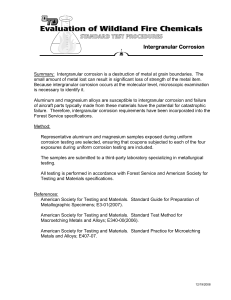
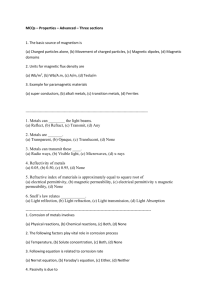
AN ABSTRACT OF THE THESIS OF Master of Science Jarinee Chattratichart
advertisement

AN ABSTRACT OF THE THESIS OF Jarinee Chattratichart in Chemical Engineering Title: for the degree of Master of Science presented on May, 19, 1981 A.C. Corrosion of Various Metals in a Salt Solution Abstract a:proved: Redacted for privacy Robert E. Meredith In recent years, the effect of alternating current as a cause of corrosion of substructures has received considerable attention. The present study, firstly, represents an overview of previous research on ac corrosion--its cause and behavior. Secondly, the ex- periments are performed to investigate ac density effect on the corrosion of aluminum, brass, copper, cupro4nickel alloy, lead, 304-stainless steel, cold-rolled steel, titanium, and zirconium, all in a 3% sodium chloride solution. The experiments are designed to provide identical conditions so that comparison of the experimental results is feasible. Finally, as a preliminary study for further research, several recommendations are made for the study of various aspects and possible causes of oC corrosion. The experimental results along with tliCse reported in the lit- erature are tabulated- The graphical presentation of the corrosion rate and the ac corrosion factor (actual corrosion by ac as percentage of the equivalent dc corrosion) are also included. The re- sults presented show that ac accelerates thecorrosion of all metals tested. Different metals and alloys are observed to possess differ- ent resistance to ac corrosion. Consequently, future study con- cerning ac corrosion behavior of the individual metals is indispensable. A.C. Corrosion of Various Metals in a Salt Solution by Jarinee Chattratichart A THESIS submitted to Oregon State University in partial fulfillment of the requirements for the degree of Master of Science Commencement June 1982 APPROVED: Redacted for privacy Professor of Chemical Engineering in charge of major Redacted for privacy Head of Department of Chemical Engineering Redacted for privacy Dean of Graddate 5j 7:3 1 Date thesis is presented Typed by Donna Lee Norvell-Race for May 19, 1981 Jarinee Chattratichart ACKNOWLEDGMENTS I wish to express my appreciation and gratitude to many people and friends to whom I am indebted during the course of this work. Should I try to mention all, my acknowledgment will never be adequate. In particular, my thanks go to Professor Charles Wicks 'for taking a chance on me, and Professor Robert Meredith for proofreading this thesis, for his advice, and, most of all, for his great patience as my major advisor. I am especially thankful to Bill Johnson for his assistance with the equipment and to Teledyne Wah Chang Albany for the titanium and zirconium kindly supplied to me. I can hardly omit mentioning some of my friends whose criticisms, help, encouragement, and friendship are invaluable: Wataru Nishimura, Jambulingam Palaniappan, and Yawar Mahmood, I thank you all. Last, and most of all, I am deeply grateful to my parents and my family for their support by all means, which made my dream come true. TABLE OF CONTENTS Chapter I II Page INTRODUCTION 1 THEORETICAL BACKGROUND 3 A. A.C. as a Cause of Corrosion and Factors Affecting its Corrosion 1. 2. 3. A.C. Densities Electrode Nature and Characteristics Electrolyte 3.1 3.2 4. 5. B. 2. 3. 4. 5. 6. V Oxidation Theory Redeposition Theory Galvanic Couples Capacitor Theory Rectification Depolarization EXPERIMENTAL PROCEDURES A. B. C. D. IV Temperature Frequency Mechanisms 1. III Chemical Composition Degree of Mixing Electrodes Electrolyte Apparatus and Electrical Circuit Procedures 4 6 6 6 7 7 7 8 9 9 10 11 12 15 17 17 18 18 18 RESULTS 22 DISCUSSION 61 A. B. Aluminum Copper and Copper Alloys 61 62 Chapter page C. D. E. F. VI VII Lead 304-Stainless Steel and Cold-Rolled Steel Titanium Zirconium 0008.0 63 65 66 67 CONCLUSIONS 69 RECOMMENDATIONS 71 BIBLIOGRAPHY 72 APPENDICES Appendix Appendix Appendix Appendix A: B: C: D: Tabulated Final Data Samples of Calculation Cleaning Solutions Molecular Weights of Tested Metals 76 85 87 88 LIST OF FIGURES Figure Page 1 Electrical Circuit for the Experiment 19 2 Corrosion Cell 20 3 Corrosion Rate of Aluminum versus A.C. Densities 43 4 Corrosion Rate of Brass versus A.C. Densities 44 5 Corrosion Rate of Copper versus A.C. Densities 45 6 Corrosion Rate of Cupro-Nickel Alloy versus A.C. Densities 46 7 Corrosion Rate of Copper and Its Alloys versus A.C. Densities 47 8 Corrosion Rate of Lead versus A.C. Densities 48 9 Corrosion Rate of Cold-Rolled Steel versus A.C. Densities 49 10 Corrosion Rate of 304-Stainless Steel versus A.C. Densities 50 11 Corrosion Rate of Steels versus A.C. Densities 51 12 Corrosion Rate of Titanium versus A.C. Densities 52 13 Corrosion Rate of Zirconium versus A.C. Densities 53 14 A.C. Corrosion Factor of Aluminum and Zirconium as a Function of A.C. Densities 54 15 A.C. Corrosion Factor of Aluminum at Low Current Densities as a Function of A.C. Densities 55 16 A.C. Corrosion Factor of Copper and Its Alloys as a Function of A.C. Densities 56 17 A.C. Corrosion Factor of Brass as a Function of A.C. Densities 57 Figure Page 18 A.C. Corrosion Factor of Lead as a Function of A.C. Densities 58 19 A.C. Corrosion Factor of Titanium as a Function of A.C. Densities 59 20 A.C. Corrosion Factor of Steels as a Function of A.C. Densities 60 LIST OF TABLES Page Table II-1 III-1 Previous Work Reporting an Increase of A.C. Corrosion with Current Densities 5 List of Metals Used as Electrodes 17 IV-1 A.C. Corrosion Rate of Aluminum in 3% NaC1 Solution 23 IV-2 A.C. Corrosion Rate of Brass in 3% NaC1 Solution 24 IV-3 A.C. Corrosion Rate of Cold-Rolled Steel in 3% NaC1 Solution 25 IV-4 A.C. Corrosion Rate of Copper in 3% NaC1 Solution 26 IV-5 A.C. Corrosion Rate of Cupro-Nickel Alloy in 3% NaC1 Solution 27 IV-6 A.C. Corrosion Rate of Lead in 3% NaC1 Solution 28 IV-7 A.C. Corrosion Rate of 304-Stainless Steel in 3% NaC1 Solution 29 IV-8 A.C. Corrosion Rate of Titanium in 3% NaC1 Solution 30 IV-9 A.C. Corrosion Rate of Titanium at Different Degrees of Pitting 31 IV-10 A.C. Corrosion Rate of Zirconium in 3% NaC1 Solution 32 IV-11 A.C. Corrosion Factor of Aluminum 33 IV -12 A.C. Corrosion Factor of Brass 34 IV -13 A.C. Corrosion Factor of Cold-Rolled Steel 35 IV -14 A.C. Corrosion Factor of Copper 36 IV-15 A.C. Corrosion Factor of Cupro-Nickel Alloy 37 Table Page TV-16 A.C. Corrosion Factor of Lead 38 IV-17 A.C. Corrosion Factor of 304-Stainless Steel 39 TV-18 A.C. Corrosion Factor of Titanium 40 1V-19 A.C. Corrosion Factor of 304-Stainless Steel 41 IV -20 Corrosion Products 42 Appendices A-1 Tabulated Final Data for Aluminum 76 A-2 Tabulated Final Data for Brass 77 A-3 Tabulated Final Data for Cold-Rolled Steel 78 A-4 Tabulated Final Data for Copper 79 A-5 Tabulated Final Data for Cupro-Nickel Alloy 8Q A-6 Tabulated Final Data for Lead 81 A-7 Tabulated Final Data for 304-Stainless Steel 82 A-8 Tabulated Final Data for Titanium 83 A -9 Tabulated Final Data for Zirconium 84 C-1 Cleaning Solutions 87 A.C. Corrosion of Various Metals in a Salt Solution I. INTRODUCTION In the last two decades, failures in underground cables and piping systems in close proximity to ac power, lines or railroad tracks have been observed. Unexplainable corrosion in substruc- tures such as water mains used for ac grounding has also been encountered. It had been controversial whether the cause of the failures is the leakage of ac into underground systems. Recently, it has been learned that ac indeed endangers the systems and causes the failures. Considering the extensive use of under- ground piping systems, ac can cause fairly large magnitudes of overall metallic losses of substructures, incurring unnecessary cost to utilities companies each year. To abate ac corrosion and, hence, the additional cost, it is important to study ac corrosion behavior of metals. AC corrosion and its potential mechanisms have been studied quite extensively. According to the literatUre, there have been great variations in the kinds of the electrolytes, the electrodes, the ac frequencies, etc., used in the experiments performed by different authors. Therefore, it is prerequisite that one must employ identical conditions in performing his experiments to make feasible the comparison of different ac corrosion behavior of different metals. It is the intent of this thesis to, first, study other authors' previous works, assemble their thoughts and explanations to the results they observed, and present here a brief summary of factors affecting ac corrosion. Secondly, by keeping other vari- ables constant, the corrosion rates of different metals in 3% sodium chloride solution are observed as a function of current densities, all the experimental conditions being identical. Finally, to cope with the various trends observed on the metals, explanations are attempted on the basis of the literature and recommendations for future research are presented. 