Design and Construction of the
Versatile Toroidal Facility for
Ionospheric Chamber Research
by
Robert F Duraski
S.B.,Nuclear Engineering,University of Illinois Urbana-Champaign,
(1988)
Submitted to the Department of Nuclear Engineering
in partial fulfillment of the requirements for the degree of
Master of Science in Nuclear Engineering
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
AUGUST 1991
@Massachusetts Institute of Technology 1991. All rights reserved.
Signature redacted
A uth or..........................................
Department of Nuclear Engineering
August1y, 1991
redacted
Signature
.. ---C ertified by.....................................................
Prof. Min-Chang Lee
Thesis Supervisor
Certified by ...............................................
Signature redacted
Prof. Jeffrey P. Freidberg
Thesis Reader
Signature redacted
A ccepted by......................................................
Prof. Allen F. i4enry
ChairmanDepartmental Committee on Graduate Students
MASSAUAUS-TjS INSTITUTE
OF TECHNOWOGY
J A N 2 11992
LIBRARIES
MgTLibranes
77 Massachusetts Avenue
Cambridge, MA 02139
http://Iibraries.mit.edu/ask
DISCLAIMER NOTICE
Due to the condition of the original material, there are unavoidable
flaws in this reproduction. We have made every effort possible to
provide you with the best copy available.
Thank you.
Some pages in the original document contain text
that is illegible.
.-
__ -. .s...-
il
Design and Construction of the
Versatile Toroidal Facility for
Ionospheric Chamber Research
by
Robert F. Duraski
Submitted to the Department of Nuclear Engineering
on August 13, 1991, in partial fulfillment of the
requirements for the degree
Master of Science in Nuclear Engineering
ABSTRACT
This thesis describes the design and construction of the Versatile Toroidal Facility
(VTF) located in the Plasma Fusion Center's Nabisco Laboratory. The VTF has
a major radius of 0.9 m, a minor radius of 30 cm and a maximum toroidal field of
1 Tesla. The two functions of the VTF are the simulation of ionospheric plasma
and thermonuclear fusion research. At present the machine is capable of ionospheric
applications and work towards fusion study capabilities are still in progress.
Thesis Supervisor: Prof. Min-Chang Lee
Title: Leader, Plasma Fusion Center Ionospheric Plasma Research Group
2
ACKNOWLEDGMENTS
The author extends his thanks to the Air Force Office of Scientific Research for
funding such a long shot. Many talents have been enhanced by this gift.
A special thanks to my advisor, Dr M.C.Lee, for both his moral support and the
opportunity to work on a project of such magnitude.
I am also indebted to Dr. M. Gaudreau, Dr. R. Parker and Dr. S. Luckhardt
for their guidance during the construction of this facility and for allowing us the
freedom to accomplish it.
I am grateful to F. Silva, B. Cochran, M. Olmstead, B. Keating, B. Childs and
the rest of the Alcator C-Mod Staff for their advice and cooperation during this
enterprise. Without this help the machine would not be standing.
My appreciation also goes out to my family and friends who supported me during
this pleasant madness.
A special thanks to P. Dandridge and the Employees at Atomic Limited for their
personal concern with our goals and the enjoyable discussions.
My warmest regards go out to the VTF crew.
The friendship, cooperation
and mutual respect forged during this journey will always be a personal source of
pleasure and pride. In particular, I wish to mention D. Stracher, D. Beals, C. Shutts,
F. Leibly, R. West, J. Garnish, C. Yoo, K. Vilece and D. Moriarty for their unique
contributions.
And finally, to those who will sail on her in the future, enjoy. I'll be watching
for your correspondence.
3
Contents
1
2
11
INTRODUCTION
1.1
HISTORY OF THE VTF ..............................
11
1.2
CONSTRUCTION OF THE VTF ....................
14
1.3
THE PHILOSOPHY OF THIS THESIS
18
................
19
THE VTF SUPPORT STRUCTURES
2.1
2.2
19
THE CONCRETE BLOCK .......................
DESIGN AND CONSTRUCTION OF THE BLOCK .....
2.1.2
TEST AND LIMITS OF THE CONCRETE BLOCK . . . . . 23
2.1.3
PROBLEMS WITH THE CONCRETE BLOCK .........
DESIGN AND CONSTRUCTION OF THE INNER SUP24
PORT RING .................................
3
2.2.2
TEST AND LIMITS OF THE INNER SUPPORT RING . . . 26
2.2.3
PROBLEMS WITH THE INNER SUPPORT RING
.....
26
28
THE SUPPORT STAND .........................
2.3.1
DESIGN AND CONSTRUCTION OF THE SUPPORT STAND 28
2.3.2
TEST AND LIMITS OF THE SUPPORT STAND
2.3.3
PROBLEMS WITH THE SUPPORT STAND .........
THE TOROIDAL FIELD SYSTEM
3.1
24
24
THE INNER SUPPORT RING ..........................
2.2.1
2.3
.20
2.1.1
THE BUCKING CYLINDER ...........................
4
......
33
33
34
34
3.1.1
DESIGN AND INSTALLATION OF THE BUCKING CYLIN34
3.1.2
TEST AND LIMITS OF THE BUCKING CYLINDER ....
35
3.1.3
PROBLEMS WITH THE BUCKING CYLINDER .......
36
.
D E R. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
DESIGN AND INSTALLATION OF THE TOROIDAL FIELD
SY STEM
. . . . . . . . . . . . . . ..
. ..
. . ..
. . . . .
.
3.2.1
3.3
36
THE TOROIDAL FIELD COILS ....................
TEST AND LIMITS OF THE TOROIDAL FIELD COILS.
39
3.2.3
PROBLEMS WITH THE TOROIDAL FIELD COILS
42
THE TOROIDAL FIELD BUS .........................
3.3.1
43
DESIGN AND CONSTRUCTION OF THE TOROIDAL FIELD
B U S. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
43
3.3.2
TEST AND LIMITS OF THE TOROIDAL FIELD BUS ...
45
3.3.3
PROBLEMS WITH THE TOROIDAL FIELD BUS ......
45
.
4
THE INNER AND OUTER TORQUE CYLINDERS
46
4.1
46
THE INNER TORQUE CYLINDER ......................
4.1.1
DESIGN AND INSTALLATION OF THE INNER TORQUE
CYLINDER ............................
4.2
46
4.1.2
TEST AND LIMITS OF THE INNER TORQUE CYLINDER 47
4.1.3
PROBLEMS WITH THE INNER TORQUE CYLINDER
.
.
THE OUTER TORQUE CYLINDER ......................
4.2.1
48
48
4.2.2
TEST AND LIMITS OF THE OUTER TORQUE CYLINDER 52
4.2.3
PROBLEMS WITH THE OUTER TORQUE CYLINDER..
52
53
THE VACUUM SYSTEM
5.1
47
DESIGN AND INSTALLATION OF THE OUTER TORQUE
CYLINDER ............................
5
36
3.2.2
.
3.2
THE VACUUM CHAMBER ............................
5
53
5.1.1
DESIGN AND CONSTRUCTION OF THE VACUUM CHAM53
BER.................................
5.2
5.1.2
TEST AND LIMITS OF THE VACUUM CHAMBER
5.1.3
PROBLEMS WITH THE VACUUM CHAMBER ........
....
61
63
63
THE MATING FLANGES .............................
5.2.1
DESIGN AND CONSTRUCTION OF THE FLANGES ....
63
5.2.2
TEST AND LIMITS OF THE MATING FLANGES ......
66
5.2.3
PROBLEMS WITH THE MATING FLANGES ........
66
5.3
SURFACE PREPARATION ...........................
67
5.4
THE VACUUM PUMPING SYSTEM ....................
68
5.4.1
DESIGN AND CONSTRUCTION OF THE VACUUM PUMP68
ING SYSTEM ................................
TEST AND LIMITS OF THE VACUUM PUMPING SYSTEM 71
5.4.3
PROBLEMS WITH THE VACUUM PUMPING SYSTEM .
.
5.4.2
73
6 THE OHMIC COIL SYSTEM
6.3
6.4
6.1.1
DESIGN AND CONSTRUCTION OF THE OHMIC COILS
6.1.2
TEST AND LIMITS OF THE OHMIC COILS
6.1.3
PROBLEMS WITH THE OHMIC COILS ..........
80
81
THE NULL FIELD COILS ...........................
6.2.1
DESIGN AND CONSTRUCTION OF THE NULL COILS
6.2.2
TEST AND LIMITS OF THE NULL COILS
6.2.3
PROBLEMS WITH THE NULL COILS .............
84
85
6.3.1
DESIGN AND CONSTRUCTION OF THE TRIM COILS
6.3.2
TEST AND LIMITS OF THE TRIM COILS
6.3.3
PROBLEMS WITH THE TRIM COILS .............
6
81
84
........
THE TRIM COILS ...........................
OHMIC SYSTEM PERFORMANCE ....................
76
79
.......
.
6.2
73
THE OHMIC COILS ..........................
........
.
6.1
71
86
88
88
89
7 THE EQUILIBRIUM SYSTEM AND PARAIL COILS
95
THE EQUILIBRIUM FIELD COILS ..................
95
7.1
7.2
8
7.1.1
THE FOUR-TURN EF COILS
.................
97
7.1.2
THE TWO-TURN EF COILS ......................
97
7.1.3
THE ANTI-TRANSFORMER COIL .........
. . . . . 99
7.1.4
TEST AND LIMITS OF THE EF COILS ............
7.1.5
PROBLEMS WITH THE EF COILS .........
. . . . . 99
7.1.6
PERFORMACE OF THE EF COILS .........
. . . . . 99
THE PARAIL COILS
. 99
.101
.........................
101
7.2.1
DESIGN AND CONSTRUCTION OF THE PARAIL COILS
7.2.2
TEST AND LIMITS OF THE PARAIL COILS ...
7.2.3
PROBLEMS WITH THE PRAIL COILS ............
101
7.2.4
PERFORMANCE OF THE PRAIL COILS .............
103
. . . . .101
106
CONCLUSION
A ERRORS IN PREVIOUS CALCULATIONS
107
A.1 MODIFICATIONS TO THE BUCKLING OF THE SUPPORT RING'S
CONCRETE FILLED COLUMNS
...................
107
A.2 CORRECTIONS TO THE OHMIC COIL SAFETY FACTOR CAL108
CULATION ................................
B FREQUENTLY USED FORMULAS
120
B.1 CALCULATION OF THE TEMPERATURE INCREASE IN A CURRENT CARRYING CABLE .......................
120
B.2 CALCULATION OF THERMAL EXPANSION FORCES IN A COMPOSITE STRUCTURE
.........................
122
C PAPERS GENERATED
124
D PERSONNEL
127
7
List of Tables
VTF LOW POWER PARAMETERS .................
. 12
1.2
VTF HIGH POWER PARAMETERS ...................
. 13
3.1
TOROIDAL FIELD COIL FINAL POSITIONING RESULTS
...
. 38
3.2
TF COIL INDUCTANCE AND RESISTANCE TEST RESULTS
. 40
6.1
OH SYSTEM OPERATING PARAMETERS ..............
A.1 USEFUL MATERIAL PROPERTIES .................
8
.
1.1
. 94
. 119
List of Figures
1.1
CROSS-SECTION OF THE VTF ...............
16
2.1
CONCRETE BLOCK ................................
21
2.2
CONCRETE BLOCK REINFORCING BAR DIAGRAM .......
2.3
INNER SUPPORT RING
2.4
CONCRETE PAD BRACING ...........................
27
2.5
THE SUPPORT STAND .........................
29
2.6
SUPPORT STAND OUTER JOINT
2.7
SUPPORT STAND BRACING TO WEST WALL ..............
32
3.1
TOROIDAL FIELD COIL ........................
37
3.2
TOROIDAL FIELD COIL JOINTS ...................
41
3.3
TOROIDAL FIELD BUS CROSS-SECTION ..............
44
4.1
TOP VIEW OF BRACE ...............
. . . . . . . . . . . . . 50
5.1
VACUUM CHAMBER AND TF COILS . .
. . . . . . . . . . . . . 54
5.2
TOP/BOTTOM PORT FLANGE ........
. . . . . . . . . . . . . 56
5.3
LOCATION OF PARALLEL VIEW PORTS.
. . . . . . . . . . . . . 58
5.4
PARALLEL VIEW ENTRY PORT .......
. . . . . . . . . . . . . 59
5.5
PARALLEL VIEW EXIT PORT
5.6
VACUUM CHAMBER AND OUTER TORQUE CYLINDER LEG
62
5.7
MATING FLANGE ...........................
64
5.8
MATING FLANGE CROSS SECTION ................
65
25
........................
.
9
30
..................
.......
.22
...
.............
60
69
............
THE VACUUM PUMPING SYSTEM
72
5.10 VTF PUMP DOWN CURVE ....................
.
6.1
VTF OH COIL POSITIONS .................
6.2
UNWRAPPED PARTIAL VIEW OF INNER TC COILS
75
6.3
VTF OH COIL BUS BARS ....................
78
6.4
NULL COIL BRACKET ......................
82
6.5
TRIM AND EF COIL BRACKET
.............
87
6.6
OH SOLENOID FIELD AT Z =0 ..............
90
6.7
MAGNETIC FLUX OF OH SYSTEM .............
91
6.8
NULL COIL FIELD AT Z =0 ................
92
6.9
TRIM COIL FIELD AT Z =0 ................
93
7.1
VTF EF COIL POSITIONS ....................
96
7.2
2-TURN EF COIL AND PARAIL COIL SUPPORTS ...
98
7.3
FIELD PRODUCED BY THE EF COILS AT Z = 0 ....
7.4
FIELD INDEX OF THE EF COILS
7.5
VERTICAL FIELD FROM THE PARAIL COILS ......
7.6
CONFINMENT TIME VS VERTICAL FIELD STRENGTH . . . . . 105
.
.
.74
5.9
10
. . . . . 102
.............
A.1 GEOMETRY OF OH COIL CALCULATIONS
. . . . . 100
.......
. . . . . 104
. 110
Chapter 1
INTRODUCTION
As the name implies, the Versatile Toroidal Facility (VTF) is designed to study
plasma under a variety of parameters and for a variety of applications. The initial
regime of study is for ionospheric applications and the parameters for these "low
power" experiments are presented in Table 1.1. Long term "high power" parameters,
which include fusion studies, are given in Table 1.2. The rest of this chapter will
discuss the history of the VTF, give an outline of the construction of the machine
and describe the philosophy of this thesis.
1.1
HISTORY OF THE VTF
Originally, the VTF was called the Versator II Upgrade which was proposed by
Drs. R.Post and M.Porkolab in 1987. With funding promised from the Department
of Energy (DOE), the major components of the Versator Upgrade were acquired
from the University of Wisconsin, which originally obtained these parts from the
Impurity Studies Experiment (ISX) at Oak Ridge National Laboratory. The toroidal
field coils and bucking cylinder were assembled for the ISX-A machine and later used
in the ISX-B experiment, while the inner and outer torque cylinders were fabricated
for ISX-B.
But soon after these components were obtained and construction began, budget
11
THE VERSATILE TOROIDAL FACILITY
LOW POWER PARAMETERS
(TABLE 1.1)
Major Radius
0.9m
Minor Radius
0.3m
Pulse Length
1hr
RF Power
3.0kW
Microwave ECR Frequency
2.45GHz
Electron Temperature
10ev
Ion Temperature
lev
Toroidal Magnetic Field
89OGauss
Vertical Magnetic Field
4.5Gauss
Density
10
Parail Confinement Time
lms
Elec/Ion Thermal Equilibrium Time
0.23ms
Recombination Time
8.5X10 4 #/m
Electron collision Frequency
1.3X10 5#/sec
12
7#/m 3
3
THE VERSATILE TOROIDAL FACILITY
HIGH POWER PARAMETERS
(TABLE 1.2)
Major Radius
0.9m
Minor Radius
0.3m
Pulse Length
0.15sec
RF Power
2.0MW
Ellipticity
1.4
Electron Temp
0.7kev
Ion Temp
0.3kev
Toroidal Magnetic Field
1.OTesla
Aspect Ratio
3.0
Density
2X1019#/m
Kaye-Goldston Confinement Time
lms
13
3
limitations at the DOE resulted in the cancellation of the funding for the Versator
project.
It was at this point that Dr R.R. Parker and Dr M. Gaudreau decided
to continue the construction of the machine, since all the high cost items (with
the exception of the vacuum chamber) were available from the ISX project and
the Tara Mirror machine at MIT. So in December of 1988, with very little capital,
construction of the Versator upgrade was began in the Tara cell of MIT's Nabisco
Laboratory (NW12-122).
It was also proposed, in order to reduce costs, to build
the machine using undergraduate students from the Institute via the Undergraduate
Research Opportunity Program (UROP).
Later, in the Summer of 1989, Dr M.C. Lee's Ionospheric Plasma Research Group
became interested in the project and obtained funding from the Air Force Office Of
Scientific Research (AOSOR) under a program monitored by Dr. R.J. Barker. While
this new funding source was of substantial help, it was still not possible to hire a
professional staff and so it was decided to continue building the machine with Dr.
