.,
in "Chemistry of Asphaltenes," Adv. Chem. Series, No. 195, J.W.
Bunger and N.C. Li, eds., American Chemical Society, Washington,
D.C. (1981), p. 183.
Johansen, J.E., Angst, C., Kratky, C., and Eschenmoser, A., Angew. Chem.
Int. Ed. Engl., 19, 141 (1980).
Johansen, J.E. Piermattie, V., Angst, C., Diener, E., Kratky, C., and
Eschenmoser, A., Angew. Chem. Int. Ed. Engl. 20, 261 (1981).
Journal of Chromatography, 214, B237 (1981).
Kameyama, H., and Amano, A., J. Japan Petrol. Inst., 25, 118 (1982).
Kameyama, H., Sugishima, M., Yamada, M., and Amano, A., J. Japan Petrol.
Inst., 24, 317 (1981).
Katzer, J.R., and Sivasubramanian, R., Catal. Rev. Sci. Eng., 20, 155
(1979).
Katzer, J.R., Stiles, A.B., and Kwart, H., US-DOE Report No. DOE/ET/
03297-1, Washington, 1980.
Kincaid, J., Nakamoto, K., j. Inorg. Nucl. Chem., 37, 85 (1975).
Kiskinova, M., and Goodman, D.W., Surf. Sci., 108, 64 (1981).
Kordulis, C., Voliotio, S., and Lycourghiotis, A., J. Less-Comm. Metals,
84, 187 (1982).
Kwan, T., and Sato, M., Nippon Kagaku Zasshi, 91 (12), 1103 (1970).
Kwart, H., Schuit, G.C.A., and Gates, B.C., J. Catal., 61, 128 (1980).
Labrecque, J.J., Appl. Spectros., 30, 625 (1976).
-
- 242
Laine, J., Brito, J., and Yunes, S., in "Proceedings Climax Third International Conference on the Chemistry and Uses of Molybdenum,"
H.F. Barry and P.C.H. Mitchell, eds., Climax Molybdenum Company,
Ann Arbor, (1980), p. 111.
Larson, O.A., and Beuther, H., ACS Prepr., Div. Petrol. Chem., 11 (2),
B95 (1966).
Long, R.B., in "Chemistry of Asphaltenes," J.W. Bunger and N.C. Li,
eds., Chap. 2, Adv. Chem. Series, No. 195, American Chemical
Society, Washington, D.C. (1981).
Longo, F.R., Finarelli, J.D., and Schmalzbach, E., J. Phys. Chem., 74,
3296 (1970).
Lycourghiotis, A., Defosse, C., Delannany, F., and Delmon, B., J. Chem.
Soc. Faraday Trans. I, 76, 2052 (1980a).
Lycourghiotis, A., Defosse, C., and Delmon, B., Bull. Soc. Chim. Belg.,
91, 613 (1982).
Lycourghiotis, A., Defosse, C., Delannany, F., Lemaitre, J., and Delmon,
B., J. Chem. Soc. Faraday Trans. I, 76, 1677 (1980).
Lycourghiotis, A., Vattis, D., Karaiskakis, G., and Katsanos, N., J.
Less-Comm. Metals, 86, 137 (1982a).
MacKay, K.M., and MacKay, R.A., "Introduction to Modern Inorganic
Chemistry," International Textbook Company, London (1973).
Martinez, N.P., and Mitchell, P.C.H., in "Proceedings Climax Third
International Congress on the Chemistry and Uses of Molybdenum,"
H.F. Barry and P.C.H. Mitchell, eds., Climax Molybdenum Company,
Ann Arbor (1980), p. 105.
Massoth, F.E., Adv. in Catal., 27, 265 (1978).
Maternova, J., Appl. Catal., 3, 3 (1982).
Maternova, J., Appl. Catal., 6, 61 (1983).
McKinley, J.B., in "Catalysis," P.H. Emmett, ed., Vol. 5, Reinhold, N.Y.
(1957), p. 405.
Mears, D.E., Ind. Eng. Chem. Process Des. Dev., 10, 541 (1971).
Mitchell, P.C.H., in "Catalysis," Vol. 4, C. Kemball and D.A. Dowden,
eds., Chap. 7, The Royal Society of Chemistry, London (1980).
Mitchell, P.C.H., and Valero, J.A., React. Kinet. Catal. Lett., 20, 219
(1982).
Montagna, A.A., and Shah, Y.T., Ind. Eng. Chem. Process Des. Dev., 14,
479 (1975).
-
- 243
Morales, A., and Galiasso, R., Fuel, 61, 13 (1982).
MuraliDhar, G., Massoth, F.E., and Shabtai, J., Paper #B-5, presented at
Seventh North American Meeting of the Catalysis Society, Boston,
MA, October, 1981.
Neel, K.R., "Gilsonite," in Kirk-Othmer Encyclopedia of Chemical
Technology, Third Edition, 11, 802 (1983).
Nelson, N., and Levy, R.B., J. Catal., 58, 485 (1979).
Ofner, S., "Synthesis of Isobacteriochlorins and of C,D-Tetradehydrocorrins,"
Ph.D. Thesis, ETH-Zurich (1981), Diss. ETH No. 6939.
Ohtsuka, T., Catal. Rev. Sci. Eng., 16, 291 (1977).
Oil and Gas Journal, 78, No. 50, 34, December 15, 1980.
Oleck, S.M., and Sherry, H.S., Ind. Eng. Chem. Process Des. Dev., 16,
525 (1977).
Oxenreiter, M.F., Frye, C.G., Hoekstra, G.B., and Sroka, J.M., Paper
presented at the Jap. Petrol. Inst. Fuel Oil Desulf. Symp.,
Tokyo, Japan, November, 1972.
Perry, R.H. and Chilton, C.H., eds., "Chemical Engineers' Handbook,"
Fifth Edition, McGraw-Hill, N.Y. (1973).
Plumail, J.C., Jacquin, Y., Martino, G., and Toulhoat, H., ACS Prepr.,
Div. Petrol. Chem., 28 (3), 562 (1983).
Ramaswamy, A.V., Sivasanker, S., and Ratnasamy, P., J. Catal., 42, 107
(1976).
Rankel, L.A., ACS Prepr., Div. Petrol. Chem., 26 (3), 689 (1981).
Rankel, L.A., and Rollmann, L.D., Fuel, 62, 44 (1982).
Rasetti, V., "Synthesis of Nickel (II) - A1 8 ,1 9 -dehydrocorrinates and
Isobacteriochlorins," Ph.D. Thesis, ETH-Zurich (1979), p. 77.
Ratnasamy, P., and Knozinger, H., J. Catal., 54, 155 (1978).
Ratnasamy, P., Sharma, D.K., and Sharma, L.D., J. Phys. Chem., 78, 2069
(1974).
Reid, R.C., Prausnitz, J.M., Sherwood, T.K., "The Properties of Gases
and Liquids," McGraw-Hill, N.Y. (1977).
Reynolds, W.L., and Dittenhaffer, D., ACS Prepr., Div. Petrol. Chem., 25
(2), 280 (1980).
-
- 244
Riley, K.L., ACS Prepr., Div. Petrol. Chem., 23, 1104 (1978).
Rousseau, K., and Dolphin, D., Tetrahedron Letters, No. 48, 4251 (1974).
Salim, S.S., and Bell, A.T., Fuel, 61, 745 (1982).
Sato, M., Takayama, N., Kurita, S., and Kwan, T., Nippon Kagaku Zasshi,
92, 834 (1971).
Satterfield, C.N., "Mass Transfer in Heterogeneous Catalysis," MIT Press,
Cambridge, MA (1970).
Satterfield, C.N., AIChE J., 21, 209 (1975).
Satterfield, C.N., and Cocchetto, J.F., Ind. Eng. Chem. Process Des. Dev.,
20, 53 (1981).
Satterfield, C.N., and Gultekin, S., Ind. Eng. Chem. Process Des. Dev.,
20, 62 (1981).
Satterfield, C.N., Modell, M., and Wilkens, J.A., Ind. Eng. Chem. Process
Des. Dev., 19, 154 (1980).
Satterfield, C.N., and Yang, S.H., J. Catal., 81, 335 (1983), see also
Ind. Eng. Chem. Process Des. Dev., in press (1983).
Scheer, H., in "The Porphyrins," D. Dolphin, ed., Vol. II, Chap. 1,
Academic, N.Y. (1978).
Scheer, H., and Inhoffen, H.H., in "The Porphyrins," D. Dolphin, ed.,
Vol. II, Chap. 2, Academic, N.Y. (1978).
Sebastian, H.M., Lin, H.M., and Chao, K.C., AIChE J., 27, 138 (1981).
Shah, Y.T., and Paraskos, J.A., Ind. Eng. Chem. Process Des. Dev., 14,
368 (1975).
Sidorov, A.N., Biophysics, 10, 250 (1965).
Sie, S.T., "Catalyst Deactivation: Studies in Surface Science and
Catalysis," Vol. 6, B. Delmon and G.F. Froment, eds., Elsevier
(1980), p. 545.
Silbernagel, B.G., J. Catal., 56, 315 (1979).
Sivasanker, S., Ramaswamy, A.V., and Ratnasamy, P., in "Proceedings
Climax Third International Conference on the Chemistry and Uses
of Molybdenum," H.F. Barry and P.C.H. Mitchell, eds., Climax
Molybdenum Company, Ann Arbor (1980), p. 98.
Smith, K.M., ed., "Porphyrins and Metalloporphyrins," Elsevier (1975).
-
- 245
Smith, K.M., in "Porphyrins and Metalloporphyrins," K.M. Smith, ed.,
Chap. 1, Elsevier (1975a).
Speight, J.G., "The Desulfurization of Heavy Oils and Residua," Marcel
Dekker, Inc., N.Y. (1981).
Speight, J.G., and Moschopedis, S.E., in "Chemistry of Asphaltenes,"
J.W. Bunger and N.C. Li, eds., Chap. 1, Adv. Chem. Series, No. 195,
American Chemical Society, Washington, D.C. (1981).
Spry, J.C., and Sawyer, W.H., Paper presented at 68th Annual AIChE
Meeting, Los Angeles, November, 1975.
Stanulonis, J.J., and Pederson, L.A., ACS Prepr., Div. Petrol. Chem.,
25, 255 (1980).
Stephenson, D.A.,
and Binkowski,
J. Non-Crystalline Solids,
22, 399 (1976).
Subramanian, J., and Fuhrhop, J.H., in "The Porphyrins," D. Dolphin, ed.,
Vol. II, Chap. 8, Academic, N.Y. (1978).
Sugihara, J.M., Branthaver, J.F., Wu, G.Y., and Weatherbee, C., ACS Prepr.,
Div. Petrol. Chem., 15, C5 (1970).
Sychra, V., Lang, I.,
341 (1981).
and Sebor, G., Prog. Analyt. Atom. Spectrosc.,4,
Tamm, P.W., Harnsberger, H.F., and Bridge, A.G., Ind. Eng. Chem. Process
Des. Dev., 20, 262 (1981).
Thomas, D.W., and Martell, A.E., Archives of Biochemistry and Biophysics,
76, 286 (1958).
Thomas, D.W., and Martell, A.E.,
J. Am. Chem. Soc., 81, 5111 (1959).
Todo, N., Kabe, T., Ogawa, K., Kurita, M., Sato, T., Shimada, K.,
Kuriki, Y., Oshima, T., Takematsu, T., and Kotera, Y., Kogyo Kayaku
Zasshi, 74, 563 (1971).
Topsoe, N., J. Catal., 64, 235 (1980).
Towson, D., "Tar Sands," in Kirk-Othmer Encyclopedia of Chemical Technology,
Third Edition, 22, 601 (1983).
Treibs, A., Angew. Chem., 49, 682 (1936).
Tsutsui, M., and Taylor, G.A., in "Porphyrins and Metalloporphyrins,"
K.M. Smith, ed., Chap. 7, Elsevier (1975).
Turnock, P.H., Sekiyu Gakkai Shi, 19, 151 (1976).
-
- 246
Tuttle, M.L., Dean, W.E., and Parduhn, N.L., ACS Prepr., Div. Fuel Chem.,
28 (3), 85 (1983).
van Dongen, R.H., Bode, D., van der Eijk, H., and van Klinken, J.,
Ind. Eng. Chem. Process Des. Dev., 19, 630 (1980).
Vaughan, G.B., Tynan, E.C., and Yen, T.F., Chem. Geol., 6, 203 (1970).
Venuto, P.B., and Habib, E.T., Jr., "Fluid Catalytic Cracking with
Zeolite Catalysts," Marcel Dekker, Inc., N.Y. (1979).
Vrinat, M.L., Appl. Catal., 6, 137 (1983).
Walton, R.A., J. Less-Comm. Metals, 54, 71 (1977).
Wei, J., J. Catal., 1, 526, 538 (1962).
Wei, J., and Prater, C.D., Adv. Catalysis, 13, 203 (1962).
Wei, J., and Wei, R.G., Chem. Eng. Commun., 13, 251 (1982).