3 II. THEORETICAL BACKGROUND A. A.C. As a Cause of Corrosion and Factors Affecting Its Corrosion Installation of gas, water, and sewer pipelines near ac power lines has become a common practice. Water piping systems have been used for ac grounding by the electric profession. Recently there have been increasing reports of corrosion failures of underground cataes; of piping systems in the vicinity of ac. power iines and of bare neutral wires in URD (underground residential development) systems. Corrosion by alternating stray current has then become a subject of concern to the utility industry. Many reports confirming the exis- tence of ac leakage support the controversy that ac is a cause of Induced ac voltage of 5-30 v. and ac density as high the failures. 2 as 2.79 ma/ft for a holiday size of 1 cm radius are commonly en- countered on pipelines parallel to high voltage ac power lines. The San Diego Utilities Department reports that there is an average of three ampere of ac flowing on 90% of water services connected to the metallic mains in San Diego. It is also estimated, based on 60,000 services affected by ac, that 36,000 lb/yr of iron is removed by ac if 1% of the equivalent dc loss is caused by ac. Besides the ac grounding, another possible cause of ac flowing in the under ground pipe system, is the shifting of railway loads which continually changes the polarity of the substructure nearby with respect to the earth. Alternating stray current affects different metals in 4 different ways depending upon the nature of the metals and their environments. Alternating stray current could, initiate and accelerate dezincification or buildup of deposits in faCilities such as meters or valves. Quantitatively, it would seem that ac corrosion rate should be 50% of the equivalent dc corrosion rate. In other words, according to the Faraday relationship, theoretical ac corrosion rate is half of the corrosion rate that would have been ecperienced had the current been dc. For ac is anodic for one-half of each cycle and cathodic for the other. However, such is not generally the case. Hayden (1907) reported ac corrosion of lead in soil being less than 0.5% of the equivalent dc loss. Waters (1963) also reported ac corrosion to be 1% and less than 4% (in 1962) of the equivalent dc loss. Galimberti (1966) stated that ac corrosion of lead in tap water was 1.3% of that of the dc. The considerable deviation from its theoretical value of 50% is worth investigation. Qualitatively, there are several factors affecting ac corrosion as follows: 1. A.C. Densities It is widely accepted that ac corrosion increases with current densities. Bruckner (1965) and Williams (1966, 1967) tested ac corrosion of copper, aluminum, lead, iron, and zinc in soil solution and in neutral soil, respectively. They obtained the results that agreed with others that current densities enhance ac corrosion. Table II-1 is a list of the authors who reported an increase of ac 5 TABLE II-1. PREVIOUS WORK REPORTING AN INCREASE OF A.C. CORROSION WITH CURRENT DENSITIES Electrolytes Year Authors 1975 Amy and Mounois Aluminum, coppet, iron, lead Chloride and sulfate solution 1958 Fuchs, et al. Steel Chloride and sulfate solution 1962 Juchniewicz Platinum and platinizedtitanium NaC1 1962 1963 Waters Copper, iron, and galvanized steel Soil solution 1963 Vijayavalli, et al. Lead H2SO4 1964 Bruckner Aluminum, cast iron, copper, lead and zinc Soil 1964 Galimberti Lead Tap water 1966 1967 Williams Aluminum, copper, iron, and lead Soil solution 1967 Godard Aluminum 0.5% salt solution 1967 Devay, et al. Cadmium, copper, and zinc 5% KC1 1973 French Aluminum 3.5% NaC1 1973 Miura, et al. Magnesium 1974 Kondrashin, et al. Tantalum and zirconium 0.1 N H SO 1978 Vasil'ev, et al. Stainless steel 30% NaNO Metals 2 3 4 6 corrosion with current densities. Hayden (1907) and Juchniewicz (1956), however, found ac corrosion to be independent of and to decrease with current densities, respectively. 2. Electrode Nature and Characteristics Different metals are affected differently by ac. Surface areas and conditions, electrode sizes and shapes, etc., contribute somewhat to different behavior. The effects are interrelated and, hence, one could not predict precisely the effects of ac on the corrosion rate by merely considering individual characteristics. Bruckner (1964) mentioned that high corrosion rate may occur for either large or small electrode areas and that many different tests are necessary to define average behavior. Larger surface areas are less severely affected by ac corrosion because current densities are inversely related to electrode areas. 3. Electrolyte 3.1 Chemical composition AC corrosion is dependent upon the chemicals in the electrolyte. Chloride, for example, is found to have the greatest effects on thecorrosion rate of copper, iron, and galvanized zinc and bicarbonate to have the least effects (Waters, 1962, 1963). Not only is the corrosion rate affected by chemical composition but the films formed on the electrodes are also affected. Whether the film forms depends in part on the chemical composition of the electrolyte 7 (Kulman, 1961). This film plays an important role in the explana- tion of ac corrosion behavior. Hayden (1907) discovered that chemical composition affected the extent of Corrosion rate increase due to lowering frequencies. He also did experiments using a mix- . ture of salts as the electrolyte. The results showed higher ac corrosion than those obtained when the electrolyte consisted of individual components of the salt mixture. 3.2 Degree of Mixing The reversibility of the ac corrosion process depends on the freedom with which the electrolyte circulates. Circulation of elec- trolytes can retard the redeposition of metallic ions during cathodic cycle. Instead, the metallic ions form insoluble corrosion products and thus rendering the corrosion process irreversible. 4. Temperature AC corrosion increases with temperature as was reported by Hayden (1907), Bruckner (1964), Kototyrkin and Strunkin (1970), etc. The metals studied by these authors were copper, aluminum, cast iron, lead, zinc, and titanium. However, Pobkote and Chin (1978) observed negligible effect of temperature om corrosion rate. Galimberti (1964) also reported very small temperature effect upon ac corrosion. 5. Frequency In 1916, McCollum and Ahiborn tested ac corrosion of iron, lead, 8 platinum, and platinized-titanium in sodium Chloride solution and found that corrosion decreased with ac frequencies. The same re- sult was also reported by Kondrashin, et al. (1974) who worked with zirconium and tantalum electrodes in 0.1 N H SO 4' et al. (1978), and by D-T Chin and T-W Fu (1979). also by Timoshenko, On the other hand, Hayden (1907) not only obtained the same result as the above authors, but also found the reverse to be true in carbonate electrolyte and reported the independence of frequency when the electrolyte was alkali, nitrate, chloride, or their mixture. Benley and Prentice (1957) studied ac corrosion of stainless steel as functions of frequencies. They proposed that at low frequencies the transport of ac through the electrolyte involved the discharge of ions at the electrodes accompanied by dissolution of the metal. At higher frequencies than a few kilocycles, the transport process does not involve the discharge of ions at the electrodes and may be described in terms of changes in the energy stored in and released from the electric field between the ions during successive half-cycles. At low frequencies, the waveform was distorted from that at higher frequencies, indicating the possibility of correlating waveform difference with corrosion. B. Mechanisms Juchniewicz (1962) stated, "... the impedance measurements seem to indicate that ac may affect the anodic behavior of different 9 metals by different mechanisms ...". Up to the time of this thesis, there have been apparently six ways to explain the mechanisms of ac corrosion: oxidation theory, redeposition theory, galvanic theory, capacitor theory, rectification, and depolarization. 1. Oxidation Theory Marsh (1920), with his work on ac electrolysis, explained the decrease of gas evolution rate resulted from the electrolysis by oxidation theory. The anode is oxidized yielding a protective oxide film which may be either soluble or insoluble in the electrolyte. Hydrogen produced during cathodic half-cycle then reduces the oxide film to a lower oxide in case of an insoluble film. The quantity of hydrogen liberated depends on the extent of the reduction of the film by hydrogen. As a consequence, corrosion is due to anodic dissolution or oxidation of the electrodes and is less when the dissolution is retarded by the reduction of oxide film by hydrogen. 2. Redeposition Theory A theory was postulated by Hayden (1907), McCollum and Ahlborn (1916), and Shepard (1921) to explain the fact that the coefficient of corrosion decreased with time and that corrosion by ac was considerably less than 50% of that by equivalent dc. (Coefficient of corrosion was defined as ratio of ac corrosion observed to that determined by Faraday's law.) According to this theory, the corrosion process is reversible. 10 For the metal that corrodes during anodic half-cycle is redeposited in the cathodic half-cycle. The redeposited metal serves as an anode surface during the subsequent anodic half-cycle and hence protects the uncorroded metal beneath. There exists also a large vari- ation in the electrolytic action of ac compared with the constancy of that of dc. This is probably because electrolytic action of the alternating current appears as a small difference between two large and nearly equal quantities, the action of the anodic and cathodic half-cycles. A small variation in the action of either half wave makes a very large difference in the result. 