Pipe Circularity Reformation Via Line Heating
advertisement

Pipe Circularity Reformation Via Line Heating
by
Christian Werner Burckhardt
B.S. in Naval Electrical Engineering (1994)
Naval Polytechnic Academy, Chile
Submitted to the Department of Ocean Engineering and the Department of
Mechanical Engineering
in partial fulfillment of the requirements for the degrees of
Master of Science in Naval Architecture and Marine Engineering
and
Master of Science in Mechanical Engineering
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
September 2002
@
Massachusetts Institute of Technology 2002. All rights eserved.
Author .........
rtment of Ocean Engineering
August 9, 2002
. . . . . .. . . . . . . . . .. . . . . .. . . . .. . .
.
Certified by...
Nicholas M. Patrikalakis, Kawasaki Professor of Engineering,
Professor of Ocean and Mechanical Engineering
Thesis Co-Supervisor
Certified by.
..... ..................
...
Takashi Maekawa
and Principal Research Scientist
Thesis Co-Supervisor
...........................
Accepted by.,
HenrjA chifdt, Professor of Ocean Engineering
Chairman, D4rtmental Committee on Graduate Students
Department of Ocean Engineering
....................
'Ain A. Sonin, Professor of Mechanical Engineering
Chairman, Departmental Committee on Graduate Students
Department of Mechanical Engineering
A ccepted by ................
MASSACHUSETTS INSTITUTE
OF TECHNOLOGY
BARKER
OCT 112002
LIBRARIES
Pipe Circularity Reformation Via Line Heating
by
Christian Werner Burckhardt
Submitted to the Department of Ocean Engineering
and the Department of Mechanical Engineering
on August 9, 2002, in partial fulfillment of the
requirements for the degrees of
Master of Science in Naval Architecture and Marine Engineering
and
Master of Science in Mechanical Engineering
Abstract
Fabrication of pipes requires the use of several manufacturing processes, such as bending,
welding, drilling and wringing. Because of this complex manufacturing process, in most
cases the circular ends deviate from true circles and need reformation to be welded to
flanges. Currently, the reformation is conducted by hammering and depends on the skill
and intuition of the technicians. This reforming process is not only expensive but also
generates unhealthy loud noise. The objective of this thesis is to develop an automated
system of circularizing the ends of a deformed pipe by laser line heating using multiple line
heating passes over the pipe. More specifically, given the shape of the cross section, the
objective is to determine the power, speed, and order of line heatings in order to reduce the
unwanted deformation. To accomplish that goal, a theoretical model has been developed
that predicts the deformation induced in a pipe by laser line heating based on a neural
network. The database for the neural network is generated by running a coupled nonlinear thermo-mechanical 3-D finite element analysis (FEA) model which simulates laser
line heating over the surface of a pipe.
Thesis Co-Supervisor: Nicholas M. Patrikalakis, Kawasaki Professor of Engineering,
Title: Professor of Ocean and Mechanical Engineering
Thesis Co-Supervisor: Takashi Maekawa
Title: Lecturer and Principal Research Scientist
Acknowledgements
I would like to thank Dr. Takashi Maekawa for his help and advise during my work on
this thesis.
I would also thank Kwang Hee Ko for his permanent help in solving latex
related problems. I finally, I would like to thank Professor Nicholas M. Patrikalakis for the
opportunity he gave me on working on such interesting research.
To my family
Contents
Abstract
2
Acknowledgments
3
Dedication
4
Contents
5
List of Figures
7
List of Tables
9
1
2
Introduction
10
1.1
Background and motivation . . . . . . . . . . . . . . . . . . . . . . . . . . .
10
1.2
Research objective
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11
1.3
T hesis outline . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11
Experimental Results
13
2.1
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13
2.2
Experimental setup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13
2.2.1
Pipe and fixtures description
. . . . . . . . . . . . . . . . . . . . . .
13
2.2.2
Laser machine
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15
2.2.3
Measurement of circularity
2.3
3
. . . . . . . . . . . . . . . . . . . . . . .
15
Experiments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17
2.3.1
Input parameters . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17
2.3.2
Visualization of results . . . . . . . . . . . . . . . . . . . . . . . . . .
20
2.3.3
R esults
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20
Coupled thermo-mechanical finite element analysis
24
3.1
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24
3.2
FE model definition
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25
3.2.1
Pipe geometry
3.2.2
Mesh generation
5
Thermal properties of mild steel plates . . . .
. . . . . . . . . . .
28
3.2.5
Spatial distribution of the heat flux
. . . . . . . . . . .
28
3.2.6
Mechanical properties of mild steel . . . . . .
3.2.7
Mechanical boundary conditions
.
.
.
.
.
.
.
.
.
.
.
.
.
.
33
34
34
35
39
40
52
52
.
.
3.2.4
.
.
. . . . .
Non-linear finite element analysis
.
. . . . . . .
.
. . . . . . . . . .
Non-linear thermal analysis . . . . . . . . . .
3.3.2
Non-linear mechanical analysis
3.3.3
FEM results for single line heating . . . . . .
3.3.4
FEM results for multiple line heating . . . . .
.
3.3.1
.
.
.
. . . . . . . .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Results verification . . . . . . . . . . . . . . . . . . .
.
.
.
.
.
.
.
. . . . . . . . . . .
3.4.1
Experimental and FEM results comparison
.
. . . . . . . . . . .
55
3.4.2
D iscussion . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . .
55
Neural network application
57
Introduction . . . . . . . . . . . . .
4.2
Neural network principles
.
4.1
.
. . . . .
General structure . . . . . .
4.2.2
Learning process . . . . . .
4.2.3
Perceptrons . . . . . . . . .
4.2.4
Backpropagation algorithm
.
.
.
4.2.1
Neural network application.....
4.3.1
Neural network model
4.3.2
Neural network results . . .
.
.
4.3
. . . . . . . . . . . . . . . . . . . . . .
57
.
.
.
.
.
.
.
.
57
58
60
63
64
66
66
69
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
73
Conclusions and Recommendations
Conclusions and contributions . . .
5.2
Recommendations
.
5.1
. . . . . . . . .
.
5
27
.
4
. . . . . . . . . . .
.
3.4
Thermal and mechanical boundary conditions
.
3.3
3.2.3
73
74
A Non-linear thermal analysis ABAQUS input file
75
B Non-linear mechanical analysis ABAQUS input file
83
C MATLAB neural network and point selection code
90
List of Figures
1-1
Line heating effect over a plate (adapted from [5])
2-1
Pipe fixture system... . . . ..
2-2
Heating source stand off distance is set to 12.5 cm.
2-3
Spot size diameter created by the laser beam is set to 17mm.
. . . . . . . .
16
2-4
(a) Laser heat distribution across the thickness, (b) Spot size . . . . . . . .
16
2-5
Circularity measuring equipment. . . . . . . . . . . . . . . . . . . . . . . . .
17
2-6
Curve fitting of measured points
. . . . . . . . . . . . . . . . . . . . . . . .
21
2-7
Radial deformation plot for pipe 1A after three line heating passes . . . . .
21
2-8
Curvature plot of the original pipe 1A
22
2-9
Curvature plot of pipe 1A after three line heatings
. . . . . . . . . . . . . .
................................
11
14
. . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . .
15
22
2-10 (a) Initial curvature plot of the pipe, (b) Curvature plot of the pipe after
seven line heatings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23
3-1
Elements used in FEM analysis (adapted from [5])
. . . . . . . . . . . . . .
25
3-2
Initial mesh . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
26
3-3
Coordinate system definition (adapted from [5]) . . . . . . . . . . . . . . . .
26
3-4
Pipe mesh general view
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29
3-5
Pipe mesh thickness layers view . . . . . . . . . . . . . . . . . . . . . . . . .
30
3-6
The composite laser profile (spatial heat distribution) adapted from [18]
.
33
3-7
Model mechanical boundary conditions (adapted from [5]) . . . . . . . . . .
35
3-8
Time functions applied to the heating power
36
3-9
FEM thermal analysis temperature contours. Color temperature scale is in
.
. . . . . . . . . . . . . . . . .
degrees C elsius . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-10 Cooling process of a node at the heated line and one apart from it
. . . . .
37
38
3-11 Isoparametric coordinates definition for brick and prism elements (adapted
from [5]) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
39
. . .
41
3-12 Gauss quadrature rules for a 20-node brick element (adapted from [5])
3-13 Interpolation nodes spatial position for a 15-node prism (adapted from [5])
42
3-14 Deformation magnitude after the non-linear mechanical analysis
. . . . . .
44
. . . . . . . . . . . . . . . . .
45
3-16 Reverse constant heating radial deformation . . . . . . . . . . . . . . . . . .
46
3-15 Forward constant heating radial deformation
7
3-17 Forward linear decreasing heating radial deformation . . . . . . . . . . . . .
47
3-18 Reverse linear increasing heating radial deformation
. . . . . . . . . . . . .
49
3-19 Reverse inverse exponential increasing heating radial deformation . . . . . .
50
3-20 Summary of radial deformation at y = 0 . . . . . . . . . . . . . . . . . . . .
51
3-21 Linear increasing speed radial deformation plot . . . . . . . . . . . . . . . .
53
3-22 Radial deformation for linear decreasing power and linear increasing speed
54
. .
54
3-24 Radial deformation obtained with the FE model and the experiment . . . .
56
4-1
Schematic diagram of a neuron (adapted from [11]). . . . . . . . . . . . . .
59
4-2
Schematic diagram of a neuron including the bias as an input element (adapted
3-23 Radial deformation for multiple line heatings at y = 0cm and y = 2cm
from [11])
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
60
4-3
Multiple layer feedforward architecture (adapted from [11])
. . . . . . . . .
61
4-4
Error correction learning signal flow diagram (adapted from [11]) . . . . . .
62
4-5
Architecture of a multilayer perceptron (adapted from [11]). . . . . . . . . .
64
4-6
Signal-flow graph of output neuron j (adapted from [11])
. . . . . . . . . .
65
4-7
Neural network topology used in the analysis
. . . . . . . . . . . . . . . . .
67
4-8
Example of line heating location selection . . . . . . . . . . . . . . . . . . .
67
4-9
Neural network model flow chart
70
. . . . . . . . . . . . . . . . . . . . . . . .
4-10 Pipe deformation plot used to test the model
. . . . . . . . . . . . . . . . .
71
List of Tables
Characteristics of the pipes used for the experiment
. . . . . . . . . . .
14
2.2
Heating conditions for the IA sample . . . . . . . . .
. . . . . . . . . . .
18
2.3
Heating conditions for the 2A sample
. . . . . . . .
. . . . . . . . . . .
18
2.4
Heating conditions for the 2B sample
. . . . . . . .
. . . . . . . . . . .
18
2.5
Heating conditions for the 3A sample
. . . . . . . .
. . . . . . . . . . .
19
2.6
Heating conditions for the 3B sample
. . . . . . . .
. . . . . . . . . . .
19
2.7
Heating conditions for the 4A sample
. . . . . . . .
. . . . . . . . . . .
19
2.8
Heating conditions for the 4B sample
. . . . . . . .
. . . . . . . . . . .
20
3.1
Thermal properties of mild steel
. . . . . . . . . . .
. . . . . . . . . . .
31
3.2
Mechanical properties for mild steel
3.3
Heating conditions
. . . . . . . . . . .
. . . . . . . . . . .
34
36
4.1
Largest deformation selected
. . . .
. . . . . . . . . . . . . . . . . .
72
4.2
Line heating computed sequence
. .
. . . . . . . . . . . . . . . . . .
72
4.3
Neural network model results . . . . . . . . . . . . . . . . . . . . .
.
.
.
.
.
.
.
.
2.1
.
. . . . . . . . .
.
.
.
.
. . . . . . . . . . . . . . . . . . .
9
. . . .
72
Chapter 1
Introduction
1.1
Background and motivation
The methods used to bring a pipe to a particular shape and size such as bending, cutting,
drilling, usually result in deformation at the ends of the pipe. In order to fit the ends of
the pipes to other elements like flanges, some reformation must be made to the pipe end.
This correction is usually done by very rough methods like hammering.
The problem of
using methods like these, is that the final result is highly related to the experience and skill
of the technician. In order to improve the reforming method, line heating could be used,
which is widely used in shipyard as a method to give very particular shapes by heating and
subsequent cooling of the plate. Therefore by knowing the magnitude of the deformation
produced by line heating, the parameters of the line heating process can be controlled in
order to obtain the desired deformation.
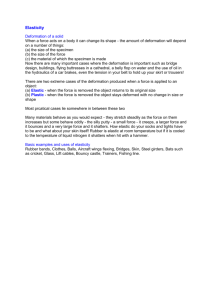
The line heating process gradually adds plastic strains to the metal plate to generate
the desired shape.
The heat applied generates a gradient of the temperature across the
plate providing the mechanism to bend the plate. After the heat is applied to the upper
surface of the plate, there will be a greater thermal expansion in the upper surface than
in the lower surface. Once the plate starts cooling down after the heat source is removed,
the area with the greater expansion suffers a contraction due to the thermal strains (see
.
Figure 1-1) and results in an upward bending
The heat can be applied using different heat sources. The accuracy of the model depends
on the accuracy and measurability of the heat source. The use of a laser beam appears to
be a very good way to produce the line heating, since the power it delivers can be easily and
accurately adjusted. It has a very high energy density and is easy to mount in a automated
machine, in order to perform the line heating process as automatically as possible.
Line heating over flat steel plates was studied by Yu et al. [19].
They used a Finite
Element Model to predict the deformation of the steel plate and also developed a simplified thermo-mechanical model, which reduces the computation time significantly while
maintaining a reasonable accuracy.
10
Z
,,,,,
HEEATING PATH
INITIAL SHAPE
HEATED AREA
SHAPE DURING HEATING
SHAPE AFTER COOLING
Figure 1-1: Line heating effect over a plate (adapted from [5])
1.2
Research objective
This thesis aims to develop an automatic system of circularizing the ends of a pipe by
multiple line heating. In other words, the thesis intends to solve the following problems:
(1) Validate the model using the data obtained from the experiments performed at Toshiba
Hamakawasaki Works in Kawasaki, Japan.
(2) Modeling of the thermo-mechanical process over a pipe by using a non-linear threedimensional finite element method for single and multiple line heating.
(3) Train a neural network to the single and multiple heatings based on the information
generated by using the models developed in (2) to efficiently predict the necessary
heating conditions to reform the pipe's free end.
1.3
Thesis outline
The remainder of this thesis is organized as follows:
Chapter 2 presents the procedures and results obtained during the laser line heating
experiments performed at Toshiba Hamakawasaki Works in Kawasaki, Japan.
Chapter 3 presents a non-linear thermo-mechanical three-dimensional finite element
model for the temperature field and the resulting deformation prediction of a pipe's free
end due to line heating. This chapter also includes the validation of the model based on
the data obtained during the experiments.
11
Chapter 4 presents a neural network application to determine in real time the heating
parameters necessary to correct the deformation of a pipe by single and multiple line heating.
Finally, Chapter 5 concludes the thesis, summarizes its contributions, and provides
suggestions for future research.
12
Chapter 2
Experimental Results
Introduction
2.1
Laser line heating experiments for reforming pipes, were conducted at Toshiba Hamakawasaki
Works in Kawasaki Japan, between July
1 9 th
and July
2 4 th,
2001 jointly with members of
the MIT Ocean Engineering Fabrication Laboratory, T. Maekawa and R. Andrade.
