Scale Effects in Microindentation of Ductile
Crystals
by
Gregory Nolan Nielson
B.S., Utah State University (1998)
Submitted to the Department of Mechanical Engineering
in partial fulfillment of the requirements for the degree of
Master of Science in Mechanical Engineering
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
May 2000
@ Massachusetts Institute of Technology 2000. All rights reserved.
A uthor ............. .....
......
Departmi t og 4 echanical Engineering
18, 2000
Certified by.....................
-avid
M. Parks
Professor of Mechanical Engineering
Thesis Supervisor
Accepted by ....................
............
Ain A. Sonin
Chairman, Departmental Committee on Graduate Students
MASSACHUSETTS INSTITUTE
OF TECHNOLOGY
SEP 2 0 2000
LIBRARIES
Scale Effects in Microindentation of Ductile Crystals
by
Gregory Nolan Nielson
B.S., Utah State University (1998)
Submitted to the Department of Mechanical Engineering
on May 18, 2000, in partial fulfillment of the
requirements for the degree of
Master of Science in Mechanical Engineering
Abstract
Indentation testing has long been a standard test used to classify all types of materials.
In the past several decades the scale of indentation testing has moved into the micron
and even sub-micron range. For many types of materials, at these small length
scales, the hardness of the material measured by the indentation test depends on the
depth of the indentation. This indentation size effect was not observed at the larger
length scales. Because indentation testing with conical or pyramidal indenter tips is
geometrically similar, the existence of a size effect was surprising.
Since the size effect associated with microindentation was discovered, many theories about its cause have been proposed. Several of the theories suggest that the
source of the indentation size effect is experimental error. Such factors as inaccurate
measurement of the contact area, indenter tip deformities, improper surface preparation, lateral movement of the indenter tip, inhomogeneity of the material, compliance
of the test fixture, anisotropic deformations, thermal drift, and noise have been cited
as areas where experimental error may play a role in the size effect. Another group
of theories suggests that there are actual physical causes for the size effect. Some
of the proposed physical causes of the size effect are friction between the specimen
and the indenter tip, elastic recovery of the indent, material pile-up and sink-in,
work-hardened surface material, oxidized surface layers, and variation of material
parameters due to the stress state of the material.
One area that has received some attention recently as a possible cause of the
indentation size effect is 'hardening resulting from geometrically necessary dislocations
(GNDs). GNDs arise due to ,curvature in the crystalline lattice from gradients of
plastic shear stiaiu. As the inde'tation depth decreases, the relative strain gradients
within the test specimen increase.'These relative increases in strain gradients cause
increased levels of GND densities which in turn cause increased material hardening.
This increased hardening is observed as the indentation size effect.
A material model has been developed that explicitly incorporates the geometrically
necessary dislocation hardening within a crystal plasticity framework (Dai, 1997; Dai
2
et al., 2000). This model has been used to conduct a two-dimensional finite element
study of the indentation size effect. Additionally, the effects of strain rate and friction
on the indentation size effect were studied.
It was found that the GND hardening accounted for the indentation size effect
of work-hardened and annealed copper very well. Further, a series of plots of the
contours of the geometrically necessary dislocation density and deformation resistance
clearly indicated the relative decrease of the GND density and deformation resistance
for increasingly larger indentation depths.
It was found that for strain-rate sensitive material, variation of strain-rate during
the indentation process could also cause a substantial indentation size effect. To
eliminate the size effect due to strain-rate, it is necessary to use an exponential tip
displacement/time curve during the indentation test.
Three cases of friction were studied; no friction, mild friction, and strong friction.
All of the friction cases produced very close to the same indentation hardness/depth
curves, indicating that, for the large-angle indenter tip used in the simulation, friction
had a very small effect.
Further research in this area should include the effects of indenter tips of different
angles and cases of non-symmetry between the indenter tip and the crystalline slip
planes. Both variation of indenter tip angles and crystalline and indenter tip nonsymmetry can be studied in a two-dimensional model. A three-dimensional model
could be used to study indentation contact area with respect to material pile-up and
sink-in, verify the GND density results from the two-dimensional model, and further
study the effects of indentation strain-rate and friction on microindentation.
Thesis Supervisor: David M. Parks
Title: Professor of Mechanical Engineering
3
Acknowledgments
As I think about the people and events that have led me to the completion of this
thesis and degree, I am overwhelmed. How exactly does one acknowledge all those
who have influenced an event that has been years in forming? I don't know of an
approach that comes anywhere near being adequate. There are so many people who
I know, and very likely many more who I don't know, that have had a significant and
positive influence in my life. In truth, I think there is very little in all that makes up
who I am that is an independent product of exclusively my own development. As I
think of these things, all that I can say is that I am very grateful for all that have
made a positive contribution to this thesis, my degree, and my life in general.
There are some people that I absolutely need to make mention of. I am deeply
grateful for the help of my advisor, Professor David M. Parks, without which I never
would have been able to complete my degree. I particularly appreciated the helpful,
patient guidance that Professor Parks gave to me as I adjusted to MIT and pursued
my degree. His advice and constructive criticisms brought my thesis to a level that
would not have been possible without his expertise.
There are many others within the MIT community who have added much to my
thesis and my experience here. The research conducted by Hong Dai, Tom Arsenlis,
Professor David M. Parks, Professor Lallit Anand, and others provided a great deal
of the structure needed for the research in my thesis. Ray and Una were a source of
friendship and also provided invaluable advice on the inner workings of MIT.
My fellow graduate students have been a source of friendship and assistance. I
have very much enjoyed commiserating with many of you over classes and research.
Many students have come and gone in the two years that I have worked on this degree
and all have had an impact on me. To all of you, I wish you the best in your future
endeavors.
I am grateful to my daughter, Madeline, for being such a cute source of pure
happiness in my life. She is a constant reminder to me that there are things in life
that are much higher than work and school.
4
I will always be indebted to my parents, Nolan and Linda Nielson. I am honored
to be their son. I can't imagine having a better environment to grow up in than what
they provided for me. I was always supported and made to believe that I could do
anything that I wanted. I know that no matter what is in store for me, at least two
people will always love me.
My most profound thanks go to my beautiful, wonderful wife, Emily. You are an
absolute treasure to me. I am thrilled with what we have done together so far and
what we have planned together for the future. I could not have finished this thesis
or degree without your friendship, devotion, love, and sacrifice. I love you and am
overjoyed at the chance to spend the eternities with you.
Finally, and most importantly, I would like to acknowledge the divine creator
who makes all things possible. There truly is an intelligent guiding force in this
universe and He is our Father. I am grateful to Him for my existence and the sublime
possibilities He has made available to me and everyone.
I would like to dedicate this thesis to my grandparents, Ferris Vernon and Edetha
Merrell Hewlett and Jay Christian and Ella June Nielson.
All of whom provide
me with examples of integrity and hard work and, in many ways, have directly or
indirectly made me who I am.
5
Contents
1
2
15
Introduction
1.1
Indentation Size Effect in Microindentation.
. . . . . . . . . . . . .
15
1.2
Indentation Testing . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16
1.3
Indentation Mechanisms . . . . . . . . . . . . . . . . . . . . . . . . .
19
1.4
Indentation Models . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20
1.5
Indentation Size Effect Theories . . . . . . . . . . . . . . . . . . . . .
21
1.6
Indentation Size Effect from Strain Rate . . . . . . . . . . . . . . . .
25
1.7
Indentation Size Effect from Strain Gradients
. . . . . . . . . . . . .
26
1.8
Outline of Thesis . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27
Geometrically Necessary Dislocations within Crystal Plasticity
39
2.1
Dislocations in Crystal Plasticity
. . . . . . . . . . . . . . . . . . . .
39
2.2
Models for Strain Gradient Plasticity . . . . . . . . . . . . . . . . . .
41
2.3
Geometrically Necessary Dislocation Density in Crystal Plasticity . .
42
2.3.1
42
2.4
Geometrically Necessary Dislocation Density . . . . . . . . . .
Finite Element Implementation of GND density based Crystal Plasticity M odel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 Two-Dimensional Microindentation Model
50
52
3.1
Description of Finite Element Model
. . . . . . . . . . . . . . . . . .
52
3.2
M odel Param eters . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
53
3.2.1
Crystallographic Orientation Parameters . . . . . . . . . . . .
53
3.2.2
Material Parameters
53
. . . . . . . . . . . . . . . . . . . . . . .
6
4
3.3
Determination of Indentation Contact Area
.
3.4
Indentation Strain Rate
3.5
Frictional Model. . . . . . . . . . . . . . . . .
3.6
Indentation Size Effect from Strain Gradients
. . . . . . . . . .
. . . . . . . . . . . .
56
61
. . . . . . . . . . . .
63
. . . . . . . . . . . . .
65
Discussion and Further Research
78
4.1
Discussion of Results . . . . . . . . . . . . . . . . . . . . . . . . . . .
78
4.2
Future W ork . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
79
A Model Verification
A.1
82
Symmetric Slip-Plane Model . . . . . . . . . . . . . . . . . . . . . . .
7
82
List of Figures
1-1
Vickers microindentation series within a single grain of FeZn 7 indicating various indentation responses for different orientations of the
indenter tip to the crystal lattice (Bergsman, 1946, as found in Mott,
1956).
1-2
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Indentation produced by a Vickers indenter tip with an offset or "chisel
tip" deformity (Mott, 1956). . . . . . . . . . . . . . . . . . . . . . . .
1-3
29
30
Vickers indentations in extra dense flint glass under loadings of 20, 50,
and 100 grams. Cracking is apparent around the larger load indentations but not around the 20 gram indentations (Taylor, 1949, as found
in M ott, 1956).
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
31
1-4 Vickers indentations in tin. Two sides exhibit "bowing-in" and two
sides exhibit "bowing-out" due to anisotropic elastic recovery upon
removal of the indenter (Tolansky and Nickols, 1952, as found in Mott,
1956).
1-5
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
32
SEM images of Vickers microindentations on specimens with surface
layers on top of ductile underlying material: (top) chromium film on
copper substrate with a load of P=10gf and an indentation diagonal of d=8pm; (middle) chromium film on copper substrate, P=50gf,
d=27pim; (bottom) TiN film on HSS substrate, P=300gf, d=24pm
(Vingsbo et al., 1985).
. . . . . . . . . . . . . . . . . . . . . . . . . .
8
33
1-6
(a) AFM image of a Berkovich microindentation in work-hardened
oxygen-free copper. The sides appear to be "bowing out" as occasionally happens with elastic recovery. However, in this case, the indent
surfaces have remained nearly planar. The apparent "bowing-out" is
due to pile-up around the faces of the indenter tip. (b) shows the profile
of the indentation along the plane 1-2 as indicated in (a). Pile-up is
readily observed at 2 while at 1 there appears to be no, or very little,
pile-up (Lim and Chaudhri, 1999).
1-7
. . . . . . . . . . . . . . . . . . .
34
(a) AFM image of a Berkovich microindentation in annealed oxygenfree copper. The sides appear to be "bowing in" as occasionally happens with elastic recovery. However, in this case, the indent surfaces
have remained nearly planar. The apparent "bowing-in" is due to
sink-in around the faces of the indenter tip. (b) shows the profile of the
indentation along the plane 1-2 as indicated in (a). Sink-in is readily
observed at 2 while at 1 the sink-in is much less (Lim and Chaudhri,
19 99 ).
1-8
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
35
A series of indentation tests conducted within and around a single grain
of a chill cast billet of Al-Cu alloy. Vickers hardness numbers for each
indentation is given in the corresponding map of the series showing
the variation of hardness due to microstructure (Brenner and Kostron,
1-9
1950, as found in Mott, 1956). . . . . . . . . . . . . . . . . . . . . . .
36
Vickers indenter tip.
36
. . . . . . . . . . . . . . . . . . . . . . . . . . .
1-10 Spherical indenter tip as used in Brinell and Rockwell hardness testing.
For the Rockwell test D varies from -!in.up to !in.. For the Brinell
test D = 10mm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
36
1-11 Knoop indenter tip. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
37
1-12 Berkovich indenter tip. . . . . . . . . . . . . . . . . . . . . . . . . . .
37
1-13 Schematic of an indentation test using a spherical indenter, such as a
Brinell or Rockwell tip. . . . . . . . . . . . . . . . . . . . . . . . . . .
9
37
1-14 Schematic of an indentation test using either a pyramidal or a conical
indenter tip. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
38
1-15 Illustration of pile-up and sink-in during indentation testing. For the
case of pile-up, the contact area between the indenter tip and the specimenwill be larger than if there were no pile-up. For sink-in, the contact
area will be smaller than if there were no sink-in.
2-1
. . . . . . . . . . .
38
Three-dimensional FCC crystal tetrahedron showing the crystallographic planes and directions related to the two-dimensional double-slip
model. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-2
Schematic of the orientation of the slip planes of the plane strain
double-slip m odel . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1
54
Schematic of a load displacement curve demonstrating the method used
to determine the plastic depth of an indentation . . . . . . . . . . . .
3-3
49
Finite element mesh for indentation model with the crystalline symmetry plane coincident with the indentation symmetry plane . . . . .
3-2
48
57
Discrete contact area curve created by the incrementation of nodal
contacts. The upper and lower bound curves are created by linearly
interpolating between the high and low values of the discrete curve,
respectively.
3-4
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
59
Magnified portion of Figure 3-3 indicating the segments of the discrete
contact-area/indenter depth curve which correspond to the initial contact of midside nodes and the initial contact of corner nodes. . . . . .
3-5
60
Load versus displacement curve from the simulation associated with
F igure 3-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10
60
3-6
Hardness curves calculated with the discrete area curve, the interpo-
lated upper bound area curve, and the interpolated lower bound area
curve. The simulation was done without incorporating GND density
hardening and with a strain-rate insensitive material to remove anything that might cause a size effect. The upper bound area curve best
predicted a constant hardness value . . . . . . . . . . . . . . . . . . .