Lee's graduate students together with undergraduate students supported partially
by the UROP office. It was also at this time the name of the facility was changed
to the Versatile Toroidal Facility to reflect design modifications made in order to
perform simulation experiments for ionospheric plasma research.
My involvement in this project as Dr. Lee's graduate student, was to coordinate
this student "labor" force during the assembly of the VTF which generated its first
plasma at 6:00 PM on December 31,1990
1.2
CONSTRUCTION OF THE VTF
The nominal crew size on this project was about 17 undergraduates who were expected to put in an average of 15 hours of work per week during the school year
and 40 hours per week in the summer. For the undergraduates, the majority of the
work during the school year was accomplished on Saturdays with the balance of the
required hours being put in at some time during the regular work week. With the
exception of welding the vacuum chamber, these students were involved in every
14
aspect of constructing the machine, but it must be pointed out that the skill level of
the average student out of high school alone is not enough to build such a machine.
And so substantial assistance in the training of our crew was obtained from the
Alcator project at MIT and Atomic Limited in Cambridge, Mass.
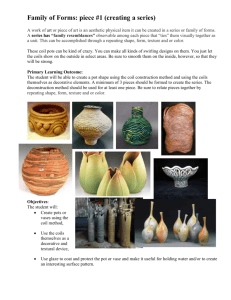
As far as a general outline of the assembly of the VTF (a cross-section of one
half of the machine is shown in Fig 1.1), the first components to be built were the
concrete block and the inner support ring. Next the support stand was installed
and the bucking cylinder positioned on the machine. Following this, the toroidal
field coils were placed on the stand and the top of the coils removed so the rest of
the components could be installed.
Concurrent with the above work, the coils for the ohmic heating system were
wrapped on the inner torque cylinder. The vacuum chamber built. The remaining
ohmic and equilibrium field coils fastened to the outer torque cylinder and construction of the toroidal field coil supply and return bus completed.
Once the above work was finished, the lower half of the outer torque cylinder,
originally fabricated in two parts so the vacuum chamber could be installed, was
fastened to the machine. Next the inner torque cylinder was mounted, followed by
the vacuum chamber. Once these were in position, the upper half of the outer torque
cylinder was bolted into place, the toroidal field coil tops replaced and the remaining
equilibrium field coils wrapped onto the machine.
Finally, the vacuum pumping
system was installed, the power supplies connected for low power experiments and
the diagnostics assembled.
As of this writing the VTF is capable of ionospheric plasma studies and construction for fusion research is continuing. To get to this point it took about two
years and cost approximately $500,000.
The cost were evenly split between labor
and materials.
15
FIGURE 1.1 PARTS LIST
1. TRANSFORMER CORE
2. TRANSFORMER CORE BRACING BEAM
3. VTF CELL DECK
4. CONCRETE BLOCK
5. TOROIDAL FIELD COIL
6. INNER AND OUTER TORQUE CYLINDERS
7. VACUUM CHAMBER
8. RETURN/SUPPLY BUS FOR THE TF COILS
9. INNER SUPPORT RING
10. RADIAL BEAM OF SUPPORT STAND
11. CENTER LINE OF MACHINE
12. BUCKING CYLINDER
13. SUPPORT STAND BRACING TO CONCRETE BLOCK
17
1.3
THE PHILOSOPHY OF THIS THESIS
Since I have been involved in the management of this project from the beginning
until the generation of the first plasma, I am in the position to provide an overview
of the design, construction and operation of the VTF. So, for each of the major
components this thesis describes:
1) The design and construction of the component
2) Test and limits of the component
3) Problems with the component
While writing this thesis, I have also checked most of the calculations performed
for the machine, especially those with which I was involved. Although a complete
check was not possible due to time limitations, errors discovered during this verification are noted in the relevant section by a reference to Appendix A. The calculations
not checked include the vacuum pumping system [1] and the ohmic/equilibrium field
results [2].
Also included in this thesis are a list of the material properties used in the
calculations (App A), common formulas required (App B), papers generated by the
project (App C) and a list of all personnel involved in the construction of the VTF
(App D). The references cited in this thesis follow Appendix D.
While this is a comprehensive discussion of the VTF as it now stands, there
is still a large amount of work to be done before achieving high power operations.
Hence, this thesis can only be considered an initial version of a technical manual
for the machine and should be updated once the projects presently underway are
complete.
18
Chapter 2
THE VTF SUPPORT
STRUCTURES
As seen in figure 1.1, the VTF is suspended 127.75" above the concrete floor of the
VTF cell and this design was chosen for two reasons. First, it allows access to the
bottom ports of the machine. And second, this approach doubles the floor space
available since we have two levels, the deck at machine level and the floor of the
cell, on which to install equipment.
This chapter will describe the auxiliary components which provide the physical
support for the VTF. The machine weighs approximately 32 tons and is designed
to incorporate an iron core which is estimated to weigh 40 tons. The components
discussed in this chapter are the concrete block, inner support ring and support
stand.
2.1
THE CONCRETE BLOCK
The primary purpose of the concrete block is to support the iron core which enhances
the magnetic flux coupling between the ohmic coil and plasma.
The secondary
function of the block is to improve the stability of the VTF in the event of an
earthquake.
19
At present, the iron core design has not been finalized and, due to material cost
of $80,000, it probably will not be installed for quite some time. But as proposed,
the iron core will be constructed from four 10'X 2'X 2' legs. Each leg will consist of
1600 10'X 2' laminated silicon steel plates 0.015" thick bolted and epoxied together.
The iron core is estimated to weigh 40 tons and will be placed on top of the concrete
block as shown in figure 1.1.
2.1.1
DESIGN AND CONSTRUCTION OF THE BLOCK
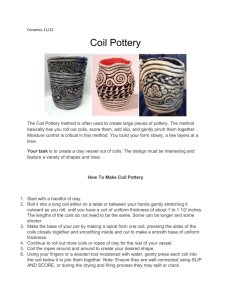
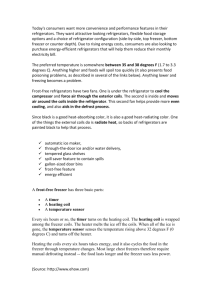
The block (Fig 2.1) is made from 150 cubic feet of 5000 psi grade concrete reinforced
with 1" stainless steel threaded rods (Fig 2.2) and fastened to the VTF cell floor
via the vertical reinforcing rods. This fastening was done by drilling 38 holes, 12"
to 14" deep, in the cell floor where the main part of the block stands. Twelve more
holes, 10" deep, were drilled where the wings of the block are located. Once the
holes were made, they were flooded with water and vacuumed out several times
until the flushing water contained no visible suspended solids. After the first rod
was epoxied into its hole, it was tested as described in Section 2.1.2.
Once the vertical rods were installed, the horizontal rods were attached to them
using zip ties and pipe insulation to prevent the formation of a closed conducting
loop. Several of the threaded rods were also extended beyond the boundaries of the
block so they could be used in the future to secure other components of the machine.
Next, a wooden form (oil impregnated for easy removal) was made in preparation
to pour the concrete. The geometric layout of the block (Fig 2.1) consisted of an
80" high main body with a 112"X 24" base, the major length of the base running
from North to South. The block does not run the whole length of the machine, but
is positioned below the north end. Included with the block are 2 wings, one on both
sides of the north end of the main base. These wings were included to improve the
vertical stability of the block and allow easy installation of structural supports for
the transformer. The main body and wings of the concrete block were poured at
the same time, forming one solid structure.
20
z
C
0
I
___
A
0
0
Lfl
U,
0
0
I-i
0
0
_F
__
Figure 2.1: CO!~4CRETE BLOCK
21
+
I-
5
(
I
11
i~f
/
I
6
I
7
'Ile2
18.6
3
K
rw
-
LI
-0)
I
fl
1-
h1
1-
Figure 1.1: CROSS-SECTION OF THE VTF
16
r
_
0,
.0
-1
to,'
-14
0
IN
-9,
\1Qil
I_____________________________________________
~1
front view
4
side view
0
19 * 61
0 0
0
---- . .......
--
-
I
I-
I
10
0
.
___1.mt~m1
S
3
0
0
VI
a
0
e
I
___
I
V
U
~rrrrrrrrrrrriiii
4- main concrete pad
5- short horizontal bar
6- bar epoxied into floor
1- concrete pad wing
2- angled threaded bar
3- extending horizontal bar
Figure 2.2: CONCRETE BLOCK REINFORCING BAR DIAGRAM
22
I
-I
During construction a 32.5" square port was left in the main part of the block
to allow an opening for cables runs, piping, etc. Also incorporated in the design
was a 6"X 4" vertical shaft in the south end of the block to allow access to one of
the three survey marks used to position the machine. This mark under the south
end of the block is the radial center of the VTF, and all radial measurements are
referenced to this point. Two horizontal shafts, one starting at the bottom center
of the South end and running North until it intersects the center survey mark and
the other running east to west at the survey mark were also left in the block so the
position of the centering plumb line and survey mark could be seen while assembling
the machine.
2.1.2
TEST AND LIMITS OF THE CONCRETE BLOCK
The only test performed during the construction of the block was on the first rod
stuck in the VTF cell floor. The test was used to verify that concrete dust, generated
while drilling the holes for the threaded rods, would not prevent the epoxy from
sticking to the walls of the hole. The test employed a 1" drive ratchet and 7 ft
extension to find out at what torque the epoxy seal would break. Using the force of
three students on the extension the test was taken to approximately 2,100 ft-lbs, at
which point the ratchet failed. Since the rod did not move under such a torque, it
was decided that the method of cleaning was sound. All rods secured in the concrete
floor during the construction of the VTF, including those for the support ring and
stand described later, were installed in the same way. More information on this test
may be found in Reference
[3].
As far as limits on the block, a calculation was performed to determine the
maximum shear the rods imbedded in the floor could withstand. The results showed
that the block should survive an earthquake of magnitude 7 on the Richter scale
But a lower limit, as discussed in Section 2.3.3, may be more reasonable.
23
[3].
2.1.3
PROBLEMS WITH THE CONCRETE BLOCK
As a final note on the block, a crack was found in the bottom northern part of
the port. This crack extends the length of the port and stretches from the port
to the floor on both sides of the block. Since the depth of the crack has not been
determined, it will be necessary to investigate this problem prior to installation of
the iron core. No other irregularities have been noted on the block.
2.2
THE INNER SUPPORT RING
The inner support ring holds about 60% of VTF's weight, or 19 tons. The ring
functions as the center of the support stand and provides the mounting base for the
inner torque cylinder and bucking cylinder.
2.2.1
DESIGN AND CONSTRUCTION OF THE INNER
SUPPORT RING
The ring (Fig 2.3) was assembled from four pieces of 8"X 1" rolled stainless steel bar
stock, bolted together by eighteen 1" stainless steel threaded rods. While each piece
of bar stock was rolled, a 1" gap was left in each ring to prevent the formation of a
closed conducting loop. These gaps were staggered during the ring's assembly, and
an 8" long 1" square G-10 block epoxied into the gap to insure the loop remained
open. Insulation between the individual rings was accomplished using two 1/8"
G-10 plates since a 1/4" plate could not be bent into a circle without splintering,
the threaded rods were insulated with G-10 tubing. The top of the ring was also
coated with a 1/8" thick layer of epoxy to prevent a short between the ring and any
other part of the machine should a metallic object be dropped in this region and
not removed.
The ring weighs 1600 lbs and is supported by four columns which are made of
6" square aluminum, concrete filled box beams with 1/4" thick walls (the concrete
being added to prevent buckling).
The columns also have a 3/4" thick 9"X 9"
24
18
-- --
0
2-
-
-
- --
A
270
A R
G-lO SPACER
2-
TILS
TE
ETO
-
00
4-RLE
G-0SPC
0TE
G-1 0
-
ROLLE-:)STEE
3-r
INNEPUPLRTTIN
2.3:OR
25
G-LESSTE0SClQ
aluminum plate welded on each end so they could be bolted to the ring and cell
floor. The columns stand 109.5" tall and are attached to the VTF cell floor in the
way described in Section 2.1.1. They are bolted to the ring via four 1/2" stainless
steel plates welded to the outer part of the ring. Both of these joints are insulated,
the top one with epoxy and the bottom one with G-10. Finally, each column was
sandwiched between two 1" aluminum plates and secured to the concrete block with
two of the 1" threaded rods that extend through the block (Fig 2.4).
The ring also has several stainless steel tabs welded to it. The 18 tabs on the
outer radius (Fig 2.3) are located on the top of the ring and used to support the
radial beams for the stand (Sect 2.3). There are also three tabs welded to the inner
radius of the ring which are used to support the inner torque cylinder (Sect 4.1) and
the bucking cylinder (Sect 3.1). These three tabs are located at 200,1600 and 2800.
2.2.2
TEST AND LIMITS OF THE INNER SUPPORT
RING
While no tests other than that on the bolt epoxied into the cell floor (Sect 2.1.2)
were performed for the ring, a calculation to determine the force required to buckle
the concrete filled columns was completed [3]. While this calculation produced a
safety factor of 44, modifications to this number under certain conditions seemed
necessary. This special case is presented in Appendix A.1 and results in a minimum
safety factor of 11.
2.2.3
PROBLEMS WITH THE INNER SUPPORT RING
As of this writing, no problems with the mechanical structure of the inner support
ring have been found
26
0
0
side view
-54
6
II
II
poll
II
I
top view
4- concrete pad wing
5- threaded rod in pad
6- floor mounting of leg
1- support stand leg
2- bracing strap
3- concrete pad
Figure 2.4: CONCRETE PAD BRACING
27
2.3
THE SUPPORT STAND
As mentioned above, the inner support ring only holds part of the VTF's weight.
The rest of machine (13 tons) is held up by a cylindrical support stand made of
aluminum I-beams.
2.3.1
DESIGN AND CONSTRUCTION OF THE SUPPORT STAND
The stand (Fig 2.5) is 127.75" high and 172" in diameter, it consists of eighteen
4"X 6" radial I-beams 65" long which are aligned 200 apart and suspended between
the inner support ring and vertical legs of the stand. Each of these 20' wedges are
referred to as a "section" of the VTF, with the section being labeled by the degree
mark between the two radials. The angular labels start at the northern part of the
machine (0*) and increase in a clockwise direction looking down on the machine.
The inner part of the radials are bolted to the 18 tabs welded on the inner
support ring (Sect 2.2) and insulated from the ring with 1/2" G-10 plates. All of
the radial beams are connected to their neighboring beams at the outer radius by
23" long cross-beams, which are also 4"X 6" I-beams. The outer joints (where the
radials, vertical legs and cross-beams meet) are made of two 1/2" thick G-10 plates
bolted to each of the four beams as shown in figure 2.6.
On 14 of the 18 radials, the toroidal field coils rest upon two pads bolted to the
top of the radial. These pads are made of 4"X 4" I-beams 7.5" long with a 1/4"
G-10 plate epoxied on top. Since these pads were located 23.375" and 58.625" from
the center line of the machine, their effect is to distribute the weight of the coils
closer to the inner support ring and vertical support leg. This redistribution reduces
the deflection of the radial by changing the moment arm on the radial. The bolts
which hold the pads to the radials were not electrically insulated because this would
of required a larger hole to accommodate the insulation, which would of weakened
the radial more than necessary.
28
TOP VIEW
270
2
3
48
70
VIEN
'L!
12/1
6
ID
1 - RADIAL ARM
2 - CHAMEEP/TOROUE CYL CROSS PIECE
3 - JOINER PLATE
4 - INNER RING
5 - SUPPORT LEG
6 - LEG EXTENDED INTO TROUGH
Figure 2.5: THE SUPPORT STAND
29
top view
o
z
I I
II
radial arm.-,
-~
II
II
outer ring members
G-10 connector
side view
,
r1l T I ,T I
I
stand leg
Figure 2.6: SUPPORT STAND OUTER JOINT
30
The four radials without pads are located at 300, 1500, 2100 and 3300.
The
reason for not placing pads on these radials is that four of the coils came with legs
installed on them, so they were bolted directly to the stand. The legs on these four
coils are at the same radii as the pads and disassembly of one leg showed they are
insulated and allowed some motion of the coil so the machine can breathe.
Of the eighteen vertical legs, fourteen are 4"X 6" I-beam 117.5" long, with 6"X 6"
aluminum plates, 3/4", thick welded to both ends so the legs could be bolted to cell
floor and outer radial joints. The remaining four legs are 6" square, concrete filled
box beams with plates welded to both ends to attach the legs to the radials and
cell floor. Two of the box beams, located at 10' and 350*, are sandwiched to the
concrete block in the same manner as the support ring box beams (Sect 2.2.1). The
remaining two box beams are located at 170* and 190' and are fastened to the west
wall (Fig 2.7) to keep the stand from buckling in the event of an earthquake. The
joint in the support brace was installed to raise the beam 2" because there was no
clear path between this part of the stand and the wall (power supplies were in the
way).
