Assembly Lead Time Reduction in a ... through Constraint Based Scheduling
advertisement

Assembly Lead Time Reduction in a Semiconductor Capital Equipment Plant
through Constraint Based Scheduling
by
MASSACUSETTS INBTTUTE
OF TECHNOLOGY
Blake William Clark Sedore
BScEng, Mechanical Engineering
Queen's University, 2007
LIBRARIES
MASc, Mechanical Engineering
Queen's University, 2013
Submitted to the Department of Mechanical Engineering
in Partial Fulfillment of the Requirements for the Degree of
MASTER OF ENGINEERING IN MANUFACTURING
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
September 2014
2014 Blake William Clark Sedore. All rights reserved.
The author hereby grants to MIT permission to reproduce and to
distribute publicly paper and electronic copies of this thesis document in whole or in part
in any medium now known or hereafter created.
Signature redacted
Signature of Author....................................................
Blake William Clark Sedore
Department of Mechanical Engineering
August 15, 2014
Certified by...............................................................Signature
redacted
Stephen C. Graves
Abraham Siegel Professor of Management Sciences
Thesis Supervisor
Signature redacted"
A cce pted by................................................................
...........................
David E. Hardt
Ralph E. and Eloise F. Cross Professor of Mechanical Engineering
Chairman, Committee for Graduate Student
This page left blank intentionally.
2
Assembly Lead Time Reduction in a Semiconductor Capital Equipment Plant
through Constraint Based Scheduling
by
Blake William Clark Sedore
Submitted to the Department of Mechanical Engineering
on August 15, 2014 in Partial Fulfillment of the
Requirements for the Degree of Master of
Engineering in Manufacturing
Abstract
The assembly protocols for a semiconductor capital equipment machine were analyzed for potential
lead time reduction. The objective of this study was to determine the minimum assembly lead time for
the machine based on the constraints of design, space, and labor availability.
An assembly requires the completion of a set of procedures that each contains assembly tasks.
Precedence relationships between tasks indicate for each procedure what other tasks must be
completed before it can start. Each procedure was assumed to have constant resource requirements
throughout its duration. The Critical Path Method (CPM) was used to identify 13 procedures on the
critical path, based on design and space constraints. A preliminary build schedule was developed that
prioritized critical path procedures. A trial of this build schedule achieved an assembly lead time of 39
hours, resulting in a 70% reduction from the current average of 5.5 days. This trial was also
accomplished with 76% of the average labor hours for assembly.
A production build schedule with a lead time of 43 hours was developed based on the trial results. This
schedule allows for production rates of up to 5 machines per week to be achieved with the current shift
structure of the company, without the incurrence of overtime.
A critical path drag analysis identified critical procedures with the highest potential for lead time
reduction. The highest drag of a critical path item was 260 minutes, accounting for 10% of the assembly
lead time.
Thesis Supervisor: Stephen C. Graves
Title: Abraham Siegel Professor of Management Sciences
3
This page left blank intentionally.
4
Acknowledgements
I would like to express my sincere gratitude to my faculty advisor, Professor Stephen Graves, who
provided valuable guidance throughout this project and the writing of this thesis, and to my supervisor
at Varian, Dan Martin, whose advice and continual support helped propel this project to successful
completion.
I would also like to thank Tom Faulkner and Dan Martin for Varian's continual support of the MEngM
program at MIT. The projects and experience that Varian provides to students is invaluable, and I hope
the relationship between Varian and the MEngM program continues for many years.
This thesis would not have been possible without the managers, shift leads, and assemblers of the UES
line, in particular Brian McLaughlin, Dave Adkins, Rusty Lake, Brian Hines, and Jon Lane. I truly admire
their patience and their willingness to help me understand the complexities of the UES assembly, and I
greatly appreciate their support throughout the time studies and trial implementation.
I would also like to thank my team members, Sonam Jain and Anubha Bhadauria, for always wanting to
engage in discussion and for always being willing to provide support and lend a hand when needed. This
project has created many lasting memories that will always stay with me, specifically time studies that
lasted many days and nights. I would also like to thank Sonam for being such a dedicated team member
on so many projects that we have been a part of over this year. I have found your work ethic and
determination to be both motivating and contagious, and I hope we can find an opportunity to team up
again at some point in our careers.
And thank you to Jose Pacheco, David Hardt, and Brian Anthony, for providing such a valuable
educational program, and to Jennifer Craig for her continued support to the students. The MEngM
degree is unique, and needed, and it has been a privilege to be a part of it.
And finally, I wish to thank my parents, Leslie and Bob, and my brother and sister, Rob and Kim, for
providing relentless support, encouragement, and enthusiasm throughout this year.
done it without you.
5
I couldn't have
This page left blank intentionally.
6
Table of Contents
1.
Introduction .................................................................................................................................----.-.
1.1.
Sem iconductor Industry Overview .........................................................................................
12
1.2.
Sem iconductor M anufacturing ................................................................................................
12
1.3.
VSEA Background .....................................................................................................
VSEA Product Line....................................................................................................14
1.3.2.
M achine Architecture ....................................................................................................
15
1.3.3.
Universal End Station Architecture ................................................................................
17
Current Operations of the UES Line .........................................................................................
18
1.4.1.
Process Flow ........................................................................................................................
18
1.4.2.
Inventory .....................................................................................................................--...
20
1.4.3.
Schedulning ...........................................................................................................................
21
1.5.
Problem Statem ent.....................................................................................................................23
1.5.1.
M otivation...........................................................................................................................23
1.5.2.
Problem Identification ........................................................................................................
1.5.3.
Approach..........................................................................................................
1.6.
3.
.-.........----- 13
1.3.1.
1.4.
2.
12
.................
23
25
Thesis Organization.....................................................................................................................26
Assem bly and Testing Tim e Studies of the UES ..............................................................................
27
2.1.
Objectives...............................................................................................................................---.27
2.2.
M ethodology..............................................................................................................................27
2.3.
Assem bly Tim e Study Results..................................................................................................
30
2.4.
Testing Tim e Study Results ....................................................................................................
36
2.5.
Discussion....................................................................................................................................38
2.6.
Sum m ary .....................................................................................................................................
40
Constrained Critical Path Analysis...................................................................................................
41
3.1.
Literature Review ........................................................................................................................
41
3.2.
Objectives....................................................................................................................................42
3.3.
M ethodology...............................................................................................................................42
3.4.
Task Reorganization into Blocks .............................................................................................
43
3.5.
Constrained Critical Path by Block Durations and Dependencies...........................................
45
3.6.
Constrained Critical Path by Block Durations and Dependencies, and Space Availability..........46
3.7.
Constrained Critical Path by Block Durations and Dependencies, Space, and Labor Availability
49
3.8.
Discussion....................................................................................................................................52
7
3.9.
4.
5.
6.
Sum m a ry .....................................................................................................................................
Trial of a Preliminary Build Schedule .............................................................................................
53
55
4.1.
Objectives....................................................................................................................................55
4.2.
M ethodology...............................................................................................................................55
4.3.
Prelim inary Build Schedule Developm ent ..............................................................................
55
4.4.
Prelim inary Build Schedule Trial .............................................................................................
58
4.5.
Discussion....................................................................................................................................60
4.6.
Sum m ary .....................................................................................................................................
61
Production Scheduling ........................................................................................................................
62
5.1.
Literature Review ........................................................................................................................
62
5.2.
Objectives....................................................................................................................................63
5.3.
M ethodology...............................................................................................................................63
5.4.
Production Build Schedule Development ................................................................................
64
5.5.
Build Schedule Robustness Analysis ......................................................................................
67
5.6.
Critical Path Drag Analysis...........................................................................................................68
5.7.
Production Scheduling ................................................................................................................
70
5.7.1.
One M achine per W eek ..................................................................................................
70
5.7.2.
Three M achines per W eek ..............................................................................................
73
5.7.3.
Five M achines per W eek................................................................................................
74
5.8.
Discussion....................................................................................................................................75
5.9.
Sum m ary ....................................................................................................................................
76
Conclusions, Recom m endations, and Future W ork........................................................................
77
6.1.
Conclusions .................................................................................................................................
77
6.2.
Recom m endations......................................................................................................................77
6.3.
Future W ork................................................................................................................................79
7.
Endnotes .............................................................................................................................................
80
8.
Appendix .............................................................................................................................................
81
8.1.
Critical Path Drag Calculations................................................................................................
81
8.2.
Im pact of the Variance of Block Durations on Lead Time........................................................
82
8
List of Figures
Figure 1: V IlSta product line........................................................................................................................15
Figure 2: Schem atic of ion im planter .......................................................................................................
15
Figure 3: Universal End Station schematic.............................................................................................
16
Figure 4: Process flow for UES production with labor requirements indicated for Build, Integration, and
T e st [8 ]..................................................................................................................................................19
Figure 5: UES Flow Line schem atic [7] ....................................................................................................
20
Figure 6: Average lead times compared to lead times predicted by Little's Law ...................................
22
Figure 7: Cause and Effect diagram for UES lead time ...........................................................................
24
Figure 8: Project process flow .....................................................................................................................
26
Figure 9: Logbook structure with Lotus Notes database. Each task requires a sign-off by the assembler
upo n co m pletio n ..................................................................................................................................
Figure 10: Activity of assembly sub-mod procedures............................................................................
29
30
Figure 11: Overall of activity level of sub-mods (a), breakdown of the total Active period (b), breakdown
of the Inactive period (c) ......................................................................................................................
Figure 12: Grand state of machine during Assembly time study...........................................................
31
32
Figure 13: Overall grand state of machine during assembly (a), with unavailable production time omitted
(b ) .........................................................................................................................................................
32
Figure 14: Activity-on-Node diagram showing the sub-mod dependency network............................... 33
Figure 15: Location zones on the UES....................................................................................................
34
Figure 16: Test activity levels for Testing time study..............................................................................
36
Figure 17: Overall activity level of tests with delay from ECO omitted (a), breakdown of Active period (b),
breakdow n of Inactive period (c) ....................................................................................................
37
Figure 18: Grand State of the machine during testing time study ........................................................
38
Figure 19: Overall activity level of the machine (a), with delay from ECO and unavailable production time
o m itte d (b )............................................................................................................................................3
8
Figure 20: Activity-on-Node diagram showing the Block dependency network with builds (blue),
installations (yellow), and integrations (green). Block IDs and durations (in minutes) are shown, and
the critical path is indicated with red arrows...................................................................................45
Figure 21: Gantt chart showing the critical path for assembly, based off of block durations and
depe n de ncies .......................................................................................................................................
9
46
Figure 22: Gantt chart showing the critical path for assembly, based on block durations and
48
dependencies, and space constraints .............................................................................................
Figure 23: Activity on Node diagram showing design and location-based dependencies between Blocks.
49
Red arrow s indicate the critical path ...............................................................................................
Figure 24: Typical labor availability during weekdays. Vertical columns indicate scheduled break times.
The increase in available labor between 9 PM and 11 PM is due to the overlap between
2 nd
and
3 rd
0
sh ifts.....................................................................................................................................................5
Figure 25: Gantt chart showing a build schedule that satisfies location and labor constraints.............52
Figure 26: Preliminary build schedule with balanced labor requirements............................................57
Figure 27: Gantt chart showing actual Block durations during trial of preliminary build schedule.....59
Figure 28: Production build schedule ....................................................................................................
65
Figure 29: Activity on Node diagram showing the Block dependency network for the Production Build
Schedule, showing design, location, and labor dependencies.
Build Blocks are shown in blue,
installation Blocks in yellow, and integration Blocks in green. ........................................................
66
Figure 30: Gantt chart showing measured Block durations that are scheduled for JIT completion with the
sequence of the Production Build Schedule ....................................................................................
68
Figure 31: Labor requirements for one machine per week with assembly starting on Wednesday..........71
Figure 32: Labor requirements for one machine per week with assembly starting on Thursday..........72
Figure 33: Labor requirements for one machine per week with assembly starting on Friday................72
Figure 34: Labor requirements for a production rate of three machines per week, with machines starting
on M onday, W ednesday, and Friday................................................................................................
73
Figure 35: Space requirements for a production rate of three machines per week ..............................
74
Figure 36: Labor requirements for a production rate of five machines per week, with machines starting
on M onday through Friday...................................................................................................................74
Figure 37: Space requirements for a production rate of five machines per week .................................
10
75
List of Tables
Table 1: U ES shift structure.........................................................................................................................
21
Table 2: Time study categories for assem bly steps ................................................................................
28
Table 3: Time study recording sheet with examples of documented assembly steps ..........................
29
Table 4: Locations of tasks within current sub-mod procedures............................................................
35
Table 5: Reorganization of tasks into Blocks. Grey cells indicate <10 minutes work in that location.......44
Table 6: W eekday shift structure................................................................................................................50
Table 7: Shift schedules and Workload Percentage for each shift schedule for the Preliminary Build
Sch e d u le ...............................................................................................................................................
58
Table 8: Shift schedules and worker Availabilities for Production Build Schedule.................................67
Table 9: Critical path float and drag values. All times are in minutes...................................................81
11
1. Introduction
Varian Semiconductor Equipment and Associates (VSEA) designs and manufactures ion implantation
machine tools for use in semiconductor manufacturing. These complex tools are assembled and tested
at VSEA's manufacturing facility in Gloucester, MA. The tool is comprised of four modules that are built
and tested in parallel: the Source, the Analyzer and Corrector of the Beam Line, and the Universal End
Station (UES). Currently, the lead time for assembling and testing the UES is significantly longer than the
lead time for the Source and Beam Line modules. This thesis analyzes the practices of the UES flow line
and proposes means to reduce the overall lead time. This chapter provides background information on
the semiconductor industry and VSEA, and the operations at VSEA's plant in Gloucester, MA.
1.1. Semiconductor Industry Overview
The semiconductor industry is comprised of two segments: microchip manufacturers and capital
equipment manufacturers.
Microchip manufacturers consist of companies that fabricate integrated
circuits, whereas capital equipment manufacturers are companies that make the machine tools for the
fabrication process.
Companies within the microchip manufacturing segment include Intel, Samsung,
Taiwan Semiconductor, Analog Devices, and Global Foundries.
Capital equipment manufacturers
include Applied Materials, KLA-Tencor, and Lam Research Corp.
The capital equipment segment can be further divided based on the process for which the machine tool
is used. Front End of the Line (FEOL) tools create circuit elements on the device layer such as resistors,
transistors, and capacitors. Back End of the Line (BEOL) tools create the interconnecting layers of the
chip. Varian designs and manufactures machine tools for ion implantation, which is an FEOL process.
1.2. Semiconductor Manufacturing
Fabrication of semiconductors begins with a wafer of single crystal silicon that acts as the substrate on
which the integrated circuit is fabricated. The largest and most common wafer size has a diameter of
300 mm and thickness of 775 lim; however, the size of the next generation of wafers will have a 450 mm
diameter with a 925 um thickness [1].
Varian's tools currently accommodate 200 mm and 300 mm
wafers.
Fabricating integrated circuits is a complex process consisting of several hundred processing steps [1].
The device layer contains the transistor elements and is built first using FEOL processes. These include
several photolithography and ion implant steps, as well as chemical etching and thermal annealing.
12
Once the device layer has been formed, BEOL processes build the interconnecting layers using
photolithography, chemical etching, chemical vapor deposition (CVD), and chemical mechanical
planarization (CMP).