3-7
61
Hardness versus depth curves for a simulation performed with linear
tip displacement/time and a simulation performed with exponential tip
displacement/time. The effects of GND density hardening has been
removed from both simulations to indicate the size effect from the
strain-rate alone. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-8
64
Indentation size effect due to GND hardening for annealed and workhardened copper. Simulations performed with constant strain rate, no
friction, and using k = 2 (addition of obstacle densities).
3-9
. . . . . . .
67
Load/depth curves for loading and unloading simulations done with
annealed copper parameters, k = 2, and depths of 0.4, 0.8, 1.2, 1.6,
and 2.0 Mm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
68
3-10 Diagram illustrating the dimensions of the contour plots for the symmetric slip plane model. A represents the indentation depth. n is a
constant scaling factor that maintains similarity between the indentation depth and the length and width of each contour plot. The line
indicating the plane of the indenter tip is for illustration purposes and
is not seen in the contour plots. . . . . . . . . . . . . . . . . . . . . .
69
3-11 Contour plots from a series of simulations showing the average deformation resistance over the two slip systems, s
(s(1) + s(2)) /2.
Annealed copper values were used in all of the simulations. The vertical and horizontal dimensions of the plots are ten times the size of the
indentation depth of the simulation, enforcing dimensional similarity
between the plots. The indentation depths, A, are (a) 0.4 pm, (b) 0.8
p/m, (c) 1.2 pm, (d) 1.6 pm, and (e) 2.0 pm. . . . . . . . . . . . . . .
11
72
3-12 Contour plots from a series of simulations showing the combined GND
densities from both slip systems normalized according to b Pg. Annealed copper values were used in all of the simulations. The vertical
and horizontal dimensions of the plots are ten times the size of the
indentation depth of the simulation, enforcing dimensional similarity
between the plots. The indentation depths, A, are (a) 0.4 tam, (b) 0.8
pm, (c) 1.2 /pm, (d) 1.6 pim, and (e) 2.0 pm. . . . . . . . . . . . . . .
73
3-13 Contour plots from a series of simulations showing the average deformation resistance over the two slip systems, s -= (s(1) + s(2)) /2.
Work-hardened copper values were used in all of the simulations. The
vertical and horizontal dimensions of the plots are 12.5 times the size
of the indentation depth of the simulation, enforcing dimensional similarity between the plots. The indentation depths, A, are (a) 0.4 [Lm,
(b) 0.8 pm, (c) 1.2 tIm, (d) 1.6 pm, and (e) 2.0 um. . . . . . . . . . .
74
3-14 Contour plots from a series of simulations showing the combined GND
densities from both slip systems normalized according to bvp5g. Workhardened copper values were used in all of the simulations. The vertical
and horizontal dimensions of the plots are 12.5 times the size of the
indentation depth of the simulation, enforcing dimensional similarity
between the plots. The indentation depths, A, are (a) 0.4 ptm, (b) 0.8
Am,
(c) 1.2 /.m, (d) 1.6 [Lm, and (e) 2.0 pm. . . . . . . . . . . . . . .
75
3-15 Variation of hardness with depth for the cases of addition of obstacle
strengths, k = 1, and addition of obstacle densities, k = 2. Simulations
were performed with the parameters for annealed copper. Both cases
demonstrate an indentation size effect. . . . . . . . . . . . . . . . . .
76
3-16 Hardness/depth curves for the three frictional cases with annealed copp er . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
77
A-1 Diagram of the setup of the point load on the infinite two-dimensional
half-space. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..
12
83
A-2Copaiso
the
Unf deformations0 fund
from theo
nltclkal
Fclamant
solution to a vertical load on an infinite half-space and a finite element
solution to a vertical load applied to the upper left node of the two-dimensional mesh used for the symmetric slip-plane model. For emphasis, displacements have been magnified 400 times their actual size. .
A-3
84
(a) compares the stress states found from the analytical solution to a
vertical load on an infinite half-space and a finite element solution to
a vertical load applied to the upper left node of the two-dimensional
mesh used for the symmetric slip-plane model. The stresses are shown
for a plane that is defined by y = -L and runs from x = 0 to x
=
L,
as shown in (b). In the case shown, L is equal to 40pm. . . . . . . . .
85
A-4 (a) compares the stress states found from the analytical solution to a
vertical load on an infinite half-space and a finite element solution to
a vertical load applied to the upper left node of the two-dimensional
mesh used for the symmetric slip-plane model. The stresses are shown
for a plane that is defined by x = L and runs from y = -L to y = 0,
as shown in (b). In the case shown, L is equal to 40tm. . . . . . . . .
13
86
List of Tables
3.1
M aterial param eters
. . . . . . . . . . . . . . . . . . . . . . . . . . .
70
3.2
Friction Model Parameters . . . . . . . . . . . . . . . . . . . . . . . .
71
14
Chapter 1
Introduction
1.1
Indentation Size Effect in Microindentation
Indentation testing has long been a quick and effective method to characterize materials. As the length scale of interest has become increasingly smaller in engineering
practice, the scale of indentation tests has moved into the range of micro- and nanoindentation. Correctly characterizing materials at these small scales has proven to be
difficult.
At the macro scale, conical and pyramidal indentation tests return a constant
hardness for a material, exhibiting no dependence on the depth of the indentation.
This is to be expected since the conical and pyramidal indentation tests appear to
be geometrically similar for different indentation depths. However, in the micro and
nanoindentation range, indentation tests have shown that for many materials the
hardness changes as the depth of the indent varies.
This variation of hardness with the depth of indent is referred to as the indentation size effect (ISE). Most materials exhibit an increase in hardness as the depth
of indentation decreases (Tate, 1945; Page et al., 1992).
However, some materials
decrease in hardness with a decrease in indentation size (Marshall, 1984).
15
1.2
Indentation Testing
Indentation tests are performed by forcing an indenter tip into a specimen with controlled loads and loading rates. The indenter tips are much harder than the specimen
being tested; tip materials typically being hardened steel, tungsten carbide, or diamond. Popular geometries for indenter tips are conical, spherical, and three- or
four-sided pyramids. The four-sided pyramid indenters come in a couple of varieties,
with equal diagonals on the base and with unequal diagonals on the base. The spherical indenters have a variety of diameters. Finally, the angle of a pyramidal or conical
indenter tip can vary between a few degrees for a knife edge to 1800 for a flat punch.
While the geometries of the indenters can vary quite a bit, there are several standardized indenters. The most popular are Brinell, Knoop, Vickers, Rockwell, and
Berkovich. The geometry of each of these types of indenters can be seen in Figure 110 through Figure 1-12.
The hardness values produced by these tests are usually a function of the load,
the dimensions of the indentation mark that is left in the specimen material, and, in
some cases, a dimension associated with the indenter tip. For all but the Rockwell
hardness number, the hardness is essentially the load divided by the area of the indent
projected onto the plane of the specimen surface.
The Brinell indentation test uses a spherical indenter tip, as in Figure 1-12, and
calculates the material hardness according to
2P
rD[D - v/D 2 - d2
(
The dimension D is the diameter of the spherical indenter. The dimension d is the
diameter of the of the indent made in the test specimen. P is the load applied during
the test. These parameters are illustrated in Figure 1-13.
Rockwell hardness is determined by one of nine different tests referred to with
the letters A through K. Some of the tests use a diamond cone indenter while others
use spherical steel indenters with diameters that range from one sixteenth to one half
inch. The Rockwell test is performed by first loading the indenter with a "minor"
16
luau
uutOU
tUset
inAen1Uer aId
UIen a "Iajur"
luadI)
s cppliu.
AterIu
the
m.±1ajur luau
has been applied, the load is again reduced to the minor load to limit the impact
of elastic recovery on the test. The change in the depth of the indenter tip is then
measured.
Unlike other hardness numbers which have units of stress, the Rockwell hardness
number is dimensionless and is determined by the equation
Hro = CI
C 2 At.
-
(1.2)
The coefficients C1 and C2 are assigned according to which Rockwell test is performed.
At is the change in the depth of the indenter tip. The units for At are mm and the
units of C2 are mm'. C1 is unitless.
The Vickers indentation test uses a four-sided pyramidal indenter tip with equal
length diagonals on its base as illustrated in Figure 1-9. The equation used with the
Vickers test to determine hardness is simply
Hv = 1.854
.
(1.3)
In this case, P is again the load applied during the test. The dimension d is the
measure of one of the diagonals of the indent remaining in the test specimen after the
removal of the indenter tip.
The Knoop test was developed to obtain a long dimension to measure without
producing a large indentation. This was achieved by elongating one of the two diagonals of the base of the pyramid. The dimensions of the Knoop indenter are given by
the ratios
l/w
=
7.11
w/h
=
4.00
where 1 is the length of the long diagonal, w is the length of the short diagonal, and
h is the height of the tip. These dimensions are illustrated in Figure 1-11.
17
The hardness value associated with the Knoop tip is calculated by
Hkn
14.2 P
=
(1.4)
12
where P is the load applied and 1 is the length of the long diagonal in the indent
remaining after the indenter is removed.
The Berkovich test uses a three-sided pyramidal indenter tip with an equilateral
triangle for the base. The included angle created by the face and the tip is 65.3". This
tip was developed to avoid the chisel tip that is often seen with four-sided pyramidal
indenters. The Berkovich test uses the equation
Hbe
=
P
24.5h 2
(1.5)
to calculate its hardness number. In this equation, P represents the applied load
and h represents the effective plastic penetration depth.
Because the tip can be
manufactured more accurately, the Berkovich indenter tip is popular for micro and
nanoindentation.
Although hardness tests performed with spherical indenters, such as the Brinell
test and the spherical Rockwell tests, exhibit an indentation size effect (Marshall,
1984), the results aren't very helpful in determining the cause of the effect.
In-
dentation tests using indenter tips with spherical geometry, do not exhibit geometric
similarity for different indentation depths. This lack of similarity makes it much more
difficult to extract the cause of the indentation size effect since part of the size effect
is caused by the changing effective geometry of the indenter and part is caused by
physical properties of the specimen. For this reason, pyramidal and conical indenter
tips, which do exhibit geometrical similarity for different indentation depths, are best
used to study the indentation size effect.
The indenter tips most often used for micro and nanoindentation are the Knoop,
Vickers, and Berkovich indenter tips. Each tip has unique advantages. For example,
the Berkovich indenter tip can be more precisely ground since it is the juncture of
three planes instead of four. The Knoop tip creates a long dimension to measure even
18
with very small indcntation depths. This inVestiratio
wVill make
ous
of t-he. g
mtry
of these tips, particularly the Berkovich tip.
1.3
Indentation Mechanisms
During an indentation test, the indenter tip pushes into the surface of the specimen,
which displaces a certain amount of volume of material from the specimen.
This
displaced volume is absorbed by a combination of different processes.
A primary process in which displaced volume may be absorbed is by elastic strain.
While nearly all of this elastic strain is within the test specimen, there is also a small
amount of elastic strain in the indenter tip. There may also be some compliance
within the test stand as well.
For non-porous materials, the remainder of the displaced volume is accounted for
by material from the specimen being pushed above the specimen's original surface.
This material may either be pushed up in a pile surrounding the indent and cause
what is termed "pile-up," or it may be seen as a slight and general rise in the specimen
surface extending out from the indent for a significant distance. The latter case is
caused by the the long-range stress field set up by the indentation test. Often, sinking
in of the surface immediately next to the indent is seen in this case. This sinking in
is appropriately called "sink-in" (Blunt and Sullivan, 1994). In the case of porous
materials, some of the displaced volume can be absorbed by the collapse of cavities
within the material.
In the case of pile-up, the cause is plastic deformation localized around the indent. In some instances, both pile-up and the general rising of the specimen surface
can be observed. In general, annealed materials exhibit sink-in while work-hardened
materials exhibit pile-up (McElhaney et al., 1998). Figure 1-15 illustrates pile-up and
sink-in.
Another observed effect is that often the sides of pyramidal indents will assume
either a bowed-out or bowed-in shape after the indenter tip is removed. When the
indenter is forced into the specimen, the area immediately around the indenter expe19
riences plastic deformation. Outside of this plastic zone is a zone where the specimen
undergoes elastic deformation.
Throughout both of these zones, a stress field is
created that pushes the material back in varying degrees when the indenter tip is
removed. The reverse deformation caused by the introduced stress field can make
an indentation assume a shape that is dissimilar to the indenter tip that created the
indent. For example, the sides of a pyramidal indent may become non-planar. In this
case, both bowed-out and bowed-in shapes have been observed (McElhaney et al.,
1998). This phenomenon is illustrated in Figure 1-4 for a Vickers indentation.
In addition to bowing the sides of the indent, reverse deformation can cause the
edge of contact between the indenter tip and the specimen to become difficult to
distinguish, making accurate hardness testing elusive.
The types of phenomena just discussed are typical of ductile materials. For brittle materials, the technique and results of hardness testing are similar; however, the
mechanisms of indentation can be quite different. Brittle materials may display some
of the same phenomena for very small indentations; that is, elastic and plastic deformation (Page et al., 1992; Li and Bradt, 1993; Mott, 1956). For larger indentations,
cracking becomes very much a part of the mechanism of indentation (Marshall, 1984;
Mott, 1956). Figure 1-3 illustrates this size-dependent cracking.
1.4
Indentation Models
One of the first models used to describe the mechanisms associated with indentation
tests was a slip-line field solution. This model was first proposed by Hill et al. (1947).
This solution was a two-dimensional solution in which the material was assumed to
be elastically rigid up to the yield point, whereupon it deformed plastically without
any hardening. This solution has several drawbacks. The first is that it assumes a
cutting motion of the indenter tip. For most materials cutting only occurs for indenter
tips with included angles smaller than about 600 (Mulhearn, 1959). Since all of the
standard indenter tips have included angles larger than 60', the slip line field solution
doesn't describe the problem well.
20
A better model suggested by Mulhearn (1959) isacompression-style solution
that has concentric compression hemispheres in the specimen material which are
centered around the indenter tip. However, this model also has some problems. The
most obvious is that the compression zones for an actual indentation test are not
hemispherical (Chaudhri, 1993). This becomes particularly true for microindentation
where the material usually displays crystalline (anisotropic) deformation, since the
size of the indent tends to be on the order of the grain size or smaller (Tanaka et al.,
1983).
