The Formation of Advanced Composite Materials Over
advertisement

The Formation of Advanced Composite Materials Over
Complex Geometric Shapes Using Inflated Diaphragms
by
Paul J. Llamas
Submitted to the Department of Mechanical Engineering
in partial fulfillment of the requirements for the degree of
Bachelor of Science
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
May 9, 1997
© Massachusetts Institute of Technology, 1997. All Rights Reserved.
Author
......
A uthor
.··.·.....
· ·. r.....·..........
· ·. ··.~...;
-..............................
-
...................
Department of Mechanical Engineering
May 9, 1997
Certified by ..........................................
... .............................
fes r TimothyGutowski
Department of Mechanical Engineering
Thesis Supervisor
Accepted by ........................
..
Prof
r Peter Griffith
Chairman, Undergraduate Thesis Committee
Mechanical Engineering Department
,;,SSAHUSE'TS
is
iIl UTt
OF TECHNOLOGY
JUN 2 7 1997
LIBRA.RiES
ARCHIVES
2
The Formation of Advanced Composite Materials Over Complex
Geometric Shapes Using Inflated Diaphragms
by
Paul J. Llamas
Submitted to the Department of Mechanical Engineering on May 9,
1997, in partial fulfillment of the requirements for the degree of
Bachelor of Science in Mechanical Engineering
Abstract
An investigation of the formation of aligned composites and woven fabrics over complex
geometric shapes using different forming processes has been performed. The investigation
focuses on the wrinkling effects seen in aligned fibres over c-channel tools using drape
and inflated diaphragm forming processes. A comparison is made to determine whether
either forming process has an advantage over the other. The results show that the inflated
process seems to work better relative to the drape method. However, both methods leave
room for improvement. The investigation also focuses on the formation of woven fabrics
over hemispheres of varying diameters to determine the angles and diagonals as well as
the in-plane and inter-ply shear experienced by the fabric. The resulting angles and diagonals formed by the preset grid, drawn on the woven fabric, are then compared to those predicted by a theoretical model. The comparison between the results show good agreement.
Thesis Supervisor: Professor Timothy Gutowski
Title: Mechanical Engineering Professor
Table of Contents
1 Introduction ................................................................................................................
2 Theoretical Analysis ..................................................................................................
11
15
2.1 Laminate Wrinkling and Shear Displacement of Aligned Composites ........... 15
2.2 Predicting In-Plane Shear Of Woven Fabrics .................................................. 15
2.3 Inter-ply Shear of Woven Fabrics .................................................................... 17
3 Experimental Procedure............................................................
19
3.1 Formation Of 0/90 Aligned Fibre Composites On A Curved C-channel ........19
3.2 Formation of Woven Fabric Materials Over Hemispheres..............................25
4 Results........................................................................................................................29
4.1 Results of Deformed Aligned Composites Over a Curved C-Channel............29
4.2 Results of Angles Formed Over Hemispheres of Varying Diameters .............31
4.3 Results of Diagonals Formed over Hemispheres of Varying Diameters .........34
4.4 Results of In-Plane Shear for Woven Fabrics ..........
............................ 37
4.5 Results of Inter-Ply Shear Displacement .........................................................38
5 Discussion and Conclusions ............................................................
39
5.1 Inflated and Drape Forming Methods ........................................................... 39
5.2 Comparing Theoretical and Experimental Results of Woven Fabrics ............41
5.3 In-Plane Shear Displacement of Woven Fabric............................................... 42
Appendix A Angle Results of The Woven Fabric
................
................
43
A. 1 Experimental vs. Theoretical Angle Results.................................................... 43
A.2 Percentage Error for Angles Measured of Each Hemisphere ..........................48
Appendix B Diagonals Results of The Woven Fabric .
.......................................53
B.1 Experimental and Theoretical Diagonal Results..............................................53
B.2 Percent Error Between Theoretical and Experimental Results ........................58
Appendix C Tabulated Averages and Standard Devs. of Angles ..................................63
Appendix D Tabulated Averages and Standard Devs. of Diagonals .............................65
Bibliography..............................................................................................
5
67
a-
6
List of Figures
Spherical Quadrilateral ....................................................................................................... 16
Inflated Diaphragm Apparatus ...................................................................................... 21
22
Drape Forming Apparatus .....................................................
Inflated Diaphragm Forming Process .....................................................
23
24
Drape Forming Process .....................................................
25
Woven Fabric Test Sample .....................................................
Zoom In of Grids on the Plies and Points Marked to Measure Displacement .....................27
C-channel Deformation Results .....................................................
29
31
Angle Results of 4.75 inch Diameter Hemisphere ....................................................
32
Angle Results of 7 inch Diameter Hemisphere .....................................................
33
Angle Results of 9 inch Diameter Hemisphere .....................................................
Diagonal Results for the 4.75 inch Diameter Hemisphere ................................................. 34
Diagonal Results for the 7 inch Diameter Hemisphere ......................................................35
Diagonal Results for the 9 inch Diameter Hemispheres .................................................... 36
In-Plane Shear of Woven Fabric for Varying Diameter Hemispheres ........................... 37
Graphical Analysis of the Inflated and Drape Forming Methods .......................................39
8
List of Tables
Inter-ply Displacement Measurements .............................................................................. 38
Average Percent Error and Standard Deviations of Angles Formed ..................................41
Average Percent Error and Standard Deviations of Diagonals Formed .............................41
10
Chapter 1
Introduction
The utilization of advanced composite materials in all types of industry has increased
over the years. The advantages of composites are their unique mechanical properties and
the possibility of tailoring these materials to the load requirements desired to perform a
certain task. Fibre reinforced composites have a high stiffness to weight ratio which is
important in weight sensitive applications such as highly sophisticated aerospace vehicles.
However, the use of composites is also extending into the aircraft and automobile industries.
Despite the advantages that come with the use of composites materials, their use have
been limited due to several disadvantages. One big disadvantage is that they are significantly expensive. One reason that contributes to their high cost involves the manufacturing of the composite materials themselves. The monotonous task of impregnating the
matrix with the fibres to make the composite material adds significantly to the cost. The
other reason involves processing the composite materials into a manufactured part. The
process usually entails workers laying up the part by hand. This labor intensive process
drives up the cost even higher. As a result, the costs involved in manufacturing composite
parts is much more expensive than conventional metallic and plastic parts.
