OCT T ECHNolo (1960)
advertisement
")
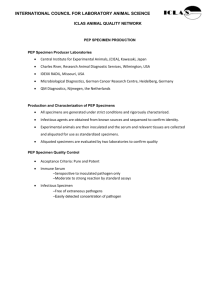
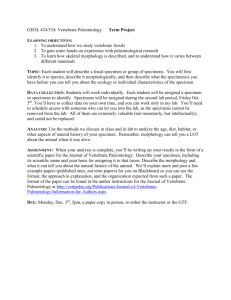
WT.OF T ECHNolo OCT 2 1961 DUCTILE FRACTURE BY THE GROWTH OF PORES by WARREN J. RHINES B.M.E., The Cooper Union (1960) SUBMITTED IN PARTIAL THE REQUIREMENTS MASTER FOR OF MECHANICAL FULFIILLMENT DEGREE THE SCIENCE OF OF IN ENGINEERING at the INSTITUTE OF TECHNOLOGY July, 1961 Signature Redacted Signature of the Author '................) Department '6f Mechanical Enaineerinx, July 5, 1961 Signature Redacted ......... Certified by T,,xnesis Advisor Signature Redacted , MASSACHUSETTS Accepted by ....0 Chairman, Departmental Committee on Graduate Students -2- DUCTILE FRACTURE BY THE GROWTH OF PORES by Warren J. Rhines Submitted to the Department of Mechanical Engineering on July 5, 1961 in partial fulfillment of the requirements for the degree of Master of Science in Mechanical Engineering. ABSTRACT Ductile fracture by the growth and coalescence of holes formed at inclusions has been studied with the aid of plasticine models. Commonly observed fracture phenomena in metals such as the decreased ductility of smooth and notched specimens with increased inclusion size and concentration and increased specimen size, anisotropy, the effect of pre-torsion on tensile fracture, and the decreased ductility in the presence of triaxial stress and strain have been obtained in the plasticine models containing inclusions. The cup-cone fracture was not achieved in these models. An approximate solution is given to the critical spacing at which holes in an ideal plastic material, under simple uniaxial tension, will coalesce. Thesis Advisor: Frank A. McClintock, Ph.D. Title Professor of Mechanical Engineering - -3 ACKNOWLEDGENT I wish to express my sincere thanks to "Bill" Henry for his experienced advice in the preparation of specimens for this investigation. I am indebted to Hughes Aircraft Company for the generous financial support they provided me. To Professor Frank A. McClintock I owe a debt of gratitude for the advice, guidance, and generous donation of his time which gave shape and objective to this investigation. -4- TABLE OF CONTENTS ABSTRACT *. ACKNOWLEDGMENT .. .. .. -. - . .. -- TABLE OF CONTENTS INTRODUCTION -- .. .. .. . 2 -* - .. - 3 .. .. .. .. . 4 -- -. -- -- . 5 *. .. . 8 . GROWTH AND COALESCENCE OF HOLES PIASTICINE MODELS .. .. .. SPECIMENS AND INCLUSION CONTENTS .. .. .. .. . 13 .. .. . 16 .. .. . 26 33 11 UNIAXIAL DUCTILITY TESTS .. NOTCH SENSITIVITY TESTS .. HISTORY EFFECTS .. .. .. .. .. . * -- -. .. . a 39 CONCLUSIONS APPENDIX: so .. *. INVESTIGATION OF THE GROWTH AND COALESCENCE OF HOLES USING LIMIT ANALYSIS REFERENCES 00 00 00 *0 .. - .41 45 INTRODUCTION Knowledge of ductile fracture is, at present, very limited and there is no quantitative criterion for it. Whereas rupture is the separation of material by plastic flow until the cross section vanishes, ductile fracture is the separation of material under plastic flow which occurs at lower extensions than would be expected in the case of rupture. Several investigators have put forward the view that this fracture is caused by the growth and coalescence of holes which are formed at inclusions. Puttick (1959), by sectioning through the neck of a copper tensile specimen, has observed a large central cavity surrounded by numerous small holes. This is shown in FIG.l. These holes were found to originate at inclusions either by drawing away of the metal or by fracture of the inclusion itself. The cavities, he suggests, are opened out by the triaxial stresses and strains accompanying formation of the neck and eventually link up to form the large fissure which determines final fracture. well illustrated in FIGS. 1 and 2. This coalescence is Cottrell (1959) proposes that we think of fracture as a plastic cavity or an "internal neck", rather than a "crack", and consider it to be growing outward, without any fracture, to meet the "external neck" which is growing inward. He explains the formation of a thin lens-shaped cavity by many small cavities becoming nucleated simultaneously, all each growing outward in directions, becoming elongated in the direction of the tensile axis, and coalescing with neighboring cavities to become part of a -r6o- large thin cavity. This process is shown in FIGS. 1 and 2. He presents experimental evidence that the plastic cavities are nucleated at foreign particles, and that, if such particles were not present, the specimen would pull apart entirely by the inward growth of the external neck, giving nearly 100% reduction of area, i.e., the specimen would fail by rupture. Additional experimental evidence to support these views has been given by Tipper (1949), and Rosi and Abrahams (1960), and Crussard et al (1959). This mode of ductile fracture by the growth and coalescence of holes will be investigated in an attempt to understand some of the following fracture phenomena: 1) The effect of inclusion size and concentration in smooth and notched specimens. 