Fabrication and Characterization of Sintered
Porous Glass Emitters for Electrospray Propulsi on ACM
by
ACHUSETTS MTMffE
OF TECHNOLOGy
Julie Xie
JUN 162014
B.S., Harvard University (2012)
LIBRARIES
Submitted to the Department of Aeronautics and Astronautics
in partial fulfillment of the requirements for the degree of
Master of Science in Aeronautics and Astronautics
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
June 2014
@ Massachusetts Institute of Technology 2014. All rights reserved.
Signature redacted
Author ...................
........
I
Department ofeAeronautics and Astronautics
May 22, 2014
Signature redacted
C ertified by ..........................
Paulo C. Lozano
Associate Professor
Thesis Supervisor
Signature redacted
A ccepted by ............................
\Paulo C. Lozano
Chairman, Department Committee on Graduate Theses
I
2
Fabrication and Characterization of Sintered Porous Glass
Emitters for Electrospray Propulsion
by
Julie Xie
Submitted to the Department of Aeronautics and Astronautics
on May 22, 2014, in partial fulfillment of the
requirements for the degree of
Master of Science in Aeronautics and Astronautics
Abstract
Ionic electrospray thrusters are promising candidates for CubeSat propulsion systems
in space, due to their low power requirement and small form factor. Current technology has demonstrated thrust levels of 10 - 40pN, enabling station keeping and
attitude adjustment maneuvers. Densification of emitter arrays could increase the
thrust density and potentially expand the application space for electrospray propulsion, but current fabrication processes have intrinsic densification limits. A novel,
alternative fabrication process to produce microstructure emitter arrays additively
by molding is presented in this paper to enable studies into densification as well as
wafer-level processing. MEMS techniques are used to process a silicon-on-insulator
wafer to produce molds. Soda-lime glass microspheres with a median diameter of
about 4pmn are then deposited into these molds and sintered to form porous columns
with a diameter of 25pmt, 50prm, or 75jm. These columns become emitters when
the device layer is etched with XeF 2 . A porous sintered glass piece is tested as an
emitter to characterize the suitability of the mateiral for electrospray propulsion, and
an emitted current of 6pA was measured when a voltage of 2.5kV was applied. Currents from 0.1 - 10P.A per emitter tip have been observed from established metallic
porous emitters; this demonstrates that the sintered glass emitters are a competitive
candidate for electrospray propulsion.
Thesis Supervisor: Paulo C. Lozano
Title: Associate Professor
3
4
Acknowledgments
The author would like to thank:
Lockheed Martin and the Asian Office of Aerospace Research and Development
(AOARD) for funding this project;
the Microsystems Technology Laboratory (MTL) at the Massachusetts Institute
of Technology for use of their facilities;
Professor Lozano for advising and setting the direction of this research, as well as
for teaching me a lot over the past two years;
Michael Canonica for being a great research mentor and project partner;
Hanqing Li for processing the version 2 molds and various arrays on demand;
Kurt Broderick for teaching me a variety of processes as well as showing me how
to use many different machines;
Todd Billings for answering all my machining questions;
Steven Arestie for exchanging and bouncing ideas with me every day:
Louis Perna, and Chase Coffman for providing me materials or parts when I needed
them;
Natalya, Tom, Caleb, and Catherine for being great office-mates in a. room with
no window;
my parents and my brother for supporting me;
Katherine, Kriti, Sabrina, and Susana for always being on my side;
and the members of Festivus Miracles for sharing this experience with me.
6
Contents
1
2
1.1
Electrospray principles . . . . . . . . . . . . . . . . . . . . . . . . . .
17
1.2
Electrospray emitter geometries . . . . . . . . . . . . . . . . . . . . .
19
23
Background and motivation
2.1
2.2
3
15
Introduction
Areas of electrospray technology improvement . . . . . . . . . . . . .
23
. . . . . . . . . . . . . . . . . . . . . .
23
. . . . . . . . . . . . . . . . . . . . . . . . . . .
25
Fabrication processes . . . . . . . . . . . . . . . . . . . . . . . . . . .
26
2.2.1
Subtractive processes . . . . . . . . . . . . . . . . . . . . . . .
26
2.2.2
Additive processes
. . . . . . . . . . . . . . . . . . . . . . . .
27
2.1.1
Wafer-level processing
2.1.2
Densification
31
Methods
3.1
C oncept . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
31
3.2
Substrate material
. . . . . . . . . . . . . . . . . . . . . . . . . . . .
34
3.3
Fabrication processes . . . . . . . . . . . . . . . . . . . . . . . . . . .
35
3.3.1
Mold fabrication and design . . . . . . . . . . . . . . . . . . .
36
3.3.2
Deposition . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
42
3.3.3
Sintering glass microspheres . . . . . . . . . . . . . . . . . . .
49
3.3.4
De-molding
. . . . . . . . . . . . . . . . . . . . . . . . . . . .
57
61
4 Results
4.1
Structures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7
61
5
4.2
Arrays . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
66
4.3
Characterization of sintered porous glass for electrospray applications
68
4.3.1
Filling with ionic liquid . . . . . . . . . . . . . . . . . . . . . .
68
4.3.2
Experimental setup . . . . . . . . . . . . . . . . . . . . . . . .
69
4.3.3
Current-voltage curve . . . . . . . . . . . . . . . . . . . . . . .
71
4.3.4
Current stability
. . . . . . . . . . . . . . . . . . . . . . . . .
75
77
Discussion and future work
5.1
Material evaluation . . . . . .
. . . . . . . . . .
77
5.2
Process evaluation
. . . . . .
. . . . . . . . . .
78
5.3
Future work . . . . . . . . . .
. . . . . . . . . .
79
. . . . .
. . . . . . . . . .
80
. . . . . . . . . .
80
5.3.1
Densification
5.3.2
Wafer-level integration
8
List of Figures
1-1
An array of individual emitters. . . . . . . . . . . . . . . . . . . . . .
16
1-2
An assembled thruster with a quarter for scale.
. . . . . . . . . . . .
17
1-3
Illustration of a single porous electrospray emitter . . . . . . . . . . .
18
1-4
Models of two emitter geometries created using COMSOL. . . . . . .
20
1-5
Plots showing the change in electric field strength across a line drawn
over the surface of the models created with COMSOL.
. . . . . . . .
21
1-6
Various types of electrospray emitters.
. . . . . . . . . . . . . . . . .
22
2-1
Two different assembly schemes. . . . . . . . . . . . . . . . . . . . . .
24
2-2
A series of electrochemically etched emitter tips to illustrate process
variability. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27
. . . . . . . . . . . . .
28
2-3
Laser ablated borosilicate glass tip and array.
2-4
Micro-powder compression molded stainless steel emitter array. .....
29
3-1
Capillaries filled with 5pm silica inicrospheres. . . . . . . . . . . . . .
32
3-2
A concept drawing of the desired emitter arrays. . . . . . . . . . . . .
33
3-3
A scanning electron microscope (SEM) image of glass microspheres on
top of a flat silicon surface. The nicrospheres have D50
D1O
=
2amn, and D90
=
=
3 or 4pm,
6pn. . . . . . . . . . . . . . . . . . . . . . .
35
. . . . . . . . . . . . . .
36
3-4
A schematic of the fabrication process flow.
3-5
An example gold-coated wafer with several different designs etched into
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
37
3-6
Top-down view of segmented capillary throughholes . . . . . . . . . .
38
3-7
Second iteration mold design features.
. . . . . . . . . . . . . . . . .
40
it .
9
3-8
A schematic of the process flow used to create the second iteration molds. 41
3-9
An array of emitters with particle bleed-through scraped off......
43
3-10 Failure modes of deposition. . . . . . . . . . . . . . . . . . . . . . . .
44
3-11 Emitter structure processed with back pressure. . . . . . . . . . . . .
48
3-12 Stereomicroscope image of second iteration mold array. . . . . . . . .
49
3-13 Progression of sintering between two particles. . . . . . . . . . . . . .
50
. . . . . . . . . . . . . . . . . . . . . . .
52
3-15 Slow sintering trial results. . . . . . . . . . . . . . . . . . . . . . . . .
53
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
54
3-17 SEM images demonstrating sintering variability. . . . . . . . . . . . .
55
3-14 Flash sintering trial results.
3-16 Sintering profile.
3-18 Diagram of an emitter structure with a single microsphere forming the
tip . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
56
. . . . . . . . . . . . . . .
58
3-20 XeF 2 etched glass microspheres. . . . . . . . . . . . . . . . . . . . . .
59
3-19 SEM image of sintered glass microspheres.
4-1
SEM image of 75pn diameter emitter structure with a height of 60im. 62
4-2
SEM image of 25mrn. diameter emitter structure with a height of 60pm. 62
4-3
SEM images of several 50pn diameter emitter structures with a, height
of 60p m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-4
63
SEM cutaway image of an entire emitter structure, with both device
. . . . . . . . . . . . . .
65
4-5
An array of emitters with a diameter of 25pm. . . . . . .
67
4-6
Plot of white light interferometry measurements of 25pum array.
68
4-7
Porous sintered glass emitter filled with EMI-BF 4 . . . . .
69
4-8
Sharpened glass tip clamped in an XYZ stage. . . . . . .
70
4-9
Schematic of experimental setup in vacuum chamber. . .
70
4-10 I-V curve of a single sintered glass emitter. . . . . . . . .
71
. . . . . .
72
layer and handle layer columns.
4-11 I-V curve of a single porous tungsten emitter.
4-12 Relative interception current with respect to the current collected by
the Faraday cup.
. . . . . . . . . . . . . . . . . . . . . . . . . . .
10
74
4-13 Current stability for a single sintered glass emitter fired for 10 hours.
11
75
12
List of Tables
3.1
First iteration mold designs
. . . . . . . . . . . . . . . . . . . . . . .
38
3.2
Second iteration mold designs . . . . . . . . . . . . . . . . . . . . . .
39
3.3
Various stopper qualities . . . . . . . . . . . .
. . . . . . . . . . . . .
46
3.4
Sintering trials - Set #1
. . . . . . . . . . . . .
51
3.5
Sintering trials - Set #2 "Slow Sintering"
. . . . . . . . . . . . .
53
3.6
Sintering profile parameters
. . . . . . . . . . . . .
54
3.7
Structural analysis - minimum neck diameters
. . . . . . . .
57
"Flash Sintering"
. . . . . . . . . .
