STATISTICAL VARIATIONS IN THE LAP-JOINT STRENGTH CIF METAL-I3CNIDING ADHESIVES AT ELEVATED TEMPERATURES
advertisement

AGRICULTURE ROOM
STATISTICAL VARIATIONS IN THE
•
LAP-JOINT STRENGTH CIF
METAL-I3CNIDING ADHESIVES AT
ELEVATED TEMPERATURES
February 1961
No. 1880
1
ibis Report Is One of a Series
'sued In Cooperation with the
ANC- 23 PANEL ON COMPOSITE CONSTRUCTION
i-OR FLIGHT VEHICLES
rf the Departments of the
#112 FORCE, NAVY, AND COMMERCE
FOREST PRODUCTS LABORATORY
MADISON 5. WISCONSIN UNITED STATES DEPARTMENT OF AGRICULTURE
FOREST SERVICE
n *operation with the University of Wisconsin
STATISTICAL VARIATIONS IN THE LAP-JOINT STRENGTH
,2
OF METAL-BONDING ADHESIVES AT ELEVATED TEMPERATURES-' —
By
EICKNER, Engineer
and
W. Z. OLSON, Chemist
H. W.
Forest Products Laboratory, Forest Service
U. S. Department of Agriculture
3
Summary
A statistical study was made to determine the sources and degree of variability in strength
obtained in elevated temperature tests of adhesive-bonded, lap-joint specimens of
corrosion-resisting steel. Four representative adhesives were included. Fixed effects
that were evaluated included operators, presses, and press-by-operator interaction;
random effects evaluated included days, bonding runs, and cleaning runs.
The coefficient of variation for the different adhesives, including variability introduced
by the fixed and random effects, ranged from 4.7 to 19.7 percent. There was some
indication in the bonds made with the adhesive showing the greatest degree of variability
that the fluid used in lubricating the specimen slitting saw may have penetrated the bond
line.
The significance of the fixed and random effects in contributing to joint strength variations was obtained by computing analysis of variance and components of variance from
the individual joint strength data. The press variable had a significant effect with all,
four adhesives studied, but the operator and the effect of different days on the work of
an operator was significant with only one adhesive.
The press-by-operator interaction had a highly significant effect with three of the four
adhesives as did cleaning rims and bonding runs. However in each case, different combinations of adhesives were involved.
-This
—This report is one of a series (ANC-23, Item 57-6) prepared and distributed by the
Forest Products Laboratory under U. S. Navy, Bureau of Aeronautics Order Nos.
NAer 01898 and 01974 and U.S. Air Force Contract No. DO 33(616)58-1. Results
here reported are preliminary and may be revised as additional data become available.
0. Yandle, Statistician, Forest Products Laboratory, aided in establishing the experimental design and made the statistical analysis of results of this investigation.
aintained at Madison, Wis. , in cooperation with the University of Wisconsin.
LD.
•
__/v1
3
Report No. 1880
Introduction
•
Adhesive bonding is finding wider application in the fabrication of flight vehicles in
which a large part of this bonding is done to corrosion-resisting steel alloys. These
bonds may be subjected in use to a wide range of temperature conditions, but the
strength properties are usually lowest at elevated temperatures. As much of the critical stressing of the bonds may occur when exposed to the elevated temperatures, it
is necessary that the bond strength at these temperatures be reliably maintained above
a minimum level. Completely satisfactory nondestructive test methods have not been
developed for the inspection of bonded joints, and therefore it is necessary to maintain
quality by rigid control of the bonding variables. Even with good control of the bonding
conditions, the coefficient of variation for the lap joint strength of bonded metal joints
may range normally from 6.4 to 16.2 percent.
It is virtually impossible to devise a single study that is practical, economical, and can
statistically investigate all the bonding variables which may influence the level of joint
strength. For this reason it was planned that this present study would be limited to a
determination of the strength variability obtained for bonded lap joints within test panels,
between test panels, between bonding runs, between surface treatment runs, and between
different operators and pressing equipment. Statistical design of the study was planned
so that the results can be analyzed and the degree of variability assigned to the various
influencing factors.
To limit the number of specimens, tests were made on only four adhesives using one
type of specimen, a standard overlap specimen of Type 301 corrosion-resisting steel.
This type of steel is frequently used in the fabrication of flight vehicle parts where
good: strength characteristics are required at elevated temperatures. The adhesives selected were also representative of types which might be used for bonding corrosion-resisting steel subjected in use to elevated temperature conditions of
300° F. and higher.
Procedure
Experimental Design
This study was so designed that the significance of the strength variability contributed
by the use of different operators, pressing equipment, cleaning runs, and bonding runs
on each of several days could be determined.
Three operators, each experienced in the use of metal-bonding adhesives, bonded
panels with each of the adhesive systems. Three presses--(1) an electrically heated
press with 9- by 9-inch platens, (2) a steam-heated press with 14- by 14-inch platens,
and (3) the same press with an oil-filled steel bladder laid over the panel to obtain
fluid pressure--were used by each operator in applying heat and curing pressure to
panels.
To also determine what effect might be obtained from different cleaning and bonding
runs by each of the operators on different days, three bonding runs were made by each
_Eickner,
Bickn er, H.W. General Survey of Data on the Reliability of Metal-Bonding Processes.
Forest Products Laboratory Report No. 1862. 1957.
Report No. 1880
-2-
•
•
of three operators on each of 3 days. Three separate cleaning runs with separate
fresh patches of solution prepared for each cleaning run were also represented by each
of the bonding runs. However, to limit the number of test panels required, there was
not a complete replication of panels by operators, by presses, by days, by bonding runs,
and by cleaning runs; instead, with each adhesive 27 test panels, 9 on each of 3 days,
were prepared by each operator, using the 3- by 3-repeating Latin Square arrangement
shown in table 1.
The nine panels prepared each day thus represented the results for three presses,
three bonding runs, and three cleaning runs. The different operators, however, were
not able, because of equipment and time limitations, to prepare the panels on the three
same days. Therefore the days-within-operator effect is statistically confounded.
Adhesives
The adhesives used in this study were:
(1)
(2)
(3)
(4)
Adhesive 59 (acrylonitrile-phenolic primer and film).
Adhesive 61 (epoxy-phenolic film).
Adhesive 63 (epoxy-phenolic film used with liquid primer).
Adhesive 64 (epoxy-phenolic film).
Fresh adhesive samples were obtained from the manufacturers for use in these tests.
The liquid adhesive components and Adhesive 59 film were stored at 40 °F. The other
films were stored at 0° F. as recommended by their manufacturers. The study with
each adhesive was usually completed within a storage period of 1 month.
Before opening of the cans of liquid adhesive components for use, the samples were allowed to come to room temperature. This was done to prevent condensation of moisture
within the cold samples. Samples of the film adhesives were partially warmed by placing them in the 40° F. condition prior to stripping off the protective parting film at
room conditions.
Type and Number of Panels
Lap-joint test panels (fig. 1) were prepared with each of the four adhesives by bonding
together two 4- by 9-inch pieces of 0.063-inch Type 301, 1/2 hard, 2D finish, corrosion-resisting steel (Specification MIL-S-5059 (ASG)), with a 1/2-inch overlap. A
total of 81 panels, 27 by each of 3 operators, were prepared with each adhesive.
Preparation of Panels
Corrosion-resisting Type 301 steel sheets (0. 063-inch) were cut to the size (4 by 9 inch)
required for the test panels by using a sheetmetal power clipper. The bonding edge of
each clipped piece was milled smooth to remove the burr that resulted from the clipping
operation. These milled 4- by 9-inch pieces were used in preparing the lap-joint panels
with Adhesives 63 and 64.
•
It was found desirable, however, as described under "Cutting and Testing of Specimens,"
to use preslotted 4- by 9-inch pieces in preparing panels with Adhesives 59 and 61.
Report No. 1880
-3-
Seven 3/32-inch-wide kerfs (fig. 1) were made in each milled piece so that it would not
be necessary, after bonding the overlapped pieces, to saw through the bonded area.
This made it possible to cut the specimens without the use of a coolant which might possibly affect the bond. The burrs at the edges of the kerfs were removed with a small
portable grinding wheel.
Cleaning of the Metal. --Letter markings and excessive oil were removed from the
steel pieces by wiping with a cloth saturated with acetone. Each piece was subjected
to additional cleaning by vapor degreasing in stabilized trichloroethylene using a small
commercial vapor degreaser. The steel pieces then were degreased for 5 minutes at
180° F. in a 6-ounce-per-gallon solution of a commercial alkaline cleaner. After degreasing the pieces were etched for 10 minutes at 150° F. in a solution consisting of:
10 parts by volume of concentrated sulfuric acid
(specific gravity, 1.85)
0.5 parts of a wetting and detergent agent for use with acid solutions
89.5 parts distilled water
The pieces were rinsed with distilled water, then immersed for 10 minutes at room
temperature in a solution consisting of:
10 parts by volume of concentrated nitric acid
(specific gravity, 1.42)
2 parts concentrated (60 percent) hydrofluoric acid
88 parts distilled water
After a final rinse with distilled water, the metal pieces were force-dried by air for
30 minutes at 110° F. The metal pieces were either bonded or prime-coated within 3
hours after cleaning. Fresh batches of chemical solutions were prepared for each of the
cleaning runs for groups of nine test panels as described under "Experimental Design."
Bonding Conditions. --The 81 panels prepared with each of the adhesives were bonded,
as precisely as possible, under the conditions listed in table 2. Each of the 81 panels,
however, represented bonding obtained by different operators, presses, cleaning, and
bonding runs on each of several days as outlined under "Experimental Design."
There was no temperature or humidity control of the rooms within which the bonding
was done. The bonding with a particular adhesive was done within a 3-week period and
therefore conditions during this period should be fairly constant. This lack of control
of room conditions, however, may be a factor contributing to variability in day-to-day
bonding. The bonding was also done by each operator in sequence. Each operator completed his bonding with a particular adhesive before the next operator started. This lack
of randomization may have an influence on the variability associated with operators.
