Enabling Integration of Vapor-Deposited Polymer Thin
Films
by
Christy D. Petruczok
B.S. Chemical Engineering, University Honors
MASSACHUNOTT
INSGiYi
Clarkson University, 2008
M.S. Chemical Engineering Practice
Massachusetts Institute of Technology, 2011
MAR 2 5 2013
LIBRARIES
Submitted to the Department of Chemical Engineering
in Partial Fulfillment of the Requirements for the Degree of
DOCTOR OF PHILOSOPHY IN CHEMICAL ENGINEERING
AT THE
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
June 2014
© 2014 Massachusetts Institute of Technology. All rights reserved.
Signature of Authorredacted
Certified by
Signature redacted
Department of Chemical Engineering
February 19, 2014
Karen K. Gleason
Professor of Chemical Engineering
Accepted by
n tute
Signature redacted
b
Thesis Supervisor
Patrick S. Doyle
Professor of Chemical Engineering
Chairman, Committee for Graduate Students
1
Enabling Integration of Vapor-Deposited Polymer Thin Films
By
Christy D. Petruczok
Submitted to the Department of Chemical Engineering on February 19, 2014
in Partial Fulfillment of the Requirements for the Degree of
Doctor of Philosophy in Chemical Engineering
Abstract
Initiated Chemical Vapor Deposition (iCVD) is a versatile, one-step process for synthesizing
conformal and functional polymer thin films on a variety of substrates. This thesis emphasizes the
development of tools to further enable the use of iCVD for industrial applications. The ability to
pattern polymer thin films is a prerequisite for device fabrication. Two methods were developed
for patterning iCVD polymers. The first technique facilitated patterning of nano- and microscale
features of any iCVD thin film on planar surfaces. Retention of polymer functionality was
demonstrated by incorporating the features into high-resolution resistive sensors. The second
method adapted photolithographic techniques to achieve patterning on highly curved surfaces.
Non-planar substrates were coated with a uniform layer of a functionalized, photoreactive iCVD
polymer and exposed to ultraviolet light through a flexible mask. Exposed regions became insoluble
in a developing solvent. The resolution and sensitivity of this iCVD-based negative photoresist were
comparable to those of commercial products. Additionally, the patterned polymer was used as a
mask for patterning metal on planar and curved surfaces. iCVD is typically a semi-continuous
process. A batch process was investigated in order to minimize the use of expensive and corrosive
reactants. The chemical functionality and conformality of the films were unaffected by the change
in processing mode. Reaction yield was improved by one to two orders of magnitude for several
film chemistries. iCVD is also unique in that it enables the deposition of cross-linked polymer films,
which are difficult to create using conventional, solution-based methods. To potentially enhance
durability, cross-linked poly(divinylbenzene) and poly(4-vinylpyridine-co-divinylbenzene) films were
synthesized via iCVD. This is the first vapor-phase synthesis of the copolymer, which is a major
component of many commercial ion exchange membranes. The degree of cross-linking was
quantified using spectroscopic methods and was tightly controlled by adjusting the flow rate of
divinylbenzene. Corresponding changes in the elastic moduli of the films were confirmed using
nanoindentation. The first vapor-phase synthesis of poly(vinyl cinnamate) was also demonstrated.
The cross-linking density of this polymer increases upon exposure to ultraviolet light and is readily
quantifiable. Vinyl cinnamate was incorporated into a copolymer with N-isopropylacrylamide,
yielding a temperature and light-responsive thin film.
Thesis Supervisor: Karen K. Gleason
Title: Professor of Chemical Engineering
2
To Lorry and Roy Turner
3
Acknowledgements
It is surreal to be at the stage of completing my thesis, the culmination of five (plus)
years of persistent effort. I have matured as a researcher and as an individual during this
process; however, none of this would have been possible without the support of my advisor,
colleagues, family, and friends. Thank you all for helping me reach this milestone.
First, I would like to thank my family for supporting me through this entire processreally, for supporting me for the duration of what would now be five graduate degrees. My
parents have been my biggest supporters and have tirelessly listened to me complain about all
the trials of grad school. This accomplishment is due in no small part to them. My sister,
Bridget, has always motivated me to do my best. Her humor and our shared love for terrible
Youtube videos, bizarre news articles, and horrific Buffalo sports teams have been essential in
getting me through my time at MIT. I also owe a big thanks to my brother-in-law, Matt, a
fellow chemical engineer, for being a wonderful mentor and voice of reason.
I have been extremely blessed to work in the lab of Professor Karen Gleason. She has
taught me a lot over the past several years--about CVD, writing manuscripts, and excelling in a
scientific field, but also about the necessity of work-life balance and taking care of the
important things. I could not have done this without her encouragement and support.
I would also like to extend my thanks to the members of my thesis committee,
Professors Alan Hatton and George Barbastathis. The suggestions and insight they provided
have been invaluable over the years and have helped me to put my work in perspective and
look at the bigger picture.
Thank you to all my colleagues in the Gleason Lab for giving me a thorough practical
education and for creating a wonderful work environment. Wyatt and Ayse were excellent
mentors during the early years of my Ph.D. and truly inspirational researchers. I will always
cherish my time building Maximus 2.0 with Rong and hope that our shared battle scars from
DVB will fade sooner rather than later. I have really enjoyed collaborating with Nan on our
batch deposition project and am sorry we did not have more opportunities to work together.
My classmate, Rachel, was frequently responsible for the best part of my day and made our
work environment so much more enjoyable. I will also miss having CVD dance parties with
David and chats with Reeja.
One of the greatest takeaways from my time in graduate school has been the wonderful
friends I've made. First and foremost, I thank my "family" of roommates-Mike, Achim, Andy,
and Derek, for supporting and commiserating with me when times were rough, and for
providing most of my entertainment over the last five years. Doug was one of my biggest
supporters during this process as well as a never-ending source of clean room know-how. I owe
Rachel thanks for opening her home (and kitchen) to us on so many occasions. Spencer has
been an invaluable ally in weathering these "Gradzilla" months. Last, but certainly not least, I
thank Rune for providing me with some opportunities for adventure!
4
Table of Contents
A b stra ct..........................................................................................................................................................
2
Acknow ledgem ents.......................................................................................................................................
4
Table of Contents..........................................................................................................................................5
List o f Fig u re s ................................................................................................................................................
9
List of Tables ...............................................................................................................................................
16
List of Acronym s and Abbreviations .......................................................................................................
17
CHAPTER ONE: Introduction ......................................................................................................................
20
1.1 Polym er Th in Film s ............................................................................................................................
21
1.2 Chem ical Vapor Deposition...............................................................................................................
22
1.3 Initiated Chem ical Vapor Deposition (iCVD).................................................................................
24
1.4 M otivation.........................................................................................................................................29
1.5 Scope of Thesis..................................................................................................................................
30
1.6 References ........................................................................................................................................
32
CHAPTER TWO: Fabrication of a Micro-Scale Device for Detection of Nitroaromatic Compounds..........35
A b stra ct...................................................................................................................................................
36
2.1 Introduction ......................................................................................................................................
37
2.2 Device Design ....................................................................................................................................
39
2.3 Experim ental Procedures..................................................................................................................
41
2.3.1 M aterials and Characterization...............................................................................................
41
2.3.2 Device Fabrication......................................................................................................................
41
2.3.3 Device Testing ............................................................................................................................
44
2.4 Results and Discussion ......................................................................................................................
44
2.4.1 M odification of Responsive Polym er .....................................................................................
44
2.4.2 Polym er Swelling Response and Selectivity ..........................................................................
46
2.4.3 Device Com ponents ...................................................................................................................
47
2.4.4 Device Response ........................................................................................................................
49
2.4.5 Optim ization Strategies .............................................................................................................
51
2.5 Conclusion.........................................................................................................................................54
2.6 Acknow ledgem ents...........................................................................................................................
55
5
2.7 References ........................................................................................................................................
55
CHAPTER THREE: Initiated Chemical Vapor Deposition-Based Method for Patterning Polymer and Metal
M icrostructures on Curved Surfaces .......................................................................................................
59
Abstract...................................................................................................................................................60
3.1 Introduction ......................................................................................................................................
61
3.2 Experim ental.....................................................................................................................................65
3.2.1 M aterials and Characterization..............................................................................................
65
3.2.2 Deposition of Polym er Thin Film s .........................................................................................
66
3.2.3 Film Functionalization and Patterning ...................................................................................
66
3.3 Results and Discussion ......................................................................................................................
67
3.3.1 Chem ical Characterization ....................................................................................................
67
3.3.2 Resist Sensitivity and Functionalization M echanism ............................................................
70
3.3.3 Patterning of Polym er Features ............................................................................................
72
3.3.4 Patterning of M etal Features.................................................................................................
77
3.4 Conclusion .........................................................................................................................................
78
3.5 Acknow ledgem ents...........................................................................................................................
79
3.6 References ........................................................................................................................................
79
CHAPTER FOUR:
Closed Batch Initiated Chemical Vapor Deposition of Ultra-Thin, Functional, and
Conform al Polym er Film s............................................................................................................................83
Abstract ...................................................................................................................................................
84
4.1 Introduction ......................................................................................................................................
85
4.2 Experinm ental Section ........................................................................................................................
92
4.2.1 M aterials ....................................................................................................................................
92
4.2.2 Synthesis of Polym er Thin Film s ...........................................................................................
93
4.2.3 Characterization M ethods .....................................................................................................
95
4.3 Results and Discussion ......................................................................................................................
96
4.3.1 Chem ical Functionality...............................................................................................................
96
4.3.2 Conform ality ..............................................................................................................................
97
4.3.3 Effect of Initial M onom er Saturation Ratio (SRO)...................................................................
98
4.3.4 Yield and Cost Analysis.............................................................................................................
102
4.4 Conclusion.......................................................................................................................................104
4.5 Acknow ledgem ents.........................................................................................................................
105
6
4.6 References ......................................................................................................................................
105
CHAPTER FIVE: Controllable Cross-Linking of Vapor-Deposited Polymer Thin Films and Impact on
M aterial Properties...................................................................................................................................109
Abstract .................................................................................................................................................
110
5.1 Introduction ....................................................................................................................................
111
5.2 Experim ental Section ......................................................................................................................
114
5.2.1 Synthesis of Polym er Thin Film s ..............................................................................................
114
5.2.2 Chem ical Characterization .......................................................................................................
115
5.2.3 Conform ality of Polym er Thin Films.........................................................................................116
5.2.4 Nanoindenttation ......................................................................................................................
117
5.3 Results and Discussion ....................................................................................................................
118
5.3.1 Characterization of Poly(divinyl benzene) ................................................................................
118
5.3.2 Degree of Cross-Linking in Poly(divinylbenzene) Hom opolym er.............................................120
5.3.3 Poly(divinylbenzene) Content and Degree of Cross-Linking in Copolym ers............................126
5.3.4 Sticking Probability Calculations ..............................................................................................
129
5.3.5 Tuning M echanical Properties via Degree of Cross-Linking.....................................................131
5.4 Conclusion .......................................................................................................................................
133
5.5 Acknow ledgem ents.........................................................................................................................
134
5.6 References ......................................................................................................................................
135
CHAPTER SIX: Initiated Chemical Vapor Deposition of Selectively Cross-Linked Poly(Vinyl Cinnamate) 138
Abstract.................................................................................................................................................139
6.1 Introduction ....................................................................................................................................
140
6.2 Experim ental Section ......................................................................................................................
144
6.3 Results and Discussion ....................................................................................................................
145
6.3.1 Characterization of Poly(Vinyl Cinnam ate) Hom opolym er......................................................145
6.3.2 Extent of Cyclization and Dim erization Reactions ...................................................................
148
6.3.3 Vinyl Cinnam ate Copolym er ....................................................................................................
150
6.4 Conclusion .......................................................................................................................................
154
6.5 Acknow ledgem ents.........................................................................................................................
155
6.6 References ......................................................................................................................................
155
CHAPTER SEVEN: Conclusions..................................................................................................................
References ............................................................................................................................................
160
165
7
APPENDIX A: Supporting Information for CHAPTER FIVE ........................................................................
166
A.1 Tables of Intermediate Values........................................................................................................
167
A.2 Fineman-Ross Analysis....................................................................................................................
168
A.3 Derivation of Equations Used to Determine
170
%R.............................................................................
A.4 Estimation of Diffusion Time for Initiator Radicals.........................................................................
A.5 Estimation of Error in
%RResulting
172
from EVB Incorporation..........................................................173
A.6 Confirmation of Successful Copolymerization................................................................................
174
A.7 Derivation of Equations Used to Determine 4-Vinylpyridine Content in Copolymers ................... 174
A.8 X-Ray Photoelectron Spectroscopy (XPS) Results and Analysis......................................................176
A .9 Refe rences ......................................................................................................................................
177
8
List of Figures
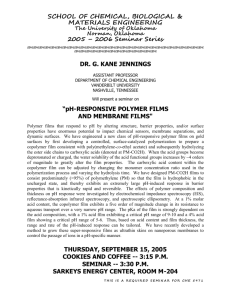
Figure 1-1. Schematic of an iCVD reactor. Monomer(s) and initiator pass through a heated filament
array, breaking thermally labile bonds in the initiator. Initiator radicals and monomer adsorb onto the
cooled substrate andfree radical polymerization occurs. Adapted with permission from [17]. Copyright
2006 Am erican Chem ical Society................................................................................................................
25
Figure 1- 2. Fourier transform infrared spectra of iCVD poly(4-vinylpyridine) (P4 VP) and a P4VP standard
polymerized using a solution-based method. Peaks at 1597, 1557, 1493, 1453, and 1415 cm' are
assigned to vibration of the pyridine ring, with in- and out-of-plane CH deformations observed at 1070
and 823 cm-1, respectively.2 2 2 4 Symmetric and asymmetric CH 2 and CH 3 stretching is visible between
2860-2960 cm', and stretching vibrations of the pyridine ring are observed at 3025 cm-1 .[22-25 The
excellent agreement observed between the spectra indicates that thefilms are chemically identical,
despite the different polymerization methods used. Adapted with permission from [26]. Copyright 2012
26
WILEY-VCH Verlag Gm bH & Co. KGaA. .................................................................................................
Figure 1- 3. Microscale trenches coated with polymer thin films via a) iCVD, (b) spin-coating and (c)
PECVD. The trench is approximately 1 pm wide by 6 pm deep. The thickness of the iCVD film is uniform
around the top, bottom, and sides of the trench. The spin-coatedfilm is extremely thick at the bottom of
the trench and absent on the sides as a result of surface tension and dewetting effects. The PECVD film is
thick at the bottom of the trench and thin at the top corners, suggesting competition between plasma
etching and deposition. Adapted with permission from [28]. Copyright © 2008 WILEY-VCH Verlag GmbH
& Co. KG aA, Weinheim . ..............................................................................................................................
27
Figure 1- 4. Scanning electron (a-e) and transmission electron micrographs (f) of conformal iCVD polymer
thin films on a variety of substrates. (a) A 1 pm-thickfilm of an organosilicon polymer on a wire. The
arrow indicates an area that has been intentionally ablated. (b) A nylon fiber coated with a 195 nm-thick
layer of iCVD polymer (indicated with arrows). A layer of carbon deposited for focused ion beam milling
coats the iCVD layer. (c) An electrospun fiber mat before (left) and after (coating) with an iCVD
fluoropolymer. (d) Cross-section of a 50 pm particle coated with 1 pm of iCVD hydrogel (denoted with
arrows). (e) Textured iCVDfilm created by using colloidal microspheres as a template. (f) Multiwall
carbon nanotube before (left) and after (right) iCVD coating. Reproduced from [29] with permission of
the Royal Society of Chem istry....................................................................................................................
28
Figure 1- 5. Commercial-scale iCVD reactors developed at GVD Corporation, including reactorsfor
coating (a) tire molds and (b) large, flat substrates as well as a roll-to-roll web coating system (c). Images
29
(a) and (c) are reprinted from [27] with permission from Elsevier........................................................
9
Figure 2- 1. Schematic representation of the resistive sensor design. The width and thickness of the Au
line are on the order of 100 nm. The width and thickness of the polymer lines are on the order of 1 pm
and 100 nm , respectively. ...........................................................................................................................
40
Figure 2- 2. Device fabrication process. Electrodes are patterned via photolithography. Templates are
defined in PMMA resist using electron-beam lithography, then filled with iCVD polymer. The remainder
of the photoresist is removed, yielding iCVD polymer lines, and transverse metal lines are patterned
through a shadow m ask..............................................................................................................................
43
Figure 2- 3. Swelling response of iCVD P4VP to nitrobenzene. Nitrogen is flowed over the sample for the
first and last five minutes of the test; analyte exposure occurs between t=5 and 20 min. P/Psat refers to
the ratio of the partial pressure of the analyte to its saturation pressure at the temperature of the
polym er film (40 C). ...................................................................................................................................
47
Figure 2- 4. Resistive sensor device components. (a) Topographical SEM image of P4VP lines fabricated
using a lift-off process. (b) Lines of PPFDA fluoropolymer fabricated using same processing conditions as
(a). (c) Optical microscopy image showing the alignment of a silicon nitride mask. (d) Tilted SEM image
illustrating the conformality of the Au coating down the side edge of the P4VP line. (e) Tilted SEM image
of the completed device. .............................................................................................................................
48
Figure 2- 5. Swelling response and resistance change in the sensing device upon exposure to increasing
concentrations of nitrobenzene (NB). .........................................................................................................
49
Figure 2- 6. (a) Formation of cracks observed in a device consisting of a 5 pm-wide, 170 nm-thick P4VP
line intersected by a 300 nm-wide, 150 nm-thick Au line. The device was imaged after being exposed 4x
to the conditions depicted in Figure 2-5. (b) An SEM image taken at an angle of 450 shows the increased
metal thickness in the corner region. (c) AFM image of a P4VP line indicating the presence of excess
polymer. (d) Schematic depicting lift-off of line-of-sight versus conformal depositions of iCVD polymer
and the form ation of the polym er ridge. ...............................................................................................
53
Figure 3-1. (a) Conformal iCVD P4VP polymer layer is functionalized with 10,12-tricosadiynoic acid
(TDA), creating a photosensitive layer. UV exposure and development yield polymer microstructures on
curved substrates. This process requires < 1.5 h. (b) FTIR spectra of as-deposited iCVD P4VP, P4VP after
TDA functionalization, and P4VP-PTDA after UV exposure. Incorporation of TDA is evidenced by
enhancement of peaks at 1693, 2850, and 2920 cm-1. The former is due to hydrogen bonding of TDA
carboxylic acid groups and P4 VP; latter peaks correspond to CH 2 stretching in TDA side chains (c) Films
10
depicted in (b) after development in ethanol (EtOH). UV exposure renders TDA-functionalized P4VP
insoluble, indicating photopolymerization has occurred. (d) Photopolymerization is further confirmed by
Raman spectroscopy; after UV exposure, peaks due to CEC and C=C stretching in the polydiacetylene
backbone are observed. (e) UV-visible spectra of UV-exposed P4VP-PTDA before (A) and after (0)
developing in EtOH exhibit the characteristic solvatochromatic response of the polydiacetylene.
Unexposed P4VP-TDA (o) does not absorb in the visible range.............................................................
64
Figure 3- 2. (a) Poly(4-vinylpyridine) (P4VP) is deposited via initiated Chemical Vapor Deposition (iCVD),
then functionalized with 10, 12-tricosadiynoic acid (TDA) via hydrogen bonding between the carboxylic
acid moieties of TDA and the pyridine rings of P4VP. UV exposure results in 1,4 addition
photopolymerization of TDA, yielding the polydiacetylene (PTDA). (b) Corresponding process steps for the
65
reactions shown in (a). See Figure 3-1a for comparison........................................................................
Figure 3- 3. Coverage of blue-phase PTDA on bare glass, glass coated with iCVD poly(4-aminostyrene)
(P4AS), and glass coated with iCVD P4 VP. TDA functionalization is visibly non-uniform on surfaces
lacking a hydrogen bond-accepting moiety; in contrast, intense and uniform blue coloration is observed
after irradiating TDA-functionalized iCVD P4VP. The dots in the images are from the underlying
background material; the distance between them is 6 mm. All images are cropped from the same
m aster, and no corrections were applied. .............................................................................................
69
Figure 3- 4. Sensitivity plots for (a) iCVD P4VPfunctionalized with TDA and (b) non-functionalized iCVD
P4VP demonstrate the minimum UV dosage required to make thefilm insoluble upon developing. Note
the different scales on the abscissae. The sensitivity of the functionalized film is approximately 10 times
better than that of the non-functionalized film, indicating the need for the TDA functionalization step.
The thicknesses ti and tf are measured via profilometry before and after developing, respectively. At each
dose, the plotted data point indicates the average t1/ti of two samples, and upper and lower bounds of
the confidence interval each represent one standard deviation. To calculate the confidence intervalfor
the dose D*, the lower bound is chosen as the dose at which a linearly interpolated curve connecting the
upper bounds on tf/ti at each dose crosses tf/ti=1. Since the lower bounds on tf/ti approach but do not
cross 1, an analogous interpolation of the upper bound on D* is not possible, so the D* confidence
interval is assumed to be symmetric. Insets: Functionalized (a) and non-functionalized (b) P4VP are
masked with TEM grids and subjected to dose of 40 mi cm 2 . Only the functionalized film yields a clear
pattern upon developing. The scale bars represent 500 pm...................................................................
73
Figure 3- 5. Scanning electron and optical micrographs of (a) 200, (b) 150, (c) 100, and (d) 40 nm-thick
P4VP-PTDA on planar silicon. Line widths in (b) are 50 pm. Line widths in the image and inset of (d) are
50 and 10 pm, respectively. Insets in (a)-(c) are enlarged versions of the same sample; the inset in (d) is
from the same batch of P4VP-PTDA. (e)-(g) P4VP-PTDA patterned on glass rods with diameters of (e) 6
11
mm, (f) 4 mm, (g) 2 mm. Scale bars represent 1 mm. Features are well-defined over large areas and wide
ranges of curvature.....................................................................................................................................
75
Figure 3- 6. (a) Fabrication scheme for bifunctional surfaces. iCVD is used to coat substrates with
hydrophobic (PPFDA) and hydrophilic (P4VP) polymer layers. The P4VP isfunctionalized with photoactive
TDA, masked, exposed, and developed in a solvent (ethanol) that does not remove the underlying PPFDA.
(b) Scanning electron micrograph of bifunctional surface illustrates alternating regions of PPFDA and
photo polymerized P4VP-PTDA, as viewed from above..........................................................................
77
Figure 3- 7. a) Patterned P4VP-PTDA is used as a mask to pattern metal microstructures. P4VP-PTDA
features are defined (see Figure 3-1a) and subjected to a brief 02 plasma treatment. Next, metal (Au and
a sticking layer of Cr or Ti) is evaporated onto the substrate. The polymer is etched away, leaving metal
features. (b), (c) Cr/Au patterned on planar (b) silicon and (c) glass. (d) Ti/Au patterned on a 3 mmdiam eter glass rod. .....................................................................................................................................
78
Figure 4- 1. Closed batch initiated Chemical Vapor Deposition (CB iCVD) process ................................
89
Figure 4- 2. Monomers used for CB iCVD. CF depositions of the first three monomers have previously
been reported for applications as hydrophobic,f91 temperature-responsive,[20 and insulating 6 films,
respectively. iCVD of the MDO monomer is reported for the first time here. Use of the CB method to
produce a conformal and biodegradable polymer is highly desirable in this case because of the limited
availability and high cost of M DO ...............................................................................................................
92
Figure 4- 3. FTIR spectra of polymers deposited using continuousflow (CF) and closed batch (CB) iCVD
processes confirm that polymer functionality is retained. All results were normalized by film thickness,
which ranged from 10 to 150 nm .........................................................................................................
97
Figure 4- 4. Scanning electron micrographs of uncoated paper (a) and paper coated with 150 nm of
closed batch iCVD PPFDA (b). The closed batch film uniformly coats the textured surface. (c,d) EDX
spectra of uncoated (c) and coated (d) paper. The appearance of afluorine peak in the coated sample
indicates the presence of the PPFDA film .
.........................................................................................
98
Figure 4- 5. a) Maximum thickness of PNIPAAm. These values were measured using a spectroscopic
ellipsometer with 5 measurements per 10 cm-diameter sample. Reported thicknesses are the average of
10 measurements over two samples. Error bars represent the standard deviation of these measurements.
The exception is SRO= 0.75-here, three depositions were performed on two samples each. The reported
thickness and error bars at this SRO are the average and standard deviation of 30 measurements on six
12
samples. b) Average deposition rate over the duration of PNIPAAm film growth. The value at SRO= 0.75
represents the average of three depositions; the standard deviation was 0.1 nm/min...........................100
Figure 4- 6. a) Maximum thickness of PV3D3. Thicknesses were measured using a spectroscopic
ellipsometer with 5 measurements per 10 cm-diameter sample. Reported values and error bars represent
the standard deviation offive measurements. At P/Psat = 0.75, three depositions were performed. The
reported thickness and error bars at this P/Psat are the average and standard deviation of 15
measurements over three samples. b) Average deposition rate over the duration of PV3D3 film growth.
The value at SRO= 0.75 represents the average of three depositions; the standard deviation was 0.03
n m/m in ......................................................................................................................................................
10 1
Figure 4- 7. AFM images of PNIPAAm and PV3D3 deposited by closed batch iCVD. The scan size is 5 x
5pm. Films at SRO=0.75 are representative of the typical smooth morphology at SRo < 1.5. At SRo=1.5,
the surface of a PNIPAAm film exhibits small droplets due to condensation, and large island structures
102
are seen on a PV3 D3 film . .........................................................................................................................
Figure 5- 1. Schematic of an iCVD reactor. Monomer(s) and an initiator species pass through a heated
filament array, which breaks thermally labile bonds in the initiator. Initiator radicals and monomer
adsorb onto the cooled substrate and free radical polymerization occurs. Reprinted with permission from
112
[15]. Copyright 2006 Am erican Chem ical Society. ....................................................................................
Figure 5- 2. Structures of (a) DVB monomers, (b) possible types of DVB repeat units, and (c) P(4VP-coD VB). .........................................................................................................................................................
1 19
Figure 5- 3. (a) FTIR spectra of the DVB monomer and iCVD PDVB confirms polymerization has occurred.
(b) FTIR spectra of PDVB and P4VP homopolymers show convolution of peaks commonly used to quantify
pendant vinyl bonds. Peaks at 710 and 903 cm' used in this analysis are marked with asterisks. ........ 120
Figure 5- 4. Elastic moduli of samples H1-H 3 are the same, indicating a similar degree of cross-linking
(%x) for all samples, despite the different initiator concentrations used. The degree of cross-linking is
calculated using FTIR spectra of the monomer and homopolymer samples; these results, shown in
parentheses, also have lim ited variability.................................................................................................125
Figure 5- 5. (a) FTIR spectra of C series of P(4VP-co-DVB). Peaks at 710 and 903 cm' increase with DVB
monomer flow rate. (b) Degree of cross-linking, %, as a function of co-monomer ratio. ....................... 128
13
Figure 5- 6. (a) Step coverage versus aspect ratio datafor (q) PDVB, H2 conditions; (c) P4VP, Co
conditions; and (A) P(4VP-co-DVB), C2 conditions used to calculate sticking probability and evaluate
reactivity. (b)-(d) Trenches of three different aspect ratios coated with H2 PDVB. Scale bars represent 2
pm; arrows in (b) indicate the thickness of the coating on the bottom of the trench..............................131
Figure 5- 7. (a) Nanoindentation data indicate that the elastic modulus of P(4VP-co-DVB) increases with
increasing DVB concentration. (b) Force-depth curves indicate that P4VP is more plastic than PDVB.... 133
Figure 6- 1. Structures and reactions associated with the vinyl cinnamate chemistry. A) Vinyl cinnamate
monomer (VCin) used to synthesize poly(vinyl cinnamate) (PVCin). B) Dimerization of PVCin upon
exposure to UV light (A=254 nm). C) Cyclization of VCin occurs concurrently with free radical
polymerization. D) Copolymer of VCin and N-isopropylacrylamide (P(VCin-co-NIPAAm)). ...................... 143
Figure 6- 2. A) Fourier Transform Infrared (FTIR) spectra indicate successful polymerization of iCVD
poly(vinyl cinnamate) (PVCin) and a copolymer of PVCin and N-isopropylacryamide (P(VCin-co-NIPAAm)).
Characteristic peaks of VCin are observed at 703, 767, and 1710 cm-.' 45' 49
' 501 Polymerization is confirmed
by the presence of peaks at 2880-2960 cm-' due to CH 2 stretching in the polymer backbone;5 11
1501
additionally, there is no evidence of unreacted vinyl bonds at 903 cm-'O
The P(VCin-co-NIPAAm)
spectrum contains characteristic peaks of the constituent polymers, PVCin and poly(N-
isopropylacrylamide) (PNIPAAm). B) FTIR spectra of irradiated PVCin films confirm that the extent of the
cross-linking dimerization reaction increases with UV exposure. C) UV-visible spectra of irradiated PVCin
films further confirm dimerization. All results are normalized by film thickness.....................................147
Figure 6- 3. Effect of temperature and UV exposure dose on advancing (Oadv) and receding (Oc) contact
angles of iCVD P(VCin-co-NIPAAm).............................................................................
153
Figure 6- 4. Atomicforce micrographs illustrate increased roughness of P(VCin-co-NIPAAm) with UV
exposure....................................................................................................................................................15
3
Figure 6- 5. (A, B) Optical micrographs depicting patterning of selectively cross-linked P(VCin-co-NIPAAm)
upon submersion in 20 *C water. C) The patterning is reversible and disappears when the sample is dried.
D) Reappearance of patterns upon re-subm ersion................................................................................... 154
Figure A-1. FTIR spectra of iCVD P4VP and P(4VP-co-DVB) before and after soaking in ethanol (EtOH).
The homopolymer film isfully soluble in EtOH, as indicated by the absence of representative peaks. The
spectra of the as-deposited and EtOH-soaked copolymer samples are virtually identical. Peaks
corresponding to sp 3 CH 2 stretching in the polymer backbone are unchanged, as are peaks at 1597, 1557,
14
1493, 1453, and 1415 cm-', assigned to vibration of the pyridine rings.[9101 The lack of change observed in
the spectrum of the solvent-treated P(4VP-co-DVB) sample indicates that successful copolymerization
74
h as occurred..............................................................................................................................................1
Figure A- 2. XPS spectra of P(4VP-co-DVB) (C conditions). a) XPS survey scan. Compositions in Tables 2
and 3 are calculated from the peak areas of each element; b) XPS high resolution C (1s) scan; c) XPS high
resolution N (1s) scan................................................................................................................................
177
15
List of Tables
Table 2- 1. Comparison of the iCVD line sensor to existing state-of-the-art technologies. .....................................
51
Table 3- 1. Comparison of patterned features (unexposed regions) to mask feature size......................................75
Table 4- 1. Results of yield and cost analysis for closed batch and continuous flow iCVD ........................................
102
Table 5- 1. Reaction conditions for the H series of PDVB homopolymer and the C and I series of P(4VP-co-DVB).a.116
Table 5- 2. Results for 4VP incorporation and degree of cross-linking in the C series of P(4VP-co-DVB)..................127
Table 5- 3. Results for 4VP incorporation and degree of cross-linking in the I series of P(4VP-co-DVB)...................129
Table
5- 4. Sticking probability, total PJPsat, and reactivity factor for PDVB, P4VP, and P(4VP-co-DVB) depositions.
...................................................................................................................................................................................
1 31
Table 6- 1. Cross-linking of undimerized VCin repeat units upon UV exposure.........................................................150
Table A- 1. Intermediate values used for calculation of the degree of cross-linking in the H series of PDVB
homopolymer. The average thickness of these samples was 350 nm. .....................................................................
167
Table A- 2. Intermediate values used for calculation of the degree of cross-linking and composition of the C series of
P(4 VP-co-D VB). ..........................................................................................................................................................
16 7
Table A- 3. Results used for calculation of Am Hn in eq 5-9.......................................................................................168
Table A- 4. Intermediate values usedfor calculation of the degree of cross-linking and composition of the I series of
P(4VP-co-DVB). The average thickness of these samples was 450 nm......................................................................168
16
List of Acronyms and Abbreviations
4VP: 4-vinylpyridine
AD: as-deposited
AFM: atomic force micrography
AFP: amplifying fluorescence polymer
AR: aspect ratio
ATR: attenuated total reflectance
BET: Brunauer, Emmett, and Teller (isotherm)
CB: closed batch
CDA: clean, dry air
CF: continuous flow
CVD: chemical vapor deposition
DNT: 2,4-dinitrotoluene
DVB: divinylbenzene
EDX: energy dispersive x-ray (spectroscopy)
EtOH: ethanol
EVB: ethylvinylbenzene
FTIR spectroscopy: Fourier transform infrared spectroscopy
GPC: gel permeation chromatography
HWCVD: hot-wire chemical vapor deposition
iCVD: initiated chemical vapor deposition
IPA: isopropyl alcohol
IR (Chapter 6): irradiated
LCST: lower critical solution temperature
MDO: 2-methylene-1,3-dioxepane
MIBK: methyl isobutyl ketone
17
NB: nitrobenzene
NIPAAm: N-isopropylacrylamide
NMR spectroscopy: nuclear magnetic resonance spectroscopy
P4AS: poly(4-aminostyrene)
P4VP: poly(4-vinylpyridine)
P(4VP-co-DVB): copolymer of 4-vinylpyridine and divinylbenzene
P4VP-PTDA: functionalized, UV-exposed complex of poly(4-vinylpyridine) and 10,12-tricosadiynoic acid
PCL: poly(E-caprolactone)
PDVB: poly(divinylbenzene)
PECVD: plasma-enhanced chemical vapor deposition
PFDA: 1H,1H,2H,2H-perfluorodecyl acrylate
piCVD: photoinitiated chemical vapor deposition
PMMA: poly(methyl methacrylate)
PNIPAAm: poly(N-isopropylacrylamide)
PPFDA: poly(1H,1H,2H,2H-perfluorodecyl acrylate)
PTDA: poly(10,12-tricosadiynoic acid)
PV3D3: poly(trivinyl-trimethyl-cyclotrisiloxane)
PVCin: poly(vinyl cinnamate)
P(VCin-co-NIPAAm): copolymer of vinyl cinnamate and N-isopropylacrylamide
S: step coverage
SEM: scanning electron microscopy
SI-ATRP: surface-initiated atom transfer radical polymerization
SR: saturation ratio
TBPO: tert-butyl peroxide
TDA: 10,12-tricosadiynoic acid
TEM: transmission electron micrography
TNT: 2,4,6-trinitrotoluene
18
V3D3: 1,3,5-trivinyl-1,3,5-trimethylcyclotrisiloxane
VCin: vinyl cinnamate
XPS: x-ray photoelectron spectroscopy
19
CHAPTER ONE:
Introduction
20
1.1 Polymer Thin Films
Polymer thin films are essential components of modern devices, including solar cells,11
light emitting diodes,[2 1transistors,3 1 drug delivery platforms, 4 1 desalination membranes, 51
microfluidics,[ 6] and sensors. 7 ] The chemical and physical properties of polymer thin films
determine their usability for particular applications, and the methods used to synthesize the
films play a critical role in defining these properties. A variety of established techniques exist
for fabricating polymer thin films. In "top-down" processes, polymers are synthesized using
solution polymerization methods, then immobilized on the desired surface. Basic examples
include dip- or spin-coating a substrate with a polymer solution. The solvent-based methods
used to synthesize the polymers yield excellent control over their material properties; however,
the film formation step faces several limitations. The substrate must be compatible with the
solvent, as well as additional process conditions such as temperature or applied force. 8]
Surface tension and dewetting effects can result in non-uniform and poorly adhered films, and
additives used to mitigate these problems often affect the composition and properties of the
material. Solution-deposited films also contain significant amounts of solvent. This solvent
must be subsequently removed, providing economic and environmental challenges.91 Such
methods are further limited in that they cannot be used to deposit insoluble polymers,
including highly cross-linked materials and some copolymers.' 10]
Polymer synthesis can also occur directly on a surface; this is called "bottom-up"
processing.