3. Galvanic Theory The experimental results by Waters (1962) indicate that ac corrosion is caused by galvanic couples and that ac increases the galvanic corrosion rate. Galvanic couples can definitely develop on the basis of dissimilar electrodes, surface conditions, environments, and upon superimposing ac on a dc circuit. Bruckner (1964) found superimposed ac to have enhanced the dc in a galvanic cell and thus the corrosion rate. He suggested several forms of the resulting galvanic modification as following: a) The dc component of same polarity increases when no ac exists. b) The dc component of initial polarity decreases. c) The polarity of dc component reverses. 11 d) The polarity of dc component reverses periodically. e) The dc component reduces to zero with extended test duration. f) The dc component increases with extended test duration. Dissimilarity is not the only criterion for the modification of galvanic cells, however. Bruckner's L series test showed that a galvanic cell could be established on similar steel electrodes which developed a difference in dc potentialS under the influence of ac. The polarity of the dc frequently alternated with time from one electrode to the other. It has not yet been clear as to why the two identical electrodes should perform differently. 4. Capacitor Theory Godard (1967) explained the reason for the apparently low efficiency of the ac corrosion process by the capacitive behavior of the barrier oxide film formed on aluminum' anodic half-cycle. citor. during The film functions as a dielectric of a capa- The capacitive current consists of the flow of electrons onto and away from the conducting surfaces on each side of the barrier layer to accumulate charges that form the "plates" of the capacity due to the impressed ac voltage. Therefore, there is no passage of electrons or ions through the film to contribute to corrosion. At higher voltage, there is ionic current flowing, thereby thickening the film. However, since the capacitive current remains constant, its percentage of the total current decreases, 12 yielding higher proportion of corrosion current and, hence, ac corrosion efficiency. 5. Rectification Rectification by oxides caused by ac corrosion was discussed by Waters (1962) to explain the total effect.of ac corrosion and the different performances of the two electrodes in a cell. Woodward (1956) described that dc flowing in the telephone cable sheath may have been the result of rectification of ac leakage from railroad tracks. Bruckner (1964) explained the rapiciac corrosion of alumi- num and magnesium electrodes as associated with corrosion films which have rectifier characteristics and permit cathodic polarization of the electrodes. His reasoning agreed with that of Godard (1967) who also believed in the rectifying effect of the oxide film formed on aluminum electrodes. The rectifying action results in what Godard called "intermittent pulsed dc" or unidirectional current flow. Timoshenko, et al. (1978) studied corrosion cracking of steel in 3% NaC1 and in 30% NaNO solutions. The results showed that ac 3 reduced the stability of the passive film, thereby intensifying corrosion cracking. He discussed that the rectifying effect might have accompanied the passage of ac in the presence of a passive film which would break down when the anodic activation potential was reached. In addition, pitting formation on the steel electrodes may be due to the non-uniformity of the passive layer generating different microareas on the electrodes. 13 Haring (1952) discussed the mechanism of electrolytic rectification of aluminum and tantalum electrodes. Tantalum oxide film was formed and it blocked the flow of current whenever the electrode was an anode because the step which the tantalum ion moved through the film towards the electrolyte to combine with oxygen ion and to become tantalum oxide was very slow. when it was a cathode. The electrode passed current Electrons from the other electrode entered the tantalum electrode via the external circuit, passed the oxide film to react with hydrogen ions from the electrolysis of water into hydrogen gas. Therefore, during the cathodic half-cycle there was hydrogen evolution at the tantalum electrode and oxygen evolution at the other electrode. With alternating voltage applied, a rectification process occurred in which the rectified current flowed from the electrolyte to the aluminum- -the oxide film broke down when the potential reached the oxygen evolution potential. In general, the mechanism could be written as follows: During the anodic half-cycle of electrode "1", M x0 +x M 2 + xe + x02 +x M + xe x02 MO 2x At the vicinity of electrode "2", H20 H + OH (oxide film) 14 4H2 0+0 + e OH cathodic reaction: H + + e H2t Current is blocked because the step which M oxide film to combine with 0 2 is very slow. +x moves through the Consequently, anodic polarization occurs and corrosion current is decreased. During the cathodic half-cycle of electrode "1", Either or both of the following two reactions occur: cathodic reaction: or +x M + xe M H2O H + OH H+ +e÷Ht 2 At the vicinity of electrode "2", anodic reaction: OH H2O + t + ; The process repeats in the subsequent cycles. As more metal ions accumulate on the oxide film, anodic potential increases until it reaches oxygen evolution potential where the film breaks down and corrosion once again occurs at a more rapid rate. It is apparent that the above mechanism could explain the fact that ac corrosion is considerably lower than the theoretical value and that the two electrodes are affected differently by ac. However, this mechanism possesses one foible. By rectification, it seems that one electrode does not corrode and the other does, but slowly unless the passive film breaks down. This is contradictory to the results of previous and present works which show the corrosion of both electrodes. issue. Yet there have been more arguments on this Compton (1975) stated that rectification should protect the metal at the site where it occurred. For when metals are anodically Current polarized, they develop a blocking layer on the surface. can only flow from the electrolyte to the metal. In 1977, he worked with copper and coated copper concentric neutrals on shielded cable and reported no breaks in his polarization curves. Conse- quently, he discredited rectification as part of the cause of ac corrosion. Williams (1966) observed identical waveform of the test current in comparison with that of the source current. He concluded that corrosion was not by rectification but by dc electrolysis with attack occurring only on the anodic half-cycle instead. 6. Depolarization Potentiostatic curves have been studied and have shown that ac causes corrosion by its depolarizing action On electrodes. Waters (1962) proposed polarization of the metal oxide formed during the anodic process as causing the two electrodes to be affected differently. Juchniewicz (1962), Vijayavalli (1963), Compton (1977), and Pookote and Chin (1978) all agreed experimentally that superimposed ac reduced cathodic and anodic polarization.; In other words, ac acted as a depolarizer. The different behaviors of the two elec- trodes found in many experiments could be due to the non-uniform distribution of ac at the electrode surface Which could affect the 16 polarization and, in turn, the rate of corrosion. Chin and Fu (1979) studied the ac effect on corrosion potential of mild steel and reported that superimposed ac shifted the potentials to more active values, increased the passivitiy current densities, and that the effect of ac was similar to that of chloride ions added into the electrolyte. The effect of ac on the polarization was found to be directly proportional to current densities and inversely to frequencies. Chin and Fu postulated the "mixed potential theory" which made feasible the explanation of the accelerating effect of ac on corrosion and of the different effects of ac on the two electrodes. 17 III. EXPERIMENTAL PROCEDURES A. Electrodes Both the anode and cathode in each experiment are made from the same kind. and same size of. metals. (see Table . TABLE III 1. LIST OF METALS USED AS ELECTRODES Major components Metals Aluminum 3003 99+% commercially pure aluminum Cartridge brass w60 70% copper and 30% zinc Cold-rolled steel Drawing quality, 99% iron C. P. titanium GR -2, Ht870092 Supplied by Teledyne Wah Chang Albany Albany Electrolytic tough pitch copper 110 99.9+% copper Cupro-nickel alloy 30% nickel, 69.5% copper, and 0.5% tin Sheath lead 99+% pure lead 304 stainless steel 70+% iron, 18-20% chromium, and 8-12% nickel Zirconium 702, Ht840041 Supplied by Teledyne Wah Chang Albany Average surface area exposed to electrolyte is approximately 12.75 square centrimetres. some experiments. However, the working surface area varies in Prior to use, all coupons are cleaned with dis- tilled water or pickled in their corresponding pickling acid solu tion (see Appendix C), degreased in Trichlorobenzene, air-dried, and stored in a desiccator. The coupons are weighed, prior and after experiments by a microbalance. 