Ion implantation is the primary means for doping the semiconductor substrate to alter its electrical
conductivity. This is necessary to form junctions and specific types of transistors. The process involves
bombarding the wafer with an ion beam that is formed from gases such as boron, phosphorous, arsenic,
and antimony [1]. These gases are ionized and accelerated through electromagnetics towards the wafer
surface. Photolithography is typically performed before ion implantation to provide a patterned surface
that controls the implant locations [1]. Upon colliding with the wafer, the ions penetrate into the crystal
lattice of the substrate. The depth of penetration depends on the energy of the ion beam and the path
of the ion through the crystal lattice; ions may be stopped by either colliding with nuclei of atoms within
the lattice, or by interacting with the electrons of lattice atoms [1]. The result of the doping operation is
a distribution of ions within the crystal lattice of the substrate that locally alter the substrate's
conductivity.
1.3.VSEA Background
Varian Associates was founded in 1948 in California.
The company's early years focused on the
development of klystrons, linear particle accelerators, and instrumentation equipment [2].
In 1968,
Varian Associates acquired Extrion Corporation in Gloucester, MA, a manufacturer of medium current
ion implantation machines.
Continual research and development activities on ion implantation
established Varian as a market leader throughout the following decades.
Varian Semiconductor
Equipment Associates Inc. (VSEA) was spun out of Varian Associates in 1999 [3].
Applied Materials was founded in 1967 in Santa Clara, CA, and is currently a market leader in the
semiconductor capex industry, reporting $7.5B in revenue for 2013 [4].
Applied has developed a
portfolio of machine tools for the majority of the semiconductor processing steps, beginning with
chemical vapor deposition in the 1960s.
VSEA was acquired by Applied in November 2011 for
approximately $4.2B [4].
13
1.3.1.
VSEA Product Line
Varian currently offers five machine types under the VIlSta machine platform: Medium Current, High
Current, High Energy, Ultra High Dose, and Solion.
This section provides a brief overview of each
machine type, however the scope of this thesis is limited to the Trident High Current model.
Medium Current, High Current, and High Energy systems utilize a focused beam; therefore, they use the
same machine architecture. These machines generate an ion beam that is accelerated, shaped, and
focused using electromagnets. The silicon wafer is then passed through the focused beam to perform
the implant.
Each machine type is used for different types of implants, depending on the transistor
requirements. In 2009, Medium Current, High Current, and High Energy comprised 28%, 46%, and 15%
of the ion implantation market, respectively [5].
The High Current line includes the VIlSta Trident platform. Trident was introduced in 2012 and is the
industry's most advanced high current ion implanter, offering superior contamination control and beam
uniformity. Trident is also available with a cryogenic wafer cooling system that improves the quality of
the implant [6]. The demand for Trident machines has constantly increased throughout 2013 and 2014
and is currently Varian's most popular model.
Ultra High Dose machines utilize an architecture that does not utilize a focused beam but rather an ion
cloud. Gas is ionized in the wafer chamber and is uniformly accelerated towards the wafer via a DC
voltage pulse. This type of implant has been used for DRAM and flash memory production; however, it
has the lowest demand, comprising 12% of the ion implantation market in 2009 [5].
SolionTM is an ion implantation tool that was launched in 2010 for solar cell manufacturing. The tool is
based on the VllSta platform and utilizes a focused beam; however, the architecture of the machine is
markedly different from the other focused beam implant tools.
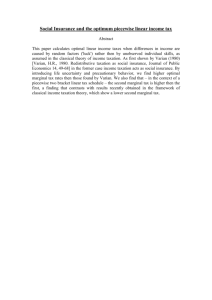
The VIlSta product line is summarized in Figure 1. This thesis focuses on the Trident model as it is
Varian's most popular tool; however, the similar architectures of the High Current, Medium Current, and
High Energy tools makes the findings of this thesis generally applicable to these product families.
14
. .........
...........
VIISta Platform
Medium Current
High Current
High Energy
Ultra High Dose
SolionTM
VIlSta 81OXE
VIlSta Trident
VllSta 3000XP
VIISta PLAD
VIlSta SolionTM
VIlISta 900XPT
VIlSta HCP
VIlSta 810XP
Figure 1: VIlSta product line
1.3.2.
Machine Architecture
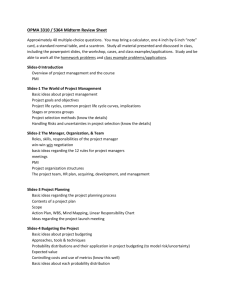
Varian's Medium Current, High Current, and High Energy ion implantation machines are comprised of
four modules that are assembled and tested in parallel at the Varian plant: the Facilities, the Analyzer
and Corrector Modules of the Beam Line, and the Universal End Station. The Equipment Front End
Module (EFEM) is a vendor-supplied unit that does not require additional work at Varian.
The ion
implantation machine is too large for standard shipping methods; thus, these modules are shipped
separately to the client's location and the implanter is integrated on site. Figure 2 provides a schematic
of the machine.
Beam Line
Analyzer
Corrector
I
I
= Beam Path
550
SMagnet
Magnet
I
I
I
= Wafer Path
rI
L
i
- *
I
Wafer
--
System0
Equipment Front
i
Source
Figure 2: Schematic of ion
Universal End Station
End Module
implanter
The Source module contains the facilities connections for the implanter, the Gas Box and the ionizing
cathode. The Gas Box stores the source gases that are used to create the ion beam. The gases are
transformed into ions within a heated cathode and are extracted by electromagnets. The current lead
time for the assembly and testing of the Source module is 1.8 days.
15
The Beam Line receives the ion beam from the Source module and further directs, analyzes, focuses and
cleanses the beam. This is accomplished with two powerful electromagnets that steer the beam 90* and
550, respectively. These electromagnets are coupled with an analyzer that is used during beam set-up to
tune the Facilities module components and the 90* magnet to achieve the desired beam characteristics.
The lead times for the assembly and testing of the Beam Line's Analyzer and Corrector modules are 2.0
and 1.0 days, respectively.
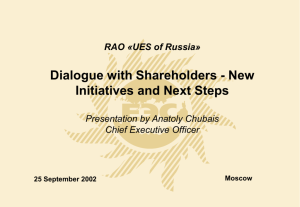
The Universal End Station (UES) interfaces with the Beam Line module and is the focus of this thesis.
The UES is the most complex module on the machine, consisting of a process chamber that enables the
ion implant processing of the wafers, and a wafer handling system. The current lead times for assembly
and testing of the UES module are 5.5 and 5.4 days, respectively, for the Trident model. Figure 3
provides a schematic of the UES.
Universal End Station
Equipment Front End Module
I
Loadport
*
I111
Loadlock
Wafer Handler
(Left)
Robot (Left)
Il
Loadport
*
I
Trabf
Orienter
Loadport
Loadport 41
L ~Loadlock
(Right)
Roplat
B:Eam
Wafer Handler
Robot (Right)
Figure 3: Universal End Station schematic
One of the major functions of the UES is to bring new wafers into a vacuum environment where the ion
implant is performed. The UES receives wafers from the EFEM's transfer robot which exchanges wafers
from the loadports to a cassette in the UES load locks. The load locks are filled with wafers at
atmospheric pressure, are pumped down to vacuum, then release the wafers to the vacuum robots.
The second major function of the UES is to perform the ion implant on the wafer by passing the wafer
through the ion beam. This is accomplished with the wafer handler robots, the orienter, and the platen.
The robots pass a wafer to the orienter for rotational positioning, then move the wafer from the
Varian Semiconductor. "Universal End Station - Theory of Operation". 2010.
16
orienter to the platen. The platen then passes the wafer through the ion beam to perform the implant.
The wafer handler robot then returns the wafer from the platen to the load lock, and the process
repeats until all of the wafers in a load lock have been processed. The load lock is then pressurized, and
exchanges the processed wafers for new wafers via the transfer robot.
The entire wafer handling process is choreographed to provide maximum throughput. The system can
operate at rates of up to 500 wafers per hour.
1.3.3.
Universal End Station Architecture
Six major assemblies are integrated to form the Universal End Station. These include the Frame, Wafer
Handler, Bottom Process Chamber, Top Process Chamber, Electronics Control Rack (ECR) and Tool
Control Rack (TCR).
Each assembly has components and subassemblies supplied to the UES line by
Varian's warehouse, supermarket, Gold Squares, line side inventory, and short lead-time vendors.
The Frame assembly is considered a High Level Assembly (HLA) that is supplied to Varian by a vendor,
and consists of a weldment that serves as the underlying structure for the UES and its harnessing. The
Frame is used for all models of the UES.
The Wafer Handler assembly contains the load locks, wafer handler robots, and the orienter. The load
locks act as an interface between the Equipment Front End Module which operates at atmospheric
pressure, and the UES which operates under vacuum. Each load lock contains a cassette to store the
wafers, and two pneumatic doors that open to the Equipment Front End Module and the wafer handler
robots, respectively. Turbo pumps allow for the load locks to be pumped down to vacuum, and vents
allow for a return to atmospheric pressure. The role of the orienter is to rotationally position the wafer
using an LED sensor. Each wafer has a notch to indicate the crystallographic orientation of the lattice
that the LED sensor locates. The wafer handler robots act as an interface between the load locks, the
orienter, and the Roplat that is contained in the Bottom Process Chamber.
The Bottom Process Chamber attaches to the Wafer Handler and contains the Roplat mounted on an air
bearing that serves as an elevator. The Wafer Handler Robots pass a wafer to the Roplat, which rotates
the wafer about a horizontal axis to set the implant angle before passing the wafer through the ion
beam. The air bearing then raises the Roplat and wafer through the beam to perform the implant.
17
The Top Process Chamber attaches to the Bottom Process Chamber a.nd accepts the ion beam from the
Beam Line module. The Top Process Chamber contains a roughing pump and three cryo-pumps that
achieve the required vacuum of
-10-7
torr for ion implantation.
The Electronics Control Rack and Tool Control Rack contain the power supplies, drives, and the
computer that control the tool. These racks are built in a cell that is separate from the UES line.
1.4. Current Operations of the UES Line
1.4.1.
Process Flow
Figure 4 shows the process flow for the UES flow line, and Figure 5 shows the shop floor layout. The five
major assemblies described in section 1.3.3 are built independently and are then integrated. Integration
consists of mechanical, electrical, gas, and pneumatic connections.
The shop floor allows for two
machines to be in Assembly and three machines to be in Integration at one time (see Figure 5).
The
current average lead time for the assembly and integration of a Trident High Current UES is 5.5 days.
After integration is complete, the UES is moved to a testing bay. Testing consists of calibrations,
alignments, and functional tests that are performed in series.
After the UES has passed all tests,
including a 2,500 wafer cycling test, the machine is cleaned and prepped for shipping. The current
average lead time for the testing of a Trident High Current UES is 5.4 days.
18
Production Control
Customer
Buid
EZVI
Fram--e---
Suppliers
Bottom
Chamber
Integration
Warehouse
I
Supermarket
Gold
Square
I
I
3
Waer
Handier
Testing
Q
1
Prep/Ship
Q
I
TCRI
1e~
ECRJ
Inline
Inventory
L------------I
Asebyand
Test Lead Time
I
5.5 days
5.4fdays
Figure 4: Process flow for UES production with labor requirements indicated for Build, Integration, and Test [7]
19
PICK STORAGE
GOLD SQUARE
INTEGRATION
INT1
THi
ASSEMBLY
TH2
z
z
INT2
WH1i
WH2
BC1
] BC2
TB1
TB2
INT3
TB4
TESTING
TB6
Ll Ll
Ll
STAGING
AREA
TB3
TB5
I
Ir
Figure 5: UES Flow Line schematic [71
1.4.2.
Inventory
There are five inventory sources for the UES line: inline inventory, warehouse inventory, Gold Square
inventory, supermarket inventory, and vendor managed inventory.
Inventory movement, including
vendor managed inventory, is managed through a Material Requirements Planning (MRP) system.
Inline inventory consists of common components such as fasteners and o-rings. These parts are stored
in bins beside the assembly area and an order is placed with the warehouse when a bin level is low.
Warehouse inventory arrives at the UES line in bins. Warehouse deliveries are made multiple times per
shift and the parts are ordered 24 hours before they are required on the UES line.
Gold Square inventory is a Kanban system that is managed by the VSEA supermarket. Gold Square items
are subassemblies that are common across many models, and are built and tested in the supermarket.
A Kanban transaction card is completed by the assembler when a Gold Square item is used.
information is later entered into the MRP system by a production supervisor.
20
This
Vendor managed inventory consists of HLA's and large machined castings. Vendor agreements allow for
these items to be ordered with a two day lead time. Varian's MRP system provides vendor's with a
portal to view active and received orders, and to also monitor the forecasted production schedule.
Upon arrival to the UES line the vendor supplied items are stored in the staging area until needed.
1.4.3.
Scheduling
VSEA operates four shifts allowing for 24 hour production during the week and 12 hours of production
on Saturdays and Sundays. Table 1 shows the shift structure. Weekday shifts allow for 30 minutes of
overlap for exiting workers to transition tasks to incoming workers. Each shift has a dedicated number
of assemblers to the UES line; however, some test technicians "float" between the UES line and the
Mixed Model Line, and some also work in Final Test.
Table 1: UES shift structure
Shift
No. Workers
Days
Time
1
Monday - Friday
7am - 3:30pm
9 Dedicated
2
Monday - Friday
3pm - 11:30pm
5 Dedicated
3
Monday - Thursday
9pm - 7:30am
5 Dedicated
4
Saturday, Sunday, and one weekday
7am - 7pm
4 Dedicated
_______________________Assembly
Test
1 Dedicated
6 Float
2 Final Test
4 Float
6 Final Test
2 Dedicated
2 Final Test
4 Float
7 Final Test
A Production Build Order (PBO) is issued for each machine. The PBO contains all of the order specific
information such as the customer, ship date, configurations, optional features, and any unique order
specific instructions. It is common for customers to make changes to the PBO even after production has
begun.
The production start date (hereafter referred to as laydown) for a machine is back calculated by the
MRP system from its ship date based off of historical assembly and testing lead times. Currently, 10
days are provided for the combined assembly and testing of a UES. The MRP calculated laydowns are
then used by the production manager to create a weekly laydown schedule.
Little's Law [8] is a theorem that relates the number of units in a system (L) to the time spent in the
system (W) and the arrival rate (X) through the equation:
21
L = AW
(1)
Little's Law can be used to calculate the expected lead time (W) of an ion implant machine if the amount
of WIP (L) and the laydown rate (A) is known. Figure 6 uses historical assembly start and testing finish
dates to calculate the number of laydown's per week and the average WIP from the first six months of
Varian's Fiscal Year 2014 to compare the lead time predicted by Little's Law to the actual lead times of
machines.
Actual vs. Theoretical Lead Times
18
-
16
14
-12
0
E
N Average Lead
F8
Time (Days)
4
Little's Law
Lead Time
(Days)
-
2
0
1
2
3
4
5
6
Fiscal Year Month Number
Figure 6: Average lead times compared to lead times predicted by Little's Law
The predicted lead time in Figure 6 is between 1% and 26% different from the actual lead time. Little's
Law assumes the system's inputs and outputs are balanced, and work is processed in some equitable
way such as First In, First Out (FIFO). The discrepancy in Figure 6 may be due to deviations from a FIFO
policy due to Varian's customers requesting changes to a machine's ship date, or from the number of
new laydowns in a month not equaling the number of machines shipped. Nevertheless, Figure 6 does
show that Little's Law can be generally applied to the UES line.
22
1.5. Problem Statement
1.5.1.
