EXPERIMENTAL AND ANALYTICAL STUDIES OF WELDS
advertisement

EXPERIMENTAL AND ANALYTICAL STUDIES OF
TRANSIENT DISTORTION OF WELDS
by
Eko Kuswantoro
B.Sc. in Mechanical Engineering, Northeastern University
Boston, 1993
SUBMITTED TO THE DEPARTMENT OF OCEAN ENGINEERING
IN PARTIAL FULFILLMENT OF THE REQUIREMENTS
FOR THE DEGREE
OF
MASTER OF SCIENCE IN OCEAN ENGINEERING
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
June 1995
Copyright, @Massachusetts Institute of Technology
I
Signature of Author
Department of Ocean Engineering
June 1995
Certified by-
---...............
Koichi Masubuchi
Thesis Supervisor
4K..:/"
Accepted by.
........ .. ..
. . ..
- -F
. . . . . |---.....-
uglas A. Carmichael
Chairman, Committee for Graduate Studies
------
MASSACHUSETTS INSTITUTE
OF TECHNOLOGY
JUL 2 1995
LIBRARIES
toaIKer Eng
EXPERIMENTAL AND ANALYTICAL STUDIES OF
TRANSIENT DISTORTION OF WELDS
by
Eko Kuswantoro
Submitted to the Department of Ocean Engineering in June 1995 in partial
fulfillment of the requirements for the degree of
Master of Science in Ocean Engineering.
Abstract
Due to non-uniform heating, weldment distorts. The distortion starts as soon
as the welding starts and continues through cooling. At the end, the distortion
remains in the weldment. In general, the transient metal movement during the
welding is very different from that during the cooling period.
This thesis is written to present results of experimental and analytical studies
on transient distortion behaviors of several types of weldments during welding
and subsequent cooling.
In the experimental study, several high
a data acquisition system to measure
at several points on the surfaces
experimental study have been obtained
frequency laser sensors were used with
and record transient vertical movement
of the weldments.
Results of the
successfully.
In the analytical study, a finite element method developed by ADINA, Inc. was
used to simulate the welding of the weldments. In particular, ADINA-T was
used to calculate the transient temperature changes of the weldments, and
ADINA was used to calculate the transient vertical movement of the
weldments. Then, ADINA-PLOT was used to post-process all the results
calculated in ADINA-T and ADINA. Results of the analytical study also have
been obtained successfully.
To verify the accuracy of the finite element method, the results from ADINAPLOT were compared with the experimental results. Good agreements have
been obtained.
Last but not the least, summary and discussion of the results of the study are
presented.
Thesis supervisor:
Title:
Koichi Masubuchi
Kawasaki Professor of Engineering
Acknowledgment
I would like to express my sincere gratitude to Prof. Masubuchi for his
supervision and support during the course of this research.
Also, I need to say special thanks to Mr. Umekuni for his invaluable
involvement and help. The same quality of special thanks goes to Mr. Zona for
his expertise and generous help in welding the specimens.
To all my friends in the Welding System Group, including Mr. Yamamoto,
Mr. Hsiao, Mr. Shimizu, Mr. Liang, Ms. Atmadja, and Ms. Middaugh, I really thank
for their warm friendships.
Finally, my most special thanks goes to my Mom and Dad who have been
very supportive during my study at MIT. With their prayers every night, I have
been able to successfully finish my graduate study on time.
Table of Content
Abstract...................................................................................
................................. (2)
Acknowledgment.........................................................
............................................. (3)
Table of Content.........................................................
............................................. (4)
1. Introduction...........................................................
............................................... (6)
1.1. Distortion Types...........................................................................................(8)
1.2. Distributions of Stress and Temperature during Welding......................(9)
1.3. Transient Distortion during and after Welding..............................
(11)
1.4. Method of Reducing Distortion Due to Butt Welding............................(12)
1.5. Approaches.................................................................................................... (13)
1.6. Objectives of the Thesis..................................................................
(14)
1.7. Outline of the Thesis ..................................
(15)
2. Experimental Approach......................................................................................
2.1. Experimental Equipments....................................
(16)
................................. (16)
2.1.1. GTA Welding Machine ..............................
(16)
2.1.2. Laser Sensors and Data Acquisition System............................ (17)
2.2. Specimens....................................................................................................... (19)
(19)
2.2.1. Dimensions...............................
2.3. Locations of Measurement Points............................................................(24)
2.3.1. Locations of Measurement Points for Specimen 1................... (24)
2.3.2. Locations of Measurement Points for Specimen 2................... (26)
2.3.3. Locations of Measurement Points for Specimen 3, 4, 5, 6.......(27)
2.3.4. Locations of Measurement Points for Specimen 7...................(28)
2.4. Experimental Results.................................................
..........
........... (30)
2.4.1. Experimental Results of Specimen 1.............................................. (30)
2.4.2. Experimental Results of Specimen 2...................................... (36)
2.4.3. Experimental Results of Specimens 3 through 6.......................(40)
2.4.4. Experimental Results of Specimen 7...................................... (42)
3. Analytical Approach.................................................
........................................ (44)
3.1. ADINA-T Analysis..........................................................................................(44)
3.1.1. Mesh Design...................................................
.................... (45)
3.1.2. Specimens with Slits Vs Specimens without Slits......................(51)
3.1.3. Welding Arc Heat Input Distribution............................
3.1.4. Initial Conditions..............................................
.......
(52)
.................... (55)
3.1.5. General Heat Transfer Formulas............................................... (55)
3.1.6. Heat Conduction...............................................(58)
3.1.7. Boundary Conditions.......................... .................
3.2. ADINA-T Results.......................................................
(60)
(61)
3.3. ADINA Analysis........................................................................................(76)
3.3.1. Mesh.....................................................
......................................... (76)
3.3.2. Initial Conditions..............................................
3.3.3. Boundary Conditions......................................
3.3.4. Load....................................................
.................... (77)
............................ (77)
.......................................... (78)
3.3.5. Material Properties.......................... ..................
(78)
3.4. ADINA Results..........................................................................................(81)
4. Comparisons between Experimental and Analytical Results......................(104)
5. Summary and Discussion of Results ..............................
(113)
6. References............................................................................................................. (117)
Chapter 1
Introduction
Today, many structures are fabricated using welding technologies. The
structures range from large ones such as ships, rockets, etc. to small ones
such as minute radio and television components.
Welded structures have
several advantages compared to riveted structures. According to Masubuchi
[14], the advantages are as follows:
1. High joint efficiency.
The joint efficiency, which is defined as a ratio between fracture strength of
a joint and fracture strength of the base plate, of a sound butt weld can be
as high as 100%.
For a riveted joint, it is very difficult to achieve 100%
efficiency.
2. Water and air tightness.
This is one of many reasons why submarines and other marine structures
employ welding in their fabrications.
3. Weight reduction.
By using welding, weight of a hull structure can be reduced up to 20%.
4. No limit on thickness.
5. Reduction in fabrication cost and time.
By pre-fabricating in a plant and assembling later on a site, fabrication time
and cost of a welded structure are reduced significantly.
Nevertheless, since nothing
is perfect,
welding
also
has
several
disadvantages. The disadvantages are as follows:
1. Difficulty in arresting a crack.
It is very difficult to stop a crack that is already propagating in a welded
joint. In a riveted joint, the crack propagation will stop at the end of plate.
Riveting has been used as a mean to stop or prevent cracks in these cases.
2. Many weld defects.
The welding process can produce many serious defects, including porosity,
slag inclusion, and cracks.
3. Limited to certain materials.
Some materials are very difficult to weld, including aluminum and high
strength steel. If they are welded, there will be weld defects in them.
4. Residual stress and distortion.
Due to local heat input of welding arc, welding can create residual stress
and distortion. This residual stresses may equal the yield stress and the
distortion can result in a mismatch in the welded structure.
In terms of residual stress and distortion, there have been many studies
conducted to understand and control the creation of residual stress and
distortion.
According to Masubuchi [14], study on the subjects has been
ongoing since 1930's. Around 1940's, Naka pioneered the study of weld
shrinkage in Japan. His work included both experimental and analytical studies.
He simplified a mathematical model of welding into a one dimensional problem.
To date, most of the studies have dealt only with final values of the
stresses and distortion. The final values of the stresses and distortion are the
stresses and distortion that remain in the welded structure after cooling
process has completed.
However, the stress and distortion start to build up as soon as the
welding starts.
As soon as the welding starts, there is non-uniform
temperature distribution in the welded structure. In turn, the non-uniform
temperature distribution creates an incompatible strain distribution in the
welded structure. Finally, the incompatible strain distribution leads to the
thermal stress and distortion in the welded structure.
In addition, the
distortion during the welding tends to be totally different from the distortion
during the cooling. For example, during bead on edge welding of a rectangular
plate, the plate bends downward. After the welding, i.e. during cooling, the
plate bends upward. To fully understand how residual stress and distortion
occur due to welding, it is important to closely and sequentially study the
welding and cooling processes.
1.1.
Distortion Types
According to Masubuchi [14], there are various types of distortion due
to the welding. They are as follows:
a. Transverse shrinkage.
Shrinkage that is perpendicular to the weld line.
b. Angular change (transverse distortion).
This type of distortion occurs close to the weld line and is caused by non
uniform temperature distribution in the thickness direction.
c. Rotational distortion.
Angular distortion that occurs in the plane of the plate due to thermal
expansion.
d. Longitudinal shrinkage.
Shrinkage that is parallel to the weld line.
e. Longitudinal bending distortion.
Distortion that is in the plane along the weld line and perpendicular to the
plate.
f. Buckling distortion.
Instability that occurs in a thin plate due to thermal compressive stress.
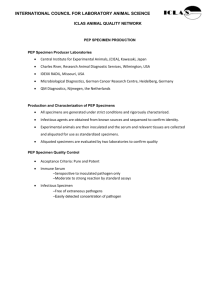
Shown in Figure 1.1 are the various types of distortion described above.
(a) TRANSVERSE SHRINKAGE
(b)ANGULAR CHANGE
(c) ROTATIONAL DISTORTION
(d) LONGITUDINAL SHRINKAGE
(s) LONGITUDINAL BENDING
DISTORTION
(f) BUCKLING OtSLORTION
Figure 1.1. Various types of distortion
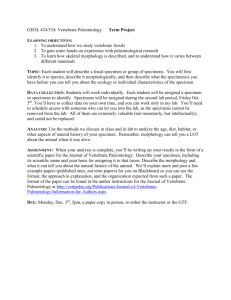
1.2. Distributions of Stress and Temperature during Welding
Shown in Figure 1.2 are bead-on-plate welding together with distributions
of stress and temperature at several cross sections of the plate. The welding
arc is currently located at point O.
As shown in Figure 1.2b, at the A-A cross section, which is ahead of the
welding arc, the temperature is zero.
At the B-B cross section, which crosses
the welding arc, the temperature distribution is very steep. At the C-C cross
section, which is behind the welding arc, the temperature distribution is less
steep.
Finally, at the D-D cross section, which is relatively far behind the
welding arc, the temperature is zero again.
As shown in Figure 1.2c, at the A-A cross section, the thermal stress in
the x direction, a,x, is zero. At the B-B cross section, the thermal stress right
underneath the welding arc is zero because the molten metal does not support
any load.
constrained
Meanwhile, the expansion of the region near the molten metal is
by the
surrounding
lower
region
temperature
creating
a
compressive thermal stress that can be as high as the yield stress. To balance
this thermal stress, the thermal stress in the region far from the molten metal
must be tensile. At the C-C cross section, the thermal stress near the weld line
is tensile because the region cools down and shrinks. As the distance from the
weld line increases, the thermal stress becomes compressive and then tensile
again. At the D-D cross section, the thermal stress at the weld line is tensile,
while far from the weld line, the thermal stress is compressive. The thermal
stress as shown at the D-D cross section is a typical residual stress
distribution.
A-A
C-C
Residual
Stress
4. Section D-D
b. Temperature Change
c. Stress o0x
Figure 1.2. Bead on Plate Welding and Distribution of Stress and Temperature
1.3. Transient Distortion During And After Welding
Shown in Figure 1.3 is transient distortion behavior of bead on edge
welding on a rectangular plate. During the welding, the upper part of the plate
reaches a much higher temperature than the lower part of the plate.
As a
consequence, the upper part of the plate expands more than the lower part of
the plate. Thus, an incompatible strain distribution is created in the plate. This
condition causes the plate to bend downward as shown in the upper left corner
of Figure 1.3.
After the welding is completed, the cooling process starts.
cooling, the upper part of the plate shrinks, bending the plate upward.
During
If the
material of the plate behaves elastically during the distortion, the plate will bend
upward until it reaches its original straight shape as shown in curve B'. If the
material of the plate behaves non-elastically during the welding, the plate will
bend upward as shown in curve B and at the lower right corner of Figure 1.3.
CIO
CF
0
C.
G.
C.
8f
,8
Figure 1.3. Transient distortion behavior of bead on edge welding
1.4. Method of Reducing Distortion Due to Butt Welding
Figure 1.4 shows butt welding applied to two rectangular plates.
The
phenomena described in section 1.3 above causes the unwelded portion of the
plates to bend away from each other, as shown by the arrow directions.
Masubuchi [14] calls this type of distortion "rotational distortion."
A common solution to this problem is the use of tack welds. However,
tack welds introduce other problems, including additional cost and tim and weld
defects.
To solve the problem, Chang [8], Park [16] and Miyachi [15] of MIT
suggested the application of side heating to the plates during the welding as
shown in Figure 1.4.
Weirldina
r
Welding
Heating
Figure 1.4. Side heating on butt welding
This side heating creates additional thermal stress that counteracts the
forces created by the butt welding. Fortunately, the side heating does not
introduce additional residual stress to the plates.
1.5. Approaches
There are basically two approaches that can be used to solve the
problem, i.e. experimental and analytical approaches. In the experimental
approach, results are obtained from direct measurement. In the analytical
approach, results are obtained from calculations using a mathematical model
of the problem. Quite often, the mathematical model is so complicated that a
computer is needed.
In terms of the residual stress and distortion, most of the early studies
were approached experimentally. The specimens investigated were relatively
simple.
Then, with the development of computers, the studies began to use
analytical approaches. However, the early mathematical models were too
simple and did not have the capability to accept the fact that material
properties are non linear. As early as the 1970's, finite element method has
been used in studies related to welding simulation. The advantage of using
finite element is that it accepts the fact that material properties are non linear.
In this study, the finite element method developed by ADINA, Inc.
[1,2,3,4,5] was used. In particular, ADINA-T was used to calculate transient
temperature changes of the specimens, and ADINA was used to calculate
transient vertical movements of the specimens. Then, the results calculated in
ADINA-T and ADINA were processed for plotting in ADINA-PLOT.
In this study, the experimental approach is necessary to verify the
accuracy of the finite element analyses. To get accurate results in the
experimental approach, measurement equipment must be capable of measuring
the very small changes that occur on experimental specimens during
observation periods.
In addition, to get comprehensive results, the
measurement equipment must also be able to measure changes at any point
on the experimental specimens. For these reasons, six high frequency non
contact laser sensors together with a data acquisition system were used to
measure and record transient vertical movements of six measurement points
on each surface of all the experimental specimens. As mentioned above, the
laser sensors have high frequency so that they can measure accurately the
vertical movements of the measurement points, both during and after the
welding. Additionally, since there is no contact between the laser sensors and
the surfaces of the specimens, laser sensors can be used to measure the
vertical movements
measurement
of the
points
in very
located
high
temperature regions, such as in the vicinity of the welding arc.
1.6. Objectives of the Thesis
The thesis reports the results of experimental and analytical studies on
transient distortion resulting from welding several types of specimens.