Wiser, W.H., Report No. DOE/ET/14700-8 for DOE Contract No. DE-AC2279Etl4700 (1981).
Wiser, W.H., Massoth, F.E., and Shabtai, J., DOE Report No. DOE/ET/
14700-4 to 9 (1980-81).
Wojtowicz, R.J., personal communication, December, 1981.
(Nujol prop-
erties:
Tc = 864.8*K; Pc = 146.42 psi; Vc = 1378 cm 3mole1 ;
6 = 7.41 (cal/ml)1/2) See also Wojtowicz, R.J., and Bigot, P.C.,
Oak Ridge National Laboratory/M.I.T. Report No. 344, June, 1982.
Worthington, P., Hambright, P., Williams, R.F.X., Reid, J., Burnham, C.,
Shamim, A., Turay, J., Bell, D.M., Kirkland, R., Little, R.G.,
Datta-Gupta, N., and Eisner, U., J. Inorg. Biochem., 12, 281 (1980).
Yang, S.H., "Catalytic Hydrodenitrogenation and Hydrodeoxygenation of
Model Compounds in a Trickle Bed Reactor," Sc.D. Thesis, M.I.T.,
(October, 1982).
Yang, S.H., and Satterfield, C.N., J. Catal., 81, 168 (1983).
Yen, T.F., Energy Sources, 1, 447 (1974).
Yen, T.F., "The Role of Trace Metals in Petroleum," Ann Arbor Science
Publishers, Inc., Michigan (1975).
Yen, T.F., in "The Role of Trace Metals in Petroleum," T.F. Yen, ed.,
Chap. 10, Ann Arbor Science Publishers, Inc., Michigan (1975a).
-
- 247
Yen, T.F., Energy Sources,
3, 339 (1978).
Zingg, D.S., Makovsky, L.E., Tischer, R.E., Brown, F.R., and Hercules,
D.M., J. Phys. Chem., 84, 2898 (1980).
-
- 248
Appendix A
Design Considerations to Eliminate Heat and Mass Transfer
Limitations in the Reactors
To test for transport limitations in the reactors, physical properties of the oil and catalyst were needed.
Oil properties were calculated
for Nujol at 350*C:
heat capacity, Cp = 0.73 cal/g*C, Perry and Chilton (1973) Eq. 3-43
viscosity, p = 0.00125 g/cm s, Perry and Chilton (1973) Eq. 3-119
thermal conductivity, kt = 2.OX10
Eq. 3-83
-4
density, p = 0.65 g/cm , Reid et al.
cal/cm s*C, Perry and Chilton (1973)
(1977) p. 67
-5
2
cm /s, Reid et al. (1977) p. 567
= 4.8X10 0
porphyrin diffusivity, D
(based on molecular diameter of 15 A)
C 'P
Prandtl No., N
pr
Schmidt No., N
sc
=
-
4.56
kt
= 40
=
pDAB
catalyst thermal conductivity,A = 0.33X10
(1970) p. 170
c
effective thermal conductivity of bed, k
-3
cal/s cm*C, Satterfield
= lX10
4 cal/cm s*C
All of the following criteria are taken from the work of
I)
Mears (1971).
Calculations for the 0.52 cm I.D. reactor are based on a catalyst
= 0.008 cm (170-200 mesh).
particle size of d
Heat and mass transfer
p
coefficients are calculated from Satterfield (1970) p. 80, based on a
Reynolds number for the lowest flow used, 1 ml/br:
d G
N
Re
=
P
= 0.0074
QP/SA, superficial mass velocity, g/scm 2
G =
where
-
- 249
for this low flow, the correlation
=
D
1.09
2/3
NR
is used to calculate
JD from which k , the solid/liquid mass transfer
coefficient is calculated
J G
D
k
c
2
(Satterfield, 1970)
-
/3 =.lXlO
-2
cm/sec
and h, the solid/liquid heat transfer coefficient is calculated assuming JH
=
JD
h
-
JHP
CG
2/3 - 2.2X10
-2
cal/cm
2
S*C
Pr
The void space in the bed, c, is taken to be 0.4.
a)
Intraparticle mass transfer:
Based on the initial rate of Ni-porphyrin
removal at 65 ppm Ni,
the observed rate of reaction, R, is approximately 5.0 X 10-3 g Ni/cm3
hr.
The following criteria
2
Rr2
= 0.48
s
< 1
eff
indicates no intraparticle mass transfer limitations.
been experimentally verified as shown in Figure A-1.
This has also
Data obtained on
170-200 mesh (75-88 p diameter) and 325-400 mesh (38-43 p diameter)
catalyst are identical demonstrating the absence of mass transfer artifacts.
80
I
I
I
-
- 250
I
I
MESH
704
lA
325/400
TOTAL Ni
SIZE
170/200
A
A
Ni-P
60
0
A
-
50
A
a.4
- 4
bJ
Z
30
A
A
20k
A
A
10
0
0
0
0
0.0
I
I
0.1
0.2
a
S6
0.3
I
I*
0.4
0.5
0.6
G CAT. HR
W/Q)
Figure A-1.
ML OIL
Demonstration of the absence of intraparticle diffusional
limitations in the demetallation of Ni-T3MPP at 345 *C
and 6.99 MPa H 2 (1000 psig) on the oxide catalyst.
-
- 251
b)
Intraparticle heat transfer:
An overall activation energy E = 35 kcal/mole and a heat of
reaction AH = 1.0 kcal/g Ni (58.7 kcal/mole), are assumed.
The follow-
ing relation is calculated to be valid:
JAHJRr2
AT
TR
< E
c
<
1 X 10
3.5 X 10 2
indicating no intraparticle heat transfer effects.
c)
Interphase mass transfer:
This criteria, expressed in terms of a Damkohler number
Rr
Ck
C bk
b c
_-
<
1.2 X 10
0.15
demonstrates no interphase resistance which is expected considering the
absence of intraparticle resistance.
d)
Interphase heat transfer:
A similar conclusion can be drawn for heat transfer:
AHfRr
hT
<
3.8 X 10 7
e)
0.15
<
RT
E
5.3 X 10-3
Interparticle Transport
Interparticle transport effects, both radially and axially, generally
become the limiting resistances in experimental reactors.
Axial conduc-
tion can be neglected for beds with length to particle diameter ratios
-
- 252
sufficiently large that plug flow is approached (L/d > 30). The 10 cm
p
bed length used is well above the 0.24 cm required for the 0.008 cm
particles.
In the radial direction it is sometimes necessary to en-
hance the transport by dilution of the catalyst with an inert.
This
effectively decreases the ratio of catalyst volume to wall area for heat
transfer.
When heat transfer resistance at the wall is negligible (R0 /r
> 100)
as is approximately the case here, the criteria
IAHIR R 2
_b 0
k
T
effE
can be used where R
0.4 RT
0.E
<
is the reactor radius and Rb, the average reaction
rate in the bed, is given by
b
-
(1-sC) R
(1+b)
in which C is the bed void fraction and b is the ratio of diluent to
catalyst volume.
This criteria can be used to determine the bed dilution ratio, b,
needed.
The equation simplifies to
1+b > 0.06
which indicates dilution is not required from a radial heat transfer
aspect.
To minimize axial dispersion the practical solution is to lengthen
the reactor bed. -The most common form of the criteria
reaction is
for first order
-
- 253
L
d
20
Pe
p
Co
C
f
a
in which Pea is the axial Peclet number based on particle diameter calculated to be 0.4 and Co, Cf the inlet and outlet concentrations.
ing Co = 65 and C
L > 1.7 cm.
Tak-
= 1, the required reactor length is calculated to be
A reactor length of 10 cm will satisfy this criteria.
Dilution of the bed to minimize radial gradients and to insure no
axial dispersion is not without hazard.
to bypassing in the reactor.
>
250
The upper bound on b is calculated from
b
-
L
d6
p
Large dilution ratios can lead
where 6 is an order of magnitude less than the resulting experimental
error (percent) in the conversion.
maximum dilution ratio is 5.
For a 10 cm bed with
6
=
1, the
Hence the dilution ratio of 2 used does
not lead to significant channeling in the reactor.
II)
Similar calculations using the same criteria are made for the 1.75 cm
I.D. reactor packed with 1/16" extrudates.
diameter of these cylindrical pellets (d
The equivalent spherical
= 0.152 cm, tP = 0.5 cm) is
required and calculated according to Satterfield (1970):
d
s
=
(d t + 1/2 d2)1/2
p p
p
The value determined is d
s
=
0.30 cm.
Heat and mass transfer coefficients
for the solid/liquid interface at a flow of 10 cm3 /hr are calculated to
be h = 1.9 X 10 3.cal/cm2 s*C and k
c
=
9.3 X 10-4 cm/s.
The effective-
ness factor for the diffusion limited reaction in the catalyst is
-
- 254
estimated to be 0.5 yielding an observed rate of reaction for porphyrin
removed of Rn = 2.5 X 10-3 g Ni/ml hr.
a)
The observed metal deposition profiles demonstrate there is
definitely intraparticle mass transfer.
b)
The calculation for intraparticle heat transfer indicates a heat
of reaction well in excess of 1000 kcal/mole would be required for
limitations to exist.
c)
The Damkohler number for interphase mass transfer based on a flow
of 10 cm 3/hr is of the same order of magnitude as 0.15.
Flows greater
than 10 cm 3/hr were always used in the 1.75 cm I.D. reactor to help
aleviate this problem and it was assumed that this resistance was not
important.
d)
The criterion for interphase heat transfer was easily met indicat-
ing no limiting resistances.
e)
To assure plug flow behavior of the reactor and avoid dispersion
effects it was necessary to dilute the catalyst bed.
Based on the
criteria
p
for Pea
=
20
2
Pe a
n
Co
-
>
L/d
Cf
1 and Co = 65, Cf = 15 ppm, it was determined that L > 9.0 cm.
Assuming a bed length of 12 cm, the error encountered in using a dilution ratio b = 2.5 was 1.5%.
Calculations showed that this dilution
ratio was sufficient to avoid limitations in radial heat transfer.
-
- 255
Appendix B
Solution of the Kinetic Model for Ni-T3MPP Demetallation
The reaction network for Ni-T3MPP proposed in Section III.A.2 is
given by:
1
Ni-P
3
Ni-PH 2
2
7
Ni-PH4 -- deposit
4
5
Ni-X -6
deposit
The kinetic rate expressions describing the concentrations of the
individual nickel species are:
dA1
A =-k A + k2A
dt
k2 A2
1 A1
dA
2
k A
dt
-k2A2
B.1
-
3A2 + k4A3
B.2
4
B.3
dA 4
k A3 + k5A3 - k7A3
k3A2
dA
dAt
B.4
k5A3 - k6A4
where A, = Ni-P, A2 = Ni-PH2, A3 = Ni-PH4 and A4 = Ni-X.
This can be written as
A
1
d
dt
A
2
A
3
A
- 4
0
0
k
-(k 2 +k 3 )
k4
0
0
k3
-(k 4+k 5+k7)
0
0
k5
0
A
A2
A3
A
B.5
-
- 256
which simplifies to:
dt
-A
= K A
dt
B.6
The initial condition for eq. B.5 is the feed composition to the reactor
at
t=O
A1
C
A2
A3
0
A4
0
B.7
The solution to eq. B.6 with initial condition given by eq. B.7 is
obtained by the Wei-Prater
A
1
A
2
A3
A
_
where X and X
(1962) technique as:
exp ('n 1 t)
0
0
exp (n 2 t)
0
0
0
exp(T
0
0
0
0
0
C
0
0
t)
3
1
0
exp (
0
B.8
0
4
t)
0
are the eigenvector matrix and inverse matrix of the
rate coefficient matrix K and T1i,
n12 J3,I and n its characteristic
eigenvalues.
With this solution, the method of least squares can be used to
evaluate values for the seven rate parameters (used to calculate X, X,
and
ri.) from the experimental data.
purpose is listed in Appendix C.l.
A computer program written for this
(This program actually uses total
metal as the fourth species rather than Ni-X.
The solution to these
equations is analogous to the approach outlined here).
Alternatively, the seven rate parameters may be evaluated from
eqs. B.l - B.4 directly using the Himmelblau, Jones, and Bischoff (1967)
-
- 257
technique.
The computer program for this is listed in Appendix C.
Concentration versus contact time profiles using the kinetic paramters determined by either approach were calculated from eq. B.8 using
the computer program in Appendix C.
-
- 258
APPENDIX C
COMPUTER PROGRAMS FOR KINETIC AND METAL
PROFILE CALCULATIONS
This Appendix contains the FORTRAN programs used to calculate
kinetic rate coefficients from the experimental data, concentration
profiles to model the data, and metal deposition profiles for the nickel
porphyrins.
The following programs were used:
OXIDE FORTRAN - Calculates kinetic rate coefficients (k's) from Ni-EP
(Ni-P) and Ni-EPH 2 (Ni-PH2 ) data using the Himmelblau,
Jones, Bischoff (HJB) technique. Concentration profiles
are then calculated with these k's using the Wei-Prater
solution to the coupled set of rate equations.
the Ni-T3MPP reaction sequence from Ni-P, Ni-PH
Ni-PH
,
NTMHJB7 FORTRAN - Calculates kinetic rate coefficients (k1 to k7 ) for
and Ni-X data using the HJB technique.