18 B. Electrolyte Five litres of 3% by weight sodium chloride, reagent grade, in distilled water is used throughout all experiments. C. Apparatus and Electrical Circuit The circuit is shown in Figure 1. ternating current is employed. Sixty cycle commercial al- The cell is composed of a pyrex glass container on a magnetic stirrer, a glasS cooling coil, two steel rods, holding electrodes, a PVC cover sheet, a thermometer, and an air-bubbling device. Figure 2 shows the cell. O. Procedures The apparatus in Figure 2 is assembled. At time equals zero, current is passed into the cell as soon as the temperature of the cell is 18°C. The magnitude of current is determined by calculation involving the working electrode surface area and the pre-determined current density. This current is kept constant throughout the ex- periment by adjusting the variac. The temperature is controlled to be 18 ± 2°C by cooling water flow rate adjustment. Close attention is necessary, especially when high current density is employed, for the temperature rises rapidly due to the high current passed. Air is constantly bubbled into the electrolyte to assure oxygen saturation. The duration for most experiments is approximately one day. Occasionally, the experimental periods vary depending upon corrosion rates of electrodes. Sufficient weight loss and relatively constant 19 110 V VARIAG Figure 1. Electrical Circuit for the Experiment. 20 1 Connection wire 5 Rubber stopper 2 PVC cover sheet 6 Electrode 3 PVC tube 7 Air-bubbling device 4 Pyrex glass container 8 Thermometer Distance between the electrodes is 6 in. AIR I 2 3 1 # r k _. 9 A r, 4 . .0 .., .4 .0 .0 .oi /0/.. ., .., 3% Nam 00 00 .601erlideore/..000"AorA01140149:0" Ageelied59:010, Figure 2. Corrosion Cell. 4 5 6 7 21 surface area are required for accuracy. At the end of each experi- ment, the electrodes are acid-pickled (see Appendix C), rinsed in distilled water, air-dried, and weighed. Corrosion rate, expressed in mdd (milligrams per square decimeter per day), is determined by a conventional method (see Appendix B). The same procedure is re- peated for the metals listed in Table III-1.. 22 IV. RESULTS The results are calculated from data in Appendix A by methods described in Appendix B. For each metal, the corrosion rate and ac corrosion factor (samples of calculation and:definitions are shown in Appendix B) are tabulated and plotted as a function of ac densities. Statistical analyses are also included for linear plots. Some data from the literature, though not obtained by similar experimental procedures and electrolytes, are included in Tables IV-11 to IV-19 for comparison purposes. In general, the results show, in tabulated and graphical form, the following relationships: 1) A.C. corrosion rate as a function of current densities. 2) A.C. corrosion factor as a function of current densities. 23 TABLE IV-1. A.C. CORROSION OF ALUMINUM IN 3% NaC1 SOLUTION No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 2 Current Density, A/cm Corrosion Rate, mdd 0.00 0.00 0.08 0.15 0.18 0.25 0.30 0.35 0.35 0.38 0.45 0.50 0.75 1.00 6 8 25,169 35,942 57,305 81,613 109,971 127,511 129,868 128,785 144,522 187,783 294,016 399,588 Statistical Analysis: Correlation Coefficient Standard Deviation Y-intercept Slope = 0.9958 112,356.4 -12,677.5 400,753.5 24 TABLE IV -2. A.C. CORROSION RATE OF BRASS IN 3% NaC1 SOLUTION No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 Current Density, A/cm 0.00 0.00 0.05 0.10 0.14 0.16 0.20 0.22 0.26 0.28 0.30 0.34 0.38 0.40 0.44 0.46 0.50 0.60 0.76 0.88 0.90 1.10 Corrosion Rate, mdd 30 34 260 235 264 311 444 423 544 842 725 908 1,073 1,698 2,290 1,730 2,002 2,731 3,461 7,328 6,363 8,531 25 TABLE IV-3. A.C. CORROSION RATE OF COLDROLLED STEEL IN 3% NaC1 SOLUTION No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 Current Density, A/cm Corrosion Rate, mdd 0.00 0.10 0.11 0.13 0.15 0.20 0.20 0.20 0.26 0.28 0.30 0.32 0.36 0.40 0.40 0.48 0.50 0.50 0.62 0.76 0.76 0.88 1.00 252 279 225 264 344 328 376 398 534 544 678 521 732 632 1,158 1,186 1,036 1,172 1,818 1,489 1,750 1,996 2,058 Statistical Analysis for Data No. 6-23: Correlation Coefficient Standard Deviation Y-intercept Slope = = 0.9574 585.7241 -5166290 2,296.3566 26 TABLE IV-4. A.C. CORROSION RATE OF COPPER IN 3% NaC1 SOLUTION No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Current Density, A/cm2 0.00 0.00 0.03 0.08 0.16 0.22 0.30 0.36 0.38 0.38 0.44 0.50 0.50 0.60 0.66 0.74 0.80 0.92 Corrosion Rate, mdd 30 38 94 482 1,435 2,381 3,301 3,697 5,342 7,596 5,854 5,941 9,936 10,843 18,123 19,083 24,216 22,513 27 TABLE IV -5. A.C. CORROSION RATE OF CUPRO-NICKEL ALLOY IN 3% NaC1 SOLUTION No. 1 2 3 4 5 6 7 8 9 10 11 12 13 2 Current Density, A/cm 0.00 0.00 0.05 0.10 0.15 0.19 0.26 0.30 0.33 0.36 0.39 0.42 0.50 Corrosion Rate, mdd 41 50 360 628 1,270 1160 1,474 1,823 2,535 2,981 6,881 7,518 9,158 28 TABLE IV -6. A.C. CORROSION RATE OF LEAD IN 3% NaC1 SOLUTION No. 1 2 3 4 5 6 7 8 9 10 11 12 13 Current Density, A/cm 2 Corrosion Rate, mdd 52 56 642 672 809 0.00 0.00 0.05 0.10 0.15 0.18 0.24 0.26 0.29 0.36 0.39 0.43 0.50 951 861 942 1,222 1,876 1,937 1,710 1,941 Statistical Analysis: Correlation Coefficient Standard Deviation Y-intercept Slope = = = = 0.9551 654.0712 189.0166 3,802.6387 29 TABLE IV-7. A.C. CORROSION RATE OF 304-STAINLESS STEEL IN 3% NaC1 SOLUTION No. 1 2 3 4 5 6 7 8 9 10 11 Current Density, A/cm 2 Corrosion Rate, mdd 1.57 1.96 542 930 3,838 6,164 8,532 11,238 16,650 17,318 19,222 0.00 0.00 0.05 0.10 0.16 0.20 0.26 0.30 0.38 0.40 0.44 Statistical Analysis for Data No. 4-11: Correlation Coefficient Standard Deviation Y-intercept Slope = = = = 0.9977 6,757 -4999 55,305 30 TABLE IV-8. A.C. CORROSION RATE OF TITANIUM IN 3% NaC1 SOLUTION No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 Current Density, A/cm Corrosion Rate; mdd 0.00 0.00 0.04 0.05 0.10 0.10 0.15 0.15 0.20 0.20 0.21 0.25 0.29 0.30 0.34 0.35 0.40 0.40 0.43 0.45 0.51 0.51 Coupons showed various degrees of pitting. 0.6 2.9 290 533 462 1,022 584 1,493 1,402 2,325 937 1,121 1,289 2,337 580 679 912 1,281 851 904 1,086 1,240 31 TABLE IV-9. A.C. CORROSION RATE OF TITANIUM AT DIFFERENT DEGREES OF PITTING Statistical Analysis No Pitting A cm 0 0.04 0.10 0.15 0.34 0.35 0.40 0.43 0.45 Correlation Coefficient 2 Moderate Pitting mdd A/cm 0 0.21 0.25 0.29 0.40 0.51 0.51 290 462 584 580 679 912 851 904 2 mdd 937 1,121 1,289 1,281 1,086 1,240 Severe Pitting A/cm 2 mdd 0 0 0.05 0.10 0.15 0.20 0.20 0.30 533 1,022 1,493 1,402 2,325 2,337 0.9379 Standard Deviation 868.83 Y-intercept 157.84 Slope 8,007.13 32 TABLE IV-10. CORROSION RATE OF ZIRCONIUM IN 3% NaC1 SOLUTION No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 Current Density, A/cm 2 Corrosion Rate, mdd 0.00 0.05 0.10 0.15 0.20 0.25 0.26 0.26 0.28 0.32 0.33 0.35 0.36 0.41 0.45 0.46 2 523 2,834 11,697 40,943 115,871 104,453 112,115 202,928 145,305 180,970 257,329 296,529 377,058 366,557 402,464 . Statistical Analysis for Data No. 5-16: Correlation Coefficient Standard Deviation Y-intercept Slope = = 0.9615 121,304 -246,864 1,416,001 33 TABLE IV-11. A.C. CORROSION FACTOR OF ALUMINUM Current Density (A/cm2) AC Corrosion Factor (%) < 0.00008 < 0.0002 0.0015 0.0022 0.0035 0.005 Nil Nil 5.0 13.5 15.0 20.0 0.01 0.016 0.02 31.0 40.2 39.0 0.04 0.08 40.0 40.1 0.15 0.18 0.20 29.7 39.5 48.5 0.25 40.6 0.30 0.35 0.35 0.38 0.45 0.50 0.75 1.00 45.5 45.2 46.2 42.1 41.2 46.6 49.1 49.1 Electrolyte 3.5% NaC1 0.5% NaC1 Reference French, 1973 Godard, 1967 u " It Artificial Soil Solution n Soil Artificial Soil Solution If 3% NaC1 u H 11 Williams, 1966 u Bruckner, 1964 Williams, 1966 If Chattratichart, 1981 ,, .7 Artificial Soil Solution 3% NaC1 Williams, 1966 Chattratichart, 1981 n u n It ,, u If u u It n H n u 34 TABLE IV-12. A.C. CORROSION FACTOR OF BRASS Current Density (A/cm2) 0.05 0.10 0.14 0.16 0.20 0.22 0.26 0.28 0.30 0.34 0.38 0.40 0.44 0.46 0.50 0.60 0.76 0.88 0.90 1.10 AC Corrosion Factor (%) Electrolyte 3% NaC1 0.18 0.08 0.07 0.07 0.08 0.07 0.07 0.10 0.08 0.09 0.10 0.15 0.18 0.13 0.14 0.16 0.16 0.29 0.25 0.27 = = = = Chattratichart, 1981 ., i, If II II II IV II It II ,, ., II II il II n ,, u in IV II II II /I II II II 11 IT n n i, VI 11 It II 11 Statistical Analysis: Correlation Coefficient Standard Deviation Y-intercept Slope Reference 0.8360 0.0694 0.0514 0.1998 35 TABLE IV-13. A.C. CORROSION FACTOR OF COLD-ROLLED STEEL Current Density (A/cm2) AC Corrosion Factor (%) Control (C.R.**55 mdd) Control 0.005 0.008 0.01 0.016 0.02 0.04 0.047 0.078 0.10 0.11 0.13 0.15 0.20 0.20 0.20 0.26 0.28 0.30 0.32 0.36 0.40 0.40 0.48 0.50 0.50 0.62 0.76 0.76 0.88 1.00 Electrolyte Soil 3% NaCl (C.R.**252 mdd) 0.06 Artificial Soil Solution 0.04 Soil 0.10 Artificial Soil Solution 0.04 Soil 0.11 0.13 0.05 0.05 0.15 0.11 0.11 0.12 0.09 0.10 0.11 0.11 0.10 0.12 0.09 0.11 0.08 0.15 0.13 0.11 0.13 0.16 0.10 0.12 0.12 0.11 Reference Artificial Soil Solution BrUckner, 1964 Chattratichart, 1984 Williams, 1966 BrUckner, 1964 Williams, 1966 Bruckner, 1964 Williams, 1966 " Soil 3% NaC1 1, Bruckner, 1966 Chattratichart, 1981 " " " " " ff " . 