\ of Particle Boards Retarding Dimensional Changes Forest Products Research
advertisement

.Z5
'
3
c. 2O
Retarding Dimensional Changes
of Particle Boards
by
Lehmann
J41973
UDRART
Information Circular 20
\
ORL0M STATE
UUVER-'
.
('J
,4 4
ugust 1964
Forest Products Research
FOREST RESEARCH LABORATORY
OREGON STATE UNIVERSITY
Corvallis
Table of Contents
Page
ACKNOWLEDGMENTS
2
ABSTRAGT
2
INTRODUCTION.
3
EXPERIMENTAL PROCEDURE
4
4
Preparing the Boards
The norm
5
Increasing resin content
High pressing temperature
Use of impregnating henolic binder
Heating particles
5
8
8
8
8
Adding polyethylene glycol
Treating with formaldehyde vapor
Adding tempering oil
Controlling pH
Extending urea binder with blood
Testing the Boards
9
9
9
10
10
Strength and related properties
Dimensional properties
Analysis of data
11
11
13
RESULTS AND DISCUSSION
14
14
21
Normal Preparation
Treating with High Resin Content
Treating with High Pressing Temperatures
Use of Impregnating Phenolic Resin
Heating Particles.
Adding Polyethylene Glycol
Treating with Formaldehyde Vapor
Adding Tempering Oil
Controlling pH of Phenol-bound Boards.
Extending Urea Binder with Blood.
Commercial Boards
.
25
27
28
28
30
30
30
31
31
CONCLUSIONS.
32
LITERATURE CITED
33
ABSTRACT
A survey of pertinent literature was made and interviews with
manufacturers of particle board and hardboard were conducted to review methods of improving dimensional stability of composition boards.
Particle board was selected for study. The following procedures were
treated as variables in the study: preparing normally with and without
sizing; increasing resin contents; pressing at high temperatures; use of
impregnating phenolic resin; heating chips before pressing; treating with
polyethylene glycol; treating with formaldehyde vapor; treating with tempering oil; controlling pH with phenol-bound boards; and extending urea
binder with blood.
Panels were made with urea or phenolic binders following ordinary commercial pressing conditions as far as possible. Specimens
were tested for strength and dimensional stability; least significant differences were determined for the most important results. Specimens
from each combination meeting selected specifications were exposed on
a rack outside. These will be tested periodically for stability and
strength.
Every treatment contained some experimental combination of
variable factors that produced boards meeting minimal specifications.
Several treatments were significantly as good (by statistical analysis)
as normal treatment. In almost every test, however, only boards with
high contents of resin were significantly better than the norm. Those
boards pressed at high temperature were as good as, or slightly better
than, normal boards, although not significantly so.
ACKNOWLEDGMENTS
The author expresses his sincere thanks to all who aided in this
project, especially R. A. Gurrier, W. W. Dostalik, and R. D. Ballenger. Appreciation is expressed also to the companies who supplied materials and technical advice.
INTRODUCTION
In attempt to improve the dimensional stability of particle board,
variations and innovations in manufacturing variables were studied.
Because particle boards are composed mainly of wood, they react as wood does with changes in moisture content. Unlike wood, however, practically every phase of manufacturing affects final stability of
the product. Some of the most influential factors are size and shape of
particles, amounts and efficiency of additives, moisture content, and
time, temperature, and pressure in the hot-pressing cycle.
Interviews with producers of composition board, research organizations, and manufacturers of adhesives and a survey of pertinent literature indicated the following methods had showed promise in imparting
stability to wood or wood products: coating the structure with waterrepellent chemicals; depositing bulking agents within the cell wall; chemically modifying at least one of the wood components; forming crosslinks between the structural units; and other methods such as control of
pH, changing the resin content, and use of modified resins.
There appeared to be three approaches to the study of dimensional instability:
Attempt to determine the exact nature of dimensional
change.
Investigate means of reducing dimensional change.
Correlate laboratory testing methods for dimensional
stability with conditions of outside exposure or in-use
situations.
Based on the surveys, decision was to focus this study on the
two latter approaches; results from long-continued outside exposure
will be reported when available. Treatments selected for the study
were those that could be applied either to the particles before spraying
the resin binder, or to the mat of particles during the hot-pressing
cycle, while reserving methods of post-treating completed boards for
possible research later.
EXPERIMENTAL PROCEDURE
Particle board was produced in the laboratory under controlled
conditions involving different experimental combinations of treatments.
The products were tested for dimensional stability and strength according to treatment.
The experiment was designed for statistical analysis, so that any
treatment could be compared with another. There were 44 different
combinations of treatments (Table 1). and 3 replications were made for
each combination, resulting in a total sample of 132 boards.
The first batch of particles from Douglas-fir planer shavings
had been hammer-milled, screened, and dried at the mill. The second
batch, obtained later, was of similar shavings that had been prepared
undried to allow maximal penetration of the chemical in the treatment
with polyethylene glycol (19).*
To insure uniformity, each batch was sprea1 on the laboratory
floor and mixed thoroughly. Proportions of various sizes of particles
were similar in the two batches, as verified by screening.
Moisture contents of the two batches were maintained in storage.
The undried shavings were stored at 35 F in polyethylene bags to deter
growth of fungi.
Preparing the Boards
The following outline shows factors that were held as constant as
possible in each treatment for dimensional stabilization:
1. Usual commercial pressing conditions for urea- or phenolbound boards were maintained, except for slight changes
when necessary in some treatments to produce a satisfactory board. Exceptions will be noted.
Urea-formaldehyde resin (Pacific Resins and Chemicals,
inc., 7504) wag applied at two rates--6 or 12 percent solids
based on oven-dry weight of particles; urea-bound boards
were pressed at 310 F for 9 minutes with pressure released
slowly during the last 15 to 30 seconds, then boards were
stickered and cooled.
Phenol-formaldehyde resin (Monsanto Cehmical Co.,
PF891M) also was applied at two rates- -4 or 8 percent
*Numbers in parentheses refer to similarly numbered references.
4
2.
3
solids based on oven-dry weight of particles; phenol-bound
boards were pressed at 350 F for 12 minutes, then boards
were hot-stacked at 160 F overnight.
Particles were Douglas fir, hammer-milled planer shavings.
Specific gravity was 0.65 (40 pounds a cubic foot).
Boards were 18 by 18 inches, with thickness controlled by
stops to 3/4 inch, then sanded to 5/8 inch.
Moisture content at pressing was 10-12 percent.
