Document 11073280
advertisement

'"fey
HD28
.d414
ALFRED
P.
WORKING PAPER
SLOAN SCHOOL OF MANAGEMENT
SCHEDULING A TWO-STATION MULTICLASS
QUEUEING NETWORK IN HEAVYTRAFFIC
Lawrence M. Wein
Sloan School of Management
Massachusetts Institute of Technology
Cambridge. MA 02139
#2016-88
MASSACHUSETTS
INSTITUTE OF TECHNOLOGY
50 MEMORIAL DRIVE
CAMBRIDGE, MASSACHUSETTS 02139
SCHEDULING A TWO-STATION MLLTICLASS
QUEUEING NETWORK IN HEAVY TRAFFIC
Lawrence M. Wein
Sloan School of Management
Massachusetts Institute of Technology
Cambridge, MA 02139
#2016-83
SCHEDULING A TWO-STATION MULTICLASS
QUEUEING NETWORK IN HEAVY TRAFFIC
Lawrence M. Wein
Abstract
Motivated by a factory scheduling problem, we consider the problem of input control
(subject to a specified product mix) and sequencing in a two-station multiclass queueing
network with general service time distributions and a general routing structure. The objective
to
is
minimize the long-run average expected number of customers
subject to a constraint on the long-run average expected output rate.
heavy loading conditions,
this scheduling
involving Brownian motion.
exactly in
Wein
ing network
rule
is
in
example
is
work
in
Under balanced
approximated by a control problem
is
interpreted in terms of the queue-
order to obtain an effective scheduling rule.
input policy, where a customer
of
system
reformulation of this Brownian control problem was solved
a static priority ranking of the classes.
amount
is
In the present paper, this solution
[17].
model
A
problem
in the
is
The input
policy
injected into the system
the system for the two stations
falls
is
The
a "workload regulating"
whenever the expected
total
within a prescribed region.
presented that illustrates the procedure and demonstrates
November 1987
resulting sequencing
its
effectiveness.
An
M.I.T.
LIBRARIES
RECEIVED
n
SCHEDULING A TWO-STATION MULTICLASS
QUEUEING NETWORK IN HEAVY TRAFFIC
Lawrence M. Wein
This research
in
many
motivated by a particular scheduling problem that
is
By viewing
factories.
K
network under consideration consists of two single-server stations and
Customers of
class k
service times are independent
mjt
and variance
class
1,
and
...,
independent of
matrix
P=
all
identically distributed
random
structure
is
previous history.
their
variables with finite
mean
of service, a class k customer turns next into a
We
assume that the
Because the number of classes
A'
is
x
all
A'
1
—
XI 7=1 ^kj-
Markovian switching
customers
will eventually
allowed to be arbitrary, this routing
almost perfectly general.
The scheduling problem
is
customer
and
A' require service at a specific station s{k)
{Pkj) has spectral radius less than one, so that
exit the system.
The queueing
different
customer with probability Pkj and exits the system with probability
j
there
=
Upon completion
s\.
encountered
a factory as a network of queues, the scheduling problem
can be formulated as one of controlling the flow in a queueing network.
classes.
is
an endless
Each customer
line of
in the line
incorporates input and sequencing decisions.
customers
who
We
assume
are waiting to gain entry into the network.
has an exogenously specified class designation.
These
class
designations are such that, over the long-run, the proportion of class k customers released
into the
system
is
qk,
where ^^=1 5*
as the entering class mix.
A''
=
{N{t),t
>
0},
system up to time
The input
where N{t)
t.
is
=
1-
The
-
{qk)
will
be referred to
decisions are to choose a non-decreasing process
the cumulative
Thus the input
vector q
number
of customers injected into the
decisions essentially allow full discretion over the
timing of the release of customers into the system, but do not allow for the choice of which
1
class of
customer to
The sequencing
tomer to process
inject.
decisions consist of choosing, at each point in time, which ciass of cus-
at each server in the network.
customer
so that service of a
priority
interrupted at a particular station
effect
It is
allowed,
when a higher
is
employed here, the assumptions made regarding preemption do not
on the scheduling policy that emerges from the analysis.
assumed that a holding
customer spends
in
cost Ck
is
incurred for each unit of time that a class k
the queueing network. Also, there
is
a specified lower
long-run average expected throughput rate of the queueing network.
of a queueing
system
is
the
number
of
bound A on the
The throughput
rate
customer departures from the system per unit of
Our queueing network scheduling problem
time.
is
customer arrives at that station. Due to the rather crude nature of the Brownian
approximation that
have an
may be
Preemptive resume scheduling
is
to choose the input
and sequencing
decisions so as to minimize the long-run average expected holding costs incurred per unit
of time, subject to a lower
rate.
bound constraint on the long-run average expected throughput
Notice that in the special case where Ck
=
c for all k
minimize the long-run average number of customers
in the
=
l,...,/v, the objective
system. Because the problem
formulated in terms of long-run averages and because the constraint on throughput
general be tight. Little's formula
[9]
implies that this objective
is
customer
is
the
amount
of time a
customer spends
in
to
is
will in
equivalent to minimizing
the long-run average expected cycle time of customers in the system.
of a
is
The
cycle time
the queueing network.
In a
manufacturing setting, there are many good reasons to minimize both the work-in-process
inventory and the cycle time, and some of these will be discussed in the next section.
A good
deal of literature exists on input control of queueing networks, but these models
consider the decision of whether to accept or reject Poisson arrivals; Stidham
[15]
provides
a thorough survey of work in this area. Such models are not applicable to the scheduling
problem considered here, since the relevant
into the queueing network, not
issue in our setting
is
when
to release a customer
whether or not to accept the customer. Although useful
2
Klimov
results exist for sequencing single-station systems (see
[8]),
a satisfactory theory
for sequencing in a
network setting has not been attained, and simulation (see Conway,
Maxwell and Miller
[2]
for a classic
study on this topic)
is still
the primary tool of analysis.
In view of the difficulty in obtaining sequencing rules for conventional multiclass queueing
networks
has been 14 years since Klimov's result), the best hope for further progress
(it
appears to be
One such model
Harrison
[4].
more tractable models.
the analysis of cruder,
in
is
a Brownian network, a stochastic system model introduced by
Under conditions
of balanced
heavy loading, a Brownian network approxi-
mates a multiclass queueing network with dynamic scheduling capability. To state these
conditions
more
precisely, let the two- vector p
the two stations.
traffic intensities, for
switching matrix P, the vector
mix
q
=
{qk)
and the
in
>/n(l
— Pi) <
which case n
=
1
—
{rrik)
specified average
The balanced heavy loading
<
m
The
for
i
=
(p,)
be the relative server
and
values of pi
p2 can
utilizations, or
be computed from the
of expected processing times, the entering class
throughput rate
A, as will
be shown
in Section 2.
conditions assume the existence of a large integer n such that
=
1,2.
As a canonical example, one may think of
p\
=
P2
=
-9,
100 satisfies this condition.
