A Controllable, Nano-Volumetric,
Transdermal Drug Delivery Device
by
Aimee B. Angel
B.S. Mechanical Engineering
Massachusetts Institute of Technology, 2000
Submitted to the Department of Mechanical Engineering in
Partial Fulfillment of the Requirements for the Degree of
Master of Science in Mechanical Engineering
at the
Massachusetts Institute of Technology
MASSACHUSETTS INSTITUTE
OF TECHNOLOGY
June 2002
OCT25 2002
LIBRARIES
C 2002 Massachusetts Institute of Technology. All rights reserved.
Signature of Author:................
Certified by:................
Department of Mechanical Engineering
May 24, 2002
..-- -----Ian W. Hunter
BioEngineering
of
Professor of Mechanical Engineering and Professor
Thesis Supervisor
...... ......
......--.......
---------------Ain A. Sonin
Professor of Mechanical Engineering
Chairman, Department Committee on Graduate Students
A ccepted by:........................................
A Controllable, Nano-Volumetric,
Transdermal Drug Delivery Device
by
Aimee B. Angel
Submitted to the Department of Mechanical Engineering
on May 24, 2002 in Partial Fulfillment of the Requirements for
the Degree of Master of Science in Mechanical Engineering
ABSTRACT
A significant number of recently developed drugs are based on naturally occurring
compounds, such as proteins, peptides, and carbohydrates. Often, these pharmaceuticals,
generally referred to as biologicals or macromolecules, cannot be delivered by traditional
methods of drug delivery. In many cases, the precise volume of delivery, location of delivery,
and delivery profile are important factors in the effectiveness of the therapeutic. Adequate,
widespread mechanisms for delivery of biologicals do not currently exist, and the ultimate utility
of these new pharmaceuticals depends on the creation of new processes and devices to deliver
the drugs.
This thesis gives a detailed overview of a novel microneedle drug delivery device that is
designed to deliver small volumes of biologicals to a known depth below the stratum corneum.
The stainless steel microneedles are in the range of 100 - 175 Itm OD and 25 - 100 pim ID, and
minimize the pain often associated with delivery by injection. The device is controlled by a
microprocessor that inputs any desired current profile to an electrochemical actuator, which
controls the delivery of 100 /iL to 1 mL of liquid drug. A model to predict the delivery profile of
the device based on the charge input to the electrochemical actuator was created and verified
experimentally. The volume flow out of the device falls within the expected upper and lower
bounds, as set by the tolerances of the microneedle tubing. The tests show that 80 - 90% of the
drug is delivered in each run, and that peak flow rates of approximately 1 tiL/s can be attained.
Two functional prototypes integrating the subsystems of the device were created to demonstrate
the design concepts.
Thesis Supervisor: Ian W. Hunter
Title: Professor of Mechanical Engineering and Professor of BioEngineering
2
TABLE OF CONTENTS
1
INTRODUCTION ...............................................................................................................
----....
------.. . . . . . 8
2
BACKGROUND...................................................................................................................---...................
9
ROUTES FOR DELIVERING THERAPEUTIC COMPOUNDS TO THE BODY........................................................9
2.1
2.1.1
2.1.2
2.1.3
2.1.4
2.1.5
2.1.6
Orally adm inistereddrugs.....................................................................................................................9
Passivetransdermal delivery...............................................................................................................10
........... --11
...............
Mucosal surface delivery...................................................................................
....... 11
Pulm onary delivery ....................................................................................................................
12
Drug delivery by injection...................................................................................................................
12
................................................................................
biologicals
Optimal routefor drug delivery of
EXISTING DEVICES FOR DELIVERING BIOLOGICALS ...............................................................................
2.2
2.2.1
2.2.2
2.2.3
2.2.4
2.2.5
2.2.6
2.3
2.3.1
2.3.2
2.3.3
2.3.4
2.3.5
2.3.6
2.3.7
lan's MEDIPAD@ drug delivery system .......................................................................................
Alza's E-Trans@ electrotransportdrug delivery technology...........................................................
Alza's MacrofluxTM skin interface technology.................................................................................
Abbott's AIM~plus drug delivery technology ................................................................................
Bio Valve's drug delivery technology.............................................................................................18
..........................................
Multi-Test II........................................................................................
13
13
15
16
17
21
OTHER MICRO-TECHNOLOGIES USED TO DELIVER DRUG ACROSS THE SKIN ...........................................
22
Silicon MicrohypodermicNeedles for Injection (Lin et al) ..............................................................
Microhypodermicpolysilicon needles (Talbot and Pisano)............................................................
Metallic microhypodermic needles (Brazzle et al) ...........................................................................
Metal needle with multiple output ports ...........................................................................................
Microprobesfor DNA injection (Hashmiet al) ................................................................................
Glass Microcapillaries(Chun et al)................................................................................................
MicrofabricatedNeuralProbes (Chen and Wise)...........................................................................
22
23
24
25
26
27
28
FLUID DELIVERY IN NATURE: THE MOSQUITO ...............................................................
2.4
2.4.1
2.4.2
2.4.3
2.4.4
32
ANATOMY AND PHYSIOLOGY OF HUMAN SKIN ..........................................................
2.5
2.5.1
2.5.2
2.5.3
Structure of hum an skin......................................................................................................................32
--..................... 32
................
The ep idermis ..........................................................................................
34
......................
..
Drug delivery depth ...............................................................................................
LIMPET CONCEPT ..................................................................................................--------------......................
3
3.1
3.2
3.3
35
35
36
...---------------.................
37
INTERFACE BETWEEN THE DRUG AND THE HUMAN.....................................................................
4.1
4.1.1
Pyramids..........................................................................
........... .............
--..................
. . ...............
---............
...............
LPK F Prototyping M achine ............................................................................
--........ ...........................
H AA S M achining Center ................................................................................
Overview of Machining Technique.......................................................................................
..... .. --- --.. . . . . . . . . . . . .
PM M A Arrays................................................................................---...........
----------------..........................
... -.....
Polycarbonate Arrays .................................................................
Plastic needles arrays - skin penetration ..............................................
..........................
...... ..... .--....
A luminum Arrays.................................................
4.1.1.1
4.1.1.2
4.1.1.3
4.1.1.4
4.1.1.5
4.1.1.6
4.1.1.7
4.1.2
35
---------------------...........................
DESIGN CONCEPT ....................................................................................
------------------.....................
PRODUCT SPECIFICATIONS .............................................................................
------------....................
FLOW OF USE OF THE LIMPET ..................................................................................
LIMPET COMPONENTS................................................................................-----...
4
29
.............. ----........................ 29
Mosquito m outhparts............................................................................
-..................... 30
............... --.
...
...................................................................................
Sucking blood
31
Vibration of the fascicle......................................................................................................................
31
Lessons learnedfrom insect injections............................................................................................
Stainless steel needles..........................................................................................................................46
4.1.2.1
4.1.2.2
4.1.2.3
4.1.2.4
. ---...............................
H ypoderm ic needles..................................................................................--...
.............
...... ....
Stainless steel tubing availability, pricing .................................................................
Grinding tips on the needles.................................................................................................................
....................
.... .. .......-----..
Tube bending procedure........................................................................--
3
37
37
37
38
39
40
42
43
43
46
47
48
48
Preferreddrug to human interface...................................................................................................
4.1.3
49
N EEDLE INSERTION INTO THE SKIN............................................................................................................50
4.2
4.2.1
4.2.2
4.2.3
W ill commercially availableneedles to thejob? .................................................................................
Force of needle insertion.....................................................................................................................
Needle failure ......................................................................................................................................
50
50
53
Failure due to buckling...............................................................................................................................53
Failure due to fracture ................................................................................................................................
53
4.2.3.1
4.2.3.2
Peakflow rate required.......................................................................................................................
Peakpressuressustained by tubing.................................................................................................
Perpendicularversus parallelinsertion.........................................................................................
Rotation into the skin...........................................................................................................................
Suction to draw skin into Limpet .............................................................................................
Preferredneedle insertion technique...............................................................................................
4.2.4
4.2.5
4.2.6
4.2.7
4.2.8
4.2.9
LIM PET ATTACHMENT TO THE SKIN ...........................................................................................................
4.3
Attachm ent via adhesive ......................................................................................................................
Attachment via vacuum suction ...........................................................................................................
Attachment via m echanicalcoupling...............................................................................................
Preferredattachment...........................................................................................................................59
4.3.1
4.3.2
4.3.3
4.3.4
4.4.1
60
The chemistry of electrolysis using sulfuric acid ...................................................................................
Electrolysis as an actuator for the Limpet ..............................................................................................
60
61
Vaporization of Water .........................................................................................................................
4.4.2
Heater calculations.....................................................................................................................................61
Testing the theory.......................................................................................................................................62
Vaporization as actuator for the Limpet.................................................................................................
4.4.2.1
4.4.2.2
4.4.2.3
4.5
Chem ical Actuation .............................................................................................................................
Preferredactuationtechnique.............................................................................................................63
63
64
64
64
64
---------...........
.....
ELECTRONICS..............................................................................................................
Texas Instruments MSP430F149IPM...............................................................................................
Texas Instruments MSP430FJJOIPW...............................................................................................
Completed circuits...............................................................................................................................66
IMPEDANCE TESTING ........................................................................................
.
67
69
4.9
LIM PET DESIGN CONCEPTS AND PROTOTYPES.........................................................................................71
Design concepts...................................................................................................................................
4.9.1.1
4.9.1.2
Bent needles: Translation of drug vial onto needle tips, rotation into skin............................................
Needles in a plane: Rotation to join vial and needles, rotation into skin ................................................
Limpet prototypes ................................................................................................................................
4.9.2
4.9.2.1
4.9.2.2
4.9.2.3
71
71
72
73
Rotation mock-up.......................................................................................................................................73
Rotation prototype to scale........................................................................................................................74
Functioning prototypes...............................................................................................................................75
76
APPLICATOR.................................................................................................................-----------.................
4.10.1
65
65
-------................
POWER ...................................................................................................................
4.9.1
65
------.....................
.............
4.8
4.10
62
Needles as a partof the drug vial.....................................................................................................
Needles enter the drug vialjust before delivery ..............................................................................
Preferredneedle/drug interface ..........................................................................................................
4.6.1
4.6.2
4.6.3
4.7
61
N EEDLE/D RUG CHAMBER COMMUNICATION .........................................................................................
4.5.1
4.5.2
4.5.3
4.6
58
59
59
Electrochemical decomposition of water..........................................................................................
4.4.1.1
4.4.1.2
4.4.3
4.4.4
58
..................- 60
D ELIVERY ACTUATION ...................................................................................................-----
4.4
53
54
54
56
56
57
Prototypespecifications..................................................................................................................
76
M icro-stepper motor...................................................................................................................................76
4.10.1.1
............. .... .77
...................................
Spur Gear .......................................................................................
4.10.1.2
78
Gear assembly ............................................................................................................................................
4.10.1.3
79
Applicator circuit ............................................................................................................................------..--4.10.1.4
............ . 79
Completedprototype.....................................................................................................
4.10.2
PUM P TESTS ........................................................................................
5
............
.......... ----.. ..................... 81
PUMP CONFIGURATION........................................................................................................
5.1
5.1.1
-............. 81
Basic pump design...............................................................................................................................81
4
5.1.2
Pump components................................................................................................................................
5.1.2.1
5.1.2.2
5.1.2.3
5.1.2.4
5.1.2.5
5.1.2.6
5.2
5.3
PUMP TESTING PROCEDURE, EXPERIMENTAL APPARATUS .....................................................................
THEORETICAL FLOW PREDICTIONS ............................................................................................................
5.3.1
Pressuresthat m ust be overcome to createflow...............................................................................
5.3.1.1
Surface tension in the needle......................................................................................................................90
Pressure required to fully deflect the flexible membrane ......................................................................
5.3.1.2
The influence of delivering to skin.............................................................................................................91
5.3.1.3
5.3.2
Electrolytic decomposition of water .................................................................................................
5.3.2.1
Gas production based on charge input....................................................................................................
Electrolyte used in gas production based on charge input....................................................................
5.3.2.2
5.3.3
Equationsthat effect the flow ..............................................................................................................
5.3.3.1
Ideal gas law...............................................................................................................................................92
Hagen-Poiseulle equation for flow though a cylinder ...........................................................................
5.3.3.2
Unified model predictingflow characteristics.................................................................................
5.3.4
Differential equation that describes volume flow based on current input...............................................
5.3.4.1
Assumptions...............................................................................................................................................93
5.3.4.2
Establishing the initial conditions ..............................................................................................................
5.3.4.3
Equations that determine pump pressure and volume flow ....................................................................
5.3.4.4
Furtherwork........................................................................................................................................97
5.3.5
Prediction of steady state flow rate ............................................................................................................
5.3.5.1
Calculation of required current input based on desired output .............................................................
5.3.5.2
RESULTS ...................................................................................................................................................
5.4
Currentversus voltage graphfor different electrode configurations...............................................
5.4.1
Experimental results offlow tests ......................................................................................................
5.4.2
5.4.2.1
Pump 8 .....................................................................................................................................................
Pump 31 ...................................................................................................................................................
5.4.2.2
5.4.3
5.5
5.5.1
5.5.2
5.5.3
5.5.4
5.5.5
5.5.6
5.5.7
6
82
83
Delivery into pig skin: Pump 34 ........................................................................................................
84
85
85
90
90
90
91
91
91
92
92
93
93
94
94
97
97
98
98
100
100
104
108
112
D ISCUSSION ............................................................................................................................................
112
Limitations of model based on tolerancesof manufacturingtechnique ............................................
112
Steady state delivery ..........................................................................................................................
112
Reducing the tim e required to being delivering drugs to the skin .....................................................
Reducedflow rate while pushing out the final volume of drug..........................................................113
113
Percentageof drug delivery ..............................................................................................................
Increaseddynam ic viscosity of the drug............................................................................................114
114
Dif iculty sealing the pumps ..............................................................................................................
SUM MARY AND CONCLUSION OF THE PUMP TESTING...............................................................................
5.6
82
Drug Vial ...................................................................................................................................................
Drug ...........................................................................................................................................................
Pump Top...................................................................................................................................................83
Electrodes...................................................................................................................................................83
Electrolyte ..................................................................................................................................................
Flexible M embrane ....................................................................................................................................
115
CONCLU SIO N ..............................................................................................................................................
116
FUTURE WORK........................................................................................................................................
116
6.1
6.1.1
Quantifieddelivery into pig skin........................................................................................................116
6.1.2
6.1.3
6.1.4
6.1.5
Further investigationof technical issues and optimization of design................................................117
Collaborationwith pharmaceuticalcompanies.................................................................................117
117
Development offully working prototype, design ...............................................................................
Clinicaltrials,production, etc...........................................................................................................118
BIBLIO G RAPH Y ...................................................................................................................................................
119
CREDITS.................................................................................................................................................................122
APPENDIX A: G-CODE FOR MACHINING PYRAMIDS ON THE HAAS...................................................123
APPENDIX B: NEEDLE FAILURE CALCULATIONS (USING MATHCAD)..............................................135
APPENDIX C: CAPACITOR/HEATER CALCULATIONS (USING MATHCAD)..................137
5
APPENDIX D: MEMBRANE DEFLECTION (USING MATHCAD)...............................................................141
APPENDIX E: FLOW CALCULATIONS (USING MATHCAD).....................................................................143
APPENDIX F: VISUAL BASIC CODE TO TAKE IN DATA FROM MICRO-BALANCE AND AGILENT
151
34970A DATA ACQUISITION SYSTEM ............................................................................................................
APPENDIX G: PROTOCOL FOR RADIOACTIVE TESTING .......................................................................
6
160
ACKNOWLEDGEMENTS
This thesis never would have been possible without the help of people at the
BioInstrumentation Lab at MIT and our sponsors, Norwood Abbey, Ltd. in Australia.
Specifically, I would like to thank Professor Ian Hunter for his interest, assistance, and support
throughout the project. Peter Hansen, President and CEO of Norwood Abbey, and Peter
Simpson, Chairman of Norwood Abbey, in addition to contributing the initial interest and
ongoing funding, also showed tremendous commitment to the project and offered useful insight,
motivation, and contacts that influenced the evolution of the design. Dr. Cathy Hogan and Bryan
Crane regularly contributed considerable time and effort beyond their own projects to assist with
the biology and design work for the project. Johann Burgert and Jan Maligek were absolutely
essential to getting any and all of the electronic components of the project to work. Dr. John
Madden, James Tangorra, and Patrick Anquetil all offered helpful criticism and guidance.
Thanks to Wilson Chan for working on the needle insertion apparatus and applicator module,
and Laura Proctor for working on the impedance circuit. Thanks to the women of the Newman
Lab, especially Rachel Peters, who provided a constant source of amusement, support, bathroom
breaks, and perspective on our research projects. Finally, a world of thanks to Peter Madden,
whose friendship and technical assistance were essential to the project. "Machining on the
Mazak," tea breaks on Killian Court, hours of talks (some about research.. .most not), and latenight walks home were the things that got me through my Master's.
7
1 Introduction
Historically, drugs were simple, fast-acting chemical compounds that were delivered to
the body by hypodermic needle injection or orally administered as pills and liquids. Over the
past three decades, significantly more complex formulations have been developed that are based
on naturally occurring compounds, such as proteins, peptides, and carbohydrates, generally
referred to as biologicals or macromolecules.
The development of these new pharmaceuticals brings with it new considerations of the
optimal method for delivery. Many of the new drugs are unstable and have short half-lives, and
are therefore only effective if they are delivered locally to the target tissue. Many biologicals,
such as anti-cancer compounds, are extremely toxic, so it is desirable to deliver them locally in
order to reduce the severity of the side effects that usually occur with systemic administration.
In many cases, the precise volume of delivery, location of delivery, and profile of delivery are
important factors in the effectiveness of the therapeutic. Adequate, widespread mechanisms for
delivery do not currently exist, and the ultimate usefulness of these new pharmaceuticals depends
on the creation of new processes and devices to deliver the drugs.
As there is no widespread solution to the problem of delivering biologicals, there is both
a large need and a strong opportunity for creating a device that is able to fulfill the specific needs
of delivering biological compounds. This is especially true for use in home-based delivery
systems, where there are few acceptable solutions.
Norwood Abbey, Ltd., a drug delivery company based in Australia, funded this project
with the goal of developing a micro-needle device that would be able to deliver small quantities
of high-molecular weight biologicals over a programmable delivery profile to a specific location
in the skin. Their main requirements for developing a device that optimally delivers biologicals
to humans and has the potential for widespread acceptance were:
Controlled delivery
o Quantity of drug
o Delivery profile of drug
* Site-specific delivery
o Location on body
o Depth of delivery below the skin
" Inexpensive
* Suitable patent position to protect device
*
This thesis details the overall product concept for new controllable drug delivery device,
known as the LimpetTM. The project is highly collaborative, with many people working on
several components of the Limpet. The author has attempted, in the sections that follow, to
describe the motivation for the project, the overall concept of the drug delivery system, the
individual components of the Limpet, the key results to date, and further work to be completed.
References to other theses where additional information about the Limpet is published, are
indicated where appropriate.
8
2 Background
In order to determine the best solution the problem of delivering biologicals to humans, it
is first necessary to understand the different routes for drug delivery into the body, the existing
drug delivery technologies that may compete with this design, how small volumes of fluid are
delivered in nature, and the anatomy of the skin. Next follow sections that deal with each of
these issues.
2.1
Routes for deliveringtherapeutic compounds to the body
Five general routes exist for delivering therapeutic compounds to the body. The choice
of delivery route is dependent on several technical and non-technical considerations such as the
chemical nature of the pharmaceutical, where in the body the drug is to act, the optimal drug
delivery profile, whether the therapy is administered by medical staff or the patient, and the
patient's preference for delivery. The five routes: oral, transdermal, mucosal, pulmonary, and
injection are described in more detail below with a discussion of their applicability to delivering
protein, peptide, and carbohydrate-based pharmaceuticals in a controlled manner.
2.1.1 Orally administered drugs
There is a long and established history of delivering drugs to the body by means of oral
ingestion. Pills and liquid medications are simple, painless ways to deliver a known dose of a
pharmaceutical, and oral administration is the most convenient and economical method of
delivering drugs to the body. Oral administration, however, is not very effective for delivering
biologicals because of the chemical composition of the drug, the dosage profile inherent in orally
administered drugs, and the location of drug delivery.
Biologicals are based on naturally occurring compounds, such as proteins, peptides, and
carbohydrates, which are readily broken down in the gastro-intestinal system. Therefore, the
potency, and corresponding therapeutic effectiveness of many biologicals, is reduced because of
the partial degradation that occurs before they reach their desired target in the body.
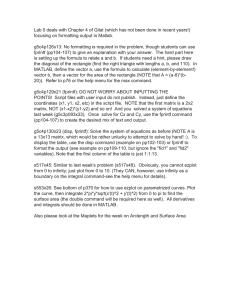
Although there have been significant improvements in the design of pills for controlled
release, orally administered pharmaceuticals generally result in non-constant drug levels in the
body which causes ineffective therapy. Figure 2.1 shows the expected drug levels in the body
using traditional and controlled dosing.
9
Maximum desifed "I
Minimum effective mi
Dosb
Dos&
Dos.
Time ---.
(b)
Maximum dmAied mie
Minimum efflctivo lw&*l
Da*e
Tim &
Figure 2.1: Graphs showing drug levels in the blood with (a) traditional drug dosing
and (b) controlled-delivery dosing. (Taken from Brannon-Peppas, 1997)
Furthermore, orally administered drugs generally consist of pre-determined doses that
deliver treatment continuously after ingestion. For many biologicals, it is desirable to have a
controllable delivery mechanism that can be varied in delivery profile and total delivery volume,
based on each specific case.
Finally, oral administration of drugs creates systemic, rather than local delivery. As
mentioned above, many new biologicals are particularly toxic, and have many negative side
effects. These side effects can be reduced significantly if the drugs are only delivered to the
specific locations where they are required. This will also reduce the amount of pharmaceutical
required overall and allow for more effective delivery.
2.1.2 Passive transdermal delivery
While the skin is an excellent barrier to most environmental influences, it is not entirely
impervious. Passive transdermal drug delivery uses the ability of some molecules to permeate
across the stratum corneum in order to achieve local or systemic therapeutic effects.
Transdermal delivery consists of drugs that are topically administered, usually in the form of
creams, gels, or patches.
Transdermal delivery allows drugs to enter the body while avoiding the problems listed
under the oral delivery method, such as gastrointestinal absorption and drug deactivation by
10
digestive tract and liver enzymes. While these are very positive benefits to patients, transdermal
delivery also has several limitations when it comes to delivering biologicals.
As mentioned above, it is highly desirable to be able to control the drug delivery profile
of biologicals so that patients get the most effective therapy. Since the rate of delivery in the
passive transdermal approach is controlled either by the permeation rate across the skin (which is
itself variable, depending on many factors), or by a physical barrier in the patch, the rate cannot
be actively controlled for each situation. Furthermore, it can be extremely important in the
delivery of biologicals to know the exact amount of drug delivered, and not to waste much drug
during delivery. This can neither be monitored, nor guaranteed in transdermal delivery. In fact,
in many patch-based systems, for every dose of drug administered, 400 to 500% of that dose is
also wasted in the patch.
Finally, the high relative molecular mass of many biologicals also limits the usefulness of
transdermal delivery. Only small molecules are able to permeate the stratum corneum, so the
vast majority of biologicals cannot be delivered by transdermal permeation of the stratum
corneum. While there are many methods of changing or removing the stratum corneum, such as
laser removal, electroporation, or iontophresis, so that high molecular weight drugs are able to be
absorbed through the skin, the dosing concerns listed above still apply.
2.1.3 Mucosal surface delivery
Mucosal drug delivery provides a viable, non-invasive alternative for specific
pharmaceuticals that are needed or can be delivered across mucosal surfaces. Mucosal surfaces
in the body, such as the eyes, nasal passages, mouth, rectum, and vagina, are well suited to the
absorption of some drugs. In most cases, effective therapeutic delivery can occur without the
drug degradation that generally occurs in the gastrointestinal tract.
Just as in transdermal drug delivery, the mucosal surface delivery relies on site-specific
application of pharmaceuticals to allow local and eventually systemic circulation of the drug.
However, similar to transdermal delivery, since the delivery rate is controlled by the permeation
of drugs across the surface, it is not possible to control the delivery rate. Additionally, it is
impossible to quantify the exact amount of drug delivered due to incomplete permeation, loss of
applied drug, and local satiation of drug. Therefore, mucosal surface drug delivery is not the
best option for delivering biologicals when exact location, drug volume, and delivery profile are
important parameters.
2.1.4 Pulmonary delivery
Medicinal aerosols have been used to deliver drugs for both localized and systemic
effects through pulmonary inhalation. Since biologicals are susceptible to chemical and physical
degradation in the human body, pulmonary delivery of biologicals has not been extensively
explored. There are, however, opportunities for the successful delivery of drugs that are required
in the lungs, such as brocho-dilators and steroids for the treatment of diseases of the respiratory
tract.
The main limitation of pulmonary drug delivery is that only 10 to 15% of the formulated
dose is delivered to the respiratory airways using commercially available devices. While better
11
inhalation devices and drug carriers could clearly improve this percentage, the current
effectiveness of pulmonary delivery is too low for expensive drugs. Since many biologicals are
extremely expensive, the waste involved in pulmonary delivery is prohibitive.
2.1.5 Drug delivery by injection
Drug delivery by needle injection is a very effective means for delivering a known
quantity of drug to a specific location. It is the only acceptable method for delivering drugs to
uncooperative or unconscious patients, and it can be used to deliver nearly every liquid
pharmaceutical. Needle injection ensures active drug absorption, and the ultimate quantity
delivered is more predictable with injections than in oral, mucosal, pulmonary, or transdermal
administration.
There are two major problems with drug delivery by needle injection, however. First, the
problem of non-constant drug levels in the body, as illustrated Figure 2.1 above, also applies to
single-dose injections. It is difficult to perform sustained delivery vial needle injection, as drug
is traditionally injected all at once, so that drug delivery profile consists of a step input, with the
drug concentration in the body falling off over time. This problem can be countered by
continuous delivery (ie, intravenous drip), but current continuous delivery solutions are awkward
and unreasonable for use in everyday life.
The other major problem with needle injections is the pain associated with each injection.
For some, the pain, or simply the fear of the pain, can be so severe that it is debilitating. While
there are some needle-free injection systems on the market, there is often a strong pain associated
with them. One solution to the pain of injection is to have smaller needles so that fewer nerve
endings are activated during injection and to choose an injection site where there is a low density
of nerve endings.
2.1.6 Optimal route for drug delivery of biologicals
Out of the five routes for drug delivery to the human body, drug delivery by injection
offers the best solution of how to deliver a known quantity of a drug to a specific location over
any optimal delivery profile. The two major innovations that must occur for needle-based
injection to be the optimal delivery method for biologicals are 1) to reduce the pain of injection,
and 2) to create a portable delivery system so that the awkward characteristics of current drug
delivery can be eliminated.
12
2.2
Existing devices for deliveringbiologicals
There are several different devices in existence that attempt to deliver biologicals. The
ones listed below have components or concepts that are similar to those used in the LimpetTM.
These devices are introduced here for basic familiarity. Several other companies, such as 3M,
Naiot's NanoPass, and Proctor and Gamble, are also attempting the develop transdermal microneedle devices for delivery biologicals, but there is little information available on the status of
those technologies.
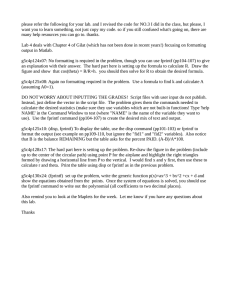
2.2.1 Elan's MEDIPAD@ drug delivery system
The MEDIPAD@ drug delivery system consists of a micro-infusion pump and a needle to
deliver small volumes of medication in a prolonged and controlled manner.
Figure 2.2: Pictures of Elan's MEDIPAD® drug delivery system. (Taken from Elan 2002)
Its main features can be summarized as follows (taken from Elan 2002):
* Disposable
* Single use
* Micro-infusion pump to control delivery
" Integral single needle to puncture skin
* Delivers drug subcutaneously
" Designed for use by unskilled users
" Preset during manufacturing - no programming needed
* Adhesive backing to fixture to skin
* Volume range: 3.0 to 4.8 mL
* Delivery times ranging from a few hours, eight hours or up to 48 hours
* Currently in Phase II testing with a variety of compounds
* Drug Master File has been submitted to Federal Drug Adminstration (FDA)
* Potential applications:
o Compounds with poor oral or transdermal bioavailability
13
o
o
o
o
o
Parenteral formulations (administered in a method other than through the
digestive tract) requiring controlled, prolonged delivery to maintain
smooth plasma profiles
Compounds with a short half-life, requiring frequent dosing
Parenteral formulations with large subcutaneous dosing volumes
Compounds with a narrow therapeutic window
Compounds requiring fast onset and fast offset
Using morphine as a model compound, Elan used the MEDIPAD@ drug delivery system
to deliver drugs to the body. For comparison, a micro-volume delivery system featuring a
marketed portable micro-infusion pump with an attached subcutaneous micro-volume infusion
set was also used to deliver drugs to the body. As shown in Figure 2.3, both delivery systems
resulted in similar pharmacokinetic profiles.
60
540
J20
- CADO-Ma pump
0
10)
20
40
SO
0
Thin (bom)
Figure 2.3: Graph showing the plasma concentration in the body during delivery with the MEDIPAD® drug
delivery system, as compared with a commercially available micro-infusion pump. (Taken from Elan 2002)
14
2.2.2 Alza's E-Trans@ electrotransport drug delivery technology
The E-TRANS@ drug delivery system uses low-level electrical energy to transport drugs
through intact skin.
system controller
On-dlemAcnd Button
Electronics
6 Battery
Electrode
Drug Reservoir
0 MM
Adhesive
Figure 2.4: Pictures showing Alza's E-Trans@ electrotransport drug delivery technology. (Taken from Alza 2002)
Its main features can be summarized as follows:
* Reusable - drug pads and batteries can be replaced
* Electrical current flows between the anode and cathode to open pores
* Painless delivery
* Adhesive backing to fixture to skin
* Can be used with broad range of compounds
* Rapid start-up and precise control of delivery
* Constant or time-patterned drug administration
* On-demand (push button) or feedback-controlled delivery
* Site-specific treatment
* No exposure to needles or blood
* Potential applications:
o Compounds that cannot be delivered by passive transdermal systems
o Potent drugs that must be delivered in small, precisely controlled doses
o Therapy that demands pulsatile or patient-controlled delivery
o Complex delivery patterns, including ascending, descending, variable or
circadian delivery
15
2.2.3 Alza's Macroflux Tm skin interface technology
Alza's MacrofluxTM skin interface technology is a patch that incorporates a thin titanium
screen with precision micro-projections. When it is applied to the skin, the micro-projections
create holes in the stratum corneum in order to create superficial pathways to allow for
transportation of macromolecules.