Cutting and Testing of Specimens
Each bonded panel was cut into six 1-inch-wide test specimens (fig. 1). The panels prepared with Adhesives 63 and 64 were not preslotted before bonding, and these panels
were cut into individual specimens with the multiple metal slitting saws shown in figure
2. The saws were each 4 inches in diameter and cut a kerf 3/32 inch wide. A wateremulsion oil cutting fluid was used in cutting the panels prepared withAdhesive 63.
Fluid was wiped from the specimens immediately after they were sawn. This method
of cutting produced smooth cuts with practically no vibration or heating.
Report No. 1880
-4-
•
•
Meanwhile work in another experiment indicated that, for some adhesives, the wateremulsion oil might penetrate and deteriorate adhesive bonds. Therefore panels bonded
with Adhesive 63 were mill cut using only water as a lubricant. Panels bonded with
Adhesives 59 and 61 were prepared with preslotted panels (fig. 1) so that the only cutting necessary after bonding was done on the outer ends with a metal-cutting band saw,
used without lubricant. A jig was used to hold the panel during this cutting operation
to reduce vibration.
Only alternate specimens were selected from each panel for test. Specimens bonded
with Adhesives 61, 63, and 64 were tested at 500° F. , and specimens bonded with
Adhesive 59 were tested at 300° F. These tensile shear tests were made in accordance
with the general provisions of Military Specification MIL-A-5090B.
Templin-type wedge grips were enclosed in a large Hevi-Duty oven heated by electrical
resistance heaters. Air was circulated by fans within the oven, and temperature was
controlled bya Brown Electronikcontroller for rapid heating and close control (±2° F.)
of the test temperature. The specimen was placed in the grips so that the jaw ends of
the grips were 2 inches from the edge of the overlap. Thermocouples were placed on
the faces of the lap area of the specimen to indicate the specimen temperature, and a
load was applied in tension to the ends of the specimen with a universal-type hydraulic
testing machine. A loading rate of 1,400 pounds per square inch per minute was applied
10 minutes after the specimen reached the testing temperature. Failing loads were read
to the nearest 5 pounds. Figure 3 shows the test machine, oven, controller, and potentiometer used. The same equipment was used by the same operator in making all of the
tests.
The width and length of the test areas of all specimens were measured to the nearest
0.01 inch prior to test, and the failing strength values in pounds per square inch were
computed on the basis of these measured areas. The type and magnitudes of bond line
failures were also noted.
Results
The individual strength test results obtained at 300° or' 500° F. on the corrosionresistant steel lap joint bonds prepared with four adhesive systems are given in tables
3, 4, 5, and 6. Results are grouped together for the three tests made from each panel
prepared by a particular operator, in a given press, day, bonding run, or cleaning run.
The statistical analysis of variance for these data, and the grand average, standard
deviation, and coefficient of variation for the data obtained with each adhesive are given
in tables 7, 8, 9, and 10. The analysis of variance for these data follows standard
statistical practice except for checking the significance of the day-within-operator effect, which was statistically confounded. Here an approximate method of fitting a chi
square distribution to the distribution of the mean square was used. 5
The components of variance for the four random variables--days within operators,
bonding runs within days within operators, cleaning runs within days within operators,
..53. L. Crump. The Present Status of Variance Component Analysis. Biometrics,
1(7):1-16. March 1951.
Report No. 1880
-5-
and residual random error obtained from the studies with the four adhesives --are computed and summarized in the Appendix.
•
Adhesive 59
The average lap joint strength for the Adhesive 59 bonds (table 7) tested at 300° F. was
918 pounds per square inch with a coefficient of variation of 12 percent. The betweenpanel variance was significant at the 1 percent level, indicating that much of the variability was caused by the random and fixed effects under study. Effects of presses,
bonding runs within days within operators, and cleaning runs within days within operators
were significant at the 1 percent level.
The analysis of the components of variance for the random effects indicated that the
effects of bonded runs within days within operators and cleaning runs within days within
operators each contributed about 40 percent of the total random variation (Appendix).
Adhesive 61
For the Adhesive 61 bonds (table 8), the average lap joint strength at 500° F. was 1,962
pounds per square inch with a coefficient of variation of 5.9 percent. The betweenpanel variation was significant at the 1 percent level. The random effect, cleaning
runs within days within operators, and the fixed effects, presses and presses by operators, were significant at the 1 percent level. The cleaning runs -within-days-withinoperators effect contributed 57 percent of the random variability (Appendix).
Adhesive 63
For the Adhesive 63 bonds (table 9) the average lap joint strength at 500° F. was 931
pounds per square inch, with an average coefficient of variation of 19.7 percent. This
strength is considerably lower than stated for this condition by the manufacturer, and
this coefficient of variation is large.
It is believed that some of this lower strength and variability may have resulted
from penetration of the lubricating fluid into the bond line during the cutting of the
specimens. The between-panel variability, however, was highly significant to the
1 percent level. This indicated that much of the variability was contributed by the random
and fixed sources and not by the residual experimental error between specimens, which
might be contributed by an uncontrolled factor such as specimen cutting technique. The
general level of strength, however, is considerably lower than obtained in other studies
with this adhesive system.
The press -by-operator interaction and bonding runs -within-days -within-operators effects were significant at the 1 percent level, and the operators, presses, and days-withinoperators effects were significant at the 5 percent level. Further analysis indicated
that 63 percent of the random variability was contributed by the day-within-operators
effect (Appendix).
•
Report No. 1880
-6-
•
Adhesive 64
For Adhesive 64 (table 10) the average lap joint strength at 500° F. was 1,696 pounds
per square inch with a coefficient of variation of 4.7 percent. This is a low coefficient
of variation for bonded joints, and most of this variability was caused between panels by
the random and fixed sources being evaluated.
The variations resulting from the fixed and random effects were significant at the 1 percent level, except for the days within operators, which was not significant when checked
by the modified chi square method, _5 and the operator effects, which were not significant.
The analysis of the components of variance for the random effect again indicated that
most of the random variability was contributed by the days-within-operator effect (Appendix).
Conclusion
With all four adhesives studied, the press variable was found to have a highly significant
effect. Only with Adhesive 63 was the operator variable found to be significant. The
press-by-operator interaction, however, was highly significant for Adhesives 61, 63,
and 64; for cleaning runs involving Adhesives 59, 61; and 64; and for bonding runs involving Adhesives 59, 63, and 64. The days-within-operators effect was significant
with only one of the adhesives.
Appendix
Components of Variance
The components of variance for the four random variables --days -within-operators,
bonding runs -within-days -within-operators , cleaning runs -within-days -within-operators ,
and residual--were also calculated after first determining the terms comprising the
mean square expectation for each source of variation. The method used was that conventionally stated in statistical texts, including "Statistical Theory in Research."_
These expectations of total mean square for each random variable are:
Source
Days /operators
Bonding runs/days/operators
Cleaning runs/days/operators
Residual
o- e 2
(•e !
o-b `
o• d 2
Degrees of freedom
Mean Square Expectation
2
2
6
o-,2 9o- 1,2 + 9o- e + 27o- d2
9
2
182 cr+
ecr b
2
182
+ 9a c
quee2
192
= variance for residual
= variance for cleaning runs/days/operators
= variance for bonding runs/days/operators
= variance for days/operators
6
_Anderson, R. L. , and Bancroft, T. A. Statistical Theory in Research. McGraw Hill,
New York, 1952.
Report No. 1880
-7-
By equating these mean square expectations to the corresponding mean square estimates
in the analysis of variance (tables 7, 8, 9, and 10), it was possible to compute an estimate of the variance for each of the four random variables.
Percent of the total random variability contributed by each of the random factors was
obtained from the weighted ratio of cr e2 /total number of tests (243), 0- c 2 /number of
cleaning runs (27), crb /number of bonding runs (27), and cr d2 /number of days (9) to
the sum of these values. The calculations were as follows:
Adhesive 59
E(MS)
; Degrees: Mean
: of : square
:freedom:
Sources of variation
Operators
2
: 41, 138 :
Presses
2
: 612, 312
Operators/presses
4
:
Days /operators
6
: 13,241 : cre 2 + 9' b2+ ?,o- c2 27o-d2
6, 877 :
: 18
16, 237 : v e 2 + 917 b2
Cleaning runs/days/operators : 18
: 15, 994: cr e2 + 90-c 2
Bonding runs/days/operators
Residual
: 192
Total
: 242
cre2 = 4, 812
o-c 2 = (15, 994 - 4, 812)/9 = 1, 242
crb 2 = (16,237 - 4,812)/9 = 1,269
°d2 = (13,241 - 11,182 - 11,426
Var (y... ) = (rd2
9
b2 +
9
e2
27
4,812 : o-e
z
: 12,057 :
7
4,812)/27 = 0—
o-e 2
243
= 0 + 1' 269 + 1' 242 + 4' 812
27
27
243
= 0 + 47.0 + 46." + 19.8
= 112.8 (total random variability)
0
x 100 = 0 percent of random variability attributed to days.
112. 8
7A value of 0 is assigned when the computed value for the component of variance is negative.
Report No. 1880
-8-
•
•
47 x 100 = 41.7 percent of random variability attributed to bonding runs.
112.8
46
x 100 = 40.8 percent of random variability attributed to cleaning runs.
112.8
19.8
x 100 = 17.5 percent of random variability attributed to residual.