Press closing time averaged 2.7 minutes. A few pretreatments required adjustment of closing time to avoid soft cores.
Conditions for spraying resin were air pressure of 80 psi,
fluid pressure of 50 psi, and 20 grams of resin solids a
minute at 70 F.
Wax and resin were mixed and sprayed together.
Wax sizing (Hercules Powder Co., Paracol 404 N) was
applied at 0.75 percent solids content, based on oven-dry
weight of particles.
All ten series of experimental combinations studied are outlined
in Table 1. The boards were produced in as near random order as
possible without excessive loss of time.
The following discussion describes the various treatments and
any necessary deviations from ordinary commercial pressing conditions:
The norm
The normal series consisted of laboratory boards with usual contents of resin and wax prepared under ordinary commercial conditions
for urea- and phenol-bound boards.
Inclusion of wax sizing in particle boards has been discussed in
several publications (1, 2, 3, 7, 9, 11). Another series of boards was
prepared under ordinary pressing conditions, but omitting wax sizing.
In addition, samples of commercial boards were selected randomly from the mill that furnished shavings for laboratory-made boards
and were tested for comparison of properties. Commercial boards selected were slightly different in levels of binder and density from the
normal series of boards pressed in the laboratory.
Increasing resin content
Because previous research (26) had indicated the value of increasing resin content, a series was prepared to evaluate improvement
Table 1. Outline of Treatments.
Level of treatment
Type of treatment
a
Normal resin con tent
Commercial. UF,2
Commercial, PF3
Laboratory. UF
Laboratory. PF
6%+staing
4 1/Z%+slslng
6%+si1ng
4%+.izlng1
6%-sizing
4%-iizlng
High resin conten
Laboratory, UF
Laboratory. PF
12%+sizing
8%+elzlng
8To-slzing
High press temperatures
Laboratory1 UF
Laboratory, PF
380 F
400 F
450 F
450 F
Imp regnating phenol binder
4%+sizlng
4%-sizing
15 mm at 400 F
15 mm at 400 F
30 mm at 400 F
30 mm at 400 F
He ated
4
3
12%-ilzing
8% 4-SiZing
particles
UF+sizlng
PF+sizing
Polyethylene glycol
UF-slzing
PF-slzlng
5%
5%
10%
1.0%
45
45
mm
mm
at 400 F
at 400 F
20%
20%
8%-sizing
0rma[dehyde
UF-sizing
PF-sizing
vapor
30 rriin at 220 F
30 mm at 220 F
T empering oil
UF-sizing
5%
5%
10%
10%
pJ-l=4.0
pHz3.O
P F - si z j rig
Con trol of pH
PF+sizlng
60 miri at 220 F
60 mm at 220 F
Ext ension of binder with blood 5% blood
UF+slzlng
1Normal boards for each resin.
2UFurea-formaldehyde resin
3PF=phenol-formaLdehyde resin
10% blood
120 mm at 220 F
120 mm at 220 F
obtained by adding more resin than usual. Again, as in the normal
Beries, two groups of boards were prepared, one with wax sizing and
another, without.
High pressing temperature
Possible improvements in increased dimensional stability were
indicated by using high press temperatures (3, 13, 16). This series
consisted of pressing ordinary mats at two temperatures higher than
common in commercial production.
Use of impregnating phenolic binder
Various degrees of success had been obtained with impregnating
resins in earlier studies (1, 13, 20).
Boards were made containing low and high amounts of resin, and
with and without wax sizing. Spraying the sizing separately was necessary before adding the resin because the two would not mix. Although
normal pressing time for the phenol binder was 12 minutes. time had to
be increased to 15 minutes to prepare boards in this series. The resin
was Monsanto Chemical Company's PF 594.
Heating particles
Added dimensional stability attained by heating wood has been
the subjectof several studies (1, 8, 10, 11, 15, 17, 18, 20).
Particles were heated to 400 F for periods of 15, 30, and 45
minutes. After heating, particles were removed from the oven and
spread on the floor for reconditioning to the desired 5 percent moisture
content.
Adding polyethylene glycol
Polyethylene glycol added as a bulking agent to reduce dimen-
sional change in wood and paper is well-known (1, 4, 19, 20, 21).
Boards in this series were produced by spraying undried particles with polyethylene glycol (Dow Chemical Co., E-1000) mixed with
an equal weight of water. Spray was applied in concentrations of 5, 10,
and 20 percent solids content, based on oven-dry weight of the wood.
The material then was dried to the desired moisture content and stored
in polyethylene bags.
During manufacture of the boards, closing pressure was reduced
to maintain the desired rate of closure and to avoid soft cores possible
with increasing amounts of polyethylene glycol. Also, in the phenolbound series, press time was increased to 24 minutes to cure the binder.
8
Treating with formaldehyde vapor
Formaldehyde cross-linking is another treatment that imparts
added dimensional stability to wood and paper (1, 13, 18, 20, 22, 23,
24).
This treatment consisted of applying 1 percent zinc chloride,
based or oven-dry weight of the particles, as a catalyst, and then placing the particles in an excess of formaldehyde vapor for periods of 30,
60, and 120 minutes at 220 F in an electrically heated oven.
The following tabulation shows the amount of chemical used in
each treatment:
Length
of
Anount of
Paraform-
Moisture
Content after
Treatment
Treatment
aldehvde
Minutes
Percent*
Percent
30
0.35
0.58
1.48
3.3
60
120
1.7
1.3
*Based on weight of wood.
After removing particles from the oven, they were reconditioned
and stored. No changes were made in pressing conditions during manufacture.
Adding tempering oil
In the hardboard industry, tempering oil is applied routinely to
increase resistance to water (8, 14).
The treatment consisted of adding tempering oil at rates of 5 and
10 percent solids content, based on oven-dry weight of the chips, by
spraying it on the particles before applying the resin binder. The oil, a
commercial product, was heated to 175 F, and sprayed at air pressure
of 30 psi. Ordinary pressing conditions were followed, except the closing pressure was reduced slightly to avoid soft cores.
Controlling pH
Products with added dimensional stability have been produced by
controlling pH during manufacturing (6).
Control of pH was obtained by spraying either 0.45 gram or 1
gram of a solution of equal amounts of iN sulfuric acid and iN alum on
each 10 grams of particles. These additions reduced pH with phenolic
binder from 5.1 with no control, to pH of 4 and 3.
Extending urea binder with blood
Adding soluble blood to urea-formaldehyde resin will impart resistance to moisture to the glue bonds of plywood (25).