Designing with composites is also more complicated than with metals and simple plastics. Whereas the material properties of metals and simple plastics are clearly specified
with a moderate degree of variation, composites are more like a construction of fibres and
a matrix. Usually several iterations are necessary in the design procedure of load bearing
structures made of composites. In order to take full advantage of the potential capacity of
11
composites for specific purposes, the properties of yet unknown combinations or formations of available fibres and matrices must be assessed.
The challenges presented by the use of composite materials are being met in several
ways. The use of automated tape lay-up and cutting techniques have cut the costs involved
with the manufacturing of composite materials. The cost of manufacturing composite
materials into parts has also decreased with the use of diaphragm forming. Research is
also underway to determine the characteristic material properties of composites. This will
make it possible to better understand the material and use it properly in the design of structures.
Diaphragm forming is a process used to eliminate the need for workers to lay up the
part by hand. It involves a one step process where a flat laminate prepreg preform is
placed on a tool. A silicone rubber diaphragm or diaphragms are used to form the prepreg
over a tool of a given geometry. There are currently three different diaphragm forming
processes being investigated. These three processes are drape, inflated diaphragm, and
double diaphragm forming.
The understanding of the characteristic behaviors of both aligned and woven composites are essential for the proper use of the material. The best way to accomplish this is to
develop a theoretical model that will accurately predict the deformation behavior of these
composites.
There are two underlying purposes focused on in this investigation.
One is to analyze
the wrinkling effects seen in aligned composites when formed over a curved c-channel
tool. This procedure is done using both the inflated diaphragm and drape forming processes. These results will then be compared to one another to determine whether one process has an advantage over the other and to determine whether or not there is a way to
12
improve either process to increase its efficiency in reducing the number of defective parts
formed.
13
14
Chapter 2
Theoretical Analysis
2.1 Laminate Wrinkling and Shear Displacement of Aligned Composites
Laminate wrinkling of aligned composites occurs when compressive forces created
during formation causes a gross buckling deformation through the entire thickness of the
laminate. Due to the severe constraints on the material's inability to be compressed,
aligned composites are restricted in modes of deformation. The laminate's ability to form
into complex geometries is achieved by in-plane and inter-ply shear displacements. Inplane shear occurs when adjacent fibres in the same plane slide past one another. Inter-ply
shear occurs when plies slide past one another. Other shears occur in this process, such as
transverse shear and longitudinal through-the-thickness shear, but are not of relative
importance. The compressive forces which cause the gross bucking arise from the material compression necessary to form double curved shapes, such as in the geometry of a
curved c-channel. 1
2.2 Predicting In-Plane Shear Of Woven Fabrics
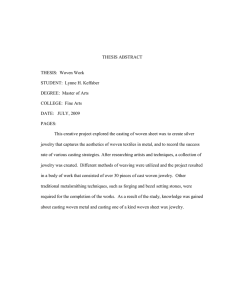
The theoretical analysis for predicting the angles and diagonals formed over a hemisphere for an n x n grid of size d is done by applying spherical trigonometry to a typical
cell (i, j) that has been divided into four equal and right-handed triangles2 (See Figure 2).
Aij =
-(Ai-lj-
l
+Bilj+Bijl)
ai = asin(sinAisind)
15
(2.1)
(2.2)
b = 2atan tan (d-ay){. l
)](
(2.3)
1
1 sinI(d- ,ai,)
B
= 2atan[
cot'(! - Aij 12I
sin (d + aij)
(2.4)
2
Initial conditions for these recurrence relations are:
Aio = Aj
= Bio = Boj
=
2A
Figure 2.1: Spherical Quadrilateral
16
(2.5)
2.3 Inter-ply Shear of Woven Fabrics
A theoretical model for inter-ply shear displacement has yet to be developed. However, it is hoped that the results of this investigation will show some similarities between
the inter-ply shear displacements of woven fabrics to those of aligned fibre composites.
The results of this experiment will help provide insight into the characteristic behavior of
inter-ply shear displacements of woven fabrics. A mathematical algorithm to properly
predict inter-ply shear displacement of woven composites will be further assisted with the
results obtained from this investigation.
17
18
Chapter3
Experimental Procedure
There are two sets of experiments conducted. One set of experiments focuses on the
wrinkling effects of aligned fibre composites using the inflated diaphragm and drape forming processes. The second set of experiments focuses on the mapping behavior of woven
fabrics over hemisphere tools using solely the double diaphragm forming method.
3.1 Formation Of 00/900 Aligned Fibre Composites On A Curved Cchannel
3.1.1 Graphite/Epoxy Aligned Fibre Composites Over A Curved C-channel
The test specimens used in this set of experiments consisted of 6in.xl2in. prepreg
aligned fibre composites varying from two plies to eight plies in thickness. The type of
composite used is Toray 3900 that comes in a roll that measures six inches in width.
3.1.2 Sample Preparation
The Toray composite roll needs to first be removed from the lab freezer and allowed to
three hours to properly thaw to room temperature before its packaging can be opened to
prepare the samples. Once the composite material is thawed out, it is placed on a thin elevated rod to properly support it while the samples are cut. When the desired quantity of
plies are cut, they are carefully layered in a 00 /900 orientation. One ply is placed over the
other after removing the protective paper backing from the composites. Once the desired
19
number of plies is achieved, they are pressed together using a small hand roller. Two sets
of two, four, six, and eight plies are made for a total of 8 samples.
These samples are then precut to a c-shaped geometry to properly form over the
curved c-channel tool to be used in the this experiment.
One set of samples is used in the
inflated diaphragm forming experiments while the second set is used for the drape forming
experiments.
20
3.1.3 Inflated Diaphragm and Drape Forming Apparatuses
The purpose for this set of experiments is to determine whether the inflated diaphragm
or double diaphragm process has an advantage over the other and to observe the wrinkling
effects experienced by the composite samples. The inflated diaphragm forming apparatus
consists of an adjustable tool platform ring with a silicone rubber diaphragm attached,
vacuum ports, an aluminum ring with a silicone rubber diaphragm attached, and a transparent plexiglass tube. One diaphragm is located underneath the adjustable tool platform
ring. The other is located underneath the cap of the apparatus (See Figure 3.1).