Most researchers have now turned to finite element analysis to explore various
models of indentation (Cai, 1993; Jayaraman et al., 1997; Shimamoto et al., 1996; Bolshakov et al., 1996; Hill et al., 1989; Begley et al., 1999; Fivel et al., 1998; Mesarovic
and Fleck, 1999).
1.5
Indentation Size Effect Theories
Scientists and engineers have been aware of the ISE since about 1940 (Biickle, 1959;
Tate, 1945) and in that time have come up with a number of theories to explain
its existence.
Some have focused on experimental set-up and errors (Mendik and
Swain, 1995; Mott, 1956), while others have been more concerned with the physical
mechanisms of indentation. All of the theories discuss items that are negligible at
larger length scales but become significant at smaller length scales.
One of the most criticized aspects of microindentation is the visual measurement of
the indentation size. Optical measurement of indentation size has several drawbacks.
The foremost is that it is often difficult to resolve precisely where the edge of the
indentation is. Some evidence suggests that the diagonal of Vickers tests is routinely
measured short by a constant amount (Mott, 1956). This error becomes significant
at the range the ISE usually falls within.
Another area of possibly significant experimental error is the shape of the indenter
tip.
The shapes of the indenter tips used with the various indentation tests are
strictly defined to maintain regular results. For larger indentations, small deformities
21
associated with the indenter tip are insignificant, but within the microindentation
range, deformities can have a significant impact (Doerner and Nix, 1986).
One type of tip deformity that affects all non-spherical indenter tips is the radius
of curvature of the tip (Men'ik and Swain, 1995). Ideally, the radius of curvature
of the tip should be zero. However, as with most idealizations, this is impossible to
attain. Shimamoto et. al. (1996) performed physical and numerical nanoindentation
experiments on glass with a rounded Berkovich indenter and compared them to a
numerical solution for an ideally sharp indenter. As expected, the hardness values
from the numerical solution to the rounded indenter tip were a better match to the
results of the physical indenter tip than the results for the numerical ideally-sharp
indenter tip. In support of the theory of the ISE being a product of indenter tip
deformities, the numerical results for the ideally-sharp indenter produced consistently
lower hardness values than either the physical or numerical hardness values of the
rounded indenter. Shih and co-workers (1991) found similar results comparing finite
element and experimental results of indentation tests on nickel.
Another type of deformity that occurs for four-sided pyramidal indenters is the
chisel tip or offset tip. This occurs when the four planes that make up the sides of
the pyramid don't meet at the same point at the tip, as seen in Figure 1-2. This gives
the tip the look of a chisel, hence the name "chisel tip." In several experiments this
deformity has been shown to affect the indentation hardness (Mott, 1956). Trindade
et al. (1994) proposed a method to compensate for the chisel tip deformity based on
determining the amount of offset that is created by the chisel tip and including that
with the calculation for the contact area.
Other areas where experimental error may creep into the indentation test are
instrument vibration, lateral movement of the indenter tip, improper surface preparation (Tate, 1945), inertia effects of the mass associated with the indenter (Mott,
1956), improper loading times for the indentation instrument (Mayo and Nix, 1988),
initial indenter penetration, compliance of the indenter and test fixture, thermal drift,
anisotropic deformations due to material crystallinity (see Figure 1-1), and inhomogeneity of material properties within the specimen (Menik and Swain, 1995) (see
22
Figure 1-8). While all of these can have an impact on the ISE, careful and proper
practices can greatly reduce the effects of these on the ISE.
The ISE is still observed with modern and precise indentation tests where these
types of experimental errors are minimized. This indicates that there is something
about the physical nature of the specimen and the deformation processes that creates
the ISE.
Although it has been shown that friction doesn't play much of a role in macroindentation hardness testing (Cai, 1993), one theory argues that in the range of microindentation hardness testing, friction does play an important role and that the
ISE results from friction between the indenter and the sample surface (Hanneman
and Westbrook, 1968; Bystrzycki and Varin, 1993; Li et al., 1993). Atkinson and Shi
(1990) conducted tests where surfaces were tested dry and with a lubricant. The dry
surfaces have a significantly larger ISE than the lubricated surfaces. Mesarovic and
Fleck (1999) performed some computational experiments with the limiting cases of
sticking friction and no friction for a spherical macroindentation. While there was
very little effect on the hardness values obtained, the profile of the strain beneath the
indenter was quite different. This difference in strain profile may cause differences
in material hardening that become apparent with microindentation hardness. While
frictional effects at these small length scales are poorly understood at present, these
results indicate that friction may have an influence on the ISE.
Another theory focuses on the elastic recovery of the indent. This theory states
that the amount of elastic recovery remains approximately the same for indents of
different depths. Normally, the elastic recovery of the indentation is negligible; but
with very small indentations, it can become significant. It has been argued that this
elastic recovery skews the measured indenter contact area and therefore the hardness
value. Tate (1945) showed with Knoop microindentation experiments on glass that
the length of the long diagonal of the indenter that was previously thought to be
unaffected by elastic recovery can change during recovery. Tate argued that this
was the cause of the observed ISE for Knoop hardness. However, this observation is
not general across all indenter tips. For conical indenters, the recovery doesn't seem
23
to affect the diameter of the indentation. Stilwell and Tabor (1961) showed that for
several metals the depth of the indent decreased but the diameter of the indent stayed
the same upon recovery.
Additional physical phenomena that can affect the contact area of the indentation are the previously noted pile-up and sink-in effects. These two phenomena can
cause severe errors with indentation testing, particularly with a testing aparatus that
estimates the contact area from measurements of the depth to which the indenter
tip penetrates the specimen. McElhaney et. al. (1998) have made a study of these
effects and have proposed a way to compensate for them in estimating the contact
area of an indentation test.
A particular aspect of microindentation that researchers have discussed is the
effect of surface layers on the microindentation tests. Many metals will develop an
oxide coating that usually behaves much differently than the metal itself. Pethica and
Tabor (1979) showed that for nickel, a surface with an oxidation layer of about 50A
exhibited a hardness for very small loads of about 10 times the hardness observed with
macroindentation. With a clean surface (no oxide layer) the small-load hardness was
around two times greater than the macroindentation hardness. Pethica and Tabor
related these results to both the differing material properties of the oxide layer versus
the pure nickel and to the difference in the contact behavior. The pure nickel exhibits
strong adhesion to the tip while the oxide layer exhibits very little adhesion until the
oxide layer is penetrated. Figure 1-5 has some images of Vickers microindentation on
specimens with surface layers.
In addition to the effects from a surface layer, the preparation of the surface
also has an effect on the indentation hardness. During preparation, the surface can
experience work hardening. While there may be no contamination of the surface
layer, such as an oxide layer, the effect will still be that of a surface layer with
increased hardness over the bulk of the material beneath the surface (Tate, 1945;
Mott, 1956).
Furthermore, if the surface is not prepared to a sufficient degree of
smoothness, asperities may cause variation in hardness (Mann and Pethica, 1996;
Bobji et al., 1997).
24
A mechanism that can have a secondary effect on the ISE is the variation of the
yield point of materials based on the current state of stress. In the initial stages
of an indentation, where the ISE is strongly observed and the hardness is very high
relative to the macrohardness, the state of hydrostatic stress is compressive and is
very high. These high compressive stresses cause the flow strength of the material to
increase, and therefore the hardness also is increased (Suresh and Giannakopoulus,
1998; Tsui et al., 1996). This effect is secondary because it depends on the hardness
already being at an elevated value. In spite of this it may cause amplification of the
size effect beyond what the primary ISE processes provide.
1.6
Indentation Size Effect from Strain Rate
Although much has been said about the geometric similarity of microindentations
and macroindentations, dynamic similarity has been largely ignored. If indentation
testing were truly rate-independent, it would be fine to ignore dynamic similarity.
However, this is not the case (Mayo and Nix, 1988; Lucas and Oliver, 1999; Raman
and Berriche, 1992; Stone and Yoder, 1994; Hochstetter et al., 1999).
To accu-
rately relate a microindentation measurement to a macroindentation measurement
for rate-dependent materials, they should be dynamically similar. To satisfy dynamic
similarity, the strain rate must be the same for any indentation size.
The indentation strain rate has been defined as (Atkins et al., 1966; Stone and
Yoder, 1994; Mayo and Nix, 1988; Lucas and Oliver, 1999; Raman and Berriche,
1992; Hochstetter et al., 1999)
E
=(1.6)
where A is the current depth of the indent and A is the time rate of change of the
depth of the indent. As can be seen from this equation, the strain rate is inversely
proportional to the depth of the indentation. This implies that even for constant
values for A, the inverse proportionality of strain rate and depth of indent would
lead to an increasing strain rate for decreasing indentation depths. For a strain rate
25
sensitive material, the increasing strain rate for decreasing indentation depth would
lead to an increasing flow stress for decreasing indentation depth, which manifests
itself as an ISE of increased hardness for smaller depths. However, it is rarely the
case that A is constant in indentation testing.
The standard method used in applying a load during an indentation test is to
apply a given load and let it form an indent. This type of one-step loading of the
indenter tip produces rates of change of depth that initially are very large and then
become relatively small as the tip approaches its final depth (Mayo and Nix, 1988).
When this variation of A is combined with the inverse proportionality of the depth
of the indent with strain rate, a very strong depth-dependence on the strain rate can
be observed (Hochstetter et al., 1999). Even for materials that exhibit very weak
strain-rate sensitivity, this can contribute to the ISE.
1.7
Indentation Size Effect from Strain Gradients
While several of the previously mentioned ISE theories probably do contribute to the
ISE to some degree, strain gradients caused by the indenter tip may be one of the significant physical causes of the ISE for crystalline materials. As the specimen deforms
during indentation, strain gradients are developed. These strain gradients cause the
crystalline lattice structure of the material to become curved. To maintain geometric
compatibility within the lattice from this curvature, dislocations are required in the
lattice structure at certain points. These geometrically necessary dislocations cause
hardening above that which is experienced from dislocation dynamics without such
strain gradients being present, as in the case of a tension test of a single crystal.
For micro and nanoindentation, the strain gradients developed are more pervasive than in macroindentation. These strain gradients cause increased hardening for
smaller indentations, as compared to the hardening experienced for larger indentations. This mechanism is observed as an indentation size effect.
By accounting for these geometrically necessary dislocations caused by strain gradients, two new dimensions, largely disregarded in indentation testing, become im26
portant. The first is the interatomic spacing of the crystalline lattice, b, and the
second is the mean dislocation spacing, 1, defined by
I=
I(1.7)
where p is the total dislocation density, including both geometrically necessary dislocations and statistically stored dislocations.
By introducing these two dimensions in indentation testing, the continuum geometrical similarity of conical and pyramidal indentation testing is no longer valid.
More fundamentally, indentation testing loses its similarity once strain gradients are
calculated. Even if the strain fields are similar for different indentation depths, the
gradients of strain will not be similar because of the length that is introduced by the
spatial gradient. In truth, all of the possible physical causes of the ISE in some way
destroy the similarity of indentation testing. This must be the case if the indentation
size effect is caused by a material mechanism rather than experimental error.
1.8
Outline of Thesis
Chapter 1 has provided an overview of indentation testing and the indentation size
effect.
It has described the various methods used in indentation testing and the
general approach to determining hardness for those methods. Various phenomena
observed during indentation testing have been described with particular emphasis on
the indentation size effect. A brief review of ISE theories has been included.
Chapter 2 will discuss various models for strain gradient plasticity. Particular
emphasis will be placed on the development of the geometrically necessary dislocation
based crystal plasticity model proposed by Dai and Parks (Dai, 1997; Dai et al., 2000).
This model will be used for the finite element indentation simulations described herein.
Chapter 3 will describe the model and results from two-dimensional indentation
simulations. Geometrically necessary dislocation density, strain-rate, friction, and
crystalline plasticity will be tested for their effects on the ISE.
27
Chapter 4 contains a discussion on the results of these tests and areas for further
research.
28
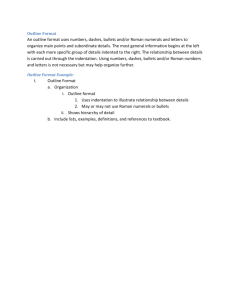
Figure 1-1: Vickers microindentation series within a single grain of FeZn7 indicating various indentation responses for different orientations of the indenter tip to the
crystal lattice (Bergsman, 1946, as found in Mott, 1956).
29
Figure 1-2: Indentation produced by a Vickers indenter tip with an offset or "chisel
tip" deformity (Mott, 1956).
30
Figure 1-3: Vickers indentations in extra dense flint glass under loadings of 20, 50,
and 100 grams. Cracking is apparent around the larger load indentations but not
around the 20 gram indentations (Taylor, 1949, as found in Mott, 1956).
31
Figure 1-4: Vickers indentations in tin. Two sides exhibit "bowing-in"
and two sides
exhibit "bowing-out" due to anisotropic elastic recovery upon removal
of the indenter
(Tolansky and Nickols, 1952, as found in Mott, 1956).
32
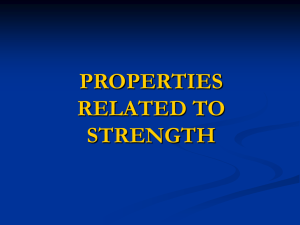
Figure 1-5: SEM images of Vickers microindentations on specimens with surface layers
on top of ductile underlying material: (top) chromium film on copper substrate with
a load of P=10gf and an indentation diagonal of d=8pm; (middle) chromium film on
copper substrate, P=50gf, d=27pum; (bottom) TiN film on HSS substrate, P=300gf,
d=24pam (Vingsbo et al., 1985).