Treatment in this series consisted of spraying particles with
urea binder that had been extended with 5 and 10 percent soluble blood,
based on oven-dry weight of solids in urea. The blood-urea resin did
not spray so well as did unextended resin, but no special precautions
were needed during pressing.
Testing the Boards
The procedure for testing the various specimens closely followed that of American Society for Testing and Materials, D1037-60T,
Tests for Evaluating Building Fiberboards (5), wherever possible.
After manufacture, all boards were Lrimmed to 16 by 16 inches
and stored for at least 2 weeks at 70 F and 65 percent relative humidity.
Then they were sanded to a thickness of 5/8 inch and stored another
week.
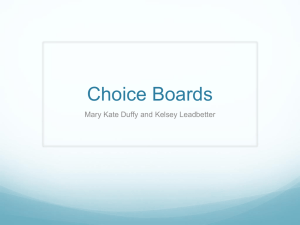
Five 5/8- by 3- by 16-inch specimens were cut from the boards
for tests of dimensional stability and strength (Figure 1). Specimens
EXPOSURE
FENCE
3 X 16
S
S
lIGH HUMIDITY
3 X 15
S
Figure 1. Plan of cutting
specimens for testing.
S
MOR- MOE
3 X 16
.
S
3 X IS
WATERSOAK
S
I
EXPOSURE FENCE
3 X
6
10
for dimensional tests were conditioned for 3 weeks at 90 F and 30 percent relative humidity. The specimens to be tested for strength were
kept at 70 F and 65 percent relative humidity until tested.
Strength and related properties
Specimens prepared for tests of strength were tested over a 15inch span at a headspeed of 0.3 inch a minute. Maximum load and load
at deflection of 0. 1 inch were recorded for determination of moduli of
rupture and elasticity.
Specific gravity based on undried volume and oven-dry weight,
and moiBture content at time of testing were determined from a 1- by
3-inch coupon cut from this test specimen (Figure 1).
The 2- by 2-inch coupon cut adjacent to the coupon for test of
specific gravity (Figure 1) was tested for internal bond at headspeed of
0.05 inch a minute.
Dimensional properties
Linear expansion, thickness swelling, and water absorption were
measured in both water-soaking and humidification tests. In the
water-soak test, initial measurements of weight. length. and thickness
were taken. Specimens then were placed horizontally under 1 inch of
water at 67 F. Weight, length, and thickness were measured after the
pieces had soaked 1/2, 1, 2, 4, 7, and 14 days.
Specimens for the test by exposure to high humidity were removed from conditions of 90 F and 30 percent relative humidity, and
initial measurements were taken. Specimens were stickered at 90 F
and 90 percent relative humidity. Weight, length, and thickness were
determined after exposure of 1/2, 1, 2, 4, 7, 14, 28, and 56 days.
Specimens then were returned to 90 F and 30 percent relative humidity
and reconditioned for 56 days. Additional measurements were taken to
determine permanent increase in thickness. Specimens were oven-dried
to determine moisture content at beginning of test.
Specimens for testing linear expansion were exposed for 56 days.
Since practical equilibrium had been reached at some time between 14
and 28 days of exposure, however, the analysis of least significant difference was performed on the results of 14-days exposure.
A rack on which specimens could be tested by exposure to weather was built so the specimens would be facing south at an angle of 45
degrees to the horizontal (Figure 2).
Initial results of tests in laboratory were compared with minimal specifications set by Commercial Standard CS 236-61 (12) to select
experimental boards for exposure. Because of a combination of low
11
.:
£-
fl
Lt4
Figure 2. Exposure fence with specimens facing south at 45 degrees.
strength and poor dimensional characteristics, boards from 15 of the
44 experimental combinations were omitted from the tests of outside
exposure as follows:
All four combinations using impregnating phenolic binder.
Particles heated for periods of 30 and 45 minutes with
both types of binder.
Addition of 20 percent polyethylene glycol, with urea binder.
Treatment with formaldehyde vapor for 60 and 120 minutes
with phenolic binder.
All four combinations containing tempering oil.
From the remaining combinations, four of each set of six specimens were selected and initial weight, length, and thickness were measured. These pieces were cut 3 by 16 inches so that strength could be
tested conveniently. Measurements were taken after exposures of 3
and 6 months and 1 and 2 years.
Duplicate specimens were tested for strength at the end of 1
year. Testing procedures were the same as in initial tests, except for
the test of internal bond. In this test, because of roughness of the specimens and accompanying difficulty of attaching glue blocks, a modified
12
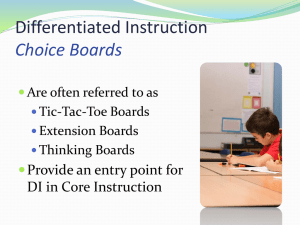
procedure* was followed (Figure 3). A correlation factor was applied
to correct values to those obtained in the usual test. Retention of
strength was calculated for each teat.
Analysis of data
Statistical analysis consisted of calculating least significant differences for only those treatments that were exposed on the test fence.
The remainder were omitted because of their poor showings in tests.
*A technical note is being prepared outlining this test in detail.
Figure 3. Test for internal bond of specimens exposed outside
on fence was modified.
Cutting a groove slightly deeper than the center in each side of the
piece with ring saws of
two diameters provided
a circular section which
would separate when
pressure was applied to
center and outside a.reas from opposite
sides of the piece.
0
13
2
S NC H (S
3
4
RESULTS AND DISCUSSION
Usually there was a relationship between strength and dimen sional stability; a treatment resulting in favorable strength properties
ordinarily achieved favorable dimensional properties also.
Since effects of each treatment were similar in most instances
in tests for both stability and strength, results will be discussed by
treatment. Normal boards containing usual amounts of resin and wax
sizing were a basis for all statistical comparisons. Effects of all treatments on various properties are presented for phenol-bound series only
(Figures 4, 5, 6, 18, 19, and 20), as effects usually were comparable
in urea-bound series *
Specific gravity was determined from coupons taken from the
strip used in the strength test and averaged 0.652, with a pooled standard deviation of 0.017.
Moisture content at time of testing was determined from the
same coupons measured for specific gravity and averaged 9 percent for
urea-bound boards and 8 percent for phenol-bound boards.
Normal preparation
Most of the best boards were made under normal conditions or by
the treatment with added resin (Figures 4, 5, 6, 18, 19, and 20). A
summary of those combinations that were significantly better than the
norm in stability is given in Table 3.
Effects of various treatments on linear expansion after 14 days
exposure to high humidity are compared with th norm in Figure 4. No
experimental combinations were significantly better in linear expansion
than was the normal treatment.