Silinnn Rhhbr
Diaphragms
Prepregs
Forming
Tool
Figure 3.1: Inflated Diaphragm Apparatus
21
The drape forming apparatus consists of an adjustable tool platform, vacuum ports,
an aluminum ring with a silicone rubber diaphragm attached and an aluminum cylinder.
The
prepreg is then placed on the tool followed the aluminum ring with the silicone rubber
diaphragm (See Figure 3.2).
Silicone Rubber
Diaphragm
Prepregs
Forming
Tool
Figure 3.2: Drape Forming Apparatus
22
3.1.4 Diaphragm Forming Testing Procedure
3.1.4.1 Inflated Diaphragm Forming Testing Procedure
To make the part using the inflated diaphragm process, the prepreg preform is placed
directly on the tool and the assembly is bolted down. A vacuum is then created to cause
the upper diaphragm to have contact with the cap of the apparatus. The next step is to create a second vacuum inside the chamber causing the lower diaphragm to move upward.
This results in the lower diaphragm to lifting up the prepreg until the diaphragm has
reached maximum contact with the upper diaphragm. This procedure is done to support
the prepreg. Once this step is complete, the vacuum on the upper diaphragm is removed
causing it move downward applying pressure against both the prepreg and lower diaphragm. This process continues until the upper diaphragm has full contact with the tool.
As a result of this process, the prepreg is formed over the tool as well (See Figure3.3).
This procedure is done for two, four, six, and eight plies. The wrinkling area is recorded
for each sample.
I I-- -)per
vacuum
M.
uia
epreg
Lower
D
Lower
D
I
Figure 3.3: Inflated Diaphragm Forming Process
23
3.1.4.2 Drape Forming Testing Procedure
To make the parts using the drape forming process, the prepreg is placed on the tool
followed by the aluminum ring that is place on top. A vacuum is then created between in
the chamber so that the diaphragm deforms. This process, which deforms the diaphragm
over the tool, deforms the prepreg in over the tool as well.(See Figure 3.4) This procedure
is carried out for two, four, six, and eight plies. The wrinkling area is recorded for each
sample.
pnragm
epreg
-I
r--
E
KI
ur.......
]
I
I
-
1
Vacuum
Figure 3.4: Drape Forming Process
24
Vacuum
3.2 Formation of Woven Fabric Materials Over Hemispheres
3.2.1 Charcoal Fiberglass Woven Fabric Test Samples
The test specimens used in this set of experiments consist of charcoal fiberglass plain
weave fabric. Two samples are made to be formed over hemisphere tools of 4.75 in. and 9
in. in diameter while four samples are made to be formed over a 7in. diameter hemisphere
for a total of eight samples. The samples are cut using templates made available in lab.
An X and Y axis are then drawn as well as a 0.5in x 0.5in grid on all of the samples (See
Figure 3.5). In marking the gird, it was realized that the weave of the fabric did not form
perfect squares. In fact, in one direction, it takes eight squares on the fabric to make the
0.5 inch grid while in the other direction it takes nine squares to make 0.5 inch grid. This
fact may be important in the future when analyzing the results of the experiments.
Y-axis
I
--
---a
X-axis
Ire-Drawn
. . \ =
Iu.)
x u.)
Figure 3.5: Woven Fabric Test Sample
25
* _ L
_ a. I
Incn gria
3.2.2 Testing Procedllrs for Woven Fabrics
3.2.2.1 Testing Procedures to determine the mapping over a hemisphere
Using the double diaphragm method described in section 3.1.4.2, a plain weave woven
fabric sample is formed over a hemisphere. This results in the deformation of the predrawn 0.5in x 0.5in grid. The angles and diagonals formed in each 0.5in x 0.Sin square are
measured and recorded. This procedure is done for hemispheres of diameters 4.75in.,
7in., and 9in.
3.2.2.2 Testing Procedures to determine the In-Plane Shear
Using the double diaphragm method described in section 3.1.4.2, a woven fabric sample is formed over a hemisphere. This results in the deformation of the pre-drawn 0.5in. x
0.5in. grid. The distances between each marked fibre, along the edge of the hemisphere,
are then measured and recorded. This procedure is done for the hemispheres of diameters
4.75in., 7in., and 9in.
3.2.2.3 Testing Procedures to determine the Inter-Ply Shear Displacement
Using the double diaphragm method described in section 3.1.4.2, two of the samples
are placed in between the two diaphragms in a 00/450 orientation. Even though they are
in a 00/450 orientation, their grids are drawn so that they are overlapping each other. The
two samples are formed over the 7in. diameter hemisphere. A zoom in of the points
marked to measure displacement between the inter-ply grids is shown in figure 3.5. The
inter-ply shear displacement is measured by measuring the displacement of a marked point
on the uppermost sample from the mark point of the underlying sample where the point on
the underlying sample is considered the point of origin. The direction of displacement is
26
marked by negative and positive X and Y direction, as marked on figure 3.6. These measurements are recorded.
r
J
Kx
/
\%
m
.i I
4
.l
I
\
-7--
I j.
\
/
/
I
·
/
2
m
Y
/
-
-Y
-
l
Axis
X
\/
/
7
1
/
/
/
N
/
3
3
Figure 3.6: Zoom In of Grids on the Plies and Points Marked to Measure Displacement
27
28
Chapter 4
Results
4.1 Results of Deformed Aligned Composites Over a Curved C-Channel
(n
cn
a)
un
a)
Cn
a)
()
1n
1.
L
L.
C
q-
(0
00
Inflated Diaphragm
/
,,>
......
.....................
......
,
:93:::::
96::
.............
:
w,
Drape Forming
Legend
Good
(100-97%
Unwrinkled Surface Area)
Marginal
(96-93%
Unwrinkled Surface Area)
Bad
(Less than 93% Unwrinkled Surface Area)
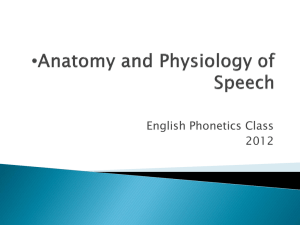
Figure 4.1: C-channel Deformation Results
Figure 4.1 shows the percentage of unwrinkled surface area for each number of plies
for both the inflated diaphragm and drape forming methods. The results of the drape
forming method were done by Jerrod Berlinger, an undergraduate research opportunities
program (UROP) student. It was arbitrarily determined that parts with 97% or higher of
29
unwrinkled surface area was considered a good part, anything between 96% and 93% was
considered a marginally good part, while anything less that 93% was considered a bad
part.
