Characterization of Lubricant-Derived Ash
Deposition within Pores of Diesel Particulate Filters
through Non-Destructive Advanced Imaging
by
w
/
Techniques
Submitted to the Department of Mechanical Engineering
in partial fulfillment of the requirements for the degree of
OL
<00
Bachelor of Science in Mechanical Engineering
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
June 2015
@2015 Carolyn A. Wozniak. All rights reserved.
The author hereby grants to MIT permission to reproduce and to
distribute publicly paper and electronic copies of this thesis document
in whole or in part in any medium now known or hereafter created.
A uthor.................
Signature redacted..
Department of Mechanical Engineering
Signature redacted
May
,
I.
C ertified by .. . . . . . . . . . . . . . . . ...... ..................
Victor W. Wong
Lecturer/Principa Research Scientist
Accepted by ...
Thesis Supervisor
Signature redacted ..................
Anette E. Hosoi
Associate Professor of Mechanical Engineering
Undergraduate Officer
-
Carolyn A. Wozniak
2
Characterization of Lubricant-Derived Ash Deposition within
Pores of Diesel Particulate Filters through Non-Destructive
Advanced Imaging Techniques
by
Carolyn A. Wozniak
Submitted to the Department of Mechanical Engineering
on May 8, 2015, in partial fulfillment of the
requirements for the degree of
Bachelor of Science in Mechanical Engineering
Abstract
Diesel Particulate Filters (DPF) have been studied for the past thirty years to trap
and oxidize diesel engine exhaust gas particulate matter in order to meet increasingly
stringent emission regulations. Due to engine lubrication oil inorganic additives and
internal engine wear, ash particles tend to accumulate within the DPF, contributing to
a sharp rise in pressure drop during the early stages of the filter life and subsequently
decreasing overall engine efficiency.
The objective of this work is to understand specifically how ash accumulates within
the filter pores during early filter life, calling attention to the effect that the physical and geometric properties of the porous medium has on particulate deposition.
Early stage ash-substrate interactions have an especially large effect on filter pressure
drop, but have been difficult to measure /investigate in detail due to size, location,
and sample constraints. Furthermore, an emphasis will be placed on utilizing nondestructive imaging techniques with tools such as SEM, TEM, and X-ray CT to
advance the current characterization of the initial pressure drop phase. Destructive
sample preparation and imaging techniques will also be used. The data acquired from
this experimentation will then be used to improve upon the current state of DPF analytical pressure modeling, identify differences between various additive chemistries,
and highlight potential strategies for optimizing DPF usage and design.
Thesis Supervisor: Victor W. Wong
Title: Lecturer/ Principal Research Scientist
3
4
Acknowledgments
I would like to thank my thesis advisor, Dr. Victor Wong, for providing guidance and
helping me develop a deeper understanding of the research concepts analyzed at the
Sloan Automotive Laboratory over the course of my project. Dr. Carl Justin Kamp
was also indispensable in teaching me best practices for using the advanced diagnostic
tools, advising me along the way on methods of becoming a better researcher, and
answering all of my questions. I am also very grateful to Michael Arnold and Greg
Monahan for all of their help while experimenting in the lab. Finally, I am thankful
to have had the love and support of my family and friends throughout the last four
years at MIT.
5
6
Contents
1
15
Diesel Particulate Filters
1.1
DPF Function and Properties . . . . . . . . . . . . . . . . . . . . . .
16
1.2
Ash and Soot Accumulation in DPF . . . . . . . . . . . . . . . . . . .
17
1.2.1
O rigins of Ash . . . . . . . . . . . . . . . . . . . . . . . . . . .
17
1.2.2
Ash and Soot Behavior in DPF . . . . . . . . . . . . . . . . .
18
. . . . . . . . . . . . . . . . . . .
19
1.3
Pressure Drop Model Development
27
2 Experimental Set-Up
2.1
O verview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27
2.2
Accelerated Loading Instrumentation . . . . . . . . . . . . . . . . . .
27
2.3
Flow Bench Set-Up . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30
2.4
Advanced Diagnostic Techniques . . . . . . . . . . . . . . . . . . . . .
31
2.4.1
Transmission Electron Microscopy . . . . . . . . . . . . . . . .
31
2.4.2
Environmental Scanning Electron Microscopy Cross Section Pol. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
32
X-Ray Computed Microtomography . . . . . . . . . . . . . . .
32
ishing
2.4.3
35
3 Experimental Procedure
3.1
Small Core Preparation . . . . . . . . . . . . . . . .... . . . . . . . .
35
3.2
Accelerated Loading
. . . . . . . . . . . . . . . . . . . . . . . . . . .
38
3.3
Flow Bench . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
39
3.4
Sample Preparation . . . . . . . . . . . . . . . . . . . . . . . . . . . .
40
7
4
Clean Filter Baseline Determination
43
4.1
Clean Filter Pressure Drop ......
4.2
Clean Filter X-Ray CT Model Acquisition and Porosity . . . . . . . .
44
4.3
Clean Filter Property Analysis . . . . . . . . . . . . . . . . . . . . . .
47
........................
5 Calcium-Based Ash Deposition
6
7
43
51
5.1
Calcium Morphology . . . . . . . . . . . . . . . . . . . . . . . . . . .
51
5.2
Pressure Drop Effects . . . . . . . . . . . . . . . . . . . . . . . . . . .
52
5.3
Filter Porosity Effects
53
. . . . . . . . . . . . . . . . . . . . . . . . . .
Magnesium-Based Ash Deposition
61
6.1
Magnesium Morphology
. . . . . . . . . . . . . . . . . . . . . . . . .
61
6.2
Pressure Drop Effects . . . . . . . . . . . . . . . . . . . . . . . . . . .
62
6.3
Filter Porosity Effects
63
6.4
Ash Chemistry Recommendation
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . .
Conclusions
67
69
A Tables
71
B Figures
75
8
List of Tables
1.1
Cordierite DPF properties. . . . . . . . . . . . . . . . . . . . . . . . .
17
3.1
Small core testing matrix.
. . . . . . . . . . . . . . . . . . . . . . . .
36
A.1
Mass measurements for each sample during the loading process . . . .
72
A.2
Resolution achieved in the X-ray CT scans for each of the small core
sam ples. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9
73
10
List of Figures
. . . . . . . . . . . . . . . . . . . . . . . . .
1-1
Flow-through monolith.
1-2
Sources of distinct pressure drop contributions due to flow through the
DPF.........
1-3
.....................................
16
20
Unit collector model of mass accumulation within discretized filter section s. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21
1-4
DPF pressure drop curve.
26
2-1
Modified accelerated loading system.
. . . . . . . . . . . . . . . . . .
28
2-2
Core holder loaded with sample. . . . . . . . . . . . . . . . . . . . . .
29
2-3
Flow bench set-up with core adapter clamped in line. . . . . . . . . .
30
3-1
Washcoated EnviCat 2055 cordierite ceramic DPF from which core
. . . . . . . . . . . . . . . . . . . . . . . .
samples were cut. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-2
36
Small core setup with DPF enclosed in matting material and stainless
steel tubing. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
37
3-3
Locations of sample acquisition. . . . . . . . . . . . . . . . . . . . . .
40
3-4
X-ray CT sam ple. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
41
4-1
Blank sample pressure drop as a function of flow rate. . . . . . . . . .
44
4-2
Representative X-ray CT histogram.
. . . . . . . . . . . . . . . . . .
45
4-3
Isosurface generated by defining vacancy regions.
. . . . . . . . . . .
46
4-4
Region of interest on front face of DPF wall. . . . . . . . . . . . . . .
46
4-5
Porosity measurement methods. . . . . . . . . . . . . . . . . . . . . .
47
11
ESEM image of full clean filter wall thickness. . . . . . . . . . . . .
48
4-7
EDX of blank DPF sample .
49
4-8
Washcoat cluster deposition within pore. . . . . . . . . . . . . . . .
49
5-1
Calcium ash imaged with the TEM at 120 kV. . . . . . . . . .
52
5-2
Calcium-loaded sample pressure drop as a function of flow rate.
53
5-3
Calcium ash in filter at 0.5 g/L. . . . . . . . . . . . . .
53
5-4
Progression of channel wall calcium ash deposition from 0 to 0.5 g/L.
54
5-5
Forces experienced by an ash particle on the channel wall surface. . .
55
5-6
Calcium ash in filter at 1.0 g/L. . . . . . . . . . . . . .
. . . . . . .
56
5-7
1.0 g/L calcium-loaded wall. . . . . . . . . . . . . . . .
. . . . . . .
57
5-8
Calcium ash in filter at 1.5 g/L. . . . . . . . . . . . . .
. . . . . . .
58
5-9
1.5 g/L calcium-loaded wall. . . . . . . . . . . . . . . .
. . . . . . .
58
5-10 Blank and calcium-loaded sample porosities. . . . . . .
. . . . . . .
59
.
4-6
.
.
.
.
.
.
.
.
.......................
. . . . . . .
6-1
Magnesium ash imaged with the TEM at 120 kV.....
62
6-2
Magnesium-loaded sample pressure drop as a function of flow rate.
62
6-3
Magnesium ash in filter at 0.5 g/L.
63
6-4
Progression of channel wall magnesium ash deposition from 0 to 0.5 g/L. 64
6-5
Magnesium ash in filter at 1.0 g/L.
. . . . . . . . . . . . . . . .
65
6-6
1.0 g/L magnesium-loaded wall. . . . . . . . . . . . . . . . . . .
66
6-7
Magnesium ash in filter at 1.5 g/L. . . . . . . . . . . . . . . . .
66
6-8
1.5 g/L magnesium-loaded wall. . . . . . . . . . . . . . . . . . .