Under such conditions, the scheduling problem described above can be approximated
by a dynamic control problem
Brownian control problem
is
for a
in
Wein
[17] so
Brownian control problem
that the state of the system
process that represents the scaled version of the total
each of the two stations.
in this
a 7v-dimensional vector queue length process (appropriately
scaled). Instead of analyzing the
mulated
Brownian network. The state of the system
The reformulated problem
the present paper, the solution
is
is
is
directly, the
problem
is
refor-
described by a two-dimensional
amount
of
work
solved exactly in
in
the system for
Wein
[17],
and
in
interpreted in terms of the queueing system in order to
obtain an effective scheduling rule for the original queueing network (and hence factory)
scheduling problem. This interpretation
traffic limit
theorems
for
is
based on intuition obtained from existing heavy
some simpler queueing systems, and no attempt
3
is
made
to rig-
orously justify our interpretation via a weak convergence result. However,
that the resulting scheduling rule
as
—
n
is
asymptotically optimal in the heavy
we conjecture
traffic limit (i.e.,
oo).
The scheduling
rule derived here consists of a sequencing rule
describe the rule, a few definitions are needed. Let
of time that the server at station
Af,jt
To
policy.
equal the expected total amount
(hereafter referred to as server
i
and an input
i)
must devote
to a class
k customer before that customer eventually exits the network. Denote the ivT-dimensional
queue length process by Q, so that
at time
=
for k
t
w{t)
= MQ{t), where
work
for server
at
time
i
the
number
of class k customers in the system
we
(A/,jt),
w =
interpret w,{t) as the expected total
{wi) by
amount
of
customers who are present anywhere in the network
in those
t.
rule ranks each
cjt
=
this index.
the linear holding cost for a class k customer, the sequencing
is
customer
c for all k
priority at station
is
—
embodied
Recalling that Ck
where
M
is
Defining a two-dimensional workload process
A'.
1
Qki't)
1
=
class k
by the index
1,...,A', this rule
c'j^^
{p2^hk — P\M2k)-
In the special case
a static priority ranking that awards higher
is
(respectively, station 2) to the smaller (respectively, larger) values of
(The case where
Ck
^
=
c for all k
1,...,A' will
be discussed
in Section 5).
It
interesting to note that, as in Klimov's results for a single-station queueing system, the
solution to a
dynamic scheduling problem
is
a static priority ranking of the classes, and
the solution depends on the general service time distributions only through their means.
This sequencing rule has the following interpretation. In the special case when Ck
for all k
=
I,
...,
A'
and
pi
=
p2
(i.e.,
minimization of the cycle time
in a perfectly
=
c
balanced
system), the rule tends to retain jobs at each station (by giving them lower priority) that
have relatively more work to be done
at that station, either
quickly (by giving
them higher
the other station.
When
Incidentally,
known (Harrison and Wein
it
is
pi
^
priority) jobs that
P2, then pi
now
or later, dispatching
have relatively more work to be done at
and p2 show up as appropriate weighting
4
[5])
more
that
when
cjt
=
c for all k
=
factors.
1,...,A',
this
same sequencing
queueing network
The input
in
rule
rule
maximizes the throughput rate
heavy
workload regulating policy because
two-dimensional workload process w. More
A
orthant of R^.
may
it
depends
6,
description of this region
where the region
is
will
the nonnegative
be deferred until
7,
where the region consists of the shaded
area.
The input
network to behave as a "pull" system: when either server appears to be
rule causes the
threatened with idleness and there
new customer
and
fairly involved
is
is
not too
much work
already present in the system, a
released into the system.
Although neither the sequencing nor input rule derived here has ever appeared
literature, they are
setting, they
both intuitively appealing
policies.
would be very easy to implement. As
outperform conventional scheduling rules
The
original
in
will
Furthermore,
be seen
in
in a
Section
manufacturing
7,
these policies
simulation studies.
restrictive at first glance.
the balanced heavy loading assumption
is
However, one important implication of
that, in the
heavy
traffic limit
represented by
the Brownian network model, any stations in the original system that are not
most heavily loaded
[7]
ting. Limit
will
theorems of
this
[1]
among
the
This has been proven in limit theorems by
simply disappear.
and Chen and Mandelbaum
are not heavily loaded
original
in the
system description of a two-station, heavily-loaded, well-balanced net-
work may seem quite
Johnson
on the
calculated explicitly. For a typical example, interested readers
Figure 2 of Section
refer to
is
in
solely
new customer
specifically, the rule releases a
system whenever the workload process enters a certain region
into the
Section
a two-station multiclass closed
traffic.
called a
is
in
in the single-type
open queueing network
type can justify the procedure of eliminating
all
set-
stations that
when forming the approximating Brownian network, reducing the
system to a subnetwork of bottleneck stations
for
purposes of subsequent analysis.
However, these bottleneck stations are precisely where the large queues form, where most
of the waiting
fact,
is
incurred, and thus where scheduling will have the biggest impact.
other approaches to job shop scheduling problems, such as the the
5
OPT
In
system (see
Jacobs
for a critical evaluation of its
[6]
taken by Morton and Smunt
[10], also
Brownian network approximation
queueing network,
its
One consequence
is
main
features) or the expert systems approach
focus on the bottleneck stations. Thus, although the
a rather crude model in comparison to a conventional
underlying assumptions are made-to-order for scheduling purposes.
of the previous paragraph
is
that the scheduling rule emerging from
our analysis can be applied to any queueing network with two bottleneck stations. In
a simulation model has been built that
ductor wafer fabrication
is
based on operating data from an actual semicon-
Using this simulation model (see Wein
facility.
fact,
[16] for details),
which contains 24 stations but only two bottleneck stations, rules similar to the ones derived here were
compared against conventional sequencing and input
The
rules.
results
were quite impressive: the rules outperformed conventional rules and achieved a 47.2%
reduction in average customer queueing time versus the base case of Poisson inputs and
first-in first-out
This paper
study
(FIFO) sequencing.
is
organized as follows.
discussed in Section
1.
network scheduling problem
is
is
The
factory scheduling problem that motivates our
In Section 2 the
stated.
Brownian approximation of the queueing
The Brownian
control problem
is
reformulated
Section 3 and the solution to the reformulated problem, which was derived in
stated in Section
and
in Sections 5
An example
is
4.
This solution
6, in
is
Wein
in
[17], is
interpreted in terms of the original queueing system
order to obtain a sequencing rule and an input policy, respectively.
presented
in
Section 7 that illustrates the procedure and demonstrates
its
effectiveness.