2) The effect of specimen size in smooth and notched specimens. 3) The effect of stress and strain history. 4) The effect of triaxiality of stress and strain. 5) The cup-cone fracture. - - 7 FIG. 1 - SECTION THROUGH NECK OF A COPPER TENSILE SPECIMEN FRO PUTTICK (1959)- FIG. 2 - CAVITIES COALESCING IN CENTRAL REGION OF FIG. 1 FRC1! PUTTICK (1959). - 8- GROWTH AND COALESCENCE OF HOLES The growth and coalescence of several holes formed at inclusions in copper is shown in FIG.2 from Puttick (1959). The critical spacing at which holes will grow and coalesce rather than grow independently can be partially investigated using the theorems of limit analysis. See APPENDIX for the details of this analysis. Deformation modes are postulated to obtain upper bounds. These are shown in FIG.3. In one mode (dotted lines), the hypothet- ical deformation consists of shearing on planes passing through the holes at 45 0 angles and the holes will grow independently and elongate in the direction of the tensile axis. In the second mode (solid lines), deformation is localized to the region of the logarithmic spiral slip lines between the holes and they will grow and coalesce with a marked decrease in the required overall elongation of the specimen. It has not been shown that a lower bound exists for either of these modes. This would require an analysis as described by Bishop (1953) in which equilibrium is demonstrated in the region which is not yielding as well as the region in which the deformation is taking place. Our analysis has shown that the critical spacing at which the hypothetical deformation mode and upper bound changes occurs at a ratio of inclusion spacing to inclusion diameter of s/d = e = 2.72. - - 9 This should give an order of magnitude of the actual hole spacing at which fracture becomes localized in the plane of the holes. 10 - - P 'SP FIG. 3 - HYPOTHETICAL DEFORMATION MODES FOR THE GROWTH AND COALESCENCE OF HOLES IN A TENSILE SPECIMEN 11 - - PLASTICINE MODELS The difficulty of an exact solution, especially in the three-dimensional case, makes a simple model with which to study this possible mechanism of ductile fracture by the growth and coalescence of holes formed at inclusions very desirable. The recent and illuminating results of using models of plasticine to simulate the plastic flow of metals has led the author's attention in that direction. For these applications of plasticine models to problems of plastic flow in metals see Green (1951a, 1951b, 1954, 1955), Mortimer (1952) and Landberg (1958). Green (1951a) studied the properties and behavior of plasticine and compared them with those of metals. He attributes the marked similarity under conditions of plane strain to the following factors: any element of either material deforms in shear under an approximately constant stress; both are virtually incompressible provided the air bubbles are removed by working the plasticine; and their principal axes of stress and strain-increment coincide. He also presents a stress-strain curve for plasticine under uniaxial compression and the similarity of its shape to that of the stressstrain curve of metals is immediately seen. Both Green (1951a) and Mortimer (1952) comment on the obvious advantages of using plasticine models. These are its inexpensiveness, the ease of fabricating models with it, and the low forces required to work it. To sum up: 12 - - the evidence that ductile fracture often results from plastic flow around inclusions, and the fact that plastic flow of metals can be simulated with plasticine models, has led the author, in this research, to an investigation of the fracture of plasticine specimens containing inclusions. - -13 SPECIMFNS AND INCLUSION CONTENTS Harbutt's stone-colored plasticine was used for all specimens. Polystyrene spheres were used as inclusions in our experiments because of their availability and low adhesion to