MacrofluxM microprojection array
-
Adhesive backing f
Drug matrix I
Figure 2.4: Pictures showing Alza's MacrofluxTm skin interface technology. (Taken from Alza 2002)
The main features of the MacrofluxTM technology can be summarized as follows:
" Disposable patch, adhesive-backed
" Drug is dry-coated on the microrojection array for bolus delivery
* Drug reservoir for continuous passive or electrotransport applications
* Good control of drug distribution throughout the skin patch treatment area
* Reduction in potential skin irritation
" Increases number of drugs that can be administered across skin
The Macroflux TM technology can be used to deliver drugs continuously by continuous
electroporation. This results in a nearly-constant drug level in the body, as shown in Figure 2.5.
4 hr Electrotransport
80
-t-
E-TRANSO
Macroflux TH
E-TRANSO
60
40
SYSTEM OFF
.~20,
20
hGH tielivered
100
pg/4h2
crm2 patch
0:
0
4
3
2
1
5
6
7
Time (h)
E-TAPSH M i,1crofluxTH at
2cal- patch
in
Hairlea:
hGH
100 pA/c,'Pig
GuinrH
DeliVery: 13i 2pg/cm2h
Figure 2.5: Plasma levels for drug delivered at a contant rate for four hours using the
MacrofluxTm in conjunction with the E-Trans@ electrotransport system. (Taken from Alza 2002)
16
2.2.4 Abbott's AIM@plus drug delivery technology
Abbott's AIM~plus drug delivery technology is essentially a pump that can precisely
control the drug delivery rate. Unlike the previously described technologies, it is designed to
control the flow of drug through intravenous delivery or similar concept. While it is significantly
larger than the above devices, it is very versatile, and can still be considered portable.
~50 mm
+
+
Figure 2.6: Abbott's AIM@plus drug delivery pump. (Taken from Abbot 2002)
The features of Abbot's AIMplus pump can be summarized as:
* Reusable with a variety of drugs, flow rates, and patients
" Fits in the palm of the hand
" Single channel device for accurate, reliable medication delivery with multiple
programming modes
* Setup and programmed by user or hospital staff
" Handles all continuous infusion needs
" Indicated for intravenous, arterial, subcutaneous, and epidural use
* Precise - designed with better than ±5% system accuracy
* Speed Protocol to program up to nine most commonly used protocols
* Maintains a timed history with viewing options: (1) display screen or (2)
downloaded to a personal computer or (3) hardcopy printout
* Delivery Increments: mL, mg, pg
" Delivery Rates: 0.1 mL/hour minimum, 400 mL/hour maximum
" Programmable Volume: 0. 1mL to 9999.9 mL
" Programmable Bolus: 0.1 mL or 0.1 mg,
5 mL subcutaneous or 25 mL in all other modes
" Net Weight: Approximately 1 lb.
* Power Requirements: AC power, 4 AA Batteries, or rechargeable Battery Pack
17
2.2.5 BioValve's drug delivery technology
BioValve, a Massachusetts-based company, has two products under development. The
first is a disposable, needle-free injection system targeted at the delivery of chronic-use, proteinbased therapeutics. BioValve's second product is a compact (about the size of a quarter),
wearable, disposable, and minimally invasive drug delivery "pump" that will deliver drugs
through a micro needle on a steady-state basis. According to the information published about the
company, the system has demonstrated its ability, in vitro, to deliver a constant rate of drug. The
first planned application is insulin delivery. While BioValve does not publish information about
their progress, it is known that they have licensed the technologies developed in Professor Mark
Prausnitz's laboratory at Georgia Tech for the creation of a controlled drug delivery system. The
information presented here is from research papers and patent filings submitted by the Georgia
Tech group.
Georgia Tech's original needle arrays were solid silicon, as shown in Figure 2.7.
100 pm
Figure 2.7: SEM image showing a section of a 20 x 20 array of silicon microneedles
made by reactive ion etching. (Taken from Henry et al 1998)
The key features for these needles were:
SMaterial: Silicon
" Length: 150 Am
"
"
"
"
Base diameter: 80 Am
Designed to penetrate: 5 0 to 100 lim
Radius of curvature at tip < I yim (solid needles)
Created using Black Silicon Method
o Reactive ion etching process
o
1.33 ratio SF6/02 plasma etches silicon anisotropically
Georgia Tech predicted two likely failure modes for the needles arrays: buckling and
fracture. The theoretical maximum load for failure due to buckling is described by Equation 2. 1:
18
yr 2 EI
P
= 4, 2 =60mN /needle,
4EL
(2.1)
where E [Pa] is the modulus of elasticity for the needle material (<100> silicon), I [m 4 ] is the
lowest second moment of inertia across the needle's cross-section, and L [m] is the height of the
microneedle. Substituting in typical needles for this calculation, Georgia Tech found that the
theoretical maximum load on each needle is 60 mN/needle, and for an array of 400
microneedles, the theoretical maximum load before failure due to bucking is therefore 24 N.
The other likely failure mode, fracture, is described by Equation 2.2:
Pfr = -,A = 50mN / needle,
(2.2)
where A [m 2 ] is the cross-sectional area of the needle, and oy [Pa] is the yield stress of a single
crystal of silicon. Using typical needle dimensions, the theoretical maximum load per needle is
50 mN/needle, totaling 20 N for a 400-needle array.
Georgia Tech found that the force required to insert the 20 x 20 microneedle array into
skin was approximately 10 N. Since this is lower than both of the estimated failure loads, the
needles should not break during insertion into the skin. After inserting the needle array into
human cadaver skin, Georgia Tech found that >95% of the microneedles pierced through the
stratum corneum, and a few of the needles broke in the top 5 to 10 Jim of the needle tips.
Microneedle arrays could be removed without difficulty or any additional damages.
Georgia Tech found that the insertion of the needle arrays increased the permeability of
the skin as follows (in a test using calcein):
*
0
*
1,000 fold (needles inserted and left embedded)
10,000 fold (10 s insertion, then removal)
25,000 fold (1 hour insertion, then removal)
While these increases in permeation are a large improvement over trying to delivery calcein
directly to the body through the stratum corneum, they still do not have the ability to measure the
exact drug volume administered to the patient, or the ability to predictably control the drug
delivery profile.
As a solution to these two problems, Georgia Tech attempted to make hollow
microneedles, as shown in Figure 2.8e:
19
Figure 2.8: Scanning electron micrographs of (a) a 26-gauge hypodermic needle (-460 gm OD), (b) a silicon
microneedle array shown at the same magnification as the hypodermic needle and (c) at higher
magnification, (d) a hollow metal microtube array, (e) a hollow metal microneedle array, and (f) a tip of a
hollow metal microneedle penetrating up through the underside of human epidermis. These microneedle
arrays have been shown to penetrate skin without breaking, increase skin permeability up to 100,000-fold,
and not cause pain in human subjects. (Caption adapted from McAllister et al 2000, pictures from both
McAllister et al articles in 1999)
Significant, positive results regarding the success of the hollow microneedles have not
been published, and it is believed that BioValve may actually be using a different microneedle
approach.
20
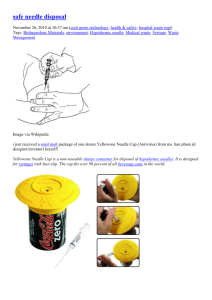
2.2.6 Multi-Test II
The Multi-Test II, shown in Figure 2.9, multiple skin test applicator (Lincoln
Diagnostics, Inc., Decatur, Illinois, US Patent Nos. 5738108 and 5792071) is an excellent
example of an established, inexpensive, disposable device that is used to puncture the stratum
corneum. This device first dipped in a liquid antigen solution and then pressed on the skin. The
tips puncture the stratum corneum and the antigen comes in contact with the interstitial fluid.
While it is not used to deliver a controlled liquid volume, as required in the micro-needle project,
the effective geometry and low pain sensation during puncturing (Mahan et al, 1993) made the
Multi-Test II a helpful starting place for the pyramids created in this project (see Section 4.1.1).
The Multi-Test II has nine pyramids that are inserted into the skin for each antigen.
These nine pyramids are approximately 2 mm tall, have an included tip angle of 20*, and are
arranged in a 3 x 3 square with a tip-to-tip spacing of 1 mm in both the x- and y-directions. The
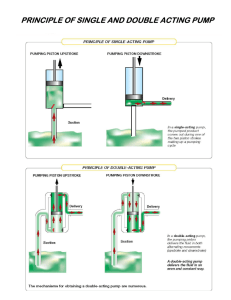
Multi-Test II is manufactured via injection molding, and is made of methacrylic.
Figure 2.9: Picture showing the Multi-Test II. The product is used to puncture
the stratum corneum in order to deliver liquid antigen to the interstitial fluid.
of
Figure 2.10: Picture showing the tips of the Multi-Test II. The square pyramids have an included tip angle
2002.)
Chan
see
setup,
Chan's
Wilson
using
(Picture
methacrylic.
of
out
20, and are injection molded
21
2.3
Other micro-technologies used to deliver drug across the skin
Besides the Georgia Tech system, there are many other micro-technologies used to
delivery drugs across the skin that have been and are currently being developed in research labs
across the world. The technologies that are potentially applicable to drug delivery are briefly
introduced and described below. While it is important to know these technologies exist, it is not
critical to spend a lot of time describing the intricacies of each design. Since most are created
using time-intensive, expensive manufacturing techniques, they are not readily applicable to the
Limpet design.
2.3.1 Silicon Microhypodermic Needles for Injection (Lin et al)
human
hair~ooI
Figure 2.11: SEM images of (a) two silicon microhypodermic needles with different shaft lengths shown next
to a human hair along with close-up views of the (b) front and (c) top of a microhypodermic needle tip. These
needles were developed for injection across skin and have been coupled with bubble pumps and an integrated
circuit interface region. (Caption/layout taken from McAllister et al 2000, pictures taken from Lin et al 1993)
0
S
S
0
0
S
0
Material: Silicon
Geometry: 140 pim, tapering to 80 pm
Length: 1 to 6 mm
Tips: "sharp point"
Injection of drug: 30 x 30 pm port located 150 pm from needle tip
Drug delivery: actuated using bubble pump
Manufacturing process: bulk and surface micro-machining techniques
22
2.3.2 Microhypodermic polysilicon needles (Talbot and Pisano)
Figure 2.12: Scanning electron micrographs of (a) a single polysilicon microhypodermic needle and
(b) a dual microhypodermic needle design developed for drug injection across the skin. (Caption and
layout taken from McAllister et al 2000, pictures originally taken from Talbot and Pisano 1998)
Material: polysilicon
* Geometry 100 to 200 pm in cross-section, 12 to 18 pm walls
* Length: I to 6 mm
" Tips: "sharp point"
* Strength: needles reinforced with thin coating of nickel and can withstand
moments of <;0.71 mNm
* Injection of drug: 30 x 30 pm port located 150 pm from tip
* Delivery of drug: actuated by "bubble pump"
* Manufacturing process: polysilicon is deposited in thin layers onto silicon mold,
then annealed
"
23
2.3.3 Metallic microhypodermic needles (Brazzle et al)
Structural Supports
/I
Needle Coupling
Ch~annplI
Cantilevered Hollow
Micromachined Needles
Si Substrate
Figure 2.13: Diagram showing the design of micromachined metallic needles. (Taken from Brazzle et al 1998)
Figure 2.14: Images showing the manufactured micromachined needles. (Taken from Brazzle et al 1998)
Material: Palladium, gold, or silver
* Geometry:
o 25 needle linear arrays
o 200 gm center-to-center spacing
o Flow channels: 20 gm by 40 gm with a wall thickness of 20 gm
o Distance between the needle tips and the structural supports: 250 pam
* Pressure drops of 1.03 to 11.03 kPa across 3 mm long channels (600 lam by 30 gm
each) yields water flow rates of 0.83 to 10.83 pL/s
" Structural supports are hollow and in fluid communication with the needles, so
they divert flow from clogged needles into neighboring unclogged needles
* Manufacturing process: surface micromachining techniques
"
24
2.3.4 Metal needle with multiple output ports
Figure 2.15: Scanning electron micrograph of a metal needle with multiple output ports and a cross-section of
the needle showing its microchannel (insert). The multiple ports were designed to reduce the effects of port
clogging. (Caption/layout taken from McAllister et al 2000, original photos taken from Brazzle et al 1999)
Material: Silicon
" Geometry:
o 6 mm long
o tip dimensions of<15 pm by 15 pm
o channel dimensions of 140 gm by 20 pm
o shaft dimensions of 200 gm by 60 jm
o distance from tip to first output port of 300 pm
" Pressure drops of 6.9 to 482.6 kPa across 6 mm long channel (140 pm by 20 jm)
with multiple ports (30 jm by 30 pm) yielded flow rates of 67 pL/s to 45 nL/s
" Manufacturing process: surface micromachining techniques
"
25
2.3.5 Microprobes for DNA injection (Hashmi et al)
Figure 2.16: SEM image showing magnified view of micro-probes used to deliver DNA
into plant, nematode, and mammalian cells. (Taken from Hashmi et al 1995)
"
*
*
*
*
*
Material: Silicon
Geometry: Square pyramids
Height: 10 to 500 tm
Tip Radii: < 0.1 im
Injection of DNA: Molecules to be delivered are coated on microprobes or are in
solution around the cells before microprobe insertion
Manufacturing Process: Two step photolithography
26
2.3.6 Glass Microcapillaries (Chun et al)
10 pm
10 pm
Figure 2.17: Images showing glass microcapillaries. Image (b) shows the microcapillaries
with plant matter suspended across the tips. (Taken from Chun et al 1999)
Material: Glass and Silicone
* Geometry: 5 pm diameter cylinders
* Height: 30 pm
* Tips: blunt, flat cylinder tips
* Injection of DNA: Fluid injected into cells by inserting microcapillaries into cells,
then applying a pressure with a syringe-like device
* Manufacturing process: Deep reactive ion etching
"
27
2.3.7 Microfabricated Neural Probes (Chen and Wise)
~1 mm
'I
"I_
Figure 2.18: Images showing micro-fabricated neural probes used to deliver small amounts of bioactive
compounds while simultaneously recording electrical signals. (Taken from Chen and Wise 1997)
* Material: Silicon
* Geometry: 4 mm long, 58 to 74 pm wide shanks
* Channels: 10 total, 32 pm wide, 15 pm deep
* Liquid volumes: 10 to 100 pL
* 100 ms pulse of nitrogen at 69 Pa forced 87 pL of distilled water through similar
needle
o Manufacturing process: bulk silicon micro-machining (oxidation, boron diffusion,
wet-etching steps)
28
2.4
Fluid deliveryin nature: The mosquito
The injection behavior of the mosquito was studied in order to better understand how
injection and fluid sampling is done in nature. The mosquito was of particular interest because
of its long and narrow proboscis, ability to both inject fluid and remove blood at the same time,
and lack of pain associated with the injection of the proboscis.
2.4.1 Mosquito mouthparts
The mosquito's mouthparts are comprised of six stylets, collectively known as the
fascicle, encased in a protective sheath, known as the labium. The role of the labium is to
support the fascicle as it is injected into the skin, to cover the fascicle when it is not in use, and to
prevent the stylets, which are held together as the fascicle with a viscous fluid, from becoming
dried out. The labium slides back toward the body of the mosquito during fascicle injection, as
shown in Figure 2.19.
sabiy l
stylet
Piercing
stylets
Hypopharynxx
>.
Figure 2.19: Sketches showing mosquitoes injecting their fascicles under the skin. The labia bends toward the
root of the fascicle during injection. (Taken from Puppy 2000 (left) and Mosquito Website 2000 (right).)
The fascicle is comprised of six individual stylets, as shown in Figure 2.20, and is
approximately 20 to 40 pm in diameter.
29
Mandibles
Labrum
~10 pm
Maxillae
Labium
Hypopharynx
Figure 2.20: Sketch showing a cross-sectional view of the mosquito's proboscis.
One can see both the labium and the six stylets (labeled) that comprise the fasicle.
(Taken from Clements 1963)
The two maxillae, located on either side of the hypopharynx, are used to pierce the skin. The
mandibles, located between the hypopharynx and the labrum, are used to anchor the fascicle into
the skin during penetration, anticoagulant delivery, and sucking of blood. The hypopharynx,
with an inner diameter of only 3 pim, is used to inject saliva containing an anticoagulant into skin
to stop the clotting of the blood. Most humans have an allergic reaction to the anticoagulant, and
it is this reaction that alerts a bitten human that a mosquito is on his skin. The small size of the
fascicle prevents the human from sensing the injection of the mosquito until the allergic reaction
occurs. Finally, the labrum-epipharynx is composed of two lamellae to form a 'V'-shaped
channel with ventral opening along its length. The hypopharynx fits closely to the ventral
surface of the labrum-epipharynx to form a through which the blood is sucked into the mosquito.
All of the mosquito mouthparts have angled tips, presumably to aid in piercing and to prevent
blockage of the tubes.
2.4.2 Sucking blood
The inner diameter of the labrum is approximately 10 to 20 pim, depending on the
species. Flow through the tube can be modeled with the Hagen-Poiseulle equation for flow
through a cylinder (White 1994, p. 3 11), Equation 2.3:
Q=
rAP -r4
,
r4(2.3)
where Q [m 3 /s] is the volume of liquid flowing through per unit of time, AP [Pa] is the pressure
difference from one end of the tube to the other, r [m] is the inner radius of the tube, pi [kg/m.s]
is the viscosity of the fluid, and 1 [m] is the length of the tube. Since the labrum of the mosquito
is so small, it takes nearly 5 minutes for a mosquito to suck 5 pl of blood into its stomach, at a
rate of approximately 17 nl/s.
30
2.4.3 Vibration of the fascicle
The mosquito injects the fascicle into the skin by alternately actuating each mandible
forward into the skin to anchor it deeper. This action causes a vibration-like actuation of the
entire fascicle into the skin. There are many benefits to this method of actuation. First, the
mosquito is able to break its fascicle through small sections of skin in short, powerful punches.
Second, the backward facing barbs of the mandibles are used to anchor the mosquito fascicle in
place so that it does not slip out of the skin during injection or penetration. Finally, the vibration
of the fascicle into the skin allows fascicle to "wind" its way into the skin, avoiding obstructions
until blood is sensed on chemoreceptors located on tip of fascicle. Many "pierce and suck"
insects perform similar vibration injection techniques, and the path of the white fly's fascicle as
it is injected into a leaf can be seen in Figure 2.21.
Figure 2.21: Photograph showing the penetration of a white fly's proboscis into a plant leaf. The white dotted
line shows the proboscis winding around cells and other obstructions. (Taken from White Fly Website 2000)
2.4.4 Lessons learned from insect injections
Several important lessons can be learned from studying how insects, specifically
mosquitoes, insert their mouthparts into the skin, deliver fluid to and remove fluid from a human.
These lessons are summarized below:
"
"
*
*
*
*
Angled tips are a prominent feature of piercing-sucking insects
Most insects have stylets that are inserted ahead of the injection/sucking tubes
Vibration of mouthparts during insertion
Injection/sucking tubes are flexible
Tubes have thick walls compared with canal diameter
Injection/feeding rates are slow (-17 nl/s)
31
Anatomy and physiology of human skin
2.5
2.5.1 Structure of human skin
Human skin consists of two primary components: the outer, thinner portion, known as the
epidermis, and the inner, thicker, connective tissue, known as the dermis. Beneath the dermis is
the subcutaneous layer of skin, also known as the hypodermis.
Stratum
corneum
Hair shaft
Stratum
lucidum
Dermal papil"
Stratum
granulosum
Free nsrw
Stratum
end*ng
Ep..n
spinosum
stratum~
basale
Sebaceous
(oil) gland
senwy
nerve
iu r
M" otm
Papillary layer
pa Muscle
Reticular layerj
Hair folla
Dermis
-e
Hair root
_
Artory
HypomaI
prerw
RophirW
Figure 2.22: Schematic showing the structure of the skin and
underlying subcutaneous tissue. (Taken from Forever Young Website 2002)
2.5.2 The epidermis
The epidermis is composed of keratinized stratified squamous epithelium and contains
four types of cells in a total thickness of approximately 100 Am. The most prevalent type of cell
(comprising about 90% of the epidermis) is known as a keratinocyte. This cell goes through the
process of keratinization, where cells formed in the basal layers are pushed to the surface of the
32
skin. As the cells move upward, they accumulate keratin, a protein the helps to protect the skin
and underlying tissue. At the same time, the cytoplasm, nucleus, and other organelles within
each cell disappear, and the cells die. Eventually, the keratinized cells slough off and are
replaced by underlying cells.
There are three other kinds of cells in the epidermis. The first is called a melanocyte,
which is also found in the dermis. It produces melanin, one of the pigments responsible for skin
color, and absorbs UV radiation. The second kind of cell is called a Langerhans cell, and it
functions in immune response within the skin. The final kind of cell within the epidermis is
called a Merkel cell. These cells are located in the deepest layer of the epidermis of hairless
skin, and are involved in the sensation of touch.
Stratum
corneum
lucidum
Stratum
granulosum
Keratinocyte
Stratum
spinsumMerk~el
cell
basale0Melanocyte
Langerhans cell
Dermis
-31
Sensory neuron
lood
vessel
Figure 2.23: A photomicrograph and a corresponding diagram showing
the layers of the epidermis. (Taken from Totora 1997)
Four or five distinct layers comprise the epidermis. In most regions of the body, the
epidermis has four layers, except for in the on the palms and soles where five layers are
recognizable due to the additional stratum lucidum layer. The names for the five layers from
deepest to most superficial are:
1. Stratum basale: A single layer of cuboidal to columnar cells that are capable of
continued cell division, also containing melanocytes. The cells in this layer
multiply, producing keratinocytes which push upwards to become part of the
more superficial layers, mentioned below. The stratum basale also contains
Merkel cells that are sensitive to touch.
2. Stratum spinosum: approximately 10 layers of polyhedral cells with spine-like
projections. Melanin is also found in this layer.
33
3. Stratum granulosum: approximately five layers of flattened cells with darkly
staining granules.
4. Stratum lucidum: found only on the thick (1 to 2 mm) skin of the palms and
soles. Consists of approximately five rows of clear, flat, dead cells.
5. Stratum corneum: The top layer of skin, consisting of approximately 30 rows of
flat, dead cells completely filled with keratin. This layer forms a nearly
impervious barrier to environmental influences. The thickness of the stratum
corneum varies, depending on the location on the body. The stratum corneum of
the forehead and cheeks is approximately 20 to 40 ym, while it is approximately
400 to 700 ltm thick on the palms and soles of the feet (Allen 1967).
2.5.3 Drug delivery depth
The desired depth of delivery will vary depending on which drug is administered, and the
location of delivery on the body. However, since none of the drugs delivered by this technology
are able to penetrate the stratum corneum, the minimum delivery depth must be below this layer.
As shown in Figure 2.22, some nerve endings are located just below the epidermis, so it may be
desirable to confine the delivery to within the epidermis so that nerve endings are not touched.
Most likely, the optimal depth of delivery will depend on the chemical makeup of the drug being
delivered, the diffusion rate of the drug at a specific depth, the size of the needles used to deliver
the drug, and the desired delivery rate to the patient.
34
3 Limpet concept
3.1
Design concept
The overall design concept for the Limpet is to have a small, wearable device that can sit
securely on the skin for long enough to deliver the required volume of drug over the desired
delivery profile. Optimally, the Limpet is so small that its presence is not at all encumbering,
and the penetration of the micro-needles and delivery of the drug is not painful to the user. The
limpet must be cost-effective for the drugs delivered, must not waste more than 10% of the drug
in the delivery process, and must be simple to use.
3.2
Product specifications
It is Norwood Abbey's goal to have the Limpet used with a range of drugs and in a
variety of applications. Because of this, it is important to incorporate flexibility into the design
so that drug or application changes can be incorporated on the same technology platform. With
this in mind, and with consideration given to 1) how mosquitoes deliver and sample fluid from
humans, 2) what current biological drug delivery devices are currently on the market, and 3) the
input from the project sponsors, the following product specifications were outlined:
Volume of delivery range: 100 liL to 1 mL
Rates of delivery: up to 1 yL/s
Ability to have variable delivery (eg, a lot at the beginning, then maintenance
dosing; delivery every hour; delivery on demand)
* Ability to deliver a range of drug types and viscosities
* Reduced pain from traditional hypodermic injection
* Minimal air injected under skin
* Wasted drug < 10%
* Ability to verify drug, dosing, expiration, etc. with central computer server via the
internet
* Geometry that allows for comfortable wear
" No uncovered needles
" Possible incorporation of impedance testing to tell depth of penetration
" Simple to use
" Increases patient compliance
" Inexpensive
*
*
*
35
3.3
Flow of use of the Limpet
The Limpet is intended to be used either at home or in a clinical setting by patients who
require the benefits of controlled delivery of biologicals below the stratum corneum. The Limpet
must be easy to use so that a patient can use it independently without much training.
The general idea for the Limpet Drug Delivery System is to have the patient purchase a
kit that contains an Applicator for properly placing the Limpet on the skin, a set of disposable,
filled Limpets that will last for a pre-determined number of doses (e.g., two weeks or one
month), and a storage box/docking station for the applicator. If the user has repeated
prescriptions that are delivered using the Limpet Drug Delivery System, they will simply need to
purchase a new set of disposable Limpets for the next prescription. The Applicator and
Docking/Storage Kit will be reusable. Some versions of the Limpet may have non-disposable
portions (such as the microcontroller and battery) that are reused in order to reduce the cost of
the Limpet.
Below is a step-by-step procedure for using the Limpet, including some steps that will
not be noticed by the user (such as the impedance testing used to determine the depth of
penetration):
*
*
"
*
*
"
"
"
*
*
*
*
*
*
"
"
Patient picks up the Applicator
Patient uses Applicator to pick up the Limpet from kit using an electromagnet
(checks on expiration date of drug, patient information, drug interactions, etc., can
happen at this point, if incorporated and desired)
Patient touches the Limpet to the desired delivery location on skin
Patient pushes button to initiate delivery sequence
Vacuum in applicator is turned on to pull skin into recesses on bottom of Limpet
When full vacuum seal is detected with skin, needles are rotated into skin using
motor in Applicator
If using impedance, when adequate penetration is detected, actuator driving
needles into skin stops - otherwise, hard stop for pre-determined needle
penetration is reached
Applicator is disengaged from Limpet by turning off vacuum and electromagnet
Pump is started to push drugs into skin (pump may also be started before
applicator is removed, especially if power source in applicator is used to give a
large current to pump at beginning to quickly initiate flow)
Drugs are delivered according to pre-determined delivery profile, unless active
delivery profile determination is incorporated, such as sampling to determine
when next dose is needed (not in current version)
When delivery is finished, LED or piezo are actuated to inform patient
Applicator is brought to limpet
Electromagnet is engaged to secure limpet to applicator
Motor in applicator is used to withdraw needles
Limpet is thrown away (if fully disposable)
Applicator is returned to docking station in kit to await next delivery
36
4 Limpet Components
There are many components that come together to make the Limpet. This section gives
an overview of each of the components, how they interact, and why certain methods,
embodiments, or solutions appear to be optimal at this time.
4.1
Interface between the drug and the human
As described in Sections 2.2 and 2.3, many of the existing biological delivery systems
have either needles or pyramids that are injected perpendicular to the surface of the skin. Many
needle injections are also done in a similar fashion, although usually with larger needles that
penetrate deeper into the skin. Some injections, instead, are performed by injecting a needle just
under the surface of the skin at a very small angle. Since both techniques seem to work
adequately, they were both investigated with respect to this project, as described in the sections
below.
4.1.1 Pyramids
At the beginning of this project, Norwood Abbey believed that it was optimal to have an
array of microneedles, similar to the Georgia Tech array (see Figure 2.1), through which drugs
could be delivered to the skin. As the manufacturing process used to create the Georgia Tech
array made the array expensive and brittle, less expensive manufacturing techniques were
considered.
Several different types of pyramids were created as a possible means for puncturing the
skin and delivering drugs. The success of the Multi-Test II in its ability to both puncture the skin
and deliver antigens, encouraged the effort to make plastic pyramids, which could be ultimately
manufactured by injection molding or some other inexpensive technique.
4.1.1.1
LPKF Prototyping Machine
The LPKF Prototyping Machine (Model 95s/II, Slovenia) was used to create an array of
pyramids in poly(methyl methacrylate) (PMMA). A cutting tool with a 600 cutting tip (Kemmer
Prizision, Part# E34000750-277020) was used to machine the pyramids at a spindle speed of
50,000 rpm. This technique produced pyramids with smooth edges and good quality tips, as
shown in Figure 4.1.
37
400 pm
Figure 4.1: PMMA pyramids created on the LPKF Rapid Prototyping Machine.
Pyramids were cut using a milling tool with a 60* cutting tip at 50,000 rpm. (16 January 2001)
While the tips of the pyramids created via this technique were well formed, the included
tip angle was not small enough to easily puncture skin. This machining technique was
discontinued when LPKF machining tools with smaller tip angles could not be found.
4.1.1.2
HAAS Machining Center
The pyramids produced on the LPKF machine were clearly not "sharp" enough to easily
puncture human skin. In an effort to determine the optimal included tip angle for puncturing the
stratum corneum, a machining technique was needed in which the included tip angle could be
changed easily. It was therefore desirable to create a technique that did not depend on the
geometry of the tool (as in the LPKF case), but on the orientation of the material during the
machining. Additionally, since the pyramids were small and had to be machined with tight
tolerances in order to achieve well-aligned tips, it was necessary to use a system in which the
piece was clamped into place, and then not moved until completion. A technique was developed
for implementation on a 5-axis milling machine, as described below.
38
4.1.1.3
Overview of Machining Technique
The HAAS machining center (Model #VF-OE, HAAS Automation, Los Angeles, CA,
USA) was set up to hold a 30 X 3 0 mm blank of-1.5 mm thick material into which the pyramids
were formed. This blank was clamped at each on its four corners onto the B-axis, which was
able to turn the blank to any desired angle. The B-axis was mounted on the A-axis, which was
also able to turn to any desired angle. The A-axis was mounted on X and Y translation stages to
move the entire unit around in a plane. Finally, the tool, a thin circular saw blade, was able to
both rotate to do the cutting operation and move in the Z-direction to vary the depth and/or
position on the cut. Through a combination of the A and B axes, along with the X, Y, and Z
motion of a traditional milling machine, any complex geometry could be machined into the
blank.
A program was written in Matlab (see Appendix A) to automatically generate the G-code
required to run the HAAS and create the pyramids according to multiple user-specified
parameters such as, tip-to-tip spacing, included tip angle, pyramid height, etc. An additional Gcode program was written to run the HAAS during hole drilling.