The pipes used for switch gears are formed by cold rolling starting from a flat plate and
then welded by a robot. However, the circular ends generally deviate from true circles and
need reformation to be welded to flanges. The current method for correcting the circularity
of the pipe employs a fitting of a circular template to the pipe end by a hydraulic jack. If
the absolute difference from the true circle, provided by the template, in diameter is more
than 10 mm, the difference is corrected by using a torch and hammering. If the difference
is between 2 and 10 mm it is corrected only by hammering. The difference less than 2 mm
is considered to be within tolerance.
The objective of the experiment was to obtain data to validate a coupled non-linear
thermo-mechanical 3-D FE model, using a real scale physical model of a pipe. A number of
different heating conditions were performed to determine the dependence of the deformation
of the circumference of the pipe ends, including repeated heating passes, different heating
length and different combinations of heating power and speed.
2.2
2.2.1
Experimental setup
Pipe and fixtures description
Four pipes were manufactured for testing having the dimensions shown in Table 2.1:
They are labeled 1 to 4 and their free ends by A and B.
The pipes are free at the heated end and fixed at the other end by a five-point fixture
as shown in Figure 2-1.
13
.
Description
Length
Internal diameter
Thickness
Material
.......
...
Value
50 cm
75 cm
9 mm
mild steel
Table 2.1: Characteristics of the pipes used for the experiment
Figure 2-1: Pipe fixture system
14
....
2.2.2
Laser machine
The C02 laser machine used in the experiments is a NTC model TDLC 0-4R. It is equipped
with five-axis control and has a maximum power output of 3000 W. The stand-off distance
of the heating source from the surface of the pipe is 12.5 cm (see Figure 2-2) and the spot
size diameter is fixed at a value of 17 mm (see Figure 2-3).
Figure 2-2: Heating source stand off distance is set to 12.5 cm.
Heat flux from a laser beam is usually modeled as a Gaussian distribution as it will be
described in detail later in Section 3.2.5. In this project, measurements of energy distribution of the C02 laser beam were performed by heating acrylic resin plate by researchers at
Toshiba Hamakawasaki Works. The C02 beam clearly displays a Gaussian distribution as
shown in Figure 2-4 (a), and its top view (spot size) in Figure 2-4 (b).
2.2.3
Measurement of circularity
As introduced before, in the real manufacturing process the circularity of the pipe end is
measured by fitting a template, which is not so accurate. In this experiment, the circularity
of the pipe at the free end is measured by equipment designed at Toshiba Hamakawasaki
Works as shown in Figure 2-5. The radius is measured by a digital displacement measuring
machine, which is attached to a rotating arm driven by a motor. The deformation is
mapped onto a computer screen, which can also be printed. The plot visually amplifies the
deformation from the true circle corresponding to the pipe in order to better illustrate the
deviations from the true circle. The accuracy of the device is t0.1 mm. The circularity of
15
Figure 2-3: Spot size diameter created by the laser beam is set to 17mm.
(b)
(a)
Figure 2-4: (a) Laser heat distribution across the thickness, (b) Spot size
16
111111111111
. i.. . ...........
the pipe is determined by calculating the difference between the maximum radius and the
minimum radius of the pipe end. The machine does not output a file containing the data
obtained by the measurement, and therefore the deformation is calculated using the printed
plot, measuring the deformations with a hand scale, and applying scaling factors for each
plot.
Figure 2-5: Circularity measuring equipment.
2.3
2.3.1
Experiments
Input parameters
The heating conditions are input into the laser machine via a side console. The laser is able
to perform single or multiple heating paths with different settings. The input parameters
include heating power, heating speed, heating length and position of the heating source
with respect to a fixed cylindrical coordinate system. Based on the non-linear FE analysis
performed at MIT, the heating power range used in the experiments was set between 800W
and 1300W, the heating speed was in the range between 0.8mm/s and 1.3mm/s, the
heating length was between 10cm and 30cm and the position was determined based on
the measurement of the initial shape of the pipe. Tables 2.2 to 2.8 show the experimental
settings that were used in each experiment. The cylindrical coordinate system was adjusted
such that 0' is at the welding position for all cases and the heating position in degrees is
always with respect to that point.
17
Sample
number
Case
ID
Power
input
W
Source
speed
mm/s
Heating
length
cm
Heating
position
degrees
IA
lA1
1A2
1A3
1A4
1000
1000
1000
800
1.15
1.15
1.15
1.00
30
30
30
30
180
180
180
90
1A5
800
1.00
30
90
1A6
1A7
1A8
1A9
800
1200
1.00
1.30
30
30
90
270
1200
1.30
30
270
1200
1.30
30
270
1AlO
1200
1.00
30
30
lAll
1200
1.00
30
30
1A12
1200
1.00
30
15
Table 2.2: Heating conditions for the 1A sample
Sample
number
Case
ID
Power
input
W
Source
speed
mm/s
Heating
length
cm
Heating
position
degrees
2A
2A1
2A2
1000
1000
1.15
1.15
30
30
60
325
2A3
2A4
1000
1200
1.00
1.00
30
30
195
120
Table 2.3: Heating conditions for the 2A sample
Sample
number
2B
Case
ID
Power
input
Source
speed
Heating
length
Heating
position
W
mm/s
cm
degrees
2B1
1000
1.00
10
43
2B2
2B3
1300
1300
0.80
1.30
10
10
302
171
2B4
1200
1.30
10
161
2B5
2B6
2B7
1200
800
1000
1.00
0.80
0.80
10
10
10
61
281
190
Table 2.4: Heating conditions for the 2B sample
18
Sample
number
Case
ID
Power
input
W
Source
speed
mm/s
Heating
length
cm
Heating
position
degrees
3A
3A1
1100
1.00
30
180
1100
1100
1.00
1.00
30
30
165
195
1100
1.00
30
180
1100
1100
1.00
1.00
30
30
165
195
3A2
Table 2.5: Heating conditions for the 3A sample
Sample
number
Case
ID
Power
input
W
Source
speed
mm/s
Heating
length
cm
Heating
position
degrees
3B
3B1
1000
1.00
10
180
1000
1.00
10
170
1000
1000
1000
1000
1100
1100
1.00
1.00
1.00
1.00
1.00
1.00
10
10
10
10
10
10
190
328
313
298
15
30
1100
1.00
10
45
3B2
3B3
Table 2.6: Heating conditions for the 3B sample
Sample
number
Case
ID
Power
input
W
Source
speed
mm/s
Heating
length
cm
Heating
position
degrees
4A
4A1
1100
1100
1.00
1.00
10
10
285
90
1100
1.00
10
300
1100
1100
1100
1100
1100
1100
1100
1.00
1.00
1.00
1.00
1.00
1.00
1.00
10
10
10
10
10
10
10
105
270
75
285
90
300
105
1100
1100
1.00
1.00
10
10
270
75
4A2
Table 2.7: Heating conditions for the 4A sample
19
Heating
position
degrees
Sample
number
Case
ID
Power
input
W
Source
speed
mm/s
Heating
length
cm
4B
4B1
1100
1.00
15
69
1100
1100
1100
1.00
1.00
1.00
15
15
15
324
49
312
1100
1.00
15
194
Table 2.8: Heating conditions for the 4B sample
2.3.2
Visualization of results
A good way to visualize the result obtained after the line heating, is to analyze the curvature
distribution of the pipe before and after the heating. Unfortunately, the current circularity
measurement equipment outputs 24 measured points through a computer screen dump and
they need to be measured again by a ruler. This procedure may not be very accurate but
is good enough to show the change in curvature [12, 3]. A curve fitting of measured points
as shown in Figure 2-6 is performed to approximately represent the cross section of the
deformed pipe. The black dots in Figure 2-6 are the measured points and the yellow green
line is the approximated curve of the deformed cross section, while the blue line is the
ideal circle. A curvature analysis of the fitted cross section curve was also conducted. The
curvature plot [3] , which consists of segments normal to the fitted curve emanating from a
number of points on the fitted curve and whose lengths are proportional to the magnitude
of the curvature, is also given in this figure. Figure 2-6 clearly shows the location where
the curvature distribution is not exactly a true circle (the inner circle represents curvature
of the true circle). Based on this curvature plot, the locations which need heating and the
amount of heat required can be determined.
2.3.3
Results
One of the objective of this physical experiment was to compare the experimental results
with the FE analysis. Therefore, it was required to analyze the radial deformation at several
points with respect to the initial dimension of the pipe. Unfortunately, the deformation
measured by the circularity measuring equipment does not use exactly the same center of
circle for each measurement, and in order to find the center, the least square method was
employed for the 24 measured points to fit a circle and determine a best estimate of its
center.
Figure 2-7 shows the deformation for three consecutive line heating passes performed
at the same location, corresponding to cases lAl, 1A2 and 1A3 (see Table 2.2).
Figure 2-8 shows the curvature of the original pipe 1A and Figure 2-9 shows the curvature
of the pipe after the same three consecutive line heating passes (Table 2.2, Cases 1Al, 1A2,
1A3). The red arrow denotes the location were the three consecutive line heating passes were
20
Figure 2-6: Curve fitting of measured points
Deformaon relative to the Initlal Pipe
-
1st
-
0.06-
-
leating
2nd Heaing
3rd Heating
0.04-
0.02
[
0
E
-0.02
-0.04
-0.06
-0.08
-0.1
50
-40
-30
-20
-10
0
10
20
Position from the heating point (deg)
30
40
50
Figure 2-7: Radial deformation plot for pipe 1A after three line heating passes
21
applied. The curvature in the region where the heating was applied is reduced significantly,
causing the formation of a notch in the heated region.
Figure 2-8: Curvature plot of the original pipe 1A
Figure 2-9: Curvature plot of pipe 1A after three line heatings
On July 24th 2001, a test was performed in order to reduce the deformation of a pipe by
applying heat several times at different locations, with different laser beam speed and power
settings. The values for power and speed are shown in Table 2.4 and correspond to sample
2B. Figure 2-10 (a) shows the curvature distribution of the pipe before the experiment. It
has a circularity (maximum radius - minimum radius) of 2.83mm. Table 2.4 shows the
values of power and speed used in this experiment. After seven line heatings, the circularity
was reduced to 1.63mm which is within the allowable value 2mm, and the final curvature
distribution of the pipe is shown in Figure 2-10 (b). The red dots in Figure 2-10 (b) denote
the location were the line heating passes were applied.
22
(b)
(a)
Figure 2-10: (a) Initial curvature plot of the pipe, (b) Curvature plot of the pipe after seven
line heatings
More tests were performed, but most of them had almost the same results as the experiments described above. Later, in Chapter 3, these data will be used to validate the
non-linear thermomechanical FE model, and a comparison between the experimental and
the calculated deformation will be conducted.
23
Chapter 3
Coupled thermo-mechanical finite
element analysis
3.1
Introduction
The process of correction of the circularity of a pipe by line heating is a coupled nonlinear
thermo-mechanical process, which makes the simulation difficult. Finite element analysis
(FE) is a suitable tool to achieve a good prediction of the final state of distortion of the
pipe after such a process. On the other hand, the finite element analysis is computationally
intensive making it ill suited to obtain results quickly. In this chapter a Finite Element
Model (FEM) based on the ABAQUS software [1] [2] is developed for the non-linear thermomechanical analysis of the process of circularity correction of pipe ends. The use of the FEM
technique provides a way to predict distortion numerically and compare such numerical
results to the experimental results obtained during the physical experiments described in
Chapter 2.
3.2
3.2.1
FE model definition
Pipe geometry
The characteristics of the models used in this research are based on the pipes used for the
experiments at Toshiba Hamakawasaki Works in Kawasaki, Japan.
The dimensions and
characteristics were described previously in Table 2.1. The pipes are formed from plates
using cold rolling, and the complete manufacturing process requires the use of bending,
welding, drilling and wringing, which in most cases make the circular ends of the pipes
deviate from true circles, requiring reformation to be welded to flanges.
24
3.2.2
Mesh generation
A full 3-D FE model of a pipe using ABAQUS was developed to perform a coupled non-linear
thermo-mechanical FE analysis, and to investigate the relation between heating conditions
and deformation of the pipe ends.
The pipe ends reformed by line heating need to be
treated as thick pipes, because it is the gradient of the temperature across the thickness
that provides the mechanism to reform these pipes. Therefore, a 3-D analysis is necessary
and a 3-D mesh needs to be generated. For this research, 20-node brick elements and 15node triangular prism elements shown in Figure 3-1 are the type of elements used in the
analysis in order to increase accuracy of the results across the thickness due the element
side mid nodes.
Mesh generation is carried out first on the upper or lower surface of the flattened rectangular plate of the pipe using quadrilateral and triangular elements as shown in Figure
3-2. A dense 256 x 96 grid of points is generated on the flattened plate, which lie on the
x - y plane. The finest quadrilateral elements consist of a 2 x 2 grid, while the coarsest
elements consist of a 16 x 16 grid of points. Then, using the reference system defined in
Figure 3-3, a 3-D mesh can be generated by mapping onto a circular cylinder and offsetting
across the pipe thickness. When the finest quadrilateral element is mapped onto the 3-D
pipe, its dimension is 1.84 cm by 1.04 cm, while the coarsest one is 14.7 cm by 8.33 cm.
In order to accurately capture the characteristics of the laser forming process, a mesh size
which increases exponentially across the thickness of the pipe was chosen, being finer near
the heated side of the pipe.
z
y
6
12
15
178-7
13
11
-'
11
14
9
2
20-Node Element
2
15-Node Element
Figure 3-1: Elements used in FEM analysis (adapted from [5])
50cm
29.17cm
29.45cm
Figure 3-2: Initial mesh
z
+
z
x
C
r9
tk
Figure 3-3: Coordinate system definition (adapted from [5])
26
PY,-
The ith layer thickness from the bottom layer is defined as [18]
6zi = tk (I
r(nz)
-
- rz
where 6zi is the
=1,.,
nz,
(3.1)
layer thickness starting from the bottom,
tk is the material thickness,
nz is the number of layers across the thickness, and r is defined by
ith
1.0
r = ratio-,
(3.2)
where ratio is the defined ratio between the bottom layer and the upper layer thickness.
For the simulation we used n, = 3 and ratio = 6. The final generated mesh is shown in
Figures 3-4 and 3-5. The first Figure shows a general view of the whole pipe meshing and
the second shows a closer view of the denser meshed area showing the different layer heights
across the thickness.
3.2.3
Thermal and mechanical boundary conditions
The heat transfer to the environment was modeled by natural heat convection and radiation.
Convection follows Newton's law, which states that the rate of loss of heat per unit area in
Wm - 2 due to convection is
q = hc(T, - Ta) ,
(3.3)
where the coefficient of convective heat transfer he is a function of the difference between
the wall temperature T, and the environment temperature Ta, and of the orientation of
the face that is subjected to radiation [15][18], given by:
kaNu
L
,
L
h
(3.4)
where ka is the thermal conductivity of the air, Nu is the Nusselt number, and L is the
characteristic length of the plate (or surface). Since the pipe diameter is relatively large
compared with the diameter of the heating spot size, the pipe can be treated as a horizontal
plane surface with the same area as the upper half of the pipe. For horizontal plane surfaces
with surface area A. and perimeter p, the characteristic length is given by L = A 8 /p.