67
6-9
Blank and magnesium-loaded sample porosities. . . . . . . . . .
68
.
.
.
.
.
.
. . . . . . . . . . . . . . . .
B-1 Matting materials used to pack small cores into stainless steel tubes
75
B-2 Oil injection and burner setup in the accelerated loading system. . .
76
.
.
for use in the accelerated loading setup. . . . . . . . . . . . . . . . .
peratures. .. ..
.. .........
............
12
.. . ......
.
B-3 Heat exchanger and valve system used for controlling regeneration tem76
B-4 Parallel tee for large and small core DPFs. . . . . . . . . . . . . . . .
77
. . . . . . . . . . . . . . . . . . . . . .
77
B-5 EDX point scan of cordierite.
13
14
Chapter 1
Diesel Particulate Filters
Diesel engines have had a major impact on a wide variety of industries, namely the
transportation and energy sectors, due to their high efficiency and durability.
As
their prevalence has increased, concerns about the health and environmental effects
of diesel particle emissions has led to an imposition of more stringent limits on particulate matter and oxides of nitrogen discharged by the engines. To meet emissions
requirements, diesel particulate filters (DPFs) have been studied and employed since
the 1980's to trap soot and ash. As the remaining ash particles accumulate in the
DPF, the backpressure of the aftertreatement system begins to increase, decreasing
the overall fuel economy. It is thus important to understand how ash begins to deposit
in the filter to optimize DPF design.
The objective of this work is to understand specifically how ash accumulates in
the DPF during early filter life, emphasizing the usage of modern non-destructive
imaging techniques with tools such as SEM, TEM, and X-ray CT. The data acquired
from this experimentation can be used to improve upon the current state of DPF analytical pressure modeling, identify differences between various additive chemistries,
and highlight potential strategies for optimizing DPF usage and design.
The following sections discuss the core functionality and properties of DPFs, and
give insight into the current state of knowledge about their behavior as particulate
matter accumulates within the filter volume.
15
Specific attention is given to the de-
velopment of the pressure drop model across the DPF to describe the important
properties related to particle deposition that affect the overall efficiency of filtration.
1.1
DPF Function and Properties
The DPF design of interest in this study is a ceramic flow-through monolith, which
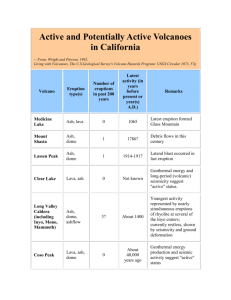
is the most common style in production. As seen in Figure 1-1, these filters are made
up of square cross-sectional channels that are alternatively plugged, which forces
particulates in the gas stream through the porous filter walls Ill. As particulate
Figure 1-1: Flow-through monolith. Channels are alternatively plugged to force particulate matter through the filter substrate, from [1.
matter deposits in the filter, the backpressure increases; therefore, a regeneration
process is required to allow the filter to trap more particles. There are two main
types of regeneration: active and passive. Active regeneration requires the injection
of additional fuel to periodically induce the thermal oxidation of soot particles lodged
in the filter, whereas passive regeneration involves the catalytic conversion of NO to
NO 2 , which is used to oxidize the trapped soot [2].
A number of different filter substrate chemistries have been commercialized to
meet the growing demand and variety of operational conditions of modern DPFs.
One of the most common materials used for this application is cordierite, and filters
with this material are specified with the properties outlined in Table 1.1.
These filters can be supplemented with catalyst particles for use during regeneration, often made of platinum, by applying a particulate-impregnated washcoat layer
16
Table 1.1: Cordierite DPF properties, from [1].
Value
Property
Chemical composition
2MgO - 2A1 2 0 3
Cell density [cpsi]
200
Porosity [%]
45-50
Mean pore size
[Ipm]
5SiO2
10
Permeability [m 2]
5 x 10-13
Coefficient of thermal expansion [1
Melting temperature
-
0 C]
0.7 x 10-6
[Ci
1,450
to the filter surface. It is important that the properties of this washcoat layer are similar to that of the cordierite to prevent fracturing due to thermally-induced stresses
from the mismatch of the CTE. Insight into many of the washcoat properties are a
well-kept secret by manufacturers; however, it is known that it tends to be comprised
of gamma alumina with a penetration depth of up to 50 pum and a thickness of approximately 5 pm. DPFs are also surrounded by an outer coating similar to cordierite
but with more magnesium and of a higher density. This impermeable ceramic exterior contains the flow within the filter and is used to produce plugs at the end of the
channel.
1.2
Ash and Soot Accumulation in DPF
The filtering capabilities of the DPF change according to the level of ash and soot
accumulation in the filter. The following sections discuss the sources of ash, as well
as how ash and soot behave over the lifetime of the DPF.
1.2.1
Origins of Ash
Ash can emerge in the DPF from a number of different sources. A small percentage
of the total ash comes from engine wear and other chemical contaminants from the
exhaust. Ash can also come from the diesel fuel itself, depending on the manufacturing
processes required. Most of the ash, however, is contributed by lubricant oils, which
17
F
contain a large number of additives
[3].
This study concentrates on the impacts of
calcium- and magnesium-based inorganic lubricant additives, which are two of the
most common sources of lubricant-derived ash. Both oils are formulated CJ-4 oils
with the highest allowable amounts of calcium and magnesium.
1.2.2
Ash and Soot Behavior in DPF
Ash and soot greatly affect the behavior of the filter as they accumulate over time.
Generally, ash deposits in the same way as soot: first in the pores on the surface of
the filter (or deep bed), then gradually in a cake layer on top of the channel walls. As
the channel hydraulic diameter begins to decrease, the flow resistance increases, thus
resulting in the transportation of ash to the back of the channel when the critical shear
stress has been achieved, forming a plug
[4].
The ash is not ejected from the filter as
soot is during regeneration; therefore, the growing ash layer becomes significant as it
begins to imitate a kind of filtering substrate itself.
The type of regeneration experienced by a filter has a strong impact on the location
of ash deposition.
In active systems, ash remains as a loose and unstable porous
structure after the soot has been oxidized, allowing exhaust gases to dislodge the
particles and resulting in an ash plug at the end of the channel. Passive systems
result in a stable ash layer that exists primarily at the surface
15].
The effects of
regeneration are primarily seen in later stages of filter life; however, the structural
tendencies of ash deposits are still very important in the early stages.
With no loading in the DPF, relationships can be easily drawn between the elements of Table 1.1 to describe fundamental filtering properties such as permeability.
For an unloaded filter, the permeability may be directly related to the porosity E and
pore diameter dp as follows [4]:
K
E
(1.1)
As the filter begins to load, however, the porosity can no longer be represented by
just that of the clean filter. Instead, the ash and soot layers must be accounted for
18
by looking at the packing and theoretical densities of these materials
Ptheoretical,
Ppacking
and
respectively:
E = 1-
(1.2)
a"king
Ptheoretical
This relationship highly complicates the means by which one can accurately predict
permeability over time, especially when little is known about precisely how the ash
layer in particular forms, and how early stage pore deposition occurs. These properties
are also critical for addressing how the pressure drop changes over the lifetime of the
DPF; therefore, it is beneficial to develop a better understanding of how ash interacts
with its environment.
1.3
Pressure Drop Model Development
The pressure drop across the DPF can be used as a metric to judge filter performance,
and is influenced by a number of different factors, as outlined in Figure 1-2. The
inlet and outlet gas flows contribute to losses due to contraction and expansion,
respectively, which are phenomena inherent to the geometric characteristics of the
filter given that the frontal areas are open
[7].
The second area of losses occurs
as a result of friction in the inlet and outlet channels as a function of the channel
geometry, specifically its aspect ratio. The characteristics of loading in the DPF cause
discrepancies between the frictional losses in the inlet and the outlet channels given
the area reduction from the accumulation of ash and soot on the walls and as a plug.
Finally, the pressure drop is also related to the losses from flow through the soot, ash,
and wall between inlet and outlet channels. The relative effect of this contribution
is the most substantial of the above factors and is particularly interesting due to
its dependence on the fundamental properties (e.g. permeability, porosity, packing
density, etc.) of the substrate and fuel byproducts [71. Understanding the properties
that affect these three areas of pressure drop contributions in terms of the internal
flow conditions, geometric constraints, and material properties of both the exhaust
byproducts and the filter itself can give insight into the effect of changing internal
19
inlet & outlet channel frictional losses
Darcy and inertial
contraction
losses
porous wall losses
expansion
losses
Figure 1-2: Sources of distinct pressure drop contributions due to flow through the
DPF, from [6].
properties on the filtering characteristics of the DPF over time. This understanding
is imperative to produce a reliable and representative model.
In the 1980's and 1990's, models began to emerge to describe DPF performance,
and their primary development continued through the early 2000's. The ability to
accurately characterize the backpressure experienced by the DPF is particularly important for filter optimization and lifetime analysis, as modifications of DPF designs
with respect to properties such as size, porosity, and channel geometry can be assessed
for impact on engine performance prior to incurring development costs [8].
Notably, two different approaches, the Opris model and the Konstandopolous
model, have been developed to describe the aftertreatment environment. The Opris
model is rooted in analytically-solved Navier-Stokes equations, providing an intuition
into how the flow characteristics within the filter contribute to an overall increase in
pressure over time. The changing velocity within the channel and Darcy's Law are
used to compute the channel pressure drop and the pressure drop across the porous
wall, respectively 181.
The Konstandopolous model uses the exhaust gas properties to describe mass and
momentum transport through the DPF, also using Darcy's Law to quantify the flow
through the porous filter wall. Konstandopolous proposes an important fundamental
theory to describe filtration efficiency called the "unit collector" model
[9].
