Document 10983481
advertisement

Accelerating New Product Deployment with Manufacturability Guidelines by Wern-Lirn Wang M.S. Chemical Engineering Pennsylvania State University (1986) Submitted to the Alfred P. Sloan School of Management and the Department of Materials Science and Engineering in Partial Fulfillment of the Requirements for the Degrees of Master of Science in Management and Master of Science in Materials Science and Engineering in conjunction with the Leaders for Manufacturing Program at the MASSACHUSETTS INSTITUTE OF TECHNOLOGY May 1994 © Massachusetts Institute of Technology, 1994 ALL RIGHT RESERVED Signature of Author -M1riSloan School of Manage ý Department of Materials Science and Engineering May, 1994 Certified by Deborah Ancona, Thesis Supervisor Ase~te Professor of Organization Studies Certified by Don P. C , Thes u sor Bernard M. Gordon Professor of Engineerin[t 1ov a ioI(nd4aractice aE Accepted by --.- I Jeffrey A. Barks d11 Associate Dean, Sloan Master's and Bachelor's Programs Accepted by g •rlncnp Carl V. Thompson II, airman MASSACHUSETrS Q 1 1partmental Committee on Graduate Students OF TECHNOLOGY WJUN 08 1994 -2- Accelerating New Product Deployment with Manufacturability Guidelines by Wern-Lirn Wang Submitted to the Alfred P. Sloan School of Management and the Department of Materials Science and Engineering on May 6, 1994, in Partial Fulfdllment of the Requirements for the degrees of Master of Science in Management Master of Science in Materials Science and Engineering Abstract A manufacturability guidelines approach is employed in this research to accelerate new product deployment process of thin-film-head. The design-lead product development practices in this industry suggest a traditional design rules approach is inadequate. The manufacturability guidelines take into account the dynamics between design and manufacturing activities. Through enhancing constructive interactions between design and manufacturing engineers, these manufacturability guidelines render product designers flexibility to explore product technology envelope while ensure the manufacturability of the designs. The guidelines is a knowledge database linking design parameters with manufacturability issues. With their knowledge structure based on physical phenomena of the manufacturing process, the manufacturability guidelines provide likely directions for disciplined design decisions even though the knowledge involved is not thoroughly verified. This research proposed an application of the manufacturability guidelines as a vigilant information system in the design review process. It was also found that the guidelines can be used as a communication tool to facilitate concurrent engineering. Several organizational and cultural issues were found to be the obstacles for applications of the guidelines. An organization that promotes information sharing and organizational learning is essential for the manufacturability guidelines to deliver their full potentials. Engineering resources allocation was a concern among the management for a full scale design and manufacturing integration. A pilot product development team approach was then suggested to disseminate experience of team-based product deployment process and rally support from the rest of the organization and upper management. Thesis Supervisors: Thesis Reader: Professor Deborah Ancona Associate Professor of Organization Studies Professor Don P. Clausing Bernard M. Gordon Professor of Engineering Innovation and Practice Professor Stuart Brown Associate Professor of the Department of Materials Science and Engineering -3- -4- Acknowledgment This thesis would not have been possible without the help and encouragement of several people. Mr. Arthur L. Keigler guided me through the study of thin-film-head manufacturing process and provided constant support for my work. I would like to thank Mr. Mike Collver and Mr. Larry Neumann for their support and suggestions which have become a integral part of this thesis. The support and cooperation from people of Mr. Arthur's and Mr. Neumann's groups are specially appreciated. It would be impossible for this research to proceed without the patience and helps from many people in the organization. The guidance of my faculty advisors, Prof. Deborah Ancona and Prof. Don P. Clausing, has helped me throughout the internship and the preparation of this thesis. I like also to thank for the support of my thesis reader, Prof. Stuart Brown of the Department of Materials Science and Engineering for his special attention on the technical part of this thesis. Finally, I would like to dedicate this thesis to my wife, Vicki, who have encouraged me through my two years at the Leaders for Manufacturing Program. -5- TABLE OF CONTENTS 1. INTRODUCTION 13 PART I SMART HEAD BUSINESS (SHB) 2. BACKGROUND 21 2.1 THIN-FILM-HEAD INTRODUCTION 21 2.2 DISK DRIVE AND DISK DRIVE HEAD INDUSTRY 26 2.3 SMART HEAD BUSINESS' MARKET POSITION 30 2.4 CHALLENGES IN NEW PRODUCT DEPLOYMENT 33 3. TFH WAFER PRODUCT DEPLOYMENT PROCESS 35 3.1 OLD PRODUCT DEPLOYMENT PROCESS 35 3.2 REORGANIZATION 39 3.3 NEW PRODUCT DEPLOYMENT PROCESS 41 3.4 CURRENT ISSUES IN PRODUCT DESIGN 45 3.5 CURRENT ISSUES IN NEW DESIGN MANUFACTURING 47 3.6 CURRENT ISSUES IN VOLUME PRODUCTION 49 3.7 THE SCOPE OF THIS RESEARCH 50 PART H TECHNICAL ISSUES 4. MANUFACTURABILITY ISSUES OF TFH WAFER MANUFACTURING 53 4.1 WAFER MANUFACTURING PROCESS 53 4.2 PHOTORESIST COATING 57 4.3 PHOTORESIST PATTERNING 65 4.4 PHOTORESIST HARD-BAKE 69 4.5 REGISTRATION 72 4.6 PHOTORESIST NOTCHING 74 4.7 CRITICAL DIMENSION CONTROL 76 -7- 5. DESIGN FOR MANUFACTURING 79 5.1 DESIGN-PUSH VERSUS DESIGN FOR MANUFACTURING 79 5.2 CURRENT MISMATCH BETWEEN PRODUCT DESIGN AND MANUFACTURING PROCESS CAPABILITY 81 5.3 INTEGRATION OF DESIGN AND MANUFACTURING 6. MANUFACTURABILITY GUIDELINES 85 89 6.1 A KNOWLEDGE ISSUE 89 6.2 THE PROCESS OF DERIVING MANUFACTURABILITY GUIDELINES 92 6.2.1 Process Characterization 92 6.2.2 Fault Tree Analysis 92 6.2.3 Critical Design Parameters 97 6.2.4 Critical Design Parameter Database 97 6.2.5 Manufacturability Guidelines 98 PART III MANAGERIAL ISSUES 7. APPLICATIONS OF THE MANUFACTURABILITY GUIDELINE 7.1 A TOOL FOR DESIGN REVIEW 99 99 7.1.1 Design Review 99 7.1.2 A Tool for Design Review 101 7.1.3 A Model 106 7.2 CONCURRENT ENGINEERING 109 8. IMPLEMENTATION OF MANUFACTURABILITY GUIDELINES APPLICATIONS 115 8.1 RESISTANCE OVER IMPLEMENTATION 115 8.1.1 The Resistance 115 8.1.2 The Hypothesis 116 8.1.3 The Survey 117 8.1.4 The Conclusion 120 122 8.2 ORGANIZATION DYNAMICS -8- 9. PRODUCT TEAM APPROACH 127 9.1 PRODUCT DEPLOYMENT PROCESS INTEGRATION WITH CONCURRENT ENGINEERING 127 9.2 PRODUCT DEVELOPMENT TEAM APPROACH 130 9.2.1 Team Definition 130 9.2.2 Product Development Team in SHB 133 9.2.3 The Pilot Team Approach 136 10. SUGGESTIONS FOR FUTURE STUDY 139 10.1 FURTHER REFINEMENT AND UPDATES OF THE MANUFACTURABILITY GUIDELINES 139 10.2 OTHER GUIDELINE FOR DESIGN PURPOSES 141 10.3 ORGANIZATIONAL STUDY 143 APPENDIX A 145 APPENDIX B 151 APPENDIX C 155 APPENDIX D 157 APPENDIX E 159 REFERENCE 165 -9- LIST OF FIGURES FIGURE 2-1: TFH MAGNETIC WRITING AND RECORDING PROCESS FIGURE 2-2: HARD DISK DRIVE MARKET SHARE OF 1992 FIGURE 2-3: TFH OEM MARKET SHARE FIGURE 3-1: OLD PRODUCT DEPLOYMENT PROCESS FIGURE 3-2: NEW PRODUCT DEPLOYMENT PROCESS FIGURE 3-3: SYSTEM DYNAMICS VIEW OF THE ISSUES FIGURE 4-1: A TYPICAL TFH STRUCTURE FIGURE 4-2: TFH DEVICE TOPOGRAPHY FIGURE 4-3: DEVICE ORIENTATION VERSUS PHOTORESIST FLOW FIGURE 4-4: COIL PATTERNING AND FOCAL OFFSET FIGURE 4-5: SHADOWING EFFECT FIGURE 4-6: IMPACT OF FEATHERING SCHEME ON SHADOWING EFFECT FIGURE 4-7: NOTCHING MECHANISM FIGURE 5-1: MISMATCH BETWEEN DESIGN AND MANUFACTURING FIGURE 5-2: REDUCING THE GAP BETWEEN DESIGN AND MANUFACTURING FIGURE 5-3: SYSTEM DYNAMICS VIEW OF DESIGN AND MANUFACTURING INTERACTIONS FIGURE 6-1: FAULT TREE ANALYSIS -A] EXAMPLE OF FTA FIGURE 6-2: AN EXAMPLE OF FTA -10- FIGURE 7-1: A DESIGN REVIEW MEETING 100 FIGURE 7-2: REINFORCING LOOP THAT CAUSES DISINTEREST 103 FIGURE 7-3: CONCURRENT PROCESS 112 FIGURE 7-4: A MODEL OF CONCURRENT ENGINEERING 114 FIGURE 8-1: SHIFTING ENGINEERING RESOURCES TO DESIGN ACTIVITY 123 FIGURE 8-2: A SYSTEM DYNAMIC MODEL 124 FIGURE 9-1: A MODEL FOR INTEGRATED PRODUCT DEPLOYMENT PROCESS 128 FIGURE 9-2: TEAM STRUCTURES 134 -11- -12- CHAPTER 1. INTRODUCTION A thin-film-head (TFH) is a miniature electromagnet transducer mounted on a computer disk drive to record or to reproduce digital signals with magnetic media. With disk drive industry demanding an annual storage density growth of 30 to 35 percent, the product life cycle of TFH has been shrinking to one year or less. It is projected that the annual growth rate of storage density will accelerate to 60% in the near future while an annual 7 percent price erosion is expected. As a result, TFH manufacturers have to accelerate their product deployment processes and increase wafer yield in order to stay competitive in the market. Design for manufacturing (DFM) seems to be the answer for both. However, traditional design rule approach is not adequate in this industry where product designers continuously pushing product technology envelope to meet performance demand. A new approach that takes into account the dynamics between manufacturing process capability and product performance requirement is needed. This research develops a new approach employing the manufacturability guidelines to enhance the interactions between design and manufacturing. The manufacturability guidelines is a knowledge database built upon a structure that is based on physical phenomena of TFH manufacturing process. With the physical phenomena structure, the manufacturability guidelines provide linkages between fragmented manufacturing knowledge and critical design parameters. The manufacturability guidelines are proposed to serve as a vigilant information system for product design review process as well as a communication framework for concurrent -13- engineering. This study found several organizational and behavioral issues associated with the changes associated with the proposed applications of the guidelines. To take full advantage of the benefit of the guidelines, a pilot product development team approach is suggested to move SHB product deployment process to a product development team approach. The manufacturability guidelines can serve as a common communication tool between engineers of different discipline. Finally, this thesis wraps up with several suggestions for future studies to farther explore the potentials of the manufacturability guidelines. Chapter 2. Background This Chapter provides a brief history of TFH technology evolvment along with summaries of computer disk drive and disk drive head industries. Current market position of SHB, the facility where this study took place, is then discussed. Being the number four OEM supplier in the TFH industry, SHB has to be innovative to prosper among competitors many times its size. The discussion draws a conclusion that SHB has to improve its product deployment process to reduce time-to-market as well as to increase its wafer yield to achieve competitive advantage. Chapter 3. TFH Wafer Product Deployment Process A close examination of the product deployment processes of SHB is provided in this Chapter. The author suggested functional organization and sequential product deployment process are the two reasons for excess design iterations and low wafer yield. -14- SHB's product team did not improve the deployment process as expected because the message from the management was not clear and people naturally fell back to old functional practices. A system dynamics analysis is provided to incorporate issues in product design, new design manufacturing, and volume production. This analysis shows that product designs with little attention to process manufacturability and lack of adequate technical resources in manufacturing engineering group are the internal causes for current product deployment problems. Outside factors such as shrinking product life cycle and corporate demand for higher revenue put further pressure to this strained system To break this vicious cycle manufacturing engineering resources have to shifted to the design activities to produce product designs with manufacturability. The end of this Chapter outlines the scope of this research---o develop a structured design tool to address manufacturability issues of photolithography process. Chapter 4. Manufacturability Issues of TFH Wafer Manufacturing A review of the complex TFH wafer process is provided in this Chapter. This review covers topics of coating, patterning, hard-bake, registration, notching, and critical dimension control. This study found the intertwining relationships between different process steps render discrete manufacturing knowledge useless in solving wafer yield problems. The physical phenomena and the related knowledge discussed in this Chapter are used later to form the knowledge structure of the manufacturability guidelines. Chapter 5. Design for Manufacturing The competitive environment of TFH industry is re-examined from a technical view point. -15- It is recognized that the demand for higher storage density has forced TFH designers to lead process designers in pushing technology envelope. As a result, any structured design tool has to take into account the dynamics between design and manufacturing activities. Because of this reason, the traditional design rule approach is not adequate for TFH product deployment process. The second issue is the low wafer yield. Through several benchmark analyses, this research concluded a mismatch between product design and manufacturing process capability is the reason for low wafer yield. The existence of this problem also suggests the need for better collaboration between design and manufacturing engineers. Accordingly, the scope of this research was expanded from delivering information of the process capability to the design engineers to integrating the design and the manufacturing activities through the manufacturability guidelines. Chapter 6. Manufacturability Guidelines To enhance the integration of design and manufacturing activities, the manufacturability guidelines will have to be able to facilitate compromises as well as stimulate creativity to exploit the technology envelope of both design and manufacturing disciplines. For this reason, the guidelines must serve as a knowledge tool to reveal the connections between design attributes and manufacturing issues and a communication tool to enhance information exchanges. With this in mind, the author employed process characterization and fault tree analysis to derive a knowledge structure that links design attributes and manufacturing issues based on physical phenomena of TFH fabrication process. The critical design parameters were then identified. To tailor the knowledge database for -16- easier use in design activities, the information was resorted by design parameters to form the manufacturability guidelines. Although most of the manufacturing knowledge available was drawn from experience without much precise verification, the manufacturability guidelines provide a feasible structure to facilitate disciplined design decisions based on the existing understanding of the TFH process. Chapter 7. Applications of the Manufacturability Guidelines The author suggested the manufacturability guidelines can be used as a vigilant information system to remind manufacturing engineers about possible manufacturability issues in a design review meeting. A model of using the manufacturability guidelines in current design review setting was proposed. Feedback from product group manager suggested another model of using the guidelines to solicit inputs of manufacturability in the early phase of design activities. Since the guidelines provide a knowledge structure between design parameters and manufacturing issues, this study found the guidelines can be used to facilitate concurrent engineering. As each design parameter is set, its implications on manufacturability can be obtained from the guidelines. Manufacturing engineers can then start to work on process and manufacturing issues of a new design before the design is completed. Chapter 8. Implementation of Manufacturability Guidelines Applications This Chapter focuses on the cultural and organizational issues related to the changes suggested in the last Chapter. A survey was conducted to solicit opinions from design -17- engineers about the applications of the manufacturability guidelines. The feedback showed design engineers were afraid of the uncertainty associated with changes. The author argued that the key nature of the manufacturability guidelines-information sharing-is incompatible with current organizational culture and performance measuring system In other words, to gain the benefits of the manufacturability guidelines the culture and supporting structure have to be changed. Another concern over the higher level of manufacturing engineers' involvement in design activities is the resource allocation. The management was afraid that a full scale design and manufacturing integration would mean, in the initial phase, fewer resources for production support. They argued that it is risky to pull engineering resources away from fire-fighting activities under corporate pressure for higher revenue. However, staying at current position is not a viable option either. SHB needs to change in order to meet current and future market challenges. Chapter 9. Product Team Approach To fully explore the potential of the manufacturability guidelines, a product development team (PDT) approach is necessary. Not only because the PDT is the best format for concurrent engineering, but also because the PDT provides a cross-functional environment where the manufacturability guidelines can be used as the common communication tool to create synergy. By analyzing the characteristics of true PDT, the author argued the current product teams in SHB are not true PDTs. Changes in organizational culture and individual behavior are necessary to change these product teams to true PDTs. With the constraints mentioned in the last Chapter in mind, a pilot team approach was suggested. -18- In short, the pilot team is a true PDT used as a showcase and knowledge dissemination center for the PDT approach. Through its success, the pilot team provide good insight of a PDT to the rest of the organization and rally support from corporate executives. However, to ensure the success of this pilot team, a knowledgeable team-building specialist and a strong team sponsor are necessary to nurture the growth of the team. Chapter 10. Suggestions for Future Study To ensure that the manufacturability guidelines are used to achieve their full potential, they have to be constantly updated and refined. Other factors inproduct design, such as performance requirements, magnetic requirements, plating issues, and vacuum issues need to have a similar knowledge database established to provide a balance inputs for design engineers in making trade-off decision. -19- -20- PART I SMART HEAD BUSINESS (SHB) CHAPTER 2. BACKGROUND 2.1 THIN-FILM-HEAD INTRODUCTION A thin-film-head (TFH) is a miniature electromagnet that records (in writing mode) digital signals onto magnetic media and reproduces (in reading mode) digital signals from the magnetic patterns stored on the media. In the writing mode, an electrical current passes through the coil of a TFH and creates a magnetic field which produces magnetic flux around the pole tip (gap of magnetic head) area. The magnetic flux penetrates the medium and induces a magnetization pattern on the recording medium as the TFH moves across it. In the reading mode, the changes of the magnetic field around the pole tip created by the magnetization patterns of medium as a result of the TFH moving across the medium create electric volts in the coil which reproduce the digital signals that were originally stored. A graphic representation of the writing and reading process is provided in Figure 2-1 [Bertram 1986]. In digital recording, a bit of recorded information is defined by a reversal of the magnetization state of the active layer of the medium. Magnetic recording technique was first developed by Valdemar Poulsen to capture and record the human voice and sound in general [Ciureanu 1990]. The Poulsen telegraphon, he patented in 1898, consisted of a steel wire wound on a drum set between the poles of a permanent magnet. Once it was connected to a telephone, the head magnetized the wire -21- 00 () z c, Q ) z Ii )l )I z 0 C~) o I ** °l 0 C g .. St 1 6&4 according to the variations of the current in the telephone. Over the years, different magnetic heads and recording media were developed in response to the growing needs for audio, video, and digital recording. The TFH, or thin-film inductive transducer, was developed to fulfill the need for a miniaturized, highly sensitive and accurate transducer for various scientific and technical applications. Early research concerning the use of thinfilm structures for data recording dates back to the 1960s. The first experimental model of a TFH device was invented a decade later, and the first commercially available storage device using TFH technology was the IBM 3370/3380 disk drive. Over the years, the market share of TFH transducers in the hard disk drive market has steadily increased to 50 percent (mainly in the high-end segment) [Belden 1993]. The advantage of the TFH over traditional ferrite heads stems from the differences in the manufacturing process. Adopted from the semiconductor thin film technology, this manufacturing process renders a much more compact structure that results in device miniaturization