30
4.2 Results of Angles Formed Over Hemispheres of Varying Diameters
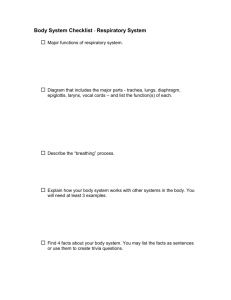
Figures 4.2, 4.3, and 4.4 show the angles formed by the woven fabrics' predrawn
0.Sin. x O.Sin. grid in one quadrant for every hemisphere used. Each angle measured is
marked on the figures. Each square shows the angles obtained from the experimental data
as well as the theoretical. The theoretical results were done using a C Language program
written by Haorong Li, an MIT graduate student, based on the theoretical model described
in section 2.2.
Angles Measured on the Charcoal
Fiberglass Screen on a 0.5"x0.5"
on a 4 3/4"
grid
Half Sphere tool
©Room Temperature
Forming Time 45secs
90
Row
1
Row 2
Row 3
Row 4
90
1)
>87
89
90
91
90
90
89
89
90
87
82
90
87
84
83
81
78
79
75
76
63
90
90
85
78
90
84
79
74
70
68
90
88
82
74
67
66
59
90
74
19
72
60
*All angles m easured in degrees
*Drawing not to scale
*Experimental Results Written in Normal Text
*Theoreall Results Written in Italics
Figure 4.2: Angle Results of 4.75 inch Diameter Hemisphere
31
Im 1
Xp.-
ftsw2
Ro 4
90a Ws0
go
87
87
90
987
¢85
N99
90
J6
_
_
89
85
I
86
785
80
79
76
85
78
75
76
71
77
72
69
78
Row 7
90
90
90
76
75
Row 8
90
89
87
81
Raw 7
.....
.-
9
81
73
.77
75
6
,/71
66
qr
67
.957
62
57
.Vo
70
a
.
r
66
62
73
66
65
57
.>75 988
57
77
73
71
.62
66
75
68
.
so
.7
.75
.
84
80
84
a
-
90
89
8g
8.9
70
80
81
Ro 9
82
84
_
90
83
,8 4
_83
83290
90
6
go
ae
g9
m.
90
90 )
90
R
9O
.90
S 9087
89
907
60
163
5S
'65
55
Angles Measured on the Charcoal
Fiberglass Screen on a 0.5'x0O5 grid
on a 7" half Sphere tool
vnroom I emperature
Forming Time 60secs
*All units measured in inches
*Drawing not to scale
*Experimental Results Written In Normal Text
62
-
21 JNllWbrahIdw
Figure 4.3: Angle Results of 7 inch Diameter Hemisphere
32
I _
-
to
to
b I
-·
I
7
ff7
N
No
b
S
ble7
Ibe?
lobw
bmua
amSa
Mm
am 9
.s
7
as
_
L.I
' 86
.80
86
78
77
78
75
75
x'W
77'2
Ž49
64
ar
Mf
)'7
7
to N
82
79
mf
7g
47
81
.8
Il
f8
II
m
72
A_
A
82
Ž43
lO0
8s
)0
83
,%
I
>0
tO
o1
--
71
77
A_
82
"70
73
75,
m
dS
'8
M43
80
Si
78
U
-
U1
.
-
I
I
--
"J5
75
-
0
N
to
X
8M
a
as
__
-7all
.0
,%
78
"76
77
65
70
6
3;6
i67
0v
la
if'
Angles easured on the Charcoal
Fberglass Screen on a O.5xO.5 grid
on a 9" half Sphere tool
I emperomur
Forming Time ~90necs
*All unit measured in inches
*Drawing not to oale
67
Ex
80
77
7
-
-
"68
wrom
1
7
I5
-
-
g
o70
dg
A_
A_
-N
T,
f~
M
"
Nw
Ž.2 Ž1
.%
87
I I
bw 10
i
Ž45
.' 84
to
•se
__6
to
J
,,,,,,,
-- '"
"As
w
86
87
.
,
N1
"N~6
as
)0
'"7
to
Nl
b 4
g
Nm
2tt
t
II -
r 87
to
bet
be 3
I_
68
71
FrlRmnta Results Written In Normal Text
Ilbfc
WRs&Wm In
Figure 4.4: Angle Results of 9 inch Diameter Hemisphere
33
4.3 Resultsof Diagonals Formed over Hemispheres of Varying Diameters
Figures 4.5, 4.6, and 4.7 show the diagonals formed by the woven fabric's predrawn
0.5in x 0.5in grid in one quadrant for every hemisphere used. Each diagonal measured is
marked on the figures. Each square shows the diagonals obtained from the experimental
data as well as the theoretical.
Row
1
Row 2
Row 3
Row 4
*All angles measured in degrees
*Drawing not to scale
*Experimental
Results Written
in Normal Text
*Th7orcjal ResultsWrittenin Ialics
Figure 4.5: Diagonal Results for the 4.75 inch Diameter Hemisphere
34
'o
I
ft,
ow S2
o
5
Row 6
Row 7
Row 8
Text
Row 9
Figure 4.6: Diagonal Results for the 7 inch Diameter Hemisphere
35
NnW 1
2
Io
No 3
Row 4
Row 5
Row 7
id
Row 9
mal Text
Ro 10
Figure 4.7: Diagonal Results for the 9 inch Diameter Hemispheres
36
4.4 Results of In-Plane Shear for Woven Fabrics
In-Plane Shear for Hemispheresof 3 Different Diameters
C3
0
a
M
co
u)
Ig
=S
0
1
2
3
4
5
6
Distance Along Quadrant (Sn*1.78rads)
7
8
Figure 4.8: In-Plane Shear of Woven Fabric for Varying Diameter Hemispheres
This graphical analysis of the in-plane shear is made possible using the data obtained
in Appendix A. The graph shows that the in-plane shear displacement for three hemispheres of varying diameters.