This
model describes the passage of mass through the filter by dividing the porous wall
into slabs perpendicular to the direction of flow, as seen in Figure 1-3. Each slab
then varies in properties as the filtering process progresses, which occurs due to the
20
Min
XI
1
X2
2
m
-------meusam
o
nss
------memoa
---.--a
asarm
emmm
M2=(1-EI)M.
m m
xi-'
i-i
Xi
i
>Emi
xi-tmni0 ,=( 1-Ej)mj
Figure 1-3: Unit collector model of mass accumulation within discretized filter sections, from [9].
microstructure of the filter itself. The unit collector theory dictates that the filter is
comprised of spherical unit cells of size b that each contain an abstract spherical unit
collector of initial clean diameter dcO
19]:
dco = 31
2
(1.3)
dpore
EO
The ratio between the size of the unit cell and the size of the unit collector is inherently
dependent on the porosity o of the clean filter:
d 3CO
V
(1.4)
1 - EO
The theory is further generalized by considering two methods of mass collection:
Brownian diffusion and direct interception. The efficiencies of each method, r/D and
TIR
respectively, are combined to describe the total efficiency
1JDR = r/D
+ 77R
-
rID * rIR
qDR:
(1.5)
The efficiency for Brownian diffusion /D is a function of a unit cell geometric function
21
g(E) and the Peclet number Pe:
r7D = 3.5 - g(E) - Pe-2/3
(1.6)
The Peclet number compares the relative importance of convective transport of thermal energy to that of the molecular transport of thermal energy
[10]. This relationship
is crucial for understanding the means by which particulate matter navigates within
the pore geometry, approximated by:
-1/3
(1.7)
(1E)
[g -1&)j1/
The expanded form of the Peclet number, which combines the effects of the pore
velocity 7
and the particle diffusion coefficient is given by:
n37rydP
I
e kBT SCF
d
(1.8)
"
Pe = 'W
The Stokes-Cunningham slip correction factor (SCF) is a measure of the flow effects
present at the surface of the unit collector. As shown in the following equations, the
SCF is highly dependent on the Knudsen number, KnP, which in turn is a function
of the mean free path A of the exhaust gas with molecular weight MW [91:
SCF = 1 + Knp(1.257 +
Kn =
A =.MW
0.4eKn)
(1.9)
(1.10)
2RT
(1.11)
To describe the efficiency of the direct interception method of mass accumulation,
the unit cell geometric function and an interception parameter NR, or simply a ratio between the particle and unit collector diameters, are combined to produce the
22
following expression:
?)R
= 1.5' -
((
2
R
) 3(1.12)
NR+1.2N
113)
NR
As referenced in Figure 1-3, the total collection efficiency E of the filter is related
to this combined unit collector efficiency by integrating over the entirety of the filter
with thickness w:
E = 1 - exp
(1.14)
317DR(1-&O)w
2E~dco
The previous fundamental relationships form a basis for how mass (mm) deposits
over time.
The growth of the unit collector surface is dependent on the surface's
location within the filter as well as the loading time it has experienced with an
experimentally derived packing density of Psoot,w:
dc(i, t) = 2
4
3 m)(i t)
dc
\2
7F psoot,w
J
1.15)
The porosity is also dependent on location in the filter given that the unit collector
diameter is changing over time and can be expressed as follows:
dc~i, t)
dco
=3
(1 - E0)
(1.16)
Ultimately, the permeability k within the filter can be determined as a function of
the varying unit collector diameter and shape factor
k(i, t)
ko
dc(i, t)
(deo
2
)
f(
f(E)
t)
of the unit cell geometry:
(1.17)
f (E0)
Deposition of particles can further be described by the partition coefficient 1(t), which
is a measure of the fraction of mass collected in the filter pores. As the surface pore
area decreases and the cake layer begins to form, fewer soot particles are permitted
to deposit in the deep bed regime, thus causing a transition to cake filtration [11].
23
11
Considering a percolation control constant 0 that describes the degree to which pore
bridging occurs, the partition coefficient is defined as:
d (1 t) 2 - d(2
41b(t) =co'
"
(@-b)2 -
d20
(1.18)
The effective permeability of flow through the filter forms a fundamental basis
for understanding the pressure drop through the wall. For low velocity conditions,
Darcy's Law well-describes the flow through the porous medium, although at higher
/
filtering velocities, another inertial loss term related to the Forchheimer coefficient
must be superimposed
[6]:
AP
- P
+
Darcy
Darcy
3PU2 Ws
(1.19)
Forchheimer
Generally, the ratio between the Forchheimer pressure drop and the Darcy pressure
drop is such that the Forchheimer term is insignificant with typical porous medium
properties and flow velocities
[6].
As seen above in Equation 1.17, the permeability
is directly related to the particle size of the porous wall as well as the porosity of the
medium. The Forchheimer coefficient is rooted in the same properties; therefore, a
relationship can be drawn between the permeability and the Forchheimer coefficient
as follows, indicating that the effects of this term can also be assessed by looking at
its relevance at the known DPF conditions:
1.75
E3/2 /150-.
k
(1.20)
In addition to the contributions dictated by the mass collection in the filter, the
full picture of the DPF pressure drop includes inertial effects from the passage of
flow into and out of the channels, visualized in Figure 1-2.
Although there is a
greater weighting towards the inlet and outlet channel frictional losses and the Darcy
and inertial porous wall losses, the contraction and expansion losses are reasonable
to assume to form an accurate picture of the DPF pressure drop, especially if the
24
exhaust flow exhibits a more substantial Reynolds number.
Assuming both Darcy and Forchheimer conditions for completeness, the clean
filter is represented as follows, accounting for inertial effects within the filter 161:
APclean =
2Vtrap
(a + w)
2
S
ka
8FL2
+ pQ2(a + W)
Wra
+
[a +2(
L-
a
(1.21)
The contraction losses scale with the square of the flow velocity and a contraction
ratio
cnt,
which is dependent on the Reynolds number and the area contraction
ratio. The expansion losses vary similarly to the contraction losses:
A Pcontraction =contpU2
(1.22)
2
/
APexpansion =
1 -
~
Aopen
Atotai
2
pU 2
2
pU2
2
(1.23)
As explained in Section 1.2, ash and soot accumulation in the DPF is highly
dependent on the loading conditions and regeneration style implemented for any given
filter. On a very basic level, the pressure drop can be divided into three independent
contributions from the porous wall, following the same basic framework proposed in
Equation 1.19:
P1 -P2=-
U.-
WW
WS
+ -+
kw
ks
WA
kA
+p -u
O(w ww +OS
-ws + OA -wA) (1.24)
The model does a good job of predicting the actual pressure drop seen by the
DPF, and a representative diagram is given in Figure 1-4. At stage 1, the pressure
increases sharply as the pores begin to fill with particulate matter. By stage 2, with a
transition location located at approximately 2-3 g/L, the cake layer has begun to form,
and the pressure rise is less steep. This pressure drop model in particular has grown
over time with the addition of new information, as a more detailed understanding of
25
(1))
DPF Soot Level
Figure 1-4: DPF pressure drop curve, from [121. Stage 1 is represented by deep bed
filtration while stage 2 is represented by cake layer filtration.
the properties of soot and ash is required to define how the permeability and porosity
change over the life of the filter. The following study examines the initial stage 1
filtering characteristics by presenting new insights into the deposition qualities of ash
particles in the filter.
26
Chapter 2
Experimental Set-Up
2.1
Overview
A number of different testing setups were prepared in order to most effectively assess
the ash deposition characteristics during the initial loading phase of the DPF. The
following sections outline the methods used to produce DPF samples loaded with
various amounts of ash before the pressure drop transition point, to quantify the
pressure drop over each filter at flows representative of normal operation, and to give
visual and computational evidence for understanding how ash deposits in the filter
pores through advanced diagnostic techniques.
2.2
Accelerated Loading Instrumentation
Thousands of kilometers of field usage on the DPF are generally required to produce
the loading conditions of interest in this particular research. Given constraints on time
and resources, a system of simulating on-road conditions within a laboratory setting
was utilized. The accelerated loading instrumentation used for this project was an
adaptation of a current system developed for small DPFs at the Sloan Automotive
Laboratory 14].
Figure 2-1 shows a schematic of the adapted accelerated loading system, including
27
Oil column
Heat
exchanger-
Backpressure
control
Smal ore
T P
PT
Oil pump
Exhaust
Air to burner
Blowe
Combustor
TP
Diesel to burner
Large
DPF
Exhaust
Figure 2-1: Modified accelerated loading system, adapted in part from 14]. "P" refers
to pressure transducer locations and "T" refers to thermocouple locations at the inlets
and outlets of the DPFs.
the data monitoring devices used to ensure proper operation of the set-up. At the
beginning of the line, oil is supplied to a column reservoir. A pump transports the
oil at a controlled rate to the combustion chamber through an oil injector.
This
particular component must be maintained regularly (on the order of 20 hrs of loading)
to ensure that clogging does not occur, which would result in inaccurate feed rates.
Functionality of this component is observed through the use of a pressure gauge and
by assessing the rate of oil consumption by measuring the fluid height in the column.
Diesel and air are supplied to the burner for use in the combustor as well.
At the outlet of this chamber, the gas temperature is higher than typical operating
conditions in the field. To control the temperature at the DPFs, a heat exchanger
and valve system is employed. With the valve fully closed, all flow is diverted through
the heat exchanger, which allows for temperature reduction through increased surface
area to the environment and water cooling. By varying the valve height, more of the
hot gas from the combustion chamber is mixed with the cooled flow, thus increasing
the temperature. Over the full range of valve positions, the flow temperature can be
controlled between 200 and 800'C, which encapsulates the conditions that would be
seen both during normal operation and regeneration periods [4].