112.8
Adhesive 61
Source of variation
E(MS)
:Degrees: Mean
: of : square
:freedom:
Operators
2
: 61,526 :
Presses
2
: 85,092 :
Operators/presses
4
: 39,435 :
Days/operators
6
: 30,120 : a- e 2 + 9crc
e
re 2+ 9crb2
Bonding runs/days/operators
:
18
: 14,240
Cleaning runs/days/operators
:
18
2 9 2
: 29,309 : (r e + trc
Residual
: 192
Total
re
ma c'
: 242
2
2
9,787 : o-e2
13,614 :
= 9,787
= (29, 309 - 9, 787)/9 = 19,522/9 = 2,169
= (14,240 - 9,787)/9 = 4,453/9 = 495
vd 2
= (30, 120 - 19,522 - 4,453 - 9, 787) = 01
Var (y... • ) = 0- e + 03 2 + crc 2 + cre2
27
243
27
9
495
27
9, 787
2, 169
+ '
243
27
=0 v — '
= 0 + 18.3 + 80.3 + 40.3
= 138.9 (Total random variability)
•
0
x 100 = 0 percent of random variability attributed to days.
138.9
Report No. 1880
-9-
+ 9o- b 2 + 270-2
18.3
x 100 = 13.2 percent of random variability attributed to bonding runs.
138.9
•
80.3
x 100 = 57.8 percent of random variability attributed to cleaning runs.
138.9
40.3
x 100 = 29.0 percent of random variability attributed to residual.
138.9
Adhesive 63
Source of variation
:Degrees: Mean
of
•
: square
:freedom:
E(MS)
Operators
2
: 731,508
Presses
2
: 91,848 :
Operators/presses
4
: 159,938
Days/operators
6
: 140,376 : c • e 2 + 9ir c 2 + 9(rb
Bonding runs/days/operators : 18
Cleaning runs/days/operators : 18
Residual
: 192
Total
: 242
cee 2
2
2
+ 27a- d
51,907 : ae 2 + 90' b2
: 15,557 :
19,804
Te l
+ 9a c
2
a-e2
: 33,659 :
,
= 19,804
Tc 2 = (15, 557 - 19, 804)/9 = 07
•
= (51,907 - 19,804)/9 = 32,103/27 = 3,567
cr d 2 = (140,376 - 32,103 - 19,804)/27 = 3,277
2
Var (y...) = 2151- +
9
_ 3,27
9
2
2+
27
+
27
2
243
3,567
19,804
27
243
+ - + 0 +
= 364.1 + 132.1 + 0 + 81.5
= 577.7 (total random variability)
364.1
577
. 7 x 100 = 63.0 percent of random variability attributed to days.
132.1
x 100 = 22.9 percent of random variability attributed to bonding runs.
577.7
Report No. 1880
-10-
•
•
0
x 100 = 0 percent of random variability attributed to cleaning runs.
577.7
81.5
577
. 7 x 100 = 14.1 percent of random variability attributed to residual.
Adhesive 64
•
•
E(MS)
:Degrees: Mean :
: square
of
:freedom:
Source of variation
Operators
2
: 43,227 :
Presses
2
: 33,802 :
Operators/presses
4
14,773 :
Days/operators
6
40,068 : cr e 2 +
Bonding runs/days/operators 18
Cleaning runs/days/operators
18
Residual
Total
8, 480: cr
e2
c
2 + 9vb2 + 27o- d 2
+ 9o- b2
11,734 : cr e2 + 90-c2
: 192
3,870 :
: 242
6,448 :
0
e2
cre2 = 3,870
2 = (11, 734 - 3,870)/9 = 7,864/9 = 874
2
0b = (8,480 - 3,870)/9 = 4,610/9 = 512
2
=(40,068 - 7,864 - 4,610 - 3,870)/27 = 879
cr d
2 + Le_2
z
Lk +
Var (y.., ) = Ir d
243
27
27
9
cr c
=
9
879
+
512
27
874 + 3,870
243
27
= 97.7 + 19.0 + 32.4 + 15.9
= 165.0 (total random variability)
97.7
x 100 = 59.2 percent of random variability attributed to days.
165
19.0 x 100 = 11.5 percent of random variability attributed to bonding runs.
165
S
32.4 x 100 = 19.7 percent of random variability attributed to cleaning runs.
165
15.9
x 100 = 9.
165
Report No. 1880
6
percent of random variability attributed to residual.
Table 1.--Schedule of partial replication of test panels for 3 operators,
3 presses, 3 cleaning runs, and 3 bonding runs on each of 3
days
Operator :
1
Day
:
1
1 : : Press
: Bonding run: Press 1—• : Press 2—
1
1
2
3
A
C
B
:
:
:
B
A
C
C
B
A
:
4
5
6
F
D
E
:
:
:
D
E
F
E
F
D
I
G
H
G
H
I
J
K
L
L
J
K
:
2
2
:
:
:
:
3
:
:
:
7
8
9
H
I
G
:
4
:
:
10
11
12
K
L
J
13
14
15
M
0
0
N
N
M
N
M
0
5
6
:
16
17
18
R
P
Q
Q
R
P
P
Q
R
7
:
19
20
21
U
T
S
T
S
U
S
U
T
8
:
22
23
24
W
V
X
V
X
W
X
W
V
:
3
:
:
:
9
:
25
26
27
:
:
:
Y
Z
g
:
Z
:
IT
:
Y
:
•
31
g
Y
Z
-Letters indicate the different cleaning runs used in preparing a test
panel with each of the operators, day, bonding run, and press variations.
Report No. 1880
•
•
Table 2.--Bonding conditions for preparation of test panels
Adhesive
59
61
63
64
:
: Application
: of adhesive
:
Curing :
:Drying time:
:
:temperature:
.•
Air :Oven:
:
dry : dry:
:
: Hr. : Min.:
°F.
Min.
P.s.i.
: One thin spray : 18 : 15 :
: coat of primer :
: (at :
: to each surface.:
: 180°:
: F.):
: After air and :
.
: ovendrying, the:
film was at-
:
:
:
: tached to one :
: surface.
:
350
60
100
: One layer of
: film.
330
30
20
2
: One thin coat of: 18 : 60 : -540 diluted primer!:
: (at :
: was sprayed on :
: 150°:
each surface. :
: F.) :
After air dry- :
ing of primer, :
the film was :
attached to one:
: surface and
: precured along :
with the primer:
: coating.
2
-30
2
-100
45
25
: One layer of
: film.
: None: None:
: None: None:
•
Curing : Pressure
during
time
:
.
cure
1
:
:
350
-Equal amount of primer and thinner mixed by weight.
2Tanels prepared with this adhesive were in the press at a platen temperature of
200° F. and a pressure of about 6 pounds per square inch. Pressure was increased gradually to full pressure in 12 minutes. Temperature was increased
to the final cure temperature in 15 to 30 minutes. Panels were then given
a cure for 30 minutes.
Report No. 1880
•
•
CU
00
ol
,4
W
M
e
1:14
.
O
1 1
•4
0
o4
• ..
•4
•
O.
03
04
..
•
en
C)
04 el r... ul 03 00 cm 4 C)
is- Cm ..../ CD CD r- CD CM C4.4
C)
cm C) ml CD .4 C) N. 01 CO C4 0%
s .4 cm
ul r...
.4 VD 0% 00 OD OD Cas
.
0) 0%
CD CM CD .4 cm oo C)
C)
.4 a CD CD CD CD CD Cm CD CD CD ON Cm 00 r- CD
.
.
es •••
es
.
es
a et
etooftneen
.
•.-1
.-4
1. r r4
.-I
1-4
,-4
,
rA ' -I
-I ,4 r4 .--II
o-1 .4 .-4 .--I
.. .. ..
q. WW r. d .
••
•• •• .• •• s • •• •• ••
VD ,t C4 CD CD 4 VD 03 C4
. C4 00 77
e4 cD ......t 00 V) v0 C) .41. VD
C) WO CO VD .4
.4 CD 0.- CM 4 V, en CO 4
0 0 N C. c1 u10 u10
CA rs CD ON u11- .4 .1 00
CA C) Cm C) OD CM r4 op cD
e4 cn CD 00 r- CD C) C)•• cn
e4 cm Cn CD C) CD .4 cm CD .
.
.
ft
••
in
.
.
•-i
.-1
il
,4
r4 VI 1-- ul C4 ,-4 .4 rA iil C4
e4 r4 on on ..t Ul C4 rn CD on
7
.. .. ..
m
OS MI
0,
r4 ,.I r-I r4
In1
r4
.. ... .. .. .. .. .. .. ..
r-I
..1
r.4
••
••
-•
•••
r•
••
.-I o-I
SI
••
n I
•• .. IR
.. .
. . .
.
.
r4
ir4 ,4 r4
rA
o-C 1-1
.-4.
,4 r4 1..4
p4
O
7.a)
•• .. •• .. .. •• •• - - ..•• r4
4
0)
CO
4
W
o
O
eh CO 4% •n 4%
r4 1.4 v4 r4 rA v4
04
4.
GS
•n ••n
4%
•
rA r4
.
•S
(0
C0
Ti▪
.
W
M
• . • ••• ..•
00
r4
0
,b
v4
0
0
.. .. .. ..
r4 y4
r4
r4
1-4
,4
r4
1J
',IA '1.1 2)) IA I CI cCI :g gg
C) CA CD r4 CM 1-.. CD 00 r4
e4 e4 01 C4 CV . . .1" cm -1 CD
0 ol r-. r- ...1. ir- cl ri CV
CD C) CD cD CD cD cm CD CDCl. Cm CD 00 a) CD 00 cDnCm
.
r4
CO
..4 ca N 0 VD CD CD OD CD
MD 4 03 '.0 0 4 N 0 -4
a)
r.... 01 e4 vD e-1 03 Ul 00 cm 00 CD on '4 V/ V/ CN CD CC cn ;1 4.1
r4 03 00 ol CD ol c4 r4
cm LOCH ON
CINC1.-1 Cs1 In s4' r- as .-4 e-i C0014 c0
r- 0, 4 al° esli 0.• 0% c-- sr,
C) 00 00 03 OD Ch CO OD O n ID
ch r.. C) 03 ON C) CD ON cm ch cm OD Ch OD ch cn co 03 cD cm CD
g
.. a.
01 ....t
.
a) 04.