Some
of the notational conventions
introduced.
and have
motion,
space, ,Y
A
left
it
=
is
stochastic process
is
and terminology used
said to be
limits with probability one.
assumed there
A''(a;) is
is
RCLL
if its
When we
in this
say that A'
a given (Q, F, Ft, AT, Pj:), where
=
a(A'(5),5
<
6
t) is
will
now be
sample paths are right continuous
a measurable mapping off! into C(R), which
functions on the real line R, Ft
paper
is
is
a {^,a^) Brownian
(n,F)
is
a measurable
the space of continuous
the filtration generated by
X, and Pi
is
a family of probability measures on
motion with
drift
/i,
associated with P^.
variance
If
Y =
cr'^
{Y'{t),t
Y
then we say that the process
X.
More
generally,
another process
X
we
when
and
is
>
is
such that the process {X{t),t
initial state x.
0}
is
Let
>
0}
is
a Brownian
E^ be the expectation operator
a process that
is
Ft-measurable
for all
t
>
0,
non-cLnticipating with respect to the Brownian motion
will say that
Y
fi
one process
Y
adapted to the coarsest
is
non-anticipating with respect to
filtration
with respect to which
X
is
adapted.
1.
The Factory Scheduling Problem
This section describes the relationship between the queueing network scheduling prob-
lem and the factory scheduling problem. Each server
to a
machine or work center
job.
The routing
in
in the
queueing network corresponds
the factory, and each customer corresponds to a particular
structure described in the introduction can accomodate the case where
the factory produces a variety of products, each with
through the network of machines.
its
own
In that case, a different
arbitrary deterministic route
customer
class
is
defined for
each combination of product and stage of completion. More generally, our set-up allows
probabilistic routing to represent such events as rework or scrapping. In fact, a customer
class
can include any observable information about a particular job that
is
relevant for
dynamic scheduling purposes.
The queueing network model can
By assuming
that the
amount
of
also
accomodate machine breakdown and
repair.
machine busy time between consecutive breakdowns
is
exponentially distributed, the breakdown and repair can be incorporated into the service
time distributions for each customer
class; see
Harrison
and si are interpreted as the mean and variance of the
customer,
i.e.,
[4]
effective service
the actual processing time plus the total duration of
7
The modified
for details.
all
rrik
time of a class
^-
interruptions that
occur during that service.
In the
manufacturing setting, the sequencing decisions consist of dynamically choosing
which job to process
machine
at each
The input
shop scheduling problem.
release of jobs onto the factory floor.
entering product types
mix that the factory
A and
is
is
decisions in our problem specify the timing of the
However,
it
is
assumed that the exact sequence of
This sequence reflects the desired product
specified precisely.
required to maintain. For example,
if
a factory makes two products,
B, to be produced in equal quantities, then the specified sequence of entering jobs
would be ABABAB... There
the factory
objective
which
corresponds to the classic job
in the factory; this
is
is
is
a long-run average output rate (in jobs per unit time) that
is
required to maintain.
When
the holding costs Ck
=
c for all k
=
1, .... A',
the
minimize the long-run average expected work-in-process (WIP) inventory,
to
equivalent to minimizing the long-run average expected cycle time of jobs.
This scheduling problem
is
relevant for any factory that
is
obliged to maintain a
specified average output rate of a certain product mix, but can control the timing of
inputs. In thinking about endogenously generated arrivals,
to-stock manufacturer, where orders are
it is
easiest to imagine a
finished goods inventory.
met from
its
make-
However,
in
a make-to-order environment, input to the factory floor can also be regulated, but then
customer orders
will
The motivation
for
in
both the
floor.
WIP
sometimes queue outside the factory
doing this
Time manufacturing
the
number
(see
will
be gained by a reduction
on the factory
[13] for
be detected
floor,
the benefits from Just-In-
a detailed description) can be realized. For
and thus there
faster,
will
fast
A more
less
rework and
turnaround on individual orders, and the factory may
readily adapt to a changed order, since the corresponding job
processing.
be
the cycle time of jobs, the factory can gain Rexibility: the system
be more capable of very
more
its
By reducing
of jobs
Schonberger
example, quality problems
will
to reap the benefits that can
is
inventory on the factory floor and the cycle time of jobs on the factory
By reducing
scrap of jobs.
floor waiting to gain entrance.
specific
example occurs
8
in
may
not have begun
the semiconductor industry, where a
decrease in the average cycle time of a lot of wafers in the wafer fab will result
increase in the yield of
good wafers. This
is
because
in the fab. Finally, in the case of standardized
cycle times allow production to be based
lots are so easily
products that can be
an
in
contaminated while
made
to stock, shorter
on more accurate forecasts of market demand.
Since our definition of cycle time does not include the time that transpires between
receiving an individual order and releasing the corresponding job onto the factory floor,
may be
readers
concerned about the
performance. Our view
is
effect the rules derived here
that, in the case of a
would have on due-date
busy factory with more than one bottleneck
machine, scheduling for due-dates has a detrimental
effect
on the utilization of bottleneck
machines, and hence ultimately does more harm than good.
As an example, consider a
two-station well-balanced factory that has a very large backlog of jobs, each with a given
due date.
Furthermore, suppose that either workload regulating input (see Section
or closed loop input (the total
Solberg
[14]) is used.
number
of jobs
floor
is
held constant, see
In these cases, the sequencing rule described here can substantially
increase server utilization
compared
to
any sequencing
due-date information (see Harrison and Wein
allow the factory to produce
more timely customer
on the factory
6)
more jobs per
service than a
[5]
or
rule that sequences according to
Wein
[17]).
This sequencing rule
will
unit time and thus would eventually provide
myopic sequencing rule that
is
based on due-dates.
(Notice that the above argument does not hold for a factory with only a single machine.
This
is
because, in a single-server queueing system, every work-conserving sequencing rule
achieves the
In
same
server utilization.
summary, the research undertaken here attempts
dynamic and stochastic elements that are inherent
to realistically incorporate the
in all factory
scheduling problems.
Furthermore, we believe that factories, by focusing on system performance measures (such
as
WIP
inventory and cycle time) rather than due-date performance measures, can take
advantage of some benefits of Just-In-Time manufacturing and can provide better customer
service over the long run.
9
2.
The Limiting Control Problem
We
assume readers are
forth in Harrison
follows
[4];
Most
familiar with the approximating
Brownian network model put
of that paper's notation will be retained for ease of reference.
from Section 9 of Harrison
[4]
It
that under the balanced heavy loading assumptions,
the queueing network scheduling problem described in the introduction can be approxi-
mated by the following limiting control problem: choose
a pair of
RCLL
processes
Y
and
6 (K-dimensional and one-dimensional, respectively) to
minimize
subject to
—
limsup
/
E'j.f
T— oo T
Jo
}'
and
^
r^
1
are non
2.^kZk{t)dt]
—
=
U{t)
= AY{t)
U
non — decreasing with U{0)
is
X{t)
>
+ RY{t) for all
for all
t
lim sup ^E[U,{T)]
T—oo
process
Z
anticipating with respect to
Zit)
Z{t)
The
>
qe{t)
>
t
0,
<
for all
>
t
X,
(2-2)
(2.3)
0,
(2.4)
0,
=
(2-5)
0,
and
(2.6)
fori
7.
=
1,2.