33
nm
(a)
2
1
2000
-
Original Surface Level10
Pile up
D
5000
loam
150M0
KUM0
Length I nm
(b)
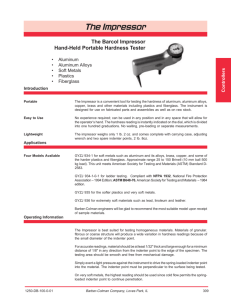
Figure 1-6: (a) AFM image of a Berkovich microindentation in work-hardened oxygenfree copper. The sides appear to be "bowing out" as occasionally happens with elastic
recovery. However, in this case, the indent surfaces have remained nearly planar. The
apparent "bowing-out" is due to pile-up around the faces of the indenter tip. (b)
shows the profile of the indentation along the plane 1-2 as indicated in (a). Pile-up
is readily observed at 2 while at 1 there appears to be no, or very little, pile-up (Lim
and Chaudhri, 1999).
34
200
nm
(a)
2
-4000
-
Sinking In
Original Surftce Level
1000
10000 Length I nm
(b)
Figure 1-7: (a) AFM image of a Berkovich microindentation in annealed oxygen-free
copper. The sides appear to be "bowing in" as occasionally happens with elastic
recovery. However, in this case, the indent surfaces have remained nearly planar.
The apparent "bowing-in" is due to sink-in around the faces of the indenter tip. (b)
shows the profile of the indentation along the plane 1-2 as indicated in (a). Sink-in is
readily observed at 2 while at 1 the sink-in is much less (Lim and Chaudhri, 1999).
35
@115
f'$15a
50-
6
1
~
44
cooI045
7eES
t' o
Qsf
35
Q$5
0
60 0
Figure 1-8: A series of indentation tests conducted within and around a single grain
of a chill cast billet of Al-Cu alloy. Vickers hardness numbers for each indentation is
given in the corresponding map of the series showing the variation of hardness due
to microstructure (Brenner and Kostron, 1950, as found in Mott, 1956).
1360
E
e
End View
Side View
Figure 1-9: Vickers indenter tip.
D
Figure 1-10: Spherical indenter tip as used in Brinell and Rockwell hardness testing.
For the Rockwell test D varies from 1iin. up to !in.. For the Brinell test D = 10mm.
36
h
End View
Side View
Figure 1-11: Knoop indenter tip.
65.30
End View
Side View
Figure 1-12: Berkovich indenter tip.
D
P
Indenter Tip
d -
Test Specimen
Figure 1-13: Schematic of an indentation test using a spherical indenter, such as a
Brinell or Rockwell tip.
37
P
IndentrT
d
Test Specimen
Figure 1-14: Schematic of an indentation test using either a pyramidal or a conical
indenter tip.
Initial Specimen Surface
Sink-in
Pile-up
Figure 1-15: Illustration of pile-up and sink-in during indentation testing. For the
case of pile-up, the contact area between the indenter tip and the specimenwill be
larger than if there were no pile-up. For sink-in, the contact area will be smaller than
if there were no sink-in.
38
Chapter 2
Geometrically Necessary
Dislocations within Crystal
Plasticity
2.1
Dislocations in Crystal Plasticity
Dislocations play a central role in the plastic deformation of crystalline materials.
Dislocations are both the vehicle of plastic deformation of the lattice structure and
one of the primary mechanisms of hardening of the material.
As a dislocation moves through a crystalline lattice, the material experiences
plastic shear along the slip plane defining the motion of the dislocation. Obstacles
within the lattice impede the motion of the dislocation. These obstacles can be
many things. Any type of impurity in the material, such as precipitates, inclusions,
vacancies, or insterstitial atoms, can be an obstacle. Stationary dislocations can be
obstacles to moving dislocations. The microstructure of the material, such as grain
or twin boundaries or different phase material, can also provide obstacles.
The overall deformation resistance of a material is defined by the density and
strength of the obstacles within the material as well as the intrinsic resistance to
dislocation motion provided by the interatomic forces in the crystal lattice. In the
39
case of dislocations, the density of the obstacles within the material can evolve during
deformation. This can lead to varying deformation resistance during deformation, and
is observed as hardening or softening of the material.
When strain gradients are created within the material by a deformation process,
the lattice structure can assume a curved orientation. The curved orientation of the
lattice requires that dislocations be present at certain points in the lattice to maintain
compatibility. Dislocations that are required by the geometry of the crystal lattice are
called geometrically necessary dislocations (GNDs) (Ashby, 1970). These dislocations
act as obstacles to the mobile dislocations associated with plastic deformation.
As the gradients in strain become more severe, the GNDs that are required to
accomodate the changes in the crystal lattice become more dense.
As the GND
density increases, dislocation motion becomes increasingly difficult since the number
of obstacles to dislocation motion increases. This causes material hardening.
There are many situations where material hardening due to inhomogeneous straining of the crystalline lattice is observed. Strain gradients can be caused by the microstructure of the material influencing the deformation. An example of microstructure causing strain gradients would be in the case of a tension test of two specimens of
the same material where the only difference between the specimens is the grain size.
In this case, increased hardening will be observed in the smaller-grained specimen
(Dai, 1997; Dai et al., 2000). Elevated hardening due to a decrease in grain size is
referred to as the Hall-Petch effect.
Another cause of strain gradients is the boundary conditions or geometry of the
deformation process. For example, situations where a material undergoes bending
or torsion give rise to gradients of strain. In bending, the specimen experiences
compressive strain on one surface while the opposite surface experiences tensile strain.
The change in the strain from one surface to the opposite surface implies that there is
a gradient of strain within the specimen. In the case of torsion, the shear strain at the
axis of twist is zero while at the boundary it is nonzero. The variation of strain from
the axis of twist to the boundary also indicates that the specimen is being subjected
to a gradient in strain.
40
In the case of indentation testing, the strain gradients are easily observable. At
the indentation site, large strains are observed as the material is displaced by the
indenter tip. However, as the distance from the indentation site increases, the level of
strain drops off rapidly. The gradients of strain are quite large near the indentation
site, particularly at the tip of the indenter.
2.2
Models for Strain Gradient Plasticity
The hardening caused by strain gradient induced GND density is not modelled by
conventional plasticity theories. These theories only capture the hardening that is
experienced because of the accumulation of statistically stored dislocations. Recently,
researchers have been working on higher order theories that include the hardening
that results from GND accumulation.
Fleck and Hutchinson (1993; 1994; 1997) have proposed a model that incorporates
strain gradients. These gradients are incorporated into the model with three invariant
length parameters. Only two of the three parameters are actually needed to accurately
define a material, one relating to rotation gradients and the other relating to stretch
gradients. Although the need to incorporate a length scale into the constitutive model
is obvious, the physical basis for the length parameters proposed in this model isn't
clear.
Begley and Hutchinson (1998) have applied the Fleck and Hutchinson model to
microindentation and have been able to reproduce the size effect observed with microindentation for frictionless conical indentations. The conical indentation was modeled with axisymmetric finite elements. Begley and Hutchinson's simulations showed
good correlation to experimental results.
Nix and Gao (1998) have also proposed a model for strain gradient plasticity.
Their model incorporates a single length scale parameter. Although they have shown
their length scale to be related to the dislocation spacing and the Burgers vector, the
length scale itself seems to be lacking a physical basis.
Nix and Gao have used their strain gradient plasticity model to produce an ap41
proximate analytical solution to a microindentation test with a conical indenter tip
(Nix and Gao, 1998). They have shown good results in reproducing the indentation
size effect for both copper and silver.
Although the Fleck and Hutchinson model and the Nix and Gao model have both
been able to reproduce the indentation size effect, neither is a crystallographic model.
Since dislocations are very much tied to the crystalline nature of a material, much
detail is lost by not incorporating those aspects of the material into the model.
2.3
Geometrically Necessary Dislocation Density
in Crystal Plasticity
2.3.1
Geometrically Necessary Dislocation Density
The development of the geometrically necessary dislocation density based plasticity
model is well documented (Dai, 1997; Dai et al., 2000).
The main points of the
development will be reiterated here.
Asaro and Rice (1977) proposed what has been widely adopted as the continuum formalism for crystal plasticity. They describe crystal plasticity as occuring on
slip planes defined by the crystal lattice. This implies that the lattice itself is unaffected by plastic deformation. Any deformation of the lattice occurs because of
elastic deformation. These characteristics of elastic and plastic deformation allows
the deformation gradient to be multiplicatively decomposed into an elastic portion
and a plastic portion as follows:
F = FeFP.
(2.1)
Fe represents the elastic portion of F and FP represents the plastic portion of F. The
evolution equation for FP is given by the flow rule
PP
= LPFP,
42
(2.2)
where LP is defined by
LP = Z'a
m
0 n.
(2.3)
Here m' is a unit vector in the direction of slip system a for the reference configuration
and n' is a unit vector normal to the a slip plane in the reference configuration. The
variable '
represents the rate of plastic shear on slip system a.
The plastic shear rate, ', is related to the resolved shear stress,
Ta,
using a power
law relationship, as follows
ao =
'O
/
O (I
sign (T c).
(2.4)
is a reference shear strain rate and s' is the deformation resistance of slip system
a. Equation 2.4 neglects temperature effects but does include strain rate effects with
the strain-rate sensitivity exponent, m, with m < 1. It also allows r-'y
0
to be the
plastic stress power of slip system a per unit volume in the reference configuration
(Bronkhorst et al., 1992). For small elastic stretches, the resolved shear stress can be
approximated by
T r~
T* - (m' 0 n') ,
(2.5)
where T* is a stress measure that is the work-conjugate to the elastic strain measure
E* (Anand and Kalidindi, 1994) and is defined as
T* = Fe
{(detFe) T} FeT.
(2.6)
T is the Cauchy stress. The elastic strain measure is defined by
F"TF -
,
(2.7)
where 1 is the second-order identity tensor. T* is a linear function of E',
T* = L [Ee],
43
(2.8)
with L being the fourth-order elasticity tensor.
The deformation resistance, sa, introduced in Equation 2.4, is a measure of the
resistance to slip or dislocation motion on slip system a. The value of the deformation resistance depends on a number of physical features of the slip system. There is
a fundamental contribution by interatomic forces and the crystal lattice. There are
further contributions by dislocations, precipitates, inclusions, interstitial atoms, or
vacancies within the lattice. The temperature of the system also affects the deformation resistance. In this model, the deformation resistance is calculated as a function
of dislocation density although the evolution equations used could be expanded to
incorporate other obstacles to slip.
The dislocation density affecting the deformation resistance is composed of both
statistically-stored dislocations (SSDs) and geometrically necessary dislocations (GNDs).
The greatest effect on the deformation resistance of a given system comes from the
dislocations that intersect its slip plane. These are called forest dislocations. The
equation used to link the deformation resistance to forest dislocation density is
sa = b Dc (p) ,
(2.9)
where i is the shear modulus, b is the magnitude of the Burgers vector, and 4" (pO)
is a function giving the effect of the dislocation densities of types 3 on the deformation resistance and is based on a relationship proposed by Franciosi and co-workers
(Franciosi et al., 1980; Franciosi and Zaoui, 1982).
For the two-dimensional plane-strain model with two effective slip systems, the
function 45 (P 0) is given by
a (p/)
=
c Z0aap,
(2.10)
where c is a constant taken to be .3 (Ashby, 1970), and a1 is a matrix of coefficients
giving the effect of the dislocation density of type 3 on the deformation resistance of
slip system a.
44
In this two-dimensional model, there are assumed to be only two active slip systems. In the case of plane strain, the resultant edge dislocations on either slip system
won't pierce the other slip system within the model. However, in a real material
undergoing plane strain deformation, dislocations on one actual slip system will, in
general, pierce other active slip planes, creating forest dislocation obstacles. These
dislocations, which may reside on multiple slip planes, are captured within the twodimensional model as being exclusively on one of the two modeled slip planes. The
dislocations in the model represent the net effect of the dislocations in the real system (Arsenlis and Parks, 1999). Since the real dislocations will in general interact
as forest dislocations, they are treated as such in the model. These assumptions are
further verified by the performance of the model in the present and previous work
(Dai, 1997; Dai et al., 2000).
The total forest dislocation density is comprised of both SSD and GND densities
and is given by
p =p
S +pO,
(2.11)
where p3 is the total dislocation density, p8 is the SSD density, and pO is the GND
density, all of which are of type /. Combining Equations 2.9, 2.10, and 2.11 gives
an equation that relates the deformation resistance due to SSD density, s', and the
deformation resistance due to GND density, s', to the total deformation resistance,
s'. The equation is of the form
(S
± (SS)k]1
(2.12)
where k is a constant that is equal to 2 for the addition of densities as described by
Equation 2.11. An alternative method of combining s' and s', using k = 1, has been
investigated (Dai, 1997; Dai et al., 2000). Using k = 1 effectively gives an addition
of resistances.
Calculation of sa and s' is accomplished in a manner similar to s' in Equation 2.9;
that is,
s5=p b (PS)
45
(2.13)
and
s,a=
gb 'IV (pf).
(2.14)
Finding the GND density associated with a deformed body is achieved through
the geometric requirement for the dislocations in the lattice to maintain lattice compatibility. The SSD density is not as straightforward. A direct approach to following
the evolution of SSD density would need to keep track of dislocation generation,
movement, storage, and annihilation. While no such model exists to directly track
SSD density, several phenomenological crystallographic hardening models have been
developed that are drawn from ideas of dislocation density evolution (Bronkhorst et
al., 1992; Cuitifio and Ortiz, 1992; Kothari and Anand, 1998; Bassani, 1994). Because
these models predict the material behavior that arises as a result of SSD density evolution, any of these models could be used to calculate the deformation resistance due
to SSD density. For the current model, the phenomenological hardening theory proposed by Anand and co-workers (Bronkhorst et al., 1992) will be used to determine
the deformation resistance due to SSD density. The phenomenological hardening theory gives the rate of change of the deformation resistance resulting from SSD density
as
haoy1 .
sa= E
(2.15)
The hardening moduli, h'1, are given by
V0 = qapha
(no sum on 3),
(2.16)
where qQ/ describes the latent hardening behavior and V is a single-slip hardening
rate given by
h(
= ho
1-
Sl
.
(2.17)
In this equation; ho, a, and s, are slip system hardening parameters that are assumed
to be identical for equivalent crystallographic slip systems.