..1 r.4
r4
v4 r4
,4
44c)
..•• ••.
c•-)
C4 '04 00 V) VD VD OD -4
VD c•4 .1. c4 -7 CO '0 co '0
C) Ma e4 '.O .4 Oc4 C4 CO
• 4
as 01 01 CD 00 rs VD CD C4
r4 F.,
.4 MD .4 Cm
a do
O
W
0
CO 7
..
04
r4
a)
m
O
.
I
Cu
co
a
a)
•
AI
• •
.-4
• • •
o
r4
••
r4
al
..
.. .•
..
..
..
I>
•• •• •• •• GO
v
r.4
.
W
to
•4
14
W.
O
W
.47
••
r.4 e-4
44.
r4
.•
$4
.1.1
• •
• •
'O 'D c) VD VD mD mD CD mD
.. CD C) ...t VD .4
cD C4 r4 01 01 mD ...1 V1 ntr4 r4 cm 01 V) a 03 0, -4
C) 00 oa 00 Cs cm oa CO CDO.
Cn Ch CD GO Ch CD CD Ch cm
•• •• •• •• •• •• •• •• •• ••
ca
. .
••••1 ,•I
.
•••I
• •
• .
• •
• •
44
• •
1.1 gg .14. g 2 A gi g g 2
4)
.4 CM 03 00 00 00 04 00 00
.
0
r4
,400 C4 C) .7
.
w
1:4
Ii
4. DO GO .. .. .. ..
ul r4 00 V) .4 CI Cs. CD .4
Cm CO 03 03 Ch Ch 03 ch C,
• •
W
43
al
ua 4 ma 00 4 00 m) st m) 1)
cm
el r- r- r- 1.1 CO CD CM
4..)
cD CD 00 03 cn cm 00 02 00
vD v)
r-I r--1 .4
1-4
m
a el.
,4 1.4
r4
co c4 OD CD C4 C7 . ..t
.
0A op co 0•• 04.o••0.%
a)
00 Cm 00 03 Cm CA 0% 00030'
••
04 4 CD 4 CD a0 7 CD 4
.4 cm ....t mo .....t 04 00 .4 CO
•
0
vl 03 4
03 CA r, Cm CD. CO 0% 05
.. .. .. .. ..
44
0
C)
.
r4
r4
•••4
1..1
• ..
.
N
W
O
r• O
•
.
.
0
.
0 n0 rn N. W100.400 CO C) 00CD. 00 CA Cm .4.CA ch
.
W
03
.0
v.,
v4 v4
•• ••
m4
•d
0
'8
0c.)
•• •• ••
•
VD C) CD
CD CD 03 o0 Ca CV
ol 01 el cD /4 4. n. cm ul
CD•• Ch CD0 .4••Ch CA CM CO 1n44.
mD C) C4 ,t C) OD C4 .4 04 VD CD c0 C4 C) ...., CD 00 .1
0.4 vD.1cp Ul 1....
C4 v0C) ul ul c4ol C4 CO
•
a)0 ..01c4......t
i.
CM CD ON cm r- .-4 CD CD cn
r4 CD r.4 Ch CD CD CD Ch cm o
$4
la
0
..
A.
•I
..
.•
ra
N
a)
w
.1O
41
r4
o
1.1.
• •
,-.4 tva o. r.-- 7 (NI o•n 0.1 Lin 7
VI 01 WD rA 01 U1 01 V) Cm CD
rn t,1 . .t ,..0 ,I•01 I-1 0, so o cr. C4 v4 1-... ra
. . o a, In
cn r03
OD cm r- 00 00 00 03 00r, 03
00 r- CO 03 00 00 03 CO
0 "ti
MO
Ch (N
in .°'
4n
a 00
c•s
;1 oo
ul 4
r-- 1. o
, .-4
..
oa oa op I--00 r
CO
oa r..e
0
w
P4
W
.. .. .. .. .. .. .. " .. .. .4 c0 C4 CD vO CO c0 C4 .4
o -.1- csi
CD .4 4 CD c4 CD CD C7 CD
..4. 1- 01
on vD el 04 .1. N 01 CD
....t CD VD r-. C) e4 mD r- ol
el COu1
03 03 Cm OD 03 r... 00 N 00
00 CD 0, 03 00 00 00 N- 03
OD 00 OD OD 00 03 03 00 03
el3
4
o
ca
O
54
04
a)
0
-I
•
ca
C0
.
04
0 ,-0 -.7 .4 0
CM C) 01 N 0
.-I
>
•• •• •• •• •• •• •• •• •• .•
..
.1
Ai
.4
.
g 5; I 8 !: 8 g g .1'4
al
0
0
7.
O
r4
••
•• •• •• •• •• •• •• •• •• ••
•• •• •• •• •• •• •• •• •• ••
94
.
CD -.7 CD OD 00 C4 C4 CD -I
....1 .0 c4 .1 ,T r-I 00 C0'0
N.. 00 03 r'S 03 cm r- 00 00
.../. mD c4 CD C) C4 4 VD c4
r4 cm ..../- vD vD CA r4 .0 vD
00 co 00 OD r- CA 00 03 h..
0.
1
..
.•
O
I
O 0
03
0
W C4
,-1
,4 r4
CD
Report No. 1880
. . 1.
.. .. .. .. .. .. .. .. ..
00 N 00 N. 00 N 00
00000
A
1.1
C.) 0)
03 4
W 1-1
•
P1
P
• ••
•• •• ••
00
ai
0 s.
O.
..4
0 JO
VD VD 04 WD 04 04 03 OD C)
C4 r4 01 CM C4 04 4 00 CD
00 00 r- 00 OD 03 03 co rs..
OD ch N. CO 030'. 03 00 0D
..1
W
..
. .
00 CD CD C4 C) -I ..t ..t C4
ol rs. ul rn r4 C) ol
01
M
e
vi
0
0.
•IJ 0
a
IA
•• •• •• ••
r4 N
•• •• ••
• •
. • . • • •
M0
4.).. 0
to
0. VD r...
0 0
S4
ai
O CI)
14
01
W jj
14
cv cD .4 Cq ol --t orl ..0 r-. GO
ol . .1 WI 03 r... 03 cm
rA
$.4
r-I r-I r{ ri r-I r-I 1-4 ri
(.1
14
a) 0
00 4-1
07
a)
00 4-)
0 0
0
0 0
7 00.
-4
0
• • • • • •
Fn. • •
01
0-
• •
Ir.. Ch 03 ,C, 1...
o 0
1-i
. •
-..1 00 '.0 WD C) CD CD 00 C4
CA CD vD VD 00 CD Cr% 04 03
rs
0
41
.•
3-1 I-1
7 0-
.44
0
:.• P
CV 1,
-I. vI VD r-
Cm CD e4 N CD
N c4 c4 N c4
4-4 C4 C4 CA
4 4.1
4..1
o .1.3
00 4.1 CO
0 01 co
1. 1.4 .-4
V ,4
.
41
•
•
4J
W
W
•
0
00 ”4
id
•
W
CO
>
44
••
0/
0.1
•
0
C. tO
01
W
44
P4
•
•
4
N.
•
P4
co
•
N.
ea . •• •• so
W
al
P4
•
111
••
• ••
••
•• •• ••
•• •• •• •• •• •• •• . ••
a•
• • • • .•
C) C) C) CD 0 C) CD C) CD
an r4 1.4 cn 01 Ch Ul C) CO
0'. CT Ch Ch r4 CM OD Ch CAa
4 a A •• •n A •• •n
r4 r4 r4 r4 C4 r4 w4 r4 r4
CD CD C) 0 CD C) 0cr.
C) 0
CO 1/410 Ch Ch ul 01 ...7 rm
CA CD 0. CM C) CDAC)••
00 a
ODa
a, 4 0 •• ••
rg eg 1-4 r4 04 C4 CV rg r4
C) C) C) C) C) 0 0 CD 0
C) CV VD Ch %Co ul Ch 4 Ch
00 r4 C) 00 eg C) CD CM C)
4. a A ••
4 A a A
r4 CA Cg rg eg CV CV rV C4
•
W
O
:3 a i 51 2 2. gi gi
C) 00 03 Ch••
CDA
CD••ChaCha rg"
A A la
CI r4 r4 r4 e4 CA r4 r4 C4
•• •• •• •• •• •• •• •• •• ••
•• •• •• •• •• •• •• •• •• ••
••
•
•4
0
C)
w
W
••
•4 •• M. •• ••
ril
•
0)
C) 01 rm CD 01 01 I. C) 01 N Pm I. 01 rm 01 01 01 N. el r4 4.1
00
•• ,•••
•
hg
0/ 011. 01 N. C) 01 N. Oro
oo 00 rm rg U1 C) rm. rg OD
•
0 rg CV C) Ch C) CD CO c si v, ,4 ,i. 00 0 0, 0 60 ,t 0 4 e4
01
Cn
g
Ch CD OD 00 C) C) CD OD
r
CA CO CN 00 Ch
r g rg CD rg CD Ch CD 03 r gaCD
GO
C) r4 rg Ch•••CA
14
44•144•••n •• A
4. a O. a
•• 4
w •n a n.
4
•
II, VW on
0
r4 C4 r4 r4 CA C4 CV 1.4 CA r4 g
g Cg CA
r4 r g rg r4 rg
CV
C4 CA CA rA r4 CA Cl C4 C4 C4r
P4
0
..4
••
•
••••
P3
O
01
W
14
tI
••
C) C) C) C) 0 CD C) CD C)
CD C) C) 0 C) CD C) CD C)
a
eg Ch rm 4 01 V) CV 01 UN
el 03 Cl Ch rg 1-4 CD U1 00
el CA CD ...400 CM Cm
00
00 rA CD Ch r4 Ch Ch 00 00
W
4 A MI a a •n 4 a 1.
4 A a •• A •• •• •• Oh
Cl eg rg CV 1.4 r4 rg rgrg rg rg rg CV CI rg rg rghl
P4
111
01
W
•
r4
1
m
•
•• ••
• •
• •
•• •• •• •• •• •• •• •• •• ••
.