The first two specimens simulate structures commonly used in ships.
Specifically, they are called panel structures.
It is known that welding
fabrication of panel structures creates distortion in the panel structures. Due
to the distorted shapes of the panel structures, many ships have been
damaged by water pressure and other compressive stress.
Therefore, it is
very important to learn how the distortion occurs in the panel during and after
welding. The transient distortion behavior of the panels were investigated
entirely by using the laser sensors and the data acquisition system described
above. No computer simulation was done for these two specimens.
Specimens 3 through 6 simulate a rail track. Fabrication of the rail track
is seen as two cantilever beams welded together at one of their ends. During
the fabrication, the rail track distorts causing difficulty in the fabrication. There
are two variables being investigated here:
second
is the
effect
of
width.
First is the effect of a slit, and
These specimens were
investigated
experimentally and analytically.
The last specimen, i.e. specimen 7, was investigated experimentally by
Goktug [11]. The objective of his investigation was to see the effect of a slit
on a non- constraint plate that had undergone bead-on-point welding.
No
analytical investigation had been done on the specimen. For this reason,
specimen 7 has been included in this thesis.
With these results, it is hoped that better understanding of the distortion
process due to welding will be achieved, especially in the seven types of
weldments being studied,.
1.7. Outline of the Thesis
The thesis is organized as follows:
1. Experimental Approach.
In this section, details on the experimental investigation are described.
Included here are characteristics of experimental equipments, specimens'
dimensions and the locations of measurement points on the specimens,
descriptions of welding processes applied to the specimens, and the
experimental results.
2. Analytical Approach.
In this section, details on the analytical investigation are described. Included
here are procedures of heat transfer analysis in the ADINA-T program,
analytical results from the ADINA-T program, procedures of thermal stress
and distortion analysis in ADINA program, and analytical results from the
ADINA program.
3. Comparison between Experimental and Analytical Results.
In this section, a comparison between the experimental and analytical
results is presented. The comparison section of the thesis is presented to
prove that the analytical investigation in the ADINA-T and ADINA programs
are accurate and dependable.
4. Summary and Discussion of Results.
This section is to summarize and discuss briefly all important points learned
from the experimental and analytical studies of the distortion of the
specimens.
Chapter 2
Experimental
Approach
The objectives of the experimental
specimens 3 through
movement
7, are to
behaviors for
approach,
especially true
for
get very dependable transient vertical
comparison with the results of the
analytical
approach. For specimens 1 and 2, since there were no analytical investigations,
results were obtained only from the experimental investigation.
2.1. Experimental Equipment
In this section, characteristics of all the experimental equipments used in
the experimental approach are described in detail, including reasons why they
have been chosen. The experimental equipment is as follows:
1. Gas Tungsten Arc (GTA) welding machine.
2. Laser sensor and data acquisition system.
2.1.1. GTA Welding Machine
In real applications, there are several welding methods commonly used
to fabricate large structures. The welding methods are as follows:
1. Shielded metal arc welding.
2. Submerged arc welding.
3. Gas shielded arc welding which includes GTA and gas metal arc weldings.
4. Vertical automatic welding.
To closely simulate the real application, the welding method to be used in the
experimental investigation must be chosen from the above choices. Given the
above choices, GTA welding was selected because GTA welding is the only
possible welding method that does not require a filler metal. A filler metal was
not used in order to simplify the subsequent finite element analysis. In addition,
GTA welding is also the cleanest welding method available.
Table 2.1 describes GTA welding's characteristics.
Polarity
Direct Current Straight Polarity
Current
150 Amperes
Voltage
13 Volts
Shielding Gas
Argon
Filler Metal
None
Table 2.1. Characteristics of the GTA welding
2.1.2. Laser Sensor and Data Acquisition System
As previously mentioned, the distortion measurement equipment must
measure accurately the transient vertical movement of the specimens during
welding and cooling. In addition, performance should not be affected by the
extreme heat from the welding arc. For these reasons, six high frequency laser
sensors produced by Keyence Corporation, model LB-081, were chosen as the
distortion measurement equipment.
The laser sensors are high accuracy measurement devices which operate
under FUZZY logic control circuit to stabilize the moving targets.
They can
measure the transient vertical movement of the specimens during the welding
and cooling very accurately. Also, performance is not affected by the extreme
heat from the welding arc because no contacts are required between the laser
sensors and the surfaces of the specimens. It means that the laser sensors
can be used to measure the transient vertical movement at almost any point,
including points located in the weld line. Furthermore, they can easily be set to
a reference point by AUTO ZERO function.
Shown in table 2.2 is a list of the laser sensors' characteristics.
Maker
KEYENCE Corporation
Sensor Head Model
LB-081
Controller Model
LB-1 101
Light Source
Semiconductor Laser
Wave Length = 780 nm
80 mm
Reference Distance
±
Measuring Range
15 mm
0.25% of F.S.
Linearity
Resolution
8 lim
Response Frequency
36 Hz
Table 2.2. Characteristics of the laser sensors
At the Welding Systems Laboratory
of MIT, the laser sensors are
interfaced with a 486 PC compatible microcomputer via an analog to digital
converter.
The heart of the system is a 16 channel, 12 bit A/D board
manufactured by Metrabyte Corporation.
The system is controlled by custom
software written in C and developed at the Welding Systems Laboratory of
MIT.
2.2. Specimens
As mentioned before, basically the specimens can be classified into five
categories. They are as follows:
1. Single T specimen (specimen 1).
2. Double T specimen (specimen 2).
3. Beam type specimens without slits (specimens 3 and 4).
4. Beam type specimens with slits (specimens 5 and 6).
5. Rectangular plate with slit (specimen 7).
All of the specimens, except specimen 7
which is made from 304
stainless steel, are made from ASTM A36 low carbon steel.
The reason for
choosing ASTM A36 low carbon steel for most of the specimens is because the
material is very commonly used in welded structures.
2.2.1. Dimensions
Shown in Figures 2.1 to 2.7 are detailed dimensions of all the specimens.
12"
..Nd
6"j
6"
I
9"
--DO- 0.375"
911
6"
0.375"
Figure 2.1. Dimensions of Specimen 1
9
6 ·\
Figure 2.2. Dimensions of Specimen 2
18"
1.25"
_ I,
_
16"
-1
i"
I
1
-
M. I
--·S0.5" --
-
I
I
.W
K
0.375"
W-.
I
5.5"
I
L
_-I
_
Figure 2.3. Dimensions of Specimen 3
18"
16"
-.
d
0.375"
2.25"
I
- -
T
W--4
-- -
o0.5"
T051
.4
L
.i
5.5"
-
--
---
-
Figure 2.4. Dimensions of Specimen 4
--
18"
16"
0.375"
1.25"
u
I
L
- -
V
•
5.5"
--
1
¥
S0.5"
M] j.*S0.062511
II
II
Figure 2.5. Dimensions of Specimen 5
5.5
Figure 2.6. Dimensions of Specimen 6
L•
IIII
I
Or
No.00
0.25"
No..00
2
Figure 2.7. Dimensions of Specimen 7
2.3. Locations of Measurement Points
Ideally, the transient vertical movement at every point on the surface of
every specimen is measured.
However, there are only six available laser
sensors in the Welding Systems Laboratory
of MIT.
Therefore, the
measurement points were selected very carefully so that the transient vertical
movement of every point on the surface of every specimen could be determined
from the experimental distortion measurement results.
Shown in Figures 2.8 through 2.11 are the locations of the measurement
points on the surfaces of all the specimens, as measured by the laser sensors.
Since the locations of the measurement points for Specimens 3 through 6 are
the same, only the measurement points for Specimen 3 are shown.
2.3.1. Locations of Measurement Points for Specimen 1
Figure 2.8 shows the top view for Specimen 1. As shown in the figure,
there were only four laser sensors used, i.e. S3, S4, S5 and S6. S4, S5 and S6
were mounted to measure the transient vertical movement (perpendicular to
the paper) at three points located along a line approximately 7 cm away from
the weld line. S3 was mounted to measure the transient vertical movement at
a point located on the weld line.
During measurement, two fillet welding passes were applied to the
specimen. The average velocity, current and voltage of the welding arc during
the first pass were 0.1524 cm/s, 199 Amperes, and 13.6 Volts respectively.
For the second pass, the average velocity, current and voltage of the welding
arc were 0.1063 cm/s, 199 Amperes, and 13.6 Volts respectively.
Also during the measurement, the specimen was simply supported along two
lines which were parallel to the welding directions and located at the two edges
of the specimen.
Figure 2.8. Locations of the measurement points on Specimen 1
2.3.2. Locations of Measurement Points for Specimen 2
Figure 2.9 shows the top view of Specimen 2. As shown in the figure,
there were five laser sensors used, i.e. Sensor 2, Sensor 3, Sensor 4, Sensor 5
and Sensor 6. Sensor 2, Sensor 4 and Sensor 5 were mounted to measure the
transient vertical movement (perpendicular to the paper) of three points
located on weld line. Sensor 3 and Sensor 6 were mounted to measure the
transient vertical movement of two other different points.
During the measurement, two fillet welding passes were applied to the
specimen. During the first pass, the average velocity, current and voltage of
the welding torch were 0.127 cm/s, 185 Amperes, and 13 Volts respectively.
During the second pass, the average velocity, current and voltage of the
welding torch were 0.127 cm/s, 185 Amperes, and 12.5 Volts respectively.
Also during measurement, the specimen was simply supported along two
lines which were parallel to the weld direction and located at the two edges of
the specimen.
cm
I
2!sor
sensor 4
i1
1-st pass
V1 =0.127 cm/s
Current 1=185 Amp
Voltage 1=13.0 Volt
2-nd pass
V2=0. 127 cm/s
Current 1=185 Amp
Voltage 1=12.5 Volt
sensor 3
MMMMA
Lý
1.8 cm
.
+---4
4
2 cm
Figure 2.9. Locations of the measurement points on Specimen 2
2.3.3. Locations of Measurement Points for Specimens 3, 4, 5, and 6
As mentioned before, the locations of the measurement points for
Specimens 3 through 6 were exactly the same. That is why only the locations
of the measurement points for Specimen 3 are shown (Figure 2.10).
Shown in Figure 2.10 is front view of Specimen 3. As shown in the figure,
there were five measurement points, i.e. S1, S2, S3, S4 and S5. The transient
vertical movement (parallel to the paper) of the measurement points was
measured.
During the measurement, the GTA welding was applied at a point located
in center of the top edge of the specimen. The welding duration, current and
voltage were 7 seconds, 151 Amperes, and 13 Volts respectively.
Time=7 sec
Current=151 Amp
Voltage=1 3 Volts
D 4A -_13
B
C
E,S4
S1=sensor 1
S2=sensor 2
S3=sensor 3
S5
S4=sensor 4
S5=sensor 5
S1
S2
A=3.0 cm
B=5.5 cm
C=6.4 cm
S3
D=6.8 cm
E=6.0 cm
Figure 2.10. Locations of the measurement points on Specimen 3
2.3.4. Locations of Measurement Points for Specimen 7
The experimental investigation for Specimen 7 was done by Goktug [11].
He measured the transient vertical movement (parallel to the paper) of two
measurement points. The first measurement point was located on top edge of
the plate approximately 20 mm from
one side edge, and the second
measurement point was located on bottom edge of the plate approximately 7
mm from the same side edge.
During the measurement, the GTA welding was applied to a point located
at the top tip of the slit. The duration, current and voltage of the GTA welding
were approximately 5 seconds, 150 Amperes, and 13 Volts respectively.
Also during the measurement, the plate was fixed supported at a point
located at center of the bottom edge of the plate.
Time=5 sec
Current=150 Amp
Voltage=1 3 Volts
20 mm
--JONk.
!·
S1=sensor 1
S2=sensor 2
mm
S2
-
---10
Support point
/A
Figure 2.11. Locations of the measurement points on Specimen 7
2.4. Experimental Results
By using the experimental equipment described above, results of the
experimental investigation were obtained.
2.4.1. Experimental Results of Specimen 1
Figures 2.12 through 2.20 show the results of the
experimental
investigation on transient movement at the measurement points on Specimen 1.
Starting from very beginning of first fillet welding pass, the measurement
points had moved upward.
through 2.14.
The process are clearly shown in Figures 2.12
The largest upward movement was experienced at the point
measured by Sensor 3. The upward movement of the measurement points
measured by Sensors 4 and 5 are so small that they are barely seen as shown
in Figures 2.15 and 2.16. The upward movement phenomena agrees with the
previous explanation that the expansion of the upper part of the plate is more
than that of the lower part of the plate due to the higher temperature in the
upper part.
Then, after the measurement points reached their corresponding top
positions, they moved downward until they reached their new corresponding
final downward positions. The largest downward movement was experienced
by the measurement point measured by Sensor 2 as shown in Figure 2.14. The
downward movement phenomena also agrees with the previous explanation
that the upper part of the plate shrinks as its temperature cools down.
Second fillet welding pass was conducted shortly after the first fillet
welding pass without setting to zero the values in the laser sensors.
That is
why the initial positions for the measurement points at the second fillet welding
pass are not zero.
During the second fillet welding pass, the measurement points showed
similar movement behaviors to the ones during the first fillet welding pass.
In
other words, initially the measurement points moved upward, and then, they
moved downward
positions.
until they reached their corresponding final downward
The measurement point measured by Sensor 3 had the largest
upward movement as well as the largest final downward movement.
0.5
......
........
Sensor 3 (mm)
0
-0.5
i-----i------------------- . . . . . .. - --------.
.-- -........ ----------------. ......
-1
.. .......
.......
-1.5
100
200
300
W......
...
400
500
Time (s)
Figure 2.12. Vertical movement during the 1st pass measured by Sensor 3
0.5
0
I
..........
i. . .i............
-----...!.........
w.....
!......
......
J.....i....I• no • ( r)
!----! !i...... •............
!
!'. .... I:
I ...iI . . .I . . .l .!
•!------...
.. . i.
i!............ i!..... •......
..1
:
I
!
:
!
I-.
i....
i.....
......
i.....
i......
i...........,i.....
i.....
,.....
......
.......
i.....
i......
.,!......
4~~~~--.-.-i ..........
...
i ..........
.....
:i• i...
6
!-Sensor
.
.
------.
-0.5
-1
!
------ -
(mm)
- - ---
- -- - .+•.........
. . . . i......
. ............
.......
- .....-.......
-........
-- -4!..... ....
.....
I •.....
I i............
......
.....••...........
I. ........
..... I...... -............
I•.....
...... .......
...... I.....
.
. . .. •.•.....
•.... . i.....
i.... .i...........
•.. . . .. . . !.....
•.....
•......
...... •.....
...
•......
. .. -.--...............
.. . •......... I.--...... . . I-----...
," ...........
i ....•..... "I
...... I.....
...........
i i ..... .....i ..... ............
i
,"...... ..... ,..... ...........
i ......
! .....
! ......
.....
: ......
.".....
:......i
......... ...
.. .......... .......
....
•.....
•......
-----i......
i......
I....
Ii- - i......
- -i............
I•.....
I--------I I•.....
I Ii...........
I i......
...i. . . ......! . .i. ............Ii . .I.....Ii...................
-1.5
100
200
300
Time (s)
400
500
Figure 2.13. Vertical movement during the 1st pass measured by Sensor 6
0.5
........ i......
i.....
i...........
i.....
•.....
i.....
i ........
...... ..... ......
..... .!S
no 2 ( m
Sensor 2 (mm)
0
.............
------.......
[.....
i......
. . . i---. . . . .-----.-. ..
-----.I.
.....