and lower production cost. The read operation of TFH is based on Faraday's Law, with the output signal amplitude depending directly on the rate of the magnetic flux change through the media surface. As a result, the control of the relative speed between TFHs and the recording medium (the spin speed of the medium) is of vital importance to the performance of storage devices, such as the computer disk drive. New technology development in the area of galvanomagnetic sensors (which measure the strength of the magnetic field -23- straightforwardly) has resulted in the magneto-resistive head (MR) where the output signal does not depend on the rate of change of the input signal (the rate of change of the medium spin). One advantage of the MR head is that it allows higher storage density on magnetic medium because it provides a stronger signal. The newest invention inthis area, the giant magneto-resistance head (GMR) by IBM will increase disk-drive density by a factor of 50. Even though the MR head is generally perceived inthe industry as the next generation storage device, it is facing difficulties in competing with the TFH because of high cost and lower yield which are typical for new technologies intheir early stage of development. Another factor to consider inthe future development of MR technology is that the MR head needs a thin-film inductive head for writing purposes. Because the MR head is basically a read head, it needs a thin film inductive head to do the writing. This constraint offers current TFH manufacturers an opportunity for gradual transition from TFH to future MR technology. Thin-film inductive heads can be classified into different performance categories based on their geometric structures (the number of coil layers). The geometric structure is generally determined by the winding scheme of the coil. A higher number of coil turns increases signal strength and, as a result, increases storage density on the recording media as less area is required for each bit of information. However, TFH designs with more coil turns and more layers pose additional challenges to the wafer fabrication process. Although the feature sizes of a TFH themselves are not particularly difficult to make with the current -24- process, there are other factors conspiring against conventional lithography, including thick resist, reflective metal surfaces, and rough metal surfaces [Bond 1993]. Because of these factors, the competitiveness of the wafer fabrication process has become increasingly important for TFH manufacturers in the highly competitive market. -25- 2.2 DISK DRIVE AND DISK DRIVE HEAD INDUSTRY Disk Drive Industry The demand for disk drives (hard disk drives) grew rapidly in 1992 as a result of the price reduction of the personal computers. However, in early 1993 the growth fell. Several disk drive vendors who saw the high growth the year before increased production sharply in anticipation of sustained growth in market volume or market share. Aggregate disk drive production grew faster than demand, leading to excess inventories and severe pricing pressures. While the hard drive business has always been a roller-coaster ride of price wars, product gluts, and shortages, this latest turmoil signaled that the market has been increasingly commoditized by slim profit margins and stiff competition [Schroeder 1993]. The current hard disk drive market is divided between several large vendors and smaller players targeted at the high-end niche of the market (Figure 2-2). Total disk drive unit sales can be segmented into drives installed at the system factory (OEM, original equipment manufacturer), drives installed into new systems by dealers, and add-on drives sold into the installed base of systems. For drives sold with new systems, the pendulum has swung from OEM to dealer installed units and back again [Casey 1993]. Due to the personal computer (PC) price war, first-tier PC makers (IBM, Apple, Compaq, etc.) are gaining market share at the expense of the low-priced clone makers. As the first-tier system vendors continue to gain market share, certain disk drive makers will benefit more than others. As for the add-on portion, 26 percent of the drives sold by U.S. dealers in March 1993 were add-ons to the installed base of PCs. That is twice the amount three -26- IBM 10% Maxtor 10% Quantum 15, nner 24% Seagate Western Digital 9% Source: INFOCORP Figure 2-2: Hard disk drive market share of 1992 to four years ago. The reasons behind these increases have been new software applications (provoking a desire for increased storage) and low-priced disk drives. However, many industry analysts do not believe the growth trend is sustainable. New data-compression software and network storage devices will take away potential add-on drive expenditures. Because of over-capacity and market shifts, some consolidations among independent drive makers are likely to occur. On the other hand, new technologies will increase the pace of changes as well. Historically, disk drive vendors have increased areal density (amount of information per unit surface area of the medium) at a rate of 30 to 35 percent per year. -27- New head technology, such as MR,can accelerate that pace to 60 percent annually. This technology evolution will lead to shorter product life cycles and faster price erosion. With a 60 percent annual increase in areal density, a 38 percent annual drop in the cost per Mbyte of hard disk storage can be predicted [Casey, 1993]. Disk drive companies will have to learn to cope with this price erosion, to manage more frequent product changes, and ramp up new technologies much more quickly. Disk Drive Head Industry The disk drive head industry is cyclical in nature. There are currently ten major TFH manufacturers with capacities ranging from 1.8 million to 84 million units per year. Each has a different customer base. Two of the biggest producers, IBM and Seagate, ship a major portion (over 80 percent) of their products to internal customers. Other vendors target mainly in the OEM market with each one serving several hard disk drive manufacturers. Between the drive and head industries, it is common for a disk drive maker to source from several TFH vendors at the same time to ensure a steady supply of this critical component. Though the disk drive industry is under pricing pressure due to over-capacity, the TFH market is expected to grow continuously at the expense of the ferrite and the MIG (metalin-gap) heads which employ older technologies. Some marketing researches [Laetz 1992] predicted the TFH market would grow at a compounded annual rate of 28 percent in the US and 68 percent in the non-US market. However, the low profitability of the disk drive -28- industry has put pressure on the price of the TFH. Currently, the gross margin for head makers is 2 percent on average [Citta 1993]. Projected price erosion of the TFH is 7 percent annually. On the other end, although the TFH devices have equal or better performance characteristics than that of ferrite and MIG technologies, the lack of head supplies and higher price have resulted in many disk drive companies continuing to look for alternatives. Continuous improvement in the ferrite and the MIG technologies has been able to fill the performance gap. This situation will also increase the pricing pressure on TFH products until the designs of TFH devices can push head performance farther ahead of other designs. Demands for increasing areal density from the hard disk drive industry will keep pressure on the miniaturization of TFH. Several new technologies in head designs, such as virtual contact recording, increasing coil turn with lower impedance, and MR, will be employed to push the technology envelope. Other factors that influence TFH performance may impact the future development of the industry as well. New wafer materials for TFH (glass and silica) are under investigation to reduce costs or increase the strength of transducers. Designs of circuit channels which handle signals between the TFH and the disk drive controller will pose a major obstacle in further improvement of head capabilities. A new read channel design, partial response, maximum likelihood (PRML), promises thirty percent improvement in area density and it is believed it will be widely adopted in the near future. -29- 2.3 SMART HEAD BUSINESS' MARKET POSITION Smart Head Business (SHB), being part of one leading computer manufacturer in the country, started as a captive supplier of TFH devices for its internal customer-the disk drive division which supplies hard disk drives for the computer systems this company produced. In 1990, the demand for this company's main product--the computerstarted to fall off and the corporation went through a close scrutiny with each business unit demanding that every subsidiary become profitable by its own means. It was clear to the management of SHB, at that time, that this business unit would begin to have difficulties along with its disk drive sibling unless new markets for its TFH devices could be developed. Top management took the initiative by exploiting its business opportunity as an OEM head supplier. A cadre of engineers was assembled to develop the first product for outside customers. This venture became a huge success and established SHB as one of the major suppliers of TFH devices in the OEM market. Among the OEM suppliers of TFH devices, SHB ranks fourth, after Seagate and Read Rite. It has an annual capacity of twelve million units which is one seventh of that of the largest competitor in the market. However, SHB has established, starting with its first OEM product, a reputation of high-quality products and good customer services. To many of SHB's customers, those were the reasons that they filled SHB's production schedule while other TFH producers suffered under-utilization of their capacities. Another advantage of SHB is the small market presence of its internal customer. The sister division of SHB makes drives mainly for the high end market which does not -30- OTHERS 6% S SEGATE/PCI 46% AMC 8% Source: TrendFOCUS, Press Releases Figure 2-3: TFH OEM market share overlap with the market segment of most of SHB's customers. As the OEM business expanded and market competition intensified, several bottle-necks in operations started to surface. Higher production cost was identified as the main problem, and lack of economy of scale and low wafer yield were believed to be the reasons. New product deployment has been under pressure as well, since the old deployment process could not keep pace with shrinking product life cycles. These problems have created an -31- impasse within SHB, since most of them are rooted within the SHB organizational structure which is basically a small-scale laboratory-type production facility, and none of the symptoms can be changed easily. -32- 2.4 CHALLENGES IN NEW PRODUCT DEPLOYMENT To address the competitiveness of SHEB in the OEM market, the product deployment process is critical not only because it is the means for SHEB to carry out its product strategy, but also because the product and process designs have a great impact on future product cost (yield) and quality. The current new product deployment process takes more than a year from concept initiation to volume production. With product life cycle running at one year on average, this lengthy process would render the new design obsolete before it hit the market in volume, not to mention that the low turn-around of engineering resources associated with the longer process retards SHB's ability to deal with a wider product line for its expanding business. However, short deployment cycle time (time-tomarket) demands more than faster design activities. It is generally believed within SHB that costly design iteration is one of the main reasons for the long deployment process. In order to shorten the deployment process, the number of design iterations has to be reduced. In other words, product and process designs have to be better matched with the current fabrication process so that fewer efforts would be needed to fine-tune the designs. Since more than eighty percent of product life cycle cost is determined in the new product deployment process [The Economist 1994], it is important to take manufacturing issues into consideration in this process. Low wafer yield, which is the number one problem in TFH fabrication, could be traced back to the design of the products as well. Instead of treating the yield problems as an issue that continuous process improvement has to tackle, it is much more effective to design into the products the manufacturability of the current -33- process. This effort is crucial for SHB from an organizational stand-point. An entrenched attitude of blaming wafer manufacturing engineering group for low wafer yield has derailed the group's morale over the years. To be a successful OEM manufacturer, SHB needs a strong manufacturing engineering group to tackle the problems associated with increasingly complicated product designs and processes. To restore morale and improve the technical capability of wafer engineering, it is essential to give manufacturing engineering more sayings in the designs of product and process that will be ultimately its responsibility to maintain. However, both challenges demand more than just changes in product deployment procedures. Changes in people's attitude, the organizational structure, the incentive system, the technical capability, and the process knowledge are required to facilitate a better deployment process. Because of the complexity involved, there is a need to better understand the TFH product deployment process. -34- CHAPTER 3. TFH WAFER PRODUCT DEPLOYMENT PROCESS 3.1 OLD PRODUCT DEPLOYMENT PROCESS The old product deployment process dates back to when SHB was just a captive supplier. Following the work flow, the whole process was divided into several stages that linked together sequentially (Figure 3-1). With this arrangement, the market opportunity or customer's demand for a new product was first perceived by either the marketing group or the application group which interacted closely with customers, each of which was assigned to a specific application engineer at SHB. The performance requirements for the new product were then specified by the application group and were given to the magnetic modeling group. Magnetic modeling was an essential step in linking performance requirements to dimensional requirements that designers needed in order to carry out structural design. The physical and structural designs of the TFH and wafer layout were done by the design engineer group which also worked closely with the CAD engineers to finalize the details of photolithography masks that were used in the manufacturing process. Generally, each new product design was assigned to one designer and he was expected to work together with process designers (or engineers) to devise the manufacturing process for the new TFH design. In practice, it was hard to draw a line between the work of design engineers and process engineers since many design engineers had expertise in both product and process and would engage heavily in process design work as well. Since both design and process engineers reported to the same manager, -35- SCft Q) o OC the intermingling of these two functions did not cause any organizational problem. There was a validation procedure after the process design was completed to prove the feasibility of the process before it was given to manufacturing engineering. This procedure called for a small sample production of the new product and was generally carried out by technicians who worked for process designers. After the process was proved workable, a design review meeting was held by product designers, process designers, and manufacturing engineers. It was generally accepted that the responsibility of the design group ended after designs, both product and process, were handed over to manufacturing engineering. From there on, manufacturing engineers took over and were responsible to ramp up the production and take ownership of the process in volume production. The production group, led by a wafer fabrication production manager, was responsible for wafer throughput. There was also an advanced research group which was given the charter to do longer-term TFH technology development. The advanced research group engaged in a new product deployment process by bringing in new product design concepts, such as the B-type TFH design. This functionally organized process worked well for SHB when the product life-cycle was long, the product line was small, and the emphasis of the new product was head performance. During the period of being a captive supplier, SHB had successfully provided its internal customers with high-performance heads since the division of labor rendered head designers, through collaboration with the advanced research group, able to push head performance to the limits of technology. -37- Because head performance was the top priority of the business, the product design group was given more attention from top management than other groups in the deployment process. The consequence of this imbalance was an organizational culture that regarded head design as the leading activity in SHB, and other functions, such as manufacturing, as just an implementation of product design. To a very large degree, the emphasis on design activity reflected on the career paths of many design engineers. Most of the head designers started with manufacturing when they joined SHB. After demonstrating their capabilities in mastering the technology over the years, they were promoted to process or product design positions which kept them away from the "mundane" manufacturing activity. Their background in manufacturing did provide an advantage to SHB in the early days. In the development of the first OEM product, the intimate understanding of process and manufacturing played a critical role in bringing out the product in a very short period of time with a small group of people. The down-side of this organizational mentality was the deterioration of manufacturing engineering capability. Since most engineers have shied away from making a career out of manufacturing, SHB has not established the strong manufacturing engineering organization that is critical to the success of its OEM venture. -38- 3.2 REORGANIZATION The problems did not surface until SHB engaged itself in the OEM market where customers' demands varied and costs became critical. Furthermore, the product life cycle had continued shrinking over the years as a result of technological advancement and demands for higher storage density. All these factors had direct impacts on the new product deployment process. To meet these challenges, product designers at SHB came up with a full line of products to satisfy different customers, pushed product technology further to its limit, and rushed new product design in a shorter period of time. However, the consequences of these changes created tremendous difficulties in wafer manufacturing operations. To stay competitive in the OEM market, SHB had to increase the efficiency of manufacturing and reduce production costs. Wafer throughput and wafer yield, as a result, became the focal points of top management. It was believed by management that the way to increase throughput was to push more wafers through the production line. However, as throughput increased, wafer yield started to suffer. Management reacted to this situation by putt:ng more pressure on wafer engineering. Without looking at the yield problem from a system point of view, manufacturing engineers started to pull more resources into fighting frequent wafer yield problems (fire-fighting). The results were disappointing since many problems recurred. Since manufacturing engineering had been short on technical expertise compared to other engineering groups, its inability to improve wafer yield was regarded as the source of the yield problem by the rest of SHB. -39- At the same time, as a stream of new TFH designs poured into wafer fabrication facility (wafer fab.), the first-time-yield started to decrease as manufacturing problems grew. Manufacturing engineering, under pressure to push capacity and improve wafer yield of volume products, had few resources to spare for new product and process refinement. As a result, the number of design iterations as well as the time-span for each iteration increased. Gradually, the deadline for new product introduction began to slip while the competition and price pressure of the market intensified. The problems in product deployment and low wafer yield finally deteriorated to the point that the customer base of SHB started to erode. As a result, top management decided a reorganization of engineering groups was necessary to address these problems. Starting in the fourth month of this research, news on organizational change started to spread around SHB without any detailed information. Rumors proliferated about the final structure and who the new managers would be. Some design engineers got so excited about the rumor of engineering groups' consolidation that they expressed strong objection to management in fear that they might be asked to work on manufacturing assignments as well as shift work in the future. Despite the anxiety in the engineering groups, the final organizational structure and new managers' assignments were not settled until one and half months later. -40- 3.3 NEW PRODUCT DEPLOYMENT PROCESS The new engineering organization is made up of two groups: the product and process groups. By putting magnetic modeling, advanced research, and design engineering under the control of one product group manager, top management believed that the productspecified resources could be better coordinated. Based on this same philosophy, the process design group and the manufacturing engineering group were combined to form the new process group. It was perceived by management that the fusion of process design engineering resources with manufacturing engineering could greatly improve the technical capability of the manufacturing function. The product group is now headed by a senior design engineer in the belief that his intimate knowledge of design activities can forge better collaboration among different designers. The process group, on the other hand, falls under the responsibility of the previous manufacturing engineering manager. Besides the functional structure of this new organization, a product team approach (Figure 3-2) was adopted in the hope of improving new product deployment process. All engineering resources of these two groups are divided into four permanent product teams that each support one product platform. The office area is divided into several clusters with members of each product team located close to one other. Within the cluster of cubicles that the product team occupies, there is a meeting area dedicated for team activities. Both managers agreed in the beginning that one design engineer within each team would be assigned as the team leader and be responsible for the performance of the team. However, they did not reach an agreement on the charter of the product teams. -41- I --- a 1 Eu ol '-C~ oo o1 a 1 zr oa S . ) Q) - k e o ~4PMO PC SG-- ----------- I r--il url ja 0 a 1 o CPC 1, A lo a 8 o E oa e a, o ~S~ c, E ~a Ei E~ L~ a gLe C~'B po .. a O % . 