0)
M
0
14i
CD C) CD CD
51 5? 53 g 2 *AD 01 CO •.4
rm CD 00 00 CA Cm C) 00 r4
a a a a a a a a s
rg N rg rg rg rg CV vg CV
01:
.. .. .. ...
••
•• . . . •• •• •• •• ••
P>
•
•
M
•
04
•• •• •• •• •• •• •• •• •• ••
1 •1
•• •• •• •• •• ••
.
0 C) C) CD C) C) C) C3 CD
VD Ch C4 4) r4 VD VD .7 U1
o3 Ch CD rg CD cn 00 Ch rm
a 4 A 4 •• a IA a
rg rg CV eg Cs) rg r4 r4 r4
C) C) C) CD CD C) 0 0 C)
...5 Cl C) 0, CA CV CV eg 03
rg rg C) CD
CD r.4 1-1 00 CA
a • 4 a •• ft 4
NCI eV r4 r4 CA C4 C4 CA
.0
4-)
04
44
•• ” ••
i•+
J.J
Cl
W
0
0
0
cr)
4.1
OS
.4
O
0)
01
4
r4
li
P.
ei1
CV
0/
0
r4
O
Or
••
r4
0
0
rg
O
•• •• •• ••
•
44
•
W
04
....••
••
.
4
••
•4 ••
•• . . •• ••
•• •• e•
•• 41
••
..
••
114•47047 CT
•-I
•• ••••
•• •• ••
•• ••••
•• •• .1
••
••
••
••••
•• •• ••
•
.1
•
••
•• ••
••
••
.
51
2 53 g
i...1 2
03 CA 04 CD Ch Ch Ch
04
CV rA r4 r4 C4 CA r4 r-1 rA
0 an
•I1 a a •• •• ft
....••
••
••
rg rg eg eg
••
••
••
00 C) C) 00 Ch CO Ch CO Ch
• n • 4
a
•• • II 1 • n I • • • • •
0404C.4,11,41.40•1,1
.....
•• •• •• g• •• •• •• •• ••
••
••
••
•
0 0 0 0 0 0 0 0
a% 4 co U*1 C., CM 01 in o
CD C) C) CD C) CD C) CD CD
1•4 U1 VI CD 01 :4 C) Ch :4
03aCD
r4 0 00 0% cn cn Ch
a a a a a A a
C) C) CD CD CD C0 CD C) C)
03 CO Ul 01 OD eg 01 CD CO
Cn Ch CM 03 Ch C) Ch CM 00
a •• 4 A •• a 4 IR ••
1.4 r4 r4 r4 r4 CA r4 r4 r4
a a a
W
0
1.1
10
14
•• •• .•
. •• . ...41
. . •• ••
••
000000000
rm
r4 .7 03 ...7 ul ul 01 Ul
C) C) Cm ch co 00 rm
01 m00
A a A • II A •• a a
0 0 0 0 0 0 0 0 0
Ch 03 1 .... 01 01 CD 41 CO 01
Ch 03 C. 03 CD CD OD CA CM
A A •• 1111 A I. ft •• a
r4 TA r4 1.4 CA CI rA 1.4 r4
,41.1
41
•
014
•
••
0 0 0 0 0 0 0 0 0g
C) CD CD C) C) C0 C) C) C0
C) C) CD C) CD CD CD C) CD
01 4 1001 ul CD ul CO r Ch 4 ..r rA rm 01 rg CA V)
CD 41 r4 0.0 CA .1 CO 00 41
Cm 0 Cn Cr% CD Ch 03 C) CA
CM 03 Cn 00 00 00 03 03 00
t. 03 P. C.. r, Ch 00 0 m
4 a I. 11. A 4 A 4 a
• IA •• A A A. •n a A
IN 1111 •• A 4 A VI A MI
rg rg rg rg 444 444 1.4 CA Hrg rg rg rg 444 rg rg 1.4 rgrg N rg r4 N1.4 r4 04 r4
•
• ••
.
•
a v.
eta“
•• . •• . •• •• •• •• . e•
44
W
0
01 CD rm CD rm CD C4 01 0/ rm 01 rm rm rm CD 01 rm
M 0104
00 hg 01010001004 CD
CD
C.. 01 r4 rm ..7 41 CA 01 CD0%r4CD
U1 Ch CD Ul r g Ch %0 CD MN MN 00 r4 ../ 01 03
O
ch
ch 0% CA 03 OD CO CA CO C) C) Ch Ch Ch
LO
CM CO 00 00 CD CA 00 CD Ch Ch CAaeha0%
14
. 4. 4o
i•
a noi .4
4 .
in ao.4“.4141.4 44
4P
r•I r4 r4 rA CA r4
r..1 ro rA rA 1.4 r-1 r4 •••1 444
44•1 1.-4 1.4 1-1 N rl ri asl 1-4
114
t
'CS
0
•• •• O., •• •• •• •• •• •• ••
•• •• .10 •• •• •• •• •• ••
•• •• •• •• •• •• •• •• ef ••
••
4J
C0 C) C0 C) C) 0 C) CD C)
C) 01 47 c4 0 01 v) 01 01
rg r4 C) Ch r4 r4 CD CM r4
4•4414•61.4-••••
CI CV CV r4 C4 CA C4 1.4N
l•
et is
•
n7
..100 •• ..•• •• •• •• . . •• •• •• •• 0/
'4
0
CD C) CD <7
5R g 5R 5? CD
CD CD ,ci 0 0 0 c) 53 c)
44
0 0 0 0 0 0 0 0 0
01 rm C4 CA CD
rm
VD U1 VD 0, Ch 03 P,
•
.7
0)
an CO rm .7 00 rg
4.)
00
CD
C)
Ch 03 rg
h
Ch
CD
A
00
Ch
Ch
03
rg
g
C)
Cn
ra
r
,
g
O
Cn
CD
to
CD
CD
CD
C)
r
w
en
W
•n
••••
•n
•••••n
•••n
a .. a •• A •• A A a
4b...4“....ner.r“
•O4 04•
r4 CA r4 r•4 C4 C4 r4 r4 C4
r4 Cl . r4 CI r4 rA r4 r4 r4
r4 CA C4 CA C4 CA C4 CI CA
0>.14
•• •• ••
td
••• pi. •••
• •
•
1. ♦
W
O
1.4
JO
0
U-1
•• •• ••• •• •• •• ••
..
• • • • . •
C) C) CD CD C) C) 0 C) CD
rA Ch.00 r, r4 rm 01 e4 cn
CM CD 1"*. 0 cD OD co cm rm
asaaaaaaa
r4 C4 rA N CA r4 rA r4 04
OD 01 rg CD 04 rm Cm 0 c0
CA rg 04 03 CA 0 0 rg rg
44411144444
rg C4 eg rg rg CV CV CV C4
•
CV
• •
C) C) C0 0 CD (0 C0 CD C)
m4
0 04
. e ••
•• •• •• • • •• •0 • • . • 1111
a.
4%
4%
rg
r4
•• •• •• ••• •• n 11 •• ••
•• •• •• •• ••
es..
ro
sd
••
•
CV
C) C) 0 C) C) C) CD C) C)
hg
CD CD C) CD CD (0 C0 CD CD
,4) 01 ul .7 rg 01 01 00 VD
U1 in r. Nul N 0 01 01
•
U
MCA
CA CM CM '-4 Ch Ch 00 OD
0
al a •• •• •n •• A 0 dA
C°.n...t 01 'Cin a.:, 71•1 001, al 04
rg•
r4 Hr4 r4 CV r4 ..4 .-4 1.4
rg CV rg r4 r4 C4 CA r4 CA
P4
4
4-1
••
ea • • •• •• Of •• •• ••
C) 0 CD CD C) 0 C) 0 C)
N. ch 4 CD 01 V) C) U1 r,
C) CO Ch 1.4 Cl OD CM CA
•• al •• A A a ill• a PI
rg Cl rg rg 04 CA rg rg rgvg
•
in
0
r4 r4 rg rg CV N
r4 CA r4 HCV N 1.4 r4 C4 rA 1.4 CA r4 r4 CA r4 r4 r4 1.4H
•,. ••
,/
W
r4
•
,•1
es es
is. 01 0 CD CD C7 r m CD r, 0101s
r, C) r, 0 01 01 01 CD C) ...? Ors 01 el c7 rm
Ul .0 es r-1 .-4
ON Ul r, rl 4 MD 4 Mm c4 u1 CV rm cn ul r, rm rm V) ul 4 c) uD
CM 0000
00 Ch CD • 0
00
Ch
01
00
r,
03 rg 0% 00 rA r4 ON CM CD Ch CM CD Ch Ch CD Ch Ch 00
A a A •• A A 4 4 A
4 •• a IA 4 •• ••• a 4 A
la A •• a •• . 4 4 a •• A
rA r4 C.4 1-4 4.1
44
.
44
CV CV CV rg rg rg rg rg
•• . •• •• •• •• •• •• •• ••
•• 0
Ca
,11
4
t.) V
0H
01,4
.0
1441
0
VW 0,
a:1
•• WI 41
0
0
1-1 0
W CO
r4 rg 04 01 4 U -S ‘0 r, OD Ch
00
0
.1-1
i.4
0
0
404
0
0
r4
i-t
4)
C4)
•
Report No. 1880
NCO ,g eg oh 4
r4 rg Hr4 rg
k
rJJ
CO 4-1
W W.
O.
14 1.4
W W
> P.
0
..c o
Ul
r
g
01 ch CD r4
eA ell- ulm, 1-...
I. HC°4 C.4 NNCA 'NC.] N
UD r--- 00
HHrg
0
00....1
W
ca td
s-.
O c,
> a
1...
.1 0
..t V,
i
4J
a
44 W'
ICI I-1
144
•r1
4-41
41-1
•
0
00
A4
k
m
.