13
14
Chapter 1
Introduction
Electrospray propulsion is a means of electric propulsion that has recently gained
increasing attention. Though it was conceptualized very early on, with origins at
the beginning of the 20th century, development of electrospray technology has been
undertaken mostly in recent times, with the growth of satellites and deep space exploration missions. Like Hall thrusters and ion engines, electrosprays offer high specific
impulses of 2000-3000 s [5], especially compared to those of chemical propulsion systems, which are typically 200-400 s. As specific impulse is given by the impulse per
unit weight of propellant,
f Fdt'
g f 1h dt'
=
it is a. measure of fuel efficiency. Thus, high specific impulses allow for less fuel to be
required for a mission. However, these high specific impulses require a tradeoff with
the available thrust force, as is shown by the equation for required power:
Fc
=(1.1)
As electric propulsion systems require an external power supply, the power available is
essentially fixed. This means that gains in specific impulse must be accompanied with
an inversely proportional decrease in thrust force. In practice, Hall thrusters and ion
engines can provide at most up to 1ON of thrust, while bipropellait chemical thrusters
15
can deliver hundreds of kN. While this means that electric propulsion cannot supply
enough thrust to overcome gravity and launch a spacecraft into space or perform highthrust maneuvers, there are certainly missions for which electric propulsion is a better
choice. It may require more time to complete a task than a chemical system would,
but it also has the potential for vast fuel savings. However, it must be noted that
this comparison also derives from the fact that electric propulsion systems must rely
on power supplies such as solar panels, which are unable to provide nearly the same
amount of power that a, large chemical reaction can. Thus, this is also a, question
of power density. Given the available technology, then, current electric propulsion
systems are prime candidates for deep space robotic exploration missions that are
less sensitive to mission duration and do not carry heavy human life-support systems.
MIT1221
2010AM1
23:14
x100
1 mm
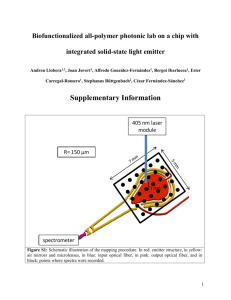
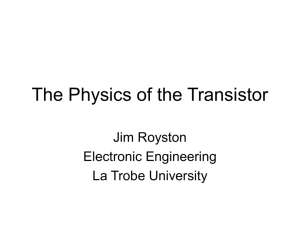
Figure 1-1: An array of individual emitters[12].
In particular, electrosprays are an excellent candidate for CubeSat propulsion.
CubeSats, which are small satellites constrained in volume to 1000cc and in mass
to about 1kg, are increasingly used by universities as well as the private sector for
scientific missions but do not yet have a reliable propulsion system. Electrosprays are
able to provide thrust without requiring much space or power. Individual electrospray
emitters are as small as tens of microns in diameter, and in the ion electrospray
16
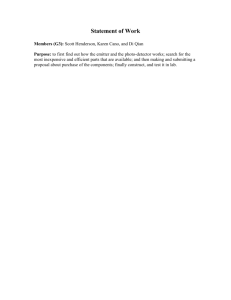
propulsion system (iEPS) design, an electrospray thruster device consists of an array
of these emitters arranged in an honeycomb pattern, as shown in Figure 1-1; the arrays
are themselves small in size, with 12 x 12 x 2mm' dimensions[12], as seen in Figure
1-2. The assembled thrusters have been shown to operate at a power of about 1W,
emitting about 400pA, which corresponds to a thrust of about 10 - 40PN[3, 5]. Thus,
electrosprays, with their small form factor and low power requirements, could provide
for low-thrust maneuvers such as attitude control and slew, which could increase the
mission capabilities of CubeSats[14].
Figure 1-2: An assembled thruster with a quarter for scale.
1.1
Electrospray principles
Unlike Hall thrusters and ion engines, electrosprays do not need to ionize neutral
gases; this is because electrospray propulsion systems make use of ionic liquids, which
are room temperature molten salts, as a propellant. Thus, electrosprays do not need
to use energy to create ions; energy is only used to extract and accelerate ions.
This leads to an improved power efficiency over other electric propulsion devices electrosprays have an efficiency of 80%, while other systems typically have efficiencies
from 40% - 70%.
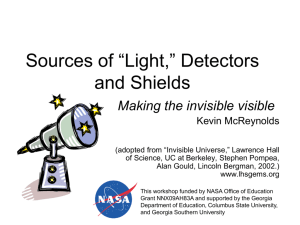
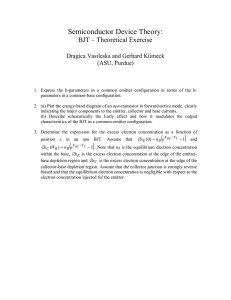
In electrospray systems, the potential of the ionic liquid is biased relative to a
downstream extractor grid, as depicted in Figure 1-3.
This generates an electric
field, and, as a result, the ionic liquid becomes electrostatically stressed, with ions
17
Extractor
Emitter
e, *.e
*...**.
.~ .
E
V
Figure 1-3: Illustration of a single porous electrospray emitter.
of the polarity that is attracted by the extractor grid moving to the surface of the
ionic liquid. The electrostatic pressure causes a structure similar to a Taylor cone
to form on the surface, and at the tip of this electrified meniscus, the local electric
field is strengthened, which causes the cone to sharpen in a positive feedback loop.
Eventually, the electric field is strong enough for the field emission of ions from the
surface of the meniscus. These ions are accelerated by the potential difference, and,
moving through the apertures of the extractor grid, they provide thrust.
The description above details a thruster operating in the ion regime, as do the
iEPS thrusters; however, an electrospray thruster can also emit charged droplets or
a combination of both, corresponding to the droplet and mixed regimes, respectively.
The regime of operation depends largely on the flow rate of the propellant; decreasing
the flow rate increases the specific charge of a droplet, which corresponds to decreasing
droplet size; further decreases in flow rate will push emission towards the ion regime.
It is important to note that electrosprays operate at high efficiencies at either end of
the spectrum, at either pure droplet or pure ion, with losses occurring during mixed
18
operation.
1.2
Electrospray emitter geometries
While in theory ions can be evaporated from a flat ionic liquid surface, in practice,
this can be difficult, as the electric field strength required for emission of ions from a.
meniscus is given by:
1
- oE2 = 2
2
(1.2)
where -y is the surface tension, about 0.05N/m for a. typical ionic liquid, and r, is the
radius of curvature of the meniscus, taken to be 3pm. for this approximation. This
yields a necessary electric field strength of about 8.5 x 107
, which, when created by
two flat plates, would require a. very high potential difference, even at close distances.
However, this challenge can be overcome by introducing protruding structures to the
surface geometry. If the ionic liquid can travel to the tips of such structures, this
allows the ionic liquid to form a strong local electric field without creating a strong
field throughout space, as is the case for parallel surfaces. This principle is illustrated
by Figures 1-4 and 1-5. The applied voltage is then allowed to be lower and therefore
more attainable; avoiding strong fields throughout the space between electrodes can
also help to avoid shorting.
19
X10~1
'10-1
X10
(a) Model of flat emitter surface
(b) Model of emitter surface with conical structures
Figure 1-4: Models of two emitter geometries created using COMSOL.
20
Line Graph; Normalized E-field (V/m) with flat geometry
0.65
0.6
0.55
0.5
0.45
0.4
0.35
0.3
0.25
0.2
0.15
0
E
0.1
0.05
0
-0.05
-E-field
-0.1
-0.15
Ey
-
-0,2
-
-0.25
-1200
-1000
-800
-600
-400
200
0
-200
x-coordinate (pm)
400
magnitude-
Ez
800
600
1000
120(
(a) Electric field across flat emitter surface
Line Graph; Normalized E-field (V/m) with conical emitter structures
3
2.5
k
2
1.5
E
0
Z
0.5
0
E-field magnitude
Ex
-0.5
--
Ey
Ez
-11
-1200
-1000
-800
-600
-400
200
0
-200
x-coordinate (pm)
400
600
800
1000
1200
(b) Electric field across emitter surface with conical structures
Figure 1-5: Plots showing the change in electric field strength across a line drawn
over the surface of the models in Figure 1-4. The electric fields are normalized with
respect to the expected field strength between two parallel plates separated by the
same distance and potential difference as in the models. (a) The field strength barely
changes; (b) The field peaks over each individual emitter. In fact, the fields over the
flat surfaces in both models are actually equivalent, as can be seen. Then, the peaks
over the emitters are 8 to 9 times the flat surface field strength.
21
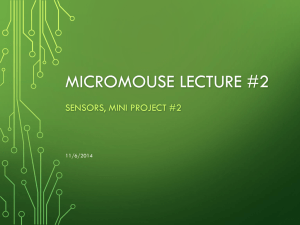
These protruding structures can be produced in several different ways. The Ecole
Polytechnique Fedrale de Lausanne, has used capillaries fabricated through microelectromechanical systems (MEMS) processing; ionic liquid is pumped through these
capillaries, and typically, droplets are emitted[17]. Velasquez et al. have produced
externally roughened silicon cones, also produced using MEMS processes, that transport ionic liquid to the cone tips passively via capillary forces, although these externally wetted emitters have had challenges emitting stably and reliably[18]. Courtney,
Legge, and Coffnan also make use of this phenomenon; emitter tips are etched in different porous material subtrates to create internally porous structures that passively
wick up ionic liquids[2, 5, 11]. These different types of structures are shown in Figure
1-6.
(b) Externally roughened emitter[7]
(a) Capillary emitter[9]
MIT1226
2010W9I
2321
xSQQ
100 u
(c) Porous emitter[12]
Figure 1-6: Various types of electrospray emitters.
22
Chapter 2
Background and motivation
Although there are several different types of electrospray emitters as described previously, this paper will discuss the development and fabrication of porous emitters. In
considering a novel fabrication method, it is necessary to examine the uniformity of
the structures produced; ideally, all the structures would be the same with minimal
variations throughout an array. The process should also be repeatable and robust,
without significant differences between batches. Finally, it is important to address
the areas of future improvement for electrospray technology.
2.1
2.1.1
Areas of electrospray technology improvement
Wafer-level processing
Currently, electrospray thrusters consist of three major components: the frame, the
substrate with emitter tips, and the extractor grid. The frame is a, structure that
aligns each emitter to an extractor hole. These components are bonded together with
epoxy, forming the thruster package shown in Figure 1-2. The frame and extractors
are both produced using MEMS processes, which allows for parallel fabrication. Each
silicon wafer can be processed and then diced to produce over 40 frames or extractor
grids at once. Established substrate processes dictate that the substrate arrays are
produced serially, which means each thruster must be assembled at the die level, as
23
shown in Figure 2-1(a). However, if the substrates could be fabricated in parallel,
as the frames and extractors are, then assembly and alignment could occur at the
wafer level, with dicing producing full thrusters, as shown in Figure 2-1(b). Then,
the thruster device throughput could be greatly increased.
I
I
I'll
t
-
t
-~
I I
I
+
'I
+
I
t
t
.-
-
.I.
(a) Die-level assembly
-
I+I
II
MIII
-
-I
I
t
mI~
(b) Wafer-level assembly
Figure 2-1: Two different assembly schemes. (a) The extractor and frame wafers are
diced, and assembly proceeds on the die-level; (b) The three wafers are first aligned
and bonded - dicing produces assembled thrusters.