(2.7)
-^
represents the A'-dimensional scaled queue length process and describes
the state of the system.
The A'-dimensional
process
allocation process and the one-dimensional process
process.
(2-1)
f^^
These two control processes correspond
Y
represents the scaled centered
represents the scaled centered input
to the sequencing
respectively. Interested readers are referred to Harrison
[4]
for
control problem. This
is
done
in
in defining
decisions,
an explicit definition of the
process Y, since the definition will not be needed here. As in Harrison
notation used for the scaled processes are used
and input
[4],
exactly the
same
the approximating Brownian
order to emphasize the queueing network interpretation
10
of the
Brownian network model. The scaled process B
where, as mentioned earlier, A
lative
number
\nt-Nint)
,^^^
^^-^, i>0,
=
e{t)
defined by
is
2.8
the specified average throughput rate, N{t)
is
of customers released into the network in [0,t]
and n
is
is
the cumu-
the large integer
heavy loading condition.
specified in the balanced
The two-dimensional
U
process
represents the scaled cumuiative idleness process for
the two stations. (For brevity's sake, processes such as Z, Y, Ua.nd 9 will often be referred
The
to without the adjective "scaled".)
x A' input-output matrix
A'
R—
[Rkj)
is
defined
by
Rkj=rn-\8jk-P,k).
where
meaning that
6jk denotes the Dirac delta function,
otherwise.
The
2
x A' resource consumption matrix
fl,
ifi
process
X
a
is
[6,
E =
(Ej/). Let A
=
(A;t)
Ajt
Since
P
=
to
j
=
k and 8jk
=
defined by
,^
Q.
^''
'
=
{6k)
and the A' x A' covariance
number
gA,
be transient,
a unique non-negative A'— vector
l3
—
(2.11)
of class k customers that
in order to satisfy the
was assumed
\i
be defined by
represents the average
system per unit of time
(A,fc) is
I
s(k);
drift vector 6
A
so that
=
S) Brownian motion, but several definitions are
needed before stating the A'-dimensional
matrix
=
A=
8jk
otherwise.
"^'^-lo,
The A'-dimensional
(2.9)
it
must arrive
to the
throughput rate constraint.
follows that
R is
non-singular and there exists
{3k) satisfying the flow balance equations
A
=
RI3.
11
(2.12)
Letting C{i) be the set of
of traffic intensities p
—
customer classes k such that s{k)
all
{p,)
=
i,
define the two-vector
by
^
=
P.
(2.13)
f3k.
itGC(i)
Now
define the iv-vector
a =
(q^) by
ak
=
—
E 0(1).
for all k
(2.14)
P.
Then the
drift 6
and covariance E of the Brownian motion
S=
X
are
-fV"(A-i?Q) and
(2.15)
K
S;(
=
^[afcm;^Pfc,(<5,,
-
+ akm-'slR,kRik]-
Pki)
(2.16)
k= l
Inequality (2.7), which expresses the throughput rate constraint in terms of the cu-
mulative server idleness process U,
is
the only relationship in the limiting control problem
that does not appear in the Brownian network formulation of
in (2.7) is defined
derive (2.7),
The
two- vector 7
let
the 2 x A' matrix
= y^(l-p.).
is
called the
amount
workload
of time that server
M = (M,jt) be defined by
and
profile matrix,
i
must devote
i
is
to a class k
v
is
(2.18)
M,fc
the network. Define the two-dimensional vector v
so that V,
(ji)
(2.17)
M = AR-\
M
=
by
7.
To
[4].
=
interpreted as the expected total
customer before that customer exits
(v,)
by
= Mq,
interpreted as the expected total
(2.19)
amount
of time over the long-run that server
spends on each customer. From (2.11)-(2.13) and (2.18)-(2.19),
p,
=
v,X
for
12
f
=
1,2.
it
follows that
(2.20)
Inequality (2.7) follows from (2.17) and (2.20), since the long-run average throughput rate
greater than or equal to A
is
i
is
al
idle
is
if
and only
than or equal to
less
1
—
if
the long-run average fraction of time that server
p^.
3.
The Workload Formulation
The
state of the system in the limiting control
problem
is
described by a A'— dimension-
queue length process, by way of the basic system relationship
limiting control problem
is
(2.3). In this section the
reformulated so that the state of the system
described by a
is
two-dimensional workload process. Recalling the definition (2.18) of the workload
matrix M,
let
us define the two-dimensional scaled workload process
W{t)
where Wi{t)
in
is
interpreted as the expected total
those customers
who
are present
dimensional Brownian motion B{t)
anywhere
=
B{t)
The
B
= MZ{t),
M6
t
W — {W,) by
>0,
(3.1)
amount
in the
profile
of
work
for server
network at time
t.
i
embodied
Define the two-
{B,{t)) by'
= MX{t),
t
>
(3.2)
0.
MUM'^ By
and
(2.17)-
Define the workload formulation of the limiting control problem as choosing
RCLL
process
(2.18),
has drift
and covariance
.
one can show that the two-dimensional
processes
Z,U and
(2.10), (2.12)-(2.15)
drift vector
M8 =
—7.
6 (K-, two- and one-dimensional, respectively) so as to
mmimize limsupiE.i/
subject to
U
U
YckZk{t)dt\
(3.3)
and 6 are non — anticipating with respect
is
non - decreasing with U{Q)
13
=
0,
to
B,
(3.4)
(3.5)
Z{t)
>
for all
t
Vim sup -E[U,{T)]
MZ{t) =
RCLL
Let us call a pair of
problem
if it
satisfies
B{t)
+
>
0,
<
U{t)
(3.6)
-
=
fori
7.
ve{t)
1,2,
for all
and
(3.7)
t>0.
(3.8)
processes {Y, 9) a feasible policy for the limiting control
equations (2.3)-(2.7) and
a feasible policy for the workload formulation
following proposition, which was proved in
call
if
Wein
it
a triple of
satisfies
[17],
RCLL
processes {Z,U,6)
The
equations (3.5)-(3.8).
allows us to analyze the workload
formulation of the limiting control problem, rather than studying problem (2.1)-(2.7)
di-
rectly.
Proposition
2.1.
Every
feasible policy {Y,9) for the limiting control
problem yields
a corresponding feasible policy {Z,U,0) for the workload formulation and every feasible
policy [Z, U,6) yields a corresponding feasible policy {¥,6).
It
to the
was shown
in
Wein
Brownian motion
[17]
that
if
the control process
Y
is
non-anticipating with respect
A' in the limiting control problem, then the control process
non-anticipating with respect to the Brownian motion
B
in
U
the workload formulation.
is
It
was also shown that the solution to the workload formulation remains unchanged whether
9
is
non-anticipating with respect to
4.
The
or with respect to B.
Solution to the Workload Formulation
solution {U,Z,9) to the workload formulation (3.3)-(3.8) of the limiting control
problem was derived
solution.
X
in
Wein
[17].