plasticine. The two sizes which were available for our use, courtesy of the Plastics Division of the Koppers Company, Inc., were .006" diameter spheres and .010" diameter spheres. These are several orders of magnitude larger than the particles found in pure plasticine. They were kneaded into our plasticine to produce the desired inclusion contents and a homogeneous distribution was assumed when successive tests on a given specimen gave consistent results. The results of preliminary testing with various concen- trations of inclusions dictated the inclusion densities used in our work. TABLE 1 describes the ranges of inclusion sizes, specimen sizes, and inclusion concentrations used and contains data on the inclusion contents of some typical metals for comparison. The inclusion spacing, s, for the plasticine specimens was calcuated on the basis of a simple cubic packing, that is, as the cube root of the reciprocal of the number of inclusions per unit volume of the specimen. The plasticine specimens are smaller relative to their inclusions than are the typical metal specimens, having a lower ratio of specimen diameter to inclusion diameter, do/d. The inclusions in plasticine are more closely spaced relative to the inclusion diameters than are the inclusions in typical metals, the -r - -14 plasticine specimens having a lower ratio of inclusion spacing to inclusion diameter, s/d. The inclusion sizes available for our use were such that very large specimens would be required to make our specimen diameter ratios comparable to those of the metals. With present equipment it was not feasible to do this and so it was also necessary to use lower inclusion spacing ratios than in the metals to obtain significant changes in the fracture behavior of our specimens from that of pure plasticine. The round tensile specimens were formed by rolling the plasticine between flat glass plates. Rollers were used between the plates to give the desired diameter and insure cylindrical specimens. Large ends were left on the specimens to provide for gripping. The notched specimens were carved from blocks of plasticine with a fine wire. - - 15 TABLE 1 - INCLUSION CONTENTS SPECIMEN SOURCE INCLUSION SPACING RATIOS SPECIMEN DIAMETER RATIO d within rows s 0 = average S2 s d d d taking a0 between rows .50" unless otherwise specified I SAE (1959) 4 4 4 Steel - plate#i 500 - 1000 1 Steel - plate#5 500 - 1000 2 Steel - plate#8 330 - 1000 1 8 - 20 7075 Aluminum 2000 7 - 20 2024 Aluminum 2000 5 - 10 Plasticine Specimens: .010" spheres densely packed 50 1.15 .010" spheres lightly packed 50 1.87 .006" spheres densely packed 83 1.34 .006" spheres lightly packed 83 .006" spheres lightly packed (d 0 = .90") 150 1.84 .006" spheres lightly packed (d0 = 1.50") 250 1.84 MacGregor and Grossman (1952) L. -16- UNIAXIAL DUCTILITY TESTS As inclusions are added to plasticine the mode of failure changes from rupture, with a reduction of area of 100%, to ductile fracture, with a reduction of area which decreases as more inclusions are added. The first group of specimens in TABLE 2, also shown in FIGS. 4 through 8, have specimen diameter ratios of 50 and reductions of area down to 36%. The second group of specimens in TABLE 2 illustrates the same effect with an inclusion diameter giving a specimen diameter ratio of 83. Kneading the inclusions into the plasticine to achieve greater inclusion concentrations than shown in the table was prohibitively difficult. creased ductility with increased This phenomenon of de- inclusion content has been shown in metals several times, for example by Cottrell (1959). The specimens with the greatest inclusion concentrations, seen in FIGS. 7 and 8, necked very little prior to fracture. The values of fractional elongation presented in TABLE 2 show that a large amount of overall plastic deformation takes place prior to fracture so that considerable reductions of area can be obtained with negligible necking. To account for the large changes in ductility with what appears to be a small change in inclusion concentration it must be noted that, although the difference in inclusion spacing ratio from 17 - - the least to the most densly packed specimen varies by not more than a factor of 1.7, the actual space between inclusions, which is approximately equal to the mean distance between inclusion centers, s, minus the inclusion diameter, d, does vary by a factor several times as great. Specimens 6, 9, and 10 in TABLE 2 