In solution-based methods, initiator species are adsorbed or, in some cases,
generated on a surface. Solution-phase monomers react with activated initiator, resulting in
the growth of a thin film. 81 These surface-initiated polymerization techniques have garnered
21
significant interest in recent years. One process of note is Surface-Initiated Atom Transfer
Radical Polymerization (SI-ATRP), which yields excellent control over the composition, density,
and molecular weight of surface-bound polymer brushes. Unfortunately, the anchoring
chemistry used in this method is substrate-specific; additionally, the substrates must be
compatible with solution-phase processing.11 ]
Chemical Vapor Deposition (CVD) describes a general class of solvent-free thin film
techniques. In this "bottom-up" process, vapor-phase reactants are delivered to a reaction
chamber. Reactive species are generated in the chamber, resulting in the deposition of a
polymer film directly from the vapor phase. CVD processes avoid the difficulties associated
with solution-based methods. Since there is no solvent, surface tension and dewetting effects
are absent, and the polymer films conform to the geometry of the substrate. In addition, CVD
processes yield excellent control over film thickness and provide the ability to deposit insoluble
and infusible films.19'
1.2 Chemical Vapor Deposition
In a typical CVD process, controlled amounts of reactants are introduced into a vacuum
reaction chamber through needle valves or mass flow controllers. Liquid and solid-phase
reactants may be heated to generate sufficient vapor pressure to flow into the chamber, or a
bubbler can also be used. Once inside the chamber, the reactants are subjected to an energy
input-typically heat, plasma, or UV light-resulting in the generation of one or more reactive
species. These species are transported to the substrate, aided by random thermal motion,
chemical potential gradients due to depletion of reactants, and thermal gradients, as the
substrate is commonly maintained at a lower temperature than the rest of the reactor. The
22
81 During the deposition process, the
adsorbed species then react to form a polymer film.E
pressure in the reactor is maintained via a throttling valve, and excess reactants are evacuated
using a vacuum pump.
An early polymer CVD method was first demonstrated in 1947. Poly(p-xylylene)
("parylene") films were synthesized by thermally cracking monomers to generate reactive
species. The resulting products self-initiated polymerization on a cooled substrate, generating a
polymer thin film. This process has been heavily commercialized, and parylene and its
substituted derivatives have been used as insulating coatings for a variety of applications,
including printed circuit boards.[1 2 1 41 Another well-established CVD technique is PlasmaEnhanced Chemical Vapor Deposition (PECVD), in which monomer species are bombarded with
plasma ions, ultimately resulting in fragmentation of the monomer and free radical
polymerization through a complex series of reactions. The resulting films are highly cross-linked
and mechanically robust; however, the non-selective initiation step damages the functional
groups of the monomer, altering the properties of the material.' 9'15
In Hot-Wire CVD
(HWCVD), reactive species are generated when precursors pass through heated filaments.
HWCVD has a more selective reaction pathway than PECVD; consequently, the resulting films
are easier to characterize and can be more controllably cross-linked. 16 1 This thesis focuses on
the development of tools to enable further integration of initiated Chemical Vapor Deposition
(iCVD), a process developed in Karen Gleason's laboratory at MIT in the early 2000's. iCVD
shares the beneficial attributes of other solvent-free CVD processes, including excellent control
over film thickness and uniformity. In addition, iCVD is a lower-energy process, which enables*
23
improved retention of monomer functionality, a high degree of film conformality, and the
ability to deposit uniform polymer thin films on delicate substrates.
1.3 Initiated Chemical Vapor Deposition (iCVD)
iCVD is similar to HWCVD in that heated filaments are used to generate reactive species.
A significant difference is that in the iCVD process, a thermally labile initiator is introduced
concurrently with the monomer. A schematic of an iCVD reactor is shown in Figure 1-1. The
temperature of the filament array (150-325 0C) is hot enough to break labile bonds in the
initiator, resulting in the generation of reactive radicals. The temperature is not hot enough,
however, to cause thermal decomposition of the monomer. The monomer species adsorb onto
the substrate, which is kept on a cooled stage. The extent of this adsorption can be determined
using the Brunauer-Emmett-Teller equation: [7 1
Vad =
(at)(1-1)
(
sat)[
\Psat)J
Here, VadIs the volume of the adsorbed monomer and is directly related to the monomer
surface concentration. Vmi represents the volume of a monomer monolayer. PM/Psat compares
the partial pressure of the monomer to its saturated vapor pressure at the substrate
temperature and can be adjusted by changing the reactant flow rates and total pressure of the
system. The parameter c is a constant. When Pv/Psat increases, monomer adsorption
increases, resulting in a large volume of adsorbed monomer. Initiator radicals chemisorb to this
adsorbed monomer, and free radical polymerization and thin film growth occur. During the
deposition, the growth of the film can be continuously monitored using laser interferometry
through the quartz reactor lid. The most commonly used monomers contain one or more
24
reactive vinyl bonds; those with multiple vinyl bonds can be used to create insoluble, crosslinked films. Copolymer films are easily deposited by introducing a second monomer. [9,18] In a
variant of the iCVD process, called photoinitiated CVD (piCVD), a photoinitiator is used and
reactive species are generated when the reactants are irradiated through the quartz reactor
lid.i'
Initiator
exhaust to pump
H2C
"CH
-
sttaw"
heated monomer
Figure 1- 1. Schematic of an iCVD reactor. Monomer(s) and initiator pass through a heated filament array, breaking
thermally labile bonds in the initiator. Initiator radicals and monomer adsorb onto the cooled substrate and free
radical polymerization occurs. Adapted with permission from [17]. Copyright 2006 American Chemical Society.
The iCVD process has proven to be extremely versatile. Over 70 distinct homo- and
copolymers have been deposited to date, including biocompatible, biopassive, hydrophobic,
stimuli-responsive, anti-microbial, and cross-linked thin films. 9' 18] Films grown using iCVD are
functionally identical to their solution-polymerized counterparts, as shown in Figure 1-2. This
retention of functionality is enabled by the fact that iCVD is a lower-energy process than other
vapor-based polymer deposition techniques. For example, the energy density required for iCVD
(0.02-0.12 W/cm 2) is an order of magnitude less than that required for PECVD (0.13-2.1
W/cm 2)2
01
In contrast to PECVD, the iCVD initiation step does not result in degradation of the
25
monomers and is decoupled from the site of film growth. Since the monomers and the
substrate are not exposed to high temperatures, plasma ions or other harsh conditions, the
functional moieties of the polymers and the structural integrity of the substrate remain intact.
Consequently, iCVD can be used to grow functional polymer thin films on a variety of delicate
substrates, including paper and fabric.191 For an excellent comparison of functional group
retention in amine-functionalized iCVD and PECVD thin films, the reader is directed to the work
by Xu and Gleason. 2 11
iCVD P4VP
n
N
P4VP Standard
3200 3000 2800
1800 1600 1400 1200 1000 800
wavenumbers (cm")
Figure 1- 2. Fourier transform infrared spectra of iCVD poly(4-vinylpyridine) (P4VP) and a P4VP standard
polymerized using a solution-based method. Peaks at 1597, 1557, 1493, 1453, and 1415 cm- are assigned to
vibration of the pyridine ring, with in- and out-of-plane CH deformations observed at 1070 and 823 cm',
respectively.22 2 4 1 Symmetric and asymmetric CH 2 and CH 3 stretching is visible between 2860-2960 cm 1 , and
stretching vibrations of the pyridine ring are observed at 3025 cm 1 .12 2 -25 1 The excellent agreement observed
between the spectra indicates that the films are chemically identical, despite the different polymerization methods
used. Adapted with permission from [26]. Copyright 2012 WILEY-VCH Verlag GmbH & Co. KGaA.
Like other CVD processes, iCVD does not require the use of a solvent. Consequently,
surface tension and dewetting effects are absent, and films uniformly coat the geometry of the
underlying substrate. The contrast in uniformity between iCVD and solution-deposited (spin26
coated) films on high-aspect ratio silicon trenches is shown in Figures 1-3a and b. As mentioned
above, iCVD has an additional advantage over PECVD in that its benign reaction conditions
prevent the damage of the polymer thin film. A consequence of this advantage is that iCVD
films are also more uniform over high-aspect ratio features, as there is no competition between
film growth (deposition) and damage (etching) (Figure 1-3c). Several unique, three-dimensional
surfaces have been uniformly coated with iCVD thin films to date, including wires, carbon
nanotube forests, and microparticles (Figure 1-4).9' 18] Lastly, the iCVD process has shown to be
commercially viable, primarily due to its scalability and ease of integration with
semiconductor manufacturing processes. GVD Corporation, based in Cambridge, MA, has
developed several commercial-scale iCVD reactors (Figure 1-5) and custom polymer thin film
coatings for a variety of applications.2 7 1
((b)
Figure 1- 3. Microscale trenches coated with polymer thin films via a) iCVD, (b) spin-coating and (c) PECVD. The
trench is approximately 1 pm wide by 6 pm deep. The thickness of the iCVD film is uniform around the top,
bottom, and sides of the trench. The spin-coated film is extremely thick at the bottom of the trench and absent on
the sides as a result of surface tension and dewetting effects. The PECVD film is thick at the bottom of the trench
and thin at the top corners, suggesting competition between plasma etching and deposition. Adapted with
permission from [28]. Copyright @ 2008 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim.
27
Figure 1- 4. Scanning electron (a-e) and transmission electron micrographs (f) of conformal iCVD polymer thin films
on a variety of substrates. (a) A 1 im-thick film of an organosilicon polymer on a wire. The arrow indicates an area
that has been intentionally ablated. (b) A nylon fiber coated with a 195 nm-thick layer of iCVD polymer (indicated
with arrows). A layer of carbon deposited for focused ion beam milling coats the iCVD layer. (c) An electrospun
fiber mat before (left) and after (coating) with an iCVD fluoropolymer. (d) Cross-section of a 50 pm particle coated
with 1 pm of iCVD hydrogel (denoted with arrows). (e) Textured iCVD film created by using colloidal microspheres
as a template. (f) Multiwall carbon nanotube before (left) and after (right) iCVD coating. Reproduced from [29]
with permission of the Royal Society of Chemistry.
28
Figure 1- 5. Commercial-scale iCVD reactors developed at GVD Corporation, including reactors for coating (a) tire
molds and (b) large, flat substrates as well as a roll-to-roll web coating system (c). Images (a) and (c) are reprinted
from [27] with permission from Elsevier.
1.4 Motivation
iCVD is a versatile, scalable, one-step process for depositing conformal and functional
polymer thin films directly from the vapor phase. Recently, this process has been used to make
polymeric components for a variety of applications, including sensors,1 301drug delivery
platforms, 3 1 1 membranes, 5 ',6 and therapeutic,3 21 microfluidic,6 , 2 11 and photonic devices.3 31 To
further enable the implementation of iCVD as an industrial method for producing functional
coatings and devices, additional tools must be developed. These tools can include postdeposition processes, such as methods for patterning iCVD thin films. Patterning of functional
polymers is often a necessary prerequisite for incorporating them into devices. Additional tools
include modifications to the iCVD process itself, including strategies for reducing material usage
and cost per deposition. Finally, the development and characterization of additional iCVD
polymer chemistries can produce a new generation of applications. Chemistries for crosslinking iCVD films are of particular interest because they provide a facile way to controllably
29
adjust the properties of polymeric thin films. These novel processes and chemistries further
enhance the versatility of iCVD and enable its use as an industrial strategy for synthesizing
polymer thin films.
1.5 Scope of Thesis
This thesis emphasizes the development of tools to further enable the use of iCVD for
industrial applications. CHAPTERS TWO through FOUR primarily focus on development of iCVDrelated processes.
CHAPTERS TWO and THREE explore novel patterning techniques for iCVD thin films-a
necessary step for incorporating these materials into devices. CHAPTER TWO describes a
method for patterning micro- and nanoscale features of iCVD films on planar surfaces. The
method is chemically non-specific and can be used to pattern any iCVD polymer. Retention of
polymer functionality is demonstrated by incorporating patterned features of poly(4vinylpyridine) into functional sensing devices; these sensors exhibited a fast, selective, and
easily measurable resistive responsive in the presence of nitroaromatic compounds.
CHAPTER THREE describes the first known method of patterning iCVD polymer
microstructures on highly curved surfaces. This technique exploits the conformality inherent to
the iCVD process-non-planar substrates can be uniformly coated with iCVD poly(4vinylpyridine), post-functionalized with a photoactive diacetylene, and exposed to ultraviolet
light through a flexible photomask. Exposed regions become highly cross-linked and are
insoluble in a developing solvent. The resolution and sensitivity of this iCVD-based negative
30
photoresist are comparable to those of commercial products. In addition, the resulting
polymer microstructures can used as masks for patterning metal features.
In CHAPTER FOUR, a new iCVD process configuration is investigated. In the "closed
batch" iCVD process, the reaction chamber is isolated from the exhaust and filled with
reactants to a specified pressure. The deposition is performed in a static environment with no
advective flow occurring in the reactor. This strategy minimizes the use of expensive and
potentially corrosive reactants; reaction yield is improved by one to two orders of magnitude
for a variety of film chemistries. The chemical functionality and conformality of the films are
unaffected by the change in process conditions, and the thickness and deposition rates of the
films can be finely tuned by altering the deposition pressure.
CHAPTERS FIVE and SIX focus on development and characterization of iCVD cross-linking
chemistries. Adding cross-linking moieties into a polymer dramatically affects its properties,
including solubility, Young's modulus, glass transition temperature, and lower critical solution
temperature. The extent to which these properties are altered depends on the degree of crosslinking; the ability to controllably and quantifiably alter this parameter allows one to fine-tune
the properties of the material. The development of new cross-linking chemistries further
enhances the versatility of the iCVD process, as these cross-linking molecules can be adapted
into any iCVD thin film.
CHAPTER FIVE describes the synthesis and characterization of iCVD poly(divinylbenzene)
and poly(4-vinylpyridine-co-divinylbenzene) films. This is the first vapor-phase synthesis of this
copolymer, which is an industrially relevant polymer most commonly found in ion exchange
31
membranes. The degree of cross-linking in the homo- and copolymer films was quantified
using FTIR spectroscopy and verified using x-ray photoelectron spectroscopy. The degree of
cross-linking was unaffected by changes in initiator concentration, but could be tightly
controlled in the copolymer by altering the flow rate of divinylbenzene monomer.
Corresponding changes in the elastic moduli of the films were confirmed using
nanoindentation.
CHAPTER SIX details the first vapor deposition of light-responsive poly(vinyl cinnamate)
thin films. The cross-linking density of this polymer increases upon exposure to ultraviolet light;
this change is quantified using spectroscopic methods. Vinyl cinnamate is also incorporated
into a copolymer with N-isopropylacrylamide, and the light and temperature-responsive
properties of this material are explored.
CHAPTER SEVEN summarizes the conclusions of the process and materials development
studies and highlights their potential to enable further industrial integration of iCVD. Some
valuable areas that could benefit from additional study are noted.
An Appendix contains additional experimental and analytical details about the work
described in CHAPTER FIVE.
1.6 References
[1]
M. C. Barr, J. A. Rowehl, R. R. Lunt, J. Xu, A. Wang, C. M. Boyce, S. G. Im, V. Bulovic, K. K.
Gleason, Advanced Materials 2011, 23, 3500.
[2]
E. Moons, Journal of Physics: Condensed Matter 2002, 14, 12235.
32
[3]
J. H. Cho, J. Lee, Y. Xia, B. Kim, Y. He, M. J. Renn, T. P. Lodge, C. Daniel Frisbie, Nature
Materials 2008, 7, 900.
[4]
A. N. Zelikin, ACS Nano 2010, 4, 2494.
[5]
R. Yang, J. Xu, G. Ozaydin-Ince, S. Y. Wong, K. K. Gleason, Chemistry of Materials 2011,
23, 1263.
[6]
B. Chen, P. Kwong, M. Gupta, ACS Applied Materials & Interfaces 2013, 5, 12701.
[7]
G. V. Ramesh, T. P. Radhakrishnan, ACS Applied Materials & Interfaces 2011, 3, 988.
[8]
W. E. Tenhaeff, in Synthesis of Reactive and Stimuli-Responsive Polymer Thin Films by
Initiated Chemical Vapor Deposition and Their Sensor Applications, Ph.D. Thesis,
Massachusetts Institute of Technology, Cambridge, MA 2009.
[9]
M. E. Alf, A. Asatekin, M. C. Barr, S. H. Baxamusa, H. Chelawat, G. Ozaydin-Ince, C. D.
Petruczok, R. Sreenivasan, W. E. Tenhaeff, N. J. Trujillo, S. Vaddiraju, J. Xu, K. K. Gleason,
Advanced Materials 2010, 22, 1993.
[10]
K. K. S. Lau, K. K. Gleason, Thin Solid Films 2008, 516, 678.
[11]
S. Edmondson, V. L. Osborne, W. T. S. Huck, Chemical Society Reviews 2004, 33, 14.
[12]
W. E. Tenhaeff, K. K. Gleason, Advanced Functional Materials 2008, 18, 979.
[13]
M. Szwarc, Discussions of the Faraday Society 1947, 2, 46.
[14]
W. F. Gorham, Journal of Polymer Science Part A: Polymer Chemistry 1966, 4, 3027.
[15]
M. C. Vasudev, K. D. Anderson, T. J. Bunning, V. V. Tsukruk, R. R. Naik, ACS Applied
Materials & Interfaces 2013, 5, 3983.
[16]
K. K. S. Lau, Y. Mao, H. G. Pryce Lewis, S. K. Murthy, B. D. Olsen, L. S. Loo, K. K. Gleason,
Thin Solid Films 2006, 501, 211.
[17]
K. K. S. Lau, K. K. Gleason, Macromolecules 2006, 39, 3688.
[18]
A. M. Coclite, R. M. Howden, D. C. Borrelli, C. D. Petruczok, R. Yang, J. L. Yagbe, A. Ugur,
N. Chen, S. Lee, W. J. Jo, A. Liu, X. Wang, K. K. Gleason, Advanced Materials 2013, 25,
5392.
[19]
K. Chan, K. K. Gleason, Langmuir 2005, 21, 11773.
33
[20]
N. J. Trujillo, S. H. Baxamusa, K. K. Gleason, Chemistry of Materials 2009, 21, 742.
[211
J. Xu, K. K. Gleason, Chemistry of Materials 2010, 22, 1732.
[22]
V. P. Panov, L. A. K. V. 1. Dubrovin, V. V. Gusev, Y. E. Kirsh, Journal of Applied
Spectroscopy 1974, 21, 1504.
[23]
K. H. Wu, Y. R. Wang, W. H. Hwu, Polymer Degradation and Stability 2003, 79, 195.
[24]
H. Zhang, Y. Fu, D. Wang, L. Wang, Z. Wang, X. Zhang, Langmuir 2003, 19, 8497.
[25]
K. M. McNamara, B. E. Williams, K. K. Gleason, B. E. Scruggs, Journal of Applied Physics
1994,76,2466.
[26]
C. D. Petruczok, K. K. Gleason, Advanced Materials 2012, 24, 6445.
[27]
H. G. Pryce Lewis, N. P. Bansal, A. J. White, E. S. Handy, Thin Solid Films 2009, 517, 3551.
[28]
S. H. Baxamusa, K. K. Gleason, Chemical Vapor Deposition 2008, 14, 313.
[29]
S. H. Baxamusa, S. G. Im, K. K. Gleason, Physical Chemistry Chemical Physics 2009, 11,
5227.
[30]
W. E. Tenhaeff, L. D. McIntosh, K. K. Gleason, Advanced Functional Materials 2010, 20,
1144.
[31]
S. J. P. McInnes, E. J. Szili, S. A. Al-Bataineh, J. Xu, M. E. Alf, K. K. Gleason, R. D. Short, N.
H. Voelcker, ACS Applied Materials & Interfaces 2012, 4, 3566.
[32]
G. Ozaydin-Ince, J. M. Dubach, K. K. Gleason, H. A. Clark, Proceedings of the National
Academy of Sciences 2011, 108, 2656.
[33]
M. Karaman, S. E. Kooi, K. K. Gleason, Chemistry of Materials 2008, 20, 2262.
34
CHAPTER TWO:
Fabrication of a Micro-Scale Device
for Detection of Nitroaromatic
Compounds
© 2013 IEEE. Reprinted, with permission, from C. D. Petruczok, H.J. Choi, S.Y. Yang, A. Asatekin, K.K.
Gleason, G. Barbastathis, "Fabrication of a Micro-Scale Device for Detection of Nitroaromatic
Compounds", Journal of Microelectromechanical Systems, February 2013.
35
Abstract
Polymer layers displaying a specific swelling response in the presence of nitroaromatic
compounds are integrated into micro-scale sensors. Blanket layers of the polymer are grown
using initiated chemical vapor deposition (iCVD), and lithographic techniques are used to define
micro-scale polymer lines. A nano-scale metal line is perpendicularly overlaid across each
polymer line. Exposure to nitroaromatic analytes causes the polymeric device component to
expand, resulting in plastic deformation of the metal and a permanent change in the resistance
measured across the device. The response is rapid and selective for nitroaromatic compounds;
additionally, the small area, simplicity and interchangeability of the device design facilitate the
fabrication of sensors selective for other analytes and device arrays. Calculated limits of
detection for 2,4,6-trinitrotoluene are 3.7 ppb at 20 0C or 0.8 pg in a proof-of-concept device;
methods for optimization are explored.
36
2.1 Introduction
Nitroaromatic explosives, including 2,4,6-trinitrotoluene (TNT), are inexpensive and
readily available; as a result, they are a common component of military ordnance and
improvised explosive devices.121 1 1 In addition to posing a security threat, nitroaromatics are
141 151
Detection of
hazardous to the environment and can easily leach into soil and groundwater.
nitroaromatic compounds is inhibited by their extremely low vapor pressures-the equilibrium
concentration of TNT, for example, is 11.4 ppb at 25 oC.
6
]
Common methods for detecting these
explosives often rely on analytical chemistry techniques: Raman spectroscopy, nuclear
quadrupole resonance spectroscopy, mass spectrometry, gas chromatography, and ion mobility
spectroscopy have been utilized; however, these methods are expensive, unwieldy, calibration
and operator-dependent, and prone to false positives.1 ',81 In addition, these techniques place a
human operator in close proximity to the items or area of concern.
A more ideal detection strategy consists of a sensing element that can be deployed close
to the threat-where analyte vapors are most concentrated-but can be operated or read from
a safe distance. Recent efforts have focused on the development of portable sensors that could
be applicable for such purposes, including hybrid devices that measure current produced by the
reduction of TNT and detect the interaction of reduction products with conductive polymer
nanojunctions.19' The use of field-effect transistors containing functionalized single-walled
carbon nanotubes10 ] and silicon nanowires"ll has also been demonstrated. A low-power
resistive sensor consisting of a micro-scale silicon trench narrowed with a conformal layer of
responsive poly(4-vinylpyridine) (P4VP) and a non-conformal blanket layer of Au/Pd was
developed by Tenhaeff et al.1121 Pi-pi stacking interactions between the electron-rich rings of the
37
P4VP and electron-poor rings of nitroaromatic compounds induce a swelling response in the
polymer. This closes the gap between the trench walls, which causes the Au/Pd coated surfaces
to contact and results in a significant decrease in the resistance measured across the device.
The P4VP film is deposited using initiated chemical vapor deposition (iCVD), a method which
allows for synthesis of extremely conformal polymer films with tunable thicknesses. Trench
widths on the order of 70 nm are attainable using this method; the narrow dimensions of the
trenches result in excellent device sensitivity.
The focus of this work is to extend the P4VP-based detection chemistry of [12] and
demonstrate proof-of concept for a novel micro-scale resistive sensor design. This device
consists of a micro-scale line of responsive iCVD P4VP overlaid with a nano-scale Au line (Figure
2-1). Exposure to a nitroaromatic analyte causes the P4VP to expand normal to the substrate,
deforming the Au line and changing its measured resistance.
This sensing concept was designed to alleviate problems associated with the trench
sensor. In particular, the free-standing responsive polymer structures and patterned Au lines
are intended to promote analyte diffusion, in contrast to the Au layer used in [12] that entirely
coated the polymer and served as a diffusion barrier. The fabrication of the new sensor is also
simpler, as it is not necessary to etch silicon to produce each device. The planar silicon wafers
used in the current design are easier to mask and pattern than the trench wafers; this could
facilitate fabrication of devices containing different responsive polymers in close proximity.
We note that this sensor exhibits a clear readout and, due to its simplicity, is easy and
inexpensive to mass-produce. The active area of the sensor is less than 10 pm2 , enabling its
38
incorporation into discreet stand-alone sensing nodes. Additionally, the masks used to pattern
metal features are produced in bulk, reusable, and shield the remainder of the responsive
polymer during metal evaporation. The polymer is not exposed to harsh chemicals or etchants
during the fabrication process, allowing for full retention of functionality. Moreover, the process
designed to pattern the polymer structures is effectively independent of chemical functionality.
Consequently, the responsive material in the sensor can easily be exchanged with any of the
dozens of homo- and co-polymers that have been successfully created using iCVD.
1
This can
enable fabrication of devices capable of detecting other analytes, as well as sensing arrays
consisting of multiple devices with different limits of detection (LODs) for various analytes.
2.2 Device Design
The device consists of three components deposited on a SiO 2-coated Si wafer:
electrodes, a micro-scale responsive polymer (P4VP) line, and a nano-scale Au line (Figure 2-1).
The metal electrodes are patterned using conventional photolithography and are used for
device testing. The polymeric component of the device is fabricated by using iCVD to deposit a
conformal layer of P4VP on a poly(methyl-methacrylate) (PMMA) template defined using
electron-beam lithography. Use of this patterning method is facilitated by the inherent
attributes of the iCVD process, in which a thermally-labile gas-phase initiator decomposes into
radicals as it passes through an array of heated filaments. The initiator radicals and monomer
adsorb on a cooled substrate located beneath the filaments, and free radical polymerization
occurs. Like other polymer CVD methods, iCVD is a benign, low-energy process (0.02-0.12
W.cm 2 ) that
results in excellent retention of chemical functionality and allows for exacting
control of polymer film thickness and conformality.14"-
16
1These
attributes allow for facile mass39
production of the polymeric device component, as well as excellent control over device
properties. iCVD coating of P4VP has been previously described [12]; however, the polymer
created using those conditions did not reproducibly survive the solvent exposure during the
patterning process for this device. The polymer used in this study has been engineered to have
improved resistance to the solvent used in the patterning process and is different in terms of
synthesis parameters and molecular weight.
Responsive
polymer
Electrode
Au line
Si02
Figure 2- 1. Schematic representation of the resistive sensor design. The width and thickness of the Au line are on
the order of 100 nm. The width and thickness of the polymer lines are on the order of 1 prm and 100 nm,
respectively.
The nano-scale Au line is patterned using electron-beam evaporation through a customfabricated silicon nitride shadow mask. Swelling of the polymeric component is considered to
be normal to the substrate; expansion in the plane of the substrate can be neglected.112' Upon
exposure to the target analyte, an increase in the resistance measured across the device is
anticipated as a result of local plastic deformation and formation of cracks in the Au. The brittle
fracture and strength of sub-micrometer thick Au is well-documented in the work of Sharpe et
al.[ 71
40
2.3 Experimental Procedures
2.3.1 Materials and Characterization
Polymer film reactants, solvents and analytes were purchased from Sigma-Aldrich and
used as received. Si wafers with 100 nm-thick Si0
2
layers were obtained from Wafer World, Inc.
Electron beam lithography resist (PMMA 950K A4), photolithography resist and developer
(S1813, MF-321), and chromium etchant (CR-7) were purchased from Microchem, Shipley, and
Cyantek, respectively. The two-part conductive Ag epoxy used to attach device leads was
obtained from Electron Microscopy Sciences.
Polymer film thicknesses were determined using a J. A. Woollam M-2000 spectroscopic
ellipsometer. The molecular weight of the iCVD P4VP was measured using a Waters gel
permeation chromatography (GPC) system equipped with an HPLC pump (Model 1515),
autosampler (Model 717 plus), three styragel columns (HR1, HR3, and HR4), and refractive
index detector (Model 2414). Tetrahydrofuran was used as the eluent. 'H Nuclear Magnetic
Resonance ('H NMR) spectra were recorded using a Bruker Avance 400 MHz spectrometer in
CDC 3. The modulus of the P4VP was obtained following the procedure described in [18] using a
NanoTest NTX nano-indenter (Micro Materials, Ltd.). Images of the devices were recorded with
JEOL 6060 scanning electron microscope (SEM). Atomic Force Microscopy (AFM) images were
obtained using a Veeco Dimension 3100 scanning probe microscope with Dimension V
controller, operated in tapping mode.
2.3.2 Device Fabrication
A schematic of the fabrication process is shown in Figure 2-2. Device electrodes were
created using photolithographic processes. A custom-designed transparent mask was applied to
41
a Si wafer spin-coated with 1.5 prm of photoresist. The resist was exposed for 10 s using a
Tamarack Scientific ultraviolet stepper (X=400 nm, 20 mW-cm- 2 ) and developed in room
temperature MF-321 for 1 min. The device electrodes were constructed by electron-beam
evaporation of 10 nm of Cr, followed by 3 nm of Au (Temescal System BJD-1800, 1x10-6 Torr).
The remainder of the photoresist was removed by soaking in acetone for 5 minutes.
Patterning of the functional polymer lines was also accomplished using a lift-off process.
Templates for the lines were defined via electron-beam lithography of 200 nm of PMMA 950K
A4 using a Raith 150 electron-beam lithography system with a LEO 1500 series scanning
electron microscope (30 keV, 200 pCcm-2 ). After exposure, the templates were developed in a
2:1 mixture of isopropyl alcohol (IPA) and methyl isobutyl ketone (MIBK) for 90 s, followed by a
60 s IPA rinse.
170 nm of P4VP was deposited into the PMMA templates using iCVD. 4-Vinylpyridine
and tert-butyl peroxide initiator were flowed into a previously described iCVD reaction
chamber[1 91 at rates of 9 and 3 sccm, respectively. The filament temperature was 210 *C, the
substrate temperature was 20 *C, and the chamber pressure was 800 mTorr. Removal of the
PMMA template and isolation of the P4VP lines was achieved by soaking the coated template in
toluene for 2.5 h, with 30 s of ultrasonication (VWR Model 75D) every 0.5 h.
Shadow masks for patterning the transverse Au lines were fabricated using a Si wafer
coated on both sides with 500 nm of LPCVD silicon nitride. 1.5 pm of S1813 (Shipley Company)
was spun on both sides of the wafer, and a 300 pm x 300 pm window was created using
photolithographic processes. The wafer was then etched with CF 4 gas. Next, the remaining
42
S1813 was removed, and the remaining silicon nitride was used as a hardmask for a KOH
etching process. KOH back-etching was carried out for 10 hours at 82 *C to create a silicon
nitride membrane. The nano-line pattern was then defined in the membrane. 10 nm of Cr was
electron beam-evaporated onto the wafer containing the silicon nitride membrane, followed by
160 nm of spin-coated PMMA resist. A pattern was exposed and developed using the electron
beam lithography and developing procedures described above. The pattern was transferred to
the Cr using CR-7 etchant, with the undeveloped PMMA acting as an etch mask. Transfer to the
silicon nitride membrane was achieved using CF 4 reactive ion etching. Shadow masks with
nano-line widths of 100, 200, and 300 nm were successfully fabricated.
Au lines were deposited using electron beam evaporation through the silicon nitride
shadow mask. 100 nm of Au were deposited at incident angles of -30*, 0*, and +300 to enhance
the conformality of the coating. Silver epoxy was used to attach wire leads to the electrodes for
measuring device resistance.
EleCtMn beam
MKro b"a,
ithograhy
*vaPOlwtIof
Ebcbvd
AU1**
*
PMMA
ak
P4VP
iUft-off
Figure 2- 2. Device fabrication process. Electrodes are patterned via photolithography. Templates are defined in
PMMA resist using electron-beam lithography, then filled with iCVD polymer. The remainder of the photoresist is
removed, yielding iCVD polymer lines, and transverse metal lines are patterned through a shadow mask.
43
2.3.3 Device Testing
The response of polymer films and devices to nitrobenzene (NB) was measured using a
previously described system. [12] ,[20 A measured flow rate of nitrogen was sparged through
heated liquid NB. An additional patch flow of nitrogen was used to establish a desired analyte
concentration. Test samples were located on a temperature-controlled stage within a flow cell.
Changes in polymer film thickness were measured using in situ interferometry. Resistance was
monitored using a multimeter connected to the wire leads of a device and interfaced with a
computer.