As mentioned above, the stand also supports the vacuum chamber and the outer
torque cylinder. This was accomplished by the addition of nine cross-beams (Fig 2.5)
made of 4"X 4" I-beams 22.25" long. These beams are bolted to the bottom of the
radials at a 54" radius. The design of the vacuum chamber and torque cylinder
connection to these cross-beams can be found in Section 5.1.1.
Because the inner support ring and stand define the horizontal position of virtually every part of the VTF, they were constructed with precision. The radial
and angular positions were determined using the three survey marks imbedded in
the floor of the VTF cell. These three survey marks are aligned in the East-West
direction, the center mark defining the center of the machine. The two other marks
define the 90* leg (East of the center mark) and 270' leg (west of the center mark).
In the final positioning of the stand, the base of the 90' and 270* legs were adjusted
in both the radial and angular position to within 1/16 of an inch in radius and arc
31
L. -- -
-r
-N
epoxied threaded rod
6" into wall
west wall
Support Brace
Jai nt
270
support stand
support brace
180
0
brace
TJ
90
threeaded rod joiners
spacer
Figure 2.7: SUPPORT STAND BRACING TO WEST WALL
32
length. These two legs were then positioned vertically to the same tolerance using
a plumb line suspended from the top of the legs. Once these two legs were in place,
the position of all the East (West) legs were adjusted using the 900 (270*) leg as a
reference. Next, the heights of the TF coil pads on the radials were leveled to within
1/16" by shimming the legs between the base and the floor using the inner support
ring as a reference. Once this was completed, the entire stand was checked again to
verify that the tolerances were met.
2.3.2
TEST AND LIMITS OF THE SUPPORT STAND
In general, each radial supports 1,400 lbs due to the vacuum chamber, outer torque
cylinder and toroidal field coils. This load produced a calculated deflection of 0.04"
on each radial [3]. To verify that the beams could withstand such a load, an on-site
test of one beam was performed using a simple lever arm with students suspended
from one end. The results showed that 8,200 lbs were required to produce a deflection of 0.125", so the beams were considered satisfactory. As of this writing no
measurable deflection of the radials has been noted with all the major components
of the machine installed.
2.3.3
PROBLEMS WITH THE SUPPORT STAND
As a final comment on the stand, there are two problems that exist. The first is
that one of the two threaded rods for the 2500 vertical leg started to pull out of the
floor as it was being torqued. While the force required to pull the rod out is still
large, it should eventually be removed and replaced.
The second problem is that in order to stabilize the machine during an earthquake, the columns for the inner support ring and legs at the 0* section of the
support stand were bolted to the concrete block, while the two legs at the 180*
section of the stand were rigidly fastened to the wall of the cell. So if an earthquake
should occur, and the wall and block move in different directions, the shear on the
machine could reduce the magnitude of quake the VTF was designed to withstand.
33
Chapter 3
THE TOROIDAL FIELD
SYSTEM
As in any plasma device, confinement can be enhanced by the proper magnetic
field geometry. The dominant field in the VTF is the toroidal field, which has a
magnitude of 1 Tesla on axis. The toroidal field (TF) system described in this
chapter will include the bucking cylinder, the toroidal field coils and the TF bus.
3.1
THE BUCKING CYLINDER
The purpose of the bucking cylinder, which was obtained from the University of
Wisconsin, is to counter the centering force experienced by the TF coils. Since the
bucking cylinder was previously used in a machine like the VTF, and we made no
modifications to it, no design analysis or tests were performed for the cylinder.
3.1.1
DESIGN AND INSTALLATION OF THE BUCKING CYLINDER
Once the VTF stand was complete, the Bucking Cylinder (BC) was the next component installed. The BC is an aluminum cylinder with an inner radius of 12", a
nominal thickness of 2.25" and is 36.0625" high. It was assembled with a vertical
34
Phenolic electrical break in it and contains 18 vertically machined grooves in which
the noses of the TF coils fit. The grooves are located every 200 and are 4.03" wide
with a depth of 3/8". The BC is also beveled at the top and bottom so it fits snugly
against the inner legs of the TF coils.
The BC was originally held in place by an iron pipe vertically mounted to the top
of the concrete block. The pipe was centered above the vertical shaft of the block
so the plumb line used to center the machine could pass through the pipe and block
to the central survey mark on the cell floor. The pipe also had four bracket/bolt
assemblies welded to the top so the BC could be rigidly positioned. The BC was
adjusted in all dimensions to 1/16", and most measurements for the rest of the
components (i.e., vacuum chamber, outer torque cylinder etc.) were taken from the
cylinder because the the plumb line was not accessible with the cylinder installed.
The BC's radial position was routinely checked against the plumb line during the
construction of the VTF, and as of this writing the center of the BC is a little less
then 1/16" North-West of the center survey mark.
The iron pipe supporting the BC will remain until the machine is pulsed at full
power since this will help prevent the machine from "jumping" when the TF coils
first experience a full centering force. After this, the pipe will be removed and the
BC held up by 3 legs which were bolted to the sides of the cylinder between the
grooves for the TF coils. The legs are fastened to the three tabs welded to the inner
support ring (Sect 2.2) and are made of 3/4" stainless steel rods covered with a 1/8"
thick G-10 tube for insulation.
3.1.2
TEST AND LIMITS OF THE BUCKING CYLINDER
As mentioned above, no test or design analysis were performed on the bucking
cylinder since its use in a similar machine demonstrated its structural integrity.
35
3.1.3
PROBLEMS WITH THE BUCKING CYLINDER
While it is not a problem, it should be noted that the joints where the legs are
attached to the BC are not electrically insulated. The reason for not insulating
these joints is that there was not enough room to drill a hole large enough to
accommodate the insulation and still maintain the structural integrity of the legs.
3.2
THE TOROIDAL FIELD COILS
A total of 20 TF coils, at 1.5 tons each, were obtained from the University of Wisconsin. Of these coils, 18 were used on the VTF and the remaining two considered
a source of spare parts.
3.2.1
DESIGN AND INSTALLATION OF THE TOROIDAL
FIELD SYSTEM
A TF coil (Fig 3.1) consists of four turns made of copper bars with a 1"X 6" crosssection and each coil has four joints held together by insulated Silicon-Bronze bolts.
To cool the coils, each turn of each leg has a 3/8" diameter copper tube soldered to
it. Prior to installation, each coil was inspected and repaired as necessary. These
test consisted of a ring test, resistance test and visual inspection. Several of the TF
coil cooling tubes were also hydrostatically tested and these test are described in
Section 3.2.2.
Upon completion of the tests, 18 of the coils were positioned on the radial arms
of the machine with three sheets of 10-mil mylar placed between the nose of the coils
and the bucking cylinder for insulation. Once on the machine the tops of the coils
were removed to facilitate the installation of other components and a tape measure
wrapped around the perimeter of the machine to position the coils to within 0.1"
using the 270* coil as reference. The final positions of the coils were then marked
at the base of each coil and pad with a red marker so any movement can be quickly
noticed. Table 3.1 contains the measured positions.
36
0
.
I
I
I
I
I
I.
~~i~_-
'
II I
.
p4. 9 __
-.
I.
(9
.)
k..
II
L~rt
.
I..!)
Li
000
goo
-
0
-I
-1
[.-~.k.
.,..
...
"1
I
..
1 9...!)
000
I..--I0.
K.
i
r
4.!)
jJ
I
I
-~ -W
uII
9
"Ti
TcOI~oIo&,.
FIFL...
Ca~t.
A -. %V
rLv
Assy.
(I p
)
dk..i
P1to
-r r~
-I',,).
____________I_(
I-~~~~~O
-0, _ -I--.
1----.-.--.
Iu
T 1
'
'
_
M
TOROIDAL FIELD COIL FINAL POSITIONING RESULTS
(TABLE 3.1)
TOROIDAL
FIELD COIL
(DEGREE)
IDEAL
POSITION
(INCHES)
MEASURE
POSITION
(INCHES)
POSITION
ERROR
(INCHES)
10
30
50
70
90
110
130
150
170
190
210
230
250
270
290
310
330
350
91.275
114.097
136.917
159.736
182.556
205.375
228.194
251.014
273.833
296.653
319.472
342.292
365.111
387.931
0.00000
22.8190
45.6390
68.4580
91.188
114.156
137.000
159.813
182.620
205.313
228.125
251.000
273.781
296.563
319.500
342.250
365.063
387.937
000.000
22.8130
45.6250
68.5000
-0.09
+0.06
+0.08
+0.08
+0.06
-0.06
-0.07
-0.01
-0.05
-0.09
+0.03
-0.04
-0.05
+0.01
+0.00
+0.00
-0.01
+0.04
38
3.2.2
TEST AND LIMITS OF THE TOROIDAL FIELD
COILS
The coils were ring tested to check their inductance and the dampening. The test
used an RLC circuit made of the TF coil, a 300 microfarad capacitor, a 1.5 volt
battery and a Tektronix Storage Oscilloscope. The final values of the inductance
measurements from the ring test and the corresponding resistances, after cleaning
the fingers of the top two joints' with Scotch-Brite, tightening all the joints and
installing the coils on the machine are given in Table 3.2.
One common problem found with the coils was that the two contact surfaces of
the inner joints had a tendency to fail the resistance test (a total of 4 out of 18 coils
failed). The location of the failures, as shown in Figure 3.2, are the two surfaces
where parts 1 and 2 contact parts 4 and 5. The reason for these failures is not clear,
but after a second cleaning of the inner joints the problem was eliminated. But to
assume these joints were more susceptible to oxidation or cleaned less efficiently did
not make sense since they are as accessible as all the other joints. So we cannot
say at the moment what the real problem was, but it has not occurred again in any
of the coils. Another common problem found was that the cooling tubes tended
to short the coil turns since they are not electrically insulated from the turns. For
more information on the coil test see Reference [4].
The visual inspection showed several areas where the external insulation of the
TF coils were damaged. Repairs to the insulation were made by sanding and cleaning
the areas with alcohol. The insulation was then replaced by filling the gouges with
diced-up glass tape mixed in epoxy. Carbon deposits from previous shorts were also
cleaned from the coils, so any deposits of carbon found on the coils will be from a
short of our making.
The final inspection was the hydrostatic test of the cooling tubes. Initially, due to
time limitations, it was decided not to connect the cooling system since it would not
be necessary at low power and would consume a large number of man-hours. But
a decision to go ahead and construct a full power machine, instead of upgrading
39
INDUCTANCE AND RESISTANCE TEST RESULTS OF THE
TOROIDAL FIELD COILS FOLLOWING REPAIRS
(TABLE 3.2)
NUMBER ON COIL COIL POSITION
WHEN RECEIVED ON THE MACHINE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
SPARE
10
350
SPARE
170
210
150
250
190
230
110
70
130
310
90
270
290
50
30
330
; ~)
INDUCTANCE
(pH)
RESISTANCE
(m - Ohm)
36.6
37.7
36.5
37.7
36.1
36.1
36.1
36.3
36.0
37.0
36.3
35.3
36.0
37.4
36.1
36.0
38.7
36.1
36.1
36.7
0.36
0.16
0.16
55.60
0.16
0.16
0.16
0.16
0.16
0.20
0.16
0.17
0.16
0.16
0.17
0.16
0.16
0.16
0.16
0.19
I
a
ON,)
NO..
fI1
i
A".)
HI
I-...-,
.
-1
4
cA
V-
CC-
0--
0
...
CO
I-
,.
fl ..
.
I .11
0
(4
4)i
\.
Inn
j
C. C.mJJ
0
Qs)
0I
Ln
a.c*=..
-
_
_
_
_--
-_
#:.
CONS51UCTI.?-
--
L.7.0;,!mo
W"!,
-
H
I
-
-
_
41
-.
-
-
J.A
[-
A- A
: : C. C
the VTF at a later date, prompted us to think about cooling. Consequently, we
decided to see how large the job was, and tested the cooling coils to estimate the
amount of work required, since it would be easier to repair the cooling tubes during
construction than to wait until the machine was assembled. But after hydrostatically
testing several tubes to 100 psi with water, the failure rate of the tube fittings was
so high (well above 60%) that the project was abandoned. While this decision will
probably come back to haunt us, it is still possible to repair the outside and top
cooling tubes of the TF coils since they are reasonably accessible.
Such repairs
would correspond to 50% of the total cooling capacity.
3.2.3
PROBLEMS WITH THE TOROIDAL FIELD COILS
The major concern with the TF coils are the cooling tubes, because, during the
cleaning of the coils several of the carbon deposits were found near the fittings of
these tubes. They stick out a few inches from the coils, and it would be very easy to
accidentally nudge a tube close enough to another tube or component of the machine
to cause an arc. Therefore, it is recommended that these tubes be insulated with
shrink wrap.
One other possible problem with the coils is that several of the silicon/bronze
bolts were missing when the coils arrived and were not replaced because it was cost
prohibitive. This was justified because a survey of several Plasma Fusion Center
and Magnet laboratory personnel produced no reason why we could not replace
the silicon/bronze bolts with stainless steel bolts since the bolts are thermally and
electrically insulated from the coil; so we did. The 30 or so bolts were shared among
all the coils on the outer two joints for easy observation and accessibility should
something go wrong.
But upon reviewing this decision, it was realized that we
did not take into account the elastic properties of the two different types of bolts.
Therefore, it will be necessary to test a stainless and silicon bolt and then prevent
the stainless bolts from taking a disproportionate amount of the force. This equal
distribution of the forces can be accomplished by using compression washers on the
42
stainless steel bolts.
3.3
THE TOROIDAL FIELD BUS
The TF bus (Fig 3.3) consists of a supply bus running from TF coil to TF coil and
a return bus to cancel the magnetic field made by the supply bus. The bus begins
and ends at the 0' section of the machine.
3.3.1
DESIGN AND CONSTRUCTION OF THE TOROIDAL
FIELD BUS
The copper bars for the bus were salvaged from the outer torque cylinder when it
arrived from the University of Wisconsin, so it has a lot of holes in it which serve no
purpose. The bars have a 2.375"X 0.625" cross-section and the supply and return
parts of the bus each consist of two of these copper bars. To minimize field errors, the
buses were separated by 2" and bolted together using the G-10 insulated assembly
shown in Figure 3.3. At 65 kAmps, this separation produces a magnetic repulsive
force between the bus bars of 16,600 N/m which implies there are 11,200 N per
section of bus (1 section = 67.31 cm) or 1,883 N/bolt. Thermal expansion at 100*C
was calculated to produce a force of 8,097 N/bolt (App B.2) and the pre-torque was
11,104 N/bolt. So the total force on each of the four 1/2" bolts in the section is
21,084 N, which gives a safety factor of 2.1. The field error due to this separation
was calculated to be 1 part in 1000 on the magnetic axis (0.9 m).
Prior to installing the copper it was cleaned in an acid bath and well rinsed,
but in order to save time, we did not silver the contact surfaces on the bus. This
decision was justified by the fact that low power operations only require 5 kAmps
so silvering was not required. As far as preparations for high power operations, it
will not be to hard to silver the bars since they are easily accessible.
43
Toroidal Field
Coil flange
Water Cooling Channel
6-10
1
G-10 Tbe0
(not used)
0
t-~1
/2
13/
2
~J)
C)
0
Lfl
Cl)
Cl)
C)
H
3/8
Cu
5/8
Cu
[5/8
23/83/8
1/4
Cu
Cu
J
2
/
r
/8
1/4
3.3.2
TEST AND LIMITS OF THE TOROIDAL FIELD
BUS
As far as temperature limits on the TF bus, 100*C was chosen to give a safety factor
of 10 below the melting point of copper. It was also determined that at 65 kAmps
the rate of the temperature increase is 23*C/sec (App B.1). This calculation was
performed assuming that 32.5 kAmps passes through one copper bar with 1/2 of
the area removed by a bolt hole. The reason for this area assumption is described
in the next section.
3.3.3
PROBLEMS WITH THE TOROIDAL FIELD BUS
The problem with the TF bus is that in some areas the holes drilled in the center of
the return bus to hold the supply and return together overlap the staggered holes
the copper bars came with. This problem could not be avoided, so in some places
the cross-section of one of the two copper bars is cut in half; but in no places are
both bars like this. So when the bus is finally silvered, these contact points between
the two bars of the return bus should also be silvered. It would also be a good idea
to attach a thermo-couple at a few of these spots since they are covered with an
insulating G-10 plate which may hinder cooling. There are no known problems with
the supply part of the bus.
45
Chapter 4
THE INNER AND OUTER
TORQUE CYLINDERS
The inner and outer torque cylinders (Fig 1.1) were obtained from the University of
Wisconsin, and both had to be modified to fit the VTF design. The purposes of the
torque cylinders are to counter the over-turning force experienced by the toroidal
field coils and to provide support for auxiliary coils.