Denoting the Rayleigh number by RaL, the Nusselt number is defined by:
Nu = b(Ra)',
(3.5)
where for horizontal surfaces facing upward,
b =O.54,
m=
b = 0.15,
m
=
1
-,
4
1
-,
3
when i04 < RaL K107
when 10 7 < RaL < 1011
27
(3.6)
for horizontal surfaces facing downward,
b = 0.27,
m=
1
-,
4
when 10 5 < RaL < 1011.
(3.7)
In this case, due to the dimensions of the pipe used for the experiment and simulations,
b=0.15 was used for horizontal surfaces facing upward.
The Rayleigh number is given by RaL = GrTL - Pr, where GrL is the Grashof number,
and Pr is the Prandtl number. Both the Grashof number and the Prandtl number are
functions of ambient air properties and temperature differences between the wall and the
environment. The Grashof number is defined as
GrL =
gf3(T8
2
Ta)L3
,
(3.8)
where g is the gravitational acceleration; 3 is the coefficient of thermal expansion of the air;
T, and Ta are the temperatures (in degrees
0C
or K) of the metal plate and air, respectively;
L is the characteristic length of the plate; v is the kinematic viscosity of air. The Prandtl
number Pr is defined as
Pr = pCP
=- ,
(3.9)
a
ka
where Cp is the specific heat of air, p the air density, ka the thermal conductivity of the air,
and a = k is the thermal diffusivity of air.
The rate of the loss of heat per unit area in Wm-
q
2
due to radiation [15] is
5.67 x 10~8E(T - T4),
(3.10)
where E is the surface emissivity (non-dimensional), whose value depends on the surface
condition and the temperature of the metal plate. T, and T are measured in degrees K.
In this case the value for E used for the simulation was 0.8.
3.2.4
Thermal properties of mild steel plates
The thermal conductivity k, specific heat C, and convective heat transfer coefficients
adapted from [19] for a mild steel pipe of the dimensions defined in Section 3.2.1 are shown in
Table 3.1. In the table, "-" means either the data is not available (for thermal conductivity
and specific heat) or was not calculated (for convective heat transfer coefficients).
3.2.5
Spatial distribution of the heat flux
Heat flux from an oxyacetylene torch or a laser beam is usually modeled as a Gaussian
distribution [16]. Accurate measurements of energy distribution of the Nd:YAG laser system
with fiber optic beam delivery and focus optics were performed using a charged coupled
28
ABAQUS
Figure 3-4: Pipe mesh general view
29
ABAQUS
flyffiffif
3
s1
Figure 3-5: Pipe mesh thickness layers view
30
)
-
5.4819
-
-
17.5089
18.9029
20.0428
21.0159
21.8700
-
-
16.3951
17.0687
17.6929
18.2759
18.8240
5.6735
5.8474
6.0071
6.1550
6.2929
22.6344
23.3283
23.9653
24.5552
25.1054
20.3017
6.6599
26.5694
Table 3.1: Thermal properties of mild steel
31
15.6693
-
400
-
5.2678
12.7693
-
29.7
3.2007
3.9277
4.3888
4.7382
5.0239
-
1500
-
-
-
46.1
42.7
39.4
35.6
31.8
26.0
27.2
-
7.6427
10.0405
11.6423
12.8942
13.9413
14.8509
15.6611
-
-
Wm- 1 K- 1
51.9
51.1
49.0
-
Conv. heat transfer
coefficient (Wm- 2 K~ 1
hside
hdown
hup
-
T (0C)
0
75
100
175
200
225
275
300
325
375
400
475
500
575
600
675
700
725
775
800
900
1000
1100
1200
Specific
heat C,
Jkg~'K-1
450
486
519
532
557
574
599
662
749
846
1432
950
-
-
Thermal
conductivity k
-
Temp.
device (CCD) by researchers at the Applied Research Laboratory of Pennsylvania State
University [17]. The Nd:YAG beam displays a Gaussian distribution with an annular lobe,
the amplitude of which is approximately 12% of the amplitude of the inner lobe. The outer
lobe is believed to be a higher-order transverse mode caused by interaction of the beam and
fiber. About 30% of the beam power is distributed in the outer lobe. The outer lobe has
the shape of the sine (cosine) function. For the heating condition used for processing the
Inconel plates, the inner lobe is 27.5 mm in diameter and the center of the outer lobe is
59.4 mm. Based on these data, the composite beam profile can be expressed as [18]:
(1
qmax -c_
"r)=
qmax
c1
r < r2
rr2
+ c2 sin
(-1
(3.11)
r > r2
-r2 2
where qmax, r2, C, ci, c 2 are unknown variables, and r 1 =
= 29.7 mm. Denoting
5
Q
the
power of the laser, and p the absorption rate, the unknown variables satisfy the following
conditions:
(1) At r
2
r
2
= 0.12qmax
qmaxe
(3.12)
(2) At r = r1 = 29.7 mm:
qmax CI + c 2 sin
1
(3) At r
= r2,
r1
--
= 0.12qmax
r2 2.
,
(3.13)
compatibility between inner and outer regions:
(3.14)
= qmaxcl
qmax ,
e
(4) The inner region has heat flux 0.7Q -p:
qma,-cr rdr = 0.7Q -p,
27r
(3.15)
(5) The outer lobe has heat flux 0.3Q -p:
27r
-
CI + c2 sin
rdr = 0.3Q -p.
(ri - r2 2)
1
1r2
After solving the above 5 equations (3.12-3.16), the following constants are obtained:
qmax
=
p6.4815 x 106 W/m
c
=
1.1215 x 10 4 /m
32
2
2
,
r = 2 = 13.75 mm:
(3.16)
ci
=
6.80757 x 10-4
C2
=
0.11932,
r2
=
25.5mm.
The composite laser beam profile is shown in Figure 3-6. Energy distribution of the laser is
7.
6,
54,
3.
2-
0
40
20
-40
20
0
--
0
-20
2
-40
-40
Figure 3-6: The composite laser profile (spatial heat distribution) adapted from [18]
also characterized by the approximate beam diameter (spot size) as a function of distance
from the focus optics to the work-piece (stand-off distance). Spot size was measured from
burn patterns obtained from a Cotronix board, which is a fiber based low temperature
refractory material, after a short period (2 seconds) of irradiation using various stand-off
distances. The measured spot size for the above heat distribution is 22 mm, which corresponds to a stand-off distance of 18.5 cm. Researchers at the Applied Research Laboratory
of Pennsylvania State University [17] suggest using a Gaussian distribution within an equivalent diameter to simplify the heat flux distribution.
More details on how the heat flux region is modeled can be found in [18].
3.2.6
Mechanical properties of mild steel
For the FEM simulations, the following mechanical characteristics of mild steel were used
[6] [8]:
33
.
1. Density: 7800 kg/rn3
2. Mechanical and thermal properties are shown in Table 3.2.
Young's modulus and
yield stress are given small, finite values at high temperatures to avoid difficulties
with numerical convergence [8].
Temperature
Yield
stress
Young's
modulus
o- at strain
of 1.0
Thermal expansion
coefficient
T (OC)
0
100
.300
450
o-, (MPa)
290
260
200
150
E (GPa)
200
200
200
150
(MPa)
314
349
440
460
550
120
110
410
14
600
720
110
9.8
88
20
330
58.8
14
14
800
1200
9.8
-
20
2
58.8
-
14
15
1550
0.98
0.2
1.0
15
a (10-
6
1/C)
10
11
12
13
Table 3.2: Mechanical properties for mild steel
3.2.7
Mechanical boundary conditions
In mechanical analysis, necessary constraints are added to eliminate rigid body movement.
The constraints are defined in such way as to reduce the number of degrees of freedom and
by making them similar to the fixtures used in the physical experiments. Figure 3-7 shows
the boundary conditions used in the finite element model. To reduce the number of degrees
of freedom, a symmetry condition was used along the top and bottom centerlines nodes of
the pipe, constraining them in the x direction (blue dots in Figure 3-7).
Total fixture in
the three directions was used at the edge located on the far end of the pipe. Points T and
B correspond to the top and bottom of the far end constrained in the three directions in
order to simulate the fixture used for the experiments.
3.3
Non-linear finite element analysis
A sequential coupled thermal-stress analysis was used for the FE model. It assumes that the
temperature field on the pipe can be found without knowledge or influence of the stress or
deformation response [1]. Therefore, an uncoupled heat transfer analysis can be conducted
first and then its results used to perform a stress-deformation analysis.
34
z
z
T
ri
y
x
ro
tk
B
Figure 3-7: Model mechanical boundary conditions (adapted from [5])
3.3.1
Non-linear thermal analysis
A thermal analysis of the pipe was first conducted in which heat was applied over the line
formed with the coordinates x = 0, 0 < y 5 heating length, z = r0 (see Figure 3-3). The
line heating application follows the time, direction and speed settings defined by the user
in the ABAQUS DFLUX subroutine. Depending on the direction of the heating path, for
forward heating the heat flux starts at time t = 0 at the position x = y = 0, z = r,, and for
reverse heating, the heat flux starts at time t = 0 at the position x = 0, y = heating length
and z = r.
The computed resulting nodal temperature field for each time increment is
stored in a separate file with extension
.f il. In order to have a more accurate solution for
the mechanical analysis, the values for nodal temperature were stored every time increment
the thermal analysis used during the simulation. As it was mentioned in previous sections,
the surface heat flux is defined with a Gaussian distribution inside the inner lobe which
concentrates about 70% of the total power and as a constant distribution in the outer lobe
concentrating the remaining 30% of the total flux [18]. The heat across the pipe thickness
follows a triangular distribution from the surface through a certain depth c, defined as a
fraction of the thickness [18][4]. The thickness of the exterior layer was used as the value
for E in order to have all the heat flux applied to the upper layer, having both ends of the
heat flux coincide with a FE mesh node.
The input parameters used for the non-linear thermal and mechanical analysis example
are shown in Table 3.3.
Several types of heating were performed in order to analyze the behavior under different
heating conditions. First, a constant power and constant speed line heating was applied
with forward and reverse directions. Then, a time function, which varies from 0.0 to 1.0
35
Parameter
Heating power
Heating speed
Heating spot radius
Heating absorption rate
Heating length
Value
1300
1.00
8.50
0.81
20.0
Unit
W
mm/s
mm
cm
Table 3.3: Heating conditions
was applied to the heat flux in order to vary the amount of power applied. Figure 3-8 shows
the plot of the time functions applied to the heat flux.
Time Functions
1.2-
1.2
-
f(t)=t/t
0
0.6
0.4
0.2
0
-
50
Time
100
Increasing linear fwd Decreasing exponential fwd -
150
200
Decreasing linear rev
Figure 3-8: Time functions applied to the heating power
Figure 3-9 shows the surface temperature contours obtained during the thermal analysis
for the forward heating condition with the values shown in Table 3.3 at time = 100s.
Cooling time was a very important parameter that had to be defined for the thermal
analysis in order for ABAQUS to collect the nodal temperature data until such time. In
this case, the total simulation time was set to 2000s for all cases when the total heating
time was lower than 250s, allowing the pipe to cool down to a temperature lower than
100C above the room temperature, which was set for all the simulations to be 310C (room
temperature 210C+100C).
Figure 3-10 shows the temperature at a node located over the
36
..........
........
ABAQUS
Figure 3-9: FEM thermal analysis temperature contours.
degrees Celsius
37
Color temperature scale is in
heated line and at y = 10.9cm and a node at the same location of y but 11.250 apart from
the heated line. The values for power and speed for this temperature vs time plot were
1600W and 1.6mm/s. As can be seen from the plot, temperature increases when the heat
source pass over the node and then the cooling process starts. After 1000s the temperature
has been reduced significantly and after 2000s the temperature is very close to the room
temperature. For the node apart from the heated line, the increase in temperature is not
very significant, but it shows an interesting behavior. First, when the heat source passes
near it, it raises its temperature to a level close to 100 0 C, then it lowers its temperature
due to convection, radiation and conduction, and then it raises its temperature again due
to the convection from other more heated areas. After this process, it starts its final cooling
process. Based on the information obtained from the figure, we can not expect a significant
increase in temperature at points located at positions more than 15' apart from the heated
line. This observation will be used later to determine the sequence of multiple line heating.
700
.
600
500
0400Eo 300
--
200
100
0
0
500
TAJO
------ at y=10.9cm over the heated line
1500
at y=10.9cm and 11.25L from heated line
Figure 3-10: Cooling process of a node at the heated line and one apart from it
38
2000
3.3.2
Non-linear mechanical analysis
Once the non-linear thermal analysis is completed, and the nodal temperatures at every
time increment are stored, the mechanical analysis can be conducted. It uses the previously
stored temperature data and analyzes the mechanical effects over the pipe due to the variation of the temperature field in time. All the nodes and elements used during the thermal
analysis have the same coordinates and size as the corresponding nodes and elements used
during the non-linear mechanical analysis. The 20-node brick element and the 15-node triangular prism elements are of the second order type [2], and use isoparametric interpolation
between their nodes defined by the local coordinates r, s, t shown in Figure 3-11.
t
15
19
20
16
20-Node Element
17
43
5
,--'-'
17
--
--.....
3
18
10
'4
12
r
92
66
1221
.9, ------- 3
4
1
15-Node Element
'-'
'13
8
q15
2
r
Figure 3-11: Isoparametric coordinates definition for brick and prism elements (adapted
from [5])
Gauss integration [10] is used by ABAQUS to provide the most accurate strain prediction
at the interpolation points. The isoparametric formulation spans the range -1
to +1 in the
elements and provides the local coordinates to define the displacement vector
,
u(r, s, t) = (u(r, s, t), v(r, s, t), w(r, s, t)) T
39
(3.17)
within each element. Therefore for element m we have
[7]
(3.18)
u(m)(r, s, t) = H(m) U,
where U is the vector that represents the three global displacement components Ui, Vi and
W at all nodal points given by
=
[UiV1Wi
(3.19)
U 2 V2W2 ...... UnVnW]T,
where n is the number of nodes in element m.
The matrix H(m) is the displacement
interpolation matrix given by
H(m)=
h1 00
h2 00
h 3 00......hn00
0 h1 0
0h 2 0
0h 3 0......0 h0
00 h1
00h 2
00h3 ......
(3.20)
0h n
where hi, i = 1, . . . , n are the interpolation functions corresponding to the ith node. For a
20-node brick element and a 15-node triangular prism element, the equations defining the
interpolation functions for hi, i = 1, . . . , 20 can be found in [1].
The integrals in the finite element analysis are conducted by Gauss quadrature [10],
where both the positions of the sampling points and the weights are optimized. For the
20-node brick element the weights are equal to 1 and the sampling points are given in
isoparametric coordinates defined in Figure 3-12 which shows their values at the planes
t = -0.774596669241483, t = 0 and t = 0.774596669241483.
For a 15-node triangular prismoid, the sampling points position are shown in Figure 3-13
at planes t = -0.774596669241483, t = 0 and t = 0.774596669241483.
The values of the
coordinates at each node were not included in the figure, for greater clarity.
The mechanical model is initialized with zero stresses and a temperature of 21'C for
all the nodes, and ABAQUS reads the temperatures from the file generated by the thermal
analysis, containing the nodal temperature at the corresponding time increments defined
for the thermal analysis. The model applies the resulting temperature field at the nodes,
varying the temperature dependent mechanical properties of the pipe inducing deformations
of the pipe itself.
The mechanical analysis is conducted using the same time increments
defined by the thermal analysis. The computational results provide the total deformation
of the pipe. The total time of analysis used for the mechanical analysis was set equal to
the total time used for the thermal analysis in order to compute the entire time history of
deformation until the end of the cooling time.
