Bead Manipulation to Enable Electrically Controlled Wire
Braiding
NSTITLITE
MASSACHUSETTS
OF rECHNOLOLGY
by
JUN 2 4 2015
Alexxis Isaac and Makai Cartman
LIBRARIES
Submitted to the Department of Mechanical Engineering
in partial fulfillment of the requirements for the degree of
Bachelor of Science in Mechanical Engineering
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
June 2015
Massachusetts Institute of Technology 2015. All rights reserved.
Signature redacted Signature redacted
.
Author'.
Department of Mechanical Engineering
May 14, 2015
Signature redacted
.. .. ... ..
.
Certified by ..................
Cullen R. Buie
Assistant Professor of Mechanical Engineering
Thesis Supervisor
Signature redacted
Accepted by .........................................................
Anette Hosoi
Undergraduate Officer, Professor of Mechanical Engineering
2
Bead Manipulation to Enable Electrically Controlled Wire Braiding
by
Alexxis Isaac and Makai Cartman
Submitted to the Department of Mechanical Engineering
on May 14, 2015, in partial fulfillment of the
requirements for the degree of
Bachelor of Science in Mechanical Engineering
Abstract
Litz wire bundles are highly effective at enhancing the current carrying capacity and limiting the losses of electronic devices up to MHz frequencies due to the pattern in which the
individual wires are braided in the bundle. However, the technology to fabricate Litz wire
bundles at higher radio frequencies has not been developed due to current manufacturing
limitations. Litz wire bundles developed to accommodate higher radio frequencies would
have a tremendous impact for electronic devices because these bundles would allow for
inductors to be manufactured with increased quality factors from the current range of less
than 10 to a possible range of up to 1000 at frequencies of 1-10GHz. This would allow for
less spectral crowding, jamming, improved power handling, and more efficient systems.
In this thesis, through collaboration with The Charles Stark Draper Laboratory, dielectrophoretic and driven fluid flow bead manipulation methods were explored for the purpose
of demonstrating the plausibility of controlled litz wire braiding at a nano-to-micro scale.
Results from this thesis show that both dielectrophoresis and driven fluid flow are viable
methods for bead manipulation and should be further developed to enable fabrication of
"NanoLitz" wires.
Thesis Supervisor: Cullen R. Buie
Title: Assistant Professor of Mechanical Engineering
3
4
Acknowledgments
We would like to thank our advisor, Prof. Cullen R. Buie, for his support in our completion
of this thesis - especially at a time when we needed him most. We have both been lucky
enough to have you as a professor during our time here at MIT and we appreciate the time
that you took out of your schedule then and now to accommodate for our needs.
We are also especially grateful to our mentor, Amy Duwel, for being a constant source
of advice for us, both academically and personally, over the time that we have been blessed
enough to know her. You have done so much for us since we first interned at The Charles
Stark Draper Laboratory with you and we are so thankful for all of your generosity.
Lastly, we would like to acknowledge Alisha Schor for all of her support in our understanding of the material and fabrication of the demo. You created an open space for us
where we felt comfortable approaching you with questions and we are very grateful for the
time that you sacrificed to help us reach our goal.
5
6
Contents
1
Introduction
1.1
Nano-Litz Wire Bundles
1.2
Goals
1.3
Requirements
1.4
2
. . . . . . . . . . . . . . . . . . . . . . . . . . .
13
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16
1.3.1
Wire Stiffness . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17
1.3.2
Viscous Force . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18
1.3.3
Electric Control . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Thesis Layout . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Dielectrophoretic Bead Manipulation
2.1
2.2
2.3
Physics of Dielectrophoresis
2.4
23
. . . . . . . . . . . . . . . . . . . . . . . . . 23
2.1.1
Dielectrophoretic Force
2.1.2
Positive DEP vs. Negative DEP . . . . . . . . . . . . . . . . . . . 24
. . . . . . . . . . . . . . . . . . . . . . . 24
Channel Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
2.2.1
Spoke Electrode Configuration . . . . . . . . . . . . . . . . . . . . 26
2.2.2
Point Electrode Configuration
Force and Dynamic Model . . . . . . . . . . . . . . . . . . . . . . 29
Results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
2.4.1
DEP for Nano-wire Braiding . . . . . . . . . . . . . . . . . . . . . 30
33
Bead Manipulation via Fluid Flow
3.1
. . . . . . . . . . . . . . . . . . . . 27
Numerical Model . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
2.3.1
3
13
Fluid Flow Dynamics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
7
3.2
3.3
3.4
Platform Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
3.2.1
Initial Platform Prototype
3.2.2
Gate System
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
3.2.3
Final Design
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
Experimental Setup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
3.3.1
Platform Fabrication . . . . . . . . . . . . . . . . . . . . . . . . . 38
3.3.2
Experimentation
. . . . . . . . . . . . . . . . . . . . . . . . . . . 39
Results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
3.4.1
4
. . . . . . . . . . . . . . . . . . . . . . 34
Driven Flow for Nano-Wire Braiding
Conclusions and Future Work
4.1
4.2
. . . . . . . . . . . . . . . . 41
43
Summary of Results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
4.1.1
DEP Manipulation . . . . . . . . . . . . . . . . . . . . . . . . . . 43
4.1.2
Driven Flow Manipulation . . . . . . . . . . . . . . . . . . . . . . 43
Future Work . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
A CAD of Platform Design
45
B Valve Arduino Code
53
8
List of Figures
1-1
Example of a litz bundle comprised of nine wire strands (image excerpted
14
1-2 Overall setup concept - independent of proposed platform geometries. . .