4.1
THE INNER TORQUE CYLINDER
As mentioned above the inner torque cylinder helps counter the over turning force
experienced by the TF coils. It is also used to support five coils which are part of
the ohmic System (Sect 6.1). And, since modifications to this cylindez were slight,
no calculations of the structural integrity were performed because the cylinder came
from a machine similar to the VTF.
4.1.1
DESIGN AND INSTALLATION OF THE INNER
TORQUE CYLINDER
The inner torque cylinder (TC) is made of a fiberglass/epoxy composite 1.25" thick
and has a outer diameter of 42" with a height of 38". There are 18 stainless steel
46
brackets located every 200 on the top and bottom of the TC. Each bracket contains
two G-10 wedges which, when bolted down, clamp on to the TF coils and transmit
the over-turning force of the TF coils to the TC. Also welded to the inner TC are
three legs at 200, 160', and 2800, the feet of the legs are bolted to the tabs on the
inner support ring (Sect 2.2).
The inner TC was installed prior to the vacuum chamber and fits like a skirt
surrounding the inner legs of the TF coils. The brackets, which slide over the TF
coils, had to be ground on the inner radius since they would not fit over the lower
bend of the TF coils with all the insulation installed. To insulate the TC from the
TF coils, three layers of 10 mil mylar were wrapped around the inner TF coil legs.
To insulate the inner bends of the TF coils, three layers of mylar and two 1/16" G-10
plates were glued to the sides of each coil where the G-10 wedges on the top and
bottom TC brackets contact the coils. The plates provide a G-10 on G-10 sliding
surface so the coils can "breathe" and they also help hold the mylar insulation to
the bends of the coils.
4.1.2
TEST AND LIMITS OF THE INNER TORQUE
CYLINDER
The insulation between the TC and TF coils were tested to a 1.5 kvolt potential,
and all discrepancies corrected.
4.1.3
PROBLEMS WITH THE INNER TORQUE CYLINDER
There are two notable problems with the inner TC, and both have to do with the
tight fit of the cylinder. First, to install the TC we had to use a substantial amount
of force to push the cylinder over the inner legs of the TF coils. Therefore, we had
to assume the TC was correctly positioned radially since we could not move it and
we believe this was done carefully enough that none of the insulation was damaged.
47
But removal of the TC could be a tedious process unless the machine is "tightened
up" by the centering force experienced by the TF coils. The reason this "tightening
up" could ease the TC removal is that it may result in an increase of the clearance
between the inner legs of the TF coils and the TC.
The second problem with the TC arose while installing the tops of the TF coils.
Here it was noticed that the vertical clearance between the TF coils and the TC
brackets at the top was much less then the vertical clearance at the bottom. In fact,
one TF coil top could not quite be installed since we were afraid we would damage
its insulation. So out of necessity, we decided to lower the TC 1/8" from its ideal
position. The problem with this relocation is that the ohmic coil is also misaligned
by the same amount, but nothing short of revnding the coil could correct this, so
the error had to be accepted.
4.2
THE OUTER TORQUE CYLINDER
The purpose of the outer TC is to help counter the over-turning force of the TF
coils and to support both the trim coils of the ohmic system (Sect 6.3) and two of
the equilibrium field coils (Sect 7.1.1). As far as modifications to the outer torque
cylinder, they were so severe that its ability to support the TF coils was questionable.
So new methods of countering the over-turning force had to be devised and installed.
4.2.1
DESIGN AND INSTALLATION OF THE OUTER
TORQUE CYLINDER
The outer TC is made of a 1" thick fiberglass/epoxy compound, has an outer diameter of 108" and is 62.5" high and came in two parts, a lower and upper half, so
that the vacuum chamber could be installed. And like the inner TC, the outer TC
has 18 stainless steel brackets, with G-10 wedges, on the top and bottom so it can
clamp on to the TF coils. Unlike the inner TC, which is constructed from one solid
piece, the outer TC has two vertical seams in both halves located at the 240* and
48
2800 sections of the VTF. At the seams, the TC is held together by a sandwich of
fiberglass between two stainless steel plates. The inner plate is 5/8" thick and 5"
wide while the outer plate is 1/2" thick and 5" wide. Both run the height of the
TC and are fastened together using 1/2" bolts. The reason for the use of two seams
in each half instead of one is unknown, but it may be related to fabrication cost
instead of structural consideration.
Due to the large size of the side ports, a substantial amount of material had to be
removed from the outer TC to accommodate them, in fact, the TC is only 2" wide
between these ports. Because of this reduction in the torque cylinder's structural
integrity, modifications had to be made so it could counter the over turning force
of the TF coils. These modifications include installing braces between the TC and
vacuum chamber, bolting vertical straps between the side port openings of the TC
and fixing large plates on the TC to counter the shear on the cylinder.
The braces (Fig 4.1) are 2"X 0.5" pieces of stainless steel bar stock, 16.25" long
with two bends in them so they can be bolted flush to the outer TC and vacuum
chamber. The bends are 190 and 8' respectively and are in opposite directions. The
9 pairs of braces on the VTF are used to transmit the over-turning force of the
TF coils from the stainless steel brackets on the TC to the vacuum chamber. The
braces are attached to to the vacuum chamber via 5/8" stainless bolts welded to
the ribs of the chamber (Sect 5.1.1), and are fastened to the TC brackets with two
1/2" stainless bolts. The braces are custom made for each TC bracket to ensure
that there is no play in the system and there is one brace on all but two of the TC
brackets. There are no braces at the 0* and 1800 sections because no material was
removed from here since there are no ports at these locations. It is at these two
sections that the plates, to be described later, were installed to connect the upper
and lower TC halves.
The average force per brace is about 1/2 the total force on the top (or bottom)
leg of a TF coil. For a TF coil current of 65 kAmps, a combined vertical and ohmic
field of 0.26 Tesla (Sect 6.3.2) and a coil length of 1.35 m the total force is 22,800 N.
49
Chapter 4
THE INNER AND OUTER
TORQUE CYLINDERS
The inner and outer torque cylinders (Fig 1.1) were obtained from the University of
Wisconsin, and both had to be modified to fit the VTF design. The purposes of the
torque cylinders are to counter the over-turning force experienced by the toroidal
field coils and to provide support for auxiliary coils.
4.1
THE INNER TORQUE CYLINDER
As mentioned above the inner torque cylinder helps counter the over turning force
experienced by the TF coils. It is also used to support five coils which are part of
the ohmic System (Sect 6.1). And, since modifications to this cylindez were slight,
no calculations of the structural integrity were performed because the cylinder came
from a machine similar to the VTF.
4.1.1
DESIGN AND INSTALLATION OF THE INNER
TORQUE CYLINDER
The inner torque cylinder (TC) is made of a fiberglass/epoxy composite 1.25" thick
and has a outer diameter of 42" with a height of 38". There are 18 stainless steel
46
The force on the brace is 1/2 of this, or 11,400 N. Which provides a safety factor
of 2.1 on the 5/8" bolt which is in shear. This calculation does not include the
additional restraining force produced by the 3/8" stainless steel plates installed on
the 0* and 1800 sections. The calculation for an earlier, but still quite similar, design
of the braces can be found in Reference [3].
The second modification to the TC was the installation of fourteen 48" long
vertical bars made of 2"X 0.5" stainless steel bar stock (Fig 4.1). The bars are
bolted on the inside of the TC, between the side ports at the location of the TF
coils using three 3/8" bolts on the top and bottom TC halves. Again, there are no
bars located at the 0* and 1800 sections of the TC because the plates take up the
forces there.
The purpose of these bars is to counter the compression forces from the weight
of the upper half of the TC and the forces from the equilibrium/ohmic coil systems.
The weight of the upper half of the TC is approximately 6810 N and the weight of
8 turns of 500 MCM copper cable for the two coil systems is 2,366 N. The worst
case compression force during coil operation would be if all 16 turns (8 turns on top
and 8 on the bottom) were at full current (10 kAmps/turn) running in the same
direction. Assuming a distance of 83.8 cm and treating the 8 turns as a single turn,
the force is 13,160 N. Adding all these forces together, the total force the top half
of the TC can exert is 22,336 N, or 1,241 N per one of the 18 sections. If only one
of the 3/8" bolts on the TC were to take up this shear force the safety factor would
be 6.9.
The final modification to the TC was the addition of two 3/8" stainless steel
plates as mentioned above. The plate at the 00 section is 18"X 10" and the plate
at the 180* section is 18"X 18" and both are attached to the TC with 1/2" bolts.
The plates were rolled to the same radius as the TC and cut as wide as possible.
The 0* plate is smaller than the 180' plate because of the angled ports (Sect 5.1.1)
on both sides of this section. These plates were added to increase the margins of
safety mentioned above, since they can take up some of the shear of the braces and
51
also behave like large vertical bars. One other advantage of the plates is that they
are the only rigid connection between the upper and lower halves of the TC, since
play in the vertical bars would allow some rotation between the two halves
During installation of the outer TC it was found to be slightly elliptical by about
1", so the cylinder was forced into place mechanically with the radial position of the
TC taken from the bucking cylinder. After adjusting the vertical and radial location
of the TC to within 1/16", the cylinder was bolted to the same radial beams which
support the vacuum chamber described in Section 5.1.1 using two 3/8" bolts for
each of the nine legs.
4.2.2
TEST AND LIMITS OF THE OUTER TORQUE
CYLINDER
No test were performed for the outer TC.
4.2.3
PROBLEMS WITH THE OUTER TORQUE CYLINDER
There was one concern with the TC which should be mentioned, and that was a concern that transmitting the over-turning force to the vacuum chamber could damage
the vacuum welds on the mating flanges which hold the chamber halves together
(Sect 5.2). While it was decided that the large mechanical welds on the flanges could
withstand the torque, not all of us were comfortable with this conclusion because
of the cyclic nature of the load.
52
Chapter 5
THE VACUUM SYSTEM
This chapter will describe the construction and preparation of the major portions of
the vacuum system. The topics discussed will include the vacuum chamber, mating
flange, surface preparation and vacuum pumping system.
5.1
THE VACUUM CHAMBER
In general, plasma devices like the VTF require high vacuums to enhance plasma
break-down, individual particle energy and impurity control. To achieve these goals,
the construction of a well sealed chamber was essential. Construction of the chamber
was subcontracted to Atomic Limited in Cambridge, Massachusetts and the final
preparation completed in the VTF cell. More information on the chamber can be
found in Reference [5].
5.1.1
DESIGN AND CONSTRUCTION OF THE VACUUM CHAMBER
The chamber (Fig 5.1) has a total volume of 193 cubic feet (5.46 cubic meters),
an outer radius of 50.5", an inner radius of 23.5" and a height of 43.5". These
dimensions were chosen to provide a 1" clearance between the chamber and all other
components of the machine. The limit on the outer and inner radius was fixed by the
53
1155
Figure 5.1: VACUUh
CHAMBER AND TF COILS
54
distance between the mating flange and the two torque cylinders, while the height
was limited by the toroidal field coils. The chamber was assembled in halves and
bolted together at the 0' and 180' sections of the machine using the mating flanges
described in Section 5.2. The main body, ports and two of the side port covers are
made of 304L stainless steel, while all the other port covers are made of 6061-T6
aluminum to cut cost. The inner wall of the chamber is 1/2" thick while the outer
wall, top plate, and bottom plate are 3/4" thick. Welded radially along the top and
bottom plates, where the toroidal field coils surround the chamber, are thirty-six
1" wide, 3" high stainless steel "ribs." These ribs were installed to strengthen the
top and bottom plates because, to provide port access, large amounts of material
had been removed. All the chamber welds are internal, leak tight, vacuum welds
and external "stitch" welds which provide structural support. To avoid any trapped
volumes and ease the job of leak checking the chamber, none of the structural welds
are fully penetrating.
The chamber has a total of 32 top and bottom ports (Fig 5.2) which are made of
1"X 1.25" stainless bar stock welded into a frame which is 8" wide, 22" long and 1"
thick. The port frames are welded to the chamber between the toroidal field coils as
shown in Figure 5.1, the inner edge of the frames are located at a radius of 27.75".
There are no ports installed at the 00 and 180* sections of the machine due to the
mating flanges.
The seals between the top ports and port covers were originally intended to be
metallic seals, but once the difficulty in doing this was realized it was decided to use
VITON 0-Rings. The O-Rings are 0.2" thick and the grooves, which are machined
into the port covers, are 0.140" deep and 0.26" wide to provide 30% compression
when there is metal to metal contact between the port and flange cover. A notch
was also machined into the corner of the grooves to retain the O-Ring on the cover
during installation. All of the top and bottom port covers are made of 3/4" thick
6061-T6 aluminum and will eventually be replaced with stainless steel covers as
diagnostics are added.
55
I-
7
o8"
I
I
000
0
0
A
A
I
A
.
I
0
0
0
0
0
0
22"
X.:
X.
3,,
0
0
L
3 .500"
0
0
0
2"
Figure 5.2: TOP /BOTTOM PORT FLANGE
56
There are also 16 side ports (Fig 5.1) welded to the outer wall of the chamber
between the toroidal field coils in all locations except the 0* and 1800 sections of the
machine. Again, there are no ports at these sections because of the mating flanges.
Twelve of the side ports are 14" wide by 18" high and extend 19.75" from the torus
of the chamber. The remaining four side ports were designed to allow line-of-site
access to the magnetic axis of the machine. The positioning of two of these ports
are shown in figure 5.3. A top view of an "entrance" port is presented in Figure
5.4 and an "exit" port in Figure 5.5. The entrance ports are at the 20' and 340*
sections of the machine while the exit ports are at the 100' and 260 0 sections.
Like the top ports, the seals on the side ports were also originally designed
to employ metallic seals and were changed to VITON 0-Rings. The 0-Rings and
grooves for these ports are the same as those described above for the top and bottom
ports. A notch was also machined into the corners of the grooves on all but two
of the side port covers to retain the O-Ring on the cover plates. Notches were not
placed in the two cover plates made of stainless steel due to difficulties in machining.
The remaining cover plates are made of 6061-T6 aluminum and will eventually be
replaced with 304L stainless steel plates.
During construction an alignment problem, in some places as much as 2", was
discovered in the west outer wall of the chamber. The problem was that the alignment holes, used to guide the plasma torch while cutting the port holes in the wall,
were off due to a measuring error. Because of this, it was necessary to weld stainless
bar stock between a few of the ports and the vacuum chamber. While, on the rest
of the ports it was possible to use a hydraulic jack on the inside of the ports and
force the port to contact the wall. On these ports, filler welds were used for a seal
and the problems eventually corrected.
The vacuum chamber is mounted to the support stand by nine legs positioned
between the toroidal field coils. The legs are located at every other section and
bolted to the cross beams installed on the support stand described in Section 2.3.
The legs for the vacuum chamber and outer torque cylinder are shown in Figure 5.6.
57
2600 Exit Port
'200 Entr&nCe Pot
Figure 5.3: LOCATION OF PARALLEL VIEW PORTS
58
I
rol
A
10
41/1
1' 1
60
1' 7 3/4"
60
I
9
1' 6 3/4"
-1
Figure 5.4: PARALLEL VIEW ENTRY PORT
59
3/128"
1' 6
3/4"
7/8"
7
60
1' 7
1' 1"
1' 2
3/4"
Figure 5.5: PARALLEL VIEW EXIT PORT
60
3/4"
The reason for the break in the chamber legs is that in the original design, the feet
of the legs were positioned in the opposite direction than that shown in the figure
so they would not interfere with the clearance in front of the bottom ports
[3].
Because of this positioning, the feet would not clear the outer torque cylinder as
the chamber was being installed and so a break was required. Later, to ease the
removal of the lower port covers near the legs, 3/8" stainless steel plates were welded
to the chamber to move the legs out, which meant that the bottom of the legs had
to be rotated 1800 so they would fit within the torque cylinder legs. In the end the
legs were rotated and the break came to serve no purpose other than to level the
chamber during installation.
5.1.2
TEST AND LIMITS OF THE VACUUM CHAMBER
A leak test of the completed chamber and vacuum pumping system, after the chamber surfaces were prepared per Section 5.3, was performed using an Alcatel ASM
110 Helium Leak Detector. The results of the test showed that the welds have a
maximum leak rate below 3X10-Pa - m 3 /sec. As far as impurities in the chamber, the theoretical minimum leak rate of the entire chamber is 9X10- 7 Pa - m 3/sec
due to oxygen permeation through the O-Rings. This leak rate, using a 500 1/sec
pumping speed and a baked chamber, corresponds to a minimum base pressure
of 1.3X10-Torr. The present pressure of the VTF without baking or discharge
cleaning is 4X10- 7 torr. A Dycor M100 residual gas analyzer was also connected to
the pumping system to determine the types of impurities present in the chamber,
and as of this writing the dominant species is water vapor out-gassing from the
stainless in the chamber. While a comparison of the ideal minimum pressure obtainable to the real pressure minimum obtainable cannot be done until the machine
is baked and discharged cleaned, initial indications show that we should come close
to the ideal limit. For a detailed derivation of the numbers stated in this section see
Reference [1].