37
4.5 Results of Inter-Ply Shear Displacement
Column1 Column2 Column3 Column4 Column5 Column6 Column7
Row
1
Row 2
0.-0.0312
03120
0.0
5-4040675
-0313-4O,13
0.12S,0
Row 3
o0
0.125.-0.312
-0104.-.047
Row 5
-0.12,-0125
-0.0126.-0.10
,,,
Row 6
-oA/I,..1oO
Row 7
-012,-0.2
-02.-0.2
Row 8
-0,14i2-.313
-O.37-0446e
Row 9
-0312-.4"
-0,-0U
I
-0.120.03125
-.1625.3125
0,0.03125
-.125 0.025
m
o0.o37M
.O25.0.34375
-014.0.21e
-0.040.4
-0.117 0.152
-01r.021"
-0.o3125.3
,o
-041.-0,1I3 -0.175.-025
-0.1MI2s0.4
-0.2z02
-0.5.-O.3
-O.375.03125
-0.4020.125
-. 141.-0125
.......
o0s37.-.3125 0.2167.0.M2
0.120.0637_
0.0
Row 4
0.1870o3125
· .Q,0 -O&2/
-025..062
-04G,-10.Jl
5
Table 4.1: Inter-ply Displacement Measurements
Table 4.1 shows the inter-ply shear displacement results for the woven fabrics used in
this set of experiments. The results show the X and Y direction of displacement in inches
for a marked point on the upper sample from its initial starting point. The numbers shown
are the coordinates of the marked point from its point of origin. The point of origin is
marked by a point on the lower sample which the point on the upper sample overlaps
before forming (refer to figure 3.6). The two samples are formed over a seven inch diameter hemisphere. These results are merely for future reference since there is no theoretical
model yet developed for this type of displacement. However, it is hoped that this data may
help in the development of a model that properly predicts this type of shear.
38
Chapter 5
Discussion and Conclusions
5.1 Inflated and Drape Forming Methods
Comparison of Inflated Diaphragm vs Drape Forming Method
1
0
Io
3
.[.
:n
ED
.0
Number of Plies Used
Figure 5.1: Graphical Analysis of the Inflated and Drape Forming Methods
Figure 5.1 shows a graphical plot of the results for both the inflated and drape forming
procedures used to form the aligned composite samples over a curved c-channel. The
graph relates the percentage of unwrinked surface area of the part formed versus the number of plies used in each part. The results of both methods are plotted. It seems that the
39
inflated diaphragm method shows the most promising results relative to the drape forming
method. However on a broader scope, neither method seems to present outstanding
results.
Even though the results for either method do not look too promising, the observations
made while performing the experiments lead to some interesting conclusions. For example in the inflated diaphragm forming process, the diaphragms themselves seem to play a
significant role in the wrinkling of the aligned composites. Observations show that the
diaphragms do not fully inflate but rather only contact the prepreg on its ends. As a result
of only the prepreg's ends having contact with the diaphragms, the prepreg experiences
compression forces from the diaphragms.
This can lead to premature buckling not
brought about by the prepreg forming over the curved c-channel. This is the exact opposite of the diaphragms' purpose. Their purpose is to provide tension in the prepreg as is
forms over the curved c-channel. What needs to be done to alleviate this problem is to
form the diaphragms in such a way such that they have full contact with the prepreg rather
than just its ends. This way, the level of premature buckling by the diaphragms is diminished. Ways to improve this method are currently underway but are not a part of this
investigation.
In observing the drape forming process, it seems that the diaphragm does not provide
enough tension in the prepreg to avoid buckling. This may be the reason why the results
for this set of experiments did not prove too promising. One suggestion is put the diaphragm under tension while having contact with the prepreg before beginning to create a
vacuum. With the diaphragm in tension, the prepreg may undergo the same tension. This
may be beneficial in offsetting the buckling forces endured by the prepreg while forming
over the curved c-channel.
40
5.2 Comparing Theoretical and Experimental Results of Woven Fabrics
Table 5.1: Average Percent Error and Standard Deviation of Angles Formed
Diameter of Hemisphere
Average Percent Error
(%)
Standard Devaion
4.75
0.0263
0,0299
7
0.0483
0.0713
9
0.0324
0.0309
(inches)
Table 5.2: Average Percent Error and Standard Deviations of Diagonals Formed
Tables 5.land 5.2 show and an overall average percent error and standard deviation
between the theoretical and experimental results of the angles and diagonals formed over
three hemisphere tools by the woven fabric used in this set of experiments (See Appendices C and D). The graphical data used to obtained these percentages and deviations can be
seen in Appendices A and B. The tables show that average percent errors for the diagonals formed by the woven fabric are higher than those of the angles. This can be attributed
to the fact that when measuring the diagonals, the plain weave of the fabric is not set as
perfect squares as explained in section 3.2.2. However, the C Language program used to
determine the theoretical results assumes that the plain weave is set as perfect squares. As
a result of this assumption, the percentage error between the experimental and theoretical
results of the diagonals is higher relative to the percentage errors for the angles. Another
reason for this is that the angles measured experimentally are the same angle as the ones
41
marked by the theoretical data, Hence, there is a more precise correlation between the
experimental and theoretical angle measurements than compared to the data obtained for
the diagonals. So what does all this say about the accuracy of the theoretical model? Well
looking at the percentage errors of both the angles and diagonals, they are substantially
low. Even though it would be wise to use the data for the angles as the main factor for the
deciding the accuracy of the theoretical model, in this case it is easy to see that the theoretical model agrees with the experimental results to a high degree of precision.
5.3 In-Plane Shear Displacement of Woven Fabric
Looking back at figure 4.8 for the in-plane shear displacement of the woven fabrics
samples formed over three varying hemispheres, we see that the plots are somewhat similar to the shear displacement seen in previous in-plane shear experiments done for aligned
fibre composites.3 However, these results alone do not conclusively prove that the in-plane
shear behavior characteristics for both aligned fibre and woven composites are alike. It
seems that the in-plane shear displacement are higher than those seen in the aligned fibre
composites. One reason may be because of the fact that the woven fabric used had no resin
and so it was able do displace easier. Nevertheless, further experimentation must be done
to investigate this phenomenon.