In order to machine an array of pyramids, a thin circular saw blade, known as a jeweler's
saw was used to cut away critically spaced lines of material in the following steps:
1. The user input the desired information for pyramid geometry and machining
parameters (see example of machining parameters, Appendix A)
2. The Matlab program squarepyrarray05.m (see Appedix A) was used to
determine the G-code commands for machining the array on the HAAS
3. The user loaded a new material blank and the G-code program on the HAAS
4. A-axis was used to angle the blank of material away from the saw, in order to
create the desired tip angles on the pyramids, as input by the user
5. Using the X-, Y-, and Z-axes, the saw was brought to the appropriate starting
location
6. The Y-axis was used to drive the saw blade into the material to the appropriate
cut depth
7. The X-axis was used to machine the saw across the surface of the blank
8. Using the X-, Y-, and Z-axes, the saw was removed from cut line and moved
up to the next line for machining
9. Steps 6-8 were repeated until the desired number of lines had been cut
10. The B-axis was used to rotate the blank 90 degrees
11. Steps 5-10 were repeated until the entire array was machined
12. The array was removed from the HAAS and inspected for quality/accuracy
13. Any observations were noted and incorporated into the next run
39
Figure 4.2: Photograph showing the machining setup for creating pyramids on the HAAS 5-axis machining
center (Model #OE, HAAS Automation, LA, CA, USA). Not shown are the X and Y translation stages.
Several different materials were used to create a variety of pyramids to test for insertion
into skin. Sections 4.1.1.4 to 4.1.1.7 show scanning electron micrographs of pyramids and
discuss the success of machining in each material.
4.1.1.4
PMMA Arrays
Several arrays were machined in PMMA. The results were fairly good, with some
noticeable striations on the sides of the pyramids from the cutting. An example of a PMMA
array is shown in Figure 4.3. (It should be noted that the plastic arrays were covered in a very
thin layer of gold before imaging so that the Scanning Electron Microscope (SEM) could image
the arrays.)
40
500 pm
Figure 4.3: Single PMMA pyramid created on the
HAAS milling machine (2 March 2001: Array 5 - Needle, 3,5).
Figure 4.3 shows a SEM image of a single pyramid in an array created on the HAAS
milling machine using the following parameters:
0
*
*
0
0
e
e
e
0
0
0
e
Tipangle = 30*
5 x 5 array of needles
1.15 mm tip-to-tip spacing in both x- and y-directions
Pyramid height: 1 mm
Saw: 500 tim (20 mil), 101.6 mm (4 in) diameter, Jeweler's saw
Saw spindle speed: 3,000 rpm
Saw feed rate: 1000 mnim/min
Drill size: 100 pm (GLhring No. 301 -0,100 MWOR)
Drill depth: 0.6 mm
Drill spindle speed: 30,000 rpm
Drill feed rate: 100 mm/min
Drill peck depth: 0.1 mm
While holes were drilled using a 100 pm drill (before machining out the pyramids), no
evidence of holes could be seen after the machining process was completed. This could have
been due to one of the following factors:
41
"
*
4.1.1.5
Drill depth incorrectly set, and drill never penetrated pyramid
Drill holes were created, but then covered during machining process
Polycarbonate Arrays
Pyramids were also machined in polycarbonate. The polycarbonate was more difficult to
machine, and left a surface finish that was not a good as in the PMMA. Figure 4.4 shows an
example of a pyramid machined out of polycarbonate.
500 pm
Figure 4.4: Single polycarbonate pyramid created on the
HAAS milling machine (7 March 2001: Array 4 - Needle 1,1).
The array machined out of polycarbonate, and shown in Figure 4.4, was machined using
the following parameters:
* Tip angle: 30*
e 5 x 5 array of needles
* 1.15 mm tip-to-tip spacing in both x- and y-directions
e Needle height: 1 mm
0 Saw: 500 Am (20 mil), 101.6 mm (4 in) diameter, Jeweler's saw
* Saw spindle speed: 4000 rpm
* Saw feed rate: 1000 mm/min
* No holes drilled
42
4.1.1.6
Plastic needles arrays - skin penetration
The plastic needle arrays were used to penetrate skin, while monitoring their progress
under a microscope. While these plastic arrays were able to break through the stratum corneum,
they also failed at the same time. (Further investigation using the Multi-Test II also showed that
that array also failed, as it penetrated the skin.) Since these arrays did not yet have holes drilled
into them for drug delivery, a feature that would only serve to weaken the needles further, plastic
arrays were abandoned for the strength of metal arrays.
4.1.1.7 Aluminum Arrays
Arrays of aluminum pyramids were created using the same programs mentioned in
section 4.1.1.3. This technique produced good-quality pyramids, as shown in Figure 4.5.
300 pm
Figure 4.5: SEM image of a single 6061-T6 Aluminum pyramid created on the
HAAS milling machine (8 April 2001: Array 9 - Needle 1,2).
43
The array machined out of aluminum, and shown in Figure 4.5 and Figure 4.6, was
machined using the following parameters:
0
0
S
0
S
S
S
0
0
Tip angle: 30*
5 x 5 array of needles
1.0 mm tip-to-tip spacing in both x- and y-directions
Needle height: 0.300 mm
Saw: 500 ytm (20 mil), 101.6 mm (4 in) diameter, Jeweler's saw
Saw spindle speed: 1500 rpm
Saw feed rate: 1000 mm/min
No holes drilled
Array soaked in dilute NaOH for 20 minutes to clean up small burrs and surface
imperfections.
1 mm
Figure 4.6: Side view of aluminum array created on HAAS milling machine (8 April 2001: Array 9).
Since good results were achieved using aluminum, and the pyramids appeared strong
enough to penetrate skin, several aluminum arrays with small holes for drug delivery were also
created on the HAAS. An example of such an array is shown below, in Figure 4.7.
44
1 mm
Figure 4.7: Aluminum array with 50 pm holes drilled into pyramids (11 April 2001: Array 2).
The array with 50 pm holes machined out of aluminum, and shown in Figure 4.7, was
machined using the following parameters:
e Tip angle: 30*
* 5 x 5 array of needles
* 1.0 mm tip-to-tip spacing in both x- and y-directions
* Needle height: 0.300 mm
* Saw: 500 yIm (20 mil), 101.6 mm (4 in) diameter, Jeweler's saw
o Saw spindle speed: 1500 rpm
* Saw feed rate: 1000 mm/min
" Drill size: 50 ptm (Gflhring No. 301 -0,050 VECQ)
* Drill depth: 0.500 mm
" Drill spindle speed: 8000 rpm
" Drill feed rate: 100 mm/min
" Drill peck depth: 0.025 mm
The flat pyramid tops shown in Figure 4.7 are due to imperfect alignment of the saw
blade during the cutting operation. While it is possible, as shown in Figure 4.5, to achieve
perfectly aligned, sharp tips on the pyramids, it is difficult due to the machining technique. The
results could be improved if a parallel cutter were employed, rather than the serial cutter.
45
4.1.2 Stainless steel needles
While attempting to create arrays of pyramids, and after talks with the project sponsors, it
became apparent that it was acceptable to consider other techniques of interfacing between the
drug and the skin than just the arrays. This opened up many possibilities for how to best
interface between the drug and the skin, while still keeping the project goals in mind.
Many existing injection devices use commercially manufactured needles or tubing.
Using commercially manufactured stainless steel tubing in this project meant that the needles
could be nearly as small some of the needles presented in the summary of current drug delivery
research (Section 2.3), but much more robust, less expensive, and significantly easier to
make/incorporate.
4.1.2.1
Hypodermic needles
Hypodermic needles come in a variety of geometries. Some are long and have a large
diameter so that they are able to penetrate deep into the muscle. Others are much thinner and
shorter, as they only need to penetrate to a shallow depth below the surface of the skin. The
application of each needle determines the necessary geometry, as the needle must be capable of
delivering the necessary flow rate, penetrating to the required depth without buckling, and
effectively puncturing the skin.
One traditional problem with hypodermic needles is the coring effect - needles can
become blocked with cells to a point where it is impossible to deliver the necessary drug. One
method for reducing this problem is to angle the tip of the needle. Angling the tip means that the
skin is more easily punctured as the penetration force is concentrated at one small, sharp location
at the tip. The incision tends to happen at the tip and along the line of the sharpened tip, rather
than around the needle in a circle. This reduces the chance that a core of skin will be forced into
the needle. The other way that angling the tip of the needle reduces the chances of blockage is
that the angled tip actually creates a larger orifice for flow at the tip of the needle. If part of the
needle does get blocked, there is a higher chance that there will be an unblocked portion if the
orifice is larger.
Figure 4.8: Image showing tip of traditional hypodermic needle. Tip ground at an angle to create
a sharp tip to puncture skin and to minimize coring effect of needles. (Taken from Renal 2000)
46
4.1.2.2
Stainless steel tubing availability, pricing
200 pm
Figure 4.9: Image of single 35 gage 304 stainless steel needle sharpened on the diamond grinder.
There are many commercial companies that create and supply stainless steel tubing. The
smallest tubing commercially available is called 36 gage, and has an outer diameter of
approximately 100 pm, and an inner diameter of 25 to 76 pm, depending on the variety. A table
showing the most appropriate sizes of tubing and their prices, manufacturing techniques, and
availability is listed below, in Table 4.1. There are also many types of tubing in larger sizes.
Table 4.1: Table of prices for commercially available 304 stainless steel tubing. Quotes are based on
minimum ordering length of 500 ft. (Quotes from K-Tube, May 2002)
Name
Name
Centerless
1OD max OD min ID max ID mi
ground? j___
1
_________(500
Pricelft
Piem
ft. min.) 1Pilm
______](urn)
(urn)
(UM
(urn)_____
___
No
215.9
203.2
127
88.9
$0.75
$0.0024
33 Thin Wall
33 Ex. Thin Wall
No
Yes
215.9
215.9
203.2
203.2
152.4
177.8
127
152.4
34 Regular
34 Thin Wall
34 Ex. Thin Wall
35 Regular
No
Yes
Yes
Yes
190.5
190.5
190.5
139.7
177.8
177.8
177.8
127
101.6
127
152.4
76.2
63.5
101.6
127
38.1
$1.68
$2.76
$3.05
$6.93
$0.0054
$0.0089
$0.0099
$0.0225
35 Thin Wall
Yes
139.7
127
101.6
76.2
36 Regular
Yes
114.3
101.6
50.8
25.4
$7.12
$0.0231
36 Thin Wall
Yes
114.3
101.6
76.2
50.8 1
________
33 Regular
47
As one can see from the table, any tubing that requires centerless grinding is considerably
more expensive than tubing that does not require this post-processing step. As the tubing is quite
expensive, it may be prudent to choose tubing that is not centerless ground so that the price is
reduced. It should be noted that the prices of tubing do reduce considerably for large quantities.
For example, the prices for 34 gage regular wall 304 stainless steel tubing (does not require
centerless grinding) are several times cheaper when ordered in large quantities, as shown in
Table 4.2.
Table 4.2: Table of quotes for 34 gage regular wall 304 stainless steel tubing. Tubing prices reduce
considerably when large quantities are ordered. (Quotes from K-Tube, January 2002)
Quote
Length
500
5,000
10,000
33,000
65,000
650,000
3,300,000
Price/I
ft.
j100
$
$
$
$
$
$
$
167.98
77.30
69.82
63.90
60.25
53.01
49.45
rcem
Piem
$
$
$
$
$
$
$
0.0055
0.0025
0.0023
0.0021
0.0020
0.0017
0.0016
4.1.2.3 Grinding tips on the needles
The tips of the stainless steel tubing were easily ground on a diamond grinder (Accufinish, Series II). Figure 4.9 clearly shows that sharp, clean, angled tips can be achieved by this
method. When this project is scaled up for large quantities, it will be desirable to consider
techniques that can be done for many needles in parallel, and possibly when the needles are
already mounted in the device.
4.1.2.4 Tube bending procedure
In some tests or applications, it is desirable to use a needle with 900 bend for insertion
parallel to the surface of the skin. Needles with 90' bends were created by using a jig designed
to support the tube throughout the bending process, shown in Figure 4.10.
48
Figure 4.10: Jig used to bend micro-tubing. Support was created by machining down threads on M2 bolt.
The support was created by machining down the threads on an M2 bolt until the
difference between the height of the thread and the inner core of the bolt matched the outer
diameter of the tubing to be bent (-150 ,tm). The tubing was then taped down tangent to the
bolt, and a large roller was used to deform the tubing around the bolt. The tubing was deflected
past 90' since there was spring back in the tubing after the roller was removed. The exact degree
of spring back was not calculated since the bend was not critical. However, equations that
describing spring back in tubing can be used to calculate the required deflection angle during
deformation to get the desired final angle of bend in the tubing.
4.1.3 Preferred drug to human interface
Through the variety of tests and prototypes created for this project, it became clear that
using stainless steel tubing as the drug to human interface offered flexibility and elegance not
found in employing the pyramid design. Therefore, the following sections and concepts involve
the incorporation of the stainless steel tubing as the drug to human interface, rather than the
pyramids.
49
4.2
Needle insertion into the skin
4.2.1 Will commercially available needles to the job?
As mentioned above in Section 4.1.2.1, the three main criteria for whether or not a
specific needle will perform adequately are:
1. Can the needle puncture the skin?
2. Will the needle buckle during skin penetration?
3. Can the needle deliver the necessary flow rate?
These three questions can be answered by 1) looking at the force of penetration, and comparing
that force with the buckling and fracture forces for the needle, and 2) looking at the maximum
pressure that may be used to drive flow through the needle, and comparing that to the yield stress
of the tubing. This is done in the following sections, using pig skin as the testing medium. The
100 pm needles were used in the tests and calculations, as they are the smallest and weakest of
the needles available. The thought was that if these smaller needles were able to withstand the
forces and pressures in the tests, all of the larger needles would be able to, also. The tests and
calculations were conducted using a 5 mm long needle, as needles in the design are not likely to
be longer than this. Of course, if longer needles are desired, the tests and calculations could be
repeated using a new needle.
4.2.2 Force of needle insertion
Several quantitative tests were conducted to determine the insertion force required to
penetrate human skin. Using the apparatus built by Wilson Chan (see Chan 2002) any needle
could be inserted into a piece of pig skin at a specified velocity and to a specified depth, while
measuring the force of insertion on the needle. The flexibility of the apparatus allowed a variety
of useful tests to be completed, as shown in the graphs below.
Figure 4.11 shows the basic shape of an insertion force versus needle penetration depth
graph. Labels describing the skin and needle behavior, and the resultant force and displacement
profiles are included so that the experimental data can be easily understood.
50
0.2
Second point of
puncture
Needle
slips again
First point of
puncture (peak
force 164 mN)
0.15
I
Skin
sliding
up the
shaft o fneedle
Needle
deforming
skin
0.1
Insertion
Force [N]
Needle slips
Needle
touches skin
Needle
deforming
0.05
second layer
Skin deforming
as needle is
pulling out
0
Needle pul ing
-0.05
0.5
I
1P1.5r
out
2
2
2.5
Penetration Depth (mm)
Figure 4.11: Plot showing insertion force versus penetration depth with descriptions explaining
each of the different skin and needle behaviors during needle penetration. (Taken from Chan 2002)
Tests comparing the insertion force profiles for 100 Am and 570 pm outer diameter
needles were completed. Each of the needles was inserted at velocities of 0.1 mm/s and 1 mm/s,
and at angles of 15 and 900 to the surface of the skin. The results of these tests are presented
together in Figure 4.12. These measurements were taken using the same needles and the same
piece of pig skin from the shoulder region. The needles were inserted in the same region for
each test, but not in the exact same location.
51
Insertion
Force [N] of
100 pm
needle
0.9
0.9 -
0.9 -
0.9
0.8
0.8-
0.8-
0.8
0.7-
0.7 -
0.7-
0.7-
0.6 -
0.6-
0.6-
0.6-
0.5-
0.5-
-
0.5-
0.5-
0.4-
0.4-
-
0.4-
0.4-
0.3-
0.3 -
-
0.3-
0.3-
-
0.2-
0.2-
0.1 -
0.1 -
0
0
0.2
-
0.2
0.1
-
0.1
0
-0.1
0
0
1
2
3
-0.1
0
1
2
3
-0.1
0
1
2
3
-0.1
0
0.9-
0.9 -
0.9-
0.9
0.8 -
0.8-
0.8 -
0.8
0.7-
0.7 -
0.7-
0.7-
0.6 -
0.6-
0.6-
0.6-
0.5-
0.5-
-
0.5-
0.5-
0.4-
0.4-
-
0.4-
0.4-
0.3-
0.3
-
0.3-
0.3
0.2-
0.2
-
0.2-
0.2
0.1
-
0.1
0.1
0
-
0
0
0.1
-
0
-0.1
-0.1
-0.1
0
2
1
Distance [mm]
3
0
2
1
Distance [mm]
3
0
2
1
Distance [mm]
1
2
3
90*, 1 mm/s
90*, 0.1 mm/s
150, 1 mm/s
150, 0.1 mm/s
Insertion
Force [N] of
24-Gauge
(570 pm)
needle
900, 1 mm/s
900, 0.1 mm/s
15*, 1 mm/s
15*, 0.1 mm/s
3
-0.1
0
2
1
Distance [mm]
3
Figure 4.12: Graphs showing the insertion force versus penetration depth profiles
for 100 pm and 570 gm needles at 15 and 90* to the surface of the skin,
and at velocities of 0.1 and 1.0 mm/s. (Taken from Chan 2002)
The results of the tests presented in Figure 4.12 show that smaller needles have
significantly smaller penetration forces. The tests also show that velocity of needle insertion
does not significantly affect the penetration forces. Finally, the tests show that needles inserted
at smaller angles to the surface of the skin require smaller penetration forces. The peak insertion
52
force for a 100 Am needle into the skin at a 900 angle at a velocity of 1 mm/s was approximately
250 mN. The peak insertion force for a 100 Am needle into the skin at a 15' angle at a velocity
of 1 mm/s was approximately 175 mN.
4.2.3 Needle failure
4.2.3.1
Failure due to buckling
The needle can be modeled as a long, thin cylinder where Equation 4.1 gives the
theoretical maximum load for failure due to buckling:
buck
2
-
4L
(4.1)
where E [Pa] is the modulus of elasticity for the needle material (193 GPa for 304 stainless steel
(Lide 1992, p. 12-147)), I [M 4 ] is the second moment of inertia for the needle's cross-section, and
L [m] is the length of the needle. Using the geometry for the 101.2 p.m needle with the 76.2 pm
inner diameter (thinnest walls and tubing possible, which is the most fragile tubing), the critical
buckling force for a 5 mm long needle was found to be 266 mN. This value is very close to the
insertion force required when a 100 pm needle is inserted at a 90* angle to the surface of the
skin, as shown in Figure 4.12. While it is unlikely that this extra thin walled tubing will be used,
one must pay close attention to these buckling forces since the theoretical buckling force is close
to the experimentally determined insertion forces.
4.2.3.2
Failure due to fracture
The other likely failure mode, fracture, is described by Equation 4.2:
Pfrac
= ay A,
(4.2)
where A [M 2 ] is the cross-sectional area of the needle, and ory [Pa] is the yield stress for the
material (241 MPa for 304 stainless steel (Mantell 1958, p.5-34)). Using the same needle
dimensions as in Equation 4.1, the theoretical maximum load before fracture is 839 mN. This is
also higher than the insertion force, so the needle should not break during insertion. (See
Appendix B for full calculations.)
4.2.4 Peak flow rate required
The peak flow rate required is 1 yL/s. This may correspond to a maximum pressure
within the pump of 106 Pa, but is most likely much lower (see 5.3.4.4 for theoretical predictions
of peak pressure within the pump). This high pressure will be used to ensure that the thinnest
walled tubing can sustain the peak pressure within the tube.
53
4.2.5 Peak pressures sustained by tubing
The peak tangential stress that is sustained by a thick-walled cylinder (as the tubing is
considered) is described by Equation 4.3:
tan
P=(D +D2)- 2P,,,D2
2
2
(4.3)
where Pt [Pa] is the peak pressure inside of the tubing, Di [m] is the inner diameter of the tubing,
Do [m] is the outer diameter of the tubing, and Patm [Pa] is the atmospheric pressure that acts on
the outside of the tubing.
The peak radial stress is described by Equation 4.4:
crrad
=P
when Pt > Patm.
(4.4)
Using a peak pump pressure of 106 Pa, and the same needle geometry as in Section 4.2.3,
the peak stress on the tubing is approximately 3 MPa. Since this is much smaller than the yield
strength of 304 stainless steel (ory = 241 MPa (Mantell 1958, p.5-34), the needles will be able to
withstand the pressures inside of the tubing.
4.2.6 Perpendicular versus parallel insertion
A needle could theoretically be inserted into the skin at any angle between 0 and 900 to
the plane of the skin. An important question is, then, which angle is optimal? For some drugs,
the depth of delivery is critical. For others, the more important aspect of this technology is the
reduction in pain sensation during delivery. In both of these cases, given the needle size that is
planned, insertion at a small angle to the surface of the skin makes sense.
With respect to the depth of delivery, one is able to insert a longer needle to the same
overall depth of insertion under the surface of the skin if the insertion is parallel, or nearly
parallel to the surface of the skin. This is important, because many companies and research
groups have had trouble keeping the entire volume of injected drug in the skin with short needles
that do not have much needle penetration length into the skin. The problem with having drug
come back out of the skin is the exact delivery dose is unknown. To illustrate the difficulty in
injecting drugs perpendicular to the surface of the skin at small depths, tests involving injecting
dye into pig skin at 900 and 190 to the plane of the skin, were completed, as shown in Figure 4.13
and Figure 4.14.
54
Figure 4.13: Picture showing very faint line from dye injected into dead pig skin through needle oriented
perpendicular to the surface of the skin. Dye pushed back out of hole where needle was penetrating since
there was less resistance to flow out of hole than into skin.
Figure 4.14: Picture showing dye injected into dead pig skin through needle oriented at 19* to the plane of the
skin surface. In this case, dye remained in skin with none coming out injection hole to the surface.
These tests illustrated that, at least in dead skin, the dye injected parallel to the surface of
the skin stayed in the skin better than the dye injected perpendicularly into the skin. These
results are likely to change somewhat in live skin, as there will be more movement of the
interstitial fluid to help with the dispersion and absorption of the drug. However, as described in
Section 2.5, the layers of skin are oriented parallel to the surface of the skin. Because of this,
55
drug forced in along a layer of skin will stay in the skin better simply because of the skin's
orientation.
4.2.7 Rotation into the skin
If the needles are penetrated perpendicularly into the skin, the needles must either 1)
protrude out of the bottom of the Limpet, or 2) be actuated downward into the skin for delivery.
Neither case is optimal. The first potentially requires the needles to be capped, uncapped, then
recapped during the delivery sequence, and users run the risk of pricking themselves with the
needles, which can spread diseases such as Hepatitis B, C, and HIV. The second wastes space
inside of the Limpet, and requires the overall shell to be larger than necessary. This is not
desirable because of the requirement to have the Limpet as small as possible, especially in
overall height.
The action of penetrating the needles into the skin parallel to the surface of the skin rather
than perpendicular allows the design to remain shorter in height because the needles can
penetrate directly into the vials and into skin in the same plane. In this embodiment, the needles
can either be penetrated into the vials before being placed on the patient, or during the delivery
sequence. After vial penetration, the needles can be actuated into the skin (with the vials
"attached") in order to deliver drugs. This motion can be completed in a variety of ways,
depending on the geometry and placement of the needles, but it may be optimal to have the
needles oriented on a ring that can be turned to move the needles into the skin. That way, the
needles only need to have a slight curve (to fit the radius of curvature of the ring) to be easily
moved into the skin (see Section 4.9 for additional explanation).
4.2.8 Suction to draw skin into Limpet
In order to control the depth of penetration of the needle into the skin one potential
solution is to use suction to draw the skin into the Limpet up to a hard stop. The needles, whose
geometry and penetration location will be controlled by how they are coupled into the Limpet,
will then be able to precisely penetrate the skin at the desired location.
Shell of Limpet
Skin pulled
into limpet
Needle penetrating
skin at known depth
Hard stop --
Figure 4.15: Diagram showing how the depth of penetration of needles can be controlled if needles are
inserted into skin in a parallel manner after the skin is drawn up to a hard stop within the Limpet.
56
The technique of drawing the skin into the Limpet has the additional benefit of ensuring
that the needles never protrude outside of the Limpet. This is important because there are
approximately 600,000 needle pricks to hospital staff each year (Weston 2002), which leads to
the spread of diseases such as Hepatitis and HIV. Furthermore, there is currently anticipated
legislation in Congress that will prevent the use of uncovered needles. This design feature of
pulling the skin into the Limpet will help to ensure that the Limpet can continue to be used even
when this legislation passes.
4.2.9 Preferred needle insertion technique
The results of many tests indicated that it is optimal to insert the needles into the skin at a
very small angle to the surface of the skin. Not only are the forces of insertion smaller, but the
depth can be more easily controlled, the pain of insertion can be reduced, and the needles
themselves can be used to anchor to the skin (described in Section 4.3). Therefore, it is believed
at this time that the needles should be inserted into the skin nearly parallel to the surface of the
skin, and all subsequent discussions will assume this technique is employed. Further testing
should be completed to determine the optimal angle of insertion, although that may depend on
which drug is used or the drug delivery profile.
57
4.3
Limpet attachment to the skin
It is very important to have the Limpet securely attached to the skin of the patient for the
entirely of the delivery period. This will not only ensure that the drug is delivered as expected,
but will also reduce the pain associated with wearing the Limpet. This Limpet-to-skin
connection could be created in a variety of ways, including using a sticky surface to adhere to the
skin, using vacuum suction to hold onto the skin, mechanically coupling to the skin, or using a
combination of these techniques.
4.3.1 Attachment via adhesive
Most medical devices that are designed to remain on the skin for a prolonged period of
time have some sort of adhesive surface as the coupling between the device and the patient.
While this is a well-tested method for securing devices to the skin, up to 8% of the population
has an allergic reaction to the adhesive used in such techniques (Cirrito 2002). Given this
statistic, adhesive as the coupling between the Limpet and skin should be avoided if possible.
In order to get an idea of the adhesion force possible from an adhesive such as those used
for Band-Aids®, tests using Chan's apparatus were conducted. A 25 mm diameter piece of
Band-Aid® material was glued to the force transducer in Chan's apparatus and brought against a
piece of skin. Pressure was applied to secure the Band-Aid@ to the skin, and then the stage was
moved away at 0.2 mm/s. The resulting force profile is shown in Figure 4.16.
16
Peak Adhesion
Force =14 N
------------ --- ------------------12
14
--------- -------- -
- - - ----
10
0
8
-- - ---- ---- - ---- -----
U
6
------------
-- ----------- --- -----
----- ----------------- -- --------------------- ----- --- ---
- - ------
4
2
0
I
0
15
30
45
60
75
Time (s)
Figure 4.16: Graph showing the force versus time profile for a 25 mm diameter Band-Aid ® being
removed from skin at a rate of 0.2 mm/s. The peak adherence force was approximately 14 N.
58
As one can see, the peak adhesion force applied by the Band-Aide to the skin was
approximately 14 N, after which, the Band-Aid® began to peel off the skin. This adhesion force
is two orders of magnitude larger than the force of insertion of the needles. Therefore, the force
of inserting the needles should not cause a Limpet adhered with a Band-Aid®-like material to
come off of the skin.
4.3.2 Attachment via vacuum suction
It is likely that vacuum suction will be used to draw the skin up into the Limpet as a
means of both keeping the needles inside of the Limpet at all times as well as precisely
controlling the depth of insertion of the needles, as described in Section 4.2.8. This suction
could also be used as means of securing the device, if there are no leaks, or at least as a method
for initially securing the device while another method is secured (such as a mechanical
attachment).
4.3.3 Attachment via mechanical coupling
As described in Section 4.2.7, one preferred embodiment of the needle penetration into
the skin is to have the needles curved and held on a ring of constant radius. The needles would
be rotated into the skin so that they penetrate under the stratum corneum so that they are nearly
parallel to the surface of the skin. This penetration into skin is similar to how fetal spiral
electrodes are inserted under the skin. The twisting and penetration of the electrodes under the
scalp creates a stable and secure connection.
4.3.4 Preferred attachment
Based on the percentage of people who have allergies to Band-Aid®-like adhesives, and
proven
method of twist and hold electrodes, the best option for securing to the skin at this
the
time is with the needles themselves. The skin would be drawn into the Limpet via a vacuum
pump in the applicator, and then the needles would be actuated into the skin. Once in place, the
needles would both secure the device to the skin as well as deliver the drugs. Of course,
adhesive could always be added to the base of the Limpet, if additional stability was required, or
such a coupling was required by the FDA.
59
4.4
Delivery actuation
There are many possible methods for pushing drug out of needles. Most traditional
injections are preformed by a plunger-type syringe actuated by human (the doctor, nurse, or
patient) to force drugs out into the skin. While this technique works very well for large, bolus
injections, it will not work in an application where overall height of the device is critical, the
delivery volume is small and critical, or the drugs need to be delivered over a long or
complicated delivery profile. Several different methods for actuating the drug into the skin were
considered, and are presented below.
4.4.1 Electrochemical decomposition of water
Electrochemical decomposition of water, also known as electrolysis, is the process of
using electrical power to break down water into hydrogen and oxygen gas. As the density of
hydrogen and oxygen gases are much smaller than the density of water, there is a large
expansion in volume due to electrolysis. This volume expansion can be used as an actuator for
pushing the drug out of the Limpet.
There are many chemical solutions that can be used in the electrochemical decomposition
of water. Basically, a chemistry that is capable of carrying charge between the two electrodes is
required. Both sodium hydroxide and dilute sulfuric acid were used in the electrolysis
experiments, but most tests were conducted with sulfuric acid simply because the energy
requirements were lower. It should be noted at this time that sulfuric acid is not necessarily the
best chemical to use in the Limpet. Further investigation of possible chemistries should be
conducted before settling on any final solution. Specific attention should be given to the longterm interaction of the electrolyte with its encapsulating materials, FDA requirements of
materials in medical devices, and any possible interaction between the electrolyte and the drug.
4.4.1.1
The chemistry of electrolysis using sulfuric acid
There are two electrochemical reactions taking place: oxidation is occurring at the anode
(Equation 4.5) and reduction is occurring at the cathode (Equation 4.6).
Anode:
2 H20 (1) +
Cathode:
2 H20(1) + 2 e-
02 (g) +
+
4 H+ (aq) + 4 e-
H2 (g) + 2 OH-
(4.5)
(4.6)
To keep the numbers of electrons balanced, the cathode reaction must take place twice as
much as the anode reaction. If the cathode reaction is multiplied by 2 and the two reactions are
added together the total reaction becomes:
6 H 2 0() + 4e-
-
2H
2
(g) + 02(g) + 4 H+ (aq) + 4 OH- (aq) + 4 e-
60
(4.7)
The H+ and OH- to form H2 0 and cancel species that appear on both sides of the equation.
The overall net reaction shown in Equation 4.8:
Net:
2 H20 (1)
->
2 H2 (g) + 02 (g)
(4.8)
Overall, three molecules of gas are produced for every four electrons that are used in the
system.