4 ------------- o~f61D a 1 The product group manager believed the teams were basically design (both product and process designs) units since they were led by design engineers and were organized by the product platforms. On the other hand, the process group manager wanted the teams' charter to cover process maintenance (production support) as well. Without a consensus, the part of teams' responsibility on process maintenance has not been clearly defined. As a result, the team leaders have been reluctant to take on initiative to tackle wafer yield problems. In response to this situation, the process group manager started to pull process and manufacturing engineers out of product teams to do fire-fighting. This measure strained the dynamics of the teams as team leaders found they did not have control over the team resources. To some team leaders, this was enough reason to fall back to old functional practices. The first new product deployment initiative after the reorganization was the B product. Led by one senior design engineer, the B team did a wonderful job in planning and executing each stage of the deployment process. The decisive factor for the success, based on feedback from team members, was the leadership and process knowledge of its team leader. With his expertise in both product and process, he brought many manufacturability issues into the design process. The final result pleased management and was regarded as the model for the product team approach. Even then, however, the team leader commented during the final design review that there were still three things that did not go well. One was the slow decision-making process, which caused delays in making design changes. The second was insufficient supports from wafer manufacturing. Too -43- many fire-fighting activities pulled engineering resources from concentrating on the pilot runs. Finally, even with the photolithography knowledge of all team members, including the leader himself photo process problems still occurred during pilot production and resulted in a couple of design iterations. The C product initiative, however, provided a different example of the product team dynamics. Proceeding parallel to B initiative after the reorganization, the C project was known within SHB as the next generation product after B. As a result, resource allocation for the C project fell behind activities that were perceived to be of higher priority, such as fire-fighting and the B project. Without being able to motivate and coordinate his team members to advance the design process as he desired, the team leader of C complained that the product team activities were not on the top of the priority list of his team members. Another disadvantage for the C team was that its team leader did not possess as great a depth of process and manufacturing expertise as the leader of the B team. Under these two constraints, this team leader started to retrench to his old practices-ffmishing designs himself and giving them to the process group. Though the project was not finished at the end of this research, the initial feedback on design was not favorable. The process group manager believed little consideration had been given to the manufacturability issues and he expected several design iterations would be necessary to work out the bugs. -44- 3.4 CURRENT ISSUES IN PRODUCT DESIGN The most pressing issue in the new product design process is the need to shorten design cycle time. The most recent B design took close to a year to finish, and the current C design has already taken more than a year before samples have been sent to the customers. With a one-year product life cycle in the market, it is difficult to maintain a leadership position with a design cycle time of more than a year. Many design engineers attributed the long cycle time to the inability of the management to make prompt decisions as well as the lack of supports from manufacturing engineering (resulting in delays in pilot runs and excessive design iterations). Under the current organizational structure, design engineers will take the initiative to try various design features to ensure the performance requirements of the product being met. Frequently, design changes have been required to achieve that goal. Design changes have also been necessary to accommodate new performance requirements initiated by market dynamics or customers' demands. In either case, management has to approve such changes, and this process takes time. Design engineers also complain about the lack of engineering support in the pilot runs of new designs. The pilot runs of a new design are important because they provide information regarding manufacturing difficulties and final product performance. Several pilot runs are generally required to fine-tune the designs. Since new designs in SHB generally call for different manufacturing steps than those of existing products, it is desirable to have manufacturing engineering nurture the wafers of the pilot runs through the fabrication process. However, the fire-fighting activities in wafer fab. absorb much of the engineering resources, and to manufacturing engineering, they take first priority. -45- The second issue is new process technology. Until recently, SHB has been regarded in the TFH industry as a leader in bringing new product designs to the market. Currently, several new designs on the market brought out by competitors are fabricated with new process technologies of which SHB has no prior experiences. With the manufacturing engineering (and the new process group) fully occupied with fire-fighting activities and not being able to exploit new process technologies, design engineers feel they are restricted with fewer design options. They believe under the current situation, it is hard for SHB to supply comparable products to its customers in a timely manner. -46- 3.5 CURRENT ISSUES IN NEW DESIGN MANUFACTURING For the manufacturing engineering, which is plagued with insufficient engineering resources to support production, multiple design iterations are something they need least. The manufacturing engineering manager believes excessive design iterations are a sign of the lack of discipline on the part of the design engineers. He pointed out several new product design cases where the same manufacturing problems reoccurred. It seemed to him that little attention was given by designers to incorporate organizational knowledge, especially the knowledge related to the manufacturability of new designs. The consequence, he argued, was a waste of time and resources as well as potential yield problems if the design became a volume product. The latter concern is the biggest problem the wafer manufacturing engineering has to deal with every day. The pressures to solve reoccurring wafer yield upsets and demands for ever higher wafer yields exhaust all engineering resources and hinder the development of new process capability. The common view shared by manufacturing engineers is that all the fire-fighting work they have done has just been a Band-Aid measure which has little chance of solving the underlying problems. Another issue at the top of wafer manufacturing engineering's list is operator errors. The general perception among engineers is that lack of discipline and training in production personnel has been among the top three reasons for wafer scrap. Many procedures were installed with the intention of preventing mistakes and problems in the manufacturing -47- process. It was only found later, in many cases, that the problems occurred because the proper procedures were not followed. With no control over operators, manufacturing engineers believe the only option they have is to install more safe-guard procedures to counteract the situation. -48- 3.6 CURRENT ISSUES IN VOLUME PRODUCTION Complaints from manufacturing engineering about the lack of discipline and training of the operators has caused the production group to feel frustrated. Having been given the charter to increase the throughput of the wafer fab., they feel powerless with regard to the low wafer yield problem Since most production employees do not have much technical background, the fabrication process is always regarded as being the responsibility of manufacturing engineering. With incidents of wafer yield upsets increasing, the production group manager claims there is insufficient engineering support for production activities. He believe the problems generally take too long to solve and that the throughputs suffer accordingly. Product proliferation is another problem since the chances for operator errors increase as new production procedures multiply. Many errors occur because of unclear instructions or inadequate coordination between manufacturing engineers and production supervisors. In short, the production manager believes that manufacturing engineering owns the process and should be available whenever there is a problem and should solve the problem promptly. -49- 3.7 THE SCOPE OF THIS RESEARCH A system dynamics view of all issues mentioned above is provided in Figure 3-3. This is a reinforced loop which means the situation would only get worse by itself. External factors such as inadequate technical resources in manufacturing engineering, little attention to manufacturability in designs, long decision-making process, lack of technical capability in operators, and lack of discipline fuel the reinforced loop. It is apparent that this is a very complicated system and no simple answer can be given to solve all the problems. Some ideas, however, can be inferred from the theory of system dynamics to tackle this system [Hinds 1994]. The most effective way to stop this vicious cycle is to break the cycle apart and to prevent the loop from reinforcing itself again. One way to do that is to adopt a conservative product strategy, give manufacturing engineering and production some extra breathing space while improving technical capability and designing new products with manufacturability. Another alternative is to increase the manufacturing engineering resources or squeeze current resources with more capacity to effectively break the rightside loop. To achieve long-term success, this approach must be accompanied by measures to improve the technical capability of engineers, the process capability, and the process technologies. Taking into account the six-months limitation of LFM internship, it was decided to focus this research on a certain part of the system, described in Figure 3-3. At that time, the process group manager (former manufacturing engineering manager) argued that the lack -50- .0 4a) a) + C13 a) W U U)~ i 0cu 0' ca C13 + a) a) a) 0 aL) a) / U Cu 03a _ - a) c, a)~ U) I a) + l o~·~/v a) CO a)) U) a)l U) Cl a) + / a) Cu a) i* 41., 0r U) 1. U) \ 0 a) 40 0 Ij~ Pi- 0, 0) 0 a) 04 a) Z a) 04 C-)a)a \4 o Cu~ a C- o of manufacturability in product designs was the major reason for excessive design iterations and low wafer yields. He believed there was an imperative need for a structured tool to deliver the information of manufacturability to the design engineers to assist them in designing new products with manufacturing issues in mind. The design engineers welcomed this suggestion because additional information about manufacturability could be very helpful in design activities. The only controversy was the format of this information system (tool). An initial proposal of a design-rule type of information system was opposed by many design engineers as the name seemed to suggest posing constraints on design options. In the end, it was decided that the project would investigate the manufacturability information for photolithography process as well as a proper format to present the information to address the excess design iteration and low wafer yields issues. -52- PART IITECHNICAL ISSUES CHAPTER 4. MANUFACTURABILITY ISSUES OF TFII WAFER MANUFACTURING 4.1 WAFER MANUFACTURING PROCESS The current multilayered TFH was first proposed by Lazzari and his coworkers in 1970 [Ciureanu 1990]. Its structure consists of the thin ferromagnetic poles (NiFe), the dielectric insulation (hard-baked photoresist), and the conducting coil (copper) layers (Figure 4-1). TFH manufacturing process starts with a three-inch (in diameter) wafer and builds on it layers of device features with vacuum, photolithography, and plating processes. The manufacturing process of all layers of the TFH wafer basically starts with a photoresist patterning process to transfer device features from the photo masks to the photoresist patterns on the wafer. The patterning process of the TFH wafer fabrication is carried out through a process that is similar to that used in the semiconductor industry. Coated wafers are first transferred to a pr-bake oven to dry out the photoresist (get rid of solvent) before they are processed in the aligners. The aligners are optical exposure machines that shine ultraviolet light-UV (or high UV-through photo masks to expose the photoresist. Because there can be only one focal plane for every exposure, the best condition for patterning is when the photoresist surface is flat and every point on the wafer -53- el can be brought into focus. Finally, exposed wafers are transferred to developers where exposed photoresist is washed out to develop specific patterns on the wafers. Different aligners are used in different steps of wafer processing depending on machine capacity and the precision requirements of the specific pattern developed. A vacuum deposition step is required for a pole or coil layer before the patterning process is started. The thin layer of metal deposited under the photoresist patterns serves as the base where plating process can be started. After the patterns are established, the plating process for poles or coil can then be carried out. In addition to serving as a patterning material for other process steps, photoresist is also used as a building material for the TFH devices. The bulk part of a TFH device stack is a sandwich structure of photoresist and copper coils. To incorporate photoresist into the permanent structure of the TFH, the photoresist must have a solid characteristic that can withstand high temperatures generated during the read/write process [Monson 1984]. In order to transform photoresist into a solid material, all of its solvent has to be dried out and its polymer molecules cross-linked. Photoresist hard bake is designed for these purposes. Wafers that go through the patterning process are moved into a hard bake oven where the temperature goes through a preset warm-up scheme to dry out solvent and induce cross-linkage reaction to solidify the photoresist. The overall process starts with the pole 1 layer plus a thin deposition layer. This is followed by a series of repetitive steps to build a sandwich structure of the insulation and -55- the coil layers. Finally, the pole 2 layer is built on top of the final insulation layer. Wiring studs are then plated before a protective encapsulation layer is deposited. The finished wafers are then electrically tested and transferred to the slider department which is under the slider group. In the slider operation, each wafer is cut down to the size of individual TFH and each TFH is polished to meet specific requirements. The TFHs are then moved to the assembly and testing area. All TFHs are then examined for their critical dimensions and flying characteristics before they are mounted on to the actuator arms to form head gimbal assemblies (HGAs) which are the final products SHB sell to its customers. -56- 4.2 PHOTORESIST COATING The topography of the TFH device poses a unique challenge to the photoresist coating process of wafer fabrication. The traditional spin-on process is designed for coating a flat surface where the centrifugal force (as a result of wafer spinning), the viscous force of photoresist, the surface tension of photoresist [Peurrung 1993] and the affinity force between photoresist and wafer surface reach a balance and a photoresist coating with uniform thickness is formed. For the TFH wafer, the device topography has a height differential (between the top of stack, and the base) of up to 30 microns (Figure 4-2), which is much larger than the photoresist coating thickness itself (three microns). During the spin-on process, the photoresist flowing over the wafer surface under the influence of centrifugal force, accumulates in the front side of the device stack (lumping effect) and on the back side of the device stack (snow fence effect). Since devices on wafers (all pointed to the same direction) have different orientations relative to the photoresist flow (radiated out from the center of the wafer), the degree of photoresist accumulation due to both effects will vary depending on the device position on a wafer (Figure 4-3). Furthermore, the coating thickness around the stack shoulder tends to be thinner as centrifugal force reduces the amount of coating in that area because of the orientation of the device surface versus photoresist flow. All these factors make a uniform coating thickness, the premise for the current patterning (pattern transferring) technique, impossible in TFH wafer manufacturing. Besides, from a processing standpoint, different process steps in wafer fabrication -57- V..' Ot a C *c. I. Sn vi a.' C· Is resist flow --_ -- _~__~~______I · 1 D- O ~- · resist flow, mmI I - ---m - \ Figure 4-3: Device orientation versus photoresist flow -59- emphasize different coating characteristics. For patterns used in the plating process, a uniform coating thickness (conformal coating) is desired since it provides good dimensional definition and renders easier control of exposure energy in the patterning steps. In contrast, for patterns used in the insulation and the coil layer processes, planar coating (flat over the whole wafer) would be desired since it provides a flatter surface on the stack top. However, a planar coating creates tremendous difficulties for patterning because the photoresist thickness would vary drastically over the wafer surface and different exposure energies would be required to pattern a single layer. For this reason, planar coating is not used in the TFH process. This dilemma illustrates the fundamental difficulty in the photolithography process of TFH manufacturing--dealing with topography with a flat surface coating technique. Several process parameters can be used to fine-tune the coating characteristics of photoresist. The coating process is divided into two steps. In the first step, photoresist is dispensed on the wafer and then the wafer is spun at low speed to let photoresist spread over the entire wafer. The next step is to speed up the spinning and get rid of excess photoresist on the wafer. Generally, in semiconductor processing, it is the final spin speed that determines the coating thickness [Meyerhofer 1978]. However, since the TFH process requires a much thicker coating (3 microns versus 1 micron or less in semiconductor processing), it is not enough to rely solely on the high-speed spinning to produce the desired thickness. Instead, the low-speed spinning is much more emphasized in TFH fabrication. One technique is to spin the wafer at much lower speed for a longer -60- period of time in step one. The reason for this technique is to start the drying process of photoresist before the second step where excess photoresist is spun out. With photoresist in higher viscosity (drying out), the final coating can be thicker. One hypothesis argues that the same approach can produce conformal coating as well. The reasoning behind this theory is that the drying process in step one would create a layer of"photoresist crust" which constitutes the main part of the final coating. Since the drying process proceeds uniformly across the wafer, it is expected that the crust should be of uniform thickness and therefore so should the final coating. Although this coating scheme is widely used in SHB,there is little coating thickness data available to verify this hypothesis. Coating with Topography As discussed above, manufacturability issues in the coating process include photoresist lumping in