24
2.1.2
Densification
Additionally, another point to consider is the thrust an electrospray system can provide. The iEPS system described earlier requires low amounts of power, which, when
coupled with a high specific impulse, results in very low levels of thrust, as can be
seen from (1.1). While this suits CubeSats very well, as they often have limited power
available, larger spacecraft with solar panels or batteries may be able to provide more
than that. In that case, being able to translate that power into additional thrust could
help to increase the application space of electrospray propulsion. Moreover, thrust
cannot be considered alone, as it can be observed that more powerful propulsion systems are usually both bigger and more massive; as examples, consider Hall thrusters,
ion engines, or chemical rocket engines. Although they have greater thrust forces,
the acceleration is penalized for the correspondingly larger masses. Electrosprays,
however, already have an established small footprint (mass and volume). While footprint increases due to power and fuel are largely inevitable, if the propulsion device
itself could maintain this small footprint while increasing its thrust to that of a larger
system, then higher accelerations could be attained.
Additional thrust in a given electrospray device, then, can be created in two
ways - by increasing the velocity of emitted ions or by increasing the amount of
ions emitted. The former would require increasing the potential difference between
emitter and extractor, and as explained previously, those are not optimal operating
conditions. As for the latter, it is also impossible to indefinitely increase the current
emitted by a. single emitter, as current emitted is intrinsically tied to propellant flow
rate, and increasing the flow rate will move operation out of the ion regime. However,
it is possible to increase the amount of emitters, thereby increasing the net current
emitted.
Electrospray thrusters are inherently scalable, seeing as individual emitter tips
have been multiplexed to form arrays of tips[3]. An array could simply be expanded
to include more tips and thereby provide more thrust. However, this would also
increase the footprint of the propulsion device. It is important, here, to note that
25
electrospray propulsion devices can be characterized by a thrust density, or thrust
3
per unit area; the iEPS system described previously can deliver about 10PNIa/cmn or
2
0.1N/m 2 . The maximum theoretical thrust density is estimated at 10 MN/m ; this
value is calculated by using the current emitted by a. single Taylor cone and the area
of the emitter tip on which that cone forms. Increasing the thrust density can be
accomplished by decreasing the distance between emitter tips, or pitch, in the arrays.
The current pitch in the iEPS devices is 450pmir; if the emitters were instead spaced
2
350pn. apart, the thrust density would be about 1N/rn , which is already comparable
to existing ion engines[5, 16]. If the pitch were to be decreased further to 45jm, one
hundred times the current thrust density could be achieved; this is equivalent to the
thrust density of high-power Hall thrusters, yet the thruster device would have a
significantly smaller footprint. Thus, much greater accelerations could be given by
such a device. However, established substrate fabrication methods have a built-in
limit to densification; therefore, it is important to develop a fabrication process to
enable the study of these possibilities.
2.2
Fabrication processes
The following is a short survey of fabrication processes that have previously been
explored.
2.2.1
Subtractive processes
A subtractive process is one which takes a bulk porous substrate and etches material
out of it to produce emitter arrays. The currently established processes for producing
arrays are all subtractive processes.
Electrochemical etching
Electrochemical etching has been shown to effectively form tips in porous metals,
such as tungsten or nickel. First, the porous substrate is mounted in the frames for
alignment purposes; the substrate is then placed in an acid solution, and a potential
26
difference is applied between the metal substrate and a cathode[5, 11, 4]. This then
induces the dissolution of the substrate. By appropriately masking the substrate,
Courtney et al. have successfully produced arrays of emitter tips[4].
The process
has been shown to be fairly reliable, and Courtney's work has greatly improved the
uniformity of the resultant arrays, but there is still some variation within each array,
as shown in Figure 2-2. Additionally, the process requires that each substrate die
(1cm 2 ) is etched serially, and it may also limit densification due to the resulting
geometry of the isotropic etch.
Figure 2-2: A series of electrochemically etched emitter tips to illustrate process
variability [4].
Laser ablation
Porous borosilicate glass substrates have been shown to be able to be formed into
tips through laser ablation; a focused laser beam can be used to carve out emitter
geometries, with the energy of the laser radiation causing the surface material to be
vaporized[2]. A single tip and array produced with this process are shown in Figure
2-3. This laser ablation process has shown a high level of uniformity and repeatability, and although each substrate die is still processed serially, as in electrochemical
etching, with the substrate first mounted to a frame for alignment, the processing
time can be very quick when using a state-of-the-art laser micromachining system.
Furthermore, this process has potential for wafer-level integration with a supply of
4" or 6" borosilicate wafers and additional alignment features. However, there is still
an intrinsic limit to densification due to both the laser's finite beam width and the
non-uniform and relatively large particle size of the borosilicate glass substrate.
27
(aT4)74B
s
a
m1
tp[2
(a) Borosilicate emitter tip[2]
(b) Borosilicate emitter array[2]
Figure 2-3: Laser ablated borosilicate glass (a) tip and (b) array.
2.2.2
Additive processes
An additive process is one in which material is built up into the desired emitter tip
geometry. As an example, molding or targeted deposition are additive processes.
Micro-powder compression molding
Molding requires that the substrate material take on initially a more fluid, or mobile,
state. For example, it could be a liquid or a powder of micro- or nano-particles. This
liquid or particulate must be deposited into the mold and then be formed into a more
solid, or rigid, body while it is in the mold. This may be an intermediate body, called
a green body, that is robust enough to be demolded but is not yet in its final state,
or it may be the final .
In micro-powder compression molding, a feedstock of particles mixed with a binder
is deposited into the mold, pressure is applied to form the green body, and then the
green body is demolded, debinded, and sintered, joining them to one another in
order to form a, solid macrostructure. Diaz Gomez Maqueo used this strategy to
mold stainless steel particles with a diameter of about 1pm, using a pressure of
14000psi, showing that an array of emitter tip structures with a base diameter of
150[pn and a height of 400pmrn could indeed be produced with this method, as shown
in Figure 2-4[13]. The results of this process were promising, but the process itself
required additional development of the debinding and sintering steps[13], and the
28
material was not characterized for electrospray emission. Furthermore, the process
as it stands cannot accommodate a full wafer for wafer-level integration. However,
densification here is only limited by the processable thinness of the walls of the molds.
These results are important as a proof of concept for molding, and this paper will
aim to build upon these efforts.
(a)
MIT1086
2010/0813
0046
x250
300 um
(b)
Figure 2-4: Micro-powder compression molded stainless steel emitter array[13].
29
30
Chapter 3
Methods
The fabrication process developed in this work involves the molding of a. particulate
powder. The mold is produced through MEMS processing of a silicon wafer so as to
be compatible with the two areas of future electrospray improvement, as described
previously. If each individual mold is a, part of a wafer, then so long as the powder can
be shaped and formed in each mold, or die, in parallel, then the mold will take the
place of the substrate layer in Figure 2-1. Then, wafer-level alignment marks can be
used for bonding of the layers for a wafer-level assembly. Furthermore, densification is
readily achievable to the point where the desired pitch is on the order of the inaccuracy
of the machine or process, and in MEMS, this is typically less than 1011m. For this
project, however, neither of these improvements will be explored in detail; rather, the
goal is to outline a process that will enable future improvements in these areas to
occur.
3.1
Concept
The design concept was inspired largely by the work of Krpoun and Sheal10], who
worked on developing capillary arrays as electrospray emitters, which have in the past
struggled with too low of a hydraulic impedance, especially for emission in the pure
ion regime. To combat this, the capillaries were filled with silica inicrospheres with
a diameter of about 5p-m, as shown in Figure 3-1, which effectively increased the hy31
draulic impedance and decreased the flow rate, leading to successful ion emission[10].
(a)
(b)
Figure 3-1: Capillaries filled with 5pm silica microspheres[9].
This configuration, then, is similar to the iEPS design, which uses a bulk porous
material for emitters. Here, the silica microspheres simulate a porous core. However,
there are also advantages to having a. porous external surface; namely, any extra ionic
liquid flow can be recaptured into the porous body, rather than remain on a silicon
surface, where it can accumulate and potentially lead to an electrical short circuiting
of the device. For that reason, this work will reconsider the results of Krpoun and Shea
and instead aim to keep the internal porous columns as the desired emitter structures,
using silicon wafers to produce a mold for these columns. The microspheres used to
fill the capillaries will be sintered to form a rigid body, and then the silicon mold
32
material will be removed. The concept drawing for the targeted devices is shown in
Figure 3-2. The porous columns will be embedded in a silicon wafer, open to both
ends. One end will be flush with the silicon such that ionic liquid can be deposited
and transported through the columns to the other end, which protrudes from the
silicon surface, forming the emitter structure.
Ion electrospray
Extractor plate
Taylor cone
Porous emitter
Silicon
Nm
-
x
+
(a)
TV
(b)
Figure 3-2: A concept drawing of the desired emitter arrays: (a) details the various
components of the device; (b) is a cutaway view, showing the open porous columns.
33
3.2
Substrate material
In the past, porous metallic electrospray emitters were desirable, since as a conductor,
a metallic emitter could also function as an electrode. However, degradation of the
emitter tips, caused by electrochemistry occurring at the electrode-liquid interface,
was a significant challenge to the long-life operation of such emitters. Brikner and
Lozano found that by using an upstream distal electrode and allowing the emitter to
vary in potential with the ionic liquid, electrochemical degradation could be shifted to
the distal electrode, thus avoiding any erosion of the emitter tips[1]. This motivates
the use of dielectric materials for emitter tips, since the substrate no longer needs to
function as an electrode, and dielectrics are less subject to electrochemical decay.
The material also needs to be both space-compatible, meaning it will not outgas
in space, as well as chemically inert in the radiative environment of space. Given
these reasons, a glass or ceramic would be a good choice.
Finally, because a sintering process will be used to bond the microparticles together, a. material with a lower nelting temperature will help to facilitate the process.
Consequently, commercially available soda-lime glass microspheres supplied by Cospheric were selected as the material of choice. This glass is composed of SiO 2 , CaO,
MgO, Na 2 0, K 2 0, and AL 2 0 3 , and it has a relatively low melting temperature of
730 C. The microspheres are also polydisperse, as seen in Figure 3-3, meaning that
the individual particle size varies. The batches used in this work have a median diameter of 3 or 4pm; 10% of the beads have a diameter of about 2pm. or less, and 90%
of the beads have a diameter of about 6ptm or less. It is notable that microspheres
with a diameter or 10nmn or greater are also present in the population. While glass
microsphere supplies with a more narrow distribution were pursued and sought after,
it was found that they are not readily available, due to the manufacturing method.
Nevertheless, a more mnonodisperse microsphere population can be achieved in the
future by filtering the supply; however, this avenue has not been pursued in this
work.
34
MIT4835
2013/05/22
14:38
xl.Ok
100 um
Figure 3-3: A scanning electron microscope (SEM) image of glass microspheres on
top of a flat silicon surface. The microspheres have D50 = 3 or 4pmn, D1O = 2pn,
and D90 = 6pm.