.i.....i. ..... ...
. . .... . . - -.
. "--------.i......
--.....-I--4-----. . . .......... r.....
. . . . . ....
. i..-------4
-0.5
-1
.....
....... j.....JW
................
-...
--......
i ------: .' ...
'
: :
:
:
........
....
".......
.......
.......
I1 ........
.....
...I..........
... ..........
......... ---
---L
--- --..........
:......
•.....
:
...........
.
---i......1.................
L..
..... --........
i i : ---:
:
-1.5
100
200
300
Time (s)
]W...........
I
................
"--------L.... L...... ........
:
i
i
400
500
Figure 2.14. Vertical movement during the 1st pass measured by Sensor 2
0.5
'""[
....
].....
i ....
i......
L.....
i.....
i......
.....
i.......i
.....
i......
i.....
!......
[.......
. 'S
n o
m
-eSensor
)
5 (mm)
0
..---..-----......
.......
-----....
.....
.....
...
.......
.....
...
........
....-......
.....
..
...-...
....
...
............
............-..-
-0.5 .....
[.....
i.
.•..
.....
i ...........
!.i...
......
i .....
i ............
I --......
i.....
i
I....
...........
i ......
i .....
I.....
............
[.....
!.....
I......
I-...
4.
...
..
-...
4...
i.
---i··-l-----...
.
...
..
......
....
..
...
---
..
.-- -----
i. .
.....
•....!
....
[ ....
i...........
.....
.......
I.....
i.............
I......
."
.....
!......
I .....
......
!......
.".....
!......
[............
"........
.....
.......
[.....
i..... f---i ....-I- ....... ....... ..
..
... ... ---....
...
. .......
---
-1.5
..
- -- ---
100
....
...
---------. ...
..
... --
...
- --
200
300
400
500
Time (s)
Figure 2.15. Vertical movement during the 1st pass measured by Sensor 5
0.5
-
Sensor 4 (mm)
0
...
4--
.....
... .............
-
-- I --- .-
..
..
...
-0.5
i
i
.
.
.....
-1.5
......
100
..........
.
200
.
.
.....
_..
300
400
500
Time (s)
Figure 2.16. Vertical movement during the 1st pass measured by Sensor 4
::':
IrIr
F'rni::
-T:hi:
I --I
r
-0.5 -·~""~·'~
-1.5
-2
I
i
ii:ili::i
T7r
7
rrr
SI ::;
: : :
4"
+Ir
...
L.........
-:--:-9-:-- ·-9-;-~
'
-- i--~-r-i--S-i--l--l..;. :-·j··
·-i--;.G-i-- -d·i·-i-i-l
~1.:..:.1.1 --t-; ·-i--j-·
-, . ii-; -. -..-,- -I-.. ~..~..
..... ~..
.. ~..~. ..:..L..:..
:
A-444.
·-:~--~-·
: :
-Y-
-L-:..J..L
!
Sensor3 (mm)
-j
S
L- -L --
--.-.
IT-,.--r-T-.---,r,---.r7--- I
· · ~·····
3
-,'i
- -LL
L-- - .L
L.. .LL
.IJ
.ILLL1LLL
Ii.LL . L
LI
iiC
Ci
_11iitIt-
{ '.--.. ý.4..•....
++
+,•
+ o•,.
+,•.
..... •,..•°.[.°.•.... °{+
.. Z..•,. •.,.&
......;..
9t ·-;--i--',-:-. . ...·-··..
.
....
·..:1:.. ",*-.,-*r"
4 ..
.....
..i.i--iJ-.-
2Ti.i:"
. b.-
--...-i--..c..l..
A
L..
H..i-........
,... ÷........
...----I -i-$-$::-i-- .£--•.-i--.
..
4.
..·-+ii--i--H
i--+-:-- .
'.'.
.....
: :
4.
.......
-2.5
I
·-··-.4......... IEEFE
Ei!
..
: :
-1
If]
........i
.....
..
*. ...
:
:
....
A-4-4444-4.. ..i..:.,·-··.144 ....
:i
....
....
:
..
'...+.
T..•... .::i:.....
4
1-444.
.4444
..
:...:.::..
:
....
..;-i
..--b$-G-:-....
:
.... h.ý...
;........
-4477--iI
4444- ....
. ....-..-... +.-......
-4--.-.--... ..'..L....
.....
4.4-
. ........
.'.. .. ...
-3
i' '
:t.: :
-i--i-.•J--
i :i:~'
....
--i-:,-i---i-4-142' l ' '... :..;...
l--I--
44-4.
i.i-i---
i.----
J·:i-ll
i0i-il
3.5
150
200
250
300
Time (s)
Figure 2.17. Vertical movement during the 2nd pass measured by Sensor 3
100
50
rrFrFrrFFrTrrTT1TTTTTTrFF[T-FFrfllFI[~lfl~T~YI-fllThfll~Tfll-fl-l1
-T.
.......
..
T...T
..
+..-.+....
i--..
--.::--..-..
...
+-.--.-..........
...
•...-..3.....
-T-..
I-..I+
t::++.
: :: :::
+ ::::
"L....
' .......
::L.
i',',/
:i
'· "T..
:::
-0.5
..
. ..
-1
-1.5
-,4-- -l.....
-.
:-i.-.l1-4-1.
$ -,-1--.-,L-L,'--I--44
-4'..$..l.4
- •--f-
......
?;f -iiii.... •i~
.. l..
..-I.•iiF
HI:'';t; ;ii;
.
T r ..
F
F': : :.:
. ..
rr
i.
..: :.:
.:.--,.:: .::
. ::
..
:::
.. ,..,.....
........
.......................
...
4.....4
..
...
..
.4 ..
2 4... .. ..
...
...
._q
4-4-+_
.4-+_4
444.i_ ··~·..." _4_+_4_4__
.4+q4.
:
'" +44.. "'
.. ..
t
-..
''
.........
..::
:: (mm)'
: ''::
' Sensor
' :: 6
.........
-2
'' 1' 1 I::' L 1111
''11 1
[.TT.,'
7 7-T-11.
M iT17 LIII .-I4 ..........
I' L 11"11 11:-.4.
-2.5
-3
-3.5
50
100
150
200
250
300
Time (s)
Figure 2.18. Vertical movement during the 2nd pass measured by Sensor 6
-0.5
-1.5
-2
--
------ --------4-i 4-......
-- ----- .----- --
4..
-T .4.•.
T1.4:
-.
-1
l
! -:1,
." .:I:
• !.!:' • !f!! !:
! :! '.................•E
l[!!,!!!-.
!!!!! !!f!!! ! ! ! ! ! .......
.•:i. :`••:
`-i• ••i .
::.: . i•....•....'..•.•..11.i.
.••.
:: -i-.
.
..
'.•
'•i•.•.•
.:.
i.i• •: ii
I-.-i.-i.1--I.,.i.t 4 I-..-1 -.c I.-1-.i4 --l.i.-i..
"i-i,"
"':-;--.
i--i-i--.
:-- "4-i-i"1"i----i""i
--i.4
- - -4 - -i- i.i - -',-4 1 !--.i
-- - --""4
-i-l i--i-.'
-- -i
,- - ,---,.-•-t-,-,-i
.-,--'i...-,i-.
. .,-,i-i --i---i
-t-----.--b.-- -'i-,-,-,
•i-•
---l-i--,II
-2.5
-3
-3.5
50
100
150
Time (s)
200
250
300
Figure 2.19. Vertical movement during the 2nd pass measured by Sensor 5
•
-0.5
S. I -,..:-,--.. I. . - .- .----
f-44-1HF:
.-- ,---
77
V
-1
: :f• I:
::::: :...
:J~~~~~~~..
:... .::I:
I-!::-i:4 :M
!......-....
i::::::I::ii.-..•..r.
: .-..-: -.::i.i:::......'7::: ...-.
:: ::!:
-..
l.-...:i: :..i...-.[.-..i..
-..
.: -4.
:..
....'.-..
...
...
"
°
i-n"--rti---" t---,-r-r.:"~"
'"'°"I
-i,"'i
l...
I
I1
-.. I --- . .--- : .-. --.-I I I
.. . ....
... ....-.
.!.. ....
4'"-r- ....-
-
.
I I I
I
.- ---
------
....44- 4- .14
T1-r-1-F
•
..
----.
., -
--,,,. -
I
-1 ---
I
--
IL::I IL:.
----
..
....
.....
-r--r--r'~""'4
.
. "°t
-,:4.. ,'""
,-i.i-• i--¢-i.i.i..i--i.-:--i.i.i.]--..
-i.i- i...¢.
..f~
......
• .....,.........---...-. ...'Tr",""
i..f....
i"'F'T":TiT
" T" TII''7TF'"'""'
" ii- f'".-.-.
T ':"''I"'I"T
"'"["" i"i'',"
-1.5
i'.""i""...."
......... .- .....
.i- i--_.. "'
..- .....
..'"'
.-
.
-
-
•
-2
,, , . ,. ., .. ,.
-2.5
-3
. .
. ....
.
. . .l
'.
.l.
...
-
. . .
--.-
,
i ..
,
. ....
I.......-..
,
.
l.. , .
,
,
. .- .
•
, .
l.. . -. .-
|
.
.
.. . .
.i....
.........
.........
..
....
. . . . . .....
. .
. . .
.
. . .
....
.. . . . .. . ..
.
-3.5
50
100
.
.
............
.............
.......
....
.......
.....
150
Time (s)
...............
. .
. . . .
200
.
250
300
Figure 2.20. Vertical movement during the 2nd pass measured by Sensor 4
2.4.2. Experimental Results of Specimen 2
Figures 2.21 through 2.26 show the results of the experimental
investigation on transient movement at the measurement points on Specimen 2.
At the beginning of the first fillet welding pass, the measurement points
moved upward. The process is clearly shown in Figures 2.21 through 2.23. As
before, the upward movement can be explained as in Specimen 1.
Then, after they reached their corresponding top positions, they moved
downward until they reached their final corresponding downward positions.
The largest downward movement was experienced by the measurement point
measured by Sensor 2. Here, existence of the phenomena also has the same
explanation as in Specimen 1.
As in Specimen 1, second fillet welding pass was conducted shortly after
the first fillet welding pass without setting to zero initial values in the laser
sensors.
During the second fillet welding pass, the measurement point measured
by Sensor 2 did not move at all as shown in Figure 2.24.
Meanwhile, the
measurement points measured by Sensors 4 and 5 moved upward and then
downward until they reached their corresponding final downward positions.
The measurement point measured by Sensor 4 experienced the largest
downward movement.
0.5
0
-0.5
100
200
300
Time (s)
500
400
Figure 2.21. Vertical movement during the 1st pass measured by Sensor 2
0.5
. ..
.... .....
. ..
:
. .
. ..----------
~~Sensor
5 (m
'
.....
f.....
i.....
r.
...
•......
f...........
....
...
.....
!...........
i.....
i.....
f..........
----i.....
-.....
i.....
...
f...i..........
...
..
-•
...
f.
...
i............
i.....
...
i...r.............
.......
.......
..¢..
......
r.....
i....
.......
I............
I.....
i......i.....
..
.
ii....
......
...
i
.....
.......
.....
,"
.....
•.....
r
......
..........
i .....
.....
¢.....
. ..........
i......
i.....
I......
•............
f.....
i..
...
i.....
f.....
............:
......
-----............
....
..
...
....
.'.....
.............
•.....
......
'.. f
......
i .
...
i ..........
.-...
.....
i.................
.- ...............
: .....
...................
-0.5
............................................
............
.......
.....
......
.....
......
I...
...............
.......................
100
200
300
400
500
Time (s)
Figure 2.22. Vertical movement during the 1st pass measured by Sensor 5
0.5
...... }.....SI i...... ........{......[.....}..... L }...........i ...... ...... L~
..... !...... ...... . ' I ,~ nso
!i.l
....
.... ",.... , ....
' m l
iii ii....
i ..
i i i.. Sensor 6 (mm)l
--...
....--...-
......".....
..
....... ."......
• .....
! ......
" ...........• ......"...""...... ".................
, i..... ÷.....
------
0
------ i i..r
......
........
--.--
.
.............
...... ý11
-
..........
........
------------
•......
•...........
........ ,..... •......•.....
-0.5
....
.... . . i.....
i. . . . . . i. . i. .T
. -----------...............i. . . •... . . . ... . .i. . . . i. . . ...................
------i...... i.....
I..... I-...• ..
' ........ • .... ..... .. ..- ......' ..... •..... ...... •......J ..... i....... -I..... ...... 1.... ..... I... ... .......... I ----.........•
-----------------.
4.------------------.
-----.----. . .-..
. .-....-... -..
. -..
. --.
. . .4 . . .. . .4. . .-..
.......
....... ....
i
....--- --- i....i
....i.i
400
500
300
Time (s)
Figure 2.23. Vertical movement during the 1st pass measured by Sensor 6
100
200
........... ........ ............ .............. ................... I................... .e
s r2 ( m
Sensor 2 (mm)
...
..
...
•...;............
•.....
... ...
•.....
;......
. ...
•......
•.....
i......
...........
.....
i---....
i......
•...........
•.....
i.....
4......
.....
......
i.....
i......
i.....
i.....
I.....
i.....
......
I......
I......
.
.....
I......
I--.....
i......
..........
i ......
i.....
i......
i...........
i.....
i.....
i.....
i.....
I
I
-0.5
W.
----...........W
------ -----------------. ------ ------ ---------------
I
-- --
...i....
i......
i.....
i......
.....
i.....
i......
......
I............
...I.i.....
......
I I .........
-----I......
---I..........
.i.....
i.....
i.....
...
. ...•.....
• ...... .... ............ •..... I...... 11
..... ....... ........
I~~
I I
-1
•....... ... •........... •......
j.....
....
-------------
--
...
:
300
400
500
Time (s)
Figure 2.24. Vertical movement during the 2nd pass measured by Sensor 2
0
100
200
L
•.................•.....
......
-------- ......---....-
---
--- ------------
-0.5
Sensor 5 (mm)
... .. ............
.............. ......
.....
100
• • ••......
------------------------------
200
300
400
500
Time (s)
Figure 2.25. Vertical movement during the 2nd pass measured by Sensor 5
-0.5
Sensor 4 (mm)
-..
...... ..
.-...
.....-..
..I....
...
"-.
.....
•......•.
•.
.•.
..•
..
.•.
..
..
.:
...
..
. ..
.....
•.
..
..
...
400
500
300
Time (s)
Figure 2.26. Vertical movement during the 2nd pass measured by Sensor 4
100
200
2.4.3. Experimental Results of Specimens 3 through 6
Figures 2.27 and 2.28 show the results of the experimental investigation
on transient movement at the measurement points on Specimens 3 through 6.
During welding, the measurement points on Specimens 3 and 4 moved
upward until they reached their corresponding peak values. The peak values of
the measurement points on Specimen 3 are larger than those of the
measurement points on Specimen 4 because Specimen 3 is thinner than
Specimen 4.
Then, right after the welding, the measurement points on Specimens 3
and 4 moved downward until they reached their final corresponding positions.
The final positions of the measurement points on Specimen 3 are larger than
those of the measurement points on Specimen 4.
This phenomena can be
explained as in the previous paragraph.
Movement of the measurement points on Specimens 5 and 6 is very
different from that of the measurement points on Specimens 3 and 4. During
welding, the measurement points on Specimens 5 and 6 did not move in the
vertical direction.
The reason is because the specimens expanded to the
spaces in the welding points that were provided by the slits. The expansion of
the specimens will be shown clearly in the analytical section of this thesis.