HDM FORTRAN - Calculates kinetic rate coefficients (k1 to k7 ) for the
Ni-T3NPP reaction sequence from Ni-P, Ni-PH
Ni-PH
and
Total Metal data using a least squares fitting routine to
the Wei-Prater solution to the coupled set of rate equations.
WPTWOX FORTRAN
-
Calculates concentration profiles for the Ni-T3MPP
reaction sequence using known values of the kinetic
rate parameters (k1 to k7 ) in the Wei-Prater solution
to the coupled set of rate equations. Calculates Ni-P,
-
- 259
Ni-PH 2 , Ni-PH 4 , and Ni-X. Total Metal is obtained
by summing these four species.
METALVD FORTRAN - Calculates metal distribution profiles in catalyst
pellets throughout the reactor and effluent oil
composition for the Ni-T34PP reaction scheme with
diffusion. Solution obtained using Wei's technique
with known values for the kinetic rate parameters
(k1 to k7 ) and diffusion coefficients (D1 to D 4 ).
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
-
- 260
OXI00010
ROBERT WARE
OXIDE FORTRAN
METHOD
0X100020
K3
BY
THE
HJB
THIS PROGRAM CALCULATES RATE CONSTANTS K1, K2,
0X100030
FOR M-PORPHYRIN ON CHLORIDED FORM OF HDS-16A CATALYST.
OXI00040
TlHIS CAN ALSO BE USED FOR NI-ETIO ON THE OXIDE CATALYST.
0X100050
INPUT M-PORPHYRIN AND M-CHLORIN IN PPM VS CONTACT TIME IN
0X100060
GCATHR/ML.
ND=NUMBER OF DATA POINTS, IP-NUMBER OF TIME INTERVALS FOR INTEGRATION.OXIO0070
L-M-P, 2=M-C.
OXIO0080
THIS PROGRAM USES ICSICU, DCSQDU, LINV2F, VMULFF PROGRAMS. THESE ARE OXIO0090
OXI00100
IMSL PACKAGES.
ICSICU=INTERPOLATORY APPROXIMATION BY CUBIC SPLINES WITH ARBITRARY
OXI00110
SECOND DERIVATIVE END CONDITIONS.
OX100120
DCSQDU=INTEGRATE A CUBIC SPLINE BETWEEN LIMITS A AND B.
0X100130
LINV2F=INVERSION OF A MATRIX-FULL STORAGE MODE-HIGH ACCURACY SOLUTION.0XI00140
VMULFF=MATRIX MULTIPLICATION-FULL STORAGE MODE.
OX100150
10
15
40
DIMENSION C(30,2),T(30),Y(30,2),W(2),BPAR(4),XI(30),YI(30)
DIMENSION XX(30,2),A(3,3),G(3,1),X(30,2,3),AINV(3,3),WKAREA(70)
DIMENSION B(3,1),C(30,3),C2(30,3)
READ(5,*) ND
IP=ND-1
DO 10 I=1,ND
READ(5,*) T(I),CO(I,1),CO(I,2)
CONTINUE
Y1=0.0
Y2-0.0
DO 15 1=2,ND
11=1-1
Y(i1,1)=CO(I,1)-CO(1,1)
Y(11,2)-CO(I,2)-CO(1,2)
Y-Y1+Y(11,1)
Y2=Y2+Y(I1,2)
CONTINUE
YS1=Y1/FLOAT(IP)
YS2=Y2/FLOAT(IP)
W(1)=0.0
W(2)=0.0
IC=30
BPAR(1)=O.0
BPAR(2)=0.O
BPAR(3)=0.0
BPAR(4)=0.0
DO 30 1-1,IP
NX=I+1
XI(1)=T(1)
YI(1)=CO(1,1)
DO 40 L-2,NX
XI(L)=T(L)
YI(L)-CO(L,1)
CONTINUE
AL-XI(1)
-
0X100170
0X100180
OXIQO190
0X100200
0X100210
OX100220
0X100230
OXI00240
0X100250
OXI00260
0X100270
0X100280
OXI00290
0X100300
OXI00310
OXI00320
OXI00330
OX100340
0X100350
0X100360
OXI00370
OXI00380
0X100390
0X100400
0X100410
0X100420
0X100430
0X100440
0X100450
OXI00460
OX100470
0X100480
0X100490
OXIO0500
OXIO0510
-
- 261
BU-XI(NX)
CALL ICSICU(XIYI,NX,BPAR,Cl,IC,IER)
CALL DCSQDU(XI,YI,NX,Cl,IC,AL,BU,Ql,IER2)
XX(I, 1)=Q1
W(l)-W(I)+(Y(I,1)-YS1)**2
YI(l)-CO(1,2)
DO 41 L-2,NX
YI(L)-CO(L,2)
41 CONTINUE
CALL ICSICU(XIYINX,BPAR,C2,IC,IER3)
CALL DCSQDU(XIYINXC2,ICALBUQ2,IER4)
XX(I,2)=Q2
W(2)=W(2)+(Y(I,2)-YS2)**2
30 CONTINUE
W(1)-1.O/W(1)
W(2)=1.0/W(2)
DO 45 I=1,IP
X(I,1,1)=-XX(I,1)
X(I,1,2)=XX(I,2)
X(I,1,3)=0.0
X(I,2,1)-XX(I,1)
X(1,2,2)--XX(I,2)
X(I,2,3)=-XX(I,2)
45 CONTINUE
DO 50 K-1,3
DO 60 L=1,3
SUMAO0.0
DO 70 1=1, ip
SUMA=SUMA+W(1)*X(I,1,K)*X(IJL)+W(2)*X(I,2,K)*X(I,2,L)
70 CONTINUE
A(KL)-SUMA
60 CONTINUE
SUMG=0.0
DO 80 I-1,IP
SUMG-SUMG+W(1)*Y(I,1)*X(I,1,K)+W(2)*Y(1,2)*X(I,2,K)
80 CONTINUE
G(K,1)=SUMG
50 CONTINUE
WRITE(6,130)
130 FORMAT(' INITIAL CONC. IN PPM METAL')
WRITE(6,135)(CO(1,J),J=1,2)
135 FORMAT(lH,' NI-P=',F6.2,/,1H.,' NI-C=',F6.2)
N=3
IA=3
IDGT-3
CALL LINV2F(ANIAAINVIDGT,WKAREA,IER3)
IC-3
IB-3
N-1
M=3
L-3
CALL VMULFF(AINV.,G , L ,M, NIA ,IB,B,IC, IER4)
WRITE(6,110) B(1,1),B(2,1),B(3,1)
OXI00520
OXI00530
OXIO0540
OXIO0550
OXI00560
OXI0O570
OXI0O580
0X100590
OXI00600
0XI00610
OXI00620
0XI00630
0XI0O640
0XI00650
OX100660
0XI00670
OXI00680
0XI00690
OXIO0700
OXI00710
0X100720
OXI00730
OXI00740
0X100750
OXI00760
0X100770
OX100780
OXI0790
0X100800
0XI00810
OXI00820
OXIO0830
0XI00840
OXI00850
OXI00860
0XI00870
0XI00880
0X100890
0X100900
OX100910
0X100920
OXI00930
0X100940
0XI00950
OXI00960
OX100970
OXI00980
0X100990
oXi01000
OXIolo]o
0X101020
0X101030
OX101040
-
- 262
110 FORMAT(' Klu',E12.4,/,' K2=',E12.4,/, ' K3-',E12.4)
OX101050
C CALCULATION OF CONCENTRATION VS W/Q USING ANALYTICAL SOLUTION
OXIO1060
C OF WEI-PRATER TECHNIQUE.
OX101070
AK B(1.,1)
0X101080
AK2-B(2,1)
OXI01090
AK3=B(3,1)
0X101100
SUMK=AK1+AK2+AK3
OXIo 110
R-SQRT(SUMK**2-4.0*AKI*AK3)
OXI01120
AL1=(-SUMK+R)/2.0
OXIO1130
AL2=(-SUMK-R)/2 .0
OXI01140
WRITE(6,140) ALI, AL2
OX101150
140 FORMAT(' LAMBDA1 = ',E12.4,/' LAMBDA2 - ',E12.4)
OXI01160
A10=CO(1,1)
OX101170
A20=CO(1,2)
0X101180
CC=AK2 /(AK1+AL1)
OXIO 190
DD=(AK2+AK3+AL2)/AK1
0X101200
B10=(A1O-A20*DD)/(CC-DD)
OXIO1210
B20=A20-B1O
OXI01220
EP=0.0
OX101230
EC=0.0
0X101240
WRITE(6,150)
OXI01250
WRITE(6,155)
0X101260
WRITE(6,160) T(1),CO(1,1),CO(1,1),CO(1,2),CO(1,2),CO(1,1)
OXIO1270
DO 85 I=2,ND
0X101280
AP=B10*CC*EXP (ALI*T (I))+B20*DD*EXP (AL2*T (I))
0X101290
A2=B10*EXP(AL1*T(I))+B20*EXP(AL2*T(I))
0X101300
TM-Al+A2
0X101310
WRITE(6,160) T(I),CO(I,1),A,CO(I,2),A2,TM
0X101320
EP=(CO(I,1)-Al)**2 + EP
OXI01330
EC=(CO(I,2)-A2)**2 + EC
OXI01340
85 CONTINUE
OXI01350
EP=EP/IP
0X101360
EC-EC/IP
OXI01370
EP=SQRT(EP)
OXI01380
EC=SQRT(EC)
0X101390
WRITE(6,165) EP,EC
0X101400
150 FORMAT(' SPACE TIME' ,7X,'PORPHYRIN' ,7X, 'CHLORIN' ,7X, 'TOTAL METAL')0XI01410
155 FORMAT(' GCATHR/ML',6X,'EXP',5X,'CAL',7X,'EXP',5X,'CAL',8X,'CAL') oX101420
160 FORMAT(4X,F6.4,5X,F5.2,3X,F5.2,5X,F5.2,3X,F5.2,6XF5.2)
0X101430
165 FORMAT(' EP-',E15.6,5X,'EC=',E15.6)
0X101440
STOP
0X101450
END
OXI01460
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
-
- 263
NTMHJB7 FORTRAN
ROBERT WARE
THIS PROGRAM CALCULATES RATE CONSTANTS K] TO K7 BY THE HJB METHOD
FOR NI-T3MPP REACTION SEQUENCE ON HDS-16A CATALYST.
ND - NO. OF DATA POINTS, IP - NO. OF TIME INTERVALS
1=NI-PORPHYRIN, 2-NI-CHLORIN, 3=NI-ISOB. CHLORIN, 4-NI-X
CONC. IN PPM NI, TIME IN G CAT HR/ML OIL.
THIS PROGRAM USES ICSICUDCSQDULINV2FAND VMULFF PROGRAMS.
THESE ARE INTERNATIONAL MATHEMATICAL AND STATISTICAL
LIBRARIES, INC. (IMSL) PACKAGES.
ICSICU - INTERPOLATORY APPROXIMATION BY CUBIC SPLINES WITH
ARBITRARY SECOND DERIVATIVE END CONDITIONS.
DCSQDU = INTEGRATE A CUBIC SPLINE BETWEEN LIMITS A AND B
LINV2F = INVERSION OF A MATRIX-FULL STORAGE MODE-HIGH
ACCURACY SOLUTION.
VMULFF = MATRIX MULTIPLICATION-FULL STORAGE MODE.