2.4 Results and Discussion
2.4.1 Modification of Responsive Polymer
An important component of this sensor is the line of responsive P4VP. The synthesis of
P4VP by iCVD has been previously described; however, films synthesized using these conditions
have extremely low molecular weights. 1 2 Difficulty was encountered during device fabrication,
as this oligomeric P4VP was not sufficiently resistant to the solvent used in the lift-off step of
the patterning process. Important attributes of the iCVD method are that the thicknesses of the
polymer films (i) are uniform over large areas and (ii) can be measured in situ during
depositions. This facilitates creation of polymer structures of precise dimensions. Toluene is
considered a poor solvent for P4VP; however, films deposited using the conditions described in
[12] exhibited large (approximately 25% on average, as measured by spectroscopic
ellipsometery) and greatly varying degrees of film loss upon soaking in toluene due to the
presence of short chain oligomers. As a result, polymer lines produced in the same batch
exhibited a wide range of thicknesses, all significantly less than that measured in situ. Variation
44
in the heights of the polymer features complicates the metal patterning process, as deposition
conditions capable of contiguously coating a 150 nm-high polymer line may not fully coat a 200
nm-high structure.
To alleviate these problems, the iCVD P4VP incorporated into the sensors was reengineered to have improved solvent resistance. This was accomplished by increasing the
molecular weight of the P4VP from 1400 g-mor 1 [121 to 6600 g-mor 1 . The increase in molecular
weight was achieved by raising the monomer surface concentration during deposition (by
increasing the flow rate of 4-vinylpyridine monomer relative to initiator) and decreasing the
initiator radical concentration (by utilizing a lower filament temperature). P4VP films deposited
using the modified conditions exhibited a reproducible film loss of approximately 8%. The
effects of monomer surface concentration and filament temperature on the molecular weight
1211 ,221 and apply to all films deposited using this method.
of iCVD polymers are well-documented'
Consequently, high monomer surface concentrations and low filament temperatures are
recommended as design parameters for the extension of the patterning method to other iCVD
polymeric materials.
The decrease in filament temperature used to obtain higher molecular weight P4VP also
affects the composition of the polymer chain end groups. The higher filament temperature (275
*C) used in [12] is in the range at which f-scission of the t-butoxy radical to yield methyl radicals
has been observed.1 3 1H NMR spectra of iCVD P4VP exhibit peaks at 6 = 0.9 and 1.15 ppm,
which can be attributed to methyl end groups and the CH 3 moieties present in t-butoxy end
groups, respectively. After accounting for the number of CH 3 moieties present in each type of
45
end group, a comparison of the peak areas for the new reaction conditions and those used in
[12] indicates that fewer t-butoxy end groups are present in films deposited at higher filament
temperatures. The number of t-butoxy end groups in each type of film is higher than the
number of methyl end groups, which agrees with prior conclusions that t-butoxy radicals are
primarily responsible for initiation.2 31
2.4.2 Polymer Swelling Response and Selectivity
The swelling response of the modified P4VP to three different concentrations of NB is
included in Figure 2-3. In this figure, the swelling ratio, Q, is defined as the ratio of the polymer
thickness after analyte exposure to that before exposure. The swelling response is reversible,
as indicated by the sudden decrease in Q upon removal of NB at t=20 min. Selectivity of the
modified P4VP for nitrobenzene over common interferents, including water and ethanol, is
extremely high and identical within experimental error to that shown in [12]. The similarity of
these results indicates that although polymer molecular weight can be modified to improve
processability for various sensor manufacturing schemes, it does not significantly affect key
parameters that influence sensor performance. For the modified films, a swelling ratio of 1.05 is
observed at a relative humidity of 85%. This Q is 1/5th the magnitude of the Q observed at the
lowest level of NB exposure tested and indicates the utility of the responsive polymer in humid
environments.
46
1.5
P/P,=
-
0.85 (840 ppm)
.. P/P 1 =0.65(640 ppm)
1.4
-
P/P,=
0.50 (490 ppm)
5
10
-_
~1.3
~1.2
0.9
0
15
20
25
Time (min)
Figure 2- 3. Swelling response of iCVD P4VP to nitrobenzene. Nitrogen is flowed over the sample for the first and
last five minutes of the test; analyte exposure occurs between t=5 and 20 min. P/Psat refers to the ratio of the
partial pressure of the analyte to its saturation pressure at the temperature of the polymer film (40 *C).
2.4.3 Device Components
iCVD P4VP polymer lines fabricated using the lift-off process are shown in Figure 2-4a.
Lines with widths ranging from 500 nm to 100 pm and thicknesses ranging from 100 to 300 nm
have been successfully produced using this process, which yields robust, well-defined structures
without the need for an additional grafting step to adhere the polymer to the substrate. This
method is easily translatable to other iCVD polymers and can be used to fabricate polymer
micro and nano-structures for a variety of applications. To illustrate this concept, lines
consisting of an iCVD fluoropolymer, poly(1H,1H,2H,2H-perfluorodecyl acrylate) (PPFDA) were
also patterned (Figure 2-4b). Despite the dramatically different chemical functionalities of P4VP
and PPFDA, identical processing conditions were used since toluene is a poor solvent for both
films. It is important to note that the lift-off patterning method is not limited to films that are
insoluble in toluene-the necessary requirement is that a non-solvent for the iCVD film can
adequately solubilize the resist template. Since iCVD can be used to vapor-deposit insoluble
47
and infusible films,[ 4 1an interesting implication is that these materials could be patterned using
this method.
(e)
(a)
Ele ctrode
20 prn
(C)
Si02
(dAu
P4VP
P4VP---
Ele ctrode-50 pmn
50 pmn
Figure 2- 4. Resistive sensor device components. (a) Topographical SEM image of P4VP lines fabricated using a liftoff process. (b) Lines of PPFDA fluoropolymer fabricated using same processing conditions as (a). (c) Optical
microscopy image showing the alignment of a silicon nitride mask. (d) Tilted SEM image illustrating the
conformality of the Au coating down the side edge of the P4VP line. (e) Tilted SEM image of the completed device.
Additional device components are also shown in Figure 2-4. Figure 2-4c shows the
silicon nitride shadow mask used for patterning the nano-scale metal line overlaid on the P4VP
line. The contiguity of the evaporated metal down a 170 nm-high P4VP sidewall is observed in
Figure 2-4d; this contiguity is achieved by evaporating the metal at incident angles of +30, 0*,
and -30*, and is further confirmed by the measured initial resistance of the completed device
(Figure 2-4e), which agrees with the calculated value for Au lines of the observed dimensions. It
is important to note that while the device shown in Figure 2-4e is relatively large (the distance
between the electrodes is 150 pm), the operational area of the device is the region immediately
surrounding the intersection of the metal and polymer lines-less than 10 prM2.
48
2.4.4 Device Response
A typical device response is included in Figure 2-5. This device consisted of a 5 prm-wide,
170 nm-thick P4VP line overlaid by a 300 nm-wide, approximately 150 nm-thick Au line. The
resistance change, AR(t), was calculated using the formula AR(t)=[R(t)-R(0)]/R(0), after first
subtracting from R(t) a baseline, R0(t), obtained by exposing the device to a patch flow of
nitrogen. The resistance measured across the metal line increased by approximately 8% upon
exposure to 640 ppm of NB at 400 C. The change in device resistance began immediately upon
analyte exposure, and the slope of the resistance change increased with the analyte
concentration. Unlike the swelling response, the resistance change was not reversible,
indicating that plastic deformation of the metal line occurred. A second, identical device
manufactured in the same batch operated similarly.
Oppm
490 ppm
640 ppm
0 ppm
NB
NB
Swelling Ratio
-Resistance
NB
NB
1.4
1.3
10%
8%
6%
z1.2
4%
1.1
U
2%
0% 'IA
12%
-4%
0.9
0
5
10
15
20
25
Time (min)
Figure 2- 5.
Swelling response and resistance change in the sensing device upon exposure to increasing
concentrations of nitrobenzene (NB).
Flory-Huggins theory can be used to calculate the response of the device to the
presence of TNT. The analyte concentration needed to effect a certain degree of swelling will
be lower for TNT than NB due to the former's higher number of electron-withdrawing
49
substituents, which promote pi-pi stacking interactions. The concentration of analyte can be
related to the polymer swelling ratio by: 121,[ 24'
"anvte
=
1-
exp
J
Panalyte. sat
[l
N)
1
(QJ
+
-
tQ)
(2-1)
where N is the degree of polymerization and X is the Flory-Huggins interaction parameter,
defined as:
V(
nayte
3
polyner )2
(2-2)
RT
In (2-2), V is the molar volume of the analyte, R is the ideal gas constant, T is the
temperature of the system, 6 is the Hildebrand solubility parameter, and 6 is an entropic
correction factor.
6
iCVDP4VP
was calculated from results shown in [12]; the resulting value of 19.3
MPa0* is comparable to results reported for solution-polymerized P4VP.J25 ] Assuming that, as
shown in Figure 2-5, a swelling ratio of approximately 1.3 results in an 8% change in device
resistance, the calculated concentration of TNT required is 3.7 ppb at 20 *C. The equilibrium
concentration of TNT at this temperature is 6.3 ppb [26]. On a mass basis, the LOD for TNT can
be calculated using
LOD. 5 = pV(Q-1)
(2-3)
where V; is the initial volume of the polymer and p is the density of the adsorbed analyte,
assumed to be 1.6 g/cm 3
[27]
Assuming that the polymer line in the active area of the device is
170 nm thick, 5 pm wide, and extends 2 tm on either side of the Au line, the calculated mass
LOD for TNT is approximately 0.8 pg.
50
A comparison of the iCVD line-based sensor to other state-of-the-art sensing techniques
is included in Table 1. Analytical (primarily spectroscopic) methods have been a focus of recent
study due to their specificity, while canines and amplifying fluorescent polymer (AFP)-based
devices exhibit extremely low detection limits. Primary benefits of the iCVD sensor include its
small size, potential for long operator stand-off distance, short response time, and low cost.
The sensitivity for the iCVD proof-of-concept device is also comparable to or better than that of
many analytical methods. Strategies for improving device sensitivity are discussed below.
Table 2- 1. Comparison of the iCVD line sensor to existing state-of-the-art technologies.
Size
Operator
stand-off distance
Response
time
Cost
Sensitivity
iCVD-based device
Analytical methods
[8], [28], [29]
Canines [30], [31]
< 10 Pm 2
longa
seconds
low
< pg
hand-held table-top
short
minutes
very high
ng-pg
large
short
seconds
high
fg
Commercial AFP-based
device [32], [33]
hand-held
shortb
seconds
high
fg
aif incorporated
b
into wireless sensing node
can be mounted on robotic vehicle to increase stand-off distance [32]
2.4.5 Optimization Strategies
While the device LOD for TNT is lower than the equilibrium concentration at 20 *C,
optimization of this sensor is recommended to facilitate (i) vapor detection at lower ambient
temperatures and (ii) detection of encapsulated explosives. One strategy is to test the swelling
response of the polymer in the presence of 2,4-dinitrotoluene (DNT). DNT is a byproduct of the
TNT manufacturing process and is commonly found in in explosives-grade TNT samples. The
vapor pressure of DNT is two orders of magnitude greater than that of TNT-consequently, it is
often used as the target analyte despite the fact that it is present in lower quantities. [71,[291 The
51
solubility parameter of DNT is slightly greater than that of TNT,
however, implying a larger X,
and, therefore, less swelling.12 4 Detection and differentiation of nitroaromatic analytes will be
the subject of future work and may be achieved by analyzing characteristic device response
signals (see, for example, differences in Q vs. time during NB and 4-nitrotoluene exposure [12]),
or by constructing arrays of devices containing different polymer films.
The observed mechanism of resistance change in the device is the formation of nanoscale cracks in the metal line. Such cracks become readily visible upon repeated testing (Figure
2-6a). We hypothesize that in an ideal device, the stress on the metal lines is highest near the
corners where the metal changes direction and begins to coat the P4VP sidewalls. Angled SEM
images of the fabricated devices indicate that the metal is the thickest in these corner regions,
due to the three angles of incidence (+300, 00, and -30') used during evaporation (Figure 2-6b).
As a result, cracking is observed elsewhere, along the thinner portions of the Au (Figure 2-6a).
Steps can be taken to yield a more conformal metal line, including using an evaporator
equipped with a rotating stage and optimizing the angles of incidence used during the
deposition. Deformation of the Au upon exposure can also be facilitated by decreasing the
thickness and width of the metal line, thus improving sensitivity.
52
(d)
Resist
Pblymer
Line-of-sight
Ridge
Conformal
Figure 2- 6. (a) Formation of cracks observed in a device consisting of a 5 prm-wide, 170 nm-thick P4VP line
intersected by a 300 nm-wide, 150 nm-thick Au line. The device was imaged after being exposed 4x to the
conditions depicted in Figure 2-5. (b) An SEM image taken at an angle of 45* shows the increased metal thickness
in the corner region. (c) AFM image of a P4VP line indicating the presence of excess polymer. (d) Schematic
depicting lift-off of line-of-sight versus conformal depositions of iCVD polymer and the formation of the polymer
ridge.
AFM images of the P4VP lines also indicate the presence of an additional ridge of
polymer along the edges of the lines (Figure 2-6c). The ridge is not readily visible in SEM images
of the lines (Figure 2-4a). It is hypothesized that the presence of excess polymer, which may
not swell in the optimal direction to promote metal deformation, may inhibit crack formation in
the metal device components. The formation of this feature is caused by the extreme
conformality of the iCVD polymer film, an attribute that is typically considered favorable for
coating non-traditional substrates such as particles, nanotubes, trenches, and wires.1"I Line-ofsight depositions are favorable for lift-off processes, however, as the discontinuity in the
53
coating material along the resist sidewall facilitates clean removal of the resist.J341In the case of
a conformal deposition, the coating must be severed at some point along the sidewall, leaving
the residual material (Figure 2-6d). Fortunately, the conformality of iCVD polymer coatings is
extremely tunable and can be reduced by decreasing the substrate temperature used during
deposition.
35 1 Increasing
the thickness of the PMMA template can also be used to reduce iCVD
polymer coverage down the resist sidewall. Future work will emphasize additional optimization
of the polymer deposition process to reduce non-uniformity on the surface of polymer
structures.
Finally, the amount of stress the responsive polymer is capable of exerting on the Au
line is a function of its Young's modulus-a polymer with a higher modulus will exert more
stress. The modulus of iCVD P4VP was measured to be approximately 5.5 GPa; however, it is
necessary to note that the modulus of a polymer network decreases during swelling. [36],[37] The
modulus of the polymer can be enhanced by introducing a cross-linking molecule.13 1 Crosslinking the polymer would increase the modulus and also render the device more durable, but
care must be taken to (i) choose a cross-linker that will not drastically alter the chemical
functionality of the detection system and (ii) optimize the amount of cross-linker so as not to
hinder the swelling response.
2.5 Conclusion
iCVD P4VP has been incorporated into a micro-scale resistive sensor that exhibits a
significant, selective, and rapid change in resistance when exposed to nitroaromatic
compounds. The sensor has an extremely small active area and can be easily and inexpensively
54
mass-produced. The sensitivity of the proof-of-concept design is comparable to that of
established techniques. Additionally, the sensor design is interchangeable and can readily be
altered by simply substituting a different iCVD polymer for the P4VR The resulting fabrication
scheme is highly versatile and potentially useful for producing sensors for diverse analytes as
well as sensing arrays.
2.6 Acknowledgements
Authors C. D. Petruczok and H. J. Choi contributed equally to the experimental work.
The authors would like to thank Dr. W. E. Tenhaeff for his contributions to the sensing concept
design. Device fabrication was conducted using the facilities of the Microsystems Technology
Laboratory and the Scanning Electron Beam Lithography Facility at the Massachusetts Institute
of Technology Research Laboratory of Electronics.
2.7 References
[1] C. D. Petruczok, S. Y. Yang, A. Asatekin, K. K. Gleason, and G. Barbastathis, "Fabrication of
nitroaromatic sensing devices via initiated chemical vapor deposition," in Proc. Am. Chem.
Soc.: Poly Div., Boston, MA, Aug. 22-26, 2010, pp. 337-338.
[2] S. Singh, "Sensors-an effective approach for the detection of explosives," J. Hazard.
Mater., vol. 144, no. 1-2, pp. 15-28, Jun. 2007.
[3] "Improvised explosive device defeat," Dept. of the U. S. Army, U. S. Marine Corps,
Washington, D. C., FMI 3-34.119/MCIP 3-17.01, 2005.
[4] D. L. Kaplan and A. M. Kaplan, "Mutagenicity of 2, 4, 6-trinitrotoluene-surfactant
complexes," Bull. Environ. Contam. Toxicol., vol. 28, no. 1, pp. 33-38, Jan. 1982.
[5] H. Schmitt, R. Altenburger, B. Jastorff, and G. Schuurmann, "Quantitative structure-activity
analysis of the algae toxicity of nitroaromatic compounds," Chem. Res. Toxicol., vol. 13, no.
6, pp. 441-450, Jun. 2000.
55
[61 Design Institute for Physical Properties. DIPPR Project 801 [Online]. Available:
http://www.knovel.com.
[7] S. J. Toal and W. C. Trogler, "Polymer sensors for nitroaromatic explosives detection," J.
Mater. Chem., vol. 16, no. 28, pp. 2871-2883, Jul. 2006.
[8] D. S. Moore, "Instrumentation for trace detection of high explosives," Rev. Sci. Instrum., vol.
75, no. 8, pp. 2499-2512, Aug. 2004.
[9] A. Diaz Aguilar, M. Leright, F. Tsow, A. Cagan, R. A. Iglesias, I. Amlani, R. Tsui, and N. J. Tao,
"A hybrid nanosensor for TNT vapor detection," Nano Lett., vol. 10, no. 2, pp. 380-384, Feb.
2009.
[10] T. H. Kim, B. Y. Lee, J. Jaworski, K. Yokoyama, W. J. Chung, E. Wang, S. Hong, A. Majumdar,
and S. W. Lee, "Selective and sensitive TNT sensors using biomimetic polydiactylene-coated
CNT-FETs," ACS Nano, vol. 5, no. 4, pp. 2824-2830, Apr. 2011.
[11] Y. Engel, R. Einathan, G. Davidi, E. Flaxer, and F. Patolsky, "Supersensitive detection of
explosives by silicon nanowire arrays," Angew. Chem. Int. Ed., vol. 49, no. 38, pp. 68306835, Sep. 2010.
[12] W. E. Tenhaeff, L. D. McIntosh, and K. K. Gleason, "Synthesis of poly(4-vinylpyridine) thin
films by initiated chemical vapor deposition (iCVD) for selective nanotrench-based sensing
of nitroaromatics," Adv. Funct. Mater., vol. 20, no. 7, pp. 1144-1151, Apr. 2010.
[13] W. E. Tenhaeff and K. K. Gleason, "Initiated and oxidative chemical vapor deposition of
polymeric thin films: iCVD and oCVD," Adv. Funct. Mater., vol. 18, no. 7, pp. 979-992, Apr.
2008.
[14] M. E. Alf, A. Asatekin, M. C. Barr, S. H. Baxamusa, H. Chelawat, G. Ozaydin-Ince, C. D.
Petruczok, R. Sreenivasan, W. E. Tenhaeff, N. J. Trujillo, S. Vaddiraju, J. Xu, and K. K. Gleason,
"Chemical vapor deposition of conformal, functional and responsive polymer films," Adv.
Mater., vol. 22, no. 18, pp. 1993-2027, May 2010.
[15] N. J. Trujillo, S. H. Baxamusa, and K. K. Gleason, "Grafted functional polymer
nanostructures patterned bottom-up by colloidal lithography and initiated chemical vapor
deposition (iCVD)," Chem. Mater., vol. 21, no. 4, pp. 742-750, Feb. 2009.
[16] J. Lahann and H. Y. Chen, "Designable Biointerfaces Using Vapor-Based Reactive Polymers,"
Langmuir, vol. 27, no. 1, pp. 34-48, Jan. 2011.
[17] W. N. Sharpe, J. Pulskamp, B. G. Mendis, C. Eberl, D. S. Gianola, R. Polcawich, and K. J.
Hemker, "Tensile stress-strain curves of gold film," in Proc. IMECE 2006, Chicago, IL, Nov. 510, 2006, pp. 533-540.
56
[18] L. H. Lee and K. K. Gleason, "Cross-linked organic sacrificial material for air gap formation
by initiated chemical vapor deposition," J. Electrochem. Soc., vol. 155, no. 4, pp. G78-G86,
Apr. 2008.
[19] W. E. Tenhaeff and K. K. Gleason, "Initiated chemical vapor deposition of alternating
copolymers of styrene and maleic anhydride," Langmuir, vol. 23, no. 12, pp. 6624-6630, Jun.
2007.
[20] W. J. Arora, W. E. Tenhaeff, K. K. Gleason, and G. Barbastathis, "Integration of reactive
polymeric nanofilms into a low-power electromechanical switch for selective chemical
sensing," J. Microelectromech. Syst., vol. 18, no. 1, pp. 97-102, Feb. 2009.
[21] K. Chan and K. K. Gleason, "A mechanistic study of initiated chemical vapor deposition of
polymers: analyses of deposition rate and molecular weight," Macromolecules, vol. 39, no.
11, pp. 3890-3894, May 2006.
[22] Y. Mao and K. K. Gleason, "Hot filament chemical vapor deposition of poly(glycidyl
methacrylate) thin films using tert-butyl peroxide as an initiator," Langmuir, vol. 20, no. 6,
pp. 2484-2488, Mar. 2004.
[23] G. Ozaydin-Ince and K. K. Gleason, "Transition between kinetic and mass transfer regimes
in the initiated chemical vapor deposition from ethylene glycol diacrylate," J. Vac. Sci.
Technol., A, vol. 27, no. 5, pp. 1135-1143, Sep. 2009.
[24] P. J. Flory, Principles of Polymer Chemistry, 1st ed. Ithaca, NY: Cornell University Press,
1953, pp. 495-539.
[25]1. Kudose, T. Kotaka, "Morphological and viscoelastic properties of poly(styrene-bbutadiene-b-4-vinylpyridine) three-block polymers of the ABC type," Macromolecules, vol.
17, no. 11, pp. 2325-2332, Nov. 1984.
[26] L. Senesac, and T. G. Thundat, "Nanosensors for trace explosive detection," Mater. Today,
vol. 11, no. 3, pp. 28-36, Mar. 2008.
[27] E. Sokolowski, "Explosive charge," U. S. Patent 1033285, July 23, 1912.
[28] D. S. Moore and R. J. Scharff, "Portable Raman explosives detection," Anal. Bioanal. Chem.,
vol. 393, no. 6-7, pp. 1571-1578, Mar. 2009.
[29] M. Makinen, M. Nousiainen, and M. Sillanpaa, "Ion spectrometric detection technologies
for ultra-traces of explosives: a review," Mass Spectrom. Rev., vol. 30, no. 5, pp. 940-973,
Sep. 2011.
57
[30] J. Yinon, "Detection of explosives by electronic noses," Anal. Chem., vol. 75, no. 5, pp. 98A105A, Mar. 2003.
[31] J. W. Gardner, "Review of conventional electronic noses and their possible application to
the detection of explosives," in Electronic Noses and Sensors for the Detection of Explosives
(NATO Science Series, vol. 159). Boston, MA: Kluwer Acad. Publ., 2004, pp. 1-28.
[32] FLIR Systems, Inc. (2012). Fido XTexplosives detector [Online]. Available:
http://gs.flir.com/detection/explosives/fido.
[33] FLIR Systems, Inc. (2011). Fido explosives detectors technical overview [Online]. Available:
http://gs.flir.com/uploads /file/ products/brochures /fido%20technical%20overview.pdf.
[34] M. J. Madou, Fundamentals of Microfabrication: The Science of Miniaturization, 2nd ed.
Boca Raton, FL: CRC Press, 2002, pp. 16-21.
[35] G. Ozaydin-Ince and K. K. Gleason, "Tunable conformality of polymer coatings on high
aspect ratio features," Chem. Vap. Deposition, vol. 16, no. 1-3, pp. 100-105, Mar. 2010.
[36] J. W. Grate and M. Klusty, "The predominate role of swelling-induced modulus changes in
determining the responses of polymer -coated surface acoustic wave vapor sensors," Anal.
Chem., vol. 64, no. 6, pp. 610-624, Mar. 1992.
[37] M. P. Lutolf and J. A. Hubbell, "Synthesis and physicochemical characterization of endlinked poly(ethylene-glycol)-co-peptide hydrogels formed by Michael-type addition,"
Biomacromolecules, vol. 4, no. 3, pp. 713-722, May 2003.
[38] D. R. Rottach, J. G. Curro, G. S. Grest, and A. P. Thompson, "Effect of strain history on stress
and permanent set in cross-linking networks: a molecular dynamics study,"
Macromolecules, vol. 37, no.14, pp. 5468-5473, Jul. 2004.
58
CHAPT ER THREE:
Initiated Chemical Vapor
Deposition-Based Method for
Patterning Polymer and Metal
Microstructures on Curved Surfaces
Adapted, with permission, from C. D. Petruczok, K. K. Gleason, "Initiated Chemical Vapor DepositionBased Method for Patterning Polymer and Metal Microstructures on Curved Substrates", Advanced
Materials, 24(48), 6445-6450. © 2012 WILEY-VCH Verlag GmbH & Co. KGaA.
59
Abstract
A simple, efficient, and scalable method for patterning microstructures on curved
substrates is demonstrated. Initiated chemical vapor deposition is used to synthesize a thin film
that crosslinks upon UV exposure. Polymeric features are defined on glass rods with high
curvature and used as masks for metal patterning. Additionally, vapor-deposited polymer layers
are selectively patterned to produce bifunctional surfaces.
60
3.1 Introduction
Patterning of functional polymers is essential for fabricating micro- and optoelectronic
devices1
41and
tools for biological research.,'
1
The ability to pattern non-planar substrates
enables development of devices with unique or enhanced properties, such as hemispherical
cameras with reduced aberration and wider fields of view 77 and biomimetic pressure sensors
incorporated into artificial skin.
1
Established patterning methods, such as conventional
photolithography, are not readily applied to curved substrates; [9,10] consequently, great effort
has been devoted to developing novel techniques, including micromolding,1A1 1 2 selfassembly,.13 1 and surfactant-induced pattern formation.[1
41 Recently,
Yeom and Shannon have
used detachment lithography to transfer impressive, multi-level photoresist patterns to
cylinders.115 1 Colloidal lithography has also been used to pattern diverse substrates with
particles as small as ~100 nm.[161 Here, we present an alternative patterning technique based on
initiated Chemical Vapor Deposition (iCVD). Our method is unique in that it yields highresolution polymeric features on planar and curved substrates, enables fabrication of metal
features via pattern transfer, and facilitates synthesis of bifunctional organic surfaces.
A schematic of the process is shown in Figure 3-1a. iCVD is used to create a polymeric
thin film of uniform thickness directly on the surface of non-planar substrates, a so-ca-lled
conformal coating. In the iCVD process, vapor-phase vinyl monomer(s) and thermally labile
initiator pass through heated filaments. The initiator decomposes into radicals; these radicals
and the monomer(s) adsorb onto a cooled substrate and simultaneous free radical
polymerization and thin film formation occur. Since de-wetting and surface tension effects are
absent, iCVD films conform to the geometry of the underlying substrate. Additionally, the
61
benign reaction conditions inherent to this low-energy process allow for complete retention of
polymer functionality. iCVD is a chemically versatile, substrate-independent method that is
time-efficient, scalable and easily integrated with other semiconductor manufacturing
processes.
In a pioneering demonstration, as-deposited, photoresponsive iCVD poly(o-
nitrobenzyl methacrylate) films were successfully patterned on microscopically rough
substrates, such as paper, using planar masks.' 81 The current work demonstrates the first use of
iCVD to achieve patterning on surfaces displaying significant macroscopic curvature, including
glass rods, which require the use of flexible masks. In addition, we find that using an iCVD
poly(4-vinylpyridine) (P4VP)-based system significantly improves the maximum deposition rate
(13.2 ± 0.8 nm min' vs. 0.63 ± 0.11 nm min-) and required UV exposure time (4 minutes vs. 1
hour). The current work also demonstrates improved resolution (3 pm vs. 50 Pm) and fidelity
between the mask and patterned feature sizes (approximately 500 nm vs. 40 pim).
To enhance photosensitivity, the iCVD P4VP films are functionalized after deposition
with a photoactive molecule, 10,12-tricosadiynoic acid (TDA). Submerging the P4VP-coated
substrates in a TDA solution promotes hydrogen bonding between the acid moieties of the
diacetylene and nitrogen atoms in the P4VP pyridine rings. TDA functionalization is uniform
over the surface of the curved substrates due to the conformality of the iCVD process and nondirectionality of the functionalization step. A mask is applied, and the functionalized surface is
exposed at 254 nm to photopolymerize the diacetylene. Development in ethanol selectively
solvates the masked regions, creating a negative-tone pattern of P4VP coated with
polydiacetylene (PTDA). Chemical structures and reactions are depicted in Figure 3-2.
62
The current work builds on the innovative chemical strategy first reported by Wu et al.,
in which photosensitive complexes of P4VP and TDA are spin-coated onto planar substrates. 19 ]
Our work incorporates vapor-phase deposition of P4VP-this modification enables patterning
of non-planar substrates. Additionally, we find that pattern resolution on planar substrates is
improved by a factor of ~5. Implementation of vapor-phase processing also facilitates
fabrication of bifunctional surfaces as underlying polymer layers cannot be dissolved as new
layers are applied. 20 Such surfaces have a variety of applications, including directing flow
through microfluidic devices and constraining crystal growth.J18 ,21,221 This work also shows the
first use of functionalized, exposed P4VP (P4VP-PTDA) as a mask to pattern metal
microstructures. We note that the method is time-efficient, scalable, and does not require the
use of a clean room. Total processing time for the steps outlined in Figure 3-1a is less than 1.5
hours, and multiple substrates can be coated and functionalized simultaneously.
63
(a)
TDA
P4VP
FLnctionalize
iCVD,
Substrate
mask
Expose
P4VP-PTDA
(A=254 nm)
Develop
frt
4
(b)
- - - P4VPITDAAUV
--..
+ P4VPTDA
-iCVD P4VP
(d)
a
P4VP/TDA/UV
it
t
A0
P4VP/TDA
3200
3100
3000
2806
2900
1800
1700
2 200
I X)
1G
1800
2000
(C)
- - ----.
-
1800
1600
14M0
wavenumbers (cm*)
wavenumbers (em")
(e) 0.4
P4VPrTDAAJV/EtOH
P4VPfTDNEtOH
iCVD P4VP/EMtOH
0.3
I
it
2
.0
t
a
0.2-
0.1
3200
3100
3000
2900
2806'
1800
wavenumbers (cm*')
1700
160
1500
400
Soo
800
700
800
wavelength (nm)
Figure 3- 1. (a) Conformal iCVD P4VP polymer layer is functionalized with 10,12-tricosadiynoic acid (TDA), creating
a photosensitive layer. UV exposure and development yield polymer microstructures on curved substrates. This
process requires < 1.5 h. (b) FTIR spectra of as-deposited iCVD P4VP, P4VP after TDA functionalization, and P4VPPTDA after UV exposure. Incorporation of TDA is evidenced by enhancement of peaks at 1693, 2850, and 2920
cm'. The former is due to hydrogen bonding of TDA carboxylic acid groups and P4VP; latter peaks correspond to
CH 2 stretching in TDA side chains (c) Films depicted in (b) after development in ethanol (EtOH). UV exposure
renders TDA-functionalized P4VP insoluble, indicating photopolymerization has occurred. (d) Photopolymerization
is further confirmed by Raman spectroscopy; after UV exposure, peaks due to C=C and C=C stretching in the
polydiacetylene backbone are observed. (e) UV-visible spectra of UV-exposed P4VP-PTDA before (A) and after (o)
developing in EtOH exhibit the characteristic solvatochromatic response of the polydiacetylene. Unexposed P4VPTDA (o) does not absorb in the visible range.
64
(a)
(
(016>,COOC
1N1('
-
AHWO
v
<HC)P4W
P4VP
N
~c
-Nh
"c
H3C(M C)
.(CHHBC,
CH
Cft
/
CH
/
(C H zMAC O H
COON
7
N
N '
-N
CO-
TDA
(b)
Nc)
PTA
P4VP-PTDA
TDA
Apply mask
E~xpose
(A=254 nin)
Figure 3- 2. (a) Poly(4-vinylpyridine) (P4VP) is deposited via initiated Chemical Vapor Deposition (iCVD), then
functionalized with 10,12-tricosadiynoic acid (TDA) via hydrogen bonding between the carboxylic acid moieties of
TDA and the pyridine rings of P4VP. UV exposure results in 1,4 addition photopolymerization of TDA, yielding the
polydiacetylene (PTDA). (b) Corresponding process steps for the reactions shown in (a). See Figure 3-1a for
comparison.
3.2 Experimental
3.2.1 Materials and Characterization
Reactants and solvents were purchased from Sigma-Aldrich and used as received.
Silicon substrates, planar glass substrates, and glass rods were obtained from Wafer World,
Inc., VWR International, and McMaster-Carr, respectively. Fourier transform infrared (FTIR)
spectra were obtained using a Nicolet Nexus 870 spectrometer operated in transmission mode
with a deuterated triglycine sulfate KBr detector. Raman spectra were obtained using a Kaiser
Hololab 500OR confocal Raman spectrometer equipped with a 785 nm Invictus diode laser.
Optical absorption of the thin films was characterized using a Cary 5000 UV-visible
spectrophotometer. Thicknesses for as-deposited films were obtained using a JA Woollam M-
65
2000 variable angle spectroscopic ellipsometer at incident angles of 65, 70, and 750. Thickness
measurements for sensitivity calculations were obtained using a Veeco Dektak 150 surface
profilometer. Contact angle measurements were taken using a Rame-Hart Model 500
goniometer with an automatic dispenser and 4 pL deionized water droplets. Images were
obtained using Olympus CX-41 optical and Hitachi TM-3000 scanning electron microscopes.
Measurements of feature sizes depicted in Table 3-1 were obtained for three features in each
image using the MeasurelT software package.