0
W
.q
DO
•
01
-a
0
Li
0
AJ
C.3
CO
to
0
14
0
rd
C4
01
VD
W
,-4
10
ID.
CV
W
r
cd
I:.
..
c, r4
rl 4-1 •I ul CD 00 In
r4 CM CT CA AA r4 el C) ch 01 N. r... 01 CD .-41.4 At ul VD CD r4
rl DO C.4 ul aD c4 CD C) C E
40 CM OD 01 01 VD op N r... r4 04 4 cp 1-- .4 cp 4 01 vi cp
0 c. t
Ch r- 4D r- ch 00 r -. r.... N. op CD Cn •4 cn el CD r- Ch 00 cm Ch r, CA r, r, on ,A
A ...
. .
. .
.
.
I-I r4
r 4
r-I r4
.-4
77
•
••
•
•• • 0 • • • • •• •• • 0 •• •• • •
•• •• •• •• 811 .• •• •• gg ••
CD ,t 4 CD CD 4 4 CD 4
C' 43 40 CD Ch Ul r, r- r....
0' 00 0, 00 CM 03 A, A, r,
CD CD CD CI CD CD 4 CD CP.
44
.
M
.
W
• ••
.
84
W
O
W
.. ..
4J
▪
*
... 4. 0 le
CD CD CD 4 C7 CD CD CD CD
ch on r4 4-4 Lel Cr, r, cr. ul
C7
Cn Cn 0, 47 CO h- on CD4..
A
11 ,4
.4
.. .. .. .. .. ..
"-I
4-1
C
o
u.
W
ca
.
ft
4-1
'q
.0
.. - - - - • • • • - • . - - .. • •
Al
4-4
A
.-1
g
11
CD CD CD CD 4 cp 4 cp 4
Ch 4 Ul CD r4 Ul .7 01 4
0 co ..-♦ (Trio. InONO
.
wr ..
.
•• •• •• •4I M• • • ••
CA As VD VD OD 00 OD AA A,
0
•
04
•
.
r44
M
•• • • •• •• •• ••
CD 4 CD CD CD CD C) C) 4 Cm 1-... co r... 4 N. 01 r4 CD
..
C> CD CD CD C, CD CD CD Ci
ch al 4 4 C) .4 el NO
N. r, r, r- .0 4D on 0' ON
1-4 Ch C4 01 00 4.7 CM C4 VD
00 op •-1 00 C4 00 00 CDo.4-4A
4-4 14
.-.4
. -1
ft
a• •• •• ..•
.1.
4 4
4 C) 4 CD CD CD 4 C) C3
ICON
C4 4 CO MD ...T rn 4,
Ch C, V) r, Ch 03 r..... 03 CO
tn.
CU
0.
.. ..
.. .. .4
LJ
CD -4 CD C) C) 4 4-,C)r...CD
,4
VD 4-4 CD C4 CD C...[ r
C) CD C) CD CD 4 4 4 4
CO 4-4 4 CO 01 r4 Ch ifl C) 4-4 1.4 cp r4 r4 CI C, 03 CN
Awn...
rA rA r4 r4 r4 ,4
.. .. 00
CA 4-I Ch C) CO
.
.
I-I
..
.. -- .. .-
41
q
W
r.
id OM
0
C3', C.1 C)
. ft
w
:4• '-.4d
$4
mD Ch 4-4 O. un r- I-- CD un r-- L.1
h, V) CD Al r, 00 40 00 r, ...*
01 01 01 oD u1 r4 CO un ON
aD CO's
in 03 C) 4D Ch Ul 01 r•••• CM C4
00 r4 00 CD C4 NON al C4 MD
qD
Id
0' r/..0
CD
r,T::
,, cO 0 co ,10
Ch 0chQD
r, c--.
CD 0 0
03 ON CA CA CD r4ACD
co
r, r, CD 03 u1 OD 03
0000
14
.
0
A
A
A
.
a
.
A
W
.4
0
r4
r4 r4 4-4 r4 ,4 ,4
r4 4-4a
r4
P.
<41.1
..
4)
•• •• •• •• • • •• •• •• • • ••
•• •
.•
-- .. -• •- •• •• •• ••
CU
60
44
,4
...I
00
CO
In
4.1
0
g
U3
•
OD
,I
r
q 4
P4
Cd
w
>
..
..
CO..
•
C4
0
P•
.A
•
4-4
W
Ft
CO
0 •
.
rA
r4
1-4
10
CO
.
n
..
4)
.
r4
44
U
cn
0
AA
Sd
..
..
CO
Ow
W
>
.. .. ..
r0
00
DC
W
W
PI,.
W
01
4.1
ca
0
0
r4
•
4
CD
co
M
CI
W
u,
1:14
1 -4
tn
>
..
C4
w
0
r4
r4
•c:b
es
44 . .. .. ... " ..,
1J
93
44
AA
44
1)
.0
43
0
0
..
w
ft
..
•
.. .. ..
Oil. •• •• • • •• •• •• • • • • ••
•4
CD 4 CD CD CD C) CD C) CD CD CD 4 4 CD CD 4 4
un C4 un 03 ,t on 04 4 CD
N. g g., g Q
1"
2 ir:3 g...1
Ch C) cD cl 00 00 Ch CD
. n ft .
41. A
. .
...
P4
4-4
r4 r4 .4 1--I ..-4
e-I A-I
1-1 r-I A4
4
CD CD CD 4 4 CD 4 4 CD
CD A, Cl CO 03 C4 C4 r4 A,
C4 Ch CD r... OD A, OD Ch ,la
co
4.
-
rAl
-
1-4
•• •• ••.
...
.. ..
CD C) cD CD -/ r- 4 CD CD
00
CD 4 .4 C) .4 C) CD cD
VD Cm .--1 r, 01 r4 N4 VD C4 rA CD ,t r4 r, VD
000. Ch C) CT N. N. CD CDa
a. CO CM CO 00 CO 0D.0 OD
.
al /-1
CL.,4
0 .11
4.1
c..1 al
rd XI
aV 1.1
• . • 0 •• • • •4 •• ••
-,
•
co
•
4-4
1,4
04
...
00
r4
p
gl
40i
CU
rd
C.)
tu
g.
0
v-4 $.4p
Report No. 1880
m
CC
,-I
0
P,
'CI
OD co 01 OD C) Cr r4 CD r- CD CD 43 ,4 nci
00 CD Ch VD a) 03 ON al C3 ,t CD r- CD r4 M ul 00
el .4 4 .D 01 C) c4 ,ND VI 00
A, OD .4 e4 r- r..... 04 VD co co
C4 op cm ,r, cp r4 r4 VD .4 ..,1
r4 r4 CD M
CD
---1 C) cn 4-4. CA C4
r- r- Ch ch CD Cr,
04 C).C).C4
C) 00 ON rn OD 03 03 A , A, 00
. . .. .
. . .
.
.
.
W
e4 ,4 ,4 -A
r4
.4 4-4 r4
r4 rA 4-4
rA
r4
/4
0
" " " " " '
.. .. .. .•
.4 ..
.. 4-4 .. .. .. 4.
CD
0
cD
4
CD
CD
C)
CP
CD
7 CD 4 C> CD CD 4 CD 0O CD CD C3 CD CO CD CD CD
44 A
CA ,JD a:, r4 rl Ch OD .4 CM
CD Ul VD r4 4 C, Ch 4 CV
4 rA ul C) ....t ch r4 r4 C)
0 0
00 CO CO A-. Cr, r, C).01.Ch
r4 C4 r4 01 uI r, C) CDA4-4
Ch CO CD r, r, CO CO r, VD
1J
•Cl
A
.
Ana.
CO
4-4
rA
,4
r4
r4
r4
r4r4
r4
r4
34 -i0
P4
..
..
..
•
co
.
..
,..1
..
3 4 0 0 0 0 0 4
7 2 n? Ill' g .:".1 2 -1 CA 03 '4 ch r2 .i .4
CA ch r- r- un 43 .-4. 03 CD
1-4 C4 Ch OD (7 r4 .4 CD C)
.
A
A
A
A •n
. .
1 -1
rI
4-4 r4
r4
,4
..4
r4 r4
.. .. .. .. "
.. .. ..
CD 4 4 4 4 a 4 CD CD
C> CD CD 4 CD C) CD C) CD C) CD C) CD CD ,t CD 4 CD
al •-s. va C4 el aD WI Ch Ch
r4 al 4 al ri 4 C4 C) vl
x1010
CA r- CD C4 C) 00 C4
r4 CD co 03 C., C.3 A4 00 r4
VD ► , OD 03 ul 03 CA 000.
CM CD r4 CD C4 Ch Ch Ch CA
A A A A
.4
r4
r4 r4
r4 1.4 rA 4-4
A4
P4
1-4 r4
4-1 4..4
.--I
CD CD CD C) 4 CD C) CD cD
on vp
r.- r4 01 V) 0.74
N. CO cp 03 VD OD 03 Ch 00
•
.
13.1
..
10
cll
0
r4
0
A
W
.13
Li
IA Ift A fli
ik It
.. .. .. .. .. .. ..
.14.
W
>
;4
Ul
4 CD CD C) CD 4 4 4 CD4 cD CD 4 CD CI C> CD CD
0 v) c0 CD 00 cc) r- v) Cr,
A. 2 5; 'A 070 r, •4 on VD Ch CD u1 04 C)
03 r- NO 03 al al Cn CO Cn
C4 01 c0 OD OD 4 r4 C4 CD
CO CO CD CO VD CA C, OD CM
44
.
•• ••
••
•• ••
•• •• •• ••
r4 04 01 4 un ‘..0 r...
oo ch
..
..
..
..
..
.1
• •
0 bl
n n
0
0 -1-,
CO a]
cd k
94 cu
0 0,
0
4
.4 r4 r4 r4 r r4 .4 r4
V
1-1
0.