show the decrease in ductility with increasing specimen diameter for a given inclusion content. This "size effect" is a commonly observed phenomenon in the testing of metals. Specimen 11 has the same inclusion content as specimen 10 but fractured with a considerably larger reduction of area because of the presence of the small axial hole in the center of it. effect is seen by comparing FIGS. 9 and 10. The The axial hole suppressed the high triaxial tension which is usually present at the axis in the neck of a tensile specimen and a far greater ductility was achieved. Similar results were obtained in metals by Uzhik (1948) by deliberately drilling a small axial hole in the center of the tensile specimen. The cup-cone fracture was not obtained in our plasticine models. The ductile fractures which have been obtained are best illustrated in FIGS. 9, 11, 12 and 13, all of specimen 10. fracture surfaces are coarse and grainy. Both One half does resemble the familiar cup-cone fracture but the other half is relatively flat. 18 - - From FIGS. 12 and 13 it is concluded that fracture started at the center of the specimen and proceeded perpendicular to the tension axis. Considerable plastic deformation takes place as the specimen is further elongated and this gives rise to the lip around the edge of one fracture surface. The inclusions are visible on the fracture surface, under low magnification, giving proof that the bond between the plasticine and inclusions does break and voids are opened up at the inclusions. An unexpected result was that the ductility of a specimen of plasticine containing a fixed inclusion content markedly increased as the specimen aged as shown in specimens 3, 6 and 8 of TABLE 2. In ten days specimen 6 was as ductile as pure plasticine and specimen 8 had an increase in reduction of area of 31%. The observation that plasticine sticks better to glass after is remains in contact with it for a period of time makes it seem likely that the adhesion of the plasticine to the polystyrene inclusions improves with aging, perhaps by the diffusion of the grease lubricant into the spheres. TABLE 2 - UNIAXIAL DUCTILITY DATA NO. SPEC. DIAM. d GAGE SPEC. INCLUSION FRESH SPECIMEN ONE LENGTH DIAM. SPACING SPECIMEN DAY OLD RATIO RATIO ELONGATION, REDUCTION ELONGATION, REDUCTION 10 0 d FRACTIONAL OF FRACTIONAL OF AREA, AREA, (in.) (im.) FRACTIONAL FRACTIONAL (g-) (2)d SPECIMEN TEN DAYS OLD ELONGATION, REDUCTION FRACTIONAL OF AREA, " SPEC. 1~t t t 1 50 2.0 2 50 2.0 50 3 50 2.0 4 50 5 I 4 .80 1.00 1.87 .6o .84 50 1.34 .50 .64 2.0 50 1.19 .30 .36 .50 2.0 50 1.15 .30 .36 6 .50 2.0 83 1.84 .65 .93 7 .50 2.0 83 1.50 .50 .73 8 .50 2.0 83 1.34 .40 .53 9 .90 2.0 150 1.84 .70 .87 10 1.50 2.0 250 1.84 .85 .84 11 1.50 2.0 250 1.84 .95 .96 pure plasticine FRACTIONAL 4 L .80 1.00 .60 .88 H .80 .70 .50 .75 .90 j (large specimen with axial hole) 1.00 - - 20 FIG . 4 - RUPTURE OF PURE PLASTICINE TENSILE SPECIMEN 1, REDUCTION OF AREA = 100O FIG. 5 - FRACTURE OF TENSILE SPECIMEN 2 WITH do/d = 50; s/d = 1..87; R.A. = 84% - - 21 FIG. 6 - FRACTURE OF TENSILE SPECIMEN 3 WITH d0/d = 50; s/d = 1.34; R.A. = 64% FIG. 7 - FRACTURE OF TENSIIE SPECIMEN 4 WITh dO/d = 50; s/d = 1.19; R.A. = 3qo - - 22 FIG. 8 - FRACTURE OF TENSIIE SPECIMEN 5 WITH d /d = 50; s/d = 1.15; R.A. = 36% LA~ FIG. 9 - FRACTURE OF TENSILE SPECIMEN 10 WITH d /d = 250; s/d = 1.84; R.A. = 84% FIG. 10 - FRACTURE OF TENSILE SPECIMEN 11 WITH d /d = 250; s/d = 1.84; R.A. = 96%. NOTE TfE AXIAL HOLE IN THE CENTER OF THE SPECIMEN. 24 - - FIG. 11 - TOTAL VIEW OF TENSILE SPECIMEN 10. FIG. 12 - VIEW OF TENSIIE SPECIMEN 10 SHOWING CUPPED FRACTURE SURFACE ON RIGHT. SURFACE ON LEFT IS RELATIVELY FLAT. 25 - - FIG. 13 - SECTION THROUGH TENSIIE SPECIMEN 10 SHOWING LIP AROUND EDGE OF FRACTURE SURFACE ON LEFT. FRACTURE, IT IS CONCUDED, STARTED AT THE CENTER OF THE SPECIMEN. - 26- NOTCH SENSITIVITY TESTS Tests were made on singly-grooved, doubly-grooved, and asymmetrically-grooved specimens of two sizes as shown in TABLE 3. Requirements on shoulder widths and specimen depths as presented by McClintock (1961) have been complied vith. FD , The deformation factor, is defined as the ratio of the actual deformation to the standard deformation for ideally ductile specimens as given by McClintock (1961). The deformation factors for the various specimens are presented in TABLE 4, first on the basis of the elongation to initial cracking, and, second on the basis of elongation to