3.3
Fabrication processes
Several major fabrication steps are required to produce these emitter arrays. First,
the molds themselves must be designed and manufactured using MEMS processing
techniques. Then, the soda-lime glass microspheres are deposited into the mold channels and sintered. Finally, the structures are demolded to produce the emitter tips.
The overall process is shown in more detail in Figure 3-4, and specifics relating to
each fabrication step are described in the following sections.
35
(a)
(b)
(c)
(e)
(f)
(g)
Silicon
EGlass
Silicon dioxide
* Stopper
II
(d)
(h)
Photoresist
Figure 3-4: A schematic of the fabrication process flow: (a) processing begins with
an SOI wafer; (b) channels are etched into the handle layer of the wafer with DRIE;
(c) channels are etched into the device layer of the wafer with DRIE; (d) the BOX
is opened with a BOE etch; (e) glass microspheres are deposited into the open mold
channels; (f) the glass is sintered; (g) XeF 2 is used to etch away the device layer; (h)
a film protecting the handle layer is removed, producing the emitters.
3.3.1
Mold fabrication and design
The molds are processed out of a silicon-on-insulator (SOI) wafer.
These wafers
consist of a silicon handle layer about 500pin thick, a thinner silicon device layer in this work, either 60pn or 100p m thick - and a 2pm thick silicon dioxide layer
sandwiched between the two silicon layers. This inner layer is called the buried oxide
(BOX).
36
Mold designs
Two different iterations of mold designs were developed in this process. The first
iteration corresponds with the 60pm device layer SOI wafers, and the second iteration
uses wafers with a 100pm device layer. The goal of the first design was to prove the
feasibility of the fabrication of these emitter structures, while the second design is
intended to be compatible with the current iEPS frames and extractors such that
fabricated arrays can be fired and tested. Specific differences between the two will be
explained below.
Figure 3-5: An example gold-coated wafer with several different designs etched into
it.
Each wafer is able to produce several different mold designs at once, as indicated
by Figure 3-5. This allows for the concurrent evaluation of several different mold
designs and thus helps to accelerate the development process. For example, the first
mold design featured two major alternatives for the device layer design. One consists
of segmented capillary-like structures, as shown in Figure 3-6 and was designed for
rapid de-molding; however, these structures proved to be very fragile and easy to
break. The other device layer option was much more robust. It is comprised of
37
1 mm
MIT4767
(a)
(b)
Figure 3-6: Top-down view of 6pm tall segmented capillary throughholes: (a) shows
an array; (b) shows a single tower.
throughholes in the bulk silicon layer - this is the design that is described in Figure
3-4. Once the device layer macro-design was decided, however, there were still four
alternate throughhole design choices, outlined below in Table 3.1, where FS refers
to the front side, or device layer, of the wafer, while BS refers to the back side, or
handle layer. An open hole refers to a hole with a simple circular cross-section, while
a tri-section hole has three 20pm thick silicon walls forming the shape of a "Y" that
divide the hole cross-section into three equal areas.
Table 3.1: First iteration mold designs
Identifier
FS diameter
BS diameter
BS geometry
1-AL
75prm
150pum
open hole
2-BIL
50pn
150pm
tri-section hole
3-CAL
25prn
50pm
open hole
4-DAN
50,m
45im
open hole
Using these molds, emitter structures with a diameter of 25pim, 50pzm, and 75pn
were all successfully produced. However, producing full arrays was much more difficult. While the 3-CAL design has the smallest hole diameter, deposition trials showed
38
that the 2-BIL and 4-DAN designs, the two 50prn FS diameter designs, were actually
harder to fill uniformly. High yield arrays (> 80%) were produced using both the 1AL and 3-CAL designs but not 2-BIL or 4-DAN. This is likely due to the fact that the
1-AL and 3-CAL designs both have larger BS diameters than FS diameters, creating
a, funnel-like throughhole. The 2-BIL design, while also possessing a large overall BS
diameter, has that area broken up into 3 smaller irregular areas, creating three less
effective "funnels". Finally, the 4-DAN design is unique in its "inverse-funnel" design
- it has a BS diameter that is smaller than its FS diameter; in fact, it has the smallest
BS diameter of all the designs. This was also less effective, as it likely rejected more
glass microspheres.
Therefore, in selecting designs for the second iteration of the molds, all of the
options were created using the "funnel" configuration, with a larger BS diameter
than FS diameter. Furthermore, a diameter of 50im was chosen as the FS diameter
for most of the designs, in spite of there having been no 50pm arrays produced with
the first iteration of mold designs. This is due to the success of both the 75pm
arrays and the 25pm arrays; it is reasonable to hypothesize that a 50pn array will
be able to be filled with a revised BS design. Furthermore, the 75prm molds had been
demonstrated to be significantly easier to fill than the 25p1m. molds, but a smaller
FS diameter is more desirable for a greater emitter aspect ratio; as a result, 5Opmn
was deduced to be a more readily attainable compromise for the testing aims of the
second mold designs. The full list of second iteration emitter array mold designs is
included in Table 3.2.
Table 3.2: Second iteration mold designs
FS diameter
BS diameter
Pitch
50pi'
200pin
450jm
75pnm
200pim
450pm
50pman.
200pim
300pm
25in
200pin
250pjim
39
As shown in Table 3.2, pitch size is an important feature in the second iteration
of the mold designs. Because these molds are to enable testing with the current
iEPS devices, it was necessary that some designs have the same pitch as that of the
iEPS design, 450pn. Furthermore, die-level alignment features were added so that
the soda-lime glass emitter arrays could be mounted onto the iEPS frames such that
emitters would line up with extractor holes. These features are shown in Figure 37(a). Additionally, an inset reservoir was added to the handle layer to aid in the
deposition of glass microspheres; this is also shown in Figure 3-7(a).
(a) A second iteration mold.
(b) An
iEPS frame.
(c) An empty mold mounted
into the frame.
Figure 3-7: Second iteration mold design features: (a) shows a, slightly recessed reservoir pool around the mold holes, as well as alignment marks, especially visible on
the right side of the mold; (b) shows the iEPS frame that has a slightly protruding
lip, especially visible on the top side of the device, that fits into the mold alignment
feature; (c) shows the mold flipped and mounted into the frame.
Mold fabrication
Once the mold configurations are decided upon, they are printed out onto masks. For
this application, the mask is a quartz plate with a layer of chrome patterned into the
desired design. There is one mask for each height layer of the mold design, which
means that there are two masks for the first iteration mold design and three masks
for the second.
Figure 3-4(a)-(d) shows the overall processing steps used to create the molds. Deep
reactive ion etching (DRIE) is a dry, or gaseous, process used to etch away silicon
to produce channels on both sides of the wafer. As the BOX layer is composed of
40
(a) Clean SOI wafer. (b) Grow 1.5pm ox- (c) Deposit photore- (d) Use BS mask for
features
sist on both handle alignment
ide.
reservoir
inset
and
layer.
device
and
layer
and FS holes mask;
photoresist.
develop
This patterns the BS
delay mask.
(e) Etch in BOE. This (f) Strip the remain- (g) Deposit photore- (h) Use BS holes
mask; develop phosist on BS again.
will pattern the oxide ing photoresist.
toresist.
layer and form the delay mask on BS.
(i) Etch BS about (j) Strip the remain- (k) Etch an additional (1) Etch
1Mimi. to reach BOX. DRIE.
with ing photoresist.
400prn deep
This forms two height
DRIE.
layers on BS.
FS
with
ITi
(m) Etch in BOE to
remove surface oxide
as well as BOX.
Figure 3-8: A schematic of the process flow used to create the second iteration molds.
A cross-section of the resultant molds is shown in (m).
41
silicon dioxide, it is resistant to ion etching, thus serving as an etchstop and allowing
for distinct heights and diameters in the channels of the device and handle layers.
The BOX then requires an additional removal step using buffered oxide etch (BOE),
which is a buffered solution of hydrofluoric acid, an etchant that is highly selective
for glass. For this application, the BOE etch step can be difficult, since the channels
can get air bubbles trapped inside, blocking the BOX from the etchant. However,
an ultrasound is very effective in releasing any bubbles, and a 30min BOE etch with
ultrasound will typically open up the throughholes.
The second iteration of the molds has a slightly more complex design, requiring
the use of a delay mask to produce the two different height levels on the handle layer.
Figure 3-8 explains the processing steps in detail.
3.3.2
Deposition
After the molds are produced, the next step is the deposition of the glass microspheres,
as shown in Figure 3-4(e). The glass beads are first mixed into a. suspension and then
deposited on the BS of the molds and induced to travel through the channels to
the FS by a combination of gravitational and capillary forces. The solvent, is then
allowed to evaporate, leaving behind a. glass microsphere microstructure that is held
in place through static forces. In this work, the deposition process proved to be more
complicated than that described by Krpoun[9], likely due to a combination of a few
factors.
For one, the glass microsphere population, as described earlier, is polydisperse.
Typically, the mean diameter of the particles used to fill a mold should be an order
of magnitude less than the diameter of the mold channel. While this is true for the
75ptm and 50pim. holes, it is very close for the 25prm holes. Indeed, given that the
largest particles have a diameter > 10pjm, two of these could block a. throughhole.
Another complicating factor is the bleed-through of the microspheres.
Bleed-
through here refers to the overflowing of particles onto the FS of the molds. For this
application, it is a problem because sintering will join these overflowed particles to
the emitters, forming a thin film at the level of the emitter tips, thus disrupting the
42
tip geometry. These particles can be scraped off with a razor blade before sintering, but doing so will damage the particle packing structure at the tip, generating
irregularities. Moreover, as it is a manual step, it is imperfect and will likely leave
behind residual particles, still allowing small films to form. These effects can be seen
in Figure 3-9. Thus, it is necessary to introduce a stopper material placed on the FS
of the device to prevent this bleedthrough. However, a stopper can work too well,
not allowing anything to escape out the FS, and with deposition beginning on the
BS, air bubbles can then get trapped in the channels and prevent filling.
MIT8863
2013/10/11
17:13
x100
1 mm
Figure 3-9: An array of emitters with particle bleed-through scraped off. The tips
have irregular features.
These effects have made deposition somewhat of a challenge, as evidenced by the
failure modes depicted in Figure 3-10. Several variables in the deposition process,
however, can be adjusted to improve the yield. These will be discussed next, and
43
then a deposition process that has resulted in successful array production will be
given.
MITS142
2013109111
15:13
xl.Ok
MIT8299
100 um
2013109/4
11:15
xlOk
lO0um
14:16
X1.Oc
100 UM
(b)
(a)
MIT8469
201319117
16:31
xl.Ok
MIT8321
lO0um
2013109/17
(d)
(c)
Figure 3-10: Failure modes of deposition: (a) an empty hole; (b) a partially filled
structure; (c) a shell structure; (d) a, structure with compromised height.