61
3
VaumChme
1/2
Vacuum Chamber
4
Leg
1/2
Chamber leg Break
1 1/2
]
]
23 15/16
10
1/4
Outer Torque
Cylinder
Leg
2 1/2
1/16
F
1/2
3/4
1/2
4
All Dimensions in Inches
H
TORQUE CYLINDER LEG
Figure 5.6: VACUUM CHAMBER AND OUTER
62
5.1.3
PROBLEMS WITH THE VACUUM CHAMBER
There are two problems with the chamber. The first is that while jacking the ports
into place we had very little control over how level they were when welded, and
while they are not off by much, the errors still exist and are different on each port.
The second problem is that the clearance between the ohmic coil leads and the null
coil brackets attached to the chamber are very small and will make the chamber
difficult to remove. This problem is discussed further in Section 6.2.
5.2
THE MATING FLANGES
The mating flanges have two purposes, the first is to provide an electrical break so
the chamber will not form a closed conducting loop. And the second is to allow the
chamber to be installed in halves, since a fully constructed chamber would not fit
through the door of the VTF cell. More information on the mating flange can be
found in Reference [5].
5.2.1
DESIGN AND CONSTRUCTION OF THE FLANGES
The mating flanges were some of the more difficult pieces to construct and install
because we did not use a "slip flange" design. Instead, to maximize the chamber
volume, the flanges were mounted flush to the cross section of the chamber halves.
The face of one flange shown in Figure 5.7 and its cross-section in Figure 5.8. The
major difficulty introduced by this design is that to achieve a vacuum-tight O-Ring
seal, the cross-sections of the chamber halves had to be ground flat to within 0.010
inches, which was a very time consuming process.
Another difficulty generated
was that the relatively small width of the flanges provided a poor heat sink during
welding. This means that the flanges could easily warp while being welded to the
chamber halves, and thereby ruin the O-Ring seal. To avoid this, a 1" thick iron
plate was machined planar to within 0.010 inches and bolted to the flanges prior to
welding them to the chamber halves. This procedure did work since the chamber
63
20.750"
4.2 5o0o
1 500"
~Li
wv
~
w~v~
vw
ki
.750"
0
2.500"
0
2.250"/
500
c
43.50 "O
4
W - WATER CONNECTION
V -
VACUUM CONNECTION
D -
SILICON DAM
D
D
fF11
w
V
0
UU IV
v
VVW
w
Figure 5.7: MATING FLANGE
64
0
7
0
0
C
wl
0
0
0Z
01\7
0
1
2
3
4
5
6
7
8
9
10
11
0.25" Viton O-Ring@ 30% Compression
0.50" Stainless Chamber Wall
0.8125" Hole
0.125" X 0.25" Water Groove
0.0625" X 0.375" Stainless Cover Plate
1.0" X 2.25" Stainless Flange
1.2" X 0.176" G-10
0.75" OD x 0.5" ID X 2.125" G-10 Sleeve
1.063"OD x 0.75" ID x .25" G-10 Washers
1.063"OD x 0.515 " ID Compression Washers
0.125" x 0.135" G-10
Figure 5.8: MATING FLANGE CROSS SECTION
65
sealed and passed the leak test.
As seen in Figure 5.8, the design of the mating flange employs two 1/4" Viton 0Rings which are glued to a G-10 frame. The frame provided support for the O-Rings
during installation and produces the electrical breaks in the chamber. The reason
for using two 0-Rings with a vacuum drawn between them is that the low pressure
differential on the inner 0-Ring results in a reduction of the gas permeation through
the inner 0-Ring. Four holes were drilled through one flange on each mating flange
set to allow this vacuum to be drawn between the O-Rings. The need for installing
one "pumping port" for each of the four legs, was that the trapped volumes between
the O-Rings on each leg were isolated from each other with RTV dams to make it
easier to leak check the seal. The location of the "pumping ports" and dams are
shown in Figure 5.7.
Also installed on each of the four flanges were cooling water tunnels. The tunnels
(Fig 5.8) were machined 1/8" deep by 1/4" wide into the edges of the top, bottom
and the outer legs of the flange and then a 1/16" thick stainless plate welded over
the channels. No cooling channels were installed on the inner leg because of space
limitations. The location of the water tube connections are shown in Figure 5.7.
5.2.2
TEST AND LIMITS OF THE MATING FLANGES
Leak tests of the assembled flanges were performed using a Helium leak detector
and showed the leak rates were below 1.OX10-Pa - m 3 /sec. A hydrostatic test of
the cooling water tubes to 100 psi resulted in no detectable leaks. A voltage check
across the flanges was also performed to 3 kVolts and all discrepancies corrected.
5.2.3
PROBLEMS WITH THE MATING FLANGES
The only concern with the mating flange design is the torque on the flange produced
by the toroidal field coils as discussed in Section 4.2.
66
5.3
SURFACE PREPARATION
Four work stages were necessary to prepare the chamber for high vacuum operation.
The first was to electropolish all the stainless steel parts exposed to the vacuum.
The second stage included preparation of all the O-Ring sealing surfaces. The third
stage was to chemically clean the chamber, and the final stage, discharge cleaning
and baking of the chamber, has not been completed as of this writing.
While it would have been preferred to electropolish the entire chamber after it
was assembled, this was not possible with the VTF chamber due to its large size.
The main part of the chamber, which consists of four top and bottom plates, two
inner walls and two outer walls, were first cut from plates and then electropolished
separately. The side ports and frames for the top and bottom ports were completely
welded and then electropolishing individually. Once this was finished the walls of
the chamber were rolled, and the two chamber halves assembled. As far as the port
covers, the vacuum side on all the plates were fly cut. The aluminum covers were
then soaked in an Oakite bath and rinsed with distilled water, while the stainless
covers were cleaned like the chamber halves described below.
After the above steps were completed, the chamber halves were moved to the
VTF cell and the O-Ring sealing surfaces on the chamber and port covers prepared.
This was done by sanding all the scratches out of the sealing surfaces using progressively higher grits of emory cloth until they were removed. A scratch was considered
"removed" when it could not be detected while running a finger nail over it. Finally
the surfaces were buffed using a Scotch-Brite wheel.
In the third step of the cleaning procedure, one half of the chamber was worked on
at a time. To begin with, all the welds were wire brushed and the inside and outside
of the chamber half pressure washed with detergent and water to remove heavy oils
and grit. Following this, the entire chamber half was cleaned with acetone and rags.
Next, to remove the remaining oil, the inside of the chamber half and port covers
were scrubbed with tricloroethane until the Tex-Wipes used in the cleaning came
out clean and white. After this, all the surfaces were scrubbed with reagent grade
67
ethanol to remove the tricloroethane residue. Next the port covers were installed on
the chamber half and a new clean area established. Following this, the inside was
cleaned again with triclororthane and ethanol. Finally, the chamber half openings
were sealed with plastic while the other half was cleaned in the same manner as
above.
After the chamber halves were bolted together and mounted on the machine,
a discharge cleaning probe was installed into one of the side ports. While we did
discharge clean the chamber a small amount to see how well the discharge cleaning
system and residual gas analyzer worked, we have not performed this operation over
a long enough period to make much of a difference. The reason for not discharge
cleaning is that the number of vacuum breaks required to install and repair diagnostics are still too numerous to make it practical. A method of baking the chamber
not yet been devised.
5.4
THE VACUUM PUMPING SYSTEM
In general, the vacuum pumping system was limited by the parts available, but some
guidelines were established. The most restrictive one being the ability to obtain a
base pressure of 1X10torr within a "few" hours. Much more information on the
vacuum system can be found in Reference [1].
5.4.1
DESIGN AND CONSTRUCTION OF THE VACUUM PUMPING SYSTEM
The pumping system (Fig 5.9) consists of a 12.6 1/sec roughing pump, which is
conductance limited to 6 1/sec, and a 500 1/sec turbo-molecular pump which is not
conductance limited since its piping was designed for a 1000 1/sec pump (soon to be
installed). The roughing pump is used to pump-down the vacuum chamber from 760
torr to 100 mtorr, which takes approximately 2 hours. At this pressure the turbo
is placed on line and will pump down the system from 100 mtcrr to 1X10-'torr in
68
1.
Lre---
I
-Cz)
3
HI
14
15)
13
UJ~
Figure 5.9: THE VACUUM PUMPING SYSTEM
69
1. Chamber Pon Extension
2. Ion Gauge I (IG 1) and Capacitance-Diaphram Gauge
3. Vacuum Bellows
4. 16" Diameter Spool Piece
5. Convectron Gauge 1 (CG 1)
6. Ion Gauge 2 (IG2)
7. Residual Gas Analyzer (RGA)
8. ASA Flange
9. 500 liter/second Turbomolecular Pump
10. Convectron Gauge 2 (CG2)
11. Pnuematic Foreline Valve
12. Convectron Gauge 3 (CG3)
13. 12.6 liter/second Roughing Pump
14. Port Cover
15. Gas Injection Line
16. Roughing Hand Valve
17. Bypass Hand Valve
18. Chamber Hand Valve
19. Pnuematic Gate Valve
70
15 minutes.
5.4.2
TEST AND LIMITS OF THE VACUUM PUMPING SYSTEM
A pump-down curve for the vacuum system is presented in Figure 5.10. The discontinuity at 130 minutes indicates where the turbo pump was started. A leak test
using a helium detector was performed on the pumping system and resulted in a
maximum leak rate of 1.0X10-1 0 Pa-cc/sec. The final test of the system was to run
the pumps with a blank on the suction line, this produced a "blank-off" pressure of
1.7X10-tarr after baking the pumping system.
5.4.3
PROBLEMS WITH THE VACUUM PUMPING SYSTEM
As of this writing, no problems have been noted with the vacuum pumping system.
71
I
3/16/91
VIT PUMPDOWN CURVE
103
...
....... ....... ................. ..... .........
...
........ ...... ...
I.....
- - - - ---- - -- ------
........... ........................
------- -----
.
------ -----------------------....... ----- ---
102
10,
... . ........... .... ......... .........
...... .... ......... .
...............
. ... .............
loo
<D
C4
D
........ .
---------------
10-1
0
........... ..................
. ...
....... ...
.................
...
10-3
10-5 . ......
..... ...
----- --------- - ------- ---------- --------- - -------
.............. .....................
----- -------
1 0- 4
----------- --------
.........
. ...........
..... ....... ....... ...
........
10-2 . ...... ......... ..... ..................
..
......
..... ..... ..........................
....................
............... ...
...
.........................
.......
------------- ---------
10-61
0
50
lot)
150
TIME (MlNurES)
200
Chapter 6
THE OHMIC COIL SYSTEM
Since the iron core will not be in place for initial plasma generation, the ohmic system
had to be more complicated then a simple transformer coil to efficiently couple the
current driving magnetic field to the plasma. The ohmic system (Fig 6.1) consists
of nine individual coils, five of which are made of copper bar and four of 500 MCM
cable. The five coils made of copper bar (ohmic coils) are bolted to the inner torque
cylinder, two of the four coils made of cable are attached to the inner radius of the
vacuum chamber (null coils) and the remaining two coils are located on the outer
torque cylinder (trim coils). All these coils will be connected in series during high
power operation using a patch panel in the lower level of the VTF cell. In this
chapter these three coil sets will be discussed individually and a brief outline of
their combined performance presented at the end.
6.1
THE OHMIC COILS
As mentioned above, five coils are bolted to the inner torque cylinder (Fig 6.2).
The reason for having five coils instead of one large ohmic coil is that the long
term goals of the VTF include plasma shaping with a divertor coil system exactly
like that on the ISX-B machine. The coils on the inner torque cylinder include a
25-turn ohmic coil in the center, two 2-turn horizontal field coils and two 8-turn
73
System Col I Comf "guration
F C "14'.
c
......
.............................. ................................................................................................ .......................
8
NULL COIL
....... 7 .........................
..................
z
......... ..................................
4
0
... .
0 .2 ............................................. ..............
.... .............................................
.........................................................
.............................................. . ..
.............................. ........
t
.........
C) ....................... OHMIC
----------------- OIVERTEJ
CO
-0 .6 . ...................................................................
........
-0.5
...............
0
......
TR M COIL
................
-------- -f ...... ........ ........ ....................................... .................................................
6
- 0 . 4 ................ .................................... ......
- 0 .8
.. .... ............
.....................
e
r
......
.............
7
................
.......
2 7 ............... ...........
...... ...
.................. .......... .............
....... ......... ..
........ 7* -----
........ . . ............... ......
................
NULL COIL
.......... ........... ........................................................
. ......... ...
0.5
1
1.5
R (meters)
Figure 6.1: VTF OB COIL POSITIONS
74
2
2.5
Top
.....
rTo
Fiel
Coll
Coatow
CC."
N semns
060
0
D
Botuom
Figure 8
0
8
a
V
O I
T
2
.e..>
C
e
Figure 6.2: UNWRAPPED PARTIA L VIEW OF INNER TC COILS
75
'-
divertor coils. Since the short term goal of the VTF is to generate a "by the book"
circular/ohmic plasma, three of the five coils will be connected in series to form one
41-turn ohmic coil. The two horizontal field coils were not included in the ohmic
system calculations, but were taken into account in the safety factor calculations of
this thesis. The calculation which determined the field profiles of the coils can be
found in Reference [6].
6.1.1
DESIGN AND CONSTRUCTION OF THE OHMIC
COILS
The coils are made from 25' long, oxygen free copper bars with a 1"X 0.5" cross
section. The bars were wrapped on the torque cylinder the "hard way" to maximize
the amount of copper on the cylinder (i.e., the bars were bent along the 1/2" surface).
Initially, the copper bars were silver soldered together after test showed that the
solder could take all the forces and temperatures generated by the coils during
operation. But one major problem was that the copper was not annealed, so it took
a substantial force to bend the bar around the cylinder and, in many cases this force
was enough to separate the joint. This problem greatly reduced progress since once
a joint was broken, it was very difficult to repair. Finally, after several broken joints,
it was decided to heli-arc weld the joints and pre-roll the copper bars off site. Test
of the welds with operating level currents showed no large resistance increases, so
no new operating limits on the coils were introduced. The actual operating limits
will be discussed later.
Once rolled and welded, the coils were placed on the inner torque cylinder and
the cylinder suspended horizontally on an axle so that it could be rotated as the
coils were bolted down. To fasten the coils, the center of the 25-turn ohmic coil
was drilled and bolted to the torque cylinder. Then the cylinder rotated 6" or 7",
a new hole drilled and a 1/4" fine threaded bolt installed. This process continued
until the entire coil was attached, leaving a 1/4" gap between the turns and a 1"
gap between the coils to prevent arcs and allow the addition of cooling tubes should
76
they be required in the future. The bolt holes were also staggered along the axial
direction so the cylinder would not end up with a weak spot similar to a perforated
sheet of note book paper. As a final note on the coils, it was necessary to recess the
nuts on the bottom 8" of the cylinder so they would not cut into the cooling tubes
which pass over the lower joint of the toroidal field coils. This was not required on
the top of the cylinder because these cooling tubes do not pass over the top joint.
After all five coils were wound, the bus bars to were attached to their respective
coils at the angular locations shown in Figure 6.2. The bus bars (Fig 6.3) are made
of copper bar with a cross-section of 2"X 0.375" and are heli-arc welded to the coils.
To minimize field errors, each coil begins and ends at the same angular position and
thus the supply and return bus bars overlap. Because of this, the bus bars had to
be insulated from each other and the coils on the torque cylinder while at the same
time countering the repulsive forces between the two bus bars.
For the parts of the bus bars which run along the torque cylinder, insulation
between the coils and between the bars was achieved using 3"x 0.125" G-10 plates
(Fig 6.3). To hold the bus bars together along the cylinder, a 4.5"x 0.375" G-10
plate was bolted on to sandwich the assembly to the cylinder. The bolts, not shown
in the Figure, go between the coils and are insulated from the coils with G-10 tubing.
Where the bars pass between the TF coils, a G-10 bracket assembly would not
fit because the copper bar is almost as wide as the opening between the TF coils.
So starting here, the bus bars were wrapped with 3-mil electrical tape capable of
withstanding 5000 volts/mil, then covered with 10-mil thick glass tape which can
take 50 volts/mil. Finally, the length was painted with Epon epoxy. The 1/8" G-10
plate between the bars is long enough to run the whole length of the bus bars.
The final insulation, where the bars extend into the inner support ring, consist
of the 1/8" G-10 plate between the bars and the tape described above, sandwiched
between two 3/8" thick G-10 plates bolted together.
On all but the 25-turn ohmic coil, the bus bar attached on the lower turn of its
respective coil extends 7" below the inner support ring, while the bar connected to
77
Turn of Co'
_--
00/
19 3/4" R
71o
G-10
;r
Copper bus bar
00
.