10
15
DIMENSION Y(30,4),CO(30,4),W(4),T(30),XI(30),YI(30)
DIMENSION XX(30,4),X(30,4,7),A(7,7),G(7,1),AINV(7,7)
DIMENSION WKAREA(150),B(7,1),BPAR(4),Cl(30,3),C2(30,3),C3(30,3)
DIMENSION C4(30,3)
NK=7
READ(5,*) ND
IP = ND - 1
DO 10 I = 1,ND
READ(5,*) T(I),CO(I,1) ,CO(I,2),CO(1,3),CO(I,4)
CONTINUE
Y1=0.0
Y2=0.0
Y3=0.0
Y4=0.0
DO 15 I=2,ND
I-I=-1
Y(I1,1)=CO(I,1)-CO(1,1)
Y(I1,2)=CO(1,2)-CO(1,2)
Y(11,3)=CO(I,3)-C(1,3)
Y(11,4)=CO(I,4)-CO(1,4)
YL=Y1+Y(I1,1)
Y2=Y2+Y(Il,2)
Y3=Y3+Y(II,3)
Y4=Y4+Y(11,4)
CONTINUE
YS1=Yl/FLOAT(IP)
YS2=Y2/FLOAT(IP)
YS3=Y3/FLOAT(IP)
YS4=Y4/FLOAT(IP)
W(1)=0.0
W(2)-0.0
W(3)-0.0
W(4)-0.0
IC=30
BPAR(1)nO.0
BPAR(2)-0.0
NTM000J0
NTMOO020
NTMOO030
NTMOO040
NTMOO050
NTMOO060
NTMOO070
NTM00080
NTMOO090
NTMOO100
NTM00110
NTMOO120
NTM00130
NTMOO140
NTMOO150
NTMOO170
NTMOO180
NTMOO190
NTM00200
NTM00210
NTM00220
NTM00230
NTM00240
NTM00250
NTM00260
NTM00270
NTM00280
NTM00290
NTM00300
NTM00310
NTM00320
NTM00330
NTM00340
NTM00350
NTM00360
NTM00370
NTM00380
NTM00390
NTM00400
NTM00410
NTM00420
NTM00430
NTM00440
NTM00450
NTM00460
NTM00470
NTM00480
NTM00490
NTM00500
NTM00510
NTM00520
40
41
42
43
30
-
- 264
BPAR(3)-O.0
BPAR(4)-0.0
DO 30 1-1,1P
NX=I+l
XI(1)=T(1)
YI(1)-CO(1,1)
DO 40 L-2,NX
XI(L)-T(L)
YI(L)=CO(L,1)
CONTINUE
AL=XI(1)
BU-XI(NX)
CALL ICSICU(XIYINXBPARCl,IC,IER1)
CALL DCSQDU(XIYINX,Cl,IC,ALBUQlIER2)
XX(I,1)=Ql
W(1)=W(1)+(Y(I,1)-YS.)**2
YI(1)nCO(1,2)
DO 41 L-2,NX
YI(L)=CO(L,2)
CONTINUE
CALL ICSICU(XI,YI,NX,BPAR,C2,IC,IER3)
CALL DCSQDU(XIYINXC2,ICALBUQ2,1ER4)
XX(I,2)-Q2
W(2)=W(2)+(Y(I,2)-YS2)**2
YI(1)-CO(1,3)
DO 42 L=2,NX
YI(L)=CO(L,3)
CONTINUE
CALL ICSICU(XI,YI,NX,BPAR,C3,IC,IER5)
CALL DCSQDU(XIYINXC3,ICALBUQ3,IER6)
XX(I,3)=Q3
W(3)-W(3)+(Y(I,3)-YS3)**2
YI(1)-CO(1,4)
DO 43 L=2,NX
YI(L)-CO(L,4)
CONTINUE
CALL ICSICU(XI,YI,NX,BPARC4,IC,IER7)
CALL DCSQDU(XI,YI,NXC4,ICALBUQ4,IER8)
XX(1,4)-Q4
W(4)=W(4)+(Y(I,4)-YS4)**2
CONTINUE
W()-1.0/W(.)
W(2)=1.0/W(2)
W(3)=1.0/W(3)
W(4)=1.O/W(4)
DO 45 I-1, IP
X(i,1,1)- -XX(I,1)
X(I,12)- XX(I,2)
X(I,2,1)- XX(I1)
X(I,2,2)- -XX(I,2)
X(I,2,3)- -XX(I,2)
X(I,2,4)- XX(1,3)
X(I,3,3)- XX(I, 2)
X(I,3,4)- -XX(I,3)
NTM00530
NTM00540
NTM00550
NTM00560
NTM00570
NTM00580
NTM00590
NTM00600
NTM00610
NTM00620
NTM00630
NTM00640
NTM00650
NTM00660
NTH00670
NTM00680
NTM00690
NTM00700
NTM00710
NTM00720
NTM00730
NTM00740
NTH00750
NTM00760
NTM00770
NTM00780
NTM00790
NTMOO800
NTMOO810
NTMOO820
NTM00830
NTMOO840
NTMOO850
NTMOO860
NTM00870
NTM00880
NTM00890
NTM00900
NTM00910
NTM00920
NTM00930
NTM00940
NTM00950
NTM00960
NTM00970
NTM00980
NTM00990
NTMO1000
NTMO1010
NTH01020
NTMO1030
NTMO1040
NTMO1050
NTMO1060
-
- 265
X(I,3,5)- -XX(I,3)
X(I,3,7)--XX(I,3)
X(I,4,5)=XX(I,3)
X(I,4,6)--XX(I,4)
DO 46 K-3,NK
X(I,1,K)-0.0
46 CONTINUE
DO 47 K-5,NK
X(I,2,K)-O.0
47 CONTINUE
X(I,3,1)= 0.0
X(I,3,2)- 0.0
X(I,3,6)-0.0
DO 49 K=1,4
X(I,4,K)=O.0
49 CONTINUE
X(I,4,7)=0.0
45 CONTINUE
DO 50 K-1,NK
DO 60 L-1,NK
SUMA-0 .0
DO 70 1-1, IP
CC=W(1)*X(I,1,K)*X(I,1qL) + W(2)*X(I,2,K)*X(I,2,L)
DD-W(3)*X(I,3,K)*X(I,3,L) + W(4)*X(I,4,K)*X(I,4,L)
SUMA - SUMA + CC + DD
70 CONTINUE
A(KL)-SUMA
60 CONTINUE
SUMG = 0.0
DO 80 I=1,IP
EE=W(1)*Y(I,1)*X(I,1,K) +W(2)*Y(I,2)*X(I,2,K)
FF=W(3)*Y(I,3)*X(I,3,K) + W(4)*Y(I,4)*X(I,4,K)
SUMG=SUMG + EE + FF
80 CONTINUE
G(K,1)=SUMG
50 CONTINUE
WRITE(6,130)
130 FORMAT(' INITIAL CONC. IN PPM METAL')
WRITE(6,135) (CO(1,J),J-1,4)
135 FORMAT(lH,'NI POR - ',F6.2,/,1H,'NI-C = ',F6.2,/,
&1H,'NI-ISOBC = ',F6.2,/,1H,'NI-X
',F6.2)
N=NK
IA=NK
IDGT=3
CALL LINV2F(A,NIA,AINV,IDGT,WKAREAIER3)
IC=NK
IB=NK
N=
M=NK
L=NK
CALL VMULFF(AINV,GL,M,N,IA,IB,B,IC,IER4)
WRITE(6,110) B(1,1),B(2,1),B(3,1),B(4,1),B(5,1),B(6,1),B(7,1)
110 FORMAT(' Kl=',E12.4,/,' K2-',E12.4,/,' K3-',E12.4,/, ' K4='
&,E12.4,/,' K5=' .E12.4./.' K6=',E12.4/,' K7=',E12.4)
STOP
END
NTMO1070
NTMO1080
NTMO1090
NTMO1100
NTMO1110
NTMO1120
NTM01130
NTMO1140
NTMOI 150
NTMO1160
NTMO1170
NTMO1 180
NTMO1190
NTM01200
NTMO1210
NTMO1220
NTM01230
NTM01240
NTMO1250
NTMO1260
NTMO1270
NTM01280
NTMO1290
NTM01300
NTMO1310
NTMO1320
NTMO1330
NTMO1340
NTMO1350
NTMO1360
NTMO1370
NTM01380
NTMO1390
NTMO1400
NTM01410
NTM01420
NTMO1430
NTM01440
NTMO1450
NTM01460
NTM01470
NTMO1480
NTMO1490
NTMO1500
NTM01510
NTMO1520
NTMO1530
NTMO1540
NTM01550
NTMO1560
NTMO1570
NTMO1580
NTMO1590
NTMO1600
NTMO1610
NTMO1620
-
- 266
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
ROBERT WARE
HDM FORTRAN
THIS PROGRAM CALCULATES KINETIC PARAMETERS KI TO K7 FOR THE
NI-T3MPP REACTION SEQUENCE FITTING DATA WITH A LEAST
SQUARES FITTING ROUTINE TO THE WEI-PRATER SOLUTION TO THE
COUPLED SET OF RATE EQUATIONS.
INPUT DATA 1=NI-P, 2=NI-PH2, 3=NI-PH4, 4-TOTAL METAL IN PPM
NI VERSUS CONTACT TIME IN G CAT HR/ML OIL.
ND = NUMBER OF INPUT DATA POINTS.
THIS PROGRAM USES ZXSSQ, EIGRF, LINV2F, AND VMULFF PROGRAMS.
THESE ARE IMSL PACKAGES.
ZXSSQ = LEAST SQUARES MINIMIZATION ROUTINE.
EIGRF = EIGENVALUES AND EIGENVECTORS OF A REAL GENERAL
MATRIX IN FULL STORAGE MODE.
LINV2F = INVERSION OF A MATRIX-FULL STORAGE MODE-HIGH
ACCURACY SOLUTION.
VMULFF = MATRIX MULTIPL ICATION-FULL STORAGE MODE.
C** **************************************************************
REAL K
DIMENSION X(7),PARM(4),F(80),XJAC(80,7),XJTJ(28)
DIMENSION WORK(271),K(4,4),WK(24),RW(8),RZ(32)
DIMENSION ZR(4,4),ZINV(4,4),WKAREA(30),AO(4),BO(4),A(4)
COMPLEX W(4),Z(4,4)
EQUIVALENCE (W(1),RW(1)),(Z(1,1),RZ(1))
COMMON/DATA/ CO(30,4),T(30),ND
EXTERNAL FUNC
READ(5,*) ND
DO 15 -1=,ND
READ(5,*) T(I),CO(I,1),CO(I,2),CO(I,3),CO(I,4)
CO(I,4)-CO(I,1)+CO(I,2)+CO(1,3)+CO(I,4)
15 CONTINUE
X(1)=29.0
X(2)=35.6
X(3)=21.7
X(4)-33.0
X(5)=6.4
X(6)=0.2
X(7)=8.0
N=7
M=80
NSIG=2
EPS-0.05
DELTA-0.01
MAXFN=100
IOPT=1
IXJAC-M
CALL ZXSSQ(FUNC,M,N,NSIG,EPSDELTAMAXFNIOPTPARM,XSSQ,F,
&XJAC,IXJAC,, XJTJ ,WORK,INFER, IER)
WRITE(6,100)
100 FORMAT(' CALCULATED RATE COEFFICIENTS')
WRITE(6,105) X(1.),X(2),X(3),X(4),X(5),X(6),X(7)
105 FORMAT(' K1=',E12.4,/,' K2=',E12.4,/,' K3-E12.4,/,' K4-'
&,E12.4,/,' K5=',E12.4,/,' K6=',E12.4,/,' K7-',E12.4)
-
HDMOOOI0
HDMOO020
HDMOO030
HDMOO040
HDMOO050
HDMOO060
HDMOO070
HDMOO080
HDMOO090
HDMO100
HDMOO110
HDMOO120
HDMOO130
HDMOO140
HDMOO150
HDMOO160
HDMOO170
HDMOO180
HDMOO190
HDM00200
HDM00210
HDM00220
HDM00230
HDM00240
HDM00250
HDM00260
HDM00270
HDM00280
HDM00290
HDM00300
HDM00310
HDM00320
HDM00330
HDM00340
HDM00350
HDM00360
HDM00370
HDM00380
HDM00390
HDM00400
HDM00410
HDM00420
HDM00430
HDM00440
HDM00450
HDM00460
HDM00470
HDM00480
HDM00490
HDM00500
HDM00510
HDM00520
-
- 267
WRITE(6,110) SSQ, INFER
110 FORMAT(' SUM OF SQUARES-' ,E1O.3,/,' INFER-' ,12)
DO 10 1=1,5
WRITE(6,115) IWORK(I)
115 FORMAT(' WORK' ,I1,'i',E12.3)
10 CONTINUE
STOP
END
SUBROUTINE FUNC(XMNF)
REAL K
DIMENSION K(4,4),X(7),F(80),WK(24),RW(8),RZ(32),ZR(4,4),ZINV(4,4)
DIMENSION WKAREA(30),AO(4),BO(4),A(4)
COMPLEX W(4),Z(4,4)
EQUIVALENCE (W(1),RW(1)),(Z(1,1),RZ(1))
COMMON/DATA/ CO(30,4),T(30),ND
AO(1)=CO(1, 1)
AO(2)=C0(1,2)
AO(3)=C0(1,3)
AO(4)=CO(1,4)
K(1,1)--ABS(X(1))
K(1,2)=ABS(X(2))
K(J,3)=0.0
K(1,4)=0.0
K(2, 1)-ABS(X(1))
K(2,2)--(ABS(X(2))+ABS(X(3)))
K(2,3)=ABS(X(4))
K(2,4)=O.0
K(3,1)=O.0
K(3,2)-ABS(X(3))
K(3,3)--(ABS(X(4))+ABS(X(5))+ABS(X(7)))
K(3,4)-0.O
K(4,1)-ABS(X(6))
K(4,2)=ABS(X(6))
K(4,3)=ABS(X(6))-ABS(X(7))
K(4,4)=-ABS(X(6))
N1-4
IA=4
IJOB=2
IZ=4
CALL EIGRF(KN1, IA, IJOB,W ,Z,IZ,WKIER)
DO 20 I=1,4
DO 20 J=1,4
ZR(I ,J)-REAL(Z(I,J))
20 CONTINUE
IDGT=3
CALL LINV2F(ZR,N1,IA,ZINV,IDGTWKAREA,IER)
L1-4
ML=4
NN=1
IB-4
IC-4
CALL VMULFF(ZINV,AO,L1,M1,NN,IA,IB,BO,IC,IER)
F(1)-0.0
F(2)=0.0
HDM00530
HDM00540
HDM00550
HDM00560
HDM00570
HDM00580
HDM00590
HDM00600
HDM00610
HDM00620
HDM00630
HDM00640
HDM00650
HDM00660
HDM00670
HDM00680
HDM00690
HDM00700
HDM00710
HDM00720
HDM00730
HDM00740
HDM00750
HDM00760
HDM00770
HDM00780
HDM00790
HDM00800
HDM00810
RDM00820
HDMOO830
HDMOO840
HDM00850
HDM00860
HDMOO870
HDM00880
HDM00890
HDM00900
HDM00910
HDM00920
HDM00930
HDM00940
HDM00950
HDM00960
HDM00970
HDM00980
HDM00990
HDMO1000
HDMO1010
HDMO1020
HDMO1030
HDMO1040
HDMO1050
HDMO1060
41
42
43
44
45
46
47
48
30
25
-
- 268
F(3)-O=.0
F(4)=O.0
HDMO1070
HDMO1080
JI-5
HDM01090
DO 25 I-2,ND
C-REAL(W(1))*T(I)
IF(ABS(C).GT.40.0)GO
C=EXP(C)
GO TO 42
C-0.0
Sl=BO(1)*C
C'REAL(W(2))*T(I)
IF(ABS(C).GT.40.0)GO
C=EXP(C)
GO TO 44
C=0.0
S2=BO(2)*C
C-REAL(W(3))*T(I)
IF(ABS(C).GT.40.0)GO
C=EXP(C)
GO TO 46
C-0.0
S3=BO(3)*C
C=REAL(W(4))*T(I)
IF(ABS(C).GT.40.0)GO
C-EXP(C)
GO TO 48
HDMO1100
HDMO1110
HDM1120
HDMO1130
EDMO1140
HDMO1150
HDMO1160
HDM01170
HDMO1180
HDM01190
HDMO1200
HDMO1210
HDM01220
HDMO1230
HDM01240
HDMO1250
HDMO1260
HDM01270
HDM01280
HDMO1290
HDMO1300
HDM01310
HDMO1320
TO 41
TO 43
TO 45
TO 47
C-0.0
S4=Bo(4)*C
DO 30 L=1,4
HDMO1330
HDM01340
HDM01350
Ji=J1+
J=J -i
A(L)=S1*Z(Li)+S2*Z(L,2)+S3*Z(L,3)+S4*Z(L,4)
F(J)-CO(I,L)-A(L)
CONTINUE
CONTINUE
RETURN
END
HDMO1360
HDM01370
HDMO1380
HDM01390
HDMO1400
HDM01410
HDM01420
HDMO1430
C
C
C
C
C
C
C
C
C
C
C
C
C
-
- 269
ROBERT WARE
WPTWOX FORTRAN
THIS PROGRAM CALCULATES CONCENTRATION VS CONTACT TIME KINETIC
RESULTS FOR NI-T3MPP BASED ON WEI-PRATER SOLUTION TECHNIQUE
FOR 7 PARAMETER MODEL WITH TWO METAL DEPOSITION STEPS
WITH KNOWN VALUES FOR THE RATE PARAMETERS.