Concentration
The concentration of beads in the suspension is an important parameter for a few
reasons. Firstly, the concentration affects the amount of beads deposited, since only a
certain volume of the suspension can be deposited without flooding the mold. Then,
there must be enough of the microspheres to fill the throughhole completely, given
also that a certain amount will remain on the BS surface and not travel into the holes.
While the structures are very small and do not require a large mass of glass, initial
44
concentrations of 1% by weight of beads appeared to be insufficient. Furthermore,
additional weight can only help deposition, as it provides additional filling force.
However, it can be observed that increasing the concentration of glass microspheres
also increases the contact angle of the suspension, which is indicative of decreased
wettability. This is then a barrier to filling. Current experinental results have shown
successful array filling using a 10% by weight suspension of glass microspheres.
Solvent
The solvent can also affect the behavior of the suspension. Notably, choice of solvent
can affect the wettability and viscosity of the suspension, which can affect the fill
rate. Additionally, the vapor pressure of the solvent could be a point of interest.
Initial efforts used deionized water (DIW), which successfully produced structures
but not full arrays. Increasing the wettability, then, could help improve the fill rate,
since it would increase adhesion between the suspension and the silicon mold walls.
Both ethanol and isopropanol were good candidates, as they both have a lower contact
angle with silicon than DIW does. However, there was a concern about their higher
vapor pressures - if the solvent evaporated before the microspheres had a chance
to settle into the channels, it could be problematic. For that reason, the alcohols
were combined with water to form solvents. In fact, the ethanol and isopropanol
suspensions performed similarly and were an improvement over DIW alone; these
produced high-yield emitter arrays.
Viscosity was also considered a. property of interest, as it was possible that the
water was not pulling the glass beads into the throughholes, even if it was flowing
through itself. To address that hypothesis, a glycerol-water solvent was used. However, the glycerol suspension did not wet the silicon well, and filling was mediocre.
A glycerol-isopropanol solvent was attempted, but the results were not conclusive.
Future development of a high viscosity solvent with good wettability and low vapor
pressure, such as ethylene glycol or formamide, could produce even better fill rates.
45
Stopper
As mentioned previously, the stopper is an important ingredient in this process and
performs a specific task: to prevent glass microspheres from reaching the FS. Thus,
it is important that the stopper makes good contact with the FS silicon. Removing
the stopper, however, should not damage the settled glass structure. Furthermore, in
light of the air bubbles possibly caused by the stopper, allowing the escape of these
bubbles through utilization of a porous stopper would be ideal. In fact, the stopper
could even be like a sieve, allowing the solvent and air to pass through but holding the
glass microspheres back. The stopper's porosity is the property that most affects the
fill rate; the other properties will instead affect the tip geometries. Several stopper
materials were evaluated for suitability, and the results are summarized in Table 3.3.
Table 3.3: Various stopper qualities
Contact with FS
Porosity
Gentle removal
3M Parafilm
Good
Poor
Good
Porous alumina, disk
Poor
Good
Good
Porous nickel disk
Good
Fair
Good
3M Micropore tape
Good
Good
Poor
Stopper material
As seen in Table 3.3, each of the stopper choices are good options with perhaps
one weakness.
Parafiln is minimally permeable to gases and not to liquids, so it
does not allow for any flow through the FS. The porous alumina and porous nickel
need to be attached to the molds with tape, and since the porous alumina is very
thin and fragile, it can be difficult to attach tightly without breaking; moreover, it
occasionally breaks from flexing under the weight of the inicrosphere suspension. The
3M Micropore tape can form a very good seal and is definitely porous, but removal
of the tape also removes the very top layer of beads in the molds. The porous nickel,
then, is typically the best choice, as its weakness is that its surface is not as porous
as some of the other options. However, it does require flat surface for taping, so if
46
the mold design does not have enough of a lip, as some do not, then the Micropore
tape is the next best option.
Additional processing steps
Several additional processing steps can be used to aid and facilitate the deposition
process. An ultrasound bath can help to make the particles in the suspension more
mobile, pushing them towards local depletion zones, dislodging microspheres that are
blocking a channel, or freeing air bubbles. A dessicator pulls a vacuum; this can
bubble out any trapped air bubbles and allow for smoother suspension flow. Multiple
deposition is also a. valuable tool; earlier it was discussed that additional weight could
help filling, but increasing the microsphere concentration of the suspension decreased
the wettability. However, additional weight can be applied by simply waiting for some
of the solvent to evaporate and then depositing more. While this may also increase
the effective bead concentration on the mold, it is a gradual, staged increase and has
been demonstrated to improve deposition. Finally, adding a pressurized gas flow to
the BS can provide additional forcing of the beads into the channels. However, in
experimental trials, this would blow out the deposited suspension, creating a bleedthrough as well as a disordered microstructure, as shown in Figure 3-11. If the applied
pressure could be finely tuned and controlled, this could prove to be an effective step
for future deposition processes.
Current process
The currently established deposition process is as follows:
1. Prepare a 10% by weight glass nicrosphere suspension. The solvent is a solution
of ethanol/isopropanol and DIW.
2. Clean (ultrasound in acetone, isopropanol, DIW) and dry (using N 2 gas) molds.
3. Clean porous nickel chips, if using as stopper (ultrasound in DIW, isopropanol,
acetone) and evaporate to dry.
4. Prepare molds with stoppers: attach porous nickel stoppers (with Kapton tape)
or attach Micropore tape.
47
MIT7250
2013108/02
12:02 L .
x1.0k
MIT8280
100 um
2013/09/13
14:27
x1.Ok
100 um
(a) Top-down view of emitter structure before (b) Tilted view of same structure after short
XeF 2 etch.
XeF 2 etch.
Figure 3-11: Emitter structure processed with back pressure: (a) shows the hole appearing to be mostly filled, although bleed-through is evident; (b) shows the structure
is actually shorter than it appeared, and the packing of the beads is disjointed and
disordered.
5. Prepare rig to suspend mold - this increases the available area for liquid or gas
flow in the stopper.
6. Deposit suspension into the BS reservoir.
7. Dessicate the molds. The liquid will bubble and then quiet down. At this
point, it can be removed.
8. Deposit more of the suspension to replace any liquid that evaporated.
9. Place the molds in an ultrasound bath for 15min.
10. Again, deposit more of the suspension to replace any liquid that evaporated.
11. Ultrasound the molds for 1hr.
12. Allow the molds to evaporate dry fully.
This process has been used to produce arrays with the first iteration of mold
designs as well as an array with the second iteration designs with the thicker device
layer, shown in Figure 3-12. However, the second iteration arrays were notably not
uniform in height; thus, the process likely can be improved. It appeared that with
the additional height and larger BS diameter, there were not enough beads. Thus,
the concentration of the suspension could be raised, or more deposition steps could
be added.
48
Figure 3-12: Stereomicroscope image of second iteration mold array.
3.3.3
Sintering glass microspheres
In Figure 3-4(f), after the stopper is removed, the filled molds are taken to a box
furnace to sinter the glass microspheres. Sintering is the process of forming a solid
body from a particulate by applying heat and/or pressure. In this work, it is the
process that transforms the molded powder into rigid emitter structures.
Sintering is an ancient craft, having been practiced for thousands of years to produce pottery and art[6]. There are a few different atomic level events that can cause
particles to join together, and in glass, the dominant atomic event is viscous flow.
Sintering is an irreversible process, as it consumes surface energies of the particles
to form bonds between them. This means that small particles that have a greater
surface energy will sinter more readily.
The rate of sintering can depend on a number of other factors as well, such as
temperature, pressure, and environmental conditions. In this work, sintering will be
conducted at atmospheric pressure with the environment as controlled as possible.
Temperature will be the only variable controlling the rate of sintering.
The progression of sintering can be classified into four stages. In the first stage,
49
necks begin to form between adjacent particles. In the second, the neck grows. In
the third, pores between particles begin to grow and round themselves out. In the
last stage, the pores are no longer interconnected; a fluid or gas cannot move from
one face of the solid to the other, although there may be individual round pores still
present. Figure 3-13 illustrates the corresponding progression of these stages in two
adjacent particles with time scales. It is important to note that the rate of sintering
decreases with the progression of sintering. This is due to the fact that the surface
energy of the particles is being depleted. In fact, complete coalescence, as shown in
Figure 3-13, would require a theoretically infinite amount of time.
Initial
point
D
contact
Spherical particle
D = diameter
Neck
Grain
bouindary
Early stage
neck growlh
(short time)
Late stage
neck growlh
(long time)
Terminal
cordwation
fully coalesced
(infinite time)
1 26 D
Figure 3-13: Progression of sintering between two particles[6].
For this application, however, this property of sintering is beneficial, as a fully
50
solid body is not desirable. Instead, to create a porous network, sintering should be
paused during the second stage; the necks between particles will have formed, but
the body will still be highly porous. Furthermore, the pore size and the porosity
can be tuned to some extent by varying the parameters of temperature and time, as
indicated by Kingery et al. [8] Moreover, it is important to note that the same relative
density or porosity can be achieved with different combinations of temperature and
time.
The following, then, will describe the experimental trials used to identify an effective sintering process. Due to the fact that the vent of this furnace was open to
atmosphere, these trials were necessary to adjust existing sintering formulas for the
furnace.
Sintering trials and final process
Sintering processes commonly take place at temperatures below the melting point[15].
Since the soda-lime glass microspheres have a melting temperature of 730 0 C, initially
it was decided that 700 0 C would be the sintering temperature. Since it is close to
the melting point, it was anticipated that these would be relatively quick sintering
runs, which is beneficial in decreasing the overall process time. A few sample trials
at this temperature are described in Table 3.4, with the corresponding results shown
in Figure 3-14.
Table 3.4: Sintering trials - Set #1 "Flash Sintering"
#
Sinter temp.
Rise time (h:m)
Hold time (h:m)
Fall time (h:m)
1
700 0 C
2:20
0:40
5:00
2
700 C
2:20
0:20
5:00
3
700 C
2:20
0:10
5:00
Trial
As can be seen from the results, sintering in Trial #1
and Trial #2 clearly pro-
gressed too far; the desired internally porous network was not produced. Trial #3,
51
2012/11/28
15:08
x1.0k
100 um
MIT3758
(a) Trial #1
2012/12110
13:32
(b) Trial #2
(c) Trial #3
Figure 3-14: Flash sintering trial results: (a) is completely melted, with no visible
microstructure - Stage 4 sintering; (b) is mostly melted, with some large particles
and pores visible - Stage 3 sintering; (c) has a very porous network with individual
particles still visible - Stage 2 sintering.
however, did produce a porous substrate that could be used for electrosprays. However, it is evident that there is a large difference in the microstructure between each
trial run, even though the runs only varied in the hold time by a maximum of 30
minutes. In fact, Trial #2 and Trial #3 differed by only 10 minutes, yet only one
result was acceptable. Given the fact that the furnace is open to atmospheric conditions, such as humidity, which can affect the sintering rate, it was decided that this
sintering profile would not be robust enough for repeated processing.