Motivation
Reducing the assembly and testing lead times of modules has been a focal point of Varian's lean
projects. Lowering these lead times allows for less Work in Process (WIP) and a higher response level to
changes in demand.
Lowering WIP allows for less money to be tied up in in-process inventory, reduces storage requirements,
and mitigates the risk of obsolescence. Ion implant machines are high in cost and are physically large;
thus, the benefits of reduced WIP are of high value to Varian.
Varian also experiences frequent client requested changes to PBO's. Varian allows clients to change the
specifications of a machine at any time during production, or cancel the order entirely, without penalty.
Shortening the lead times will mitigate the risks associated with PBO changes by allowing the tool to be
produced as close to the ship date as possible.
The ion implant tool is comprised of four modules that are built in parallel at the Gloucester facility, with
a fifth module supplied by a vendor. Currently, the assembly and testing lead time for the UES is the
,
longest of the modules at 10.9 days for the Trident model, whereas the lead times for the Source
Analyzer, and Corrector modules are each less than 2 days. Varian is interested in reducing the
assembly and testing lead time of the UES, as it will directly reduce the overall lead time of the tool.
1.5.2.
Problem Identification
A Cause-and-Effect diagram was created after interviews with shift leads and production managers, and
first person observations (see Figure 7). Many factors contribute towards the long lead time of the UES,
with People, Procedures, and Process being the most prevalent categories.
23
Process
Pr ocedures
People
Inefficient Scheduling
NVA Activities
4- Proced ures Out of Date
Understaffed
High WIP
4- Pr ocedures Not Followed
Inefficien t Process
Sequencing
Rework
SLUong Lead
Detail-
Supplier Quality
Issues
ow Morale/Motivation
Frequent Schedule Changes
-
Frequent Order Changes
Material Shortages
Materials
Management
Environment
Figure 7: Cause and Effect diagram for UES lead time
Two time studies were performed, one to observe assembly and integration and the second for the
testing of a UES, to understand the impact of each factor. These time studies are described in chapter 2
of this thesis. The results of the assembly time study showed that the greatest impact on the assembly
lead time will be realized by improving the sequencing of assembly tasks and the scheduling of the
workforce, and by reducing the time spent on Non-Value Added activities. The testing time study also
identified simultaneous testing as a candidate for lead time reduction (see chapter 2).
Improving the assembly sequencing and the efficiency of workforce scheduling is the focus of this thesis.
The assembly time study (see sections 2.3 and 2.5) showed that the time durations for tasks and the
critical sequencing of tasks that would achieve the lowest lead time were not known. Furthermore, the
scheduling of workers during assembly and integration was found to be inefficient. We observed that
the available labor resources were allocated across a high amount of WIP, preventing any single
machine from having the number of workers that would be required to achieve an optimized assembly
sequence. Little's Law (see equation 1) shows that reducing WIP reduces lead time; however, there is a
lower limit to lead time that is defined by the constraints of the system such as required assembly
sequences, and the availability of space and labor. This thesis documents a reorganization of assembly
tasks that allows for this minimum lead time to be identified and achieved. The overarching goal of this
thesis is to propose means to have the assembly and integration of the UES follow a critical path.
24
Reducing the duration of tasks during assembly and integration will have the greatest impact once a
critical path is followed.
Jain (2014) identified that the greatest contributor to Non-Value Added
activities during assembly and integration was related to searching for components, specifically those
that arrived from the warehouse [7]. These components are ordered from the warehouse via pick lists;
however, there is currently no system to separate and organize the components for different
procedures.
Jain proposes a kitting system that will reduce the amount of time workers spend
searching for parts. The system will also allow for workers to easily identify missing components. This
will reduce Non-Value Added time for all tasks that use kitted components that arrive from the
warehouse, effectively reducing both labor hours and the length of the critical path [7].
The testing phase of the UES is currently assumed to be a sequence of tests that must be performed in
series. Bhadauria (2014) investigated the possibility of performing tests simultaneously [9]. Through
pairing of tests, the potential impact that simultaneous testing could have on the UES lead time was
quantified [9].
1.5.3.
Approach
First person observations, interviews, and the two time studies (see chapter 2) were used to develop the
problem statement. This thesis proposes a means to achieve the minimum assembly lead time for a
Trident UES by optimized scheduling of assembly and integration tasks within the system's constraints.
This project was undertaken in three main phases: identification of the critical path for assembly based
on system constraints (Phase 1), development and piloting of a preliminary build schedule that
prioritized the critical path (Phase 2), and the development of sustainable cyclic production schedules
(Phase 3).
Determining the critical path for assembly and integration was achieved in multiple stages.
Task
durations, dependencies, and locations were used to group tasks into new procedures called Blocks.
Space and labor constraints were then added. The result of Phase 1 was the identification of the critical
path that achieves the minimum lead time with the current shift structure, assuming there are no other
machines as WIP.
Phase 2 extended the findings from Phase 1 to develop a preliminary build schedule that prioritized the
critical path and satisfied the labor constraints for production rates up to one machire per day. The
build schedule was then piloted to obtain an additional time measurement for each Block.
25
Phase 3 then developed a refined build schedule based off of the results of the pilot study performed in
Phase 2. This build schedule was used to develop cyclic schedules for different production rates. These
schedules accommodate the current shift structure and consider all machines that are WIP for assembly
and integration. Figure 8 outlines the process flow for this project.
Preliminary
Analysis
*Assembly and Testing time studies
*Problem identification
Phase 1
eConsolidation of tasks into Blocks
*Critical path constrained by Block dependencies and durations
eCritical path constrained by Blocks and space
*Critical path constrained by Blocks , space and labor availability
Phase 2
eTrial of a preliminary build schedule that prioritized the critical path for
assembly
Phase 3
*Creation of a production build schedule from results of Phase 2
*Robustness and drag analyses of proposed build schedule
eCreation of cyclic schedules for various production rates
Figure 8: Project process flow
1.6.Thesis Organization
Chapter 2 describes the assembly and testing time studies that were used to develop the problem
statement discussed in this chapter. Chapter 3 performs a critical path analysis on the assembly of the
UES, and describes the rearranging of procedures required for the analysis.
Chapter 4 develops a
preliminary build schedule based off of the critical path analysis, and describes the results of a trial of
this schedule. Chapter 5 develops a production build schedule that is based off of the trial results from
chapter 4.
The robustness of this schedule is analyzed by calculating the float of all non-critical
procedures. A critical path drag analysis is also performed to identify the critical procedures with the
highest potential for lead time reduction. Finally, production schedules are developed using this build
schedule for rates of up to five machines per week.
Chapter 6 provides conclusions and
recommendations for this study, and offers suggestions for future work.
26
2. Assembly and Testing Time Studies of the UES
A time study involves observing an activity and recording the time spent performing certain tasks. The
practice of time studies began in the manufacturing industry at the turn of the
1 9 th
century [10] and
continue to be commonly practiced. This chapter outlines the two time studies that were performed on
the assembly and testing phases of a Trident High Current UES. These time studies led to the problem
statement described earlier in chapter 1.
2.1.Objectives
The objectives of the assembly and testing time studies were to capture time measurements for tasks
that are outlined in Varian's procedures, to observe the relative start and end times of the tasks and
procedures, to determine the dependencies between tasks, and to categorize activities as Value Added
or Non-Value Added. The results of these time studies were then used to identify three potential areas
for improving the lead time of the UES.
2.2. Methodology
The time studies were performed on the Trident UES model to align with the scope of this thesis. The
assembly time study was performed over six days in March of 2014, while the testing time study was
performed over five days in June of 2014.
A minimum of one team member was on the shop floor across all shifts during each time study to
achieve uninterrupted observation of the machine. Global start and end times were recorded for each
assembly step performed by the assemblers (e.g., gathering components, preparing hardware,
assembling components, etc.). Each step was then categorized as either Value Added (VA) or Non-Value
Added. The team further categorized the Non-Value Added steps as either Non-Value Added Process
(NVA-P), Non-Value Added Movement (NVA-M), Non-Value Added Waiting (NVA-W), or Non-Value
Added Idle (NVA-l). Definitions and examples of each of these classifications are shown in Table 2.
27
Table 2: Time study categories for assembly steps
Category
Value Added (VA)
Definition
Example(s)
An assembly step that changes the
form, fit, or function the machine
A step that does not add value to
Non-Value Added
Process (NVA-P)
the machine but is a necessary
manufacturing step. A step that the
customer is not willing to pay for.
*
Making mechanical connections
between components
A
Inspecting sealing surfaces for
*
*
Searching for components
Re-work due to vendor quality or
internal quality issues
dust/hair/debris.
jack to move
Non-Value Added
Movement (NVA-M)
Any movement of the machine or
major assemblies
0
Using the crane or dolly
*
an assembly to the integration bay
Moving the machine to a testing bay
Non-Value Added
Waiting (NVA-W)
A procedure has been started but
cannot proceed due to a material
shortage
*
The procedure for installing a
subassembly cannot continue due to
a shortage of o-rings
A
A procedure that actively worked on
during 1st shift cannot be continued
by 2 nd shift due to a labor shortage
Scheduled breaks
Non-Value Added
Idle (NVA-l)
cannot proceed due to a labor
shortage
s
Varian uses a Lotus Notes database to document the assembly and testing details for every ion implant
tool that is produced. A Logbook is generated within the database for each tool and contains order
specific information including assembly and testing procedures, sign-offs, and daily logs. The assembly
of the UES module is documented in 21 unique procedures, hereafter referred to as sub-mods. Each
sub-mod procedure contains multiple tasks that require a sign-off by the assembler once the task is
complete.
Each sub-mod task was assigned a task ID number for the time studies.
These ID numbers were
generated based on the sub-mod structure currently used by Varian. A task ID consists of two parts: the
sub-mod ID and the task number within the sub-mod procedure. The 21 assembly sub-mod procedures
were assigned sub-mod ID's Al through A21, and the 61 testing sub-mods were assigned T1 through
T61. Tasks within each sub-mod were numbered sequentially, beginning with 1. Thus, the third task in
sub-mod A12 had a task ID of A12.03, the eighth task of T25 has a task ID of T25.08, and so forth. Figure
9 shows these ID's using the logbook structure.
28
Modules
Sub-mods
Tasks
Gas Box Module
Universal End Station Module
+ Assembly
-+
-+
-*
Al
A1.01
-
Al.02
A21
Test
->
-+
->
A21.01
-
A21.02
-+
T1.01
-4
T1.02
T61
T61.01
T61.02
Figure 9: Logbook structure with Lotus Notes database. Each task requires a sign-off by the assembler upon completion
Each step that was observed during the time study was assigned to one of the task ID numbers, with the
exception of idle time, which was not assigned to any task.
The duration of each task was later
calculated by summing the times of each assembly step assigned to each task ID. Table 3 shows an
example of the time study recording sheet.
Table 3: Time study recording sheet with examples of documented assembly steps
No.
Workers
1
Time (Start/End)
3/25/2014 22:08
3/25/2014 22:24
Description
Task ID
Category
Net Time
VA
00:16
A13.08
Installing XP VPS assembly
3/25/2014 22:24
A13.08
Packing up installation fixture
NVA-P
00:11
3/25/2014 22:35
N/A
Worker is performing a task on a
NVA-l
01:05
3/25/2014 22:24
1
1
3/25/2014 23:40
different sub-mod procedure.
29
2.3.Assembly Time Study Results
The time study for the assembly and integration of a Trident UES was performed in March, 2014, with an
observed lead time of 5.8 days, which is similar to the 5.5 day average assembly lead time of a Trident
UES tool. The planned assembly lead time for this Trident UES was 5 days.
Figure 10 illustrates the activity level of the assembly sub-mod procedures. An Active period has at least
one person working on the sub-mod procedure and corresponds to VA, NVA-P, or NVA-M activities. An
Inactive period occurs when the sub-mod has been started but is not completed (hereafter referred to
as an open sub-mod), and either a labor resource is unavailable or not assigned to the sub-mod, or a
material resource is unavailable; this corresponds to the activity categories NVA-l and NVA-W,
respectively. Figure 10 shows that sub-mod's have a high degree of inactivity. The dependencies for the
first task of each sub-mod are also shown.
Assembly lime Study: Trident ES131234
= Ative
=
Laydown and Prep Frame
=Inactive
Wafer H andler/Load Lock Buildup
Bottom Hat Buildup
ECR Build
-..
+......e
......
......
Bottom Hat Installation to Frame
Wafer Handler/Load Lock Installation
TCR Build
Top Hat Buildup
Roplat Installation
Process Chamber Lin ers
-
Top Hat to Bottom Hat installation
Trough and Manifolding
Tool and Electronics Rack Installation
Process Chamber Buildup
0
Scan Rotate Harness
Load Lock Additions
Tubing, Harnessing, and Light Links
Misc End Station Items 8
Gas Control
Final Steps
1
2
3
4
5
6
Time from Start of Build (Days)
Figure 10: Activity of assembly sub-mod procedures
Figure 11a shows the ratio of the cumulative Active and Inactive periods for the entire build, while
Figure 11b and 11c show the total breakdown within these periods.
The high degree of inactivity
indicates that sub-mod procedures are often started but are not immediately followed through to
completion. This may be due to labor shortages- for example, a sub-mod that is Active on 1 st shift may
30
........
..
....
......
..
....
1. .. - I.....
..
..
....
..
..
..
........
become Inactive during the 2 nd and
3rd
shifts which have fewer laborers. Inactivity may also be a result
Each task is dependent on other tasks that must be
of the task organization between sub-mods.
completed before it can be started. A sub-mod would be forced to become Inactive if one of its tasks
has dependencies on a different sub-mod that are not completed.
A sub-mod could also become
Inactive if it is forced into a NVA-W state due to a material shortage; however, this was found to be
infrequent as is shown in Figure 11c.
Lastly, a sub-mod could be Inactive simply due to scheduled
breaks.
The breakdown of activities in Figure 11b shows that the majority of time during the Active period is
However, the total amount of Non-Value Added Process (16%)
spent on Value Added activities.
activities is not insignificant, corresponding to 17 labor hours.
a.
%
b.
16%
3%
c.
2%
26%
74%
NEVA
* Active
82%
U
* Inactive
U
NVA-P
NVA-M
97%
N NVA-W
U NVA-1
Figure 11: Overall of activity level of sub-mods (a), breakdown of the total Active period (b), breakdown of the Inactive period
(c)
While Figure 10 and Figure 11 assess the state of sub-mod procedures during the build, it is also useful
to analyze the overall state of the machine, hereafter referred to as the Grand State. Figure 12 shows
the Grand State of the machine observed during the assembly time study. The machine is Active when
one or more sub-mods are Active, and is Inactive when all of the open sub-mods are Inactive, or no submods are open. The long periods of inactivity at the end of days one and two are due to unavailable
production time since Varian does not operate a
3 rd
shift on Friday, Saturday, or Sunday. Other periods
of inactivity are due to scheduled breaks, or labor shortages. Figure 13 shows the ratio of the states.
The Grand State of the machine spent 21% (24 hours) of the available production time in the Inactive
state; 9 of these hours were due to scheduled breaks.
31
.
............
Grand State of Machine During Assembly
Active
Inactive
0
1
4
3
2
6
5
Time from Start of Build (Days)
Figure 12: Grand state of machine during Assembly time study
a.
b.