Then, during cooling, the measurement points moved downward
they reached their final corresponding
downward
positions.
until
The final
downward positions of the measurement points on Specimen 5 are larger in
magnitudes than those of the measurement points on Specimen 6 because
Specimen 5 is thinner than Specimen 6.
V.3
0.2
6.5 cm, away from
weld center
0.1
.....................................................................
U
---
............. ....
""
-0.1
"
. . ..............
1" thick
I- - 2" thick
Sweldcent- - - - 2" thick
- - - - 1" thick
-
..................................
. . . ............................
,
plate
plate
plate
plate
...................................
with slit
with slit
no slit
no slit
............
.
... . . .........................
:-
.
-0.2
100
0 Welding
time, 7sec
Time, sec
Figure 2.27. Vertical movement at 6.5 cm from the weld point
on Specimens 3 through 6
0.3
12 cm away from
weld center
0.2
n 1-
Plate with slit & 2" thick
- Plate with slit & I" thick
- - - - - Plate no slit & 1" thick
-. - - Plate no slit & 2" thick
-
·- ·- ·- · ·- · ·
. . . . . .
A
-0.1
..
.....
.....
...
.....
......
...........................................
-0.2
.... . . . ......
................. ........................................
..........
. ...
Figure
2.28. Vertical movement at 12 cm from the weld point
-0.3
0 Welding 20
time, 7sec
100
Time, sec
Figure 2.28. Vertical movement at 12 cm from the weld point
on Specimens 3 through 6
41
2.4.4. Experimental Results of Specimen 7
The transient movement of Specimen 7 was investigated to see the
effect of introducing a slit in a non-constraint plate in bead-on-point welding.
The experimental investigation on the transient movement of Specimen 7 was
done by Goktug [11] and the results of the experimental investigation are
shown in Figures 2.29 and 2.30.
During welding, both the measurement points moved downward.
The
downward movement continued until approximately after the welding was finish.
The measurement point located on the bottom edge had larger downward
movement compared to the one located on the top edge of the plate.
Then, after they came to a full stop, they started to move upward until
they reached their final upward positions. Looking at the figures, it looks like
they had the same final upward positions.
These results, as reported by
Goktug, showed that the effect of introducing a slit is to reduce both the
upward and downward movement.
I
U.1
0.05
0
V -0.05
-o
-(0.1
0
50
100
150
2( 00
Time, sec
Figure 2.29. Vertical movement measured by Sensor 2
0.1
0.05
_
-0.05
o-0.1
Ca
-0.1
50
100
Time, sec
150
200
Figure 2.30. Vertical movement measured by Sensor 1
Chapter 3
Analytical Approach
The objective of the analytical approach was to simulate the creation of
thermal stress and distortion due to the GTA welding in all specimens. The
accuracy of the analytical approach was checked by comparing the analytical
results with the experimental results.
To achieve this objective, finite element programs developed by ADINA,
Inc. were used. In particular, the programs were ADINA-T, ADINA, and ADINAPLOT.
In general, there were two steps in the analytical approach. In the first
step, temperature change behaviors of all the points on the surfaces of the
specimens were simulated by using the ADINA-T program. Then, in the second
step, by using results obtained from the ADINA-T program as inputs, the
creation of the thermal stress and distortion were simulated using the ADINA
program.
3.1. ADINA-T Analysis
Due to the local heat of the welding arc, each point on the specimens
experienced its own non uniform temperature change as time elapsed. In other
words, as time elapsed, the temperature at each point on the specimens
changed independently. In ADINA-T, the temperature at each point on the
specimens was calculated at each time step.
Several important things that need to be considered carefully in modeling
using ADINA-T.
3.1.1. Mesh Design
Several important things need to be considered in the mesh design of the
specimens.
First, Specimens 3 through 7 were assumed to experience on-plane
movement. Using ADINA-T, on-plane movement means movement parallel to X
= 0 plane. Therefore, all quantities related to out of plane movement were
assumed to be zero. In other words, plane stress or plane strain models were
assumed. Details of the plane stress and plane strain models will be explained
later. In general, two dimensional models were assumed for the specimens
above.
Second, since transient movement of the specimens simulated in ADINA
would be compared with the experimental one, the mesh of the specimens was
designed in such ways that plots of the specimens' movements processed in
ADINA-PLOT could be obtained at the same points as the experimental
measurement points.
Third, to model the heat input from the welding arc, Rykalin [17,18] has
suggested that Gaussian's normal distribution is an excellent model. Detail of
Gaussian's normal distribution will be explained in the heat input section of this
thesis. The problem with using the Gaussian's normal distribution model in
ADINA-T is that while the model assumes continuous heat input distribution,
ADINA-T can only assume discrete heat input distribution. To solve the
problem, i.e. to approximate Gaussian's normal distribution, very dense mesh
was created in the vicinity of welded point. For other locations, the mesh
densities were less.
Figures 3.1 through 3.5 show the mesh designs for Specimens 3 through
7.
1 APRIL 1995
ADINA-PLOT VERSION 6.1.4,
MESH AND BOUNDARY CONDITION
ADINA
LOAD_STEP
TIME .000
B
B
ORIGINAL
1.075
B
z
XVMIN .000
XVMAX 18.00
YVMIN .000
YVMAX 5.500
B
B
LY
B
B
B
B
B
Figure 3.1. Mesh and boundary conditions for Specimen 3
B
U2 U3
B
-
-
____
ADINA-PLOT VERSION 6.1.4, 1 APRIL 1995
MESH AND BOUNDARY CONDITION
__
ADINA
LOAD_STEP
TIME
.000
XVMIN .000
XVMAX 18.00
YVMIN .000
YVMAX 5.500
ORIGINAL
1.075
z
_V I· I_·____·_
·___·H ____.__.______
IHHH
II .i H HHHHUHHH
I• II I i Iir___··7~r·~_______
i i i H i i i i i i iI Ii iI iI
·ii Iii·| iIi• ·• iiyrl| ii| iir i·7
·
r
Il
·7·-r
·7.~7
rT.~r~llTr~r
r:I
|I
II T1| 1.
|
|
ii IiI ii
i 1iI i1irl1i1! ii1IIiIIi1 iIIr iI|•iI· iirr.-I
i
i
i
i
w
i
i
vi
i
i
i
i
i
i
i
i
i
iIi i i1i 1.
1
1
1
1
I
1
I
I
1
1
II
11
1
I
1
1
1
1
II-- iI-i I IiI IIiIIiIIiIIiiIIiiIIiIIiIIiilIIiIII
i
i
i
i
i
m
i
i
vi
iI
i
i
i
ii
I
I
I
I
I
I
a i i III
I
1II
I
I
I
I
I
I
I
11
I
t
I
I
I
I
II
I
i i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
i
9
i
i
I I I
I I
I I I I|
RI I
t-
I
Il
IIIFi
l
Il
"
lF
i"
III
Y-T
IIIIL
III
I|I I
I
I
7IIIIII
I
I
I
I
I
Lt I
I
II
I
II
I
I
I
L
· · i|·
i· i· ·
iI i|
f
I
|
-Ii
B
B
|
i | |
|
I
|I
iII1|1|1|
11 11|FT-1
I I
|I ITI|
I I
I I
I I
. .-1|||
. .
I I II |11|11111
I I I I . . . . . .IT
f I I I| I
B
B
B
B
I|I
'1I
L|
B
I
I
fI
| f
F I
I
I
1-1 |
tI
t
B
V
I
I
I
t
I
I
I
i ii
Hili Hiii i i i i i ii iL iI
iii i1iii1iHHHHHHHHHHHH
I ii iiIrIIAiIi-1iIi 1iiIiIA
N1i 1i 1i 1i i1 i1i1 i11i i1 1i i1 1i i1 1i 1i i1 i1 i1 1i i1 rI
iLL-LI
i i iIiIiIiIiIiIiIiIiIi iI i111
|I
-I-j
i iF-
I
77
B
B
Figure 3.2. Mesh and boundary conditions for Specimen 4
B
U2 U3
ADINA-PLOT VERSION 6.1.4, 25 FEBRUARY 1995
MESH AND BOUNDARY CONDITION
ADINA
LOAD_STEP
TIME
.000
B
B
ORIGINAL
1.075
1.075
B
XVMIN .000
XVMAX 18.00
YVMIN .000
YVMAX 5.500
B
B
i
B
B
B
B
B
Figure 3.3. Mesh and boundary conditions for Specimen 5
LY
B
U2 U3
B - -
1 APRIL 1995
ADINA-PLOT VERSION 6.1.4,
MESH AND BOUNDARY CONDITION
ADINA
LOAD_STEP
TIME
.000
ORIGINAL
XVMIN
XVMAX
YVMIN
YVMAX
1.075
.000
18.00
.000
5.500
I - II Ii Ii ti i Ii Ii Ii i i i i i i i i i i i Ii i !Hi i i Fi i i i i i i ; i i i i i i i i i i i i -; -if iI iI ti A-LII Il~r
I I I I1 I i1
I t I I-~T
I I I I ITIL
I
t
I
LL
I ] -L -L I-LTILLH
I
I
11
I
I
fII
I
I
I
I
I
I
I
I
1
1.1
1
1
1
1
1
1
1
1N
Ii
1
II
I
I
I
I
I
I
I
I
1
I
I- i IiF
H- ii i i ii i i ii i i ii iIiVIi iI ii ii I
I iHIiHII
Iii Iii
IH
IH
IIi !I i IIiIH
Ii i ii iiI Iii iiI iiIiiiIi Iii iiIIii
ii IH
~~ ~iIII~i Ii~II iI I iIiIIi iI iI iIiII i iI iI iI iI iI 5
L
I
I
I
I I
I
|
II
!I
II
. . .L1I11
. ..LL .KII11
. . .1 .i II .I I ýI I1 ýI ýI I I I
LI# II. .ILILL
i I
I I
I I
I
.I
|I
|
.
!
!
I
1
I
|v -y--T
BIB
| I I | | I|
-v- T | •F | |
B
I
B
|
I I
ul|||i
B
i
|
'lIi
l
I
||| If.
It|
I
I
II
|I|I|I|I•I
.
I | • |
NIi ll i 11JIi | iI i | i I WII I H I I:IH
B
B
B
B
1•
1i1i
-
1
|"
|r
|
|
B
Figure 3.4. Mesh and boundary conditions for Specimen 6
B
U2 U3
B
--
-
-
i
I
__
ADINA-PLOT VERSION 6.1.4, 17 FEBRUARY 1995
MESH AND LOCATION OF B.C. FOR THE PLATE WITH SLIT
___
_
ADINA
LOAD_STEP
TIME
.000
ORIGINAL
.2985
____
XVMIN .000
XVMAX 5.000
.000
YVMIN
YVMAX 2.000
_I
Z
LY
El a B
Figure 3.5. Mesh and boundary conditions for Specimen 7
I
_
_
__
_
B
U2 U3
3.1.2. Specimens with Slits Vs Specimens without Slits
The specimens can be classified into two groups: the specimens with slits
and those without slits.
For the specimens with slits, before and during the welding, there were
no connections in the slits. During some period of the welding, the materials in
the vicinity of the welding region melted and became molten pools. Then, after
the welding, the molten pools solidified causing the slits to be connected.
The whole process during and after the welding is shown in Figures 3.6
and 3.7.
Welding at this point only
Slit
V
Figure 3.6. A specimen with a slit, before and during welding
Slit connected by solidified weld metal A
J
Figure 3.7. The same specimen after the weld metal solidifies
These unconnected conditions before and during the welding, of course,
do not occur in the specimens without slits.
The conditions explained in the previous paragraphs were taken into
account in both ADINA-T and ADINA programs by using available element birth
option.
Using this option, the elements in the slits which simulate the solidified
weld metals did not exist during the welding.
They only started to exist
immediately after the welding. These were done by specifying the element birth
of these weld metals to be after the welding was completed.
Of course, the
element birth options were used only in the specimens with slits.
For the
specimens without slits, all the elements started to exist at time equaled to
zero.
3.1.3. Welding Arc Heat Input Distribution
As mentioned before, the welding arc heat input distribution
modelled using Gaussian's normal distribution.
normal distribution.
was
Figure 3.8 shows Gaussian's
q(r,
i
I
dh
Figure 3.8. Gaussian's normal distribution
Heat flux at any point inside the Gaussian's surface is calculated by using
the following formula:
q(r) =
eekr2
..................................................................................... (3.1)
where :
heat flux at any point inside the Gaussian's surface
heat flux at r = 0
a coefficient
radial distance
Below are the derivations to obtain formulas for qmax and k.
Q = 7VI
where:
Q:
total welding heat input
r7:
efficiency of welding process
V:
voltage of welding process
current of welding process
I:
o00
Q=
Jq(r)27crdr
0
00
-kr
Q = 27cqmax J re
dr
0
Q= xqmax
k
.
qmax =•.
r
=
.. (3.2)
0.5dh is defined to be a location on which the value of q (r) is 0.05qmax.
Therefore,
q(rh) = 0.05qa
e
x
= qmaxe
-kr 2
h
-kr 2
h =0.05
krh2 = 3.0
[
k-
3.46
2
..................................................
(3.3)
By substituting equations (3.2) and (3.3) into equation (3.1), heat flux at any
point inside the Gaussian's surface can be expressed as the following:
q q , V ,, dh,r].. . .............................. .................................................
(3.4)
3.1.4. Initial Conditions
In ADINA-T, initial temperature for every point on the specimens needs to
be specified. Otherwise, it will be set to a default value of zero. The initial
temperature is the temperature at a time equal to zero.
For the specimens without slits, the initial temperature at every point on
the specimens was specified to be the same as the surrounding temperature.
For the specimens with slits, there were two types of initial
temperatures. At every point not located at the slits, the initial temperature
was specified to be the same as the surrounding temperature. At every point
located at the slits, the initial temperature was specified to be the same as the
temperature at its closest neighbor point at the time when the slits started to
connect.
3.1.5. General Heat Transfer Formulas
Bathe and co-workers [6,7,20] formulated the following heat transfer
equations for the finite element method.
+
-q .....................
....... (3.5)
(3.6)
.......
e ..................................................................................................
els =S1
.2
=n S ....
................ ............................................ ......................... (3.7)
S
n
where:
OlSi:
surface temperature of the body
oe:
temperature of environment
A:
n
thermal conductivity of the body
rl:
normal direction
qS:
heat flow on the surface of the body
Equation 3.5 is a heat flow equilibrium equation that is valid inside the body,
while equations 3.6 and 3.7 are valid on the surface of the body.
By using the variational principle, the heat conduction and its associated
boundary conditions can be written as the following:
ao
V 2 L x ax
- f OqBdV V
2+
+y[
ay
2 xz a
I z
I OSqSdS F2
zI
dV
OiQ i ....................................................
(3.8)
i
With the stationarity of I, the heat flow equilibrium at time t + aAt can be
obtained as the following:
S8'Tt +,At Xt +,aAtO,
dV=t + AtQ + fJoSt + cAth[ t +cAto t-+ cAtOS ]dS
SC
V
c[
-t+aAt S]dS.............................................................. (3.9)
- jf S St+aAt t+aAtor
Sr
where:
surface temperature of the body
ee :
temperature of the environment
Or:
8:
radiating surface temperature
variation symbol
X:
radiation coefficient
S :
convection surface area
Sr:
radiation surface area
c
ae ae aZ
T
x1
0
0
x
0 x
0:
0
0
Y
0k
Then, by linearization of equation (3.9), the following heat flow equilibrium
for a single element is obtained:
[tKX+tK+tK tKr]Ao(i)=t + xAtQ+t + AtQc(i - 1)
t+
t
(i -
t + AtQ
- 1)............................................