The initial value used for the deformation resistance due to SSD density on all slip
systems is given by the parameter so. This parameter is related to the initial state of
46
the SSD density, which is determined by the history of the specimen. For instance,
so will be relatively higher for a material that has been work-hardened whereas a
material that has been annealed will have a lower value of so.
The initial value of the GND density for all slip systems will be set to zero. This is
based on the assumption that the previous history of the material has not introduced
any GNDs.
The GND density associated with a deformation can be directly calculated from
the plastic deformation gradient, FP. The deformed state defined by the plastic deformation gradient is comprised of deformations that are in general incompatible with
the lattice. This implies that geometrically necessary dislocations have been introduced into the crystalline lattice to maintain compatibility. From this deformation
gradient, the Burgers vector, B, of all dislocations going through an infinitesimal
surface S defined in the reference configuration can be calculated as
B =-
FP(X) dX,
(2.18)
where C is the counterclockwise circuit encircling S. This can be rewritten using a
generalized Stokes' theorem as
(V x
B = -
FPT
r0 dS,
(2.19)
where ro is the unit normal of the surface S. Utilizing Nye's dislocation tensor (Nye,
1953), which is
A =-(V x FPT ),
(2.20)
equation (2.19) can be rewritten as
B = f Aro dS.
(2.21)
Since Nye's tensor relates the surface S to the total Burgers vector of geometrically
necessary dislocations associated with S, Nye's tensor is a measure of GND density.
47
plane strain direction [1101
[011]
[101]
n2
S [12_12]
n (111)
[101]
[011]
Figure 2-1: Three-dimensional FCC crystal tetrahedron showing the crystallographic
planes and directions related to the two-dimensional double-slip model.
The model proposed by Dai and Parks (Dai, 1997; Dai et al., 2000), is an idealized
two-dimensional plane strain model with two slip systems. This approach was adopted
from a planar, double-slip crystal model that Asaro (1979) derived from a threedimensional single crystal configuration. The three-dimensional crystal configuration
is illustrated in Figure 2-1. For both the (111) and (111) slip planes, two of the
three co-planar {111} < 110 > slip systems are assumed to deform equally under
symmetric stress conditions to give resultant slip directions of [112] and [112]. The
two-dimensional plane of the plane strain model is defined by the [112] direction and
the [112] direction with the normal to the plane being parallel to the [110] direction.
Figure 2-2 is a schematic of the two-dimensional model. In Figure 2-2, the plane strain
direction, [110], is perpendicular to the x and y directions and is directed outward.
Also, the vectors labeled n', n 2, i, and m 2 are the same vectors in Figure 2-1 and
Figure 2-2.
By analyzing the geometry of the plane strain double-slip model, it is apparent
that there are only two sets of GND densities that may become non-zero during a
48
symmetry axis
y
0
ni
n2
Figure 2-2: Schematic of the orientation of the slip planes of the plane strain doubleslip model.
49
deformation process. They are edge GNDs that run parallel to the [jio] direction
and are associated with one of the two slip systems. Since these are the only two
potentially non-zero GND densities, Nye's tensor will only have two components that
may become non-zero. For the case of small deformations, these two GND densities
can be determined by:
P)
--
17 , sin( + 0) + ,2 cos(# + 0) ;
(2),
1()_ 2
7,
PY-
sin( -
)-
0)
(2.22)
-
0)
(2.23)
In Equation 2.23, q is the angle between the axis of crystalline symmetry and the
global y axis and 0 is the angle between the slip plane and the axis of crystalline
symmetry, as illustrated in Figure 2-2.
As discussed earlier, neither set of resultant GND densities will actually pierce the
other slip system within the double-slip model. In a real material, this would mean
that the large increase in deformation resistance due to the interaction of a moving
dislocation with forest dislocations would not occur. However, since the GNDs simulated in the double-slip model are only the net result of crystallographic dislocations
that would generally pierce other active slip planes (Arsenlis and Parks, 1999), the
densities are treated such that the strong dislocation interactions are captured.
An additional assumption made in the two-dimensional model is that none of
the GNDs nor SSDs associated with slip system a interact with each other. This
assumption causes the model to neglect pressure that is put on dislocations in the
case of a dislocation pile-up on a slip plane.
2.4
Finite Element Implementation of GND density based Crystal Plasticity Model
The GND-based crystal plasticity model just discussed has been implemented within
the finite element program ABAQUS as a user element. The element created is an
50
8-noded plane-strain element.
The calculations performed to determine the state
variables associated with the element are described in detail elsewhere (Dai, 1997;
Dai et al., 2000).
51
Chapter 3
Two-Dimensional Microindentation
Model
3.1
Description of Finite Element Model
The symmetric slip-plane model utilizes both the symmetry of the indentation test as
well as crystallographic symmetry. In this case, the crystallographic symmetry plane,
defined by the orientation of the slip planes, is coincident with the symmetry plane of
the indentation test. By making use of this symmetry plane, the finite element mesh
needs to model only one side of the problem, allowing for a more refined mesh.
The model is composed of user-defined elements, rigid elements, and infinite elastic
elements. The user-defined elements are the elements discussed in Chapter 2 and
compose the region where the plastic zone of the indentation test occurs, as well as
a large elastic area surrounding it. The mesh for the user-defined elements has been
highly refined in the region where the most plastic deformation occurs. The length
of the side of the first element in contact with the indenter surface is 0.0671 p/m. The
second element is 0.0726 tum. This means that the surface of the indenter tip is in
contact with roughly six nodes by the time it is at a depth of 0.05 /im.
Infinite elastic elements comprise the region outside of the region of user-defined
elements. These elements simulate what the elastic response would be for a material
of infinite proportions in the direction of the open faces of the infinite elements.
52
The material model for the infinite elastic elements is isotropic elasticity. The rigid
elements define the contact surface of the indenter tip. The arrangements of these
elements can be seen in Figure 3-1.
The boundary conditions are plane strain conditions with the nodes on the symmetry plane, the left side of the model, constrained to move only in the vertical
direction. The infinite elements provide the proper "boundary" conditions for the
bottom and right sides. The top of the specimen not in contact with the indenter is
traction free. The rigid elements used to model the indenter tip eliminate compliance
from the indenter. Some simple tests to check the validity of the boundary conditions
and the infinite elements used in the model are discussed in Appendix A.
3.2
3.2.1
Model Parameters
Crystallographic Orientation Parameters
As discussed in Chapter 2, the two-dimensional plane strain model incorporates two
slip systems. For the indentation simulations discussed here, the slip systems are
defined with an angle of 600 between them. The 600 angle corresponds to an FCC
material. For the symmetric slip-plane model, these slip planes are aligned at ±300
with respect to the plane of symmetry of the model. To accomplish this, the parameter
values used were 0 = 30' and 0 = 00.
3.2.2
Material Parameters
The material parameters associated with the model were described in Chapter 2. The
specific values used for the various materials in the simulations are given in Table 3.1.
Particular parameters of interest are the strain-rate sensitivy parameter, m, and the
parameter so, that is related to the initial SSD density.
The parameter m indicates how strain-rate sensitive a particular material is. In
reality, the strain-rate sensitivity of a material depends on the temperature of the
material but in this model it is assumed that the indentation remains at a fairly
53
Indenter
Specimen Surface
Symmetry
Plane
77
--
II I
- I I-I.- 1. 1 1
\
N:-'
\
N
II
N
Figure 3-1: Finite element mesh for indentation model with the crystalline symmetry
plane coincident with the indentation symmetry plane.
54
constant temperature.
This allows m to be a constant value. To emphasize the
effect that strain-rate has on indentation, the strain-rate sensitive material has a
higher strain-rate sensitivity value than the copper or silver specimens at relatively
low homologous temperatures.
The parameter so is a measure of how hard a material is initially in comparison
to its ultimate hardness value, si. This is an indication of how much work-hardening
the specimen has experienced. As explained in Chapter 1, the amount of prior work
hardening a material has undergone greatly influences its response to an indentation
test.
Annealed materials have been treated such that there are very few dislocations
within the crystal lattice. This allows the material to be easily deformed and in
general have a lower initial hardness. Within this material model, annealed materials
will be modelled by having the initial statistically stored dislocation density value
small and the initial geometrically necessary dislocation density zero. Values for
annealed copper will be used to investigate the response of annealed materials to
indentation testing. The values used can be seen in Table 3.1.
For work-hardened materials, the material has undergone plastic deformation that
has introduced dislocations into the crystal lattice. These additional dislocations
cause the material to become harder than annealed material. To represent the case
of work-hardened material, the initial value for the statistically stored dislocation
density will be high and the initial value of the geometricallly necessary dislocation
density will be zero. The assumption here is that the work hardening did not introduce
any curvatures into the crystalline lattice that would require geometrically necessary
dislocations. The effects of work hardening will be explored with values for workhardened copper. The parameter values for the work-hardened copper can be seen in
Table 3.1.
55
3.3
Determination of Indentation Contact Area
Two methods for determining the indentation contact area have become the standards
for microindentation testing. The first, and oldest, is imaging the indentation with
some type of microscopy. This method has the drawbacks of being time consuming
and expensive. Also, if it is not done correctly, the image of the indentation can
provide an erroneous contact area. The second method of determining the contact
area is estimating the area from the indentation depth. Depth sensing micro and
nanoindentation testers have become very prevalent recently. One popular group of
depth sensing indentation testing machines is the NanoindenterTM series of instruments (Nanoindenter is a registered trademark of MTS Systems Corp., Eden Prairie,
MN). Depth sensing indentation testers measure the load and the displacement associated with the indenter tip during the indentation test. The load and displacement
values are used for a number of purposes including estimating the contact area and,
of course, the hardness (Hainsworth et al., 1996). While imaging the indentation is
generally regarded as the most accurate method to determine the contact area, estimating the contact area from depth data greatly reduces the time and cost associated
with a microindentation test.
Due to pile-up or sink-in of the specimen surface during indentation testing, a
direct calculation of the contact area from a knowledge of the geometry of the indenter
tip and the total depth of the indent will almost always produce an incorrect result.
The area estimation technique proposed by Doerner and Nix (1986) uses the plastic
depth of an indentation to estimate the area. The plastic depth is determined from
the load/displacement curve, as illustrated in Figure 3-2. Oliver and Pharr (1992)
proposed a similar method that uses plastic depth with a correction coefficient based
on indenter geometry. Since neither of these methods take into account the effects of
pile-up or sink-in, they don't necessarily produce a result that is any more accurate
than using the total depth. McElhaney et al. (1998) proposed a method of estimating
the contact area of the indentation that does take into account pile-up and sink-in.
In their method it is necessary to perform imaging on representative indentations for
56
A
0
Loading
tangent line to initial
portion of unloading curve
Unloading
Depth
<
<
Figure 3-2: Schematic of a load displacement curve demonstrating the method used
to determine the plastic depth of an indentation.
each material.
Although using imaging techniques to determine the contact area tends to produce
more accurate results than estimating the area from the indentation depth, it also
has its disadvantages. Imaging techniques are more costly and time-consuming than
the estimation techniques.
Also, certain types of imaging techniques can produce
erroneous results since the edge of contact can sometimes be difficult to determine.
Optical imaging is particularly susceptible to this. The most accurate method to
determine the area of contact is by producing an AFM image of the indentation (Lim
and Chaudhri, 1999).
The contact area of finite element indentation testing is easily and directly determined since information about what portions of the indenter tip are currently in
contact with the specimen is readily available. The method used for calculation of
contact area for these simulations is by determination of nodal contacts.
57
As the
indentation test progresses, nodes are incrementally brought into contact with the
indenter tip. The discretization of the finite element mesh creates a stair-step effect
on the contact-area/indenter-depth curve, with horizontal segments as well as nearly
vertical segments, as in Figure 3-3.
Each nearly vertical segment of the discrete
contact-area/indenter depth curve indicates a new node coming into contact with the
indenter surface. The horizontal segments of the discrete contact-area/indenter depth
curve indicate portions of the simulation when no additional nodes came into contact
with the indenter surface.
Within the discrete contact-area/indenter-depth curve, the horizontal segments
alternate between relatively short segments and relatively long segments. This variation of horizontal segment length correlates to the alternating contact of midside
and corner nodes. The nearly vertical segments that precede a relatively long horizontal segment correlate to the initial contact of midside nodes. The nearly vertical
segments that precede relatively short horizontal segments correlate to the initial contact of corner nodes. The relationship of the nearly vertical segments and the long
and short horizontal segments with midside and corner node contact is illustrated in
Figure 3-4.
Using the discrete contact-area/indenter-depth curve causes a noticable discretization of the hardness curve. To produce a smooth and more accurate curve, the discrete
contact-area/indenter depth curve is interpolated between the points defined by the
maximum area associated with the initial contact of each midside node. Interpolation
of these points defines the upper bound of the discrete area curve as illustrated in
Figure 3-3. The lower bound to the discrete area curve, also shown in Figure 3-3, is
found by interpolating between the points defined by the minimum area associated
with the initial contact of each corner node. The lower bound underestimates the
contact area, causing the curve to be nonlinear which, in turn, actually causes an
apparent indentation size effect as seen in Figure 3-6. The hardness/depth curve is
calculated by dividing the load/depth curve (see Figure 3-5) by the area/depth curve.
Figures 3-3 through 3-6 were taken from a simulation that was done with the
effects of strain rate and GND density removed to provide a situation where the
58
1.2
Upper bound (interpolation between
points of maximum area associated
with contact of midside nodes)
E0.8 EO
Discrete contact area curve
Cj,
0.6-
o 0.4-
0.2
Lower bound (interpolation between
points of minimum area associated
with contact of comer nodes)
-
0
0
0.1
0.2
0.3
0.4
depth (pm)
0.5
0.6
0.7
0.8
Figure 3-3: Discrete contact area curve created by the incrementation of nodal contacts. The upper and lower bound curves are created by linearly interpolating between
the high and low values of the discrete curve, respectively.
hardness/depth curve would show no indentation size effect. As can be seen in Figure 3-6, the hardness curve obtained by using the interpolated upper bound contactarea/indenter depth curve most closely creates a constant hardness/depth curve. Additional contact area curves could have been created by interpolation between the
points of the maximum area associated the initial contact of corner nodes, interpolation between the points of the minimum area associated with the initial contact of
the midside nodes, or some other scheme using intermediate values along either the
vertical or horizontal components of the discrete contact-area/depth curve. However,
for any of these curves, the result would have been a hardness versus depth curve
between the upper and lower bounds shown in Figure 3-6. While some of these possible curves would provide reasonable results, none would minimize the indentation
size effect quite as well as the curve created by interpolating between the points of
maximum area associated with the initial contact of midside nodes.