21%
35%
65%
79%
* Active
m Active
E Inactive
* Inactive
Figure 13: Overall grand state of machine during assembly (a), with unavailable production time omitted (b)
The dependencies for each task were determined through interviewing the assemblers and observing
the assembly process during the time study. A dependency is defined as the tasks direct predecessor(s);
second order predecessors were not recorded, as they were inherently included as a dependency of the
direct predecessor task. Tasks can have many dependencies, or no dependencies.
Of the 198 tasks that are contained in the 21 assembly sub-mods, a total of 324 first order dependencies
were recorded. These dependencies were then used to analyze the dependencies between sub-mods. A
sub-mod was considered to be dependent on any other sub-mod that contained predecessor tasks.
Figure 14 shows the dependency network for the current sub-mod structure. There are three sub-mods
that have no predecessors - Al, A3 and A6. Sub-mod A21 is intended to contain the final steps for
32
assembly and therefore should have no successors; however, A13 contains tasks that have
dependencies to tasks within A21. This results in a circular dependency relationship, indicated by a red
arrow in Figure 14 (A13-A14-A16-A19-A18-A21-A13). Two other circular dependency loops were also
identified (A15-A8-A9-A1O-A12-A15, and A16-A-19-A16). Circular relationships result in sub-mods being
left incomplete until the loop is able to be closed.
A6
Al
A7
A9
A10
A1
All
A18
A20
A21
A19
A8
A14
"""
A16
A132
Figure 14: Activity-on-Node diagram showing the sub-mod dependency network
The location of each assembly task was also recorded; a location was defined as a work space suitable
for one worker at any given time. The individual work benches that facilitate the building of the large
assemblies (e.g., Wafer Handler, Top Process Chamber, etc.) were each considered to be one location.
During integration, the UES was divided into four locations (see Figure 15). Location A captured the load
lock side of the machine, B included the front of the ECR and the top of the machine, C captured the side
and back of the ECR and the door-side of the Process Chamber, and Location D included the EPM side of
the process chamber and the TCR.
33
C
C
D
Electronics
F
Control
1Ch
Rack
B -
e
0"bet.
Tool
F
Control
Load Locks
I
I
I
D
Rack
A
Figure 15: Location zones on the UES
The majority of tasks take place in a single location, with the exception of the installation tasks for the
large assemblies which occupy two location zones on the UES. Sub-mods ranged from having all tasks
being performed in the same location, to having up to 5 locations where tasks occur. Table 4 shows the
locations of the tasks within each sub-mod procedure.
34
Table 4: Locations of tasks within current sub-mod procedures
I
Location
C
E
-C
U
C
a)
ca
-c
0
U
L.
C
Il-
a)
-0
U
E
I-
0
C)
0
Sub-mod Procedure
0
0
C
0
4-J
4-4
0
Cu
4-
0
-J
-
a)
-J
(0
U
U
ULU
LU
-J
Cu
0
C
4-J
r_
U
C
In
a)
H
Al - Laydown and Prep Frame
A3 - Mount Chambers & Wafer Handler - SLICE
e
A4 - Top Hat Buildup
e
A5 - Bottom Hat Buildup
*
A2 - Misc End Station Items A
e
A6 - Wafer Handler/Load Lock Buildup
A7 - ECR & TCR Build
*
*
e
A9 - Wafer Handler/Load Lock Installation
*
e
*
*
A8 - Bottom Hat Installation to Frame
A10 - Top Hat to Bottom Hat Installation
All - Trough and Manifolding
A13 - Process Chamber Buildup
*
*
A14 - Tool and Electronics Rack Installation
0
A15 - Roplat Installation
e
Al7 - Load Lock Additions
*
A19 - Misc. End Station Items B
.
.
A20 - Gas Control
.
A21 - Final Steps
35
*
A18 - Tubing, Harnessing, and Link Lights
.
*
*
*
A16 - Scan Rotate Harness Installation
*
*
A12 - Process Chamber Liners
2.4.Testing Time Study Results
A time study was conducted on the testing of a Trident UES in June of 2014. The total lead time for the
testing of the observed machine was 5.0 days, which is similar to the current average testing lead time
for a Trident UES of 5.4 days. Varian currently plans for a 5 day testing lead time.
Figure 16 shows the observed activity level for each of the 61 tests that were performed. The test
durations ranged from a few minutes to many hours. One test technician was assigned to the machine
at any given time for the time study; thus, the majority of tests were performed sequentially. There
were, however, a small number of tests that were performed in parallel - for example, a test that
required ultra-high vacuum had the long pump-down step remain Active while other tests were
performed in parallel. Figure 16 also shows the impact of an Engineering Change Order (ECO) that was
carried out on the machine during the time study. All testing was halted for the majority of the ECO
period.
Testing Time Study: Trident ES131256
=Active
T1
T4
=
Inactive
=
ECO
T7:
T10
T13
T16
T19
T22
T25
E T27
tT30
T33
T36
T39
T42
T45
T48
T51
T54
T57
T60
T63-
".---==,
00
0.5
0.5
1.5
1.5
2.5
2
2
2.5
3
3.5
4
4.5
5
Time from Start (Days)
Figure 16: Test activity levels for Testing time study
Figure 17 shows the breakdown of activities during the time study. Figure 17a shows the ratio of test
procedures being in an Active or Inactive state, Figure 17b shows the breakdown of activities within the
36
~
-
-~
Active period, and Figure 17c shows the breakdown during the Inactive period. These charts exclude the
downtime that was caused by the ECO.
Figure 17a shows that test procedures spent an average of 26% of their duration in an Inactive state.
This relatively high percentage is not indicative of every test; Figure 16 shows that many tests were
performed without any inactivity.
Rather, there were relatively few tests that had extremely long
periods of inactivity (tests 7 and 57 in Figure 16, for example). The inactivity of test 7 was due to a labor
shortage, while test 57 had a long waiting period due to a perceived error in the cable lengths of a
vendor supplied component.
Figure 17b shows the breakdown of activities during the Active period.
The majority of testing is
considered to be Non-value Added (90%) as tests that verify functionality do not add value to the
machine.
Calibrations and alignments, however, were considered to be Value Added activities, and
make up 10% of the Active time.
a.
26%
b.
0.4%
10%
c.
35%
74%
EVA
U NVA-P
* Active
* Inactive
90%
65%
U NVA-M
U NVA-W
E NVA-I
Figure 17: Overall activity level of tests with delay from ECO omitted (a), breakdown of Active period (b), breakdown of Inactive
period (c)
Figure 18 shows the Grand State of the machine during the testing time study. There are three periods
where the machine was completely Inactive. The first of these periods, at approximately 0.5 days, was
due to a labor shortage. The second period, at approximately 2 days, was due to the ECO that required
all testing to be halted. The third period, at 4.5 days, was over a Friday night when Varian does not
operate a
3 rd
shift.
Figure 19a shows the ratio of the overall Active to Inactive time for the machine. This includes the delay
from the ECO and the unavailable production time. Figure 19b shows the Grand State with the ECO
delay and unavailable production time omitted. The machine spent 20% (19 hours) of the available
production time in the Inactive state, of which 7 hours are attributed to scheduled breaks.
37
---
..
..
..
......
Grand State of Machine During Testing
Active
Inactive
0
1
2
3
5
4
Time from Start of Build (Days)
Figure 18: Grand State of the machine during testing time study
b.
a.
20%
37%
80%
63%
" Active
* Inactive
Active
E Inactive
U
Figure 19: Overall activity level of the machine (a), with delay from ECO and unavailable production time omitted (b)
2.5. Discussion
The assembly and testing time studies provided a baseline of data for the team to build upon. While
there are many positive aspects to the current assembly and testing activities, this section focuses on
identifying areas that could improve the UES lead time.
Three improvement opportunities were
identified for assembly, including the generation of a build schedule beyond the laydown date, the
38
identification of tasks on the critical path for assembly and the staggering of breaks to minimize critical
path idle time, and the kitting of parts to reduce NVA time.
The testing time study identified
simultaneous testing as an opportunity for lead time reduction.
The creation of a build schedule requires the durations and dependencies of the scheduled items to be
known. For the UES, a build schedule could be created by scheduling sub-mods based on their durations
and dependencies; however, this is not possible with the current organization of the sub-mod
procedures.
Sub-mods currently have tasks that are performed at different stages during the build
which results in a high amount of Inactive time of sub-mods. The current sub-mod structure also has
circular dependencies that prevent the creation of a dependency-based schedule.
Lastly, the tasks
within sub-mods occur across many locations. A reorganization of the sub-mod procedures would allow
for a dependency-based build schedule to be constructed.
The absence of a build schedule also results in the critical path to be unknown. Workers currently selfdiagnose the assembly state of the machine and decide on the next task to perform based on their own
understanding of the optimal build sequence, their skill level, and their personal preference. This results
in ad-hoc sequencing of tasks. It also prevents the identification of the critical path - the sequence of
tasks that drives the overall assembly lead time. Setting assembly milestone dates and times is also
difficult. A build schedule would allow for the critical path for assembly to be identified and prioritized.
Analyzing the Grand State of the machine showed that scheduled breaks contributed at least 9 hours to
the assembly lead time. If a critical path were to be known, breaks could be staggered to prevent the
critical path tasks during assembly from becoming idle, effectively preventing breaks from contributing
to the assembly lead time of the machine.
A large amount of Non-Value Added time was also observed during assembly, with the most significant
NVA activity attributed to searching for parts that arrived from the Varian warehouse [7]. Improving the
organization of these parts and the method for communicating a part shortage could reduce this NVA
time.
The testing time study showed that the majority of testing is considered to be Non-Value Added;
however, these activities are not necessarily due to inefficiencies but rather are tests that verify critical
functionality.
The organization of sub-mods for testing was found to be highly efficient with the
majority of the time that sub-mods were open being spent in the Active state.
39
The testing phase of the UES is assumed by employees to be a serial operation, with only one test being
performed at any given time. It was observed, however, that some tests require little to no use of the
UES' control computer system. It may be possible to reduce the testing lead time by performing some
tests in parallel.
2.6.Summary
Time studies were performed on the assembly and testing phases of the UES. The objectives of these
studies were to measure the duration of tasks, the relative start and end times of tasks, and the amount
of Value Added and Non-Value Added activities.
The assembly time study showed that the current sub-mod procedures are not conducive to creating a
build schedule. The absence of a build schedule results in the critical path for assembly to be unknown,
along with the times of assembly milestones.
This thesis proposes a build sequence based on a
reorganized set of sub-mod procedures, and provides cyclic schedules to execute this sequence for
various production rates.
Searching for parts during assembly was found to be the largest contributor towards Non-Value Added
activities. This stems from a lack of organization of parts that arrive from the Varian warehouse and
poor communication of backordered parts. Jain's thesis explores the opportunity of kitting parts to
reduce this NVA activity [7].
Observations from the testing time study suggested that it may be possible to perform certain tests in
parallel. Bhaduaria's thesis explores the opportunity of simultaneous testing and its potential impact on
the UES lead time [9].
40
3. Constrained Critical Path Analysis
3.1. Literature Review
Scheduling of manufacturing systems is a common Operations Research problem. A scheduling problem
typically has a finite set of tasks that can be assigned to a defined set of resources, and an objective
function that can be optimized [11]. One common objective function is Makespan - the total time
duration of the schedule. Others include cost functions which may include early or tardiness costs, or
costs for machines being idle. An earliness cost may be appropriate if it is expensive to hold inventory.
Tardiness costs include lateness penalties, canceled orders, or lost future sales.
incurred if a machine cannot be shut down between batches.
Idle costs may be
The schedule is considered to be
optimized when the objective function is at a minimum while the problem's constraints are satisfied.
The Job Shop Problem (JSP) is a term used to describe a common type of scheduling problem where
multiple jobs must be routed through multiple locations, where each location performs work on the job.
Each job may require work to be performed at one or more locations, and may have dependencies to
other jobs. The objective function for a JSP could be to minimize makespan, earliness or tardiness costs,
average lead time, etc.
The scheduling problem presented here is a type of JSP, with Blocks (see section 3.4) analogous to jobs.
The Blocks in this problem are highly constrained, such that each Block can only be performed in one
location, and must be performed after its dependencies have been completed.
Two heuristics that are commonly used in job shop scheduling for sequencing jobs are earliest due date
(EDD) and shortest processing time (SPT). Scheduling by EDD involves sequencing jobs by increasing due
date, which allows for the objective function of maximum lateness to be minimized.
SPT involves
sequencing jobs by increasing processing time, which allows for the lead time of each job to be
minimized. These heuristics were used in section 3.6 to sequence procedures in different locations.
The drag and float of tasks can be calculated once the critical path is identified. Drag is a term assigned
to tasks on the critical path, and refers to the amount of time the task contributes to the overall lead
time. If the duration of a critical path task is reduced by its drag it will no longer be on the critical path.
Conversely, float is the amount of time that a task that is not on the critical path can be delayed before
it becomes critical. The totalfloat of a non-critical task is the difference between its earliest and latest
start times, and is a measure of the flexibility of when the task can be scheduled. The earliest and latest
41
start times of non-critical tasks are calculated based on the task's predecessor and successor start times
and durations, and are ultimately dictated by the items relationship to the critical path. By definition,
critical path tasks have no total float, and non-critical path tasks have no drag. Thus, the critical path is
determined by identifying the tasks with no total float.
3.2. Objectives
The objective of the critical path analysis was to determine the minimum theoretical lead time for
assembly based on the constraints of the machine's design and the available space and labor resources,
and to identify the assembly tasks that lie on the critical path. The result is a build schedule that is
feasible within Varian's current resource levels.
This analysis is based on the assumption that there are no other machines as WIP during the duration of
the build that would dilute the available labor resource. Chapter 4 expands the findings of this chapter
to develop a build schedule that considers WIP for a production rate of five machines per week.
3.3. Methodology
The tasks from Varian's current sub-mod procedures were reorganized into a new set of procedures,
called Blocks.
These Blocks were then used as the scheduled entities, using their dependencies,
durations, and the locations where they occur.
The objective function was to minimize the makespan of the entire build (i.e., minimize the assembly
lead time). This was accomplished by introducing constraints - the constraints of Block durations and
dependencies are applied in section 3.5, section 3.6 expands these constraints to include space
resources, and section 3.7 further extends to include available labor resources.
This analysis is based on the following assumptions:
1.
Blocks are considered to be non-preemptive - they cannot be paused once begun, unless there
is a scheduled break or a labor shortage.
2.
Blocks have Finish-to-Start (FS) relationships, where a Block cannot be started until all of its
predecessors have finished.
3.
Assemblers are considered to be identical. The processing times of Blocks is independent of the
assembler working on the Block.
42
4.
There is no downtime during a shift change. The 30 minute overlap between shifts is sufficient
to prevent the incurrence of downtime.
5.
Each location can support a maximum of one active Block at any given time.
3.4.Task Reorganization into Blocks
The results of the assembly time study showed that the existing sub-mod structure was not conducive to
scheduling. This section describes the reorganization of tasks into new sub-mods called Blocks, and the
use of the Block dependency network to determine the critical path for assembly.
Parallel processing of tasks can shorten the assembly lead time in comparison to serial processing. Tasks
that are performed in parallel must be resource independent; they must not require the same labor or
space resource. Reserving a space resource for the duration of a task ensures that this independence is
maintained.
Section 2.3 showed that the sub-mod procedures contained tasks that were performed in as many as
five locations. In order to schedule these sub-mods, it would be necessary to reserve all of the locations
that the sub-mod's tasks take place in, for the duration of the sub-mod. This makes parallel processing
of sub-mods difficult, as one sub-mod may require the reservation of a significant number of locations.