4.4.1.2
Electrolysis as an actuator for the Limpet
There are several benefits to using electrolysis as the actuator for driving drugs through
the needles. As described above, the exact number of molecules converted from water to gas can
be determined from the number of electrons input into the system. This is an elegant method for
exactly determining the drug delivery profile by only inputting the required charge based on the
desired delivery profile. Additionally, electrolysis is stable in its neutral, non-power-consuming
state. This means that the Limpet will push out the amount of drug prescribed by the power
input, and then will sit without delivering any additional drugs, sucking any fluid out of the skin,
or drawing any additional power until the next delivery is required and initiated by the processor.
Furthermore, the energy required to deliver the volumes of drug required of the expected
delivery profiles is small, and can easily be stored and delivered from a small button battery
(further discussion on power in Section 4.8).
One potential drawback of electrolysis is that it is not reversible. For applications where
a reversible actuator is desired, other options should be considered.
4.4.2 Vaporization of Water
Gaseous water is created by heating water to past the gas transition point. When water
becomes gaseous, its density is approximately 1700 times less dense than in its liquid state
(p(water vagor at 380 K) = 0.5863 kg/M3 (Incropera and DeWitt 1996, p.843) versus p(water)=
1000 kg/ m ), so there is a large volume expansion. This volume expansion can be used in a
similar fashion to the electrolysis of water to drive drugs out of the pump.
4.4.2.1
Heater calculations
Extensive calculations were performed to determine a method for vaporizing water to be
used in the pump (see Appendix C: Capacitor/Heater Calculations (using MathCad)). The heat
of vaporization of water is very large, and to vaporize water in a reasonable amount of time
requires a large current that is not available in small button batteries. Therefore, a super
capacitor, the PC5 (Maxwell Technologies Website), was considered as the power source. The
PC5 was rated to 4 F at 2.5 V.
61
4.4.2.2
Testing the theory
A heater, shown in Figure 4.17, was created to test the predictions of the calculations.
The theory specified that 104 mA was required using the PC5 to vaporize 1 !LL of water (to
create 1.7 mL of gas) in 10 s. Calculations were performed to determine that a 24 0 resistor
would theoretically vaporize the water in the correct amount of time, and using the specified
current and voltage. The total energy consumed by the vaporization process was calculated to
be 2.6 J to vaporize the water, and 9.8 J to sustain the vaporization during a 25 s delivery time
(corresponding to 1 AL/s delivery rate through four needles for a total delivery of 100 /iL).
Figure 4.17: Heater with coil where R =22 0, based on calculations in Appendix C: Capacitor/Heater
Calculations (using MathCad). Heater was used to vaporize water for a potential Limpet actuator.
While the heater was created to the theoretical specifications, the heater did not vaporize
the water in the specified time. This was because, for the theory to hold, the entire surface area
of the heater should have been used to vaporize the water. Instead, the water formed a small
spherical shape on the heater surface and therefore only came in contact with a very small
surface of the heater. In order to get the heater to perform according to the theoretical
predictions, the heater configuration must be one that allows the entire heater surface to contact
the water to be vaporized. If the heater is used to repeatedly vaporize water, the water droplet
must also collect on the heater surface at the end of the vaporization.
4.4.2.3 Vaporization as actuator for the Limpet
Vaporization consumes a large amount of energy, requires high currents, and continues to
consume power when in the pressurized position. Additionally, it is difficult to create a heater
configuration that easily holds the vaporization liquid and can recollect it after vaporization.
While it is possible to investigate other vaporization liquids that consume less power, and to
develop a geometry that easily holds and recollects the vaporization liquid, there seem to be
more promising techniques available to actuate the drug. Vaporization is not as controllable as
electrolytic decomposition of water, but it does offer the benefit of reversibility. Vaporization
may be a useful option for applications where the actuator must be reversible.
62
4.4.3 Chemical Actuation
Although no chemical actuation techniques have been seriously considered for the
Limpet actuator up to this point, it is still an option that should be considered for some
applications. Chemical reactions have the benefit that they may require little or no outside
energy. It is difficult, however, to create a controllable chemical actuator, unless the actuation
was done in small, discrete steps, such as a series of reactions taking place, to control the pump.
Chemical actuation may be reversible in some instances, but is not in most cases.
One possibility is that there may be a battery technology that produces gas as it provides
energy. This gas could be harnessed as an actuator for the Limpet.
4.4.4 Preferred actuation technique
At this time, the preferred actuation technique is to use electrochemical decomposition of
water to control the drug delivery. This is an elegant solution because it allows direct prediction
and implementation of any desired flow rate based on the current input to the actuator.
Electrolysis requires lower currents than in vaporization, and therefore can be supplied by
available button batteries. The only drawback to electrolysis is that it is not reversible so cannot
be used for embodiments that require reversible actuators.
63
4.5
Needle/Drug chamber communication
There are two main options for creating a connection between the chamber that holds the
drug and the needles, which will deliver drug into the skin. The first is that the needles can be a
part of the drug chamber. The needles can be formed, sealed, or attached to the drug chamber
during manufacturing, so that they are permanent components of the drug vial. The second is
that the needles can penetrate the drug vial just before the drug is delivered to the patient. Each
of these options is briefly discussed below.
4.5.1 Needles as a part of the drug vial
If the needles are a part of the drug vial, the actuation of the needles into the skin is
simpler. The entire needle/vial assembly can be actuated directly into the skin, instead of first
inserting the needles into the drug vial, then inserting that assembly into the skin. Additionally,
the drug can be potentially filled all of the way to the end of the needle, thereby reducing the
amount of air delivered.
If the needles are manufactured as part of the assembly, the needles will have to be
capped to ensure sterility and prevent evaporation of the drug. The cap could be simply a dollop
of a liquid polymer that partially hardens after application. Then, when it is time to inject the
needles into the skin, the needle tips would just have to be pushed out the end of the sealant and
into the skin.
4.5.2 Needles enter the drug vial just before delivery
The other possibility is that the needles enter the drug vial just before delivery. This
technique could help to ensure the sterility of the drug vial and needles, or may even be required
by the FDA. In this case, a coupling is needed between the needles and the drug vial that ensures
that there will not be any leakage at the interface during delivery. In large drug vials currently
used today, silicone rubber septa are used to seal the drug vial. When a doctor needs to draw
drug out of the vial, he or she inserts a needle through the septum. These septa create a
successful, leak-free interface between the needle and the "sealed" drug vial. In the case of the
Limpet, a similar technique could be used. Silicone rubber or buna-N could be filled into the
drug vial in the locations where the needles were expected to penetrate.
4.5.3 Preferred needle/drug interface
It is unclear at this time which needle/drug interface technique is best. However, since
the facilities to create satisfactory drug vials with needles embedded in them are not currently
available on this project, the other technique will be used. In the embodiments and pump tests
described below, it is assumed that needles are inserted into the drug vial just before delivery.
For the pump tests, holes will be drilled into the drug vials and filled with silicone rubber to
create a leak-free seal between the needles and the drug vial.
64
4.6
Electronics
A microcontroller can be incorporated into the design to control the actuator, interface
with the applicator, and alert the user when the delivery is complete. Two microcontrollers have
been selected to perform these tasks, depending on the requirements and/or cost structure of the
Limpet. The electronics were designed by Johann Burgert and Jan Malhsek.
4.6.1 Texas Instruments MSP430F1491PM
The Texas Instruments MSP430F149IPM controller has the ability to implement all of
the features of the Limpet and Applicator that are currently being considered for inclusion, such
as impedance testing, an enhanced communication system, optical scanning, RF-IDs,
complicated control algorithms, and speech to alert the user of problems or status of delivery.
This chip is expensive ($6.03/each in quantities of 1,000 units), however, so it will most likely
not be used in a disposable configuration.
The important characteristics of this chip are:
* 64pin PQFP package
* 35 uA current draw when active, less than 1I A in low power mode
* 1.8 to 3.6 V power supply
* 8 Analog to Digital converters (ADCs)
0 60 kbytes flash memory
* 2 kbytes RAM
0 2 16-bit timers
0 On-chip comparator
4.6.2 Texas Instruments MSP430FI 101PW
For disposable or reduced-cost configurations, a microcontroller with reduced
functionality has been selected. The Texas Instruments MSP430F1 10IPW will still be able to
control the delivery profile of the drug, but may not be able to be used with the impedance,
enhanced communication system, etc. This chip is much less expensive ($1.02/each in quantities
of 1,000 units), and therefore may be able to be incorporated into a disposable configuration.
The important characteristics of this chip are:
* 20 pin TSSOP
* 35 AA current draw when active, less than ltA in low power mode
* 1.8 to 3.6 V power supply
* 1 kbyte flash memory
0 128 bytes RAM
* 1 16-bit timer
e No internal ADC
65
4.6.3 Completed circuits
Several different circuit prototypes were created for testing and inclusion in the Limpet
prototypes. Pictures of two of the completed circuits are shown in Figure 4.18 and Figure 4.19.
10 mm
Figure 4.18: A circuit to control the Limpet manufactured on the LPKF Rapid Prototyping
Machine. The multiple wires can be used to program and run the microcontroller during testing.
10 mm
Figure 4.19: A circuit board used to mount the components for the Limpet electronics circuit.
66
4.7
Impedance Testing
It may be beneficial, for some embodiments of the Limpet, to include the ability to verify
whether or not the stratum comeum has been penetrated by the microneedles. Preliminary tests
completed in the BioInstrumentation Lab in 1995 and by James Tangorra in the Fall of 2000
(Proctor 2002), showed that there is a several order of magnitude difference between the
impedance using two electrodes in contact with the skin surface, and the impedance after
removal of the stratum corneum. Therefore, it was hypothesized that an impedance circuit could
be developed that could, through the development and testing of a theoretical and/or
experimental model, determine the layer of skin into which the needles had penetrated. As
described in Section 2.5, the epidermis is comprised of several different layers of skin that are
made up of distinct cellular types. These cell layers may inherently have different impedances,
and could therefore be used to determine the penetration location of needles. Such a circuit and
corresponding model would be especially useful for inclusion in the Limpet to determine
whether or not the needles have penetrated the stratum corneum. If the resolution and
repeatability are good enough, the circuit may even be used to determine the exact penetration
depth of the needles under the surface of the skin (in terms of which layer, rather than absolute
distance) when the Limpet is used in different locations on the body where the thickness of the
stratum comeum varies, or when the penetration depth for the delivery of a certain drug is
critical. Laura Proctor worked to develop a circuit capable of actively measuring the impedance
between two microneedles (Proctor 2002). The circuit diagram shown in Figure 4.20 is the
finalized circuit developed by Proctor.
5.1 K
0.33 pF
+ 220K
100OK
A
220K
+
D1
1 pF
1OOK
ZLOAD
220K
1OOK
Figure 4.20: The circuit diagram for the impedance testing. The Z- 03d
represents the unknown impedance. (Taken from Proctor 2002)
The completed circuit, shown in Figure 4.21, was used to measure the impedance of pig
skin. The microneedles were brought to the surface of the skin, and impedance measurements
were taken as the needles were moved into the skin.
67
Figure 4.21: Picture showing the impedance circuit using microneedles to penetrate pig skin
to acquire an impedance versus depth of insertion plot. (Taken from Proctor 2002)
Figure 4.22 shows the results of the impedance versus penetration depth into pig skin.
350,000
r
-
-
300,000
250,000
C:
0
E.
E
-
200,000
150,000
-
100,000
50,000
-
0
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
Perpendicular Depth (mm)
Figure 4.22: Plot showing impedance versus perpendicular depth into skin. Values for approximate
penetration depths were averaged. (Taken from Proctor 2002)
The results shown in Figure 4.22 confirm the earlier test results that penetration into skin
produces smaller impedances. However, further testing needs to be performed in order to
develop and test a model that can predict the relationship between impedance and penetration
depth. If this is completed, the impedance circuitry could be used as a means of actively
determining the penetration depth of the needles into skin when the Limpet is first applied to the
patient. If an accurate model can be developed, the Limpet can be used to deliver drugs where
the depth of penetration into the skin is critical.
68
4.8
Power
The Limpet requires approximately 2 V at 10 mA to run the electrolysis (length of time
depends on delivery rate and volume, and 1.8 - 3.6 V at 35 pIA to run the microcontroller. There
are many button batteries that can supply this current and voltage, and button batteries can fit
nicely into the Limpet concept. Several different batteries were tested to determine their max
current output, as the recommended drain currents and the possible drain currents are very
different. For example, the recommended drain for the CR2025 battery is 0.20 mA, but Figure
4.23 shows that it is possible to continuously drain more than 10 mA out of the battery for more
than 3 hours (Total Energy = 390 J).
14
-----
12
10
-u-
80 -
r nt
---
A
6
4
---
-Voltage (V)
2
0 i
0
2000
4000
6000
8000
10000
12000
Time (s)
Figure 4.23: Plot showing current (mA) and voltage (V) versus time for a CR2025 battery drained across a
200 0 resistor. The graph shows that this battery can sustain a current greater than 10 mA for more than 3
hours. The recommended drain for the battery is 0.20 mA (Drain info: Panasonic 2000).
There are many small button batteries that will satisfy the power requirements of the
Limpet. Some of the options are listed in the table below along with technical information and
expected prices (based on quotes from Digikey for quantities of 4,000 units). In the drain tests
completed to consider different battery options, the rated pulse current specified by the supplier
was approximately the maximum current that was sustained during drain tests. Therefore, in
choosing the final battery for the Limpet, the pulse current can be approximated as the available
drain current. Since the favored concept at this time is to have a disposable Limpet, every single
one of the batteries listed has more than enough energy to deliver the required drug. If, instead,
69
the batteries will be used for multiple deliveries before disposal, further calculations and tests
based on the expected energy requirements of the pumps should be conducted.
Table 4.3: Possible battery solutions for the Limpet. (Battery data from Panasonic 2000; price information
from Digikey (for quantities greater than 4,000 units).)
Pulse Rec.
Model # Diameter Thickness Voltage Capacity Capcity Current Drain
CR1025
CR1216
CR1220
CR1612
CR1616
CR2004
CR2012
CR2016
CR2025
CR2320
CR2412
(mm)
10
12
12
16
16
20
20
20
20
23
24
(mm)
2.5
1.6
2.0
1.2
1.6
0.4
1.2
1.6
2.5
2.0
1.2
(V)
3
3
3
3
3
3
3
3
3
3
3
(mAh)
30
25
35
40
55
12
55
90
165
130
100
(J)
324
270
378
432
594
129.6
594
972
1782
1404
1080
(mA)
5
5
5
8
8
10
10
10
15
15
15
(mAL
0.10
0.10
0.10
0.10
0.10
0.03
0.10
0.10
0.20
0.20
0.20
Price
>4,00
>4,000)
$
$
$
$
$
$
$
$
$
$
$
0.57
0.57
0.55
1.38
0.51
2.87
0.64
0.23
0.26
0.64
1.66
The price of the battery does not appear to be at all related to the capacity. Rather, the
price of a battery is dependent upon the sales volumes of that battery world wide. Therefore, it is
in the best interest of Norwood Abbey to choose a battery that is widely used so that it is
inexpensive. At this time, the CR2016 appears to be the best choice of a battery since it is 20
mm in diameter, only 1.6 mm thick, can sustain 10 mA, and is the least expensive battery on the
list.
70
4.9
Limpet design concepts and prototypes
4.9.1 Design concepts
Several design concepts were explored and developed over the course of the project. The
two main design solutions are introduced below. Both concepts incorporate the preferred
embodiments discussed above such as: stainless steel microneedles, electrochemical actuator and
flexible membrane to actuate delivery, and parallel insertion of needles into skin by rotation.
The main difference between the two concepts is the orientation of the needles, and described
below.
4.9.1.1
Bent needles: Translation of drug vial onto needle tips, rotation into skin
In the first concept, the needles are bent at a 900 angle. They are oriented so that there is
a section that is parallel to the surface of the skin and a section that is perpendicular to the base
of the Limpet. The needles are soldered onto a needle plate that is able to turn, but not able to
translate. In this embodiment, the needles are not inserted into the drug vial until just before
delivery. The pump assembly is pinned in place by three pins that slide in angled slots as the
inner portion of the Limpet is turned. For extra guidance and stability, the pump assembly also
rides on pins in slots that are cut into the pump assembly (see Figure 4.24).
The Limpet is first brought to the skin by the applicator. The electro-magnet in the
applicator turns the inside portion of the Limpet, which causes the pump assembly to translate
down onto the needles as the needles are turned into the skin. The back end of the needles
penetrate the vial as the front ends penetrate the skin.
The depth of insertion in the embodiment is controlled by hard stops on the base plate.
The skin is sucked into the Limpet by vacuum up to these hard stops. Since the needles are
soldered into place at a specific depth, and the hard stops can be set to and desired distance from
the plane of the needles, the depth of insertion can be controlled.
The pump in this embodiment is mounted on top of the vial, and there is a flexible
membrane affixed between the two. The electrodes are mounted inside of the pump, and the
leads come out directly into the circuit board, which is mounted just above the pump top. On the
underside of the circuit board are mounted the electronics components, and on the top side is
mounted the battery. The Applicator magnetically attaches to the battery to hold and rotate the
Limpet. All of these features can be seen in Figure 4.24.
71
Copper ring for
applicator connection
T
Battery
Slot to translate
pump onto needles
Electronics
components
Pins for pump
to slide on
Circuit
Board
-
Limpet
Shell
-15 mm
r----------------
----
Vial
Air holes for
vacuum suction
-
u
-Dru
Needle plate with needles-.,,
Figure 4.24: Diagram of Limpet concept involving bent needles. Stationary pins in angled slot (in pump top)
force the pump assembly to translate downwards onto needles as the inner assembly is rotated by Applicator.
Open space in Limpet to leave space for needle ends before insertion into vial. Approximate height: 15 mm.
4.9.1.2
Needles in a plane: Rotation to join vial and needles, rotation into skin
In the planar needle concept, the needles are mounted such that they always remain in the
same plane of rotation. This helps to reduce the overall height of the Limpet, since open space
between the ends of the needles and the drug vial is not necessary (and in the previous concept).
The needles can either be permanently affixed as part of the drug vial, or as a separate ring. If
the needles are mounted on a separate ring, the pump assembly must be rotated onto the back end
of the needles before delivery. Then, the entire pump/needle assembly can be rotated into the
skin.
The depth of insertion in this embodiment is controlled by the space between the base of
the Limpet and the component that couples the needles to the vial. This component could either
be some sort of fluidic circuit or simply a ring that holds the needles in place for insertion into
the vial. Vacuum suction would still be used to draw the skin into the Limpet before insertion of
the microneedles.
The diagram shown in Figure 4.25 has the pump mounted as a ring around the vial. The
very top portion of the pump is still above the vial, but the majority is placed to the outside. This
concept helps to reduce the overall height of the Limpet dramatically. The electrodes in this
concept can be mounted as ring electrodes directly from the circuit board, which is designed to
also act as the top of the drug pump. The battery and electronic components are all mounted on
the top of the circuit board.
72
Electronics
Flexible
membrane
Components
Battery
Pump (around
drug vial)
-7 mm
Figure 4.25: Diagram of Limpet concept involving needles sitting in one plane. Needle and pump assembly
are rotated by applicator to force needles into the skin. Pump is situated primarily in a ring around the drug
vial. No open space in Limpet. Approximate height: 7 mm.
4.9.2 Limpet prototypes
Many Limpet mock-ups and prototypes were built over the course of this project.
Pictures of each of the prototypes are shown below.
4.9.2.1 Rotation mock-up
Since the concept of rotating needles into skin so that they penetrate at an angle nearly
parallel to the surface of the skin was so completely different than people had previously
considered, a mock-up was built to demonstrate the concept. This mock-up showed how the
drug vial could be moved onto the back end of the needles so that the needles penetrated into the
vial. Then, the drug vial/needle assemble was rotated further to push the needles into the skin.
One motion was used for the entire process.
-50 mm
Figure 4.26: First mock-up of the rotary concept (21May 2001) showing how the curved needles could be
rotated both into the drug vial and the skin in one motion. Needles remain essentially in the same plane
73
during rotation and enter the skin at a very shallow angle. Left photo is the top view, right photo is the
bottom view.
4.9.2.2 Rotation prototype to scale
Next, a more refined prototype was created to show how all of the parts of the Limpet
came together and interacted. A solid model of the design is shown in Figure 4.27, and the
prototype that was built based on the solid model is shown in Figure 4.28.
Figure 4.27: Exploded view of the solid model of the rotation prototype.
74
Figure 4.28: Photograph of the completed prototype (1 Jun 2001) based on solid model shown in Figure 4.27.
4.9.2.3 Functioning prototypes
Finally, two prototypes were created that contained all functioning parts of the Limpet.
While these prototypes are larger than the ultimate design goal, they were created in order to
prove the concept of the Limpet, rather than to optimize the geometry and manufacturing
techniques.
Figure 4.29: Photograph of a prototype of the Limpet. (Built by Peter Madden, April 2002.)
Figure 4.30: Photograph of a prototype of the Limpet where the vacuum lines were moved
to the outside of the Limpet to reduce losses. (Built by Peter Madden, April 2002.)
75
4.10 Applicator
A hand-held Applicator was designed and built by Wilson Chan for use in placing and
removing the Limpet from the skin. The applicator couples to the Limpet by means of an
electromagnet that attaches magnetically to the battery, when desired. The vacuum line runs
through the applicator and also couples to the Limpet so that the skin can be drawn into the
Limpet when the needles are driven into the skin. The Applicator provides the required torque to
rotate the micro needles into the skin. Figure 4.31 shows the assembled version of the applicator
prototype.
Figure 4.31: The completed Applicator prototype.
4.10.1
Prototype specifications
The applicator prototype consists of the aluminum casing, micro stepper motor, spur
gear, ball bearing, printed circuit board (PCB) with a micro-controller and current driver,
electromagnet, 4 AAA batteries, battery casing and 2 switches.
4.10.1.1 Micro-stepper motor
The micro stepper motor (Series AM 1020, Donovan Micro-Tek, Inc., Simi Valley, CA),
is approximately 10 mm in diameter and 20 mm in length. A pinion with 12 teeth (Z = 12) and
module of 0.2 (M = 0.2) is attached to the end of the motor shaft. Its operating voltage is 6V and
76
torque output is in the range of 1.6 to 2.4 mNm. The micro-stepper motor is shown in Figure
4.32.
Figure 4.32: Micro stepper motor used in the applicator prototype.
4.10.1.2 Spur Gear
The spur gear was required to increase the torque of the applicator coupling to 1.6 to 2.4
mNm so that the electromagnet had sufficient torque to turn the Limpet and drive the
microneedles into the skin
T2 =Z2/Z1 x T1
= 160/12 X 1.6 mNm
= 21.33 mNm
> 11.25 mNm
(torque required to
Torque of Pinion T1 = 1.6 mNm
No. of Teeth Z1 = 12
16
rotate and insert
5 needles into skin)
Figure 4.33: Diagram showing the calculation used to compute the required geometry of the spur gear.
The steel spur gear was machined using wire Electrical Discharge Machining (EDM). It
has 160 teeth (Z=160), a module of 0.2 (M = 0.2), and pitch diameter of 32 mm (D =32 mm).
The machined spur gear is shown in Figure 4.34.
77
Figure 4.34: Spur gear used in the Applicator prototype.
4.10.1.3 Gear assembly
The gear assembly was required to couple the electromagnet (attached to the spur gear) to
the pinion on the motor. A schematic of the gear mechanism assembly of the applicator is shown
in Figure 4.35.
/
Electromagnet
attached to shaft by
set screw
Spur gear
No. of Teeth = 160
Module = 0.2 mm
Spur pinion
No. of Teeth = 12
Module = 0.2 m
Shaft press-fitted into bore of
Micro stepper motor
Torque = 1.6 - 2.4 mNm ball bearing (top diameter 10
nm and bottom diameter 6 mm)
Ball
Bearing
Figure 4.35: Schematic showing the gear assembly.
The ball bearing has an outer diameter of 19 mm and inner diameter of 6 mm. The
electromagnet has an operating voltage of 6 V.
78
4.10.1.4 Applicator circuit
A circuit to control the applicator was designed and built. When the micro controller is
supplied with a 3 V power input, it is programmed to output a series of step functions that
activate the micro-stepper motor. The current driver supplies the appropriate amount of current
to run the motor. Figure 4.36 shows the PCB with a micro-controller and current driver.
Figure 4.36: PCB with microcontroller and current driver.
4.10.2
Completed prototype
The top portion of the final internal assembly of the applicator prototype is shown in
Figure 4.37 and the bottom is shown in Figure 4.38.
79
Figure 4.37: Top internal assembly of Applicator prototype.
Figure 4.38: Bottom internal assembly of Applicator prototype.
80
5 Pump Tests
The most critical component of the Limpet is the portion that controls the delivery of
drug to the patient. After completing the analyses detailed in Section 4.4, many test pumps were
built and tested to demonstrate and characterize their ability to deliver drug. The details of these
tests and the results are explained below.
5.1
Pump configuration
5.1.1 Basic pump design
More than fifty test pumps were built in order to test the manufacturing techniques, pump
composition materials, sealing techniques, membrane materials, and flow characteristics. The
pumps were all of a similar basic design, involving two plastic components, a flexible
membrane, two electrodes, electrolyte, liquid "drug," rubber plenums, and needles, as shown in
Figure 5.1.
Electrodes
Epo
el/.-Pump 1Top
Electrolyte
7 mm
;.Epoxy
Drug V ial
Flexible Membrane
Rubber Plenums
Needles
24 mm
Open space to hold
tips of needles
11
Figure 5.1: Schematic showing the assembled pump used for testing.
When a current source is connected between the two electrodes, it causes the electrolyte
to dissociate into hydrogen and oxygen gas, as described in Section 4.4.1, which has a much
lower density than the liquid electrolyte. This gas production causes an increased pressure in the
pump top, which then creates a pressure on the flexible membrane and drug. The pressure
causes the membrane to deflect and the drug to flow out of the needles. The mathematical theory
describing the pump is described in Section 5.3.
The pumps for these tests were designed to be assembled and disassembled for multiple
tests. They were also designed so that they could be machined on the available tools. In future
81
embodiments of the Limpet, the pumps should be designed to minimize overall height and cost,
and to optimize the shape for assembly, required delivery, and manufacturability.
5.1.2 Pump components
The basic design and material for each of the pump assembly components is described
below. As many different materials and dimensions were considered and tested, only the
materials and dimensions that were used most often are described below. In the results section,
the exact materials and dimensions used for each presented test are listed.
5.1.2.1
Drug Vial
The drug chamber was machined on the Mazak 5-axis turning center (Mazak Super
Quick Turn 15MS, Model# SQT-15MS, Yamazaki Mazak Corp., Japan) out of polycarbonate to
hold 100 or 150 yL, depending on the test. The divot machined to hold the drug had an outer
diameter of 16 mm, and a maximum depth of 1.5 mm. The shape of the divot was designed on a
constant radius so that the flexible membrane would expand under the pump pressure to match
the unfilled geometry of the drug vial (see Figure 5.1). Each drug vial had at flat ring with a
width of 4 mm at the outside edge to be used in sealing. The overall outer diameter of the pump
was 24 mm, and the total thickness was 3 mm.
Four 1 mm holes were drilled on a 5 mm radius through the bottom of the drug vial into
the drug divot. These holes were filled with liquid silicone rubber (GE Silicones RTV 108,
General Purpose Silicone Rubber Adhesive Sealant) to create the rubber plenums that seal the
drug vial, but allow the needles to penetrate through the drug without leakage. Before the
silicone was allowed to dry, a small section was removed from the top side of the drug vial with
a scalpel to create a location that could both be filled by the drug and hold the tips of the needles,
as shown in Figure 5.1. This was necessary so that when the needles were pushed into the drug
vial to create volume flow out they would not puncture or become blocked by the flexible
membrane as it expanded. The silicone rubber plenums were allowed to dry before the drug vial
was filled.
10 mm
Figure 5.2: A picture showing an empty drug vial.
82
5.1.2.2
Drug
In most cases, distilled water was used as the "drug." In cases where the pump was used
to inject into pig skin, 0.1% bromophenol blue was used as a means of staining the protein in the
skin. In preliminary quantitative flow tests into pig skin, 0.1% bromophenol blue was used in
combination with [ 4C]Methylated proteins (Amersham Phamacia Biotech UK, Code CFA645,
Pack size 1 IiCi, MW ranging from 5.74 to 30 kDa) to simulate the protein-based drugs that are
likely to be injected into humans.
5.1.2.3
Pump Top
The pump top was machined on the Mazak out of polycarbonate to hold 600 /L of
electrolyte. It had an inner diameter of 16 mm, and an inside height of 3 mm. In the top of the
pump, four 1 mm holes were drilled to hold the electrodes in place (electrodes were held rigidly
in at each end). The electrodes (described below) were held in place using epoxy (Devcon 5minute epoxy).
Theoretically, only 150 ML of gas needed to be created in order to push 150 AL of drug
out. Therefore, it seems possible that only 150 ML of space is required for the pump top. In
reality, however, more space was needed to hold electrolyte because the electrodes collected gas
bubbles on their surfaces. 600 AL of electrolyte space was allowed to ensure that there was
sufficient space for the gas bubbles to collect away from the electrodes, and sufficient electrolyte
to cover the electrodes during the tests. In future embodiments, this volume can be reduced
considerably if the pump top/electrode configuration is rearranged and optimized.
10 mm
Figure 5.3: Picture showing an empty pump top.
5.1.2.4 Electrodes
Several different materials were tested as possible electrodes. The most promising
candidates were 50 ym thick stainless steel shim stock (0.050 mm shim stock, Shop-AID Inc.,
Woburn, MA), Platinum Iridium gauze (Alfa Aesar Stock # 40934, 150 mesh woven from 0.043
83
mm diameter wire), and Nichrome wire (0.643 mm diameter Nichrome wire, Malin Co.,
Brookpark, OH: 31981863).
The stainless steel shim stock was cut into 3 mm x 30 mm strips, and section measuring
approximately 3 mm x 12 mm was in the electrolyte. The stainless steel worked very well as
electrode material. It is inexpensive and easy to shape into any desirable configuration. The
main draw back of the stainless electrodes, in the configuration in which they were used, is that
they collected many bubbles on the surface, which decreased the possible surface area for gas
creation. It would be simple, however, to form the stainless steel into a better geometry that
covered more area and allowed bubbles to easily move away from the surface. The power
consumption for this electrode geometry is discussed in Section 5.4.1.
The Platinum Iridium gauze mesh also worked extremely well for gas creation. The
mesh structure allowed bubbles to move away easily, and created a large surface area for the gas
creation. The surface area of the Platinum Iridium electrodes in the electrolyte was
approximately 5 mm x 15 mm. The major drawback of using this material for electrodes is that
Platinum is extremely expensive. It may be possible, however, to find a geometry that is
inexpensive, such as a very thin coating of Platinum on some other electrode surface.
The Nichrome wire worked very well as an electrode material. It was easy to shape into
any desired geometry, and formed gas well. The gas bubbles seemed to move away from the
wire easily, and there was not a problem with reduced surface area to produce gas, as in the case
of the stainless steel. In many of the tests, the Nichrome wire was used, and an example of the
electrode configuration is shown in Figure 5.4. The length of wire composing each electrode is
approximately 40 mm. The power consumption for this electrode geometry is discussed in
Section 5.4.1.