Thus, it was determined that a slower sintering process at a lower temperature,
while requiring more time, could provide a more robust profile. A second set of trials
52
instead targeted a sintering hold time of 4hr and sought an appropriate sintering
temperature. These runs are summarized in Table 3.5, and the results are shown in
Figure 3-15.
Table 3.5: Sintering trials - Set #2 "Slow Sintering"
Trial
#
Sinter temp.
Rise time (h:m)
Hold time (h:m)
Fall time (h:m)
4
600 C
2:00
4:00
4:00
5
650 C
2:30
4:00
4:30
6
625 C
2:15
4:00
4:15
2013102127
15:19 L
X1.0K
100 um
MIT4,0d
(a) Trial #5
201304/02
17:5b
(b) Trial #6
Figure 3-15: Slow sintering trial results: (a) is completely melted, with no visible
microstructure - Stage 4 sintering; (b) is highly porous, with individual particles still
visible - Stage 2 sintering.
While the rise and fall times in Table 3.5 were not held constant, this was because
the ramping slopes of the furnace were instead held as the constants. The important
variable, then, is the sintering temperature. At 600 0 C, Trial #4 did not sinter, so a
picture was not provided. Trial #5, sintered at 650 C, progressed too far and melted
all the particles together. Trial #6 at 625 0 C, however, did successfully produce a
porous network with small pore sizes. This sintering profile has also been shown to
be more robust; changing the sintering temperature to 635 C produced a similarly
53
porous microstructure, with slightly more extended necking between the particles.
Finally, the porosity of this sintered glass substrate was measured at about 43%.
The final sintering profile used in these fabrication efforts is given in Table 3.6
and illustrated by Figure 3-16:
Table 3.6: Sintering profile parameters
Sintering temperature 625'C
Rise time (h:m)
2:15
Hold time (h:m)
4:00
Fall time (h:m)
4:15
600
500
400
4D
-
0
1
10
11
300
a)
F-
200
100
0
1
2
3
4
5
6
7
8
9
Time [h]
Figure 3-16: Sintering profile.
The total time for the sintering process is 10hr : 30min. Additionally, the process
is run with a 2500O
N2 flow to control the environment as much as possible.
Even so, there is still some minimal variability inherent in the process due to
the furnace. For one, there is some lag between the programmed temperature and
the actual temperature, as it usually starts at roughly 17 C, not 25 C.
takes time to heat up the volume of the furnace, which is more than
Ift 3
It also
. Another
artifact of this is the presence of a temperature gradient in the box furnace; since
heat is applied from the walls, it will be cooler towards the center of the box. To
54
account for this, the samples were placed close to the same location every time; still,
especially when sintering multiple arrays at once, it is unavoidable that they will
each be subject to slightly different conditions. Lastly, as previously explained, the
furnace is open to atmosphere, which can also affect sintering. These effects can
cause the kind of variability shown in Figure 3-17. However, that level of variability
is still acceptable for this application, as both of the microstructures are still openly
porous. Furthermore, after running extensive trials with this sintering profile, it can
be observed that these variations are very uncommon. Overall, the sintering profile
of Table 3.6 is satisfactorily robust for producing porous electrospray emitter arrays.
(b)
(a)
Figure 3-17: SEM images demonstrating sintering variability. Both samples were
produced using the same sintering profile.
Structural analysis
As these sintered glass structures are intended to function as electrospray emitters,
they will be subject to the same electrostatic pressure that the ionic liquid propellant
is subject to. This pressure, if strong enough, can break apart the sintered bonds.
This is clearly not an optimal scenario. In the best case, a few beads falling off could
cause temporary efficiency losses and unexpected increases in thrust; in the worst
case, the emitters would decay over time, eventually leaving behind no structure.
Regardless, any unpredictable behavior should be avoided.
Figure 3-18, then, shows the worst case scenario, where a single neck joint between
55
El
Figure 3-18: Diagram of an emitter structure with a single microsphere forming the
tip. The neck joint identified must be able to bear the stress of the electrostatic
pressure defined by the electric field, E.
two particles must bear the electrostatic pressure. In equation (1.2), the pressure
balance of ionic liquid at the emitter tip gives that the electrostatic pressure, !COE2,
. This same electrostatic pressure also
is equal to the Laplace or surface pressure,
acts on the glass microsphere. Multiplying by the projected area cross-section, then,
will give the force on the particle. Thus:
F = P x A= 1 oE2 x 27rr=2 =2
rc
2
x 27rr2 = 47rre
This is the force that must be able to be sustained by the neck joint. The minimum
neck diameter, then, can be determined by the following:
F = a x Aneck
= 9x
7
d 2k
"c
4
Taking -y, the surface tension of the ionic liquid, again as 0.05N and -, the yield
stress, conservatively as 19MPa, different values of rc will yield different allowable
neck diameters, as summarized in Table 3.7.
56
Table 3.7: Structural analysis - minimum neck diameters
re
dneck
dneck
1pm
0.2pm
0.10
2pm
0.3pm
0.07
3pm
0.4pm
0.06
7pm
0.5pm
0.04
As shown above in Table 3.7, the ratio of the neck diameter to the particle diameter is larger for smaller particles and decreases with particle diameter. Fortunately,
sintering also follows a similar profile. As the smaller particles have a higher surface
energy, they sinter more readily and are therefore more progressed in neck growth
than the larger particles. In fact, for particles with a diameter of 2pm or less, the
sintering profile in Table 3.6 usually produces neck sizes that are roughly 50% of the
particle diameter or greater. This can be observed in Figure 3-19. The larger particles
also satisfy the minimum neck diameter requirements. In fact, these results originally
helped to motivate the decision to increase the sintering temperature to 635 C and
thereby increase the neck diameter.
3.3.4
De-molding
The final processing step to produce the emitter arrays is de-molding. This is illustrated in Figure 3-4 (g) and (h). These two steps serve to remove the remaining bulk
silicon of the device layer while providing some protection for the handle layer, as
the handle layer provides structural support and holds the arrays together. Initial efforts attempted to use tetramethylammonium hydroxide (TMAH), a wet anisotropic
etchant, to remove the silicon. However, it proved to be ineffective. XeF 2 , a dry
isotropic etchant with a relatively high etch rate, was then successfully used to remove the device layer with a 60min etch. XeF 2 has the additional property of being
highly selective for silicon over glass. Consequently, the oxide layer serves as an ef57
Figure 3-19: SEM image of sintered glass microspheres. Necks between particles are
clearly visible
fective etch-stop, and the soda-lime microspheres are also minimally affected. Figure
3-20 shows the resultant surface etching. In fact, the roughening of the surface can
serve to improve the wettability of the soda-lime emitter tips.
Then, in order to protect the handle layer, it is necessary to cover the BS. As
shown in Figure 3-4 (g), photoresist can be deposited on the BS for this function
and subsequently removed using an oxygen plasma asher. While this does sufficiently
protect the handle layer, the liquid photoresist can get inside the pores of the sintered
glass on the BS, making it more difficult to remove. This then blocks off the BS pores,
which can inhibit filling of the arrays with ionic liquid. A simpler solution is to instead
cover the BS with a glass slide. This has also been shown to be effective and does
not affect the soda-lime microstructure.
58
Figure 3-20: XeF2 etched glass microspheres. While all of the silicon was removed,
the glass only received a surface roughening.
59
60
Chapter 4
Results
The fabrication process detailed in Chapter 3 has been used to produce both individual emitter structures and arrays. These will be introduced and evaluated in the
following sections. Additionally, the sintered porous glass material itself is characterized for its suitability for electrospray propulsion. This in particular reflects upon
the material's wettability with ionic liquid as well as its porosity. A test piece of
this material is fired to determine its emission characteristics; these results are also
included in the following.
4.1
Structures
Single emitter structures with diameters of 75pm, 50pm, and 25pm have all been successfully fabricated. Figure 4-1 shows an SEM image of a 75pm diameter structure,
Figure 4-3 shows several SEM images of 50pm diameter structures, and Figure 4-2
shows an SEM image of a 25pum diameter structure. All of these structures were produced with the first iteration molds, so they all have a height of 60pm and respective
aspect ratios of 0.8, 1.2, and 2.4.
The structures typically have a very tightly-packed microstructure, as can be seen
in the figures. However, a few of them are more sparse, as in Figure 4-1 and Figure
4-3 (f). The latter can be explained by the 4-DAN mold design; recall that this design
had a larger FS diameter of 50pm with a smaller BS diameter of 45pum. In fact, this
61
MIT8867
2013/10/11
17:18
x1.0k
100 um
Figure 4-1: SEM image of 75pum diameter emitter structure with a height of 60pm.
MIT7491
2013/08/20
16:31
x3.Ok
Figure 4-2: SEM image of 25pm diameter emitter structure with a height of 60pm.
62
(a)
2013/06/27
(b)
16:43 L
x1,5k
50 um
MrT5776
(d)
(C)
2013/06/27
2013/06/27
16:47 L
x1.5k
50 um
MIT5782
(e)
2013/06/27
(f)
Figure 4-3: SEM images of several 50pm diameter emitter structures with a height
of 60pm.
"inverse funnel" design can be seen in Figure 4-3 (f) upon careful observation. These
molds were difficult to fill, as the smaller BS diameter rejected more microspheres.
63
Thus, the loose packing in Figure 4-3 (f) could be the result of an insufficient amount
of beads filling the channel. Figure 4-1, however, also had a looser microstructure.
This could be caused by the solvent used in deposition. As alluded to in Chapter 3, a
solvent that evaporated too quickly may not provide enough time for the microspheres
to settle into a lowest-energy configuration. It could also be caused by a solvent with
a lower viscosity and/or surface tension. Typically, as the solvent evaporates, surface
tension forces pull the remaining solvent into itself. Viscosity would then also pull
the glass microspheres along, packing them in. Insufficient surface tension forces or
viscosity compounded with a higher vapor pressure could thus lead to a looser packing
configuration. In fact, Figure 4-1 used a 5:4 ratio of ethanol to DIW as the solvent,
while Figure 4-3 (c), for example, used only DIW as a solvent. Variations in the
microstructure could then also be an effect of different choices of solvent.
Additionally, several of the structures in Figure 4-3 especially can be seen to taper
slightly in diameter, increasing towards the base. A cusp at the tip of the emitter,
with the edges raised above the center, can also be noticed. The tapering may be
attributed to some uneven shrinkage during sintering. Since the mold is sintered
upside down, the top of the emitters is is closest to the furnace walls and therefore
exposed to a slightly higher temperature during sintering before the temperature
profile of the box evens out. It is possible that due to the tighter initial packing in
these structures, sintering was able to progress slightly further, emphasizing these
effects. The cusped tip can be attributed to specific parameters of the deposition
trial that yielded these structures. Parafilm, a non-porous stopper was used, and in
conjunction with the higher surface tension of the DIW solvent, it is possible that
trapped air pockets in the channels helped to create the cusp shape, or it could simply
be an artifact of the suspension's meniscus.