1, " " II " It " " " " " " " " " " " " " " " " I, . " " " " " " * Corrosion rate. Statistical Analysis (data from the literature are excluded): Correlation Coefficient Standard Deviation Y-intercept Slope ffi * m 0.1731 0.0199 0.1095 0.0150 36 TABLE IV-14. A.C. CORROSION FACTOR OF COPPER Current Density (A/cm2) Control Control AC Corrosion Factor (%) Electrolyte Bruckner, 1964 * (C . R. =3.4 mdd) * (C.R.=30,38 mdd) 0.002 0.5 0.005 0.27 0.005 0.33 0.01 0.18 0.016 0.02 0.08 0.11 0.03 0.04 0.11 0.09 0.08 0.16 0.22 0.30 0.36 0.38 0.38 0.44 0.50 0.50 0.60 0.66 0.74 0.80 0.92 0.21 0.32 0.38 0.39 0.36 0.49 0.70 0.47 0.42 0.70 0.64 0.97 0.91 1.06 0.86 Reference 3% NaC1 Chattratichart, 19814 Kingston Tap Godard, 1967 Water Artificial SOil Williams, 1966 Solution Extrapolated from 3% NaC1 Chattratichart,1981i results Artificial Soil Williams, 1966 Solution Bruckner, 1964 Soil Artificial SoiliWilliams, 1966 Solution Chattratichart,1981 3% NaCl Artificial Soil Williams, 1966 Solution Chattratichart, 1981 3% NaC1 n n II It If II n n It II n .4 n 11 n n VI 11 II It n n II II II II in u * Corrosion rate. Statistical Analysis: Correlation Coefficient Standard Deviation Y-intercept Slope = = = = 0.8962 0.2788 0.1635 0.9244 37 TABLE IV -15. A.C. CORROSION FACTOR OF CUPRO -NICKEL ALLOY Current Density AC Corrosion Factor (%) (A/cm2) . Control 0.05 0.10 0.15 0.19 0.26 0.30 0.33 0.36 0.39 0.42 0.50 Electrolyte Reference . * (C.R. =41,50 mdd) 0.26 0.23 0.30 0.22 0.20 0.22 0.28 0.30 0.63 0.64 0.66 Corrosion rate. 3% NaC1 Chattratichart, 1981 lI if II * * * If if * * * * * * * * * .1 * * n If Statistical Analysis: Correlation Coefficient Standard Deviation Y-intercept Slope = = = = 0.7340 0.1862 0.0903 0.9661 38 TABLE IV-16. A.C. CORROSION FACTOR OF LEAD Current Density (A/cm2) Control 0.005 0.04 0.05 0.10 0.15 0.18 0.24 0.26 0.29 0.36 0.39 0.43 0.50 AC Corrosion Factor (%) Electrolyte Reference 3% NaC1 Chattratichart, 1981 (C.R.*=52,56mdd) 0.09 Artificial Soil Williams, 1966 Solution 0.05 0.28 Chattratichart, 1981 3% NaC1 II II 0.15 II 0.12 It 0.11 u u 0.08 u 0.08 II II 0.09 It 0.11 /I II 0.11 II 0.09 II II 0.08 Corrosion rate. 11 11 11 11 11 11 II 39 TABLE IV-17. A.C. CORROSION FACTOR OF 304-STAINLESS STEEL Current Density (A/cra2) Control 0.05 0.10 0.16 0.20 0.26 0.30 0.38 0.40 0.44 AC Corrosion Factor (%) * (C.R. n., 2 mdd) 0.58 0.50 1.28 1.65 1.75 2.00 2.34 2.31 2.33 * Corrosion rate. Electrolyte 3% NaC1 Reference Chattratichart, 1981 If II II If If If ur u u u fl If If If IP If . u 40 TABLE IV-18. A.C. CORROSION FACTOR OF TITANIUM Current Density (A/cm2) Control 0.04 0.05 0.10 0.10 0.15 0.15 0.20 0.20 0.21 0.25 0.29 0.30 0.34 0.35 0.40 0.40 0.43 0.45 0.51 0.51 * AC Corrosion Factor (%) Electrolyte (C.R!=0.6,2.9mdd) 0.68 0.99 0.43 0.95 0.36 0.93 0.65 1.08 0.42 0.42 0.41 0.73 0.16 0.18 0.21 0.30 0.18 0.19 0.20 0.23 Reference Chattratichart, 1981 3% NaC1 n n It It n n v. n n n It II II If ft II n n n n It It n n n ft It II II et It II ft II ft n n Corrosion rate. Statistical Analysis: For Severely-Pitted Data: Correlation Coefficient Standard Deviation Y-intercept Slope = = = = -0.5478 0.1640 1.0593 1.0261 For Moderately-Pitted Data: Correlation Coefficient Standard Deviation Y-intercept Slope = = = -0.9823 0.1004 0.6018 -0.7516 41 TABLE IV-19. A.C. CORROSION FACTOR OF ZIRCONIUM Current Density (A/cm2) Control 0.05 0.10 0.15 0.20 0.25 0.26 0.26 0.28 0.32 0.33 0.35 0.36 0.41 0.45 0.46 * AC Corrosion Factor (%) * (C.R. = 2 mdd) 0.5 1.4 3.8 10.0 22.7 19.7 21.1 35.5 22.2 26.9 36.0 40.3 45.0 39.9 42.9 Corrosion rate. Electrolyte Reference 3% NaC1 Chattratichart, 1981 It II n n n n II II n n If II n II n II II 11 II II n n if n n n n n II II 42 TABLE IV-20. CORROSION PRODUCTS Metals Aluminum Brass Colors Observed White gelatineous Al(OH) Yellow CuCl , CuCl Green 3 +2 , CuC1 4 2Cu(OH) or CuC12 Cu(OH)2 White ZnC1 2 Cu(OH)2 Orange -red CuOH Cu(OH)2 Green or Ni (OH) White precipitate 4H 0 3CuO CuC12 Lead . 2 Blue (most frequent) Copper Cupro-Nickel Alloy Possible Corrosion Products 2 and/or Pb0 2 Dark and smooth - textured film on surface Steels Reddish brown or Pb(OH) 2 PbC1 Pb(OH) 2 2 or Fe 0 3 4 Fe0 Titanium Zirconium White TiO2 ? 43 4-.' a Ler '0 z 0 0 et 0 0.2 0.4 06 OS CURRENT DENSITY (A/CM2) Figure 3. Corrosion Rate of Aluminum versus A.C. Densities, 1.0 44 0 0 O 2 tr) '0 4.1 I- < CC 0 04cc cr 0 0 0.0 02 Figure 4. 04 0.6 CURRENT DENSITY ( A/ CM2) Corrosion Rate of Brass versus A.C. Densities. 45 240 200 a16- ro w f- CC z0 0 0 ..jCC CC C.) 8- 0 04 0.6 08 CURRENT DENSITY (A/CM23 Figure 5. Corrosion Rate of Copper versus A.C. Densities. 46 I00 011 Figure 6. 0:2 014 0:3 CURRENT DENSITY ( A/ C M2 ) Corrosion Rate of Cupro-Nickel Alloy versus A.C. Densities. d5 47 241, Brass (70% Copper, 30% Zinc) 0 2,o Copper (99.90+% Copper) 20-4 3, p Cupro-Nickel Alloy (69.5% Cu, 30% Ni, 0.5% Sn) 0 4- C12 Figure 7. 0.4 as CURRENT DENSITY ( A/CM Corrosion Rate of Copper and Its Alloys versus A.C. Densities. 48 20 0 0 0 X (NJ 10 0 0 O 0 0 0.0 0.1 0.2 0.3 0:4 CURRENT DENSITY (A/CM2) Figure 8. Corrosion Rate of Lead versus A.C, Densities. 49 0 ES a 16M Nv 0 w t-- cr 12 z 0 0 ca 0 cr 0 0 8- 4- 0.0 02 04 0.6 0.8 1.0 CURRENT DENSITY (A/CM; Figure 9. Corrosion Rate of Cold-Rolled Steel versus A.C. Densities. 50 20 15 2 .0 x IC H 0 5-1 0 0 0 0.0 Figure 10. 0.1 0.2 0.3 CURRENT DENSITY CA /CM2) Corrosion Rate of 304-Stainless Steel versus A.C. Densities. 0.5 51 200 304-Stainless Steel A Cold-Rolled Steel z a 10 v0 0 cc cc 0 0 5 A 0 0.0 0.1 02 Figure 11. 04 Q3 CURRENT DENS;TY A A/CM2) Corrosion Rate of Steels versus A.C. Densities. 52 0.1 02 03 04 CURRENT DENSITY (A/CM2) Figure 12. Corrosion Rate of Titanium versus A.C. Densities. 0.5 53 0 0 0.1 02 0.3 CURRENT DENSITY (A/CNI') Figure 13. 04 Corrosion Rate of Zirconium versus A.C. Densities. 0 Aluminum M Aluminum (results from literature) 0 Zirconium 0 O 0 0 0.0 Figure 14. 0.1 0.1 0:2 CURRENT DENSITY ( A/CM ) A.C. Corrosion Factor of Aluminum and Zirconium as Functions of A.C. Densities. From literature. 100- 0 Experimental datum. Cr 0 :Z u) 50~ O CC O 0 et Q00 Figure 15. 0.62 0.04 0.66,1 CURRENT DENSITY M (ae) ad A.C. Corrosion Factor of Aluminum at Low Current Densities as a Function of A.C. Densities. O Copper (experimental data) Copper (from literature) Cupro-Nickel Alloy e- lk n Brass CC C3 I(3 0 0 OG Ce 0 0 04 0 -4)- 0 O 0:2 O 0 a a O cl 04 I I I CURRENT DENSITY (A /CM2) Figure 16. A.C. Corrosion Factor of Copper and Its Alloys as a Function of A.C. Densities. 57 0.3 .11 0.20 0 0 0 cx tx g 0 o OD 0.0 , 0 0 co 0:6 o4 ob CURRENT DENSITY(A/CM 2) Figure 17. A.C. Corrosion Factor of Brass as a Function of A.C. Densities. 0 Experiment Results CI Results from Literature m 0 H o 0 0 ce CC 0 0 0 0 OD 0 0.1 CURRENT Figure 18. CL3, 0.2 DENSITY (Ad CIA 41 A.C. Corrosion Factor of Lead as a Function of A.C. Densities. 04 A Minute Pitting or Etching 1.0- O Moderate Pitting and Etching 0 Cr N Between Moderate and Sever( Pitting and Etching O Severe Pitting and Etching 0 O OC 0U 0 0.05 0.15 015 035 CURRENT DENSITY (A/CM; Figure 19. A.C. Corrosion Factor of Titanium as a Function of A.C. Densities. 0.45 El 304-Stainless Steel 0 Cold-Rolled Steel (experimental results) A Steels (from literature) 0 to z 0 0 0 0.I U Q2 Q3 0 0 0.4 CURRENT DENSITY (A /CM c.) Figure 20. A.C. Corrosion Factor of Steels as a Function of Current Densities. 61 V. DISCUSSION Experiments on all metals tested show that ac corrosion increases with current densities and that the ac corrosion factors are generally very low (not exceeding 3.0%) except that of aluminum and of zirconium which approach 50% at high current densities. observed on some metals but not on some others. Pitting is It is obvious from Figures 3 to 20 that ac affects different metals differently as a result of different characteristics and the nature possessed by each metal. To understand the ac effects on the corrosion of the metals more clearly, the metals are discussed separately. Since brass and cupro-nickel alloy are alloys of copper, they and copper are discussed simultaneously, so are the two steels. A. Aluminum From Figures 3 and 14, one can see that the data obtained agree very well with those obtained by Bruckner (1964), Williams (1966), Godard (1967), and French (1973), who performed their experiments in different electrolytes. It can be concluded that electro- lyte has slight effect on corrosion rate of aluminum. This agrees with Tolstaya, et al. (1967), who reported that ac corrosion factor ceased to depend on chemical composition at ac frequencies higher than 0.5 cps. The fact that the ac corrosion factor of aluminum, as can be seen from the above-mentioned figures, approaches 50% or 100% of a half-wave rectified ac can be explained as ac depolarization 62 effect compensating the effect of time lag in dissolution reactions. Tolstaya, et al. (1967) explained that as current densities increased, frequency exerted more influence on the variation in the potential of the aluminum for both cycles. At high frequency, electrode reactions begin to lag behind the polarity change of the current yielding the decrease of ac corrosion factor. This is why a lower corrosion rate was observed at higher frequencies. However, as current densities increase, the electrodes are depolarized causing higher corrosion rate and ac corrosion factor approaches 50%. Williams (1963) reported identical weight loss on the two