3.2.2 Deposition of Polymer Thin Films
P4VP films were deposited using an iCVD reactor described elsewhere. 2 31 4vinylpyridine monomer and tert-butyl peroxide initiator were delivered using mass flow
controllers at rates of 9 and 3 sccm, respectively. The filament array was maintained at 210 *C.
An operating pressure of 800 mTorr and substrate temperature of 20 0C were used for all
depositions. P4VP film growth was monitored via in situ interferometry using a 633-nm HeNe
laser (JDS Uniphase).
3.2.3 Film Functionalization and Patterning
To functionalize, P4VP films were submerged in a 1 wt% solution of 10, 12-tricosadiynoic
acid in toluene and gently stirred. After 1 h, the films were removed from the solution and
dried with clean, dry air (CDA). For planar substrates, a glass photomask or transmission
electron micrography (TEM) grid was placed directly onto the functionalized P4VP. For the
glass rod substrates, the TEM grids were first gently curved by placing them on a soft, clean
surface and rolling them with an uncoated rod. After masking, the films were exposed for 4
minutes at 254 nm with a handheld UV lamp (UVG-54, Ultra Violet Products). The irradiation at
66
the surface of the films was approximately 170 pW cm
2,
as measured with a J-225 Blak-Ray UV
intensity meter. Patterns were developed by dipping the exposed films in ethanol for 5 s,
followed by drying with CDA.
The bifunctional surface was created by depositing 200 nm of P4VP onto a silicon
substrate previously coated with 35 nm of iCVD PPFDA. The sample was functionalized,
masked, exposed and developed as described previously.
Patterning of metal structures was achieved by patterning P4VP-PTDA as described
above, then exposing the patterned polymer to oxygen plasma in a Unaxis reactive-ion etching
system for 12 s (40 sccm 02, 20 mTorr, 200 W). 5 nm of Cr or Ti and 10 nm of Au were
deposited using an Edwards thermal evaporator (0.5-2 nm s1, 1 e~6 mbar). Lift-off of the
polymer was accomplished by submerging the sample in a piranha bath (3/195% H2SO 4 / 30%
H2 0 2 ) for 2 minutes, ultrasonicating for 20 s after 1 minute. The sample was rinsed with
deionized water, brushed with a lint-free swab, and dried with N2.
3.3 Results and Discussion
3.3.1 Chemical Characterization
FTIR spectroscopy data indicate that as-deposited iCVD P4VP is functionally identical to
a commercial P4VP standard (Figure 1-2). FTIR spectra were also collected during the TDA
functionalization process. Figure 3-1b includes spectra of as-deposited iCVD P4VP and TDAfunctionalized P4VP before (P4VP/TDA) and after UV exposure (P4VP/TDA/UV).
Functionalization via hydrogen bonding between the carboxylic acid groups of TDA and the
P4VP pyridine rings is confirmed by the appearance of a peak at 1693 cm 1.12 4 ,2s1 The heights of
peaks found at 2850 and 2920 cm
1
also increase as a result of TDA incorporation and can be
67
attributed to symmetric and asymmetric stretching of sp 3 -bonded CH 2 groups found in the TDA
side chains. 26 1 The spectra for the unexposed and UV-exposed samples appear similar, as the
C=C and C=C bonds of TDA and PTDA exhibit weak IR absorption. 2[ 7 Photopolymerization of
TDA is suggested by a change in film solubility upon UV exposure. iCVD P4VP, like bulk P4VP, is
extremely soluble in solvents that act as Lewis acids, such as ethanol.[28 -30 1 This is evidenced by
the absence of representative peaks observed in the FTIR spectrum for ethanol-developed iCVD
P4VP (Figure 3-1c, iCVD P4VP/EtOH). Similar results are observed for TDA-functionalized P4VP
(P4VP/TDA/EtOH). The functionalized film is rendered insoluble upon UV exposure, as indicated
by the similarity between the spectra for UV-exposed films before (Figure 3-1b, P4VP/TDA/UV)
and after (Figure 3-1c, P4VP/TDA/UV/EtOH) development in ethanol. 1,4 addition
photopolymerization of TDA is further confirmed by Raman and UV-visible spectroscopy
(Figures 3-1d, e). In Figure 3-1d, peaks due to C=C and C=C stretching in the polydiacetylene
backbone are observed at 2084 and 1454 cm-1, respectively. 31
[
These peaks are not observed
prior to irradiation. UV-visible spectroscopy data (Figure 3-1e) confirm that functionalized,
unexposed P4VP (P4VP-TDA) does not absorb in the range of 350-800 nm. After UV exposure,
the sample exhibits the characteristic peak of the blue-phase polydiacetylene at 637 nm.
Solvatochromaticism is also observed: the color of the sample changes from blue to red upon
washing in ethanol, and the UV-visible spectrum of the washed film exhibits the corresponding
19 3 2 3
peak at 545 nm.[ , ,
3
]
The intensity and uniformity of the blue color observed upon polymerization can also be
used to assess the quality of TDA functionalization. Bare glass slides and slides coated with
iCVD P4VP and poly(4-aminostyrene) (P4AS) were submerged in a 1 wt% solution of TDA in
68
toluene for 1 h, then exposed at 254 nm for 4 minutes. Slight blue coloring is noted on the bare
glass sample (Figure 3-3), indicating that limited, non-uniform physisorption of TDA occurs. The
quality of this coverage indicates that use of TDA alone would be unsuitable for patterning.
PTDA coverage is slightly more pronounced for the P4AS-coated sample, but also extremely
non-uniform. P4AS is similar in structure and composition to P4VP; however, unlike P4VP, it
does not contain a hydrogen bond-accepting moiety. In contrast, the P4VP sample, which
contains hydrogen bond acceptors, is uniformly functionalized with TDA, confirming the role of
hydrogen bonding in the functionalization process.
Bare glass
m
P4AS
NH2
n
P4VP
N
Figure 3- 3. Coverage of blue-phase PTDA on bare glass, glass coated with iCVD poly(4-aminostyrene) (P4AS), and
glass coated with iCVD P4VP. TDA functionalization is visibly non-uniform on surfaces lacking a hydrogen bondaccepting moiety; in contrast, intense and uniform blue coloration is observed after irradiating TDA-functionalized
iCVD P4VP. The dots in the images are from the underlying background material; the distance between them is 6
mm. All images are cropped from the same master, and no corrections were applied.
69
3.3.2 Resist Sensitivity and Functionalization Mechanism
Considerations of energy consumption and processing time favor the use of highsensitivity resists, i.e. those requiring a low exposure dose. Sensitivities of negative photoresists
can be quantified in terms of the minimum exposure dose, D*, at which tf/ti = 1.0, where ti and
tf are the thicknesses of the exposed film before and after developing.14' For TDA-
functionalized P4VP (ti=100nm), we found D* = 71 + 25 mJ cm 2 (Figure 3-4a). This value is
comparable to recommended exposure doses for commercially available negative photoresists,
including SU-8 and ma-N 2403 (on the order of 50 and 100 mJ cm- 2, respectively, at ti=100
nm).13 5 3 7 1 The effect of the TDA functionalization step on sensitivity is revealed by performing
similar measurements using non-functionalized iCVD P4VP (Figure 3-4b). For the nonfunctionalized film, D* is approximately 800 mJ cm 2 ; evidently, TDA functionalization improves
sensitivity by an order of magnitude.
The sensitivity data also lend insight into the mechanism of functionalization. The
hypothesis that TDA primarily functionalizes the surface of the P4VP is supported by the
calculated interaction parameter. As a first-order approximation to assess the miscibility of
PTDA and P4VP, we use Flory-Huggins theory, as applied to polymer blends (neglecting solvent
effects). The polymer-polymer interaction parameter,X, can be calculated using:[3 8'
X-
V
RT
('5'e -PTD2
4P
D
2(3-1)
where V, is a reference molar volume assumed to be 100 cm 3Y38 ,391 R is the ideal gas constant,
T is the system temperature (25 *C), and 6 P4vp and &PTDA are the solubility parameters of iCVD
P4VP and PTDA, respectively. We previously determined 6 P4vp to be 19.3 MPa"'.,[40 ] while Wu
70
and coworkers calculated a value of 15.3 MPaOs for (5PTDA."9 The resulting value forX is 0.65. In
order for the polymers to be miscible, X must be less than the critical value, Xc:[ 3 9 ]
1
S
2+P
,,,
"Q 2
1
V
\2
PD
NPTDA
(3-2)
where Np4 vp and NPTDA are the degrees of polymerization of P4VP and PTDA, respectively. NP4 vp
was previously determined to be 62.8. 4' NPTDA is difficult to measure due to the insolubility of
PTDA; therefore, as a limiting case, we assume NpTDA=l. The resulting Xc is 0.63, which implies
that the polymers are poorly miscible and interpenetration between species is low.
Additionally, while the films used in this work were functionalized for 60 minutes,
reducing the functionalization time to 10 minutes still yielded patternable films. Despite
evidence that functionalization occurs at the surface, it was also noted that P4VP-PTDA films do
not delaminate upon development in ethanol. To confirm that PTDA does not merely act as an
encapsulant, functionalized and exposed substrates were cleaved to reveal edge regions of
unfunctionalized P4VP. These substrates did not show signs of film delamination upon
developing. The excellent film stability observed during developing is believed to be the result
of two processes. The first is the photochemical crosslinking of P4VP, which was well-studied
by Harnish and coworkers and found to have the added effect of enhancing van der Waals
interactions with the substrate. 4
Figure 3-4b supports the occurrence of this crosslinking
process in the iCVD film. This figure also indicates, however, that an unfunctionalized film
irradiated for 4 minutes will lose approximately 60% of its thickness upon developing. This
thickness loss is not observed for P4VP-PTDA films (Figure 3-4a), including those with cleaved
edges (data not shown), suggesting that a second process serves to stabilize the remainder of
71
the film. The additional stabilization is believed to be the result of hydrogen bonding between
the pyridine rings of P4VP and acid moieties of PTDA. Wu et al. observed that these bonds act
as crosslinking points that greatly improve the stability of the P4VP-PTDA complex.[19 ] We note
that as the thickness of the P4VP film is increased above 250 nm, delamination is observed,
likely as a result of the UV dosage effecting insufficient crosslinking in the P4VP film.
Consequently, patterning is best demonstrated using functionalized films where the thickness
of P4VP is 200 nm or less.
3.3.3 Patterning of Polymer Features
P4VP films of various thicknesses were functionalized, masked with copper TEM grids or
glass photomasks, exposed, and developed. Patterning was successfully achieved using films
with thicknesses ranging from 200 nm to less than 50 nm and both types of masks (Figure 3-5).
The features obtained are clearly defined and uniform over large areas. Feature sizes shown
range from 50 pm (Figure 3-5b) to less than 3 pm (Figure 3-5d, inset). Excellent agreement is
observed between the sizes of the patterned features and the masks (Table 3-1); for Figures 35a-d, the average feature size was within 500 nm of the mask size with little variation between
measurements. Using the error measured for the smallest feature size on planar substrates in
Table 3-1 and considering the minimum feature size to be five times larger than the error, the
resolution limit for planar substrates is essentially the limit for contact photolithography (1
pm).[2
72
(a)
1.0
0.8
0.6-
4-
0.4
0.2
. .
60
0.0
0
20
40
80
I
Exposure Dose (mJ/cm 2 )
(b)
1.0
0.80.6j
0.4
0.2
0.0
0
200
400
600
800
Exposure Dose (mJ/cm2)
Figure 3- 4. Sensitivity plots for (a) iCVD P4VP functionalized with TDA and (b) non-functionalized iCVD P4VP
demonstrate the minimum UV dosage required to make the film insoluble upon developing. Note the different
scales on the abscissae. The sensitivity of the functionalized film is approximately 10 times better than that of the
non-functionalized film, indicating the need for the TDA functionalization step. The thicknesses ti and tf are
measured via profilometry before and after developing, respectively. At each dose, the plotted data point indicates
the average tf/ti of two samples, and upper and lower bounds of the confidence interval each represent one
standard deviation. To calculate the confidence interval for the dose D*, the lower bound is chosen as the dose at
which a linearly interpolated curve connecting the upper bounds on tf/ti at each dose crosses tf/ti=1. Since the
lower bounds on tf/ti approach but do not cross 1, an analogous interpolation of the upper bound on D* is not
possible, so the D* confidence interval is assumed to be symmetric. Insets: Functionalized (a) and nonfunctionalized (b) P4VP are masked with TEM grids and subjected to dose of 40 mJ cm. Only the functionalized
film yields a clear pattern upon developing. The scale bars represent 500 pm.
The use of vapor-phase processing affords great versatility to the patterning method, as
the conformality and retention of functionality attained via iCVD ensure that P4VP can be
73
coated on non-planar substrates and subsequently functionalized with TDA. Glass rods with
diameters ranging from 2 to 6 mm were coated with P4VP-TDA. A flexible mask was applied to
the surface of the rod, and the films were exposed, then developed, resulting in the patterns
observed in Figure 3-5e-g. Clearly defined features are observed over the entirety of the
surfaces; additionally, the curvature of these substrates far exceeds what can be successfully
coated and patterned using conventional photolithographic methods. Again, excellent
agreement is observed between the sizes of the patterned features and the masks (Table 3-1).
Multiplying the average error for the nominally 45 pm substrates in Table 3-1 by five yields an
estimated resolution limit of approximately 15 pm for these processing conditions. This result
is comparable to those achieved for curved substrates using micromolding, direct transfer, and
electrostatic and detachment lithography.[ 12 , 15, 43, 44] The loss of resolution noted in comparison
to features patterned on planar substrates is hypothesized to be the result of differences in UV
exposure along the curved surfaces or light undercutting the mask. Improved resolution may
be achieved by i) developing a custom mask that can be maintained in better contact with the
substrate and ii) rotating the curved substrate during exposure to ensure an identical UV
dosage irradiates the entire substrate. These improvements will be the subject of future work.
74
Figure 3- 5. Scanning electron and optical micrographs of (a) 200, (b) 150, (c) 100, and (d) 40 nm-thick P4VP-PTDA
on planar silicon. Line widths in (b) are 50 pm. Line widths in the image and inset of (d) are 50 and 10 im,
respectively. Insets in (a)-(c) are enlarged versions of the same sample; the inset in (d) is from the same batch of
P4VP-PTDA. (e)-(g) P4VP-PTDA patterned on glass rods with diameters of (e) 6 mm, (f)4 mm, (g) 2 mm. Scale bars
represent 1 mm. Features are well-defined over large areas and wide ranges of curvature.
Table 3- 1. Comparison of patterned features (unexposed regions) to mask feature size.
Average Patterned
Feature Size" [pm]
Mask Feature
Size [pm]
3-5a
15.1 ±0.5
15
3-5b
50.1 ± 0.7
50
3-5c
14.6 ± 0.2
15
3-5d (inset)
9.8
±
0.1
10
3-5e
45.5
±
3.0
45
3-5f
43.8
±
2.4
45
3-5g
46.2± 3.3
45
Figure
a Error represents standard deviation (n=3)
75
Fabrication of bifunctional surfaces is also facilitated by the vapor deposition-based
method. iCVD can be used to sequentially deposit layers of films with dramatically different
chemical functionalities. Since no solvents are used during the iCVD process, deposition of new
layers will not dissolve underlying polymers. Additionally, the deposited layers need not be
soluble, allowing facile patterning of fluoropolymers. Alternating regions of hydrophobic
poly(1H,1H,2H,2H-perfluorodecyl acrylate) (PPFDA) and hydrophilic P4VP-PTDA were patterned
using an adaptation of the method described in Figure 3-1a (Figure 3-6a). iCVD was used to coat
substrates with a layer of PPFDA, followed by a layer of P4VP. The P4VP was functionalized with
TDA, masked, exposed, and developed in a solvent that did not remove the underlying PPFDA.
After development, the substrate contained alternating regions of both polymers
corresponding to the features on the mask. Bifunctionality was confirmed by measuring the
static contact angles of water droplets on a substrate patterned with large regions of PPFDA
and P4VP-PTDA. As expected, a hydrophobic contact angle (111.50 ± 3.20) is observed for the
PPFDA region, while the contact angle measured in the P4VP-PTDA region (53.20 ± 2.4)
indicates that this area is hydrophilic. This is to be expected based on the presence of
hydrocarbon side chains in the polydiacetylene and is comparable to results obtained for nonfunctionalized iCVD P4VP (49.2*± 1.20). A representative image of a bifunctional surface with
60 pm features is included in Figure 3-6b.
76
(a)
P4VP-PTDA
PPFDA
TDA
iCVD
Apply mask
Functionalize
Expose
Develop
Substrate
(b)
Figure 3- 6. (a) Fabrication scheme for bifunctional surfaces. iCVD is used to coat substrates with hydrophobic
(PPFDA) and hydrophilic (P4VP) polymer layers. The P4VP is functionalized with photoactive TDA, masked,
exposed, and developed in a solvent (ethanol) that does not remove the underlying PPFDA. (b) Scanning electron
micrograph of bifunctional surface illustrates alternating regions of PPFDA and photopolymerized P4VP-PTDA, as
viewed from above.
3.3.4 Patterning of Metal Features
Finally, patterned P4VP-PTDA can be used as a mask to pattern metal features on planar
and curved substrates. Using the functional polymer as a mask to achieve pattern transfer has
several advantages over simply covering the substrate with a flexible mask. This method avoids
the difficulty of securing the mask on a curved substrate throughout the metal deposition
process, which involves large changes in pressure and the use of a rotating stage to improve the
uniformity of the metal. The results of the photopolymerization process can also be assessed
before the more costly metal deposition step, in order to ensure that the polymeric features
are of good quality. Additionally, since no material is deposited through the mask, the
possibility of narrowing or clogging the mask features is eliminated. This ensures that the
flexible mask is fully reusable. Finally, this method of pattern transfer eliminates the possibility
77
of metal undercutting the mask during deposition, as the polymeric features are adhered to the
substrate.
Use of the P4VP-PTDA system for pattern transfer is effective and versatile. After a brief
oxygen plasma treatment, metal is evaporated onto a P4VP-PTDA-patterned substrate, and
residual polymer is removed using a piranha solution (Figure 3-7a). Results for planar silicon,
planar glass, and curved glass substrates are shown in Figure 3-7b-d, respectively. As in the
above examples where polymer thin films were patterned on curved substrates, the metal
structures are well-defined over the entire range of curvature.
(a)
P4VP-PTDA
02
plasma
Evaporate
Cr/Ti &Au
Lift off polymer
3:1 H2 SO4: H2 0 2
Figure 3- 7. a) Patterned P4VP-PTDA is used as a mask to pattern metal microstructures. P4VP-PTDA features are
defined (see Figure 3-1a) and subjected to a brief 02 plasma treatment. Next, metal (Au and a sticking layer of Cr or
Ti) is evaporated onto the substrate. The polymer is etched away, leaving metal features. (b), (c) Cr/Au patterned
on planar (b) silicon and (c) glass. (d) Ti/Au patterned on a 3 mm-diameter glass rod.
3.4 Conclusion
In summary, a method for patterning polymeric features on curved substrates has been
developed using iCVD. Functionalization of conformal iCVD thin films with photoactive TDA has
78
been verified using spectroscopic methods; incorporation of this step reduces the required UV
exposure dose by a factor of 10, making the sensitivity of the film comparable to that of
commercial resists. Films of various thicknesses have been patterned, and features on the order
of 1 pm have been obtained. The method has also been used to pattern bifunctional organic
surfaces and metal microstructures on planar and curved substrates. The iCVD-based process
has only one more step than conventional photolithography and does not require the use of a
clean room. The method is also scalable and time-efficient: iCVD coating and functionalization
steps can be performed on multiple substrates simultaneously, and total processing time is less
than 1.5 hours.
3.5 Acknowledgements
The authors thank David Borrelli for technical assistance with UV-visible spectroscopy
and profilometer measurements, Katy Hartman for the Raman measurements, Rong Yang for
the PPFDA coating, and Douglas McClure for metal evaporation and lift-off. This work was
supported in part by the MIT Institute for Soldier Nanotechnologies (ISN) under Contract DAAD19-02D-0002 with the U.S. Army Research Office, and in part by a National Science Foundation
Graduate Research Fellowship.
3.6 References
[1] C. D. Muller, A. Falcou, N. Reckefuss, M. Rojahn, V. Wiederhirn, P. Rudati, H. Frohne, 0.
Nuyken, H. Becker, K. Meerholz, Nature 2003, 421, 829.
[2] P. Urwyler, H. Schift, J. Gobrecht, 0. Hsfeli, M. Altana, F. Battiston, B. Moller, Sens.
Actuators, A 2011, 172, 2.
[3] H. Ono, A. Emoto, F. Takahashi, N. Kawatsuki, T. Hasegawa, J. Appl. Phys. 2003, 94, 1298.
79
[4] D. Luo, X. W. Sun, H. T. Dai, Y. J. Liu, H. Z. Yang, W. Ji, Appl. Phys. Lett. 2009, 95, 151115.
[5] A. J. Swiston, C. Cheng, S. H. Urn, D. J. Irvine, R. E. Cohen, M. F. Rubner, Nano Lett. 2008, 8,
4446.
[6] E. N. Chiang, R. Dong, C. K. Ober, B. A. Baird, Langmuir 2011, 27, 7016.
[7] H. C. Ko, M. P. Stoykovich, J. Song, V. Malyarchuk, W. M. Choi, C. J. Yu, J. B. Geddes Ill, J.
Xiao, S. Wang, Y. Huang, J. A. Rogers, Nature 2008, 454, 748.
[8] T. Someya, Y. Kato, T. Sekitani, S. Iba, Y. Noguchi, Y. Murase, H. Kawaguchi, T. Sakurai, Proc.
Nat. Acad. Sci. U.S.A. 2005, 102, 12321.
[9] R. J. Jackman, J. L. Wilbur, G. M. Whitesides, Science 1995, 269, 664.
[10] M. Sasaki, T. Ando, S. Nogowa, K. Hane, Jpn. J. Appl. Phys. 2002, 41, 4350.
[11] Y. J. Weng, Y. C. Weng, S. Y. Yang, J. L. Wong, Polym. Adv. Technol. 2009, 20, 92.
[12] M. K. Erhardt, H. C. Jin, J. R. Abelson, R. G. Nuzzo, Chem. Mater. 2000, 12, 3306.
[13] L. A. Connal, R. Vestberg, P. A. Gurr, C. J. Hawker, G. G. Qiao, Langmuir 2007, 24, 556.
[14] X. Jiang, T. Zhang, L. Xu, C. Wang, X. Zhou, N. Gu, Langmuir 2011, 27, 5410.
[15] J. Yeom, M. A. Shannon, Adv. Funct. Mater. 2010, 20, 289.
[16] S. P. Bhawalkar, J. Qian, M. C. Heiber, L. Jia, Langmuir 2010, 26, 16662.
[17] M. E. Alf, A. Asatekin, M. C. Barr, S. H. Baxamusa, H. Chelawat, G. Ozaydin-Ince, C. D.
Petruczok, R. Sreenivasan, W. E. Tenhaeff, N. J. Trujillo, S. Vaddiraju, J. Xu, K. K. Gleason,
Adv. Mater. 2010, 22, 1993.
[18] P. D. Haller, C. A. Flowers, M. Gupta, Soft Matter 2011, 7, 2428.
[19] S. Wu, F. Shi, Q. Zhang, C. Bubeck, Macromolecules 2009, 42, 4110.
[20] S. G. Im, K. W. Bong, B.-S. Kim, S. H. Baxamusa, P. T. Hammond, P. S. Doyle, K. K. Gleason, J.
Am. Chem. Soc. 2008, 130, 14424.
[21] K. Handique, D. T. Burke, C. H. Mastrangelo, M. A. Burns, Anal. Chem. 2000, 72, 4100.
80
[22] K. Kim, I. S. Lee, A. Centrone, T. A. Hatton, A. S. Myerson, J. Am. Chem. Soc. 2009, 131,
18212.
[23] W. E. Tenhaeff, K. K. Gleason, Langmuir 2007, 23, 6624.
[24] S. J. Kew, E. A. H. Hall, Anal. Chem. 2006, 78, 2231.
[25] J. M. Kim, J. S. Lee, H. Choi, D. Sohn, D. J. Ahn, Macromolecules 2005, 38, 9366.
[26] K. M. McNamara, B. E. Williams, K. K. Gleason, B. E. Scruggs, J. Appl. Phys. 1994, 76, 2466.
[27] D. Lin-Vien, N. B. Colthup, W. G. Fateley, J. G. Grasselli, in The Handbook of Infrared and
Raman Characteristic Frequencies of Organic Molecules, Academic Press, San Diego 1991,
Ch. 7.
[28] S. Arichi, H. Matsuura, Y. Tanimoto, H. Murata, Bull. Chem. Soc. Jpn. 1966, 39, 434.
[29] E. B. Fitzgerald, R. M. Fuoss, J. Ind. Eng. Chem. 1950, 42, 1603.
[30] 0. A. Owus, J. H. Ko, in Polymer Data Handbook (Ed: J. E. Mark), Oxford University Press,
New York 2009, Ch. 206.
[31] B. Tieke, D. Bloor, R. J. Young, J. Mater. Sci. 1982, 17, 1156.
[32] R. R. Chance, Macromolecules 1980, 13, 396.
[33] G. N. Patel, G. G. Miller, J. Macromol. Sci., Part B: Phys. 1981, 20, 111.
[34] B. EI-Kareh, in Fundamentals of Semiconductor Processing Technology, Kluwer Academic
Publishers, Boston 1995, Ch. 4.
[35] SU-8 Processing Guidelines, Microchem, <http://www.microchem.com/pdf/SU82000DataSheet2000_5thru20l5Ver4.pdf>.
[36] ma-N 2400 Negative Tone Photoresist Series, Micro Resist Technology,
< http://www.microchem.com/PDFs_MRT/ma-N%202400%20overview.pdf>.
[37] Handling Information: Negative Tone Photoresist ma-N 2403,
< http://nanolithography.gatech.edu/resists/processinginfo_MicroResist.pdf>.
[38] S. J. Kraus, Macromol. Sci. Rev. Macromol. Chem. 1972, C7(2), 251.
[39] M. M. Coleman, C. J. Serman, D. E. Bhagwagar, P. C. Painter, Polymer 1990, 7, 1187.
81
[40] C. D. Petruczok, H. J. Choi, S. Y. Yang, A. Asatekin, K. K. Gleason, G. Barbastathis, J.
Microelectromech. Syst. 2013, 22, 54.
[41] B. Harnish, J. T. Robinson, Z. Pei, 0. Ramstr6m, M. Yan, Chem. Mater. 2005, 17, 4092.
[42] A. Maalouf, M. Gadonna, D. Bosc, J. Phys. D: Appl. Phys. 2009, 42, 015106.
[43] C. Pfeiffer, X. Xu, S. R. Forrest, A. Grbic, Adv. Mater. 2012, 24, 1166.
[44] Q. Wang, M. Tahir, J. Zang, X. Zhao, Adv. Mater. 2012, 24, 1947.
82
CHAPTER FOUR:
Closed Batch Initiated Chemical
Vapor Deposition of Ultra-Thin,
Functional, and Conformal Polymer
Films
C. D. Petruczok,t N. Chen,t K. K. Gleason, submitted to Langmuir, 2014
tDenotes equal contribution.
83
Abstract
A modified fabrication process based on initiated Chemical Vapor Deposition (iCVD) has
been developed for producing ultra-thin and uniform polymer films. This so-called "closed
batch" (CB) iCVD process provides fine tuning of the thickness and deposition rate of polymeric
materials while using significantly less reactant material than the conventional continuous flow
(CF) iCVD process. We synthesize four different polymers, poly(N-isopropylacrylamide),
poly(trivinyl-trimethyl-cyclotrisiloxane), poly(1H,1H,2H,2H-perfluorodecyl acrylate), and poly(Ecaprolactone) by both CB and traditional CF iCVD. The resulting CB iCVD polymers are
functionally identical to CF iCVD and solution-polymerized materials. Additionally, the new CB
process retains the desirable ability to achieve conformal coverage over microstructures. Ultrathin (< 30 nm) films can be controllably and reproducibly deposited; no prior optimization
process is required to obtain excellent film thickness uniformity. The CB iCVD films are also
extremely smooth, exhibiting RMS roughness values between 0.4 and 0.7 nm. Use of the CB
process improves reaction yield by factors of 10 to 200 for the four different film chemistries
and decreases material cost per 100 nm of film by an order of magnitude.
84
4.1 Introduction
Initiated Chemical Vapor Deposition (iCVD) is a versatile method for synthesizing
conformal and functional polymer thin films. In the iCVD process, monomer and initiator
species flow into a vacuum chamber, passing through an array of heated filaments. The
monomer(s) adsorb on a cooled substrate located beneath the filament array. The thermal
energy from the filaments breaks labile bonds in the initiator molecules, generating radicals.
These radicals chemisorb to the adsorbed monomer, and free radical polymerization occurs,
resulting in formation of a polymer thin film. The iCVD process is unique in that the site of
thermal initiation is decoupled from the site of monomer adsorption and film growth; as a
result, delicate substrates are easily coated, and the functional groups of the monomer retain
their integrity. iCVD is a solvent-free method, which eliminates the potential for surface
tension and dewetting effects. The resulting polymer films are highly conformal and uniformly
coat a variety of unique substrates, including paper, carbon nanotubes, and fine particles.
Additionally, the iCVD process is scalable and easily integrated with semiconductor
manufacturing processes, making it an ideal method for fabricating functional polymeric
coatings and devices.'
In the conventional iCVD process, reactant gases constantly flow through the reaction
chamber and are exhausted by a vacuum pump. The reaction pressure (typically 100 mTorr - 2
Torr) is maintained using a throttle valve. Although this is a continuous flow chemical vapor
deposition (CVD) configuration, these types of processes are typically referred as batch or semibatch because substrates are loaded and coated in batches, as opposed to being fed
continuously. During these depositions, flow patterns caused by continuous throughput of
85
reactants produce variation in film thickness. This variation is typically minimized though
conscientious design of the CVD chamber and optimization of reaction conditions such as
pressure and flow rate. In developing processes for new polymer films, significant amounts of
monomer-typically tens of grams-are consumed during calibration of steady-state monomer
flow rates as well as optimization runs utilized to achieve reasonable film uniformity. This
material usage becomes problematic for specialty reactants, which are often expensive and
have limited availability. Additionally, iCVD film growth rates can be quite high, often
exceeding 200 nm per minute. This is desirable for growth of relatively thick layers but can
make achieving ultra-thin (< 30 nm) films challenging due to the difficulty of timing a deposition
period of only a few seconds.
A need exists for a modified iCVD process that does not require multiple optimization
runs to achieve uniform deposition, eliminates the need for calibrating monomer flow rates,
and provides the ability to reproducibly grow ultra-thin layers. This process would allow iCVD
to be more rapidly extended to monomers for which reducing the total amount of material
used-both during initial optimization experiments and individual runs--is a primary concern.
Additionally, the ability to reproducibly deposit ultra-thin and uniform polymer layers further
enables the development of materials and devices including electronic skin, 2 sensors, 3
microfluidics, 4 and functional membranes. 5
In this work, we evaluate a new iCVD process configuration in which the reaction
chamber is isolated from the exhaust line, filled with reactants, and isolated from the feed lines.
The deposition occurs while there is no advective flow in the chamber. Loading of substrates
remains unchanged. We refer to the new process as closed batch (CB) iCVD; the conventional
86
process will be referred to as continuous flow (CF) iCVD. The iCVD chemistry is well-suited for
CB operation because the production of additional gas-phase side products is extremely
limited. Reactants consist only of vinyl monomer(s) and an initiator species. The monomers are
thermally stable at typical reaction conditions and do not decompose into byproducts. 6 The
primary iCVD reactions are shown in the following equations.7 Gas-phase initiator molecules
are cleaved into radicals using the heat from the filaments (Equation 4-1). These radicals
impinge on the surface and undergo propagation reactions with adsorbed monomer to form
polymer chains (Equations 4-2 and 4-3). Radicals that are not incorporated into the film as
polymer chain end groups during primary radical termination (Equation 4-4) can undergo
recombination (Equation 4-1, reverse reaction). Termination can also occur through chain
coupling or disproportionation (not shown). Since the filament remains on for the duration of
the deposition, recombined initiator molecules can be cleaved again, reforming radical species
(Equation 4-1).
12 <-+ 21*
(1)
I* + M -+ IMI*
(2)
I M* + M
IM* +
I+
IM* + I* - IMnI
(3)
(4)
Closed batch configurations have also been used for other CVD methods. Generally, CB
CVD configurations were found to reduce waste of expensive or toxic reactants;9'10 this can
reduce downtime for reactor maintenance and repair by limiting exposure to corrosive gases.
CB configurations also enabled excellent control of reactant partial pressures." Previously, CB
87
CVD yielded tungsten films with the same crystallite phase and orientation as films prepared
using the commercial CF method.9 Tang et al. fabricated uniformly dispersed carbon nanotube
and Al composite powders using CB polymer pyrolysis CVD. The method was easy to
implement and enabled excellent control of process parameters. Additionally, it required a
lower synthesis temperature than conventional methods and avoided the use of hydrogen
gas." Similar configurations have been used for other deposition processes, including selective
area laser deposition and molecular layer deposition.
1
The CB configuration has also shown
to be commercially viable. The parylene CVD polymerization process, pioneered in 1966,15 is
often run in CB mode. This method has been heavily commercialized and is commonly used to
prepare dielectric films for the microelectronics industry.
A schematic of the CB iCVD process is shown in Figure 4-1. Initially, the reaction
chamber is fully evacuated to its base pressure (approximately 1 mTorr; Figure 4-1a). Reactant
inlet valves are closed, and the throttle valve to the pump is fully open. A substrate has been
previously placed in the reactor and sits on the temperature-controlled stage. The flow rates of
monomer and initiator have also been calibrated beforehand; this was done in this work for
purposes of reproducibility but is not required for the CB deposition process. To start the
deposition, the inlet valves are opened, and the monomer and initiator flow through the
chamber (Figure 4-1b). In order to ensure the quality of the results in this study, the monomer
and initiator flow rates were allowed to stabilize for three minutes. The throttle valve is then
closed, allowing the reaction chamber to fill with reactants (Figure 4-1c). When the desired
reaction pressure is reached, the inlet valves are closed, stopping the flow of reactants.