Also shown in section 2.3 was the sub-mod dependency network. The sub-mod structure allowed for
only three of the twenty-one sub-mods to start independently. Three closed loops were also identified,
making it not possible to schedule sub-mods using FS relationships.
The sub-mods were reorganized to enable non-preemptive scheduling, and to maximize the potential
for parallel processing. The new sub-mods, called Blocks, were formed based on task dependencies and
task locations.
Seven of the thirty-one Blocks have no dependencies, allowing them to begin
independently. Space resource requirements were also minimized; twenty-two of the Blocks have tasks
that take place in the same location, while the remaining have tasks that occur in only two locations.
This structure increases the potential for parallel processing of Blocks and the reduction of the assembly
lead time.
Table 5 shows the locations of tasks within the new Blocks. The increased number of Blocks (vs. submods) reduces the space resource requirements for each Block and increases the number of Blocks that
can be started independently.
43
Table 5: Reorganization of tasks into Blocks. Grey cells indicate <10 minutes work in that location
Location
U
U
-
'a-
(U
C
Q)
CU
C
-0
E
a
E
U
LU
LUJ
0
J
-J
0
0
0
(U
U
CU
CU
U
0
CL
0.
Block Procedure
0
U
0
E
U
CM
IL-
LU
0
U
cc
LU
CO
U
ru
0
0
LU
cci
C
0
0
4u
cii
F-
tw
Q)
B1 - Frame Laydown
B2 - Bottom Process Chamber Build
B3 - Wafer Handler Build
B4 - Top Process Chamber Build
B5 - ECR Build
B6 - TCR Build
o
B10 - Top Process Chamber Installation
o
*
-
B9 - Wafer Handler Installation
*
B7 - VEEF Build
B8 - Bottom Process Chamber Installation
B11 - ECR Installation
B13 - VEEF Installation
*
*
*
B12 - TCR Installation
*
*
B16 - Wafer Handler Integration 1
*
B14 - XP VPS Installation
B15 - EPM Lens Installation
B17 - Wafer Handler Integration 2
B18 - Process Chamber Integration 1
*
*
B19 - Process Chamber Integration 2
B20 - ECR Integration 1
B21 - ECR Integration 2
B22 - TCR Integration
B23 - VEEF Integration
B24 - EPM Lens Integration
B25
*
- Pneumatics Integration
*
B26 - Scan Rotate Integration 1
o
*
B27 - Scan Rotate Integration 2
B28 - Scan Rotate Integration 3
*
B30 - Water and Gas Integration
B31 - Final Steps
44
*
*
B29 - Light Links Integration
F-
C
4u
.S
CU
Figure 20 shows the Block dependency network. Each node indicates the Block ID (see Table 5) and the
Block duration (in minutes). Block durations were calculated based on the task durations measured
during the assembly time study described in chapter 2. The critical path was determined by identifying
the Blocks with zero float. This critical path is based on Block durations and dependencies, and does not
account for location or labor constraints. The critical path length is 2,140 minutes (35.7 hours).
B11
39
I
IOU
-&J
327
B14
so
B8
Zb
OZO
B9
137
BIO
39
210
60
51
B12
25
I1
Figure 20: Activity-on-Node diagram showing the Block dependency network with builds (blue), installations (yellow), and
integrations (green). Block IDs and durations (in minutes) are shown, and the critical path is indicated with red arrows
3.5. Constrained Critical Path by Block Durations and Dependencies
The Block dependencies and durations were used to generate an assembly build schedule. The purpose
of this schedule was to determine if the critical path that was identified in section 3.4 could be
maintained without violating space constraints.
Scheduling of non-critical Blocks was performed using Just-in-Time (JIT) completion. Scheduling using JIT
minimizes the amount of WIP and is a standard lean practice [11].
The resulting build schedule is
shown as a Gantt chart in Figure 21, with Blocks grouped by location. Block dependencies are indicated,
and the critical path is also highlighted.
45
..
..
......... ...
WH1B
Non-critical Block
B4
TPCB
7Seco *rdaryocat
BPCB
|B2
B7
VEEF
ECR
B5
B6
TCR
IB-A
B17
Br$
B30
.9
'U
B14
IB-B
B25
B1
2
B29
2
1B-C
B13
IB-D
I
[
B24
B13
B23
B22
TB
0
0n
0
0
0
8
Ln
-4
0
0
0
eN
00
rN
Time (min.)
Figure 21: Gantt chart showing the critical path for assembly, based off of block durations and dependencies
Figure 21 shows that JIT scheduling results in integration bay locations B, C, and D all having more than
one Block being active at different times during the build. This is not feasible, as it would exceed the
location's space capacity for workers. It is possible to move some non-critical Blocks to start earlier in
time in order to prevent overlapping of Blocks at a location; however, not all non-critical Blocks can
accommodate such a change. For example, Blocks B13 and B29 both occur in location C and neither has
enough total float to prevent them from overlapping with the critical path Blocks. Section 3.6 addresses
these discrepancies.
3.6. Constrained Critical Path by Block Durations and Dependencies, and Space Availability
This section furthers the critical path analysis to include space constraints. The result is a feasible build
schedule with a lead time of 2,718 minutes (45.3 hours), subject to labor availability.
The addition of space constraints requires a maximum of one block to be active at each location at any
given time. This is analogous to scheduling a single-machine to process jobs; however, in this case a
location processes Blocks. Earliest Due Date (EDD) and Shortest Processing Time (SPT) heuristics were
used to develop the new build schedule, in addition to task dependencies and JIT completion.
46
The JIT completion of Blocks in the build schedule from section 3.5 resulted in Blocks completing at the
latest possible time without affecting the critical path.
The completion times for these non-critical
Blocks were considered to be the Block's due-date. Since the EDD method of single-machine scheduling
orders jobs by increasing due-date to minimize the maximum lateness of jobs, ordering Blocks by EDD
minimizes the extension of the critical path.
The SPT rule was used when more than one Block had the same due-date at the same location.
Ordering by SPT minimizes the average lead time of a job, therefore, applying SPT to Blocks with
common due-dates minimizes the potential of a Block causing the delay of a successor Block, which
could result in lengthening of the critical path.
With the Blocks at each location ordered by EDD and SPT, and also constrained by dependencies, JIT
completion was then applied. The resulting build schedule and critical path is shown in Figure 22. It can
be seen that location C is the bottleneck. The application of space constraints resulted in a 14% increase
in the lead time. Figure 22 also shows the labor requirements throughout the build, ranging from one to
six workers at any given time. The assemblers on the UES are cross-trained to be fully flexible; thus, any
worker can be assigned to any Block.
47
6
5
4
3
0
2
z
1
0
M"
8
.2
WHB
TPCB
Non-critical Block
B4
FSecondar yiocation
BPCB
B7B26
B7
VEEF
.W
ECR
B5
~
TCR
B6
IB-A
E 17
IB-B
IB1
"
-- B16
U)
:27
B30
B25
IB-C
q,
I
----------- Ir-r-
IB-D
:; -23
B2
TB
0
8
Ln
-4
0n
0
0
0
o
-4
Time (min.)
Figure 22: Gantt chart showing the critical path for assembly, based on block durations and dependencies, and space
constraints
Figure 23 shows the new Block dependency network, with the addition of location-based dependencies.
The new critical path is also shown, containing 12 Blocks and having a length of 2,718 minutes
(45.3 hours).
48
.
....
.
.....
39
B8
26
1
B13
210
B10
39
B15
60
;024
114
63
,
9
137
B12
25
it4
Location
Dependency
Design
Dependency
Figure 23: Activity on Node diagram showing design and location-based dependencies between Blocks. Red arrows indicate the
critical path. Build Blocks are shown in blue, installation Blocks in yellow, and integration Blocks in green.
3.7. Constrained Critical Path by Block Durations and Dependencies, Space, and Labor Availability
This section adds the final constraint of labor availability to the critical path analysis. The result is the
minimum assembly lead time that is possible within Varian's current shift structure.
This analysis
assumes that there are no other machines as WIP that would compete for the available labor resources.
Chapters 4 and 5 extend the labor constraints to account for WIP for the creation of production
schedules.
Varian operates three shifts during the week and a fourth shift on weekends. This analysis is based on
the labor that is available on a typical weekday. Each shift provides two 15 minute breaks, and one 30
minute lunch break, with the exception of 3 rd shift which has three 30 minute breaks. The times for the
weekday shifts are shown below in Table 6. Included is one worker from Varian's fourth shift, as these
workers are each scheduled to work one 12 hour shift (7 am - 7 pm) during the week.
49
Table 6: Weekday shift structure
Breaks
9:30 AM - 9:45 AM
12:00 PM - 12:30 PM
2:00 PM - 2:15 PM
5:00 PM - 5:15 PM
7:00 PM - 7:30 PM
10:00 PM - 10:15 PM
11:30 PM - 11:30 PM
2:00 AM - 2:30 AM
5:00 AM - 5:30 AM
9:30 AM - 9:45 AM
12:00 PM - 12:30 PM
2:00 PM - 2:15 PM
5:00 PM - 5:15 PM
Time
Shift 1
7:00 AM - 3:30 PM
Shift 2
3:00 PM - 11:30 PM
Shift 3
9:00 PM - 7:30 AM
Shift 4
7:00AM -7:00 PM
No. Assemblers
9
5
5
1
Figure 24 shows the availability of workers for a 24-hour period, beginning at the start of the first shift.
Shifts overlap to allow for the transition of tasks between incoming and outgoing workers.
In this
model, the final 30 minutes of each shift is allotted for task transitions and administrative tasks, such as
completing daily logs, timecards, etc., and was thus not considered as available labor. Figure 24 also
shows the scheduled breaks.
Available
Labor
Weekday Labor Availability
Scheduled
Break
10
Ea
8
6
-
0
d
m
-
m
-
n
4
z
-
0
-0
-
2
aC0
03
T-1
0
0
T-4
Figure 24: Typical labor availability during weekdays. Vertical columns indicate scheduled break times.
available labor between 9 PM and 11 PM is due to the overlap between 2"d and 3rd shifts.
50
The increase in
The addition of labor constraints to the build schedule requires the consideration of labor availability
and scheduled breaks. Breaks have the potential to lengthen the duration of a build if all workers break
at the same time; the critical path would be extended by the sum of the scheduled breaks over the
course of the build. Staggering breaks, however, has the potential to prioritize critical path items,
causing the overall assembly lead time to be unaffected by breaks.
The Gantt chart from section 3.6 was used as the starting point for this analysis.
Two types of breaks
were introduced: scheduled breaks and relief breaks. Scheduled breaks are the standard break times
listed in Table 6. Relief breaks are the same duration as the scheduled breaks; however, they occur
immediately before or after a scheduled break. All workers are assigned to one of these breaks. The
differentiation between scheduled and staggered breaks was necessary to prevent the Blocks on the
critical path from becoming idle.
All Blocks that were not on the critical path were paused for all of the scheduled breaks if their float was
greater than the break duration. Critical path Blocks, however, were not paused for scheduled breaks.
In this case, the worker on the critical Block would be relieved by a non-critical Block worker at the time
of a scheduled break. Upon returning, the non-critical Block worker would then take the relief break.
This prioritization strategy is feasible due to Varian's assemblers being cross-trained on all assembly
procedures. The result is one of the non-critical Blocks being idle for the scheduled break plus the relief
break, preventing the critical path from being affected by breaks.
The labor requirements were then compared to the available labor throughout the build. One instance
was found to have the required labor exceed the available labor. In this case, a non-critical Block (B4)
was assigned an earlier start time in order to satisfy the available labor constraint. The resulting Gantt
chart is shown in Figure 25. This schedule satisfies all constraints, assuming there are no other machines
as WIP for the duration of the build that would compete for the available labor resources.
51
10
-Required
Workers
9
Available
Workers
i--
8
7
6
5
4
3
0
2
0
1
0
-I-I.'-'11"I ['Ii
WHB
TPCB
Scheduled
Break
84
II
Break
BPCB
VEEF
Non-critical Block
EB5
Is '__11h L 1tI_11
ECR
1LZIZL1 i
TCR
QZ86IQIiI
t M
IB-A
B17
B1 ~r
IB-B
B27
B2!
B30
~II
IB-C
IB-D
SB22
TB
I' ..
.....
.....
B3
B2
I
00
C
0
00
Time (min.)
Figure 25: Gantt chart showing a build schedule that satisfies location and labor constraints
3.8. Discussion
The critical path analysis identified two key aspects to the building of a Trident UES: regrouping of tasks
was required to allow the scheduling of Blocks, and the critical path for assembly contains 12 Blocks and
is a result of Block durations and dependencies as well as available space resources.
This section
discusses the significance of these findings.
The primary advantage of regrouping tasks into Blocks is the ability to create a build schedule. The
circular dependencies of the original sub-mod structure would have required the 198 tasks to be the
scheduled entities, if a build schedule had been created. Regrouping the tasks into 31 Blocks allowed for
a simpler build schedule to be created using the Blocks as the scheduled entities.
The build schedule
allowed for the critical path to be identified, and prioritization of these Blocks by staggering breaks
prevents the critical path from becoming idle, allowing for the minimum lead time for assembly to be
achieved.
52
While the build schedule shown in Figure 25 satisfies the constraints of space and labor, the labor
requirements
are not balanced throughout the build.
This would introduce complexity for
implementation due to the variability in the required number of workers throughout each shift. A build
schedule that has balanced labor requirements within each shift is more conducive to implementing as it
allows for a fixed number of workers to be assigned to a machine for the entirety of each shift.
Moreover, the labor requirements shown in Figure 25 are equal to the total available labor at certain
instances during the build. This is satisfactory if there are no other machines in WIP. The scope of this
thesis includes one machine beginning assembly each day. With an assembly time of approximately two
days and production rate of one machine per day, Little's Law (see section 1.4.3, equation 1) shows that
the expected WIP is two machines. Chapter 4 modifies the build schedule from Figure 25 to provide
balanced labor requirements within each shift that can also accommodate two machines in WIP.
The task durations that were captured during the assembly time study were used to calculate the Block
durations. A time measurement of each Block performed from start-to-finish, however, is preferred as it
provides a more accurate measurement of the Block duration; the sum of individual task durations can
increase the impact of measurement error. Therefore, the Block durations were refined with a pilot of a
preliminary build schedule (see chapter 4). The Block durations captured during the pilot were then
used for the creation of a build schedule for production planning. Section 8.2 of the appendix also
discusses the assumption of deterministic Block durations.
Beyond scheduling, the proposed Block structure also aids in material kitting. Currently, parts from the
Varian warehouse arrive to the UES line unsorted. This results in assemblers spending time searching
for parts - this was found to be the largest contributor towards NVA activities in the assembly time
study described in chapter 2. The thesis by Jain [7] describes a new kitting method that groups parts
according to the Block structure described in this chapter. These kits will reduce the amount of time
that assemblers spend searching for parts.
3.9.Summary
This chapter outlined a critical path analysis that was performed on the assembly of a Trident UES. This
analysis was made possible with new groupings of tasks, called Blocks.
between Blocks allowed for the creation of a build schedule.
Finish-to-Start relationships
Minimizing the space resource
requirements of each Block allowed for Blocks to be scheduled in parallel. The critical path for assembly
contains 13 Blocks, and the minimum assembly lead time was found to be 45.3 hours.
53
A build schedule was created that satisfied space and labor constraints. Staggering of breaks prevents
the critical path Blocks for becoming idle, allowing for the minimum assembly time to be achieved. The
build schedule presented in this chapter is extended in chapter 4 to balance the labor requirements
within each shift, and to accommodate the labor requirements of other machines in WIP.