0,4 0 4-4 04 rl 4 al m3 I-, 03
.4 .4 .4 r4 ,4 ,4 ..-1 .4 .,
P
0 0
C> C> -4 4 CD C) CD CD ,t
O. VNI
04 q444
433
c" ,"-'.° O. ,
1::.; ',LIL.91 el. ,-r
4. . A
A
co g
A
A .
un 4p r,
. 4C4 CA C4 C4 C4 C4 C4 N
VI Ch CD r4 04 01 4
r••n
C
o) 4-'
tn tt
0 1.4
14 w
o.) 0.
0
,•4
I-I
or
a) a)
w 1-1
14 4
4 4J
.1.3
0)
41)
43
05
44 r4
at
tn ttl
k •4
0 F.74
,"II
4
•
•
•
W
CD P. el CD CT r. ul
cD P. P. rs In CO Ch r4 OD 4, Ul r4
co on t, o, in 01 01 OD r, 01
0 00 CA CO 41 .4 1- ♦ 03 VD 01 0 Ch 0 CO
0 0 WI OD P. r.4 "0 01 Cm cm 0 op cq ,1 VDVD
P.
VD
Ps
MO
41 4) Ps VD OD Ps
rPs
Ps
Ps Ps Ps P. r...
03 r, r, VD VD 43 4, Ps. 1/40 VD
A a a A a a a a ••
fro ..• a a a •• a a P I.
on 6. . a on e. a n a It .0 os
r4 r4 r4 1-4 v-4 r4 r4 1-4 r4
v4 r4 r4 r4 r4 ”4 r4 r4 c-+ v4
1 rr4 r-11-1
,4 r4 r4 ,4 1-4 1-4
(10 ,..1
•
W
to
44
•
1
4•
AI
.4
s4
•
CD CD CD CD 4 4 CD CD CD
e01 Ps r- -4 1-4 CA 1-4 01 C)
oD N op VD VD ,0 Ts N 03
m
a Vs a a a 0 a a a
r4 1-4 1-4 r4 r4 r4 ,4 r4 r4
P4
•
0
O
r4•
C.3
W
U
P.
••
4.4
1/1
00
m
C4
4-1
St4
0
C0
•
,-,
CO
I
•••
.4
II; •
P4
O
• ••
OP
••
•
M
•
VI
•
04
•4
0
PI
D
- -
c n1
to
ta
N
k
Ok
••
I-1
0
0C0•
•
v4
dP
al
4-1
O
•
014
4 ••
•
14
01
.4
1-1
4.i
to
••
04
1:1
0
cd
••
I
•• •• •• •• •• •• ••
•
P: P.' a; 8,
O
O
• • • • • • •• •
r4 r4 r4 1-4 r4 r4 r4 r4 1-4
C3 o CD 4 C) 4 C) CD
! g
Z.17 n421 '43 g"..! zi: P.Aa;••7.-.•n
c?
a V.
a Ph a In a a wa in
•O
a a a a a a
a.
Ul
r,a
u)
•
04
CA 41 Ps r4 41 OD CD r4 Ps
Ns
• t Vs Vs Vs Of Vs V t VS
CD CD CD C) C) 0 4 CD CD
CD VD C4 4 VD VD u1 ul VD
1-i
0
$4
0
Report No. 1880
• '
• • ..
• •
...? 0 0
rs P. VD VD Ps VD 41 VD Ps
r4 r4 r4 r4 r4 1-4♦ r4 r4 r-1 r4 r4 r4 r4 v-4 1-4 r4 r4 r4
a • - a a •• wa a a a a •• a a a a in la
• •
• •
• •
•.-
Q0
4
0
4
• •
4
• •
• '
• •
••
k
4
44
••
Ps
.7 0.4 MI C) OD CA
Ps VD MD r. r- m) r.- 4, op
a a a A in a a a a
a a a a a f.
CD r4 f4 CI
r4
r4 r4
M t:N
0 Cd
4.1
0/
14 11
0) 14
13. •r4
0.0
44
41
Ca) (1)
41 ..W
W 4.1
/4 CI
re-4 mp
%0 r--ult--i-, 1.11,0
01
14
40Q400000
0 0
M44
0 0 0 -..t
sr)
r, 01 01 uI oo 1/40 ,4
,0 %D
• • •• • • •n • FE • • •• •• • • ••
4-1
.0 ' • • • • ' • .'•
0 t .4 CD 0
01 ....7 03 0 II OD VD r4 VD
pn VD Ps rs VD 41 N CO r.
•• SO •• •• •• •• •• •• pp • •
0/ 4 ul m) r- CO cm
•n
1.4 r4 r4 r4 r4 r4 rA r4 r4 • •
r4 rA 1-4 r4 r,4 r4 1-4 vi r4
ti
••
CD CD 0 CD CD CD 40 CD
r4 rA 1-4 r41 r• r4 r4 rA r4
r4 r4 r4 r4 r4 r4 r4 1- ♦ 1- ♦
r•
4)
0
CD C> CD CD CD CD CD .4 C)
03 4 0.4 4 CD 03 Ii 00 P.
VD Ps VD Ps OD 43 VD 41 Ps n W. a a a
. a in
a ...
a a a a a a • ell
(I,
•0
ell
4 4 CD CD 0 4 C) .4 4
.
N r.. cm CD CD 411 ul 4 00
040
44
.011 .0 N .0 VD Ps 4) VD
•
t
Vs
f
s
a
in
V.
f•
. t V.
1:3
r4 r4 r4 r4 v4 r4 r-11-4 r4
••
0 0 0 0 0 0 0 0
1`, VD 01 VD Ps Ms V1 C4
Ps VD 43 MD 41 41 41 ..0
4.1
w0)
a
r4 1-4r4 r4 v4 r4 r4 r4 r4 rA 1.4 r4 1-4 r4 1-4 r4 r4 rA
U
-I
•
a a
N
0)
r4 r4 r4 r4 1-4 v-4 r4 r4 r4
.4
O
r4 r4 CO CO 01 Ps CA N r.c0 I)
01 r.. ,4 en 1-4 CD ”4 41 1-4 CO
-4 ul cm r. op op 4 01 COCA g
P•41 Cn C) r. 4 c4 r4 ml P. •Ps
VD 4) VD 43 41 Ps P. r.mp
40 P. 0 r, r, q) WD ,..0 pn g)
Vs It Is its ft Vs V t 4 t fq 4".
Of ft
a in a n a 0 a
a)
r4 1-4 r4 ,4 r4 ,4 r4 ,4 v4V4 r4 1•4 r4 r4 r4 ,• r4 r4 r4 r4
•• •• • • e• •• •• •• •• •• o•
•••
•
•
••
11. a in a
•
r4 r1 TA r4 r4 v4 1-4 1-4 1-4
CD 4 At C) C3 CD CD CD CD
1-4 V1 4 CA OD '.0 0 CA VD OD '-0 '0 41 VD 41 00 Ul 0
.14
r4
W
ge
4.1
CU
CD CD .4 CD 4 0 CD CD CD
NC) WD VD 4, U1 CA 01 01
43 VD 41 1. m1 r. Ps. r.. VD
g..)
w. a a a Fa In a a a
a In a in a In Vs al a
r4 ,4 1•4 r4♦ r4 r4 r4 r4 r4
•
M
•
04
I 0
E•4,
0
rA r-1 ri r4 1-4 r4 r4 1-4
r4 r4 1.4 r4 rA r4 r4 r4 r4
4 CD C> C> CD 0 4 4 CD
CD
CD
00 t-, V, VD r- 1 43 Ps VD
•
•
M
cd
gD.
4 0 0 0 0 0 0 0
U1 04 CA 01 r4 r4 VD CA 4
v,
r, .1 ul .0. I. v) r-. e--
0
• • •• •• •• •• •• •• •• ••
.r1
•
>
rl
MAD s g
a a a a ••• a n a a a
•
.14
10
it)
•• .- - .. •- .. .- .. .•
8 ,91 2 8 `g 3 IR F. ‘g
.4) CO v) co P. vs ND VD OD
r4 r4 r4 r4 r4 r4 r4 r4 ,.• r4 CU
P
..
CD CD CD C) CD 4 C) CD C)
.0 ,-4 CO CD Ch 01 cr, r) 1-4
co r, 4) N 0 MD VD P. mD
a a •• a a a a In a
r4 r4 r4 rA r4 1-4 r4 r4 r4
co)
CO
(3)
PI
Lai
CD CD At CD CD CD CD CD CD
04
P.
0
0. • • •
Ai
02
0
0
W
O
4
•• an. n a 1% •• • n a a
1 1-1 r4 1-4
• • r4 r4 r-1 s-4 v-
I-4 vi r-1 1-4
..
•
134
I]
...7 r4 r4 00 OD C) Ps CA 01
v) ^pn 0 0 VD Ms Ps 00
Is
• - - - - -
v 1 r 1 9. 1 r 1 r .1
O
C? C) CD C) CD CD .4 CD CD
CD CD
CD 4 p CD CD CD CD C? C)
Ps
CD
V3 Ps VD VD VD r.. Ps MD 1-..
a a It a. Ot a n a a
r4 r4 r4 r4 'A r4 r4 rA r4
• •
• •
• r • . • .
• •
• • • •
- .
CA OD In Oon r, r4 1-4 Ps 01
%.0 rA r4 41
03 rA MN CT M'.0
r, Iss 43 VD VD ul .c) VD VD VD
•
0)
Cd
4
•• e• • • •• • • •• 00 •• •• • •
W
00.1-I
•
W
Cd
sI
CD CD cD CD CD ,t
CD 4 CD CD C) CD CD C) CD
CD CD CD 4 CD CD C) 4 4
N. P. h. T -1 01 1-4
NN a 4
in
ul mi r. r4 Ch 01 r.