After the flow has been adjusted to the proper temperature, it can be diverted
28
Figure 2-2: Core holder loaded with sample.
to accommodate two different testing conditions due to the presence of an additional
valve; with the valve closed, the accelerated loading set-up can be operated as it
was previously with a 5.66" diameter filter, and with the valve opened, the flow tees
off to allow for a small core to be loaded simultaneously. Pressure transducers and
thermocouples are attached at the inlets and outlets of the DPFs in order to monitor
conditions during loading. Images of the actual set-up are provided in the appendix
in Figures B-2, B-3, and B-4.
To fit the small core into the loading set-up, a holder was designed and manufactured, seen in Figure 2-2. One of the design constraints for the core holder was that
the mass could not exceed 250 g. This restriction was due to the weight limit of the
A&D GH-252 balance available in the Sloan Automotive Laboratory. The balance
has a 0.01 mg resolution for objects lighter than 100 g and 0.1 mg resolution for
objects heavier than 100 g. Higher resolution allows for more discernible differences
in ash and soot loading to be quantified, which is useful for analysis and validation of
the experimental process. The first design iteration involved wrapping the filter core
with matting for insulation and stability, and inserting it into a square metal extrusion given the geometry of the filter. This extrusion would be clamped between two
1-1/2" tube fittings with threaded rods and nuts, and the interface would be sealed
29
Figure 2-3: Flow bench set-up with core adapter clamped in line.
using graphite gaskets. Anticipating constant temperatures of up to 650'C, many
common materials, such as standard aluminum, were eliminated from consideration,
and 304 stainless steel was selected for the outer metal extrusion. This material selection is severely restricted in the number of square extrusion thicknesses available, and
the density of the metal in combination with the thickness resulted in the mass limit
being exceeded. With this in mind, the metal extrusion was switched to one with
a round cross section, and a 1-1/2" outer diameter, 0.035" thick, 6" long tube was
ultimately chosen to meet the design specifications. Thermocouples were inserted at
the inlet and outlet of the holder.
2.3
Flow Bench Set-Up
The flow bench at the Sloan Automotive Laboratory provides a platform for understanding the pressure drop across the DPF under controlled flow rates, which can be
seen in Figure 2-3. The inlet gas line can accept nitrogen gas or compressed shop
air and includes course and fine controls at the flow meter. A National Instruments
DAQ records the flow rates and pressures from the pressure transducer. The core
adapter was designed to fit snugly within the flow bench set-up. Quick-clamps and
30
gasket material were once again used to fixture and seal the adapter. Experiments
have the capability to be run at elevated temperatures; however, in this particular
configuration, runs on the flow bench were executed at room temperature.
2.4
Advanced Diagnostic Techniques
In order to most effectively assess the deposition qualities of ash in the DPF pores as
well as the physical characteristics of ash itself, instrumentation with high resolution
is required for both visual and elemental analysis. Transmission electron microscopy
(TEM) was used to visualize ash particulate matter, while environmental scanning
electron microscopy (ESEM) was used to see the interaction between the ash and
the substrate. Both of these tools were operated at the MIT Center for Materials
Science and Engineering (CMSE). A cross section polisher was employed to prepare
samples for SEM analysis and was used at the Institute for Soldier Nanotechnologies
(ISN) at MIT. Three-dimensional models of filter samples were produced using X-ray
computed microtomography (X-ray CT) machinery at the Harvard University Center
for Nanoscale Systems (CNS).
2.4.1
Transmission Electron Microscopy
An FEI Tecnai Multipurpose TEM was used to assess ash agglomeration and morphological properties on a fundamental level. This TEM allows for two-dimensional high
resolution imaging and magnification up to 0.36 nm point-to-point resolution [13].
The resolution of TEMs is very good in comparison to that of light microscopes due
to the small scale of electron wavelength; therefore, small features inherent to ash
composition are discernible, and a comparative analysis between different chemistries
of ash particles is possible. Samples were prepared on 3.0 mm outer diameter copper
mesh grids.
31
2.4.2
Environmental Scanning Electron Microscopy/Cross Section Polishing
An FEI/Philips XL30 FEG ESEM was used to visualize the effect of the filter and
washcoat on ash deposition and at 30 kV can image to a resolution of 3.5 nm 113].
The usage of an ESEM was preferable to an SEM given the material properties of
the samples. Cordierite ceramic filters and ash are non-conducting, which typically
require a gold or other metal coating to prevent surface charging under the SEM. The
ESEM instead utilizes an electrically conductive gas inside the staging area to prevent this charge accumulation. The samples for this research could thus be produced
more quickly and cost effectively, and the images acquired were more representative
of the natural conditions and dimensions of the particles within the filter pores. Imaging was executed under low vacuum conditions with a backscattered electron (BSE)
detector in place in order to increase contrast between the ash and the filter. The
CMSE ESEM additionally has the capability for energy dispersive X-ray spectroscopy
(EDX), which is an analytical technique that uses the intensity of backscattered electrons from a specified sample volume and corresponds it to the atomic number of the
elements found within it 114]. This feature is particularly helpful for analyzing filter
composition across the width of the wall.
A JEOL Cross Section Polisher was used during the sample preparation process.
This tool produces a even planar face by projecting an ion beam perpendicular to
the surface at a fixed voltage and current. The internal composition of the filter and
representative sample measurements related to properties such as porosity can be
visualized and analyzed more easily by considering an even cross sectional surface.
2.4.3
X-Ray Computed Microtomography
A three-dimensional model gives a more complete picture of how particulate matter
moves through a substrate. An X-Tek HMXST225 MicroCT system was employed to
develop these porous medium renderings in a non-destructive fashion. The resolution
of the generated images is on the micron scale, which allows for differentiations to
32
be made between samples at various ash loadings.
VGStudio MAX 2.2, a three-
dimensional post-processing software, was also used in conjunction with the models
to produce representative porosity measurements.
34
Chapter 3
Experimental Procedure
The experimental procedure associated with answering these questions about ash deposition relies highly on core preparation methods for use during the loading process,
and then sample preparation methods for use during the advanced diagnostic techniques. The following sections explain the processes for preparing the small cores and
fixtures for the accelerated loading setup and the flow bench setup.
3.1
Small Core Preparation
The small cores were prepared by cutting 10 by 10 channel grids out of an washcoated
EnviCat 2055 cordierite ceramic DPF, which has a diameter of 5.66 in (14.38 cm)
and a length of 6 in (15.34 cm) and is visualized in Figure 3-1. Given a DPF cell
density of 200 cpsi, the small cores had cross sectional dimensions of 0.71 in by 0.71 in
(1.8 cm by 1.8 cm). Grids were obtained from the filter area that did not overlap
with the ceramic exterior. The particular filter selected had been previously cut for
use in other experimentation; however, there was sufficient material remaining to
acquire the seven cores required for this study. One core was to be used for forming
a blank baseline measurement. Three of the remaining cores were then designated
to be used for calcium-based ash loading, and the other three were designated to be
used for magnesium-based ash loading. Given that the transition point occurs at
approximately 2 g/L, increments of 0.5 g/L were utilized to best represent the early
35
Figure 3-1: Washcoated EnviCat 2055 cordierite ceramic DPF from which core samples were cut.
filter life profile.
The testing matrix is outlined below in Table 3.1. The cutting
process was done with a hacksaw.
In order to best preserve the integrity of the
filter cores, given that the relatively small size was prone to chipping and fracturing,
11 by 11 channel grids were initially cut, followed by a careful shaving process with
the side of the blade to achieve the desired dimensions. The full 6 in length of the
DPF was preserved.
Table 3.1: Small core testing matrix.
Sample
S1
Ash Type
None
Loading Amount
0 g/L
S2
Calcium
0.5 g/L
S3
Calcium
1.0 g/L
S4
Calcium
1.5 g/L
S5
Magnesium
0.5 g/L
S6
Magnesium
1.0 g/L
S7
Magnesium
1.5 g/L
Each sample was then ready to be fitted into the small core adapter, as discussed
in Section 2.2. In order to mitigate severe temperature gradients between the ce36
Figure 3-2: Small core setup with DPF enclosed in matting material and stainless
steel tubing.
ramic DPF and the stainless steel holder and to make sure that the DPF would not
shift during the loading process, matting material was wrapped around the core and
packed snuggly into the tubing. This material also serves to insulate the DPF from
large temperature gradients and to provide vibration damping. This setup can be
seen in Figure 3-2. The core used for the 0.5 g/L calcium ash sample was fitted
with 3M Interam 1100HT intumescent matting material. This matting is made with
polycrystaline alumina oxide fibers and can withstand temperatures of up to 950'C,
which exceeds the maximum temperatures that would be seen during loading and
oven heating. Subsequent samples were fitted with similar 3M intumescent matting,
which is a comparable material, but has the added benefit that the fibrous matrix is
more compressed. This allows for more consistent mass measurements between the
different stages of sample preparation as the material remains more intact. Images of
both materials can be found in the appendix in Figure B-1. The cores are confined to
the steel casing for use during the accelerated loading process and in the flow bench
setup. Additionally, both matting materials were heat treated to further confine the
DPF inside the tubing. The procedure below was followed to condition the matting
around the cores:
37
1. Ramp oven to 200'C and heat for 30 minutes.
2. Ramp oven to 400'C and heat for 45 minutes.
3. Ramp oven to 600'C and heat for 105 minutes.
3.2
Accelerated Loading
The prepared cores were weighed, inserted into the core adapter, and placed in the
accelerated loading set-up in parallel with the larger DPF. Water and compressed
shop air were connected for use in cooling at the heat exchanger and for gas flow,
respectively. Initially, all flow was directed through the bypass and the exhaust valve
was closed.