front of and behind the device stack, thinning around the stack shoulder, and non-flat coating on top of the stack. Each issue has a number of design attributes associated with it. Lumping of photoresist is the result of the existence of photoresist flow obstacles-the device stack. Parameters related to the stack shape, such as the ramp angle (the larger the angle, the more likely the lumping), the stack shape (stacks with shapes that block more photoresist flow will cause more lumping), and the number of layers (the higher the stack and the higher number of layers, the more likely the lumping) will have a direct impact on the accumulation of photoresist. Device orientation relative -61- to photoresist flow is another factor that could impact on the amount of accumulation. Finally, throat height (the distance between the tip of pole 2 and the ramp) is a factor that can affect the degree of impact from photoresist lumping on the most critical area of the TFH device--the pole tip. Larger throat heights keep the pole tip away from areas where photoresist accumulates and is desired to prevent excessive photoresist from affecting the dimensional control of the pole tip. Photoresist Thinning around the Stack Shoulder The thinning effect around the stack shoulder, as explained before, has a lot to do with the shoulder's surface orientation with photoresist flow. Factors that affect the shape of the stack shoulder, such as the shoulder curvature (degree ofphotoresist reflow), the feathering scheme (layer terracing), the number of layers, and the ramp angle for fourthlayer definition (the fourth layer defines shoulder as well as ramp angle) are the design attributes that can impact the degree of thinning. Non-Uniform Photoresist Coating on the Stack Top As mentioned above, it is difficult to achieve a uniform and flat photoresist coverage on the top of the stack where successive coil and insulation layers build up because of huge height differentials between device features on the wafer. The number of layers and the degree ofphotoresist reflow (explained in the photoresist patterning section, page 65) can influence the flatness of the stack top, and as a result, the uniformity ofphotoresist as well. Another important factor here is the size of the stack area. With larger stack sizes, the top -62- surfaces are generally flatter than stacks with smaller areas. The shape of a stack can also be affected by misalignment of the insulation layer. In other words, stacks with successive insulation layers out of alignment would be less likely to provide a flat surface and a uniform photoresist coverage. Edge Bead Photoresist has a tendency to accumulate around the rim of wafers (the edge bead effect) during the spin-on coating process; this effectively renders the devices on the edge of the wafer useless by reducing the size of active array. Designs with active array (the array that defines the devices for final TFH products) that extends closer to the edge of the wafer would have lower device yield as a result. Because of this reason, smaller arrays are desired from a manufacturability stand-point. There is, however, another way to reclaim as many good devices as possible from a processed wafer. Taking advantage of the fact that most process variations of wafer fabrication are distributed radially from the center of the wafer, designs with active areas that can reclaim devices on the lateral sides of the arrays would produce more devices per wafer without any change in the fabrication process. Coil Coverage After each coil layer is plated and the remaining seed removed, insulation layers are laid down on top of the coil layer to form a protection for the coil and a base for successive processing. In some cases, the insulation layers do not provide full coil coverage and -63- circuit shortages occur. To improve the robustness of insulation coverage for the coil, two factors should be analyzed. First is the coil height. Even though the coil heights of current designs have never been increased to a degree where photoresist coating could not cover under normal coating conditions, areas around the rim of the stack top can have exposed coil from time to time because of the coating thinner effect mentioned earlier. Designs with lower coil height would have less chance of having the coil exposed. Another related factor is the over-exposure budget for via blasting. In order to clear all residual photoresist in via, an extra exposure step, via blasting, is taken. Depending on the design of the process, sometimes via blasting not only clears residual photoresist but also damages the insulation layer. To prevent via blasting from attacking the insulation layer, extra mask bias-the over-exposure budget-is added to the blasting mask. From a manufacturability standpoint, it is desired to have a larger budget to ensure the integrity of the insulation layer. Coating for Pole 2 Plating Since pole 2 extends from pole tip to via, the photoresist pattern for pole 2 plating must cover the low point as well as the high point on the wafer. Areas with thin photoresist coating, such as the stack shoulder, present a serious challenge for achieving adequate coating thickness for plating purposes. To make this photoresist coating process more robust, a smaller pole 2 height is an advantage for manufacturing. -64- 4.3 PHOTORESIST PATTERNING The first issue in the patterning process stems from the fact that the top surface of each individual TFH device stack is not flat. Because each insulation layer (photoresist coating) that makes up the stack has gone through a hard-bake process during which photoresist reflow takes place, the device stack has a natural tendency to form a round shoulder. With a non-flat stack top, succeeding layers (such as the coil layer) that lie on top of it will experience UV light intensity variation during the patterning process (Figure 4-4). As a result, under-exposure or over-exposure can occur and feature dimension can vary. Variable mask bias (different portions of the coil have different mask biases) has been used to counteract this problem. The center part of the device feature generally has a larger mask bias so that higher dosages of UV light can be used to ensure proper exposure at the rim of the stack top where sagging surfaces cause UV light to lose focus. However, as mentioned in the last section, due to the differences in the orientation relative to photoresist flow in the coating process (the coating for the insulation layer), the coating thickness of devices varies for each layer. Manifesting this effect through multi-layers, the shape of the stack is different from one to the other. Using the same mechanism mentioned previously, random variation in stack shapes makes focusing UV light on every point of the device features on top of the stack impossible. This variation in stack shape introduces a process variation affecting successive patterning steps that even variable mask bias cannot abate. -65- *M .• So.i• • •C *M o,,g The second problem in the patterning process involves the topography of the wafer. Since the height differential between stack top and wafer base can be as large as 20 to 30 microns, it is impossible to bring into focus both the top and the base. As a consequence, the feature dimension changes with altitude. The situation is especially difficult in the pole 2 alignment process during which patterns on the stack top and wafer base have to be established with a single exposure. To alleviate the extent of this problem, the focal plane (every point on the plane is of equal distance to the UV light source) for pole 2 alignment is usually set at the middle level. Variable mask bias technique is applied, as well, to compensate for the remaining out-of-focus effect. However, as stated before, the stack shape difference between devices causes additional dimensional variation that is hard to control. Patterning with a Non-flat Stack Top To deal with the problem of a non-flat stack top, several design parameters can be adjusted to make the patterning process more robust. The size of the device stack (the larger the stack, the flatter the stack top will be), the degree of reflow (a lower degree of reflow retains the flatness of the stack top), sensible alignment target (reducing the chance of misalignment, less chance for rough stack top), and the number of layers (the lower the stack, the more likely to have a flat stack) are parameters that should be considered to improve manufacturability. -67- Patterning with Topography Since this problem originated with the height differential of device features, the most effective way to make the patterning process easier is to reduce the stack height. Since the number of layers is the biggest factor in determining stack height, it is desirable from a manufacturing standpoint to have fewer layers in the design. -68- 4.4 PHOTORESIST HARD-BAKE One undesirable side effect of the hard-bake process is photoresist reflow. As the temperature ofphotoresist increases inside the hard-bake oven, it first rises to a flowing temperature at which photoresist starts to reform itself under the influence of surface tension and gravity. As its temperature exceeds the glass transition temperature, a crosslinking reaction takes place and the photoresist structure solidifies. The result of photoresist reflow between these two temperatures is the rounding of the device stack. A round stack creates problems for successive layer processing since it is more difficult to bring a non-flat surface into focus, as discussed in last section. There are two different hard-bake processes: one with oxygen and one without. During an oxygen bake, the oven chamber is pressurized with an atmosphere consisting of a gaseous mixture of a specific oxygen and nitrogen composition. With the presence of oxygen, it is believed that the cross-linking reaction takes place at a lower temperature and therefore has the effect of reducing the degree of reflow, since the time span for photoresist to reform itself is reduced. As a result, the device stack experiences less rounding effect. In contrast, in a regular bake (without oxygen) where nitrogen fills the oven, reflow occurs to its full extent and rounder stacks are produced. Variation of Stack Height and Stack Flatness Since photoresist reflow alters the shape of the device stack, factors affecting the photoresist flow characteristic during that temperature window (between flowing -69- temperature and glass transition temperature), such as photoresist coating thickness, ambient temperature distribution in the hard-bake oven, and the relative position of the device on the wafer, can have impacts on final stack shape as well. Since these factors can vary from device to device, they introduce additional variation of stack shape (height and flatness) and the range of variation is proportional to the degree of the photoresist reflow. Residual P2 Seed in Via Products that do not have the pole 2 covering the whole via are subject to a problem called residual P2 seed. The seed layer is laid down as the base for pole 2 plating and should be removed after pole 2 patterning to avoid circuit shortage or signal noise. However, the effectiveness of the process employed to remove P2 seed-ion beam etching-is hindered by the shadowing effect (Figure 4-5). Device stacks with a higher degree of reflow have less chance to form shadows for ion beam etching and are less likely to have residual P2 seed. Another factor that can impact residual P2 seed is the feathering ion beam I I ion beam I via area (photoresist) area shadow (unetched P2 seed) insulation (photoresist) Higher Degree of Reflow Lower Degree of Reflow Figure 4-5: Shadowing effect -70- scheme of insulation layers (Figure 4-6). Stacks with less feathering can form larger shadows in via during ion beam etching and are likely to have residual P2 seed. ion beam ion beam via area (photoresist) via area (unetched P2 seed) insulation (photoresist) (photoresist) insulation (photoresist) shadow (unetched P2 seed) Less Feathering More Feathering Figure 4-6: Impact of feathering scheme on shadowing effect Ramp Angle Control The ramp angle of pole 2 is determined by the structure of the insulation layer underneath, and the structure of the insulation layer is determined by the degree of photoresist reflow in the hard-bake process. A flatter ramp angle requires a higher degree ofreflow, and all factors mentioned previously that could affect reflow would also have their impacts on the final ramp angle and the range of its variation. As a result, products with lower angles can have a larger range of ramp angle variation. In addition, the layer of insulation upon which pole 2 is built can also affect ramp angle. As each layer of processing introduces additional structural variation to the device, the insulation layer built at the early stage of the fabrication process (first layer, for example) has a smaller range of variation between devices. Products with pole 2 built on these insulation layers, as a consequence, have better ramp angle control. -71- 4.5 REGISTRATION Registration is the alignment of device features over different layers of processing. Since the device features are transferred from photo masks to wafers through UV light exposure, registration is established through the alignment between photo masks and the targeted wafer. To facilitate this alignment process before UV light exposure, "crosses" are built on the wafer. By optically lining special windows on masks with these crosses, alignment of the pattern with the device features on the wafer can be ensured. Currently, alignments of less critical layers (features with less stringent alignment and dimension specifications) are done manually, while critical layers are aligned automatically (steppers). Both processes are subject to alignment errors. Errors of manual alignment stem from individuals' judgment on the lining of mask windows and wafer targets. Misalignments on steppers, however, are generally caused by undetectable wafer crosses. Residual photoresist of early process steps could accidentally cover wafer alignment crosses and prevent laser scanners on steppers from accurately locating the targets. To account for process-related misalignments, a registration budget is usually established in the design of products. Devices with a certain registration budget can tolerate feature misalignment within budget withoat compromising the device's functional performance. Layer to Layer Registration Because registration is established through the alignment, measures that improve the alignment process are desired from a registration point of view. Easily detectable wafer targets, such as targets that have more distinguishable boundaries (for manual alignment) -72- or that can be identified even with residual photoresist (for automatic alignment) would greatly enhance the efficiency of the alignment process. Larger registration budgets, which place extra constraints on product designers, could render a more robust alignment operation since device tolerance for misalignment increases. Throat Height and Ramp Angle Control For first-layer ramp angle definition (the ramp angle built on the first layer of insulation), better alignment means better throat height (determined by the registration between pole 2 and first insulation layer patterning) control. On the other hand, ramp angles of products with fourth-layer definition (the ramp angle built on the fourth layer of insulation) are greatly affected by the registration of insulation layers. As each subsequent insulation layer is built on top of the previous layer, misalignment of any layer will have its impact on the final stack shape, and as a result, the ramp angle. Because the extra chance of ramp angle variation, first-layer definition is more desirable for ramp angle control. -73- 4.6 PHOTORESIST NOTCHING Notching is the undesirable exposure of photoresist due to reflection of UV light over a reflective surface during photoresist patterning. The most likely reflective surface is the seed layer. As a result, notching usually happens in pole 2 patterning where the seed layer under photoresist is reflective and curved. Pole 2 Photoresist Notching There are two kinds of notching in the pole 2 patterning process. One involves notching in the pole yoke area, and the other involves notching on top of the via. The pole yoke is the place where yoke width suddenly narrows down. Since the pole yoke is located on top of the ramp, UV light that hits the cleared photoresist area would be reflected by the underlying seed layer at an angle to the adjacent photoresist (Figure 4-7). To reduce the extent of this reflection, design parameters such as yoke neck height (the distance from pole tip to yoke neck) and the widening angle of the pole yoke can be adjusted. Larger yoke neck height means the yoke neck is higher up the ramp where the geometry is generally flatter. A flatter surface reduces the degree of reflection to adjacent photoresist. Another advantage of larger yoke neck height is that a greater distance between pole yoke and pole tip reduces the impact of notching as it moves away from the most critical area for head performance. A smaller pole yoke widening angle can also help since reflective light has less chance to hit directly on the photoresist pattern. -74- TOP VIEWI LUV LIGHT 1TF'TChTINTAT .t LI ramp ~ SIDE VIEW Figure 4-7: Notching mechanism The via notching occurs for products that do not have pole 2 covering the whole via. The photoresist pattern that defines pole 2 in via would be subjected to reflection by the underlying seed layer inside the via, and therefore notching occurs. The situation is worse around the top of the via where reflection from one side of the via shoulder hits photoresist of the other side of the via shoulder. Certain new designs have reduced the degree of via notching by minimizing the area of pole 2 inside the via to reduce reflective surface. Another effective way of eliminating via notching is to cover the whole via area with pole 2, and therefore no photoresist pattern is necessary inside the via. Both approaches have proven to be effective and should be employed whenever possible. -75- 4.7 CRITICAL DIMENSION CONTROL Pole Tip Width Control A device feature with stringent dimensional specifications is called critical dimension (CD). Widths and thicknesses of both poles (at pole tip) fall into this category because of their close relationship with head performance. In most cases, dimensions of pole 2 are where efforts are concentrated since they are smaller (critical in terms of performance constraints) and are made at a later stage of wafer manufacturing (accumulated variations from prior process steps). Pole 2 widths are defined by photoresist patterns, so they are subjected to variations related to photoresist coating and patterning processes. One of these variations is created by the photoresist lumping in front of the ramp as discussed in the coating section. To reduce the effect of this, one can increase throat height and move the pole tip away from the photoresist lumping area. An additional complication related to width control is the measurement scheme. Every wafer is checked either before (photoresist pattern dimension) or after (plated pole width) plating to prevent out of specification wafers from further processing. These checks are done automatically through a machine by sampling pre-specified devices on a wafer and optically measuring their dimensions. As TFH design pushes for smaller poles, pole width has shrunk to a degree where the current machine has difficulty in providing accurate measurement. New equipment is under investigation to solve this problem while design engineers explore designs with even narrower pole widths. -76- Pole Tip Thickness Control The thicknesses of pole 2 are established during the plating process. In the plating process, the amount of plated material is controlled through control of plating. In other words, such a plating control scheme ensures a constant amount of material being plated on every wafer. For this reason, final pole thickness becomes a function of pole width. Factors affecting pole width can influence final pole thickness through the current plating procedure. -77- -78- CHAPTER 5. DESIGN FOR MANUFACTURING 5.1 DESIGN-PUSH VERSUS DESIGN FOR MANUFACTURING With the demand from the disk drive industry to increase storage density at a rate between 35 to 60 percent per year, there is a constant pressure on the TFH designers to push the limits of the technology envelope. That means that the designers must push the state of the art while they learn how to use the new technology. Since new product technology generally require different processing procedures, manufacturing engineering has to advance along the new process learning curve quickly to deliver the products. Design iterations could become necessary for both design and manufacturing engineers to search for the best product-process combination. As a result, the new product deployment process moves toward the direction of design-push [Costlow 1994] instead of design-formanufacturing (DFM). It is undesirable from a manufacturing standpoint to have new product features on the TFH device with little knowledge about their associated implications for the manufacturing process. However, with market demands and competition pushing in the direction of improving head performance, SHB must balance its design and manufacturing to maintain a competitive line of products and low production costs (higher wafer yield). In order to bring issues of manufacturing into the design process earlier to prevent costly design iterations, many companies have implemented