3.3.3
FEM results for single line heating
The mechanical analysis result can be visualized using ABAQUS CAE, which is a tool
included in the ABAQUS package, which allows the user to visualize the results of the
40
,/0
S
s=0.
77459
t=O .77459
77 7 4 5 94
s =O6
s=-0.77459
3
---
/
0*
Q5.
s=
S
.77459
s=O
s=-0
77459
.-
de
S
s=
0,77459
-0-
-
.
l-o ,
o'9
-4
- e.
-.2
- -
-
t =
.77459
Figure 3-12: Gauss quadrature rules for a 20-node brick element (adapted from [5])
41
t=0.77459
0
5
r
14
r
t=-0.,77459
8
17
2
r
Figure 3-13: Interpolation nodes spatial position for a 15-node prism (adapted from [5])
42
analysis at every time increment and generate an animation of the behavior in time, if
desired. Several variables can be plotted in a color scaled contour in order to visualize the
final results. Figure 3-14 shows the total deformation magnitude U, with a scale factor of
700, for the values given in Table 3.3 for the forward constant power and constant speed
case at time=2000s.
As can be seen from Figure 3-14, it does not illustrate the final shape very accurately. It
has a color scale but it displays the total magnitude deformation, without showing the direction of deformation. Resulting deformation along every axis can be also plotted, showing
in these cases the direction of the deformation in a color contour scale.
In our case, none of the plots given by ABAQUS are very useful. We are looking for the
results in terms of radial deformation. Therefore a different plot was created using the data
written to a file by the mechanical analysis. The nodal deformation data at the last time
increment was used to create a plot, locating the nodal deformation at the nodes within
the area surrounded by the fine mesh on the inner layer. The 493 nodes corresponding to
nodes 1, 2, 3 and 4 of Figure 3-11 were used to create the radial deformation plot. The fine
mesh area goes from -11.25' to 11.250 on the x-z plane, where 0' is the location were the
heat was applied, and from 0 to 29.17cm in the y direction.
The first analysis that was conducted was the forward constant power and constant
speed case. Figure 3-15 shows how the radial deformation on the fine mesh area. From the
Figure we can see that the edge of the pipe shows a positive deformation which changes to
negative at an approximate value of y
=
0.5cm. The slope of the deformation near the pipe
edge is not very steep and maximum deformation is located at the centerline at a value of
y
=
0.14cm with a value of -4.4x10- 4m.
The second simulation of line heating was the reverse heating, with constant power
and a constant speed. Figure 3-16 shows the radial deformation plot for this line heating
case. We can see that the final shape in general is very similar but the magnitude of the
deformations at the same locations are different. Now we obtain a negative deformation on
the edge of the pipe, which has a v shape, and the point with the maximum deformation is
located along the centerline at y=10cm. The displacement of the point with the maximum
deformation moved towards the edge of the pipe causing an increase in the slope of the
deformation. In this case the maximum deformation was -3.95x10- 4m.
Next, a time function was applied to the power in order to vary the heat input from
the initial point to the end point. In this case decreasing linear time function was applied,
which made the power vary from 1300W at the edge of the pipe to OW when it reaches
the end of the heating length which in this case was 20cm. Figure 3-17 shows the radial
deformation obtained after the line heating process. Now the result is very different from
the two previous results. The point of maximum deformation moved more towards the
edge of the pipe and the slope of the deformation was increased.
There is only negative
deformation at the edge of the pipe and the deformation at the end of the heating length
was reduced significantly. The maximum deformation on this case was -1.934x1043
4
m.
-
=
11
__
.......
..
.........
, - ......
,
ABAQUS
miiwitn
U, Magnitude
4.392e-04
4. 026e-04
3. 660e-04
3.294e-04
2.928e-04
2 .562e-04
2 .196e-04
1. 830e-04
1.464e-04
1. 098e-04
7. 321e-05
3. 660e-05
O.OO0e+OQ
Y
x
Figure 3-14: Deformation magnitude after the non-linear mechanical analysis
44
1.00E-04
0.00E+00-
-1.00E-04-
,
-2.OOE-04
11.25
'Ui
5.62
-5.OOE-04
CD
9oe)
-5.62
-5.axis-0M
Cf)
C
Vx
)-
CD
CM
Figure 3-15: Forward constant heating radial deformation
45
-11.250.00
--
5.00 E-05
O.OOE+00-5.OOE-05-1.00E-04-1.50E-04E
o
-2.00E-04
0
V
-2.50E-04-
:
-3.OOE-04-3.50E-04-
11.25
5.62
-4.OOE-04-
0.00
5
C5 C- o 11
LO
Y axis (M)
Figure 3-16: Reverse constant heating radial deformation
46
--
-3
5.OOE-05
O.OOE+00
-5.OOE-05
C
0
-1.OOE-04
-1.50E-04
9.84
CM
6
5.62
q
1.41
u->
Y
-2.81
axis (M)
-7.03
Fu
3-:
F-11.25
Figure 3-17: Forward linear decreasing heating radial deformation
47
The decreasing linear time function applied in the previous analysis was applied to the
reverse line heating. We started the heating at y = 20cm with 1300W and ended at y = 0cm
with OW. Figure 3-18 shows the results, which now shows some positive deformation on
.
the edge and some reduction in the maximum deformation which has a value of -8.20x10 5
The slope in this case is very high, making the deformation vary significantly as y increases.
A time function was applied in order to create a fifth case of line heating.
decreasing exponential function was applied to the reverse heating case.
Now a
The result is
shown in Figure 3-19, showing that now the point that has the maximum deformation is
located near the edge of the pipe at y = 3cm with a value of -1.48x10-
5
. The slope now is
very high and the deformation varies very fast in the y direction.
We are interested in having a negative deformation on the edge of the pipe. The different
cases shown above, have different shapes and magnitude deformation at y = 0. Figure 3-20
shows the plot of the deformation for the five different cases at y = 0. From the plot we
can see that among the five variants only two have a significant negative deformation at
the edge: Constant reverse and forward linearly decreasing line heating. All the other cases
have small deformations, and also have a high slope which makes them not useful for our
purpose, because the deformation correction at the edge can cause a major deformation
near the edge.
All the previous simulations assume a variation on the amount of power that was applied
to the pipe in order to obtain different shapes. The laser machine that has been used for
these experiments has some restrictions in changing the power with time due to low response
of the laser beam. Therefore another way to simulate a similar heat condition must be found.
A variation in the speed of the laser could have a similar effect, because less energy is going
to be transferred to a specific area if the speed is higher and the power source is constant.
As it was mentioned before, our interest is in two cases: reverse constant power heating
and forward linear decreasing power. It is almost impossible to recreate the linear reducing
case with a speed increasing problem. In order to have the same result, we must match the
same energy, at the same locations at the same time. Therefore the initial condition must
be the same speed and power as the original problem. For the final condition, power must
be OW, which means that the speed required to obtain OW must be close to infinity or very
high. If we vary the speed in order to have a very high speed at the end, this means that for
the same heating time, we are going to heat a longer line. If we match the heating length,
with an increasing speed we need to stop heating earlier. Therefore only an approximate
case was analyzed. We want to have the same energy, with the same heating length, with a
constant power. That means that in order to match the energy of a linear reducing power,
the total time is half the original time. With this time, we must adjust the total speed
increase in order to match the length. Speed is restricted by the equipment used during
the experiments in Japan. For the case of 1300W, 1.0mm/s and a heating length of 20cm,
which means a total heating time of 200s, we made a simulation using the same power,
100s total heating period, which corresponds to half the original total heating period, and
48
2.OOE-05
1.OOE-05
0.00E+00
-1.OOE-05
-2.OOE-05
E
S
-5.OOE-05
a~
-6.OE-05
-7.OOE-05
-8.OOE-05
9.84
5.62
-9.OOE-05
1.41
>
C6
-2.81
D
o
ain
Yaxis (m)
Figure 3-18: Reverse linear increasing heating radial deformation
49
0
-7.03
-11.25
2.OOE-06
O.OOE+00
-2.OOE-06
-4.OOE-06
-6.OOE-06
.0
-8.OOE-06
2
-1.OOE-05
-1.20E-05
-1.4oE-o5
$$$
-1.60E-05
9.84
0
CoC
5.62
(02
8
1.41
6 q
0
-7
CO-2.81
Y axis (m)
-7.13
F
C0
3
0
R e
NSe
r-.
-11.25
Figure 3-19: Reverse inverse exponential increasing heating radial deformnation
50
8.^-
^f
4 .E
E
.2-11.25
- -5..
_
-6.25
,
-.
25
.--
3.75
-,--
E
8.75
--
00*>.OE 05
0
1.20E 04
Degrees from line heat
- - - fwd ----- rev ---- fwd declin ---- rev inc lin
Figure 3-20: Summary of radial deformation at y = 0
51
rev inc exp
-----
in order to match the heating length, the final speed was calculated. In this case the initial
speed was the same and the final speed corresponded to 3.0mm/s which is three times
higher that the original speed. The result of this simulation is shown in Figure 3-21.
As can be seen from the figure, in general the shape is very similar to the linear decreasing power case. The deformation on the edge is lower and there is some positive radial
deformation, but the result shows more deformation than the reverse constant power case,
making it a good way to increase the deformation. Figure 3-22 shows the radial deformation
due a linear decreasing power and a linear increasing speed. As can be seen, deformation for
the increasing speed case was lower in magnitude but has a negative deformation which is
what we are looking for. Although we have tried only one speed varying case, there should
be another speed combination that has results closer to the linear decreasing power case,
which was the case we were trying to generate using speed variation.
3.3.4
FEM results for multiple line heating
Deformation obtained using line heating has some restrictions in magnitude, due to the
properties of the material.
The power and speed of the laser beam has a limitation due
to the machine capabilities and due to the maximum temperature that can be reached by
the pipe in order to avoid melting. Therefore, when a deformation higher than the limit
is desired, multiple heatings must be performed at the same location, allowing the pipe to
cool down between line heatings. Figure 3-23 shows the deformation obtained at y
=
0cm
and y = 2cm for a power of 1000W, speed of 1.15mm/s, heating length of 20cm and spot
diameter of 8.5mm for a single, double and triple line heating. For the multiple heating case,
a different power and speed was used in order to compare the results with the experiments
done in Japan.
As can be seen from the figure, deformation increases if more than one
line heating is applied to the same location. The relation between the deformations with
respect to the speed is almost linear but as can be seen from the figure, the slope changes
at different locations of the y axis. In the same way, slope will change with any change in
heating conditions. Therefore in order to get the relation between speed, power and slope,
several simulations must be done in order to have enough data to make a neural network
for multiple heating deformations. With this method, the limit that was mentioned before,
can now be extended, but more data must be collected in order to get an accurate solution.
3.4
Results verification
In order to see how accurate the results produced by the FE analysis are, this data and the
data obtained during the experiments performed in Japan, are compared.
52
5.00E-05
O.OOE+00
E -5.00E-05
-1.OOE-04
0
-1.50E-04
-2.OOE-04
-2
C)
CV)
Figure 3-21: Linear increasing speed radial deformation plot
53
9.84
4.OOE 05
-11.25
-.
5
-1.25
3.75
8.75
0
E
0
8.GGE OW
1.0E 04i
Degrees from line heat
Varying power 1300W
to OW -
Increasing speed 10 mm/s to 40 mm/s
Figure 3-22: Radial deformation for linear decreasing power and linear increasing speed
-----------
2.00E 05
1-625
.25
-11
8.75
37
E
Dge00E 05
1.29E
Dogre
|- - - Single y=O- -----
Double y=0O
04
from heated lire
Triple y=O - - - - Single y=2
Double y=2
Triple y=21
Figure 3-23: Radial deformation for multiple line heatings at y = 0cm and y = 2cm
54
3.4.1
Experimental and FEM results comparison
In order to determine the accuracy of the FE model, radial deformations at different locations were examined. Due to the shape of the deformation, shown previously in this chapter,
it is very important to have all the information about the location at which the measurement was performed. The experimental result must be measured at several points in order
to compare not only the values at different locations, but also the shape of the deformation.
This was one of the problems with the deformation measured during the experiments in
Japan. Although we know that the measurement was conducted close to the edge of the
pipe, we do not know the exact location where the measurement was performed. Because of
the steep gradient of the deformation, it is strictly impossible to compare the data obtained
by the FE model with the experimental data. We used the deformation data obtained from
the pipe 1A, because this pipe was subjected to a line heating for three consecutive times
at the same location. As it was mentioned before in this chapter, the cooling process is very
important. There was no information available about the cooling time that was applied
between line heating passes in the experiments, but due to the fact that the deformation
was measured between line heating passes, a process that requires the installation of the
measuring equipment, it was assumed that this time was longer than the 2000s which we
used for the cooling time for the FE analysis.
Figure 3-24 shows the radial deformation obtained at different values of the y coordinate
with the FE analysis and the radial deformation obtained from the experiments for the
same values of power, speed and spot diameter, which corresponds to 1000W, 1.15mm/s
and 17mm. From the figure we can say that if the measurement was performed at y = 2cm,
the predicted deformation at the centerline is very accurate, but the general shape of the
results is very different.
3.4.2
Discussion
The experimental data obtained in Japan was not enough to determine the total deformation
of the pipe subjected to a laser line heating, because the measurement was conducted only
at the edge of the pipe and not at multiple locations along the positive y-axis. Although the
magnitudes of the radial deformations are different, all the shapes of the curves in Figure 324, including the experimental curve, have two inflection points and the curvature changes
from negative-positive-negative.
As we explained in Section 2.3.2, the measurement was
performed by measuring the radial magnitude of the deformation with a hand ruler from
a screen dump. Also, according to the scale of the plot, a scaling factor was applied to
obtain the radius. All this process carries a significant error. The measurement during the
experiments could be improved, by providing electronic data directly into the computer
without printing a screen dump and converting it to data using a hand ruler. There is not
enough information available to determine the cause of the difference in the results. A more
accurate experimental measurement method is needed for this purpose.
55
0.00008
0.0000G
N
-12.50
-7.50
000
--
2.5p
-q-50
0.00096
7.50
1250
7
0.00008
0.0001
----
y=Ocm ---- y=1 cm ----- y=2 cm - - - y=3 cm
A
Figure 3-24: Radial deformation obtained with the FE model and the experiment
56
Chapter 4
Neural network application
4.1
Introduction
The use of line heating to correct pipe deformation, requires an accurate and fast prediction
of the required power and speed, in order to perform several line heatings in a short period
of time. As it was seen in previous chapters, the FE method requires an extended period of
time to perform the computations. Also it outputs the deformation for a given power and
speed, and what is required in the deformation correction process is the same information
but in the reverse order. A neural network [11] is an efficient tool to perform this type of
analysis since it allows the user to obtain a reasonable solution very efficiently. The model
was written in MATLAB [9], and uses the data obtained by the non-linear finite element
analysis model to perform the training process. The model also has some other features
that will be explained later on this chapter, that improves the computation of the required
heating parameters and location on the line heating. Using the deformation measured at the
pipe's free end perimeter as input in an electronic file, we develop a neural network model
capable of predicting the necessary heating power, heating source speed and locations to
reduce the deformations of the pipe.
4.2
Neural network principles
The neural network method is based on the concept that the human brain computes in a
different way than a conventional digital computer. In fact, the brain is a highly complex,
non-linear and parallel information-processing system [11]. It has the capability to organize
its neurons to perform certain computations many times faster than the fastest computer.