.......... (3.10)
where:
t + aAt (i) t + aAt (i - 1) + A (i) ......................................................
(3.11)
3.1.6. Heat Conduction
As described before, heat travels by conduction inside the body.
To
simulate heat conduction, ADINA-T requires input of the physical properties of
the specimens, i.e. thermal conductivity, specific heat and density of both low
carbon and stainless steels.
The physical properties of both materials are
temperature dependent.
Table 3.1 lists the values of thermal conductivity,
specific heat and density of low carbon steel, and figures 3.9 and 3.10 show
the values of thermal conductivity and specific heat of stainlees steel.
Temperature,
(OF)
70
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
e
Conductivity, K
(Btu/hr.ft.OF)
20.02
20.88
21.29
21.01
20.68
19.49
20.06
14.91
15.29
15.68
15.25
16.38
16.69
16.99
Specific Heat, c
(Btu/lbm.OF)
0.102
0.110
0.120
0.132
0.148
0.166
0.178
0.190
0.173
0.156
0.156
0.156
0.156
0.156
Density, p
(Ibm/in3 )
0.284
0.283
0.282
0.280
0.279
0.277
0.276
0.275
0.275
0.275
0.275
0.275
0.275
0.275
Table 3.1. Thermal conductivity, specific heat and density of low carbon steel
0.4
0
0.3
-I
..........................................................................
U
U
...................................
...............................
°
0
S
a
n
e
t
e
I
...
-+e- 304 Stainless Steel
...............................................
.....................
0.2
0r
U
H 0.1
..
..
...
...
. . . .. ... . ... .. . .... ..... .
300
..,.. . .. . ... . .. . ..... . .... .. . .. . .. . ... . ... ... .
600
Temperature, OC
900
1200
Figure 3.9. Thermal conductivity of stainless steel
0
U
a.)
U
U
Ut
300
600
Temperature, oC
900
Figure 3.10. Specific heat of stainless steel
1200
3.1.7. Boundary Conditions
The specimens had two types of boundary conditions, i.e. convection and
radiation boundary conditions.
In ADINA-T, the convection boundary condition is modelled as the
following:
(3.12)
qS = h[ e _ S] .....................................
where:
qS:
heat flow from the surface of the body to its surroundings
h:
convection coefficient
e :
temperature of the surroundings
OS:
surface temperature of the body
e
The values of the specimens' convection coefficient, as shown in figure
3.11, were assumed to obey the semi empirical correlation that was proposed
by Lienhard [13].
U
0.002
0.0015 .........
0.001.........
Shorizontal
convection surface
- - 2 - - vertical convection surface
S0.0005I
0
0
300
600
es - e,, OC
900
Figure 3.11. Convection coefficient of the specimens
1200
In ADINA-T, radiation boundary condition is modelled as the following:
qS
r4
4 .................................................
(3.13)
where:
qS:
G:
heat flow from the surface of the body to its surrounding
Steffan Boltzman's coefficient
f:
shape factor
e:
emissivity
0 : temperature of the surrounding
r
OS:
surface temperature of the body
The values of a, f, and e of the specimens were 5.67x10'12 W/cm 2K4, 1.0, and
0.8 respectively.
3.2. ADINA-T Results
Figures 3.12 through 3.14 show the temperature distributions on the
surface of Specimen 5 at several different times. Shown in Figures 3.15 to 3.17
are the temperature distributions on the surface of Specimen 6 at several
different times. The behaviors of the temperature distributions as time elapses
on the surfaces of Specimens 5 and 6 are believed to be the same as the ones
on the surfaces of Specimens 3 and 4 respectively. The reason is because
Specimens 3 and 5 are almost exactly the same in terms of material type and
dimension. The same reason is true for Specimens 4 and 6. In other words,
the behaviors of the temperature distributions as time elapses on the surfaces
of Specimens 5 and 6 can be used well enough to represent the behaviors of
the temperature distributions as time elapses on the surfaces of Specimens 3
and 4 respectively.
As shown in the figures, the temperature distributions in the specimens
are radially symmetrical with the welded points as the centers. As the radial
distance from the welded points increases, the temperature decreases.
It is
also clearly shown that the maximum temperature occurred at the welding
points during the welding. Only small parts of the specimens in the vicinity of
the welding zone experienced high temperature processes.
ADINA-PLOT VERSION 6.1.4,
TEMPERATURE DISTRIBUTION
7 APRIL 1995
1995
6.1.4, 7 APRIL
VERSION
ADINA-T
ADINA-PLOT
ORIGINAL
XVMIN .000
TEMPERATURE DISTRIBUTION
LOAD_STEP
XVMAX 18.00
TIME 4.200 1.180
YVMIN .000
YVMAX 5.500
z
TEMP
TIME 4.200
- 1000.
900.
- 800.
- 700.
500.
-
ADINA-T
LOAD_STEP
TIME 8.000
300.
150.
50.
L
ORIGINAL XVMIN .000
SXVMAX
18.00
1.180
YVMIN .000
YVMAX 5.500
TEMP
TIME 8.000
- 1000.
900.
- 800.
700.
500.
300.
150.
50.
ADINA-T
LOAD_STEP
TIME 11.00
ORIGINAL
1.180
XVMIN .000
XVMAX 18.00
YVMIN .000
YVMAX 5.500
Z
L½
TEMP
TIME 11.00
1000.
900.
800.
700.
500.
300.
150.
50.
Figure 3.12. Temperature distributions on the surface
of Specimen 5 at 4.2, 8.0, and 11.0 seconds
ADINA-PLOT VERSION 6.1.4,
TEMPERATURE DISTRIBUTION
ADINA-T
LOAD_STEP
TIME 13.00
ORIGINAL
1.180
7 APRIL 1995
XVMIN
.000
XVMAX 18.00
YVMIN .000
YVMAX 5.500
L
TEMP
TIME 13.00
- 400.0
ADINA-T
LOAD_STEP
TIME 15.00
ORIGINAL
i
1.180
300.0
250.0
200.0
150.0
100.0
75.0
50.0
z
|y
XVMIN .000
XVMAX 18.00
YVMIN .000
YVMAX 5.500
TEMP
TIME 15. 00
- 400.0
-
ADINA-T
LOAD_STEP
TIME 18.00
ORIGINAL
1.180
300.0
250.0
200.0
150.0
100.0
75.0
50.0
Z
XVMIN .000
XVMAX 18.00
YVMIN .000
YVMAX 5.500
Ly
TEMP
TIME 18.00
- 400.0
-
Figure 3.13. Temperature distributions on the surface
of Specimen 5 at 13.0, 15.0, and 18.0 seconds
300.0
250.0
200.0
150.0
100.0
75.0
50.0
ADINA-PLOT VERSION 6.1.4,
TEMPERATURE DISTRIBUTION
ADINA-T
UK01INAL
LOAD_STEP
TIME 20.00
1.180
7 APRIL 1995
XVMIN .00uuu
XVMAX 18.00
YVMIN
.000
YVMAX 5.500
L
TEMP
TIME 20.00
200.0
150.0
130.0
110.0
90.0
80.0
70.0
50.0
ADINA-T
LOAD_STEP
TIME 24.00
ORIGINAL
I
_I
1.180
XVMIN .000
XVMAX 18.00
YVMIN .000
YVMAX 5.500
Ly
TEMP
TIME 24.00
- 200.0
- 150.0
- 130.0
- 110.0
90.0
80.0
70.0
50.0
ADINA-T
LOAD_STEP
TIME 27.00
ORIGINAL
L
i
1.180
XVMIN .000
XVMAX 18.00
YVMIN .000
YVMAX 5.500
Z
TEMP
TIME 27.00
- 200.0
- 150.0
- 130.0
- 110.0
90.0
80.0
70.0
50.0
Figure 3.14. Temperature distributions on the surface
of Specimen 5 at 20.0, 24.0, and 27.0 seconds
ADINA-PLOT VERSION 6.1.4,
TEMPERATURE DISTRIBUTION
ADINA-'I'
LOAD STEP
TIME 4.200
UORICINAL
a
1
1.180
7 APRIL 1995
~------^^
XVMIN .000
XVMAX 18.00
YVMIN .000
YVMAX 5.500
------
z
L
TEMP
T
'IME 4.200
- 1000.
ADINA-T
LOAD_STEP
TIME 8.000
ORIGINAL
SXVMAX
1.180
-
900.
800.
700.
-
500.
-
300.
150.
50.
XVMIN
.000
18.00
YVMIN .000
YVMAX 5.500
LY
TEMP
TIME 8.000
- 1000.
900.
- 800.
- 700.
- 500.
-
ADINA-T
LOAD_STEP
TIME 11.00
ORIGINAL
S
1.180
300.
150.
50.
XVMIN .000
XVMAX 18.00
YVMIN .000
YVMAX 5.500
LY
TEMP
TIME 11.00
1000.
900.
800.
700.
500.
300.
150.
50.
Figure 3.15. Temperature distributions on the surface
of Specimen 6 at 4.2, 8.0, and 11.0 seconds
ADINA-PLOT VERSION 6.1.4,
TEMPERATURE DISTRIBUTION
ADINA-T
LOAD_STEP
TIME 13.00
ORIGINAL
Ij
1.180
XVMIN
7 APRIL 1995
.000
Z
XVMAX 18.00
YVMIN
.000
YVMAX 5.500
TEMP
TIME 13.00
400.0
300.0
250.0
200.0
150.0
100.0
75.0
50.0
ADINA-T
LOADSTEP
TIME 15.00
ORIGINAL
I
1.180
XVMIN .000
XVMAX 18.00
YVMIN
.000
YVMAX 5.500
T
TEMP
TIME 15.00
400.0
300.0
250.0
200.0
150.0
100.0
75.0
50.0
ADINA-T
LOAD_STEP
TIME 18.00
ORIGINAL
,
1.180
XVMIN .000
XVMAX 18.00
YVMIN
Z
.000
YVMAX 5.5000
TEMP
TIME 18.00
400.0
300.0
250.0
200.0
150.0
100.0
75.0
50.0
I
Figure 3.16. Temperature distributions on the surface
of Specimen 6 at 13.0, 15.0, and 18.0 seconds
.
ADINA-PLOT VERSION 6.1.4,
TEMPERATURE DISTRIBUTION
ADINA-T
LOAD_STEP
TIME 20.00
ORIGINAL
L._
.
1.180
7 APRIL 1995
XVMIN .000
XVMAX 18.00
YVMIN .000
YVMAX 5.500
z
TEMP
TIME 20.00
- 200.0
- 150.0
- 130.0
- 110.0
90.0
80.0
70.0
50.0
ADINA-T
LOAD_STEP
TIME 24.00
ORIGINAL
1.180
XVMIN .000
XVMAX 18.00
YVMIN .000
YVMAX 5.500
z
TEMP
TIME 24.00
200.0
150.0
130.0
110.0
90.0
- 80.0
- 70.0
50.0
ADINA-T
LOAD_STEP
TIME 27.00
ORIGINAL
I
1.180
XVMIN .000
XVMAX 18.00
YVMIN .000
YVMAX 5.500
z
TEMP
TIME 27.00
-
200.0
- 150.0
- 130.0
- 110.0
- 90.0
- 80.0
- 70.0
- 50.0
Figure 3.17. Temperature distributions on the surface
of Specimen 6 at 20.0, 24.0, and 27.0 seconds
Shown in Figures 3.18 through 3.20 are the heat flux distributions on
Specimen 7 at several different times. Heat flux always travels from a higher
temperature point to a lower temperature point. It is shown clearly that the
heat fluxes travelled from the welded spot to the bottom left and right corners
of the plate. This means that the highest temperature region is the welding
spot and the lowest temperature region is furthest from the welding spot.
Shown in Figures 3.21 through 3.23 are the temperature distribution on
Specimen 7 at several different times. As in Specimens 3 through 6, the
temperature distribution is radially symmetrical with the welding spot as the
center.
As the radial distance from the welded spot increases, the
temperature decreases. In Specimens 3 through 6, only a small part of the
plate experienced high temperature process.
7 APRIL 1995
ADINA-PLOT VERSION 6.1.4,
HEAT FLUXES (Btu/sec.in^2)
ADINA-T
LOAD_STEP
TIME 3.000
LZ
XVMIN .000
XVMAX 5.000
YVMIN .000
YVMAX 2.000
ORIGINAL
I
.3716
HEAT_FLUX
TIME 3.000
FACE 3
S5.550
ADINA-T
LOADSTEP
TIME 7.000
Z
XVMIN .000
XVMAX 5.000
YVMIN .000
YVMAX 2.000
ORIGINAL
I
S
.3716
HEAT_FLUX
TIME 7.000
FACE 3
I
ADINA-T
LOAD STEP
TIME 11.00
.9402
.000
5.000
YVMIN .000
YVMAX 2.000
XVMIN
ORIGINAL
SXVMAX
.3716
LY
m
HEAT_FLUX
TIME 11.00
FACE 3
I
Figure 3.18. Heat fluxes on the surface of Specimen 7
at 3.0, 7.0, and 11.0 seconds
.3687
ADINA-PLOT VERSION 6.1.4, 7 APRIL 1995
HEAT FLUXES (Btu/sec.in^2)
ADINA-T
LOAD_STEP
TIME 30.00
ORIGINAL
S
XVMIN .000
XVMAX 5.000
YVMIN .000
YVMAX 2.000
a
.3716
z,
HEAT_FLUX
CII
C
00
r
TIME 30.00
FACE 3
,4
I
lU11111tt
ADINA-T
LOADSTEP
TIME 50.00
ORIGINAL
IsI
.IofI#It
XVMIN .000
XVMAX 5.000
YVMIN .000
YVMAX 2.000
.3716
z,
w
o
I
IIII
II
L
~
:7--
40P
ADINA-T
LOAD_STEP
TIME 70.00
.06772
HEAT_FLUX
TIME 50.00
FACE 3
I
%
ORIGINAL
XVMIN .000
XVMAX 5.000
YVMIN .000
YVMAX 2.000
a
.3716
.02818
z,
ZZ.
HEAT_FLUX
TIME 70.00
FACE 3
-
,
0.-1
-'-
-L~-~
-
.%
.
-.
c
(
(~
~~H)**~~IUI)~\\\~*h~~ ~Z
C
~
r
-
Figure 3.19. Heat fluxes on the surface of Specimen 7
at 30.0, 50.0, and 70.0 seconds
1
.01622
ADINA-PLOT VERSION 6.1.4, 7 APRIL 1995
HEAT FLUXES (Btu/sec.in^2)
ADINA-T
LOAD_STEP
TIME 100.0
ORIGINAL
I
I
.3716
XVMIN .000
XVMAX 5.000
YVMIN
Z
.000
y
YVMAX 2.000
HEAT_FLUX
TIME 100.0
FACE 3
I
ADINA-T
LOADSTEP
TIME 130.0
ORIGINAL
I
I
.3716
.008858
XVMIN .000
XVMAX 5.000
YVMIN .000
YVMAX 2.000
Z
I-
HEAT_FLUX
/
/
TIME 130.0
/
/
/
/
/
/
/
FACE 3
.005579
I
/
ADINA-T
LOAD_STEP
ORIGINAL
,
,I
TIME 170.0
.3716
XVMIN .000
XVMAX 5.000
YVMIN
Z
.000
YVMAX 2.000
I-
-.
I
HEAT_FLUX
TIME 170.0
FACE 3
//
I
I
/
/
/
.003293
/
/
*1
t
-
.
A#//W~%%~%~
-.