G
NOTE: Bol-s and 1nsulating
tape not shown
10
G-10
All d imensions are in inches
1/2
7 rFiberglass
St ainie s s S teel B r ack et
10 1/2
G- 0 w e
ge
7 1/2
2
12
2
/
TF Coil
/1
1/2
TF Coil
Pad
1
G -I
(
Radial Beam
4 1/4
6
- 10 1Pate
PG-
15 1/2
G-10
b.
Inner
Support
Ring
8 1/2
7/-
I
3
7
Figure 6.3: VTF OH COIL BUS BARS
78
the top turn of the coil extends 2" below the ring and is located between the ring
and "lower" bus bar (Figure 6.3). The ohmic leads are situated in the same way,
but are 5" shorter and there is no reason for this, other than it is all the copper we
had available.
6.1.2
TEST AND LIMITS OF THE OHMIC COILS
Once the work on the coils was complete, a power supply was connected to the coils
for testing. Since the power supply could not handle all the coils in series, only one
coil was tested at a time. The test consisted of running 5 kAmps through the coil
until it reached 100*C as determined by a thermo-couple, this temperature limit
was chosen to provide a safety factor of 10 below the melting point of copper. The
thermo-couple used in the test was not located where a bolt hole was drilled, and
this was probably a mistake since many considered this the limiting factor of the
coils because of the decreased cross-section. Once the coil cooled down, all the bolts
were checked and the test repeated on the next coil.
One problem discovered during the test was that all the bolts on the center 6
turns of the 25 turn ohmic coil were found to be loose after the coil cooled down. It
is believed this problem occurred because these were the six turns originally rolled
by hand when we were silver soldering the joints, so the radius these six turns were
"pre-rolled" to was larger than that of the rest of the turns which were rolled with a
machine. It is because of this larger radius that more force was applied to the bolts
of these 6 turns to compress the copper to the cylinder; and we believe that this
force was enough to exceed the yield stress of the bolts. Therefore, these bolts were
in the region of plastic deformation during the heating test, and when the copper
cooled down and contracted after the test, the bolts could not take up the slack.
These bolts were replaced one at a time prior to performing a second test, which
they passed.
Besides thermal forces, the coils also experience forces due to the magnetic fields.
When all the coils are run in series, the forces were calculated to be 6,600 N/m in the
79
radial direction with a maximum vertical compression of 4,000 N/m as described in
Reference [7]. While the numbers in this reference produced a safety factor of 2 on
the bolts, thermal expansion forces, pre-torque on the bolts, shear and cyclic stresses
were not included. So an improved calculation was performed which established a
safety factor of 1.3. This problem is examined in much more detail in Appendix A.2.
The heat-up rate of the coil was also calculated as per Appendix B, this result
was 4.7 oC/sec at 10 kAmps.
6.1.3
PROBLEMS WITH THE OHMIC COILS
Three problems, one major and two minor were noted with the coils. The first
minor problem can be seen in Figure 6.3. If one looks at the way the bus bars are
terminated, one would suspect it wiser to make the "inner" bus bar the longest so
you could easily install the bolts on the leads. Such a suspicion is correct, and this
was a mistake. While this problem can be corrected by bending the outer bar, it is
mandatory that the bend be undone prior to removing the inner torque cylinder or
the bus bars will not clear the TF coils.
Another solution to this problem is to weld extensions onto the bars, but if the
heating of the bar can not be properly controlled, the insulating tape will melt and
the coil rendered useless. In any case, while the solution to the problem has not
been determined as of this writing, it should not be that hard to correct the bus
work and make an embarrassing error look like an intended design.
The second problem is that the coils were positioned 1/8" below there ideal
position to ensure a proper clearance between the torque cylinder and toroidal field
coils. This problem is described in more detail in Section 4.1.3.
The major problem was the safety factor of 1.3 on the coil mentioned at the
end of the last section. This problem and recommendations for its correction are
discussed in Appendix A.2.
80
6.2
THE NULL FIELD COILS
The Null Field Coils (Fig 6.1) are used to improve coupling between the Ohmic
Coil and the plasma. They also provide a magnetic null point to permit plasma
breakdown and thereby define the center of the plasma.
DESIGN AND CONSTRUCTION OF THE NULL
6.2.1
COILS
The null coils are located on the top and bottom of the vacuum chamber at a
radius of 47" and are 25.375" above and below the midplane of the outer torque
cylinder. Calculations determined that the optimum design was a 14 turn coil. But
as mentioned before, the VTF design followed the ISX-B coil design, so the present
locations of the Null Coils were originally left to accommodate two smaller 8-turn
divertor coils. Therefore, due to space limitations, a 12 turn coil design made of 500
MCM cable was chosen. While it would have been possible to use smaller cable and
install all 14 turns, the cross section reduction would limit the maximum current
through the ohmic coil because the ohmic and null coils will be in series. But as it
stands, the cross-sectional area of the ohmic coil is 0.5 in2 and the 500 MCM cable
.
is 0.61 in2
Each null coil is fastened to the vacuum chamber by 16 brackets, with one bracket
(Fig 6.4) located between the TF coils in all but the 0* and 180* sections. There are
no brackets in these two sections because of the vacuum chamber mating flanges.
To have enough room along the radial direction for both the insulation and the
12-turn coils, it was necessary to weld 3/8" thick, 2" square plates to the inner side
of the vacuum chamber wall and attach the threaded rods for the brackets to these.
This decision to effectively reduce the clearance between the vacuum chamber and
the coils on the inner torque cylinder did produce some complications which will be
described later.
Both null coils were initially wrapped on the top of the vacuum chamber. After
81
500 MOM CONDUITORS
5 1/2"
G-10 PLATE
G T4
1/4-
-
----
N11LAR(4LAYIERS)
1/2"
3"
3 1/2
CHAMBE R
6")
THREADED RODS
Figure 6.4: NULL COIL BRACKET
82
assembling the first coil, it was removed from the top of the chamber, flipped over,
and installed on the bottom of the chamber. The order of the turns are numbered
in Figure 6.4, and the reason the coils were wrapped in such a complicated fashion
was that any other pattern we could think of would produce large field errors due to
the leads or not fit because of space limitations. In Figure 6.4, the coil leads (cable
1 and 12) come out next to each other on the outside, vertical face of the coil. The
leads for both null coils, which come out at the 180* section of the machine, are
fastened to the chamber with brackets similar to the null coil bracket design.
While wrapping these coils we also found it necessary to insert 1/16" thick,
4"X 4" G-10 plates horizontally between the layers of the turns so the coils would
maintain their shape while we moved them. As the coils were being wrapped, the
turns were held in place with TY-RAPs.
To determine the safety factor, the worst case condition that the null coil brackets
could see is if one null coil's current was in the opposite direction of all the other coils
on the machine. To estimate the total force on the null coil from the coils on the
outer torque cylinder, it was assumed that the 20 turns of cable (at 10 kAmps each)
over a length of 178 cm act like an infinite solenoid to produce a field of 0.14 Tesla.
While such a solenoid would only sustain a radial force on the null coil, in a real
system the vertical field lines at the null coil would have some radial component,
and therefore produce a vertical force. To simplify this calculation it is assumed
that the vertical field, and therefore the force on the null coil from the field are at
a 450 angle to the axis of the machine.
To estimate the fields from the five coils on the inner torque cylinder and the
other null coil (at a current of 10 kAmps), the six coils were treated as an infinite
solenoid. This produced a field of 0.64 Tesla using 57 turns over a length of 112 cm.
Using the same argument above, it is assumed that these field lines are also at a 45*
angle at the null coils.
The total field at the null coil, assuming all the above fields are in the same
direction, is 0.78 Tesla which corresponds to a radial field of 0.55 Tesla. Thus the
83
axial force on the 12-turn null coil with a 10 kAmp current is 66,185 N/m and the
coil's circumference is 4.0 m. All but two of the brackets will see 1/18 of the total
force or 14,707 N. The null coil brackets which will see the largest force are the
ones next adjacent the 00 and 180* sections of the machine because there are no
brackets at these two sections. Therefore the brackets in these adjacent sections
will counter 1.5 times the force of the other brackets or 22,061 N. The pre-torque on
the bolts was determined to be 2,900 N, so the total force on each of the two 3/8"
bolts is 13,931 N. This will correspond to a safety factor of 1.8 on the heavily loaded
brackets and a factor of 2.5 on the remaining brackets. While the safety factors are
greater than one, more detailed calculations of these forces are necessary prior to
full power operations since convention dictates a minimum safety factor of 2.
6.2.2
TEST AND LIMITS OF THE NULL COILS
After installing the coils, we tested the insulation between the coil and vacuum
chamber to 1.5 kvolts and found no problems. A test of the 500 MCM cable, which
is rated for 600 volts was also done. Here we took a piece of cable and put a large
gouge in it (about 3/4 of the way through the insulation), but could not break it
down with a 20,000 volt potential.
Therefore, the real limit of the cable is not
known, but 20 kvolts is a factor of 10 above any voltage expected. While there are
no gouges in any of the coils which come close to our test gouge, one of the leads
does have a problem which will be discussed later. A calculation of the heat up
rate at 10 kAmps was also performed as described in Appendix B.1. The result
predicted a temperature increase of 3.2*C/sec.
6.2.3
PROBLEMS WITH THE NULL COILS
There are five problems with the null coil bracket design, four of which are minor.
The first is that the threaded rods are a bit shorter than they should be, so the
bracket nuts must be loosened together. If this is not done, the G-10 plate will act
as a spring and blow the loosened nut off.
84
The second problem with the brackets is that slots were cut in the G-10 for the
threaded rod instead of holes. So over time this may allow the nut and rod to slip
off the G-10 plate if it should bow under a load. Even though the they are 1/2"
thick, it would still be a good idea to replace these plates with ones which only have
a hole drilled in them.
The third problem with the null coils is that the clearance between the inner
edge of the G-10 plate on the null coil bracket and the G-10 on the bus bars of the
ohmic coils (Section 6.1) is nonexistent in some places. While this is G-10 on G-10
contact and should cause no problems during operation, caution must be used when
removing the vacuum chamber since the bracket can easily get caught on the ohmic
coil bus work.
The fourth problem with the null coils is that one of the leads has a gouge in it
which exposes about 1 cm 2 of copper (we set the outer torque cylinder on it while
installing the cylinder). This cut was repaired using high voltage electrical tape and
should cause no concerns.
The final, and major problem with the null coils is the safety factor on the
brackets adjacent to the 0* and 1800 sections.
While the factor was an under-
estimate, it is necessary to refine this calculation and possibly install brackets at
these sections. Another solution to this problem, since the null coil current should
run in the same sense as the ohmic coils, is to connect the leads of null coils and
ohmic coils in such a way that no one can establish the worst case condition. This
will also protect the ohmic coils as discussed in Appendix A.
6.3
THE TRIM COILS
The purpose of the trim coils is similar to that of the null field coils in that they aid
in coupling the flux of the ohmic coil to the plasma. The equilibrium coils mentioned
in this section are described in Section 7.1.
85
6.3.1
DESIGN AND CONSTRUCTION OF THE TRIM
COILS
The centers of the two trim coils (Fig 6.1) are located 21.5" above and below the
mid plane of the outer torque cylinder. Each of these coils were made of four turns
of 500 MCM cable with the leads at 1800 and were wrapped in the same helical
sense as the coils on the inner torque cylinder.
The brackets which support the trim coils and equilibrium coils, are shown in
Figure 6.5, and each trim coil is fastened to the outer torque cylinder with 36 of
these assemblies. The brackets are evenly spaced 9.5" apart around the cylinder and
allow access to the cooling coil connections of the toroidal field coils. Each bracket is
constructed from an aluminum channel beam fastened to the outer torque cylinder
with four 3/8" stainless steel bolts.
The 15.25" long channel beams have a 3"
wide, 1/4" thick base with 1.5" high walls. All metallic parts of the brackets are
electrically insulated from the coils and each other with G-10. The design of the
brackets also allows the addition of five more turns of 500 MCM cable if the G-10
blocks between the trim and equilibrium coils are removed.
Prior to finalizing the trim/equilibrium coil bracket design, one bracket was
assembled from scrap and installed on the outer torque cylinder. This bracket was
then tested by an attempt to remove it using a 1/2" stainless steel rod as a pry-bar.
The force used on the test was increased until the bar bent, which was estimated to
require 10,896 N on the bracket.
The maximum force the brackets could encounter during operation would occur
if the inner coils (ohmic and null coils) were run with their current (10 kAmps) in
a sense opposite to that of the coils on the outer torque cylinder. To estimate this
force, it was assumed that the inner 45 turns of the Ohmic coil and the 24 turns of
the null coils produce a field inside the coil of 0.68 Tesla as calculated for an infinite
solenoid with 69 turns over a length of 127 cm. Using conservation of flux, a finite
solenoid would produce a field of 0.12 Tesla between the Ohmic and trim coils if the
field was contained within this region.
86
ALUMINIUM U BEAM
-1
1
3"
'2 1/4"
sheets Gmylar
(2 layers)L
G-10 board
4
11/16"
1/8"
IIF
I
i
-
500 MCM wires
--- ----- --
1"0
1fl\
~tI.
3/8"..
4.
15/16"
1"l
G-10 wall
1
1/2"
3/6 4"
1"
G- 10 block
Figure 6.5: TRIM AND EF COIL BRACKET
87
15"
1/2"
To find the field from the 20 coils on the outer torque cylinder, an infinite cylinder
was again assumed, which gave a field of 0.14 Tesla for 20 turns over 178 cm. To find
the force on the trim/equilibrium coils, these two fields were added to give a total
of 0.26 Tesla or an average field of 0.13 Tesla across the trim and equilibrium coils if
the field outside the cylinder is zero. To find the force on one set of coils, 8 turns at
10 kAmps and the average field were used to give 10,400 N/m. This corresponds to
2,500 N per bracket or a safety factor of 4.3 using the test result stated above. This
factor was large enough that further refinement of the calculation was not necessary.
6.3.2
TEST AND LIMITS OF THE TRIM COILS
After all the coils were installed on the outer torque cylinder, the insulation of the
coils was tested to 1.5 kvolts and no abnormalities were noted. The test to break
down the insulation of the 500 MCM cable and the heat up rate described in Section
6.2.2 also apply to the trim coils.
6.3.3
PROBLEMS WITH THE TRIM COILS
As far as structural and mechanical problems with the trim coil installation, none
are known to exist. There are however, a couple of problems introduced by the
outer torque cylinder design. As mentioned in Section 4.2.1, both the upper and
lower halves of the cylinder have a 1/2" thick stainless steel plate on the outboard
side of each seam. Since all the coils on the outer TC must go over these plates, this
is a source of field error. There was an initial attempt to correct for this by shifting
the cylinder and then filling the gap between the plate and cylinder with epoxy so
there was a smooth transition. But when we finally tried to position the cylinder to
include this small shift, it was obvious that such a correction wasn't feasible. The
reason is that the error induced by the shifting of the cylinder to correct for this
problem was larger then the error induced by the problem itself. So it was finally
decided to bolt the coils tightly to the cylinder and live with the field error.
One important note is that the decision to compress the coils around these seams
88
means that the brackets in these locations are under a large force. To install these
brackets we first bolted down the lower part of each bracket and then used a large
C-clamp to pull the top of the brackets towards the cylinder to compress the cable.
The C-clamp had to be used because we could not install bolts long enough to take
the coil from its uncompressed to its compressed position without the bolts hitting
the vacuum chamber before the coil was flush against the torque cylinder. Therefore
if the copper does not have enough time to relax, the brackets will have a substantial
force on them once the nuts are removed. Hence, it is necessary to install a C-clamp
on these brackets prior to their removal or someone may get hurt.
6.4
OHMIC SYSTEM PERFORMANCE
As mentioned previously, the original coil design of the VTF was that of the ISX-B
machine which included an iron core. And since the use of an iron core was both
cost and labor prohibitive during the construction of the VTF, it was not installed
on the machine. Hence, the ohmic system just described was built, with geometric
limits being the dominating factor in the design.
The first computer simulation performed to find out how well the the ohmic
coil flux coupled to the plasma was done using three of the five coils on the inner
torque cylinder. These coils were the 25-turn ohmic coil and the two divertor coils
shown in Figure 6.2. The field profile along the vertical center of the machine for
this condition is shown in Figure 6.6. From this calculation it was decided that a
null point of 0.55 m was not acceptable since the inner wall of the vacuum chamber
is at 0.6 m. So, by trial and error, the location and number of turns for each coil
of the ohmic system was established. With the addition of the null and trim coils,
the null point was shifted to 0.9 m as shown in Figure 6.7. The field contribution
from the null coils are shown in Figure 6.8 and that of the trim coils in Figure 6.9.
The method of calculation and results are further described in Reference [2], and a
summary of these results are presented in Table 6.1.
89
Bz by Ou
solenoid Only
0.5
..................................
..........
...............
..................................
...........
....................
..........
.
0.4
. ........
...........
0.3 . ....... ...
. .....
......... -
..... .....
..... ..
B
z
T
a
S
I
a
.....................................
0.2
.......
0.1 . ...............
................... ..... ...... ................. - ..........................