The human brain adapts to its surrounding environment through a learning process. The
same principle is used by an artificial neural network: it models the way the brain performs
a particular task acquiring the knowledge from the environment through a similar learning
process, and uses interneuron connection strengths known as synaptic weights to store such
knowledge.
This ability to learn, and therefore generalize, gives the neural network its
57
strength: the capacity to produce reasonable outputs for inputs not encountered during the
learning process [11].
4.2.1
General structure
Basic neuron model
Figure 4-1 shows the basic neuron which corresponds to the the basic and fundamental
information-processing unit for the operation of a neural network. The basic elements of
the neuron are [11]:
* Synapses or connecting links: Each is characterized by a weight wjm of its own. The
signal xi at the input of synapse i connected to neuron j is multiplied by the synaptic
weight wji where
j
refers to the neuron in question and i refers to the input end of
the synapse to which the weight refers.
" Summing junction: All the input signals weighted by the respective synapses of the
neuron are added.
* Activation function: Used to limit the amplitude range of the output signal of a neuron
to a finite value.
* Bias: Externally applied function that increases or reduces the net input of the activation function depending whether it is positive or negative, respectively.
The neuron
j can be written by the following pair of equations [11]:
m
U= Zw.ixi
(4.1)
,
i=1
and
yj = W(uj + bj)
where X 1 , x 2 ,
... ,
(4.2)
,
xm are the input signals, wj 1 , Wj2, ---
, Wjm
are the synaptic weights of the
neuron j, uj is the linear combiner output of the input signals, bj is the bias, 'p is the
activation function and yj is the output signal of the neuron. The bias bj applies to the
output u2 of the linear combination according to the equation
= Uj + bj ,
so if the bias is considered as the
0
(4.3)
th element, equations (4.1) and (4.2) can be rewritten
as [11]
m
vi= 1:
,
i=O
58
(4.4)
bias b_
3
2
j
output
inputs
V.
X
summing
junction
0
y_
activation
function
synaptic
weights
Figure 4-1: Schematic diagram of a neuron (adapted from [11]).
and
Yj = Apov,)
,
(4.5)
resulting in the neuron shown in Figure 4-2.
Multilayer feedforward networks
The main difference in this architecture with the single layer case, is that it has hidden
layers, containing neurons, which has an information process function. We will only discuss
the multi-layer network, since it is the architecture used in this research and is more general
than the single-layer network.
The purpose of the hidden layers is to connect the input
layer with the output layer in a more appropriate manner. Multilayer networks are quite
powerful. A network of two layers , where the first layer is a sigmoid and the second layer is
linear, can be trained to approximate any function (with a finite number of discontinuities)
[9].
The output of one layer is the input of the following layer until the final output is
obtained. Figure 4-3 shows the layout of a multilayer feedforward neural network for the
case of a single hidden layer. To identify a particular structure, the notation m - h, - h2 - q
is used, where m is the number of source nodes, h, and h 2 the number of neurons in the
first and second hidden layer respectively, and q the numbers of neurons in the output layer.
A neural network is said to be fully connected if every node in each layer is connected to
59
fixed input
v
=bias
jo
0 C+
jO
x
2 C2
output
inputs
v-
0
summing
0
0
junction
*
0-
*
y
0
*Y
activation
function
synaptic
weights
(including bias)
Figure 4-2: Schematic diagram of a neuron including the bias as an input element (adapted
from [11])
every other node in the adjacent forward layer. If any connection is missing, it is partially
connected.
The Neural Network shown in Figure 4-3 corresponds to a fully connected
network.
4.2.2
Learning process
One of the main features of neural networks is their ability to learn, that is the use of the
learning process in a useful manner to predict new results.
Without having a sufficient
learning process, fed with trustworthy data for inputs and outputs, a good prediction can
not be assured. With the training data, the neural network calculates its synaptic weights
and bias levels. Many different types of learning processes can be performed for any kind of
neural network. Some learning processes are more suitable for some particular predictions.
The Matlab Neural Network User's Manual [9] describes several different types of training
processes. In our case, we used a training process that determines the optimal regularization parameters in an automated fashion. One approach of this process is the Bayesian
framework of MacKay [13] and is the one implemented in the training process used for our
model (trainbr). The algorithm works best when the network input and outputs are scaled
so they fall approximately in the range -1 to 1 [9], therefore this consideration was taken
into account during the generation of the data vectors for the neural network model.
60
Layer
of output
neurons
Layer
=3
Input layer
of source
nodes
of hidden
neurons
Figure 4-3: Multiple layer feedforward architecture (adapted from [11])
61
Error correction learning
The output signal of the neuron j, yj(n) shown in Figure 4-4, where n is number of iterations performed by the neural network, is compared to the corresponding desired response
included in the training data set denoted by dj(n). The difference between the calculated
value and the desired one corresponds to the error signal ej(n) defined by
ej (n) = dj(n) - yj(n)
(4.6)
.
x (n)
1
w
x
(n)
(n)
2
S
w (n
x
)d.
(n)
eJ
ej (n)
m
Figure 4-4: Error correction learning signal flow diagram (adapted from [11]).
The error signal travels backwards acting as a control mechanism that applies corrective
adjustments to the synaptic weights and bias levels of the neuron j to make the output Yj (n)
closer to dj (n) in the next iteration. The goal is to minimize the cost function T (n) defined
by
T(n)
=
2
(n)
(4.7)
The adjustment of the weights continues until the system reaches a steady state after n
iterations, a point at which the learning process is terminated.
The minimization of the
cost function T(n) leads to a learning rule known as the Widrow-Hoff rule [11]. If wji(n)
denotes the value of synaptic weight wji of neuron
62
j
excited by element xi (n) of the signal
vector x(n) at time step n, the adjustment Awji(n) applied to the synaptic weight wji at
time step n is defined by
Awji(n) = rjejxi(n)
,
(4.8)
where 7 is a positive constant that determines the rate of learning as the learning process
proceeds from one step to another. Therefore, rj is referred to as the learning rate parameter [11]. The adjustment of the synaptic weight of a neuron is proportional to the product
of the error signal and the input signal of the synapse in question. The value of 'q determines the stability and convergence of the iterative learning process playing a key role in
determining the performance of error-correction learning. The rate of learning is a scalar
that perhaps is decreased at each iteration as learning progresses, or it may perhaps be a
constant fixed value throughout the learning process. If q is selected to decrease, the rate
at which it decreases affects the speed of convergence to the optimum solution.
4.2.3
Perceptrons
Multilayer perceptrons
The multilayer perceptron architecture will be explained, due to the fact that this is the
architecture chosen for this research. The multilayer perceptron is a generalization of the
single-layer perceptron. Figure 4-5 shows a particular multi-layer perceptron which consists
of a set of sensor units that constitute the input layer, one or more hidden layers of computational nodes and an output layer of computation nodes [11]. The input signal propagates
through the network in a layer-by-layer basis. The network in the figure has two hidden
layers, an output layer and is fully connected. The first hidden layer is fed from the input
layer, and the outputs are in turn applied to the next hidden layer and so on for the rest of
the network. In a multilayer perceptron there are two kinds of signal that can be identified:
1. Function signal: It is an input signal or stimulus that comes in at the input end of the
network, propagates forward neuron by neuron, and emerges at the output end of the
network as an output signal. At each neuron of the network through which a function
signal passes, the signal is calculated as a function of the inputs and associated weights
are applied to that neuron.
2. Error signal: It is originated at an output neuron and propagates backwards layer by
layer through the network as explained in Section 4.2.2.
Each hidden or output neuron of a multilayer perceptron is designed to compute the function
signal appearing at the output of a neuron. This is expressed as a continuous nonlinear
function of the signal and synaptic weights associated with that neuron.
63
_ Output
input
signal
(stimulus)
-
signal
(response)
output
layer
input
first
second
layer
hidden
hidden
layer
layer
Figure 4-5: Architecture of a multilayer perceptron (adapted from [11]).
4.2.4
Backpropagation algorithm
Backpropagation was created by generalizing the Widrow-Hoff learning rule to multiplelayer networks
[9]. The Widrow-Hoff learning rule adjusts iteratively the weights of the
connection matrix in order to maximize the quality of reconstruction of the input patterns.
Input vectors and corresponding target vectors are used to train a network until it can
approximate a function, and associate input vectors with specific output vectors in an appropriate way. If a backpropagation network is trained correctly, it tends to give reasonable
answers when presented with inputs that it has never seen, which corresponds to the case of
this research. In general terms, the backpropagation networks consist of two passes through
the different layers: a forward pass, where the input vector is applied to the nodes, and a
backward pass, where the synaptic weights are corrected using the calculated error. The
backpropagation algorithm uses the error signal ej (n) defined by equation (4.6). The value
of the total error energy T(n) is obtained by summing equation (4.7) over all the neurons
in the output layer and is defined by
T(n)
e (n)
=
(4.9)
jEC
where C is a set that includes all the neurons in the output layer. If N is the number of
examples contained in the training set, the averaged squared error energy is obtained by
summing T(n) over all n, the number of iterations performed by the net, and normalizing
64
with respect to the set size N (ie. number of examples in the training set) as shown by
1N
(4.10)
E T(n).
n=1
Tav =
Both T(n) and Tav are functions of the synaptic weights and bias levels. For a training
set, Tav represents the cost function or measure of learning performance. The final objective
is to minimize it by the adjustment of the free parameters of the network using a simple
method of training, in which the weights are updated until one epoch is completed.
An
epoch is the complete presentation of an entire training set. The adjustments of the weights
are made in accordance with the respective errors computed for each training set element
presented to the network. So the arithmetic average of these individual changes over the
training set is therefore an estimate of the true change that would result from modifying
the weights based on minimizing the cost function Tav over the entire training set. The
induced local field vj (n) produced at the input of the activation function associated with
neuron
j shown in Figure 4-6 is therefore
y =+1
0
d. Wn
=b (n)
'
JO JQ
*(n)
Figure 4-6: Signal-flow graph of output neuron j (adapted from [11])
vo(n) =
Zwij(n)yi(n) ,
(4.11)
i=i
where m is the total number of inputs (excluding the bias) applied to the neuron j. The
65
synaptic weight wj 0 (corresponding to a fixed input yo = +1) equals the bias bj applied to
neuron j. Hence the function signal yj(n) appearing at the output of neuron
j
at iteration
n is
(4.12)
yi(n) = (pj(vj(n)) .
More details about the backpropagation are included in the Matlab Neural Network
Toolbox Manual [9] and in [11],
4.3
[5].
Neural network application
The neural network used to determine the line heating parameters required to correct the
deformation of a pipe, considers some information about the shape of the pipe's free end
in order to compute the deformation and calculate the line heating parameters required to
correct such deformation. The training set was created using the data obtained from the
3-D nonlinear thermo-mechanical FE model. The neural network model will be also capable
of defining the sequence of the line heating passes as well as computing the line heating
parameters for deformation values input by the user.
4.3.1
Neural network model
The network was designed based on the topology of a feedforward backpropagation neural
network. After some experimentation and in order to have good and efficient computational
results, the topology shown in Figure 4-7 was selected. It has 9 inputs, corresponding to
the radial deformation at 9 locations evenly distributed from -11.25'
to 11.250.
It has
a multilayer perceptron with two hidden layers and one output layer. The first hidden
layer has nine neurons, the second hidden layer has five neurons and the output layer has
two, corresponding to the number of output vectors. The activation functions used in the
hidden layers were logistic sigmoid functions and the one used at the output layer was a
linear transfer function. In our case only two outputs were required to be computed: power
and speed.
The neural network developed for this research includes some other features, making it
able to read a file containing the information about the initial geometry of the pipe. The
data can be stored in polar or in Cartesian coordinates. If it is stored in polar coordinates,
the model assumes the center of the pipe cross section is located at the origin of the coordinate system. All the calculations are based on the radial deformation, therefore all the
computations must be based on polar coordinates. When geometry data is stored in Cartesian coordinates, the model needs to be changed the to polar coordinates. In this case the
center of the pipe cross section is not assumed to be located at the origin of the coordinate
system. Therefore, a more accurate center and the radius of the fitted circle is computed
using the least square method. The coordinates of the calculated center correspond to the
origin of a new coordinate system and the center of the pipe cross section. The coordinates
66
................
Input
3rd Layer
2nd Layer
1st Layer
-4
Output
Figure 4-7: Neural network topology used in the analysis
of the geometry of the pipe are transformed to the new coordinate system, having the center of the pipe at the origin. Once the transformation of the coordinate system is finished,
polar coordinates corresponding to the Cartesian coordinates are calculated. At this point
all the data is stored in polar coordinates and the radial deformation is computed based
on a comparison with the minimum radius obtained from the initial geometry. The most
important part of the model is the selection of the locations that will be subjected to line
heating passes and the sequence of these line heating passes.
24
2
23
21 22
3
150
4 5
20
6
7
19
18
8
17
9
16
1
15
1 514
13 12
11
0
Figure 4-8: Example of line heating location selection
For the selection of the locations, one of the considerations was that only the positive
67
peaks locations will be corrected. Therefore, the peaks will be chosen based on selecting
those locations that have a value greater than the previous and the following locations.
Figure 4-8 shows an example of the locations that would be selected using the criteria
previously described. Locations 3, 9, 13 and 21 are locations chosen out of the 24 evenly
distributed location.
All the 4 red dots have a radius greater than the previous and the
following locations. Another consideration in the heating location selection process is that
no location will be selected if the two consecutive locations are within 50, because it could
be part of the same deformed area. The other consideration to select a point is the radial
deformation magnitude.
If the deformation is smaller than the tolerance defined by the
user, the location will not be selected. In Figure 4-8, the circle shows the defined tolerance,
therefore location 16 meets the peak selection criteria but does not meet the deformation
magnitude criteria.
The maximum number of locations that will be selected to be corrected could be defined
by the user. Therefore, the number of locations that will be selected by the model to be
corrected corresponds to the smaller number between the maximum number of locations
input by the user and the number of locations that meet the restrictions defined above. For
the example shown in Figure 4-8, only four location meet all the criteria, therefore if the
user selects 3 points to be corrected, only the first three radial deformations among the 4
peaks will be selected.
On the other hand, if 6 locations are selected by the user, only 4
will be finally selected by the model.
Once all the locations are selected, the line heating sequence computation begins. It
follows some restrictions in order to define the order. The first point to be selected corresponds to the one that has the highest deformation, because it may require a couple of
repeated heatings to obtain the desired deformation, and it provides time for cooling down.
The goal during the sequence selection, is to select the locations located more apart from
locations previously subjected to line heating. Therefore the sum of the relative angles to
the previously selected locations is computed. In some cases, the sum of the relative angles
could have the same value for different locations. In those cases, the variance, which was
also calculated and stored in the previous step, is used to define the location of the next line
heating. The location with the highest variance among the locations with the same sum of
the relative angles will be selected. The other restriction applied to the selection is that the
selected point must be at least 30' apart from a previously selected point, because, as was
mentioned in Chapter 3, within this area there is not a significant thermal effect due to the
neighboring previously applied line heating. Following these restrictions, at the end of the
process, the sequence of line heating is defined.
Due to the fact that the shape of the deformation obtained from line heating passes
varies for different heating conditions, deformations at 9 locations evenly distributed from
-11.25' to 11.250 with respect to the point in consideration are presented to the neural
network. Therefore, the values at the specific locations should be calculated, interpolating
linearly from the measured points.