~-..r-m----
.-J
Figure 3.20. Heat fluxes on the surface of Specimen 7
at 100.0, 130.0, and 170.0 seconds
I
ADINA-PLOT VERSION 6.1.4,
TEMPERATURE DISTRIBUTIONS
~~rrzr
m
UKIGINAL
LOAD_STEP
TIME 2.000
.3716
7 APRIL 1995
(C)
XVMIN
.000
YVMIN
.000
XVMAX 5.000
L)
YVMAX 2.000
TEMP
TIME 2.000
14:00.
1200.
1000.
800.
- 6
6 00.
4 00.
1 50.
50.
-8
ADINA-T
LOAD_STEP
TIME 3.600
ORIGINAL
,
.3716
L
XVMIN .000
XVMAX 5.000
YVMIN .000
YVMAX 2.000
L
TEMP
TIME 3.600
[
14|00.
12'00.
10)00.
8'00.
6 00.
4 00.
1 50.
50.
ADINA-T
LOAD STEP
TIME 5.000
ORIGINAL
i
.3716
L
XVMIN .000
XVMAX 5.000
YVMIN .000
YVMAX 2.000
L
TEMP
TIME 5.000
1400.
1200.
1000.
800.
600.
400.
150.
50.
Figure 3.21. Temperature distributions on the surface
of Specimen 7 at 2.0, 3.6, and 5.0 seconds
ADINA-PLOT VERSION 6.1.4, 7 APRIL 1995
TEMPERATURE DISTRIBUTIONS (C)
ADINA-T
LOADSTEP
TIME 6.000
ORIGINAL
.3716
XVMIN .000
XVMAX 5.000
YVMIN .000
YVMAX 2.000
z
TEMP
TIME 6.000
800.0
600.0
400.0
300.0
200.0
150.0
100.0
50.0
ADINA-T
LOAD_STEP
TIME 8.000
ORIGINAL
•.3716
XVMIN .000
XVMAX 5.000
YVMIN .000
YVMAX 2.000
z
L
TEMP
TIME 8.000
800.0
600.0
400.0
300.0
200.0
150.0
100.0
50.0
ADINA-T
LOAD_STEP
TIME 11.00
ORIGINAL
SI
.3716
XVMIN .000
XVMAX 5.000
YVMIN .000
YVMAX 2.000
TEMP
TIME 11.00
I
- 800.0
-
Figure 3.22. Temperature distributions on the surface
of Specimen 7 at 6.0, 8.0, and 11.0 seconds
600.0
400.0
300.0
200.0
150.0
100.0
50.0
ADINA-PLOT VERSION 6.1.4,
TEMPERATURE DISTRIBUTIONS
ADINA-T
LOAD_STEP
TIME 20.00
ORIGINAL
.3716
7 APRIL 1995
(C)
XVMIN .000
XVMAX 5.000
YVMIN .000
YVMAX 2.000
Z
Iy
TEMP
TIME 20.00
2E50.0
!5.0
•
^x
30.0
~I
1Ti
1"
1;
Ir
75.0
50.0
25.0
30.0
%.
.&.
•
ADINA-T
LOAD_STEP
TIME 30.00
50.0
ORIGINAL XVMIN .000
SXVMAX
5.000
.3716
YVMIN .000
YVMAX 2.000
L
TEMP
TIME 30.00
250.0
- 225.0
200.0
- 175.0
150.0
125.0
100.0
50.0
ADINA-T
LOAD_STEP
TIME 40.00
ORIGINAL
S
.3716
XVMIN .000
XVMAX 5.000
YVMIN .000
YVMAX 2.000
TEMP
TIME 40.00
250.0
225.0
200.0
175.0
150.0
125.0
100.0
-
Figure 3.23. Temperature distributions on the surface
of Specimen 7 at 20.0, 30.0, and 40.0 seconds
50.0
3.3. ADINA Analysis
3.3.1. Mesh
For every specimen, the mesh design in ADINA program was exactly the
same as its mesh design in ADINA-T program.
cannot be run.
Otherwise, the ADINA program
In particular, related to the ADINA program, plane stress
models were assumed for Specimens 3 through 7. By using the plane stress
models in the ADINA program, Goktug [11] investigated a specimen similar to
Specimen 7. He reported that the ADINA results agreed with his experimental
data. For this reason, the plane stress models were assumed for Specimens 3
through 7.
Using the plane stress model, (ox, Cxy, and ,,x were zero.
shows how the plane stress model looks.
Z.
Y
jy
LIT
Figure 3.24. Plane stress state
Figure 3.24
3.3.2. Initial Conditions
For the specimens without slits, initial values of strain and stress on
every point were assumed to be zero. The initial values of strain and stress
were the values of strain and stress at the initial temperature, i.e. the
surrounding temperature. By assuming this condition, the specimens have been
assumed to be the ideal specimens. In reality, the specimens should have some
values of initial strain and stress from previous works applied onto them.
For the specimens with slits, the initial values of strain and stress on
every point not located in the slits were also zero. However, since the initial
temperature for every point located in the slits was higher than the surrounding
temperature, the initial values of strain and stress there were not zero.
3.3.3. Boundary Conditions
Boundary condition is one of the most important inputs in ADINA
program because it describes how a specimen is supported. In particular, the
boundary condition command in the ADINA program specifies directions in
which a point is fixed.
For Specimens 3 through 6, their boundary conditions are shown in
Figures 3.1 through 3.4. All the points located at the bottom edges of
Specimens 3 through 6 were fixed in the Y and Z directions. These boundary
conditions describe that the bottom edges of the specimens were not affected
by the heat from the welding arcs. It is possible to assume this because the
specimens were relatively large.
For Specimen 7, the boundary condition is shown in Figure 3.5. Only a
few points located at the center of the bottom edge were fixed in the Y and Z
directions. This boundary condition simulates the tack welding applied to the
center of the bottom edge of the plate as shown in Figure 2.11.
3.3.4. Load
Non-uniform temperature distribution is created in a specimen when
welding is applied to the specimen. This is because the welding is applied only
to a small region of the specimen. As a consequence, different points on the
specimen expand at different rates. In other words, incompatible strain
distribution is created in the specimen. This incompatible strain distribution, in
turn, creates stress and distortion in the specimen. From this process, it can
be concluded that the heat from the welding is the initial source of the stress
and distortion in the specimen.
In this investigation, the temperature distributions in the specimens at all
stages were calculated in ADINA-T. These temperature distributions were used
as load inputs in the ADINA program.
3.3.5. Material Properties
In ADINA, mechanical properties of the specimens are required as inputs.
Listed in Table 3.2 are the mechanical properties of low carbon steel.
temperature (OF)
yield stress (ksi)
Young's modulus (ksi)
tangent modulus (ksi)
Poisson's ratio
linear expansion coeff.
(in/in.OF)
0
a
70
36.0
200
Et
v
30.0E+3
1.6E+3
0.3
6.55E-6
32.0
29.6E+3
1.58E+3
0.308
6.55E-6
400
29.0
28.8E+3
1.54E+3
0.324
6.97E-6
600
25.0
27.7E+3
1.48E+3
0.338
7.35E-6
800
22.0
26.0E+3
1.39E+3
0.349
7.75E-6
1000
17.0
22.7E+3
1.21E+3
0.369
8.06E-6
1200
14.2
14.OE+3
0.75E+3
0.376
8.5E-6
1400
6.0
5.OE+3
0.27E+3
0.384
8.15E-6
1600
3.0
4.2E+3
0.23E+3
0.391
6.95E-6
1800
1.0
3.OE+3
0.16E+3
0.415
7.OE-6
2000
0.8
2.1E+3
0.11E+3
0.423
7.23E-6
2200
0.7
1.2E+3
0.06E+3
0.447
7.3E-6
2400
0.1
0.3E+3
0.01 E+3
0.465
7.5E-6
2600
0.0
0.0
0.0
0.464
7.5E-6
.
Table 3.2. Mechanical properties of low carbon steel
Listed in Table 3.3 are mechanical properties of a stainless steel.
temperature (OC)
yield stress (N/cm2)
Young's modulus (N/cm 2)
Poisson's ratio
tangent modulus (N/cm 2)
linear expansion coeff.
(pRcm/cm.OC)
S
a
E
Et
v
a
20
25.4E+6
21.OE+6
0.53E+6
0.288
1.7.02
38
24.4E+6
20.OE+6
0.5E+6
0.297
17.06
93
21.1E+6
19.2E+6
0.48E+6
0.302
17.22
149
19.1E+6
18.8E+6
0.47E+6
0.307
17.37
204
17.6E+6
18.4E+6
0.46E+6
0.310
17.53
260
16.6E+6
17.9E+6
0.45E+6
0.313
17.69
316
15.5E+6
17.7E+6
0.44E+6
0.315
17.85
371
15.OE+6
17.OE+6
0.43E+6
0.317
18.01
427
14.3E+6
16.6E+6
0.42E+6
0.319
18.17
538
13.2E+6
15.5E+6
0.39E+6
0.322
18.48
593
12.5E+6
15.OE+6
0.38E+6
0.323
18.64
649
11.9E+6
14.6E+6
0.36E+6
0.325
18.80
704
11.2E+6
14.1E+6
0.35E+6
0.327
18.96
760
9.9E+6
13.4E+6
0.33E+6
0.327
19.12
816
7.9E+6
12.5E+6
0.31E+6
0.329
19.28
1000
0.1E+6
5.3E+6
0.13E+6
0.330
20.0
1200
0.01 E+6
1.3E+6
0.03E+6
0.330
20.0
.Table 3.3. Mechanical properties of a stainless steel
3.4. ADINA Results
While Figure 3.25 shows the transient movement of the points on
Specimen 3 as calculated in the ADINA program,
Figure 3.26 shows the
transient movement of the measurement points on Specimen 4 as calculated in
the ADINA program.
From the figures, it can be seen that all the measurement points moved
upward during the welding. During the welding, the measurement point located
closest to the welded region had the largest peak value of distortion, while the
measurement point located furthest from the welded region had the lowest
peak value of distortion. In addition, by comparing Figure 3.25 with 3.26, it can
be seen that the larger width decreases the peak value of the distortion.
After the welding was finished, i.e. during the cooling, all the
measurement points moved downward until they reached their corresponding
final positions. Generally, the width of the specimen did not significantly affect
the final positions of most of the measurement points. This phenomena can be
seen in both figures as they had the same final positions for most but not all of
the measurement points. However, as the width gets larger, rate of the
downward movement gets smaller. It can be seen in the figures that the slope
of the downward movement in Figure 3.25 is larger in magnitude than the one
in Figure 3.26.
To see the whole distortion pictures of Specimens 3 and 4, Figures 3.27
to 3.32 are presented. The figures show the distorted shapes of the
specimens at several different times. During the welding, the specimens moved
upward. The point that was located in the welding spot had the largest
upward movement, while the point that was located far away from the welding
spot had the smallest upward movement. In other words, as the distance
from the welding spot decreases, the upward movement increases.
Then, after the welding was finished, the specimens began to move
downward. The regions in the vicinity of the welding spots moved downward
deeply, finally creating concave shapes in the welding spot regions.
0.25
-e3 cm from weld center
.. .- 6.8 cm from weld center
.
0.2
--8.5 cm from weld center
-....... 12.8 cm from weld center
- 14.9 cm from weld center
0.15
---
--
.......-.....
..
0.1
0.05
u I;
.. ..
iun
0
g
.... .... ......
....
........
.........
.................. -----
----
-0.05
80
40
100
Time (s)
Figure 3.25. Vertical movements at the measurement points of
Specimen 3 as calculated by ADINA
0.2
mI
i
.
.
..
.
.
.
......
...........
- -----~-------:-------------...
..
...
..I
...... ......
...
.....
...
.......
.... -- 3 cm from
............ -8-6.8 cm
°r
0.15
.
. .
.., ............
.......
weld center
from weld center
....
...... -0-8.5
cm from weld center
-6-12.8 cm from weld center
...
i.........:........
--14.9 cm from weld center
0.1
...
.......
......
..............
I
....... ... . . .. ..
............. .. 'i.... ..
.. °
·
II-------------
.............-··-·-
...
:
.
L............
..
..
......
......
~----......
.......-
:------;------
----_--------......
.....................-
0.05
..............-,----:......,.......
.....
....
........
.... ....
...
0
~`·~;;;;;;
I
i
:
......
.
.
.......
......
------......--·--
............................r .............
T......
...........4...
I
%J'%L
----i
.....................
...........
i.......
r------~---·---
r .............-
:......~......
-0.05
20
40
80
100
Time (s)
Figure 3.26. Vertical movements at the measurement points of
Specimen 4 as calculated by ADINA
ADINA-PLOT VERSION 6.1.4,
DISTORTED SHAPES
9 APRIL 1995
XVMIN
XVMAX
YVMIN
-.05422
18.05
-.004296
5.825
z
1.083
DEFORMED
-_ J
.004997
ADINA
LOAD_STEP
TIME 8.000
ORIGINAL
DEFORMED
-.05298
Z
.03299
XVMIN
XVMAX
YVMIN
YVMAX
ADINA
LOAD_STEP
TIME 11.00
ORIGINAL
DEFORMED
L - ..
.04599
XVMIN
XVMAX
YVMIN
-.05498
18.05
-.007349
ADINA
LOAD_STEP
TIME 4.200
ORIGINAL
1.084
1.084
YVMAX
YVMAX
18.05
-.006180
5.825
5.825
I
fR-m'fFF
--
Figure 3.27. Distorted shapes of Specimen 3
at 4.2, 8.0, and 11.0 seconds
Ly
Ly
z
L'
ADINA-PLOT VERSION 6.1.4,
DISTORTED SHAPES
DEFORMED
9 APRIL 1995
ADINA
LOADSTEP
TIME 15.00
ORIGINAL
XVMIN
XVMAX
YVMIN
YVMAX
-.07113
18.07
-.01301
5.825
ADINA
LOADSTEP
TIME 20.00
ORIGINAL DEFORMED XVMIN
XVMAX
L J
.
YVMIN
.01112
1.087
YVMAX
18.11
-.02592
5.826
ADINA
LOADSTEP
TIME 30.00
ORIGINAL
.L
1.100
XVMIN
XVMAX
YVMIN
YVMAX
-.3082
18.31
-.09087
5.830
L .
1.085
.J
.02395
DEFORMED
-
.
.002972
-
.1065
lamcclawmanoter
Hil mIqM-Egi
I'
Figure 3.28. Distorted shapes of Specimen 3
at 15.0, 20.0, and 30.0 seconds
wim>- I- -PI
ADINA-PLOT VERSION 6.1.4,
DISTORTED SHAPES
ORIGINAL
ADINA
LOADSTEP
TIME 80.00
ORIGINAL
ADINA
LOAD_STEP
TIME 100.0
ORIGINAL
k
-. 3304
18.33
-. 2812
5.646
z
L .- J
-.3295
18.33
-.3334
5.648
z
.002218
XVMIN
XVMAX
YVMIN
YVMAX
DEFORMED
L.002240
XVMIN
XVMAX
YVMIN
YVMAX
-.2943
18.29
-.3326
5.634
.002586
.
.002586
1.101
DEFORMED
1.111
1.109
XVMIN
XVMAX
YVMIN
YVMAX
DEFORMED
ADINA
LOAD_STEP
TIME 50.00
9 APRIL 1995
Figure 3.29. Distorted shapes of Specimen 3
at 50.0, 80.0, and 100.0 seconds
Ly
Ly
z
ADINA-PLOT VERSION 6.1.4,
DISTORTED SHAPES
ADINA
LOAD_STEP
TIME 4.200
ADINA
LOAD_STEP
TIME 8.000
ORIGINAL
L .. j
1.084
DEFORMED
L-.