42
Appendix A
Angle Results of The Woven Fabric
A.1 Experimental vs. Theoretical Angle Results
4.tr1nHmWp a (Pow2)
4.75nDwMiswet
Herphete (ow 1)
0.5 /!
.....
9
a'
.. ..... \
Iff
.. ...
.......
..
......
la
si .5
1
2
3
4
Cohlu Nuber
7
43
.
7Hn
Hwlmlehas(Row23
A
I
80
-
I
I
~~~~~~.
.........
---
r--
-
...................... ...........
aX84
.S...
.
§Z~~~~~~~~~·~
·......
. ·..
t70
......
.
-
..
...
8
....
74
72
701
1
2
2
3
3
4
4
Colm
5
Number
6
6
_
7
8
9
7bIHemohwe(Rodw
Cowm" tait
44
Cou N
Imber
45
wI
A
: - --7----- ---7--+
r
_,
,#um
o
e
I*wti
I
-
-L-JI
N
:· · rr··
·-
r·
·· · · '
·····
(·
:·
· ·;
t·· ·
·
I
·?····.
...
,,,
1
Cdnnk
0
;
7
i
i
O
10
·i·l·······
*
-I
. ...............
A..................
· :
·LrirwrrmuJAr
--nrraMsur······
841
Ioa..........
·
_1
_i-
*
S
-,t
-i
10
ft
W
2
3
4
a
e
Oen
7
_mr
gin Hmlsphm (RowS)
CouamNunter
Co&umL
MN r
46
S
ti
COmM
Numr
Cdlm
47
Num~
A.2 Percentage Error for Angles Measured of Each Hemisphere
4.7rt OInSw~ Hmahm
48
(Row4)
A7nDlWm HEsphm
(R
5s))
.
0.03
6
o002/ - -
1
2
.
3
4
5
ColumNumbr
6
7
8
Cuomn m
49
50
om mud
H.eh
1,OmfiWHrlnp20 ("w2)
(now 1)
0U.04
"'I ·i ·
n ··~......
..... .
...~..i..
i... /.~?.....
..... .
I" .
.1
... J......
0
... ...... ...............
i
/ 'I
.04.
................
0.0
.... ..... ............
..
. !....
I
fo.
0.I
.i..........
....
IS5
·, ....
I
I
... · ..
· .· .. ·
_.
I,
._. _._.
......
.._
9
tO
0.c
0.0c
1
2
3
4
S
6
7
CoMn NIndb
B
9
10
1
It
2
3
5
4
6
7
Calunhrl)N
8
91t 4)
anl
o
.mwrHamdq2Iu
(Pw 4)
.. '-.... . -'...' ' ... !
!
'
,
0.1
........ .... ............. ........... ........
0.1
. . ...
. .
I
0.1
4...
1
ginDllwI
HaniW
(Raw5)
2
3
4
5
6
Colmn Numlbw
gn DImns HmnaWhm(Row6)
51
7
8
....
11
mowah01 Hveuphu
hWAO(*nWOI
oGhINwHr "
(now )
--
I
0 I
0. 0 .......... ... ... .. ... .
..... . . ... ..
.. . .. .
~~~~~~~~~~~.
..
:
.
:
0.07
4
3O.c
..
.
i
i
. .....
......
.....-
06
0.
0.
0.0:
c
· , .....
'
....
.
.'.
0.I0
.· · /·i
·
,
· ..· ·
.
I
...
I I
0
~~~~~~~~~~~~~~.......
.,...,,....
' -
jo 3
0.01
3I
0.ioo
1
2
3
Co
4
NumbW
5
;/5
15
Of
1
7
I
2
2!
2.5
Ohn
Onwiw HI.kpiw (RowO)
3
3
:
3.5
ColumNur
4
4
4,
4,6
9
1
6.5
Ohn
Oim~r HmlMphs (Row10)
_
o.
-
r
.
I
0.055
o.
---
· · ·· · · · · · · · · ·
r···
r
-
.
i···
·· · ·
-I.
..
,·······················
·· · ·
I 0.05
..
0.045
I
->
12 -
.. ......
1
'""'
0.04
O.o
0
0.05
' ""
'
" "'
' ' ' "
' '"''
"'
""'
''
0.025
O.O~
"""
t0.0
0.02
0.0
0.015
l
2
2!5
.3
3's
COMM Numbe
4
4.5
O1
S
1
1.5
2
Coa
52
2.5
Number
3
3.5
'
I
Appendix B
Diagonals Results of The Woven Fabric
B.1 Experimental and Theoretical Diagonal Results
4.75nDlm~ Hmlphws(Row2)
4.75MDIlmew Hbnltpue (Row1)
__
A
5-
h
-
O.7
0.
0.74
s. n i
-
ii..;.
!
i.'
..
i
D.
0.74
7
j 0.73
.
..
. .
.... .
. "..
.......... ,... ..
76- .. ........
.... .. ..
,:
...........
0.·
I0.
7 25
79
7' . ..
0.72
0.:
0.71
1.5
2
......... ........... ......................
........
,.
.. .
I. .
0.71S
2.5
3
3.5
4
4.5
Coem Nunber
5
. . .. .....
. ......
........ ,'
0.:73..-.....
.........
ROKt...... lTheoretka
I
11.S
EI
5.5
.S
2
2.5
3
3.5
4
CdumnNumnbr
4.5
4.751n
Dnwer Hamlhme (Row4)
4.751n
Dmetr Hmlphem (Row3)
0..
0.83
O.
':'.'''.....: ..--·Thooi
._ , ; '/
086
0.82
.
.
0.81
0.84
i
.....
.··
....
· · ···
.
o.8
.
.....
. ...
·
··
··
.
;0.79
I
E*-nr
7hoe Rsf
0.78
0.78
... ...
I 0.77
.... .....;·
0.8
I
...
.. ... .. . . .. .. . ..
0.76
.................
0.75
0.74,.....
.... ...
1.5
2
2.5
Cdtn Nunber
3
......... ....
0.74
.... ......
.73
1
.......
3.5
4
53
1
12
1.4
1.8
1.8
2
2.2
Codunn
Nuber
2.4
2.6
2.8
3
71nDWmnwr
Hmlhphm (RoW3)
0.86
.......