Simultaneously, the filaments are turned on. The heated filaments cleave thermally labile
88
bonds in the initiator molecules, generating radicals (Equation 4-1). These radicals chemisorb
on adsorbed monomer, and free radical polymerization and film growth occur (Figure 4-1d). At
the end of the deposition, the filaments are turned off, and the throttle valve is opened to
evacuate any residual vapor from the chamber (Figure 4-1e). For this study, the end of the
reaction was determined as the point at which the signal of a laser interferometer used to
measure film growth in situ had not changed for 10 minutes.
(a)
inlet valves
X
throttle valve
closed
open
inlet valves
open
throttle valve
(b)
open
(c)
inlet valves
open
X
throttle valve
closed
(d)
vles
X
closed
throttle valve
closed
inlet valves
throttle Valve
open
inlet
(6)
closed
Figure 4- 1. Closed batch initiated Chemical Vapor Deposition (CB iCVD) process
The monomers used in this work are depicted in Figure 4-2. A range of chemical
functionalities were explored in order to demonstrate the versatility of the CB iCVD process.
1H,1H,2H,2H-perfluorodecyl acrylate (PFDA) is a fluorinated acrylate used to make hydrophobic
89
coatings. N-isopropylacrylamide (NIPAAm) forms a temperature-responsive polymer with a
lower critical solution temperature close to human body temperature.
18
Polymerization of
1,3,5-trivinyl-1,3,5-trimethylcyclotrisiloxane (V3D3) results in a highly cross-linked and
insulating organosilicon matrix suitable for use as a biopassive coating. 19 2-Methylene-1,3dioxepane (MDO) can be used to form poly(E-caprolactone) (PCL), a biodegradable polymer, via
a ring-opening free radical polymerization mechanism. 20 PCL films have been prepared via
22
evaporative methods, 21 and other CVD polymers have been post-functionalized with PCL.
Here, we report the first synthesis of PCL directly from the vapor phase. The high cost of the
PCL monomer, MDO, makes the CB iCVD method more economically attractive than the
traditional CF methodology. CB and CF depositions were performed using all monomers in
Figure 4-2; the most extensive characterization focused on depositions using NIPAAm and
V3D3.
In order to characterize the CB deposition process, it is necessary to define key process
parameters. A fundamental property of iCVD depositions is PM/Psat of the monomer, which is
the ratio of the partial pressure of the monomer to its saturation pressure at the substrate
temperature. This saturation ratio, SR=PM/Psat, can be related to the equilibrium surface
concentration of the adsorbed monomer through the Brunauer, Emmett, and Teller (BET)
isotherm. Monomer surface concentration increases with SR, as do the deposition rate and
number average molecular weight of the resulting iCVD thin film.' In the traditional CF process,
depleted reactants are continuously replaced, and SR is constant over the course of the
deposition. In contrast, SR decreases throughout the course of a CB deposition as reactants are
depleted from the vapor phase and film grows on the substrate.
90
In this study, we explored the effect of the initial monomer saturation ratio, SRO, which
determines the effective surface concentration of the monomer at the start of film growth
(Figure 4-1d). The SRovalue was adjusted by varying the total pressure in the reaction chamber
at the start of the deposition, keeping the flow rates of monomer and initiator constant during
the filling process (Figure 4-1c). We note that for CB depositions, it is essential that the leak
rate of the reaction chamber is minimized to limit the pressure increase of the system and
avoid oxidation of the reactants or polymer film. For this work, the leak rate of the reactor was
maintained below 0.035 sccm, which is 1-3% of the total flow rate of the reactants during the
filling process. Additional details regarding reaction conditions are included below in the
Experimental Section.
91
0
OCH 2CH 2 (CF 2 )7CF 3
1 H,1 H,2H,2H-perfluorodecylacrylate
(PFDA)
0
N
H
N-isopropylacrylamide
(NIPAAm)
-Si,
_/f
I
'Si
O0
I
S"i
\N
1,3,5-trivinyltrimethylcyclotrisiloxane
(V3D3)
2-methylene-1,3-dioxepane
(MDO)
Figure 4- 2. Monomers used for CB iCVD. CF depositions of the first three monomers have previously been
reported for applications as hydrophobic,191 temperature-responsive, 2 01 and insulating16 1 films, respectively. iCVD
of the MDO monomer is reported for the first time here. Use of the CB method to produce a conformal and
biodegradable polymer is highly desirable in this case because of the limited availability and high cost of MDO.
4.2 Experimental Section
4.2.1 Materials
Tert-butyl peroxide initiator (TBPO, 98%), N-isopropylacrylamide (NIPAAm, 97%), and
1H,1H,2H,2H-perfluorodecyl acrylate (PFDA, 97%) monomers were purchased from Sigma
Aldrich. 1,3,5-trivinyl-1,3,5-trimethylcyclotrisiloxane (V3D3, > 95%) and 2-methylene-1,3dioxepane (MDO, 98%) monomers were purchased from Gelest, Inc. and 3B Scientific
Corporation, respectively. All reactants were used as received.
92
4.2.2 Synthesis of Polymer Thin Films
Polymer thin films were deposited on 100 mm-diameter silicon wafers (Wafer World,
Inc) and copy paper using a custom-built vacuum reactor. The diameter of the cylindrical
reaction chamber is 24.6 cm, and its height is 3.8 cm. The top of the reactor is covered by a 2.5
cm-thick quartz lid through which film growth is monitored via laser interferometery (633-nm
HeNe laser, JDS Uniphase). The chamber pressure (< 10 Torr) is measured using a Baratron
capacitance manometer (MKS Instruments) and adjusted via a downstream throttle valve.
Vacuum is maintained using a mechanical pump (45 CFM pumping speed, Alcatel). The reactor
is equipped with an array of 14 parallel filaments (ChromAlloy 0, Goodfellow) heated using a
DC power supply (Sorensen) in constant current mode. The temperature of the sample stage is
maintained using a recirculating chiller/heater (NESLAB). Reactor, filament, and substrate
temperatures are monitored using K-type thermocouples (Omega Engineering).
CB deposition of poly(1H,1H,2H,2H-perfluorodecylacrylate) (PPFDA) was performed at
SRO=0.30. The PFDA monomer was heated to a temperature of 85 C. The flow rates of PFDA
and TBPO during filling of the chamber were 0.095 and 0.87 sccm, respectively. The substrate
temperature was 35 C, the filament temperature was 230 0C, and the pressure at the start of
the reaction was 250 mTorr. These conditions were replicated in CF mode.
CB deposition of poly(E-caprolactone) (PCL) was performed at SRO=0.4. The MDO
monomer was heated to 40 *C. The flow rates of MDO and TBPO during filling of the chamber
were 2.00 and 1.75 sccm, respectively. The substrate temperature was 25 *C, the filament
temperature was 225 *C, and the pressure at the start of the reaction was 965 mTorr. MDO was
more volatile and less reactive than the other monomers; consequently, to achieve a film
93
thickness suitable for characterization, the CB deposition process was repeated three times on
each substrate. The CB temperature and flow conditions were replicated in CF mode. The CF
deposition was performed only one time per substrate at a total pressure of 965 mTorr.
CB depositions of poly(N-isopropylacrylamide) (PNIPAAm) were performed at SRO values
ranging from 0.25-1.5. Three replicates were performed at SRO = 0.75. The NIPAAm monomer
was heated to a temperature of 75 *C. The flow rates of NIPAAm and TBPO during filling of the
chamber were 0.15 ± 0.01 and 0.98 ± 0.04 sccm, respectively (error bounds represent two
standard deviations). The substrate temperature was 35 *C, and the filament temperature was
217 3 *C. CF deposition of PNIPAAm was performed using the same reaction parameters at
SRO = 0.75.
CB depositions of poly(1,3,5-trivinyl-1,3,5-trimethylcyclotrisiloxane) (PV3D3) were
performed at SRO values ranging from 0.5-1.5. Three replicates were performed at SRO = 0.75.
The V3D3 monomer was heated to a temperature of 45
CC.
The flow rates of V3D3 and TBPO
during filling of the chamber were 1.53 ± 0.04 and 1.53 ± 0.03 sccm, respectively. The substrate
temperature was 35 *C, and the filament temperature was 237 ± 6 "C. CF deposition of PV3D3
was performed using the same reaction parameters at SRO= 0.75.
For studies observing the effect of varying SRO, it is important to be able to accurately
determine the value of this parameter. Prior to starting a CB deposition, the flow rates of
monomer and initiator were calibrated, and the total reaction chamber pressure required to
achieve the target SRO was calculated from these values. During the deposition process, it can
be challenging to start the reaction at precisely this pressure, as pressure rises quickly due to
the high flow rate of reactants. To circumvent this difficulty, we recorded the actual pressure
94
measured at the start of the reaction and recalculated SRO based on this value. The deviation in
SRO from the target was typically less than 2.5%. Figures depicting the effect of SRO on film
properties contain these more accurate, adjusted values of SRO.
4.2.3 Characterization Methods
The thicknesses of the polymer films were measured using a JA Woollam M-2000
variable angle spectroscopic ellipsometer at incident angles of 65, 70, and 75.o Data were fit to
a Cauchy-Urbach isotropic model using WVASE32 modeling software (JA Woollam). Film
uniformity was determined by measuring the film thickness at 5 positions on coated 100 mmdiameter silicon wafers. Fourier Transform Infrared (FTIR) spectra for PPFDA, PNIPAAm, and
PV3D3 were obtained using a Thermo Nicolet Nexus 870 spectrometer operated in
transmission mode with a deuterated triglycine sulfate KBr detector. Baseline-corrected
spectra were collected over 400-4000 cm
1
at 4 cm
1
resolution, averaged over 256 scans, and
normalized by film thickness. Spectra for PCL were collected using the same FTIR spectrometer
equipped with a mercury cadmium telluride detector and a VariGATR attenuated total
reflectance (ATR) accessory (Harrick Scientific Products). The OMNIC software package (Thermo
Scientific) was used for processing. Scanning electron micrographs and energy dispersive x-ray
(EDX) spectra were obtained using a Hitachi TM-3000 scanning electron microscope equipped
with a Bruker Quantax 70 energy dispersive x-ray spectrometer. Atomic Force Microscopy
(AFM) images were obtained using a Veeco Dimension 3100 scanning probe microscope with a
Dimension V controller, operated in tapping mode.
95
4.3 Results and Discussion
4.3.1 Chemical Functionality
FTIR spectroscopy was used to verify the chemical structures of the deposited films
(Figure 4-3). Spectra for CB and CF films of each polymer are virtually identical to each other
and agree with published results. In the PCL spectra, a peak at 1736 cm
1
indicates C=O
stretching, which is retained during the polymerization. Peaks at 2880-2960 cm 1 are due to CH 2
stretching in backbone of the PCL chain and confirm that polymerization has occurred.2 s In the
PPFDA spectra, peaks between 1100 cm
1 and
stretching. A single peak is noted at 1726 cm
absorption band at 1010 cm
1
1300 cm
1 due
1
indicate characteristic CF 2 and C-C
to C=O stretching. 23 2 6,27 For PV3D3, a strong
indicates Si-O-Si stretching in the trisiloxane rings.6 ,2, 29 The
appearance of a secondary Si-O peak near 1080 cm-1 corresponds to the presence of linear Si-O
chains, which result from ring opening during the polymerization.6 In the PNIPAAm spectra, a
broad peak at 3310 cm
1
and a small peak at 3435 cm
1
indicate N-H stretching. Multiple peaks
are observed around 2900 cm-1 due to C-H stretching in the -C(CH
3) 2 and
backbone -CH
2
groups. A strong peak at 1647 cm 1 corresponds to C=O stretching, and the peak at 1550 cm'
results from N-H bending and C-N stretching.3033 The agreement of the results confirms that
the processing method does not alter the chemical functionality of the iCVD polymer thin films.
96
CF PCL
CB PCL
CF PPFDA
CB PPFDA
CF PV3D3
CB PV3D3
CF PNIPAAm
CB PNIPAAm
3600 3300 3000
1800 1500 1200
900
600
Wavenumbers (cm 1)
Figure 4- 3. FTIR spectra of polymers deposited using continuous flow (CF) and closed batch (CB) iCVD processes
confirm that polymer functionality is retained. All results were normalized by film thickness, which ranged from 10
to 150 nm.
4.3.2 Conformality
A key attribute of the iCVD method is that it enables the synthesis of conformal films,
which uniformly coat textured surfaces. The conformality of the CB process was demonstrated
by coating copy paper with 150 nm of CB PPFDA. The texture of the paper is unaltered by the
coating process (Figures 4-4a and b), indicating the conformal nature of the CB-deposited film.
EDX analysis of the uncoated (Figure 4-4c) and coated (Figure 4-4d) samples indicates that a
fluorine-containing PPFDA film is present on the coated sample. The calcium peaks observed in
97
both spectra can be attributed to calcium carbonate, which is commonly used as a filler in
paper goods. 34
(a)
(b)
(C)
(d)
1C0
C
0
$2
8
C
Ca
0.
0
0
0~
I
2
3
4
keV
I
I
FCa
Ca
2
3
4
keV
Figure 4- 4. Scanning electron micrographs of uncoated paper (a) and paper coated with 150 nm of closed batch
iCVD PPFDA (b). The closed batch film uniformly coats the textured surface. (c,d) EDX spectra of uncoated (c) and
coated (d) paper. The appearance of a fluorine peak in the coated sample indicates the presence of the PPFDA
film.[311
4.3.3 Effect of Initial Monomer Saturation Ratio (SRo)
Thickness, Uniformity and DepositionRate
A detailed study of the effect of the monomer SRO was performed using the NIPAAm and
V3D3 monomers. CB depositions of PNIPAAm were run until completion (see Experimental
98
Section), and the final, maximum thicknesses of the films were measured. These maximum
thicknesses were found to increase with surface concentration until saturation was reached
(SRo = 1; Figure 4-5a). By adjusting SRO from 0.25 to 1, it was possible to tune the maximum film
thickness of CB PNIPAAm from approximately 10 to 55 nm. The deposition can be terminated
before completion of the reaction if thinner films are desired. Above the saturation point, the
maximum film thickness decreased with SRO due to condensation occurring elsewhere in the
reaction chamber. The films were extremely uniform, as indicated by the low standard
deviation of the measurements across multiple wafers and samples. The small deviation in film
thickness for multiple replicates at SRO = 0.75 indicates the excellent reproducibility of the CB
process.
Average deposition rate was calculated by dividing maximum film thickness by the total
deposition time. These values exhibit a similar trend with SRO (Figure 4-5b). The deposition
rates noted for the CB process are generally lower than those observed for CF iCVD due to the
limited amount of reactants. The rate for the CB process also slows through the course of the
deposition as reactants are depleted. Changing SRO allows the user to alter the deposition rate
as needed; the slow rate observed near completion of the deposition can also be exploited to
provide nanometer-scale control over film thickness.
For CB PV3D3 depositions, the thickness and deposition rates exhibit similar trends.
Maximum thicknesses range from approximately 25 to 45 nm and are uniform across samples
and reproducible over multiple depositions (Figure 4-6a). Maximum thickness increases with
monomer surface concentration until slightly above saturation, then decreases due to
significant condensation. The average deposition rate of PV3D3 is faster than that of PNIPAAm,
99
likely due to the higher concentration of reactive vinyl bonds (Figure 4-6b). The deposition rate
increases with monomer surface concentration in the range explored.
(a)
60-
~50
CT
E s
240
E 20M10.
0[
0.25
0.50
0.75
1.00
1.25
1.50
1.25
1.50
SRO
(b)1.0
0.8
C
0.6
o .
C-0.4
0.2 -
0.25
0.50
0.75
1.00
SRO
Figure 4- 5. a) Maximum thickness of PNIPAAm. These values were measured using a spectroscopic ellipsometer
with 5 measurements per 10 cm-diameter sample. Reported thicknesses are the average of 10 measurements over
two samples. Error bars represent the standard deviation of these measurements. The exception is SRO= 0.75here, three depositions were performed on two samples each. The reported thickness and error bars at this SRO
are the average and standard deviation of 30 measurements on six samples. b) Average deposition rate over the
duration of PNIPAAm film growth. The value at SRO= 0.75 represents the average of three depositions; the
standard deviation was 0.1 nm/min.
100
(a) 50
-
E
45
C
(040
C
35
E 30
E
S25
20
0.50
0.75
1.00
1.25
1.50
.1.25
1.50
SRO
(b)
2.5
-U
2.0
-U
1.5
1.0
-U
OC
0.5
0.0
0.50
0.75
1.00
SRO
Figure 4- 6. a) Maximum thickness of PV3D3. Thicknesses were measured using a spectroscopic ellipsometer with
5 measurements per 10 cm-diameter sample. Reported values and error bars represent the standard deviation of
five measurements. At P/Psat = 0.75, three depositions were performed. The reported thickness and error bars at
this P/Psat are the average and standard deviation of 15 measurements over three samples. b) Average deposition
rate over the duration of PV3D3 film growth. The value at SRO= 0.75 represents the average of three depositions;
the standard deviation was 0.03 nm/min.
Film Morphology
The morphology of CB PNIPAAm and PV3D3 was also explored. The PNIPAAm films
were extremely smooth, and, in general, no trend was observed with SRO. The average root
mean squared roughness (Rq) across all values of SRO was 0.46 nm, and the standard deviation
was 0.08 nm. For comparison, the typical Rq of a silicon wafer is 0.1-0.2 nm. 3 6 Figure 4-7
contains representative AFM images of CB PNIPAAm films at SRO = 0.75 and 1.5. Slight
101
condensation is observed at the higher SRo; small droplets are visible but were not large enough
to significantly impact the measured roughness. The Rq of CB PV3D3 films did not exhibit a
trend for values of SRO below 1.5 (average Rq = 0.68 nm, standard deviation = 0.07 nm). A
representative film deposited at SRO = 0.75 is shown in Figure 4-7. At the highest value of SRO
investigated (1.5), large islands are observed in the AFM image of PV3D3 as a result of heavy
condensation and liquid-phase surface polymerization. We hypothesize that the ring structure
of the V3D3 monomer, as well as the availability of a large number of vinyl bonds, facilitate the
rapid formation of these three-dimensional structures.
SRO
0.75
1.5
+20 nm
I
CV,
0
-20 nm
Figure 4- 7. AFM images of PNIPAAm and PV3D3 deposited by closed batch iCVD. The scan size is 5 x 5pm. Films at
SRO=0.75 are representative of the typical smooth morphology at SRO< 1.5. At SRO=1.5, the surface of a PNIPAAm
film exhibits small droplets due to condensation, and large island structures are seen on a PV3D3 film.
4.3.4 Yield and Cost Analysis
The reaction yields of the CB and CF iCVD processes were determined by calculating the
total amount of monomer entering the reactor and comparing it to the amount of monomer
incorporated into the film. For the CB process, the amount entering the chamber includes only
102
the initial filling of the reactor after it is isolated from the vacuum pump (Figure 4-1c). For the
CF process, it includes the initial filling of the reactor until the reaction pressure is reached as
well as the constant flow of reactants throughout the deposition. SRO was the same for both
types of films (see Experimental Section). The results are summarized below in Table 4-1. The
yields calculated for the CB process are one to two orders of magnitude higher than those
calculated for the CF process. In addition, the CB process did not require preliminary runs to
optimize film uniformity, in contrast to the strategy normally pursued with the CF process.
While the yields of both processes appear to be low, it is important to note that the overall
amount of monomer used during a deposition is extremely small. For the CB process, 0.0050.05 g of monomer are required to coat a 100 nm-thick film over the available surface area of
the reactor stage (475 cm 2 ). A more appropriate way to visualize the savings inherent to the CB
process is to compare the cost of depositing 100 nm of film over this available surface area. As
illustrated in Table 4-1, using the CB process drives the cost per 100 nm of film below one U.S.
dollar for PNIPAAm, PV3D3 and PPFDA. This analysis considers depositions performed in a
laboratory-scale reactor. Lower cost is anticipated using larger CVD reactors as loss due to
deposition on vertical reactor walls is proportionally reduced.
7
Additionally, commercial and
laboratory-scale systems both require a single human operator, but commercial scale reactors
produce considerably more product per run.3 We note that cost savings are especially
apparent with the most expensive monomer, MDO; for this monomer, the CB process provides
a more realistic pathway to commercial viability.
103
Table 4- 1. Results of yield and cost analysis for closed batch and continuous flow
iCVD
Cost/100 nm ($)
% Yield
Monomer
Monomer
Cost/g ($)
CB
CF
CB/CF
CB
CF
CF/CB
NIPAAm
2.06
3.8 x 102
1.3 x 10-3
30
0.05
1.75
35
V3D3
4.96
3.5 x 10-3
2.8 x 10-4
12
0.70
8.47
12
PFDA
9.59
2.1 x 10-1
1.0 x 10-3
210
0.02
4.85
240
MDO
262
1.1 x 10-3
2.3 x 10-5
48
114
5440
48
4.4 Conclusion
iCVD has historically been operated as a continuous flow (CF) process. A closed batch
(CB) deposition strategy was attempted in order to improve process yield and reduce material
cost. The CB iCVD process was found to yield ultra-thin, uniform, and smooth polymer thin
films with excellent control over film thickness and deposition rate.
In contrast to the CF
process, no preliminary optimization runs were required to achieve uniform films.
The
chemical functionality of the films was determined to be independent of the type of processing,
and the films exhibited the conformality characteristic of the CF iCVD process. Reaction yields
were improved by factors of approximately 10 to 200 for four different film chemistries, and
the material cost per 100 nm of film decreased by one to two orders of magnitude.
104
4.5 Acknowledgements
The authors would like to thank Efe Armagan and Nicole Love for their preliminary work
in demonstrating proof-of-concept for the closed batch deposition process. We also thank
Rong Yang for providing background information about the PPFDA continuous flow deposition
process. This work was supported in part by the MIT Institute for Solider Nanotechnologies
(ISN) under Contract DAAD-19-02D-002 with the U.S. Army Research Office and the Office of
Naval Research under funding Contract N00014-13-1-0466.
4.6 References
[1] Alf, M. E.; Asatekin, A.; Barr, M. C.; Baxamusa, S. H.; Chelawat, H.; Ozaydin-Ince, G.;
Petruczok, C. D.; Sreenivasan, R.; Tenhaeff, W. E.; Trujillo, N. J.; Vaddiraju, S.; Xu, J.;
Gleason, K. K., Chemical Vapor Deposition of Conformal, Functional, and Responsive
Polymer Films. Adv. Mater. 2010, 22, 1993-2027.
[2] Benight, S. J.; Wang, C.; Tok, J. B. H.; Bao, Z., Stretchable and Self-Healing Polymers and
Devices for Electronic Skin. Prog. Polym. Sci. 2013, 38, 1961-1977.
[3] Verploegen, E.; Sokolov, A. N.; Akgun, B.; Satija, S. K.; Wei, P.; Kim, D.; Kapelewski, M. T.;
Bao, Z.; Toney, M. F., Swelling of Polymer Dielectric Thin Films for Organic-Transistor-Based
Aqueous Sensing Applications. Chem. Mater. 2013, 25, 5018-5022.
[4] Kwong, P.; Gupta, M., Vapor Phase Deposition of Functional Polymers onto Paper-Based
Microfluidic Devices for Advanced Unit Operations. Anal. Chem. 2012, 84, 10129-10135.
[5] Asatekin, A.; Gleason, K. K., Polymeric Nanopore Membranes for Hydrophobicity-Based
Separations by Conformal Initiated Chemical Vapor Deposition. Nano Lett. 2010, 11, 677686.
[6] O'Shaughnessy, W. S.; Gao, M. L.; Gleason, K. K., Initiated Chemical Vapor Deposition of
Trivinyltrimethylcyclotrisiloxane for Biomaterial Coatings. Langmuir 2006, 22, 7021-7026.
[7] Lau, K. K. S.; Gleason, K. K., Initiated Chemical Vapor Deposition (iCVD) of Poly(alkyl
acrylates): An Experimental Study. Macromolecules 2006, 39, 3688-3694.
[8] Lau, K. K. S.; Gleason, K. K., Initiated Chemical Vapor Deposition (iCVD) of Poly(alkyl
acrylates): A Kinetic Model. Macromolecules 2006, 39, 3695-3703.
105
[9] Jankowska-Kuchta, E. B.; McConica, C.; Moss, D.; Kozlowski, J. In X-Ray Measurement of
Tungsten Films Grown in a Nonflowing Laser-Induced CVD Process, Proc. SPIE 3274, Laser
Applications in Microelectronic and Optoelectronic Manufacturing 111, San Jose, CA, January
24, 1998, 331-340.
[10] Kukovitsky, E. F.; Lvov, S. G., Increased Carbon Chemical Vapor Deposition and Carbon
Nanotube Growth on Metal Substrates in Confined Spaces. ECS J. Solid State Sci. Technol.
2013, 2, M1-M8.
[11] Tang, J.; Fan, G.; Li, Z.; Li, X.; Xu, R.; Li, Y.; Zhang, D.; Moon, W.-J.; Kaloshkin, S. D.;
Churyukanova, M., Synthesis of Carbon Nanotube/Aluminium Composite Powders by
Polymer Pyrolysis Chemical Vapor Deposition. Carbon 2013, 55, 202-208.
[12] Jakubenas, K. J.; Sanchez, J. M.; Marcus, H. L., Multiple Material Solid Free-Form
Fabrication by Selective Area Laser Deposition. Mater. Des. 1998, 19, 11-18.
[13] Shaarawi, M. S.; Sanchez, J. M.; Kan, H.; Manthiram, A., Modeling of Laser-induced
Chemical Vapor Deposition of Silicon Carbide Rods from Tetramethylsilane. J. Am. Ceram.
Soc. 2000, 83, 1947-1952.
[14] Adamczyk, N. M. Molecular Layer Deposition of Poly(p-phenylene Terephthalamide) Films
Using Terephthaloyl Chloride and Phenylenediamine. Ph.D. Dissertation, University of
Colorado at Boulder, Boulder, CO, 2007.
[15] Gorham, W. F., A New, General Synthetic Method for the Preparation of Linear Poly-pxylylenes. J. Polym. Sci., Part A: Polym. Chem. 1966,4, 3027-3039.
[16] Fortin, J.; Lu, T.-M. Chemical Vapor Deposition Polymerization: The Growth and Properties
of Parylene Thin Films, 1"t ed.; Kluwer Academic Publishers: Norwell, MA, 2004, pp. 21-25.
[17]
Stone, M.; Nevell, T. G.; Tsibouklis, J., Surface Energy Characteristics
Poly(perfluoroacrylate) Film Structures. Mater. Lett. 1998, 37, 102-105.
of
[18] Heskins, M.; Guillet, J. E., Solution Properties of Poly(N-isopropylacrylamide). J. Macromol.
Sci. Part A Chem. 1968,2, 1441-1455.
[19] O'Shaughnessy, W. S.; Edell, D. J.; Gleason, K. K., Initiated Chemical Vapor Deposition of a
Siloxane Coating for Insulation of Neural Probes. Thin Solid Films 2009, 517, 3612-3614.
[20] Bailey, W. J.; Ni, Z.; Wu, S.-R., Synthesis of Poly--caprolactone via a Free Radical
Mechanism. Free Radical Ring-Opening Polymerization of 2-Methylene-1,3-dioxepane. J.
Polym. Sci. Polym. Chem. Ed. 1982, 20, 3021-3030.
106
[21] Cristescu, R.; Doraiswamy, A.; Socol, G.; Grigorescu, S.; Axente, E.; Mihaiescu, D.;
Moldovan, A.; Narayan, R. J.; Stamatin, I.; Mihailescu, I. N.; Chisholm, B. J.; Chrisey, D. B.,
Polycaprolactone Biopolymer Thin Films Obtained by Matrix Assisted Pulsed Laser
Evaporation. Appl. Surf. Sci. 2007,253, 6476-6479.
[22] Lahann, J.; Langer, R., Surface-Initiated Ring-Opening Polymerization of E-Caprolactone
from a Patterned Poly(hydroxymethyl- p-xylylene). Macromol. Rapid Commun. 2001, 22,
968-971.
[23] Gupta, M.; Gleason, K. K., Initiated Chemical Vapor Deposition of Poly(1H,1H,2H,2Hperfluorodecyl acrylate) Thin Films. Langmuir 2006, 22, 10047-10052.
[24] Alf, M. E.; Godfrin, P. D.; Hatton, T. A.; Gleason, K. K., Sharp Hydrophilicity Switching and
Conformality on Nanostructured Surfaces Prepared via Initiated Chemical Vapor Deposition
(iCVD) of a Novel Thermally Responsive Copolymer. Macromol. Rapid Commun. 2010, 31,
2166-2172.
[25] Joo, H. H.; Kim, J. C.; Lee, H. Y.; Hwang, S. R., Characterization and In Vitro Permeation
Study of Poly(epsilon-caprolactone) Nanocapsules Containing Hinokitiol. J. Dispersion Sci.
Technol. 2008, 29, 492-495.
[26] Lee, S.-H.; Kwon, M.-J.; Park, J.-G.; Kim, Y.-K.; Shin, H.-J., Preparation and Characterization
of Perfluoro-Organic Thin Films on Aluminium. Surf. Coat. Technol 1999, 112, 48-51.
[27] Kumar, V.; Pulpytel, J.; Arefi-Khonsari, F., Fluorocarbon Coatings Via Plasma Enhanced
Chemical Vapor Deposition of 1H,1H,2H,2H-perfluorodecyl Acrylate-1, Spectroscopic
Characterization by FT-IR and XPS. Plasma Processes Polym. 2010, 7, 939-950.
[28] Achyuta, A. K. H.; White, A. J.; Lewis, H. G. P.; Murthy, S. K., Incorporation of Linear Spacer
Molecules in Vapor-Deposited Silicone Polymer Thin Films. Macromolecules 2009, 42,
1970-1978.
[29] Aresta, G.; Palmans, J.; van de Sanden, M. C. M.; Creatore, M., Initiated-Chemical Vapor
Deposition of Organosilicon Layers: Monomer Adsorption, Bulk Growth, and Process
Window Definition. J. Vac. Sci. Technol., A 2012, 30.
[30] Huang, X.; Nayak, B. R.; Lowe, T. L., Synthesis and Characterization of Novel
Thermoresponsive-co-Biodegradable Hydrogels Composed of N-isopropylacrylamide,
Poly(L-lactic acid), and Dextran. J. Polym. Sci., Part A: Polym. Chem 2004, 42, 5054-5066.
[31] Martins, G. V.; Mano, J. F.; Alves, N. M., Dual Responsive Nanostructured Surfaces for
Biomedical Applications. Langmuir 2011, 27, 8415-8423.
107
[32] Gao, F. X.; Zhao, X. L.; He, X. W.; Li, W. Y.; Zhang, Y. K., A pH and Temperature DualResponsive Macroporous Molecularly Imprinted Cryogel for Enhanced Recognition
Capability Towards Ovalbumin. Anal. Methods 2013, 5, 6700-6708.
[33] Maeda, Y.; Higuchi, T.; Ikeda, I., Change in Hydration State during the Coil-Globule
Transition of Aqueous Solutions of Poly(N-isopropylacrylamide) as Evidenced by FTIR
Spectroscopy. Langmuir 2000, 16, 7503-7509.
[34] Donners, J. J. J. M.; Heywood, B. R.; Meijer, E. W.; Nolte, R. J. M.; Sommerdijk, N. A. J. M.,
Control over Calcium Carbonate Phase Formation by Dendrimer/Surfactant Templates.
Chem. Eur.J. 2002, 8, 2561-2567.
[35] JEOL. Energy Table for EDS Analysis. http://www.unamur.be/services/microscopie/smedocuments/Energy-20table-20for-2OEDS-20analysis-1.pdf (accessed Jan. 3, 2014).
[36] Pompe, T.; Zschoche, S.; Herold, N.; Salchert, K.; Gouzy, M.-F.; Sperling, C.; Werner, C.,
Maleic Anhydride Copolymers: A Versatile Platform for Molecular Biosurface Engineering.
Biomacromolecules 2003, 4, 1072-1079.
[37] Raja, L. L.; Kee, R. J.; Serban, R.; Petzold, L. R., Computational Algorithm for Dynamic
Optimization of Chemical Vapor Deposition Processes in Stagnation Flow Reactors. J.
Electrochem. Soc. 2000,147, 2718-2726.
[38] Pryce Lewis, H. G.; Bansal, N. P.; White, A. J.; Handy, E. S., HWCVD of Polymers:
Commercialization and Scale-up. Thin Solid Films 2009, 517, 3551-3554.
108
CHAPT ER FIVE:
Controllable Cross-Linking of
Vapor-Deposited Polymer Thin
Films and Impact on Material
Properties
Reproduced with permission from C. D. Petruczok,t R. Yang,t K. K. Gleason, "Controllable Cross-Linking
of Vapor-Deposited Polymer Thin Films and Impact on Material Properties", Macromolecules, 46(5),
1832-1840. Copyright 2013 American Chemical Society.
tDenotes equal contribution.
109
Abstract
We report the single-step preparation of controllably cross-linked poly(divinylbenzene)
(PDVB) and poly(4-vinylpyridine -co-divinylbenzene) thin films using initiated Chemical Vapor
Deposition (iCVD). Fourier Transform Infrared spectroscopy-based methods for quantifying film
composition and degree of cross-linking are elucidated; the validity of these methods is
assessed using x-ray photoelectron spectroscopy and nanoindentation, respectively. The
extent of reaction of divinylbenzene (DVB) pendant vinyl bonds in homo- and copolymer films is
unaffected by changes in initiator concentration, suggesting that bond reactivity, rather than
radical concentration, is the limiting factor. Analysis of film step coverage (S) over high aspect
ratio (AR) features and sticking probability calculations lend insight into the reactivity of both
monomers and explain the extreme conformality of PDVB films (S = 0.87 ± 0.02 at AR= 4.7). In
addition, the incorporation and cross-linking of DVB moieties in the copolymer is extremely
reproducible and can be used to tune the elastic moduli of the films from 3.4 to 5.8 GPa.
110
5.1 Introduction
Cross-linked polymer networks are used in a variety of essential applications. Crosslinked hydrogels can be used as sensors,11' cell immobilization platforms, 2 1 and components in
microfluidic devices.[3 1 Porous cross-linked polymers form catalyst frameworks4 1 and capillary
columns for separation processes,
51while
cross-linked polymer films have been used as barrier
coatings, 6 1 electroactive layers in organic light-emitting diodes, 71 and stimuli-responsive
materials for sensors and other devices.181 Control of the amount of cross-linker and degree of
cross-linking are critical, as they lead to tunable material properties, including glass transition
temperature,191 swelling behavior,101 and modulus."