9 APRIL 1995
XVMIN
XVMAX
.002460 YVMIN
YVMAX
ORIGINAL
DEFORMED
1
1.085
--
.01654
XVMIN
XVMAX
YVMIN
YVMAX
Z
-.09389
18.09
-.008539
5.825
Z
-.07827
18.08
-.01147
5.825
L
I
ADINA
LOAD_STEP
TIME 11.00
ORIGINAL
Lj
1.085
DEFORMED
L.02468
XVMIN
XVMAX
YVMIN
YVMAX
-.07591
18.08
-.01274
5.825
Figure 3.30. Distorted shapes of Specimen 4
at 4.2, 8.0, and 11.0 seconds
Z
ADINA-PLOT VERSION 6.1.4,
DISTORTED SHAPES
ADINA
LOAD_STEP
ADINA
LOAD_STEP
ADINA
LOAD_STEP
TIME 30.00
ORIGINAL
I
ORIGINAL
I.
ORIGINAL
L..j
1.088
DEFORMED
. - a
DEFORMED
L --
DEFORMED
L- J
.007871
9 APRIL 1995
XVMIN
XVMAX
-.08162
18.08
YVMAX
5.826
XVMIN
XVMAX
-.08765
18.09
YVMAX
5.826
XVMIN
XVMAX
YVMIN
YVMAX
-.1026
18.10
-.02784
5.826
Figure 3.31. Distorted shapes of Specimen 4
at 15.0, 20.0, and 30.0 seconds
Z
Z
Z
ADINA-PLOT VERSION 6.1.4,
DISTORTED SHAPES
9 APRIL 1995
.003203
XVMIN
XVMAX
YVMIN
YVMAX
-. 1606
18.16
-.05472
5.828
ADINA
LOAD_STEP
TIME 80.00
ORIGINAL DEFORMED
.. A
L_ .1
.001448
1.111
XVMIN
XVMAX
YVMIN
YVMAX
-.3334
ADINA
LOAD_STEP
TIME 100.0
ORIGINAL
S1.
1.104
DEFORMED
i
.001615
XVMIN
XVMAX
YVMIN
YVMAX
-. 3026
18.30
-.3311
5.608
ORIGINAL
1.093
DEFORMED
ADINA
LOAD_STEP
TIME 50.00
I
1.093
_ _.._
---4
18.33
-.2766
5.704
_._
_
I
--..
Figure 3.32. Distorted shapes of Specimen 4
at 50.0, 80.0, and 100.0 seconds
Shown in Figures 3.33 and 3.34 are the transient movement at the
measurement points on Specimens 5 and 6 as calculated in the ADINA
program.
As shown in the figures, the measurement points did not move upward
during the welding. This phenomena are clearly shown by the horizontal curves
in the figures during the welding. In addition, all the measurement points
showed the same movement behavior during the welding. Also, it is shown that
the width did not affect the movement behavior of the measurement points
because the two graphs are approximately the same during the welding period.
Then, after the welding was finished, the measurement points moved
downward. The measurement point located closest from the welding spot had
deepest downward movement, while the measurement point located furthest
from the welding spot had shallowest downward movement. In other words,
as the distance from the welding spot decreases, the downward movement
increases in magnitude. Also shown in the figures is the fact that as the width
The final
increases the downward movement decreases in magnitude.
downward position in Figure 3.34 is less than the one in Figure 3.33.
0.05
-r
-
m
..........
r
- -r-
..
4-----...---------
--
----
r--
-r--------------
-......... ............
.-.. -
----------..
. . . . .-.----6-------
-0.05
-0.1
-0.15
-0.2
----
3 cm from weld center
-8- 6.8 cm from weld center
--- 8.5 cm from weld center
-0.25
-- -- 12.8 cm from weld center
9 cm from weld center
....................
.....................
.....
.....-.....
...............
.
-0.3
20
60
80
100
Time (s)
Figure 3.33. Vertical movements at the measurement points of
Specimen 5 as calculated by ADINA
0.05
0
-0.05
-0.1
-0.15
-0.2
20
80
40
100
Time (s)
Figure 3.34. Vertical movements at the measurement points of
Specimen 6 as calculated by ADINA
ADINA-PLOT VERSION 6.1.4, 9 APRIL 1995
DISTORTED SHAPES
ADINA
ORIGINAL DEFORMED XZ
ADINA
ORIGINAL DEFORMED XZ
LOAD STEP
L--. j
X|
LOADSTEP
I-..-i
L .
TIME 4.200 1.037
.003454 YL TIME 4.200 1.037
.003454 Xj
Y
Y
"-~
I
ADINA
LOADSTEP
TIME 8.000
ORIGINAL
... i
1.042
DEFORMED
LI
.01432
Y
XZ
ADINA
XLOAD_STEP
Y432
y
Y
Y
I
ORIGINAL
--
DEFORMED
XZ
X
y
Y
---
II
I
BF~tj
ADINA
LOAD_STEP
TIME 11.00
I
~E~
ORIGINAL
L-
1.044
DEFORMED
L .•
.01819
X Z
XJ
Y
y
ADINA
LOAD-STEP
TIME 11.00
ORIGINAL
1.044
I
DEFORMED
-...
.01819
X Z
X.
Y
y
I
j
~
Figure 3.35. Distorted shapes of Specimen 5
at 4.2, 8.0, and 11.0 seconds
ADINA-PLOT VERSION 6.1.4,
DISTORTED SHAPES
ADINA
LOAD STEP
TIME 15.00
ORIGINAL
L I..-_
1.052
DEFORMED
1.03204
9 APRIL 1995
X Z
X,
Y L
Y
I
ADINA
LOAD STEP
TIME 20.00
ADINA
LOAD_STEP
TIME 15.00
I
DEFORMED
L_
.03204
X Z
X,|
Y
Y
I
Ii
ORIGINAL
..
1.052
X Z
ADINA
ORIGINAL
-
X
LOADSTEP
i...
.04411
Y_
y
TIME 20.00
1.052
DEFORMED
I
ADINA
LOAD_STEP
TIME 30.00
ORIGINAL
I...a
1.052
ORIGINAL
I...L
1.052
DEFORMED
L_..
.05131
X Z
X
Y
Y
-------- -
.04411
X Z
Y
Y
L
I
----------~~--
ADINA
LOADSTEP
TIME 30.00
I
DEFORMED
aL..
--
ORIGINAL
..
1.052
....--------
Figure 3.36. Distorted shapes of Specimen 5
at 15.0, 20.0, and 30.0 seconds
DEFORMED
L J
.05131
X Z
X
YL_
Y
I
__
ADINA-PLOT VERSION 6.1.4,
DISTORTED SHAPES
ADINA
LOAD_STEP
TIME 40.00
---
A
ORIGINAL
--..-.
1.052
DEFORMED
L.05414J
.05414
ADINA
LOAD_STEP
TIME 100.0
i
ORIGINAL
La
1.052
DEFORMED
ORIGINAL
DEFORMED
.05414
x
Y
Y
I I
6.4.8.4
1
1.052
.05745
ORIGINAL
1.052
1.052
XZ
xL
Y
y
xL
DEFORMED
XZ
.05879
Y
Y
I ADINA
LOAD_STEP
TIME 70.00
L .- J
1.052
.05745
Y
i
ADINA
LOAD_STEP
TIME 100.0
ORIGINAL
1.052
DEFORMED
L .05879-
.05879
xz
xL_
Y
Y
xYL
XZ
Y
r-
i
____j L----A
Y
A-
ORIGINAL DEFORMED
1.052
----4
----4
Y
ADINA
LOADSTEP
TIME 40.00
I
&.-m............
ADINA
LOAD_STEP
TIME 70.00
1
x z
Y
Y
1
k N
.m.m-.-A Am.
9 APRIL 1995
2
v
c
L-
I
Figure 3.37. Distorted shapes of Specimen 5
at 40.0, 70.0, and 100.0 seconds
---4
Y
ADINA-PLOT VERSION 6.1.4,
DISTORTED SHAPES
ADINA
LOADSTEP
TIME 4.200
ORIGINAL
...
1.038
DEFORMED
Lt.
.003789
9 APRIL 1995
X Z
X-
Y
y
ADINA
LOADSTEP
TIME 4.200
ORIGINAL
m
1.038
DEFORMED
L.
J
.003789
X Z
X-
Y
y
ADINA
ORIGINAL
DEFORMED
X Z
ADINA
ORIGINAL
DEFORMED
X Z
LOAD_STEP
I.
L .
XI
LOADSTEP
L•J
L.
TIME 8.000
1.042
YL
Y
. TIME 8.000
XI
-
.01502
1.042
.01502
Y
Y
L
I
~ttt~
ADINA
LOAD_STEP
TIME 11.00
ORIGINAL
I
1.043
DEFORMED
L--.
.01917
X Z
XI
Y
Y
ADINA
LOADSTEP
TIME 11.00
ORIGINAL
I..
1.043
i
DEFORMED
L-
.01917
X Z
K
X
Y L
Y
I
_____
Figure 3.38. Distorted shapes of Specimen 6
at 4.2, 8.0, and 11.0 seconds
EE
ADINA-PLOT VERSION 6.1.4,
DISTORTED SHAPES
ADINA
LOAD_STEP
TIME 15.00
ORIGINAL
ADINA
LOADSTEP
TIME 20.00
ORIGINAL
-...
1.052
ADINA
LOADSTEP
TIME 30.00
ORIGINAL
.
DEFORMED
X Z
Xl
Y
Y
ADINA
LOAD_STEP
TIME 15.00
ORIGINAL
DEFORMED
L.
.02186
X Z
X|
Y L_
Y
ADINA
LOAD_STEP
TIME 20.00
DEFORMED
X Z
Xl
YI
Y
ADINA
LOADSTEP
TIME 30.00
iL
.L
1.052
.01451
..
1.053
9 APRIL 1995
.02735
.01451
X Z
X |
Y
Y
ORIGINAL
L .. j
1.052
DEFORMED
L_. J
.02186
X Z
XJ
YL_
Y
ORIGINAL
DEFORMED
L j
.02735
X Z
X|
YL_
Y
.J
1.052
1.053
DEFORMED
L-
I
I
I
Figure 3.39. Distorted shapes of Specimen 6
at 15.0, 20.0, and 30.0 seconds
I
ADINA-PLOT VERSION 6.1.4,
DISTORTED SHAPES
ADINA
LOAD_STEP
TIME 50.00
ORIGINAL
.
9 APRIL 1995
ADINA
X Z
X,
LOADSTEP
YTIME
50.00
Y
1.053 T50.00.03093
DEFORMED
L_.
1.053
.03093
I
ORIGINAL
... j
1.05
DEFORMED
L -.
3 .03093
X Z
XI
Y
Y
Y
i
i
ADINA
ORIGINAL
DEFORMED
X Z
ADINA
ORIGINAL
DEFORMED
X Z
LOAD_STEP
I
L
X l
LOAD-STEP
L.
L. .
X l
TIME 80.00
1.053
TIME 80.00
1.053
ADINA
LOADSTEP
TIME 100.0
ORIGINAL
I ...
1.053
Y
Y
.03277
j
.03277
Y
Y
I
ADINA
LOAD_STEP
TIME 100.0
ORIGINAL
X Z.
X l
Y
Y
DEFORMED
L__..
1.053
.03339
X Z
X ,
Y L
Y
DEFORMED
L
.03339
I
-------
I.
_
__
__
_
_ _
_
_
_
I
_
_
_
_
_
_
Figure 3.40. Distorted shapes of Specimen 6
at 50.0, 80.0, and 100.0 seconds
_
_
_
_
_
I
Figures 3.41 through 3.44 show the transient movement of Specimen 7
as caculated in the ADINA program.
From Figure 3.41, it can be seen that during the welding the
measurement points moved downward until they reached their corresponding
peak values. The peak values of the measurement point at 20 mm from the
side edge is smaller in magnitude than that of the measurement point at 7 mm
from the side edge. The whole distortion picture of the specimen during the
welding is shown in Figure 3.42. This figure shows that during the welding the
specimen bent downward like reverse wide V shape.
Then, after the welding was finished, the measurement points moved
upward until they reached their final corresponding upward positions. The final
upward position of the measurement point at 20 mm from the side edge is
larger than that of the measurement point at 7 mm from the side edge. The
whole distortion picture of the specimen after the welding are shown in Figures
3.43 and 3.44. These figures show that after the welding the specimen bent
upward creating final wide V shape.
Compared to distortion behavior of a similar no-slit specimen previously
analytically investigated by Goktug [11], the distortion of Specimen 7 is similar
but smaller in magnitude. In other words, the effect of a slit in this type of
specimen is only to decrease the magnitude of distortion.
0.1
!
I l
I II I
•~~
•
~i i
i
!
i
i
i
i
I
i
I
I
i i i
iT I
i
i
i
i
i
ii
. ....
.. ."i
........
ii.
. .....
L...........
i ... i
"ii..
........
------.........
"i'i".'"'"
....
...........
4.4'
-"-"
...............
""""'T"'
LS.L..L....L. ...
..
0.05
I I i
I
............
4.......
E
ii ii li i•
•-''-÷ - . ..,'-÷
iii.... ,'........iiii
i-F -:....• -,'-÷
i -•-
----'--'-"......
•--F-----÷
... ....
. .--.-•....
.. .....
E
......
l T........................
........
.......
i.............
'
.• i.......
.........
'•IT
r-
i.i
i
. .'i
.4 ...
.i
4 ----
E
i ...
----
i.i.
iii. i.-i..i.
.
......
ii-i
-i
-i4
.........
..
...
......
...........
---------ii
0>
o
i i i I i ii ii
!i i i
..~
o
i i.
I
a>
,
,
,
~
,
,J , i .
,
i
i. i
I
i
,iTi .....
i =
~~~i i i i i-i! -
-0.05
-- --
-- --
..... -- -
. i i. =717771
.•• i !
, i, .i . I i
! i!!
T
......ii.....
......
.........................
i..... i....
(
i
i1 iI1
i
i1 i I i
I
I
I
ii
I
i
iI
i
I
i
,
i
i
i
I
I
i
I
'
i
i
,
I ;.
0m fro sideeg tpsrae
J
-iii.....
i iji !ll
i i i i
i i i
~i
i
iii i i
i i I i
i i i i I i i i i
-0.1
0
25
50
75
100
125
150
175
Time (sec)
Figure 3.41. Vertical movement at the measurement points of
Specimen 7 as calculated by ADINA
100
ADINA-PLOT VERSION 6.1.4,
DISTORTED SHAPES
ADINA
ORIGINAL
LOADSTEP
..i
TIME 3.000
.3783
DEFORMED
.04695
8 APRIL 1995
X Z
ADINA
X
LOAD STEP
Y
y
ORIGINAL
"-j
TIME 3.000
Y
I
DEFORMED
X Z
L..J
XI
.3783
Y
.04695
y
Y
,
I~
ADINA
LOAD_STEP
TIME 7.000
ORIGINAL
.3819
.03784
X Z
X
Y
ADINA
LOAD
TIME 11.00
ORIGINAL
DEFORMED
X Z
.
DEFORMED
L_.