68
Once the sequence and the deformation at the 9 locations is defined, the neural network
episode begins with the training process, which takes a very short period of time. Once it
finishes, the calculated deformations are presented to the neural network, which predicts
the parameters for the line heating that will be correct to the desired deformation.
Once the values are displayed, the model allows the user to compute custom line heating
parameters based on an input deformation.
Figure 4-9 shows the flow chart of the neural network model, identifying every step that
was mentioned before.
Data set
The input vector used for the training process has dimension [15 x 11]. The vector contains
the radial deformation obtained at 9 locations, power and speed, which sums up to 11
variables, for 15 cases.
The data was obtained from 15 FE simulations, with a power
range that varies from 1300W to 1900W for every 300W, a speed range that varies from
0.8mm/s to 1.6mm/s for every 0.2mm/s and direction of the movement of the laser beam
corresponding to the reverse line heating case. The deformation was measured at the pipe's
free end and corresponds to the magnitude of the radial deformation in m.
For the calculation process, the input vector has a dimension [1 x 9], containing the
magnitude of the radial deformation that is required at the 9 locations located from -11.25'
to 11.250 with respect to the point in consideration.
The output vector has dimension [1 x 2] containing the computed values for power in
W and speed in mm/s.
4.3.2
Neural network results
In order to determine the neural network solution accuracy, some research was done by
Andrade [5]. He made a neural network with an input vector with dimension [274 x 1] and
an output vector with dimension [274 x 2]. The data used for the input vector was partially
obtained from a simplified thermo-mechanical FE model, and the rest was interpolated
between the known data. Reference [9] shows a method to define the error, using one fourth
of the data for validation, one fourth for the test and one fourth for training. This method
was used in [5] to measure the accuracy of the results. Using a linear regression analysis
between the network response and the corresponding targets, a correlation coefficient of
0.864 was obtained for the predicted power and 0.644 for the predicted speed. These values
could be affected by the fact that in some way, the transfer function was forced to some linear
relation with the use of linear interpolation for the input. The error for power calculated
in [5] went up to 7.30% and up to 29.85% for speed prediction.
An example was performed in order to analyze the behavior of the model under a real
case, and see if the given results for the sequence, power and speed are within an acceptable
range. The data for the test was obtained from the measurement of a real pipe conducted
69
start
Calculate the sum of the
relative angles with
respect to the
previously selected
locations
is n olaro
Choose the largest
sum of relative
angles and variance
coordinaes
Mark the location
as not possible
for next heating
Cartesian
Check mngle between
Convert from
Cartesian to polar
coordinaics
new location and
selected
locatimthn
previously
Caklcue center
of the circle and
radius
Angle larger
than limit angle
Select location
Calculate
deformation at
defined locations
Selc lrest
the first bocation
yes
Check if there
are locatios lef
to be considered
in the sequence
No
Train the neural
network
Compute and
display results
Figure 4-9: Neural network model flow chart
70
lsmle
iitanl
in Japan. Figure 4-10 shows the plot of the pipe, where the deformation from the original
circle was exaggerated in order to identify the points with the largest deformations. Twenty
four evenly distributed points were measured in order to create the geometry input file for
the model. The model was set to select 4 locations to be corrected at most.
00
2700
900
0
Figure 4-10: Pipe deformation plot used to test the model
The model calculates the deformation comparing the actual radius with the minimum
radius obtained from the geometry. The magnitude of the four largest deformations of the
pipe, which has a nominal diameter of 0.75m, vary from 3.7mm to 1.4mm. In this thesis we
are assuming that all the deformations can be reformed by a single line heating per location.
Since this example has too large deformations to be reformed by a single line heating per
location, we set the nominal pipe diameter to 0.752m.
The model found only 3 locations meeting all the conditions.
Table 4.1 shows the
locations with the largest deformations selected by the model. Four locations were set to
be selected but only 3 met all the requirements.
Once the largest deformations were selected, the model computes the sequence order.
Table 4.2 shows the sequence defined by the model. As can be seen from the table, the first
location corresponds to the one with the largest deformation, the following one corresponds
71
Locations
750
Radius
0.37609m
Deformation
0.09mm
2100
3300
0.37607m
0.37605m
0.07mm
0.05mm
Table 4.1: Largest deformation selected
to the location at 2100 since it is the one located more apart from the first one. And the
last one corresponds to the locations at 3300 because it has the second largest relative angle
to the initial location.
Order
1
2
Location
750
2100
3
3300
Table 4.2: Line heating computed sequence
Once the sequence was defined, the model calculates the deformations at the locations
used by the neural network and then the model initializes the training process. The model
was run in a SUN Ultra 10 machine. The training process took 105 seconds to perform
its computations.
Once the training process was finished, the actual deformations were
presented to the neural network in order to predict the required power and speed. Table 4.3
shows the predicted power and speed required to correct the actual deformations. The data
base used by the neural network corresponds to the reverse line heating case (see Figure
3-16 and Figure 3-20). As can be seen from the table, the values for power and speed are
different for each case. Considering at first the results for power, maybe it looks strange
that the highest deformation has a smaller value for power but it also has a smaller value
for speed which means that more energy is transferred to the pipe. For the second and third
deformations, the result makes sense because the higher deformation has a higher power for
the same speed. The result is not based only on the deformation at the specific location, it
also takes into account the shape of the deformation as described in Section 4.3.1. This is
the reason why the first point does not require a very high power to correct its deformation.
Location
Deformation (mm)
Power (kW)
Speed (mm/s)
750
0.09
0.8782
1.2
2100
3300
0.07
0.05
1.1608
1.1187
1.3
1.3
Table 4.3: Neural network model results
72
Chapter 5
Conclusions and Recommendations
5.1
Conclusions and contributions
The major results and contributions of this thesis are:
1. Development of a code capable of creating the required input files to perform a finite
element analysis of a 3-D non-linear thermo-mechanical model, for different heating
conditions, different meshing and different pipe sizes.
2. Development of a code capable to take a particular pipe end geometry, analyze it,
define the locations where the line heating must be applied and predict the required
parameters of the line heating in order to correct the deformation to acceptable limits
using a neural network methodology.
3. Analysis of the deformation behavior of a pipe when the speed and the power of the
heat input is not constant. This allows more flexibility in selecting the parameters of
the heating process.
Based on the models developed and the simulations performed, the following conclusions
can be drawn:
1. The finite element non-linear thermo-mechanical model can be used to predict the
deformation due to line heating, although it takes a relatively long period of time to
perform its computation.
2. The deformation of the free end of a pipe subjected to a line heating is affected
significantly by how the heat is applied. Considerably different shapes were obtained
by varying the line heating parameters. Therefore, the way the heat is applied must
be considered as an important parameter.
3. Cooling time is an important factor when several locations are heated consecutively,
as the final deformation is obtained after a significant period of cooling time. The
cooling effect is specially important when two heating locations are relatively close.
73
5.2
Recommendations
In order to generalize the models and the work of this thesis, making them capable to be
used for more general cases, the following topics are recommended for future research:
1. There was some problem with the data used for the validation of the finite element
model. In order to validate the model with greater confidence, the entire continuous
shape of the deformation produced by a line heating near the pipe edge must be
obtained during the experiments. This data will give a better representation in order
to validate the actual data obtained from the finite element model.
2. As was mentioned in previous chapters, cooling time is very significant in multiple line
heating cases. Most deformation correction processes will have more than one line
heating. Therefore cooling time should be considered more carefully. The analysis of
the effect of close-by successive line heating should be done, in order to reduce the
deformation correction process time.
3. Neural network provides a very useful tool that can be used in order to predict the
solution of more general problems.
This requires a very extensive data base, and
therefore more data need to be developed and added to this data base.
4. In previous line heating research [18] [19], a simplified thermo-mechanical model for
flat plates was used in order to reduce computation time. For the pipe case, the simplified model result used by [5] does not accurately represents the final deformation.
In order to reduce the time required to generate an extensive data base, a similar
simplified model for pipes should be developed.
5. Successive line heating is an effective way to reducing large deformations. However
the computation time for double and triple line heating is extremely large (in order
of days) and therefore it is presently difficult to create a large data base. As pointed
out in item 4, we need to develop a simplified thermomechanical model for pipes to
generate such more extensive data base.
74
Appendix A
Non-linear thermal analysis
ABAQUS input file
This input file corresponds to a particular thermal analysis. The main difference is located
in the DFLUX subroutine which has the instructions as to how the heat should be applied.
HEADING
*
ABAQUS 1600w1.4mm/sl7mm20cmrevFilename : h1600w 1 4rev.inp
*
PHYSICAL CONSTANTS, ABSOLUTE ZERO=-273.16
PREPRINT, ECHO=NO
The next lines define the coordinates for all the nodes used in the model
NODE,NSET=ALL
1,
0.0000000,
2,
-0.0731589,
3,
-0.1435063,
7041,
7042,
7043,
7044,
7045,
0.3547697,
0.3192843,
0.2715290,
0.2133390,
0.1469504,
-0.3750000
-0.3677945
-0.3464548
0.0000000,
0.0000000,
0.0000000,
-0.1469504
-0.2133390
-0.2715290
-0.3192843
-0.3547697
0.5000000,
0.5000000,
0.5000000,
0.5000000,
0.5000000,
75
0.0749147,
-0.3766215
0.5000000,
*
7046,
Definition of the 20 node brick elements nodes
ELEMENT, TYPE=DC3D20, ELSET=HEX
1, 1, 3, 339, 337, 1875, 1877, 2213, 2211, 2,177,
338, 176, 1876, 2051, 2212, 2050, 1425, 1426, 1531, 1556
2, 337, 339, 675, 673, 2211, 2213, 2549, 2547, 338, 513,
674, 512, 2212, 2387, 2548, 2386, 1530, 1531, 1636, 1635
3, 673, 675, 1011, 1009, 2547, 2549, 2885, 2883, 674, 849,
1010, 848, 2548, 2723, 2884, 2722, 1635, 1636, 1741, 1740
5068, 4973, 6686, 6806, 6942, 6847, 5515, 5488, 5571, 5590
995, 5067, 5029, 5093, 5123, 6941, 6903, 6967, 6997, 5068, 5069,
5124, 5092, 6942, 6943, 6998, 6966, 5590, 5571, 5591, 5606
996, 5123, 5093, 5141, 5171, 6997, 6967, 7015, 7045, 5124, 5125,
5172, 5140, 6998, 6999, 7046, 7014, 5606, 5591, 5607, 5622
Definition of the 15 node prism elements nodes
ELEMENT, TYPE=DC3D15, ELSET=TRI
997, 13, 15, 183, 1887, 1889, 2057, 14, 103, 102, 1888, 1977, 1976, 1431, 1432, 1484
998, 13, 183, 349, 1887, 2057, 2223, 102, 263, 182, 1976, 2137, 2056, 1431, 1484, 1536
999, 349, 183, 351, 2223, 2057, 2225, 263, 264, 350, 2137, 2138, 2224, 1536, 1484, 1537
*
1571, 5055, 5113, 5111, 6929, 6987, 6985, 5086, 5112, 5085, 6960, 6986, 6959, 5584, 5601,
5600
1572, 5057, 5113, 5055, 6931, 6987, 6929, 5087, 5086, 5056, 6961, 6960, 6930, 5585, 5601,
5584
*
* hex
Defines the name of the material of the 20 node brick elements
SOLID SECTION, ELSET=HEX, MATERIAL=MILDSTEE
76
*
1.,
*
* tri
Defines the name of the material of the 15 node prism elements
SOLID SECTION, ELSET=TRI, MATERIAL=MILDSTEE
*
1.,
mildsteel
*
*
Defines the thermal characteristics of the material named before
*
MATERIAL, NAME=MILDSTEE
*
DENSITY
7800,
*
CONDUCTIVITY, TYPE=ISO
51.9, 0.
51.1, 100.
49.0, 200.
46.1, 300.
42.7, 400.
39.4, 500.
35.6, 600.
31.8, 700.
26.0, 800.
27.2, 1000.
29.7, 1500.
SPECIFIC HEAT
450.0, 0.
486.0, 75.
519.0, 175.
532.0, 225.
557.0, 275.
77
*
574.0, 325.
599.0, 375.
662.0, 475.
749.0, 575.
846.0, 675.
1432.0, 725.
950.0, 775.
400.0, 1500.
*
* step 1
Defines initial conditions which in this case corresponds to initial temperature of the
nodes which was set to 21.1 degrees.
*
*initialcond
INITIAL CONDITIONS, TYPE=TEMPERATURE
*
ALL, 21.1
Definition of the subroutine that generates the heat flux simulation the laser beam. This
case corresponds to a reverse heating.
USER SUBROUTINE
SUBROUTINE DFLUX(FLUX,TEMP,KSTEP,KINC,TIMENOEL,NPT,COORDS,JLTYP)
include'aba - param.inc'
DIMENSION FLUX(2),TIME(2),COORDS(3)
REAL*8 R1,X1,X2,RP,PHI
X2=COORDS(3)
Defines as RI the distance between the node and the actual position of the heat flux
calculated using the actual time and speed.
R1=(COORDS(2)- 0.001400*(200.00-TIME(2)))
X1=COORDS(1)
Calculates the actual distance from the node on the xy plane
RP = SQRT(Xl*X1 + X2*X2)
78
Calculates the angle that separates the actual position with the heated line
PHI = ATAN2(X2,X1)
X1=RP*ABS( 1.570796 - PHI)
If the actual position is greater than the radial location of the bottom of the top layer
IF(RP.GE. 0.383037568) THEN
If the actual time is lower than the total heating period
IF(TIME(2).LE. 200.00000) THEN
If the actual location is within a circle radius equal to the spot radius, it applies the
heat flux corresponding to this area.
IF((R1*R1I+X1*X1).LT. 0.000072250000) THEN
FLUX(1) =9629915.7987*2.0* (RP- 0.383047568)
FLUX(1)=FLUX(1) *DEXP(-29346.208113*(R1*R1 +X1*X1))
FLUX(1) =FLUX(1) / 0.000952432/ 0.000952432
If the actual location is within a circle radius equal to twice the spot radius and a circle
of radius equal to the spot radius, it applies the heat flux corresponding to this area.
ELSE IF ((R1*R1+X1*X1).LT. 0.000289000000) THEN
R=SQRT(R1*R1+X1*X1)
FLUX(1)= 570975.2519*(RP- 0.3830)
FLUX(1)=FLUX(1)/ 0.000952432/ 0.000952432
END IF
ELSE
FLUX(1)=0.0
END IF
END IF
RETURN
END
*
It defines a maximum allowable increase in temperature during an increment of 500C,
a total simulation time of 2000s, an initial time increment of 0.0005 seconds.
STEP, AMPLITUDE=STEP, INC=3000
HEAT TRANSFER, END=PERIOD, DELTMX=50.
79
*
0.1, 2000, 0.0005, 4.