The variations between the images in Figures 4-1, 4-2, and 4-3 discussed above are
due to differences in the specific fabrication trial processes that produced the structures. These images thus show the feasibility of fabricating electrospray emitters by
using the methodology outlined in Chapter 3. In fact, it is evidenced that characteristics of the emitter structures can be altered by adjusting the fabrication process. This
64
can be applied to create structures that are the best suited for electrospray emission.
MIT5871
2013/07/03
11:06 L
x300
300 um
Figure 4-4: SEM cutaway image of an entire emitter structure, with both device layer
and handle layer columns.
While the emitter structures have thus been established, it is also necessary to
verify that the columns continue into the handle layer. Without this component, the
emitters would be left without a structural basis and more readily disattach from the
silicon handle layer. Figure 4-4 shows an image of a whole emitter structure, with
both FS and BS components. Normally, the BS is protected from etching along the
sides of the mold by a buffer layer of silicon, but this picture is taken of a mold that
had been broken in half yet still filled. This structure happened to be very close to
the break line and therefore was successfully etched by the XeF 2 . The oxide layer, as
expected, has been untouched by the XeF 2 and can be seen as the flat plate around
the emitter structure. The BS column is clearly present, sintered, and attached to
65
the FS column. It is also connected to a thin film of sintered microspheres that lies
on the BS surface of the array. This film connects all of the emitters on the BS
and helps to transport ionic liquid to the emitters. Another feature of interest is a
ring of sintered beads just under the oxide surface with a diameter larger than the BS
column. This layer is caused by DRIE overetching of the BS channel when fabricating
the molds; it can be exposed by an extended BOE etch of the oxide layer. This region
is actually beneficial, as it serves to increase the area that can catch and reuse ionic
liquid spillover, preventing shorts. There is a slight gap in the overetched region that
can be improved by better deposition, but the full emitter structure can be verified
as intact by Figure 4-4.
4.2
Arrays
A few high-yield arrays have been fabricated thus far, as indicated earlier, though
none with a diameter of 50Am. One 75pm diameter array is shown in Figure 3-9,
and a 25pm diameter array is shown in Figure 4-5. Variability across an array is an
important metric for the fabrication process. In Figure 4-3, (c), (d), and (e) were from
the same array (although it wasn't high yield); it can be observed that (d) appears to
be slightly shorter than the other two structures. This shows then that the filling was
not consistent across the array. The arrays in Figures 3-9 and 4-5, however, appear
to be very uniform.
The 25pm array was characterized by measuring 56 of the 480 emitters using white
light interferometry. The results are summarized in a box-and-whisker plot in Figure
4-6. The red line gives the median, the blue box marks the 50% of all measurements
closest to the median, the black whiskers show the range of the data, and the red
crosses indicate any outliers. The plot shows that the bottom and top diameters are
both very precisely controlled, as shown by the small ranges. The bottom diameter
has a little more variance; this could be due to any amount of overetching of the FS
channels. The top diameter is also definitively smaller than the bottom diameter;
the medians are separated by about 3pm. This indicates that even though it wasn't
66
MIT9115
2013/10/28
10:38
x100
1 mm
Figure 4-5: An array of emitters with a diameter of 25pm. A broken emitter from
mishandling the array can be seen at the top.
noticeable, there is indeed some tapering of the structures in the 25pum emitters as
well as the 50p-m emitters. As explained previously, this is caused by the sintering
process. The height of the structures is more varied than either of the diameters, with
a wider range and several outliers. The fact that a full quartile of the measurements
lies above the 60pm line is unusual, as 6pm is the thickness of the device layer and
therefore the maximum possible height. It may be indicative of some measurement
error. Nonetheless, 50% of the measured structures had a height between about 57pum
and 60Mm; this shows that the filling was largely uniform. In fact, all but three of
the emitters had a height above 54pm. These three outliers, then, represent the
variability of the current fabrication process.
67
Top
Diameter
[pm]
65
+
-
.
60
-
. . .
- -.- .
50
-
-
-
55
-
.-
45-.+....
-~40
--
30-
-
2520
. ...
-
-
-
35
..
....
---
Bottom
Diameter
Bottom Diameter fpmI
Top Diameter [pm]
Height [pm]
Figure 4-6: Box-and-whisker plot of white light interferometry measurements of array
shown in Figure 4-5 is on the right. On the left is a representative schematic image
of an emitter structure with the median dimensions given in the plot.
4.3
Characterization of sintered porous glass for
elect rospray applications
The arrays fabricated thus far using the first iteration molds are not compatible with
the iEPS frames, so alignment with an extractor grid for firing is not feasible at this
point. However, the sintered porous glass material is tested for compatibility with
ionic liquid, and a single emitter tip fashioned out of the sintered glass is fired to
determine emission characteristics.
4.3.1
Filling with ionic liquid
It is necessary to determine whether or not the sintered porous glass is wettable by
ionic liquid, as it needs to be to function as an electrospray emitter. A simple wetting
test, then, was conducted using 1-ethyl-3-methylimidazolium tetrafluoroborate (EMIB4,an ionic liquid commonly used as an electrospray propellant. A few drops of
EMI-BF 4 was deposited on the BS of a sintered glass array and allowed a few seconds
to travel to the tips of the emitters. A resultant wetted emitter is shown in Figure
68
4-7. After subsequent cleaning of the array in acetone to remove the ionic liquid, the
array remained intact and undamaged. This indicates that the sintered soda-lime
glass material is likely wettable and compatible with ionic liquid.
MIT6039
2013107106
18:47 L
x5O0
200 um
Figure 4-7: Porous sintered glass emitter filled with EMI-BF 4 . The ionic liquid is the
darker substance surrounding the glass microspheres.
4.3.2
Experimental setup
In order to determine the suitability of the sintered glass material for electrosprays, a
single emitter tip was fashioned with a razor blade out of a piece of the porous glass.
The tip was mounted in an XYZ stage, as shown in Figure 4-8, and filled with a small
drop of EMI-BF 4 . The extractor, a 1.6mm diameter hole in a stainless steel plate was
affixed over the tip, and the tip was then aligned to the hole manually at a distance of
about 1mm away from the extractor. This setup was mounted in a vacuum chamber,
as shown in Figure 4-9. A Faraday cup with a secondary electron suppression grid was
placed 6.5mm downstream of the extractor to collect the emitted current. Current
was also collected at the extractor plate to measure any current intercepted by the
extractor. A high voltage power source was connected to the emitter through the
copper stage, while the extractor was grounded. The two following characterization
69
tests were conducted at a pressure of 5 x 10- 6torr.
Figure 4-8: Sharpened glass tip clamped in an XYZ stage.
Faraday cup
Suppression grid
Extractor
r
Vw V
U
E~~-~u--------U
U
I
Glass porous emitter
I
(f
_ I
I
I
I
XYZ stage
Ceramic rod
/
Vacuum chamber
Ammeter
A
A
Hiah voltaae source
HV
GND
Figure 4-9: Schematic of experimental setup in vacuum chamber.
70
4.3.3
Current-voltage curve
First, an I-V analysis was performed to determine the current emitted at various applied voltages. A triangle voltage wave was applied to the emitter, with an amplitude
of ±2.5kV and a period of 10s, as shown in Figure 4-10 (a). The currents measured
in response to this signal are shown in Figure 4-10 (b).
Voltage Applied
0
5
Time [sI
0
10
(a) Voltage signal applied to emitter.
Single Sintered Glass Emitter
-Current collected by Faraday cup
-Interception current
87
6
5:3
0
432
1
-200
0
-500o
-2000
-1000
-100
0
0
1000
200
1000
2000
3000
Voltage between emitter and extractor [V
(b) I-V curve.
Figure 4-10: I-V curve of a single sintered glass emitterl.
It can be seen from the I-V curve that emission is fairly symmetric across the two
polarities. The startup voltages are 1601V and -1713V,
and both reach a maximum
current of just over 6pA. These results can be compared to previously measured emission from a single porous tungsten emitter[5], shown in Figure 4-11. It can be seen
71
that the emission from the glass emitter is comparable to that of the tungsten emitter
in both polarities; however, the glass emitter has significantly higher startup voltages,
which are unfavorable. However, this can be attributed to the fairly significant distance between the emitter tip and the extractor hole as well as the hand-sharpened
emitter tip that likely had a relatively large radius of curvature at the tip. Overall, these results indicate that the sintered glass could be a promising candidate for
electrospray propulsion.
Single Tungsten Emitter
6
2
5
00
-3
-2
-1
0
Voltage (kV)
1
2
3
Figure 4-11: I-V curve of a single porous tungsten emitter[5].
The I-V curve in Figure 4-10 has a few other interesting features. Firstly, there
is a non-zero resting current that switches in polarity across the OV line. This is an
artifact of the inherent capacitance of the vacuum between the Faraday cup and the
emitter. As Q = CV,
= I= C
dt
. Thus, the ramping up or down of the voltage
generates a small amount of current.
Additionally, it is notable that there is a non-negligible interception current. It
could be caused by the manual alignment of extractor and emitter, but careful inspection shows that the interception current appears to begin at higher voltages than
the current collected by the Faraday cup does. Taking the ratio of interception cur72
rent to the Faraday cup current, then, yields Figure 4-12. The relative amount of
current being emitted is increasing with the magnitude of the voltage. This, then,
indicates that the active emission region along the emitter tip is growing; as the
voltage increases, additional emission sites, or electrified mensici, are being formed
further down the emitter. Since the glass emitter is triangular, these emission sites
are firing more or less directly into the extractor plate. While ideally, there would
be no interception current, the current shown in Figure 4-12 is mostly a function of
the emitter tip geometry, and the emitters in the molded arrays have a very different
shape.
73
Single Sintered Glass Emitter: Current Ratio - Negative Polarity
:3
0.8
h
0.6
...................
. .. . . .. .. . .. . . ... . .
... ...
... . . ..
-
0.4
. . .........
..
... .-.-..
.. -
-.. ...... ..
-
.........-
......
~0.2
'V
-2900 -2500 -2400 -2300
-2200
-2000
-2100
-1900
Voltage between emitter and extractor [V]
(a) Negative polarity.
Single Sintered Glass Emitter: Current Ratio - Positive Polarity
o0.8
cc
K
.......................
... ...
........ ............
...........
................................
L
~0.2
....
...
.....
:
................
..
...............
.............................
........... .....
C
k-
...... .
. . . . . . . . . . . . . . . . . . .. . . . . . . . .
1800
1900
2000
..
.................
. .........
2100
2200
2300
2400
Voltage between emitter and extractor [V]
(b) Positive polarity.
Figure 4-12: Relative interception current with respect to the current collected by
the Faraday cup. This is also fairly symmetric in both polarities.
74
Current stability
4.3.4
In order to determine if the emitter could output a stable current, it was then fired
for 10 hours. A square voltage wave with an amplitude of ±2.5kV and a period of
60s was applied, as illustrated by Figure 4-13 (a). The current response is plotted in
Figure 4-13 (b).