.3875
.02583
iV•V •V•
y
Y
YTIME
y
Y
v
I
ADINA
LOAD_STEP
TIME 7.000
ORIGINAL
DEFORMED
,..i
L
ADINA
LOADSTEP
OADS
11.00
ORIGINAL
.03784
X Z
X[
Y
DEFORMED
XZ
L
X
Y
y
.3819
.3875
y
.02583
Y
Y
W
r
I
-
-
,.-
-
I
-
-
-
I
Figure 3.42. Distorted shapes of Specimen
Figure 3.42. Distorted shapes of Specimen 7
at 3.0, 7.0, and 11.0 seconds
101
--
-
p-u-
-
I
ADINA-PLOT VERSION 6.1.4,
DISTORTED SHAPES
ADINA
LOADSTEP
TIME 30.00
ORIGINAL
_ I
.3792
DEFORMED
L
.02263
8 APRIL 1995
X Z
X L
Y
Y
ADINA
LOAD_STEP
TIME 30.00
I
ADINA
ORIGINAL
DEFORMED
LOAD STEP
t..i
i..L
TIME 50.00
.3773
.02265
X Z
Y
TIME 70.00
L
L
.3769
.02266
DEFORMED
L -J
.02263
X Z
XL
Y
Y
I
ADINA
ORIGINAL
DEFORMED
X Z
LOADSTEP
L.....
L_
X-
TIME 50.00
.3773
Y
.02265
.
yY
LOAD_STEP
ORIGINAL
I
.3792
X-
LOADSTEP
Y
Y
TIME 70.00
Y
L.
L.
.3769
,
I
Figure 3.43. Distorted shapes of Specimen 7
at 30.0, 50.0, and 70.0 seconds
102
I
.02266
XL
Yx
Y
ADINA-PLOT VERSION 6.1.4,
DISTORTED SHAPES
ADINA
ORIGINAL
LOAD_STEP
L.a
TIME 100.0
DEFORMED
..
.3781
.02266
8 APRIL 1995
XZ
ADINA
X1
LOADSTEP
Y
Y
DEFORMED
ORIGINAL
TIME 100.0
"---j
LI
.3781
X Z
Xj
.02266
YxL
y
Y
DEFORMED
X Z
X
Y
y
Y
Y
r
=m
-
-
m
-.
m.m.-
ADINA
LOADSTEP
TIME 130.0
ORIGINAL
m..
.3795
-
DEFORMED
..
.02267
X Z
X
YL
y
ADINA
LOADSTEP
TIME 130.0
Y
ORIGINAL
-a
.3795
L
.02267
m
-
,
-
ADINA
LOADSTEP
TIME 170.0
~
-C
-I
.e
III
I
)
I
--
-
J.
ORIGINAL
.3809
·
I
t
-·
-
I...j
I
Lm .m
- .A
-
J
DEFORMED
..02267
XZ
XI
YTIME
ADINA
LOAD_STEP
1700
y
I
I
I
-
L-
.-.
.m
-L-
--
.
ORIGINAL
L.-..-j
3809
.Y
-
•
-
"."
m
.
--
DEFORMED
L.02267
-
-
XZ
X
Y
-
I
-m
L..
, __.L_
*
I
__
I
Figure 3.44. Distorted shapes of Specimen 7
at 100.0, 130.0, and 170.0 seconds
103
L
It
-
.L m
i
i
Chapter 4
Comparisons between
Experimental and Analytical Results
The finite element calculation of the distortion of the specimens is
dependable. By using the experimental equipment described in Chapter 2 of the
thesis, the distortion data obtained from the real distortion measurement of
the specimens can be assumed to be 100% correct and can be used as the
reference for the distortion of the specimens. Therefore, since the distortion
obtained from the finite element calculation correlates with the distortion
obtained from the real measurement, the finite element calculation of the
distortion of the specimens is accurate.
Shown in Figures 4.1 and 4.2 are the distortion of Specimens 3, 4, 5, and
6 obtained from respectively the real measurement and the finite element
calculation at 6.8 cm from the weld point.
Shown in Figures 4.3 and 4.4 are the distortion of Specimens 3, 4, 5, and
6 obtained from respectively the real measurement and the finite element
calculation at 12.8 cm from the weld point.
Shown in Figures 4.5 and 4.6 are the distortion of Specimen 7 obtained
from respectively the real measurement and the finite element calculation at 20
mm from the side edge (top surface).
Shown in Figures 4.7 and 4.8 are the distortion of Specimen 7 obtained
from respectively the real measurement and the finite element calculation at 7
mm from the side edge (bottom surface).
104
n2
-
S6.5
0.2
0,
•
.
-03
cm, away from
weld center
I
........
-
1"thick plate with slit
2" thick plate with slit
- 2" thickplate with slit ..........
- 2"
1- thick plate no slit
--- 1" thick plate no slit
--
-
...
"-"
i
.............i..........i...........
0 Welding
time, 7sec
20
60
40
80
Time, sec
Figure 4.1. The distortion of Specimens 3, 4, 5, and 6 from the real
measurement
105
100
U.3
-O
a.
u.1
E
E
0.1
E
>
0
o
0
C.)
a
-0.1
_i &
t._
I-
0
n
0
20
40
60
80
100
Time (s)
Figure 4.2. The distortion of Specimens 3, 4, 5, and 6 from the finite element
calculation
106
0.3
12 cm away from
Plate
.........
w eld center
...........
weld c- - -Plate
- - - - - Plate
-Plate
0.2
!
with slit & 2" thick
with slit & 1"thick '
no slit & 1"thick
no slit & 2" thick
0.1
:
.. . .............................. ..................
-0.21
Itr
.................. .......... ..... .
...........
:.............
I,
G ,.4
.................
..... i..........................
.......
.................................
......• ii : : i i,...........
Figue
ditorion
4.. Te f S ecim ns , 4,5, nd tar-j
6fro therea
.........
-0.2
11
T.,...!................
,
i
-U.3
100
0 Welding 20
time, 7sec
Time, sec
Figure 4.3. The distortion of Specimens 3, 4, 5, and 6 from the real
measurement
107
0.3
0.2
0.1
-0.1
-0.2
-0.3
40
60
100
Time (s)
Figure 4.4. The distortion of Specimens 3, 4, 5, and 6 calculated in the finite
element programs
108
('I
U.1
Q
A 0.05
0,
-
0*
0 0
0=
*a000000,*
mmma000.
ma*
0
00
0
Sam0..
0
cc,a
.
5
S150A
0
3V5sec
000
20Tr
y03 -0o.o05
Y a -)
Torch
-0
0
-..........................
.....................
.i
0
..
~....i..
100
50
150
200
Time, sec
Figure 4.5. The distortion of Specimen 7 obtained from the real measurement
109
0.1
oo 0.
0.05
E
E
E
>
0
0
-0.05
o
0
n1
0
50
100
150
200
Time (s)
Figure 4.6. The distortion of Specimen 7 calculated in the finite element
programs
110
U.1
I-.......................................................................................................................
........................................
0.05
E
.............
q.............
...
.....................................
q
.
E
70
..................................
150A-13V-5sec
•c-
..
................................................................
GTAW Torch .......
a
'
n
imm
S
-V.1
0
50
100
Time, sec
150
200
Figure 4.7. The distortion of Specimen 7 obtained from the real measurement
111
0.1
Finite Element Result
0.05
.
0
-0.05
..
I
.
7 mm from side edge, bottom surface
.
.
. -
-
I
.
.
-------
------
o -0.1
100
150
200
Time (s)
Figure 4.8. The distortion of Specimen 7 calculated in the finite element
programs
112
Chapter 5
Summary and Discussion of Results
Due to the localized heat occurring when a welding arc applied to a
welded structure, temperatures in the vicinity of the welded area are higher
than the temperatures in other areas of the structure. As a consequence, the
metal in the vicinity of the welded area expands more than the metal in the
other areas of the structure.
In other words, incompatible strains are being
created in the welded structure. This means that distortion has occurred in the
welded structure.
In addition to the distortion, a distribution of thermal
stresses also has been created in the welded structure.
This whole process
happens so fast that the distortion appears to occur as soon as the welding is
applied. The distortion continues to occur after the welding. In general, the
distortion during welding is very different from the distortion after welding. For
example, during bead-on-edge welding of a rectangular plate, as described in
the introduction section of this thesis, the rectangular plate bends downward.
Then, after welding, the plate bends upward. Another example is the distortion
described in connection with Specimen 7.
During welding, the plate bent
downward. Then, after the welding, the plate bent upward.
Since the material
of the welded structure behaves non-elastically during the course of the
distortion, the distortion remains in the welded structure long after the welding.
There are many factors that affect the distortion creation in a welded
structure. The first factor is how the welded structure is constrained. Simply,
an object that is constrained cannot move as easily as an object that is not
constrained. The same thing happens in welded structures. At one extreme, a
welded structure that is not constrained at all distorts in all possible directions,
while a welded structure that is totally constrained does not distort at all.
113
Between these extremes, it is generally observed that as the degree of
constraint increases, the distortion decreases, and vice versa.
Unfortunately,
as the degree of constraint increases, more residual stress will be created in
the welded structure. This is because the constraint only limits the distortion of
the welded structure.
Since the distortion cannot proceed due to the
constraint, a thermal stress distribution is created in the welded structure. The
thermal stress will remain in the welded structure as the residual stress.
For
this reason, welded structures are not totally constrained during the welding.
This can significantly reduce distortion, but also limit the opportunity for
residual stress to occur.
The second factor affecting distortion is size of the welded structure.
As the size increases, the distortion decreases. In other words, in terms of the
distortion, the size of the welded structure acts as a constraint.
One
demonstration of this can be seen comparing the results of tests using
Specimens 3 and 4. The distortion in Specimen 4 was less than the distortion in
Specimen 3. The size of Specimen 3 was smaller than the size of Specimen 4.
Further, the distortion in Specimen 6 was less than the distortion in Specimen 5,
for the same reason
The third factor in distortion is the material of the welded structure,
particularly the physical and mechanical properties of the welded structure.
Thermal conductivity, coefficient of thermal expansion, yield stress, Young's
modulus, strain hardening parameter, and Poisson's ratio, affect the creation
of distortion created. These material properties proved to be very important
inputs when predicting distortion
using the ADINA-T and ADINA welding
simulation programs. In fact, the ADINA-T and ADINA programs cannot be run
without these inputs.
Simply, the distortion in a "weak" welded structure is
greater than the distortion in a "strong" welded structure.
114
The fourth factor is amount of non-uniform heat input from the welding
arc.
As the amount of heat input increases, the amount of distortion also
increases, and vice versa. One way to increase or decrease the amount of
heat input is by increasing or decreasing the welding time respectively, if the
other welding parameters are fixed. The fact that the duration of the heat
input affects distortion, correlates directly to existing data proving that the
non-uniform heat input of the welding arc is the primary cause of the distortion.
Unfortunately, to create a sound welded joint, the amount of the heat input
must be above a certain value.
The last factor considered here is the use of a slit. As shown in Figures
3.27, 3.28, 3.29, 3.35, 3.36, and 3.37, during and after the welding, the
distortion of Specimen 3 is very different from the distortion of Specimen 5.
Specimen 3 moved upward during welding and then downward after welding.
Specimen 5 expanded into the slit during welding and then downward after
welding. Specimen 3 was identical to Specimen 5, except that Specimen 3 had
no slit and Specimen 5 had a slit. Therefore, it can be concluded that the slit
was one reason for the difference in the distortion behavior between Specimen
3 and Specimen 5.
In some cases, a slit also reduces the amount of distortion during and
after welding. Compare the distortion behaviors of Specimen 7, which has a
slit, with the similar but slit-free stainless steel plate investigated by Goktug
[11].
similar.
The general shapes of the distortion curves for both specimens are
However, the amount of distortion on Specimen 7 is smaller in
magnitude than that of Goktug's slit-free stainless steel plate.
There are two methods that can be used to observe the distortion
behavior of a-welded structure during and after welding. They are experimental
and analytical methods.
In this study, six high frequency laser sensors
produced by KEYENCE Corporation, Japan, were used to measure the distortion
115
behaviors of the specimens during and after welding. In addition, finite element
programs developed by ADINA, Inc. were used to simulate the distortion
behaviors of the same specimens. Since the results obtained from the real
measurements consistently agree with those obtained from the finite element
programs, it can be concluded that the finite element programs, i.e. the ADINAT and ADINA programs, are reasonably dependable computer programs to
simulate the distortion behaviors of the specimens.
Finally, there are several important points that need to be mentioned
about the distortion simulation using the finite element programs.
First, heat
input from GTA welding can be accurately modeled by assuming Gaussian's
distribution.
Second, physical and mechanical properties of the specimens,
including thermal conductivity, specific heat, thermal expansion coefficient, yield
stress, Young's modulus, strain hardening parameter, and Poisson's ratio, are
temperature dependent.
Third, two-dimensional plane-stress models can be
used to model the specimens and get the transient distortion behaviors
accurately. Also, the behaviors related to the slits in the specimens during and
after welding, can be simulated by using the available element birth option in the
finite element programs.
116
Chapter 6
References
1. ADINA R&D, Inc., ADINA-IN for ADINA-T User's Manual, Report ARD 92-5,
Watertown, Massachusetts, December 1992.
2. ADINA R&D, Inc., ADINA-IN: User's Manual, Report ARD 87-4, Watretown,
Massachusetts, December 1987.
3. ADINA R&D, Inc, ADINA-PLOT: User's Manual, Report ARD 87-7, Watertown,
Massachusetts, December 1987.
4. ADINA R&D, Inc., ADINA Theory and Modeling Guide, Report ARD 87-8,
Watertown, Massachusetts, December 1987.
5. ADINA R&D, Inc., ADINA Verification Manual-Nonlinear Problems, Report ARD
87-10, Watertown, Massachusetts, December 1987.
6. Bathe, K. J., Finite Element Procedures in Engineering Analysis, Prentice-Hall,
Inc., Englewood Cliffs, Nj, 1982.
7. Bathe, K. J, and Khoshgoftaar, M. R., Finite Element Formulation and Solution
of Nonlinear Heat Transfer, Journal of Nuclear Engineering and Design, 51,
pp. 389-401, 1979.
8. Chang, I. H., Analysis and Control of Root Gap during Butt Welding, Ph.D.
Thesis, MIT, January 1988.
9. Christensen, N., Davies, V., and Gjermundsen, K., Distribution of Heat Around
Finite Moving Sources. Technical Report CA-91-508-EVC-378, US Army,
September 1959.
10. Christensen, N., Davies, V., and Gjermundsen, K., The Distribution of
Temperature in Arc Welding, British Welding Journal, 12(1), pp. 54-75, 1965.
11. Goktug, G., Real-Time Non-Contact Measurement and Analysis for the
Control of Distortion during Welding, Ph.D. Thesis, MIT, June 1994.
12. Laser Displacement Sensors, LB-1000 Series, Instruction Manual, Keyence
Corporation, Osaka, Japan, 1992.
13. Leinhard, J. H., A Heat Transfer Textbook, Prentice-Hall, Inc., Englewood
Cliffs, New Jersey, 1987.
117
14. Masubuchi, K., Analysis of Welded Structures - Residual Stresses, Distortion,
and Their Consequences, Pergamon Press, 1980.
15. Miyachi, H., Control of Thermal Stresses Acting on Tack Welds during Butt
Welding, Ph.D. Thesis, MIT, February 1989.
16. Park, S. W., In-Process Control of Distortion during Aluminum Welding, M.S.
Thesis, MIT, August 1988.
17. Rykalin, N. N., Calculation of Heat Processes in Welding. Lecture presented
before the AWS, April 1961.
18. Rykalin, N. N., and Nikolaev, A., Welding Arc Heat Flow. Welding in the world,
pp. 112-132, September 1971.
19. Vitooraporn, C., Experimental and Analytical Study on reduction of Residual
Stresses and Distortion during Welding in High Strength Steel. Ph.D. Thesis,
MIT, 1986.
20. Wilson, E. L., Bathe, K. J., and Peterson, F. E., Finite Element Analysis of Linear
and Non-Linear Heat Transfer, Journal of Nuclear Engineering and Design,
29, pp. 110-124, 1974.
118