16
.
.
from [5]). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cantilevered beam undergoing a small deflection (image excerpted from
[10]).
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
.
1-3
1-4
Cross-section of an open rectangular channel (image excerpted from [6]).
1-5
CD
18
versus Reynolds number for a smooth, spherical sphere (image ex.
cerpted from [3]). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-6
17
19
Force diagram illustrating the relationship between overall force and the
.
viscous and bending forces. . . . . . . . . . . . . . . . . . . . . . . . . .
20
2-1
Particle polarity for pDEP vs. nDEP (image excerpted from [14]).
. . . 25
2-2
Spoke electrode geometry integrated into a six-channel system.....
. . . 26
2-3
Point electrode geometry integrated into a six-channel system.....
27
2-4
Point electrode geometry integrated into a six-channel system (image ex.
.
cerpted from [9]). . . . . . . . . . . . . . . . . . . . . . . . . . . .
28
Machined version of the initial prototype.
. . . . . . . . . . . . . .
. . . 35
3-2
Schematic representation of the balloon gating system. . . . . . . .
. . . 36
3-3
Final platform design. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . 36
3-4
Final channel geometry. . . . . . . . . . . . . . . . . . . . . . . . .
. . . 37
3-5
Each type of acrylic part used and the overall platform assembly. . .
. . . 38
3-6
Schematic of the electrical circuit. . . . . . . . . . . . . . . . . . .
. . . 39
3-7
Balloon gating system integrated into the platform channels. . . . .
. . . 40
.
.
.
.
.
.
.
3-1
9
3-8
In-lab experimental setup.
. . . . . . . . . . . . . . . . . . . . . . . . . . 41
3-9
Soft lithography layering process. (image excerpted from [15]).
A-1
Solidworks drawing of the top wall, where the braid wires are joined.
. . . . . . 42
. . . 46
A-2 Solidworks drawing of the side walls, which hold up the overall structure
and the top w all. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
A-3 Solidworks drawing of the outer ring of the structure. . . . . . . . . . . . . 48
A-4 Solidworks drawing of the outer ring of the structure. . . . . . . . . . . . . 49
A-5 Solidworks drawing of the platform sections.
A-6 Solidworks drawing of the base plate.
A-7 Image of the overall structure.
. . . . . . . . . . . . . . . . 50
. . . . . . . . . . . . . . . . . . . . 51
. . . . . . . . . . . . . . . . . . . . . . . . 52
B-1 Arduino code for gate release to enable braiding.
10
. . . . . . . . . . . . . . 54
List of Tables
2.1
Factors that influence pDEP versus nDEP. . . . . . . . . . . . . . . . . . . 25
2.2
Table displaying the time required for a 1 mm diameter bead to travel down
a 25 mm channel for various bead-medium combinations, assuming a highfrequency electric field. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
2.3
Table displaying the time required for a 1 pum diameter bead to travel down
a 25 prm channel for various bead-medium combinations, assuming a highfrequency electric field. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
11
12
Chapter 1
Introduction
Litz wire is a bundle of thin individual wire strands that are braided together in a prescribed
pattern [1]. These patterns typically involve several levels of braiding and twisting, which
are designed to enhance the current carrying capacity and to limit losses seen at frequencies below the MHz range [1]. Figure 1-1 illustrates an example of a litz bundle comprised
of nine wire strands. Although litz bundles would have a huge impact at higher radio
frequencies, these bundles have not been pursued at those frequencies because the technology to make them at the appropriate scale is not currently available [5]. The Charles
Stark Draper Laboratory and a Harvard University research team are now collaborating to
develop "NanoLitz" wires.
1.1
Nano-Litz Wire Bundles
The team envisions NanoLitz to be a 3D braided wire bundle that leverages nano-scale
features constructed in a micron-to-millimeter scale component. The overarching goal is
to achieve ultra-low loss radio-frequency (RF) performance [5]. With the technology that
is currently available, typical RF inductors have a quality factor Q < 10. However, with
access to NanoLitz technology, engineers would be able to produce inductors with quality
factors approaching
Q
= 1000 at 1-10 GHz [5]. The quality factor is a dimensionless
number that represents the energy being stored in a circuit compared to the energy that is
13
Figure 1-1: Example of a litz bundle comprised of nine wire strands (image excerpted from
[5]).
thermally dissipated:
QOL
L
Q =w
0
(1.1)
RDC'
where wo is the frequency, L is the inductance and RDC is the equivalent resistance [4].