electrodes of similar metals, indicating identical reactions on each electrode. Nearly identical loss of the two electrodes is also ob- served here by the author. There is, however, a small discrepancy of weight loss of the two electrodes. This is probably due to ex- perimental errors or due to the difference in the oxide film characteristics. The experimental errors could be incurred largely during the cleaning process. B. Copper and Copper Alloys Copper, brass, and cupro-nickel alloy exhibit a dependence of ac corrosion on current densities. In spite of the scattering of data obtained on copper and cupro-nickel alloy, both metals are not affected by ac differently. They yield the same blue or greenish blue corrosion products which are suspected to be cupric hydroxide and cupric oxychloride, respectively. Moreover, from an ac corrosion 63 factor plot of copper and its alloys, one can see that results on copper and cupro-nickel alloy fall within the same region, so do the corrosion rate data. Brass, on the other hand, though giving a mixture of blue and white precipitates, shows much lower corrosion rate and an ac corrosion factor. probably ZnC1 2' The white precipitate is Therefore, copper alloyed with zinc is more resis- tant to ac corrosion in 3% NaC1 than that of nickel. yet to be investigated further. The reason has Unlike other authors (Waters, 1962; Williams, 1962), who found the ac corrosion factor of copper to level off at high current densities, we observe a steady increase of the ac corrosion factor at high current densities (above 0.1 A/cm 2 ). 2 However, below 0.1 A/cm , ac corrosion factors of all three metals are higher than expected. The reason for this is that an oxide film is formed during anodic dissolution. At low current densities, ac cannot depolarize the electrodes enough to retard the formation of a passive film. Chloride ions in the solution. locally penetrate the film causing pitting corrosion. At high current densities, the elec- trodes are depolarized, passive films are not formed, and ac corrosion behavior is quite consistent. It is reasonable to predict that the ac corrosion factors of copper and copper-nickel alloy will eventually approach or not exceed 50%, for half of the current is anodic. C. Lead The ac corrosion of lead increases with current density. The 64 corrosion rates obtained here are higher than those reported by Williams (1966) as can be seen from Table IV 16. No pitting on the lead electrodes is observed, except probably at very low current density. This is why the corrosion rate, or more obviously ac cor- rosion factor, is unexpectedly high. After each run, a black and smooth-textured film is noticed on the electrode surfaces. Vijayavalli, et al. (1963) observed large pits on lead electrodes and reported that superimposed ac tended to increase dissolution rate of lead by increasing the formation of Pb02 film on the surfaces. This film was porous in structure and became more porous as the ac densities increased. pits on his tested lead coupons. Williams (1966) also reported large The above results disagree with Costa and Hoar (1962), who reported decreasing weight loss of lead with ac densities. They explained that more Pb02 film formed upon superimposition of ac acting as a barrier film attributed to the decrease of corrosion rate with ac densities. However, their ex- planation is doubtful as the film is in fact porous and, hence, it is more easily locally attacked by ac. It cannot be clearly understood at the present time as to why the ac corrosion factors observed here are much higher than those by Williams (1966), even at high current densities where minimum ac corrosion factor is observed. One possible explanation is the error caused by the cleaning process of the electrodes. However, even with this error existing, the results obtained, though not 65 accurate, can at least show the trend of ac corrosion behavior of lead. D. 304-Stainless Steel and Cold-Rolled Steel Stainless steel is comparatively highly affected by ac. Cold- rolled steel, on the other hand, is relatively most resistant to ac corrosion among the metals tested. the same corrosion product. Both metals gave apparently Their corrosion behaviors conform to those of other metals in that corrosion rate increases with current densities. The two ac corrosion factor curves establish the same characteristics as that reported by Williams. That is, ac corrosion factor gradually increases at low current densities and approaches a maximum value at high current densities. However, Pookote and Chin (1978) obtained a linear relationship for the ac corrosion factor of steel rods and current densities. They explained the difference of their results from Williams' as being attributed to the difference in the electrolytes (Williams did his experiments in soil solution while Pookote and Chin did theirs in soil). As a matter of fact, the corrosion rate of cold-rolled steel reported by Bruckner (1964) for the tests in soil differs greatly from those reported by Williams in soil solution and from our experiments in 3% NaC1 solution. On the contrary, our results correspond very well with Williams' indicating that, in aqueous solution, ac corrosion depends minutely on chemical composition of the electrolytes at ac frequency of 60 Hz. Slight etching and pitting are observed on the stainless steel 66 electrodes but not on the cold-rolled steel. The pits observed are due to passive film breakdown or local attack by ac and chloride ions on the defects of the film. E. Titanium Titanium possesses quite mysterious ac corrosion behavior, for instance, the scattering of data with corrosion rate is found to be characterized by the degree of pitting and etching during the experiments. Also, from Figure 19, it seems that the three lines for different degrees of pitting approach one limiting value at a current density out of the experimental range. This limiting value is suspected to be approximately 0.2% of the non-pitted data, because at high enough current densities ac depolarizes the electrodes so that no passive film could be established and that corrosion rate is high, whereas the ac corrosion factor is approximately constant. The difference in degrees of pitting is probably due to nonuniformity of the passive film on the surface and of the ac attack on the film which is observed to be thin, transparent, and of tint coloration. Kolotyrkin and Strunkin (1970) observed pits on titanium electrodes when tested with HC1 as the electrolyte, but not with H SO 2 4. This indicates that pitting of titanium is mainly due to the attack of chloride ions in the solution. During our experiments, a minor difficulty arose at low current densities where current could hardly be controlled at the predetermined constant values for it kept drifting down. The voltage had 67 to be increased in order to keep the constant current. Practically, the voltage had to be raised up to a critical value above current could be easily kept constant. This was due to the passive film formed at the surface acting as a barrier layer. al. which Tomashov, et (1972) studied the passivation of titanium and its alloys. They believed that the passive film was double- layered, one of which being a barrier layer next to the metal surface, hence continuously protecting the metal. protective porous oxide layer. The second layer was an external nonIt is the barrier layer which inhi- bits the anodic process of the alloys. The protective properties of the barrier layer are related to its character defectiveness and semiconductor properties of which mechanisms are still unclear. The main anodic process of dissolution in the passive state involves 2+ the direct electro-chemical transition of TiO into the solution. The oxide films formed on all titanium alloys tested in H2SO4 solution had a composition close to Ti02 with rutile and anatase mixed structure (Tomashov, et al., 1972). The change in defectiveness and ionic conductivity of oxide films determines the change in anodic dissolution of the titanium from the passive state. F. Zirconium Figure 13 shows an appreciable ac corrosion rate for zirconium. At current densities above 0.2 A /cm2 a linear relationship between current densities and corrosion rate is obtained. Despite the fact that the corrosion rate of zirconium is much higher than that of 68 aluminum, the ac corrosion factor of zirconium rises much more slowly than that of aluminum. This is because the theoretical corrosion rate of zirconium, based on an equivalent amount of dc, is high due to its high molecular weight. The corrosion rate is nearly negligible at very low current densities. This is supported by the results obtained by Kondrashin (1974) that below a current density of approximately 4 mA/cm 2 oxidation of the electrodes is negligible. He concluded that oxidation of zirconium requires a specific critical polarizing current density, <i >, and critical frequency, cucr" Above these critical values, ionic conductivity of the oxide, and hence the corrosion rate, became appreciable. The critical values can be evaluated by: UWE6 <1> = cr 71 7 <1> Cr CSC EE cr where <1> = critical polarizing current density critical frequency, Hz cr -4 C, = 8.85 x 10 6 = relative dielectric constant of the oxide film = critical electric field intensity, V/cm of the oxide film = roughness factor F cr 6 F /cm of the oxide film 69 VI. CONCLUSIONS It is the purpose of this thesis to study only the effect of ac on the weight loss of metals. Consequently, two parameters, corrosion rate and ac corrosion factor, are discussed as related to current density. Conclusions can be drawn here as the following: 1. All tested metals are affected by ac differently. Some alloys are more resistant to ac attack than others. 