*
monitor,node=6298, dof=11
Defines the radiation properties of the different faces of the elements
FILM PROPERTY, NAME=FILMUP
4.4468
,
100.0
5.1405
,
200.0
5.3252
,
300.0
5.5800
,
400.0
5.6701
,
500.0
6.2027
,
600.0
6.5913
,
700.0
6.7781
,
800.0
7.0061
,
900.0
7.2161 ,1000.0
7.4101 ,1100.0
,
1200.0
*
7.5911
FILM PROPERTY, NAME=FILMDOWN
1.8028, 100.0
2.1258, 200.0
300.0
400.0
500.0
600.0
700.0
800.0
900.0
1000.0
1100.0
1200.0
*
2.2583,
2.3303,
2.4723,
2.6202,
2.8011,
2.8881,
2.9515,
3.0093,
3.0626,
3.1120,
conv
*
*
*
FILM, OP=NEW
Applies convection with a room temperature of 21 0 C to the elements having the bottom
80
and upper face in contact with air
1, F1, 21.1, FILMDOWN
2, F1, 21.1, FILMDOWN
3, F1, 21.1, FILMDOWN
1569, F2, 21.1, FILMUP
1570, F2, 21.1, FILMUP
1571, F2, 21.1, FILMUP
1572, F2, 21.1, FILMUP
Defines the room temperature as 21'C for radiation, defines the radiation constant and
*
the elements, and its faces that are subjected to radiation
*
RADIATE, OP=NEW
1, RI, 21.1, 0.000000045919
2, R1, 21.1, 0.000000045919
3,R1, 21.1, 0.000000045919
R2, 21.1, 0.000000045919
R2, 21.1, 0.000000045919
R2, 21.1, 0.000000045919
R2, 21.1, 0.000000045919
R2, 21.1, 0.000000045919
*
1568,
1569,
1570,
1571,
1572,
Resets values for boundaries and loads if there are any
*
BOUNDARY, OP=NEW
CFLUX, OP=NEW
DFLUX, OP=NEW
HEX,BFNU
TRI, BFNU
Writes data at every time increment in the .dat file
81
NODE PRINT, FREQ=50
NT
Writes data at every time increment in the .fil file
*
NODE FILE, FREQ=1
NT
*
EL PRINT, POSITION=INTEGRATION POINT, FREQ=O
*
EL FILE, POSITION=INTEGRATION POINT, FREQ=O
*
EL PRINT, POSITION=NODES, FREQ=O
*
EL FILE, POSITION=NODES, FREQ=O
*
EL PRINT, POSITION=CENTROIDAL, FREQ=O
*
EL FILE, POSITION=CENTROIDAL, FREQ=O
*
EL PRINT, POSITION=AVERAGED AT NODES, PREO=O
*
EL FILE, POSITION=AVERAGED AT NODES, FREQ=O
*
MODAL PRINT, FREQ=99999
*
MODAL FILE, FREQ=99999
*
PRINT, FREQ=20
END STEP
82
Appendix B
Non-linear mechanical analysis
ABAQUS input file
This input file corresponds to the mechanical analysis of a particular thermal analysis, which
stored all the data of nodal temperatures in the .fil file. All the node coordinates and the
elements nodes are the same to the corresponding thermal analysis.
*HEADING
ABAQUS May 15 1600W 17mm 20cm 1.4mm/s rev File name: m1600wl4rev.inp
*
PHYSICAL CONSTANTS, ABSOLUTE ZERO=-273.16
*
PREPRINT, ECHO=NO
NODE,NSET=ALL
The next lines define the coordinates for all the nodes used in the model
1,
2,
3,
7041,
7042,
7043,
7044,
7045,
0.0000000,
-0.0731589,
-0.1435063,
0.3547697,
0.3192843,
0.2715290,
0.2133390,
0.1469504,
0.0000000,
0.0000000,
0.0000000,
-0.3750000
-0.3677945
-0.3464548
-0.1469504
-0.2133390
-0.2715290
-0.3192843
-0.3547697
0.5000000,
0.5000000,
0.5000000,
0.5000000,
0.5000000,
83
0.0749147,)
-0.3766215
0.5000000,
*
7046,
Definition of the 20 node brick elements nodes
ELEMENT, TYPE=C3D20, ELSET=HEX
1, 1, 3, 339, 337, 1875, 1877, 2213, 2211, 2, 177,
338, 176, 1876, 2051, 2212, 2050, 1425, 1426, 1531, 1556
2, 337, 339, 675, 673, 2211, 2213, 2549, 2547, 338, 513,
674, 512, 2212, 2387, 2548, 2386, 1530, 1531, 1636, 1635
3, 673, 675, 1011, 1009, 2547, 2549, 2885, 2883, 674, 849,
1010, 848, 2548, 2723, 2884, 2722, 1635, 1636, 1741, 1740
5068, 4973, 6686, 6806, 6942, 6847, 5515, 5488, 5571, 5590
995, 5067, 5029, 5093, 5123, 6941, 6903, 6967, 6997, 5068, 5069,
5124, 5092, 6942, 6943, 6998, 6966, 5590, 5571, 5591, 5606
996, 5123, 5093, 5141, 5171, 6997, 6967, 7015, 7045, 5124, 5125,
5172, 5140, 6998, 6999, 7046, 7014, 5606, 5591, 5607, 5622
Definition of the 15 node prism elements nodes
ELEMENT, TYPE=DC3D15, ELSET=TRI
997, 13, 15, 183, 1887, 1889, 2057, 14, 103, 102, 1888, 1977, 1976, 1431, 1432, 1484
998, 13, 183, 349, 1887, 2057, 2223, 102, 263, 182, 1976, 2137, 2056, 1431, 1484, 1536
999, 349, 183, 351, 2223, 2057, 2225, 263, 264, 350, 2137, 2138, 2224, 1536, 1484, 1537
1571, 5055, 5113, 5111, 6929, 6987, 6985, 5086, 5112, 5085, 6960, 6986, 6959, 5584, 5601,
5600
1572, 5057, 5113, 5055, 6931, 6987, 6929, 5087, 5086, 5056, 6961, 6960, 6930, 5585, 5601,
5584
*
* hex
Defines the name of the material of the 20 node brick elements
84
SOLID SECTION, ELSET=HEX, MATERIAL=MILDSTEE
*
1.,
*
* tri
Defines the name of the material of the 15 node prism elements
SOLID SECTION, ELSET=TRI, MATERIAL=MILDSTEE
*
1.,
mildsteel
*
*
Defines the mechanical, temperature dependent characteristics of the material named
before
*
MATERIAL, NAME=MILDSTEE
*
DENSITY
7800,
Defines the elastic properties: Young's modulus, Poisson's ratio, temperature
*
ELASTIC, TYPE=ISO
200E+9, 0.3, 0.
200E+9, 0.3, 100.
200E+9, 0.3, 300.
150E+9, 0.3, 450.
110E+9, 0.3, 550.
88E+9,0.3, 600.
20E+9, 0.3, 720.
20E+9, 0.3, 800.
2E+9, 0.3, 1200.
Defines plastic properties: Yield stress, yield strain, temperature.
85
*
PLASTIC
290E+6, 0.0, 0.
314E+6, 1.0, 0.
260E+6, 0.0, 100.
349E+6, 1.0, 100.
200E+6, 0.0, 300.
440E+6, 1.0, 300.
150E+6, 0.0, 450.
460E+6, 1.0, 450.
120E+6, 0.0, 550.
410E+6, 1.0, 550.
110E+6, 0.0, 600.
330E+6, 1.0, 600.
9.8E+6, 0.0, 720.
58E+6, 1.0, 720.
9.8E+6, 0.0, 800.
58E+6, 1.0, 800.
9.8E+6, 0.0, 1200.
58E+6, 1.0, 1200.
Defines thermal expansion coefficients: Coefficient, temperature
*
EXPANSION, TYPE=ISO, ZERO=21.1
1OE-6, 0.
11E-6, 100.
12E-6, 300.
13E-6, 450.
14E-6, 550.
14E-6, 600.
14E-6, 720.
14E-6, 800.
15E-6,1200.
1
*
* step
*
*initial cond
Defines initial conditions. For temperature, initial temperature is set to 21 degrees C
86
*
and stresses for all nodes are set to zero.
INITIAL CONDITIONS, TYPE=TEMPERATURE
ALL, 21.1
initial cond
*
*
INITIAL CONDITIONS,
1, 0.000e+00, 0.000e+00,
2, 0.000e+00, 0.000e+00,
3, 0.000e+00, 0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00,
0.000e+00
0.000e+00
0.000e+00
0.000e+00
*
1569,
1570,
1571,
1572,
TYPE=STRESS
0.000e+00, 0.000e+00, 0.000e+00, 0.000e+00
0.000e+00, 0.000e+00, 0.000e+00, 0.000e+00
0.000e+00, 0.000e+00, 0.000e+00, 0.000e+00
Defines 2000s as the total time of the analysis, 0.0001 seconds as the initial time increment.
*
STEP, AMPLITUDE=STEP, INC=2000
STATIC
0.001, 2000, 0.0001, 20.
monitor, node=29, dof=3
*
CONTROLSANALYSIS=DISCONTINUOUS
CONTROLSPARAMETERS=LINE SEARCH
Defines degrees of freedom of certain nodes as boundary conditions. 1
is fixed, 1, 3 means axis to 3 are fixed for this node.
BOUNDARY, OP=NEW
1,1,, 0.
29, 1,, 0.
1399, 1, 3, 0.
87
, ,
means axis 1
1400, 1, 3, 0.
1409, 1,, 0.
7031, 1,, 0.
7031, 1, 2, 0.
Defines file containing nodal temperature data.
*
* read temperature from .fil file
*
TEMPERATURE, FILE=h1600wl4rev
Set all loads to zero if there are any
*
CLOAD, OP=NEW
DLOAD, OP=NEW
Writes data every time increment in the .dat file
NODE PRINT, FREQ=20
U
Writes data every time increment in the fil file
NODE FILE, FREQ=50
*
U
*
EL PRINT, POSITION=INTEGRATION POINT, FREQ=20
S
E
*
EL FILE, POSITION=INTEGRATION POINT, FREQ=0
S
E
* *EL PRINT, POSITION=NODES, FREQ=0
*
EL FILE, POSITION=NODES, FREQ=0
EL PRINT, POSITION=CENTROIDAL, FREQ=20
S
88
E
* *EL FILE, POSITION=CENTROIDAL, FREQ=40 S E **
EL PRINT, POSITION=AVERAGED AT NODES, FREQ=20
*
S
E
*
EL FILE, POSITION=AVERAGED AT NODES, FREQ=O
*
MODAL PRINT, FREQ=99999
*
MODAL FILE, FREQ=99999
*
ENERGY PRINT, FREQ=O
*
ENERGY FILE, FREQ=O
*
PRINT, FREQ=50
END STEP
89
Appendix C
MATLAB neural network and
point selection code
This code selects the points that require deformation correction, defines the line heating
sequence and predicts the parameters of the line heating.
clear
'
disp(
'
disp(
'
disp(
'
disp(
disp(' ****************************************************************');
disp(' This CODE uses a database obtained from an FE model in order to');
disp(' predict the required power, speed and angle between heating passes for');
disp(' a given deformation');
disp(' ****************************************************************');
disp(' Created by Christian Werner');
disp(' Last revision : June 2002');
disp( ' ');
p=input('" 1" for data from file - "ENTER" for a custom calculation');
disp(' ' );
if (p==l)
w=input("'1" for data in Cartesian coordinates - "0" for polar coordinates');
disp(' ' );
number=input('Input number of points stored in the file (polar.txt or cartesian.txt) ');
90
if (w==1)
fid=fopen('cartesian.txt','r');
else
fid-fopen('polar.txt','r');
end
a=fscanf(fid,' g ',[2,number]);
a=a';
disp(' ********************************');
disp(' Data of Pipe readed and stored');
disp(' ********************************');
'
disp(
Conversion of Cartesian coordinates to polar coordinates, calculating the center of the figure
if (w==1)
for i=1:7
al(1,i)=O;
end
disp(number);
x=number;
for i=1:number
a1(1,1)=aI(1,1)+a(i,1)*a(i,1);
al(1,2)=a1(1,2)+a(i,1)*a(i,2);
al(1,3)=al (1,3) +a(i,1);
al (1,4)=al (1,4) +a(i,1) *a(i,1) *a(i, 1) +a(i,1)* (a(i,2)*a(i,2));
al (1,5)=al (1,5) +a(i,2) *a(i,2);
al (1,6)=al (1,6) +a(i,2);
al (1,7) =al (1,7) + (a(i,1) *a(i,1)) *a(i,2) + (a(i,2)*a(i,2) *a(i,2));
end
coeff(1,1)=2*al(1,1);
coeff(1,2)=2*al(1,2);
coeff(1,3)=al(1,3);
coeff(2,1)=2*a1(1,2);
coeff(2,2)=2*a1(1,5);
coeff(2,3)=al(1,6);
91
coeff(3,1)=2*al(1,3);
coeff(3,2)=2*al(1,6);
coeff(3,3) =x;
res(1,1)=al(1,4);
res(2,1)=al(1,7);
res(3,1)=al(1,1)+al(1,5);
Now Cartesian coordinates will be corrected based on the location of the center
x=inv(coeff)*res;
R=sqrt(x(3,1) +(x(1,1)2 )+(x(2, 1)2))
aa=x(1,1);
bb=x(2,1);
for i=1:number
a(i,1)=a(i,1)-aa;
a(i,2)=a(i,2)-bb;
end
Calculates the corresponding polar coordinates
for i=1:number
a(i,5)=sqrt(a(i,1) 2 +a(i,2) 2 );
a(i,3)=atan(a(i,2)/a(i,1))*180/3.1415926;
if (a(i,2)
0)
if (a(i,1)>O)
a(i,3)=360+a(i,3);
end
end
if (a(i,2)<0)
if (a(i,1)<0)
a(i,3)=180+a(i,3);
end
end
if (a(i,2)>0)
if (a(i,1)<0)
92
a(i,3)=180+a(i,3);
end
end
end
Now Cartesian coordinates corresponding to polar coordinates are stored in the first two
columns
for i=1:number
a(i,1)=a(i,3);
a (i, 2) = a(i,5);
end
end
if (w==O)
R=200;
end
Search for the lowest value for radius
min(1,1)=0;
min(1,2)=R;
for i=1:number
if (a(i,2)<min(1,2))
min(1,1)=a(i,1);
min(1,2)=a(i,2);
end
end
disp('Minimum radius located at');
disp(' Degrees Radius ')
disp(min);
R=min(1,2);
for i=1:72
a(i,3)=a(i,2)-R;
a(i,4)=i;
end
a(number+1,1)=a(1,1);
a(number+ 1,2) =a( 1,2);
93
a(number+1,3)=a(1,3);
a(number+1,4)=a(1,4);
disp(a);
num=input('how many point would you like to correct ?');
for j=2:num +1
b(j,1)=0;
b(j,2)=0;
b(j,3)=0;
end
Search for the number of peaks defined before, applying conditions like change in slope
to select a peak and more than 5 degrees far away from a previously selected peak
Defines value for deformation lower limit
tol=0.00001
for j=2:num+1
for i=1:72
Limits selection to deformation greater than the defined tolerance
if (a(i,3)>tol);
if (a(i,3)>b(j,3))
b(1,3)=5;
Limits selection to values that are greater than the previous value but smaller than the
previously selected in order to have them in an increasing deformation magnitude order
if (a(i,3)<b(j-1,3))
Limits selection to points where the slope changes
if ((a(i+1,3)-a(i,3))<0)
if((a(i-1,3)-a(i,3)) <0)
b(j,1)=a(i,1);
b(j,2)=a(i,2);
b(j,3)=a(i,3);
94
b(j,4)=O;
end
end
end
end