This
The parameters pi,Mtk and
of the primitive
vi
is
a self-contained section that summarizes the
appearing
problem data by definitions
in this section are all defined in
(2.13). (2.18)
need to define the parameters a^.h\,h2,i' and
14
if,
and
(2.19), respectively.
which can be calculated
in
terms
We
also
terms of the
The parameter
primitive problem data.
defined by
cr^ is
<r^
= g'^M'LM^ g,
where
P2
(4.1)
-PiJ
Without
loss of generality,
assume that the
arg
classes k
=
1,...,K are ordered so that
max c^^{p2Mik - P\M2k) =
1
(4.2)
2.
(4.3)
k
and
argmin c,^\p2Mik - P\M2k) =
k
Now
define the positive coefficients h^ and
h,
=
ho
=
/i2
by
C2
(4.4)
P1M22 - P2^h2
and
Cl
(4.5)
P2M11 -
Pi A/21'
Finally, let
2sqrtn{pi
-
P2)
(4.6)
and
i
In the
=
y/ripi{l
-
(4.7)
pi).
workload formulation, the controller observes a two-dimensional Brownian mo-
tion process B, from which can be observed the one-dimensional
B
Brownian motion process
defined by
Bit)
If pi
^
p2,
=
p2B,{t)
-
piB2it),
then define the interval endpoints a and
a
—
V
Mn
{hi
hip2{l
b
t>0.
(4.8)
by
+ /l2)/?2(l - Pi)
- Pi) + h2pi(l -
(4.9)
p2
and
b
= i/-Mn
(hi
hip2{l
+ h2)pi{l - P2)
- pi) + h2Pi{l 15
(4.10)
P2)
If Pi
=
P2i
then
let
__h2_zL
=
a
+
hi
(4.11:
hi 2i
and
6
a2
hi
=
(4.12)
4-/12 2^
/ii
.
For a particular realization of B, define the control functionals {R,L) by
R{t)
=
sup [a- B{s)
0<a<t
L(t)
=
sup [Bis)
Q<s<t
+
L{s)]+
(4.13)
+ R{s)-b] +
(4.14)
and
The two-dimensional optimal
U
control process
=
Ui{t)
given by
is
R{t)
(4.15)
P2
and
U2it)=
From the
(4.16)
functionals {R,L) in (4.13)-(4.14), next define the process
=
W{t)
The K-dimensional optimal
+
B{t)
=
Z
control process
,,"""\,
Zkit)
-
R{t)
,
L(t)
for all
is
given by
if
it
if
/t
if
if
=
t
>
W by
(4.17)
0.
1
and W{t) >
0;
/
1
and W{t) >
0.
A:
=
2
and W{t)
<
0;
A:
7^
2
and W{t) <
0.
(4.18)
{
0,
and
,,^'^'^
Zk{t)
=
,,
,
(4.19)
{
0,
Finally, the optimal control process 6
e{t)
=
v;'[Bi{t)
+
is
given by
K
-^ - Y, MikZk{t)l
R{t)
P2
Jt=l
16
for all
t
>
0.
(4.20)
Thus the solution {U,Z,6)
to the
In the next
(4.15)-(4.16) and(4.18)-(4.20).
in
workload formulation (3.3)-(3.8)
two sections,
given by equations
is
this solution will
be interpreted
terms of the queueing network model.
5.
The Sequencing Rule
In this section
we describe the sequencing
rule,
which
is
based on the control process
Consider again the workload formulation (3.3)-(3.8) of the limiting control problem.
Z.
According to definition
we must have W{t)
(3.1),
the scaled queue length process
Z
present scaled workload process
W.
= MZ{t).
This means that at any time
can be any nonnegative vector that
Thus,
in the idealized
of different customer classes can be instantaneously
is
i,
consistent with the
Brownian approximation, queues
swapped
for
one another, as long as
the expected work content remains unchanged. These swaps, which can be interpreted as
among
the reallocation of server time
the various classes, appear to occur instantaneously
because we are observing the system evolving in scaled time.
From the
Z
solution
Z
in (4.18)-(4.19),
it is
seen that only two of the A' components of
These two components correspond to the two customer
are ever positive.
classes that
are
&Tgmax c'^\p2Mik - PiM2k)
(5-1)
k
and
argmin c-;;\p2Mik - PiMik),
(5.2)
k
which were denoted by classes
more, at each time
t,
W{t) <
0.
In the case
and
2, respectively,
by conventions
(4.2)-(4.3).
Further-
only one customer class has a positive queue length. According to
formulas (4.18)-(4.19), class
load imbalance W{t)
1
>
0,
1
customers have a positive queue length whenever the work-
and
where
Ck
class 2
=
customers have a positive queue length whenever
c for all k
17
-
\, ...,
A'
(i.e.,
the objective
is
to
minimize
the long-run average cycle time of customers),
and
class 2
is
served at station
customers of class
1.
Similarly,
1
This
2.
are only served
whenever W{t) <
served
0, or in
does not matter
what order
The
that whenever
W{t) >
1
0,
there are no other customers present at station
classes 1,3,
only required that the two servers be kept busy
are two reasons for this.
served at station
is
2.
traffic conditions, it
when W{t) >
mean
1
customers of class 2 are only served when there are no
0,
other customers present at station
Under heavy
true that class
interpreted to
is
when
it is
first
...,
when
what order
in
K
are served
there
is
work
classes 2,...,K are
when W{t) <
them
for
to do.
reason, as will be seen in the next section,
is
0; it is
There
that the
asymptotically optimal input rule prevents a large queue of customers from forming at
station
in
1
(respectively, station 2)
when W{t) <
the scaled space of the Brownian limit,
2) vanish
when W{t) <
(respectively,
customers at station
all
W{t) >
(respectively,
to that of the
bottom
and thus
their scaled
priority classes.
1
0).
will not see the
queue lengths
will
Consequently,
(respectively, station
The second reason
0).
customer classes that are not given bottom priority
a heavy traffic situation,
W{t) >
is
because the
queueing system
in
be negligible compared
This phenomenon of the normalized queue length
processes of high priority customers vanishing in the heavy traffic limit has been observed
in
previous work. Whitt
limit
theorems
[18],
Harrison
in a single station
[3],
and Reiman
system, and Johnson
[7]
[12]
have obtained heavy
and Peterson
[11]
traffic
have obtained
similar results in a network setting. However, a formal limit theorem has yet to be proved
for
our case of a general multiclass network with feedback.
To
repeat, the interpretation of formulas (4.18)-(4.19)
lowest priority at station
station 2
when W{t) <
0.