1-NI-P, 2-NI-PH2, 3-NI-PH4, 4=NI-X
THIS PROGRAM USES EIGRF, LINV2F, AND VMULFF PROGRAMS.
THESE ARE IMSL PACKAGES.
EIGRF - EIGENVALUES AND EIGENVECTORS OF A REAL GENERAL MATRIX
IN FULL STORAGE MODE.
LINV2F - INVERSION OF A MATRIX-FULL STORAGE MODE- HIGH
ACCURACY SOLUTION.
VMULFF - MATRIX MULTIPLICATION-FULL STORAGE MODE.
DIMENSION WKAREA(50),CO(30,5),BO(4),AO(4),A(4),ZINV(4,4)
DIMENSION K(4,4),T(30),ZR(4,4),RW(10),RZ(50),WK(40)
COMPLEX W(4),Z(4,4)
EQUIVALENCE (W(1),RW(1)),(Z(1,1),RZ(1))
REAL K,K ,K2,K3,K4,K5,K6,K7,K8
READ(5,*) ND
DO 5 I-1,ND
READ(5,*) T(I),CO(I,1),CO(I,2),CO(I,3),CO(I,4)
CO(I,5)=CO(I,1)+CO(I,2)+CO(I,3)+CO(I,4)
5
CONTINUE
READ(5,*) K1,K2,K3,K4,K5,K6,K7
WRITE(6,95) K1,K2,K3,K4,K5,K6,K7
95 FORMAT(' K1-',F8.2,/,' K2-',F8.2,/,' K3-',F8.2,/,' K4-',F8.2,/,
&' K5=',F8.2,/,' K6-',F8.2,/,' K7-',F8.2)
AO(1)=C0(1,1)
AO(2)=CO(1,2)
AO(3)=CO(1,3)
AO(4)=C(1,4)
K(1,1)--K1
K(1,2)=K2
K(1,3)-O.0
K(1,4)=0.0
K(2,1)=K1
K(2,2)--(K2+K3)
K(2,3)-K4
K(2,4)-0.0
K(3,1)=0.0
K(3,2)-K3
K(3,3)--(K4+K5+K7)
K(3,4)=0.0
K(4,1)-O.O
K(4,2)-O.0
K(4,3)-K5
K(4,4)--K6
N-4
IA-4
IJOB-2
IZ-4
WPTOOO1O
WPT00020
WPT00030
WPT00040
WPT00050
WPT00060
WPT00070
WPT00080
WPT00090
WPTO0100
WPT00110
WPT00120
WPT00130
WPT00140
WPT00150
WPT00160
WPT00170
WPT00180
WPT00190
WPT00200
WPT00210
WPT00220
WPT00230
WPT00240
WPT00250
WPT00260
WPT00270
WPT00280
WPT00290
WPT00300
WPT00310
WPT00320
WPT00330
WPT00340
WPT00350
WPT00360
WPT00370
WPT00380
WPT00390
WPT00400
WPT00410
WPT00420
WPT00430
WPT00440
WPT00450
WPT00460
WPT00470
WPT00480
WPT00490
WPT00500
WPT00510
WPT00520
L
- 270
-
J
CALL EIGRF(K,N,IA,IJOBWZIZ,WK,IER1)
WRITE(6,100) (W(J),J-1,4),WK(1)
100 FORMAT(' LAMl',2E12.4,/,' LAM2-',2E12.4,/, ' LAM3-',2E12.4,/,
&' LAM4.',2E12.4,/,/,' PFIX-',F6.2)
WRITE(6,105)
105 FORMAT(' MATRIX OF EIGENVECTORS FROM K MATRIX')
DO 10 1-1,4
WRITE(6,110) (Z(IJ),J-1,4)
110 FORMAT(lH,8E10.3)
10 CONTINUE
DO 15 1-1,4
DO 15 J=1,4
ZR(I,J)=REAL(Z(I,J))
15 CONTINUE
IDGT=3
CALL LINV2F(ZR,NIA,ZINV,IDGT,WKAREA,IER2)
WRITE(6,112)
112 FORMAT(' INVERSE MATRIX OF EIGENVECTORS')
DO 17 1-1,4
WRITE(6,115)(ZINV(I,J),J=1,4)
115 FORMAT(lH,4E12.4)
17 CONTINUE
L-4
M=4
N-1
IB-4
IC-4
CALL VMULFF(ZINV,AO,LM,N,IA,IB,BO,IC,IER3)
WRITE(6,120) BO(1),BO(2),BO(3),BO(4)
120 FORMAT(' B01=',E12.4,/,' B02=',E12.4,/,
&' B03-',E12.4,/,' B04-',E12.4)
WRITE(6,130)
130 FORMAT(' SPACE TIME',6X,'PORPHYRIN',8X,'CHLORIN',9X,
&'ISOBACT.CHLORIN',5X,'UNKNOWN',7X,'TOTAL MET')
WRITE(6,135)
135 FORMAT(' GCATHR/ML',7X,'EXP',4X,'CAL',7X,'EXP',4X,'CAL',8X,'EXP'
&,5X,'CAL',5X,'EXP',3X,'CAL',6X,'EXP',4X,'CAL')
WRITE(6,140) T(1),AO(1),AO(1),AO(2),AO(2),AO(3),AO(3),AO(4),AO(4)
&,AO(1),AO(1)
SSQ0.0
DO 20 I=2,ND
F-REAL(W(1))*T(I)
IF(ABS(F).GT.40.)GO TO 21
F=EXP(F)
GO TO 22
21 F-0.0
22 SL-BO(1)*F
F-REAL(W(2))*T(I)
IF(ABS(F).GT.40.)GO TO 23
F-EXP(F)
GO TO 24
23 F-0.0
24 S2=BO(2)*F
F-REAL(W(3))*T(I)
WPT00530
WPT00540
WPT00550
WPT00560
WPT00570
WPT00580
WPT00590
WPT00600
WPT00610
WPT00620
WPT00630
WPT00640
WPT00650
WPT00660
WPT00670
WPT00680
WPT00690
WPT00700
WPT00710
WPT00720
WPT00730
WPT00740
WPT00750
WPT00760
WPT00770
WPT00780
WPT00790
WPT00800
WPT00810
WPT00820
WPT00830
WPT00840
WPT00850
WPT00860
WPT00870
WPT00880
WPT00890
WPT00900
WPT00910
WPT00920
WPT00930
WPT00940
WPT00950
WPT00960
WPT00970
WPT00980
WPT00990
WPT01000
WPTO1OIO
WPT01020
WPT01030
WPT01040
WPT01050
WPT01060
-
- 271
IF(ABS(F).GT.40.)GO TO 25
F=EXP(F)
GO TO 26
25 F-0.0
26 S3-BO(3)*F
F-REAL(W(4 ))*T(I)
IF(ABS(F).GT.40.)GO TO 27
F-EXP(F)
GO TO 28
27 F-0.0
28 S4-BO(4)*F
Do 35 L-1,5
A(L)=Sl*Z(L,1)+S2*Z(L,2) +S3*Z(L,3)+S4*Z(L,4)
35 CONTINUE
TM=A(1)+A(2)+A(3)+A(4)
WRITE(6,140) T(I),CO(I,1),A(1),CO(I,2),A(2),CO(I,3),A(3),CO(I,4),
&A(4),Co(I,5),TM
20 CONTINUE
140 FORMAT(4X,F5.3,5X,F5.2,3X,F5.2,5X,F5.2,2X,F5.2,6X,F5.2,
&3X,F5.2,4X,F5.2,3X,F5.2,4X,F5.2,3X,F5.2)
STOP
END
WPT01070
WPT01080
WPT01090
WPT01ooo
WPT01110
WPT01120
WPT01130
WPT01140
WPT01150
WPT01160
WPT01170
WPT01180
WPT01190
WPT01200
WPT01210
WPT01220
WPT01230
WPT01240
WPT01250
WPT01260
WPT01270
WPT01280
(itt
-
- 272
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
METALVD FORTRAN
ROBERT WARE
THIS PROGRAM CALCULATES THE EFFLUENT OIL COMPOSITION FROM THE
ONE INCH REACTOR AND CALCULATES CONCENTRATION DISTRIBUTIONS IN
CATALYST PELLETS AT VARIOUS AXIAL POSITIONS ENABLING METAL
DEPOSITION PROFILES AS A FUNCTION OF RADIAL POSITION WITHIN A
CATALYST PELLET TO BE EVALUATED. SOLUTION IS FOR THE NI-T3MPP
REACTION SEQUENCE, OBTAINED BY USING WEI'S TECHNIQUE. REQUIRED TO
INPUT THE SEVEN KINETIC PARAMETERS (Kl TO K7) AND THE FOUR SPECIES
(NI-P,NI-PH2,NI-PH4,NI-X) DIFFUSION COEFFICIENTS.
RHOC = CATALYST DENSITY, G/ML
RHO = OIL DENSITY, G/ML
R = PELLET RADIUS, CM
TIME = TIME ON STREAM, HRS
WCAT = WEIGHT OF CATALYST, G
Q = OIL FLOW RATE, ML/HR
NL
NUMBER OF AXIAL POSITIONS FOR CALCULATIONS
ASIO = NI-P INLET CONC
AS20 - NI-PH2 INLET CONC
AS30 = NI-PH4 INLET CONC
AS40 = NI-X INLET CONC
D = SPECIES DIFFUSION COEFFICIENT, CM2/SEC
K = RATE PARAMETER, ML OIL/G CAT HR
THIS PROGRAM USES LINV2F, VMULFF,EIGRF, MMBSIO, AND MMBSI1.
THESE ARE IMSL PACKAGES.
LINV2F = INVERSION OF A MATRIX-FULL STORAGE MODE-HIGH
ACCURACY SOLUTION.
VMULFF = MATRIX MULTIPLICATION-FULL STORAGE MODE.