separation at the center of the specimen. In general, our deformation factors are high compared to those observed in notched aluminum specimens by McClintock (1961). This may be caused by the creep and strain-hardening of plasticine as observed by Green (1951a). The data shows that, based on deformation factors at initial cracking, the singly-grooved specimens are most notch sensitive, the asymmetrically-grooved specimens are intermediate, and the doubly-grooved specimens are least notch sensitive. Based on deformation factors at separation, the singly-grooved specimens are again the most notch sensitive, the doubly-grooved specimens are now intermediate, and the asymmetrically-grooved specimens are least notch sensitive. The reason for this inversion is that, although the -27- asymmetrically-grooved specimens start cracking at lower elongations than the doubly-grooved specimens, they separate with a slight shear lip and therefore require greater elongations to separation than do the doubly-grooved specimens which crack straight across between the notch roots. In the aluminum specimens tested by McClintock (1961), based on deformation factors, the asymmetrically-grooved specimens are most notch sensitive, the singly-grooved specimens are intermediate, and the doubly-grooved specimens are least notch sensitive. The greater notch sensitivity of the singly-grooved specimens in our tests is &ttributed to the fact that the ligament width in the singlygrooved specimens is more than twice as large as the ligament width in the doubly-grooved and asymmetrically-grooved specimens. The size effect, described by McClintock (1961) in aluminum specimens and exhibited by our data of deformation factors at cracking in the small and large sizes of specimen 3, predicts this increased notch sensitivity with increased size. The deformation factors at separation in the small and large sizes of specimen 3 are not consistent with this size effect. The large specimens were carved from a large block of plasticine which was very difficult to work. The fracture surfaces are predominated by tearing and delamination as shown in FIG 14. the elongations to separation. and this effected This tearing and delamination is further investigated under HISTORY EFFECTS. 28 - - Except for the large sizes of specimen 3 in which the inconsistency is again attributed to the tearing and delamination described in the previous paragraph, the data for the doubly-grooved specimens shows that cracking and separation occur at practically the same elongation. This is consistent with the observations made by Neimark (1959) of very rapid crack growth starting in the center of aluminum specimens. The data for the asymmetrically-grooved specimens shows that cracking started in the small notch root where it was first observed in our tests. This is caused by the high amount of localized strain at this point as described by McClintock (1961). The decrease in ductility of the notched specimens with increasing inclusion content at a fixed inclusion diameter is revealed by comparing corresponding notch configurations of specimen 3 and specimen 4. This is analogous to the decreased reduction of area with increased inclusion content observed in all the uniaxial ductility tests and, as previously stated, has been observed in metals. Specimens 1, 3 and 4 were tested when fresh and were again tested when they were ten days old. As in the uniaxial ductility tests, the specimens, except for pure plasticine which remains unchanged, increase in ductility as they age. Specimen 3, very notch sensitive when fresh, became as ductile as pure plasticine when it was ten days old and the notched specimens made of it failed by rupture rather than fracture as shown in FIGS. 15 and 16. - - 29 TABLE 3 - NOTCH CONFIGURATIONS SINGLY- GROOVED SPECIMENS P Small Specimen t as Large Specimen as an .40 1.20 .20 .60 t 1.00 3.00 p ,001 .001 W 300 30* Standard Deformation, D = an Radius, P TP DOUBLY-GROOVED SPECIMENS Small Large Specimen Specimen as .26 .04 .78 .12 an t 1.00 3.00 .001 .001 P 30* 300 w Standard Deformation, D = an 2as 20n w Root P Radius, P P ASYMMETRICALLY-GROOVED SPECIMENS Small P Specimen .60 .12 an 3.60 t .001 .001 P 300 300 WI 60* 600 W2 Standard Deformation, D =an as W W2 Root RadiuslP IP .20 .04 1.20 Large Specimen TABiE 4 - NOTCH SENSITIVITY DATA DEFORMATION FACTOR, FD The first entry is based on the elongation to initial cracking and the second entry is