1
when W{t) >
There seems
to
and give
class 2
is
to give class
1
customers
customers lowest priority at
be some ambiguity that remains
in specifying a
sequencing rule that emerges from the solution of the Brownian control problem. However,
from
(4.1)-(4.2),
when
c^
=
c for all k
=
l,...,/\, there
customer classes by the index p2M\k - PiM2k18
We now
is
a natural ranking of the
K
propose two sequencing policies
that give class
station 2)
1
(respectively, class 2) customers lowest priority at station
when W{t) >
(respectively,
W{t) <
rule that awards higher priority at station
class k
=
policy
is
is
a static priority
p2M\k — p\M2k-
obtained by computing dynamic reduced costs for each customer
The reduced
1,...,A'.
policy
first
(respectively,
(respectively, station 2) to the classes with
1
the smaller (respectively, larger) values of the index
The second
The
0).
1
cost for a class k
customer at time
t
can be interpreted as
the increase in the objective function of the linear program (originally stated as equations
Wein
(3.1)-(3.4) in
[17])
A'
min
YckZkit)
(5.3)
t^
k=\
z(i),e{t)
K
Y^KhkZk{t) + v^6{t)^B^[t) +
subject to
U^{t)
(5.4)
U2{t)
(5.5)
k=
(5.6)
k=\
K
Y, M2kZk{t) +
V2e{t)
=
Zk[t)
>
B2{t)
+
k-1
for
0,
l,...,K
per unit increase in the righthand side of the nonnegativity constraint Zk{t)
shown
in
Wein
[17]
control process
Z
>
0.
It
was
that the partial solution Z{t) to this linear program yields the optimal
given in equations (4.18)-(4.19).
was also shown there that the dual
It
of (5.3)-(5.6) can be expressed as
max
^\{i}
Tl(«)
subject to
The reduced
costs at time
(5-')
P2
c^\p2Mik t
PiM2k)-^\{t)
TT*{t) is
(5.9), the
the solution to (5.7)-(5.8).
more expensive
it
for
p2
i-
=
1,
...,
A'.
(5.8)
for the A' variables in the dual of (5.7)-(5.8) are
P2-c;'{P2Mik-PiM2k)7Tlit)
where
<
is
for
A^
=
1,...,A-,
The higher the value
to hold class k
19
customers
(5.9)
of the k-th reduced cost in
in the queue.
Furthermore, the
reduced cost
for a class k
assume that
Ck
time
at each
t
=
customer
=
c for k
to the
dynamic scheduling
>
Zk{t)
Let us again
in (4.18)-(4.19).
and consider the policy that gives highest
1,...,A'
customer
when
zero
is
class with the largest
rule that ranks all
reduced
cost.
priority
Then one obtains a
K classes by the index p2-^iit — Pi-^2*
and, at each
when
station, serves the class with the smallest (respectively, largest) value of the index
W{t) >
(respectively,
W{t) <
0).
Simulation results (see Section 7) on several systems have indicated that both the
static priority rule
and the dynamic
rule
work well
regulating input rule described in the next section.
it is
easier to implement, since
dynamic
Thus
far in this section
relax this assumption,
is
it
sequencing policies.
class
1
priority
it
2.
"
it
has been assumed that Ck
When
this
now based on
this
is
when Wit) <
more
0.
advantage that
has a natural generalization to networks with more
is
indeed
=
still
c for all k
1
is
1,...,A'.
If
served at station
—
1
we
and
P\M2k), are the proposed
not the case, the equations (4.18)-(4.19)
>
=
the case, then the same two priority
the index c^^{p2Mik
customers lowest priority when W{t)
before making a
6.
If
static rule has the
does not necessarily follow that class
served at station
rules described earlier,
The
conjunction with the workload
does not depend on any global state information. The
rule has the advantage that
than two bottleneck stations.
class 2
it
in
and giving
still
class 2
suggest giving
customers lowest
However, additional simulation studies need to be performed
specific policy
recommendation.
The Input Rule
In this section the input rule,
described.
In the
which
is
based on the control processes
U
and
9,
is
workload formulation of the limiting control problem, the controller
observes the two-dimensional Brownian motion process B, exerts the controls
20
U
and
6,
W,
and obtains the controlled process
system state equations
which
is
the scaled workload process.
The
basic
govern the controlled process can be expressed as
(3.8) that
W,{t)
=
Bi{t)
+
U,{t)
W2{t)
=
B2{t)
+
U2{t)-V2e{t).
-
and
Vi9{t)
(6.1)
(6.2)
U
Since these equations are linear and additive, the controls
and 6 act
on
as "pushes"
the Brownian motion B. Recall that the non-decreasing process U, represents the scaled
cumulative idleness process for station
the vector v
Since
W resides on
(4.18)-(4.19),
Also,
is
the scaled centered input process, and
proportional to the server utilization levels
is
W
i.
= MZ,
Z
the solution
the boundary of a cone
it
in (4.18)-(4.19) implies that
in
the workload process
the nonnegative orthant of R^.
can be seen that the control Ui (respectively, U2)
scaled workload imbalance process
W equals a (respectively,
interpreted as incurring server idleness at station
b).
is
From equations
exerted only
when the
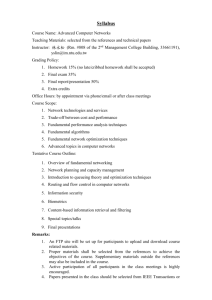
Exerting the control
W,
the interval endpoints a and
correspond to reflecting barriers on the boundary of the cone, beyond which
not enter.
of the cone
This situation
is
boundary that
depicted in Figure
is
in boldface.
U2 are only exerted when W2(t)
threshold levels
Cj
and
C2
=
Cj
L/, is
i.
In terms of the two-dimensional workload process
b
p.
1,
W
where
must
W
reside on the portion
In the optimal solution, the controls Ui
and Wi{t)
=
may
Cj, respectively,
and
where the scaled
can be calculated explicitly from the solution to the workload
formulation. Otherwise, only the input process 6
is
used to keep the controlled process
W
on the boundary of the cone. Thus, the policy that emerges from the Brownian control
problem attempts
process
process
to
manipulate input in
lieu
of idling servers and keeps the workload
W on the boldface portion of the cone boundary
W reaches the barrier
or the barrier
refuses to release
at c*
any more customers
In order to see exactly
how
into the
the input
is
21
Figure
1.
However, when the
at Cj in Figure
1,
then the controller
system and
in
is
manipulated,
willing to incur server idleness.
recall that
by equation (2.19)
FIGURE
and the balanced loading conditions,
centered input process 6 can
Vi
move along
is
1
approximately equal to
a direction that
is
V2
and so the scaled
close to the 45 degree line.
The
process 6 was defined in equation (2.8) by
~Xnt
- N(nt)
(6.3)
where the process
to time
t.
is
is
the cumulative
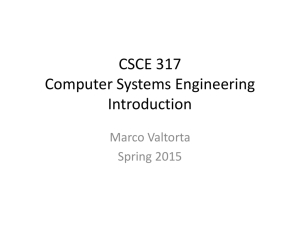
Thus, when 6 moves
relative to the
input
N
nominal input
in
number
of customers released into the system up
the negative 45 degree direction, input
rate,
and when 9 moves
in
is
witheld whenever the workload process
22
is
being witheld
the positive 45 degree direction,
being increased relative to the nominal input rate. This
where input
is
in
is
depicted in Figure
the cone and input
is
2,
increased
INCREASE
INPUT
INCREASE
INPUT
FIGURE
whenever the workload process
is
in the
shaded region.