DFM methods. Early efforts in the area of DFM concentrated on the method of design rules and later, on the method of -79- "rules of thumb" [Whitney 1988]. Both methods have been widely used in a variety of industries. Design rules express the boundaries within which the manufacturing process operates in terms of the issues confronting product designers [Wheelwright 1992]. The idea behind design rules is to establish a boundary within which the manufacturing process is capable of meeting design requirements. However, in a dynamic market such as the TFH industry, companies employing such an approach may miss crucial opportunities to change the manufacturing process in order to enhance the performance of the manufacturing system to produce competitive products. -80- 5.2 CURRENT MISMATCH BETWEEN PRODUCT DESIGN AND MANUFACTURING PROCESS CAPABILITY In addition to the excessive design iterations, low wafer yield is another issue that is closely related to product designs and manufacturing activities. The chronic low wafer yield problem SHB is suffering is a result of the mismatch between product designs and manufacturing process capability (Figure 5-1). In other words, the low wafer yield problem is a direct result of an imperfect product deployment process. There is information available from several benchmark studies indicating that several of SHB's TFH designs demand higher sophistication in the manufacturing process than do designs of products of similar performance from the competitors. At the same time, information about production cost and manufacturing technology reveals that the wafer manufacturing process of SHEB is not as efficient as that of some competitors and is incapable of producing current SHB designs with a comparable wafer yield. If the status of the designmanufacturing system is used as a benchmark, this information seems to suggest there is a gap between the designs and the current process capability, and the size of the gap can be an indication of the degree of yield loss. The gap is a result of the lack of communication, the lack of collaboration, and the over-the-wall syndrome that is typical in a functional organization. Apparently, the easiest way to reduce the gap, and improve wafer yield, is to move product designs and manufacturing process capability closer to each other (Figure 5-2). However, moving designs and process to match each other requires comprehensive knowledge of the interactions between these two activities. It is also necessary to install a -81- *a *ol SrA E i H C/ U z~ cce ~ o `aj ~ ti z7 t: 3o H H 0 crj - 0= 0 08l C5 ~I I~ W H f) I 3 U co C,' zt Icr 1 *M 0 II z 0CI) well-designed organizational structure to facilitate collaboration between these two groups of engineers in order to match both together more effectively. -84- 5.3 INTEGRATION OF DESIGN AND MANUFACTURING Recognizing the ineffectiveness of the design rules approach in coping with fast changing technology and market dynamics, recent researches of DFM have pointed to an interactive, integrative design process in which product and process engineers create a joint product-process design [Wheelwright 1992]. In such a setting, product design choices comprehend key process restraints, but the process itself may also changethrough process development and investment--to enhance capability and provide what the emerging design requires. A summary of the desired interactions between the design and manufacturing activities is provided in Figure 5-3. Such an approach tackles not only the excessive design iteration issue (by designing in the manufacturabiltiy of the design attributes) but also the wafer yields issue (by designing in the capability of the process) discussed in the previous section. The integration mentioned above suggests a new set of activities and interactions, a new way to frame and solve problems. Several structured tools have been proposed to integrate detailed product and process design with manufacturing, such as house of producibility [Wheelwright 1992] and lifetime cost analysis [Ulrich 1991]. A structured tool creates a common framework and language. If properly executed, it could reveal important tradeoffs and conflicts early and thus save valuable time and resources. The structured tools also make holes in the organization's knowledge about critical relationships apparent and provide a basis for capturing and using knowledge important in making choices about design. -85- ;N-b 0 -0 OF" vit I ~I 4) -m a FnIID O w 9b a pWWI .sj a~ ad'l 51 a4 ~5~ rr( Z2 C,' "-0 ,, ~~00 o -U-· 0 Cd E i3 o 0~ 1~J Hd I II r II . i '$ I~ B d) t; ,·, a> C1 .s Because of the reasons mentioned in the last two sections and the benefits associated with the integration of design and manufacturing, the goal of this research gradually evolved from developing a design-rule type of information database to a manufacturabilityknowledge oriented information system-the manufacturability guidelines. Accordingly, the scope of this research was expanded from delivering information of the process constraints to the design engineers to integrating the design and the manufacturing activities through the manufacturability guidelines. -87- -88- CHAPTER 6. MANUFACTURABILITY GUIDELINES 6.1 A KNOWLEDGE ISSUE Since one of the goals of integrating design and manufacturing is to match the product design with the manufacturing process, it is clear that one piece of information that the manufacturability guidelines have to provide is where the current process capability lies. On the other hand, from a competitiveness standpoint, the manufacturability guidelines have to take into account the dynamics between manufacturing process capability and product performance requirement; the content of these guidelines will have to be able to facilitate compromises as well as to stimulate creativity to exploit the technology envelope of both disciplines. In short, manufacturability guidelines must serve as a knowledge tool to reveal the connections between design attributes and manufacturing issues as well as a communication tool to enhance information exchanges. As a matter of fact, these two pieces of information are closely related to each other. A fair assessment of the current process capability will not be possible until the knowledge linking design and manufacturing is established. Due to the intertwining nature of the interactions between different processing steps, the process capability cannot be judged from the capability of individual steps. For example, the control of the critical dimensions has more to do with the photoresist coating thickness than the capability of the aligner which patterns the dimensions. For years, design engineers at SHB have argued that if manufacturing engineering could provide them with information about process capability, -89- they would incorporate the constraints of the manufacturing process into product designs more readily. However, the problem is that the knowledge does not exist. Organizational barriers confine efforts within each group to serve its best interest-to focus all intelligence within the group on the deliverables. For designers, the tangible results are product designs, while for manufacturing engineering, it is higher wafer yields. Operating with the perception that the goal of manufacturing is to strive for higher wafer yields, knowing how far the manufacturing process can be pushed to support new designs has not been much of an issue. Under this kind of organizational structure, there is little incentive for individuals to cross over the organizational barriers and to understand various activities and the relationships between them. Knowledge gaps are formed and further propagate as each group stretches for higher efficiency. With that knowledge gap unfilled, frustration pervades because incremental efforts from each individual group do not bring lasting results. If the manufacturability guidelines are to achieve the goals of this research outlined in Chapter 2, they have to incorporate information on the process capability and the relationships between design and manufacturing. They also have to be formatted as a tool for engineers of both product and process groups in order to encourage collaboration. In other words, the manufacturability guidelines have to be compiled as a knowledge-based information system incorporating a model of interaction of both product and process groups. To put matters into proper perspective, this chapter will concentrate on the development of manufacturability guidelines, while in the next chapter the model for -90- interaction will be proposed and managerial measures needed to facilitate the kind of collaboration the model suggests will be discussed. -91- 6.2 THE PROCESS OF DERIVING MANUFACTURABILITY GUIDELINES 6.2.1 Process Characterization To construct a knowledge-based information system, it is necessary to amass the knowledge involved. Since manufacturability is the main issue in the guidelines, the process group naturally becomes the first source for information. A process characterization was carried out first among several manufacturing engineers to identify critical issues in wafer manufacturing. The whole photolithography operations in the wafer fabrication were divided into consecutive steps and all steps were categorized into four basic steps with a process block diagram drawn for each of them (Appendix A). The idea was to study the input and output attributes of each process step and to have the cause-and-effect relationship between the input and output attributes investigated. It was found that there is little knowledge within manufacturing engineering to link these attributes to product designs. As a result, a different approach was devised to derive the guidelines from basic photolithography operations. However, it turned out that the knowledge gained through this process characterization had laid the foundation for the fault tree analysis that will be discussed next. 6.2.2 Fault Tree Analysis The final manufacturability guidelines include four parts: the fault tree analysis, the critical design parameters, the critical design parameter database, and the manufacturability guidelines. Each part is listed in the Appendix and will be discussed separately. The fault -92- tree analysis (FTA) has been widely used in product design team activity (PDT) as a tool to induce the root causes of problems and has been proved to be highly productive in leading to the optimization of robust functionality. It provides a visual and connective method to bring out and integrate team members' collective experiences [Clausing 1994]. The idea of employing FTA stemmed from the understanding that it is the device features, and so the design of TFH, that introduce the non-ideal conditions for the photolithography operations. Most photolithography operations in TFH wafer fabrication are borrowed or derived from the semiconductor manufacturing process. Those technologies were originally designed for processing flat wafers where device topography was not an issue. However, as TFH designs strove for miniaturization and pushed for higher sensitivity (more coils, and higher stack as a result), the height differential became so huge that the technologies were stretched to the limits and variations from ambient factors multiplied. With this perspective, FTA could be used to derive critical design parameters from current manufacturing difficulties. Current manufacturing difficulties were summed up by several manufacturing engineers during the exercise of process characterization (the previous section) and were translated into the non-ideal conditions for the photo process. Related non-idea conditions were then grouped together under different basic photo operations. FTA was then applied to the non-ideal conditions to find out the photo issues involved in every non-ideal condition. Further induction brought causes (or physical phenomena) for each photo issue and the design parameters associated with each cause (Figure 6-1 and Figure 6-2). Along with the induction of the design parameters, the cause-and-effect relationships between the design parameters and non-ideal conditions were established -93- Fault Tree Analysis PHOTO OPERATION KNOWLEDGE, MANUFACTURING DIFFICULTIES Non-Ideal ConditionsInduced by Wafer Features Photo Issues Related to the Non-Ideal Conditions Causes for These Photo Issues Wafer Design Parameters Associating with These Causes or Photo Issues 4 CriticalDesign Parameters, Interactionsbetween Design Parameters & Manufacturability Figure 6-1: Fault tree analysis -94- t~ *- 0 0 0 0 ·I 00 Q) ~3 Q) c~3 "okh 0 0 a. 0r-TI (D z 0 O Mo ~3 k e 0 0) rd o et3 ·CII .* El tr S~r s~ 0 /4 -ra, This piece of information turned out to be very important for the manufacturability guidelines. The results from this FTA are listed in Appendix B. Before taking on the effort, I decided to broaden the knowledge base to incorporate several design engineers as well. In the process of the fault tree analysis, it was recognized by the people involved that most parts of the induction were based on individuals' inference of their knowledge about wafer manufacturing process rather than solid evidence or experimental results. This deficiency was a direct result of the lack of such information in the organization. It was expected that there would be controversies over certain parts of this analysis. Arguments arose even between the engineers involved in the FTA process. However, to gain precise knowledge of these manufacturing issues means extensive research in current manufacturing process and it is prohibitive expensive for SHB to embark on such an effort. Clausing argued that it is important to make disciplined decisions based on the existing understanding of nature [Clausing 1994]. In a highly competitive market, designers have to make design decisions based on current available information to catch the market opportunity window. The manufacturability guidelines, through its knowledge structure which is based on physical phenomena of the manufacturing process, link design parameters with manufacturing issues. Although the knowledge involved is not thoroughly verified, the guidelines provide likely directions for design engineers to make design trade-off decisions based on existing understanding of the manufacturing process. -96- 6.2.3 Critical Design Parameters The design parameters derived from the FTA were then compiled to form a critical design parameter list. The list was constructed with the intent to single out these parameters among other design parameters. It gave design engineers a first glance impression of which parts of product design could impact manufacturability. The complete list of critical design parameters is provided in Appendix C. 6.2.4 Critical Design Parameter Database One consensus among those people who were involved in this research was the need for a baseline of the current manufacturing process. However, without information regarding process capability in terms of critical design parameters, the process baseline could not be established. The closest available information, without embarking on massive design experiments, was product design specifications for active products (Appendix D). People who use this database as the baseline for the current process have to be cautious about two things. First, the specifications do not equal the process capabilities. As stated before, wafer engineering does have problems in maintaining wafer yield at the targeted level. In other words, for those products having recurring wafer yield problems, the product specifications are tighter than what the current process can provide. Second, while the specifications could be viewed as the upper bound of process capability, the database provides no information as to which critical design parameters are on the technology envelope (the limiting parameters under current process capability). -97- 6.2.5 Manufacturability Guidelines On the premise that one of the main user groups of this knowledge system will be the product designers, it is necessary to reassemble the information into a format that could readily help design activities. Since the designers are basically dealing with various design parameters, it makes sense to re-sort all the information based on the critical design parameters. The results from FTA were then recompiled with each critical design parameter listed along with the non-ideal conditions associated with it (Appendix E). Knowledge of the cause-and-effect relationships between each parameter and non-ideal conditions was sorted into two categories. The two categories stand for two directions toward which the value of this critical design parameter can move. Under each category the associated benefits in manufacturability (reduction of non-ideal conditions) are listed. For example, under the 4th design parameter-reflow scheme--there are two categories listed. Under the "more reflow" category, the two listed statements, less PR thinning in ramp shoulder and less residual P2 seed on B product, indicate that higher degree of reflow will improve the situations of should PR thinning and residual P2 seed. Similarly, less degree of reflow will produce flatter stack coating, better stack patterning, better reflow control, and better ramp angle control as listed under the category of'less reflow". This setup was devised for the convenience of the designers since parameters with only one category filled require no need for trade-off in design from a manufacturing standpoint. Those with both categories filled would call for special attention when changes in design are required. -98- PART III MANAGERIAL ISSUES CHAPTER 7. APPLICATIONS OF THE MANUFACTURABILITY GUIDELINE 7.1 A TOOL FOR DESIGN REVIEW 7.1.1 Design Review One immediate application of the manufacturability guidelines is to use them as a checklist for the design review mentioned in Chapter 2. The purpose of the design review is to evaluate candidate designs (of product and process) simultaneously from multiple viewpoints [Ishii 1988]. The design review of SHB takes place in a format of a "round table" meeting between design engineers, process engineers, and manufacturing engineers (including photo, plating, and vacuum engineers). Each participant presents his view of the compatibility between the candidate design and his field of expertise. Suggestions for modifications of the candidate design or re-specifications of the fabrication process are made by the participants based on their understanding of the design and their knowledge of the manufacturing process. I attended two design review meetings during the period of this study. A typical setup of the review meeting is depicted in Figure 7-1. With copies of the description of the new fabrication process distributed, the meeting proceeded as the product designer went over the manufacturing process of the new design step-by-step and asked for questions and input. The atmosphere was casual and the manufacturing -99- Mc Figure 7-1: A design review meeting engineers occasionally gave input based on their reactions to the particular step or operation under discussion. The discussion was dominated by the product designer and the manufacturing engineer of a specific field (plating, vacuum, or photo) since each step of the process was generally considered the jurisdiction of the engineer of that particular field. In another words, there was little group-work involved in the design review process. The CAD engineer, who sat in front of a workstation terminal, brought up the mask drawing (a two dimensional CAD drawing) whenever there was a photolithography operation invoh .... There were a few times when concerns about the manufacturability of a particular step were raised; compromises were then made between the product designer and the manufacturing engineers on the spot with the aid of the CAD engineer to change the mask drawing. However, most conversations were clarifications of the details of the fabrication process. There were no questions asked specifically about the reasons behind -100- the designs. An atmosphere of compliance prevailed. The need for affiliation and the desire to avoid confrontation as suggested by Morley [Hosking 1991], prevent participants from challenging the design. One interesting observation of the meeting was that the CAD engineer seemed to be more knowledgeable about the manufacturability of the photo mask designs than the photo engineer. Being the only CAD engineer at SHB, he was involved with every mask design in the manufacturing of TFH and as a result learned a great deal about the manufacturability of mask designs. Few photo engineers have as broad a knowledge about different mask designs because there is no system to record the knowledge gained by an individual engineer for later dissemination to the rest of the group. 7.1.2 A Tool for Design Review Although the design review meeting provides a forum for interaction between design and manufacturing engineers before the new design is handed over to the manufacturing group (the process group in the new organization), the lack of a systematic approach for examining the designs impairs the function of the meeting for investigating the manufacturability issues of the new designs. Certain areas of weakness can be summarized to illustrate the inefficiency of the design review process: 1. There is no vigilant information system to remind engineers of possible manufacturability issues. 2. An information system for relating manufacturability issues between different process steps does not exist. -101- 3. Manufacturability knowledge is based on the production results of previous designs instead of on an understanding of the process capability. 