based on the elongation to separation at the center of the specimen. When a range of values is indicated, three specimens were tested. SPECIMEN NUMBER 1 2 INCLUSION DIAMETER, d (in.) INCLUSION SPACING RATIO, SINGLY GROOVED DOUBLY GROOVED ASYMMETRICALLY GROOVED Small specimen, width ligament a .20" n 1.84 .20 .65 1.34 .10 .30 Specimen ten days old rupture 1.50 - 1.60 .25 .30 -95 - 1.00 Specimen fresh rupture 2.50 - 3.00 2 an ligament width, =08" Specimen ten days old rupture 2.50 - 3.00 Large specimen, 2a = .24" Specimen fresh n .006 1.34 Small specimen, Large specimen, 2a = .24" .006 plasticine rupture 1.50 - 1.6o Specimen fresh I 1.00 - 1.25 1.00 - 1.25 1.00 rupture 2.50 - 3.00 .75 - 1.00 1.00 - 1.25 .33- rupture .75 3.00 - 3.25 2.00 t 4 rupture 3.00 - 3.25 .50 - .42 1.25 .25 .1 rupture 1.25 - 1.50 I .75 4 .75 0 1.25 1.75 1.00 I Specimen fresh .25 .30 .95 - 1.00 rupture 1.50 - 1-55 .08 - .10 .83 - 1.50 Specimen fresh Specimen ten days old 4 .010 Specimen fresh Large specimen, an = .60" Small specimen, ligament width, 2a = .08" n 3 3.00 - 3.25 I I .25 - .33 1.25 - 1.50 .75 .50 - .50 1.25 - 1.50 - - 31 IN THE LARGE , FIG. 14 - TEARING AND DELAMINATIO1 FRESH, SINGLY-GROOVED SPECIlEN 3 WITH a s/d = 1.84. /d = 100; YO~ FIG. 15 - FRACTURE IN THE SMALL, FRESH, ASYMMETRICALLY-GROOVED SPECIMEN 3 WITE 2a /d = 13; s/d = 1.84. FIG. 16 - RUPLURE IN TEE SMALL, TEN DAY OLD, ASYMMETRICALLY-GROOVED SPECIMEN 3 WITE 2a /d = 13; s/l = 1.84. - - 33 HISTORY EFFECTS In the study of ductile fracture caused by the growth and coalescence of holes, the history of the specimen prior to testing will have a major effect because the size, shape, and orientation of the holes prior to a given test is determined largely by the amount and kind of prestraining. The effect of simple tension on the growth of originally circular holes in a bar of plasticine is shown in FIG. 17. When this is compared with FIG. 2 of the growth and coalescence of holes in copper from Puttick (1959), a marked similarity is noted. Another history effect is the prior plastic working of the bar or rod from which the test specimen is taken. There was consider- able difficulty in properly working the center of the large specimens because of the great amount of material used. FIGS. 18 and 19 show these large specimens and the orientations of the small, .50" diameter, tensile specimens which were used to test the anisotropy of the material which resulted from this poor working. The axial and radial specimens from the large round rod are shown in FIG. 20. The axial specimen shows the same fracture and ductility as the same specimen from the uniaxial ductility tests with a reduction of area of about 95% whereas the radial specimen shows a fracture with considerable delamination and tearing with a reduction of area of about 65%. The cause of this phenomenon is that cracks which could not be worked out of the center of the large specimens were -34- oriented parallel to the axis of the large specimen and, therefore, cut across the face of the radial specimen. Similar results were obtained for the longitudinal, transverse, and lateral specimens which were cut from the large block of material and they are shown in A great deal of tearing and delamination results in the FIG. 21. transverse and lateral specimens because of the direction of forming and this explains the considerable delaminations observed in the notch sensitivity tests with large specimens. Anisotropy is a common phen- omenon in the testing of metals and is described to some extent by Honeycombe (1959). Backofen, Shaler, and Hundy (1954) performed tensile tests on copper specimens with a more complicated prestraining. The specimens were twisted to certain values of surface shear strain and then pulled to fracture in a uniaxial tensile test and the fractures they obtained are shown in FIG. 22. Numbers beneath the specimens indicate the amount of surface shear strain and the last specimen shows the tensile fracture after twisting and then completely untwisting before tension was applied. The specimens obtained from the same tests on plasticine models with specimen diameter ratios of 50 and inclusion spacing ratios of 1.34 are shown in FIG. 23. fractures obtained with copper and with plasticine are almost identical. The - - 35 1 I I I I I -1 S I hi 1III I I I 6 FIG. 17 - GROWTH AND COALESCENCE OF ORIGINALLY CIRCULAR HOLES IN A BAR OF PURE PLASTICINE UNDER SIMPLE TENSION IN THE VERTICAL