59
0.65
Long horizontal
segment
Initial contact of
midside node
0.6
Short horizontal
E 0.55
-
segment-
0.5
Nearly vertical
segments
0.45
Initial contact of
corner node
.3
0.4
0.35
0.45
depth (im)
Figure 3-4: Magnified portion of Figure 3-3 indicating the segments of the discrete
contact-area/indenter depth curve which correspond to the initial contact of midside
nodes and the initial contact of corner nodes.
i Fnnn.
.
.
1.2
1.4
1400
1200
1000
E
800
600
400
200
0
0.2
0.4
0.6
0.8
1
1.6
1.8
2
depth (4m)
Figure 3-5: Load versus displacement curve from the simulation associated with Figure 3-3.
60
1200
1000
800
Hardness from lower bound area curve
Hardness from discrete area
S600
curve-
400-
200-
0
Hardness from upper bound
0.2
0.4
0.8
0.6
area curve
1
1.2
1.4
depth (im)
Figure 3-6: Hardness curves calculated with the discrete area curve, the interpolated
upper bound area curve, and the interpolated lower bound area curve. The simulation was done without incorporating GND density hardening and with a strain-rate
insensitive material to remove anything that might cause a size effect. The upper
bound area curve best predicted a constant hardness value.
3.4
Indentation Strain Rate
For virtually all materials, there is a certain temperature range where flow strength
is, at least to some degree, dependent on strain rate. For situations where a material's
hardness is strain rate dependent, a portion of the indentation size effect may be due
to strain-rate hardening. As mentioned in Chapter 1, the nominal indentation strain
rate has been defined as (Atkins et al., 1966; Stone and Yoder, 1994; Mayo and Nix,
1988; Lucas and Oliver, 1999; Raman and Berriche, 1992; Hochstetter et al., 1999)
= -
(3.1)
where A is the depth of the indent and A is the rate of change of the indentation
depth.
Indentation tests are usually performed by applying a given load and letting the
indenter tip descend into the specimen until it comes to its final depth. This type of
61
loading causes
A
to be very large initially but then to decrease until the final depth
is reached. The variation of
Zk
with depth due to this one-step loading causes the
strain rate to vary inversely with depth. Sometimes, the load is applied in more than
one step, giving a more complex behavior to A. Another loading method that has
been used is a linear loading/time curve which provides a constant P (Mayo and Nix,
1988; Hochstetter et al., 1999).
Simply by looking at Equation 3.1, it is readily seen that neither the one-step loading, the multi-step loading, nor the linear loading/time methods provide a constant
strain-rate (Lucas et al., 1997). The effect of a non-constant strain rate is uncertainty
in the value of the measured hardness and typically causes an increase in the indentation size effect. For instance, even for the relatively well-behaved case of linear
loading/time, the inverse proportionality between the strain rate and the indentation
depth in Equation 3.1 indicates that the strain rate will decrease for increasing indentation depths. For any type of strain rate dependent material, this indentation
strain rate size effect would translate into an indentation hardness size effect.
To eliminate any size effect resulting from the indentation strain-rate, the strainrate must be maintained at a constant value.
By solving Equation 3.1 with the
strain-rate taken as a constant, it is found that the displacement of the indenter tip
must follow an exponential curve with time as described by the following equation
A = Aoeit,
(3.2)
where AO is the initial depth of the indenter tip and i is the desired constant strain
rate. Since the indentation simulations start with time and indentation depth both
at zero, this equation had to be modified as follows:
A = Aoedt - A0 .
(3.3)
In all the simulations performed with the exponential displacement curve, the value
of AO was set to 10 nanometers. This modification introduces a slight but constant
negative shift to the exponential displacement curve. However, the shift is very small
62
with respect to the scale of the simulation and, as can be seen in Figure 3-7, does not
introduce a size effect.
The constant strain rate, , used in the simulations was determined by
I ln(
n = 11 ) ,
tf
(3.4)
where Af was the final indentation depth, always taken as 2.0 um, and tf was the
total time of the simulation. For the annealed and work-hardened copper simulations,
tf was set to 0.3 seconds. This gives a constant strain rate value of 17.66 per second.
For the strain-rate sensitive material simulations, tf was 3.0 seconds which gives a
constant strain rate value of 1.766 per second.
The effects of strain-rate on the hardness of a material are illustrated in Figure 37. Figure 3-7 shows a hardness versus depth curve for an indentation simulation
performed with linear tip displacement/time and a hardness versus depth curve for
a simulation with exponential tip displacement/time. As described in Equation 2.4
of Chapter 2, the strain-rate sensitivity model used in the simulations is a power law
relationship with a rate sensitivity exponent of 1/m. The value used in the simulation
for m was 0.8. The other parameters used for the strain-rate sensitive material in the
simulation can be seen in Table 3.1. The simulations didn't incorporate the hardening
effects of GND densities; thus any indentation size effect shown is due to strain-rate.
For both simulations, the indenter tip descended 2 um in 3 seconds. As expected
from Equations 3.1 and 3.2, the hardness versus depth curve associated with the
linear tip displacement/time simulation showed a significant indentation size effect
while the curve associated with the exponential tip displacement/time simulation
remained relatively constant.
3.5
Frictional Model
In the simulations that incorporate friction between the indenter tip and the specimen
surface, the friction model used is an exponential decay model. In this model, the
63
600exponential tip displacement I time
5800
-
linear tip displacement / time
540 -
520-
0.2
0.4
0.6
0.8
1
1.2
depth (pm)
1.4
1.6
1.8
2
Figure 3-7: Hardness versus depth curves for a simulation performed with linear
tip displacement/time and a simulation performed with exponential tip displacement/time. The effects of GND density hardening has been removed from both
simulations to indicate the size effect from the strain-rate alone.
static friction coefficient decays exponentially to the kinetic friction coefficient values.
The exponential decay is a function of the rate of slip according to the equation
P = pk + ( Is -
14)e-Dc
,
(3.5)
where p is the coefficient of friction, D, is the decay coefficient, y is the sliding rate
between the surfaces, yk is the kinetic coefficient of friction, and . is the static
coefficient of friction (HKS, 1998).
In the simulations examining the effects of friction on the ISE, three frictional
cases are used. The first case provides very high coefficients of friction to simulate
sticking friction. The second case has a moderate static coefficient of friction with a
low kinetic coefficient of friction. This case allows for areas of sliding and areas of
sticking on the contact surface, which could potentially lead to increased gradients of
strain and increased hardening. The last frictional case is no friction. The parameter
values used for these three cases are in Table 3.2.
64
3.6
Indentation Size Effect from Strain Gradients
Indentation simulations were conducted on annealed and work-hardened copper. The
parameters used for the materials are in Table 3.1. Unless otherwise specified, the
value for k in Equation 2.12 is taken to be 2. Also, unless otherwise indicated, the
contact between the specimen and the indenter tip was assumed to be frictionless.
For the annealed and work-hardened copper, the results from the simulations very
closely follow the experimental results reported by McElhaney et al. (1998) as shown
in Figure 3-8. Loading and unloading curves for indentations of increasing depth in
annealed copper are shown in Figure 3-9. These curves are almost, but not quite,
linear and are comparable to experiment loading curves seen with microindentation
of metals (Oliver and Pharr, 1992; Ma and Clarke, 1995).
Figures 3-11 through 3-14 show a series of contour plots of deformation resistance
and GND density at indentation depths of 0.4, 0.8, 1.2, 1.6, and 2.0 microns for
both annealed and work-hardened copper. The individual contour plots have equal
height and width values of nA, where A is the indentation depth and n is a scaling
number that is constant for each group of contour plots. Scaling the individual plots
in this manner maintains geometric similarity between the contour plots of different
indentation depths. Figure 3-10 illustrates the contour plot scaling. For the annealed
copper, a value of n = 10.0 was used. n = 12.5 was used for the work-hardened
copper.
Figures 3-11 and 3-13 show contour plots for the series of indention depths of the
total deformation resistance for annealed and work-hardened copper, respectively.
The total deformation resistance is found from the deformation resistances of both
slip systems combined according to (s(1)+s(2))/2. The plots for both the annealed and
work-hardened simulations are obviously not similar across the different indentation
depths. This variation in the deformation resistance indicates the size effect that is
seen in Figure 3-8. As expected, the difference between the deformation resistance
contours for the 0.4 pm indentation and the 2.0 [im indentation is quite obvious. The
corresponding differences between the 1.6 Mm indentation and the 2.0 jim indentation
65
are much less obvious, indicating the flattening out of the hardness/depth curves that
is observed at those depths.
Figure 3-12 and Figure 3-14 show a series of contour plots of the GND densities
at indentation depths of 0.4, 0.8, 1.2, 1.6, and 2.0 pm for both annealed and workhardened copper. The GND densities come from both slip systems and have been
scaled according to bVfp,
where p9 = p(') + p2). The GND densities observed at the
0.4 [Lm indentations are much more pervasive than the GND densities observed at
the 2.0 [Lm indentations. The contours of the GND densities at indentation depths
of 1.6 [Lm and 2.0 pum are becoming quite similar.
Figure 3-15 indicates the differences observed in the hardness/depth curves between simulations performed with k = 1 and k = 2 in Equation 2.12. Both methods
demonstrate a size effect with the hardness values obtained with k = 1 ranging from
about 210 MPa, to 250 MPa higher than the hardness values found with k = 2.
The effect of friction on the hardness found for annealed copper was investigated
using frictional values from Table 3.2.
Figure 3-16 indicates the hardness/depth
curves for the three frictional cases. The three curves are almost identical. This is
most likely due to the simulated indenter tip having a wedge angle that is greater
than 600. Indenter tips with wedge angles larger than about 600 have been shown
to experience very little shear between the indenter tip and the specimen (Mulhearn,
1959).
66
2000
1800 -.....-
-- Annealed Cu Simulation
0 Annealed Cu (McElhaney et al., 1998)
- Work-hardened Cu Simulation
+ Work-hardened Cu (McElhaney et al., 1998)
--
.....
1600
1400
....
. . . . ... . .. .. . .. . . . .. . . .. . . . ... . . .. . ...
++
1200
..
.......
.........
.... .. ..... .. ... .... .. ..... .. ..... .. .. .
... . . .
-U) 1000
Cl)
800
600 400
.-
--.
-
. . .. .
.
-.
. . .- .-.
.. . . .-.
. . . .. .
-.. . .
- . -.
200[0
0
0.2
0.4
0.6
0.8
1
depth (gm)
1.2
.-
.-
. ..- .
1.4
1.6
1.8
2
Figure 3-8: Indentation size effect due to GND hardening for annealed and workhardened copper. Simulations performed with constant strain rate, no friction, and
using k = 2 (addition of obstacle densities).
67
5G00
5 000 - -
-
- - - -
-
----
- -- --
-
4 5 00 -. .. . . . . . .-.-.-.-.-.-.-.-.- ..-.- .- - -. -.-
-.--.- -.- -
.- - - - -.-.-.-
4000 -.-.-.-.
~ 3 5
00
- - . . . - . . . . - . .. . . . . .- - -. . . .. . .- -. -. -.
a, 1500 ........---
. . .-.--
. .-.
-.-.-.-
.- - - . - . -
-
0
12 000
0
--
0
0.2
0.4
0.6
-
-
0.8
1
1.2
depth (gm)
1.4
1.6
1.8
2
2.2
Figure 3-9: Load/depth curves for loading and unloading simulations done with annealed copper parameters, k = 2, and depths of 0.4, 0.8, 1.2, 1.6, and 2.0 Mm.
68
Indenter
A
nA
nABp
Figure 3-10: Diagram illustrating the dimensions of the contour plots for the symmetric slip plane model. A represents the indentation depth. n is a constant scaling
factor that maintains similarity between the indentation depth and the length and
width of each contour plot. The line indicating the plane of the indenter tip is for
illustration purposes and is not seen in the contour plots.
69
Table 3.1: Material parameters
material
Cold-Worked
Copper
Annealed
Copper
Strain-rate
Sensitive
Material
'o (sec-')
0.001
0.001
0.001
M
0.01
0.01
0.08
q
1.4
1.4
1.4
ho (MPa)
380
380
370
a
1.2
1.2
1.6
(MPa)
160
160
120
s8 (MPa)
65.0
25.0
18.0
ao
0.89
0.89
0.0
a,
0.98
0.98
0.0
Cu (GPa)
185.8
185.8
135.0
C 12 (GPa)
92.7
92.7
90.0
C 44 (GPa)
46.5
46.5
45.0
E (GPa)
124.0
124.0
82.73
ii
0.345
0.345
0.3
c
0.3
0.3
0.3
y (GPa)
46.51
46.51
31.82
b (nm)
0.25
0.25
0.25
si
70
Table 3.2: Friction Model Parameters
Interaction
Ps
Pk
D, (sec/pm)
No Friction
0.0
0.0
0.0
Stick-Slip Friction
0.3
0.01
1000.
Sticking Friction
10.
10.
1.
71
(a)
(D)
(c)
(d)
s(MPa)
VALUE
+3. 38E+01
+7.25E+01
+1. 02E+02
+1. 32E+02
+1.62E+02
+1.92E+02
+2.21E+02
+2. 51E+02
+2 .81E+0 2
+3.11E+02
+3.40E+02
+4.OOE+02
+7.24E+02
(e)
Figure 3-11: Contour plots from a series of simulations showing the average deformation resistance over the two slip systems, s = (S(1) + s(2)) /2. Annealed copper
values were used in all of the simulations. The vertical and horizontal dimensions of
the plots are ten times the size of the indentation depth of the simulation, enforcing
dimensional similarity between the plots. The indentation depths, A, are (a) 0.4 /um,
(b) 0.8 pm, (c) 1.2 pm, (d) 1.6 pm, and (e) 2.0 pm.