The linear actuator at the blower was opened to 410 to maintain a
reasonable temperature below 180'C at this device. The airflow was first stabilized
at 30 cfm by adjusting the blower frequency to approximately 22 Hz. After the blower
reached steady state, the burner was turned on, and the airflow was stabilized again
to between 47 and 50 cfm as the temperature at the inlet of the DPFs increased,
corresponding to a frequency of 32 Hz.
To reach temperatures representative of field conditions at the inlet of the small
core, a heating tape was employed with a controller at the inlet of the adapter. At
steady state, the large filter saw temperatures of approximately 315'C, and the small
cores were heated to approximately 275'C. Once these values were reached, the oil
column was filled with the proper oil chemistry. The corresponding height of the oil
column was measured to assess the rate of fluid consumption as a diagnostic tool
should clogging of the oil injector occur. At this time, the valve from the column to
the oil pump was opened and the loading process was started at a rate of 0.25 g/L
per 26 minutes. Generally, deposition within the large filter overtime would result
in an increase in backpressure that would affect the loading rate within the small
core system as they were being run in parallel; however, at this low loading rate, the
increase in pressure was not appreciable.
After each loading session, the oil column valve was closed and the larger filter
38
was regenerated by opening the valve at the bypass duct incrementally to increase
the air flow temperature to between 600 and 650'C. When this temperature was
reached, airflow was held for 30 minutes. The small cores could not reach high enough
temperature to regenerate in the accelerated loading set-up; therefore, they were
removed from the adapter, weighed, and heated in an oven to 610'C for 30 minutes
to simulate regeneration. Although regenerations are typically done under flow, it
was decided that due to the low amount of surface-level ash accumulation, the oven
process would be similar to that of the accelerated loading system or conditions in
the field. The cores were weighed again after regeneration to verify that the proper
ash loading was achieved. Core masses after each weighing stage can be found in the
appendix in Table A.1.
In order to switch from the calcium to the magnesium-based oil, a special procedure was carried out to ensure that the ash particles that entered the filter were
of the proper chemical composition. The oil system was flushed out by draining the
column and connected lines, and the magnesium-based oil was added. The pump was
then run without an injector to clear out any remaining calcium-based deposits. The
combustion chamber and piping to the DPFs were then scrubbed to remove any ash
that remained on the walls. The burner was run for two hours to further ensure that
the cleaning process was complete.
3.3
Flow Bench
The flow bench was used on all of the samples after the oven regeneration to evaluate
the pressure drops of each loading condition. Compressed shop air was attached to
the gas inlet, and the core adapter was clamped in line with the flow bench set-up
with quick-clamps and gasket material. Data acquisition software was used to collect
flow rate values and the corresponding pressures at the inlet and outlet of the adapter
to assess pressure drop across the filter. The range of flow rates was determined by
using space velocities representative of what the filter would see during normal usage,
or between 0 and 80,000 hr--1, corresponding to a maximum flow rate of 64 LPM.
39
0.60 cm
0.45 cm
B
7 cm
12.24 cm
15.24 cm
Figure 3-3: Locations of sample acquisition. The bold line refers to the inlet of the
DPF. Point A indicates the midchannel sample and point B indicates the rear channel
sample. Dimensions refer to those of the SEM specimens.
Increments of 6.4 LPM were used to collect pressure drop measurements, and data
at each flow rate was collected for one minute.
3.4
Sample Preparation
After taking pressure drop measurements at the flow bench, the cores were prepared
for analysis. Given the tightness of the packing material around the DPF in the
core, the tubing was removed from around the filter using an angle grinder with
care taken to not disturb any of the internal contents. Individual samples were then
removed from the filters at two locations, as seen in Figure 3-3. Two samples per core
were removed from point A, located 7 cm from the inlet, which is representative of
the midchannel deposition level. One sample was designated for use in the ESEM.
Its dimensions (0.60 cm long, 0.45 cm wide, and a single channel width thick) were
selected in order to fit comfortably on the ESEM stage and to encapsulate two channel
widths for structural stability. A cross section polisher was used to prepare an even
face parallel to the channel wall to image with the ESEM. It was found that running
this machine for 10 hours at 6.0 kV and between 140 and 150 pA was optimal for
surfacing.
The second sample was designated for use with X-ray CT. In order to
increase the resolution of the scan, the sample was cut as small as possible while
still preserving the physical properties needed for accurate analysis, which was set
40
RO.45 mm
0.30 mm
1.50 mm
Figure 3-4: X-ray CT sample. The length of the sample is similar in length to the
ESEM samples. The dashed box indicates the region that was further isolated during
the modeling phase.
at 2 by 3 channel sections. These dimensions allow for particulate matter within
three channel widths to remain undisturbed by external factors apparent while the
sample is being handled. Figure 3-4 depicts the area used for measurements inside
the dashed box. One other sample was removed from point B, located 3 cm from the
outlet, which is representative of the end-of-channel deposition level. This sample was
designated for use with the X-ray CT and was cut in the same fashion as described
above. It should be noted that all samples were cut from the same location in the
middle of the 10 by 10 channel grid for consistency.
41
r
42
Chapter 4
Clean Filter Baseline Determination
Using the advanced diagnostic techniques outlined in Section 2.4 to image the filters,
both high resolution three dimensional models and planar images were generated
to analyze and characterize the deposition of different ash chemistries within the
pores of the DPF. This chapter details the procedures used and observations found
during the analysis process for the formation of a baseline blank filter characterization.
Extensions of these approaches are made in future chapters for use in evaluating
the effects that calcium- and magnesium-based ash have on DPF pressure drop and
substrate-ash particulate matter interactions in the filter pores.
4.1
Clean Filter Pressure Drop
Before cutting into the blank sample, measurements were taken on the flow bench to
characterize the initial pressure drop at the filter without ash deposited in the pores.
As seen in Figure 4-1, the pressure drop increases in a rather linear fashion at low
flow rates and then in an exponential fashion at higher flow rates due to frictional
effects at the channel walls.
43
0.16
-
0.14-
A
.
0.120.1-
00.08-
*
0.060_
0.040.0200
'0
L
10
20
L
30
Flow Rate (LPM)
40
50
60
Figure 4-1: Blank sample pressure drop as a function of flow rate.
4.2
Clean Filter X-Ray CT Model Acquisition and
Porosity
The process for acquiring X-ray CT models was fairly similar across all of the samples.
For the cordierite samples, which were removed from their metal casings, it was found
that running the beam at voltages between 70 and 80 kV and at currents between
75 and 85 pA produced output histograms at a broad spread of grayvalues centered
between the extremes of the spectrum. This property allows for improved feature
recognition at the surface of the substrate. A tungsten anode was selected given the
density of the cordierite material. No beam-hardening filters were used. Each scan
was executed using InspectX software and completed within 60-90 minutes.
After completing the scans, CT Pro 3D software was used to prepare the sample
areas for analysis in VGStudio MAX 2.2. Data outputted from the CT scan is initially
saturated with noisy artifacts, often from surrounding air, which obscures the region of
interest from view. To correct for this, a histogram represented by the raw data curve
in Figure 4-2 was used. Generally, two distinct peaks were seen in this histogram. The
lower intensity peak located at the smaller grayvalue constitutes noise in the sample
volume and frequently contains spikes that deviate from the common trend. The
44
4 x 10
--- Gaussian distribution approximation for Peak 1
-- Gaussian distribution approximation for Peak 2
-- Raw Data
3.532.5-
0
021.5-
1
0.5-
0
1
2
3
4
Grayvalue
5
6
7
x 10e
Figure 4-2: Representative X-ray CT histogram. Each peak is approximated by a
Gaussian distribution.
higher intensity peak contains most of the sample information. As data from the beam
in the X-ray CT is quantized, these peaks can be defined by Poisson distributions
and further approximated by Gaussian distributions 115]. It was found that a good
approximation for delineating the interface between the surface and the environment
occurred by identifying the intersection between these distributions and defining the
surface at this point. Figure 4-3 shows the resulting isosurface generated through
this process. It should be noted that each of the scans achieved resolutions between
approximately 5 and 7 ,um; therefore, accurately defining the surface for pores smaller
than these threshold values was not possible. The exact resolutions of each of the
samples are provided in the appendix in Table A.2.
Porosity measurements of the blank filter were taken by defining regions of interest
within the walls. As imaged in Figure 4-4, cube sections were drawn encapsulating
the full thickness of the wall. Five regions per sample were taken from areas in the
wall that were not at the extremities or close to the intersection of walls and analyzed. Two different forms of porosity measurements were taken for each region of
interest. Figure 4-5a shows the area that defines where a connected component analysis is valuable. In this case, the outer isosurface acts as a boundary to evaluate the
porosity. This method serves as a void or defect analysis and indicates how the ratio
45
Figure 4-3: Isosurface generated by defining vacancy regions. The resolution allows
for a reasonable approximation of the surface; however, pores smaller than 5-7 pm
are not well-defined.
Figure 4-4: Region of interest on front face of DPF wall. Selected regions were located
throughout the sample in the middle of the channel walls and were three dimensional,
forming a cube.
46
(b) Surface determination
(a) Connected component analysis
Figure 4-5: Porosity measurement methods. The connected component analysis assesses the relative ratio change of internal to total substrate volume, whereas the
surface method takes into account the porosity of a predetermined control volume.
between the internal pore volume and the total substrate changes as ash is deposited
in the surface-level connected pores. Alternatively, the total isosurface can be used
to calculate the porosity of the filter, as referenced in Figure 4-5b. This method uses
the control volume defined by the region of interest cube to measure the porosity.