DIRECTION. COMPARE WITH FIG. 2 OF HOLES GROWING IN COPPER. V - - 36 4.0" 2.0" Radial FIG. 18 - ORIENTATION OF TENSILE SPECIMENS FOR ANISOTROPY TESTS ON A ROUND ROD 4.0" 2.0" Lat eral Longitudinal Transverse 3.0 FIG. 19 - ORIENTATION OF TENSILE SPECIMENS FOR ANISOTROPY TESTS ON A RECTANGULAR BLOCK - - 37 AXIAL SPECIMEN R.A. = 95/ FIG. 20 - RADIAL SPECIMEN R.A. = 650/ ANISOTROPY IN A LARGE ROLLED ROD. 6-. IIIlly,"-w LONGITUDINAL TRANSVERSE SPECIMEN SPECIMEN FIG. 21 - ANISOTROPY IN A LARGE BLOCK. I NMI LATERAL SPECIMEN - - 38 0 2 I 4 3 FIG. 22 - TENSILE FRACTURES OBTAINED BY BACKOFEN, SHALER, AND HUNDY (1954) IN COPPER AFTER PRESTRAINING BY TWISTING TO THE VALUE OF SURFACE SHEAR STRAIN INDICATED BENEATH THE SPECIMEN. I I JI 1 1 1 1 9 (1.6) (2.6) (3-T) (4.2) ( 3.1) FIG. 23 - TENSILE FRACTURES IN PLASTICINE WITH d /d = 50; s/d = 1.34 AFTER PRESTRAINING BY TWISTING TO THE VALUE OF SURfACE SHEAR STRAIN INDICATED BENEATH THE SPECIMEN. COMPARE WITH FIG. 22 FROM COPPER SPECIMENS. 39 - - CONCLUSIONS Two holes in an ideal plastic material under simple tension will coalesce when the ratio of inclusion spacing to inclusion diameter, s/d, is within an order of magnitude of e(2.72). As regards fracture phenomena: 1) The ductility of smooth and notched specimens of plasticine has decreased as the inclusion concentration is increased. Reductions of area of 2) 36% have been achieved. The ductility of smooth and notched specimens has decreased with increasing specimen size. of area decreased from In one case, the reduction 93% to 84% when the specimen diameter increased from .50" to 1.50". 3) Anisotropy is revealed in large rolled rods and large rectangular blocks of plasticine. This has been attributed to the difficulty of adequately working the center of these specimens. The effect of pre-torsion on tensile fracture of the plasticine specimens shows a marked similarity to those obtained with copper specimens. 4) Relieving the triaxial stress at the axis in the neck of a plasticine tensile specimen has resulted in considerable increases in ductility. 5) The cup-cone fracture was not achieved with plasticine models but one fracture surface, in many tests, did contain a shear lip whereas the other surface was relatively flat. Evidence is given that the bond between the plasticine and the polystyrene spheres does break and that voids are opened up at these inclusions. - - 4o All of these fracture phenomena have been observed in metals. The fact that plasticine is a non-metallic, non-crystalline material strongly suggests that ductile fracture is more a question of mechanics than of metal physics and that more intense study of problems, such as the coalescence of holes in a plastically deforming body, is urgently needed for its understanding. 1l - - APPENDIX: INVESTIGATION OF THE GROWTE AND COALESCENCE OF HOLES USING LIMIT ANALYSIS A complete description of the technique to be used here is contained in Prager (1959) and the specimen is shown with dimensions in FIG. 24. A simple lower bound satisfying equilibrium is seen from FIG. 24 to be: Plower = Y(c-2d)t Two deformation modes are postulated to obtain upper bounds. In Deformation Mode #1 (see FIG. 25) the holes grow independently by successive shearing through them. The upper bound is obtained by equating external work to internal dissipation: external work = internal dissipation P = . AV- (c -d) 4-2 - t P2 lupper = Y(c-d)t In Deformation Mode #2 (see FIG. 26) the holes grow and coalesce by the plastic flow of the material out of the space between the holes. This phenomenon was also studied in notched bars with semicircular roots by Wang (1953) and by Garr, Lee, and Wang (1956). The deformation is pictured in two steps as also shown in FIG. 26. In step 1, the center ligament is assumed to be parted and as the specimen elongates under the external load the wedge shaped sections move in toward the center as shown by the arrows. External work is done by the force P and energy is dissipated on the shear surfaces. - - 42 In step 2, the stress distribution a does work to close the gap in the center ligament and this is equal to the energy dissipated in the center ligament, the region of the logarithmic spiral slip lines. Again the upper bound is obtained by equating the external work to the energy dissipated: external work = energy dissipated P S = + F2.2a2-t energy dissipated in ligament between holes Step 2 of the deformation shows that: energy dissipated in ligament between holes t = (V)dx Cabining these gives: PE =- 2-2a2-t + t (-)dx Hill (1950) has shown that in the region of the logarithmic is given by: = 2k [,+ln(l+ where ] r is the radius of the root = d , r spirals x is the distance measured from the root, and 2k = Y Substituting this expression for OT , integrating, and simplifying yields: ppr= P2,upper Yt c-d-s+s.ln(S) d) Comparing the two upper bound yield point loads we have: P2,upper and P2 ,. Plupper = lupper ,upper yt Esds.1n(jiI when ln( .) = 1 ; d T= e =2.72 43 - - Zero Stress Uniform Stress P 111114 1111111 d -c b d s=b+d .