The Block structure can also improve the organization of parts that are delivered from the Varian
warehouse. Jain's thesis outlines a kitting method using the proposed Blocks that will reduce NVA time
during assembly, and may also reduce the material lead time from the warehouse [7].
54
4. Trial of a Preliminary Build Schedule
The critical path analysis from chapter 3 found the minimum assembly lead time for a Trident UES to be
45.3 hours.
This chapter outlines the development of a build schedule that has balanced labor
requirements and accounts for additional WIP. We then describe the results of a time study that piloted
the build schedule on a production Trident UES.
4.1.Objectives
The build schedule from section 3.7 meets the constraints of space and labor; however, the labor
requirements are not balanced within each shift and do not account for other machines in WIP. The
objective of this chapter is to develop a build schedule with balanced labor requirements within each
shift that also accommodates WIP, and to trial this schedule on a production machine.
4.2. Methodology
The results from chapter 3 were extended to create a build schedule with balanced labor requirements.
The schedule meets additional labor constraints that were defined to accommodate a total of two
machines in WIP (see section 4.3). This build schedule was then piloted on a production Trident UES.
In addition to the assumptions stated in chapter 3 for the critical path analysis, the following
assumptions were made in the development of the build schedule:
1.
A machine begins assembly at the beginning of 1st shift on the laydown day.
2.
The cost of earliness is insignificant. Non-critical Blocks can be scheduled to complete early in order
to balance the labor requirements within a shift.
3.
The time required for a worker to transition between Blocks is insignificant.
4.
We can prioritize the Block on the critical path by staggering the break of a concurrent non-critical
Block.
4.3. Preliminary Build Schedule Development
This section describes the development of the build schedule that was piloted on a production machine.
Labor constraints that accommodate two machines in WIP are first described, followed by the balancing
of labor within each shift. Finally, shift schedules are created for each worker, for each shift.
The scope of this thesis includes a new machine beginning assembly each day.
With an assembly lead
time of less than two days, this would result in two machines in WIP; one machine would be on Day 1 of
55
assembly, and the other would be on Day 2.
The labor requirements of the build schedule must
accommodate both of these machines. Therefore, for a production rate of one machine per day, the
labor requirements for each shift during the build schedule must satisfy the expression:
ZT
(2)
L
{n E I,n > 1}
where ] is the shift number (1", 2"d, 3 d, or
4 th),
i is the day of the build, n is the total number of days of
the build schedule, rp is the labor required during shift] on day i of the build, and L; is the total available
labor on shiftj.
Varian's shift structure results in available labor resources being cyclic every 24 hours during the week.
With the minimum assembly time of 45.3 hours determined (see chapter 3), we strive to develop a build
schedule with a 48 hour lead time. Thus, a build schedule that spans two days results in the following
constraints:
rl,1 + r1,2
(3)
9
r 2,1 + r2,2
5
(4)
r 3,1 + r 3 ,2
5
(5)
r4,1 + r4 ,2
1
(6)
where equations, 3, 4, 5, and 6 are the constraints for
1 st,
2 nd, 3 rd
, and
4 th
shifts, respectively, based on
the available labor of a typical weekday (see Table 6 in section 3.7).
The Gantt chart from section 3.7 was used as a starting point. Labor was balanced by shifting non-
critical Blocks to start early, as the cost of earliness was assumed to be insignificant. A solution was
found that satisfies the constraints of equations 3 through 6, and is shown in Figure 26. The build
schedule has a duration of 48 hours. The labor requirements for Day 1 are 6, 3, and 3 workers for 1st,
2 nd,
and
3rd
shifts, respectively. The second day of the build schedule has labor requirements of 3, 2, and
2 workers for
1 ', 2 nd,
and
3 rd
shifts, respectively.
The one worker that is available from
4 th
shift is not
relied upon for the build schedule, and can therefore be considered as surplus labor that can provide
support to the UES testing department, substitute for workers on leave, etc.
56
4
0
3
2
0
Scheduled
Break
WHB
I B4
TPCB
BPCB
Relief
Break
____r
B2
26
Non-critical Block
VEEF
[sse
ECR
nd
y
o
ton
]
BS
6
TCR
IB-A
IB-B
BI
40B30
IB-C
IB-D
TB
-4
------
Time (min.)
Figure 26 Preliminary build schedule with balanced labor requirements
The de velopment of the build schedule allowed for shift schedules to be created for each worker, for
each sh ift. Table 7 shows the shift schedules for the preliminary build schedule. On the
1st
shift on
Day 1, for example, 6 assemblers are required (A through F), where assembler A performs Blocks B1 and
B8, ass embler B performs Blocks B2 and B26, assembler C performs B3, etc. In addition to allowing for
dissemi nation of information to workers, these shift schedules can also be used for goal setting and
perforn ance measurement.
Table 7 also includes the Workload Percentage of workers, defined as:
W orkload Percentage = Total Time of Work Content X 100%
Total Available Time
(7)
where rotal Time of Work Content is the sum of the Block durations that are assigned to the worker, and
Total A vailable Time is:
Total Available Time = Shift Duration- Z Sheduled Breaks
57
(8)
The average Workload Percentage of workers is 81% with a range of 47% to 93%.
If the production rate is one machine per day, each shift would allocate its workers across the two
machines in WIP. Table 7 shows the Average Shift Workload Percentage for this production rate, which
ranges from 80% to 82%. Since workers are considered to be fully flexible, it is possible for a worker
with a low workload percentage to assist or relieve a worker with a higher workload percentage in order
to balance the amount of work for each person.
Table 7: Shift schedules and workload Percentages for the Preliminary Build Schedule
Shift
Shift SitSchedule
Workload
Percentage
Block(s)
*Average Shift
Workload
Percentage (%)
(%)
Day 2
1
80
2
80
3
82
Average 1
81
1
4.4. Preliminary Build Schedule Trial
The build schedule from section 4.3 was piloted on a Trident UES in July of 2014. The intent of this trial
was to refine the time estimates for Block durations, and to determine the lead time for assembly when
the critical path is prioritized.
The Average Shift Workload Percentage is based a production rate of one machine per day
58
..........
..
..
..
Assembly began at the beginning of
1st
.
........
shift on Day 1 of the trial. Assemblers were handed printouts of
each Block that showed the new groupings of assembly tasks. Each printout also showed the estimated
Block duration.
Each assembler was informed of their shift schedule according to Table 7, and the
details of staggering breaks. A minimum of one team member was on the shop floor throughout the
duration of the build to document the start and end times of each Block, and instances of idle time.
Figure 27 shows a Gantt chart with the resulting Block durations from the pilot machine, and the
required and assigned labor throughout the build. The preliminary build schedule from section 4.3
predicted an assembly lead time of 48 hours; however, the actual assembly lead time from the trial was
39 hours.
6
----
I-Required
Workers
5
Assigned
4
-
I
r
I
-
3
--
Workers
I
I
J
2
L
0
2
0
Bred
WHB
TPCB
BPCB
B4
Relief Break
-2+
Unexpected
B2
B7
VEEF
Unexpected
Downtime
ECR
TCR
Material
Shortage
E
B6
IB-A
B7
IB-B
B1
--[)
B
S-A6
11
51
B27
3
lB-C
IB-D
B22
24
TB
0n 0n
0
0 00 00
Time (min.)
Figure 27: Gantt chart showing actual Block durations during trial of preliminary build schedule
The Gantt chart in Figure 27 has modifications to the preliminary build schedule from section 4.3. This
includes the reordering of three blocks, unexpected overtime, and a material shortage. These changes
were made in real time as the build progressed.
Block B25 was originally schedule to occur after B27; however, due to shorter than anticipated durations
of Blocks B16 and B22, the preliminary schedule was modified to move B25 before B27. In this case B27
59
was constrained by a design dependency to B21 and could not be moved earlier, whereas B25 could
begin immediately after B17. This moved B25 off of the critical path from the preliminary schedule,
allowing for the lead time to be reduced by 2.75 hours.
Two non-critical Blocks, B11 and B23, became critical and joined the critical path during the trial. First,
the longer than anticipated duration of B5 resulted in a delay to B11, causing B11 to enter the critical
path between B19 and B20. This lengthened the critical path by 50 minutes. Second, the non-critical
Block B23 was performed between critical Blocks B13 and B15.
This change was made due to
preference by assemblers, and was permitted since the build was operating ahead of schedule. This
change also increased the critical path by 50 minutes.
Two hours of unexpected overtime were incurred during the trial. The first instance was due to an
insufficient time estimate for Block B5; in this case the assembler stayed for an additional 1.5 hours past
the end of 1't shift to complete the Block. The second instance was also due to a worker staying beyond
the end of the shift to complete Block B12, which incurred an additional 30 minutes of overtime. While
this was permitted during the trial, a sustainable build schedule should not require overtime. Chapter 5
develops a production build schedule based on the new Block durations that does not require overtime.
A material shortage was experienced during the final procedure of the build, which resulted in the
machine being Inactive while the assembler was waiting for material to arrive from the Varian
supermarket. This increased the critical path by 45 minutes. This is the only instance that the critical
path became idle. In comparison, the assembly time study performed in March observed a total of 24
hours where the machine was Inactive (see chapter 2).
The remaining reduction in the assembly lead time is attributed to shorter than anticipated durations of
critical path Blocks. In total, the trial incurred 76% of the average labor hours for the assembly of a
Trident UES. The difference in the estimated and measured Block durations is discussed in the following
section.
4.5. Discussion
The creation of a build schedule allowed for detailed labor resource planning during the assembly of the
UES. Varian currently operates without a build schedule - a machine is allotted 5 days for assembly
based off of historical lead times; however, there is no formal scheduling of assembly procedures and
milestones within the 5 days. Without a build schedule, the labor requirements for each shift are not
60
well known.
Furthermore, communicating information to workers such as End of Shift Targets and
milestone due dates is difficult. The build schedule presented in this chapter enables the benefits of
labor resource planning to be realized, and provides an efficient means to transfer information to
workers through shift schedules.
The measured Block durations from the trial differed from the estimated durations that were generated
from the time measurements of the original assembly time study (see chapter 2). On average, Block
durations from the trial were 5% below the estimated duration; however, some Blocks from the trial
were longer.
The difference between actual and estimated Block durations may be due to ideal
assembly sequencing, measurement error in task durations that were compiled to generate the Block
estimates, and variance between assemblers. This thesis assumes that workers are identical; the
difference in processing times between workers is insignificant. This assumption is discussed in the
appendix (see section 8.2).
Staggering the breaks of workers was effective at prioritizing the critical path Blocks. Throughout the
entire build, the critical path became idle only once due to a material shortage.
4.6.Summary
A preliminary build schedule was developed to achieve an assembly lead time of 48 hours. This build
schedule satisfied labor constraints that were developed to accommodate two machines in WIP, based
on the available labor of a typical weekday. The build schedule was then trialed on a Trident UES in July
of 2014.
The trial completed ahead of schedule, achieving an assembly time of 39 hours. The critical path was
prioritized by staggering breaks of workers on non-critical Blocks.
This allowed the critical path to
remain Active throughout the entire build, with the exception of a material shortage during the final
procedure that forced the critical path to become Inactive for 45 minutes.
The Block durations measured during the trial were on average 5% lower than the estimated durations.
This may be due to ideal assembly sequencing, measurement error from the assembly time study
described in chapter 3, or variation in processing times between assemblers. The total labor hours for
assembly incurred by the trial were 76% of the current average for a Trident UES.
61
5. Production Scheduling
This chapter develops cyclic schedules for production rates up to five machines per week.
These
schedules are based on the labor and space requirements of a production build schedule that was
designed using the results of the trial described in chapter 4.
5.1. Literature Review
Cyclic scheduling is commonly applied to manufacturing in flow shops. A flow shop describes a facility
that moves a job through a defined route in the facility, the route being comprised of multiple locations
where operations are performed.
operations.
The route is determined based on the precedence structure of
A flow shop that assembles machines would thus have the machine move between
locations throughout the facility, with material and labor being added to the machine at each location.
Cyclic scheduling literature commonly focuses on this type of flow shop, where a job can be processed
at only one location at any given time.
Varian's UES line is analogous to a flow shop, with a machine being assembled in an integration bay,
tested and calibrated in a testing bay, and cleaned and packaged in the Machine Shipping area. Within
the UES assembly area, however, the process proceeds as a bay build, where the machine remains in an
integration bay for the duration of a build, with material flowing to the machine. This allows for many
operations to be performed in parallel for a single machine; for example, Blocks BI through B7 can be
performed in parallel at 7 unique locations. This chapter applies cyclic scheduling techniques to the
assembly of the UES, and accommodates the parallel processing of Blocks across multiple locations for a
single UES machine.
Scheduling can be performed by either using deterministic or stochastic techniques.
schedules assume that processing times are known and do not vary with time.
Deterministic
Stochastic techniques
accommodate randomness - for example, the durations of procedures may vary with time, or a location
may experience unexpected downtime.
This thesis assumes that scheduling is deterministic; the
durations of Blocks do not vary with time or with workers, and downtime is insignificant.
In a deterministic cyclic schedule, the duration of serial operations for a job at each location must not
exceed the cycle length C [12], where C is the Takt Time, defined as:
C = Takt Time = D
Demand Rate
62
(9)
If the duration exceeds C, the location must provide for parallel processing of jobs [13]. Let N be the
number of jobs that must be processed in parallel to obtain C. N can be calculated as:
N >
EmDfk
'=
(10)
{N E I, N > 1}
where D is the duration of an operation, and m is the number of serial operations performed at location
f for a job.
In the context of this thesis, Blocks are the operations that are performed at different locations. The
locations include the Wafer Handler Bench (WHB), Bottom Process Chamber Bench (BPCB), Top Process
Chamber Bench (TPCB), VEEF Build Table (VEEF), ECR Cell (ECR), TCR Cell (TCR), or an Integration Bay
(IB). The scope of this thesis includes production rates up to five machines per week with one machine
beginning assembly per weekday. Thus, C can be considered to be 24 hours.
5.2. Objectives
This chapter uses the results of the trial from chapter 4 to refine the build schedule for use in production
scheduling. A build schedule co-ordinates the execution of procedures and the labor requirements for
the assembly of a single machine, whereas a production schedule co-ordinates the labor and space
requirements for multiple machines. The overarching objective of this section is to develop sustainable
cyclic schedules for production rates of up to five machines per week.
5.3. Methodology
The preliminary build schedule from chapter 4 was refined by using the Block durations that were
captured during the trial. Production schedules were then created by patterning the labor and space
requirements of this build schedule.
The following assumptions were made in the creation of the production schedules:
1.
A maximum of one machine can begin production on any given day, up to a maximum of five
machines per week.
2.
Machines cannot begin production on Saturday or Sunday.
3.
Machines are identical. The processing time and labor requirements for each machine follow the
build schedule developed in this chapter.
63
4.
The available labor resource follows the shift structure shown in section 1.4.3, Table 1.
5.
Overtime cannot be scheduled for
3 rd
shift on Fridays, Saturdays, or Sundays, or for
shift on
2 nd
Saturdays or Sundays. Overtime on weekends is limited to the hours of 1 't or 4 th shift.
5.4. Production Build Schedule Development
The preliminary build schedule from chapter 4 was refined using the Block durations captured from the
trial. The trial achieved an assembly lead time of 39 hours, 19% below the target lead time of 48 hours.