' ...
.... .............
,-
10.8
0.7
3
2
4
5
71nDiamer Hmphr
o.es
·. · · · ·
0.84
~· · ·
,
(RowS)
.
.
.
,.
.
..
7
6
Cormn Ntnber
..
.
.... -
.
,
.
0.82
0.8
1 0.78
8
7n Drbemr Fb
.
0.84-
0.82-
........
... .
.. . ....
....... I........
0.74
~0~~~~~~~~~~~
R8
0.78
0.7
.
~~~~~~~,
4/ ........
. .,/" ,,'~ t....
,....................
. \.... ......
,
10.74 ......
e
,Z
.h. -......., ........
p (Row
6)
.... ._
2
.......
,'
.....................
. ..................
...
..
ir'
..
./.
0.72
.
..................
,.......
......
;.,
....
.
....
0.7
~-Th
/:
c.
.....................
.
.......
n~o
Rrs
...
...
0
...
...
.7 .. ........
....
;
..........................
L
o.e
I
1.5
2
2.5
3
3.5
4
Colmn Nunbw
......a
4.5
!
S
!
5.5
...
I
B
1
1.5
2
2.5
3
Cdoknn
54
Numbr
3.5
4
4.5
5
--
8fi
mm
om A.l-.
"imArw
L.
.
.
-.....
,
.
..
,
..
'
f
S
,.........
,.
,
....
,.,.
.......
, .
0.
0.I
*E/
I
p
~
-
O.7 '"',
~
'
/
·
0.
__
O.
_'--
/
oil
~~~II
R
i
.....
i
..h
.S
I. |_
IA
-2
2.5
2
7 omwmHom
Arm
os;
V~
'·
Ms
4
(N W ~
r __,,.....
I
I
0.8
,,.
~~
-~
F~~~~~
,,
,,,
71
O0.
.
.............
. . . . . . . . . , , . F. ..............
r
10.72
O.
0.7
o.e
.
1
1.1
,
.
.
,
.
.
12
13
1A
1'
Ii
CbmN w
.
1.7
.
,
1.
19
:
55
OnBmNOmw
aSOMO
1,1,,41:,
I.
W it
I
~0.l
I
r
O.rE' . ,''
.So
''.
2
4
.
.:
_
*
6
t
Co"t mber
_~~~
*
I
gin OmtmwH
N.rdhl ( 3)
0.8
I
068-
I
I
0 o.8
4
071
, .74.
. .....
......
2
3
.............. ........................
/
I
s
4
Cdumn Numb
6
...
. ...
6
7
9
9n DMnw*mMpwm (RowS)
o..
I 0.8
I
. J' ''
...
c
).84...J6
....
o0.78
.
....
O.
I
'.
II
.......
.. . ..... ....... ....................... . .
IC
bt
....
1.76
0CQs4
.................................--.....
6)
...
08. .............
.... ...............
. ....
...
... . ...
178
I5 .
o.
ghnDinwo Hmspho(Row
.
....
_
....
"
.......................................
5
1
2
3
4
CdunnNunber
S
6
1
7
56
1.5
2
2.5
3
3.5
4
Coknm Number
4.5
55
6
! '
"
"..,
'
''
........
0.8
'
'
.
...
~
. .,
v··-O
.. ... ... .......: ;
,
.........
Numbw
9h OluWCoknn
Hmlphw
(iro 9)
CLuIlr
.. ..."
-.-......
: ..
'
i
+
'
''
, @
.
.........
: ,,0SC
r
0.74 '...
'
/
':: ' ,. ,/. .:.i.
i.-...,,
0o.
. ...1.82 ' .. ".......
/''0.1. ....
3 .2.'1 3.5 ... .......
6.... 2.8 . 3
... ..
16S..r
_
., _, .-
.,
' '
0.74
..........
12
.
iulr~~~~~~~~~~~
O.k
0.7...............
0.
t -
-
-
,
O.Ui
.... .
0.14
Jo !
i|q
' '.,j'
a(Amow
)
hniOmH
OmmmpWmowv (PA
g
I1
57
~~~~.,
,,
.-Z"'.~~~~~.
· · · · · · · t.s
,,
22
:
.5
Coumn d
iraill
.....
~...
...
..
~
................
3
3.5
I
"
B.2 Percent Error Between Theoretical and Experimental Results
4.7InDolmlw
HInpihmr(A3)
·
,e.
lib
vI·
0.055
.
I I
I·
·
0.0
0.04
i
\
0.03
· ········· · · ·· · · · ·
0.0
.........
..... · .........
.
t"v2
rl
~'
I
-
1.5
I
2
!
2.5
Cc4mmNmbwr
!
I
3
3.5
ConM Number
58
A7n
owInr Hmnidm
,
.
,
,
nRm
5)
7hilnlumsHWap
r
,
. ...
_ows)
^*e-
.l1
0.1
I
0.11
o01
.t
. ..
...... .......................
......
t
.... .. ... ..... ..
..
...
...
...
. ...
..
.
.......
ml
I0."
oARS
...........
; ...........
.. ..
O
._
I
1
_
2
__
25
_
__
3
5
4
Cdumn lmobw
_
45
_
5
I:
__
55
6
-- I
.. ..
1
....
.............
. ..
......
........
~,......
. .
...
·
i·········
............
..........
. . ..
...
. ..........
. .
2
25
Coon
59
.
3
Nmr
3.S5
4
45
5
60
taWDmwm#mweMI)
mn clenbvHUl.l/w
o011
_
0.1 · · · · ·
M
--
-
S
I····
:·r
.
_
.
.
?·····
· ··
.
·
· ···
(ow s)
.
-
f
-
..
^
.
-
f
-
·· i
··
I
··I·············\-·············C·c····
0o.o
·r......i.
··:·
..
\· ·· ·
i................cr......i...........
. .. r · , · · · · ·....
·.· . \I .. ·.. .. .
r··
o.04
O.a
.Mox
2
3
4
5
6
Coain Nuobw
7
a
I
(R o)
olomonerHmdeow
Nl'l
01g~
w
.
B
0.12
1··
·r ··.... · .......... . ... ...