Figure 5.4: Picture showing a pump top with Nichrome electrodes.
5.1.2.5
Electrolyte
Several different chemical solutions were tested as the electrolyte. The majority of tests
used either 1 N H 2 SO 4 or 1 M NaOH. It should be noted at this time that neither the sulfuric acid
84
nor the sodium hydroxide was chosen because it was believed to be the optimal electrolytic
solution. Instead, these solutions were used because they allowed electrolytic decomposition of
water to happen at low currents and voltages. This is important because, as mentioned in Section
4.8, many of the power sources considered for this project can not provide large currents or
voltages. Future testing should be completed to determine the best electrolytic solution that both
serves the requirement of low power consumption, as well as any regulatory requirements such
as those imposed by the FDA.
5.1.2.6
Flexible Membrane
Several different membrane materials and thicknesses were tested for use in the pumps.
As the membrane is required to deflect considerably during delivery, a material with a low
modulus of elasticity and the ability to strain significantly was required. While it is acceptable to
have the membrane deform plastically in most embodiments, some concepts of the Limpet
require a membrane that can deform elastically, and then return to its starting position and
configuration. Therefore, many kinds of materials were considered.
The most used membrane materials were: silicone rubber sheeting (SF Medical
Pharmelast, Part# 20-10, Material: SF 1332) and 5-layer polyolefin barrier plastic film (Dow
Backing Layer Film: DBLF 2014). While both membranes seemed to work well, further testing
should be completed to determine the optimal material to come in contact with the drug. Some
important material properties to consider in picking the best flexible membrane are: Young's
Modulus, Poisson Ratio, Ultimate Elongation %, Water Vapor Transmission Rate, Oxygen
Transmission Rate, Seal Strength, Deflection Pressure, and Drug Compatibility. The Deflection
Pressure can be calculated using the equations listed in Section 5.3.1.2.
5.2
Pump testing procedure, experimental apparatus
Pumps were created, filled, and assembled according to the following procedure. This
example is how many of the later pumps (Pumps 26-43) were filled. In the earlier pumps, there
were many different changes in the materials used, filling techniques, and sealing techniques. In
the cases where data are presented that do not reflect this procedure, variations will be noted.
Part creation:
1. Pump tops and drug vials were machined on the Mazak, and cleaned up by hand
2. The four holes in the bottom of the drug vials were filled with GE RTV 108 using
a scalpel, and the excess was wiped away
3. The pointed tip of the scalpel was used to remove the top part of the silicone
rubber, as described in Section 5.1.2.1
4. The silicone rubber plenums in the drug vial were allowed to dry for 24 hours
5. Two 80 mm long pieces of Nichrome wire were cut and bent into curvy
electrodes, as shown in Figure 5.4, creating a section of electrode sitting in
electrolyte that measured approximately 40 mm long
85
6. The electrodes were inserted into the pump and glued in place using 5-minute
epoxy
7. One end of each electrode was trimmed so that each electrode had one point
where the current source could be attached, but was still rigidly held in two places
(as shown in Figure 5.1)
8. The epoxy holding the electrodes was allowed to harden for at least one hour
9. A circular flexible membrane made of DBLF 2014 was cut to fit just inside the
outer diameter of the drug vial - this was done so that the pump and vial were
sealed together directly using epoxy at the outside edge, instead of having a vial
to membrane, membrane to pump seal
10. Needles were bent (if necessary), cut and ground with two sharp ends (see Section
4.1.2.3 for description of the process)
Filling and Assembly:
1. Three Imm OD x 6 mm long stainless steel dowel pins were inserted into the
slots on the sides of the pump top to aid in alignment and clamping
2. The flat sealing area of the drug vial was covered in epoxy using a wooden stick
3. The drug vial was filled with 150 /iL of 0.1% bromophenol blue or distilled water,
using a pipette - efforts were made to spread the "drug" out into the divot, as the
tendency of the "drug" was to form a hemispherical shape, which made sealing
difficult
4. The circular membrane (DBLF 2014) was placed on top of the drug and sealed
down to the epoxy layer using small metal tweezers - every possible effort was
made to minimize the amount of air sealed in the vial
5. The flat sealing area in the pump was covered in epoxy using a wooden stick
6. The pump top was filled with 400 yL of 1 N H2 SO4
7. The drug vial was inverted and aligned with the three alignment pins described in
Step 1
8. The drug vial was moved toward the pump top along the alignment pins until the
two sealing faces were touching
9. The pump/vial assembly was clamped using a Quik-Grip clamp for at least 15
minutes, then allowed to fully harden for one hour
Testing the pumps - dripping onto the balance:
1.
2.
3.
4.
5.
Two to four needles were inserted into the individual holes in the bottom of the
drug vial, to the to top of the rubber plenums
The current source was connected to the electrodes, with the power off
The voltage and current monitoring clips were attached to the pump, as shown in
Figure 5.5
The balance was zeroed out with a small weigh boat on the weighing mechanism
The pump was supported above the weigh boat, and the balance chamber was
closed and sealed with tape to reduce evaporation
86
6. The current, voltage, and mass data were taken by the computer, using a specially
written computer program called Hydrolysis.exe (see Appendix F)
7. The program was started, and began taking data immediately, but the current was
not turned on until 30 s into the test in order to give a base-line reading of mass,
current, and voltage
8. The first sighting of "drug" on each needle was recorded, as well as any other
important details regarding the test
9. The current source was left "on" until the was a noticeable stop in the flow of the
"drug," or until approximately 10 minutes had passed
Computer
Hydrolysis.exe
Data Acquisition
Program
_I_
Agilent 34970A
Data Acquistion System
+i
-V
+A
Edgeport
USB to RS232
8 port connector
Pump
Weigh Boat
Drug
collected on
balance
HP3632A
DC Power
Supply
3 V, 10 mA limit
Mettler Toledo
UMT2 MicroBalance
Figure 5.5: Schematic diagram showing the experimental setup for
testing the pumps while dripping the "drug" out onto a scale.
87
Testing the pumps - delivery into pig skin:
Two needles with 900 bends were inserted into pig skin spaced by 10 mm (the
same spacing as the individual holes in the bottom of the drug vial) - the angle of
penetration of the needles was between 15 and 20*
2. The drug vial was placed on top of the needles, and lowered until the needles
punctured through to the to top of the rubber plenums
3. The pump was supported on two 2 mm thick spacers to ensure the pump
placement during the tests
4. The current source was connected to the electrodes, with the power off
5. The voltage and current monitoring clips were attached to the pump, as shown in
Figure 5.6
6. The current and voltage data were taken by the computer, using Benchlink, a
computer program written for use with the Agilent 34970A Data Acquisition
System
7. The program was started, and began taking data immediately, but the current was
not turned on until 30 s into the test in order to give a base-line reading of current
and voltage
8. The pump was allowed to run for 10 minutes
9. The current was turned off to the pump, and all of the leads were removed
10. The pump was removed from the needles
11. A scalpel was used to slice open the skin in the area of delivery to determine how
the pump delivered the "drug"
1.
Computer
Benchlink Softwareh
-f
Agilent 34970A
Data Acquistion System
HP3632A
DC Power
Supply
10 mA limit
3 V
,
-- Pump
Figure 5.6: Schematic diagram showing the experimental setup for
testing the pumps while pushing the "drug" out into pig skin.
88
-I
Figure 5.7: Photograph showing the experimental setup for injecting into pig skin.
Data analysis - dripping onto the balance:
1. The mass, voltage, and current data were imported into Excel
2. The total volume out was calculated based on the density of the "drug"
3. The volume was plotted against time to determine the volume flow rate and total
volume out of the drug vial
4. The voltage, current, and power were plotted against time
5. The total energy consumed by the pump 1) while the drug was being delivered,
and 2) during the entire time the pump was on were computed
6. The total volume out and volume flow rate were compared with the theoretical
model (see Sections 5.3 and 5.4 for theory and results)
Data analysis - delivery into pig skin:
1.
2.
3.
4.
5.
The voltage and current data were imported into Excel
The voltage, current, and power were plotted against time
The total energy consumed by the pump computed
The angle of penetration of the needle was computed
Pictures of delivery into skin were taken to show success of delivery
89
5.3
Theoretical flow predictions
The flow characteristics of the pump are dependent upon many different factors,
including the geometry of each component of the pump, the pressures resisting flow, and the
chemistry and charge used to drive the electrolysis. The following sections attempt to describe
each of these influences and combine them into a unified model that predicts the flow
characteristics of the pump for any given geometry, chemistry, charge input, or external
pressures.
5.3.1 Pressures that must be overcome to create flow
There are three main external pressures that restrict the flow of drug to the patient. These
are the surface tension of the drug in the needle, the pressure required to deflect the flexible
membrane, and the pressure required to inject drugs into skin. The first two pressures are
calculated below, and the third is discussed.
5.3.1.1
Surface tension in the needle
The surface tension of fluid inside of a cylinder, such as the needles, is defined in
Equation 5.1 (White 1994, p. 27):
s
Di
,2y
(5.1)
where y [N/m] is the coefficient of surface tension, and is valued at 0.073 N/m for an air-water
interface (White 1994, p. 26), and Di [m] is the inner diameter of the needle.
5.3.1.2
Pressure required to fully deflect the flexible membrane
The pressure required to deflect a thin circular membrane can be found from Equation 5.2
(full derivation is found in Appendix D: Membrane deflection):
"deflect =Wo
Emem
4
aa
(5.2)
where w. [m] is the maximum membrane deflection required (determined by the depth of the
drug divot), Emem [Pa] is the Young's modulus for the membrane material, hmem [m] is the
thickness of the membrane, and a [m] is the radius of the divot cut away to hold the drug (also
known as the clamping radius). The parameter a is defined by Equation 5.3:
90
6615(v,,,
2
_ 1)
a 2(279V,,, - 4250vmem -7505))
where Vmem is the Poisson's ratio for the membrane.
5.3.1.3
The influence of delivering to skin
As mentioned above, delivering liquid into skin is complicated by the composition of the
skin. The specific cellular and chemical make-up of each layer of the skin causes a sort of
resistance to flow that adds to the two above pressures to increase the internal pump pressure that
is required to deliver drug to the skin. As only preliminary tests have been completed into the
skin, the effect of the skin on the flow out of the pump has not been analyzed at this time.
Further investigation must occur to predict the effect of the skin on the pump flow. This effect
will change based on the layer of skin to which the needle is penetrated as well as the location on
the body into which the needle is inserted.
5.3.2 Electrolytic decomposition of water
The process of decomposing water into hydrogen and oxygen requires a charge input,
in the form of current. The rate at which the gas is created is described by the
comes
which
chemical equations listed in Section 4.4.1.1. Basically, for every four electrons put into the
system, two molecules of water are used to create two molecules of hydrogen, and one molecule
of oxygen, for a total of three molecules of gas.
5.3.2.1
Gas production based on charge input
The number of moles of gas created by electrochemical decomposition of water is
described by Equation 5.4:
n
-
gc
e-N
-ge7 .7 8 4 -10- 6 M0
C
(5.4)
where nge is the number of molecules of gas produced per electron put into the system, 3/4, e [C]
is the charge on one electron, and NA is Avogadro's number.
5.3.2.2
Electrolyte used in gas production based on charge input
Similarly, the number of molecules of electrolyte used in creating gas in the pump can be
described by Equation 5.5:
91
nec -
nee
e-NA
5.189 .10-6 mi
(5.5)
C
where nee is the number of molecules of electrolyte used per electron put into the system, 2/4.
5.3.3 Equations that effect the flow
The two main equations that determine the flow rate out of the pump are the Ideal Gas
Law, and the Hagen-Poiseulle equation for flow through a cylinder (Whitel994, p.3 1 1). These
two equations will be presented independently below, and then will be incorporated into the
unified model to predict the pump flow characteristics in Section 5.3.4.
5.3.3.1
Ideal gas law
The Ideal Gas Law describes the relationship between pressure, volume, number of
moles, and temperature for a gas. These four quantities are related by the molar gas constant, R,
as shown in Equation 5.6:
(5.6)
PV=nRT,
where P [atm] is the pressure of the gas, V [m 3 ] is the volume of the gas, n is the number of
moles of the gas [mol], R [L-atm/mol-K] is the molar gas constant, and T [K] is the temperature
of the gas.
5.3.3.2 Hagen-Poiseulle equation for flow though a cylinder
The Hagen-Poiseulle equation is used to describe the flow through a cylinder, and is
given in Equation 5.7:
Q=
(5.7)
D ,
-- =
128pL
dt
where Q [m 3/s] is the flow rate, and can also be described as the derivative dV/dt, the change in
volume (AV [m 3 ]) over the change in time (At [s]). AP [Pa] is the change in pressure over the
length of the needle. Di [m] is the inner diameter of the needle, A [N-s/m 2 ] is the dynamic
viscosity of the "drug," and L [m] is the length of the needle. The dynamic viscosity of water is
0.00089 N-s/m 2 (Lide 1992). In the case of the pump, AP is difference between the driving
pressure in the pump, Ppump, and the external pressures, Pi, that must be overcome before flow
can occur, and is given by Equation 5.8:
AP = P,,, - i =P
,(P
,,+P,,+Pdelec,
92
skn),
(5.8)
where Pi [Pa] is the sum of all the pressures that must be overcome to create flow through the
needles. Pa" is atmospheric pressure, and is defined as 1.00 atm or 101,325 Pa. Pst is the
pressure due to surface tension, and is defined in Equation 5.1. Pdeflect is the pressure required to
fully deflect the membrane, and is defined in Equation 5.2. Pkin is a function of the skin, and has
not been derived at this point. Pskin is not actually a factor in any of the results discussed in this
chapter, as the only results with quantified volume flow up to this point are "drug" dripped onto
a balance.
5.3.4 Unified model predicting flow characteristics
5.3.4.1 Differential equation that describes volume flow based on current input
Equations 5.1 through 5.8 come together in a unified model that is able to describe the
flow out of the pump based on the charge input profile. This model is based on the Ideal Gas
Law and the Hagen-Poiseulle equation, and can be simplified into Equation 5.9:
kV'(t)V(t) + V(t)PI = k 2 1(t)
,
(5.9)
where k, and k 2 are constants that can be entirely described by known parameters, Pi [atm] is
described in Equation 5.8, V(t) [in 3 ] is the volume that has flowed out of the pump at time t,
V'(t) [m 3/s] is the volume flow rate out of the pump at time t, and I(t) [A] or [C/s] is the function
that describes the input current.
Equation 5.9 is a differential equation to which the analytical solution is complicated.
Therefore, it was simpler to solve the problem numerically. The process of solving this problem
numerically is an iterative one, and it is fully described and solved in Appendix E: Flow
calculations (using MathCad). The steps for solving the problem are also explained below.
5.3.4.2
Assumptions
The following assumptions were made about the pump system:
" All of the extra gas volume in the pump and the vial at the beginning of the run is
considered as one parameter, Vex, and is used as the starting volume where the
produced gas will collect
* The drug and electrolyte can be modeled as incompressible fluids
" The ending volume in the pump will be pushed out of the pump simply according
to the driving pressure (ie, no increased flow resistance effects are included - this
assumption should be modified in future models)
" The pressure required to deflect the membrane can be considered as a single
pressure that is overcome at the beginning of the run
93
5.3.4.3 Establishing the initial conditions
First the initial conditions must be stated. Equation 5.10 states that the initial volume of
electrolyte used, Veiused [M 3 ], is zero:
Vel-used0
-.
(5.10)
Equation 5.11 states that the number of moles of gas produced in the pump, ngpum [mol],
at time t = 0 s is equal to zero:
ngPUMP =0.
(5.11)
Equation 5.12 states that the volume of gas in the pump, Vgas [m3 ], at time t = 0 s is equal
to the "extra," unfilled volume in the pump top, Vextra:
gaso =extra.
(5.12)
Equation 5.13 states that the initial pressure inside of the pump, Ppum [atm], is equal to
atmospheric pressure, Pa" = 1 atm = 101325 Pa:
Ppump =Patm.
(5.13)
0
Equation 5.14 states that the volume flowing out of the pump, Vout [m 3 ], at time t = 0 s is
equal to zero:
Vou t = 0.
(5.14)
Finally, Equation 5.15 states that the total volume that has flowed out of the pump, Vut,
at time t = 0 s is equal to zero:
(5.15)
V,,,, = 0.
5.3.4.4
Equations that determine pump pressure and volume flow
After establishing the initial conditions for the pump, further calculations can be
completed to determine the volume flow out of the pump over time. These equations are
described below. The counter n is used to step through the equations, such that t = nAt.
The equation for the total volume of electrolyte used at time nAt, Vei_used (nAt), is shown
in Equation 5.16:
94
el _used (nAt)
= e
Pdrug
"I(nAt)dt),
0Intd)
(5.16)
or
nM
Velused
(nAt) = Ve, used ((n - 1)At) +
ec Mdrug
I(nAt)
P water
where nge [mol/C] is calculated in Equation 5.5, Mwate [g/mol] is the molecular mass of water,
and is equal to 18.016 g/mol, pwater [kg/M 3] is the density of water, and is defined as 1000 kg/m 3,
and I(nAt) [A] is the function that describes the input current. As shown in Equation 5.16,
Vei_used (nAt) can be calculated either by integration of the current function, I(nAt), or in an
iterative manner. The iterative manner may be useful for times when it is difficult to describe the
input current in terms of an easily determined function.
Equation 5.17 describes the volume inside of the pump, Vgas [m 3 ], which is used to
collect the gas that creates the pressure on the membrane and drug:
Vgas (nAt) = Vgaso +V
used (nAt) + V,,, ((n - 1)At),
(5.17)
where Vgaso = Vextra [M 3], which is an estimation of the volume in the pump top and drug vial at
the beginning of the run that is filled with gas instead of electrolyte or drug. This volume is the
initial value for Vgas, and is the volume into which the created gas molecules go during the run.
Vgas increases over time with the removal of drug due to the total flow out of the pump, Vito (nl)At) [M 3], which is based on Vout(nAt) [m 3], and the conversion of electrolyte into gas, Vei_used
(nAt) [M 3]. V0 ut(nAt) is a measure of how much volume flows out of the drug vial in time
increment At. Both V0 ut(nAt) and Vtot(nAt) are described below in Equations 5.21 and 5.22,
respectively.
When all of the drug has been pushed out of the drug vial, the gas volume in the pump,
Vgas, is limited to the initial volume in the pump, Vext, the initial volume of the drug in the
pump, Vdrug, and the total volume of electrolyte that has been used up to time nAt, Vei_used (t).
Because of limited volume to hold the produced gas, the pressure in the pump increases after all
of the drug has been delivered as long as there is still a charge input.
The pressure in the pump, PPUMP(nAt), partially determines the flow rate of the drug out of
the drug vial. The pump pressure at a given time, nAt, can be calculated according to Equation
5.18, which is based on the Ideal Gas Law:
PpumP (nAt) = (nPUM-i + ng
gas
pump (nAt)). TR
(nAt)
(5.18)
where T [K] is the temperature at which the reaction happens, which is assumed to be constant at
T = 300 K for the entire time the pump is running. Vgas(nAt) [m 3 ] is described by Equation 5.16.
npumpi [mol] is the number of moles that were in the pump before the run began. It is a constant
based on Vexta and is described by Equation 5.19 (Ideal Gas Law):
95
n pump
Pv
_
(5.19)
atm extra
RT
The final part of Equation 5.17, ngpump(nAt), is a measure of how many moles of gas
have been created from electrolyte up to time nAt, as shown in Equation 5.20:
nAt
ngpump(nAt) = ng, JI(nAt)dt,
0
(5.20)
or
ngpump (nAt) = ng pump ((n - 1)At) + nlcI(nAt),
where ngpump(nAt) can be calculated either by integration of the current function, I(nAt), or in an
iterative manner. The iterative manner may be useful for times when it is difficult to describe the
input current in terms of an easily determined function.
The volume pushed out of the pump during time increment At, V0 ut(nAt), is described by
Equation 5.21:
Nr 7Pm,(nlAt) -(Pam +P, + Pae,, ) 1 T
V, ,(nAt)=
pp
12 8(
1
deflect ]
4
,P
(5.21)
pdrugLn
where Nn is the number of needles through which drug flows, pdug [N-s/m 2 ] is the dynamic
viscosity of the "drug," and L [m] is the length of the needle. The dynamic viscosity of water is
0.00089 N-s/m 2 . As the initial pressure that the pump must overcome before drug will be pushed
out, Pi [Pa], is greater than the initial pressure inside of the pump, this equation will actually
compute that drug is flowing into the drug vial. This is incorrect, and is a byproduct of the initial
pressure, Pi, being larger than the pump pressure, PpuM. In the MathCad code, a line is included
that says if V0 ut(nAt) < 0, V0 ut(nAt) should be set to zero.
Finally, the total volume that has been pushed out of the drug vial at a given time nAt,
Vtt(nAt) is described by Equation 5.22:
V,, (nAt) = V,, ((n - 1)At) + V, (nAt).
(5.22)
Since the pump pressure may continue to build even after the entire volume of drug has been
pushed out, it is possible using Equation 5.22 to find that the total volume of drug that has been
pushed out of the needles is greater than the beginning drug volume, Vdrug. To correct for this
problem, a line has been included in the Mathcad code that says if Vtit(nAt) > Vdug, set V0 ut(nAt)
= 0 and Vtot(nAt) = Vdrug.
The equations describing the "gas" volume in the pump, Vgas(nAt), the pressure in the
pump, PPUMP(nAt), the volume pushed out at time increment t, Vout(nAt), and the total volume
pushed out up to and including time nAt, Vtot(nAt), all must be solved iteratively because they are
96
dependent on one another. The Mathcad programs shown in Appendix E: Flow calculations
(using MathCad) include loops to do the calculations iteratively.
5.3.5 Further work
There are many more analyses of the pump and volume flow out that can be completed in
future work. Some suggestions of further calculations are below.
5.3.5.1
Prediction of steady state flow rate
As one will see in the results presented below, a constant flow rate is reached in the
pumps after sufficient time has passed and the steady state flow out of the pump is reached. This
steady state flow rate is based on the geometry and initial conditions of the pump, and Pi, the
pressure that must be overcome to begin flow. One can derive the equation for the steady state
flow rate, which may be extremely useful in optimizing the geometry of the pump based on a
desired flow rate.
5.3.5.2 Calculation of required current input based on desired output
Just as the volume flow rate out of the pump was calculated through an iteration based on
the current input to the pump, the required current input to the pump could be tailored to meet a
desired volume flow rate profile. One would have to begin with the desired volume pushed out
of the pump over time and follow the calculations in reverse to determine the function that
describes the required current input.
97
5.4
Results
5.4.1 Current versus voltage graph for different electrode configurations
The relationship between voltage and current for the production of gas by
electrochemical decomposition of water depends on the material and configuration of the
electrodes. In order to determine the power that is drawn by the pump, and the overall energy
required to deliver drugs through the pump, it is necessary to understand the relationship
between voltage and current for each pump configuration, which is not linear. Below two graphs
are presented that show the relationship between voltage and current for different electrode
configurations. Figure 5.8 shows relationship between voltage and current for a 600 AL pump
top with two 3 mm X12 mm X50 jm thick stainless steel electrodes in 1 N H2 SO 4.
140
- --
120
----------
---
100
- --
-
- - - --
-
--- _--
80
- -
-
--
---
60
40
-
20 0
-
-
-
--
4
2.6 V, 10 mA
t
0
1
3
2
4
5
Voltage (V)
Figure 5.8: Current versus voltage for a pump with two 3 mm x 12 mm x 50 pm thick stainless steel electrodes
in 1N H 2SO 4. The voltage was increased in steps of 0.1 V to find the corresponding current. The pink
(square) dot shows that 2.5 V is consumed when the pump draws 10 mA.
Figure 5.9 shows the relationship between voltage and current for a 600 AL pump top
with two 40 mm long Nichrome electrodes (as shown in Figure 5.4) in 1 N H2 SO 4.
98
140
120 --
100
-- - -
80 -_
--
-_-_-
60 40
20
-
-__
_
_
-
---
-
+
-
1.79 V, 10 mA
0<
0
0.5
1
1.5
2
2.5
3
3.5
Voltage (V)
Figure 5.9: Current versus voltage for a pump top with two 40 mm long Nichrome electrodes (as in Figure
5.4) in 1N H2 SO 4. The voltage was increased in steps of 0.1 V to find the corresponding current. The pink
(square) dot shows that 1.79 V is consumed when the pump draws 10 mA.
Both figures show that no current is drawn, and therefore no gas is created, until the
voltage reaches approximately 1.7 volts. At this point, the current drawn by the pump begins to
increase almost linearly until the current reaches approximately 115 mA, where it reaches a
steady state. The current versus voltage slopes for the linear region are different based on the
electrode materials and configuration. For the pump with stainless steel electrodes, shown in
Figure 5.8, the pump reaches steady current consumption at approximately 3.8 V. The pump
with Nichrome electrodes, shown in Figure 5.9, reaches steady current consumption at
approximately 2.5 V. The pink (square) dot on both graphs marks the voltage at which 10 mA is
drawn by each of the pumps. This occurs at 2.5 V for the stainless steel electrodes, and at 1.79 V
for the Nichrome electrodes. These data are important because the current was limited to 10 mA
in all of the flow tests.
One can clearly see that the pump top using stainless steel electrodes will consume more
the pump top containing Nichrome electrodes for the same gas production rates.
than
power
This, combined with the other issues explained in 5.1.2.4, shows that out of the electrode
configurations tested, the Nichrome wire electrodes are the optimal choice. Further testing
should be completed to determine the best electrodes for a given pump geometry and desired
flow rate.
99
5.4.2 Experimental results of flow tests
As mentioned above, many different pumps were assembled and tested. As an example
of the results and how they fit with the theoretical flow predictions presented in Section 5.3, a
few tests are presented below.
5.4.2.1
Pump 8
Pump 8 was composed of a Delrin drug vial with a 100 yxL drug capacity, a 500 ILL
capacity polycarbonate pump top, a 508 ytm thick silicone rubber flexible membrane (SF
Pharmelast, Part# 20-20, Material: SF 1332, RML# 12408), and two 3 mm x 12 mm x 50 im
thick stainless steel shim stock electrodes. The vial was filled with 100 ttL of distilled water, and
the pump top was filled with approximately 300 yLL of 1 N H2 SO 4 . The electrodes were glued to
the pump using Devcon 5-minute epoxy (silicone rubber does not form a good seal with the
electrodes). The pump and vial were both sealed to an oversized membrane (hanging out past
the edges of the pump and vial in all directions) using GE RTV 108 (the only sealant that will
seal to the silicone membrane is silicone rubber sealant). The seals were then fortified with GE
RTV 118. Figure 5.10 shows the sealed Pump 8 before it was used in flow tests.
Figure 5.10: Pump 8 after being sealed. Notice the electrodes coming out of the sides of the pump and the
oversized flexible membrane that has a considerable amount of silicone sealant on the surface.
Pump 8 was used in flow tests using four needles to drip onto the micro-balance. During
the test, only two of the needles actually had liquid coming out, which was probably due to
blocked or poorly positioned needles. Figure 5.11 shows the experimental voltage and current
data that were taken using the data acquisition system described in Section 5.2.
100
30
PowAr ~mW~
25
20
--
_
_
_
--
15-
-
---
_---
---
-
--
-_
-
-
Current(mA)
10
-----
5
Voltage (V)
0
0
100
300
200
400
500
Time (s)
Figure 5.11: Graph showing the experimental data for Pump 8. Voltage [V], current [mA], and power [mW]
are all plotted on the same graph. Data were taken using Hydrolysis03.exe data acquisition program.
The energy consumed by the pump can be calculated from the integral of the power.
Based on the data for Pump 8, the total energy put into the pump during the run was 11.2 J. A
total of 3.8 J was consumed during drug delivery.
The following graphs show the predicted and experimental values (where available) for
total volume flow out of the pump over time, volume flow rate out of the pump, and internal
pressure within the pump. The theoretical predictions are based on three different values for the
inner diameter of the tubing, 50.8 pm, the specified inner diameter of the tubing, 25.4 ,.m, the
lower limit on the value of the inner diameter of the tubing, and 76.2 Jm, the upper limit on the
value for the inner diameter of the tubing. The upper and lower limits are determined by the
manufacturing process used to create the tubing.
Figure 5.12 is a graph of the experimental data of the volume flow out of the pump.
Along with the experimental data are the theoretical predictions for the volume flow out of the
pump based on tubing with inner diameters of 50.8 ,im (the specified dimension), 25.4 ,im (the
lower limit of possible inner diameter values), and 76.2 tim (the upper limit of inner diameter
values). The Young's modulus for silicone rubber is 4.2 MPa and the Poisson ratio is 0.48
(Reiss 2000).
101
120
Di = 76.2 pm, Upper Limit
-
--
--
100 -
Di = 51.8 pm, Tubing Spec
80 -
Experimental Data
60 --
40 -
20 Di =25.4 pm, Lower Limit
0
0
100
300
200
400
500
Time (s)
Figure 5.12: Total volume out of the pump versus time plot showing the experimental and expected volume
flow out of the pump based on theoretical predictions for different inner diameters of tubing. The inner
diameter of the tubing for pump 8 was specified as 50.8 pm ± 25.4 pm. Therefore, the volume predictions for
the specified diameter as well as the upper and lower limits of the tubing are all plotted on the same graph.
The experimental data representing the total volume flow over time out for the pump are
between the predicted values for the upper and lower limits of the inner diameter of the tubing,
as shown in Figure 5.12. The theoretical predictions show that the maximum flow out of the
pump should be equal to 100 pL, as this is the initial amount of drug in the drug vial. The
experimental data show that the maximum volume of drug that was pushed out of the drug vial is
equal to approximately 70 AL. This volume is lower than the theoretical prediction because
some of the drug (approximately 15 iL) was lost during sealing, and because the entire volume
of drug was not pushed out of the pump. Based on the initial volume of 85 AL (due to losses
during sealing), approximately 82% of the drug was pushed out.
Figure 5.13 shows that the experimental flow rate out of the pump lies within the
expected theoretical flow rates, based on the inner diameter of the tubing.
102
2
1.5
Di = 76.2 pm, Upper Limit
Di
Experimental Data
/
0.5
I
0
51.8 pm, Tubing Spec.
100
D=25.4 pm, Lower Limit
200
300
400
500
Time (s)
Figure 5.13: Volume flow rate versus time plot showing the experimental and expected volume flow
rates out of the pump based on theoretical predictions for different inner diameters of tubing. The
inner diameter of the tubing for Pump 8 was specified as 50.8 pm + 25.4 pm. Therefore, the volume
predictions for the specified diameter as well as the upper and lower limits of the tubing are all
plotted on the same graph. Power was left on at 2.6 V and 9.2 mA for 500 seconds.