While achieving the lowest possible lead time is desirable, the target lead time for the production build
schedule remained at 48 hours in order to coincide with Varian's shift schedule.
With the trial completing in 39 hours, we decided to modify the labor constraints to allow for one
worker per shift to not be assigned to any machine; this worker is referred to as the Rover. The Rover
would then be available to provide support to the testing department, substitute for workers who are
on leave, etc. Thus, the labor constraint from section 4.3 was modified to:
(1
=1r; :!; Lj - 1
{n E I,n > 1}
A solution that satisfies the constraints of equation 11 while minimizing makespan and maintaining a
lead time of less than 48 hours is shown in Figure 28. The assembly lead time for this schedule is 42.75
hours.
The labor requirements for the first day are 6, 3, and 3 workers for
1st, 2 nd,
respectively. The labor requirements for the second day are 2, 1, and 1 workers for
1
and 3 rd shifts,
t, 2 "dand
If a new machine begins assembly each day, this would require a total of 8 workers on
workers on
2 nd
shift, and 4 workers on
3 rd
3 rd shifts.
1 't
shift, 4
shift, to satisfy the labor requirements of both machines in
WIP. The current shift structure has 9, 5, and 5 workers available on
1
t, 2 nd,
and
3 rd
shits, respectively;
thus, one worker per shift is not required for assembly and the constraint from equation 11 is satisfied.
Additionally, one worker from fourth shift is also available on Monday, Tuesday, Thursday, and Friday,
who is also not required for assembly.
64
6
5
Assigned
Workers
--
3
0
2
Z
1
0
Scheduled
Break
WHB
TPCB
-Relief
B4_
BPCB
reak
B2
Non-critical Block
VEEF
Secondary location
ECR
11 1Ct
TCR
I B6__
_
IB-A
IB-B
i
117
__B30
1
[3
IB-C
IB-D
I
ii
l
U~~I
13 -
iv
_
2
TB
Ln
:3 LQ
114 C-4
8
C3
CD
CO
00
C.4
Time (min.)
Figure 28: Production build schedule
The production build schedule has two instances where the Required Workers exceeds the Assigned
Workers; both of these are during the second day of the build during
2 nd
shift when only one worker is
assigned to the machine. Staggering breaks to prioritize the critical Block is only possible when there is
more than one worker assigned to the machine. Thus, the Rover on
2 nd
shift would provide coverage
during the scheduled breaks when only one worker is assigned to the machine.
The new labor constraint from equation 11 resulted in a labor dependency relationship being formed
between Blocks B15 and B27. In this case, there are only two workers assigned to the machine during
1 't
shift of Day 2, thus, B27 must occur after B15 in order to satisfy this constraint. The dependency
network diagram for the production build schedule shows this labor dependency (see Figure 29).
65
-I...
..
..
....
. .....
....
B11l2
r
B7
821
8
so28
B2M
175
B3
245
60
B14
B8
55
-
)0
_30
B15
Deign- - Lt B10 Bo3
60
68
Design
Dependency
1
135
55
0
2
9
B(
12
45
___
Location
Dependency
. ..
Labor
Dependency
Figure 29: Activity on Node diagram showing the Block dependency network for the Production Build Schedule, showing design,
location, and labor dependencies. Build Blocks are shown in blue, installation Blocks in yellow, and integration Blocks in green.
Table 8 shows the shift schedules and Workload Percentage for each worker, for each shift. The average
Workload Percentage of workers is 83%. With the assembly of the machine spanning two days, a
production rate of one machine per day would result in two machines in WIP; one machine would be on
Day 1 of its build, and the second machine would be on Day 2 of its build. In this case, each shift would
allocate its workers across both machines. For example, Table 8 shows that on
1 s'
shift, workers A
through F would be assigned to the machine on Day 1, workers G and H would be assigned to the
machine on Day 2, and worker / would be the Rover. The Average Shift Workload Percentage was
calculated based on a total WIP of two machines, and ranges 70% to 90%, exclusive of the Rover who is
able to provide additional support to either machine.
66
..
....
....
Table 8: Shift schedules and Workload Percentages for the Production Build Schedule
Shift
Schedule
Shift
"Average Shift
Workload
Percentage (%)
Workload
Percentage
Block(s)
(%)
IDay 2
1
90
2
83
Wr"Il'a
11.1
70
3
|
S
I
I
Rover
Average
83
I
A robustness analysis was performed on the production build schedule to identify the Blocks with the
lowest float values. A critical path drag analysis was also performed in order to identify critical Blocks
with the highest potential for lead time reduction. Finally, the build schedule was used for the creation
of production schedules. These are explained in the remaining sections of this chapter.
5.5. Build Schedule Robustness Analysis
The robustness of the build schedule shown in Figure 28 was analyzed by calculating the float of the
non-critical Blocks. Float is the amount of time the Block can be delayed before it interrupts the critical
path. By definition, all critical Blocks have zero float; therefore any delay will be fully realized by the
length of the critical path.
The float of a non-critical Block is the difference between the Scheduled Finish Time (SFT) and the Latest
Finish Time (LFT). The SFT of each non-critical Block was taken from the build schedule in Figure 28. The
LFT for Block i was calculated as:
The Average Shift Workload Percentage is based a production rate of one machine per day
67
(12)
LFTj = MIN{LST)1
j =1,2, ... , n
where LST is the Latest Start Time of successor Blockj and n is the number of successors of Block i.
Table 9 in the appendix shows the floats of each Block. The Blocks with the lowest floats are B11 and B5
(85 and 115 minutes, respectively). The Blocks with the longest floats are B24 and B7 (635 and 490
minutes, respectively).
5.6. Critical Path Drag Analysis
The drag of each Block on the critical path was calculated in order to identify the Blocks with the highest
potential for further lead time reduction. Drag is the time duration that a critical path item must be
reduced by before it becomes non-critical. This also required the totalfloat of non-critical path items to
be calculated. This section outlines the calculations required for this analysis.
The drag analysis was performed using the latest start times from the Gantt chart shown below in Figure
30. This Gantt chart uses the measured Block durations from the trial, and the same sequencing of
Blocks from the Production Build Schedule at each location. The Blocks are schedule for JIT completion,
allowing the totalfloat of non-critical Blocks and the drag of critical Blocks to be calculated.
WHB
Total Float of B5
equals Drag of B3
TPCB
Non-critical Block
oca on
[second
BPCB
B2
B7
VEEF
C
.2
B5
ECR
TCR
-11
1B-A
LZ11
lB-B
9
B17
-
B18
IB 5
B27
lB-C
'0
El
IB-D
'1
.0
B22
iB13
B24I
TB
a
Ltn
0)
0D
CD
Ln
-4
-4
0
0
0
Time (min.)
Figure 30: Gantt chart showing Blocks scheduled for JIT completion in the sequence of the Production Build Schedule
68
r..
The latest start time of Block i can be expressed as:
LST = MIN{LFT - Di}
(13)
and the earliest start time of a Block is found using the formula:
EST = MAX{EFTh}
(14)
h =1, 2, ... , m
where m is the number of direct predecessors of Block i. EFT is the earliest finish time of a Block and can
be calculated using the formula:
EFT = ESTj + Di
(15)
The total float (TF) of a Block is the difference between its earliest and latest start times, expressed as:
TF = LSTj - EST
(16)
Blocks on the critical path have no total float, as they are fully constrained.
The drag of a critical Block is found by comparing the Block duration to the total floats of all Blocks that
are active during the duration of the critical Block when using JT completion. Let c be a Block on the
critical path, and k denote the subset of Blocks of size p that could be active when c is active. The drag
of Block c is the amount of time that it must be reduced by in order for it to become non-critical, which
can be found using the formula:
Dragc = MIN[Dc, TFk]
(17)
k =1, 2, ... , P
Thus, if the duration of Block c is less than any of the total floats within k, the drag of Block c is equal to
its entire duration; the Block must have a duration of zero in order to become non-critical. Conversely, if
Block x is a Block within k that has a total float that is less than the duration of Block c, the drag of c is
equal to the float of x; if Block c is reduced by the total float of x, c will become non-critical and x will
become critical.
69
Table 9 in the appendix shows the total float and drag values for all of the Blocks in Figure 30. The
critical Blocks with the highest drags are B20 (260 min.), B30 (245 min.), B31 (180 min.), B3 and B19
(175 min., respectively). The drag of B20 is equal to the total float of B18, thus, reducing B20 by its drag
will result in B18 becoming critical. Likewise, the drag of B3 is equal to the float of B5 (see Figure 30),
and the drag of B19 is equal to the floats of B16 and B17. Blocks B30 and B31, however, have drags that
are equal to their duration; the entirety of these Blocks contributes towards the length of the critical
path.
5.7. Production Scheduling
This section develops production schedules for various production rates. The production schedules
were created by patterning the labor and space requirements of the build schedule from section 5.4.
The purpose of the production schedules is to indicate the total daily labor requirements for the UES
assembly line for various production rates.
No overtime is forecasted for any of the production
schedules.
5.7.1.
One Machine per Week
A production rate of one machine per week with the machine beginning on a Monday, Tuesday, or
Wednesday will result in a 43 hour assembly lead time. Figure 31 shows the labor requirements for a
machine that begins assembly on a Wednesday. A total of 768 hours of labor surplus is incurred per
week at this production rate.
70
I ....
...........
Labor Requirements for 1 Machine per Week: Wed.
Monday
10------f
Tuesday
Friday
Wednesday Thursday
t
Saturday
Sunday
jT---T
9.
67
0
5
z
4
* Wed. Start
-
a'
-
8
--T
0
Available Labor
3+
2-
0
Shift
Figure 31: Labor requirements for one machine per week with assembly starting on Wednesday
A machine that begins assembly on a Thursday will have an assembly lead time of 51 hours, and a
machine that begins on Friday will have a lead time of 75 hours.
This is due to the current shift
structure; there is no 3 rd shift on Friday, Saturday, or Sunday. In this case, it was assumed that the build
schedule would become idle for the duration of the unavailable production time (7.5 hours over Friday
night and 12 hours over Saturday and Sunday nights).
Figure 32 and Figure 33 show the labor
requirements for machines that begin assembly on a Thursday and on a Friday, respectively.
71
Labor Requirements for 1 Machine per Week: Thurs.
Monday
Tuesday
Wednesday Thursday
Friday
Saturday
Sunday
)
1
8
0
z
I
-W
4 i1
E
T
4
Thurs. Start
* Available Labor
1
J
-j-0_0
J
- 0 B
4
,
J
0
Sh ift0 41*'
-u -"
o
4CA
rl
_0
N
_0
-0
-a
Z
rg
A
't
Shift
Figure 32: Labor requirements for one machine per week with assembly starting on Thursday
Labor Requirements for 1 Machine per Week: Fri.
Monday
Tuesday
Wednesday Thursday
Friday
Saturday
Sunday
jtj
9
8
07
*
A
1.
-
* Available Labor
-77
Shif
-M -0
o -
-a _0
-0 -Z
_0
Zx
r
-i
r
Shift
Figure 33: Labor requirements for one machine per week with assembly starting on Friday
72
Fri. Start
0
0
5.7.2.
Three Machines per Week
Figure 34 shows the labor requirements for a Monday-Wednesday-Friday production schedule, with
lead times of 43 hours, 43 hours, and 75 hours, respectively. This schedule has 492 hours of labor
surplus and no labor shortages.
Labor Requirements for 3 Machines per Week
'C
Monday
Tuesday
Wednesday Thursday
Friday
Saturday
Sunday
C
~e 17
* Mon. Start
0
Z
Sf
E
A
'-4-
* Wed. Start
N Fri. Start
0 Available Labor
2
I
4-7
-7
Shift
Figure 34: Labor requirements for a production rate of three machines per week, with machines starting on Monday,
Wednesday, and Friday
The total WIP of machines is typically one, with the exception of the 1 ' shift on Monday. In this case the
machine that began on Friday would finish assembly on Monday at 10am; thus, there would be two
machines in WIP for Monday's
1 't
shift. Figure 35 shows the space requirements for this schedule.
While only two integration bays are required, it is desirable to have the integration bay free for 12 hours
before a machine begins assembly to allow for staging of the Frame assembly that is supplied by a
vendor. Thus, Varian's three integration bays are utilized.
73
Space Requirements for 3 Machines per Week
Mon.
Tues.
Wed.
Fri.
Thurs.
Sat.
Sun.
WHB
TPCB
VEEF
.2
-
Mon. Start
-
-
C
-
BPCB
ECR
WedOSar
Wed.
Start
TCR
Fri. Start
Integratio n Bay 1
Integratio n Bay 2
Integratio n Bay 3
0
0
N
N
9
9
0
0
N
0
0
N
N
I
0
0
N
9
9
0
0
N
N
9
9
ime
Figure 35: Space requirements for a production rate of three machines per week
5.7.3.
Five Machines per Week
A production rate of five machines per week can also be achieved without overtime. Figure 36 shows
the labor requirements. The week has a total of 218 hours of labor surplus with no labor shortages.
Labor Requirements for 5 Machines per Week
Monday
10
Tuesday
Wednesday Thursday
Friday
Saturday
Sunday
9
8
0
z
11
-T
Mon. Start
E
6
E Tues. Start
5
-
7
++
E Wed. Start
4
~
:t
E Thurs. Start
* Fri. Start
2
1
* Available Labor
A
Shift
Figure 36: Labor requirements for a production rate of five machines per week, with machines starting on Monday through
Friday
74
The total WIP is typically two machines, with the exception of Sunday and portions of Saturday and
Monday where only one machine is in process. Figure 37 shows the space requirements.
Space Requirem ents for 5 Machines per Week
Wed.
Tues.
Mon.
WHB
Thurs.
-
-
BPCB
-am
-
-
VEEF
.0
Sun.
-OM
TPCB
C
Sat.
Fri.
-
I I Mon. Start
-
* Tues. Start
-m
am
0 Wed. Start
ECR
TCR
-m
I I Thurs. Start
Integratio n Bay 1
N Fri. Start
Integratio n Bay 2
Integratio n Bay 3
4:
0
0
I..-
4:
0
9
0
9
I....
4:
0
0~
0
9
0
0
4:
0
9
r'~.
4:
0
9
I~.
lime
Figure 37: Space requirements for a production rate of five machines per week
5.8. Discussion
The production build schedule developed in this chapter has an assembly lead time of 42.75 hours, 5.25
hours below the 48 hour targeted lead time. This section describes the significance of this schedule, as
well as the findings from the robustness and drag analyses, and the results of the production schedules.
This thesis assumes deterministic processing of Blocks; however, Block durations may vary due to
unexpected interruptions such as material quality issues or unexpected downtime, or due to variance
between assemblers. The critical path can be extended or delayed by 5.25 hours before reaching the 48
hour targeted lead time, a 12% increase over the scheduled 42.75 hour lead time. Section 8.2 of the
appendix discusses the assumption of deterministic processing times, and suggests that the 5.25 hours
of additional time is sufficient to accommodate labor related variations in Block durations. Delays due
to material shortages, however, are not considered in this analysis.
Section 8.2 of the appendix also suggests that most of the floats of non-critical Blocks can accommodate
labor related variance in durations.
The robustness analysis performed on the production build
schedule showed that all non-critical Blocks have a float of over one hour, with Blocks B11 and B5 having
75
the lowest floats of 85 and 115 minutes, respectively. Block B24 has the largest float of 635 minutes.
Identifying the floats of each Block allows production managers to make educated real-time decisions if
interruptions were to occur.