EIGRF = EIGENVALUES AND EIGENVECTORS OF A REAL GENERAL MATRIX
IN FULL STORAGE MODE.
MMBSIO = MODIFIED BESSEL FUNCTION OF FIRST KIND OF ZERO ORDER.
MMBSI = MODIFIED BESSEL FUNCTION OF FIRST KIND OF FIRST ORDER.
12
80
REAL K,K1,K2,K3,K4,K5,K6,K7,KPMMBSIO,MBSI.
COMPLEX PHIC(4),Y(4,4),W(4),XP(4,4)
EQUIVALENCE (PHIC(1) ,RPHIC(1)),(Y(1,1),RY(1))
EQUIVALENCE (W (1) ,RW(J)) , (XP(1,1) ,RXP(1))
DIMENSION ASO(4),AS1(10),AS2(10) ,AS3(10),AS4(10),A(4),AAIO(4)
DIMENSION B(4),BP1(10),BP2(10),BP3(10),BP4(10),BPO(4)
DIMENSION DINV(4,4),DK(4,4),D(4,4),DYR(4,4),DYRT(4,4 ),ETA(4)
DIMENSION KP(4,4), K(4,4),PHI(4),RW(8),RPHIC(8),RY(32),RXP(32)
DIMENSION T(10), THETA(4,4),WKAREA(28),WKI(24),WK2(24),XPR(4,4)
DIMENSION AS(4),BS(4), XPINV(4,4) ,YR(4,4) ,YINV(4,4)
READ (5, *) K1,K2,K3,K4,K5,K6,K7
READ(5,*) AS10 ,AS20 , AS30 ,AS40
READ(5,*) RHOCRHORTIMEWCATQNL
READ(5,*) D1,D2,D3,D4
DO 12 I=1, NL
READ(5,*) T(I)
CONTINUE
WRITE(6,80) AS10
FORMAT(' REACTOR INLET CONC=',F6.2,' PPM')
WRITE(6,82)
MET00010
MET00020
MET00030
MET00040
MET00050
MET00060
MET00070
MET00080
MET00090
MET00100
MET00110
MET00120
MET00130
MET00140
MET00150
MET00160
MET00170
MET00180
MET00190
MET00200
MET00210
MET00220
MET00230
MET00240
MET00250
MET00260
MET00270
MET00280
MET00290
MET00300
MET00310
MET00320
MET00330
MET00340
MET00350
MET00360
MET00370
MET00380
MET00390
MET00400
MET00410
MET00420
MET00430
MET00440
MET00450
MET00460
MET00470
MET00480
MET00490
MET00500
MET00510
MET00520
-
- 273
82
FORMAT(' INTRINSIC RATE PARAMETERS, ML/GCATHR')
WRITE(6,84) K1,K2,K3,K4,K5,K6,K7
84 FORMAT(' K1=',F6.2,/,' K2=',F6.2,/,' K3=',F6.2,/
&,' K4=',,F6.2,/,' K5=',F6.2,/,' K6=',F6.2,/,' K7=',F6.2)
WRITE(6,86) WCATQTIME
86 FORMAT(' AMOUNT OF CATALYST=',F5.2,' GMS',/,' OIL FLOW
&RATE=',F6.2,' ML/HR',/,' TIME ON STREAM=',F6.1,' HRS')
WRITE(6,88) D1,D2,D3,D4
88 FORMAT(' D1=',E1O.4,/,' D2=',E10.4,/,' D3=',E10.4,/
&,'
D4=',E1O.4)
WRITE (6,90) R,RHOCRHO
90 FORMAT(' PELLET RADIUS=',F7.3,' CM',/,' CATALYST DENSITY=',
&F6.2,' G/CC',/,' OIL DENSITY=',F6.2,' G/CC')
10PT=1
ASO(1)=AS10
ASO(2)=AS20
ASO(3)=AS30
ASO(4)=AS40
D1=D1*3600.0/RHOC
D2=D2*3600.0/RHOC
D3=D3*3600.0/RHOC
D4=D4*3600.0/RiHOC
C SET UP D MATRIX
D(1,1)=Dl1
D(1,2)=0.0
D(1,3)=0.0
D(1,4)=O.0
D(2,1)=0.0
D(2,2)=D2
D(2,3)=0.0
D(2,4)=0.0
D(3,1)=0.0
D(3,2)=0.0
D(3,3)=D3
D(3,4)=0.0
D(4,1)=0.0
D(4,2)=0.0
D(4,3)=0.0
D(4,4)=D4
C SET UP K MATRIX
K(1,1)=K1
K(1,2)=-K2
K(1,3)=0.0
K(1,4)=0.0
K(2,1)=-Kl
K(2,2)=K2+K3
K(2,3)=-K4
K(2,4)=0.0
K(3,1)=0.0
K(3,2)=-K3
K(3 ,3)=K4+K5+K7
K(3,4)=0.0
K(4,1)=0.0
K(4,2)=0.0
MET00530
MET00540
MET00550
MET00560
MET00570
MET00580
MET00590
MET00600
MET00610
MET00620
MET00630
MET00640
MET00650
MET00660
MET00670
MET00680
MET00690
MET00700
MET00710
MET00720
MET00730
MET00740
MET00750
MET00760
MET00770
MET00780
MET00790
MET00800
MET00810
MET00820
MET00830
MET00840
MET00850
MET00860
MET00870
MET00880
MET00890
METOO900
MET00910
MET00920
MET00930
MET00940
MET00950
MET00960
MET00970
METOO980
MET00990
MET01000
MET01010
MET01020
MET01030
MET01040
MET01050
MET01060
-
- 274
C
C
C
C
C
-
C
K(4,3 )=-K5
K(4,4)=K6
INVERT D MATRIX
N=4
IA=4
IDGT=3
CALL LINV2F(DN,IA,DINVIDGT,WKAREA,IER)
MULTIPLY DINV AND K
L=4
M=4
IB=4
IC=4
CALL VMULFF(DINV,K,L,M,NIA,IB,DK,IC,IERI)
SOLVE FOR EIGENVALUES AND EIGENVECTORS OF DK
IJOB=2
IY=4
CALL EIGRF(DK,N,IA,IJOB,PHIC,Y,IY,WK1,IER2)
WRITE(6,100) (PHIC(J),J=1,4),WKl(1)
WRITE(6,105)
DO 10 I=1,4
WRITE(6,110) (Y(IJ),J-1,4)
10 CONTINUE
DO 15 =1,4=
DO 15 J=1,4
YR(I,J)=REAL(Y(I,J))
15 CONTINUE
INVERT EIGENVECTORS OF DK
CALL LINV2F(YR,N,IAYINV,IDGT,WKAREA,IER)
WRITE(6, 115)
DO 20 1=1,4
WRITE(6,120) (YINV(I ,J),J=1,4)
20 CONTINUE
EVALUATE PHI,THETA,ETA FOR EACH CHARACTERISTIC SPECIES
DO 30 1=1,4
PHI(I)=R*SQRT(REAL(PHIC(I)))
ARG=PHI(I)
AAIO(I)=MMBSIO(IOPT ,ARG, IER)
AI1=MMBSI1(IOPT,ARG,IER)
THETA(I , I)=2.0*ARG*AIl/AAIO(I)
ETA(I)=THETA(I,I)/ARG**2
WRITE(6,125) I,PHI(I),I,THETA(I,I),I,ETA(I)
30 CONTINUE
COMPLETE ELEMENTS IN THETA MATRIX
DO 31 J=2,4
THETA(1,J)=0.0
31 CONTINUE
THETA(2,1)=0.0
THETA(2,3)=0.0
THETA(2,4)=O.0
THETA(3,1)=0.0
THETA(3,2)=0.0
THETA(3,4)=0.0
DO 32 J=1,3
THETA(4,J)=0.0
-
MET01070
MET01080
MET01090
MET01100
MET01110
MET01120
MET01130
MET01140
MET01150
MET01160
MET01170
MET01180
MET01190
MET01200
MET01210
MET01220
MET01230
MET01240
MET01250
MET01260
MET01270
MET01280
MET01290
MET01300
MET01310
MET01320
MET01330
MET01340
MET01350
MET01360
MET01370
MET01380
MET01390
MET01400
MET01410
MET01420
MET01430
MET01440
MET01450
MET01460
MET01470
MET01480
MET01490
MET01500
MET01510
MET01520
MET01530
MET01540
MET01550
MET01560
MET01570
MET01580
MET01590
MET01600
0171Z0O13W
0cz0law
ocsv=( Ofsv
ozsv=U-)Zsvt
0z1zo~lsw
011z0Iaw
O01zol~w
060ZOlaR
SNOIIISOa 1lODV9-a SflXVA IV 19TIga NI
oisv=( Oisv
MI'itoHa ONOD UI~flD~IvD D
SflNINOD
(Ii
v'(x)CSV'(I)Zsv'(I)ISV'(1XL
ot~ozolaw
V )-8
(~ 076Z 8
ovozoaaw
(x)i w ( t,)m)qv-) axg*( V~)oaq=( 0)Va
ooozo~l~w
0661019aw
0961019N
rmIN'Z=I 09 00
096101HW
ovsV' 0csvg ozsv' olsv c(1)l (S91 49) gldxm
0176101UN
(091g'9)liI1m
0C61019
ss~~gWa
016101UN
00610131N
06810l31N
098101aw
(-gx'Dlgoaq'ql'Vx ENNgN'r1g0SVgANIcJX)aA1lNwA 71V),
I=NN
(IwINlILV SSIDUJS OIISIM1IVWHO) -9019A 0J9 uivflTr'A9 D
glNILN0)
S9
OLSI019N
('V'I-r'(r'I)ANITx)
0991013w
09910I1R4vg~lu
0'791019N
0c91OI3w
0ze1013w
(-g'SX'0lA~~~ggET)ZNr
TIVD
L11MANI D
9filNND 09
V) AO SH)101AN9I0
(r'gx) ax) ri=sm( f'x) Hax
0091013W
0g 00
'7'1=1 0S 00
vz'I=f
06 1013W4
09L101314
9
'17
01IOR 1134
00 '7
fNIIN0C)
13
(VT'=c'(r'i)ay)
0691013W
0991013W
0L91012N
0991013w
099101ZW
0i791019N
0C91019N
0Z91013w
(ozlg9)Jlixm
V6'1=1 gg oc
0191013w
00
09
(9'19)2ix1Ia
v7'I=I
07 00
(ou '9) slx~
(i'DI'a~gc'wt(Ilg~Ngr1gANIx(I1Ix)wIfNwA TIVO
T rrVD
(xrM'x'Iv
N'' 11~)~~lATVO
3flNILNOD
Z**Y)/ (I')V13111-(I ')VI9H1
47'91=1 9c 00
0191013W
3fltIN0O
-
9LZ-
Oti
(oz1'9)3IlhIm
SC
ZE
6
-
W-
-
- 276
AS4(1)=AS40
DO 65 I=1,NL
WRITE(6,170) T(I)
WRITE(6,175)
AS(1)=AS1(I)
AS(2)=AS2(I)
AS(3)=AS3(I)
AS(4)=AS4(I)
CALL VMULFF(YINVAS,L,M,NN,IA,IB,BSIC,IER)
DR=1.1
DO 70 J=1,11
DR=DR-0 .1
ARG=PHI (1)*DR
AIO=MMBSIO(IOPT ,ARG, IER)
B(1)=BS(1)*AIO/AAIO(1)
ARG =PHI(2)*DR
AIO=MMBSIO(IOPT,ARG,IER)
B(2)=BS(2)*AIO/AAIO(2)
ARG=PHI(3)*DR
AIO=MMBSIO(IOPT,ARG, IER)
B(3)=BS(3)*AIO/AAIO(3)
ARG=PHI (4) *DR
AIO=MMBSIO(IOPT,ARG,IER)
B(4)=BS(4)*AIO/AAIO(4)
CALL VMULFF(YRB,L,M,NN,IA,IB,A,ICIER)
C CALCULATE WEIGHT PERCENT METAL ON CATALYST AFTER TIME HOURS
C ON STREAM AT EACH RADIAL POSITION
WM=(K6*A(4)+K7*A(3))*RHO*TIME*1.OE-4
WRITE(6,180) DR,A(1),A(2),A(3),A(4),WM
70 CONTINUE
65 CONTINUE
100 FORMAT(' PHICI=',2E12.4,/,' PHIC2=',2E12.4,/,' PHIC3=',2E12.4,/,
&' PHIC4=',2E12.4,/,' PFIX=',F6.2)
105 FORMAT(' MATRIX OF EIGENVECTORS FROM DK MATRIX')
110 FORMAT(lX,8E12.4)
115 FORMAT(' INVERSE MATRIX OF EIGENVECTORS FROM DK')
120 FORMAT(lX,4E12.4)
125 FORMAT(' PHI',11,'=',E12.4,' THETA',Il,'=',E12.4,' ETA',Il1,'=',
&E12.4)
130 FORMAT(' MATRIX OF DIFFUSION DISGUISED RATE PARAMETERS')
135 FORMAT(' LPI=',2E12.4,/,' LP2=',2E12.4,/,' LP3=',2E12.4,/,
&' LP4=',2E12.4,/,' PFIX=',F6.2)
140 FORMAT(' MATRIX OF EIGENVECTORS FROM KP MATRIX')
145 FORMAT(' INVERSE MATRIX OF EIGENVECTORS FROM KP')
150 FORMAT(' BP1O=',E12.4,/,' BP20=',E12.4,/,' BP30=',E12.4,/,
&' BP40=',E12.4)
155 FORMAT(' SPACETIME' ,3X,'PORPHYRIN',3X,'CHLORIN' ,3X,
&'ISOBACT.CHLORIN',3X,'UNKNOWN')
160 FORMAT(' GCATHR/ML',6X,'PPM',8X,'PPM',10X,'PPM',12X,'PPM')
165 FORMAT(3XF5.3,8X,F5.2,6X,F5.2,8X,F5.2,11X,F5.2)
170 FORMAT(' SPACETIME=',F5.3)
175 FORMAT(' RADIAL POSITION' ,3X, 'PORPHYRIN' ,3X, 'CHLORIN' ,3X,
&'ISOBACT.CHLORIN' ,3X,'UNKNOWN ',3X,'WT% METAL')
180 FORMAT(5X,F4.2,8X,F5.2,6X,F5.2,8XF5.2,11X,F5.2,4X,E8.3)
STOP
END
MET02150
MET02160
MET02170
MET02180
MET02190
MET02200
MET02210
MET02220
MET02230
MET02240
MET02250
METO2260
METO2270
MET02280
MET02290
METO2300
MET02310
MET02320
MET02330
MET02340
MET02350
METO2360
MET02370
MET02380
MET02390
METO2400
MET02410
MET02420
MET02430
MET02440
MET02450
MET02460
MET02470
MET02480
MET02490
MET02500
MET02510
MET02520
MET02530
MET02540
METO2550
MET02560
MET02570
MET02580
MET02590
METO2600
METO2610
MET02620
MET02630
MET02640
MET02650
MET02660
MET02670
[ETD2630
MET02690
METO2700
-
- 277
APPENDIX D
EXPERIMENTAL DATA FROM INTRINSIC KINETIC RUNS
In this Appendix the kinetic data for the nickel porphyrin runs
are tabulated.