Five independent regions were defined in each sample to take measurements.
After
conducting the connected component analysis, the internal porosity was averaged to
50.20%. The surface method revealed a total blank sample porosity of 0.476
0.057.
This value aligns with the filter porosity of 0.45-0.50 as reported by manufacturers.
It can be seen that there is a relatively large variation in this measurement; however,
given that the topology of the clean filter features a significant range of pore volumes,
this variation is to be expected.
4.3
Clean Filter Property Analysis
ESEM images were used to experimentally determine and validate critical properties
of the clean DPF. Figure 4-6 shows the full thickness of the filter wall. Pores diameters
across the face were measured and generally ranged from 4 to 40 Pm.
The mean
pore diameter was determined to be approximately 12.8 ym. Large cavernous pores
are seen within the filter volume; however, these pores are mostly contained in the
internal void network as opposed to opening up large areas for particle deposition.
Bright particulate matter on the filter face was identified as the catalyst particles
crucial for regeneration, which tend to pool together on the periphery of pores.
47
Figure 4-6: ESEM image of full clean filter wall thickness.
The washcoat was also explored with the ESEM and EDX. Line scans were taken
with EDX starting from the surface and ending within the wall. Figure 4-7 shows
that compounds of aluminum, silicon, oxygen, and magnesium were found in the clean
filter. Each of these elements can be identified in cordierite, and the washcoat itself is
composed of alumina. A distinction can be made between the filter material and the
washcoat by assessing where the relative proportion of aluminum decreases. It can be
seen in Figure 4-7 that at 7 pm into the filter, the aluminum becomes less prominent
and the silicon compound is more prevalent. Additional scans were taken of other
sections of the filter to form a baseline for the washcoat thickness; the penetration
depth was experimentally found to be 5-7 jim. In pores within this layer, washcoat
material was often seen to deposit in clusters, effectively decreasing the filtration
volume. This phenomenon can be seen in Figure 4-8, with the accompanying EDX
point scan in Figure 4-8b.
The scan shows that the outer material is not basic
cordierite due to the high concentration of aluminum, especially in comparison to the
detected oxygen concentrations given the expected chemical ratios shown in Table 1.1.
For reference, an EDX point scan of cordierite is provided in the appendix in Figure B5.
48
1500r-
1000
0
0
500F
-AIK
-SiK
-OK
-MgK
0
2
4
6
12
8
10
Depth into Filter [pm]
14
16
18
20
Figure 4-7: EDX of blank DPF sample. The relative proportions of each element
indicate the changing landscape of the filter surface.
24.3K
0
21.6K
Al
18.9K
16,2K
13.5K
10.8K
S
Mg
8.1K
5.4K
2.7K
eFeN
0.0
ii,.
0.00
1.00
2.00
3.00
4.00
5.00
6.00
(b) EDX point scan of cluster.
(a) ESEM image of edge pore cluster.
Figure 4-8: Washcoat cluster deposition within pore. EDX shows a large proportion
of aluminum, indicating the presence of non-cordierite material.
49
50
Chapter 5
Calcium-Based Ash Deposition
With the baseline filter substrate properties determined, Chapters 5 and 6 discuss
how chemical-specific differences affect the pressure drop and modes of deposition.
Advanced diagnostic tools were again used to assess chemical morphology and develop
models to analyze these filter properties. With these tools, a more detailed picture of
the deep-bed filtration regime can be visualized, leading to higher resolution analysis.
This degree of detail is used to form comparisons and develop an intuition for how
different levels of loading can be characterized.
5.1
Calcium Morphology
The chemical morphology of the ash particles forms a fundamental basis for describing deposition characteristics in the filter pores. To examine these particles, ash was
removed from the inside of the combustor and imaged with the TEM. The following
images in Figure 5-1 show masses of calcium ash particles. It is clear to see that the
particles are made up of smaller constituents on the sub-100 nm scale, consistent with
the measurements typical of ash precursors [3]. Using the TEM images, these particles were determined to range in diameter from 45-55 nm and are especially visible
on the periphery of the ash agglomerates. The general shape is rather amorphous;
however, it can be seen, particularly in Figure 5-la, that many of the particles have
sharp edges. Each primary particle can be seen to share a large quantity of neigh51
(b)
(a)
Figure 5-1: Calcium ash imaged with the TEM at 120 kV.
boring particles, suggesting that the coordination number of calcium ash is relatively
high. The agglomerates grow by branching outwards over time as particulate matter
continues to stick together, primarily as an effect of regeneration. This method of
branching results in void space between connected branches, which can further be
explained by the occurrence of soot oxidation.
5.2
Pressure Drop Effects
The pressure drop seen by the DPF is directly affected by the chemical morphology
of the ash deposited in the filtering substrate. The pressure curve can also be used
as a means of validating ash loading in the filter. As seen in Figure 5-2, there is a
clear rise in pressure as compared to the blank filter case, as naturally, the reduced
filtering volume increases the amount of backpressure. It can be seen that there is
some discrepancy in the progression of pressure drops across loading conditions. The
pressures at each ash loading are relatively close to each other in magnitude, and
the trend indicates that the higher loads correspond to lower overall pressures. This
can be explained by residual soot remaining in the filter after regeneration. With
the removal of these particles, a more representative curve could be drawn, and it
is expected that the corresponding decrease in particulate mass in the DPF would
result in lower pressures for at least the 0.5 and 1.0 g/L loading conditions.
52
0.25
*
o0 o
Blank
S0.5 g/L Ca
0
1.0 g/IL Ca
0.2 -
.
0 :9
1.5 g/L Ca
0.15
...
a
00
0.1 -,
0.05-
.**ado
0
020
40
30
50
60
Flow Rate (LPM)
Figure 5-2: Calcium-loaded sample pressure drop as a function of flow rate.
5.3
Filter Porosity Effects
Images taken on the ESEM from each loading condition were used to assess how the
calcium ash particle morphology translated to changes in deposition and filter porosity. Figure 5-3 shows ash deposition at 0.5 g/L. In these early stages of deposition,
most of the ash can be seen to enter the porous substrate rather than remain on the
surface. Figure 5-3a shows the presence of ash at the base of one of the surface level
pores. As predicted by the TEM data, the ash has formed large agglomerates, which
are measured on the order of 10 pm. Branch-like structures are visible at the top of
(b) Bridging over surface pore opening.
(a) Ash deposition in base of pore.
Figure 5-3: Calcium ash in filter at 0.5 g/L.
53
(b) 0.5 g/L calcium-loaded wall.
(a) Clean filter wall.
Figure 5-4: Progression of channel wall calcium ash deposition from 0 to 0.5 g/L.
the growing agglomerate surface. Figure 5-3b calls attention to the surface pores and
the tendency for small openings (1-2 pm) to experience bridging and clogging from
these ash agglomerates. Given the small size of these particles, however, there is a
higher probability of deposition within the pore itself.
It is also useful to look at the channel wall with another perspective to see where
ash settles. The degree of surface deposition from 0.5 g/L of loading can be seen in
Figure 5-4, which is a top view taken perpendicular to the channel face. Although
modeling techniques and filtration theory commonly assume that particulate matter
accumulates in the filter pores before beginning the cake layer formation, it is apparent
that surface level deposition has begun even at this early stage of loading. Figure 55 is useful to explain the environment experienced by a particle that might come
into contact with the surface of the DPF. The particle sees horizontal and vertical
drag forces from the fluid flow FDH and FDV, respectively, as well as lift FL due to
the Bernoulli effect [11]. An adhesive force FA arises from molecular interactions,
including van der Waals and hygroscopic forces, at the interface between the particle
and the wall.
Ultimately, it is the shear stress from the flow that most strongly
affects the dislodgement of the ash particle-once the flow shear stress exceeds the
attachment force from the stickiness of the ash, particulate matter begins to move
from the surface. The small calcium particles, or even agglomerates at this point,
54
FL
F shear
FD-H
-U---.
R
F D-V+FA+mg
Figure 5-5: Forces experienced by an ash particle on the channel wall surface,
from [11].
experience these forces when confronting the filter walls. Shallow surface pores and
residual cordierite (with its respective washcoating thickness) contribute topologically
to resisting forward motion of particulate matter in the filter from the inlet flow and
encourage surface deposition.
The picture of ash deposition becomes more clear by analyzing the next stage
of loading at 1.0 g/L. Figure 5-6 shows continued ash particle packing within the
surface pores. As pressure in the DPF builds, the calcium ash agglomerates form
these dense structures in the pore openings, which have the capability to clog larger
pores. Figure 5-6b depicts a pore as large as 10 pm in diameter filling as branched
ash agglomerates collect, preventing passage into the base of larger surface cavities.
On the top of the channel wall, more surface deposition is visible as shown in
Figure 5-7, which has an interesting implication regarding the filling of surface pores.
Ash continues to accumulate as it sticks to itself and other surface particles, which
appears to result in the formation of ash particle agglomerates around the pores
themselves. This may lead to only partially-filled or simply open pores at the wall,
seen in Figure 5-4b.
The transition to 1.5 g/L of ash loading provides insight into an interesting characteristic of deep bed deposition. In Figure 5-8, large particle agglomerates are visible, especially very close to the surface. Particulate matter seen in Figure5-8a is
highly branched and particularly large, with an agglomerate diameter of approxi-
(a) Filling of surface-level pore.
(b) Ash agglomerate clogging large pore.
(c) Ash deposition in base of pore.
(d) Empty surface-level pore.
Figure 5-6: Calcium ash in filter at 1.0 g/L.
mately 30 pm. Unlike previous loading conditions, there appears to be more particulate mass overall in the pores and in a more widespread manner in the pore volume.
Surface deposition did not substantially increase in comparison to the 1.0 g/L case.