In the urea-bound series, boards with wax sizing and high content
of resin swelled in thickness significantly less than did normal boards
(Figure 5). In the phenol-bound series, both the treatment including
high content of resin and wax sizing and the treatment with high pressing
temperature of 450 F were significantly better than the normal treatment
(Tables 2, 3).
Comparing treatments containing wax sizing with those without
sizing, especially in the normal series and the one with added resin,
showed that boards without wax sizing swelled more rapidly and also to
a greater extent in most tests (Figures 7 and 8). This difference usually occurred even in boards exposed to high humidity, although to a much
*A table compiling most important test results for all experimental
combinations is available upon request.
14
0.7
0.6
I-
z
Ui
U
I
I
061
KJV'I
c
NIV( cl
J4c1
'NIW ci
141w or
S
-J
M ' id L9
z
I
02
- Ad
>(
Ui
Ui
I
I
ii
zczo.3
I
U)
L
M4d.t
I
0z
SNHON
Ui
0.I
0
POLYFORMALIMPREG- HEATING
RESIN
PRESS
PAR- ETHYLENE DEHYDE
CONTENT TEMPER- HATING
ATURE
RESIN
TICLES
GLYCOL
VAPOR
TEMPERING
OIL
pH
Figure 4. Effect of treatments on linear expansion of phenol-bound
boards exposed for 14 days to 90 F and 90 percent relative humidity. PF refers to phenol-formaldehyde resin and W represents
wax sizing.
lesser extent than in those that were soaked. At the end of the 14-day
period of water-soaking, however, degree of swelling in those boards
with wax sizing was approaching that in those without wax. This finding indicated that sizing was effective only for short periods of immersion (Figures 7 and 8).
Effects of treatments on water absorption are summarized in
Figure 6. No treatments analyzed were significantly better than the
norm in tests of water absorptii. Again, however, the difference between combinations with and without wax sizing was apparent. All combinations without sizing were significantly greater than normal boards
in percentage of water absorption.
During the first year of outside exposure, boards made according to seven experimental combinations of variables became badly de15
60
I-
FELL APART
50
U
w
3.40
C,
RESIN
CONTENT
II
dJ
60)6ILN.
120 t4IN
I
04
I
4%IPI.W
7DrPY'wI
I
F
450
0
8% P61 - w
147, PF - W
C.)
% Pr.
z
z(0
II&I
4% p
COMM
U,20
I- NORM
U,
67. P1 - W
Cl)
45 MIN. II
0 MIN
5 MINJ
30
I
1
4%JPF-W
z
FORMALIMPREG- HEATING
POLYTEMPRESS
PAR- ETHYLENE DEHYDE PERING
TEMPER- NATING
ATURE
RESIN-
TICLES
GLYCOL
VAPOR
pH
OIL
Figure 5. Effect of treatments on swelling in thickness of phenol-bound
boards water-soaked for 24 hours.
teriorated and were removed from the test. These combinations were
as follows:
Heating particles for 15 minutes, using urea binder.
Combinations containing polyethylene glycol (5 and 10
percent). with urea binder.
Treatments of 30, 60, and 120 minutes 'with formaldehyde, using urea-formaldehyde, and 30 minutes
with phenol-formaldehyde.
Results of 2 years' outside exposure are presented for comparison of dimensional stability in Figures 11, 12, and 13. The top line of
each bar represents the maximum amint of linear expansion, thickness
swelling, or water absorption measured in wet winter weather during
the 2-year interval. The lower line of each bar represents the minimum
measurement of change occurring during exposure in dry summer weather. The dotted lines on the bars representing specimens containing
polyethylene glycol (Figures 11 and 12), and on the bar representing the
16
zLi-I00
60
0%
!0 MIN
SOMIN
4%F'F
PF - W
RESIN
CONTENT
3
-
-
POLYFORMALTEMIMPREG- HEATING
PRESS
PARETHYLENE DEHYDE PERING
TEMPER- NATINC
ATURE
RESIN
T1CLES
4
I
p11
450
400 F
30 MINI
4T. I'F
8
NORM
I
%
0
COMM
20
4PFWLI
Li
W
<40
3OMN.
(n
Z0%
8', IPF - W
0
IS MIN1
45 MIN.I}
z
0
80
IPF
0
4
w
GLYCOL
VAPOR
pH
OIL
Figure 6. Effects of treatments on water absorption in phenol-bound
boards water-soaked for 24 hours.
phenolic specimens made with 8 percent resin content without sizing
(Figure 12), indicate the last measurement made on the boards.
Presence of wax sizing was definitely an important factor in retaining both stability and strength in boards during exposure.
Results of tests for retention of strength after 1 year's exposure
are presented in Figures 14, 15, and 16. Each bar represents loss in
strength from original conditions. The top of the bar represents degree
of strength under original conditions; the lower line on the bar shows
strength of specimens after outside exposure of 1 year. A composite of
retention of strength as a percentage of original strength is shown in
Figure 17.
Boards with urea binder prepared under normal conditions retained less than 50 percent of their strength in most tests after 1 year's
exposure, but normal boards with phenolic binder and wax sizing were
one of the six combinations retaining at least 50 percent of their strength
in all tests.
17
Figure 7. Effect of
water-soak or exposure
to high humidity on
swelling in thickness of
urea-bound boards with
and without sizing.
DAYS
Results of tests for modulus of rupture and modulus of elasticity
on boards with phenolic binder are summarized in Figures 18 and 19.
The deteriorating effects of the more severe treatments are apparent.
The treatments significantly better than the normal one were those with
added resin content with and without wax sizing.
In these tests of bending strength the only treatment in the ureabound group that was significantly better than normal was the one with
both added resin and wax sizing.
30
I-.
zw
U
Figure 8. Effect of
water-soak or exposure
to high humidity on
swelling in thickness of
phenol-bound boards
with and without sizing.
0.20
0z
-J
-J
IjJ
A
U)
10
(LI
z
x
U
I-
DAYS
18
30
%4 SIZE
Figure 9. Effect of two
high pressing temperatures (400 F and 450 F)
on swelling in thickness
Jo
400F
450F
WATER SOAK
of normal phenol-bound
boards that have been
water-soaked or exposed to high humidity.
HIGH HUMIDITY
10
12
14
56
DAYS
There was a large spread of values in the test of internal bond
(Figures 16 and 20); normal boards with urea binder were twice as
strong as normal boards with phenol binder. Only the two treatments
with high resin content were significantly better than normal treatment
in the urea-bound group. In the phenol-bound group, however, the following treatments were significantly' better; normal boards without wax
sizing, all boards containing polyethylene glycol, and boards containing
increased amounts of resin with and without wax sizing.