P. 00 mp N VD r. CO N 00
r. r, ul r... MD 43 4 VD Ps
in •• •• a
•• 0% •• •• a in a ft V.
r4 r4 r4 r4 1 .4 r.4 r4 r4 r-1
rA r1 r4 r4 r4 1-4 1-4 r4 r4
•
O
•• ••
Il. a a
•• •• •• •• •• a• •• a• •• ••
to
vi
IH0
.ti
• .
*A
....
•
r4
.14
1-1
••
•• •• •• 4,0 •• e• •• • • •• • • ..,1
0
O
O
a
C) r4 r4 Ps Ts v4 f, cD r4 01 r4 v-4 0 Ps. VI op Ul ul coco
CD op cD r4 Ps 0 c) op 00 U1
r-, cm r. U1 C4 VD cl CO r4 C1 r4 v-4 en 4 CA N4 CA 011•
VD r4 01 CO cm P. en mp oP rn
VD VD VD C• ul 1"--, 11-n VD r....0
VD f. .0 r. P. r. r- .0 00 r...
Ps r. vD VD 4) VD VD m) VD ,.0
a Ii. a! II% a a Pi •• a
n •• v. 4. •n tr, a. • 0 •••• ft •• a V. .I, a a a a
r-1 .4 rA r4 r4 r4 1-4 r4 r4 ,-4
r4 r4 r4 1-4 r4 r4 ,-4 r4 r4 r4
r4 r4 r4 ,4 r4 •-4 1.4 v-4 r4 r4
04
›
cQ
•• •
lJ
f t es
1.4
•
00 w4
•
W
U)
44
•
0)
4-P
••
Vs
••
0
wi
r4 r4 1-4 r4 1-4 r4 v4 r4 r4
CD CD CD CD 4 0 C> CD 4
4 C) CD 0 CP 4 CD 4 CD
CA VO VD C4 r- C) CA 01 AT
01 OD on 4 o.... CIO on on ri40 CO
r• Ps 43 P s. 1,03 CO
r„ 43 r- .0 g) ul .0 Ps VD
ael a. 4. •• •• al a a a
I. A •• ••• •• A es w
r4 r4 1-4 r4 r4 r4 r4 1-4 r4
r4 r4 v4 r4 ,4 r4 r4 r4 r4
•
U
to
O
1
-4•
Cd
11.n a In vs I t a •• a W.
l PA PA vl r-4 r-1 vi r-1
•• •n • •• e• •• •• •• •• ••
rn
r4 r4 1.4 r4 r4 1-4 1-4 r4 r4
0 MD 01 CD 4 C4 41 41 C4
coar-.ar,aN. opar.aP.ar.aP.•n
VD VD 41 OD 4 1/40 Ul 41 Ts
op 40 '.0 1-- r- ul VD Ps ,C.
•
cd
.4
4 CD CD 0 CD CD 4 C? st
4 C) .4 Cm r4 CA VD 4 CO
'VD N N in N P. mD co r..
a 141 a a a a n
CD 0 CD CD CD CD CD CD CD
•
U)
r4
nt
MD
CD CD C) CD CD CD 4 4 CD
VD 4 CA N CO VIN CT CD
ps rs. VD op N ul CO N C°
•••
0
;4
• • • • •• •• •• •• •• • • •• ••
• • •
•
01
U
01
uD Ps op
r4 r4 r4 .'4
sa
11 0
est,
H
• cl)
▪
o
CW M .7 v-1
Ch CD PA
ri c4 C4 C4 C4 C4 NN CV
Table 7.--Analysis of variance of strength (300° F.)for specimens
bonded with Adhesive 59
•
Source
a Operators
b
Presses
Press by operators
c
Within operators
F :Significance Testi
:Degrees: Sum of : Mean :
termlevel
of
: squares : square : ratio : .
.
:freedom:
•
.
: Percent
2
'2
4
•.
!
.
.•
•.
•
.•
•
6
Days
d' (test term for days) : 26
d
.
1
79,447 : 13,241 :
: 27,419
:
:
.48 :
Bonding runs
Cleaning runs
Remaining interaction
: 18
: 18
: 30
:
.
•
: 292,274 : 16,237 : 3.37 : : 287,900 : 15,994 : 3.32 : : 403,021 : 13,434 :
Total between panels
! 80
:2,397,049 : 29,963 : 9.32 : Within days within operators : e
f
g
82,276 : 41,138 : 3.11 :
:
:1,224,623 : 612,312 : 27.25 :
6,877 : 1.43 :
:
27,508 :
162
: 520,808 :
3,215 !
g+h Total residual
: 192
; 923,829 :
4,812
Total
; 242
:2,917,857 : 12,057 ;
Total within panels
h
N.S.
1
N.S.
d
ftl'h
g+h
N.S.
d'
1
1
: g+h
: g+h
1
:
h
:
:
••
▪.
:
1
-Symbols
refer to corresponding symbols in first column under source.
Grand average--918 pounds per square inch.
Overall standard deviation--109.8 pounds per square inch.
Coefficient of variation--12.0 percent.
Table 8. --Analy sis of variance of stren gth (500° F.) for specimens
bonded with Adhesive 61
Source
Operators
a
Presses
b
c Press by operators
•
•
•
:
:Significance: Test
F
:
:Degrees: Sum of : Mean
: terml
level
: squares : square : ratio :
of
:freedom:
. . .
:
.
: Percent
:
:
:
2
2
4
Within operators
: 123,052 : 61,526 : 2.04 : : 170,185 : 85,092 : 8.69 : : 157,741 : 39,435 : 4.03 : •.
:
.
••
••
:
Days
d'
(test
Bonding runs
Cleaning runs
Remaining interaction
: 18
: 18
: 30
Total between panels
! 80
: 256,318 : 14,240 : 1.45 :
: 527,563 : 29,309 : 2.99 :
: 663,156 : 22,105
.
:2,078,733 : 25,984 : 3.46 : Total within panels
: 162
:1,215,867 :
g+h Total residual
: 192
:1,879,023 :9,787
Total
; 242
:3,294,600 : 13,614
e
f
g
h
:
:
N.S.
1
1
: g+h
: g+h
:
:
7,505
.
1
-Symbols
refer to corresponding symbols in first column under source.
Grand average--1,962 pounds per square inch.
Overall standard deviation--116.7 pounds per square inch.
Coefficient of variation--5.9 percent.
Report No. 1880
: d'
N.S.
19..
:
•
d
: g+h
g+h
:
.89 :
: 180,718; 30,120 :
:
6
33,762
term for : days)
:
:
••
•
•.
••
Within days within operators :
d
N.S.
1
1
:
h
•
Table 9.--Analysis of variance of strength at 500° F. for specimens
bonded with Adhesive 63
Source
•
.
•
•
•
F
:Significance: Test
:
:Degrees: Sum of : Mean
level
: term: squares : square : ratio :
of
:freedom:
: Percent
a
b
c
Operators
Presses
Presses by operators
:
!
2
2
4
:
:
6
14
:1,463,016 : 731,508 :
: 183,695 : 91,848 :
: 639,752 : 159,938 :
5.21 :
4.64 :
8.08 :
5
5
1
:
:
:
g+h
g+h
d
842,254 : 140,376 :
: 47,660
2.95 !
5
:
d'
Within operators
d
Days
d' (test term for days)
:
:
•
Within days within operators :
..:
e
Bonding runs
:
f
Cleaning runs
:
g
Remaining interaction
:
18
18
30
:
:
: 934,332 :
: 280,022 :
:1,052,257 :
51,907 :
15,557 :
35,075 :
2.62 :
.79 :
1
N.S.
:
:
g+h
g+h
3.97 !
1
:
h
Total between panels
:
80
:5,395,328 :
67,442 :
Total within panels
: 162
:2,750,155 :
16,976
g+h Total residual
: 192
:3,802,412 :
19,804
Total
: 242
:8,145,483 :
33,659 :
h
1
-Symbo/s refer to corresponding symbols in first column under source.
Grand average---931 pounds per square inch.
Overall standard deviation--183.5 pounds per square inch.
Coefficient of variation-19.7 percent.
Table 10.--Analysis of variance of strength at 500° F. for specimens
bonded with Adhesive 64
•. Source
.•
•
:Significance: Testi
F
Mean :
:Degrees: Sum of :
: termlevel
: squares : square : ratio :
of
.
:freedom:
: Percent
.
a
b
c
2
2
4
Operators
Presses
Press by operators
:
:
:
06,454 : 43,227 : 1.08 : 67,604 : 33,802 : 8.73 :
59,093 : 14,773 : 3.82 : N.S.
1
1
d
g+h
g+h
Within operators
•
d
Days
d' (test term for days) 6
23
: 240,407 : 40,068 : 2.45 :
: 16,344 :
:
N.S.
: d'
Within days within operators :
•
•
Bonding runs
Cleaning runs
Remaining interaction
: 18
: 18
: 30
8,480 : 2.19 :
: 152,644 :
: 211,215 : 11,734 : 3.03 :
5,861 :
: 175,828 :
1
1
Total between panels
! 80
! 993,245 ! 12,416 : 3.55 :
1
Total within panels
: 162
! 567,173 :
3,501 !
g+h Total residual
: 192
: 743,001 :
3,870
Total
; 242
:1,560,418 :
6,448
e
f
g
h
1
-Symbols refer to corresponding symbols in first column under source.
Grand average--1,696 pounds per square inch.
Overall standard deviation--80.3 pounds per square inch.
Coefficient of variation--4.7 percent.
Report No. 1880
g+h
: g+h
•
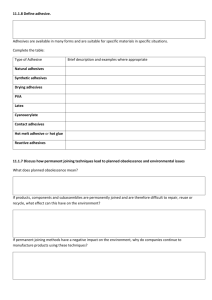
Figure 2. -- Technique of cutting lap-joint panels with multiple saws.
(ZM 110 203)
a
Figure 3. --Universal-type test machine, oven and controller, and potentiometer
used in tensile shear tests at elevated temperatures.
(ZM 79837 F)
•