*a age- t c I I - FIG. 24 A SIMPLE LOWER BOUND SATISFYING EQUILIBRIUM 44 - - P Shear Surface 0 0 9 K FP FIG. 25 - DEFORMATION MODE NO. I P Shear Surface Logarithmic Spirals + N It p I I I I ''II 1~4ipo~ Step I FIG. 26 - DEFORMATION 4; MODE NO. 2 Step 2 - 45-- REFERENCES Backofen, W.A., 1954 "Mechanical Anisotropy in Copper", Transactions of the American Society for Metals, Vol. 46, 1954, pages 655 - 675. 1953 "On the Complete Solution to Problems of Deformation of a Shaler, A. J., and Hundy, B.B. Bishop, J.F.W. Plastic-Rigid Material", Journal of the Mechanics and Physics of Solids, Vol. 2, 1953-54, pages 43-53. Cottrell, A.H. 1959 "Theoretical Aspects of Fracture" Fracture - Proceedings of an international conference on the atomic mechanisms of fracture held in Swampscott, Mass., April 12-16, 1959, pages 20-44. 1959 Plateau, J., Tainhankax R., Henry, G., and Lajeunesse, D. "A Comparison of Ductile and Fatigue Fractures", Fracture Proceedings of an international conference on the atomic mechanisms of fracture held in Swampscott, Mass., April 12-16, - Crussard, C., 1959, pages 524-558. Garr, L., Lee, E.H. and 1956 Wang, A.J, "The Pattern of Plastic Deformation in a Deeply Notched Bar with Semicircular Roots", Journal of Applied Mechanics, Vol. 23, 1956, pages 56-58. Green, A.P. 1951a "The Use of Plasticine Models to Simulate the Plastic Flow of Metals", Philosophical Magazine, Ser. 7, Vol. 42, 1951, pages 365-373. Green, A.P. 1951b "A Theoretical Investigation of the Compression of a Ductile Material between Smoota Fiab uies", Philosophical Magazine, Ser. 7, Vol. 42, 1951, pages 900-918. Green, A.P. 1954 "The Plastic Yielding of etal Junctions due to Combined Shear and Pressure", Journal of the Mechanics and Physics of Solids, Vol. 2, 1953-54, pages 197-211. -46- Green, A.P. 1955 "On Unsymmetrical Extrusion in Plane Strain", Journal of the Mechanics and Physics of Solids, Vol. 3, 1954-55, pages 189-196. Hill, R. 1950 The Mathematical Theory of Plasticity, The Clarendon Press, Oxford, 1950, page 248. Honeycombe, R.W.K. 1959 "Sumkary of Current Status and Needs for future Research: Session on Fatigue and Ductile Fracture", Fracture - Proceedings of an international conference on the atomic mechanisms of fracture held in Swampscott, Mass., April 12-16, 1959, pages 9-14. Landberg, P. 1958 "Impact Extrusion", Microtechnic, Vol. 12, No. 6, 1958, pages 301-312. MacGregor, C.W. and Grossman, N. 1952 "The Effects of Cyclic Loading on the Mechanical Behavior of 24S-T4 and 755-T6 Aluminum Alloys and SAE 4130 Steel", National Advisory Committee for Aeronautics, Technical Note 2812, Washington, October 1952. McClintock F. 1961 "On Notch Sensitivity", Welding Journal Research Supp- lement, Vol. 26, No- 5, May 1961, pages 202S - 209S. Mortimer, F. 1952 "Model Forging Experiments: The Uses of Plasticine", Iron and Steel, Vol. 25, 1952, pages 433-436. Neimark, J.E. 1959 "The Initiation of Ductile Fracture in Tension", ScD Thesis, Mechanical Engineering Department, Massachusetts Institute of Technology, 1959. Prager, W. 1959 An Introduction to Plasticity, Addison-Wesley Publishing Company, Inc., Massachusetts, 1959, Chap.3, pages 35 - 44. - - 47 "Ductile Fracture in Metals" Philosophical Magazine, Ser. 8 , 1959 , Puttick, K.E. Vol. 4, 1959, pages 964-969. Rosi, F.D. and 1960 Abrahams, M.S. "Porosity in Plastically Deformed Single Crystals", Letter to the Editor, Acta etallurgica, Vol. 8, No. 11, Nov. 1960, pages 807-808. Society of Automotive Engineers 1959 Society of Automotive Engineers Handbook, 1959, page 122. Tipper, C.F. 1949 "The Fracture of etals", etallurgia, Vol. 39, 1948-49, pages 133-137. Uzhik, G.V. 1948 "Resistaice to Brittle Rupture and Strength of Metals", U.S.S.R. Wang, A.J. 1953 "Plastic Flow in a Deeply Notched Bar with a Semicircular Root", Quarterly of Applied Mathematics, Vol. 11, 1953-54, pages 427-438.