Notice that in the actual queueing system,
to reside outside of the cone.
MZ,Z >
0},
This
is
2
it
may be
possible for the workload process
because the state space of
which contains the cone pictured
in
Figure
1.
Its
W
is
the cone
{W =
extremal rays are generated
by the two customer classes
(6.4)
23
,
and
argnun—
which may not coincide with the rays
in Figure
(6.5)
which are generated by the two classes
1,
defined in (5.1)-(5.2).
The main
goal of this section
is
to develop an effective input policy for the actual
queueing system that operationalizes the optimal solution obtained from the limiting control
problem. To this end,
let
us interpret the word "increase" in Figure 2 to simply
"release a customer into the system"
Then
and the word "withold"
the naive rule that emerges from this interpretation
system when the workload process
is
to simply
mean
mean
"cesise input".
to release a customer into the
W enters the shaded region
in
Figure
However,
2.
this
naive rule ignores a major difference that exists between the actual queueing system and
the idealized heavy traffic limit. This difference can be understood by making the following
W
observation. In the idealized Brownian setting,
when
the scaled workload process
the lower ray of the cone boundary and Wi{t)
<
then there are zero scaled customers
at station 2
and yet station 2
cone and Woit)
<
C2,
not
idle.
Similarly,
when
W
then there are zero customers at station
This apparent paradox
limit. In the actual
is
c*,
is
is
1
is
on
on the upper ray of the
and station
1 is
not
due to the rescaling that occurs when passing to the heavy
idle.
traffic
queueing system, there are enough customers at the particular station
to avoid idleness, but
when looked
at in the scaled space of the
heavy
traffic limit,
these
customers vanish.
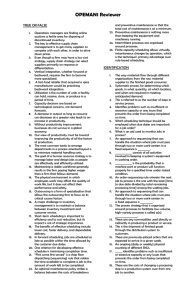
In order to adapt the naive control rule stated above to the actual queueing system,
is
as
necessary to build in a boundary layer of thickness
shown
that
is
in
Figure
3.
e
on the inside of the cone boundary,
This boundary layer generates a new cone, which we
strictly within the original cone.
The input
rule
is still
which
is
is
call the e-cone,
to release a
the system whenever the workload process enters the shaded region, but
region
24
customer into
now
enlarged by including the area between the two cones, as in Figure
negligible in scaled space, prevents the process
it
3.
W from straying very
the shaded
This layer,
far
from the
boldfaced portion of the original cone boundary, but allows the servers to be utilized the
requisite portion of the time.
queue lengths may grow
of
e
will
As
e
increases, the servers will incur less idleness but the
as a result. In
depend on the amount of
an actual queueing system, the appropriate setting
variability in the
time customers spend at non-bottleneck stations. In
Ci
queueing system and the amount of
fact,
one could use a layer of thickness
on the lower ray of the cone boundary, and a layer of thickness
the cone boundary.
FIGURE
25
3
(.2
on the upper ray of
Thus the suggested input
rule
enters the shaded region of Figure
is
customer whenever the workload process
to release a
This region can be calculated explicitly
3.
the problem data and the parameters
and
ej
(.1.
The cone
in
Figure
1
is
terms of
in
generated by the
rays
W2 -
^W^i
=
^^W2
=
0.
(6.7)
<
fi
(6.8)
(6.6)
•
Mil
and
W, -
M22
Therefore the regions outside of the e-cone are
T^^2
-
^^^1
A/11
and
^^i-T7^^2<e2.
A/22
From
(2.37), (3.8)
and (4.18)-(4.19),
c*
and
(6.9)
can be solved
c\
P2 A/11
for explicitly.
The
solution
is
-pi A/21
and
Co
A/2 2 a
=
-
P2A/12
where a and
h are
(6.11)
PiA/22'
the optimal interval endpoints from the solution to the Brownian control
problem.
Notice that
\\\ c\
and
c\ are all in scaled terms,
policy for the original queueing system,
(3.1)
and the standard heavy
and
in
order to find an appropriate
some unsealing needs
to be done.
By
described in Section 5 of Harrison
traffic scaling
definitions
[4], it
can
be seen that
»•(.)
where
w
is
=
^,
(6.12)
the unscaied workload process defined in the introduction by
w{t)
= MQ{t),
26
t
>
0,
(6.13)
and
the actual queue length process. Define w*
Q is
levels for the input policy.
system at times
t
=
\/nc* for
Then the suggested input
rule
i
=
1,
to release a
is
be the threshold
2 to
customer into the
such that either
wi{t)
< wl and
y^2it)
- ^w,{t) <
W2{t)
<
^'iii)
- TT-Mt) <
(6-14)
e,,
(6.15)
or
1^2
and
(6.16)
AI
Here,
As
will
when
and
ei
€2
be seen
(6.17)
^2.
are parameters that can be set in order to achieve a desired output rate.
in
the next section, the setting of these parameters
is
quite simple, at least
there are no non-bottleneck stations in the queueing system.
An Example
7.
The scheduling
rules stated in Sections 5
example. The example
mix that
As seen
is
in
will
specified, so that
Figure
The
four stages.
4,
six
and 6
have two customer types,
will
A and
be illustrated by means of an
B, and there
customers are released into the system
customer type
A
has two stages on
its
is
a 50-50 product
in the order
ABABAB...
route and customer type
customer classes are designated (and ordered from k
=
1, ...,6)
B
has
by Al,
A2, Bl, B2, B3 and B4, since each class corresponds to a type-stage pair.
The mean
in
Figure
are
4.
assumed
with
finite
service times (in arbitrary time units) for each customer class are indicated
For concreteness (since simulation results will be exhibited),
to be exponential, although our results hold for
mean and
variance. Calculation of the
,,
/4
^^=[1
1
2x6
10
2
2
13
13
7
27
service times
any service time distributions
workload
0\
?;•
all
profile
matrix
M yields
,_
.
^^-^^
A1
STATION
B1
1
8
such that either
wi{t)<l9
W2{t)
and
(7.3)
- ^Wi{t) < €u
(7.4)
or
W2{t)
<
wiit)
- ^W2{t) <
and
62
(7.5)
€2.
(7.6)
Using the example network, a simulation study was undertaken to compare the per-
formance of the suggested scheduling rule against conventional input and sequencing
Three input
rules were tested:
the suggested input rule (abbreviated by WR{€i,€2) for
workload regulating input, where
ej
and
€2
are the
CL{N), where
loop input (abbreviated by
N
is
boundary
the total
layer thicknesses used); closed
number
of customers in the net-
work); and deterministic input, where the interarrival times are constant.
customers entered the system
rules,
compared:
first-in
first-out
rules.
in
the order
ABABAB...