................................................. .................. .................................................
0
-0.1
............... .........
......... ........ - .........................................
. ...
a
....
. ....................... ........................
.................. ............
.....................
........................
.........................
..................................
............ ........... ........
... ......
-0.2
0
0.2
0.4
0.6
R
0.8
1
(meters)
Figure 6.6: OH SOLENOID FIELD AT Z = 0
90
1.2
1.4
Yagnetic Flux by OH System in VTF
.................. .....
....
..... ........... .............
. ....... . ...... .... . ...
0.4
4- . ...........4 .................. . ........ ....
......
..........
. ......... ........ . . ....... .......
z
0 .2
0
................ ..............................
. ..............................
..................... ......................
. .....
-0 .2 ------------ ------
..... ........... .......
. ..
......................
...
.......... ......
.....
........ ........ ...
......................... .............
....
.....
-0-e
.
t
........................
0.2
0.4
0.6
0.8
1
R (meters)
Figure 6.7: MAGNETIC FLUX OF OH SYSTEM
91
1.2
Bz by OH Null
Coils Only
0.1
................ ................................... .................................................... ............ ...........
0.08 . ................................ ............ ..
B
z
0 06
........................... ....................
..
................... .......
..
.....
..........
......
...
...
...
.......... .....
T
.......... . ...........
0 04 .................................. ............... ....... ......... ....
................................................. ............................... .......
0 02
......
. ........
...
...
......... ................. ..
0 ................................................... ......................................................................... ............
...
.......
...............
................
-0-02
0
0.2
0.4
0.8
0.6
R
I
(meters)
Figure 6.8: NULL COIL FIELD AT Z = 0
92
1.2
1.4
by Oli Trim Coils Only
Bz
0.026
.
.
....
...... ...
...
............
.....................
77.........
...............................
-------
0 .0 22 -- --------------------
....... ...... ..........................
.......... .........
B
.................................................. .............. .......
.
....................... ....
.
0.0241
0 .02
.........
T
'a 0 .0 18 . .......... ............... ...... ..
....... ................. .............. .......... . .................. ..
............................. ......... ......
....
q
.\ ............
a
0 -0 18 .................................................. .........................................................................................................
..................... ......................
..
0 .0 14
........
....... ........
....
........
.....................................................
0 .0 12 . .................................................
0.01
0
0.2
0.4
.................
............. . ......................... ......
0.8
0.6
R
............. ........
1.2
1
(meters)
Figure 6.9: TRIM COIL FIELD AT Z
93
0
....
1.4
OHMIC SYSTEM OPERATING PARAMETERS
(TABLE 6.1)
Turns on the Ohmic Coil
(Horizontal Coils Not Included)
41
Turns on Null Coils
24
Turns on Trim Coils
8
Peak Current
10kAmps
Heating Rate
4.7*C/sec
Maximum Field
0.512Tesia
Double Swing Volt-Sec
0.94
Mutual Inductance
4 7 psec
Null Location
0.9m
Total Inductance
2.4mHenry
Stored Energy at l0kAmps
117.5kJ
94
Chapter 7
THE EQUILIBRIUM SYSTEM
AND PARAIL COILS
In this chapter, two different coil systems will be described. The first system will
be the five equilibrium field (EF) coils, which consist of two 2-turn coils, two 4-turn
coils and a 40 turn anti-transformer coil. The second system to be described will be
the Parail coils, which consist of two 2-turn coils.
7.1
THE EQUILIBRIUM FIELD COILS
The purpose of the EF system (Fig 7.1) is to generate a vertical field to provide
radial and horizontal magnetohydrodynamic equilibrium in an ohmic discharge. Incorporated in this design is an anti-transformer coil, which not only aids in the
production of the vertical field, but is also used to decouple the EF system from the
ohmic system by countering the EMF induced in the other EF coils by the ohmic
system. All five coils in the EF system will be run in series and are made of 500
MCM cable. The coils will be individually discussed below.
95
V77 EF Coil
0.8
Confl6uration
........................
................. .............................. ............. .............
.............. ............ ...........
2-TURN EF
0 . 6 r........................................ .................. 7 ...... ......
z
M
0 .4
............................ . ........ ..........
.... ...............
.............................................. ...................................................
........
......
....... .......
........ . ............. ............... .....
a
.....................
......
. .......
..................
..........
......
..............
.....................
........
0 .2 1 ..................... .............. .....................
e
t
e
r
0
..........
ANTI-TRANSFORMER CO I L ................. ......... A.--TIuRN
....
EF ............... ..
....... ...................
0 2 ................ ........... .................. r .......... .............................. ........................
............... . ............. ......................
-0 .4 . ........................... ........ .......... .......... .............................. .............................. ....
..................................................... ............................. .............. .......... ......... ........
..
-0 .6
. ...... ........................
2-TURN EF
-0 .8
.....................
-0. 5
.......... .......... ........ .............................. ............
0
0. 5
1
. . ... ...........................
1. 5
R (meters)
Figure 'T.1: VTF EF COIL POSITIONS
96
2
2.5
7.1.1
THE FOUR-TURN EF COILS
The two 4-turn coils are fastened to the outer torque cylinder with the center of
the coils located 29.75" above and below the midplane of the cylinder. These coils
are constructed exactly like the 4 turn trim coils of the ohmic system described in
Section 6.3, and are held to the torque cylinder by the same brackets described in
that section.
7.1.2
THE TWO-TURN EF COILS
The two 2-turn coils are located at the same radius as the 4-turn coils (54"), and
are 36.25" above and below the midplane of the outer torque cylinder which places
these coils outside the TF coils. While these coils do help generate the vertical field
for radial equilibrium, the major reason for locating them here is to produce the
proper vertical field curvature for horizontal equilibrium. Due to the locations of
these coils, the supports for the top and bottom coils had to be different.
The lower coil was mounted on the machine by clamping it to eighteen 8"X 4"
aluminum plates which are 1/2" thick. The plates were welded to the top of the
radial arms of the support stand on the inboard side of the outer pads that the TF
coils rest upon (Fig 7.2). The plates were cut wider then the radials so holes, drilled
in the plates to install the coil, would not penetrate the radial. The lower coil is
held to each plate by compressing it between two 1/4" thick G-10 plates and the
aluminum plates using four 3/8" bolts. All the brackets are insulated with G-10 as
shown in the Figure 7.2.
The brackets for the 2-turn EF coil on the top of the TF coils are slightly more
complicated because there is nothing to weld the brackets to. The eighteen supports
for the top coil (Fig 7.2) were made of 3"X 0.5" aluminum bar stock 27" long with
a 1.5" high aluminum channel beam welded on top of the inboard side. A 3/8"
thick G-10 plate was glued to the top of the channel beam to place the coil at the
proper height. Each support assembly is strapped to the top of a TF coil with two
1/2" thick G-10 plates and two 3/8" stainless steel threaded rods insulated with
97
All dimensions in inches
16,
20- [*5
12
10
_/2
1
2
3/8
oss Beams
so
/2
L7
14
uone'
2 Lurn
3/8 cooling tube
'-oil
7 3/8
1/ 6 G-10
/1
Upper
Col
ara
1/2 G- 10
TF COL
3/8 SS rod with
G-10 insulation
3/8 cooling tube
Lower
Lower 2 Turn EF Coil
arail Coi
1/4 G 10
1 1/2
c-ic-
4 1/2
Ar
1/16
1/
radial beam
4 5
G-10
I
7 1 4
1
.
1 1
4
Figure 7.2: 2-TURN EF COIL AND PARAIL COIL SUPPORTS
98
G-10 tubing. The supports also extend 11" past the edge of the TF coil to provide
support for the Parail coils discussed in section 7.2.
To keep the supports for the top EF coil from sliding about the pivot points
produced by the straps there are aluminum cross-beams between each support on
all but the 0* section of the machine, where a G-10 cross-beam was installed to
prevent the formation of a closed conducting loop. The cross-beams are bolted 6"
from the outboard end of the supports and the entire structure for top coil is referred
to as the "spider".
7.1.3
THE ANTI-TRANSFORMER COIL
As of this writing the anti-transformer coil design has not been finalized. But as it
stands, this will be a 40-turn/single layer coil with a radius of 11" and a height of
42". The coil will be wrapped on a cylindrical-bird cage assembly and suspended
inside the center of the bucking cylinder using the three tabs on the inner support
ring.
7.1.4
TEST AND LIMITS OF THE EF COILS
The insulation of both the 2-turn and 4-turn coils were tested to 1.5 kVolts. And
since the coils are made of 500 MCM cable, the insulation test and heat-up rate of
section 6.2.2 apply.
7.1.5
PROBLEMS WITH THE EF COILS
As of the writing, no problems have been noticed with these coils.
7.1.6
PERFORMACE OF THE EF COILS
The required equilibrium field for an Ohmic discharge was determined using the
single filament approximation for the plasma as described in Reference [2]. The
resulting vertical field profile is presented in Figure 7.3 and the plasma field index
99
Field by V77 EF Coils at
Vertical
Ioh-OkA M
z.0
0.09
T
0
s
I
a
.......
...
...................... ....................... ......... ............................ ....
.......... ..................
..............
0.07 .............................. ............ ....................................................................
............... ...... ...........
0 06 ..................... ............................................. .............................................. ......................
...
. ....... ....
.........
..........
...................... ...................... .................. ... ..
0.05 ..........................................................................................
...................... .....................
............................................................................................... .....................................
.
B
z
................................................... ..........
.
0.08
0.04
0.03
0. 5
i
k
0.8
0.7
1
0.8
R
1.1
1.2
(meters)
Figure 7.3: FIELD PRODUCED BY THE EF COILS AT Z = 0
100
1 .3
is in Figure 7.4.
7.2
THE PARAIL COILS
In a plasma with a purely toroidal field, particle drifts produce an electric field
which causes the plasma to be radially lost at the ion thermal speed. It has been
demonstrated [8] that the application of a small vertical magnetic field, about 1/100
the magnitude of the toroidal field, can reduce this radial drift by partially shorting
out the electric field produced by the particle drifts. While this causes the field lines
to intersect the vacuum chamber and limit both the temperature and density of the
plasma, it has the advantage of simplifying the magnetic field geometry for analysis.
7.2.1
DESIGN AND CONSTRUCTION OF THE PARAIL
COILS
The parail coils have a radius of 71.5", and are located 32.5" above and below the
midplane of the outer torque cylinder. As mentioned above, the top coil is fastened
to the outboard radius of the spider described in section 7.1.2. The lower coil is
clamped to eighteen 4"X 4" I beams, 4" long, which are welded to the tops of the
radial arms, outboard the TF coil pad (Fig 7.2).
7.2.2
TEST AND LIMITS OF THE PARAIL COILS
The insulation of the parail coils were tested to 1.5 kVolts. And since the coils are
made of 500 MCM cable, the insulation test and heat-up rate of section 6.2.2 apply.
7.2.3
PROBLEMS WITH THE PRAIL COILS
As of this writing, no problems have been noticed on these coils.
101
Field
Index
2,
.......... .......... .......................
................................. ............ ....... ...... ...........
. . 7 ................
.......... .. ........ .....
.......................................... ........ ..
...
...
. ................ 7 ......
.....
F
..........
1 . 4 . ........ ..... .....
........
e
... ..... 4.............
.....................
.....................
............
..
...............
..... ..............................
................ .............................. .......
1 . 2 . ..................... ................
.......................
.............. ........
d
d
e
x
...............
0 .8
0 .6
---- -------
..
........ ..
..................
.
.............................. .......... a ................... .............. ....... ......................
..
....
.......... .....
........
. .. ................... .......................
................. ....................... ...................... ....... ...
..
...
.
...
................
...
....................................
.......
0 . 4 . ................ ........ ..... .......
........... ........ .........
.................. ...................... ...... ......................... ..........
.
0
0.5
0.6
0.7
0.8
0.9
R
1.1
(meters)
Figure 7.4: FIELD INDEX OF THE EF COILS
102
..........
-
C - 2 ..................... .............................................. .................................................................... ...............
1.2
1.3
7.2.4
PERFORMANCE OF THE PRAIL COILS
For the Parail coils, the only two design criteria taken into account were that the
coils be capable of producing the theoretically optimum vertical field on axis and
that the field be highly uniform. As far as the field magnitude, a minimum of 10
Gauss was calculated to be sufficient for an 800 Gauss toroidal field. The desire for
a flat field profile was met by installing these two coils in the positions stated above
instead of using the two turn coils of the EF system. The vertical field produced by
these coils along the midplane of the machine is shown in Figure 7.5, the confinement
time as a function of the vertical field strength is presented in Figure 7.6.
103
1.6~
1.5
1.45
1.4
1.35
1.3
0.2
0.4
0.6
0.8
1
1.2
R (meters)
Figure 7.5: VERTICAL FIELD FROM THE PARAIL COILS
1.4
VS VERTTCAL
CONTINEMENT TIME TOROIDAL
' GAuSS
FIEL'=
-
1 O
FIELD STRENGTH
ELECTRON
TEMPERATURE (ev)
ELECTRON DENSTY (10
C
=
co-3) = 10
086
F
N
E
v 06
E
N
7
E
0 4
S
E
C
0 2
C
20
60
40
VERTICAL
FIELD
80
100
(GAUSS)
Figure 7.6: CONFINMENT TIME VS VERTICAL FIELD STRENGTH
105
Chapter 8
CONCLUSION
In general, the quality of the work performed by the crew in building this new
facility was commendable.
The vacuum is excellent and it appears that all jobs
were performed as well as our abilities and knowledge allowed. But, one problem
that exists and must be emphasized is the ohmic coil design. While repair of this
coil will probably require a six week shut-down, it will be time well spent since this
component prevents us from reaching our design goals.
As for obtaining full power fusion capabilities, some major jobs remain. The
dominant ones are the modification of the toroidal field bus for full power operation, repair and connection of the remaining power supplies, establishing automated
operation and construction of the anti-transformer coil. I feel that with proper planning these jobs can be completed and a full power ohmic discharge become a routine
maneuver by March of 1992.
106
Appendix A
ERRORS IN PREVIOUS
CALCULATIONS
This appendix contains corrections to previous calculations performed for the VTF.
A list of the material properties used in these calculations are presented Table A.1
at the end of this appendix.
A.1
MODIFICATIONS TO THE BUCKLING
OF THE SUPPORT RING'S CONCRETE
FILLED COLUMNS
In Reference [3], the derivation for the buckling of the inner support ring columns
was performed for a fully assembled machine, which implies a uniform weight distribution. Under such conditions it is reasonable to assume that the line of action
of the force is limited to the axis of each column. But a worse case, which can occur
during assembly or disassembly of the machine, is if one-quarter of the toroidal field
coils are placed symmetrically about one column. Under this condition the minimum boundary of the safety factor for the column can be determined by treating
it as a free standing pivot point (similar to standing on one corner of a chair). For
107
both cases the equation for determining the critical buckling force is:
F = fI I2 E/1 2
Where:F = Critical Force
I = Moment of Inertia
E = Modulus of Elasticity
1 = length of the column if the line of action is
limited to vertical motion, or twice the length
of the column if the line of action can move
in both the vertical and horizontal directions
Therefore, the lower limit of the safety factor is 11 (a factor of four lower than
the value of 44 derived in Reference
(3".
A safety factor of 11 is large enough that
further refinements of the calculations are not required.
A.2
CORRECTIONS TO THE OHMIC COIL
SAFETY FACTOR CALCULATION
In reviewing Reference {7], discrepancies in determining the safety factor for the
bolts of the ohmic coil were discovered. The important factors that were neglected
are:
1)The forces due to thermal expansion of the copper
2)The forces due to the initial torque of the bolts
3)The effect of shear on the bolts
4) Cyclic stress
Since the calculation in Reference [7] was performed after the coil was constructed,
an attempt was made to find the original design calculations, unfortunately the
108
attempt was unsuccessful, therefore, it was decided to recalculate the safety factor.
The approach taken was to first determine the force required to bend the segment of
copper bar between two bolts. The method will treat the copper as a column under
an off-center axial load to see if the force required to bend the copper bar is smaller
than the force required to break the bolts. This turns out not to be the case.
Following this, the calculation determines the total force on the bolts and the
safety factor. The thermal expansion forces are found by assuming the copper does
not deflect under the load. The radial magnetic forces are found using the infinite
solenoid approximation. The compressive magnetic forces are derived from the radial
forces and modified to include the effects of shear and the pre-torque is determined
from the force required to compress the 7" copper segment to the cylinder.
The
sum of the forces are then used to establish the safety factor for both the desired
operating parameters of the VTF and the test described in Section 6.1.2. Finally,
recommendations to compensate for these errors are presented.