30
I
T
I
_sIz
I-
zw
U
.
2O
P01Y(TIIYLE
z
GLYCOL
tOY.
-J
WATER-SOAK
10
Figure 10. Effect of
adding polyethylene glycol on swelling in thickness of phenol-bound
boards that have been
water-soaked
or exposed
-4to high humidity.
HIGH HUMIDITY
2
14
DAYS
19
56
-
Figure 11. Effect of treatments on linear expansion in
boards exposed outdoors for 2
I
0%
TEMP 400 F
8%
PHENOL
r'J
UREA
Z 0%
-j
0
L&I
TEMP. 450F1
_J
SIZE
1-4--NORM
COMM
4%+SIZE
I
I
12%
TEMP, 280 F
TEMP, 450 F
SIZE
SIZE
4
I
4% - 5178.
SIZE
0%-SIZE
I
12%
XO.2
4
0.
COMM
517-F
07,
Z
0 fl4
U.,
z
J.._ NORM
'
0.6
z
maximal and minimal measurements during 2-year interval.
Horizontal dotted lines represent measurements made last,
indicating leaching in boards
containing polyethylene glycol.
w
o
I
z
0
years. Each bar represents
I-
z0
a
-u
Im
C
u
j m
-0.4
o
z
iJ
20%
I
40SF
450 F
I
L 07.
I
ii
47.
I
ISIZE
18% - SIZE
SIZE lNORM
0
-
COMM
4%
2%-SIZE
TEMP 450 Fl
I TEMP. B0 F-I
IOZE
4
I 2%
20
I
o
SIZE
-4-NORM
a
1\)
a
years. Top of bar represents
maximal, and lower limit of bar
represents minimal measurements during 2-year interval.
Horizontal dotted lines repre sent measurements made last,
indicating leaching in some
phenol-bound boards.
- SIZE
- SIZE
Figure 12. Effect of treatments
on swelling in thickness of
boards exposed outdoors for 2
I
I
0
0
'
0
14, - SIZE
L
I
1
I'OL,YETHYLENE OLYCOL
5%
I 0%
450 F
PHENOL
0
UREA
3B0 F
0
U
1. - SIZE
0U,
0.
'
represents maximal and minimal measurements during 2-year
interval.
1
I.-
[COMM I
doors for 2 years. Each bar
joy. *SZEI-*- NORM
z0
iI2% +SIZ}
0.
I
w
0
U
p
I
I
'-
zw
0
Figure 13. Effect of treatments
with and without sizing, high
pressing temperatures. and
treatments containing polyethylene glycol on absorption of
water by boards exposed out-
0
I-.
Treating with high resin content
The beneficial effects of high content of resin plus wax sizing in
maintaining dimensional stability were evident in several tests. In tests
of swelling in thickness, boards with added resin and wax sizing were
significantly better than normal boards, regardless of type of binder
(Figure 5).
In tests of bending strength, the only treatment in the urea-bound
group that was significantly better than the norm was the one with both
added resin and wax sizing. In the phenol-bound group, the significantly better treatments wer' those with added resin with and without wax
sizing (Figures 18 and 19).
In tests of internal bond, only the two treatments with increased
amounts of resin were significantly better than the normal treatment for
boards with urea binder. Both treatments were significantly better than
the norm for phenol-bound boards also, but so were several other treatments (Figure 20).
With urea binder, the treatment with high content of resin plus
wax sizing was one of only two combinations producing boards that retamed over 50 percent of their strength in all tests after 1 year's exposure (Figure 17).
21
z
w
.
I
j
SITE
8%-SIZE
I
TEMP, 450 11
I
TEMP 400 ii
SI?E
SIZE
I
Figure 14. Effect of treatments on bending strength
of boards after 1 year's
outside exposure.
I
U,
COMM
I
0
47,
I
U-
6% - SIZE:
F
6%
I
a-
J
Zc-SIZE
1
SIZE
1
LLI
Q.
0
TFMP 560 1
U
a.
0
1EMI-'. 450 F
U,
I,,SJZE
10RM
I
I
I
J
IOX3
UREA
PHENOL
I
I
I
I
0
0
Boards with phenol binder made by treatments containing added
resin with and without wax sizing also retained over 50 percent of their
strength in all tests (Figure 17).
The general superiority of normal boards and those made with
added resin indicates the difficulty of improving this type of particle
board now being produced commercially without increasing resin content. Since there was general improvement in properties with increasing resin content, the hypothesis might be suggested that the most important qualification for good particle board would be quality and quantity of resin-wood bonds. The possibility that improved boards might be
produced from the promising treatments in this study by adjusting various manufacturing conditions could be confirmed only by further re search.
Boards prepared under normal conditions and boards made by
adding more resin were compared statistically to determine effects of
adding wax sizing or leaving it out. Whether the board containing sizing
was better or poorer than the comparable board without sizing is indicated in Table 2.
Tests of boards exposed outdoors or soaked in water showed statistically significant differences in every instance, the better board be22
0
t
-o
23
-
0
r
I,
z
I
I
I
I
z
1.
I
I
20.
I
I
tISUFI
$400
I
lOT
i
'ISIZE
SIZE
i
I
I
INORM
I
I
I
I
POLYETHYLENE GLYCOL
IcOMM I
I IZ%fSIZZ
12%-SItE
380F
450F
4%+ISIZE_._NORM
I
4% - SIZE
I
,_ 100
1
'U
COMM I
I
-J
f
z
I
z0
67lSfZ.E
6t,-SIZE
I
I
200
a.
I
0
0
0.I
I
zot.
I
I
I
I
I
I
I
8%+SIZ.E
I
J
5
z
5tt
lOt,
TEMP.450F
TEMP. 400 F
I
It, - SIZE
Slit;
I COMM
TEMP 450F
TEMP IBO F
10X6
I
I
I
b%.SIZE
- SIZE
IZ%4SIZE
I
2% - SIZE
a
C
0
r
x
C
2
CCMM
(a
Fig. 15. Effect of treatnients on elasticity of boards
after 1 year's outside exposure.
w
z
0
0
Figure 16. Effect of treatments on internal bond of
boards after 1 year's outside exposure.
Table 2. Effect of Wax Sizing and Resin Content on Stability and Strength.