The pressure inside of the pump is a function of the current input into the pump, the
initial pressure that must be overcome before "drug" will flow out of the pump, and the inner
diameter of the needles. If pumps are allowed to run for long enough to reach steady state before
pushing all of the drug out, the pressure inside of the pump will become constant, and will
therefore push the "drug" out at a constant rate. This result can be seen in Figure 5.12, Figure
5.13, and Figure 5.14.
103
3.5-105
3-105
/I
_
D= 25.4 pm, Lower Limit
2.5-10-
5
1.5-10
Di =51.8 pm, Tubing Spec.
-- - -
1-10 5
0
1
100
Di =76.2 pm, Upper Limit
--200
I
|
300
400
500
Time (s)
Figure 5.14: Pressure in the pump versus time plot showing the effect of the inner diameter on
the tubing on the pressure profile in the pump over time. Once all of the drug is pushed out of a pump,
the pressure increases linearly if the charge input is also linear, as it is in this case.
5.4.2.2 Pump 31
Due to some sealing issues in pumps created in a similar fashion to Pump 8, the sealing
technique and locations of the electrodes were changed. These changes are reflected in the
updated materials/sealing techniques used for Pump 31. Pump 31 was composed of a
polycarbonate drug vial with a 150 ttL drug capacity, a 600 AL capacity polycarbonate pump top,
a 50.8 Am thick 5-layer membrane (polyolefin-tie-barrier-tie-polyolefin) membrane (Dow
Backing Layer Film: DBLF 2014), and two 40 mm long Nichrome wire electrodes (0.643 mm
diameter Nichrome wire, Malin Co., Brookpark, OH: 31981863). The vial was filled with 150
AL of 0.1% bromophenol blue, and the pump top was filled with approximately 400 ZL of 1 N
H2 SO 4 . The electrodes were glued into the pump top using Devcon 5-minute epoxy. The pump
and vial were both sealed to the DBLF 2014 membrane using Devcon 5-minute epoxy, and were
clamped together under pressure until the epoxy set. Figure 5.15 shows the sealed Pump 31
before it was used in flow tests.
104
10 mm
Figure 5.15: Pump 31 after being sealed. Notice that the membrane is contained within the outer diameter of
the pump top, and the electrodes are sealed into the pump top. The pins on the outside of the pump are used
for alignment and the diagonal slots are used to guide the Limpet onto the needles when used with the entire
Limpet assembly. The pins are also used to align the two halves of the pump during assembly and clamping.
Pump 31 was used in flow tests using four needles to drip onto the micro-balance.
During the test, only one of the needles actually had liquid coming out, which was probably due
to blocked or poorly positioned needles. Figure 5.16 shows the experimental voltage and current
data that were taken using the data acquisition system described in Section 5.2.
20
--
18
---
- -
Power (mW)
16
-
14
-
12-
Current (mA)
10-
64--
Voltage (V)
2-
0
100
200
300
400
500
600
700
800
t (s)
Figure 5.16: Graph showing the experimental data for Pump 31. Voltage [VI, current [mAj, and power [mW]
are all plotted on the same graph. Data were taken using Hydrolysis03.exe data acquisition program.
105
The energy consumed by Pump 31 can be calculated from the integral of the power.
Based on the data for Pump 31, the total energy put into the pump during the run was 13.0 J. A
total of 10.5 J was consumed during drug delivery.
Again, the following graphs show the predicted and experimental values (where
available) for total volume flow out of the pump over time, volume flow rate out of the pump,
and internal pressure within the pump. The theoretical predictions are based on three different
values for the inner diameter of the tubing, 57.2 lim, the specified inner diameter of the tubing,
38.1 rim, the lower limit on the value of the inner diameter of the tubing, and 76.2 pm, the upper
limit on the value for the inner diameter of the tubing. The upper and lower limits are
determined by the manufacturing process used to create the tubing. The estimated Young's
modulus for the DBLF 2014 membrane is 138 MPa and the Poisson ratio is 0.4 (Stewart 2002).
Figure 5.17 is a graph of the experimental data of the volume flow out of the pump.
200
1
1
1
Di = 76.2 pm, Upper Limit
Di = 57.2 pm, Tubing Spec.
150
/Experimental
0
Data
100
50
Di = 38.1 pm, Lower Limit
0
-
0
400
200
600
Time (s)
Figure 5.17: Total volume out of the pump versus time plot showing the experimental and expected volume
flow out of the pump based on theoretical predictions for different inner diameters of tubing. The inner
diameter of the tubing for Pump 31 was specified as 57.2 pm I 19 lim. Therefore, the volume predictions for
the specified diameter as well as the upper and lower limits of the tubing are all plotted on the same graph.
The experimental data representing the total volume flow over time out for Pump 31
again falls between predicted values for the upper and lower limits of the inner diameter of the
tubing, at least for the majority of the test. Once the effects of tapering flow begin, most likely
due to the onset of the effects that come at the end of delivery (not accounted for in model), the
experimental data do not match the theoretical data as well. Additionally, the material
106
parameters for dymanic viscosity of the drug, and the Young's modulus and Poisson's ratio for
the membrane are not as well known in this case. They dynamic viscosity for water was used
instead of a new viscosity for bromophenol blue.
The theoretical predictions show that the maximum flow out of the pump should be equal
to 150 AL, as this is the initial amount of drug in the drug vial. The experimental data show that
the maximum volume of drug that was pushed out of the drug vial is equal to approximately 130
yL. This volume is lower than the theoretical prediction because the entire volume of drug was
not pushed out of the pump. Based on the initial volume of 150 pL, approximately 87% of the
drug was pushed out of the pump.
1.5
Di = 76.2 pm, Upper Limit
Di = 57.2 pm, Tubing Spec.
Experimental Data
Di/= 38.1 pm, Lower Limit
>
0.5
0
ri 1
011
100
0
200
300
400
Time (s)
500
600
700
800
Figure 5.18: Volume flow rate versus time plot showing the experimental and expected volume flow rates out
of the pump based on theoretical predictions for different inner diameters of tubing. The inner diameter of
the tubing for Pump 31 was specified as 57.2 pm ± 19.1 pm. Therefore, the volume predictions for the
specified diameter as well as the upper and lower limits of the tubing are all plotted on the same graph.
Figure 5.18 shows that the experimental flow rate out of the pump falls within the
expected flow rates of the pump, based on the upper and lower limits of the inner diameter of the
tubing. Again, there is a marked difference between the flow rate profiles between the
theoretical and experimental data because the model does not include any non-linear estimations
of how the pump pushes out drug as V0tt approaches Vdrug
The pressure inside of the pump is a function of the current input into the pump, the
initial pressure that must be overcome before "drug" will flow out of the pump, and the inner
diameter of the needles. The internal pressure inside of Pump 31 is greater in every case than for
those of Pump 8 because there was a greater pressure required to deflect the membrane in the
case of Pump 31. The pump also takes longer to begin delivering drug due to this greater initial
pressure that must be overcome. Still, however, one can see that if pumps are allowed to run for
long enough to reach steady state before pushing all of the drug out, the pressure inside of the
107
pump will become constant, and will therefore push the "drug" out at a constant rate. In this
case, the theoretical predictions for the tubing specification and the upper limit both reach steady
state pressure and flow rate in the pump because there is more drug to be delivered. A larger
drug volume translates into a longer time required to deliver the drug, which allows additional
time for the pump to reach steady state.
5 .105
-
-
D = 38.1 pm, Lower Limit
0.4
0
IU'
4)
I-
7
10 5
7
7
7
7
7
/
0~
2-105
/'/
7|
/
1-105
0
400
200
600
800
Time (s)
Figure 5.19: Pressure in the pump versus time plot showing the effect of the inner
diameter on the tubing on the pressure profile in the pump over time. Steady state
pressure and flow are reached for this pump configuration for Di = 57.2 and 76.2 pm.
5.4.3 Delivery into pig skin: Pump 34
Preliminary tests were completed to test how well the pump was able to deliver into pig
skin. Pump 34 was used in one test to successfully deliver nearly all of the drug from a drug
vial. Based on estimations of what was left in the vial, more than 90% of the drug was delivered.
Pump 34 was composed of a polycarbonate drug vial with a 150 yZL drug capacity, a 600
AL capacity polycarbonate pump top, a 50.8 pym thick 5-layer membrane (polyolefin-tie-barriertie-polyolefin) membrane (Dow Backing Layer Film: DBLF 2014), and two 40 mm long
Nichrome wire electrodes (0.643 mm diameter Nichrome wire, Malin Co., Brookpark, OH:
31981863). The vial was filled with 150 AL of 0.1% bromophenol blue, and the pump top was
filled with approximately 400 yzL of 1 N H2SO 4 . The electrodes were glued into the pump top
using Devcon 5-minute epoxy. The pump and vial were both sealed to the DBLF 2014
membrane using Devcon 5-minute epoxy, and were clamped together under pressure until the
epoxy set.
108
Two 147 /im OD, 63 /im ID, 8.5 mm long, 304 stainless steel needles with 900 bends
were inserted nearly parallel to the surface of the skin. The needles were inserted into pig
shoulder facing opposite directions and spaced by 10 mm, as shown in Figure 5.20. The pump
was brought down onto these needles, and supported on two spacers so that the needles
penetrated the pump to the appropriate depth. The current source was turned on, and drugs were
delivered to the skin. It was not possible to quantify the rate of delivery or the total amount
delivered using the techniques in this test.
Figure 5.20: Two 147 pm OD, 63 pm ID, 8.5 mm long, 304 stainless steel needles with 90* bends inserted
parallel to the surface of pig skin taken from the shoulder. The needle tips are facing opposite directions.
Figure 5.21 shows the pig skin after approximately 140 ytL of 0.1% bromophenol blue
was delivered in 10 minutes. Nearly all of the "drug" was delivered from Pump 34 into the skin,
and none of the drug was pushed back out onto the surface of the skin. The cuts in the skin
shown in Figure 5.21 were created after the drug was delivered in order to determine the angles
and depths of penetration of the needles, and to make an estimate of how much drug was
delivered through each needle.
109
Figure 5.21: The pig skin and needles after approximately 140 ptL of 0.1 % bromophenol blue was
delivered in 10 minutes. The blue color is from the dye in the drug, as seen through the upper
layers of the skin. No "drug" came back out at the surface of the skin during or after delivery.
As mentioned above, two needles were used to deliver drug to the skin. These two
needles were manufactured using identical materials and processes, but the volumes delivered
were dramatically different, as shown in Figure 5.22 and Figure 5.23. Approximately 10 AL was
delivered through needle #1, while approximately 130 AL was delivered through needle #2.
Figure 5.22: Photographs showing the angle and depths of penetration into the skin by needle #1. A bolus of
blue dye is seen underneath the surface of the skin, showing where drug was delivered. The estimated volume
of drug delivered through needle #1 was 10 pL.
110
Figure 5.23: Photographs showing the angle and depths of penetration into the skin by needle #2. A very
large bolus of blue dye is seen underneath the surface of the skin, showing where drug was delivered. The
estimated volume of drug delivered through needle #2 is 130 FL.
The volume flow rates and total delivery volumes for each needle depend on many
factors including the location in the skin where needle tip ends, the quality of the needle bend,
whether or not the needle is partially blocked, the inner diameter of the needle, and the location
in the drug vial where the needle end is penetrated. All of these factors must be controlled in
order to guarantee regular and predictable volume flow rates.
111
5.5
Discussion
5.5.1 Limitations of model based on tolerances of manufacturing technique
The experimental data representing the volume flow rate of Pump 8 and Pump 31 both
fall within the predicted values for the upper and lower limits of the inner diameter of the tubing,
as shown in Figure 5.12 and Figure 5.17. Unfortunately, due to the limitations of the
manufacturing process for creating the tubing, there is a wide range for the values of volume out
of the pump versus time. Although the data taken were within the range of predicted values, the
1
strong dependence of the flow rate on the inner diameter of the tubing (Qa 4 ), along with the
Di
incredibly small size of the tubing, means that a very small change in the inner diameter of the
tubing will greatly affect the resultant flow rate out of the pump. Since the range of possible
inner diameters due to the manufacturing tolerances of the 36 gage tubing is between 25.4 Jm
and 76.2 Am, a three-fold difference, the range of volume flow rates if all other parameters are
held constant can be an 81-fold difference (34). Therefore, in future embodiments that require
prediction of flow from the pump based on the charge input, it will be difficult to exactly predict
the flow rate through the tubing, unless the manufacturing processes are improved and the
tolerances reduced.
5.5.2 Steady state delivery
Given enough time, any pump geometry should theoretically reach a steady state delivery
flow rate, as long as the current input is constant. As many drug delivery applications require
that the delivery is constant, it is important to be able to predict the pump geometry that will
create the desired delivery rate.
As mentioned in Section 5.3.5.1, this steady state flow rate is based on the initial pressure
that must be overcome for delivery, as well, of course, as the geometry of the pump and needles.
The initial pressure is based on the pressure required to deflect the membrane, the surface tension
in the needles, atmospheric pressure, and the pressure added from delivering into skin (this may
change with the total volume of drug delivered and the rate of delivery, also). Assuming that the
geometry of the pump and needles are kept constant, and the pump is used to deliver to similar
skin each time, the steady state flow rate is primarily affected by the pressure required to deflect
the membrane. Therefore, the membrane can be specifically chosen to bring about a desired
flow rate for given pump and needle geometries, and skin delivery location. For large enough
needles (again, dependent upon the specific pump geometry), the steady state flow rate can be
reached almost immediately upon beginning the delivery of drug.
5.5.3 Reducing the time required to being delivering drugs to the skin
As mentioned above, the initial pressure that must be overcome in order to deliver drug is
based on the pressure required to deflect the membrane, the surface tension in the needles,
112
atmospheric pressure, and the pressure added from delivering into skin. The pump can be "preloaded" before or during attachment to skin so that drug starts flowing almost immediately upon
starting the current for delivery. The membrane deflection and skin pressure will still need to be
overcome during delivery, but the surface tension pressures can essentially be removed from the
equation as long as the internal pressure of the pump for the "pre-loading" case is instead equal
to the sum of the atmospheric pressure and surface tension. This may be a useful technique for
times when the drug needs to be delivered quickly, or begin immediately upon attachment to the
skin.
The surface tension is generally smaller than the membrane deflection pressure and the
pressure associated with delivering to skin. Therefore, a different (or additional) technique that
could be used to ensure a short period of time required between placing the Limpet on the skin
and have drugs delivered to the skin, would be to drive the pump with a high current at the
beginning of delivery. This would rapidly increase the pressure inside of the pump, and would
therefore reduce the time to overcome the initial pressure that opposes flow and consequently
reduce the amount of time required to start delivery. As large currents may not be available
using the small batteries that are likely to be in the Limpet, this large current could come from
the applicator or a capacitor discharge (in the Limpet or Applicator). Since the needles are
driven into the skin by the applicator, a current source within the applicator could simultaneously
deliver the large current to the Limpet.
5.5.4 Reduced flow rate while pushing out the final volume of drug
The shape of the graphs for the theoretically predicted flow rates and the experimentally
determined flow rates are different in both Figure 5.13 (Pump 8) and Figure 5.18 (Pump 31). In
both cases, there is a reduction in the flow rate out of the pump as the last portion of the volume
is delivered. This is most likely due to the geometry of the drug divot and the difficulty in
pushing out the last of the drug. The model does not account for the effects that result in
"difficulty" pushing out the final volume of drug. Future models should incorporate these effects
so that the drug delivery profile can be more accurately determined.
5.5.5 Percentage of drug delivery
The geometry of the vial and the vial-membrane intersection make it difficult to deliver
the total volume of drug. Some drug volume is gets trapped in the divots filled with silicone
rubber, and some gets trapped in the intersection between the membrane and drug vial. Further
work needs to be completed to determine the amount of drug that is not delivered in each dose.
It may be that approximately the same amount of drug gets trapped in the vial regardless of the
starting drug volume. If this is the case, the pump will deliver larger percentages of the starting
drug volume as the starting drug volume is increased.
Further work should be done to design the optimal drug vial profile. Appendix D
outlines the equations that can be used to predict the profile of the membrane deflected under
pressure. This profile can be used to design a vial that forces the drug out toward the needle
holes in the best manner. At this point, a profile where the membrane first touches down in the
center then "rolls" along the inside of the drug divot (both from the clamping edge where it is
113
sealed, and the center, where it touches first) may work well. The needle positions can be
located where the membrane last meets the drug vial to help ensure as much drug as possible is
pushed out.
Despite the loss of drug in the vial, promising results have been achieved to date. In all
of the results presented above, between 80 and 90% of the drug was delivered. This value is
very close to the desired delivery percentages specified by Norwood Abbey, and may be
improved as further tests and analyses are completed.
5.5.6 Increased dynamic viscosity of the drug
The dynamic viscosity of protein-based biologicals is most likely higher than that of
water. Based on the Hagen-Poiseulle equation for flow through a cylinder, as the viscosity
increases, the drug flow rate will decrease. In preliminary tests with radioactively labeled
proteins, which should have similar to the viscosity of the drugs to be delivered, the drug flow
rate is considerably decreased. The increased pressure required to drive the protein-based drug
through the needles often burst the seals on the pumps. Because of this increased pressure, it
may be necessary to use needles with large inner diameters, or have a pump sealing technique or
configuration that is able to handle the higher pressures.
5.5.7 Difficulty sealing the pumps
There were many issues associated with sealing the pumps. Many of the pumps leaked or
burst during the flow tests due to poor seals. There are many probable reasons for the poor
sealing results, and these are briefly mentioned below.
Since all of the pumps were sealed after being filled with drug and electrolyte, these
fluids often wetted the seal so that a weak bond was formed. This wetting of the seal was due to
many reasons including spilled drug or electrolyte, hydrophobic components, and overfilled
chambers. The DBLF 2014 membrane was hydrophobic, so it quickly pushed away any drug or
electrolyte that came in contact with it, generally toward the edges where the seal was located.
The shape of the drug divot is very difficult to fill completely without losing any drug.
The drug has the tendency to form a hemispherical-shaped droplet on the drug vial, and when the
flexible membrane is placed on top of the drug, it tends to push the drug into the seal rather than
into the shape of the divot.
It was convenient to have pumps that were assembled from several discrete components
so that the parameters could be easily varied for testing. However, based on the difficulty of
sealing the pumps, it is necessary to find a new configuration that is more easily and robustly
sealed. At this time, it is believed to be optimal to first complete the assembly of the Limpet,
including the drug vial and pump. Then, after the assembly is complete, the drug vial and pump
could be filled. It would be optimal to have a parallel filling technique, if possible, so that the
filling time per Limpet is reduced.
114
5.6
Summary and conclusionof the pump testing
More than 50 different pumps were built and tested using a variety of materials, drug
solutions, and needles. A model was created to predict the volume flow rate, pressure within the
pump, and total volume out of the pump over time, based on the variable inputs, such as inner
diameter of the tubing, viscosity of the drug, length of the needles, membrane material, and
charge profile. The results presented above show that the experimental results fall within the
upper and lower limits of the theoretical predictions. Additionally, between 80 and 90% of the
drug volume was delivered for each of the tests.
115
6 Conclusion
The overall concept for a novel, controllable drug delivery device to solve the problem of
delivery biologicals to humans has been developed, and individual components of this device,
known as the Limpet, have been designed, built, and tested. Many individual subsystems, such
as the electronics system, needle manufacturing techniques, delivery system, and needle insertion
and characterization subsystems have all been thoroughly investigated. These subsystems have
been integrated into two compact, functional prototypes that demonstrate the functionality of the
Limpet concept.
The design, testing, and modeling of the central component of the Limpet - the pump that
controls the delivery of drugs to the patient - was also presented in this thesis. The pump tests
show that the pump is able to repeatedly deliver 80 to 90% of the starting drug volume, and that
the experimental results match the theoretical predictions for volume flow rate, total volume out
of the pump, and pressure inside of the pump. These results show promise regarding the ability
of the Limpet to deliver small volumes of drug in a predictable and controlled manner to a
specific location below the surface of the skin. Special attention has been given to flexibility in
the design, inexpensive components and techniques, ease of manufacturing, and anticipated
regulations.
6.1
Future Work
There are many steps that must happen before the Limpet is a viable product helping to
solve the problem of delivery biologicals to humans in a controlled manner. The steps are
roughly outlined below. Future work was also mentioned throughout the body of the thesis,
where appropriate.
6.1.1 Quantified delivery into pig skin
The most immediate work that must be completed is to quantify the total volume and
delivery rate of drug into real skin. While the results of the pump tests presented here are
promising, pharmaceutical companies will be unwilling to form collaborations until the delivery
of drug can be quantified. This work has been started using radioactive labels to measure the
total volume delivered into dead pig skin, although the work is not complete at the time of this
publication. Since the rate of delivery, or at least the resulting serum levels in the body over
time, is important to the efficacy of the drug, these must also be quantified. Further work must
be performed with the delivery models to include the effect of delivering into skin, and these
models must be compared with the results obtained from the animal testing.
116
6.1.2 Further investigation of technical issues and optimization of design
This thesis attempts to outline several technical issues that still require considerable
investigation. In future work, specific attention should be given to sterility, regulatory, and
manufacturing concerns. At this point in the design, minor changes can be made that will have a
large impact on how quickly this device is accepted by the FDA, how easily parts are
manufactured, the degree to which certain parts need to be sterilized, and the cost of certain
components or processes. The regulatory commissions responsible for validating this device
should be contacted as soon as possible to offer insight on issues or concerns that can be
addressed now.
Attention should also be given to user-interaction issues. The Limpet should be tested for
pain associated with microneedle insertion, wearability, and patient comfort. Input from
potential users and health-care professionals should be solicited to help elucidate the design and
user-interaction issues.
Finally, the subsystems and overall integrated design should be optimized according to
the priorities of pharmaceutical companies, users, and the project sponsors. Parameters such as
the flow rate, delivery period, and needle insertion depths should be finalized and used to
optimize other components such as the delivery system. The height and overall volume of the
Limpet should be minimized to make the device as unobtrusive as possible.
6.1.3 Collaboration with pharmaceutical companies
The Limpet is designed to be used with specific biologicals that require the delivery
precision that the Limpet can offer. As Norwood Abbey is not a drug discovery or
pharmaceutical company, they must form alliances with pharmaceutical companies to use the
Limpet to deliver specific drugs. Since the Limpet has been designed up to this point to be
flexible based on a variety of parameters that might vary depending on which drugs are
delivered, forming collaborations to deliver specific drugs will also help to nail down some of
the unknown parameters. Additionally, Norwood Abbey will be able to learn more about the
needs and desires of the patients, the optimal delivery profiles for different drugs, the required
delivery volumes, and the desired depth and location of delivery into the skin.
All of the aforementioned parameters can then be incorporated into the models, design,
and implementation of the Limpet. Once collaborations are formed and these parameters are
determined, a model can be developed to predict the required current input function to get the
desired delivery profile.
6.1.4 Development of fully working prototype, design
After collaborations are formed with pharmaceutical companies, and the necessary tests
are completed, a final integrated prototype can be built for animal and human testing. From the
results of these tests, a finalized design can be created that takes the following into account:
117
The type of drug being delivered
" The optimal drug delivery volume, profile, location, and depth
* The user needs
* Sterility issues
* Regulatory issues
* Design for manufacture, assembly, and filling
* Knowledge gained through animal and human tests
"
6.1.5 Clinical trials, production, etc.
Finally, after all of the previous steps are complete, the Limpet will be ready to enter final
clinical trials and, eventually, production. By this point, extensive testing will have been
completed in order to quantify the benefits of delivering biologicals using the Limpet. Further
collaborations can be formed, and modifications can be made to the Limpet based on the
knowledge that is gained through testing, manufacturing, distribution, and use.
118
Bibliography
Abbot Hospital Products [Website]: www.abbotthosp.com. 2002.
Allen, A. The Skin: A ClinicopathologicalTreatise,Second Edition. New York: Grune and
Stratton. 1967. 7-18.
Alza Corporation [Website]: www.alza.com. 2002.
Brannon-Peppas, L. Polymers in controlled drug delivery. Medical Plasticsand Biomaterials.
Nov. 1997. 34-45.
Brazzle J.D., Mohanty S., and Frazier A.B. Hollow metallic micromachined needles with
multiple output ports. Proc.SPIE Conf Microfluidic Dev. Syst., Santa Clara,
CA.3877(35):257-266. 1999.
Brazzle J.D., Papautsky I., and Frazier A.B. Fluid-coupled hollow metallic micromachined
needle arrays. Proc.SPIE Conf Microfluidic Dev. Syst., Santa Clara, CA.3515:116-24.
1998.
Cirritto, Bob. Protec Industries, P.O. Box 17105, Plantation, FL 33318 USA. Personal
Conversation, 26 April 2002.
Chan, W. Instrumentationto CharacterizeNeedle Insertion into Biological Tissues. Cambridge,
MA: MIT Master of Science Thesis. 2002.
Chen, J. and Wise, K.D. A multichannel neural probe for selective chemical delivery at the
cellular level. IEEE Trans. Biomed. Eng. 44(8):760-69. 1999.
Chun, K., Hashiguchi, G., Toshiyoshi, H., Le Pioufle, B., Ishikawa, J., et al. DNA injection into
plant cell conglomerates by micromachined hollow microcapillary arrays. Proc.IEEE
Micro Electro Mech. Syst. Workshop, 12th, Orlando, Piscataway, NJ: IEEE. 1999.
Clements, A.N., The Physiology ofMosquitoes, New York: MacMillan Co. 1963.
Digikey [Website]: www.digikey.com. 2002.
Dow Medical Films [Website]: www.dow.com/medfilm. Contact: Mark Stewart, 603-886-1858.
2002.
Elan Corporation [Website]: www.elan.com. 2002.
Forever Young [Website]: www.cosmetique.ch/forever-young-how-it-works-diagram.html.
2002.
119
Hashmi, S., Ling, P., Hashmi, G., Reed, M.L., Gaugler, R., and Trimmer, W. Genetic
transformation of nematodes using arrays of micromechanical piercing structures.
BioTechniques 19(5):766-70. 1995.
Hermida, A. Deflection of a CircularMembrane UnderDifferentialPressure. Goddard Space
Flight Center, Greenbelt, Maryland, Technical Support Package: Mechanics, 121. 1998.
Incropera, F.P. and DeWitt, D.P. Fundamentalsof Heat andMass Transfer, 4 'h Edition. New
York: John Wiley and Sons. 1996.
K-Tube Corporation [Web-site]: www.k-tube.com. Contact: Gary Piazza. 1-800-394-0058. 2002.
Lide, D.R., editor in chief. CRC Handbook of Chemistry and Physics. Boca Raton, FL, USA:
CRC Press, Inc. 1992.
Lin L, Pisano AP, and Muller RS. Silicon processed microneedles. Transducers93, Int. Conf
Solid-State Sens. Actuators, 4th, Yokohama: 237-40. Tokyo: IEEE Jpn. 1993.
Mahan, Spector, Siegel, Rachelefsky, Katz and Rohr. Validity and Reproducibility of Multi-Test
Skin Test Device. Annals ofAllergy, Volume 71. July 1993.
Mantell, C. L., editor in chief. EngineeringMaterials Handbook. New York: McGraw Hill
Book Company. 1958.
MathCad [Website]: www.mathcad.com. 2002.
Maxwell Technologies [Website]: www.maxwell.com. 2002.
McAllister, D.V., Allen, M.G., and Prausnitz, M.R. Microfabricated microneedles for gene and
drug delivery. Annu. Rev. Biomed. Eng., Vol. 2, pp. 289-313. 2000.
McAllister D.V., Cros, F., Davis, S.P., Matta, L.M., Prausnitz, M.R., Allen, M.G. Threedimensional hollow microneedle and microtube arrays. Transducers 99, Int. Conf SolidState Sens. Actuators, 10th, Sendai, pp. 1098-101. Tokyo: IEEE. 1999.
McAllister, D.V., Kaushik, S., Patel, P.N., Mayberry, J.L., Allen, M.G., and Prausnitz, M.R.
Solid and hollow microneedles for transdermal drug delivery. Proc. Int. Symp. Control.
Release Bioact.Mater., 26th, Boston: 192-93. Deerfield, IL: Control. Release Soc. 1999.
McQuarrie, D.A., and Rock, P.A. General Chemistry, Third Edition. New York: W.H. Freeman
and Company. 1984.
Mosquito [Website]: www.tdo.com/local/graphics/mosquito/html/3.htm. 2000.
Norwood Abbey [Website]: www.norwoodabbey.com.au. 2002.
120
Panasonic Industrial Company. PanasonicBatteries Short Form Catalogand CDRom. 2000.
Proctor, L. Tissue Impedance Determination Via Microneedles. Cambridge, MA: MIT Master
of Science Thesis. 2002.
Puppy [Website]: www.stanford.edu/-puppy/desk/mosquito.htm. 2000.
Reiss, R. News for the optomechanical/instrument technical group: RTV 566 A/B. SPIE OE
Reports. Vol. 198. June 2000.
Renal [Website]: www.publin.com/biomedica/productos/renal/renal7.htm. 2000.
Stoelting, R.K. Pharmacokinetics and pharmacodynamics of injected and inhaled drugs.
Pharmacologyand Physiology in Anesthetic Practice: 1-17. Lippincott-Raven Publishers.
1999.
Swanson, J. Stratum corneum, Loyola University Medical Education Network [Website]:
www.meddean.luc.edu/lumen/MedEd/medicine/dermatology/melton/skinlsn/stcom.htm.
2002.
Talbot NH, and Pisano AP. Polymolding: two wafer polysilicon micromolding of closed-flow
passages for microneedles and microfluidic devices. Tech. Dig. IEEE Solid-State Sens.
Actuator Workshop, Hilton Head Island, SC: 265-68. Cleveland Heights, OH:
Transducers Res. Found. 1998.
Texas Instruments [Website]: www.ti.com. 2002.
- Pricing information:
focus. ti.com/docs/browse/productnavigation.jhtml?familyld=342&tfsection=prod
ucts&templateld=1
- MSP430F1491PM: MSP430x13x, MSP430x14x Mixed Signal Microcontroller.
Publication SLAS272C rev. Feb 2001.
- MSP430F101IPW: MSP430F1lx Mixed Signal Microcontroller. Publication
SLAS256B rev. June 2000.
Totora, G. Introduction to the Human Body: the essentials of anatomy andphysiology. New
York: John Wiley and Sons. 1997.
Vogelson, C.T. Advances in drug delivery systems. Modern Drug Discovery, Vol. 4, No. 4, pp
49-50, 52. April 2001.
Weston Medical Technologies [Website]: www.westonmedical.co.uk. 2002.
White Fly [Website]: pwa.ars.usda.gov/wcrl/rosie/wfmouthparts.html. 2000.
White, F. FluidMechanics, Third Edition. New York: McGraw Hill. 1994.
121
Credits
This project has been highly collaborative and involved the work of many other people in
the BioInstrumenation Lab. Below are listed the people (other than the author) who did
significant work on the components mentioned.