2. Corrosion rate increases with ac densities, slowly at low current densities and more rapidly at high current densities. 3. The A.C. corrosion factor is a function of current density. For all metals except titanium and lead, the corrosion factor is low, and gradually rises as current densities increase. It levels off at a maximum ac corrosion factor, which is below 3% (or 50% in the case of aluminum and zirconium). Titanium and lead exhibit a reverse behavior, their minimum ac corrosion factor being approximately 0.2% and 0.1%, respectively. 4. The order of ac corrosion rate from the highest to the lowest is: aluminum, zirconium, 304-stainless steel, copper and cupro-nickel alloy, brass, titanium, lead, and cold-rolled steel. 5. Passive film are observed, visually on titanium and lead. 6. Pitting and etching play a significant role on ac corrosion, i.e., they cause higher corrosion than expected. 70 7. There is non-identical weight loss on the two electrodes tested on every experiment except aluminum which yields virtually identical weight loss. Theoretically this loss should be the same and the reason for this discrepancy is unknown. 71 VII. RECOMMENDATIONS This thesis represents a preliminary study of ac corrosion rate of various metals. It is found that there are many aspects of ac corrosion worth further investigations to make feasible the explanation of some behavior observed. The followings are recommended for subsequent researches on ac corrosion: 1. Potentiostatic curves studies, 2. Polarization studies, 3. Passive films studies, 4. Differentiation of ac effects on alloys of metals, 5. Investigation of instantaneous corrosion products during experiments, 6. Varification of "mixed potential" theory postulated by Chin and Fu (1979), 7. Varification of Kondrashin's formula on critical current density and frequency for zirconium (see discussion, zirconium). 72 BIBLIOGRAPHY Ahiborn, G. H., and B. McCollum, "Influence of Frequency of Alternating or Infrequently Reversed Current-on Electrolytic Corrosion," Bureau of Standards, Technologic Papers No. 72, 5 (1916). Bellassai, S. J., "Induced Alternating Current Used for Cathodic Protection of a Coated Pipe Line," Corrosion No. 1, 12, 17-19 (1956). Bentley, R., and T. R. Prentice, "The Alternating Current Electrolysis of Concentrated Acids," J. of Applied Chemistry, 7, 619 (1957). Bruckner, W. H., "The Effects of 60-Cycle A.C.'s on the Corrosion of Steels and Other Metals Buried in Soils," Engineering Experimentation Station Bulletin 470, University of Illinois (1964). A Study of the Anodic Chin, D-T, and Fu T-W, "Corrosion by A-C: Polarization of Mild Steel in Na SO Solution," Corrosion No. 2 4 11, 35, 514-523 (1979). Compton, K. G., "Factors Involved in Corrosion of Lead Cable Sheath," Corrosion No. 8, 17, 115-118 (1961). Compton, K. G., "Corrosion of Bare Concentric Neutrals in URD Systems: A Review," Materials Performance, 14, 14 (1975). Compton, K. G., "Corrosion of Concentric Neutrals," Materials Performance No. 12, 16, 29-33 (1977). Costa, J. M., and T. P. Hoar, "The Influence of Superimposed A.C. on the Anodic Corrosion of Lead in Aqueous Sulphuric Acid," Corrosion Science, 2, 269-274 (1962). Devay, J., "Electrolytic A.C. Corrosion of Polyelectrode Systems," Chimica Academiae 22±EtaCh eraiae Scientiarum Hungaricae Tomus, 52(1) 57-61 (1967) , Devay, J., Sayed Sabet Abd El Rehim, and V. Takcs, "Electrolytic A.C. Corrosion of Some Metals," Acta Chimica Academiae Scientiarn Hungaricae Tomus, 52(2), 201-204 (1967). Erschler, B., "Investigation of Electrode Reactions by the Method of Charging-Curves and with the Aid of Alternating Currents," Discussions of the Faraday Society London, No. 1, 269-277 (1947). 73 Fokin, M. N., and N. V. Mogoryan, "Intensification of the Dissolution of Nichrome Kh2ON80 in Sulfuric Acid Under Transpassivation Conditions by Means of an Alternating Current," Protection of Metals No. 4, 12, 362-367 (1976). Galimberti, C. E., "Corrosion of Lead by Alternating Current," Corrosion, 20, 150t-157g (1964). Godard, H. P., Letters to the Editor, Materials Protection, 6, 6566 (1967). Haring, H. E., "The Mechanism of Electrolytic Rectification," J. of Electrochemical Society No. 1, 99, 30-37 (1952). Hayden, J. L. R., "Alternating-Current Electrolysis," American Institution of Electrical Engineers, 26(1), 201-229 (1907). Hewers, F. W., "On Buried Structures: Four Phenomena Affecting Cathodic Protection and Corrosion Rates," Materials Protection No. 9, 8, 67-71 (1979). Howell, J. C., "Corrosion Control Practices on Pipe-Type Power Cables," Materials Protection, 2, 54-58 (1963). Jones, D. A., "Effect of Alternating Current on Corrosion of Low Alloy and Carbon Steels," Corrosion No. 12, 34, 428-432 (1978). Juchniewicz, R., "The Influence of Alternating Current on the Anodic Behavior of Metals," 1st International Congress on Metallic Corrosion, Butterworth, London, 368 (1962). Kolotyrkin, Ya N., and V. A. Strunkin, "Pitting of Titanium on Application of an Alternating Current," Protection of Metals No. 5, 6, 461-464 (1970). Kondrashin, V. Yu, V. V. Malygin, and A. Ya Shatalov, "Kinetics of the Oxidizing of Tantalum and Zirconium with Alternating Current," Elektrokhimiya No. 4, 10, 577-580 (1974). Kulman, F. E., "Effects of Alternating Currents in Causing Corrosion," Corrosion, 17, 34-35 (1961). Lennox, T. J., Jr., and M. H. Peterson, "The Effect of Stray Current on Yellow Brass in Sea Water," Materials Performance No. 4, 17, 27-33 (1978). Llopis, J., and L. Jarge, "Electrochemical Corrosion of Iridium in Hydrochloric Acid solutions," LoftlitaectsochcaIemi Society No, 9, 110, 947-951 (1963). 74 Marsh, S., "On Alternating Current Electrolysis," Proceedings Ro al Society of London, Series A, 97, 124-144 (1920). Mikhailovskii, Yu N., and T. I. Podkopaeva, "A Method of Rapid Determination of the Corrosion Resistance of Metals in Electrolytes," Protection of Metals No. 3, 14, 430-432 (1978). Pookote, S. R., and D-T Chin, "Effect of Alternating Current on the Underground Corrosion of Steels," L4252112a22sarmanceNo.1, 17, 9-14 (1978). Shaw, M., and A. E. Remick, "Studies on Alternating Current Electrolysis: The Nature of Polarization Capacity and PolarizaI. tion Resistance," Electrochemical SocietJournal, 97, 324-334 (1950). Shepard, E. R., "Electrolytic Corrosion of Lead by Continuous and Periodic Currents," Transactions of the American Electrochemical Society, 39, 239-252 (1921). Sherer, C. M., and K. J. Granbois, "Study of.A-C Sheath Currents and Their Effect on Lead-Cable Sheath Corrosion," A.I.E.E. Transactions, 64, 264-268 (1945). Thompson, G. E., and G. C. Wood, "The Effect' of Alternating Voltage on Aluminum Electrodes in Hydrochloric Acid," Corrosion Science No. 8, 18, 721-746 (1978). Timoshenko, A. V,, V. Yu Vasil'ev, and N. I. Isaev, "Effect of Alternating Current on the Electrochemical Behavior and Corrosion Cracking of Steel 40Kh13 in Neutral Media," Protection of Metals No. 3, 14, 332-335 (1978). Tolstaya, M. A., E. I. Ioffe, and I. V. Poteminskaya, "Electrolytic Corrosion of Anodic and Cathodic Areas of Underground Aluminum Structures," Protection of Metals, 1, 142-147 (1966a). Tolstaya, M. A., "Corrosive Action of Industrial-Frequency (50 cps) Alternating Current on tkhl8N9T Stainless Steel in Neutral Solutions," Protection of Metals, 2, 272-277 (1966b). Tolstaya, M. A., I. V. Poteminskaya, and E. I. Ioffe, "Effect of Alternating-Current Frequency (Between 0.005 and 50 cps) on the Electrical Corrosion of Aluminum in Soils," Protection of Metals, 2(4), 376-380 (1966 c). 