Unfortunately, cross-linking renders
polymeric materials insoluble or intractable, making characterization difficult.121 Processing--in
particular, the preparation of cross-linked thin films-is also challenging. Common techniques
for preparing films include post-treating non-cross-linked layers or using confined solutionphase polymerization; these processes are time-consuming and complex, however, and the
resulting films often contain residual solvent that can be difficult to fully remove. 13] These
solution-based methods also make coating of micro- and nano-scale features difficult, as
surface tension effects render the films extremely non-uniform. 141
These difficulties can be eliminated by using a vapor-phase coating method, such as
initiated Chemical Vapor Deposition (iCVD).
In this one-step process, vinyl monomer(s) and
thermally labile initiator flow into a vacuum chamber (Figure 5-1). For cross-linked films, at
least one monomer possessing two or more vinyl bonds is employed. The reactants pass
through an array of heated filaments, and initiator radicals are formed. The filament
temperature is controlled such that the vapor-phase monomers remain intact. The initiator
111
radicals and the monomer(s) adsorb onto the substrate, and free radical polymerization and
thin film formation occur. iCVD is a low-energy technique; as a result, complete retention of
polymer functionality is observed. Since the process is solvent-free, surface tension and dewetting effects are absent, and the iCVD films conform to the geometry of the underlying
substrate. Consequently, substrates that are typically incompatible with solution-based
processing methods, including fabric, paper, nanotubes, microparticles, and trenches, have
been uniformly coated with iCVD thin films.1141 The absence of solvent also facilitates synthesis
of insoluble thin films-including highly cross-linked materials-and copolymers. [14,16]
of mononr
Figure 5- 1. Schematic of an iCVD reactor. Monomer(s) and an initiator species pass through a heated filament
array, which breaks thermally labile bonds in the initiator. Initiator radicals and monomer adsorb onto the cooled
substrate and free radical polymerization occurs. Reprinted with permission from [151. Copyright 2006 American
Chemical Society.
112
iCVD has previously been used to create controllably cross-linked films. The deflection
of microcantilever sensors coated with poly(maleic anhydride) cross-linked with di(ethylene
glycol) divinyl ether was tuned by adjusting the cross-link density of the polymer film.[17 ]
Additionally, the permeability and stability of reverse osmosis membranes functionalized with
an antifouling coating were tuned by changing the concentration of cross-linker in the
coating. 181 Yag(e and Gleason demonstrated systematic control of mesh size in poly(2hydroxyethyl methacrylate) hydrogels cross-linked with ethylene glycol diacrylate.f191 Crosslinked iCVD thin films have also been used for a variety of controlled-release applications. [20] In
addition, the iCVD process has been used to deposit highly cross-linked organosilicon polymer
films useful as biopassive coatings 2 1 ] and low-k dielectric materials for the semiconductor
industry.[2 2 1
This work reports the first detailed analysis of divinylbenzene (DVB) as an iCVD crosslinker. DVB is an ideal monomer for vapor-phase deposition due to its high volatility and low
cost. Plasma-Enhanced Chemical Vapor Deposition (PECVD) has been used to deposit films of
poly(divinylbenzene) (PDVB) homopolymer;
23
' however, PECVD is an extremely high-energy
process in which organic functional groups are often destroyed through side reactions."' The
energy density of the iCVD process is an order of magnitude lower than that of PECVD.
Previously, Asatekin and Gleason used iCVD PDVB to uniformly narrow the pores of high (4004000) aspect ratio track-etched membranes.
25
This work suggested that iCVD PDVB forms
extremely conformal coatings. Here, we perform additional work to characterize the
conformality of iCVD PDVB. Additionally, we elucidate a Fourier Transform Infrared (FTIR)
spectroscopy-based method that can be used to quantify the degree of cross-linking. DVB has
113
been controllably and quantifiably incorporated into a PDVB homopolymer and a copolymer
with 4-vinylpyridine (P(4VP-co-DVB)). P(4VP-co-DVB) is a common industrial polymer, most
notably used as an ion exchange resin, 2 6] and significant for its insolublity, infusibility, and
thermal and chemical stability in a variety of harsh solvents. 27 ] Tuning of material properties is
demonstrated by observing the effect of changes in the degree of cross-linking on the elastic
modulus of the copolymer.
5.2 Experimental Section
5.2.1 Synthesis of Polymer Thin Films
Polymer thin films were deposited on 100 mm-diameter silicon wafers (Wafer World,
Inc) and silicon wafers with etched trench structures (Analog Devices) using a CVD reactor
described elsewhere.[16 b The temperature of the Chromaloy 0 (Goodfellow) filament array was
205*C for all depositions. The operating pressure was maintained at 800 mTorr using a
throttling butterfly valve, and the substrate temperature was 20 0 C. Film growth was monitored
via in situ interferometry with a 633-nm HeNe laser (JDS Uniphase).
All reactants were purchased from Sigma-Aldrich and used as received. Divinylbenzene
monomer (DVB) was heated to 65"C and delivered to the reactor through a needle valve. The
certificate of analysis indicated that this monomer consisted of 56.0 mol% m-DVB, 25.0 mol% pDVB, and 18.9 mol% ethylvinylbenzene.28 1 4-vinylpyridine (4VP, 95 mol%) and tert-butyl
peroxide initiator (TBPO, 98 mol%) were delivered using mass flow controllers (MKS
Instruments, 1152C and 1479) at 55 0 C and ambient temperature, respectively.
114
Detailed experimental conditions are included in Table 5-1. Depositions of PDVB homopolymer
films are referred to as the "H" series. For these depositions, the amount of DVB was held
constant, and the flow rate of TBPO was varied from 1 to 6 sccm. To ensure the residence time
in the reactor was kept constant, a patch flow of Ar was used to maintain a total reactant flow
rate of 15 sccm for all depositions. P/Psat is the ratio of the partial pressure of a reactant to its
saturation pressure at the substrate temperature and is indicative of surface concentration. 15
]
The "C" series refers to depositions of P(4VP-co-DVB) copolymer with an increasing flow rate of
DVB compared to 4VP. Co conditions refer to P4VP homopolymer. For the "I" copolymer series,
the flow rates of 4VP and DVB were held constant and the amount of TBPO was varied from 1
to 3 sccm.
5.2.2 Chemical Characterization
Thicknesses of polymer thin films were obtained using a JA Woollam M-2000 variable
angle spectroscopic ellipsometer at incident angles of 65, 70, and 75*; data were fit to a
Cauchy-Urbach isotropic model using WVASE32 modeling software (JA Woollam). The
homogeneity of the films was assessed by using ellipsometry to measure the film thickness at
five positions on coated 100 mm-diameter silicon wafers. For both PDVB homopolymer and
P(4VP-co-DVB), the standard deviation of the measurements was within 6.8% of the mean. The
thickness of each 1 cm 2 sample used for FTIR analysis was measured prior to obtaining its
spectrum. The average thicknesses of these series of films have been included in Appendix A.
FTIR spectra were obtained using a Thermo Nicolet Nexus 870 spectrometer operated in
transmission mode with a deuterated triglycine sulfate KBr detector. Baseline-corrected
spectra were collected over 400-4000 cm' at 4 cm
1
resolution and averaged over 256 scans.
115
Spectra were processed using the OMNIC software package (Thermo Scientific). X-ray
photoelectron spectroscopy (XPS) survey scans were obtained using a Kratos Axis Ultra
spectrometer equipped with a monochromatic Al Ka source and operated at 150 W. The pass
energy and step size for the survey scans were 160 eV and 1 eV, respectively. Samples were
stored under vacuum for approximately 12 h before analysis. Pressure during analysis was
maintained under 2xlO~ Torr, and the analysis areas were 400x750 tm. The spectra were
analyzed using the CasaXPS software package.
Table 5- 1. Reaction conditions for the H series of PDVB homopolymer and the C and I series of P(4VP-co-DVB).O
4VP
sape
How rate (scan)
&4 x 10~'
1.7 X 10-1
1
3
6
11
9
6
&4 x 10~'
&4 x 10&4 X 10~
84 X1IC'
3
3
3
3
3
2.5
2
1.5
2.8 x 1Iv
.6 x 10'
&4x 10~'
1
2
4
3
2
4.2 x 10-'
4.2 x 10'
4.2 X 10-'
3
2.8 x 10~1
3
3
7.1 x 10-2
1.4 X 10-'
2.1 X 10~'
0.3
10~'
9
9
9
9
x 10-'
52 x 10T'
52 x 10~'
9
9
9
1.4 x
1.4 x
1.4 X
H series
H,
H2
HA
C
How rate (scan)
fow rate (soCm)
)
Ar
TBPO
DVB
How rae (sa
P/P,
P/P.
P/P.
series
52 X 10'
3.2 x 10-'
52 x 10~'
CO
C,
'Cf
52
x
I
1.5
I series
52
I2
'1
aT
2
*C, T
,, = 205 *C, and P
10-'
10~'
10-'
= 800 mTorr for
1
1
1
al depositions. Note that 1
3
and C 2 conditions are the same.
5.2.3 Conformality of Polymer Thin Films
The conformality of the thin films was assessed by depositing 350 nm-thick films on
silicon wafers with etched trench structures of different aspect ratios. The films were imaged
using JEOL 6060 and Hitachi TM-3000 scanning electron microscopes. Film thicknesses at the
top and bottom of the trenches were measured for three trenches of each aspect ratio using
MeasurelT software (ResAlta).
116
5.2.4 Nanoindentation
A TI-900 TriboIndenter (Hysitron) was used for the nanoindentation experiments. The
indentation axis calibration was performed in air with a triangular load function (10 s time
segments, 700 pN peak load). Seven indents were made in the shape of an "H" on a standard
aluminum sample to determine the offset between the optics and the indenter probe (H
calibration). For the iCVD film samples, the load function for the H calibration was adopted
from Lee.[ 291 A conical diamond indenter tip (Young's modulus = 1140 GPa, Poisson's ratio =
0.07) with a radius of 10 pm was used during all indentations. The area function of the diamond
tip can change over time and, thus, was determined experimentally by indenting a fused silica
standard sample with a Young's modulus of 72 GPa and Poisson's ratio of 0.17 (reduced
modulus = 69.6 GPa). The area function was fitted with a polynomial model.
The polymer films used in the nanoindentation experiments were approximately 1 pim
thick, and a maximum indentation depth of 90 nm was used to eliminate the possibility of
substrate effects. 30 ] A 7x7 grid was used during the indentation of iCVD polymer films, with 6
pm separation in both directions between indentations. Therefore, 49 indentations were
performed on each sample and an area of 1296 pm 2 was probed. 8192 values of indentation
depth were used and the corresponding indent forces were measured during each indentation.
The load function for iCVD film samples contained 3 segments with segment times of 10 s, 5 s,
and 10 s and a peak depth of 90 nm.
117
5.3 Results and Discussion
5.3.1 Characterization of Poly(divinylbenzene)
Structures of the DVB isomers and possible types of DVB repeat units in the
homopolymer are included in Figures 5-2a and 2b, respectively. FTIR spectra of the DVB
monomer and iCVD PDVB are shown in Figure 5-3a. Successful polymerization of the
homopolymer is confirmed by the reduction of the peak at 903 cm
1
in the PDVB spectrum. This
peak results from CH 2 out-of-plane deformation in unreacted vinyl groups; its existence postpolymerization is due to the presence of pendant vinyl bonds. 3 11 Strong peaks at 2870, 2930,
and 2960 cm
1
are also observed in the PDVB spectrum and are due to symmetric sp 3 CH 3,
asymmetric sp 3 CH 2, and asymmetric sp 3 CH 3 stretching in the backbone of the newly-formed
polymer chain. [32] Excellent agreement is observed between spectra of iCVD and solutionpolymerized PDVB, 331 indicating that the non-vinyl organic functionality in the monomer is
retained in the iCVD film. This confirms that the monomer is not altered by the heated
filaments during the vapor deposition process. For this work, samples of various thicknesses
(150 nm to 1 im) were prepared; given processing time and measurement considerations,
reasonable bounds on PDVB film thickness are 15 nm to 5 im.
118
(a)
p-DVB
m-DVB
reacted
vinyl bonds
pendant
vinyl bonds
(b)
(c)
Figure 5- 2. Structures
of (a) DVB monomers, (b) possible types of DVB repeat units, and (c) P(4VP-co-DVB).
119
(a)
(b)
DVB monomer
PDV
iCVD PDVB
P4VP
3200
2800
"
1600
1200
800
1000
700
800
wavenumbers (cm-1)
wavenumbers (cm-')
Figure 5-
900
3. (a) FTIR spectra of the DVB monomer and iCVD PDVB confirms polymerization has occurred. (b) FTIR
spectra of PDVB and P4VP homopolymers show convolution of peaks commonly used to quantify pendant vinyl
bonds. Peaks at 710 and 903 cm-' used in this analysis are marked with asterisks.
S.3.2 Degree of Cross-Linking in Poly(divinylbenzene) Homopolymer
FTIR spectra were used to quantify the percentage of DVB repeat units whose vinyl
bonds reacted to form cross-links--that is, those without pendant vinyl bonds (Figure 5-2b)--as
well as the mole fraction of 4VP incorporated into the copolymers. From these quantities, the
degree of cross-linking can be obtained. Existing techniques for quantifying pendant vinyl
bonds in PDVB have utilized vinyl bond peaks at 1630 and 990 cm-1, as well as peaks at 1510
and 795 cm-1 resulting from p- and m-substituted aromatic rings. J4
The vinyl peak at 903 cm1
and the p-substituted aromatic peak at 837 cm- have also been used. il11 , 311,33s1 These existing
methods are not easily applied to P(DVIB-co-P4VP), as characteristic DVB peaks are often
obscured by those of 4VP (Figure 5-3b). The vinyl peak at 990 cm-1 in the PDVB spectrum is
convoluted by the peak at 993 cm1 in the P4VP spectrum, caused by stretching of the pyridine
120
rings. [361 Quantification of the peaks at 795 and 837 cm
difficult by the presence of a strong peak at 820 cm
1
1
in the PDVB spectrum is also made
in the P4VP spectrum resulting from out-
of-plane deformation of the pyridine rings. [37]
To quantify the degree of cross-linking in PDVB samples, the area under the peak at 903
cm 1 was measured and compared to the area under the peak at 710 cm 1 (Figure 5-3b). The
peak at 903 cm 1 is indicative of the number of pendant vinyl bonds, while the peak at 710 cm 1,
resulting from C-C vibration in the phenyl moieties, is a measure of the number of msubstituted aromatic rings.[381 in order to analyze the PDVB samples, the presence of a small
quantity (18.9 mol%) of ethylvinylbenzene (EVB) in the commercial monomer mixture must be
considered. By temporarily considering the PDVB homopolymer as a "copolymer" of DVB and
EVB impurity and using the Fineman-Ross copolymerization equation (adapted for
polymerization on surfaces), we find that the amount of EVB impurity incorporated into the
PDVB homopolymer samples is equivalent to the amount present in the monomer. Details of
this analysis are included in Appendix A.
The Beer-Lambert equation relates absorbance, A, to absorptivity, a, pathlength, b, and
concentration, c:[39]
(5-1)
A = abc
Absorptivity can be described as a proportionality constant between absorbance and
concentration and is a physical property for a specific molecule and wavenumber.[39] For known
concentrations and absorbance of m- and p-substituted aromatic rings, a ratio of absorptivities,
am/ap, can be determined using the following equation:
am
ap
_
Cp Am
CmA
= Xp
onomer
xm
Am'_
AP
Xp,DVB+Xp,EVB
monomer =Xm,DVB+Xm,EVBJ
M
(5-2)
\Ap /monomer
121
Here, Am and Ap signify the absorbance of m- and p-substituted aromatic rings, which are
obtained by measuring the areas under the peaks at 710 and 1510 cm-1, respectively, in the
monomer spectrum.[ 3 91 x, and xm are the mole fractions of p- and m-substituted aromatic rings
in the monomer, and have contributions from both DVB and EVB repeat units
Xm,EVB,
and
XpEVB).
(XmDVB,, Xp,DVB,
Pathlength has been canceled from the equation because components being
considered are part of the same sample.
Xm,DVB
and
Xp,DVB
were provided by Sigma-Aldrich, as
noted in the Experimental Section. The ratio of m- to p-EVB in the monomer was assumed to
be identical to the ratio of m- to p-DVB based on the similarity of the molecular structures.
Substituting in the mole fractions (xm,DVB = 0.560,
Xp,DVB
= 0.250,
Xm,EVB
= 0.131, and
XpEVB =
0.059), and the value of 3.46 measured for (Am/Ap)monomer, we calculate a value of 1.54 for
am/ap. The ratios of m- and p-substituted repeat units in the H series of samples were
calculated using the following equation (for a set of reaction conditions, Hn, n=1-3):
(P )Hn
S()
=am)
(m)
AP
-
Hn
1(5-3)
-1.54
AP
Hn
Here, ym and y, are the mole fractions of m- and p-substituted repeat units in the polymer film.
Am and AP are the areas under the 710 and 1510 cm' peaks in the FTIR spectrum of the polymer
sample. Intermediate results for these calculations are included in Appendix A (Table Al).
Values of ym/yp for the H series of polymer films (average=1.75) were consistently less than
xm/xp
for the monomer (2.24); this implies lower reactivity of the major component, m-DVB,
3 440
compared to the other major component, p-DVB, in agreement with previous results. ' 4
The mole fraction of m-substituted DVB in the H series of polymer films, Ym,DVB, can be
calculated using:
122
(YVBH
(YM,DVB)Hn
(YmDVB
1
XV
YmDVB+YpDVB H
M,DVB + XP,DVB)
(AM)H+1
54
DB
(Xm,DVB + Xp,DVB)
(5-4)
We note that this equation uses Am and AP, which are obtained by measuring the areas under
the peaks at 710 and 1510 cm 1. These values contain small contributions from EVB since the
peaks corresponding to the aromatic rings of DVB and EVB are not easily differentiable. The
ratio of m- to p-EVB in the film is assumed to be comparable to the ratio of m- to p-DVB; this
assumption is reasonable because EVB is a minority component, and the propagation rate
40
constants of the isomeric species do not differ dramatically.[ b]
Once the percentage of m-substituted DVB in the homopolymer has been accounted
for, the percentage of DVB pendant vinyl bonds that have reacted to form cross-links, %R,is
calculated:
2()
_____A
(%R)H
-
(v)Hn)
xDVB
X 100 =1
-
H
Hn
(Ym,DVB)H
M,DVB
erXm,DVB
[Am (Anv) monomer
10
X 100
(5-5)
Here, Av is the area under the vinyl bond peak at 903 cm 1. The pre-factor of 2 used in eq 5-5
accounts for the fact that DVB repeat units incorporated into the homopolymer have, at most,
one pendant vinyl bond. A linear decrease in the area under the 903 cm-1 peak upon reaction
of the second vinyl bond in each DVB repeat unit is assumed, in accordance with eq 5-1. For
additional details regarding the derivation of eqs 5-4 and 5-5, the reader is directed to Appendix
A.
Finally, the degree of cross-linking, %x, can be defined as:
%X =
Nr
r
Ntotal
X 100
(5-6)
123
where N, is the number of DVB repeat units without a pendant vinyl bond and Ntotal is the total
number of repeat units. For "pure" PDVB homopolymer samples, %x should be equivalent to
%R.
However, due to the presence of EVB, %x = (%R)
(YDVB).
Results for the degree of cross-
linking in the H series are included in Figure 5-4 (in parentheses). The calculated values for %x
indicate that the degree of cross-linking does not change with initiator concentration in the
range of flow rates used. This suggests that the ability to polymerize the pendant vinyl bonds is
not limited by radical concentration but by bond reactivity. An estimation of the time required
for initiator radicals to diffuse through the polymer film further supports this conclusion (see
Appendix A).
We note that the values reported in Figure 5-4 were calculated using eq 5-5. The prefactor of 2 used in this equation assumes that each molecule present in the commercial DVB
monomer contains two vinyl bonds; this neglects the presence of EVB. The Fineman-Ross
analysis used to investigate the concentration of EVB in the H series of films can be used to
calculate the extent to which EVB incorporation lowers the value of this pre-factor (Appendix
A). Based on this analysis, we find the average absolute error on the %R calculations in PDVB as
a result of neglecting the effect of EVB on the pre-factor is approximately 3.9%.
To further verify the degrees of cross-linking in the H series, we used nanoindentation to
measure the elastic moduli, which are typically proportional to %x. A 10 ptm conical diamond
tip was used to indent the iCVD films and the area function of the tip was determined
experimentally by indenting a standard fused silica sample with known mechanical properties.
The reduced moduli were calculated from the load-displacement curves with the following
equation:[411
124
Er =
(5-7)
Vi
r2VA(he)
where U is the initial unloading contact stiffness (the slope of the initial portion of the
unloading curve), and A(he) is the projected contact area at a contact depth of h. The reduced
moduli (eq 5-7) is related to the elastic moduli of the tested samples, E, through the following
equation:1 41 1
1--,_V2N
_V
E,.
E )sampe
(5-8)
E indenter
where v is the Poisson's ratio. For a standard diamond indenter probe, Eindenter is 1140 GPa and
Vindenter
is 0.07.4
We used a value of v =0.5 for the film samples, which is commonly accepted
for polymeric materials.1 43 ] The elastic modulus of the sample can be calculated from eqs 5-7
and 5-8 and the load-displacement curve. The elastic moduli of the samples from the H series
(Figure 5-4) are identical within experimental error, supporting the validity of the FTIR method
used to quantify extent of reaction of the DVB pendant vinyl bonds.
8
0-
0
6
'D
H3
H2
H1
(60%)
(58%)
(58%)
0
4)
C
0
2
3
2
1
Monomer to Initiator Ratio (DVB/TBPO)
Figure 5- 4. Elastic moduli of samples H1-H 3 are the same, indicating a similar degree of cross-linking (%x) for all
samples, despite the different initiator concentrations used. The degree of cross-linking is calculated using FTIR
spectra of the monomer and homopolymer samples; these results, shown in parentheses, also have limited
variability.
125
S.3.3 Poly(divinylbenzene) Content and Degree of Cross-Linking in Copolymers
The structure of P(4VP-co-DVB) is included in Figure 5-2c; the DVB repeat units can take
the form of any of the structures shown in Figure 5-2b. Successful copolymerization was
confirmed by comparing FTIR spectra of films before and after treatment with ethanol, which is
a good solvent for P4VP homopolymer (Figure A-1 in Appendix A). The overall degree of crosslinking, %x, was calculated for the copolymer films by multiplying the mole fraction of DVB in
the copolymer, YDVB, by the percentage of the DVB pendant vinyl bonds that have reacted, %R.
For the C series, %Rwas calculated using eq 5-5. For these calculations, YmDVP/XmDVB of the
copolymer was assumed to be the same as that of the homopolymer; the average value derived
from the H series results is used here. Intermediate values are included in Table A2 of Appendix
A.
The mole fraction of 4VP in the C series of copolymer samples, y4vp, was calculated using
eq 5-9:
(Y4VP)C
(
(Y
+
C
(-
(Yn)C)-
1-
mn)
(5-9)
The derivation of eq 5-9 is included in Appendix A. Here, (Ain)c, is the area under the peak at
710 cm
1
for each set of conditions in the C series (n=1-3) (Table A2).
area under the peak at 710 cm
1
(Am)Hn is the average
for the H series of homopolymer (Table A3). All values of Am
reported in Appendix A are normalized by sample thickness. %x is then calculated as:
(%X)Cn = [%R '(1
-
Y4VP)Cn (1 -
(XEVB)Hn)
(5-10)
126
assuming the amount of EVB relative to DVB in the copolymer is comparable to that in the
homopolymer. The resulting values for %R,y4vp, and %xare shown in Table 5-2.
Table 5- 2. Results for 4VP incorporation and degree of cross-linking in the C series of P(4VP-co-DVB).
yW, (mPSY
%Xa
%"
0.929 ± 0.023
5,6 0
789 6A
0.815 ± 0.023
9.2 * 0.9
69.1 ± 48
C,
0.693 0.023
113 ±2.0
53.4 13
0.740 0.040
C,
"Results calculated from FTIR spectroscopy-based method; reported
error is standard deviation. "Results calculated from XPS survey scans;
reported error is obtained by varying the borders of the fitting regions
and calculating the absolute area changes when different end points
were selected.
Y4w"a
C,
0.912 ± 0.016
0.836 * 0.005
As expected, 4VP content in the copolymer decreases as the flow rate of DVB increases.
This trend is observable in the FTIR spectra of the C series (Figure 5-5a). Peaks due to vinyl
bonds (903 cm-1) and m-substituted aromatic rings (710 cm 1 ) are undetectable in the spectrum
of the P4VP homopolymer (Co), and increase in intensity as the flow rate of DVB monomer is
increased from 0 to 1.5 sccm. The results for y4vp calculated using the FTIR spectroscopy-based
method were reproducible over multiple trials and are in excellent agreement with results
determined using XPS. Sample XPS survey scans and high resolution C (is) and N (is) scans are
included in Appendix A, as are details of the composition calculations. The agreement of the
results validates the use of the FTIR spectroscopy-based method. As the DVB flow rate--and
consequently, the amount of DVB incorporated into the copolymer--increase, %Rdecreases.
This can be attributed to the difference in reactivity between the available monomeric vinyl
bonds and the pendant vinyl bonds of DVB.
441
Figure 5-5b shows the increase in degree of
cross-linking with increasing feed concentration of DVB monomer.
127
1000
900
800
700
wavenumbers (cm'1)
1 (b)
12
6
5
10
15
20
Co-monomer Ratio (4VP/DVB)
Figure 5- 5. (a) FTIR spectra of C series of P(4VP-co-DVB). Peaks at 710 and 903 cm~1 increase with DVB monomer
flow rate. (b) Degree of cross-linking, %x, as a function of co-monomer ratio.
The results for the I series of copolymer were calculated using the same method as the C
series. Results for yavP, %R,and %x are shown below in Table 5-3. Intermediate values are
included in Table A4. The amount of DVB incorporated into the copolymer does not change
with initiator concentration for the range of flow rates tested. As for the C series, the results
obtained using the FTIR spectroscopy analysis agree well with XPS results. As a further check,
we note that the results for the 13 and C2 series are in good agreement; this is to be expected
128
since the reaction conditions are the same (Table 5-1). The similarity of the results for %Rand
%x across the range of conditions suggests that as for the H series, the lower reactivity of the
second vinyl bond, not radical concentration, is the limiting factor in creating cross-links.
Table 5- 3. Results for 4VP incorporation and degree of cross-linking in the I series of P(4VP-co-DVB).
Y4
1
0.835
a
96"
63.9
11
8
YVP (WPS)
0.815
0.815
0.793
9.7
68.0
0.821
93
65.4
0.825
k
"Resuts calculated from PTIR spectroscopy-based method.
12
5.3.4 Sticking Probability Calculations
The reactivity of the DVB and 4VP monomers can be further assessed by calculating the
sticking probability of each monomer. For iCVD polymerization, the sticking probability is the
probability that an initiator radical chemisorbs to an adsorbed monomer on the surface and
reacts to form a polymer chain. This probability is directly related to the monomer surface
concentration. The conformality of the deposition is also correlated with the sticking
probability, in that a lower sticking probability will result in a more conformal coating. For a
detailed discussion of sticking probability calculations for iCVD films, the reader is directed to
the work by Baxamusa and Gleason.1451 In short, sticking probability, r, is calculated using the
following equation:
In(S) = -0.481 (L)
(5-11)
in which L and w are the length and width, respectively, of a high-aspect ratio (AR) feature such
as a trench. S is the step coverage of the polymer film over this feature, here measured as the
thickness of the iCVD film at the bottom of the trench divided by the thickness of the film at the
129
top of the trench. Excellent step coverage was observed for both the homo- and copolymer
films. For depositions of PDVB homopolymer (H2 conditions), the average S in trenches of
AR=4.7 was 0.87
0.02. For P4VP homopolymer (Co), S =0.84 ± 0.02 (AR=3.4), and for P(4VP-co-
DVB) (C2 ), S=0.73
0.03 (AR=4.4). Figure 5-6a shows average results used to calculate sticking
probability for depositions of these films on trenches of three different aspect ratios (Figure 56b-d). Results for sticking probability are shown in Table 5-4. In order to compare the
reactivity of the DVB and 4VP monomers, a linear relationship may be assumed between the
total Pm/Psat and sticking probability, based on the results of Baxamusa and Gleason. [46] A
reactivity factor, R, can be defined as the calculated sticking probability divided by the total
Pm/Psat of the co-monomers. These values, included in Table 5-4, indicate that the DVB
monomer is less reactive than 4VP. This conclusion is supported with kinetic data from solution
free-radical polymerization; the propagation rate constant (kp) of 4VP (12 L/mol-s at 250C)[ 47 is
approximately twice that of DVB (-6.5 L/mol-s at 250C),[ 481 assuming that the pre-exponential
factor for DVB is similar to that of styrene.
49
The low sticking probability and reactivity factor
observed for DVB support the extreme conformality of PDVB coatings noted by Asatekin and
Gleason.[2s1 The R observed for the copolymer deposition is understandably closer to that of
4VP, which is the majority component and the more reactive monomer.
130
(a) 0.0
-0.2
00
-0.4
-0.6
S-0.8
-1.0
-1.2
0
20
40
60
80
100 120 140
(L/w)2
and (A)
Figure 5- 6. (a) Step coverage versus aspect ratio data for (o) PDVB, H2 conditions; (o) P4VP, CO conditions;
of
Trenches
(b)-(d)
P(4VP-co-DVB), C2 conditions used to calculate sticking probability and evaluate reactivity.
the thickness
three different aspect ratios coated with H2 PDVB. Scale bars represent 2 pm; arrows in (b) indicate
of the coating on the bottom of the trench.
Table 5- 4. Sticking probability, total Pm/Pa, and reactivity factor for PDVB, P4VP, and P(4VP-co-DVB) depositions.
H
0.009 * 0.006
0A2
0D21
O0s
0.52
0.01 + 0.003
0033
0.66
0.022 * 0.009
C2
for 4VP
Pm/P,
of
"Sum
intervaL
confidence
'Error represents 95%
and DVB.
C-0
5.3.5 Tuning Mechanical Properties via Degree of Cross-Linking
The results of the FTIR spectroscopy and sticking probability analyses were used to
investigate the correlation between the film composition and elastic modulus. Figure 5-7a
illustrates the change in elastic modulus as the transition is made from P4VP homopolymer (comonomer ratio=oo) to PDVB homopolymer (co-monomer ratio=O). The modulus of the PDVB
homopolymer is greater than that of the copolymer samples. This can be attributed to the fact
that the degree of cross-linking is also much higher for the homopolymer (Figure 5-4); the
5-3)
comparatively low degrees of cross-linking observed in the copolymer samples (Tables 5-2,
are the result of the presence of large amounts of more reactive 4VP monomer in the feed.
131
This monomer contains no cross-linking functionality. By increasing the amount of DVB in the
feed, it is possible to adjust the modulus of the copolymer between 3.4 (P4VP) and 5.8 GPa
(PDVB) simply by tuning the flow rates of the monomers.
Figure 5-7b lends insight into the differences in mechanical properties for P4VP and
PDVB films. During the nanoindentation experiments, 49 indentations were generated on each
sample to ensure the elastic moduli were statistically representative, and, therefore, 49 loaddisplacement curves were obtained for each polymer sample. Eight out of the 49 curves are
shown as examples in Figure 5-7b for P4VP and PDVB. From Figure 5-7b it can be concluded
that the elastic moduli are extremely reproducible as the load-displacement curves overlap
within each sample. It is worth noting that P4VP is more plastic than PDVB, which is evidenced
by the unloading segments of the load-displacement curves. For PDVB, the force decreases to 0
pN only when the indentation depth becomes 0 nm. This indicates there is no detectable
plastic deformation. Conversely, for P4VP, the force reduces to 0 pN at indentation depths
between 44 nm to 57 nm, implying significant plastic deformation occurs during indentation.
The modulus of iCVD P4VP agrees well with the modulus of poly(4-vinylpyridine) polymerized
using solution methods. 50 1 The modulus of iCVD PDVB is higher than published results for
solution-polymerized PDVB; this can be attributed to the high degree of cross-linking observed
in the vapor-deposited films.[11a, 31b, 51]
132
8
(a)
o.
0
21
'
>2
2
0
5
10
15
20 Infinite
Co-monomer Ratio(4VP/DVB)
120
(b)
90
PDVB
z
~60/
P4VP
0
0
30
60
90
Depth (nm)
Figure 5- 7. (a) Nanoindentation data indicate that the elastic modulus of P(4VP-co-DVB) increases with increasing
DVB concentration. (b) Force-depth curves indicate that P4VP is more plastic than PDVB.
5.4 Conclusion
iCVD was used to deposit highly conformal thin films of cross-linked PDVB. Degree of
cross-linking was quantified via a FTIR spectroscopy-based method and empirically confirmed
by measuring the elastic moduli of the films. The degree of cross-linking did not change with
initiator concentration, suggesting that the reactivity of DVB pendant vinyl bonds, rather than
initiator radical concentration, is the limiting factor. FTIR spectroscopy was also used to
133
quantify 4VP content and degree of cross-linking in P(4VP-co-DVB) films. The 4VP content in
the copolymer decreased as DVB monomer feed rate increased and was verified by XPS. The
percentage of reacted pendant vinyl bonds decreased with increasing DVB feed rate; however,
the degree of cross-linking in the film increased due to the higher DVB content. Initiator feed
rate had no effect on degree of cross-linking in the range tested. Sticking probability
calculations indicated that the DVB monomer is less reactive than 4VP; these results support
prior work demonstrating the extreme conformality of PDVB coatings. Finally, we note that DVB
incorporation and cross-linking were reproducible and could be used to tune the modulus of
the copolymer. Deposition parameters and quantification methodology detailed in this work
can be used to extend the use of DVB as an iCVD cross-linking molecule and will be used to
synthesize custom thin films for a variety of applications.