72
(a)
(b)
(c)
(d)
bVp
VALUE
+1.51E-03
+6. OOE-03
+9. 09E-03
+1.22E-02
+1.53E-02
+1. 84E-02
+2.15E-02
+2.45E-02
+2.76E-02
+3.
H
07E-02
+3.38E-02
+3. 69E-02
+4. OOE-02
+7. 19E-02
(e)
Figure 3-12: Contour plots from a series of simulations showing the combined GND
densities from both slip systems normalized according to bf/-g. Annealed copper
values were used in all of the simulations. The vertical and horizontal dimensions of
the plots are ten times the size of the indentation depth of the simulation, enforcing
dimensional similarity between the plots. The indentation depths, A, are (a) 0.4 Am,
(b) 0.8 pm, (c) 1.2 pm, (d) 1.6 pm, and (e) 2.0 pm.
73
(D)
(a)
(c)
(d)
s (MPa)
VALUE
+7 .03E+01
+9.50E+01
+1.23E+02
+1.50E+02
+1.78E+02
+2.06E+02
+2.34E+02
+2.61E+02
+2.89E+02
+3 .17E+02
+3.45E+02
+3 .72E+02
+4.OOE+02
+7.19E+02
(e)
Figure 3-13: Contour plots from a series of simulations showing the average deformation resistance over the two slip systems, s = (s(1) + s(2)) /2. Work-hardened copper
values were used in all of the simulations. The vertical and horizontal dimensions of
the plots are 12.5 times the size of the indentation depth of the simulation, enforcing
dimensional similarity between the plots. The indentation depths, A, are (a) 0.4 Am,
(b) 0.8 /um, (c) 1.2 pm, (d) 1.6 pm, and (e) 2.0 pm.
74
(a)
(b)
(C)
(a)
bv
VALUE
+1.88E-03
+6.OOE-03
+9. 09E-03
+1.22E-02
+1.53E-02
+1.84E-02
+2.15E-02
+2.45E-02
+2.76E-02
+3.07E-02
+3.38E-02
+3.69E-02
+4.OOE-02
+7.13E-02
(e)
Figure 3-14: Contour plots from a series of simulations showing the combined GND
densities from both slip systems normalized according to bvpig. Work-hardened copper values were used in all of the simulations. The vertical and horizontal dimensions
of the plots are 12.5 times the size of the indentation depth of the simulation, enforcing dimensional similarity between the plots. The indentation depths, A, are (a) 0.4
Mm, (b) 0.8 pm, (c) 1.2 pm, (d) 1.6 pm, and (e) 2.0 pm.
75
2000
1800-
1600-
-
k=I
-
1400 --
-
1200
.
-
-
-
--
.. . . . . .
1200 -
k =2
600-
20
0
0.2
0.4
0.6
0.8
1
depth (gm)
1.2
1.4
1.6
1.8
2
Figure 3-15: Variation of hardness with depth for the cases of addition of obstacle strengths, k = 1, and addition of obstacle densities, k = 2. Simulations were
performed with the parameters for annealed copper. Both cases demonstrate an indentation size effect.
76
2000
.
200
\
1800---
- -
- -
1600
0z
12001 0 00 -
--....
..- . -.
--..
800 -
- -
600-
-
-
-No Friction
Stick-Slip Friction
Sticking Friction
--.-.-
-.------.-.--.--.
-.-.
--.-
.-.-.-.--.
-
400 -
---
--
20
0
0.2
0.4
0.6
0.8
1
depth (, m)
1.2
1.4
1.6
1.8
Figure 3-16: Hardness/depth curves for the three frictional cases with annealed copper.
77
Chapter 4
Discussion and Further Research
4.1
Discussion of Results
The indentation size effect, observed in indentation tests in the micrometer and submicrometer range, is most likely a result of various phenomena working in concert.
While many of these phenomena were discussed in Chapter 1, there may still be others
that are as yet unknown. At this point, it is not known exactly how these different
phenomena work together to create the indentation size effect, and which provides
the largest contribution.
In spite of this uncertainty, the results of the indentation simulations provided in
Chapter 3 seem to suggest that geometrically necessary dislocations provide a large
portion of the size effect for ductile crystalline materials. Additionally, it was shown
that for strain-rate sensitive material, the method used for loading in the indentation
test can have a significant influence on the indentation size effect. The proper loading
method to minimize the size effect resulting from strain-rate utilizes an exponential
tip displacement/time curve.
While GND density hardening and strain rate effects were found to have an impact
on the indentation size effect, the effects of friction were found to be minimal for the
three cases studied; zero friction, moderate friction, and sticking friction.
78
4.2
Future Work
There is still much work, both theoretical and experimental, to be done to fully
understand the indentation size effect. Some of the logical extensions of this work
would be studying the effects of GND density and friction with varied orientations of
the indenter tip with respect to the crystalline slip planes of the specimen and with
various indenter tip angles. Also, this research should be extended to three dimensions
to fully capture the dislocation dynamics associated with indentation testing.
As mentioned before, for indenter tips with included angles that are greater than
about 600, the friction has a very small effect which means there is not a great deal
of shear force between the indenter and the specimen (Mulhearn, 1959).
However,
experimentalists have shown some interesting results in microindenation using lubricated and unlubricated specimens which suggest that friction may have some influence
on the indentation size effect (Shi and Atkinson, 1990).
It is possible that certain
alignments of the slip systems of the specimen with the indenter tip may increase
the shear stress between an indenter face and the specimen, which, in turn, would
cause friction to become important. Friction of this type may directly influence the
indentation size effect or may excite further creation of GNDs which could also am-
plify the indentation size effect. To fully investigate this effect, multiple indenter tip
geometries should be simulated as well as multiple slip system orientations.
In addition, the variation of the contours of the GND density and deformation
resistance for different slip system orientations and indenter tip geometries would
be very interesting to study. More fundamentally, since most indentation tests are
conducted with very little thought about how the indenter tip is oriented with respect
to the crystalline slip planes of the specimen, it may be very enlightening to look at
how this affects the hardness measured by an indentation test.
The study of various slip system orientations would require a full two-dimensional
model. The symmetry plane used in the model described in Chapter 3 is only valid
for the current orientation or the slip planes rotated 900 from the current orienta-
tion. With any other slip system orientation, the crystalline symmetry plane would
79
no longer coincide with the geometric symmetry plane. With no symmetry plane
within the two-dimensional model, it would be necessary to model both halves of the
indentation test. The full indentation model would be much more computationally
expensive. Efforts would need to be made to minimize the number of elements used
while still providing adequate mesh refinement to maintain confidence in the solution.
Recently, Arsenlis and Parks (2000) extended the two-dimensional material model
used in this work to three-dimensions. The three-dimensional model incorporates all
the slip systems associated with an FCC crystalline material. By using this model,
more realistic simulations of microindentation can be performed.
The use of the
three-dimensional model would be much more computationally expensive than the
two-dimensional model. To alleviate some of the computational burden, symmetry
can be used to trim a simulation of a carefully oriented Berkovich indenter with an
FCC material down to a 60 wedge radiating out from the center of the indentation.
There are multiple crystallographic orientations that would allow a 600 wedge
to accurately represent a full Berkovich indentation.
One such orientation would
have the surface of the specimen coincide with a (111) crystallographic plane. The
Berkovich indenter tip would also need to be rotationally oriented such that one of
the vertex lines of the indenter would lie within a (101) plane. The 600 wedge would
be taken from a vertex line of the indenter tip to the symmetry plane of one of the
adjacent indenter faces.
While this three-dimensional indentation model would not be able to investigate multiple slip system orientations with respect to the indenter tip, it would
give insight into many areas of microindentation that are inaccessible to the twodimensional model. For instance, the propensity of work-hardened materials to pileup and annealed materials to sink-in could more accurately be simulated with the
three-dimensional model. From simulations of pile-up and sink-in, studies could be
conducted on the methods used to estimate the contact area from depth-sensing
indentation experiments (Doerner and Nix, 1986; Oliver and Pharr, 1992; McElhaney et al., 1998).
Additionally, since the Arsenlis and Parks three-dimensional
model incorporates all FCC slip systems, assumptions that were required with the
80
two-dimensional model with respect to forest dislocations are not necessary. By removing these assumptions, the model more realistically predicts the effects of GND
hardening. Interesting comparisons could then be made to experimental studies of
dislocation densities due to indentation tests (Ma and Clarke, 1995; Zielinski et al.,
1995).
81
Appendix A
Model Verification
A.1
Symmetric Slip-Plane Model
To verify the performance of the mesh used for the indentation simulations, a comparison was done between a finite element simulation of a vertical load applied to the
upper left node on the symmetric slip-plane model mesh and the Flamant solution
to a vertical load on the edge of an infinite half-space (Timoshenko, 1934). The rigid
elements representing the indenter tip were removed from the symmetric slip-plane
model mesh and the user elements associated with the GND based crystal plasticity
model were changed to isotropic elastic elements.
Figure A-i illustrates the setup of the point load on the two-dimensional half-space
as well as the symmetry plane. The material planes along which the deformations
and stresses are calculated are also indicated with their relative dimensions. For these
simulations, the value of L is 40pum. The comparison of the displacements can be
seen in Figure A-2. The analytical and finite element deformations match quite well.
Figures A-3 and A-4 compare the stress states of the finite element solution and the
analytical solution along material planes that are horizontal and vertical, respectively.
The horizontal and vertical planes that were used correspond to the planes used in
the deformation comparison and dilineate the boundary between the finite elements
and the infinite elements in the model.
For the horizontal plane, Figure A-3, the stresses match reasonably well. Near
82
Material Surface
Symmetry Plane
L
2L
.........
.....................................
Figure A-1: Diagram of the setup of the point load on the infinite two-dimensional
half-space.
the symmetry plane (x = 0), the differences between the corresponding stresses of
the finite element solution and the analytical solution become larger. At the far end
from the symmetry plane (x = L), the difference between the two values of Ux also
increases.
The results for the vertical plane, Figure A-4, were similar. The values of the corresponding stresses of the two solutions match reasonably well. The largest differences
come at the ends, particularly the end away from the surface (y = -L).
Based on these results, the boundary conditions and infinite elements used in this
model appear to predict the far-field elastic effects due to a load on the surface of a
semi-infinite solid quite well. These results give us confidence in utilizing this model
in conjuction with indentation testing simulations.
83
P
Undeformed material surface
L
I:
Symmetry plane
---
-
L
I:
Undeformed material plane
-
Analytical deformation
Finite element deformation
Figure A-2: Comparison of the deformations found from the analytical Flamant solution to a vertical load on an infinite half-space and a finite element solution to a
vertical load applied to the upper left node of the two-dimensional mesh used for the
symmetric slip-plane model. For emphasis, displacements have been magnified 400
times their actual size.
84
I.1 -.-
-0.1 -
(P/L)
-0.2
-
-0.3
-0.4
-0.5
Analytical Solution
Finite Element Solution
-0.6 ---
0
0.1
0.2
0.3
0.5
0.4
0.6
0.7
0.8
0.9
1
x
L
(a)
ly
P
x
L
I
2L
y=-L
(b)
Figure A-3: (a) compares the stress states found from the analytical solution to a
vertical load on an infinite half-space and a finite element solution to a vertical load
applied to the upper left node of the two-dimensional mesh used for the symmetric
slip-plane model. The stresses are shown for a plane that is defined by y = -L and
runs from x = 0 to x = L, as shown in (b). In the case shown, L is equal to 4 0pm.
85
0.2
0.15---
Analytical Solution
Finite Element Solution
-
0.1 -
0.05
xy
0A
0-
(P/L)
.-0.05 --
-0.1
-0.15--
-0.2
xx
-0.25
-1
-0.9
-0.7
-0.8
-0.5
-0.6
-0.4
-0.3
-0.2
-0.1
0
y
L
(a)
P
x
L
x=L
2L
(b)
Figure A-4: (a) compares the stress states found from the analytical solution to a
vertical load on an infinite half-space and a finite element solution to a vertical load
applied to the upper left node of the two-dimensional mesh used for the symmetric
slip-plane model. The stresses are shown for a plane that is defined by x = L and
runs from y = -L to y = 0, as shown in (b). In the case shown, L is equal to 40fm.
86
Bibliography
[Anand and Kalidindi, 1994] Anand, L. and Kalidindi, S. R. (1994).
The process
of shear band formation in plane strain compression of FCC metals: effects of
crystallographic texture. Mechanics of Materials, 17:223-243.
[Arsenlis and Parks, 1999] Arsenlis, A. and Parks, D. M. (1999). Crystallographic
aspects of geometrically-necessary and statistically-stored dislocation density. Acta
Materialia,47(5):1597-1611.
[Arsenlis and Parks, 2000] Arsenlis, A. and Parks, D. M. (2000). Three-dimensional
modeling of the grain-size dependent inelastic behavior of polycrystals. submitted
to the InternationalJournal of Plasticity.
[Asaro, 1979] Asaro, R. J. (1979). Geometrical effects in the inhomogeneous deformation of ductile single crystals. Acta Metallurgica,27:445-453.
[Asaro and Rice, 1977] Asaro, R. J. and Rice, J. R. (1977).
Strain localization in
ductile single crystals. Journal of the Mechanics and Physics of Solids, 25:309-338.
[Ashby, 1970] Ashby, M. F. (1970). The deformation of plastically non-homogeneous
alloys. PhilosophicalMagazine, 21:399-424.
[Atkins et al., 1966] Atkins, A. G., Silverio, A., and Tabor, D. (1966). Indentation
hardness and the creep of solids. Journal of the Institute of Metals, 94:369-378.
[Bassani, 1994] Bassani, J. L. (1994). Plastic flow of crystals. Advances in Applied
Mechanics, 30:191-258.
87
[Begley et al., 1999] Begley, M. R., Evans, A. G., and Hutchinson, J. W. (1999).
Spherical impression of thin elastic films on elastic-plastic substrates. International
Journal of Solids and Structures, 36:2773-2788.