Urea-formaldehyde resin
Test
6%
+sizing
I
Phenol-formaldehyde resin
4%
12%
-sizing
+slzina
I
-sizing
+sizing
I
8%
-sizing
+sizin
I -sizing
0.36
0.30
0.33
Dimensional stability
Linear expansion,
To
(14 days high reativ e
0.32
ham idi ty)
0.35
0.33
0.36
0.31*
Thickness swelling, To
(24-hour water-aoak)
8.5*
17.3
6.1*
10.4
10.1*
27.4
8.2*
18.0
Water absorption, To
(24-hour water-soak)
13.6*
63.2
10.8*
34.8
15.3*
76.9
18.2*
61.0
2270
435
2700
525
2820
505
114
152
167
Strength
Rupture, pet
Elasticity, M psi
Internal bond, psi
Significant difference at
5
2710
450
2460
420
178
190
percent level.
3090
495
253
2760
490
264
2020
440
89*
STRENGTH RETENTION, %
MOR
TREATMENT
MOE
)10( 0
0
lB
>1OC o
>100
Commercial
6%+size
.
6%-size
l2%+sjze
12%-size
High temp, 380 F
High temp, 450 F
-
Commercial
4%+size
4%-size
,.
8%+size
z1
8%-size
High temp, 400 F
High ternp, 450 F
5% poly glycol
10% "
I'
-
S
-
I
20%
Figure 17. Effect of treatments on percentage of retention
of strength in boards exposed outside for 1 year.
ing the one with wax sizing. Results showing significant differences occurred infrequently in tests of exposure to high humidity and of strength.
For boards with wax, elasticity was higher and internal bond lower in
every instance, but the differences were not significant statistically except with 4 percent phenolic-binder in internal bond.
The reason why the inclusion of sizing resulted in increase in
strength in some instances and decreases in other instances is not
known. Small variations in techniques of manufacturing have been
checked for possible effects, but these factors were not consistent as a
possible explanation.
Treating with high pressing temperatures
Test results from treating with high pressing temperatures were
comparable to the normal boards (Figures 11 through 16) and were significantly better in one instance (Table 3). The phenol-bound boards appeared to suffer no ill effects from high temperatures, but the ureabound boards were discolored noticeably on the surface. Sanding re25
Table 3. Treatments Statistically Better' Than the Norm.
rest
Phenol binder
Urea binder
Linear
expansion
None
None
Thickness
swelling
12%+sizing
8%+sizing, high temperature, 450 F
None
None
strength
1 2%+sizing
8%-sizing, 5% polyglycol
8%+sizing, 10% polyglycol
Commercial
Elasticity
1 2%+sizing
8%+sizing
8%-sizing
1 2%-sizing
12%+ sizing
Commercial, 10% polyglycol
8%-sizing, 5% polyglycol
8%+sizing, 20% polyglycol
4%-sizing
Water absorption
Bending
Internal
bond
'At S-percent level of significance
moved most of the discoloration, however, and apparently removed the
damaged fiber arid resin also, as indicated by favorable results in tests.
Beneficial effects of high press temperatures together with those
resulting from increased resin content were evident in nearly all tests
of stability and strength (Figures 4, 5, 6, 11 through 16). In fact, treatment with high pressing temperatures probably was the most promising
treatment in this study. Increasing press temperatures may make
shorter press times possible without appreciably lowering properties of
the boards.
Improved durability in both stability and strength was gained by
using high pressing temperatures for boards containing phenol binder.
The one instance where this treatment resulted in boards significantly
better than the norm was in the phenol-bound series with high pressing
temperature of 450 F in the test of thickness swelling. Effects of high
press temperature on thickness swelling are shown in Figure 9.
26
2500
U,
a-
j\NORM
3000
I
2000
j
I-
RESINS
4
pH
pH
5%
0%
POLY- FORMALIMPREG- HEATING
PRESS
RESIN
PAR- ETHYLENE DEHYDE
CONTENT TEMPER- NATING
ATURE
3
120 MIN.
0 MIN.
30 hUN.
7.
0%
I
MIN
c, MIN
20%
8. IPF -
8% IPF + W
4% IPF 4 W
4%IPF-W
F
400 F
450
o
o
0
0
4%PF-W
0
o
-J
0
U,
4%PF+W
0
COMM.
1500
U-
8tP1+W
8%p1-w
a-
TICLES
GLYCOL
VAPOR
TEMPERING
OIL
Figure 18. Effect of treatments on bending strength
of phenol-bound boards.
With urea binder, the pressing temperature of 450 F was one of
the two treatments making boards that retained over 50 percent of their
strength in all tests after 1 yearts exposure. With phenol-bound boards,
both pressing temperatures of 400 F and 450 F were among the six combinations making boards that retained at least 50 percent of their strength
in all tests.
Use of impregnating phenolic resin
Boards containing impregnating phenolic re8in binder had very
poor properties in several tests (Figures, 4, 5, 6, 18, 19, and 20).
This treatment yielded low-quality boards in all tests of dimensional
stability, whether water-soak or exposure to high relative humidity, except for thickness swelling and water absorption when the boards contained 8 percent impregnating resin, plus wax.
An explanation may be advanced as to why these poor results occurred, since good' results were obtained with this resin in a previous
study (3). Since this resin is designed primarily for a product with high
27
density or high resin content, perhaps the resin penetrated too much to
form good bonds between adjacent particles at the usual density and resin
content of commercial particle board.
Heating particles
When the chips were heated, a definite darkening occurred, as
length of treatment increased. Detrimental effects of the heating treatment on linear expansion after 14 days' exposure to high humidity are
shown in Figure 4. Although there may have been a small degree of stabilization imparted to the particles by heating (Figures 5 and 6), this effect was counterbalanced by definite reductions in strength (Figures 18,
19, and 20). Other researchers (11, 17, 18) also have reported this
same general result from heating.
Adding polyethylene glycol
The treatment with polyethylene glycol required extended pressing time for the phenol-bound series. Although urea-bound boards from
the press appeared normal, extended pressing time also may have been
advantageous for this series.
Phenol-bound boards with 10 and 20 percent polyethylene glycol
added were as good as normal boards in linear expansion (Figure 4).
0
0
5
I-I
NE
NIVI 0
I"
0
0I
0
N!W c
B
Id! tO
6
10
HEW Di
Sd!
-
U,
0
0
RESIN
CONTENT
FORMALTEMPOLYIMPREC- HEATING
PRESS
ETHYLENE DEHYDE PERING
PARTEMPER- NATING
ATURE
RESIN
TICLES
GLYCOL
VAPOR
OIL
Figure 19. Effect of treatments on elasticity of phenol-bound boards.