5.5 Acknowledgements
The authors thank Dr. Ed Gleason of Analog Devices for providing the trench structures
and Dr. Ayse Asatekin for helpful discussions. We thank Jonathan Shu from the Cornell Center
for Materials Research (CCMR) for assistance with XPS measurements and Ernesto Martinez for
his help acquiring ellipsometry measurements and FTIR spectra. This work was supported in
part by the MIT Institute for Solider Nanotechnologies (ISN) under Contract DAAD-19-02D-002
with the U.S. Army Research Office and in part by a National Science Foundation Graduate
Research Fellowship (to C.D.P.). The authors also thank the King Fahd University of Petroleum
and Minerals (KFUPM) in Dhahran, Saudi Arabia, for funding support through the Center for
Clean Water and Clean Energy at MIT and KFUPM.
134
5.6 References
[1]
Richter, A.; Paschew, G.; Klatt, S.; Lienig, J.; Arndt, K.-F.; Adler, H.-J. Sensors 2008, 8, 561581.
[2]
Jen, A. C.; Wake, M. C.; Mikos, A. G. Biotechnol. Bioeng. 1996, 50, 357-364.
[3]
(a) Seong, G. H.; Zhan, W.; Crooks, R. M. Anal. Chem. 2002, 74, 3372-3377. (b) Hatch, A.;
Hansmann, G.; Murthy, S. K. Langmuir 2011, 27, 4257-4264.
[4]
Xie, Z.; Wang, C.; de Krafft, K. E.; Lin, W. J. Am. Chem. Soc. 2011, 133, 2056-2059.
[5]
Nischang, I.; Teasdale, I.; BrOggemann, 0. Anal. Bioanal. Chem. 2011, 400, 2289-2304.
[6]
(a) Xu, J.; Asatekin, A.; Gleason, K. K. Adv. Mater. 2012, 24, 3692-3696. (b) Riche, C. T.;
Marin, B. C.; Malmstadt, N.; Gupta, M. Lab Chip 2011, 11, 3049-3052.
[7]
(a) Gu, C.; Fei, T.; Lv, Y.; Feng, T.; Xue, S.; Lu, D.; Ma, Y. Adv. Mater. 2010, 22, 2702-2705.
(b) Zuniga, C. A.; Barlow, S.; Marder, S. R. Chem. Mater. 2010, 23, 658-681.
[8]
Tokarev, I.; Motornov, M.; Minko, S. J. Mater. Chem. 2009, 19, 6932-6948.
[9]
(a) Roland, C. M. Macromolecules 1994, 27, 4242-4247. (b) Shefer, A.; Gottlieb, M.
Macromolecules 1992, 25, 4036-4042.
[10] (a) Eichenbaum, G. M.; Kiser, P. F.; Dobrynin, A. V.; Simon, S. A.; Needham, D.
Macromolecules 1999, 32, 4867-4878. (b) Oh, K. S.; Oh, J. S.; Choi, H. S.; Bae, Y. C.
Macromolecules 1998, 31, 7328-7335.
[11] (a) Rackley, F. A.; Turner, H. S.; Wall, W. F. Nature 1973, 241, 524-525. (b) Schneider, A.;
Francius, G.; Obeid, R.; Schwinte, P.; Hemmerle, J.; Frisch, B.; Schaaf, P.; Voegel, J.-C.;
Senger, B.; Picart, C. Langmuir 2005, 22, 1193-1200.
[12] Cormack, P. A. G.; Elorza, A. Z. J. Chromatogr. B 2004, 804, 173-182.
[13] Chan, K.; Gleason, K. K. Langmuir 2005, 21, 8930-8939.
[14] Alf, M. E.; Asatekin, A.; Barr, M. C.; Baxamusa, S. H.; Chelawat, H.; Ozaydin-Ince, G.;
Petruczok, C. D.; Sreenivasan, R.; Tenhaeff, W. E.; Trujillo, N. J.; Vaddiraju, S.; Xu, J.;
Gleason, K. K. Adv. Mater. 2010, 22, 1993-2027.
[15] Lau, K. K. S.; Gleason, K. K. Macromolecules 2006, 39, 3688-3694.
[16] (a) Lau, K. K. S.; Gleason, K. K. Thin Solid Films 2008, 516, 678-680. (b) Tenhaeff, W. E.;
Gleason, K. K. Langmuir 2007, 23, 6624-6630. (c) O'Shaughnessy, W. S.; Mari-Buye, N.;
Borr6s, S.; Gleason, K. K. Macromol. Rapid Commun. 2007, 28, 1877-1882.
[17] Arora, W. J.; Tenhaeff, W. E.; Gleason, K. K.; Barbastathis, G. J. Microelectromech. Syst.
2009, 18, 97-102.
135
[18] Yang, R.; Xu, J.; Ozaydin-Ince, G.; Wong, S. Y.; Gleason, K. K. Chem. Mater. 2011, 23,
1263-1272.
[19] Yagte, J. L.; Gleason, K. K. Soft Matter 2012, 23, 2890-2894.
[20] (a) Bose, R. K.; Heming, A. M.; Lau, K. K. S. Macromol Rapid Commum. 2012, 33, 13751380. (b) Lau, K. K. S.; Gleason, K. K. Macromol. Biosci. 2007, 7, 429-434. (c) OzaydinInce, G.; Gleason, K. K.; Demirel, M. C. Soft Matter 2011, 7, 638-643.
[21] (a) O'Shaughnessy, W. S.; Gao, M.; Gleason, K. K. Langmuir 2006, 22, 7021-7026. (b)
O'Shaughnessy, W. S.; Murthy, S. K.; Edell, D. J.; Gleason, K. K. Biomacromolecules 2007,
8, 2564-2570.
[22] Trujillo, N. J.; Wu, Q.; Gleason, K. K. Adv. Funct. Mater. 2010, 20, 607-616.
[23] Connell, R. A.; Gregor, L. V. J. Electrochem. Soc. 1965, 112, 1198-2000.
[24] Trujillo, N. J.; Baxamusa, S. H.; Gleason, K. K. Chem.Mater. 2009, 21, 742-750.
[25] Asatekin, A.; Gleason, K. K. Nano Lett. 2010, 11, 677-686.
[26] (a) Mizutani, Y. Bull. Chem. Soc. Jap. 1969, 42, 2459-2463. (b) Coutinho, F. M. B.;
Carvalho, D. L.; La Torre Aponte, M. L.; Barbosa, C. C. R. Polymer 2001, 42, 43-48. (c)
Kawabata, N.; Yoshida, J.-i.; Tanigawa, Y. Ind. Eng. Chem. Prod. Res. Dev. 1981, 20, 386390.
[27] (a) Montoneri, E.; Orlandoni, A. M.; Modica, G.; Maffi, S.; Pappalardo, G. C., J. App/.
Polym. Sci. 1987, 34, 2079-2091. (b) Modica, G.; Giuffre, L.; Montoneri, E.; Wendt, H.;
Hofmann, H. Polymer 1984, 25, 1513-1522.
[28] Sigma-Ald rich Co. LLC. Certificate of Analysis, Divinylbenzene, Technical Grade, 80%, Lot
MKBC4100. http://www.sigmaaldrich.com/catalog/CertOfAnalysisPage.do?
symbol=414565&LotNo=MKBC4100&brandTest=ALDRICH (accessed July 2012).
[29] Lee, L. H.; Gleason, K. K. J. Electrochem.Soc. 2008, 155, G78-G86.
[30] Oliver, W. C.; Pharr, G. M. J. Mater. Res. 1992, 7, 1564-1583.
[31] (a) Lin-Vien, D.; Colthup, N. B.; Fateley, W. G.; Grasselli, J. G., In The Handbook of
Infrared and Raman Characteristic Frequencies of Organic Molecules, 1st ed.; Academic
Press: San Diego, 1991; p 74. (b) Rackley, F. A.; Turner, H. S.; Wall, W. F.; Haward, R. N.
J. Polym. Sci. Polym. Phys. Ed. 1974, 12, 1355-1370. (c) Stuurman, H.; K6hler, J.; Jansson,
S.; Litzen, A. Chromatographia 1987,23, 341-349.
[32] (a) Chen, C.; Loch, C. L.; Wang, J.; Chen, Z. The Journal of Physical Chemistry B 2003,107,
10440-10445. (b) McNamara, K. M.; Williams, B. E.; Gleason, K. K.; Scruggs, B. E. J. App/.
Phys. 1994, 76, 2466-2472. (c) Wiberley, S. E.; Bunce, S. C.; Bauer, W. H. Anal. Chem.
1960, 32, 217-221.
136
[33] Goldmann, A. S.; Walther, A.; Nebhani, L.; Joso, R.; Ernst, D.; Loos, K.; Barner-Kowollik,
C.; Barner, L.; MOller, A. H. E., Macromolecules 2009, 42, 3707-3714.
[34] Hubbard, K. L.; Finch, J. A.; Darling, G. D. React. Funct. Polym. 1998, 36, 17-30.
[35] Nyhus, A. K.; Hagen, S.; Berge, A. J. Appl. Polym. Sci. 2000, 76, 152-169.
[36] Cesteros, L. C.; Velada, J. L.; Katime, I. Polymer 1995, 36, 3183-3189.
[37] Panov, V. P.; Kazarin, L. A.; Dubrovin, V. I.; Gusev, V. V.; Kirsh, Y. t. J. Appl. Spectrosc.
1974, 21, 1504-1510.
[38] (a) Christy, A. A.; Nyhus, A. K.; Kvalheim, B. G. 0. M.; Hagen, S.; Schanche, J. S., Appl.
Spectrosc. 1998, 52, 1230-1239. (b) Coppi, S.; Betti, A.; Bighi, C.; Cartoni, G. P.; Coccioli,
F. J. Chromatogr. A. 1988, 442, 97-103.
[39] Smith, B. C., In Fundamentals of Fourier Transform Infrared Spectroscopy, 1 st ed.; CRC
Press: Boca Raton, FL, 1996; p 4.
[40] (a) Walczynski, B.; Kolarz, B. N.; Galina, H. Polym. Commun. 1985, 26, 276-280. (b) Li, W.
H.; Li, K.; St6ver, H. D. H.; Hamielec, A. E. J. Polym. Sci., Part A: Polym. Chem. 1994, 32,
2023-2027.
[41] VanLandingham, M. R. J. Res. Nat. Inst. Stand. Technol. 2003,108, 249-265.
[42] Li, X. D.; Bhushan, B. Mater. Charact. 2002, 48, 11-36.
[43] Newman, S.; Strella, S. J. Appl. Polym. Sci. 1965, 9, 2297-2310.
[44] (a) Okasha, R.; Hild, G.; Rempp, P. Eur. Polym. J. 1979, 15, 975-982. (b) Xie, T.; Hamielec,
A. E. Macromol. Theory Simul. 1993,2, 777-803. (c) Elliott, J. E.; Bowman, C. N.
Macromolecules 1999, 32, 8621-8628.
[45] Baxamusa, S. H.; Gleason, K. K. Chem. Vap. Deposition 2008, 14, 313-318.
[46] Baxamusa, S. H.; Gleason, K. K. Thin Solid Films 2009, 517, 3536-3538.
[47] Onyon, P. F. Trans. Faraday Soc. 1955, 51, 400-412.
[48] Vivaldo-Lima, E.; Hamielec, A. E.; Wood, P. E. Polym. React. Eng. 1994, 2, 87.
[49] Matheson, M. S.; Auer, E. E.; Bevilacqua, E. B.; Hart, E. J. J. Am. Chem. Soc. 1951, 73,
1700-1706.
[50] Grozea, C. M.; Gunari, N.; Finlay, J. A.; Grozea, D.; Callow, M. E.; Callow, J. A.; Lu, Z.-H.;
Walker, G. C. Biomacromolecules 2009, 10, 1004-1012.
[51] Okubo, M.; Minami, H.; Morikawa, K. Colloid Polym. Sci. 2003, 281, 214-219.
137
CHAPTER SIX:
Initiated
Chemical Vapor Deposition of
Selectively Cross-Linked Poly(Vinyl
Cinnamate)
138
Abstract
The first vapor-phase deposition of photo-responsive poly(vinyl cinnamate) (PVCin) is
reported. Initiated Chemical Vapor Deposition (iCVD) was used to synthesize PVCin thin films
with an average thickness of 100 nm. Free radical polymerization and cyclization reactions
competed during the deposition process, with approximately 45% of the vinyl cinnamate repeat
units undergoing cyclization. Exposure to UV light (X=254 nm) induced dimerization (photocross-linking) of the PVCin, which was quantified using Fourier Transform Infrared
spectroscopy. Approximately 90% of the free cinnamate moieties were dimerized at a UV dose
of 300 mJ/cm. 2 PVCin was also incorporated into a copolymer with N-isopropylacrylamide,
which showed a characteristic change in hydrophobicity with increasing temperature. The
copolymer was selectively cross-linked through a mask and reversible patterning was observed
upon submersion in water.
139
6.1 Introduction
Cross-linked polymeric materials can be incorporated into a variety of essential
applications. Cross-linked polymer networks can exhibit self-healing and shape-memory
properties, [1-3] and can be used as electrolyte membranes,
4] tissue
engineering constructs, 5
and platforms for drug delivery.61 Porous cross-linked polymers have been used as capillary
columns for separation processes
[7]
and catalyst frameworks81, while hydrogels have been
incorporated into sensors,1 91 microfluidic devices, 10 and tools for gene delivery?
Cross-linked
polymer thin films have been used as gate dielectrics in inkjet-printed relays, 121 barrier
coatings, [13] and responsive materials for sensors and other devices.1 41 Control of the degree of
cross-linking in such polymers is critical and yields the ability to fine-tune material properties,
including swelling behavior,151 glass transition temperature, 161 and modulus.1 7-1 1 Cross-linking
renders polymers insoluble or intractable, however, making preparation of cross-linked thin
films difficult. Commonly used techniques include using confined solution-phase
polymerization or solution-based post-treatment steps. These processes are often complex,
and the resulting films contain residual solvent that is challenging to fully remove. 191 Surface
tension effects also play a significant role in such solution-based processes, making coating of
micro- or nano-scale topography difficult. 201 The manufacture of multilayer structures and
devices is also hindered by the fact that the solvents used to cast films can dissolve underlying
layers. 211 Additional processing steps, including the application of protective layers, must be
used to prevent this dissolution.221
The difficulties associated with preparing cross-linked thin films are eliminated by using
a vapor-phase process, such as initiated Chemical Vapor Deposition (iCVD).
In this process,
140
vinyl monomer(s) and a thermally labile initiator flow into a vacuum chamber equipped with an
array of heated filaments and a cooled stage. The reactants pass through the filament array,
and initiator radicals are formed. The temperature of the filaments is low enough to prevent
thermal degradation of the monomers. The initiator radicals and monomer(s) adsorb onto
substrates placed on the cooled stage, and free radical polymerization and thin film growth
occur. Cross-linked films can be made by using monomers possessing two or more reactive
groups (e.g. vinyl bonds). iCVD is low-energy technique (0.02-0.12 W/cm 2 ), especially when
compared to other vapor-phase deposition methods, including Plasma Enhanced Chemical
Vapor Deposition (0.13-2.1 W/cm 2)
23 1
Consequently, functional groups present in the
monomer are retained in the polymer. In addition, iCVD does not require the use of solvent.
This eliminates surface tension and de-wetting effects and allows the polymer films to readily
conform to the geometry of any substrate. A variety of unique surfaces have been uniformly
coated to date, including paper, fabric, glass rods, nanotube forests, microparticles, membrane
pores, microfluidic devices, and trenches.[20' 24-26] Such surfaces are generally incompatible with
solution-based coating processes. The lack of solvent also facilitates the synthesis of unique
films and structures, including sequential layers of hydrophobic and hydrophilic polymers,
copolymers made from monomers without a common solvent, and highly insoluble, crosslinked polymer films. [20,25, 27-291
The iCVD process has been used to synthesize a wide range of cross-linked polymer
films. Recently, we described the deposition and characterization of controllably cross-linked
poly(divinylbenzene) homo- and copolymer films.[301 The copolymer described in this work was
then functionalized with a zwitterionic species and used as a chlorine-resistant antifouling
141
coating for reverse osmosis membranes.13 1 1 Divinylbenzene has also been used as a crosslinking molecule in fluorinated iCVD films; significantly, the monomers used in this work lack a
common solvent and cannot be easily copolymerized using solution-based methods. A dry
post-annealing step yielded excellent control over the extent of cross-linking and contact angle
hysteresis of the films.132 1 Additionally, cross-linked, fluorinated iCVD films have been used as
barrier coatings to increase the chemical compatibility of microfluidic devices.3 31 The iCVD
process has also been used to deposit highly cross-linked polymer films useful as biopassive
coatings, 3 41 responsive materials in sensors,[35 and materials for controlled-release
applications. [36-381
This work reports the first vapor-phase synthesis of poly(vinyl cinnamate) (PVCin) thin
films. PVCin is a photo-responsive polymer first used as an early negative photoresist.[39-41]
Recently, PVCin and cinnamate groups have been incorporated into Janus core and shell
microfibers,[ 42 ] constructs for DNA photolithography, 431 and Bragg mirror decoys for emerald
ash borers. 1441 iCVD PVCin films were synthesized using the vinyl cinnamate monomer (VCin,
Figure 6-1A). The resulting polymer (structure 2, Figure 6-1B), undergoes a dimerization
reaction upon exposure to UV light (A=254 nm, Figure 6-1B).1 411 The extent of dimerization
depends on the UV dose used. 45' 46 This photoreaction cross-links the polymer chains and is
unique in that it requires little molecular mobility and can occur in the solid state.1 471 VCin is a
particularly attractive monomer for the iCVD process because it can be readily incorporated
into a variety of polymer thin films and provides the ability to selectively cross-link the films
post-deposition using an all-dry process. Potential uses of this chemistry are demonstrated by
incorporating VCin into a copolymer with N-isopropylacrylamide (NIPAAm). Reversible
142
patterning is demonstrated by submerging a selectively cross-linked film in water; the
patterned microstructures have potential uses as antifouling surfaces or responsive
components for sensing devices.
0
A
\ /
hv
B
2
1
2
0
0
R
D
C-
R
o 0
0
,R
R'O
2
D
00 n
0
3
m
NH
Figure 6- 1. Structures and reactions associated with the vinyl cinnamate chemistry. A) Vinyl cinnamate monomer
(VCin) used to synthesize poly(vinyl cinnamate) (PVCin). B) Dimerization of PVCin upon exposure to UV light (X=254
nm). C) Cyclization of VCin occurs concurrently with free radical polymerization. D) Copolymer of VCin and Nisopropylacrylamide (P(VCin-co-NIPAAm)).
143
6.2 Experimental Section
Polymer thin films were deposited on 100 mm-diameter silicon wafers and quartz slides
using a custom-built vacuum reactor described elsewhere.[ 48 1 All reactants and a PVCin standard
were purchased from Sigma Aldrich and used as received. VCin (> 95%) was heated to 80 *C
and delivered to the reactor at a flow rate of 0.03 sccm. Tert-butyl peroxide (TBPO) initiator was
maintained at ambient temperature and delivered to the reactor at a flow rate of 1 sccm. The
temperature of the substrate and filament were 40 and 230 *C, respectively, and the reaction
pressure was 500 mTorr. For the copolymerization depositions, N-isopropylacrylamide
(NIPAAm, 97%) was heated to 75*C and delivered at a flow rate of 0.25 sccm. The temperature
and flow rate of VCin were 80 *C and 0.01 sccm, respectively. The flow rate of TBPO was 1 sccm.
The substrate and filament temperatures and the reaction pressure were the same as for the
homopolymer depositions.
PVCin-containing films were exposed at 254 nm with a handheld UV lamp (UVG-54,
Ultra Violet Products). The irradiation at the surface of the films was approximately 170
W/cm2, as measured with a J-225 Blak-Ray UV intensity meter.
Polymer film thicknesses were measured using a JA Woollam M-2000 variable angle
spectroscopic ellipsometer at incident angles of 65, 70, and 75.0 Data were fit to a CauchyUrbach isotropic model. The average thickness of the PVCin films was 100 nm, and the average
thickness of the copolymer films was 75 nm. Fourier Transform Infrared (FTIR) spectra were
obtained using a Thermo Nicolet Nexus 870 spectrometer operated in transmission mode with
a deuterated triglycine sulfate KBr detector. Baseline-corrected spectra were collected over
400-4000 cm
1
at 4 cm
1
resolution, averaged over 256 scans, and normalized by film thickness.
144
Optical absorption was characterized using a Cary 5000 UV-visible spectrophotometer. Images
were recorded using an Olympus CX-41 optical microscope. Contact angle measurements were
obtained using the sessile drop technique performed on a goniometer equipped with an
automatic dispenser (Rame-Hart, Model 500). The samples were soaked in DI water for 2 hours
prior to analysis, then dried with clean, dry air. Measurements at 45 *C were obtained by
heating the goniometer stage with resistive heaters powered by a variable transformer.
Thermocouples were used to measure the temperature at multiple positions along the stage.
Samples were placed on the heated stage 10 minutes before taking measurements, and the DI
water used for the measurements was also heated to 45 *C. Atomic Force Microscopy (AFM)
images were obtained using a Veeco Dimension 3100 scanning probe microscope with
Dimension V controller, operated in tapping mode.
6.3 Results and Discussion
6.3.1 Characterization of Poly(Vinyl Cinnamate) Homopolymer
Fourier Transform Infrared spectroscopy confirms successful synthesis of PVCin using
iCVD (Figure 6-2A). The peak at 1637 cm~1 is attributed to exocyclic C=C stretching in the
cinnamate moieties. Bands corresponding to aromatic C=H and C-C stretching are observed at
767 cm
1 and
703 cm~1, respectively.14 9 , 0 1 A peak at 1710 cm~1 corresponds to C=O stretching in
unsaturated ester functionalities of undimerized VCin repeat units (structure 1, Figure 6-1).
4
1
Peaks at 2880-2960 cm~1 are due to CH 2 stretching in the backbone of the PVCin chain and
confirm that polymerization has occurred.15 11 Additionally, we note the absence of a peak at
approximately 900 cm 1, confirming successful polymerization of the vinyl bonds in the VCin
monomer. 5 0' The FTIR spectrum of PVCin also exhibits a peak at 1773 cm~1. This is not
145
observed in the spectrum of PVCin synthesized using the more traditional route of reacting
cinnamoyl chloride with poly(vinyl alcohol).141 451 The additional peak corresponds to C=O
stretching in y-butyrolactone moieties. This species results from a cyclization reaction, which
occurs simultaneously with free radical polymerization from the vinyl cinnamate monomer.5
21
The 5-endo-trig cyclization mechanism used to form the lactone species is shown in Figure 6-1C.
The resulting lactone radicals (structure 3) can participate in free radical polymerization or
additional cyclization reactions.
Exposing iCVD PVCin at A=254 nm (50-300 mJ/cm 2 ) results in the dimerization of
cinnamate moieties to form cross-links, as shown in Figure 6-1B. The as-deposited film exhibits
a sharp peak at 1710 cm
1
in the FTIR spectrum, corresponding to unsaturated ester moieties
(Figure 6-2B, 0 min). This peak decreases as the film is subjected to increasing UV dosage, while
a peak at 1735 cm 1 , corresponding to saturated esters in vinyl cinnamate dimers (Figure 6-1B,
structure 2), increases in intensity. 451 A trace of the 1735 cm 1 peak can be observed as a
shoulder in the as-deposited film, indicating that limited dimerization (cross-linking) occurs
during the iCVD process. This is likely a result of background UV exposure or the heating of the
cinnamate monomer required to achieve a suitable flow rate. It is further confirmed by the
insolubility of as-deposited PVCin in suitable solvents. The intensity of the exocyclic C=C peak
at 1637 cm
1
also decreases with UV exposure, illustrating the change from undimerized
cinnamate groups with unsaturated esters to cross-linked species with saturated C-C bonds
(Figure 6-1B).[ 45' 5 2 1 UV-visible spectra of the irradiated films indicate a decrease in the C=C
absorption peak centered at A=280 nm (Figure 6-2C), further confirming dimerization. The
absence of an isosbestic point at A = 250 nm indicates that isomerization reactions of the
146
cinnamate moieties are negligible in iCVD PVCin, as noted previously with thin films of this
polymer. [53, 541
A
PVCin
PNIPAAm
P(VCin-co-NIPAAm)
aa
3600
aa
I I
~
a
1800
3000
3300
I
a
a
I
a
1500
a
I
a
a
I
a
5 00
900
1200
a
Wavenumbers (cm')
Exposure Dose
(mJlcm)
-0
B
C
Exposure Dose
(mJlcm)
-0
-50
-50
-100
--
300
-100
-300
G)
C.)
CU
-e
0
C')
.0
1850
1800
1750
1700
Wavenumbers (cm")
1650
1600
250
300
350
Wavelength (nm)
Figure 6- 2. A) Fourier Transform Infrared (FTIR) spectra indicate successful polymerization of iCVD poly(vinyl
cinnamate) (PVCin) and a copolymer of PVCin and N-isopropylacryamide (P(VCin-co-NIPAAm)). Characteristic peaks
4
of VCin are observed at 703, 767, and 1710 cm'.[ s, 4 s Polymerization is confirmed by the presence of peaks at
511
additionally, there is no evidence of unreacted
2880-2960 cm 1 due to CH 2 stretching in the polymer backbone;
1 501
vinyl bonds at 903 cm .[ The P(VCin-co-NIPAAm) spectrum contains characteristic peaks of the constituent
polymers, PVCin and poly(N-isopropylacrylamide) (PNIPAAm). B) FTIR spectra of irradiated PVCin films confirm that
the extent of the cross-linking dimerization reaction increases with UV exposure. C) UV-visible spectra of irradiated
PVCin films further confirm dimerization. All results are normalized by film thickness.
147
6.3.2 Extent of Cyclization and Dimerization Reactions
The extent of reaction of the exocyclic C=C bonds can be quantified using the BeerLambert equation, which relates absorbance, A, to absorptivity, a, pathlength, b, and
concentration, c:[ 551
(6-1)
A = abc
Absorbance is obtained from measuring the area under a specific peak in the FTIR
spectrum. Absorptivity can be described as a proportionality constant between absorbance and
concentration and is a physical property for a specific molecule and wavenumber. Pathlength is
the thickness of the polymer film. 551 We consider a commercial sample of high-purity PVCin
produced using the conventional method. Comparing the absorbance of the peak at 1637 cm 1
(exocyclic C=C stretching) to that at 767 cm
1
(aromatic C-H stretching) yields the following
relationship:
A67
a637
A767
a767
Cexocyclic C=C bonds
(6-2)
\Caromatic rings
Pathlength is canceled from the equation because only one sample is being considered.
Assuming that the standard is "perfect," that is, that there is one exocyclic C=C bond for each
aromatic ring, allows us to directly calculate a ratio of absorptivities, r = al 63 7/67 , from the
areas measured under the corresponding peaks. This assumption is reasonable because the
spectrum for the standard does not contain peaks at 1773 or 1735 cm 1 , indicating cyclization
and dimerization have not occurred. We find that r = 1.59 for the PVCin standard. This value
and the areas under the peaks at 1637 and 767 cm
1
in the iCVD PVCin spectrum can be
148
substituted into Equation 6-1 and used to calculate the ratio of exocyclic C=C bonds to aromatic
rings:
A1637
Cexocyclic C=C bonds
A767
Caromaticrings
(6-3)
Again, pathlength is canceled from the equation. We find that the ratio of exocyclic C=C bonds
to aromatic rings in iCVD PVCin is 0.56. This implies that 44% of the cinnamate groups have
undergone dimerization or cyclization reactions during iCVD; the intensity of the peak at 1773
cm
1
suggests that the cyclization reaction is significantly more dominant.
Equation 6-1 can also be used to quantify the extent of dimerization with UV exposure.
Comparing the absorbance at 1637 cm- for as-deposited (AD) and irradiated (IR) films and
rearranging the equation yields:
(CexocyclicC=Cbonds) JR
_b__IR
-kbA16R
(Cexocyclic C=C bonds)AD
(b 1637
(6-4)
)AD
Spectroscopic ellipsometry confirms that film thickness (b) does not change appreciably upon
UV exposure. Substituting the measured film thicknesses and peak areas into Equation 6-4 gives
the fraction of exocyclic C=C bonds remaining after UV exposure. Subtracting these results
from 1 and multiplying by 100 gives the yield of the UV cross-linking reaction. These results are
included in Table 6-1. It is important to note that these values do not include the depletion of
exocyclic C=C during iCVD (calculated above to be 44 %).
The increase in dimerization with UV
exposure indicates that cross-linking in iCVD PVCin-containing films can be selectively
enhanced. The peak at 1773 cm~1, corresponding to the concentration of the lactone product
149
of cyclization, remains unchanged during irradiation (Figure 6-2B); thus, it can be assumed that
the decrease in exocylic C=C bonds is solely due to dimerization.
Table 6- 1. Cross-linking of undimerized VCin repeat units upon UV exposure.
UV Dose
Yield
(mJ/cm 2 )
0
(%)
0
50
49
100
76
300
89
6.3.3 Vinyl Cinnamate Copolymer
VCin was incorporated into a copolymer with N-isopropylacrylamide (NIPAAm). The FTIR
spectra of iCVD poly(N-isopropylacrylamide) (PNIPAAm) and the copolymer (P(VCin-coNIPAAm)) are included in Figure 6-2A. The copolymer spectrum contains contributions from
both VCin and NIPAAm. Characteristic peaks of VCin are observed at 703, 767, 1710, and 1773
cm 1 . Peaks attributed to NIPAAm are visible at 1460, 1647, and 3310 cm and can be
attributed to symmetric deformation of -C(CH 3) 2 groups, C=O stretching, and N-H stretching,
respectively. A peak at 1550 cm
1
results from N-H bending and C-H stretching in NIPAAm
moieties. 56 1 The P(VCin-co-NIPAAm) film is insoluble in room temperature (20 *C) water; this
confirms successful copolymerization of VCin and NIPAAm moieties, as iCVD PNIPAAm is highly
soluble in water at this temperature.
The composition of the copolymer was quantified using Equation 6-1. By comparing the
absorbance of the N-H stretching peak at 3310 cm' in the PNIPAAm and copolymer spectra, the
composition of NIPAAm in the copolymer can be determined:
A 3 3 1 0 PNIPAAm
A33
10
P(VCin-co-NIPAAM)
(bc)PNIPAAm
(6-5)
(bC)P(VCin-co-NIPAAm)
150
Substituting in the film thicknesses and
CPNIPAAm
(100%) and solving for
CP(VCin-co-NIPAAm)
yields a
film composition of 45% NIPAAm and 55% VCin. Upon irradiation, FTIR spectra of copolymer
films exhibit changes at 1710 and 1735 cm-1 essentially identical to those observed in the
spectra of PVCin films (data not shown). This confirms that the dimerization reaction also
occurs in the copolymer. The extent of the dimerization reaction cannot be explicitly quantified
in the copolymer, as the C=C peak at 1637 cm
1 overlaps
with the NIPAAm C=O stretch at 1647
cm 1 .
PNIPAAm is a temperature-responsive polymer, exhibiting a lower critical solution
temperature (LCST) between 27-32 oC.20, 57] Below this temperature, PNIPAAm is hydrophilicin an aqueous environment, intermolecular hydrogen bonding occurs between NIPAAm and
water, and the polymer chains take on an expanded configuration. Above the LCST, PNIPAAm
becomes hydrophobic. Intramolecular hydrogen bonding is observed in the NIPAAm moieties,
and the polymer chains collapse.1581 Advancing and receding contact angles were used to
confirm the presence of a LCST in iCVD P(VCin-co-NIPAAm). The advancing contact angles (Oadv)
of the films remain relatively constant with UV exposure and temperature (Figure 6-3). The
receding contact angles (Orec) increase with temperature for the as-deposited and irradiated
films, indicating a transition to a more hydrophobic state and confirming the presence of an
LCST between 23 and 450C. The copolymer retains the temperature-responsive properties of
the NIPAAm, in addition to exhibiting the light-responsive properties of VCin. The magnitude of
the change in contact angle is smaller than what is commonly observed; this is likely the result
of the high concentration of PVCin in the copolymer, which dampens the temperature response
and restricts the mobility of the polymer chains. The response observed for iCVD P(VCin-co-
151
NIPAAm) differs from that measured for other PNIPAAm films, in which Orecwas relatively
constant and ®advincreased with temperature.159 '
601A
response similar to that of iCVD P(VCin-
co-NIPAAm) was observed for copolymers of NIPAAm and N((dimethylamino)propyl)acrylamide adsorbed on mica. Those results were validated using force
measurements. Discrepancies with results reported for other films are believed to be the result
of different contact angle measurement techniques.57 ]
The contact angle hysteresis, defined as AO=
Oadvi Orec,
also provides insight into the
properties of iCVD (PVCin-co-NIPAAm). When there is sufficient mobility to undergo
molecular-level reconstruction events, such as the reorientation of pendent side groups, the
surface state of the polymer films tends to equilibrate with the surrounding medium. To lower
the surface energy in air, hydrophobic groups are favored at the surface. Submersion in water
enables the chains to reorient, pushing hydrophilic groups toward the surface and lowering the
contact angle (Orec).[19] We find that AO decreases with increasing temperature (Figure 6-3); this
result is consistent with Schmitt et al., who noted that chain reorientation was slower at higher
temperatures due to increased polymer-polymer interaction.5
7
]
Fig. 6-4 reveals that the as-deposited copolymer film is quite smooth but becomes
rougher with increasing UV exposure. At the highest UV dosage, pitting is observed on the
surface. Thus, in the UV-exposed films, both the surface morphology and reconstruction will
impact the observed hysteresis. With increasing UV dosage, the film becomes more highly
cross-linked and has a reduced ability to undergo reconstruction. However, we observe an
increase in hysteresis with UV exposure, suggesting the dominant factor is the rougher surface
morphology.[ 61]
152
45*C
23*C
90
0
80
C
X
70
60
C
0
50
20
0
100 300
0
100 300
Exposure Dose (mJcm2)
Figure 6- 3. Effect of temperature and UV exposure dose on advancing
(Oadv)
and receding (Oec) contact angles of
iCVD P(VCin-co-NIPAAm).
UV Dose:
0 mJ/cm 2
100 mJ/cm 2
300 mJ/cm 2
0.465 nm
0.539 nm
4.25 nm
± 20 nm
RMS Roughness
(nm):
Figure 6- 4. Atomic force micrographs illustrate increased roughness of P(VCin-co-NIPAAm) with UV exposure.