The progression of deposition on the surface and in the pores of the substrate
can be evaluated by looking closely at how the porosity changes over time.
Using
the X-ray CT, porosity measurements were taken from the middle and end of the
channel to account for any plugging effects resulting from regeneration, and the results
are depicted in Figure 5-10.
Ultimately, the variation at each of these data points
suggested that there was not a consequential difference between the properties at the
two locations. Given the low ash loading conditions, it is expected that this would
be the case because the cake layer has not yet formed, reducing the likelihood of
ash transport to the rear of the channel.
At 0.5 g/L, a sharp decrease in porosity
56
Figure 5-7: 1.0 g/L calcium-loaded wall.
is seen in comparison to the blank filter case. This can be explained by the onset
of pore filling and light surface-level deposition, which reduces the filtering area. At
1.0 g/L, the porosity increases, though it still remains lower than the initial blank
sample case. Increased calcium ash packing was observed within the pores themselves,
and additional surface deposition occurring around the circumference of the pore,
resulting in an increase in effective filtering volume. This phenomenon translates to
a higher porosity measurement than the previous case. The final transition to the
1.5 g/L case once again results in a lower porosity. The DPF cores experienced active
regenerations, which results in the formation of loose, branched particle structures on
the surface. As more ash deposits on the surface level, the cross sectional area begins
to decrease, thus increasing the flow velocity and shear stress seen by the particles,
which allows the ash to dislodge and collapse into the pores. This is consistent with
the morphology of the ash seen in the pores in Figure 5-8a and the more varied ash
deposition locations as seen in Figure 5-8b.
57
(b) Widespread deposition.
(a) Surface-level agglomerate.
(c) Calcium ash branching on DPF surface.
Figure 5-8: Calcium ash in filter at 1.5 g/L.
Figure 5-9: 1.5 g/L calcium-loaded wall.
58
0.7
0.6-
T
0.5
T
04
bT
0.30.2-
-
0.1
C
Blank
0.5g/LCa
0.5g/LCa(back)
1.0g/LCa
Sample
1.Og/LCa(back)
1.5g/LCa
1.5g/LCa(back)
Figure 5-10: Blank and calcium-loaded sample porosities.
59
60
Chapter 6
Magnesium-Based Ash Deposition
Utilizing a magnesium-based ash introduces particulate matter with different deposition characteristics that can be compared to those of the calcium-based ash to form a
deeper understanding of how the initial pressure drop phase is affected by lubricantderived ash. The following sections provide insight into the morphological, pressure
drop, and porosity properties exhibited by magnesium ash and how these properties
compare to those of the calcium ash identified in the previous chapter.
6.1
Magnesium Morphology
The morphological characteristics of the magnesium-based ash are visibly different
from those of the calcium-based ash. As can be seen in Figure 6-1, the particles are
distinctly spherical in nature and the agglomerates are very large in diameter. The
majority of the particles range in size from 75-85 nm and show evidence of ash precursor constituents 30-35 nm in diameter. Larger particulate masses are seen to reach
diameters of 240 nm, and the overall agglomerates easily grow to the micron scale.
Given these particle sizes, the magnesium branches resemble regions of large spheres.
In comparison to the calcium-based ash, the coordination number of magnesium ash
is lower, due to the decreased quantity of neighboring particles.
61
(b)
(a)
Figure 6-1: Magnesium ash imaged with the TEM at 120 kV.
6.2
Pressure Drop Effects
The pressure drop of samples loaded with magnesium ash were also measured on
the flow bench. These measurements were more representative of the expected behavior in comparison to the data collected from the calcium samples. The pressure
curves in Figure 6-9 show an upward trend in pressure drop over the spread of flow
rates as the loading rate increased from 0.5 to 1.5 g/L. The pressures seen by the
1.0 g/L magnesium-loaded sample are comparable to the pressures seen by each of
the calcium-loaded cases, although there is still the possibility that the calcium samples may actually exhibit pressures lower than reported during this experiment. These
0.350.3-
3 Blank
o 0.5 g/L Mg
x 1.0 g/L Mg
1.5 g/L Mg
~0.25
xC
UA
2 0.2-
Q0
C3X
o0
X
OO
0.1 -
X
0-
0.05-
*
0
10
0. *
20
WL#
31.
00x0 40 00 .,.*0
X
1-
.
0.15
*Ow
.eI
30
Flow Rate (LPM)
40
50
60
Figure 6-2: Magnesium-loaded sample pressure drop as a function of flow rate.
62
measurements suggest that as the ash loading rate increases over time, DPFs loaded
with magnesium ash experience a higher pressure drop. This observation can be explained by magnesium's lower packing density (as suggested by its large and spherical
morphology) and its effect on porosity as described in the following section.
6.3
Filter Porosity Effects
A similar analysis using images from the ESEM coupled with X-ray CT data was
conducted on the magnesium-loaded samples to assess deposition characteristics and
the corresponding porosity at each stage of loading.
At 0.5 g/L, the ESEM images clearly show preferential deposition on the filter
substrate surface rather than in the pores. In Figure 6-3a, an ash agglomerate has
begun to enter the pore; however, due to its large size and low packing density, the
opening diameter of 10 pm is still too small to accommodate deep pore deposition
and filling. Figures 6-3b and 6-4b show, from the side and top of the filter, the high
fraction of surface deposition and propensity for magnesium ash branches to prevent
particulate matter from entering the surface pores. From the top view, it is clear
to see that the agglomerates do not only deposit on the periphery of the pores, but
also encroach over the opening area, acting like a cap. Once again, the morphology
of the magnesium particles
differentiates this behavior from that of the smaller
(b) Pronounced surface-level deposition.
(a) Slight visible pore deposition.
Figure 6-3: Magnesium ash in filter at 0.5 g/L.
63
(b) 0.5 g/L magnesium-loaded wall.
(a) Clean filter wall.
Figure 6-4: Progression of channel wall magnesium ash deposition from 0 to 0.5 g/L.
calcium agglomerates, which accumulate more densely around the pores rather than
encroaching on the surface opening areas.
At 1.0 g/L, again, very little ash accumulation is seen in the filter pores, as
visualized in Figure 6-5. Instead, there is much more substantial surface deposition
both around the circumference of the open pores and on shallow surface depressions,
resulting from ash stickiness relative to the washcoat on the filter substrate.
An
excessive amount of branching can be seen in Figure 6-6 around the surface pores
preventing entry of the magnesium particles into the deep bed. The loosely-packed
nature of these agglomerates can also be seen on the periphery, which allows the ash
to extend farther over the pore openings than in the calcium case.
As seen in the 1.5 g/L case with the calcium ash, there is a large transition in
deposition characteristics at 1.5 g/L magnesium loading.
In stark contrast to the
bare surface pore network seen at 1.0 g/L loading, a large degree of deep bed pore
deposition suddenly arises, which is depicted in Figure 6-7. The deposits are very
sparse, not filling the pores to complete capacity. This activity mimics the surface
deposition characteristics of branching rather than packing into the pores as individual
particles might. The degree of surface deposition, seen in Figure 6-8, remains high
and features characteristics similar to that of the 1.0 g/L case.
Utilizing the porosity measurements from the X-ray CT, a conclusion about the
64
(b)
(a)
Figure 6-5: Magnesium ash in filter at 1.0 g/L.
deposition method can be drawn about this transition that is similar to that of the
calcium ash. The trend in porosity values for the magnesium ash exhibited in Figure 69 mirrors that of the calcium ash. Again, porosity variations indicated that the level
of ash loading did riot constitute significant differences in midchannel versus rear
channel deposition.
The initial decrease in porosity at 0.5 g/L can be attributed
to the onset of deep bed pore deposition and branching around the circumference
of surface pores decreasing the filter area. At 1.0 g/L, the high degree of surface
deposition is compounded upon due to interception of particulate matter in the flow
field. Once again, the ash begins to act as a filtering medium, increasing the effective
volume and thus the porosity as the larger ash particles cannot easily deposit in the
filter pores. As deposition on the surface continues, the surface area of the channel
begins to decrease, resulting in an increase in shear forces from the flow field. Given
the extensive amount of branching on the pore periphery and its inherent instability
onset by removing soot particles that may have collected in the ash matrix, the
increase in pressure causes the branches to collapse into the pores, vastly increasing
the amount of pore deposition and restarting the process of surface deposition. It can
be extrapolated from the CT data measurements that a method of periodic deposition
occurs during the early stage loading regime, while there is still space in the pores
for ash to deposit. Surface-level and deep-bed pore deposition occur concurrently,
and branching instabilities result in fluctuations in the degree to which ash deposits
65
Figure 6-6: 1.0 g/L magnesium-loaded wall.
Figure 6-7: Magnesium ash in filter at 1.5 g/L.
66
Figure 6-8: 1.5 g/L magnesium-loaded wall.
in the pores. Once the pores have filled completely, the surface deposition typical of
later-stage loading commences.
Overall, comparing the porosities from the calcium ash and the magnesium ash,
the magnesium ash tends to have a slightly higher porosity across all of the loading
conditions.
This observation can be described by the propensity for collapsed ag-
glomerates to form the basis for pore deposition, as they are generally less densely
packed, resulting in a network of micropores within the magnesium ash particles.
Additionally, the higher volume of cake layer deposition allows for surface filtering to
occur as well, increasing the effective volume more than for the calcium samples.
6.4
Ash Chemistry Recommendation
The findings in this study show that there are many fundamental differences between
the modes of calcium and magnesium ash deposition. The morphology of magnesium
particles result in larger and less dense ash structures that lead to different pore
deposition characteristics than calcium ash produces.