28
200
z0 50
-j
to
I,.'..
5.5.
lid
Ii"
Ut
NO
0
NUt S
Lw
- Adi %
RESIN
CONTENT
M + 4d1 %R
00
--
nut ci
Ad %8
Ak - Sc!
0
r Sd '48
I
50
NOD I
100
IJ
I-
FORMALPOLYPRESS IMPREG- HEATING
PAR- ETHYLENE DEHYDE
TEMPER- NATING
VAPOR
GLYCOL
TICLES
ATURE RESIN
TEMPEKING
OIL
Figure 20. Effect of treatments on internal bond
of phenol-bound boards.
Addition of the chemical in tests of extended water-soaking and
exposure to high humidity resulted in a reversal of effects on thickness
swelling. Specimens with 5 percent polyethylene glycol were lowest in
percentage of thickness swelling in test of high humidity and highest in
the water-soak test (Figure 10). All boards with polyethylene glycol
showed a level of stability better than normal in the water-soak test
after the sixth day.
Phenol-bound boards containing polyethylene glycol had a considerable bow during dry periods in the early portion of the exposure
test. This bowing was caused by leaching of the chemical to the lower
half of the specimens. At the end of 2 years, no bowing remained. The
boards also had decreased in length and thickness, indicating that leaching had occurred. This series of boards retained smoothness well, with
only slight roughening occurring.
All phenol-bound boards with polyethylene glycol were significantly superior to normal boards in internal bond (Figure 20, Table 3).
Boards with 5 and 10 percent polyethylene glycol also were significantly
better than the norm in the test of bending strength (Figure 18, Table 3).
29
Urea-bound boards with the same chemical added tested less
favorably in both tests. In this series, polyethylene glycol interfered
with bonding; a similar effect was noted by other researchers working
with paper (21).
The greater strength in the phenol-bound boards resulted from
increased pressing time. Also, polyethylene glycol may have aided
bonding action by decreasing compressive strength of the particles, thus
allowing more intimate contact between particles. Probably nearnormal stability in linear expansion and increased stability in thickness
swelling in the water-soak test was caused by the buLking effect of polyethylene glycol. The chemical, however, is subject to leaching, as indicated in the outside exposure. Any beneficial effects would be temporary if water were encountered.
Treating with formaldehyde vapor
When placing the particles in an excess of formaldehyde vapor
for periods of 30, 60, and 120 minutes at 220 F, the most harmful results came from adding the catalyst of 1 percent zinc chloride. The
same degrading effect caused by action of the acidic zinc chloride and
heat upon the particles had occurred during treatment of paper or wood
specimens by other researchers (18, 22, 24). There was a marked decrease in quality of stability and strength of boards made from particles
exposed 30 minutes to formaldehyde vapor, followed by a gentle decline
in quality for the two longer periods of exposure (Figures 4, 5, 6, 18,
19, and 20). Apparently no added stability resulted from this treatment.
In fact, the treatment yielded poor boards in both the water-soaking test
and the test by exposure to high humidity.
Adding tempering oil
Addition of tempering oil proved to be another of the poorer
treatments. Characteristics of low strength and stability probably resulted from interference of the tempering oil with formation of glue
bonds (Figure 4, 5, 6, 18, 19, 20). One urea-bound board, which was
manufactured almost immediately after application of the oil, had properties comparable to the norm, but no better. This treatment might be
more satisfactory as a post-treatment of the completed board.
Controlling pH of phenol-bound boards
Although control of pH is important in production of paper and
wet-process hardboard, pH had little effect on particle boards in the
range studied. Generally, properties of boards with controlled pH were
only slightly lower than those for normal boards. The differences were
not significant, except in the test of bending strength at pH of 3.0, where
a significant reduction in strength occurred (Figures 4, 5, 6, 18, 19,
and 20).
30
Extending urea binder with blood
In the range studied, extension of urea binder with soluble blood
had no significant effects1 except for a lower modulus of rupture in
those boards sprayed with urea resin that had been extended 10 percent
with blood.
Commercial boards
Boards produced under commercial conditions varied considerably (Figures 14, 15, and 16). This variation may be explained artially by the fact that specific gravities of commercial boards compared to
those of laboratory boards were lower in the urea-bound series (0.59
compared to 0.66), and higher in the phenol-bound series (0.72 compared to 0.65). The same situation was true with content of resin; the
level of urea binder in commercial boards was 5 3/4 percent compared
to 6 percent, and the level of phenolic binder ranged from 4 1/2 to 5
percent compared to 4 percent.
With phenol binder, commercial boards retained the highest percentage of their strength in all tests after 1 year's exposure (Figure 17)
of any of the combinations.
The commercial board with higher density was one of the best in
the study,indicating that density was associated with quality.
31
CONCLUSIONS
For the methods followed and in the experimental range studied
in the project, the following conclusions are proposed:
No treatment contained boards that were significantly better
than the norm in every test.
At normal conditions, only treatments with high resin contents produced particle boards with some dimensional and
strength properties that were significantly better statistically than normal boards.
At other than normal conditions, only treatments with high
pressing temperature or containing polyethylene glycol
produced boards significantly better than the norm in some
tests in either strength or stability.
In general, wax sizing had no significant effect in tests of
strength or long-term exposure to high humidity. It did have
a definite effect whenever water was encountered for short
periods, as in the 24-hour water-5oaking test, or as rain in
outside conditions of exposure. In all conditions of high
humidity, those treatments containing wax usually had slightly better stability than those without wax sizing.
Perhaps the most important conclusion of this study 18 realizing the difficulty of improving dimensional stability in
particle board without upsetting an economic balance between
cost of production and selling price. At the outset of the
project, the most promising treatments were selected with
the hope of increasing dimensional stability even slightly.
Results indicate both the difficulty of improving dimensional
qualities at economical levels, and the need for further research on this problem.
32
LITERATURE CITED
Anonymous. Dimensional Stability Seminar. Rpt. No. 2145,
For. Prod. Lab., U. S. Dept. of'Agric. Z8pp. 1959.
Anonymous. Fiberboard and Particle Board. Food and Agric.
Organ. l8Opp. 1958.
Burrows, C. H. Floor Tiles from Planer Shavings. Information
Circular No. 12, For. Res. Lab., Ore. State Univ. 4Opp. 1958.
Ericks, W. P. Method for treating cellulose and product thereof.