. .. ...... ........
0.1
...........
.....
...............
0Ao
"Rvw..
1
....
.......
.
I
I
1.5
2
E
2.S5
.
3
..
·· ·
............- · · i·
· -- ·- · · ··- ·
E
3.5
Colum Nmb
61
·· ·
IX
4
4.5
5
.5
6
mi
_Y·
__
,,,, ,,, ,
voF
flme
omon
Mm
,
,
,
,.
vIm(Aw
nh
(Row
e
, ,,..
___
0o.a
0.05#
0.06
0.045
0.04
..................... .......................... ..... .............
.. ........ .....
w 0.03
0.025
I
12
1.4
1.6
1.
22
22
CdlunNuber
24
2.6
2.
3
Com Numbr
62
Appendix C
Tabulated Averages and Standard Devs. of Angles
[
0
_ QeO77NO.013
o.os8a
[
_____
0.011110.40SSS
0
0.0131
I
I
I
...
I
.0I111
.12
-
I
!
0I 0.0251.0132I
0.'S340.1231
i
0.069.1
0.0345 0.0115f0.01221 to.:a060.034560.40I2 0.02,0 01
I_e__ '
0.024110.012 0.04 0.0234S0.02;30.0581t
!_____..__
________
0.02440.024 0.02:7.0
4110.0714I
0.0563
__
0.012$0.07140.051
_
.
071 0
j
'.
_0.01 0.054 0.037 0.0,414i
|
..I SOt·e
DwAv:±a: 0.03A24v4e
0.03015:47'
iandad A00tn:s
i|
._____""__
_ I
......
01.0494I 0.04340.03451 0.0
00.011 0.011410.011I0.02440.024 0.0121
0.021
0.11
|
5 0.0 0I.011!0..012S
_________
_______________
'
o.02
tl4j
q_
opoo.
i
00.0115I0.023130.03
0.0112
0.0131
0.093.01M.oS:1..
i
___
01
i
0.02I244447
3.023
0.01110.034510 .0 12 3.0111
0 0.02270.0112
Utfc.:
______0___________
__
1. .
0I@.314610.01S7
0.106210.0903j
.0I0O10A3:
_____01
I
i0.4401
.
O.OO.,O3
0.04
o.57
_________________
________________
_7&A
0@._
3:4410.0:.44.
- I 021_0.0L7
ao.lt
[
i
63
I
I
'
·; -·'
·i
64
i` ;i : L.B;
i;;;"'l
·
Appendix D
Tabulated Averages and Standard Devs. of Diagonals
Percent
Aerages
and Standard
4.75Ln OiaMeter
Percent Average:
Standard
Drevition:
7in Diameter
DeviatiLons
o Diagonals
0.0503
0.04
0.03
0.02 0.0103 0.0007
0.04 0.012 0.0594 0.0047 0.0229
0.03 0.0594 0.0211 0.0519
0.02 0.034 0.021
0.033477771
0.021164004
0.0129 0.0079 0.0423 0.0397 0.0351 0.0305 0.02590.0726 0.0772
0.04920.05271 0.079 0.0075 0.006 0.0191
0.0423
0.0476
0.0527
0.0576
0.0211 0.0016
0.075 0.0236
0.006 0.0441
0.117 0.0555
0.023
0.0279
0.038
0.0224
0.032 0.1643
0.1045 0.0167 0.0015 0.0.9
0.0733 0.0155 0.1325
0.1149 0.1461
0.058
0.06270.0822 0.00150.0872
0.17440.0447 0.1039
0.0775 0.1661
Percent Average:
0.055417301
StandardDeviation:
0.04447564
9in Diameter0.0141 0.0337
0.0524 0.0352
0.0495 0.109
0.0447 0.0267
0.0495 0.0841 0.0437 0.0409 0.0037
0.0786 0.0639
0.0 0.04 0.0863
0.0211 0.037 0.0710.058 0.0469
0.037 0.062 0.0492 0.1018 0.087
0.0437 0.093 0.13750.11710 021 0.0786 0.0606
0.11470.063 0.12610.10180.0786 0.0567
0.031 0.07
0.0469 0 87 0.0606
0.0353 0.0711
0.0351 0.0726
0.0324 0.063 0.0235
0.029 0.056
Prct
tadrd
Average:
0.06325
Deviation: 0.032481047
65
0.0067 0.06 O0.0296
0.056500494 0.003
0.104 0.0933
0.1344
66
References
[1]
H. Li, G. Dillon, S. Chey, and T.G. Gutowski. "A Kinematic Approach For
Diaphragm Forming of Advanced Composites", Proceedings ofthe 40th SAMPE
International Symposium (1995).
[2]
F. Van Der Weeen. "Algorithms For Draping Fabrics On Doubly-Curved Surfaces",
International Journal For Numerical Methods InEngineering, Vol. 31, 1415-1426
(1991).
[3]
T.G. Gutowski, D. Hoult, G. Dillon, and J. Gonzalez-Zugasti. "Differential
Geometry and the Forming of Aligned Fibre Composites", Composites
Manufacturing. 2, (3/4), 147-152 (1991).
67
cII
68
^
* .... ~"~1~I~
]§,
·,
~.*
~ ? ,~;
*u
*.**S
a
eiFg
~ ~ i?~"~~ Xr~*
''e,·~
,~~
' E
. fI
,
r~,
'
~, ~
r ~
,
THESIS PROCESSING SLIP
FIXED FIELD:
.
ill.
index ...
t COPIES:
ve
_
biblo
_..
Dewey
Aero
Music
Lindgren
TITLE VARIES:
name
..
Hum
Eng
Science
Rotch
I-[]
-- ----
-- · ll*l---i-
NAME VARIES:' 1~
)e
5 i;s
"''"'
I IMPRINT:
"I
(COPYRIGHT)
67.
I COLLATION:
-
-
I-.-
.
.
.
I----
_
.
_
...
I ADD. DEGREE:
DEPT.:
..
II
SUPERVISORS:
.....
.
.
-
.
-
-
-
NOTES:
cat'r:
ADEPT: /,
go
.YEAR:
_LS_7
_.:
.NAME:
LLA
pb
j--,3I
31
I,
lo-
date:
,DEGREE:
AS p / T
85,