4. There is no tool or record for disseminating the manufacturabiltiy knowledge. Each of these areas of weakness will be addressed in the following paragraphs and a model for the use of the manufacturability guidelines in the design review will be proposed. 1. Vigilant information system The manufacturability issues of TFH wafer fabrication are very complicated (as shown in Appendix A). The manufacturability guideline's system listed in Appendix E exemplifies the large number of design parameters and compromises involved. A manufacturing engineer would have difficulty remembering all this information and applying them in evaluating a new product design. Without a structured problem-solving tool, it is difficult for any person to have an adequate understanding of the complexity involved. According to research done by Keigler [Keigler 1994], dealing with complex systems without a vigilant information system could disinterest behavior through a mechanism which is described in Figure 7-2. The manufacturability guidelines listed in Appendix E can be used as a vigilant information system not only because of the broad manufacturability knowledge they contain, but also because of the format which allows them to be readily used in a design review setting. Since all manufacturability knowledge is categorized according to critical design parameters, the impacts and trade-offs of those design parameters can be studied in the design review meeting. -102- S 0C) 0 a. o 0\ O eC. a.) Q0 C, Cr C. 0 a.) 0 a.) > - 1-4 omi aa 0r E d, 0O LEu °lh 0 64 © a.) 0 za)a r3 .).) •q $l a.) k4 a.) o 0 0 0 o E o ao, 0 a. Ci, Cd, 0l a.) 2. Manufacturability issues between different process steps The most difficult aspect of studying the manufacturability issues of the TFH fabrication process is the intertwining nature of different process steps. Because the TFH has a layered structure, the device feature functionality depends on how well the underlying layers are built as well as how well the geometrical dimensions of the underlying layers fit with each other. As a consequence, small imperfections of the lower layers could result in large physical or functional variations at the higher layers. For this reason, it is important to examine the designs of each device layer with a device structure perspective, instead of focusing only on the operation used to build a particular layer. The cause-and-effect relationships between different layers are also complicated, and it is impossible for an engineer to remember them all. The manufacturability guideline system developed in this research can be used as a vigilant information system to reveal the linkages among the effects of different fabrication steps. This is because the system was established through a fault tree analysis which exhausted all the factors that contributed to each specific nonideal process condition. The manufacturing engineers can start with a specific operation difficulty (non-ideal condition) and trace back those factors of the different process steps involved (information in the fault tree analysis). Alternatively, they can look at a specific critical design parameter and find out which non-ideal conditions (process difficulties) could be affected by changing the value of this parameter (manufacturability guidelines). 3. Manufacturability knowledge Because of the intertwining nature of the operations of different process steps, it is -104- dangerous to attach a manufacturability issue solely to one apparent design parameter without a full understanding of the mechanism that creates the problem inthe first place. For example, it is widely accepted that the mask bias (to counteract the non-ideal condition of patterning with topography) of each coil layer should depend upon which layer the coil is built. However, a simple check of the fault tree analysis (listed in Appendix B) reveals that there are six design parameters involved in this non-ideal condition-patterning with topography. A simple reflow scheme change or a design with different rail size (stack size) could easily change the patterning characteristics for which simple adjustments based on the number of the coil layer just would not compensate. For this reason, it is better to hand over the responsibility ofjudging the manufacturability of a new design to manufacturing engineers who understand the mechanisms behind process difficulties to provide them with the manufacturability guidelines system as a tool for facilitating the design review process. 4. Dissemination of manufacturability knowledge The manufacturability knowledge should be disseminated to the whole engineering organization to enhance organizational learning. The knowledge and information of the manufacturability guidelines bring up engineers' awareness over the manufacturability issues. An individual engineer exposed to this guidelines can be motivated to validate the knowledge or be inspired to prove otherwise. Either way, adopting the framework of the manufacturability guidelines can align the efforts of the individual engineer toward the goal of reducing design iterations and increasing wafer yield. The structured knowledge -105- will also induce dialogues and discussions that are essential to the advancement of process technologies [Senge 1990]. A good example of the manufacturability guidelines in bringing engineer's attention on manufacturability issues is the "snow-fence effect." The photoresist lumping effect was initially perceived as a result of resist flowing against the device ramp. This piece of information, cited in the manufacturability guidelines, caught the attention of the design engineer for the C product. As a consequence, he made an extra effort to verify the existence of this effect on the new C wafer (product with the highest stack height, presumably having the most severe lumping effect). To people's surprise, the results showed the photoresist was actually lumping on the back side of the stack, as snow accumulates at the back side of the fence. It is a good lesson for the management about the momentum that can be generated when the proper framework is installed and intellectual challenges are directed to achieve the goals of the organization. Finally, the manufacturability guidelines contain structured manufacturability knowledge and can be readily used as a tool to disseminate the knowledge in the organization. 7.1.3 A Model A model of the usage of the manufacturability guidelines can be outlined to remedy the four areas of weakness just mentioned above. The guidelines can be used as a vigilant information system by the participants in a design review meeting. As they go over each step of the fabrication process the guidelines will remind them about the possible manufacturability issues and the relationships between the operations of different processing steps. Used as an information system, it carries the manufacturing knowledge -106- that is based on completed understanding of the fabrication process and as a result, can be used as a communication tool to inspire dialogues and discussions between engineers. One drawback of the design review meeting is that the inputs come after the designs are done. It generally takes more to change the designs after they are done, plus it could invoke a defensive attitude among product designers in a design review meeting. A much better arrangement would be to use the manufacturability guidelines to solicit inputs before the design process takes place. Generally, several critical design parameters (such as the number of layers) are set during the product concept phase so their impacts on current fabrication process can be evaluated before the design activity starts. A pre-design meeting can be institutionalized to assemble the design, process, and manufacturing engineers in discussing the manufacturability and product performance issues. The manufacturability guidelines can be used in this meeting to solicit inputs and opinions related to the new product concept. Feedback collected in this pre-design meeting can guide design engineers through their work in avoiding manufacturing difficulties that they be forced to deal with later. One main benefit of the design review meeting is that it provides a platform where collectively interactions among all engineers involved can take place. To induce the interactions, group-work skills are as important as cross-functional knowledge. Participants of the meeting need to know how to ask questions and how to engage a discussion constructively to do brain-storming. They also have to have an attitude of -107- focusing on issues, instead of relating issues to individuals. However, people who used to work under a functional organization have a tendency to confine individual efforts to a specific area and attribute the result of those efforts to the person in charge. The management has to recognize the difficulties involved for people to change from a functional mode to a group-work mode. One way to facilitate the change is providing training and consulting resources. These experts can train people and serve as groupwork facilitators to monitor the progress. Having those experts in place send a strong message of management's commitment to change and make global changes easier to install. -108- 7.2 CONCURRENT ENGINEERING As mentioned in the last section, adopting the knowledge framework of the manufacturability guidelines would promote awareness of the manufacturability issues among engineers. As a result, it would redirect the engineering focus from fire-fighting the symptoms to studying the manufacturability of the process. Indeed, a major advantage of the manufacturability knowledge system developed in Chapter 5 is that it was derived from the non-ideal conditions of the basic process operations. Starting from the root causes of the manufacturing problems, the guidelines give manufacturing engineers a new framework and dimension to think about the cause-and-effect relationships of process problems. Looking at the problems from a manufacturability point of view, enables engineers to install more robust solutions to prevent problems from reoccurring. It would create the awareness that the wafer yields are designed, not fabricated, into the products. This awareness would encourage interactions among design, process, and manufacturing engineers. After the manufacturability guidelines were developed, it was found that the manufacturability issues of the wafer fabrication process were modularized around the critical design parameter involved in the fourth part of the manufacturability guidelines system---the manufacturability guidelines (Appendix E). Since assigning proper values to all design parameters constitutes the main tasks of TFH design, a design-parameterspecific manufacturability knowledge system, such as the manufacturability guidelines, -109- provides the manufacturing engineers with the ability to investigate the impacts of new product design before the design is completed. Both the old and new product deployment processes described in Chapter 2 are divided into several distinct process blocks because the traditional thinking about the deployment process is that the task defined in each block is independent and that it takes the completed results from the previous block to start the work for the next block. The manufacturability guidelines change both of these perceptions. First, since the manufacturability issues can be traced back to certain design parameters, the manufacturing and process development are not independent from other steps of the deployment process where the design parameters are set. The moment a specific design parameter is decided, its impacts on manufacturing are set and the impacts can be deciphered through the applications of the manufacturability guidelines. In other words, the tasks within different blocks of deployment process can be closely related. Second, because the issues of manufacturability are modularized according to specific critical design parameters, potential difficulties in the fabrication process can be identified once the parameter is decided. Efforts to design a robust process or other manufacturing measures to counteract the processing difficulties can be started before the whole design is completed. The most significant example of this early warning effect of future fabrication problems is the issues related to "the number of layers". This design parameter is set in the very first phase of the product deployment process. It is the main part of -110- product concept. According to the guidelines listed in Appendix E, there are six manufacturability issues linked directly to this parameter. That means the process and manufacturing engineers can expect that certain process changes or process innovations are needed in the early phase of this deployment process. Development of techniques in overcoming the potential problems in the coating and patterning (focusing in specific) process can be started much earlier than that of the current practices. Concurrent Engineering Models Both implications of the manufacturability guidelines suggest the direction of concurrent engineering [Clausing 1994]. The guidelines serve to enhance knowledge and information flow, a concept similar to the technology stream that Clausing proposed (Figure 7-3). All participants in the new product deployment process--application group, marketing group, magnetic group, product group, process group, and production group--can use the guidelines to communicate manufacturability information. Since the basic knowledge framework developed by the guidelines is accepted by everybody involved, confusions and misunderstandings can be reduced. For example, while the number of layers requirement is perceived by the application group in the product concept phase, specific issues in coating and patterning operations cited in the guidelines can be communicated to other groups for inputs. Guided by the manufacturability guidelines, people of other functions, such as product, process, and production groups, will know exactly what the implications are with the specific value of the number of layers. By focusing on manufacturability issues, the application of the guidelines ensure the awareness of manufacturability -111- CONCE T \"DESIGN 1,\/ //" READY /T -~- CONCEPT DESIGN PREPARE PRODUCE PRODUCT FACTORY FIELD I N Lr ----- ~- TECHNOLOGY STREAM Source: Clausing 1994 Figure 7-3: Concurrent process issues among members of the deployment process and provide a vehicle for delivering the knowledge to the early phase of deployment where the root cause of the manufacturing difficulties originated. Beyond serving as a common language and communication tool for information concurrence, the modularized characteristics of the manufacturability guidelines provide the linkages between different activities in the product deployment process. With the linkages well documented and understood by the members involved, deployment work at different steps can proceed in a parallel manner. The overlapping of different deployment steps can be illustrated by the integrated problem-solving model of Wheelwright and Clark -112- [Wheelwright 1992]. The model they proposed is presented in Figure 7-4. Through intensive communication, information of product design is shared by design, process, and manufacturing engineers. Although the product design activities are always ahead of the process development and manufacturing problem-solving, different tasks in the deployment process can proceed with some degree of parallelism. This overlapping of various deployment activities reduces deployment cycle time and shortens time-to-market. A more detailed discussion about concurrent engineering is provided in Chapter 8. -113- 0) 0r we) *e 0 we O Ti * 0$ r Q)0 mo 0 0 -41ý . o0 E1l 0 CHAPTER 8. IMPLEMENTATION OF MANUFACTURABILITY GUIDELINES APPLICATIONS 8.1 RESISTANCE OVER IMPLEMENTATION 8.1.1 The Resistance The first test of the manufacturability guidelines was to introduce them to the design engineers as a design review tool. The intent was to illustrate the benefits of the guidelines and to rally the designers' support for this application. Since the goal of the design review tool is to bring manufacturability issues to design process, the support from design engineers is critical to the success of the guidelines. Early responses from design engineers were very favorable. They viewed the manufacturability guidelines as an interesting tool for their design work. Because the guidelines incorporated the knowledge of senior designers, design engineers with less knowledge were excited about the information in the guidelines. The first sign of resistance came when I wrote a report commenting on a new C design with the help of the manufacturability guidelines. The designer for the C product strongly rejected the idea of distributing the report for demonstration (a design review tool) purpose. He argued that those comments in the report could be used by somebody in the organization to question the quality of his work. A couple of days later, this design engineer set up a meeting with the process and manufacturing engineers on the C product team to evaluate the manufacturability guidelines. The group came to the conclusion that the information in the guidelines was invalid for there was no data to support most of the guidelines. He argued that the -115- information incorporated in the guidelines came from a limited number of engineers. As a result, the guidelines were not objective enough to serve as a judgment tool despite my explanation that this report was used as a demonstration of an application of the guidelines, not as a performance matrix. His fear of exposing his work under the focus of the guidelines was so entrenched that the suggestion of incorporating his counterpoints in this report was not accepted either. 8.1.2 The Hypothesis This incident raised the question about the degree of resistance over the idea of a design review tool. My company supervisor and I started to recognize that there was structural resistance in the organization that was incompatible with the application of the manufacturability guidelines. I then proposed a hypothesis for the resistance based on my experience of working with the design engineers. The hypothesis argued the knowledgesharing nature of the manufacturability guidelines was not compatible with the established design practices, which define the design as an individual's project. The product design (physical and structural designs) activity is generally regarded as the domain of the designer in charge. It is '"hisjob" to complete the design within a prespecified time span. Though the designer takes responsibility for the final result of the design, the functional disjoints between various activities of the deployment process render him significant freedoms to make design trade-off decisions without disclosing the reasons behind them. Since the designer will be judged by the final result of the new design, he -116- has every reason to keep the design trade-off information to himself to avoid exposure to criticism. This is a comfort zone the designers enjoy even in the new engineering organization described in Chapter 2. The product team arrangement does bring process and manufacturing engineers into the design process. However, without knowledge of how the product design affects TFH performance, few process or manufacturing engineers are able to challenge the design effectively. The manufacturability guidelines change the dynamics of the design process. With manufacturability issues listed and organized by the design parameters involved, the guidelines become a questionnaire that design engineers have to answer. Not only does the design engineer have to defend his design decisions but also he has to put them on the record for later verification (after the pilot production run). It is a new rule of the game and is potentially threatening to design engineers since the quality of the design is their responsibility. 8.1.3 The Survey To better understand the resistance from design engineers, I conducted a survey asking design engineers the following four questions: * What is the advantage or disadvantage, in your opinion, of a design process done by an individual designer over a process done by a work group? -117- * In your opinion, is there any benefit to having several engineers review a new design with a structured checklist or a set of guidelines, such as the manufacturability guidelines? * Do you think the wafer designers should feel comfortable about sharing with other engineers the trade-off decisions they make inthe design? * In your opinion, why hasn't SHB used a structured design review tool similar to the manufacturability guidelines before? The survey was carried out after my introduction of the manufacturability guidelines to the engineering groups. Taking advantage of the fresh memory of my interviewees, I was hoping that the survey could elicit opinions based on what the guidelines really are. Results were positive. All participants concurred on the potential of the guidelines, with some concerns expressed over the difficulties of implementation. The results from this survey are summarized below. All engineers, except one expressed their support for a work group type of design process, although some engineers expressed concern over the implementation of the process in the current organizational structure. The engineer with the different opinion believed it would be time consuming and ineffective to have design decisions made among multiple engineers. "The management has to buy in first, otherwise it will never work." '"his organization is composed of groups with different responsibilities, different boxes, everyone tries to do his best, but the communication between the boxes is a -118- problem. People of different boxes do not understand issues of other boxes. Working together requires mutual understanding. ...we need education and training..." "...the current performance measurement is still not in line with encouraging people to broaden up their skills..." " ...the design activity is evolving toward more of an individual's work because the technology has become more complex so that one person can understand only his area of expertise..." "Ido believe the virtue of having the design done by an individual designer. With a wide distribution of the degree of understanding about product design issues among engineers, there is no way to do the design work with consensus." Everyone agreed with the idea of having somebody else review the design with a structured checklist. Several engineers questioned, however, how valid is the information in the guidelines to judge the quality of a design. "I like the idea of the manufacturability guidelines. But the best way to do it is to use the guidelines in soliciting input in the early phase of design activity as well as to use it in reviewing the final design." "I have no problem having somebody else review my designs as long as he is non-biased and knows what he is talking about." 