The small calcium particles
and subsequent agglomerates result in more dense pore deposits, whereas magnesium
67
0.70.6-
-
0.5
Z0.4-
-
S0.3
0.20.1-
C
Blank
0.5
g/L Mg 05 g/L Mg (back)
1.0g/L Mg 1.0 g/L Mg (back) 1.5 g/L Mg 1.5 g/L Mg (back)
Sample
Figure 6-9: Blank and magnesium-loaded sample porosities.
ash produces pore deposits that are porous in nature. One of the main understandings
of the DPF pressure drop curve is that the sharp initial rise in pressure is tied to the
filling of surface pores, and the subsequent pressure rise after the pores are filled is less
pronounced with the formulation of the cake layer. With magnesium-based ash, the
second-stage ash phase can be reached sooner due to the pore-covering characteristics
of agglomerate branches during low loading conditions. The chemical structure of the
magnesium ash essentially works as a mesh over the filter pores, which is initially ideal
because the deep bed pores cannot fill to the same extent as the calcium deposits do.
Once the critical shear stress has been met, however, the deposits quickly fill the
pores, increasing the pressure drop. The density of the magnesium deposits is also
favorable due to its ability to form micropores from extra available space due to lower
packing densities and slightly increased porosity.
Given these characteristics, the
magnesium ash appears to be favorable to the calcium ash should other mechanical
additions be added to the filter such as a thin mesh over surface pores to prevent
early stage branch collapse.
68
Chapter 7
Conclusions
The emergence of advanced diagnostics tools has resulted in the ability to more accurately define and understand the materials and material properties related to developing rigorous models to explain factors important to characterizing DPFs, including
pressure drop and particulate deposition. This study utilized TEM, ESEM, and Xray CT technologies to define the deposition process of both calcium and magnesium
ash within the initial pressure drop phase. At this point in the development of these
measurement devices, the resolution is sufficient for formulating solid baseline measurements for ash-related properties; however, more accurate filter substrate models
can be developed in the future with access to such tools as nano-CT scanners, which
would be able to fully differentiate between small voids in the internal porous network.
This research has discerned a number of different areas of advancement in understanding characteristics of lubricant-derived ash and the means by which they deposit
in the DPF during the initial loading stage:
e Calcium ash particles are small, form tight branches, and pack densely into the
filter pores.
e Magnesium ash particles are large, spherical, and form loosely packed structures
in the filter pores. This ash is recommended over the calcium ash to reduce the
detrimental effects of the initial pressure drop phase.
e The sharp initial pressure drop phase does not only result in deep bed pore
69
filling; rather, there is concurrent surface-level and pore deposition.
* Fluctuations between pore and surface deposition occurs as a result of agglomerate collapse when the critical shear stress is met.
These properties are useful for the future of DPF design and analysis, especially
with respect to implications for modeling. The experimentally-derived lubricant properties shed light on the impact of morphology on particle deposition and pressure drop,
which can lead to the selection of a particular chemistry for optimal filter usage. Understanding how the flow conditions in the channel affect particle stability also assists
in defining the partition coefficient at each point of the initial loading phase. Given
the results of this study, this coefficient can be considered non-linear in nature and
highly dependent on the morphological characteristics of the input lubricants. Porosity measurements can also be more accurately determined, which is as a result of
advanced diagnostics.
By defining the DPF with higher resolution, advancements
can be made both in how the filters are analyzed and in identifying exactly which
properties can be optimized in future use.
70
Appendix A
Tables
71
Table A.1: Mass measurements for each sample during the loading process. Time
and temperature data taken to form basis for variability in mass. S8 was discarded
due to clogging of the oil injector, which was further checked by evaluating the
inconsistent masses.
Sample
Loading Amount
Initial Mass
[g]
Mass After
Loading [g]
S2
0.5 g/L Ca
181.51
181.5593
Mass After
Regeneration
[g]
181.5382
S8*
1.0 g/L Ca
177.1847
177.2006
177.1460
162.6523
162.6970
(4/16/15
9:14 am, 220 C)
162.6545
(4/17/15
11:43 am,
S3
1.0 g/L Ca
____
S4
1.5 g/L Ca
163.1574
____
___24
S5
0.5 g/L Mg
(4/8/15
12:28 pm,
220 C)
163.2426
S6
1.0 g/L Mg
(4/11/15
12:25 pm,
220 C)
165.1241
S7
1.5 g/L Mg
(4/6/15
11:51 am,
22 0C)
72
C)
163.2214
(4/2/15
163.1938
(4/2/15
0
7:53 am, 21 C)
11~50 am,
165.0673
(4/9/15
9:06 am, 20C)
165.0257
(4/9/15
11:51 am,
210C)
163.2983
(4/12/15
3:55 pm,
24 0 C)
163.2791
(4/13/15
12:04 pm,
25 0 C)
165.1900
(4/7/15
1:20 pm,
22 0C)
165.1421
(4/7/15
3:31 pm,
22 0C)
_____________2
165.0550
0
1 0 C)
Table A.2: Resolution achieved in the X-ray CT scans for each of the small core
samples.
Sample
Resolution [pm]
Blank
5.63581
0.5 g/L Ca (middle)
6.50000
0.5 g/L Ca (rear)
6.20000
1.0 g/L Ca (middle)
5.80000
1.0 g/L Ca (rear)
5.80000
1.5 g/L Ca (middle)
6.60000
1.5 g/L Ca (rear)
6.30000
0.5 g/L Mg (middle)
6.20000
0.5 g/L Mg (rear)
6.20000
1.0 g/L Mg (middle)
5.26198
1.0 g/L Mg (rear)
5.42818
1.5 g/L Mg (middle)
4.89798
1.5 g/L Mg (rear)
5.55032
73
74
Appendix B
Figures
Figure B-1: Matting materials used to pack small cores into stainless steel tubes for
use in the accelerated loading setup. The material on the left is 3M Interam I1OHT
and on the right is a comparable 3M intumescent matting material.
75
Figure B-2: Oil injection and burner setup in the accelerated loading system.
Figure B-3: Heat exchanger and valve system used for controlling regeneration temperatures.
76
Figure B-4: Parallel tee for large and small core DPFs. Point A indicates the location
for the large DPF and point B indicates the location for the small core DPF. The
arrows show the direction of flow.
16.2K
0
Al
14.4K
S1
12.6K
10.8K
9.0K
Mg
7.2K
5.4K
3.6K
1.8K
0.0K I AL
0.00
U
1.00
2.00
3.00
4.00
Figure B-5: EDX point scan of cordierite.
77
5.00
6.00
78
Bibliography
[1] Majewski, W., "Wall-Flow Monoliths," Revision 2005.09b, DieselNet. http: //
dieselnet.com/tech/dpf-wall-flow.php
,
2005.
12] van Setten, B., Makkee, M., and Moulijn, J., "Science and Technology of Catalytic Diesel Particulate Filters," Catalysis Reviews 43(4), 2001.
[3] Sappok, A., "Ash Accumulation in Diesel Particulate Filters," Revision 2013.01,
DieselNet. http: //www. die selnet. com/te ch/dpf _-ash. php , 2013.
[4] Sappok, A., "The Nature of Lubricant-Derived Ash-Related Emissions and Their
Impact on Diesel Aftertreatment System Performance,"
Ph.D. Thesis, MIT,
2009.
[5] Gaiser, G., and Mucha, P., "Prediction of Pressure Drop in Diesel Particulate
Filters Considering Ash Deposit and Partial Regenerations," SAE 2004-01-0158,
2004.
[61 Konstandopoulos, A., Skaperdas, E., and Masoudi, M., "Inertial Contributions
to the Pressure Drop of Diesel Particulate Filters," SAE 2001-01-0909, 2001.
[7] Aravelli, K., Jamison, J., Robbinson, K., Gunasekaran, N., and Heibel, A.,
"Improved Lifetime Pressure Drop Management for DuraTrap RC Filters with
Asymmetric Cell Technology (ACT)," Diesel Engine Efficiency and Emissions
Reduction Conference, Detroit, MI, 2006.
[8] Opris, C., and Charbonnel, S., "Fundamental Diesel Particulate Filter (DPF)
Pressure Drop Model," SAE 2009-01-1271, 2009.
79
[9] Konstandopoulos, A., Kladopoulou, E., Yang, S., Johnson, J., and Parker, G., "A
Study Describing the Performance of Diesel Particulate Filters During Loading
and Regeneration-A Lumped Parameter Model for Control Applications," SAE
2003-01-0842, 2003.
[10] Subramanian, R.S., "Heat Transfer to or from a Fluid Flowing through
a Tube," Convective Heat Transfer I - Flow Through Conduits,
Clark-
son University, http: //web2 .c larks on. edu/proje ct s /subramanian/ch302/
notes/Convective*20Heat*2OTransfer 201.pdf.
[11] Wang, Y., "Modeling and Interpreting the Observed Effects of Ash on Diesel
Particulate Filter Performance and Regeneration," Ph.D. Thesis, MIT, 2014.
[12] "Basics of DPF Operation," Filter Sensing Technologies, Inc., http://www.
dpfsensor.com/basics-of-dpf-operation.html,
[13] "Electron
Microscopy,"
MIT CMSE,
2014.
http://mit.edu/cmse/facilities/
electron.shtml.
114] "Scanning
sive
X-ray
Electron
Microscopy
(SEM/EDX)
coupled
Spectroscopy,"
with
Energy
Western
DisperUniversity,
http://www.surfacesciencewestern.com/analytical-services/
scanning-electron-microscopy-coupled-with-energy-dispersive5CX
20-x-ray-semedx-spectroscopy/, 2014.
[151 Whiting, B., "Signal statistics of X-ray Computed Tomography," SPIE Vol. 2682,
2002.
80