end
end
end
disp('
************************************************************************');
disp(' Maximum deformations selected with following magnitudes and locations');
disp('
************************************************************************');
'
disp(
for j=2:num+1
disp('Deformation ');
disp(j-1);
disp(' =');
disp(b(j,3));
disp(' at ');
disp(b(j,1));
disp(' degrees ');
end
for i=1:num
for j=1:3
c(ij)=b(i+I1,j);
end
end
Creates a column to be used to identify the maximum value
for i=1:num
c(i,5)=O;
end
Defined as first point to correct, now column 4 is angle wrt to point 1
for i=1:4
d(1,i)=c(1,i);
d(1,4)=O;
c(1,4)=0;
95
c(1,5)=1;
end
for i=1:num
for j=1:5
g(i,j) =0;
end
end
x=1.0;
MAIN LOOP THAT CREATES MATRIX WITH HEATING ORDER BASED ON LOCATION
for i=1:num-1
Rearrange c to have only values that are left for heating order assignment
u=1;
for t=1:num
if (c(t,5)==0)
for r=1:4
g(u,r)=c(t,r);
end
u=u+1;
end
end
Stores 0 at location with no entries
for t=u:num
for r=1:4
g(u,r)=0;
end
end
Return to C values of points pending to be arranged
for t=1:num
for r=1:5
c(t,r)=g(t,r);
end
end
for z=1:num
96
c(z,5)=0;
c(z,6)=0;
end
Calculates the angle with respect to point i and stores it at column 4
for j=1:num-i
c(j,4)=0;
end
disp(d);
for u=1:num-i
for j=1:i
ang=abs(c(u,1)-d(j,1));
if(ang>180)
ang=360-ang;
end
var(u,j)=ang;
c(u,4)=c(u,4)+ang;
end
end
disp(c);
disp(var);
pause
Stores the variance in the 6th column
for u=1:num-i
for j=1:i
c(u,6)=(c(u,6)+(var(u,j)-(c(u,4)/(i))) 2 )/1000;
end
end
disp(c);
pause
Set to 0 angle to be compared with
d(i+1,4)=0;
d(i+1,5)=0;
97
for j=1:num-i
if (c(j,4)>d(i+1,4))
count=0;
for k=1:i
gap=abs(c(j,1)-d(k,1));
if (gap>15)
count=count+1;
end
end
if (count==i)
for u=1:num
c(u,5)=0;
end
c(j,5)=x;
d(i+1,4)=c(j,4);
d(i+1,5)=c(j,6);
for t=1:3
d(i+1,t)=c(j,t);
end
end
end
Case when the sum of the relative angles is the same, selects the one with the
highest variance
if (c(j,4)==d(i+1,4))
if (c(j,6)>d(i+1,5))
count=0;
for k=1:i
gap=abs(c(j,1)-d(k,1));
if (gap>15)
count=count+1;
end
end
if (count==i)
for u=1:num
c(u,5)=0;
end
c(j,5)=x;
d(i+1,4)=c(j,4);
98
d(i+1,5)=c(j,6);
for t=1:3
d(i+1,t)=c(j,t);
end
end
end
end
end
disp('Points left to be arranged');
disp('Location Radius Def Rel angle select');
disp(c);
pause
flag=O;
for i=1:num
if (c(i,5)>O)
flag=1;
end
end
if(flag==O)
disp('No possible sequencial heating, cooling time must be considered for the following
point');
disp('Point located at ');
disp(c(1,1));
for k=1:4
d(i,k)=c(1,k);
end
end
end
disp('--');
disp(' Deformation correction will be in the following order');
disp(' Location and deformation will be displayed');
disp('
);
disp('Location Measure Deformation');
99
disp(d);
end
z=input('Hit any key to begin Neural Network Episode');
GENERATION OF THE INPUT AND OUTPUT VECTOR FOR THE TRAINING PROCESS
For the input vector 9 points were selected for the deformation refrence
The angles at which the deformation was measured are : -11.25:-8.44:-5.62
-2.81:0:2.81:5.62:8.44:11.25
Therefore 9 inputs are considered
p089003
1031 = [-0.03975 -0.17681 -0.91541 -1.51688];
1032
[-0.04097 -0.13481 -0.90314 -1.47998];
1033 = [0.071856 0.027196 -0.79969 -1.35173];
1034 = 0.401449 0.423083 -0.51964 -1.05087];
1035 = [0.729696 0.846212 -0.23971 -0.75628];
1036 = [0.401349 0.422983 -0.51964 -1.05087];
1037 = [0.071756 0.027196 -0.79971 -1.35173];
1038 = [-0.04117 -0.13485 -0.90316 -1.48];
1039 = [-0.03994 -0.17685 -0.91543 -1.5169];
R031 = [1300 1300 1300 1300];
R032 = [0.001 0.0012 0.0014 0.0016];
1071 = [1.668139 1.299902 1.786021 1.004094];
1072 = [1.694919 1.220493 1.397304 0.655965];
1073 = [1.846519 1.299179 1.098505 0.427126];
1074 = [2.230403 1.646658 1.00297 0.431722;
1075 = [2.621146 2.042816 1.050773 0.631733];
1076
[2.244017 1.661698 1.00299 0.431732];
1077
[1.882938 1.341806 1.098584 0.427156];
1078 = [1.750156 1.288556 1.397497 0.65604];
1079 = [1.739238 1.391372 1.786433 1.004251];
R071 = [1600 1600 1600 1600];
R072 = [0.001 0.0012 0.0014 0.0016];
1101 = [8.337176 3.897626 2.290833 0.829648 0.390963];
1102 = [8.181014 3.868982 2.262114 0.803207 0.383781];
1103 = [7.988123 3.924569 2.360518 0.917531 0.527904];
100
1104 = [7.875779 4.169133 2.694221 1.273907 0.93093];
1105 = [7.6645 4.110672 3.031368 1.6555 1.3157];
1106
[7.875784 4.169133 2.694222 1.273907 0.930929];
1107 = [7.988242 3.924578 2.360519 0.917521 0.527873];
1108 = [8.181538 3.869081 2.262118 0.803197 0.383719];
1109
[8.338137 3.897861 2.29094 0.82965 0.390871];
RIO= [1900 1900 1900 1900 1900];
[0.0008 0.001 0.0012 0.0014 0.0016];
R102
The final input vectors
I1=[
12=[
13=[
14=[
15=[
16=[
17=[
18=[
19=[
1101 ];
1102];
1103];
1104];
1105];
1106];
1107];
1038 1078 1108];
1039 1079 1109];
1031
1032
1033
1034
1035
1036
1037
1071
1072
1073
1074
1075
1076
1077
Il=Il*(le-4);
12=I2*(le-4);
I3=I3*(le-4);
I4=I4(le-4);
15=I5*(le-4);
16=16*(le-4);
17=I7*(le-4);
18=18*(le-4);
I9=I9*(le-4);
1= [I1;12;13;14;15;16;17;18;19];
disp('Input vector for training created ');
pn=I;
The final output vectors
R1=[R031 R071 R101];
R2=[R032 R072 R102];
R1=R1/10000;
R2=R2*100;
R=[R1;R2];
101
tn=R;
disp('Output vector for training created');
disp(' ');
tn=[rl r2 r3 r4 r5 r6 ];
The neural network episode
disp ('Neural network episode begins');
[R,
Q]=size(pn);
iitst=2:4:Q;
iival=4:4:Q;
iitr=[1:4:Q 3:4:Q];
v.P=pn(:,iival); v.T=tn(:,iival);
t.P=pn(:,iitst); t.V=tn(:,iitst);
ptr=pn(:,iitr); ttr=tn(:,iitr);
net.numInputs =3;
net = newff([0 0.1;0 0.1;0 0.1;0 0.1;0 0.1;0 0.1;0 0.1;0 0.1;0 0.1],[9,5,2],'logsig','logsig','purelin','trainbr');
net.trainParam.show=50;
net.trainParam.lr=0.05;
net.trainParam.lr-inc= 1.05;
net.trainParam.epochs=200;
net.trainParam.goal= le-3;
net=init(net);
disp ('Neural network initialized');
disp(' ');
net=train(net,pn,tn);
net =train(net,ptr,ttr);
disp ('Neural network training process finished');
disp(' ');
h=0;
102
if (p==1)
delt=360/number;
for i=1:num
for j=1:9
ec(ij)=0;
end
end
disp('Now calculating the location on point near the selected peaks in order to');
disp('interpolate values of deformation at
+-
11.25, 8.43, 5.62 and 2.81 degres');
disp('from peak point');
jumplup=ceil(2.81/delt);
jump2up=ceil(2*2.81/delt);
jump3up=ceil(3*2.81/delt);
jump4up=ceil(4*2.81/delt);
for i=1:num
disp('.');
for t=1:number
if(d(i,1)==a(t,1))
lo c(i, 5) = a(t, 4);
end
end
loc(i,5) =((d(i, 1)/delt)+ 1);
loc(i, 1) =loc(i,5)-jump4up;
loc(i,2) =loc(i,5)-jump3up;
loc(i,3) =loc(i,5)-jump2up;
lo c(i, 4) =lo c(i, 5) -jumplIup;
loc(i,6) =loc(i,5) +jumplup;
loc(i,7)=loc(i,5) +jump2up;
loc(i,8) =loc(i,5) +jump3up;
loc(i,9) =oc(i,5) +jump4up;
for j=1:9
if (loc(i,j)>number)
loc(i,j) =loc(ij)-number;
end
if (loc(i,j)<1)
103
loc(i,j)=72+loc(ij);
end
end
loc=round(loc);
end
disp(loc);
pause
for i=1:num
disp(a(loc(i,5),3));
def(i,1)=(a(loc(i,2),3)-a(loc(i,1),3))/delt*(abs(jump4up*delt-11.25))+a(loc(i,1),3);
def(i,2)=(a(loc(i,3),3)-a(loc(i,2),3))/delt*(abs(jump3up*delt-8.43))+a(loc(i,2),3);
def(i,3)=(a(loc(i,4),3)-a(loc(i,3),3))/delt*(abs(jump2up*delt-5.62))+a(loc(i,3),3);
def(i,4)=(a(loc(i,5),3)-a(loc(i,4),3))/delt*(abs(jumplup*delt-2.81))+a(loc(i,4),3);
def(i,5) =a(Ioc(i,5),3);
def(i,6) = (a(loc(i,6),3)-a(Ioc(i,5),3))
def(i,7) = (a(loc(i,7),3)-a(loc(i,6),3))
def(i,8) = (a(loc(i,8),3)-a(Ioc(i,7),3))
def(i,9) = (a(loc(i,9),3)-a(loc(i,8),3))
/delt*
/delt*
/delt*
/delt*
(abs(jumpIup*delt-2.81)) +a(Ioc(i,5),3);
(abs(jump2up*delt- 5.62)) + a(Ioc(i,6),3);
(abs(jump3up*delt-8.43) ) +a(Ioc(i,7),3);
(abs(jump4up*delt- 11.25)) +a(Ioc(i,8),3);
end
disp('Deformation at following degrees');
disp(' -11.25 -8.43 -5.62. -2.81 0 2.81 5.62 8.43 11.25');
disp(def);
def=def';
y2 = sim(net,def);
disp('Calculations finished');
for i=1:num
results(1,i)=i;
result(2,i)=d(i,1);
result(3,i)=d(i,3);
result(4,i)=y2(1,1)*10000;
result(5,i)=y2(2,1)*10;
end
results=transpose(results);
disp('Required Power and speed to correct deformations are the following');
disp(' Corr loc. Def (m) Power(W) Speed(mm/s) Speed(mm/s)');
disp(transpose(result));
104
end
h=input('O for a calculation ; 1 for exit ');
while (h==O);
a=input('Value 1 (m*10e-5) ');
b=input('Value 2 (m*10e-5) ');
c=input('Value 3 (m*10e-5) ');
d=input('Value 4 (m*10e-5) ');
e=input('Value 5 (m*10e-5) ');
f=input('Value 6 (m*10e-5) ');
g=input('Value 7 (m*10e-5) ');
h=input('Value 8 (m*10e-5) ');
i=input('Value 9 (m*10e-5) ');
pn=[a;b;c;d;e;f;g;h;i];
y2
=
sim(net,pn);
disp('Power (W)=');
y2(1,1)=y 2 (1,1)*10000;
disp(y2(1,1));
disp('Speed (mm/s)=');
disp(y2(2,1));
d=input('0 for a calculation ; 1 for exit ');
end
105
Bibliography
[1] ABAQUS User's Manual. Hibbit, Karlson, and Sorensen, 1999
[2] ABAQUS Theory Manual. Hibbit, Karlson, and Sorensen, 1999
[3] S. L. Abrams, L. Bardis , C. Chryssostomidis, N. M. Patrikalakis, S. T. Tuohy, F.
E. Wolter, and J. Zhou. The geometric modeling and interrogation system Praxiteles.
Journal of Ship Production, 11(2):117-132, May 1995
[4] R. J. Anderson. Experiments and simulation of line heating plates. Master's Thesis,
Massachusetts Institute of Technology, Cambridge, MA , September 1999
[5] R. Andrade. Pipe Circularity Reformation via Line Heating. Master's thesis, Massachusetts Institute of Technology, September 2001
[6] ASM Handbook Committee, Metals Handbook, Volume 1 Properties and Selection:
Irons, Steels, and High Performance Alloys, ASM International, Materials Park, OH
44073, 1990
[7] K. J. Bathe. Finite Element Procedure. Prentice-Hall, Inc., Englewood Cliffs, NJ, 1996
[8] S. Brown and H. Song. Finite elements simulation of welding of large structures. Journal
of Engineering for Industry, 114(4):441-451, November 1992.
[9] H. Demuth and M. Beale. Neural Network Toolbox for use with Matlab. User's guide,
Version 4, Release 12, March 2001
[10] C. F. Gerald and P. 0. Wheatley, Applied Numerical Analysis. Addison-Wesley, Reading, MA, 4th edition, 1990
[11] S. Haykin, Neural Networks : A Comprehensive Foundation. Prentice Hall, Upper
Saddle River, N.J., 1990
[12] J. Hoschek and D. Lasser. Fundamentals of Computer Aided Geometric Design. A. K.
Peters, Wellesley, MA 1993, Translated by L. L. Schumaker
[13] D. J. C. MacKay, Bayesian Interpolation : Neural Computation 4(3):415-447, 1992.
106
[14] Hayretin Kardesluncer , Finite Element Handbook, Mc Graw-Hill, Inc., 1897
[15] L. C. Thomas, Heat Transfer. Prentice Hall, Eaglewood Cliffs, NJ, 1992
[16] N. S. Tsai and T. W. Eagar, Distribution of the Heat and Current Fluxes in Gas
Tungsten Arcs, Metallurgical Transactions B, 16B:841-846, 1985
[17] J. R. Wooten, S. Fowser, K. Masubuchi, W. Maher, J. Jones and R. Martukanitz.
Final Report on Laser Forming for Flexible Fabrication (AF Report number: RD98415). Technical report, Rocketdyne Division of Boeing North American, Inc.,Canoga
Park, CA, February 1999
[18] G. Yu. Modeling of Shell by Line Heating, PhD thesis, Massachusetts Institute of
Technology, Cambridge, MA, April 2000
[19] G. Yu, R. J. Anderson, T. Maekawa and N. M. Patrikalakis, Efficient simulation of shell
forming by line heating, International Journal of Mechanical Sciences 43(10):2349-2370,
2001.
107