'The problem is different design engineers have different opinions on how to do designs. It is hard to say who is right and who is wrong." -119- Again, every engineer believed that the trade-off decisions should be shared by other engineers, but many engineers believed there would be resistance in implementation due to the political situation of the organization. "I agree that the trade-off information should be revealed to the organization. ...I do not want to be the first to do that. There could be some people who would want to use this information against me." 'The information is an asset. People like to keep it to themselves. That keeps them in a status of being the experts." There were a variety of opinions about why SHB has not used a structured design review tool until now. 'We haven't have such a tool before, ...we are so busy doing our jobs that nobody has time to work on developing it..." "I guess there is an ego issue in preventing us from adopting a design review tool. ...the design work is still a domain of the individual designer..." "I have my own set of design rules. It has served me well in the past. ...I would not want to fall into a position where I have to defend those rules. Everybody can have their own opinions." 8.1.4 The Conclusion According to the results of this survey, the design engineers do perceive the value of adopting a structured design review tool. However, they are concerned because of the uncertainty of changes. Certain arrangements, such as using the guidelines to solicit input at the beginning of the design process, can smooth the impact of the changes since the -120- design is still the domain of a design engineer. However, the key nature of the manufacturability guidelines is information sharing. The guidelines need an environment in which people believe in the value of organizational learning and share a mutual trust among the members. Only in such an environment can the guidelines be maintained to serve their purpose-disseminating the knowledge. Because this environment is much different from the current engineering organization, changes in people's mentalities and behaviors are necessary if the guidelines are to be used properly. Nevertheless, the design engineers do not know how the changes will affect them. Nobody wants to be the first to try the new practice, especially when the performance matrix is still in favor of individual excellence. That was the reason the C designer discredited the information contained in the guidelines as being non-verified. He thought there were two options for him. He could argue that the comments in my report were based on invalid information; or he could admit he did not consider manufacturability issues in his design, which was not to his favor under current organizational structure. Apparently, the management has to take the leadership to facilitate these changes. Without a strong commitment from the management and a supporting structure (performance measurement system, incentive system, etc.) in place, it is difficult to ask designers to commit to the changes that are necessary for the success of the design review process. -121- 8.2 ORGANIZATION DYNAMICS The management is in a key position to institutionalize the manufacturability guidelines as a tool to bring manufacturability concerns to the design process. Beyond being committed to the guidelines and being the leader in their implementation, the management has to resolve the inertia of the organization against changes. Among the obstacles that need to be removed in order to apply the guidelines, the issue of engineering resource allocation is the most critical one. Since the new approach emphasizes the early involvement of manufacturing engineers in the design process, they will have to spend more time working with designers instead of solving process problems. Although improvements in product designs will reduce the needs for engineering resources in fire-fighting activities, there is a time-lag between the onset of shifting resources to design and the resulting reduction of wafer yield problems. The main reason for this time lag is the learning curve effect for both design and manufacturing engineers. They need to learn how to work together effectively in integrating manufacturability with the design of products. This process takes time. The second reason for the time lag is multiple product platforms. It takes many new product introductions for products with manufacturability to significantly reduce the level of fire-fighting activities in the wafer fab. As a result, this applications of manufacturability guidelines will initially weaken the capability of wafer manufacturing engineering in supporting production. Since SHB is currently under corporate pressure to increase throughput, any measure that could adversely affect production activity is not welcomed from a management point of view. As a consequence, to transform the current product deployment process from a fire-fighting mode to a proactive design-with- -122- manufacturability mode, extra manufacturing engineering resources are needed in the transition period (Figure 8-1). Without additional engineering resources, a vicious cycle of trying to cover both areas-the design process and production--with the same amount transition Amount of manuf. .... *" desired status -- • -• current status 4-. engineering resources spent 4- Concept generation Product design Process design Pilot runs Production Figure 8-1: Shifting engineering resources to design activity of resources will occur (Figure 8-2). If the management increases the level of involvement of manufacturing engineers in design activities, fewer efforts will be made in process problem solving. As a result, process upsets would last longer or there would simply be more process problems. Either way, the revenue will decrease as the wafer yield deteriorates. Lower revenue will induce more corporate pressure for improvement, and the management will have to shift manufacturing engineers back to production support. These cause-and-effect relationships are contained in the upper loop of the model. Being a balanced loop, the system has a strong tendency to stay at current status. Changes or disturbances will be counteracted until the original status is restored. -123- Lower wafer outputs // / More process problems Lower revenues lanced loop ba T d'i Aorporate pressure týivn oorp ucw s ,rt o suppo Shifting engineering resources to design activity + Delays Less need for engineering support in production reinforced lo + Better designs reinforced + SHigher wafer yields Figure 8-2: A system dynamic model (The organization has to ride through the delays to bear the fruit of designs with manufacturability) The lower loop is the mechanism that can transform SHB to a manufacturability-focused organization. However, one key element in this reinforced loop is the delays. Though the design engineer admitted no difficulty of adjustment for individuals in my survey, the process engineering manager believes they will have to learn new skills and adjust their mentalities for working in an environment in which the design information is shared. Both -124- of them take time. There is also a delay before new designs take over the existing products, so less engineering resource is tied up in the production support. As a consequence, the organization has to ride through the delays before the lower loop takes over and gains the benefits of design with manufacturability. All three engineering managers-managers of the product and process groups and their boss, the engineering manager-share the concern over the resource allocation issue discussed above. Options such as adding new engineers and increasing the work-loads of every engineer have been seriously considered. However, new engineers generally need extensive training before they can contribute, which would effectively lengthen the delays mentioned above. Loading the engineers with extra work does not work well either, especially when they know nothing about the reason behind this measure and see no end to the extra demands. Steering the whole organization head-on with problems might have some risks involved, staying at current status is not an option for SHB either. With market rapidly changing and competitors improving their products, SHB would not be able to compete with their current practices. Re-engineering of product deployment process is the only solution for SHB to get out of the downward spiral of fire-fighting activities, and design with manufacturability is the key. There is an alternative for the full scale change, however. A pilot team model will be proposed in the next chapter. By highly leveraging the influence -125- of star performers, this model facilitates the changes with little disruption in the current organization. -126- CHAPTER 9. PRODUCT TEAM APPROACH 9.1 PRODUCT DEPLOYMENT PROCESS INTEGRATION WITH CONCURRENT ENGINEERING To further accelerate the product deployment process, SHB engineering groups have to go beyond the concurrence of design and manufacturing. The goal is real time coordination between upstream and downstream groups so that costly mistakes can be avoided and time-to-market reduced. The integrated problem-solving model discussed in section 6.2 can be extended to incorporate the whole product deployment process. The work of application, marketing, magnetic modeling, product, process, and production groups can start with certain degree of parallelism (Figure 9-1). Downstream engineers not only participate in a preliminary and ongoing dialogue with their upstream counterparts, but they use that information and insight to get a flying start on their own [Wheelwright 1992]. This changes the content of the downstream work inthe early phases of upstream design and is also likely to change fundamentally the content of communication between the two groups as suggested by Clausing [Clausing 1994]. Communication that is rich, bilateral, and intense is essential. This does not mean the absence of conflict but rather the honest, open consideration of alternatives, and resolutions based on data, analyses, and a joint creative product deployment process. For early and frequent exchange of constraints, ideas, and objectives, the integration of product deployment process relies on a style of problem solving that is broader and more -127- rI, rE 0)e E0 0y I Od) ~ a A0 ~I- · Ld0 0l gJ2 .- ." r. 0r j "o o 0i E o "0. -o C 0C O o 13 50 as E c* .- , -o C I 0t 1 1 -H I-e- 0 -U 0. r t~ I-- L.m. I-"-- u %: E bl)' -H C U ie ! U =:t II ~ 4ý ~ II ~ i ~F aN comprehensive than one experiences in a traditional functional organization. To capture the detail important for the interconnection between the upstream and downstream groups, face-to-face discussion, direct observation, and interaction with physical representations (physical or computer-based) are needed. The manufacturability guidelines can be very helpful in this high band-width communication. Because of the complex nature of the interactions among results from different deployment steps, it is difficult for individual engineers to remember all the cause-and-effect relationships which his part of the work affects. The guidelines can serve as a knowledge database to provide a framework of the interactions between the results from different activities. In this function, the manufacturability guidelines are similar to the DAISlE (Designers Aid for Simultaneous Engineering) system developed by Liou and Miller [Liou 1991] and the Real-Time Constraint Checking System proposed by Kameyama [Kameyama 1993]. -129- 9.2 PRODUCT DEVELOPMENT TEAM APPROACH The concurrent engineering model mentioned above in its best form can be carried out by a multifunctional product development team, PDT [Clausing 19941. In a situation where the real-time combination of multiple skills, experiences, and judgments is required, a team approach inevitably gets better results than a collection of individuals operating within confined job roles and responsibilities. This is because traditional hierarchical and functional mechanisms are inadequate to address the coordination needs of highly complex organizations in a timely and cost-effective manner. Some of the most dramatic stories in the popular press related to fast-cycle turnaround and time-based competitive advantage have attributed success to effective team organizations and project leadership [Clark 1991]. Regarded as the best organizational format for a small group of people undertaking a specific task, the team (or work team) organization has been studied intensively. However, the names of work team, high power work team, or autonomous team have become such buzz words that the names are often misused to represent groups of people who are loosely organized. To suggest a work-team approach in the new product deployment process, it is necessary to clarify the meaning of "team" used in this thesis. 9.2.1 Team Definition According to the definition given by Katzenbach & Smith [Katzenbach 1993], the team is "a small number of people with complementary skills who are committed to a common -130- purpose, performance goals, and approach for which they hold themselves mutually accountable." From this definition, clearly there are five characteristics of a real workteam organization. * Small Number The team has to keep the number of its members small to facilitate constructive interaction. As the number of members increases, the logistical issues, such as finding a large meeting room and time for everybody to meet, become difficult to resolve. Large groups tend to settle on less clear statements of purpose that get set by the hierarchical leaders. Larger numbers of people usually cannot develop the common purpose, goals, approach, and mutual accountability of a real team Katzerbach & Smith suggested that teams of less than ten members constituted the majority of the successful stories they had studied. * Complementary Skills Katzerbach & Smith claimed there are three types of skills the teams must develop-functional expertise, problem-solving and decision-making skills, and interpersonal skills. A team cannot be started without some minimum complement of skills, and no team can achieve its goal without developing all the skill levels required. * Committed to a Common Purpose and Performance Goals -131- A common and meaningful purpose sets the tone and aspiration of the team The best teams invest a tremendous amount of time and effort exploring, shaping, and agreeing on a common purpose. Specific goals provide clear and tangible footholds for teams. They facilitate clear communication and constructive conflict within the team, and their attainability helps teams maintain their focus on getting results. The purpose and goals depend upon each other to stay relevant and vital. The specific performance goals help a team track progress and hold itself accountable; the broader aspirations in a team's purpose supply both meaning and emotional energy. * Committed to a Common Approach Teams also need to develop a common approach that defines how they will work together to accomplish their purpose. When individuals approach a team situation in a business setting, each has pre-existing job assignments as well as strengths and weaknesses reflecting a variety of backgrounds, talents, personalities, and prejudices. Only through mutual discovery and understanding of how to apply all its human resources to a common purpose can a group really develop and agree on the best team approach to achieve its goal. -132- * Mutual Accountability No group ever becomes a team until it can hold itself accountable as a team. Team accountability is the sincere promises the team members make to each other, promises that underpin two critical aspects of teams: commitment and trust. Mutual promises and accountability cannot be coerced any more than people can be made to trust one another. Nevertheless, mutual accountability does tend to grow as a natural counterpart to the development of team purpose, performance goals, and approach. Work teams can have different organizational structures. Wheelwright and Clark described several common team structures [Wheelwright 1992]. Among them (Figure 92), the heavyweight team and the autonomous team are more in line with the work team discussed here. The four structures provide a full spectrum of work-team setups available. They also reveal an evolution path for transformation from a traditional functional organization to a totally autonomous work team. 9.2.2 Product Development Team in SHB Considering the five characteristics of teams, apparently there are huge differences between the product teams at SHB and the true teams described above. The product teams at SHB generally do not have a clear common purpose or common performance goals. The story of the C product team discussed in section 2.3 exemplifies the problems. -133- E 0. E * 0 00 EJ I-j d RL 04 c!) U ,aI 0 a IC 0I W IN .+) -,, + °' @ iEn 0 E El o I0 0 QE z I. Vm v; El 'I e a.0O r The purpose of the C product team-to develop the C product--was simply given by the management. To all of its members except the team leader, the team work was just one of their many responsibilities. Many of them perceived that their performances in the product team were not the first priority in the mind of their superiors. Under this kind of condition, it takes the initiative of the team leaders to set performance goals to clearly define and monitor the teams' activities. That was the reason why the B product team delivered better results than that of the C team The leadership of the B team leader, through his meticulous record-keeping and incremental goal-setting, held the group together. There is little emphasis on the common approach among the members of the product teams. Since every team member is still attached to a functional organization and is still under his functional supervisor's jurisdiction in terms of performance evaluation, there is little incentive for team members to work out painstakingly the best approach for the team to achieve its goal. As a result, the activities of the product team have never reached a level where a thorough re-examination of the current deployment process takes place. Basically, the team members believed the purpose of the product team approach was to facilitate people "to do a better job," so every team went through meeting after meeting doing the same things they did before, only faster. The accountability of product team members is unclear. Beyond the understanding that team leaders--the design engineer-hold the full responsibility for the design, there is no clear definition of how the rest of the teams will be accountable for the design or to each other. As a matter of fact, certain engineers argued that the broad statement-'"the design is the responsibility of the whole team"--actually diffuses the accountability of the team leader. -135- 9.2.3 The Pilot Team Approach Judging from the current status of SHB engineering, clearly to build a true product team organization to a scale as suggested in Figure 9-2 requires a major undertaking if not an impractical one. However, for SHB to stay competitive in the marketplace and maintain agility against its larger opponents, the work-team approach is necessary. SHB has to have shorter time-to-market and higher wafer yield than those of its competitors to establish a competitive edge. None of them can be achieved through just working harder with current practices as discussed in Chapter 8. A possible alternative to a full-scale product team re-engineering is the pilot-team approach. This strategy leverages the influence of a star PDT in demonstrating the advantage of the team approach while keeping the rest of the organization intact. The star PDT will exchange its members with the rest of the organization to disseminate the knowledge and experience of working in a true team environment. With little disruption of the current organization, the dilemma mentioned in section 8.2 can be relieved. Since there is only one team to nurture, the management can concentrate its resources to ensure the success of the PDT. The most critical factor in the success of the pilot-team approach is that the team has to be a true work team and it has to be successful. Since the pilot team serves as the showcase of the team approach, it has to be set up correctly from the beginning so that people