[Begley and Hutchinson, 1998] Begley, M. R. and Hutchinson, J. W. (1998).
The
mechanics of size-dependent indentation. Journal of the Mechanics and Physics of
Solids, 46(10):2049-2068.
[Bergsman, 1946] Bergsman, E. B. (1946). Micro-hardness testing: description of a
technique developed in Sweden. Metal Industry, 69:109-112.
[Blunt and Sullivan, 1994] Blunt, L. and Sullivan, P. J. (1994). The measurement of
the pile-up topography of hardness indentations. Tribology International,27(2):6979.
[Bobji et al., 1997] Bobji, M. S., Biswas, S. K., and Pethica, J. B. (1997).
Effect
of roughness on the measurement of nanohardness - a computer simulation study.
Applied Physics Letters, 71(8):1059-1061.
[Bolshakov et al., 1996] Bolshakov, A., Oliver, W. C., and Pharr, G. M. (1996). Influences of stress on the measurement of mechanical properties using nanoindentation:
Part ii. finite element simulations. Journal of Materials Research, 11(3):760-768.
[Brenner and Kostron, 1950] Brenner, P. and Kostron, H. (1950). Macro- and microsegregation in ingots of two aluminum alloys. Metallurgia,41:209-218.
[Bronkhorst et al., 1992] Bronkhorst, C. A., Kalidindi, S. R., and Anand, L. (1992).
Polycrystalline plasticity and the evolution of crystallographic texture in FCC metals. PhilosophicalTransactions of Royal Society of London A, 341:443-477.
[BUckle, 1959] Bflckle, I. H. (1959). Progress in microindentation hardness testing.
Metallurgical Reviews, 4(13):49-100.
[Bystrzycki and Varin, 1993] Bystrzycki, J. and Varin, R. A. (1993). The frictional
component in microhardness testing of intermetallics. Scripta Metallurgica et Materialia,29(5):605-609.
88
[Cai, 1993] Cai, X. (1993). Effect of friction in indentation hardness testing - a finite
element study. Journal of Materials Science Letters, 12(5):301-302.
[Chaudhri, 1993] Chaudhri, M. M. (1993).
Subsurface deformation patterns
around indentations in work-hardened mild-steel. PhilosophicalMagazine Letters,
67(2):107-115.
[Cuitifio and Ortiz, 1992] Cuitifio, A., M. and Ortiz, M. (1992). Computational modeling of single crystals. Modeling and Simulation in Materials Science and Engineering, 1:225-263.
[Dai, 1997] Dai, H. (1997). Geometrically-Necessary Dislocation Density in Continuum Plasticity Theory, FEM Implementation and Applications. PhD thesis, Massachusetts Institute of Technology.
[Dai et al., 2000] Dai, H., Parks, D. M., and Nielson, G. N. (2000). Geometricallynecessary dislocation density in continuum plasticity theory. To be published.
[Doerner and Nix, 1986] Doerner, M. F. and Nix, W. D. (1986). A method for interpreting the data from depth-sensing indentation instruments. Journal of Materials
Research, 1(4):601-609.
[Fivel et al., 1998] Fivel, M. C., Robertson, C. F., Canova, G. R., and Boulanger, L.
(1998). Three-dimensional modeling of indent-induced plastic zone at a mesoscale.
Acta Materialia,46(17):6183-6194.
[Fleck and Hutchinson, 1993] Fleck, N. A. and Hutchinson, J. W. (1993).
A phe-
nomenological theory of strain gradient plasticity. Journal of the Mechanics and
Physics of Solids, 41:1825-1857.
[Fleck and Hutchinson, 1997] Fleck, N. A. and Hutchinson, J. W. (1997).
Strain
gradient plasticity. Advances in Applied Mechanics, 33:295-361.
[Fleck et al., 1994] Fleck, N. A., Muller, G. M., Ashby, M. F., and Hutchinson, J. W.
(1994). Strain gradient plasticity: Theory and experiment. Acta Metallurgica et
materialia,42:475-487.
89
[Franciosi et al., 1980] Franciosi, P., Berveiller, M., and Zaoui, A. (1980).
Latent
hardening in copper and aluminum single crystals. Acta Metallurgica, 28:273-283.
[Franciosi and Zaoui, 1982] Franciosi, P. and Zaoui, A. (1982). Multislip in FCC crystals: a theoretical approach compared with experimental data. Acta Metallurgica,
30:1627-1637.
[Hainsworth et al., 1996] Hainsworth, S. V., Chandler, H. W., and Page, T. F. (1996).
Analysis of nanoindentation load-displacement loading curves. Journal of Materials
Research, 11(8):1987-1995.
[Hanneman and Westbrook, 1968] Hanneman, R. E. and Westbrook, J. H. (1968).
Effects of adsorption on the indentation deformation of non-metallic solids. Philosophical Magazine, 18(151):73-88.
[Hill et al., 1947] Hill, R., Lee, E. H., and Tupper, S. J. (1947). The theory of wedge
indentation of ductile materials. Proceedings of the Royal Society of London, Series
A. Mathematical and Physical Sciences, 188:273-290.
[Hill et al., 1989] Hill, R., Storikers, B., and Zdunek, A. B. (1989).
A theoretical
study of the Brinell hardness test. Proceedings of the Royal Society of London
Series A-Mathematical Physical and Engineering Sciences, 423:301-330.
[HKS, 1998] HKS (1998). ABA QUS/Standard User's Manual Volume II, version 5.8.
Hibbitt, Karlsson & Sorensen, Inc.
[Hochstetter et al., 1999] Hochstetter, G., Jimenez, A., and Loubet, J. L. (1999).
Strain-rate effects on hardness of glassy polymers in the nanoscale range. Comparison between quasi-static and continuous stiffness measurements.
Journal of
MacromolecularScience-Physics, B38(5-6):681-692.
[Jayaraman et al., 1997] Jayaraman, S., Hahn, G. T., Oliver, W. C., Rubin, C. A.,
and Bastias, P. C. (1997). Determination of monotonic stress-strain curve of hard
materials from ultra-low-load indentation tests. InternationalJournal of Solids and
Structures, 35:365-381.
90
[Kothari and Anand, 1998] Kothari, M. and Anand, L. (1998).
Elasto-viscoplastic
constitutive equations for polycrystalline metals: Application to tantalum. Journal
of the Mechanics and Physics of Solids, 46:51-83.
[Li and Bradt, 1993] Li, H. and Bradt, R. C. (1993). The microhardness indentation
load/size effect in rutile and cassiterite single crystals. Journal of Materials Science,
28(4):917-926.
[Li et al., 1993] Li, H., Ghosh, A., Han, Y. H., and Bradt, R. C. (1993). The frictional
component of the indentation size effect in low load microhardness testing. Journal
of Materials Research, 8(5):1028-1032.
[Lim and Chaudhri, 1999] Lim, Y. Y. and Chaudhri, M. M. (1999).
The effect of
the indenter load on the nanohardness of ductile metals: an experimental study
on polycrystalline work-hardened and annealed oxygen-free copper. Philosophical
Magazine A, 79(12):2979-3000.
[Lucas and Oliver, 1999] Lucas, B. N. and Oliver, W. C. (1999). Indentation powerlaw creep of high-purity indium.
Metallurgical and Materials Transactions A-
Physical Metallurgy and Materials Science, 30(3):601-610.
[Lucas et al., 1997] Lucas, B. N., Oliver, W. C., Pharr, G. M., and Loubet, J.-L.
(1997).
Time dependent deformation during indentation testing. In Gerberich,
W. W., Gao, H., Sundgren, J.-E., and Baker, S. P., editors, Materials Research
Society Symposia Proceedings,volume 436, pages 233-238.
[Ma and Clarke, 1995] Ma,
Q. and
Clarke, D. R. (1995). Size dependent hardness of
silver single crystals. Journal of Materials Research, 10(4):853-863.
[Mann and Pethica, 1996] Mann, A. B. and Pethica, J. B. (1996). The role of atomic
asperities in the mechanical deformation of nanocontacts. Applied Physics Letters,
69(7):907-909.
[Marshall, 1984] Marshall, D. B. (1984). Geometrical effects in elastic plastic indentation. Journal of the American Ceramic Society, 67(1):57-60.
91
[Mayo and Nix, 1988] Mayo, M. J. and Nix, W. D. (1988).
Measuring and under-
standing strain rate sensitive deformation with the nanoindenter.
In Kettunen,
P. 0., Lepistd, T. K., and Lehtonen, M. E., editors, Strength of Metals and Alloys,
volume 3, pages 1415-1420.
[McElhaney et al., 1998] McElhaney, K. W., Vlassak, J. J., and Nix, W. D. (1998).
Determination of indenter tip geometry and indentation contact area for depthsensing indentation experiments. Journal of Materials Research, 13(5):1300-1306.
[Men'ik and Swain, 1995] Meneik, J. and Swain, M. V. (1995). Errors associated with
depth-sensing microindentation tests. Journal of Materials Research, 10(6):14911501.
[Mesarovic and Fleck, 1999] Mesarovic, S. D. and Fleck, N. A. (1999).
Spherical
indentation of elastic-plastic solids. Proceedings of the Royal Society of London
Series A-Mathematical Physical and Engineering Sciences, 455(1987):2707-2728.
[Mott, 1956] Mott, B. W. (1956). Micro-IndentationHardness Testing. Butterworths
Scientific Publications, London.
[Mulhearn, 1959] Mulhearn, T. 0. (1959). The deformation of metals by Vickers-type
pyramidal indenters. Journal of the Mechanics and Physics of Solids, 7:85-96.
[Nix and Gao, 1998] Nix, W. D. and Gao, H. (1998). Indentation size effects in crystalline materials: a law for strain gradient plasticity. Journal of the Mechanics and
Physics of Solids, 46(3):411-425.
[Nye, 1953] Nye, J. F. (1953). Some geometrical relations in dislocated crystals. Acta
Metallurgica, 1:153-162.
[Oliver and Pharr, 1992] Oliver, W. C. and Pharr, G. M. (1992). An improved technique for determining hardness and elastic modulus using load and displacement
sensing indentation experiments. Journal of Materials Research, 7(6):1564-1583.
92
[Page et al., 1992] Page, T. F., Oliver, W. C., and McHargue,
C. J. (1992).
The deformation-behavior of ceramic crystals subjected to very low load
(nano) indentations. Journal of Materials Research, 7(2):450-473.
[Pethica and Tabor, 1979] Pethica, J. B. and Tabor, D. (1979).
Contact of char-
acterised metal surfaces at very low loads: Deformation and adhesion. Surface
Science, 89:182-190.
[Raman and Berriche, 1992] Raman, V. and Berriche, R. (1992). An investigation of
the creep processes in tin and aluminum using a depth-sensing indentation technique. Journal of Materials Research, 7(3):627-638.
[Shi and Atkinson, 1990] Shi, H. and Atkinson, M. (1990). A friction effect in lowload hardness testing of copper and aluminum.
Journal of Materials Science,
25(4):2111-2114.
[Shih et al., 1991] Shih, C. W., Yang, M., and Li, J. C. M. (1991). The effect of tip
radius on nanoindentation. Journal of Materials Research, 6:2623-2628.
[Shimamoto et al., 1996] Shimamoto, A., Tanaka, K., Akiyama, Y., and Yoshizaki,
H. (1996). Nanoindentation of glass with a tip-truncated Berkovich indenter. Philosophical Magazine A, 74(5):1097-1105.
[Stilwell and Tabor, 1961] Stilwell, N. A. and Tabor, D. (1961). Elastic recovery of
conical indentations. Proceedings of the Physical Society (U.K.), 78:169-179.
[Stone and Yoder, 1994] Stone, D. S. and Yoder, K. B. (1994). Division of the hardness of molybdenum into rate-dependent and rate-independent components. Journal of Materials Research, 9(10):2524-2533.
[Suresh and Giannakopoulus, 1998] Suresh, S. and Giannakopoulus, A. E. (1998). A
new method for estimating residual stresses by instrumented sharp indentation.
Acta Materialia,46(16):5755-5767.
93
[Tanaka et al., 1983] Tanaka, Y., Ido, M., and Imai, S. (1983). Plastic-deformation
of copper single-crystals by wedge indentations. Wear, 86(2):327-339.
[Tate, 1945] Tate, D. R. (1945). A comparison of microhardness indentation tests.
Transactions of the American Society of Metals, 35:374-389.
[Taylor, 1949] Taylor, E. W. (1949). A hardness table for some well-known types of
optical glass. Journal of Scientific Instruments, 26:314-316.
[Timoshenko, 1934] Timoshenko, S. (1934). Theory of Elasticity. McGraw-Hill, New
York.
[Tolansky and Nickols, 1952] Tolansky, S. and Nickols, D. G. (1952). Interferometric
studies of hardness test indentations: investigations on tungsten carbide, steel,
curaluminum and tin. PhilosophicalMagazine, 43:410-421.
[Trindade et al., 1994] Trindade, A. C., Cavaleiro, A., and Fernandes, J. V. (1994).
Estimation of young's modulus and of hardness by ultra-low load hardness tests
with a Vickers indenter. Journal of Testing and Evaluation, 22(4):365-369.
[Tsui et al., 1996] Tsui, T. Y., Oliver, W. C., and Pharr, G. M. (1996). Influences of
stress on the measurement of mechanical properties using nanoindentation: Part
i. experimental studies in an aluminum alloy.
Journal of Materials Research,
11(3):752-759.
[Vingsbo et al., 1985] Vingsbo, 0., Hogmark, S., Jbnsson, B., and Ingemarsson, A.
(1985). Indentation hardness of surface-coated materials. In Blau, P. J. and Lawn,
B. R., editors, Microindentationtechniques in Materials Science and Engineering,
volume 889 of ASTM STP, pages 257-271, Philadelphia. ASTM.
[Zielinski et al., 1995] Zielinski, W., Huang, H., Venkataraman, S., and Gerberich,
W. W. (1995).
Dislocation distribution under a microindentation into an iron-
silicon single-crystal. PhilosophicalMagazine A, 72(5):1221-1237.
94