Included for each data set are the kinetic rate
parameters which have been obtained to model the data set.
The data are coded with run numbers, i.e., MANTM21, and a
description of the pre-treatment of the catalyst. The letter M of the
run number stands for the microreactor (0.52 cm I.D.); A for
American Cyanamid HDS-16A catalyst; NTM for Ni-tetra(3-methylphenyl)
porphyrin; and the number corresponds to the catalyst batch.
The units of temperature, hydrogen pressure, nickel species,
and contact time (W/Q) in the tables are:
and g cat. hr/ml oil, respectively.
determined by atomic absorption.
'C, psig, ppm Ni by weight,
The total metal (M) was
The Ni-P, Ni-PH
and Ni-PH
were
by the difference of total metal and porphyrinic metal (i.e., Ni-P
+
determined by UV-visible spectrophotometry. The Ni-X was determined
Ni-PH2 + Ni-PH4 ). The units of the rate coefficients are ml oil/g cat hr.
MANTM6C
-
- 278
OXIDE CATALYST
TEMPERATURE = 345 C
PRESSURE = 1000 PSIG
INLET CONCENTRATION = 26.0 PPM NI
W/Q
M
NI-P
NI-PH2
NI-PH4
NI-X
0.000
26.0
25.0
1.0
0.0
0.0
0.013
24.9
12.6
6.6
3.0
2.7
0.022
23.9
9.3
5.8
2.9
5.9
0.046
20.0
5.1
3.4
2.0
9.5
0.072
17.0
2.7
2.0
1.0
11.3
0.163
10.2
1.0
0.6
0.3
8.3
Ki = 85.00
K5 = 66.00
K2 = 90.00
K6 = 4.60
MANTM5A
K3 =130.00
K7 = 25.00
K4 =150.00
OXIDE CATALYST
PRESSURE = 1000 PSIG
TEMPERATURE = 320 C
INLET CONCENTRATION = 26.7 PPM NI
W/Q
M
NI-P
NI-PH2
NI-PH4
NI-X
0.000
26.7
25.0
1.7
0.0
0.0
0.024
24.8
12.8
6.6
2.9
2.5
0.052
23.7
7.7
5.9
3.2
6.9
0.072
22.5
7.4
5.8
3.1
6.2
0.104
20.7
3.6
3.1
1.8
12.2
0.145
18.7
2.5
2.0
1.3
12.9
0.181
15.8
1.7
1.2
0.8
12.1
0.242
16.9
1.2
0.4
0.4
14.9
0.362
6.6
0.6
0.3
0.3
5.4
Ki = 46.00
K5 = 34.00
K2 - 39.00
K6 = 2.60
K3 = 60.00
K7 = 12.00
K4 = 58.00
MANTM5C
-
- 279
OXIDE CATALYST
PRESSURE = 1000 PSIG
TEMPERATURE = 300 C
INLET CONCENTRATION = 26.7 PPM NI
W/Q
M
NI-P
NI-PH2
0.000
26.7
25.0
1.7
0.0
0.0
0.024
26.7
15.7
7.5
3.5
0.0
0.052
25.6
11.3
7.4
4.0
2.9
0.072
20.6
8.7
6.7
3.9
1.3
0.104
23.8
6.4
5.4
3.5
8.5
0.145
21.8
4.2
4.0
2.7
10.9
0.181
20.2
3.3
2.9
2.1
11.9
0.242
17.6
1.9
1.9
1.4
12.4
K2 = 18.60
K6 = 1.48
KI = 24.60
K5 = 19.00
MANTM6A
NI-PH4
K3 = 40.00
K7 = 7.40
NI-X
K4 = 30.00
OXIDE CATALYST
PRESSURE = 1000 PSIG
TEMPERATURE = 285 C
INLET CONCENTRATION = 26.9 PPM NI
W/Q
M
NI-P
NI-PH2
0.000
26.9
25.2
1.7
0.0
0.0
0.016
26.9
22.2
3.7
1.0
0.0
0.046
26.9
18.1
6.3
2.4
0.1
0.108
26.6
13.5
7.6
4.1
1.4
0.325
19.1
5.4
4.5
3.2
6.0
0.650
12.4
1.9
1.7
1.5
7.3
Ki = 18.00
K5 = 9.00
K2 = 15.00
-.
K6 = 0.80
NI-PH4
K3 = 24.00
K7 = 2.80
NI-X
K4 = 19.00
-
- 280
MANTM38
OXIDE CATALYST
PRESSURE = 1000 PSIG
TEMPERATURE = 345 C
INLET CONCENTRATION = 16.4 PPM NI
W/Q
M
NI-P
0.000
16.4
16.4
0.0
0.0
0.0
0.007
16.0
10.0
4.5
1.5
0.0
0.014
15.5
8.7
5.0
1.8
0.0
0.035
12.6
6.0
4.3
1.8
0.5
0.070
11.6
3.3
2.3
1.1
4.9
0.140
10.0
1.4
1.3
0.8
6.5
0.180
9.3
1.0
1.0
0.5
6.8
0.234
8.6
0.8
0.9
0.5
6.5
Ki = 86.00
K5 = 55.00
NI-PH2
K2 =100.00
K6 = 4.20
MANTM12
NI-PH4
K3 =120.00
K7 = 24.00
NI-X
K4 =145.00
OXIDE CATALYST
TEMPERATURE = 345 C
PRESSURE = 1000 PSIG
INLET CONCENTRATION = 90.0 PPM NI
NI-PH2
W/Q
M
NI-P
0.000
90.0
90.0
0.0
0.0
0.0
0.019
82.5
22.8
24.6
14.0
21.1
0.043
77.5
15.7
16.3
9.9
35.6
0.077
65.0
9.5
7.4
4.9
43.2
0.128
54.3
6.4
3.3
2.6
42.0
0.192
38.7
3.7
1.5
1.2
32.3
0.256
30.5
1.2
1.2
1.1
27.0
0.383
18.2
0.8
0.8
0.7
15.9
KI = 94.00
K5 = 60.00
K2 = 84.00
K6 = 4.25
NI-PH4
K3 =130.00
K7 = 19.50
NI-X
K4 =155.00
MANTM33A
-
- 281
OXIDE CATALYST
TEMPERATURE = 345 C
PRESSURE = 650 PSIG
INLET CONCENTRATION = 63.0 PPM NI
W/Q
M
NI-P
0.000
63.0
63.0
0.0
0.0
0.0
0.014
61.6
28.7
22.9
10.0
0.0
0.035
61.1
23.8
20.4
9.6
7.3
0.070
60.4
13.2
16.2
8.1
22.9
0.140
53.9
9.4
10.9
6.1
27.5
0.233
47.1
6.4
7.5
4.6
28.6
0.350
42.9
4.3
5.5
3.6
29.5
0.538
38.9
2.7
4.2
2.9
29.1
Kl = 84.00
K5 = 21.80
NI-PH2
K2 = 85.00
K6 = 1.20
MANTM33B
NI-PH4
K3 = 73.00
K7 = 6.89
NI-X
K4 =140.00
OXIDE CATALYST
TEMPERATURE = 345 C
PRESSURE = 1450 PSIG
INLET CONCENTRATION = 57.0 PPM NI
W/Q
M
NI-P
NI-PH2
NI-PH4
NI-X
0.000
57.0
57.0
0.0
0.0
0.0
0.007
55.7
25.4
19.9
10.4
0.0
0.014
53.6
17.2
15.9
9.2
11.3
0.035
49.9
6.9
6.6
4.3
32.1
0.070
43.8
2.5
2.0
1.6
37.7
0.140
31.7
1.2
1.2
1.0
28.3
0.240
18.0
0.8
0.8
0.8
15.7
0.350
5.4
0.4
0.4
0.3
4.3
Ki =175.00
K5 =142.00
K2 =115.00
K6 = 5.10
K3 =170.00
K7 = 28.00
K4 =180.00
MANTM21
-
- 282
OXIDE CATALYST
TEMPERATURE = 345 C
PRESSURE = 1000 PSIG
INLET CONCENTRATION = 63.0 PPM NI
W/o
M
NI-P
0.000
63.0
63.0
0.0
0.0
0.0
0.014
62.2
20.2
22.2
12.9
6.9
0.035
55.6
14.0
16.5
10.1
15.0
0.070
46.8
9.7
10.1
6.5
20.5
0.140
38.0
5.3
4.7
3.2
24.8
0.233
29.5
2.4
2.3
1.8
23.0
0.349
19.9
1.3
1.3
1.1
16.2
0.538
11.0
0.8
0.7
0.6
8.9
Ki =105.00
K5 = 49.00
K2 = 94.00
K6 = 3.80
MANTM21A
NI-PH2
NI-PH4
K3 =120.00
K7 = 18.00
NI-X
K4 =150.00
OXIDE CATALYST
TEMPERATURE = 320 C
PRESSURE = 1000 PSIG
INLET CONCENTRATION = 66.0 PPM NI
W/Q
M
NI-P
0.000
66.0
66.0
0.0
0.0
0.0
0.014
66.5
33.6
21.9
11.0
0.0
0.035
63.5
22.6
20.4
12.0
8.5
0.070
61.6
14.7
15.7
10.5
20.7
0.140
53.8
7.6
8.8
6.5
30.9
0.233
43.9
4.3
4.1
3.3
32.2
0.349
36.4
1.9
1.7
1.5
31.3
0.538
30.1
1.2
1.0
0.9
27.0
Ki = 55.00
K5 = 26.00
K2 = 43.00
K6 = 1.90
NI-PH2
NI-PH4
K3 = 62.00
K7 = 7.50
NI-X
K4 = 55.00
MANTM21B
-
- 283
OXIDE CATALYST
TEMPERATURE = 285 C
PRESSURE = 1000 PSIG
INLET CONCENTRATION = 66.0 PPM NI
W/Q
M
NI-P
0.000
66.0
66.0
0.0
0.0
0.0
0.014
66.0
42.5
17.5
6.0
0.0
0.035
65.7
31.5
21.0
13.2
0.0
0.070
65.6
23.4
19.3
14.8
8.1
0.140
62.6
15.2
15.3
14.1
18.0
0.233
59.0
9.4
10.7
11.3
27.6
0.349
52.2
4.9
6.1
7.0
34.2
0.538
47.4
2.1
1.9
2.4
41.0
0.698
39.6
1.3
1.6
1.9
34.8
Ki = 24.00
K5 = 9.00
K2 = 17.00
K6 = 0.62
MANTM30
NI-PH2
NI-PH4
K3 = 28.00
K7 = 2.30
NI-X
K4 = 21.00
SULFIDED CATALYST
TEMPERATURE = 345 C
PRESSURE = 1000 PSIG
INLET CONCENTRATION = 60.0 PPM NI
W/Q
M
NI-P
NI-PH2
0.000
60.0
60.0
0.0
0.0
0.0
0.005
51.9
28.8
16.1
7.0
0.0
0.010
45.1
17.3
12.9
6.2
8.7
0.025
39.5
9.1
7.2
4.0
19.2
0.050
24.6
3.9
2.5
1.7
16.5
0.067
15.1
2.2
1.2
0.9
10.8
0.100
8.5
1.2
0.5
0.4
6.3
Ki =183.00
K5 =171.00
K2 =164.00
K6 = 27.00
NI-PH4
K3 =250.00
K7 =120.00
NI-X
K4 =400.00
-
- 284
SULFIDED CATALYST
MANTM31A
TEMPERATURE = 320 C
PRESSURE = 1000 PSIG
INLET CONCENTRATION = 60.0 PPM NI
W/Q
M
NI-P
NI-PH2
0.000
60.0