can have a clear idea of what the product team is. To rally future support for the PDT -136- approach, the management needs the success of the pilot team to convince people and top management. Since the PDT is very different from current product team setups, the pilot PDT will need helps from a team-building specialist to guide its members in developing a common purpose, performance goals, a common approach, and establishing mutual accountability. It is important that this team expert understands the organizational dynamics (organizational politics) of current operations and be knowledgeable about the difficulties people will experience in a change process. For this reason, the organizational consulting group of the corporate service should be the best resource for this purpose. The expert has to serve as an organizational consultant for cultural and behavioral changes. With those difficulties in mind, the pilot team should adopt the heavyweight team structure. The autonomous team, though an ultimate goal of the team approach, has the disadvantage of little thing as given. As a result, the team members are likely to lose focus and direction. Without discipline of looking for opportunities to utilize existed designs, they are likely to reinvent the wheel without emphasizing that the project be folded up on time and the manufacturability of product be properly ensured. The project manager (team sponsor) of the heavyweight team is in a key position to ensure the success of the team. They are "heavyweighted" in two respects [Wheelwright 1992]. First, they are senior managers within the organization. Not only do they have expertise and experience, they also wield significant organizational clout. Second, these leaders have primary influence over the people working in the team. This is especially important if the team members have secondary responsibilities in areas outside of the team's activity. In this case, the project manager has to give these team members clear descriptions of his -137- expectation and the priority between different responsibilities to prevent any confusion. With adequate resource allocation, insulation over other organizational demands, and direct supervision, an adequate heavyweight sponsor can be critical to the success of the pilot PDT. Though the pilot team serves as the showcase of product team approach, there is no need to have all star performers in the team. On the contrary, a pilot team with a group of mixed-level performers will make its success more persuasive to the rest of the organization. So long as the skills of the members can complement each other to perform the work, the team dynamics will provide a setting for team and individual learning which is another important aspect of the team dynamics. In the process of installing PDT, the role of manufacturability guidelines can be complementary rather than be just a subset of the PDT approach. The guidelines can provide an initial knowledge framework for the team's common approach. It creates an organizational awareness of the manufacturability issues and leads to a new methodology in product deployment process. In summary, the manufacturability guidelines, concurrent engineering, and the PDT are three tools to improve the product deployment process. Each has its distinctive features in advancing the capability of an organization, and all three reinforce each other. A successful company will need to master all three tools to harness the potential of its people and their intelligence in order to establish a long-term competitive advantage in a fast changing market. -138- CHAPTER 10. SUGGESTIONS FOR FUTURE STUDY 10.1 FURTHER REFINEMENT AND UPDATES OF THE MANUFACTURABILITY GUIDELINES To ensure that the manufacturability guidelines are used to achieve their full potential, there has to be a system established to constantly update and refine the contents of the guidelines. Feedback from design and manufacturing engineers indicated that the guidelines covered most manufacturability issues and related knowledge available within SHB. However, the guidelines are by no means a complete source of information. Individual engineers might possess specific knowledge of a particular product that is not known by others. It will be the whole engineering organization's benefit to have that knowledge studied and incorporated into the guidelines. As new product and process technologies evolve, their impact on manufacturability will have to be studied. With an organization-wide awareness of the guidelines, more engineers will be conscientious about manufacturability issues when they apply new product or process technologies. Knowledge or experience gained through these new developments should be incorporated in the guidelines in a timely manner so the same lesson does not have to be learned again. The most important extension of this research is a systematic study of the mechanisms behind the cause-and-effect relationships in the guidelines. As suggested by many design -139- engineers, the lack of experimental data in supporting the information in the guidelines warrants a serious study. A systematic knowledge of the reasons behind the manufacturability issues can be an effective competitive advantage for SHB. For example, the knowledge of the snow fence effect described in Chapter 6 led to several design changes to reduce the variation of critical dimensions. If proved to be effective, these changes can render SHB the capability to increase the storage density of its TFH devices without additional investment. In a market with many larger competitors, the most effective weapons SHB possesses are its engineers and the knowledge they amass. Using knowledge as leverage, SHB can be flexible and effective-having superior product performance without advanced manufacturing process or maintaining the same performance with higher wafer yield. The key to SHB's competitive strategy is not to do something others cannot, but to do the same thing, only better. -140- 10.2 OTHER GUIDELINE FOR DESIGN PURPOSES Due to the time limit, this research focused only on the manufacturability of the photolithography process. However, wafer design requires information in other areas as well. Concentrating only on the manufacturability issues listed in the guidelines can bias the designer's trade-off decisions. To provide a balanced information structure to the product deployment process, guidelines of other disciplines have to be established. Product performance and magnetic requirements are two key design inputs. The design engineers have to deliver a design that can satisfy both requirements. Over years of experience, most designers have established an adequate understanding of the linkages between design parameters and the two requirements. However, the relationships are so complicated that some trial-and-error is still necessary in the current design process. Guidelines that provide systematic knowledge of the cause-and-effect relationships in these two areas will be very helpful to designers in meeting both performance and magnetic requirements. Manufacturability guidelines of the other parts of wafer manufacturing-plating and vacuum-are of great importance to product design as well. Since the wafer manufacturing process is a combination of all three operations (photo, plating, and vacuum), a discussion of process manufacturability would not be complete without all three operations included. It is also important to integrate all three guidelines in a single set of manufacturability guidelines. For years, the manufacturing engineering group has -141- been divided into the three disciplines. However, there is no difference between an issue of photo operation and an issue of plating operation from a process manufacturability point of view. The design trade-off decision should be made according to the impact on process manufacturability, regardless of the operation involved. In other words, the process group has to establish cross-discipline knowledge to accurately assess the manufacturability of the whole fabrication process. Only when such an integration occurs can a complete list of process manufacturability guidelines be constructed. -142- 10.3 ORGANIZATIONAL STUDY The implementation phase of the manufacturability guidelines warrants additional studies. Discussions in Chapter 7 revealed the structural resistance and difficulties involved in organizational changes. An action plan and execution strategies for transforming the engineering groups to a true product-team type of organization are still not available, despite the model proposed in Chapter 8. This opportunity provides a challenging topic for LFM research. An internship project can be set up to study the SHB engineering organization and devise a plan for organizational re-engineering. Depending on the amount of time and resources involved, the student can participate in the initial phase of the changes while monitoring the dynamics of the organization. Though the main focus of this research will be on organizational issues, the student will still have to establish a good understanding of the technical issues in TFH design and manufacturing. I believe this project will provide the student with good experience in planning and implementing changes that are not adequately addressed in the current LFM curriculum. After all, no change will ever succeed unless we know how to implement it correctly. -143- -144- APPENDIX A -145- INPUT & OUTPUT ATTRIBUTES OF POLE 1 PHOTO PROCESS Coater Spread IV: mne d2 Coater Spin Spee Photo-Speed, Photoresist % solid, and mole. weight IOir- set Foca Exposure Energy (pellicle transm.) Mask Bias Developer Wash Tim ýI F L F F K L o Side Wall Angle ( ~~- P1 PHOTO PROCESS -~ _1 CD *- CD Ranee Photoresist Thickness * Photoresist Uniformity -- o Photoresist Residue P1 to 0 Layer Registration MONITORINGL 1 1 -- A l "I• NII] &I` ATb 1ITnT]Xfi'NT T 11~1~1~1 ~YC·VU -146- INPUT & OUTPUT ATTRIBUTES OF COIL PHOTO PROCESS Coater Spread Time Coater Spin Speed Photoresist Photo-Speed, % solid, and mole. weight Focal Offset Exposure Energy Mask Bias Developer Wash Time Coil Shape Overlay Tolerance Coil Setback (front) Water Contact- ý Side Wall Angle • Stack Height ---Shape of Stack --P1 to 0 Layer Registration COIL PHOTO PROCESS Coil to P1 Placement--* MONITORING ADJUSTMENT -147- Photoresist Thickness " Photoresist Uniformity -Photoresist Residue -j Edge Bead -.Ream PR Residue - *Dummy Coil --Coil Displacement ------ Seed Oxidation ------ PR Adhesion INPUT & OUTPUT ATTRIBUTES OF INSULATION PHOTO PROCESS r4c, C uaterI •ple•i Ar~r rprm__ Coater Spin Photoresist Phc % solid, and m Focal Offs Exposure Ei Mask Bia Developer Wa Ramp Angle Bake Temp. (; Bake Tin Bake Atmos Magnetism of ;tack Height Coil Shape (through PR th hape of Stack Ramp Angle Stack Heig a Ramp Angle Shape of St; resist Residue -oat) P1 to 0 Lay Registratiol Throat Def. ELG Def. Coil Registra (Placement) R Curement MONITORING & I ADJUSTMEN T -148- INPUT & OUTPUT ATTRIBUTES OF POLE 2 PHOTO PROCESS Coater Spread Time Coater Spin Speed Photoresist Photo-Speed, % solid, and mole. weight Focal Offset Exposure Energy (pellicle transm.) Mask Bias Developer Wash Time + |I r rl r. - k.. - Stack Height Side Wall Angle ) Shape of Stack I () Via Ramp Angle Ramp Angle (through PR thickness) Coil Shape P2 PHOTO PROCESS I CD CD Range - iVia Notching Zero-Throat Notching , Photoresist Thickness O Photoresist Uniformity - Photoresist Residue P2 to P1 Registration (through PR thickness) P1 to 0 Layer Registration MONITORING L E ADJUSTMENT -149- -150- APPENDIX B -151- SECTION 1. FAULT TREE ANALYSIS (The analysis is presented in term of relieving the cause that related to particular photo issue. For example, less ramp angle reduces the Snow Fence Effect and relieves the problem of excess PR in front of ramp) COATING (C) =5 COATING WITH TOPOLOGY Issues: PR Lumping in front ofRamp Stack Shield (Snow Fence Effect) ramp angle LESS distance between pole & ramp (throat height) MORE stack shape ROUND no. of layer (thinner insulation layer) LESS variation of device orientation (relative to PR flow) LESS Stack Shoulder in PR Thinning PR flow characteristic & surface tension MORE shoulder curvature (reflow) feathering scheme (terracing) MORE ramp angle (for 4th layer definition only) LESS no. of layer (thinner insulation layers) LESS Non-uniform coating of PR on top of Stack Small stack area rail size MORE Non-flat stack surface reflow (original PR shape) LESS no. of layer (thinner insulation layer) LESS registration budget LESS detectable alignment target (easily detected sites) BETTER -= EDGE BEAD Heavy coating near the edge of wafer SMALLER active array size (keep slider away from edge) slider bar arrangement on wafer (increase yield BETTER too!) -= COIL COVERAGE Robustness of insulation coverage overexposure budget for via blasting LARGE Robustness of coatingcoveragefor coilplating coil height SMALL -152- = COATING FOR POLE 2 PLATING Robustness of coating coveragefor pole 2 plating SMALL P2 pole height PATTERNING (P) =- PATTERNING WITH TOPOLOGY Issues: Focus on non-flat stack top MORE rail size LESS reflow (original PR shape) registration budget LESS BETTER sensible alignment target (easily sensed sites) LESS no. of layer (thinner insulation layer) Focal offset for topology LESS no. of layer (thinner insulation layer) PR HARD BAKE (PR) =· VARIATION OF STACK HEIGHT AND STACK FLATNESS Issues: Reflow process control LESS reflow - RESIDUAL P2 SEED IN VIA OF B PRODUCT (AFTER SEED ETCH) Issues: Steep ramp angle MORE reflow Lack offeathering MORE feathering -= RAMP Aý IGLE CONTROL Issues: Ramp angle definition layer 1st layer definition MORE Reflow process control LESS reflow REGISTRATION (R) -= LAYER TO LAYER REGISTRATION Issues: Ease of manufacturing -153- detectable alignment target BETTER Robustness of alignment design LARGE registration budget - RAMP ANGLE CONTROL (4TH LAYER DEFINITION ONLY) Issues: Ramp angle variation MORE 1st layer definition NOTCHING (N) =: P2 PR NOTCHING Issues: PR notching on ramp (affecting P2 CD) LARGE P2 yoke neck height SMALL P2 yoke widening angle PR notching on top of via MORE Pseudo-RPM or RPM design LARGE P2 coverage on via (covering whole via) CD CONTROL (CD) := P1 & P2 WIDTH CONTROL Issues: PR sidewall angle control SMALL no. of layer IVS measurement accuracy LARGE P2 width (track width defined by pole 2) CD variation control LARGE P2 width variation tolerance =: P2 THICKNESS CONTROL Issues: Pole 2 thickness variation control ramp angle SMALL throat height LARGE -154- APPENDIX C -155- SECTION 2. TFII CRITICAL DESIGN PARAMETERS 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. ramp angle (reflow scheme, temp. & time) throat height stack shape reflow scheme (reflow temp. & time) feathering scheme (layer to layer recess) no. of layer layer thickness transducer size (rail size) registration budget ramp angle definition layer device orientation (standard) detectable alignment target (standard) active array size (standard) slider bar arrangement on wafer (standard) B product via feathering P2 yoke neck height P2 yoke widening angle P2 coverage on via overexposure budget for via blasting (or blast mask bias) 20. P1 width - P2 width 21. 22. 23. 24. P1 & P2 width P1 & P2 width variation tolerance (standard) coil height P2 pole height -156- APPENDIX D -157- C am ) a) E b- e h. a ',,, a) CL a) 0 0 a) I. 0 . 0 _ 0 0 0 _ •0 6 APPENDIX E -159- SECTION 3. MANUFACTURABILITY GUIDELINE 1. RAMP ANGLE LARGER 2. SMALLER less PR lumping in front of ramp (C) less PR thinning in ramp shoulder (C) ** 4th layer definition especially less pole 2 height variation (CD) ** with same lapping tolerance THROAT HEIGHT LARGER better coating uniformity in pole (C) ** caused by flow of PR less pole 2 variation (CD) ** better PR coating uniformity 3. STACK SHAPE ROUND less PR lumping in front of ramp (C) 4. SMALLER OTHER SHAPE REFLOW SCHEME (reflow temp. & time) MORE REFLOW less PR thinning in ramp shoulder (C) LESS REFLOW flatter stack surface (C) flatter stack surface (P) better reflow control (PR) less residual P2 seed on B product (PR) better ramp angle control (PR) ** better reflow control -160- 5. FEATHERING SCHEME (TERRACING) MORE less PR thinning in stack shoulder (C) ** terrace hold more PR LESS NO. OF LAYER (or stack height) LAYER THICKNESS MORE 8. LESS more conformal coating on pole (C) more conformal coating on shoulder (C) more uniform coating on stack (C) ** flatter stack easier focus on stack (P) **flatter stack easier focus for topology (P) **smaller focal offset difference for features on top and below the stack easier pole width control (CD) ** steeper side wall TRANSDUCER SIZE LARGER uniform coating on stack (C) easier coil patterning on stack (C), ** flatter 9. SMALLER REGISTRATION BUDGET LARGER SMALLER uniform stack coating (C), ** flatter easier coil patterning (P), ** flatter easier overlay pattering (R) -161- 10. RAMP ANGLE DEFINITION LAYER 1ST LAYER OTHER LAYER less PR thinning in stack shoulder (C) ** shallower angle around shoulder better ramp angle control (PR) ** only involve Ist layer insulation difficult ramp angle control ** good overlay among layers (R) 11. DEVICE ORIENTATION (standard) NEW NORMAL uniform coating (C) ** PR under same flow path for every transducer 12. DETECTABLE ALIGNMENT TARGET (standard) LARGER uniform stack coating (C), ** flatter easier coil patterning (P), ** flatter easier overlay patterning (PR) 13. SMALLER ACTIVE ARRAY SIZE (relative to size of wafer) (standard) LARGER SMALLER less edge bead effect (C) 14. SLIDER BAR ARRANGEMENT ON WAFER (standard) NEW NORMAL less edge bead effect (C) ** higher yield 15. B PRODUCT VIA FEATHERING MORE LESS less residual P2 seed (PR) ** easier for seed etch -162- 16. P2 YOKE PULL-BACK OR NECK HEIGHT (B product only) LARGER SMALLER less P2 width problem (N), notch away from tip 17. P2 YOKE WIDENING ANGLE SMALLER LARGER less reflective notching on P2 ramp 18. P2 COVERAGE ON VIA SMALLER LARGER less P2 reflective notching on via 19. OVEREXPOSURE BUDGET FOR VIA BLASTING (OR BLAST MASK BIAS) SMALLER LARGER exposed coil problem less likely (C) 21. P1 & P2 WIDTH LARGER SMALLER easier IVS measurement (CD) 22. P1 & P2 WIDTH VARIATION TOLERANCE (standard) LARGER easier CD control (CD), ** higher yield 23. SMALLER COIL HEIGHT LARGE SMALL robust PR coating for coil plating (C) 24. P2 POLE HEIGHT LARGE SMALL robust PR coating for P2 plating (C) -163- -164- REFERENCE -165- Belden, S.,"Market Trend", SHB Internal Presentation, December (1993) Bertram, H. N., "Fundamentals of the Magnetic Recording Process", Proceedings of the IEEE, Vol. 74, No. 11, November (1986) Bond, J., "The Incredible Shrinking Disk Drive", Solid State Technology, September, p.39, (1993) Casey, M., "Disk Drives Keep on Spinning in Place", Electronic Engineering Times, May 31(1993) Citta, S., and Ramaswamy, S., "Summary of 1993 Head/Media Technology Review", SHB Internal Report, November (1993) Ciureanu, P., and Gavrila, H., "Magnetic Heads for Digital Recording", Elsevier Sci. Publishers, p. 455 (1990) Clark, K B., and Fujimoto, T., "Product Development Performance", HBS Press, (1991) Clausing, D., '"Total Quality Development, a Step-by-Step Guide to World-Class Concurrent Engineering", ASME Press, p. 181, 1994 Clausing, D., "Total Quality Development", Mechanical Engineering, p. 95, March, (1994) Costlow, T., "PRML Challenges Disk-Drive Designers", Electronic Engineering Times, March 7, p. 44 (1994) The Economist, "Manufacturing Technology", p.8, March 5 (1994) Hines, J., Lecture notes from "System Dynamics for Business Policy", MIT Slocan School of Managemnt, (1994) Hosking, D., and Morley, I. E., "A Social Psychology of Organizing", London:Harvester Wheatsheaf (1991) Ishii, K, Adler, R., and Barkan, P., "Application of Design Compatibility Analysis to Simultaneous Engineering", Artificial Intelligence for Engineering Design, Analysis and Manufacturing (Al EDAM), Vol. 2, No. 1, p.53, (1988) Kameyama, K I., "Real-Time Constraint Checking in the Design Process", Concurrent Engineering, edited byAndrew Kusiak, Wiley Interscience, (1993) Katzenbach, J. R., and Smith, D. K, "The Wisdom of Teams, Creating the HighPerformance Organization", HBS Press, (1993) -166- Keigler, A., and Clausing, D., "Improving Product Development by Improving Coordination", (1994) Laetz, J., "The Use of T.Q.M. Principles", SHB Internal Report, November (1992) Liou, S. Y., and Miller, R. A., "Design for Die Casting", International Journal of Computer Integrated Manufacturing, Vol. 4, No. 2, p.83, (1991) Meyerhofer, D., "Characteristics of Resist Films Produced by Spinning", J. Appl. Phys. 49(7), July (1978) Monson, J. E., Ash, K. P., and Jones, R. E. Jr., "Self-Heating Effects in Thin-Film Heads", IEEE Trans. on Magnetics, Vol. Mag-20, No. 5, September (1984) Peurrung, L. M., and Graves, D. B., "Spin Coating Over Topography", IEEE Trans. on Semiconductor Manufacturing, Vol. 6 February p.72, (1993) Schroeder, E., "Losses Rack Drive Market", PC Week, p. 159, November (1993) Senge, P. M., "The Fifth Discipline, the Art & Practive of the Learning Organization", Doubleday Currency, p. 238 (1990) Ulrich, K,et al., "A Framework for Including the Value of Time in Design-forManufacturing Decision Making", M.I.T. Working Paper #3243-9-MSA, February, (1991) Wheelwright, S. C., and Clark, K B., "Revolutionizing Product Development, Quantum Leaps in Speed, Efficiency, and Quality" The Free Press (1992) Whitney, D. E., "Manufacturing by Design" Harvard Business Review, July-August, p. 83 (1988) -167- -168-
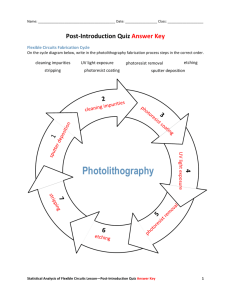



![Question 1 [ ] 1- What is the main goal for software engineering](http://s2.studylib.net/store/data/010210498_1-4a6ecbb9be365dadeadd769b25d4af75-300x300.png)