P(VCin-co-NIPAAm) films were masked with transmission electron microscopy grids and
exposed at A=254 nm (100 mJ/cm 2 ). Patterns were observed when the films were submerged in
20 *C water due to swelling of the hydrophilic film (Figure 6-5A, B). Swelling is restricted in the
exposed regions due to increased cross-linking of the cinnamate moieties. This effect is
153
reversible; patterns disappear when the sample is dried (Figure 6-5C), and reappear when the
sample is re-submerged in water (Figure 6-5D). These responsive, textured structures could
potentially be used to create microfluidic valves'62 , 63], tools for biological research,[ 64 ' 65] or as
antifouling surfaces to prevent microbial growth. 66' 6
200
Figure 6- 5. (A, B) Optical micrographs depicting patterning of selectively cross-linked P(VCin-co-NIPAAm) upon
submersion in 20 C water. C) The patterning is reversible and disappears when the sample is dried. D)
Reappearance of patterns upon re-submersion.
6.4 Conclusion
Light-responsive PVCin films have been deposited using iCVD, an all-dry, vapor-phase
deposition process. The VCin monomer undergoes simultaneous free radical polymerization
and cyclization during the deposition, with the latter reaction accounting for approximately
45% of the vinyl cinnamate repeat units. iCVD PVCin can be selectively cross-linked upon
exposure at X=254 nm, with the cinnamate moieties undergoing solid-state dimerization. This
reaction is nearly complete at an exposure dose of 300 mJ/cm2 . VCin was also incorporated into
154
a copolymer with N-isopropylacrylamide. The P(VCin-co-NIPAAm) film exhibited the
temperature-responsive properties of PNIPAAm-namely, increasing hydrophobicity with
temperature--as well as the light-responsive properties of PVCin. Reversible patterning was
demonstrated upon submerging masked and exposed copolymer films in water. Using the iCVD
process, VCin can be readily incorporated into a variety of polymer thin films, providing the
ability to selectively enhance the cross-linking density while retaining desirable properties of
the comonomer.
6.5 Acknowledgements
We thank Dr. B. Reeja Jayan and David Borrelli for assistance with UV-visible
spectroscopy measurements. This work was supported by the MIT Institute for Solider
Nanotechnologies (ISN) under Contract DAAD-19-02D-002 with the U.S. Army Research Office.
6.6 References
[1]
Y. Amamoto, J. Kamada, H. Otsuka, A. Takahara, K. Matyjaszewski, Angewandte Chemie
International Edition 2011, 50, 1660.
[2]
F. Ghezzo, D. R. Smith, T. N. Starr, T. Perram, A. F. Starr, T. K. Darlington, R. K. Baldwin, S.
J. Oldenburg, Journal of Composite Materials 2010, 44, 1587.
[3]
J. R. Kumpfer, S. J. Rowan, Journalof the American Chemical Society 2011, 133, 12866.
[4]
G. Merle, S. S. Hosseiny, M. Wessling, K. Nijmeijer, Journal of Membrane Science 2012,
409-410, 191.
[5]
L. Nivison-Smith, J. Rnjak, A. S. Weiss, Acta Biomaterialia 2010, 6, 354.
[6]
J.-H. Ryu, R. T. Chacko, S. Jiwpanich, S. Bickerton, R. P. Babu, S. Thayumanavan, Journal
of the American Chemical Society 2010, 132, 17227.
155
[7]
1.Nischang, I. Teasdale, 0. BrUggemann, Analytical and Bioanalytical Chemistry 2011,
400,2289.
[8]
Z. Xie, C. Wang, K. E. deKrafft, W. Lin, Journal of the American Chemical Society 2011,
133, 2056.
[9]
D. Buenger, F. Topuz, J. Groll, Progress in Polymer Science 2012, 37, 1678.
[10
M. R. Romero, R. D. Arrua, C. 1.Alvarez Igarzabal, E. F. Hilder, Sensors and Actuators B:
Chemical 2013, 188, 176.
[11]
M. E. Kidd, S. Shin, L. D. Shea, Journal of Controlled Release 2012, 157, 80.
[12]
E. S. Park, Y. Chen, T.-J. K. Liu, V. Subramanian, Nano Letters 2013, 13, 5355.
[13]
A. M. Coclite, K. K. Gleason, Journal of Applied Physics 2012, 111.
[14]
E. Verploegen, A. N. Sokolov, B. Akgun, S. K. Satija, P. Wei, D. Kim, M. T. Kapelewski, Z.
Bao, M. F. Toney, Chemistry of Materials 2013, 25, 5018.
[15]
K. S. Oh, J. S. Oh, H. S. Choi, Y. C. Bae, Macromolecules 1998, 31, 7328.
[16]
A. Shefer, M. Gottlieb, Macromolecules 1992, 25, 4036.
[17]
A. Schneider, G. Francius, R. Obeid, P. Schwinte, J. Hemmerle, B. Frisch, P. Schaaf, J.-C.
Voegel, B. Senger, C. Picart, Langmuir 2005, 22, 1193.
[18]
T. Haramina, R. Kirchheim, Macromolecules 2007, 40, 4211.
[19]
K. Chan, K. K. Gleason, Langmuir 2005, 21, 8930.
[20]
M. E. Alf, A. Asatekin, M. C. Barr, S. H. Baxamusa, H. Chelawat, G. Ozaydin-Ince, C. D.
Petruczok, R. Sreenivasan, W. E. Tenhaeff, N. J. Trujillo, S. Vaddiraju, J. Xu, K. K. Gleason,
Advanced Materials 2010, 22, 1993.
[21]
S. G. Im, K. W. Bong, B.-S. Kim, S. H. Baxamusa, P. T. Hammond, P. S. Doyle, K. K.
Gleason, Journal of the American Chemical Society 2008, 130, 14424.
[22]
Z.-L. Zhou, X. Sheng, K. Nauka, L. Zhao, G. Gibson, S. Lam, C. C. Yang, J. Brug, R. Elder,
Applied Physics Letters 2010, 96.
[23]
N. J. Trujillo, S. H. Baxamusa, K. K. Gleason, Chemistry of Materials 2009, 21, 742.
[24]
A. Asatekin, K. K. Gleason, Nano Letters 2010, 11, 677.
156
[25]
C. D. Petruczok, K. K. Gleason, Advanced Materials 2012, 24, 6445.
[26]
P. Kwong, M. Gupta, Analytical Chemistry 2012, 84, 10129.
[27]
W. S. O'Shaughnessy, N. Mari-Buye, S. Borr6s, K. K. Gleason, Macromolecular Rapid
Communications 2007, 28, 1877.
[28]
K. K. S. Lau, K. K. Gleason, Thin Solid Films 2008, 516, 678.
[29]
W. E. Tenhaeff, K. K. Gleason, Langmuir 2007, 23, 6624.
[30]
C. D. Petruczok, R. Yang, K. K. Gleason, Macromolecules 2013, 46, 1832.
[31]
R. Yang, H. Jang, R. Stocker, K. K. Gleason, Advanced Materials 2014, in press.
[32]
J. L. Yag0e, K. K. Gleason, Macromolecules 2013, 46, 6548.
[33]
C. T. Riche, B. C. Marin, N. Malmstadt, M. Gupta, Lab on a Chip 2011, 11, 3049.
[34]
W. S. O'Shaughnessy, S. K. Murthy, D. J. Edell, K. K. Gleason, Biomacromolecules 2007, 8,
2564.
[35]
W. J. Arora, W. E. Tenhaeff, K. K. Gleason, G. Barbastathis, Journal of
Microelectromechanical Systems 2009, 18, 97.
[36]
R. K. Bose, A. M. Hem ing, K. K. S. Lau, Macromolecular Rapid Communications 2012, 33,
1375.
[37]
S. J. P. McInnes, E. J. Szili, S. A. Al-Bataineh, J. Xu, M. E. Alf, K. K. Gleason, R. D. Short, N.
H. Voelcker, ACS Applied Materials & Interfaces 2012, 4, 3566.
[38]
G. Ozaydin-Ince, J. M. Dubach, K. K. Gleason, H. A. Clark, Proceedings of the National
Academy of Sciences 2011, 108, 2656.
[39]
E. M. Robertson, W. P. van Deusen, L. M. Minsk, Journal of Applied Polymer Science
1959, 2, 308.
[40]
A. Jules, Fabrication of Semiconductor Devices. Bell Telephone Labor Inc, assignee. U.S.
Patent 3122817 A. 3 Mar. 1964.
[41]
M. Chanda, S. K. Roy, Plastics Technology Handbook, 4 ed. Taylor & Francis, 2006, 453, 5-59.
157
[42]
K. J. Lee, T.-H. Park, S. Hwang, J. Yoon, J. Lahann, Langmuir 2013, 29, 6181.
[43]
L. Feng, J. Romulus, M. Li, R. Sha, J. Royer, K.-T. Wu, Q. Xu, N. C. Seeman, M. Weck, P.
Chaikin, Nature Materials 2013, 12, 747.
[44]
D. P. Pulsifer, A. Lakhtakia, M. S. Narkhede, M. J. Domingue, B. G. Post, J. Kumar, R. J.
Martin-Palma, T. C. Baker, Journal of Bionic Engineering 2013, 10, 129.
[45]
Y. Ni, S. Zheng, Chemistry of Materials 2004, 16, 5141.
[46]
M. M. Coleman, Y. Hu, M. Sobkowiak, P. C. Painter, Journal of Polymer Science Part B:
Polymer Physics 1998, 36, 1579.
[47]
A. Ravve, in Light-Associated Reactions of Synthetic Polymers, Springer: New York,
2006, 203.
[48]
G. Ozaydin-Ince, K. K. Gleason, Journal of Vacuum Science and Technology A 2009, 27,
1135.
[49]
G. Sebe, F. Ham-Pichavant, G. Pecastaings, Biomacromolecules 2013, 14, 2937.
[50]
D. Lin-Vien, N. B. Colthup, W. G. Fateley, J. G. Grasselli, in The Handbook of Infrared and
Raman Characteristic Frequencies of Organic Molecules, 1st ed. Academic Press: San
Diego 1991, 74, 279.
[51]
K. M. McNamara, B. E. Williams, K. K. Gleason, B. E. Scruggs, Journal of Applied Physics
1994, 76, 2466.
[52]
J. Roovers, G. Smets, Die Makromolekulare Chemie 1963, 60, 89.
[53]
P. L. Egerton, E. Pitts, A. Reiser, Macromolecules 1981, 14, 95.
[54]
R. B. Frings, W. Schnabel, Polymer Photochemistry 1983, 3, 325.
[55]
B. C. Smith, In Fundamentals of Fourier Transform Infrared Spectroscopy, 1 s ed. CRC
Press: Boca Raton 1996, 4.
[56]
Y. Maeda, T. Higuchi, I. Ikeda, Langmuir 2000, 16, 7503.
[57]
F. J. Schmitt, C. Park, J. Simon, H. Ringsdorf, J. Israelachvili, Langmuir 1998, 14, 2838.
[58]
T. Sun, G. Wang, L. Feng, B. Liu, Y. Ma, L. Jiang, D. Zhu, Angewandte Chemie
International Edition 2004, 43, 357.
158
[59]
Liang, X. Feng, J. Liu, P. C. Rieke, G. E. Fryxell, Macromolecules 1998, 31, 7845.
[60]
Liang, P. C. Rieke, G. E. Fryxell, J. Liu, M. H. Engehard, K. L. Alford, Journal of Physical
Chemistry B 2000, 104, 11667.
[61]
M. Morra, E. Occhiello, F. Garbassi, Langmuir 1989, 5, 872.
[62]
D. J. Beebe, J. S. Moore, J. M. Bauer, Q. Yu, R. H. Liu, C. Devadoss, B.-H. Jo, Nature 2000,
404, 588.
[63]
W. 0. Kwang, H. A. Chong, Journal of Micromechanics and Microengineering 2006, 16,
R13.
[64]
E. N. Chiang, R. Dong, C. K. Ober, B. A. Baird, Langmuir 2011, 27, 7016.
[65]
A. Revzin, R. G. Tompkins, M. Toner, Langmuir 2003, 19, 9855.
[66]
M. L. Carman, T. G. Estes, A. W. Feinberg, J. F. Schumacher, W. Wilkerson, L. H. Wilson,
M. E. Callow, J. A. Callow, A. B. Brennan, Biofouling 2006, 22, 11.
[67]
C. M. Kirschner, A. B. Brennan, Annual Review of Materials Research 2012, 42, 211.
159
CHAPTER SEVEN:
Conclusions
160
161
Initiated Chemical Vapor Deposition (iCVD) is a simple, scalable, and versatile method
for depositing uniform polymer thin films on a variety of substrates. This thesis outlined the
development of processes and materials to further enable use of iCVD for industrial
applications. CHAPTERS TWO and THREE explored novel patterning techniques for iCVD thin
films. The ability to pattern polymer thin films is essential to facilitate their application in
devices. CHAPTER TWO described a method for patterning micro- and nanoscale features of
iCVD films on planar surfaces. The method was chemically non-specific and was used to
pattern multiple iCVD polymers. Patterned features of poly(4-vinylpyridine) were incorporated
into microscale resistive sensors, which exhibited a fast and selective responsive in the
presence of nitroaromatic explosives. CHAPTER THREE described a method for patterning iCVD
polymer microstructures on highly curved surfaces. This is the first technique used to achieve
patterning on such architectures. The method exploited the conformality inherent to the iCVD
process and was based on photolithographic techniques. Non-planar substrates were
uniformly coated with iCVD poly(4-vinylpyridine), post-functionalized with a photoactive
species, and exposed to ultraviolet light through a flexible photomask. The resolution and
sensitivity of the iCVD-based photoresist were comparable to those of commercial products. In
addition, this system was used to pattern bifunctional surfaces and metal features.
iCVD is typically run as a semi-continuous process. In CHAPTER FOUR, a new batch
process configuration was investigated. The batch process greatly limited the use of expensive
and corrosive reactants. Reaction yield was improved by one to two orders of magnitude for
several different film chemistries. The batch-deposited films exhibited the chemical
162
functionality and film conformality typical of the standard iCVD process. Additionally, film
thickness and deposition rates were finely tuned simply by altering the deposition pressure.
CHAPTERS FIVE and SIX focused on the characterization of iCVD cross-linking
chemistries. The ability to controllably and quantifiably adjust the cross-linking density of a
polymer film allows one to fine-tune the properties of the material, including modulus, glass
transition temperature, and solubility. The development of new cross-linking chemistries
further enhances the versatility of iCVD, as these cross-linking molecules can be incorporated
into any iCVD thin film. CHAPTER FIVE described the synthesis and characterization of iCVD
poly(divinylbenzene) and poly(4-vinylpyridine-co-divinylbenzene) films. This work detailed the
first vapor-phase synthesis of this copolymer, which is an industrially relevant polymer most
commonly found in ion exchange membranes. The degree of cross-linking in the films was
quantified using spectroscopic methods. The degree of cross-linking was unaffected by changes
in initiator concentration, but was tightly controlled in the copolymer by altering the flow rate
of divinylbenzene monomer. This enabled subsequent tuning of the elastic moduli of the films.
CHAPTER SIX detailed the first vapor-phase synthesis of light-responsive poly(vinyl cinnamate)
thin films. The cross-linking density of this polymer increased upon exposure to ultraviolet light
and was again quantified using spectroscopic methods. Vinyl cinnamate was also incorporated
into a copolymer with N-isopropylacrylamide, and the light and temperature-responsive
properties of this material were confirmed.
Some of the processes and chemistries described in this thesis have already been
utilized in new applications. The microscale sensor work (CHAPTER TWO) is continuing in a
163
different context-sensors for detecting volatile organic compounds are currently under
development. The closed batch iCVD process (CHAPTER FOUR) is being used to deposit
conformal and pinhole-free electrolytes for lithium-ion batteries. iCVD poly(divinylbenzene)
(CHAPTER FIVE) is being used as a protective encapsulant for polymer thin film solar cells.
Divinylbenzene has also been copolymerized with a fluorinated monomer and used as a coating
for heat transfer substrates. The iCVD coating promotes dropwise condensation, dramatically
increasing the heat transfer coefficient of these surfaces.!
The copolymer of divinylbenzene
and 4-vinylpyridine has been functionalized with a zwitterionic moiety and used as chlorineresistant anti-fouling coatings for desalination membranes. 2 1
Additional projects benefitting from further study are the non-planar patterning method
of CHAPTER THREE and the vinyl cinnamate chemistry of CHAPTER SIX. The patterning method
would profit from use in a real-world application requiring the generation of microscale
features on curved surfaces. Unlike conventional, solution-based photoresists, which exhibit
surface tension and dewetting effects, the iCVD-based resist of CHAPTER THREE can be
uniformly deposited on any surface and used to pattern delicate, textured, curved and
hydrophobic substrates. Potential applications include optical devices, including polarizers and
cameras made of patterned, curved lenses. Microscale patterns have also been used as anti-fog
or reflective lens coatings. The iCVD patterning process enables patterning on concave and
convex surfaces, as well as the inside of transparent channels. Consequently, it has excellent
potential as a method for creating features in microfluidic devices, including responsive valves.
164
The vinyl cinnamate chemistry enables any iCVD film to exhibit photoresponsive crosslinking. Recently, the iCVD process was used to generate surface micro-topographies via a
sequential wrinkling process. iCVD films were deposited onto stretched polydimethylsiloxane
substrates; textured surfaces of iCVD polymers were formed when the tension in the underlying
substrates was released.
Incorporating vinyl cinnamate into the iCVD polymer layer would
allow the film to be selectively cross-linked upon exposure to ultraviolet light. The resulting
stress generation could significantly alter the wrinkled patterns and enable greater control over
the micro-topography. The ability to dramatically and controllably alter the surface texture
would facilitate use of this process in new applications. For example, the ability to reduce the
feature size of the wrinkles into the sub-micron range could enable the development of visiblerange photonic structures.
References
[1]
A. T. Paxson, J. L. Yag0e, K. K. Gleason, K. K. Varanasi, Advanced Materials 2014, 26, 418.
[2]
R. Yang, H. Jang, R. Stocker, K. K. Gleason, Advanced Materials 2014, in press.
[3]
J. Yin, J. L. Yag0e, D. Eggenspieler, K. K. Gleason, M. C. Boyce, Advanced Materials, 2012,
24, 4551.
165
APPENDIX A:
Supporting
Information for CHAPTER FIVE
166
A.1 Tables of Intermediate Values
Table A- 1. Intermediate values used for calculation of the degree of cross-linking in the H series of PDVB
homopolymer. The average thickness of these samples was 350 nm.
Am/Apa
ym/ypb
Ym,DVBC
Av/Am ad
H1
2.74
1.78
51.9%
1.10
H2
2.95
1.92
53.2%
1.06
H3
2.40
1.56
49.3%
1.09
a Obtained from FTIR spectra
bCalculated
from eq 5-3
c Calculated from eq 5-4
d (Av/Am)monomer
= 4.84
Table A- 2. Intermediate values used for calculation of the degree of cross-linking and composition of the C series
of P(4VP-co-DVB).
Av/Amc
Amd
Cia
0.583
4.00 x 10-3
C1b
0.366
2.92 x 10-3
C1b
0.718
4.10 x 10_3
C2 "
0.724
7.00 x 10_
C2 b
0.901
6.73 x 10_3
C3 a
1.25
9.67 x 10 3
C3b
1.20
1.20 x 10-
a Average
film thickness =150 nm
bAverage film thickness =480 nm
CObtained
from FTIR spectra, used in eq 5-5
dObtained from FTIR spectra, normalized by sample thickness, and used in eq 5-9
167
Table A- 3. Results used for calculation of (Am)Hn in eq 5-9.
Am
H1
3.88 x 10-2
H2
4.91 x 10-2
H3
3.71 x 10 2
Average
4.17 x 10-
Data obtained from FTIR spectra, normalized by sample thickness
Table A- 4. Intermediate values used for calculation of the degree of cross-linking and composition of the I series
of P(4VP-co-DVB). The average thickness of these samples was 450 nm.
Av/Am"
Amb
0.950
12
6.88 x 103
7.28 x 10_
13
7.29 x 10-3
11
0.842
0.910
a Obtained from FTIR spectra, used in eq 5-5
bObtained from FTIR spectra, normalized by sample thickness, and used in eq 5-9
A.2 Fineman-Ross Analysis
The monomer mixture obtained from Sigma Aldrich consisted of 56.0 mol% m-DVB, 25.0
mol% p-DVB, and 18.9 mol% ethylvinylbenzene (EVB).l 1' Incorporation of EVB into the PDVB
homopolymer was estimated by temporarily considering the PDVB homopolymer as a
"copolymer" of DVB and the EVB impurity. The Fineman-Ross copolymerization equation
relates monomer mole fractions to copolymer composition: 22
fDVB(1-
2
FDVB)
FDVB(l-fDVB)
fDVB
2(FDVB-1)
+FDVB(1-fDVB)2
rDvB
168
Here,fDvBand fEvB are the gas mole fractions of DVB and EVB, FDVB is the mole fraction of DVB in
the copolymer film, and rEvB and rDVB are reactivity ratios of EVB and DVB, respectively. Since
DVB is less volatile than EVB, it has a greater tendency to adsorb during surface polymerization;
consequently, its surface mole fraction is higher than its gas mole fraction. This phenomenon
can be accounted for using the method of Beach, which assumes that the Henry's Law
constants for DVB and EVB are comparable and that pure DVB and EVB thin films have similar
mass densities. The resulting equation for the surface mole fraction of DVB (
DVB :
2
DVB)
is:[3,41
2PtfDVBIPDVB,oMDVB
PtfDVB/PDVB,OMDVB +Pt(fEVB)IPEVB,MEVB
(A-2)
where Pt is the total pressure, MDVB and MEVB are the molecular weights of DVB and EVB, and
PDVB,o and PEVBo are the equilibrium vapor pressures of DVB and EVB at the substrate
temperature of 20 0 C. A factor of two is included in the DVB terms of the equation to account
for the divinyl character of this monomer. The resulting value of
DVB
is higher than fDVB, due to
the low volatility of DVB compared to EVB.
The values of rDvB and rEvB were calculated using the Q-e scheme of Alfrey and Price. 5 1
Using the values of Q and e given in [6] for m-DVB (the more prevalent isomer) and substituting
the values for m-methylstyrene for EVB (as Q and e are not available for EVB), rDvB = 0.26 and
rEVB = 1.53. The resulting value of
DVB
is 0.940. Substituting
DVB
forfDVB in eq A-1 and using an
equation solver yields a value of 0.819 for FDVB, confirming that the mole fraction of EVB
incorporated into the PDVB homopolymer is essentially equivalent to the mole fraction found in
the monomer mixture.
169
A.3 Derivation of Equations Used to Determine %R
Here, we define xi to represent the mole fraction of monomer species i and y; to
represent the mole fraction of species i in the polymer. Eqs 5-2 and 5-3 in the main text are
easily derived from rearranging the Beer-Lambert equation (eq 5-1).
The mole fraction of m-substituted DVB in the H series of PDVB homopolymer, Ym,DVB,
can be expressed as:
(Ym,DVB)Hn
m,DV+,DVB
(A-3)
(Ym,DVB + Yp,DVB)H
for a set of conditions Hn (n=1-3).
Based on the Fineman-Ross analysis, the amount of EVB impurity incorporated into the
H series of PDVB homopolymer samples is equivalent to the amount present in the monomer.
Therefore:
(Ym,DVB + Yp,DVB)Hn
= Xm,DVB
(A-4)
+ Xp,DVB
Thus:
(Ym,DVB)Hn=
ymDVByp
B
Hn
Xm,DVB + Xp,DVB)
VB)Hn\
where
yp,DVB
(Xm,DVB
+1
=,DB
p,DV B
(Xm,DVB + Xp,DVB)
(A5)
Hn +1
+ XP,DVB) is obtained from the certificate of analysis.", The ratio of Ym,DVB to
can be calculated from Am and AP, which are obtained by measuring the areas under the
peaks at 710 and 1510 cm
1
in the FTIR spectra. Since the peaks corresponding to the aromatic
170
rings in DVB and EVB are not differentiable at these locations, Am and AP contain small
contributions from EVB. It is assumed that the ratio of m- to p-EVB is identical to the ratio of mto p-DVB. This assumption is reasonable because EVB is a minority component, and the
propagation rate constants of the isomeric species do not differ dramatically.
Therefore, from eq 5-3 in the main text,
Ym,DVB
Ym,EVB
}
Yp,EVB
Ym,DVB)
+1
kp,DVB)Hn
Ym,DVB+Ym,EVB
Hn =
Yp,DVB+Ym,EVB
_
Hn
1
1.54
(A-6)
Am
Ap Hn
Thus:
(Ym,DVB)Hn
(Xm,DVB + Xp,DVB)
H+1(Xm,DVB
+ Xp,DVB)
(A-7)
Eq A-7 is eq 5-4 in the main text.
Eq 5-5 is used to calculate %R, the percentage of DVB pendant vinyl bonds that have reacted to
form cross-links. %R can be expressed as:
%R=
(1 -fraction of DVB pendant vinyl bonds remaining)
x
100
(A-8)
For the H series of PDVB homopolymer:
(%R)Hn
(
1
(Yv)Hn)
XDVB
X
100
(A-9)
where y, is the mole fraction of repeat units with pendant vinyl bonds in the polymer. From
the Fineman-Ross analysis, YDVB= XDvB. Although
XDVB
is known, yv cannot be calculated because
the absorptivity of the vinyl bond (av) is unknown. From the Beer-Lambert equation (eq 5-1),
171
XDVB
x (Av)
2
monomer
(A-10)
where A, is the area under the vinyl bond peak at 903 cm-1 and b represents the pathlength of
the monomer sample or polymer film. The factor of 2 in the denominator of eq A-10 accounts
for the fact that each DVB monomer has two vinyl bonds, one of which is reacted during
incorporation of the repeat unit in the polymer film. Measurement of bmonomeris made difficult
by the fact that the monomer is a (slightly volatile) liquid at room temperature. To circumvent
this difficulty, the Beer-Lambert equation was used to solve for bmonomer and bHnin terms of
known quantities.
bmonomer
-
1 (Am)monomer
am
xm
b = c1 (Am)H
bHn
a
mHn
Here, Am and
xm
(A-12)
(A-13)
(or ym) represent the absorbance and mole fraction of m-substituted
components. These variables, as well as the absorptivity, am, will be familiar to the reader from
eqs 5-2 to 5-4 in the text and the surrounding discussion. Substituting eqs A-10 through A-13
into eq A-9 and canceling the absorptivities yields eq 5-5 in the text.
A.4 Estimation of Diffusion Time for Initiator Radicals
During the iCVD process, t-butoxy radicals are formed as the initiator passes through the
filament array. Methyl radicals can also be formed as a result of @-scission at filament
temperatures greater than 250*C; however, this process is limited at the low filament
172
temperatures (2052C) used in this work. 7 l We consider a model system in which PDVB and the
(primarily) t-butoxy radicals are substituted with polystyrene and propane, respectively.
Assuming Fickian diffusion and a diffusion constant of 3.8 x 10-11 cm 2/s at 200C,] the radicals
can penetrate a 300 nm-thick film in approximately 25 s-far less than the time required for
film deposition. Based on this, we believe diffusion of radicals through the film is not a limiting
factor; indeed, our results indicated that initiator concentration did not affect degree of crosslinking.
A.5 Estimation of Error in %R Resulting from EVB Incorporation
The error introduced into the calculation of %R for PDVB homopolymer can be estimated
by considering the derivation of the equation used to calculate this quantity (eq 5-5). The prefactor of 2 assumes that each molecule present in the commercial DVB monomer contains two
vinyl bonds; this neglects the presence of EVB. Incorporation of EVB in the film lowers this prefactor, q, according to:
q =
2
XDVB
+
2
XEVB = XDVB
+ (1
-
XDVB)
(A-14)
Using eq 5-5 with the adjusted value of the pre-factor (1.81), we calculate the following values
for %R:
%R
(original)
%R(adjusted)
H1
57.8
61.9
H2
58.4
62.3
H3
60.3
64.1
173
Based on these results, the average absolute error on the %Rcalculations in PDVB due to the
presence of EVB is 3.9%.
A.6 Confirmation of Successful Copolymerization
P(4VP-co-DV6) after EtOH
P(4VP-co-OVB)
P4VP after EtOH
P4VP
I
3500
4/
.
3000 2500 1500 1000
wavenumbers (cm 1)
500
Figure A- 1. FTIR spectra of iCVD P4VP and P(4VP-co-DVB) before and after soaking in ethanol (EtOH).
The
homopolymer film is fully soluble in EtOH, as indicated by the absence of representative peaks. The spectra of the
as-deposited and EtOH-soaked copolymer samples are virtually identical. Peaks corresponding to sp 3 CH 2 stretching
in the polymer backbone are unchanged, as are peaks at 1597, 1557, 1493, 1453, and 1415 cm
assigned to
vibration of the pyridine rings.[9"10 1 The lack of change observed in the spectrum of the solvent-treated P(4VP-coDVB) sample indicates that successful copolymerization has occurred.
A.7 Derivation of Equations Used to Determine 4-Vinylpyridine Content in
Copolymers
The three components in the copolymers are 4VP, DVB, and EVB. 4VP and DVB are the
major components, while EVB is a minor component. Therefore:
(Y4VP)Cn + (YM )
+ (Y)Cn
P,
= 1
(A-15)
174
where (ym)c. represents the mole fraction of repeat units with m-substituted rings in the
copolymer (including DVB and EVB), and (yp)c. represents the mole fraction of p-substituted
rings. Thus, the mole fraction of 4VP can be expressed as:
(Y4VP)Cn
m+Yp)Cn
=
(A-16)
Assuming the ratio of m-substituted rings to p-substituted rings in the copolymer is the same as
this ratio in the homopolymer, that is:
(Ym)cn
-
(P Cn
(Ym)Hn
(P
(A-17)
Hn
We find:
(Ym)Cn
(ym+yp)cn
(YP)Hn
(Ym)Hn
since (ym +
(Ym+Yp)Hn
(ym + yp)
(A-18)
= 1.
Substituting eq A-18 into eq A-16 yields:
(Y4VP)cn = 1 -
(ym)cn
(A-19)
(Ym)Hn
From the Beer-Lambert equation (eq 5-1), Eq A-19 leads to eq 5-9 in the main text. Values of Am
used in eq 5-9 are normalized by sample thickness.
175
A.8 X-Ray Photoelectron Spectroscopy (XPS) Results and Analysis
A sample XPS survey scan and high resolution C (is) and N (is) scans are included in
Figure A-2. These scans are for a P(4VP-co-DVB) film (C1 conditions).
A peak at approximately
285 eV was observed in the C(Is) spectrum (Figure A-2b), which corresponds to CHx. The small
peak at approximately 292 eV is likely due to C-F bonds introduced by fluorinated
contaminants. The peak at approximately 399 eV in the N(1s) spectrum can be attributed to
pyridine rings in the 4-vinylpyridine repeat units. Both high resolution scans are consistent with
results reported previously. 11 ]
Compositions reported in Tables 5-2 and 5-3 are calculated from XPS survey scans of
iCVD P(4VP-co-DVB). The oxygen peak is introduced by an adventitious species, which was
assumed to be CO 2. Adsorption of CO 2 into the polymer takes place in milliseconds and is
unavoidable.1 2 1 The carbon-to-nitrogen ratios (C/N) in P(4VP-co-DVB) copolymers are
calculated as:
C=
N
AC-A2
(A-20)
AN
where Ac, AO, and AN are the atomic concentrations of carbon, oxygen, and nitrogen,
respectively. These values are obtained from the peak areas in the survey scans (using the
CasaXPS software package). If z is the fraction of the copolymer that is DVB (and any EVB
impurity) C/N is:
C
10z+7(1-z)
N
1-z
(A-21)
Therefore,
176
Y4VP = (1-z) =
(A-22)
C+3)
For the P4VP homopolymer (Co conditions), z should be 0. The calculated value of z in
the Co samples based on the XPS survey scan (zo) is slightly greater than zero due to presence of
adventitious carbon. Therefore, zo has been subtracted from zfor the copolymer samples to
eliminate this effect.
(a) Survey Scan
(c) N(ls)
(b) C(ls)
C(1s)
S
O(ls)
C:
C
N~ls)
C
C
I.
600
600
400
300
Binding Energy (eV)
296
290
286
Binding Energy (eV)
280
410
406
400
396
Binding Energy (eV)
Figure A- 2. XPS spectra of P(4VP-co-DVB) (C1 conditions). a) XPS survey scan. Compositions in Tables 2 and 3 are
calculated from the peak areas of each element; b) XPS high resolution C (Is) scan; c) XPS high resolution N (is)
scan.
A.9 References
[1] Sigma-Ald rich Co. LLC. Certificate of Analysis, Divinylbenzene, Technical Grade, 80%, Lot
MKBC4100. http://www.sigmaaldrich.com/catalog/CertOfAnalysisPage.do?
symbol=414565&LotNo=MKBC4100&brandTest=ALDRICH (accessed July 2012).
[2] Fineman, M.; Ross, S. D. J. Polym. Sci. 1950, 5, 259-262.
[3] Beach, W. F. Macromolecules 1978, 11, 72-76.
[4] Mao, Y.; Gleason, K. K. Langmuir 2006, 22, 1795-1799.
[5] Alfrey, T.; Price, C. C. J. Polym. Sci. 1947, 2, 101-106.
[6] Wiley, R. H.; Sale, E. E. J. Polym. Sci. 1960, 42, 491-500.
177
[7] Ozaydin-Ince, G.; Gleason, K. K. J. Vac. Sci. Technol. 2009, 27, 1135-1143.
[8] Mozaffari, F.; Eslami, H.; Moghadasi, J. Polymer 2010, 51, 300-307.
[9] McNamara, K. M.; Williams, B. E.; Gleason, K. K.; Scruggs, B. E. J. Appl. Phys. 1994, 76, 24662472.
[10] Panov, V. P.; Kazarin, L. A.; Dubrovin, V. I.; Gusev, V. V.; Kirsh, Y. E. J. Appl. Spectrosc. 1974,
21, 1504-1510.
[11] Beamson, G.; Briggs, D. In High Resolution XPS of Organic Polymers:The Scienta ESCA300
Database, 1 sA ed., John Wiley & Sons: New York, 1992; pp 72, 222.
[12] Spanos, C. G.; Badyal, J. P. S.; Goodwin, A. J.; Merlin, P. J. Polymer 2005, 46, 8908-8912.
178