U. S. Patent 2,629,674. 1953.
Evaluating the properties of wood-base fiber and particle panel
materials. American Society for Testing and Materials. ASTM
Designation: D1037-60T:776-795. 1960.
Hallonquist, E. 0. Dry process for making composite products
with pHcontrol. U.S. Patent 2,571,986. 1951.
Heebink, B. 0., and R. A. Hann. "Stability and Strength of Oak
Particle Boards." For. Prod. Jour. 9(7):236-242. 1959.
Johnson, J. W. Dimension Changes in Hardboard from Soaking
and High Humidity. Rpt. No. T-16, For. Prod. Lab., Ore. State
Univ. 1956.
Liiri, 0. "Investigations on the Effect of Moisture and Wax upon
the Properties of Wood Particle Board." Pap. jPuu 42(2):43-56.
1960.
Lofgren, B. E. Continuous and Discontinous Heat Treatment and
Humidification of Hardboards. Fibreboard and Particle Board,
Vol.111. FoodandAgric. Organ. 1957.
Maku, T. R. Hamada, and H. Sasaki. Studies on the Chipboard
(Report 3): Some Experiments on the Improvement of Dimensional
Stabilities of Chipboard. Wood Research No. 17. Wood Res.
Kyoto, Japan. 1957.
Mat-formed Wood Particleboard (Interior Use). U. S. Dept. of
Commerce. Commercial Standard CS236-61.
Maxwell, J. W., et al. "A Search for Better Particle Board
Adhesives." For. Prod. Jour. 9(10):42A-46A. 1959.
Mossberg, B. Oil Tempering of Hardboard. Fibreboard and
Particle Board, Vol. III. Food and Agric. Organ. 1957.
33
ögland, N, J. The Heat Treatment of Hardboard. Fibreboard
and Particle Board, Vol.111. Food and Agric. Organ. 1957.
Schwartz, S. L., and P. K. Baird. "Effect of Molding Temperature on the Strength and Dimensional Stability of Hardboards from
Fiberized Water-soaked Douglas-fir Chips.t' For. Prod. Res.
Soc. Proc. 4:322-326. 1950.
Seborg, R. M., H. Tarkow, and A. J. Stamrn. "Effect of Heat
upon the Dimensional Stabilization of Wood.' J. For. Prod. Res.
Soc. 3(3):59-67. 1953.
Sta.mm, A. J. "Dimensional Stabilization of Wood by Thermal
Reactions and Formaldehyde Cross-linking." Tappi 42(1):39-44.
Stamm, A. J. "Effect of Polyethylene Glycol on the Dimensional
Stability of Woods." For. Prod. Jour. 9(10):375-381. 1959.
Staxrirn, A. J., and R. H. Baechler. "Decay Resistance and
Dimensional Stability of Five Modified Woods." For. Prod. Jour.
10(l):22-26. 1960.
Staxnm, A. J., andW. E. Cohen. "Swelling and Dimensional
Control of Paper. I. Effect of Wet-strength Resins and Carbowax."
Aust. Pulp Pap. md. Tech. Ass. Proc. 10:346-365. 1956.
Stamm, A. .1., and W. E Cohen. "Swelling and dimensional
control of paper. 2. Effect of cyanoethylation, acetylation and
cross-linking with formaldehyde." Aust. Pulp. Pap. md. Tech.
Ass. Proc. 10:366-393. 1956.
Stamm, A. J., and H. Tarkow. Method of stabilizing wood.
U. S. Patent 2,572,070. 1951.
Tarkow, H., and A. J. Starnm. "Effect of Formaldehyde Treatments upon the Dimensional Stabilization of Wood." J. For. Prod.
Res. Soc. 3(2):33-37. 1953.
Thomas, R. J., and F. W. Taylor. "Urea-formaldehyde Resins
Modified with Water-soluble Blood." For. Prod. Jour. 12(3):1l1115.
1962.
Turner, H. D. "Effect of Particle Size and Shape on Strength and
Dimensional Stability of Resin-bonded Wood-particle Panels."
J. For. Prod. Res. Soc. 4(5):210-223. 1954.
34
FOREST RESEARCH LABORATORY
The Forest Research Laboratory is part of the Forest Research
Division of the Agricultural Experiment Station, Oregon State University. The industry-supported program of the Laboratory is aimed at unproving and expanding values from timberlands of the State.
A team of forest scientists is investigating problems in forestry
research of growing and protecting the crop, while wood SCien3t5 engaged in forest products research endeavor to make the most of the timber produced.
The current report stems from studies of forest products.
Purpose
Fully utilize the resource by:
developing more by-products from mill and logging residues to use
the material burned or left in the woods.
expanding markets for forest products through advanced treatments,
improved drying, and new designs.
directing the prospective user1s attention to available wood and bark
supplies, and to species as yet not fully utilized.
creating new jobs and additional dollar returns by suggesting an increased variety of salable products. New products and growing
values can offset rising costs.
Further the interests of forestry and forest products industries within
the State.
Program
.
Identify and develop uses for chemicals in wood and bark to provide mar-
kets for residues.
Improve pulping of residue materials.
Develop manufacturing techniques to improve products of wood industries.
Extend service life of wood products by improved preserving methods.
Develop and improve methods of seasoning wood to raise quality of wood
products.
Create new uses and products for wood.
Evaluate mechanical properties of wood and wood-based materials and
structures to increase and improve use of wood.
AN ADVISORY COMMITTEE composed of men from representative in-
terests helps guide the research program in forest products. The following men constitute present membership:
Western Pine Association
CHARLES KRE]DER, Chairman
Southern Oregon Conservation and
RALPH BRINDLEY, Principal
Tree Farm Association
GEORGE C. FLANAGAN, Alternate
LARRY E. CHAPMAN, Principal
PAUL R. WALSH, Alternate
Willatnette Valley Lumbermen's
Association
CHARLES F. CRAIG, Principal
J. A. MACGREGOR, Alternate
PHILIP BRIEGLEB, Principal
JOHN B. GRANTHAM, Alternate
C. R. DUFFIE, Principal
Western Wood Preserving
Operators Association
Pacific Northwest Forest and
Range Experiment Station
Pulp and Paper Industry
DR. HERMAN AMBERG, Alternate
R. A. KRONENBERG, Principal
JOHN M. HESS, Alternate
W. .7. RUNCKEL, Principal
T. K. MAY, Alternate
FRED SO}, Principal
THOMAS M. MELIN, Alternate
American Plywood
Association
West Coast Lumbermen's
Association
Western Forest Industries
Association
LEIFD. ESPENAS, Secretary