To determine the force required to bend a copper segment between two bolts, a
result of the secant formula is used [9]. The geometry for this equation is shown in
Figure A-la. The formula is:
Y = e(Sec(L/2
Where: Y
=
F/EI) - 1)
(A.1)
Maximum deflection of the copper
e = Eccentricity
F
=
Force
E = Modulus of elasticity
I = Moment of inertia
L = Length of copper
To determine the deflection (Y), the thermal expansion of one ring of the coil in the
angular direction was found using:
109
Cop :e'
Seucrin
Comnpress~on Washer
-- -- - -_
1
-
--_-
NuW
Copper
ar
e
1
1/4
Fiberg'ass
of
Toraue Cviinder
-ompress;on Washer
Nut
\V
Cross
Geometr v To E trnma e ine :::
(F g
e
:
v
Sec::on o' Solt Arrangement for
(Figure A2 3)
Al d'mens
A2 21
ons in nches
e
Copper Section
Figure A.1: GEOMETRY OF OH COIL CALCULATIONS
110
TC Coil
I
= 2IIRaz T
(A.2)
where: 1= Change in length due to a temperature change
R= Radius of the coil
a= Thermal expansion coefficient
AT= Temperature change
From this change in the circumference, the change in the radius can be determined from:
C 2 - CI = 2IIAR = l
(A.3)
Where: C, = Intial circumference
C 2 = Final circumference after the temperature increase
AR = Change in radius
I = Change in the length of the turn
The change in the length (1) is given by EQ A.2 and the change in the radius (AR)
is taken to be the maximum deflection (Y) in EQ A.1.
To estimate the eccentricity (Fig A.1b), the equations are:
Sin(6) = L/(2R)
Tan(6) = L/(2R')
e = R - R'
Where: L = Length of the copper section
R = Coil radius
R' = Radius of an undeflected coil
111
e
=
Eccentricity
9 = angle
The moment of inertia for the copper segment is:
I = -bh3
12
Where: I = Moment of inertia
b = Width of the copper
h = Height of the copper
Using the constants stated at the end of this appendix and the following values
for our system
AT = 750C
L = 17.8cm
R = 54.6cm
b = 1.27cm
h = 2.54cm
The above equations give:
Y = 0.07cm
e = 0.76cm
I = 1.73cm 4
Substituting these values into Eq A.1 predicts that a force of 44,195 N is required
to deflect the copper segment.
Since this force exceeds the ultimate stress of the
bolts bending of the copper bar will not be taken into account as a counter for the
112
thermal expansion. But, this should be included in a refined calculation once the
the dominate pre-stress forces, to be described later, are reduced.
The next step is to determine the force on the bolts assuming the materials of
the cylinder and coil counter the thermal expansion (Fig A.1c). To do this, the
changes in the lengths of the materials are first balanced to give:
lb =letl + lt2 - Icl
-
c2 -
w - If
(A.4)
Where:lb = Change in bolt length due to a force
lce, = Change in 2.54 cm copper length due to temperature
let2
= Change in 17.8 cm copper length due to temperature
Ioi = Change in 2.54 cm copper length due to a force
1c2 = Change in 17.8 cm copper length due to a force
1W = Change in washer height due to a force
If = Change in fiberglass width due to a force
Following this, these changes of length are found as a function of the known
variables. To determine the length for the temperature dependent values EQ A.2 is
used.
The change in the width of the compression washer is found by treating it like
a spring using:
F = kl
(A.5)
Where:F = Force
k = Spring constant
W= deflection of the washer
The spring constant can be estimated using information from the washer manufacturer 1. For these washers, the force required to fully compress them was given
1The Solon Manufacturing Company of Chardon Ohio,
Part #4-L142301
113
as 2724 N at a deflection of 0.030 cm. These numbers result in a spring constant
of 9.1X10N/m. But in our case most of the washers are fully compressed so this
effect will be ignored at the end, but kept in the derivation for completeness.
The change in a material length from a force is given by:
F = EALIL
(A.6)
Where:F = Force
E = Modulus of elasticity
A = Area normal to the force
1 = Change in length
L = Original length of the material
Solving EQ,s A.2, A.5 and A.6 for the length changes, substituting these results
into EQ A.4, and solving for the force gives:
L.;- L2) cA T
F =LI
(L/EA)b +(L/EA)5 + (L 1 /EA 1 )c +(L 2 /EA 2)c +(2/k)w
Where:b = Properties of the bolt given in EQ A.6
f = Properties of the fiberglass given in EQ A.6
c= Properties of the copper given in EQ A.6
W = Properties of the washer given in EQ A.5
L, = Radial thickness of the copper
A 1 = Area over which radial compression of the
copper occurs (same as washer area)
L2
= Length of the copper segment
A 2 = cross section of the area of the copper segment
Substituting in the given values and ignoring the contribution of the washers
results in a thermal expansion force of:
114
F(thermal) = 907N
The field for the IXB "magnetic" force is determined by assuming an infinite
solenoid with the 45 turns on the ohmic coil and the 24 turns of the null coils over
a 127 cm length. This gives a field of 0.68 Tesla.
To find the force due to the magnetic field on a section of copper between the
bolts, the average field on the wire segment is used (0.68 Tesla on the inside and 0.0
Tesla on the outside). The equation is:
F = (B/ 2)IL
Where: F = Force on the copper segment
B = Magnetic field inside the solenoid
1
=
Current through copper segment
L = Length of copper segment
Using a 10 kAmp current and the values stated above the radial force on the
center turn of the coil is:
Fmgeti = 604N
To find the effective shear force on the outer turns of the coils, the value in
Reference [7] for the "axial" force was not used because it is an over-estimate.
Instead, it is assumed that the field lines are at 45' angle from the axis of the
solenoid at the outer turns of the coil. Therefore, the shear force is a factor of 1/V2_
smaller then the "magnetic" force above. To account for the effect of shear on the
bolt, this result is multiplied by a factor of 3 and treated as a tensile force. The
radial force on this outer coil was found by dividing the same "magnetic" force by
the V. These two forces are as follows:
Fsea, = 1281N
115
Fradial = 42 7N
The intial stress on the bolt is estimated by calculating the force that was required to bend the copper segment to the cylinder. Since the coil was wound about
2" in diameter larger than the cylinder, this means that each 17.8 cm segment must
be deflected about 0.54 cm. The equation used to determined the force required to
do this is:
fL3
3EI
Where: y =The deflection of the end of the beam
F = Force on the copper segment
L = Length of copper segment
E = Modulus of elasticity
I = Moment of inertia
Which results in a force of:
5,898N
But it is very important to note that this is NOT THE TOTAL PRE-STRESS
ON THE BOLT since the bolts were tightened after the segment was flush against
the cylinder. But as an estimate of the safety factor, this number will be used as
the pre-stress.
Finally, the safety factor is obtained by adding all four forces to give a total of:
Ftoea = 8, 513N
Since the bolts used yield at 11,410 N, the safety factor is:
SF = 1.3
116
This means that the design limits of the ohmic coil may not be achievable (note
that the real pre-stress and cyclic effects were not included). It is also worth noting
that this in NOT the worst case condition since a null coil and/or divertor coil could
be connected with the wrong polarity; and it is very unlikely that the ohmic coil
would survive this at full power.
To estimate the safety factor during the test described in Section 6.1.2, only
the magnetic forces have to be recalculated since the pre-torque and thermal forces
remained the same. During the test the current used was 5 kAmps, so the magnetic
forces above are multiplied by the ratio of the currents squared to find the test
forces. The resulting forces are:
F,.adial =
107N
F.,aa, =
320N
And the total force is:
Ftota
=
7, 232N
Which gives a safety factor of:
SF= 1.6
Considering the severe implications of the above results it is recommended that
the following actions be immediately taken:
1. Test the bolts and fiberglass to verify their properties.
2. Improve the magnetic field calculations to find an improved value for the forces
on the bolts under normal operation and the worst case condition.
3. Determine the accuracy of the torque wrench used on the coil. Its scale was 0
to 100 ft-lbs and the required torque was 10 ft-lbs.
4. Include cyclic effects in the new safety factor calculation.
117
5. Determine the safety factor of the copper bar under a shear (rough estimates
showed it to be approximately 1).
Long term solutions to this problem include removing the coil and:
1. Rolling the copper bar to a smaller radius so the torque on the bolts can be
reduced.
2. Doubling the number of bolts to reduce the pre-torque and "magnetic" forces
on each section by one-half.
3. Double the number of compression washers to reduce the thermal forces on
each section and insure these washers are not fully compressed.
4. Obtain an accurate torque wrench and replace all the old bolts and washers.
5. Improve the cooling of the coil and/or consider a new coil design.
One final note is it that the torque required to break the bolt was determined
to be approximately 13 ft-lbs, which is much less than the 20 ft-lbs estimated by an
earlier experiment.
118
USEFUL MATERIAL PROPERTIES
(TABLE A-1)
304 STAINLESS STEEL BOLTS (for shear divide values by 3)
Yield Strength = 560 MPa (as quoted from the vendor)
Yield Strength For a 5/8" SS Bolt = 71,300 N
Yield Strength For a 1/2" SS Bolt = 45,600 N
Yield Strength For a 3/8" SS Bolt = 25,600 N
Yield Strength For a 1/4" SS Bolt = 11,410 N
COPPER
Modulus of Elasticity
Thermal Expansion Coefficient
Conductance
Density
Specific Heat
Melting Point
=
=
=
=
=
=
G-10 (NEMA GRADE G-10/FR-4)
Shear Strength
Maximum Temperature
= 0.14 GPa
= 285 F, Continuous
Tensil Strength
Compressive Strength
Modulus of Elasticity
118 GPa
17X10- 8 1/K
58X1081/Ohm - m
8,900 kg/m 3
394 J/kg-K
1,083 C
Lengthwise Crosswise
= 0.28 GPa 0.25 GPa
= 0.42 GPa 0.25 GPa
= 19.0 GPa 15.5 GPa
MODULUS OF ELASTICITY FOR N MATERIALS USED
STAINLESS STEEL
= 190 GPa
= 70 GPa
ALUMINUM 6064-T6
= 31 GPa
CONCRETE
FIBERGLASS EPOXY
= 31 GPa
119
Appendix B
FREQUENTLY USED
FORMULAS
B.1
CALCULATION OF THE TEMPERATURE
INCREASE IN A CURRENT CARRYING
CABLE
The assumptions are that the current is constant over the time of the pulse and
there are no ambient losses. The temperature increase is given by:
Q = mcAT
Where:
Q
(B.1)
=Energy
m =mass
c
=Thermal heat capacity
AT=Temperature change
The power dissipated in the material is:
P = 12 R
120
(B.2)
Where: P = Power
= Current
I
R = Resistance
For a constant energy input over the pulse:
Q =P At
Where:
Q
(B.3)
Energy
P = Power
At= Pulse length
solving this for
Solving EQ B.3 for the power (P), substituting this in EQ B.2,
the energy
(Q)
and substituting this into EQ B.1 yields:
2
AT =
RAt
mc
Using:
m= pAL
R =rL/A
Where: p = Density
A = Cross-sectional area
L = Length
77 = Resistivity
Equation B.4 can be rewritten to give:
AT
~t
1277
A 2 pc
increase.
Which is the desired equation for rate of the temperature
121
(B.4)
B.2
CALCULATION OF THERMAL EXPANSION FORCES IN A COMPOSITE STRUCTURE
This appendix determines the force on a bolt holding a composite structure structure
together and is assumed that the bolt does not heat up during the pulse.
The
expansion of a material due to a temperature increase is:
61 = LcaAT
(B.5)
Where: 51 = Change in length
L =Initial length
a
= Coefficient of expansion
AT= Change in temperature
The change in a materials length due to a force is:
1 FL
EA
(B.6)
Where: 61 = Change in length
F = Force
L = Initial length
E = Modulus of elasticity
A = Area
For several materials bolted together, the amount the bolt expands must equal
the the amount the heated material expands minus the amount the other materials
compress. This implies that:
122
n
616
Siti -
51b =
(B.7)
i=1
i=1
Where: Sb = Change in bolt length
S'ti =Change in length of material i due to
thermal expansion
Sl. =Change in length of material i due to
compression
Substituting EQs B.5 and B.6 into EQ B.7 and solving for the force yields the
desired result:
F=
(L/EA)b +
1(L-/EA)-
Where: b = Properties of the bolt in EQ B.6
i = Properties of the i'th material in EQ's
B.5 and B.6
123
Appendix C
PAPERS GENERATED
This appendix contains a list of all reports generated during the construction of the
VTF.
Beals, Dexter:
Vacuum System Construction and Analysis for a
Tokamak Plasma Device,Mechanical Engineering
Department, Bachelor Thesis, Massachusetts
Institute of Technology, 1991
Duraski, Robert:
The Versatile Toroidal Facility, Nuclear Engineering
Department Course 22.901 Report, Massachusetts
Instituite of Technology, 1990
The Versatile Toroidal Facility for Wave-Plasma
Interaction Experiments, Nuclear Engineering
Department Course 22.902 Report, Massachusetts
Instituite of Technology, 1990
124
The Design and Construction of the Versatile Toroidal
Facility for Ionospheric Chamber Research, Nuclear
Engineering Department Masters Thesis, Massachusetts
Institute of Technology, 1991
Garnish, James:
The Design, Construction and Analysis of the
Versatile Toroidal Facility Support System. Mechanical
Engineering Department Bachelor Thesis, Massachusetts
Institute of Technology, 1990
Moriarty, Daniel:
Report on Research Project for Course 6.100, Electrical
Engineering and Computer Science Department Report for
Course 6.100, Massachusetts Institute of Technology,
1990
Design and Construction of the Versatile Toroidal
Facility for Laboratory Simulation of Ionospheric
Plasmas, Electrical Engineering and Computer Science
Department Bachelor Thesis, Massachusetts Institute
of Technology, 1990
Stracher, David:
Design and Construction of the Versatile Tokamak
125
Experimental Thermonuclear Fusion Reactor Vacuum
Vessel, Mechanical Engineering Department, Bachelor
Thesis, Massachusetts Institute of Technology, 1990
Yoo, Chan:
A Report for Special Problems in Nuclear Engineering.
Nuclear Engineering Department Course 22.902 Report,
Massachusetts Institute of Technology, 1990
Laboratory Simulation of Nonlinear Wave Propagation
and Absorption with Versatile Toroidal Facility. Nuclear
Engineering Department Course 22.903 Report,
Massachusetts Institute of Technology, 1990
Plasma Confinement Optimization of the Versatile
Toroidal Facility for Ionospheric Plasma Simulation
Experiments. Nuclear Engineering Department Masters
Thesis, Massachusetts Institute of Technology, 1991
126
Appendix D
PERSONNEL
The following is a list of all personnel involved in the construction of the VTF.
Dexter Beals
James Garnish
Ken Havlinek
Tim Holt
Serge Hould
Melissa Kwok
Marianne Larios
Scott Lawin
Jae Lee
Frank Leibly
Toima Maloratsky
Paul Mangione
Joel Martin
Andrew Moore
Chris Niessen
Roland Pan
Ken Peters
Pat Prendergast
Jeffrey Pritchard
Wesley Sampson
Jason Shermon
Todd Simson
Chris Shutts
*
Terry Spurling
Dave Stracher
Flora Tsai
Randy West
Mickey Werts
Ona Wu
*
*
*
*
*
Arron Bar
*
Erik Abernathy
*
Joe Abedi
*
UROP STUDENTS
Eric Zimmerman
*
Member of Commissioning Crew
GRADUATESTUDENTS
Bob Duraski
Ken Vilece
Dan Moriaty
127
Chan Yoo
Bibliography
[1]
Dexter Beals. Vacuum system construction and analysis for a tokamak plasma
device. Bachelor Thesis, Department of Mechanical Engineering, Massachusetts
Institute of Technology, 1991.
[2] Chan Yoo. Plasma confinement optimization of the versatile toroidal facility
for ionospheric plasma simulation experiments. Master's thesis, Massachusetts
Institute of Technology, Department of Nuclear Engineering, 1989.
[3] James Garnish. The design, construction and analysis of the versatile toroidal
facility support system. Department of Mechanical Engineering, Bachelor Thesis,
Massachusetts Institute of Technology, 1990.
[4] Chan Yoo. A report for special problems in nuclear engineering. Nuclear Engineering Department Course 22.902 Report, Massachusetts Institute of Technology, 1990.
[5] Dave Stracher. Design and construction of the versatile tokamak experimental
thermonuclear fusion reactor vacuum vessel. Department of Mechanical Engineering, Bachelor Thesis, Massachusetts Institute of Technology, 1990.
[6] Chan Yoo. Laboratory simulation of nonlinear wave propagation and absorption
with versatile toroidal facility. Nuclear Engineering Department Course 22.903
Report, Massachusetts Institute of Technology, 1990.
[7] Daniel Moriarty. Design and construction of the versatile toroidal facility for laboratory simulation of ionospheric plasmas. Department of Electrical Engineering
128
and Computer Science, Bachelor Thesis, Massachusetts Institute of Technology,
1990.
[8] V. Parail. Confinement of an ecrh preionized plasma, 1980. IAEA-cn-44/FIV.4.
[9] A. Higdon. Mechanics of Materials. John Wiley & Sons Publishers, 1985.
129