For
all
input
Five sequencing rules were
(FIFO); shortest expected processing time (SPT); shortest
expected remaining processing time (SRPT); the asymptotically optimal sequencing rule
(abbreviated by ST(A/i
was described
in Section 5
scheduling literature
to the
work
it.
The
to station 2,
The
tics for
is
customer who
in
—
and
all
(abbreviated by DY(A/i
the least work next queue
is
LWNQ
M2)); and the rule based on the dynamic reduced costs that
— M2)). Another common
(LWNQ)
rule in the
This policy gives priority
rule.
going next to the queue that has the least expected amount of
rule
is
not relevant here, since
all
customers at station
customers at station 2 go next to station
results of the simulation study are
summarized
a particular scheduling policy, which
paired with a specific sequencing rule.
The
is
first
specified
in
go next
or exit the system.
Table
1.
Each row
gives statis-
by a particular input control rule
two columns of Table
ing policy. For each policy tested, ten independent runs were
29
1
1
1
state the schedul-
made, each consisting
of 2000
customer completions. The third column gives the average throughput rate
95%
per unit time) over the ten runs, along with a
of Table
95%
A
1
confidence interval.
The
(in
customers
fourth column
contains the average cycle time of customers over the ten runs, along with a
confidence interval for this value. Rather than use the target average throughput rate
=
.1286 customers per unit time,
it
was more convenient
to choose the parameters of the
closed input policies and workload regulating input policies so as to achieve a throughput
rate of .127 customers per unit time.
average server utilization of 88.9%.
times for the various policies,
all
This average throughput rate corresponds to an
To allow
for easy
comparisons of the average cycle
simulation runs achieved this target output rate.
Each simulation run had no
and
initialization period,
all
runs began with an empty
system. For closed loop input runs, the customers arrived according to deterministic input
(at the
same
rate as the corresponding
open models)
until the
network had reached
its
population limit, and then closed loop input was used.
Referring to the results in Table
1, it is
seen that workload regulating input in com-
bination with either of the sequencing rules described in Section 5 easily outperformed
The
other combinations of input and sequencing rules.
the
ST(Mi — M2) and DY(A/i —
achieved nearly a
ing rule, which
rule.
30%
il/2) rules
difference in performance between
rule,
in
combination with the
which was shown
in
reduction in average cycle time compared to
the
workload
regulating
ST{Mi — M2) and DY{Mi —
were not tested
in
in
rule
rules.
Similarly, the
in
heavy
[5]
to
traffic,
sequencing
maximize the
achieved a
30%
the closed loop input case.
was
A/2) rules, the input rule
with the other three sequencing
rules
FIFO
input
ST{Mi —M2)
Harrison and Wein
throughput rate of a two-station closed queueing network
Since
They both
statistically significant.
reduction in average cycle time, compared to the next best schedul-
was the closed loop input
This sequencing
was not
all
derived
jointly
was not tested
in
with
the
combination
ST{Mi — M2) and DY{Mi —
A/2)
combination with input rules with which they were not derived.
30
Acknowledgements
I
this
am
deeply indebted to
problem area
to
my
dissertation advisor,
J.
Michael Harrison. He suggested
me, and provided invaluable suggestions on both the technical and
expository aspects of this paper. This research was partially supported by the Semiconductor Research Corporation
and by a predoctoral fellowship from the International Business
Machines Corporation.
32
REFERENCES
[I]
Chen, H. and Mandelbaum, A. (1987). Stochastic Flow Networks: Bottlenecks and
Diffusion Approximations. In preparation.
[2]
Conway, R. W., Maxwell, W.
L.
and
Miller, L.
W.
(1967).
Theory of Scheduling.
Addison-Wesley, Reading, Mass.
[3]
Harrison,
M. (1973). A Limit Theorem
J.
for Priority
Queues
in
Heavy
Traffic. J.
Appl.
Prob. 10, 907-912.
[4]
Harrison,
M. (1987). Brownian Models
J.
Customer
Classes. Proc.
IMA Workshop
of
Queueing Networks with Heterogeneous
on Stochastic DifFerenticd Systems. Springer-
Verlag, Berlin.
[5]
Harrison,
M. and Wein,
J.
Queueing Network
[6]
in
Jacobs, R. F. (1983).
Heavy
The
M.
L.
(1987). Scheduling a Two-Station Multiclass Closed
Submitted
Traffic.
OPT
Scheduling System:
Scheduling System. Production and Inventory
[7]
Johnson, D.
cesses
and
P. (1983). Diffusion
for
for publication.
A Review
Management
Approximations
for
of a
New
24, 47-51.
Optimal Filtering
Queueing Networks. Unpublished Ph.D.
Production
thesis,
of
Jump
Pro-
Dept. of Mathematics,
Univ. of Wisconsin, Madison.
[8]
[9]
KHmov, G.
Little, J.
P. (1974).
Time Sharing
D. C. (1961).
A
Service Systems
I.
Th. Prob. Appl. 19,532-551.
Proof of the Queueing Formula
L = \W.
Ops. Rsch.
9,
383-387.
[10]
Morton, T. E. and Smunt, T.
L. (1986).
A Planning and
Scheduling System
for Flexible
Manufacturing. In Kusiak, A., editor. Flexible Manufacturing Systems: Methods and
Studies, North-Holland,
[II]
Peterson,
ple
W.
Amsterdam.
P. (1985). Diffusion
Approximations
for
Networks of Queues with Multi-
Customer Types. Unpublished Ph.D. Thesis, Dept.
ford University.
33
of Operations Research, Stan-
[12]
Reiman, M.
Proc.
Intl.
I.
(1983).
Some
Diffusion Approximations with State Space Collapse.
Seminar on Modeling and Performance Evaluation Methodology, Springer-
Verlag, Berlin.
[13]
Schonberger, R.
[14]
Solberg,
Pap'
[15]
"
J. J.
J.
(1982). Japanese Manufacturing Techniques. Free Press.
(1977).
A Mathematical Model
of
Computerized Manufacturing Systems.
presented at the 4th International Conference on Production Research, Tokyo.
Stidham,
Jr., S.
(1985).
Optimal Control of Admission
to a
Queueing System. IEEE
Trans. Aut. Cont. AC-30, 705-713.
[16]
Wein,
L.
M. (1986). Scheduling Semiconductor Wafer Fabrication. Tech. Report
for
Semiconductor Research Corporation.
[17]
Wein,
L.
M. (1987). Asymptotically Optimal Scheduling
of a
Two-Station Multiclass
Queueing Network. Ph. D. Thesis, Department of Operations Research, Stanford University.
[18]
Whitt,
W.
(1971).
Weak
Preemptive- Resume Discipline.
Convergence
J.
Appl. Prob.
34
Theorems
8,
74-94.
for
Priority
Queues:
6i
I
7
065
\o
M(.e.«
Date Due
FEB 19 Bab
tv
Lib-26-67
3
TDflO
DOS BSD T44