Applicator:
Design:
Early impedance testing:
Electrochemistry:
Electronics:
Heater creation:
Hydrolysis03.exe data acquisition code:
Impedance circuit and testing:
Machining:
Microneedle insertion testing:
Radioactive delivery into pig skin:
SEM micrographs:
Wilson Chan
Bryan Crane, Ian Hunter, and Peter Madden
James Tangorra
Ian Hunter and Peter Madden
Johann Burgert and Jan Malisek
Bobby Dyer
Wilson Chan
Laura Proctor
Peter Madden and Chris Scarpino
Wilson Chan
Cathy Hogan
Laura Proctor
122
Appendix A: G-code for machining pyramids on the HAAS
Example machining parameters (macparMar02.m):
% Machining Parameters
% This information is used to calculate
array and machining information for
use in arraycalc.m
% Parameter File determined by Aimee Angel
% Last updated 02 March 2001
% Ask user
for array
information
filename = 'macparMarO2.m';
filealreadyloaded = 'yes';
xlines
= 5;
and Peter Madden, March 2001
% name of this file.
%input('What is the desired number of lines in the x-direction?
I);
ylines
= 5; %input('What is the desired number of lines in the y-direction?
');
xspacing = 1.15; %input('What is the desired spacing in the
(mm)?
x-direction
') ;
yspacing
=
is the desired spacing in the y-direction
1.15; %input('What
(tmm)?
height = 1; %input('What is the desired needle height (mm)? ');
holes (mm)? ');
drilldepth = 0.6; %input('What is the depth of the drill
%input(;; ... )
peckdepth = 0.1;
for
moving above the part
zclearance = 5.0; %input('What is the zclearance
(mm)? ');
tipangle = 30.0;
= 0.06;
yholeoff = 0.00;
xholeoff
%input('What is the desired tip angle
(degrees)? ');
%input('What is the desired x-offset for the holes (mm)? ');
%input('What is the desired y-offset for the holes (mm)? ');
% Ask user for starting point
= 15.0; % input('What
xstart
center of the first needle
= 15.0; % input('What
ystart
is
the xstart
point
for the array
(mm)?
');
-
is
the ystart
point
for the array
(mm)?
');
-
center of the first needle
% input('What
zstart = 1.43;
pO
=
is
the material
thickness
(mm)
(z-direction)?
[xstart, ystart, zstart];
% Ask user to input the coordinates of the part offsets
% These offsets are measured at the corner where the blank is clamped
(for x
and y)
% and at
the surface upon which the blank is clamped
(for z)
xpartzerooffset = -14.321; %input('What is the value
the rotational centers coordinate system (mm)? ');
ypartzerooffset = -30.842; %input('What
(mm)? ');
123
for the x-offset
is the value for the y-offset
in
zpartzerooffset = 60.337;
%input('What is the value for the z-offset
(mm)?
');
ZeroOffset =
[xpartzerooffset, ypartzerooffset, zpartzerooffset];
ZtweakXCut = 0.186
ZtweakYCut = 0.186
% mm Z adjustment tweak value for x direction saw cut
% mm Z adjustment tweak value for y direction saw cut
% Ask user for machining information
clampcsys = 115; %input('What is the number of the coordinate system of
the clamp? ');
ABaxiscsys = 115; %input('What is the number of the coordinate system of
the AB-axis intersection? ');
drillnum = 2; %input('What tool number is the drill? ');
sawnum = 1; %input('What tool number is the saw? ');
drillspin = 5000; %input('What spindle speed would you like to use for
drilling (rpm)? ');
sawspin = 3000; %input('What spindle speed would you like to use for
sawing (rpm)? ');
drillfeed = 100.0; % input('What linear feed rate would you like to use
for drilling (mm/min)? ');
sawfeed = 1000.0; % input('What linear feed rate would you like to use for
sawing (mm/min)? ');
sawapproachfeed = 100.0 %
sawradius = 101.87/2; % input('What is the radius of the saw (in)? ');
sawthickness = 20*0.0254; %input('What is the saw thickness (mils)? ');
Matlab program to generate G-code for machining (SquarepyrO5.m):
%
%
%
%
%
%
squarepyr05.m
This program asks the user what sort of array he or she wants to
machine, then calculates the required spacing. The function,
transformAB, is then called to transform the individual points
into the machine coordinate system, and the points are written
to a .txt file for use in the HAAS.
% Program written by Aimee Angel, 13 February 2001
% Last update: 06 April 2001
% NOTES ON CHANGES (Peter Madden, Feb 28, 2001):
I changed the hole drilling
% 1) ABaxis coordinate system is no longer used.
%
section so that it uses the coordinate system with origin at the B axis.
% 2) I've changed the hole drilling section so that every hole has an output
line instead of using the drill repeat (L) code.
%
% Notes on Changes (Aimee Angel, 09 March 2001):
% 1) Removed user input section at the beginning of the program.
User must load parameter file before running program.
%
% Notes on Changes (Aimee Angel, 05 April 2001) (squarepyr05.m):
% 1) Put in j counter to divide cutting depth into several passes, as
specified
%
by the parameter, cutdiv
% 2) MOO sections removed
124
% Hole Drilling Section
% Print program identification and machining info to
file, hole-array0l.txt
fid = fopen('hole-arrayO1.txt','w');
fprintf(fid, '%%\r\n'); % print out a single % sign
fprintf(fid, '( Pyramid Drilling Program in Square Pyramids)\r\n');
fprintf
(fid, '( )\r\n');
fprintf (fid, '( Generated automatically... )\r\n');
fprintf(fid, ['( Parameter file name: ',filename, ')\r\n']);
fprintf(fid, '( Generator file name: squarepyr05.m )\r\n');
fprintf
(fid, '( Generator written by Aimee Angel and Peter Madden, Feb 2001
)\r\n');
)\r\n
(fid,
fprintf
(Last Change: ',DATESTR(NOW), ' )\r\n']);
(fid,
fprintf
) \r\n'
fprintf(fid,
HOLE ARRAY: )\r\n');
fprintf(fid,
XStart = %3.3f
)\r\n',xstart+xholeoff);
(fid,
fprintf
YStart = %3.3f
art+yholeoff);
(fid,
fprintf
) \r \n'
ZStart = %3.3f
art);
) \r \n'
(fid,
fprintf
Xlines
=
%2.
Of
nes);
\r
\n'
)
(fid,
fprintf
Ylines
=
%2.
Of
nes);
\n'
\r
)
(fid,
fprintf
XSpacing = %3.3f
spacing);
\r\
fprintf(fid,
YSpacing = %3.3f
spacing);
\r\
(fid,
fprintf
Needle Height = %3 f
\n' ,height);
(fid,
fprintf
Hole depth = %3 3f
,drilldepth);
(fid,
fprintf
Peck
depth
3f
=
%3
, peckdepth);
fprintf(fid,
)\r\n');
fprintf(fid,
MACHINING PARAMETERS: )\r\n')
(fid,
fprintf
)\r\n',clampcsys);
Coordinate System -clamp = G%1.Of
(fid,
fprintf
Drill tool number = %1.Of
)\r\n',drillnum);
fprintf(fid,
Saw tool number = %1.Of
,sawnum);
\r\n'
(fid,
fprintf
=
%1.Of
)\r\n',drillspin);
Driling
Spindle
Speed
[rpm]
(fid,
fprintf
)\r\n',sawspin);
=
%1.Of
[rpm]
Speed
Sawing
Spindle
(fid,
fprintf
)\r\n',drillfeed);
Drilling Feedrate [mm/min] - %1.Of
fprintf (fid,
)\r\n',sawfeed);
Sawing Feedrate [mm/min] = %1.Of
(fid,
fprintf
Saw Radius [mm] = %1.1f
\r\n',sawradius);
(fid,
fprintf
Saw Thickness [mm] = %3.3f
)\r\n',sawthickness);
(fid,
fprintf
)\r\n');
fprintf (fid,
)\r\n');
(f id,
f printf
% Write machine initialization information to file
fprintf(fid, 'G%1.Of G90\r\n',clampcsys);
clamp
fprintf(fid,'TO%1.Of M06\r\n',drillnum);
fprintf(fid,'MO8\r\n');
fprintf(fid,'G43 HO%1.Of\r\n',drillnum);
this tool
fprintf(fid,'S%1.Of MO3 \r\n',drillspin);
' ( )\r\n');
(fid,
fprintf
% Move to the
starting point of the array
fprintf(fid,'GOO Z50.0\r\n');
125
% Set coordinate system for
% Set tool number
% Turn coolant on
% Load tool length offset for
% Set & turn on spindle
(but leave clearance
in z-dir)
fprintf(fid, 'GOO X%3.3f Y%3.3f\r\n', (xstart+xholeoff+xpartzerooffset),
(ystart+yholeoff+ypartzerooffset));
fprintf(fid, 'GOO Z%3.3f\r\n', (zstart+zclearance));
fprintf(fid,'( )\r\n');
-6
Move back away from starting point because of the way G81 works
Start loop for canned drilling cycle, G83
F is drilling feedrate (mm/min)
Z is the location of the bottom of the holes in the z dir
L is the number of holes in the x-dir
I distance to cut into piece on first cut
J each successive drill after the first peck drills J less material
K minimum amount of material to drill on the pecks.
-6
% G80 cancels the drilling cycle.
% For loop counts through lines in the y-dir and the x-dir
% note already at position for first hole
fprintf(fid,'G83 F%1.1f I%3.3f J%3.3f K%3.3f Z%3.3f LO\r\n',drillfeed,
zclearance - 4*peckdepth, zclearance, peckdepth, (zstart-drilldepth));
for i=(O:1:ylines-1)
fprintf(fid, '( Row number %2.0f. )\r\n', i+1);
for j = (0:1:xlines-1)
'X%3.3f
fprintf(fid,
Y%3.3f\r\n', (xpartzerooffset+xstart+xholeoff+j*xspacing),
(ypartzerooffset+ystart+i*yspacing+yholeoff));
end
end
fprintf(fid,'G80\r\n');
I ( )\r\n');
fprintf(fid,
% Stop the auto-drilling
fprintf(fid,'G53 GOO Z110.0\r\n');
% Move to Z110.0 in the machine
coordinate system, G53
fprintf(fid,
( )\r\n');
% Turn coolant off
fprintf(fid,'M09\r\n');
fprintf(fid,'M05\r\n');
( )\r\n');
fprintf(fid,
% Turn spindle off
% Cut Pyramids!
% Print program identification and machining info
to file, pyr-arrayOl.txt
fid2 = fopen('pyr-arrayO1.txt','w');
% print out a single % sign
fprintf(fid2, '%%\r\n');
fprintf(fid2,'( %2.Of Degree Square Pyramid Cutting Program )\r\n',tipangle);
(fid2, '( )\r\n');
fprintf
fprintf(fid2,'(
fprintf(fid2, ['(
Generated automatically...
Parameter file name:
)\r\n');
',filename,
)\r\n']);
fprintf(fid2,'( Generator file name: squarepyrO5.m )\r\n');
fprintf(fid2, ' ( Generator written by Aimee Angel and Peter Madden, Feb 2001
)\r\n');
fprintf(fid2,'(
fprintf(fid2, ['(
fprintf(fid2,
)\r\n');
Last Change:
',DATESTR(NOW),
( )\r\n');
126
'
)\r\n']);
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,
fprintf(fid2,
fprintf(fid2,
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2, (
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
PYRAMID ARRAY: ) \r\n')
XStart = %3.3f
YStart = %3.3f
ZStart = %3.3f
Xlines = %1.Of
Ylines = %1.Of
XSpacing = %3. 3f
YSpacing = %3. 3f
;
)\r\n',xstart);
)\r\n',ystart);
)\r\n' ,zstart);
)\r\n',xlines);
)\r\n',ylines);
)\r\n',xspacing);
)\r\n',yspacing);
)\r\n',height);
Needle Height = %3.3f
)\r\n',cutdiv);
Number of Pass es to Cut Needles = %1.Of
)\r\n',tipangle);
Included Tip A ngle = %3.3f
)\r\n');
MACHINING PARAME TERS:
)\r\n');
)\r\n',clampcsys);
Coordinate Sys tem -clamp- = G%1.Of
)\r\n',drillnum);
Drill tool num ber = %1.Of
)\r\n',sawnum);
Saw tool numbe r = %1.Of
)\r\n',drillspin);
Driling Spindl e Speed [rpm] = %1.Of
)\r\n',sawspin);
Sawing Spindle Speed [rpm] = %1.Of
)\r\n',drillfeed);
Drilling Feedr ate [mm/min]= %1.lf
)\r\n',sawfeed);
Sawing Feedrat e [mm/min] = %1.lf
= %1.1f
)\r\n',sawradius);
Saw Radius [mm
)\r\n',sawthickness);
Saw Thickness [mm] = %3.3f
\r\n'
);
)\r\n', ZtweakXCut);
ZtweakXCut [mm = %3.3f
)\r\n', ZtweakYCut);
ZtweakYCut [mm = %3.3f
)\r\n');
)\r\n');
% Set up machining parameters
fprintf(fid2,'G%1.Of G90\r\n',clampcsys);
fprintf(fid2, 'TO%1.Of M06\r\n',sawnum);
tool
fprintf(fid2,'G43 HO%1.Of\r\n',sawnum);
fprintf(fid2,'S%1.Of M03 \r\n',sawspin);
fprintf(fid2,'F%l.lf\r\n',sawfeed);
fprintf(fid2,'M08\r\n');
fprintf(fid2,'( )\r\n');
fprintf(fid2,'G53 GOO Z110.\r\n');
fprintf(fid2,'G53 GOO Y-400.\r\n');
%Set A-axis angle:
% Set coordinate system for clamp
% Set tool number for saw & change
%
%
%
%
Set Tool length offset
Set & turn on spindle
Set linear feedrate for sawing
Turn coolant on
it will remain constant throughout machining process
alphadeg=(-(90-(tipangle/2)));
fprintf(fid2,'GOO A%3.3f\r\n',alphadeg);
% Pass 1: Pyramid is tipped away, B axis is not
% Pyramid is machined by bottom of saw blade
rotated
betadeg=0;
)\r\n');
Start Cutting Lines: Pass 1, Alpha = %3.3f, Beta = %3.3f
)\r\n',alpha_deg,beta_deg);
origin = transformAB([0,0,zstart], alpha_deg, betadeg, Zerooffset);
fprintf(fid2,'(
fprintf(fid2,'(
fprintf(fid2,'(
Origin:
X
=
%3.3f
Y =
%3.3f
)\r\n',origin(l),origin(2),origin(3));
127
Z =
%3.3f
fprintf(fid2,'( )\r\n');
fprintf(fid2,'G53 G00 Y-400.\r\n');
fprintf(fid2,'G53 GOO Z110.\r\n');
fprintf(fid2,'GOO B%3.3f\r\n',beta-deg);
fprintf(fid2,
'(
)\r\n');
% ZtweakXCut -
adjusts the Zoffset for the X cut only...
for i=(1:1:ylines)
fprintf(fid2,'(
)\r\n');
fprintf(fid2,'(
Line Number %1.Of
of %1.0f
for Alpha
=
%3.3f
and Beta
=
%3.3f )\r\n',i,ylines,alphadeg,beta_deg);
fprintf(fid2,'( )\r\n');
fprintf(fid2,'S%l.of\r\n',sawspin);
fprintf(fid2,'( )\r\n');
for
j=(1:1:cutdiv)
xL = (xstart-5);
xR =
zin =
zout=
yin =
(xstart+5+xlines*xspacing);
zstart-j*height/cutdiv;
zstart+zclearance;
(ystart+j*height*tan( (tipangle/2)
yout
=
*(2*pi/360)
)/cutdiv+yspacing* (i-
1));
(ystart-zclearance*tan((tipangle/2)*(2*pi/360))+yspacing*(i-1));
at the
% Point 1 in line cutting:
into material
left side of
the
array, not yet cutting
pL1 = [xL, yout, zout];
pL1T = transformAB(pLl, alphadeg, betadeg, ZeroOffset);
fprintf(fid2,'GOO X%3.3f\r\n',pL1T(1));
fprintf(fid2,'GOO Z%3.3f\r\n',pL1T(3)+ZtweakXCut);
fprintf(fid2,'G00 Y%3.3f\r\n',pL1T(2)-sawradius);
(fid2, ' ( ) \r\n');
fprintf
%Point
2
in line cutting:
at the
left side of
the array, cut
in to
-height
of needle
pL2 = [xL, yin, zin];
pL2T = transformAB(pL2, alphadeg, beta deg, ZeroOffset);
fprintf(fid2,'F%l.lf\r\n',sawapproachfeed);
fprintf(fid2,'G01 X%3.3f Y%3.3f Z%3.3f\r\n',pL2T(1),pL2T(2)-
sawradius,pL2T(3)+ZtweakXCut);
% Point
3 in line cutting:
at the right
side of the array, cut
in to
-
height of needle
pRI = [xR, yin, zin];
pR1T = transformAB(pRl, alphadeg, beta-deg, ZeroOffset);
fprintf(fid2,'F%l.lf\r\n',sawfeed);
fprintf(fid2,'G01 X%3.3f Y%3.3f Z%3.3f\r\n',pR1T(1),pR1T(2)-
sawradius,pR1T(3)+ZtweakXCut);
% Point
material
pR2 =
4 in
line cutting:
at the right
[xR, yout, zout];
128
side of
the array, not pentrating
pR2T = transformAB(pR2, alphadeg, betadeg, ZeroOffset);
fprintf(fid2,'G01 X%3.3f Y%3.3f Z%3.3f\r\n',pR2T(1),pR2T(2)sawradius,pR2T(3)+ZtweakXCut);
% Rapid return to line origin (Point 1)
fprintf(fid2,'GOO X%3.3f Y%3.3f Z%3.3f\r\n',pL1T(1),pLlT(2)sawradius,pL1T(3)+ZtweakXCut);
)\r\n');
fprintf(fid2,'(
end
end
fprintf(fid2,
I
( )\r\n');
fprintf(fid2,'G53
y-direction
fprintf(fid2,'(
% Pass 2:
% Move tool out of way in the
GOO Y-400.\r\n');
)\r\n');
Pyramid is tipped away, B axis is rotated 90 degrees
betadeg=(-90);
fprintf(fid2,'(
)\r\n');
fprintf(fid2,'(
Start Cutting Lines:
)\r\n',alpha_deg,beta_deg);
origin = transformAB([0,0,zstart],
fprintf(fid2,'( Origin:
X
=
%3.3f
Alpha = %3.3f,
Pass 3,
Beta =
%3.3f
alpha_deg, betadeg, ZeroOffset);
Y = %3.3f
Z
=
%3.3f
)\r\n',origin(1),origin(2),origin(3));
fprintf(fid2,'( )\r\n');
fprintf(fid2,'G53 GOO Y-400.\r\n');
fprintf(fid2,'GOO B%3.3f\r\n',beta_deg);
( )\r\n')
fprintf(fid2,
for i=(1:1:xlines)
fprintf(fid2,'( )\r\n');
fprintf(fid2,'( Line Number %1.Of of %1.0f
%3.3f )\r\n',i,xlines,alphadeg,beta_deg);
' ( )\r\n');
fprintf(fid2,
fprintf(fid2,'S%l.of\r\n',sawspin);
( )\r\n')
fprintf(fid2,
for Alpha
=
%3.3f and Beta
=
for j=(1:1:cutdiv)
yL = (ystart-5);
yR = (ystart+5+ylines*yspacing);
zin = zstart-j*height/cutdiv;
zout= zstart+zclearance;
xin = (xstart+j*height*tan((tipangle/2)*(2*pi/360))/cutdiv+xspacing*(i-1));
xout = (xstart-zclearance*tan(-(tipangle/2)*(2*pi/360))+xspacing*(i1));
% Point 1 in line
into material
cutting:
at
the left
side of the
array, not yet cutting
pL1 = [xout, yL, zout];
pL1T = transformAB(pLl, alphadeg, betadeg, ZeroOffset);
fprintf(fid2,'G00 X%3.3f\r\n',pL1T(1));
129
fprintf(fid2,'GOO Z%3.3f\r\n',pL1T(3)+ZtweakYCut);
fprintf(fid2,'GOO Y%3.3f\r\n',pL1T(2)-sawradius);
fprintf(fid2,'( )\r\n');
%Point 2 in line cutting: at the left side of the array, cut in to -height
of needle
pL2 = [xin, yL, zin];
pL2T = transformAB(pL2, alphadeg, betadeg, ZeroOffset);
fprintf(fid2,'F%l.lf\r\n',sawapproachfeed);
fprintf(fid2,'GO1 X%3.3f Y%3.3f Z%3.3f\r\n',pL2T(1),pL2T(2)sawradius,pL2T(3)+ZtweakYCut);
% Point 3 in line cutting: at the right side of the array, cut in to height of needle
pR1 = [xin, yR, zin];
pR1T = transformAB(pRl, alphadeg, betadeg, ZeroOffset);
fprintf(fid2,'F%l.lf\r\n',sawfeed);
fprintf(fid2,'GO1 X%3.3f Y%3.3f Z%3.3f\r\n',pR1T(1),pR1T(2)sawradius,pR1T(3)+ZtweakYCut);
% Point 4 in line cutting: at the right side of the array, not pentrating
material
pR2 = [xout, yR, zout];
pR2T = transformAB(pR2, alphadeg, betadeg, ZeroOffset);
fprintf(fid2,'G01 X%3.3f Y%3.3f Z%3.3f\r\n',pR2T(1),pR2T(2)sawradius,pR2T(3)+ZtweakYCut);
% Rapid return to line origin (Point 1)
fprintf(fid2,'GOO X%3.3f Y%3.3f Z%3.3f\r\n',pL1T(1),pL1T(2)sawradius,pL1T(3)+ZtweakYCut);
fprintf(fid2,'( )\r\n');
end
end
)\r\n');
fprintf(fid2,'(
fprintf(fid2,'G53 GOO Y-400.\r\n');
y-direction
)\r\n')
fprintf(fid2,'(
% Move
tool out of way in the
% Pass 3: Pyramid is tipped away from operator, B axis is rotated by 180
degrees
% Pyramid is machined by bottom of blade
betadeg=-180;
fprintf(fid2,'( )\r\n');
fprintf(fid2,'( Start Cutting Lines: Pass 2, Alpha = %3.3f, Beta = %3.3f
)\r\n',alpha_deg,beta_deg);
origin = transformAB([O,0,zstart], alpha_deg, betadeg, ZeroOffset);
fprintf(fid2,'( Origin: X = %3.3f Y = %3.3f Z = %3.3f
)\r\n',origin(1),origin(2),origin(3));
( )\r\n');
fprintf(fid2,
fprintf(fid2,'G53 GOO Y-400.\r\n');
fprintf(fid2,'GOO B%3.3f\r\n',beta_deg);
130
fprintf(fid2,'(
)\r\n');
for i=(1:1:ylines)
)\r\n');
fprintf(fid2,'(
Line Number %1.Of of %1.Of for Alpha
fprintf(fid2,'(
%3.3f )\r\n',i,ylines,alphadeg,beta_deg);
fprintf(fid2,
'( )\r\n');
fprintf(fid2,'S%l.of\r\n',sawspin);
fprintf(fid2,'( )\r\n');
=
%3.3f and Beta
=
for j=(1:1:cutdiv)
xR = (xstart-5);
xL = (xstart+5+xlines*xspacing);
zin = zstart-j*height/cutdiv;
zout= zstart+zclearance;
yin = (ystart+j*height*tan((tipangle/2)*(2*pi/360))/cutdiv+yspacing*(i-1));
yout = (ystart-zclearance*tan((-tipangle/2)*(2*pi/360))+yspacing*(i1));
% Point
1
in line
at the left side
cutting:
of the array, not yet cutting
into material
pL1 = [xL, yout, zout];
pL1T = transformAB(pLl, alphadeg, betadeg, ZeroOffset);
fprintf(fid2,'G00 X%3.3f\r\n',pLlT(1));
fprintf(fid2,'G00 Z%3.3f\r\n',pLlT(3)+ZtweakXCut);
fprintf(fid2,'G00 Y%3.3f\r\n',pL1T(2)-sawradius);
'(
)\r\n');
fprintf(fid2,
%Point 2 in
line cutting:
at the left
side
of the
array, cut in to -height
of needle
pL2 = [xL, yin, zin];
pL2T = transformAB(pL2, alphadeg, betadeg, ZeroOffset);
fprintf(fid2,'F%l.lf\r\n',sawapproachfeed);
fprintf(fid2,'G01 X%3.3f Y%3.3f Z%3.3f\r\n',pL2T(1),pL2T(2)-
sawradius,pL2T(3)+ZtweakXCut);
% Point
3
in line
cutting:
at the right
side of
height of needle
pR1 = [xR, yin, zin];
pR1T = transformAB(pRl, alphadeg, betadeg,
fprintf(fid2,'F%l.lf\r\n',sawfeed);
the array, cut
in
to -
ZeroOffset);
fprintf(fid2,'G01 X%3.3f Y%3.3f Z%3.3f\r\n',pR1T(1),pR1T(2)-
sawradius,pR1T(3)+ZtweakXCut);
% Point
material
4
in line
cutting:
at the
right side of
the array, not pentrating
pR2 = [xR, yout, zout];
pR2T = transformAB(pR2, alphadeg, beta deg, ZeroOffset);
fprintf(fid2,'G01 X%3.3f Y%3.3f Z%3.3f\r\n',pR2T(1),pR2T(2)-
sawradius,pR2T(3)+ZtweakXCut);
131
% Rapid return to
line origin
(Point 1)
fprintf(fid2,'GOO X%3.3f Y%3.3f Z%3.3f\r\n',pL1T(1),pL1T(2)sawradius,pL1T(3)+ZtweakXCut);
fprintf(fid2, ' ( )\r\n');
end
end
fprintf(fid2,'( )\r\n');
fprintf(fid2,'G53 G00 Y-400.\r\n');
y-direction
fprintf(fid2,'( )\r\n');
% Pass 4:
% Move tool out of way in the
Pyramid is tipped toward operator,
B axis is rotated
90 degrees
betadeg=(-270);
fprintf(fid2,'(
)\r\n');
fprintf(fid2,'(
Start Cutting Lines:
)\r\n',alpha_deg,betadeg);
origin = transformAB([0,0,zstart],
fprintf(fid2,'(
Origin:
X
=
%3.3f Y
Pass 4,
Alpha
=
%3.3f,
Beta = %3.3f
alpha_deg, betadeg, ZeroOffset);
=
%3.3f Z =
%3.3f
)\r\n',origin(1),origin(2),origin(3));
fprintf(fid2,'( )\r\n');
fprintf(fid2,'G53 GOO Y-400.\r\n');
fprintf(fid2,'G00 B%3.3f\r\n',beta-deg);
fprintf(fid2,'( )\r\n');
for i=(1:1:xlines)
fprintf(fid2,'( )\r\n');
( Line Number %1.Of of %1.Of for Alpha
fprintf(fid2,
%3.3f )\r\n',i,xlines,alphadeg,beta_deg);
fprintf(fid2,'( )\r\n');
fprintf(fid2,'S%l.of\r\n',sawspin);
fprintf(fid2,'( )\r\n');
=
%3.3f and Beta
=
for j=(1:1:cutdiv)
yR =
yL =
zin =
zout=
xin =
(ystart-5);
(ystart+5+ylines*yspacing);
zstart-j*height/cutdiv;
zstart+zclearance;
(j*height*tan( (tipangle/2)
(xstart+
xout
=
)/cutdiv) +xspacing* (i-
*(2*pi/360)
1));
(xstart-zclearance*tan((tipangle/2)*(2*pi/360))+xspacing*(i-1));
% Point 1 in
into material
line cutting:
at the left
side of
the
array, not yet cutting
pL1 = [xout, yL, zout];
pL1T = transformAB(pLl, alphadeg, betadeg, ZeroOffset);
fprintf(fid2,'GOO
X%3.3f\r\n',pLlT(l));
fprintf(fid2,'GOO Z%3.3f\r\n',pLlT(3)+ZtweakYCut);
fprintf(fid2,'GOC Y%3.3f\r\n',pL1T(2)-sawradius);
' ( )\r\n');
fprintf(fid2,
132
%Point 2
of needle
in line cutting:
at the left
side of
the array, cut
in to
-height
pL2 = [xin, yL, zin];
pL2T = transformAB(pL2, alphadeg, betadeg, ZeroOffset);
fprintf(fid2, 'F%l.lf\r\n',sawapproachfeed);
fprintf(fid2,'GO1 X%3.3f Y%3.3f Z%3.3f\r\n',pL2T(1),pL2T(2)-
sawradius,pL2T(3)+ZtweakYCut);
% Point 3
in line cutting:
at the right side of
the array, cut
in to
-
height of needle
pR1 = [xin, yR, zin];
pRIT = transformAB(pRl, alphadeg, beta-deg, ZeroOffset);
fprintf(fid2,'F%l.lf\r\n',sawfeed);
fprintf(fid2,'GO1 X%3.3f Y%3.3f Z%3.3f\r\n',pR1T(1),pR1T(2)-
sawradius,pR1T(3)+ZtweakYCut);
% Point 4 in
material
line cutting:
at the right side of
the
array, not pentrating
pR2 = [xout, yR, zout];
pR2T = transformAB(pR2, alphadeg, beta deg, ZeroOffset);
fprintf(fid2,'GO1 X%3.3f Y%3.3f Z%3.3f\r\n',pR2T(1),pR2T(2)-
sawradius,pR2T(3)+ZtweakYCut);
% Rapid return to line origin (Point 1)
fprintf(fid2,'G00 X%3.3f Y%3.3f Z%3.3f\r\n',pL1T(1),pL1T(2)-
sawradius,pL1T(3)+ZtweakYCut);
fprintf(fid2,'( )\r\n');
end
end
fprintf(fid2,'(
)\r\n');
fprintf(fid2,'G53
GOO Y-400.\r\n');
% Move tool out of way
GOO
% Move tool
in the
y-direction
fprintf(fid2,'G53
z-direction
fprintf(fid2,'(
% Return A-axis
Z110.\r\n');
out of way in the
)\r\n');
to flat plane, B-axis to
zero
fprintf(fid2,'M09\r\n');
fprintf(fid2,'( )\r\n');
fprintf(fid2,'G00 AO.000 BO.000\r\n');
fprintf(fid2,'( )\r\n');
% Turn coolant off
fprintf(fid2,'M05\r\n');
fprintf(fid2,'( )\r\n');
% Turn spindle off
% Mill around pyramids?