60.0
0.0
0.0
0.0
0.010
52.5
32.6
14.2
5.7
0.0
0.025
44.9
19.3
12.0
5.7
7.9
0.050
39.0
10.4
7.9
4.2
16.5
0.100
34.2
5.9
4.7
2.8
20.8
0.200
24.0
2.7
2.3
1.5
17.5
0.333
11.2
0.8
0.7
0.6
9.1
Ki = 82.40
K5 = 46.00
K2 = 92.50
K6 = 5.50
MANTM31B
NI-PH4
K3 =130.00
K7 = 60.00
NI-X
K4 =190.00
SUL FIDED CATALYST
TEMPERATURE = 285 C
PRESSURE = 1000 PSIG
INLET CONCENTRATION = 63.0 PPM NI
W/Q
M
NI-P
NI-PH2
NI-PH4
NI-X
0.000
63.0
63.0
0.0
0.0
0.0
0.010
63.0
50.0
10.0
3.0
0.0
0.025
61.5
43.0
13.4
5.1
0.0
0.050
54.4
33.4
14.8
6.2
0.0
0.100
40.1
20.5
11.8
5.7
2.1
0.200
29.8
13.0
8.0
4.0
4.8
0.333
15.0
5.6
3.8
2.0
3.6
Ki = 22.00K5 = 4.80
K2 = 24.30
K6 - 2.00
K3 = 45.50
K7 = 26.00
K4 = 58.70
MANTM32
-
- 285
SULFIDED CATALYST
PRESSURE = 600 PSIG
TEMPERATURE = 345 C
INLET CONCENTRATION = 63.0 PPM NI
W/Q
NI-PH2
NI-P
M
NI-PH4
NI-X
0.000
63.0
63.0
0.0
0.0
0.0
0.010
59.4
32.2
18.9
7.1
1.2
0.025
57.6
25.2
16.7
6.9
8.8
0.050
54.5
21.1
13.9
6.3
13.2
0.100
46.3
15.0
9.6
5.0
16.7
0.200
36.8
4.7
5.8
3.6
22.7
0.333
22.6
1.9
2.9
2.0
15.8
KI = 96.40
K5 = 50.00
K2 =122. 00
K6 = 4.90
MANTM32A
K3 =145.00
K7 = 25.00
K4 =400.00
TEMPERATURE = 320 C
INLET CONCENTRATION
-
SULFIDED CATALYST
PRESSURE = 600 PSIG
63.0 PPM. NI
NI-PH2
NI-PH4
NI-X
W/Q
M
NI-P
0.000
63.0
63.0
0.0
0.0
0.0
0.025
58.7
32.6
18.3
7.2
0.6
0.050
57.5
27.1
18.2
7.6
4.6
0.100
55.6
22.4
16.1
7.0
10.1
0.200
52.7
17.8
12.9
6.0
16.0
0.333
49.0
16.3
11.3
5.3
16.1
0.500
31.8
8.8
6.0
3.1
13.9
Ki = 42.00K5 = 12.50
K2 = 53.00
K6 = 1.62
K3 = 72.00
K7 = 10.00
K4 =195.00
MANTM32B
-
- 286
SULFIDED CATALYST
*PRESSURE =
TEMPERATURE = 285 C
600 PSIG
INLET CONCENTRATION = 65.0 PPM NI
W/Q
M
NI-P
0.000
65.0
65.0
0.025
65.0
0.050
NI-PH4
NI-X
0.0
0.0
0.0
51.2
10.2
3.6
0.0
62.6
44.2
13.2
5.2
0.0
0.100
57.4
35.9
15.1
6.4
0.0
0.200
52.4
27.1
15.7
7.1
2.5
0.333
48.5
21.5
14.7
6.8
5.5
0.500
34.3
14.9
10.6
4.6
4.2
Kl = 12.00
K5 =
2.20
NI-PH2
K2 = 15.80
K6 = 0.72
MANTM32F
K3 = 34.90
K7 = 4.70
K4 = 65.20
SULFIDED CATALYST
TEMPERATURE = 345 C
INLET CONCENTRATION
PRESSURE = 1500 PSIG
=
60.0 PPM NI
NI-PH4
NI-X
0.0
0.0
0.0
20.2
9.9
4.3
2.6
30.0
10.6
6.3
3.0
10.1
0.025
15.0
2.9
1.8
1.0
9.3
0.050
6.9
0.5
0.3
0.3
5.8
W/Q
M
NI-P
0.000
60.0
60.0
0.005
37.0
0.010
Ki =240.00
K5 =246.00
K2 =15C '.00
K6 = 44 .00
NI-PH2
K3 =400.00
K7 =560.00
K4 =450.00
MANTM32E
-
- 287
SULFIDED CATALYST
TEMPERATURE = 320 C
PRESSURE = 1500 PSIG
INLET CONCENTRATION = 60.0 PPM NI
W/Q
M
NI-P
NI-PH2
NI-PH4
NI-X
0.000
60.0
60.0
0.0
0.0
0.0
0.005
50.8
33.3
12.6
4.9
0.0
0.010
42.3
23.9
11.3
4.7
2.4
0.025
22.4
10.8
6.3
2.7
2.6
0.050
9.2
3.1
1.9
0.9
3.4
0.067
5.3
1.6
1.0
0.5
2.2
KI =118.00
K5 = 50.00
K2 =100.00
K6 = 10.50
MANTM32D
K3 =208.00
K7 =380.00
K4 =200.00
SULFIDED CATALYST
TEMPERATURE = 285 C
PRESSURE = 1500 PSIG
INLET CONCENTRATION = 60.0 PPM NI
W/Q
M
NI-P
0.000
60.0
60.0
0.010
57.3
0.025
NI-PH2
NI-PH4
NI-X
0.0
0.0
0.0
41.4
11.6
4.3
0.0
49.9
31.4
12.8
5.3
0.4
0.050
36.7
20.5
10.8
4.9
0.5
0.100
18.8
9.0
5.6
2.7
1.5
0.200
1.6
0.7
0.4
0.2
0.3
KI = 35.00
K5 = 7.00
K2 = 24.0 0
K6 = 3.50
K3 = 72.80
K7 = 97.50
K4 = 60.00
MANTM27
-
- 288
100 PPM N (PYRIDINE)
PRESSURE = 1000 PSIG
TEMPERATURE = 345 C
INLET CONCENTRATION = 71.0 PPM NI
W/Q
M
NI-P
NI-PH2
NI-PH4
NI-X
0.000
71.0
71.0
0.0
0.0
0.0
0.014
71.0
44.4
23.3
3.3
0.0
0.070
62.5
31.3
22.0
8.7
0.5
0.233
44.1
14.7
13.0
6.1
10.3
0.350
39.8
11.3
10.6
5.5
12.4
0.538
25.0
5.6
6.3
3.6
9.5
Ki = 43.80
K5 = 7.20
K2 = 53.20
K6 = 2.30
MANTM25
K3 = 42.00
K7 = 14.00
K4 = 78.30
REDUCED CATALYST
PRESSURE = 1000 PSIG
TEMPERATURE = 345 C
INLET CONCENTRATION = 60.0 PPM NI
W/Q
M
NI-P
0.000
60.0
60.0
0.0
0.0
0.0
0.010
55.0
14.2
17.6
10.7
12.5
0.025
47.4
8.6
9.5
6.2
23.1
0.050
38.3
4.4
4.3
3.0
26.6
0.100
26.7
1.6
1.5
1.2
22.4
0.167
14.9
0.6
0.5
0.5
13.3
Kl =264.00
K5 =123.00
K2 =197.00
K6 = 8.48
NI-PH2
NI-PH4
K3 =225.00
K7 = 40.40
NI-X
K4 =202.00
MANTM40
-
- 289
CS DOPED CATALYST
PRESSURE = 1000 PSIG
TEMPERATURE = 345 C
INLET CONCENTRATION = 63.0 PPM NI
W/Q
M
NI-P
NI-PH2
0.000
63.0
63.0
0.0
0.0
0.0
0.035
62.9
32.8
22.1
8.0
0.0
0.070
62.9
33.0
22.0
7.9
0.0
0.140
58.4
30.3
20.6
7.5
0.0
0.233
57.5
29.7
20.3
7.5
0.0
0.350
55.3
28.6
19.3
7.4
0.0
0.538
52.8
28.7
17.6
6.5
0.0
Ki = 89.00
K5 = 0.00
K2 =126.00
K6 = 0.00
MANTM37
NI-PH4
K3 =130.00
K7 = 2.70
NI-X
K4 =250.00
NA DOPED CATALYST
TEMPERATURE = 345 C
PRESSURE = 1000 PSIG
INLET CONCENTRATION = 56.0 PPM NI
W/Q
M
NI-P
NI-Pd2
0.000
56.0
56.0
0.0
0.0
0.0
0.035
55.2
27.1
20.1
8.0
0.0
0.070
54.7
26.2
20.1
8.4
0.0
0.140
50.9
23.7
19.0
8.2
0.0
0.234
46.2
20.5
16.4
7.2
2.1
0.350
40.7
17.7
13.9
6.2
2.9
0.540
37.7
15.8
11.8
5.3
4.8
Ki =102.00
K5 = 3.30
K2 =134.00
K6 = 2.20
NI-PH4
K3 =131.00
K7 = 5.00
NI-X
K4 =300.00
-
- 290
IODIZED CATALYST
MANTM39
PRESSURE = 1000 PSIG
TEMPERATURE = 345 C
INLET CONCENTRATION = 63.6 PPM NI
W/Q
M
NI-P
NI-PH2
0.000
63.6
63.6
0.0
0.0
0.0
0.035
60.2
47.0
10.4
2.8
0.0
0.070
49.0
36.4
9.5
3.1
0.0
0.140
34.7
21.8
6.3
2.7
3.9
0.230
27.8
16.1
4.4
2.1
5.2
Ki = 12.00
K5 = 20.00
K2 = 17.00
K6 = 13.00
MANTM34
NI-PH4
K3 = 45.00
K7 = 66.00
NI-X
K4 = 82.00
CHLO RIDED CATALYST
TEMPERATURE = 345 C
PRESSURE = 1000 PSIG
INLET CONCENTRATION = 61.0 PPM NI
W/Q
M
NI-P
NI-PH2
0.000
61.0
61.0
0.0
0.035
48.7
46.2
2.5
0.070
37.3
34.9
2.4
0.140
22.2
20.4
1.9
0.234
12.9
11.5
1.4
0.350
6.0
5.2
0.8
Ki =
7.80
K2 =
7.00
K3 =114.00
-
- 291
MANTM34A
CHLORIDED CATALYST
TEMPERATURE = 320 C
PRESSURE = 1000 PSIG
INLET CONCENTRATION = 61.0 PPM NI
W/Q
M
NI-P
0.000
61.0
61.0
0.0
0.035
56.1
52.4
3.7
0.070
46.7
43.4
3.3
0.140
32.2
30.0
2.2
0.234
21.2
19.7
1.5
0.350
13.6
12.6
1.0
0.468
8.7
8.0
0.7
K1=
5.00
K2=
NI-PH2
Li.10
MANTM34B
K3 = 66.30
CHLORIDED CATALYST
TEMPERATURE = 285 C
PRESSURE = 1000 PSIG
INLET CONCENTRATION = 61.0 PPM NI
W/Q
M
NI-P
0.000
61.0
61.0
0.0
0.070
54.2
51.1
3.1
0.140
45.7
43.0
2.7
0.234
35.1
33.1
2.0
0.350
28.7
27.1
1.6
0.468
22.0
20.7
1.3
0.585
16.7
15.6
1.1
Ki =
2.60
K2 =
2.10
NI-PH2
K3 = 30.20
NI-ETIO
-
- 292
OXIDE CATALYST
TEMPERATURE = 343 C
PRESSURE = 1000 PSIG
INLET CONCENTRATION = 27.8 PPM NI
W/Q
M
NI-P
0.000
27.8
27.8
0.0
0.015
22.7
19.9
2.8
0.024
20.4
17.9
2.5
0.036
17.1
15.0
2.1
0.057
15.4
13.6
1.8
0.095
10.2
9.0
1.2
0.114
6.6
5.8
0.8
0.190
3.2
2.8
0.4
KI = 25.00
K2 =100.00
NI-PH2
K3 = 80. 00