Voltage Applied
5
5,
ca
0
-5
0
20
40
60
Time [s]
(a) Voltage signal applied to emitter.
2
1.5 1
0-
Collected current
-
Extractor current
-
1
0.5
J. I
0
U
I.. I
-0.5
-1
-1.5
-20
2
6
4
8
10
Time [h]
(b) Current response over time.
Figure 4-13: Current stability for a single sintered glass emitter fired for 10 hours.
In Figure 4-13, there is an initial startup transient current that is slightly higher
than the stable current it settles to. It fires at this stable current, 1pLA, for about
75
4 hours before the current begins a slow decay over the final 6 hours, appearing to
run out of fuel, which is likely, since no fuel feed system was connected. This can
be corroborated by integrating the current to estimate the mass of propellant that
was fired. Doing so yields a value of about 1.5 x 10- 5g, which indeed corresponds to
the mass of EMI-BF 4 that would be expected to fill a thin triangular emitter about
2mm wide, 1mm tall, and roughly 50% porous.
This test demonstrates that the
porous sintered glass material is able to emit a steady, stable current. Moreover, the
analysis indicates that the emission beam is largely composed of ions, although no
time-of-flight analysis has yet been performed to verify this.
76
Chapter 5
Discussion and future work
In this work, a full fabrication process for building electrospray emitter arrays out
of soda-lime glass microspheres was developed. The fabricated structure arrays were
characterized, and the material was fired to determine suitability for electrospray
propulsion. The results indicate that this fabrication method is highly promising. Future work should compare the firing characteristics of a full sintered array with those
of the state-of-the-art electrospray emitter arrays. This process can also be utilized
to investigate electrospray technology improvements in densification and wafer-level
processing.
5.1
Material evaluation
The soda-lime glass itself is chemically inert and therefore well-suited for use in space,
while the sintered glass material has been demonstrated to be competitive in porosity,
at an approximately measured 43%, with the porous nickel that Courtney[5] worked
with. It has also been shown to have competitive emission characteristics, as compared to porous tungsten. As such, the material can be deemed appropriate for
electrospray applications.
However, there are some possible non-idealities in the sintered soda-lime glass.
For one, the particle distribution is distinctly polydisperse, with a full range of over
10pm in particle diameters. This then leads to polydisperse pore sizes. While not
77
necessarily a problem, this may, for example, lead to preferred flow pathways within
the bulk sintered material and possibly favor certain emission sites over others. This
can be ameliorated in part by filtering out the larger particles from the population.
In fact, if successful, applying a pore size gradient by filling the tops of the emitters
with smaller particles and the bottom with larger particles could serve to better draw
ionic liquid toward the tips and also better tailor the emitters for emission in the pure
ion regime.
Additionally, while a structural analysis confirmed the stability of the structures
during electrospray operation, to be used in space, the devices must also be able to
survive launch. These structures have been shown to break when the array is dropped,
striking a hard surface, but a pure vibrational analysis has not been performed. Such
results would be desirable for future development of the material.
5.2
Process evaluation
The full fabrication process presented in Chapter 3, including mold fabrication, deposition, sintering, and de-molding, has successfully produced not only single emitter
structures but several full arrays, which demonstrates that it is reliable. Furthermore, the second iteration molds with an increased device layer thickness were still
able to be processed and developed, resulting in an array with a high fill rate. This
shows that the process is then also fairly flexible; individual parts of the process can
be swapped out without major changes in the rest of the process. A few areas of
improvement, then, are identified below.
Figure 4-5 shows that the over-etched region forming a porous base around the
emitter is not consistently exposed. While this is not a problem, this region may be
highly beneficial to electrosprays in terms of being able to catch spillover ionic liquid.
If this is the case, the BOE etch step may need to be better defined or extended to
expose it in all the structures.
Additionally, alignment of the molded arrays is difficult. A complicating factor is
in fact the XeF 2 etch step, as it removes the entire device layer; any visual alignment
78
features, then, cannot be used. The mechanical alignment feature included on the BS
of the second iteration molds is a good alternative, but it is subject to the tolerances
of the fabrication processes, and the alignment joint is not a tight fit. Testing will be
required to determine the appropriateness of this alignment.
The sintering process has been proven to be very robust, as indicated by the
numerous emitter features produced, but any residual variability in the process can
be removed by re-adjusting the process for a furnace that is closed to the environment.
Meanwhile, the deposition process, while shown to be reasonably flexible in producing arrays of different heights using the same deposition parameters, will need
some amount of alterations to yield fully uniform arrays with the second iteration
mold designs.
Moreover, it has been shown that the choice of solvent for the deposition glass
microsphere suspension may be able to affect both the packing of particles and the
macrostructure geometry. The sintering profile can also control the progression of
sintering and therefore the progression of pore closure. Thus, by tuning the deposition
in combination with the sintering process, it may be possible to produce a range of
permeability profiles in the sintered glass and thereby allow for the selection of a
profile best suited for ion emission.
Finally, it may be beneficial to add a processing step to sharpen the emitter tips.
The columns produced in this work have a flat top, which may not be optimal for
electrospray, as the sharp corners are directed outwards and not necessarily through
the extractor hole. A quick dip in HF may be able to smooth out the corners and
form more conical shaped emitters, as in the work of Coffman[2] and Courtney[3,
which can better direct emission through an extractor hole.
5.3
Future work
The arrays produced in this work are aimed at enabling the improvement of electrospray technology in the two areas identified below. The second iteration molds, in
particular, allow for future testing and development steps.
79
5.3.1
Densification
The second iteration molds have several mold designs that enable densification studies. There are two array designs with decreased pitch sizes, as identified in Table
3.2. One features structures with a 5 Optm diameter and a 300pm pitch, and the other
has 25pm diameter structures with a 250pm pitch. All have the same BS diameter,
200pm. Additionally, molds for an alternate emitter geometry - ridges - have been
processed. A ridge may be able to allow for densification to the natural separation
distance between individual emitter sites. The ridges in these molds have a FS width
of 50m, a BS width of 200pm, and are each separated by 400pm. Arrays using these
molds can be fabricated using the process described herein, and the arrays can then
be characterized. It may be necessary to develop matching extractor grids for firing.
5.3.2
Wafer-level integration
The second iteration molds also have a feature to potentially allow for wafer-level
integration; this is the reservoir pool. In the first iteration molds, it became evident
that a film of beads would form on the BS surface, often to the very edge of each
mold die. A wafer-level deposition, then, would lead to a film of beads across the
entire BS surface. Upon dicing of this mold wafer, then, it can be imagined that
the BS film of beads could shatter, possibly breaking off the embedded structures.
This reservoir pool, then, is intended to constrain the formation of the film to each
die individually. Then, a wafer-deposition would have many separated BS films, and
dicing through edges of the silicon molds would not cut through any glass.
The
reservoir, then, in addition to directing deposition, is also a feature to enable future
wafer-level integration experimentation.
80
Bibliography
[1] Natalya Brikner and Paulo C. Lozano. The role of upstream distal electrodes
in mitigating electrochemical degradation of ionic liquid ion sources. Applied
Physics Letters, 101(19), 2012.
[2]
Chase Coffman, Louis Perna, Hanqing Li, and Paulo C. Lozano. On the manufacturing and emission characteristics of a novel borosilicate electrospray source. In
49th AIAA/ASME/SAE/A SEE Joint Propulsion Conference and Exhibit, 2013.
[3] Daniel G. Courtney, Hanqing Li, and Paulo C. Lozano. Emission measurements
from planar arrays of porous ionic liquid ion sources. Journal of Physics D:
Applied Physics, 45, 2012.
[4] Daniel G. Courtney, Hanqing Li, and Paulo C. Lozano. Electrochemical micromachining on porous nickel for arrays of electrospray ion emitters. Journal of
MicroelectromechanicalSystems, 22(2):471-482, April 2013.
[5] Daniel G. Courtney and Paulo C. Lozano.
Ionic Liquid Ion Source Emitter
Arrays Fabricated on Bulk Porous Substrates for Spacecraft Propulsion. PhD
thesis, Massachusetts Institute of Technology, 2011.
[6] Zhigang Zak Fang and R. M. German. Sintering of advanced materials: Fundamentals and processes. Woodhead Publishing Limited, 2010.
[7] Blaise Gassend, Luis Fernando Velisquez-Garcia, Akintunde Ibitayo Akinwande,
and Manuel Martinez-Sanchez. A microfabricated planar electrospray array ionic
81
liquid ion source with integrated extractor. Journal of Microelectromechanical
Systems, 18:679-694, 2009.
[8] W. D. Kingery, H. K. Bowen, and D. R. Uhlmann. Introduction to Ceramics.
New York: Wiley, 2nd edition, 1976.
[9] Renato Krpoun. Micromachined Electrospray Thrusters for Spacecraft Propulsion. PhD thesis, Ecole Polytechnique F6derale de Lausanne, 2009.
[10] Renato Krpoun and Herb R. Shea. Integrated out-of-plane nanoelectrospray
thruster arrays for spacecraft propulsion. Journal of Micromechanics and Microengineering,19, 2009.
[11] Robert S. Legge. Fabrication and characterization of porous metal emitters for
electrospray applications. Master's thesis, Massachusetts Institute of Technology,
2008.
[12] Hanqing Li, Daniel G. Courtney, Pablo Diaz Gomez Maqueo, and Paulo C.
Lozano. Fabrication and testing of an ionic electrospray propulsion system with
a porous metal tip array. In Solid-State Sensors, Actuators and Microsystems
Conference (Transducers), 2011 16th International,2011.
[13] Pablo Diaz Gomez Maqueo and Paulo C. Lozano.
Electrospray emitters for
diffusion vacuum pumps. Master's thesis, Massachusetts Institute of Technology,
June 2011.
[14] Juergen Mueller, Richard Hofer, and John Ziemer. Survey of propulsion technologies applicable to cubesats. Technical report, Jet Propulsion Laboratory,
2010.
[15] E. M. Rabinovich. Review: Preparation of glass by sintering. Journal of Materials Science, 20:4259-4297, 1985.
[16] George C. Soulas, Matthew T. Domonkos, and Michael. J. Patterson. Performance evaluation of the next ion engine.
In 39th AIAA/ASME/SAE/ASEE
Joint Propulsion Conference and Exhibit, 2003.
82
[17] John Stark, Bob Stevens, Matthew Alexander, and Barry Kent. Fabrication
and operation of microfabricated emitters as components for a colloid thruster.
Journal of Spacecraft and Rockets, 42(4):628-639, July-August 2005.
[18] Luis Fernando Veliisquez-Garcia, Akintunde Ibitayo Akinwande, and Manuel
Martinez-Sinchez. A planar array of micro-fabricated electrospray emitters for
thruster applications. Journalof MicroelectromechanicalSystems, 15:1272-1280,
2006.
83