The critical path drag analysis identified Blocks B20, B30, B31, B3 and B19 to have the greatest potential
for reducing the assembly lead time.
Reducing the length of a Block could be accomplished with
outsourcing. Block B3 (Wafer Handler Build), for example, could have a greater portion of the Wafer
Handler assembly provided by vendors. B20, B30, B31, and B19, however, are integration Blocks that
cannot be outsourced.
In this case, reducing NVA steps could reduce the duration of these Blocks.
Varian should also consider additional metrics, such as the cost and time to implement changes, in order
to identify the Blocks with the highest candidacy for lean projects.
The production build schedule was used to create cyclic production schedules for up to five machines
per week. No overtime is forecasted with these schedules. The absence of a
3 rd
shift on Friday results in
a 51 hour lead time for a machine that begins assembly on a Thursday, and a 75 hour lead time for a
machine that begins assembly on a Friday. Introducing a
3 rd
shift on Friday would reduce these lead
times to the standard 43 hours for a Thursday laydown, and a 55 hour lead time for a Friday laydown.
5.9.Summary
A production build schedule was developed based on the trial results from chapter 4.
This build
schedule provided for an assembly lead time of 43 hours while also allowing for at least one worker per
shift to act as a Rover at production rates of up to five machines per week.
A robustness analysis showed that the production schedule provided all non-critical Blocks with floats of
over one hour, with the longest float being over six hours. A critical path drag analysis showed that
Blocks B20, B30, B31, B3 and B19 have the highest potential for lead time reduction of the UES. Possible
methods for reducing the durations of these Blocks include outsourcing tasks to vendors, and reducing
NVA activities.
Production schedules were developed for 1, 3, and 5 machines per week by patterning the labor and
space requirements of the production build schedule. The labor requirements of all schedules are
accommodated with Varian's current shift schedule. No overtime is forecasted.
76
6. Conclusions, Recommendations, and Future Work
6.1.Conclusions
The critical path method was used to develop a build schedule for the assembly of a Trident UES. The
constraints of design dependencies, space availability, and labor availability were considered.
The
regrouping of assembly tasks into 31 Blocks and the use of Finish-to-Start relationships between Blocks
enabled the critical path analysis to be performed.
The trial of a preliminary build schedule that was based on the critical path analysis achieved an
assembly lead time of 39 hours, a reduction of 70% from the current average of 5.5 days. The labor
hours for assembly were also reduced during the trial to 76% of the current average.
A production build schedule was developed based on the results of the trial. This build schedule allows
for a minimum of one person per shift to be considered as labor surplus for production rates up to five
machines per week.
This labor surplus can then be used to mitigate the effects of unexpected
interruptions during assembly, substitute for workers on leave, etc. The production build schedule has
an assembly lead time of 43 hours.
Cyclic production schedules were developed based on the production build schedule for rates of up to
five machines per week. The production schedules maintain the 43 lead time of the build schedule, with
the exception of machines that begin assembly on Thursdays or Fridays, which have assembly lead times
of 51 hours and 75 hours, respectively, due to the lack of a 3 rd shift on Fridays, Saturdays, and Sundays.
These schedules do not forecast a need for overtime for production rates of up to five machines per
week.
6.2. Recommendations
The primary recommendation that results from this thesis is for Varian to develop build schedules for all
UES models using the critical path method, and for the UES line to follow these build schedules as
standard practice. This thesis rearranged the tasks for the assembly procedures of a Trident UES. The
process of rearranging tasks based on dependencies and task location should be emulated for other
models.
These new procedures, along with the Blocks described in this thesis, should then be
implemented in Varian's Lotus Notes database for use with all future builds. The planned lead times in
Varian's MRP system should also be updated to provide for two days for assembly, rather than the
current planned lead time of five days.
77
Second, we recommend that Varian records the instance and duration of all material shortages that
disrupt an assembly from following its build schedule. This will allow for the impact that a material
shortage has on the assembly lead time to be quantified. Communicating this information to material
planners and vendors would then allow for corrective actions to be taken for future orders.
Further time measurements of Block durations should also be gathered in order to develop a sample set
to calculate the underlying mean and standard deviation of the processing times for each Block. The
build and production schedules presented in this thesis are based on Block durations that are assumed
to be constant and independent of the employee performing the work. Developing a data set for each
Block would identify the significance of the variance in the processing times between workers. This will
aid in labor resource planning by optimizing shift schedules based on each assembler's skillset. Varian's
current kaizen project that involves an integrated timing system within the Lotus Notes database will
enable the capture of this data.
We recommend that Varian considers re-distributing their labor resource from
3 rd
shift to follow a 5-day
work week (11:00 pm to 7:30 am, Monday night through Friday night) rather than the current 4-day
work week (9:00 pm to 7:30 am, Monday night through Thursday night). The current shift structure
results in a 2.5 hour overlap between
2 nd
and
3 rd
shift. This short surge in labor availability is difficult to
utilize; the production build schedule shows excess labor during this time. Migrating this labor to Friday
night and instating a 5-day work week for
3 rd
shift with standard hours of 11:00 pm to 7:30 am would
provide a more constant labor supply that can be better utilized. A
3 rd
shift on Friday night would also
reduce the lead time of machines that begin assembly on Thursday from 51 hours to the standard to 43
hours, and a machine that begins on Friday from 75 hours to 55 hours.
Finally, we recommend that Varian investigates the opportunity of outsourcing portions of the Wafer
Handler Build procedure to vendors. The critical path drag analysis in chapter 5 showed that the Wafer
Handler Build procedure has a drag of 175 minutes. The Wafer Handler assembly is used on all models
of the UES. We recommend that Varian compares the Bill of Materials for the Wafer Handler across all
UES models to determine the degree of commonality and the potential for outsourcing, in an effort to
reduce or eliminate the drag of the Wafer Handler Build.
The thesis by Jain [7] details recommendations for a kitting system that was developed along with the
Blocks described in this thesis. Jain's recommendations include updating kit codes in Varian's SAP
78
database, creating a formal protocol for communicating part shortages between the warehouse and the
UES line, and evaluating the potential of Just-in-Time ordering of kits from the warehouse.
Bhadauria's thesis [91 also provides recommendations for the testing of the UES.
Bhadauria
recommends that Varian implements automated testing procedures using LabVIEW. Automated testing
can allow for some tests to be performed in parallel if they use different subsystems. The service and
control computers of the UES could also be made independent, to further enable parallel testing. In this
case, interlocks must be designed to ensure that operating these computers in parallel is performed
safely [9].
6.3. Future Work
Varian can apply the critical path method used in this thesis, as well as the kitting system developed by
Jain [7] and the parallel testing method described by Bhardauria [9], to the Source, Analyzer, and
Corrector assembly lines. Lowering lead times reduces WIP which lowers the total investment in inprocess inventory, increases the visibility of part shortages, decreases shop floor congestion, etc. The
UES has the longest lead time of the modules; however, all of the assembly lines can realize these
benefits.
Varian could also introduce incentives into their compensation packages. The use of a build schedule
enables shift schedules to be created for each person, for each shift of the build. Shift schedules allow
for clear communication of End of Shift Targets for each worker. Varian could incorporate incentives for
individual workers or for shifts that consistently achieve their targets, or for the UES line as a whole for
achieving lead times of less than 48 hours. These could be based on weekly, monthly, quarterly, or
annual performance, and could range from monetary incentives such as bonuses, to gift giveaways, or
additional paid time off. Similar incentive plans could be introduced throughout the company.
79
7. Endnotes
[1] Xiao, H., 2012, Introduction to Semiconductor Manufacturing Technology 2 nd Ed., SPIE Press, Belmont,
WA, pp. 106, 19, 267-272.
[2] Varian Associates, n.d. "Varian Associates: An Early History" from
http://www.cpii.com/docs/files/Varian%20Associates%20-%2An%2Earlv%20History.pdf
[3] Applied Materials, n.d. "Varian Services - Company History" from
https://www.vsea.com/company.nsf/docs/history
[4] Applied Materials, n.d., "2013 Annual Report" from
http://www.appliedmaterials.com/company/investor-relations
[5] Varian Semiconductor Equipment Associates Inc., n.d., "Form 10K for the Fiscal Year Ended October
1, 2010" from http://www.appliedmaterials.com/sites/default/fies/vsea2010.pdf
[6] Applied Materials, n.d., "Varian VllSta Trident" from
http://www.appliedmaterials.com/products/varian-viista-trident
[7] Jain, S., 2014, "Assembly Lead Time Reduction in a Semiconductor Capital Equipment Plant through
Improved Material Kitting", MEngM Thesis, Massachusetts Institute of Technology, Cambridge, USA.
[8] Little, J. D. C., 1961, "Proof of the Queuing Formula: L = XW", Operations Research, 9(3), pp. 383-387.
[9] Bhaduaria, A., 2014, "Production Lead Time Reduction in a Semiconductor Capital Equipment Plant
through Improved Testing Protocols", MEngM Thesis, Massachusetts Institute of Technology,
Cambridge, USA.
[10] Taylor, F. W., 1947, Scientific Management, Harper & Brothers Publishers, New York, NY.
[11] Jozefowska, J., 2007, Just-in-Time Scheduling of Tasks, Springer, New York, NY, pp. 1
[12] Zhang, H., Graves, S. C., 1997, "Cyclic Scheduling in a Stochastic Environment", Operations Research,
45(6), pp. 894-903.
[13] Draper, D. L., Jonsonn, A. K., Clements, D. P., Joslin, D. E., 1999, "Cyclic Scheduling", Proceedings of
Sixteenth International Joint Conference on Artificial Intelligence. IJCAI 99, Stockholm, Sweden, 2, pp.
1016-1021
80
8. Appendix
8.1. Critical Path Drag Calculations
Table 9 shows the calculated start, finish, float, and drag values for each Block, based on the
dependency network shown in Figure 29 in section 5.4. An explanation of the calculations can be found
in sections 5.5 and 5.6.
Table 9: Critical path float and drag values. All times are
Block
Duration
EST
EFT
SFT
in minutes
LST
LFT
Float
Float
Total
Drag
(min.)
(min.)
(min.)
(min.)
(min.)
(min.)
(min.)
(%)
Float
(min.)
B1
335
0
335
380
310
645
265
79
310
N/A
B2
210
0
210
225
380
590
365
174
380
N/A
B3
675
0
675
675
0
675
0
0
0
175
B4
330
0
330
420
435
765
345
105
435
N/A
B5
540
0
540
600
175
715
115
21
175
N/A
B6
780
0
780
900
370
1150
250
32
370
N/A
B7
235
0
235
900
1155
1390
490
209
1155
N/A
B8
30
335
365
410
645
675
265
883
310
N/A
B9
90
675
765
765
675
765
0
0
0
90
B10
60
765
825
825
765
825
0
0
0
60
B1l
50
540
590
680
715
765
85
170
175
N/A
B12
45
890
935
960
1150
1195
235
522
260
N/A
B13
135
1390
1525
1525
1390
1525
0
0
0
0
B14
55
890
945
960
1250
1305
345
627
360
N/A
0
0
0
0
B15
55
1575
1630
1630
1575
1630
B16
70
765
835
895
1080
1150
255
364
315
N/A
B17
305
835
1140
1220
1185
1490
270
89
350
N/A
B18
65
825
890
905
1085
1150
245
377
260
N/A
B19
195
825
1020
1020
825
1020
0
0
0
195
B20
285
1020
1305
1305
1020
1305
0
0
0
260
B21
85
1305
1390
1390
1305
1390
0
0
0
85
1245
1575
1630
1195
1525
2065
1390
1575
2265
145
0
635
74
0
317
260
0
435
N/A
0
N/A
B22
B23
B24
195
50
200
935
1525
1630
1130
1575
1830
B25
140
1140
1280
1320
1490
1630
310
221
350
N/A
B26
55
210
265
280
590
645
365
664
380
N/A
B27
175
1630
1805
1805
1630
1805
0
0
0
N/A
B28
60
1805
1865
1865
1805
1865
0
0
0
60
B29
155
1865
2020
2020
1865
2020
0
0
0
155
0
0
245
0
0
180
B30
245
2020
2265
2265
2020
2265
0
B31
180
2265
2445
2445
2265
2445
0
81
8.2. Impact of the Variance of Block Durations on Lead Time
This section describes the impact of variation in Block durations for the assembly of a Trident UES. The
purpose of this analysis is to provide context to the assumption of deterministic Block durations.
Chapter 5 proposed a production build schedule that was used in the creation of production schedules
for various production rates. Due to timeline limitations of this thesis, this build schedule was based on
the time measurements captured during the trial described in chapter 4.
However, a second time
measurement of Block durations was captured in August 2014. This section uses this second time
measurement to infer the effect of variation in Block durations on the build schedule.
We assume the duration of each Block is normally distributed. The sample standard deviation for each
Block duration
(UB)
was calculated based off of the two time measurements. The average duration for
each Block (DAVG) was also calculated. The standard deviation for each Block, i, was then calculated as a
percentage of the Block duration using the formula:
BI
B(min.) X
DAVGLmin.)
100%
(18)
For the 31 Blocks, aB,,(%) ranged from 0 to 52%, with an average of 20%. One of the recommendations
of this thesis is for Varian to continue to gather time measurements for the durations of each Block in
order to gather a sample set that is sufficient to calculate, with confidence, the mean and standard
deviation for each Block. Varian may find that certain Blocks are more susceptible to variation between
workers than others. Varian may also find that Blocks have a common standard deviation. For this
analysis we assume the later, that Blocks share a common standard deviation of 20%.
Table 9 in section 8.1 shows the float values for all non-critical Blocks based on the production build
schedule of chapter 5. When expressed as a percentage of the Block duration, Block B5 has the smallest
float (21%). The duration of B5 was measured to be 540 minutes, and the float was calculated to be 115
minutes. Assuming the measured duration is the mean duration for B5, and the durations are normally
distributed with a standard deviation 20%, the probability of the duration of B5 exceeding its float is:
P(DB5 > (MB5 + 1.05c)) = 15%
With B5 having the lowest float (as a % of Block duration), it can therefore be assumed that the
probability of any Block exceeding its float is
15%.
82
Blocks on the critical path, however, do not have float. Any increase to the duration of a Block on the
critical path will fully impact the assembly lead time. The production build schedule from section 5.4 has
an assembly lead time of 42.75 hours. Varian's target lead time is 48 hours, allowing for the critical path
of the production build schedule to be extended by 5.25 hours (12%). Assuming the measured Block
durations from the trial are the mean durations, and assuming all Blocks have a standard deviation of
20%, the probability of the critical path exceeding 48 hours is the product of the probabilities of each
critical path Block experiencing an increase greater than 12% (0.6a). The production build schedule has
14 Blocks on the critical path, thus:
P(DCriticalPath > 48) = P (Dj > (p; + 0.6a))
where
=
1 x 10-8%
j is a Block on the critical path. Therefore, it can be assumed that the production build schedule
from section 5.4 can accommodate variations in Block durations without exceeding the 48 hour lead
time target.
It should be reiterated, however, that this analysis is based off of a 20% standard deviation in Block
durations that was calculated with only two time measurements of Block durations, and these
measurements do not include material shortages. A delay due to a material shortage could increase the
standard deviation beyond 20%.
This thesis assumes 100% material availability; however, material
shortages can occur. Recording the frequency and duration of material shortages would allow for the
probability of a shortage and its impact on the critical path to be calculated.
that captures this information is a recommendation of this thesis.
83
Implementing a system