75 Tomashov, N. D., and N. M. Strukov, "The Effect of the Alternating Current Frequency-on the Passivation of Titanium," Dokiady Physical-Chemistry, Proceedings of the Academy of Sciences of the USSR, 931-933 (1964). Tomashov, N. D., G. P. Chernova, Yu S. Ruskol, and G. A. Ayuyan, "Passivation of Alloys on Titanium Base," Proceedings 5th International Congress on Metallic Corrosion, Tokyo, Japan, 248252 (1972). Uhlig, H. H., "Corrosion and Corrosion Control," 2nd edition. Wiley & Sons, Inc. (1963). John Vasil'ev, V. Yu, V. A. Timonin, A. V. Timoshenko, and N. I. Isaev, "Passivation Characteristics and Susceptability of High Tensile Steels to Corrosion Cracking," Protection of Metals No. 3, 14, 237-239 (1978). Vijayavalli, R., P. V. Vasudeva Rao, S. Sampath, and H. V. K. Udupa, "Function of A.C. Superimposed on D.C. in the Anodic Oxidation of Lead in H2S041" J. of the Electrochemical Society, 110(1), 1-4 (1963). Waters, F. O., "A-C Corrosion: Tests Show A-C Increase Corrosion of Metals Underground," Materials Protection No. 3, 1, 26-32 (1962). Waters, F. 0., "Alternating Current Corrosion Tests--Continued," Proceedings 2nd International Congress on Metallic Corrosion, New York, 311-317 (1963). Williams, J. F., "Corrosion of Metals Under the Influence of Alternating Current," Materials Protection No. 2, 5, 52 (1966). Williams, J. F., "Alternating Current and Aluminum: Tests Determine Effect of A-C on Aluminum Conductors," Materials Protection No. 2, 6, 50-52 (1967). Woodward, W. S., "Two Cases of Corrosion in Suburban New York Disguised as Galvanic--Their Cause and Mitigation," Corrosion No. 9, 12, 17-22 (1956). Zastrow, O. W., "Copper Corrosion in Moderate and High Resistivity Soils," Materials Performance No. 8, 13, 31 (1974). APPENDICES 76 APPENDIX A Tabulated Final Data TABLE A-1. TABULATED FINAL DATA FOR ALUMINUM Z Area of One ElecCoupon trode, =2 Original Wt. of One Electrode, gm. Final Wt. of Electrode, gm Ampere Duration, hr 1 12.75 1.1666 1.1658 0.00 24.05 2 12.75 1.1559 1.1549 0.00 23.95 3 45.12 12.9460 11.5880 3.50 2.87 4 29.76 8.4395 6.6880 4.30 3.93 5 19.00 8.1785 6.8175 3.30 3.00 6 19.60 8.4905 6.4110 4.80 3.12 7 20.40 8.5800 6.7105 6.15 2.00 8 20.00 8.7005 7.1810 7.00 1.43 9 15.00 12.9020 11.5465 5.25 1.67 10 13.13 9.1790 7.1710 5.00 2.85 11 15.60 8.8065 7.2565 7.02 1.65 12 12.88 8.9400 6.9950 6.44 1.93 13 13.13 9.0880 8.3320 9.84 0.47 14 13.25 9.1165 8.3885 13.25 0.33 77 Appendix A, continued TABLE A-2. TABULATED FINAL DATA FOR BRASS Coupon Area of One Elec2 trode, cm Original Wt. of One Electrode, gm Final Wt. of Electrode, gm Ampere Duration, hr ----... 1 12.75 3.3460 3.3429 0.00 24.00 2 12.75 3.4219 3.4176 0.00 24.00 3 12.75 3.5246 3.4910 0.63 24.42 4 13.25 3.5572 3.5253 1.25 24.63 5 13.13 3.5872 3.5525 1.88 23.95 6 30.21 22.4805 22.1500 4.83 84.40 7 13.25 3.5227 3.4656 2.50 23.30 8 20.20 11.3545 11.0790 4.44 77.33 9 12.88 3.5340 3.4564 3.15 26.58 10 13.30 3.5184 3.3958 3.75 26.32 11 15.15 11.3230 11.0975 4.55 49.17 12 13.00 3.4562 3.3378 4.40 24.07 13 12.75 11.4505 11.2105 4.85 42.12 14 12.75 3.5447 3.3273 5.00 24.10 15 12.75 3.5738 3.2836 5.60 23.87 16 11.11 11.3005 11.0140 5.11 35.77 17 10.12 11.3450 11.1065 5.06 28.25 18 9.00 11.1925 10.9465 5.40 24.02 19 7.75 11.1850 10.9570 5.89 20.40 20 5.10 11.4060 11.1475 4.49 16.60 21 5.00 5.6290 5.3615 4.50 20.22 22 4.25 5.5805 5.4035 4.68 11.72 78 Appendix A, continued Table A-3. TABULATED FINAL DATA FOR COLD-ROLLED STEEL Coupon Area of One Electrode, cm2 Original Wt. of One Electrode, gm Final Wt. of Electrode, gm Ampere Duration, hr 24.00 1 12.75 2.5033 2.4712 2 12.50 2.7504 2.7154 1.25 24.15 3 26.60 6.5640 6.4630 3.00 40.47 4 30.40 6.5835 6.3215 3.80 78.63 5 12.50 2.7393 2.6955 1.88 24.42 6 12.75 2.7642 2.7124 2.50 24.60 7 22.80 6.5160 6.3835 4.60 37.07 8 22.20 6.4165 6.1940 4.50 73.28 9 12.75 2.7548 2.6833 3.15 25.25 10 15.20 6.5430 6.3806 4.20 47.12 11 13.00 2.7259 2.6354 3.75 24.62 12 15.60 6.6230 6.4640 5.00 46.95 13 12.50 2.7268 2.6256 4.40 26.53 14 22.81 6.6245 6.4960 4.50 42.83 15 12.38 2.7312 2.5836 5.00 24.75 16 11.95 2.7149 2.5798 5.60 22.87 17 9.50 6.6615 6.5140 4.75 35.95 18 12.75 2.7331 2.5976 6.25 21.77 19 7.40 6.4690 6.2795 4.75 33.80 20 6.08 6.5805 6.4780 4.60 27.17 21 5.78 6.6345 6.5055 4.40 30.63 22 5.70 6.5930 6.4790 5.00 24.05 23 4.94 6.6230 6.5315 5.00 21.60 0 79 Appendix A, continued TABLE A-4. TABULATED FINAL DATA FOR COPPER Coupon Area of One Elec2 trode, am Original Wt. of One Electrode, gm Final Wt. of Electrode, gm Ampere Duration, hr 1 12,75 3.6247 3.6208 0.00 24.00 2 12.75 3.6263 3.6214 0.00 24.50 3 30.00 12.1130 12.0775 0.75 30.25 4 30.00 12.2600 12.1570 2.40 17.08 5 20.00 12.2450 12.0630 3.16 15.22 6 20.00 12.1980 12.0310 4.52 8.42 7 15.00 12.2120 12.0380 4.45 8.43 8 10.20 12.1900 12.0130 3.54 11.27 9 15.00 12.2265 11.8670 5.53 10.77 10 9.63 9.2840 8.9225 7.22 11.93 11 12.50 12.2880 11.9770 5.57 10.20 12 12.50 12.2835 11.9040 6.18 7.33 13 10.00 12.0260 11.7595 4.95 10.77 14 10.00 12.4675 12,1470 5.94 7.08 15 7.65 12.3340 11,8035 4.99 9.18 16 6.18 12.3205 11.8545 4.57 9.48 17 5.70 9.1890 8.7960 4.58 6.83 18 4.94 9.1165 8.7875 4.56 7.10 80 Appendix A, continued TABLE A-5. TABULATED FINAL DATA FOR CUPRO-NICKEL ALLOY . Coupon Area of One Elec2 trode, cm Original Wt. of One Electrode, gm Final Wt. of Electrode, gm Ampere Duration, hr 1 12.75 19.4137 19.4070 0.00 31.08 2 12.75 19.3788 19.3726 0.00 23.50 3 13.00 17.6627 17.5676 0.63 48.72 4 12.88 17.4844 17.2532 1.25 68.60 5 12.88 17.0727 16.7468 1.88 47.85 6 13.00 17.4889 17.1811 2.50 48.98 7 12.25 17.6344 17.2716 3.15 48.20 8 12.50 17.3156 16.7140 3.75 63.37 9 13.25 17.4779 16.9274 4.40 39.33 10 13.39 19.2873 18.4911 4.80 47.88 11 12.75 17.3844 15.6640 5.00 47.07 12 13.50 19.4136 17.9824 5.70 33.83 13 12.50 17.1478 14.6994 6.25 51.33 81 Appendix A, continued TABLE A-6. TABULATED FINAL DATA FOR LEAD Coupon Area of One Elec2 trode, am Original Wt. of One Electrode, gm Final Wt. of Ampere Duration, hr Electrode, gm 1 12.75 14.7290 14.7220 0.00 25.43 2 12.75 12.8442 12.8370 0.00 24.00 3 13.25 11.2355 11.1505 0.63 24.00 4 13.00 10.3973 10.3095 1.25 24.00 5 13.00 12.8232 12.7144 1.88 24.82 6 14.28 10.7271 10.5787 2.50 26.22 7 13.38 10.6303 10.4974 3.15 27.70 8 12.25 12.6545 12.4530 3.15 41.90 9 12.76 11.2527 11.0968 3.75 24.00 10 12.26 12.4702 12.1950 4.40 28.72 11 13.00 12.6940 12.3930 5.00 28.68 12 13.00 12.5743 12.3083 5.60 28.72 13 12.62 12.4944 12.2355 6.25 25.37 82 Appendix A, continued TABLE A-7. TABULATED FINAL DATA FOR 304-STAINLESS STEEL Coupon Area of One Elec2 trode, am Original Wt. of One Electrode, gm Final Wt. of gm Ampere Electrode, Duration, hr 1 12.75 9.2065 9.2063 0.00 24.00 2 12.75 9.2020 9.1323 0.63 24.22 3 12.75 9.2127 9.0860 1.25 25.68 4 12.50 9.2034 8,7237 1.88 24.00 5 12.75 9.2090 8.6663 2.50 16.88 6 12.75 9.1374 8.4606 3.15 14.93 7 12.50 9.1781 8.7168 3.75 7.88 8 12.00 9.1413 8.5369 4.40 7.27 9 13.00 9.2799 8.4842 5.00 7.95 10 13.00 9.2100 8.1411 5.60 10.27 83 Appendix A, continued TABLE A-8. TABULATED FINAL DATA FOR TITANIUM Coupon Area of One Elec2 trode, cm 1 12.49 5.6159 5.6159 0.00 24.33 2 12.24 5.5898 5.5895 0.00 15.88 3 12.75 5.6245 5.5890 0.64 24.08 4 12.00 5.5887 5.5217 0.60 24.13 5 12.64 5.5870 5.5273 1.30 24.53 6 12.50 5.6502 5.5217 1.20 24.13 7 13.00 5.6949 5.6204 1.88 23.58 8 12.35 5.5737 5.3890 1.88 24.05 9 12.50 5.5858 5.4102 2.50 24.05 10 12.78 5.6734 5.3758 2.50 24.03 11 12.50 5.6535 5.5356 2.60 24.17 12 12.74 5.6429 5.5001 3.15 24.00 13 12.74 5.6433 5.4936 3.75 21.88 14 12.48 5.5348 5,2541 3.75 23.10 15 12.90 5.6377 5.5628 4.40 24.00 16 12.74 5.6996 5.6127 4.40 24.08 17 12.50 5.5887 5.4759 5.00 23.77 18 12.48 5.6428 5.4829 5.00 24.00 19 13.00 5.7472 5.6368 5.60 23.97 20 12.50 5.6387 5.5239 5.60 24.40 21 12.75 5.6057 5.4753 6.60 22.60 22 12.22 5.5414 5.3904 6.25 23.92 Original Wt. of One Electrode, gm, Final Wt. of Electrode, gm Ampere Duration, hr 84 Appendix A, continued TABLE A-9. TABULATED FINAL DATA FOR ZIRCONIUM Coupon Area of One Elec2 trode, cm Original Wt. of One Electrode, gm Final Wt. of gm Ampere Duration, hr Electrode, 1 13.55 8.5355 8.5353 0.00 24.00 2 12.48 7.9921 7.9271 0.63 23.92 3 13.00 8.2700 7.9016 1.25 24.00 4 12.24 7.8467 6.4080 1.88 24.12 5 12.64 7.9102 5.3235 2.65 12.00 6 12.75 7.7365 4.5748 3.15 3.75 7 13.92 8.5649 6.2434 3.60 3.83 8 12.38 7.8629 5.6453 3.20 3.83 9 13.48 8.6169 6.0913 3.80 2.22 10 12.75 7.6890 5.1159 4.10 3.33 11 12.86 8.0826 5.8225 4.20 2.33 12 13.62 8.2731 5.3530 4.80 2.00 13 12.24 7.6311 5.5643 4.40 1.37 14 12.24 7.7397 5.8808 5.00 0.97 15 13.00 8.1151 6.0303 5.80 1.05 16 13.67 8.2750 5.9820 6.25 1.00 85 APPENDIX B Samples of Calculation 1. Determination of Corrosion Rate 2 Corrosion rate is expressed in mg/dm 'day (mdd). mdd = /weight loss in day cm2 /102 cm2 103mg gm t dm2 10 5 x (corrosion rate calculated in gm/day Sample: cm2) Aluminum; Coupon No. 12 Original Weight Final Weight Electrode Area Duration = = = = 8.9400 gm 6.9950 gm 12.88 cm2 1.93 hr Corrosion rate in (8.9400 6.9950) (1,93/24)(12.88) \day 2) am 1.87784 Corrosion rate in mdd = 187,783 day gm , am'. mdd wisow---Nw 2. Determination of AC Corrosion Factor AC Corrosion Factor (%) Actual Weight Loss due to A.C. Theoretical Weight Loss due to an Equivalent D.C. Theoretical Weight Loss due to Equivalent D.C. (Equivalent Weight)(Current) (Faraday's Constant) x 100 86 (M --mole \ mole equivalents) , /I coulomb S \ / equivalent 96500 coulomb, ) MI 96500(n) / gm/s AC Corrosion Factor (%) - Actual Weight Loss due to A.C. (MI/96500n) x 100 Actual AC Corrosion Rate in mdd x 100 (Mi/96500n)(3600)(24)(105) mdd Actual AC Corrosion Rate in mdd x 100 89533.679(Mi/n) /Actual AC Corrosion\ = 1.1169x10- Rate in mdd Sample: Aluminum; Coupon No. 12 A/cm Current Density, = 0.5 Molecular Weight, M = 26.9815 n = 3 2 equivalent/mole Actual AC Corrosion Rate = 187,783 AC Corrosion Factor = 1.1169%10 = 46.64% ====mg mdd -3 3 x 187,783 26.9815 x 0.51 87 APPENDIX C TABLE C-1. CLEANING SOLUTIONS - . Metal Aluminum 2% H Cr0 2 Brass, Copper Time, min Cleaning Solution 10% H SO 2 4 + 5% H PO 3 10 4 2-3 4 Cold-Rolled Steel 10% HC1 Lead 1% CH COOH 2-3 '1'10 3 Cupro-Nickel Alloy 10% H SO 2 304-Stainless Steel Titanium Zirconium 1,20 4 Distilled Water, Scrub II 88 APPENDIX D Molecular Weights of Tested Metals Metal Molecular Weight Aluminum 26.9815 Brass (70% Cu, 30% Zn) 64.09 Cold-Rolled Steel 55.847 (Fe mol. wt.) Copper 63.54 Lead (Calculated value) 207.19 (Calculated value) Cupro-Nickel Alloy (70% Cu, 30% Ni) 62.09 304-Stainless Steel 55.847 (Fe mol. wt.) Titanium 47.90 Zirconium 91.22