% Close
Programs and Rewind
fprintf(fid,'( )\r\n');
( )\r\n');
(fid,'
fprintf
fprintf(fid,'M30\r\n');
133
fprintf(fid, '%%\r\n');
% Print out
a
single %
sign
fprintf(fid2,
( )\r\n');
fprintf(fid2,'( )\r\n');
fprintf(fid2,'M30\r\n');
fprintf(fid2,'%%\r\n');
% Print out
a
single %
sign
% Close file after all information is written to it
disp(' ');
disp('All information written to files, hole-array0l.txt and pyrarray0l.txt!');
status = fclose(fid);
status = fclose(fid2);
134
Appendix B: Needle failure calculations (using MathCad)
Failure Calculations for Tubing:
(needle-failuremodes.mcd)
Geometry of needles:
Length of tubing
L := 5mm
Di:= 76.2-106-m
Inner diameter of the tubing
Do:= 101.2x 10 6m
Outer diameter of the tubing
6
Use smallest wall tubing
for failure calculations
ACS :=.(D0 2 _ Di2)
Cross-sectional area of the tubing
ACS = 3.483x 10
Di
7 . DO464-
m2
)
Second moment of inertia for the tubing
Izz =0 X I0 M4
Pt:= 10Pa
Patm:= 10132-Ta
Maximum pressure inside the tube
Atmospheric pressure
Material properties of 304 Stainless Steel:
Es:= 193.10 9Pa
ay
241.106Pa
at := 607-10 Pa
Young's Modulus - page 12-147 Lide
Yield strength - page 5-34 Mantell (35,000 psi)
Tensile strength - page 5-34 Mantell (88,000 psi)
135
Buckling of thin-walled cylinders:
2
7n -F-zz
Pbuck(En) :=
2
Pbuck(Ess) = 0.266N
Critical buckling force for stainless steel
Failure due to fracture:
'frac := 'y-ACS
Stress at which needle will fracture
afrac = 0.839N
Cylindrical Pressure Vessel:
Pt-(Di2 + D2) - 2Pa-D.2
atan
-
D 2 - Di2
Maximum tangential stress
Utan =3.15x 10 Pa
r
Pt
t > am
Maximum radial stress
r: Pt
Or =
1 Pa
136
Appendix C: Capacitor/Heater Calculations (using MathCad)
Capacitor/Heater Calculations:
(cap-heater-calcs.mcd)
Constants:
P water : 1000- 3
m
Density of Water
P steam := .5863 3
m
Density of Steam at 380K
Cpwater:= 4.217103 JK
Specific heat of water at 273.15 and 373.15 K
kg-K
hfg:= 2.2571 66 J
fg
kg
Rc:= 17-10
-9
n)m
Heat of Vaporization for saturated water at 373.15 K
Resistivity of Copper
137
Volume of Drug to be injected:
Vdrug := 10(.16- 6L
Water to be vaporized:
Vwater:=1.10
Volume of water to be vaporized
L
Mwater:= Vwater'P water
Mwater = I x 16-
6kg
Mass of water to be vaporized
Corresponsing steam volume & mass:
Msteam := Mwater
Mass of steam (conservation of mass)
Msteam
x1-
6 kg
Msteam
Vsteam
P steam
Volume of steam
Vsteam = 1.706x 10 3 L
Energy Required for Vaporization:
Ti:= 293.15C
Tvap
373.1
Evap
cpwater(Tvap - Ti)-Mwater + hg Mwater
Initial temperature of water
Temperature of vaporization
Energy of Vaporization
Evap
= 2.594J
138
Capacitor Specifications:
Ccap =4F
Capcitance of PC5 Capacitor
Vc:= 2.5V
cap
Voltage of PC5 Capacitor
1
Ecap :=
Ecap
=
2
Ccap-Vcap
Total energy in PC5 Capacitor
12.5J
Determining the optimal resistance of the heating coil:
Time required to vaporize water
tvap :=1s
Evap
Powervap : tvap
Powervap
0.259W
Powervap
V
a
cap
T
vap*
Ivap
=
Power required to vaporize wate r
Current required to vaporize wa te
0.104A
Vcap
Ivap
Optimal resistance of heating c il
RH = 24.0910
Geometry of Traces:
w:= 10016- 6m
width of trace
t:= 17-10 6m
thickness of trace
AC:= w-t
cross sectional area of trace
Ac = 1.7x 10 9m2
Coil resistance per length:
Rc
Ac
R, = 10-
m
n
139
Desired Resistance:
RH = 24.091I
Required Length of Coil:
RH
Lcoil=
R
Lcoil = 2.409m
Energy required to pump drug into skin:
Experimentally determined flow rate
through one needle
-6L
1I10 6
S
Qneedle
Number of needles in limpet
N"l'needles :
Qneedle- Nufneedles
Qlimpet
3
9m
Qlimpet = 4 x 1t
Flow rate through entire limpet
S
Vdumg
Qiimpet
Time required to pump out drug
tpump = 25s
Epump
Epump
Evap
=
+
Vcap 'vap tpump
Energy required to pump out drug
if heater is left on for entire time.
9.08J
140
Appendix D: Membrane deflection (using MathCad)
Membrane Deflection Calculations
(membrane-deflection.mcd)
Hermida, A. Deflection of a Circular Membrane Under Differential Pressure. Goddard Space Fligt
Center, Greenbelt, Maryland. Technical Support Package: Mechanics, 121. 1998.
-3
a:=8-10 m
Radius of the clamping edge
wo
Maximum membrane delflection
Em:= 4.21
Young's Modulus for membrane (silicone rubber)
Pa
hm:= 51&1
Thickness of the membrane
6m
Vm:= 0.48
Poissson's ratio (silicone rubber)
q := 6.3. 10 Pa
Differential pressure across membrane
r:= -a,(-a + .000n).. a
Define range variable, r (radial coordinate)
The displacements of the membrane under load are initially assumed to be of the form:
w(r) = w .[ 1
and
_
u(r) = [r.(a - r).(c, + c 2 'r)]
Radial strain Is defined by:
EFr)
=
u(r)
[dr
+
w(r)
2 dr
_
Transverse strain is defined by:
et(r) =
r
(Ur)
Strain energy associated with deflecting the membrane:
V-r)h
(r(T)2
I-V
_0
+
t(r) 2 +
(Eq. 5)
2v- r()-Et(r))rdrl
_
141
Substituting in the right sides of first four equations for the corresponding terms in Eq. 5
and imposing the requirements that:
dV=O
dci
d V=o
dc 2
The change in work done by the differential pressure acting through a virtual
displacement equals the change in strain energy associated with the virtual displacement.
If the virtual displacement is chosed to be Sw a 8wo, then this requirement is expressed
by the equation:
-a
-2
-V.w
0
)rdr
= 2(Iq.8wo
W
dwo
where q is the differential pressure on the membrane. The solution for maximum
displacement is:
661 vm2 1)
2. (2791-vM2
-
4250vm - 7505)
wo =-1.502x 10 3 m
w01:= -a-a-
2
w(r):= w [
0
-5 -104
w(r)
-0.001
-0.0015
-0.002
-0.005
0
142
0.005
Appendix E: Flow calculations (using MathCad)
(flow-theory-stepwise.mcd)
Flow rate calculations - Theory
Needle Geometry
Di:= 51.&10-6 m
Inner diameter of needles
Do := 101.610 6
Outer diameter of needles
Length of needle
10mm
Nn := 2
Number of needles
Vdrug := 100610- 6L
Volume of drug in limpet
Pump Geometry:
Vextra:= 20010-6 L
Volume in pump at start that is not filled with electrolyte
adrug := 8mm
Radius of drug divot
Constants
e := 1.610~ C
1.& ~1
2
6 22
NA := .0 051023
Charge on one electron
16
1l
Number of electrons/mole
mol
N-s
pdrug := 0.00089- 2
m
Dynamic viscosity of drug (water, in this case)
Patm:= 101.325103Pa
Atmospheric pressure
R := 0.0821- L-atm
K-mol
Gas constant
Treact := 30C(K
Temperature at which the reaction happens
Mwater := 18.016 --
Molecular mass of water
P water := 1000-L
L
Density of water
mol
143
Current, voltage input to pump:
V
:= 2.58V
Iin:= 9.2mA
tpoweron := 30
tfinal:= 500
t:=1, 2.. tfinal
.0
pump :=
for i E 0..
yi
for i
(tpoweron
-
1)
1
-
OmA
E
tpoweron .. (tjfnJ
.5:
6
Yi +-- 6
y
'ump=
0.01
I
I
Pu mp t.005
0
14'
0
200
400
Time (s)
Energytot :=
7
for i e 1.. tfinal
E +- p ump -Vpump- s
Etot 0 +-0
Etot.i +- ot (
t(i-i)
+ Ei
EFtOt
ttfinal
144
-0
0
0
0
0
0
0
0
0 A
0
0
0
0
0
0
0
0
Gas Production to get flow through the needles:
Chemical reation uses 2 molecules of H 20 to produce I molecule of 0 2 and 2 molecules
of H2 per 4 electrons:
3
n
e
Number of molecules of gas produced per electron
Number of molecules of electrolyte used per electron
ne e :
ngc
-ge
gce.NA
Number of moles of gas produced per Coulomb
gc
7.784x 1- 6 mol
C
ng(t) : ngc'pump-t
Total number of moles of gas produced up to time t
ne e
nec : neNA
nec
5.189x
ec
Number of moles of electrolyte used per Coulomb
10-6 mol
C
145
Estimation of Pressures that have to be overcome to create flow:
Surface Tension in needle :
Ywatertoair:= 0.073
Air to water interface surface tension at 20C
m
:= Ywatertoair
Di
P
Equation to estimate the surface tension at the air to
water interface in the needle - must be overcome to
begin flow out of needle
Pressure required to overcome surface tension in needle
Pressure required to fully deflect membrane
adrug = 8
x
:
Radius of the clamping edge in drug vial
10--3m
wo d:= 1.5.16 3m
Maximum membrane delfiection (desired)
En:= 4.2.10 Pa
Young's Modulus for membrane (silicone rubber)
hm:= 51m1-
Thickness of the membrane
6
Poissson's ratio (silicone rubber)
vm:= 0.48
661 vm2 _I)
a
2. 2791-vm2 -
42
50vm - 7505)
Maximum membrane deflection from driving pressure (P
mom) and material properties
'mem-adrug
we =--drg
9J Em-hm
Solve for P mom to determine the pressure requried, P deflect, to push membrane down to
max deflection, w od:
Pdeflect := wod3
hm
4
adrug -x
3
Ideflect,
146
6.269x 14?Pa
Flow calculations:
How the flow out is calculated (in equations and words):
Equations:
1) Pi = Patm + Pst + Pmem
2) PpumpVopen = nRT
3
Pressure that mus
Ideal Gas Law for pump cavity
Pressure drivi
) AP = Ppump - Pi
4
4) Q = dV/dt = (AP7rD )/128gL Hagen Poiseulle Equation for flow in a cylinder
Set the initial conditions (and describe what variable names mean):
Velused 0 := 0
p ump= Patm
Volume of electrolyte used
Pressure in the pump (electrolyte cavity)
Vout 0 := 0
Volume that has flowed out of pump in last t
n pump= 0
Number of gas molecules created in pump
Vtot := 0
Total volume that has flowed out of pump
V s:=V
gas 0 ,extra
Volume inside pump top that holds gas
147
Equations/parameters used in calculating total pump flow out:
Calculate the total volume of electrolyte used at time t (must be iterated):
- 1) + nec'pump(t)-Mwater
Vel used(t) = Vel used(t
P water
Calculate open volume in pump top capable of holding created gas at time t (must be iterated):
Vopen(t) = Vextra + Velused -(t) + Vtot(t - 1)
Using ideal gas law, calculate initial moles of gas in the pump, based on V extra:
atm-Vextra
-
8.12 x10
npupi~~R T"pmpi=
RTreact
6
mol
Calculate number of moles of gas produced in pump for time t (must be iterated):
ng pump(t) = ngjpump(t - 1) + ngc'Iump(t)
Using ideal gas law, calculate pressure in the pump for time t (must be iterated):
P(t)
= (npumpi + ngpump(t))-Treact*R
Vopen t
Using Hagen-Poiseulle Equation, calculate volume flow out for time t (must be iterated):
4
Vout(t) = Nn{Ppump(t) - (Patm + Pst + Pdeflect)]7c-Di
12 &ipdrug'n
Calculate the total volume that has flowed out at any given time (must be iterated):
Vtot(t) = VtOt(t - 1) + Vout(t)
148
Loop involving equations used to calculate flow out of pump:
Vtot(Di)
for i
e 1.. tfinal
Velused 0 +- OL
PpumpO
+-
101323Ta
Vouto +- 0
n
4-UP
-O
ngpump0 +
Vtot 0 +-0
Vextra
Vgas 0
nec'9ump -Mwater*l-s
Velused +- Vel used
_) +
i-I)P
_
water
-
Vgas + Vgas 0 + Vel-used + Vtot.
Vgas
tot _
Vextra + Vdrug + Vel_ se
-
ng pump+
ngpump(
(npump_i
1)
'
+ ngc'pumpi-s
+ ng pump
) -*Treact R
pgas
Nn. [pump. - (Patm + Pst + Pdeflect
V
+-
Vout +-
0 if Vout <0
Vout +- 0 if Vtot _
Vdrug
Vtot +- Vtot
+ Vout.
i
(i-)
Vtot+
Vdrug if Vtot > Vdrug
Vtot
149
-- DJ4
'drug
Graph of predicted flows:
Pump 8: Total Volume Out
120
100
7--
pump8vol
80 '-9
10 Vtot(O.0000762m)t
10 Vtot(0.0000518m)t
-
/
60
-
/
IO99 Vtot(0.0000254m)t
40
20h-
-
0
0
100
300
200
pump8time, t
Time (s)
-
Experimental Data
Di = 76.2 um, Upper Limit
Di = 51.8 um, Tubing Spec.
-
-
Di = 25.4 um, Lower Limit
150
400
500
Appendix F: Visual Basic 6.0 code to take in data from microbalance and Agilent 34970A data acquisition system
sleep.cls:
Option Explicit
Private Declare Sub sleep Lib "kernel32" Alias "Sleep" (ByVal dwMilliseconds As Long)
Public Sub SleepMS(milliseconds As Long)
sleep milliseconds
End Sub
Hydrolysis3.frm:
Option Explicit
Dim A As Boolean
Dim i As Long 'loop iterations
Dim n As Long 'loop iterations
Dim cnt As Double 'timerl counter
Dim cnt2 As Double 'timer2 counter
Dim m1 As New sleep 'object for delay class
Dim DataArray(500, 7) As Double ' col 1: time, col 2:chan 101, col 3:chan 102 , col 4:chan 103,
col 5:chan 104, col 6:chan 121, col 7: mass scale
Dim vall As Double
Dim val2 As Double
Dim val3 As Double
Dim val4 As Double
Dim val5 As Double
Dim val6 As Double
Private Sub CommandIClick(Index As Integer)
Dim firstcomma As Integer
Dim secondcomma As Integer
Dim thirdcomma As Integer
Dim fourthcomma As Integer
Dim fifthcomma As Integer
Dim sixthcomma As Integer
Dim seventhcomma As Integer
Dim eighthcomma As Integer
Dim ninthcomma As Integer
151
Dim
Dim
Dim
Dim
Dim
Dim
Dim
Dim
Dim
Dim
Dim
Dim
Dim
Dim
Dim
Data As String 'data from output buffer
Datal As String 'time data
Data2 As String 'channel 101
Data3 As String 'channel 102
Data4 As String ' channel 103
Data5 As String 'channel 104
Data6 As String 'channel 121
Data7 As String ' mass scale
value 1 As Doubl
value2 As Doubl
value3 As Doubl
value4 As Doubl
value5 As Doubl
value6 As Doubl
value7 As Doubl
'This button queries all of the different data channels and outputs the current values to the
screen
'Set Scan list of
'PortA.Output = "ROUT:SCAN (@101,102,103,104,121)" + vbCrLf
channels
'Call ml.SleepMS(100)
'Set the numb er of sweeps to maximum
'PortA.Output = "TRIG:COUN 1" + vbCrLf
(50,000 counts)
'Call ml.SleepMS(100)
'PortA.Output = "DATA:REM? 5" + vbCrLf
'Begin scan
PortA.Output = "INIT" + vbCrLf
'Allow Operating System to respond to Stop button
DoEvents
Call ml.SleepMS(500)
PortA.Output = "FETC?"+ vbCrLf 'retrieve all data and from all channels and erase after!
'Allow Operating System to respond to Stop button
DoEvents
Call ml.SleepMS(500)
'Read Output Buffer as data
Data = PortA.Input
Call ml.SleepMS(1000)
'prompts balance to send a single weighing result
PortB.Output = "SI" + vbCrLf
immediately, regardless of stability
Call ml.SleepMS(500)
'Data from Output Buffer of Mass Scale
Data7 = PortB.Input
'Obtain numerical values only
Data7 = Mid(Data7, 7, 6)
'mass in mg
value7 = CDbl(Data7)
'Data = Right(Data, Len(Data) - 4) 'to get rid of some unwanted characters in data (depends on
whats in front)
152
firstcomma = InStr(1, Data, ",") 'locate firstcomma
secondcomma = InStr(firstcomma + 1, Data, ",") 'locate secondcomma
thirdcomma = InStr(secondcomma + 1, Data, ",") 'locate thirdcomma
fourthcomma = InStr(thirdcomma + 1, Data, ",")'locate fourthcomma
fifthcomma= InStr(fourthcomma + 1, Data, ",") 'locate fifthcomma
sixthcomma = InStr(fifthcomma + 1, Data, ",") 'locate sixthcomma
seventhcomma = InStr(sixthcomma + 1, Data, ",") 'locate seventhcomma
eighthcomma = InStr(seventhcomma + 1, Data, ",") 'locate eighthcomma
ninthcomma = InStr(eighthcomma + 1, Data, ",") 'locate ninthcomma
Datal = Mid(Data, firstcomma + 1, secondcomma - firstcomma - 1)
Data2 = Left(Data, firstcomma - 1)
value2 = CDbl(Data2)
'channel 101
Data3 = Mid(Data, secondcomma + 1, thirdcomma - secondcomma - 1)
value3
=
CDbl(Data3)
'channel 102
Data4 = Mid(Data, fourthcomma + 1, fifthcomma - fourthcomma - 1)
value4 = CDbl(Data4)
'channel 103
Data5 = Mid(Data, sixthcomma + 1, seventhcomma - sixthcomma - 1)
value5
=
CDbl(Data5)
'channel 104
Data6 = Mid(Data, eighthcomma + 1, ninthcomma - eighthcomma - 1)
value6 = CDbl(Data6)
'channel 121
Text2.Text = CStr(value2)
Text3.Text = CStr(value6)
Text4.Text = CStr(value2 * value6)
Text5.Text
Text6.Text
Text7.Text
Text8.Text
= CStr(value3)
= CStr(value7)
= CStr(value4)
= CStr(value5)
'PortA.Output
=
'mass flow in micro liter
"DATA:REM? 5" + vbCrLf
End Sub
Private Sub Command2_Click(Index As Integer)
Dim firstcom As Integer
Dim secondcom As Integer
Dim thirdcom As Integer
Dim fourthcom As Integer
Dim fifthcom As Integer
Dim sixthcom As Integer
Dim seventhcom As Integer
Dim eighthcom As Integer
153
Dim
Dim
Dim
Dim
Dim
Dim
Dim
Dim
Dim
ninthcom As Integer
D As String 'data from output buffer
Dl As String 'time data
D2 As String 'channel 101
D3 As String 'channel 102
D4 As String 'channel 103
D5 As String 'channel 104
D6 As String 'channel 121
D7 As String 'mass flow
Dim DataArray(500, 7) As Double ' col 1: time, col 2:chan 101, col 3:chan 102 , col 4:chan
103, col 5:chan 104, col 6:chan 121, col 7: mass scale
Dim vall As Double
Dim val2 As Double
Dim val3 As Double
Dim val4 As Double
Dim val5 As Double
Dim val6 As Double
Dim val7 As Double
'Set Scan list of
'PortA.Output = "ROUT:SCAN (@101,102,103,104,121)" + vbCrLf
channels
'Call ml.SleepMS(100)
'Set the numb -r of sweeps to maximum
'PortA.Output = "TRIG:COUN 1" + vbCrLf
(50,000 counts)
'Call ml.SleepMS(100)
cnt = 0
cnt2 = 0
'Set Timeri counter to 0
'Set Timer2 counter to 0
PortB.Output = "SI" + vbCrLf
'prompts balance to send a single weighing result
immediately, regardless of stability
Call ml.SleepMS(500)
D7 = PortB.Input
D7 = Mid(D7, 7, 6)
val7 = CDbl(D7)
'Data from Output Buffer of Mass Scale
'Obtai n numerical values only
'mass in mg
PortA.Output = "INIT" + vbCrLf
'Begin scan
'Allow Operating System to respond to Stop button
DoEvents
Call ml.SleepMS(500)
PortA.Output = "FETC?"+ vbCrLf 'retrieve all data from all channels and erase after!
'Allow Operating System to respond to Stop button
DoEvents
Call ml.SleepMS(500)
'Read Output Buffer as data
D = PortA.Input
'Call ml.SleepMS(1000)
154
Open "c:\users\aimee\research\pumps\" & TextlO.Text & ".txt" For Output As #1
check and change
Open "c:\users\aimee\research\pumps\" & Text 11.Text & ".txt" For Output As #2
Print #2, "Time(s)" +"
Print #2, CStr(0)+"
"+ "Total Mass
" + CStr(val7)
'have to
(mg)"
Timeri.Enabled = True
Timer2.Enabled = True
'Data = Right(Data, Len(Data) - 4) 'to get rid of some unwanted characters in data (depends on
whats in front)
firstcom = InStr(1, D, ",") 'locate firstcomma
secondcom = InStr(firstcom + 1, D, ",") 'locate secondcomma
thirdcom = InStr(secondcom + 1, D, ",") 'locate thirdcomma
fourthcom = InStr(thirdcom + 1, D, ",") 'locate fourthcomma
fifthcom= InStr(fourthcom + 1, D, ",") 'locate fifthcomma
sixthcom= InStr(fifthcom + 1, D, ",") 'locate sixthcomma
seventhcom = InStr(sixthcom + 1, D, ",")'locate seventhcomma
eighthcom = InStr(seventhcom + 1, D, ",") 'locate eighthcomma
ninthcom = InStr(eighthcom + 1, D, ",") 'locate ninthcomma
DI = Mid(D, firstcom + 1, secondcom - firstcom - 1)
'time data
vall = CDbl(D1)
D2 = Left(D, firstcom - 1)
val2 = CDbl(D2)
'channel 101
D3 = Mid(D, secondcom + 1, thirdcom - secondcom - 1)
val3 = CDbl(D3)
'channel 102
D4 = Mid(D, fourthcom + 1, fifthcom - fourthcom - 1)
val4 = CDbl(D4)
'channel 103
D5 = Mid(D, sixthcom + 1, seventhcom - sixthcom - 1)
va15
=
CDbl(D5)
'channel 104
D6 = Mid(D, eighthcom + 1, ninthcom - eighthcom - 1)
val6 = CDbl(D6)
'channel 121
Textl.Text = CStr(vall)
Text2.Text = CStr(val2)
Text3.Text = CStr(val6)
Text4.Text =
Text6.Text =
Text5.Text =
Text7.Text =
Text8.Text =
CStr(val2 * val6)
CStr(val7)
CStr(val3)
CStr(val4)
CStr(val5)
Textl2.Text = CStr(1)
155
" + "Pressure (Electrolyte)"
" + "DC Voltage (Battery)" + "
Print #1, "Time(s)" + "
" + "Current (Battery)"
" + "Temp (Electrolyte)" +"
" + "Temp (Battery)" +
+ "1
" + CStr(val3) +"
" + CStr(val2)+"
Print #1, CStr(vall)+"
"
+
CStr(val6)
+
CStr(val5)+"
"
"+ CStr(val4)+"
End Sub
Private Sub Command3_Click(Index As Integer)
Call ml.SleepMS(100)
PortA.Output = "ABOR" + vbCrLf
'Abort scan in progress
Timeri.Enabled = False
Timer2.Enabled = False
Close #1
Close #2
End Sub
Private Sub FormLoad()
'Initialize RS-232 serial ports when form loads
Text9.Text = "Initializing the RS-232 Serial Connector"
PortA.PortOpen = True
PortB.PortOpen = True
'Initialize Agilent 34970A
Text9.Text = "Initializing the Agilent 34970A"
PortA.Output = "*RST" + vbCrLf
PortA.Output
PortA.Output
=
=
'Factory Reset
"SYST:INT RS232" + vbCrLf
"SYST:REM" + vbCrLf
Call ml.SleepMS(200)
'PortA.Output = "FORM:READ:UNIT OFF" + vbCrLf
measurement
'Call ml.SleepMS(50)
PortA.Output = "CONF:VOLT:DC (@101)" + vbCrLf
Volts
Call ml.SleepMS(200)
PortA.Output = "CONF:VOLT:DC (@102)" + vbCrLf
Volts (for pressure sensor)
Call ml.SleepMS(200)
PortA.Output = "CONF:TEMP TC,E,(@103)" + vbCrLf
Temperature Data (E-type thermocouple)
Call ml.SleepMS(200)
156
'Do not record units in data
'Configure Port 101 to take in DC
'Configure Port 102 to take in DC
'Configure Port 103 to take in
PortA.Output = "CONF:TEMP TC,E,(@104)" + vbCrLf 'Configu Port 104 to take in
Temperature Data (E-type thermocouple)
Call ml.SleepMS(200)
'Config ure Port 121 to take in DC
PortA.Output = "CONF:CURR:DC (@121)" + vbCrLf
Current
'dont' output alarm status
PortA.Output = "FORM:READ:ALAR OFF" + vbCrLf
Call ml.SleepMS(200)
PortA.Output = "FORM:READ:CHAN OFF" + vbCrLf 'output ch annel number off
Call ml.SleepMS(200)
'output t ime please
PortA.Output = "FORM:READ:TIME ON" + vbCrLf
Call ml.SleepMS(200)
'no unit s output
PortA.Output = "FORM:READ:UNIT OFF" + vbCrLf
'Scan List
'Set Scan list of
PortA.Output = "ROUT:SCAN (@101,102,103,104,121)" + vbCrLf
channels
Call ml.SleepMS(100)
'Set the numb er of sweeps to maximum
PortA.Output = "TRIG:COUN 1" + vbCrLf
(50,000 counts)
Call ml.SleepMS(100)
'Initialize the UMT2 Balance
Text9.Text = "Initializing the UMT2 Balance"
'Disable timer 1
Timeri.Enabled = False
'Disable timer 2
Timer2.Enabled = False
End Sub
Private Sub TimeriTimer(
Dim firstcomma As Integer
Dim secondcomma As Integer
Dim thirdcomma As Integer
Dim fourthcomma As Integer
Dim fifthcomma As Integer
Dim sixthcomma As Integer
Dim seventhcomma As Integer
Dim eighthcomma As Integer
Dim ninthcomma As Integer
Dim Data As String 'data from output buffer
Dim Datal As String 'time data
Dim Data2 As String 'channel 101
Dim Data3 As String 'channel 102
Dim Data4 As String 'channel 103
Dim Data5 As String 'channel 104
Dim Data6 As String 'channel 121
157
Dim DataArray(500, 7) As Double 'col 1: time, col 2:chan 101, col 3:chan 102 , col 4:chan
103, col 5:chan 104, col 6:chan 121, col 7: mass scale
cnt = cnt + 1
'Timer counter
'PortA.Output = "ROUT:SCAN (@101,102,103,104,121)" + vbCrLf
'Set Scan list of
channels
'Call ml.SleepMS(100)
'Set the number of swe eps to maximum
'PortA.Output = "TRIG:COUN 1" + vbCrLf
(50,000 counts)
'Call ml.SleepMS(100)
PortA.Output = "INIT" + vbCrLf
'Begin scan
'Allow Operating System to respond to Stop button
DoEvents
Call ml.SleepMS(500)
PortA.Output = "FETC?"+ vbCrLf 'retrieve all data from all channels!
DoEvents
'Allow Operating System to respond to Stop button
Call ml.SleepMS(500)
Data = PortA.Input
'Read Output Buffer as data
'Call ml.SleepMS(1000)
'Data = Right(Data, Len(Data) - 4) 'to get rid of some unwanted characters in data (depends on
whats in front)
firstcomma = InStr(l, Data, ",") 'locate firstcomma
secondcomma = InStr(firstcomma + 1, Data, ",") 'locate secondcomma
thirdcomma = InStr(secondcomma + 1, Data, ",") 'locate thirdcomma
fourthcomma = InStr(thirdcomma + 1, Data, ",")'locate fourthcomma
fifthcomma = InStr(fourthcomma + 1, Data, ",") 'locate fifthcomma
sixthcomma = InStr(fifthcomma + 1, Data, ",") 'locate sixthcomma
seventhcomma = InStr(sixthcomma + 1, Data, ",") 'locate seventhcomma
eighthcomma = InStr(seventhcomma + 1, Data, ",") 'locate eighthcomma
ninthcomma = InStr(eighthcomma + 1, Data, ",") 'locate ninthcomma
Datal = Mid(Data, firstcomma + 1, secondcomma - firstcomma - 1)
DataArray(i, 1) = CDbl(Datal) + (cnt * 10) 'time data
Data2 = Left(Data, firstcomma - 1)
DataArray(i, 2) = CDbl(Data2)
'channel 101
Data3 = Mid(Data, secondcomma + 1, thirdcomma - secondcomma - 1 )
DataArray(i, 3)
=
CDbl(Data3)
'channel 102
Data4 = Mid(Data, fourthcomma + 1, fifthcomma - fourthcomma -
DataArray(i, 4) = CDbl(Data4)
' channel 103
Data5 = Mid(Data, sixthcomma + 1, seventhcomma - sixthcomma -
DataArray(i, 5) = CDbl(Data5)
'channel 104
158
1)
Data6 = Mid(Data, eighthcomma + 1, ninthcomma - eighthcomma - 1)
DataArray(i, 6)
=
'channel 121
CDbl(Data6)
Print #1, CStr(DataArray(i, 1))
CStr(DataArray(i, 3))
CStr(DataArray(i, 5))
"l
+"
+"
"+ CStr(DataArray(i, 2)) +"
+ CStr(DataArray(i, 4)) +"
+ CStr(DataArray(i, 6))
"I+
"t +
Text1.Text = CStr(DataArray(i, 1))
Text2.Text = CStr(DataArray(i, 2))
Text3.Text = CStr(DataArray(i, 6))
Text4.Text = CStr(DataArray(i, 2) * DataArray(i, 6))
Text5.Text = CStr(DataArray(i, 3))
Text7.Text = CStr(DataArray(i, 4))
Text8.Text = CStr(DataArray(i, 5))
Textl2.Text = CStr(cnt + 1)
End Sub
Private Sub Timer2_Timer()
Dim Data7 As String 'mass scale
Dim DataArray(500, 7) As Double
cnt2 = cnt2 + 1
'prompts balance to send a single weighing result
PortB.Output = "SI" + vbCrLf
immediately, regardless of stability
Call ml.SleepMS(500)
'Data from Output Buffer of Mass Scale
Data7 = PortB.Input
'Obtain numerical values only
Data7 = Mid(Data7, 7, 6)
'mass in mg
DataArray(i, 7) = CDbl(Data7)
Print #2, CStr(cnt2) +"
"+
CStr(DataArray(i, 7))
Text6.Text = CStr(DataArray(i, 7)) 'mass flow in micro liter
End Sub
159
Appendix G: Protocol for radioactive testing
160