For an inductor, as the frequency of a given system increases, the equivalent resistance
of the system also increases due to the skin effect [4]. The skin effect is the inclination
of current to distribute more densely at the outer surface, or "skin", of a conductor as
frequency increases [2]. The higher the frequency, the smaller the skin depth, which causes
the effective cross-section to decrease [2].This leads to a decrease in the
Q factor,
and thus
a decrease in the overall efficiency of the system [4]. NanoLitz would enable a reduction
in the losses caused by the skin effect. These low loss components would provide better
filters to address spectral crowding and jamming, as well as improved power handling for
thermally robust portable and miniature systems [5].
The NanoLitz team has proposed to fabricate wires using a nano-wire scaffold for copper with silica insulation. The team has anticipated two main production challenges in
creating the NanoLitz wires: (1) the current approaches to conducting wire fabrication
are not scaleable to the 0.6-2pm diameter size needed for radio-frequencies ranging from
1 GHz to 10 GHz, and (2) the current approaches to wire braiding leverage macro-scale
machines that impose tension and bending forces that are incompatible with braiding nanoto-micro-scale wires [5].
To address the second production challenge, the NanoLitz team plans on exploring
14
two technologies to braid the custom nano-wires. The first method is a "Self-Assembly"
approach that relies on the specific binding properties of DNA to enable controlled wire
braiding [5]. The second method is a "Directed Assembly" approach where the wire ends
will be attached to beads that will then be manipulated in such a way that will enable
controlled wire braiding [5].
The purpose of this thesis is to explore the directed assembly method that was proposed
by the NanoLitz team at a macro scale. From this exploration at a larger scale, a recommendation would then be made to the NanoLitz team to frame their efforts as they enter the
first phase of the fabrication of 1-10 GHz range litz bundles.
1.2
Goals
In order to properly explore options for the directed assembly method, three main goals
were identified:
1. Explore bead manipulation options that can enable wire-braiding at a micro scale.
2. Perform calculations to determine what settings are required for each option to produce the required force to perform wire-braiding.
3. Create a macro-scale demo of one of the options that illustrates controlled wire braiding.
The NanoLitz team proposes to develop novel assembly technologies that can be scaled
to the application of low loss RF conductors. The program goals for NanoLitz will be to
braid ten's of threads of approximately one prm diameter wires that are approximately one
cm in length. The team would like to focus on fundamental technology development rather
than engineering of fully scaled up manufacturing.
The demo that will be covered in this thesis will serve as an intuitive design tool that the
NanoLitz team engineers will utilize to be able to visualize the 3D geometry of a possible
platform option, as well as visualize the braiding of three wires. This will allow the design
engineers to adapt the platform to manipulate ten's of threads of wires and smaller beads.
This demo will serve useful as it is hard to capture the braiding mechanics in a CAD tool.
15
1.3
Requirements
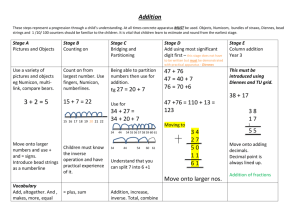
The basic platform configuration that is considered in this thesis involves a series of radially
symmetric channels. The concept behind the basic platform design is that each bead will
be attached to the end of an individual wire. A collection of wires will be fixed together at
one end at a prescribed height above the channel platform. This setup is shown in figure
1-2.
/
7
yxx'
(2)
(1)
K
(3)
(4)
Figure 1-2: Overall setup concept - independent of proposed platform geometries.
The two bead manipulation methods that are explored in this thesis are dielectrophoretic
manipulation and driven fluid flow. For both of these bead manipulation options, the platform is designed such that a constant fluid level can be maintained in the channels. The
beads will be manipulated by an externally applied force that allows for the travel of each
bead to be electronically controlled. Outlined below are the three main requirements that
were identified to make wire braiding possible.
16
1.3.1
Wire Stiffness
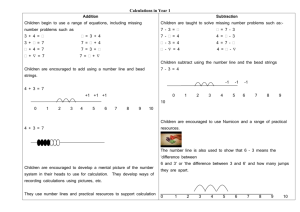
In order to braid a set of wires, each wire must be deflected to a certain amount that varies
as the braid grows. To understand the force required to overcome the wire stiffness and
bend the wire, a wire made of certain length L, diameter D, and modulus of elasticity E can
be modeled as a cantilevered beam [10]. For small deflections, a relationship between the
deflection of the wire and the applied force F can be represented based on Bernoulli-Euler
beam theory [10]:
3EI
F= 3
=
2EI
2
00max
(1.2)
where I is the moment of inertia of the beam.
-
---
----------------------
max
a
--------------------------
F
Figure 1-3: Cantilevered beam undergoing a small deflection (image excerpted from [10]).
For large deflections however, like the ones required to braid a wire, a deeper analysis
must be performed on a vertical cantilevered beam. In reference [10], a model was developed to simulate a beam undergoing a large deflection. In this analysis, the bending force
that is required is defined as:
2
a
Fbend =
EI
2
,
(1.3)
where a is a parameter defined based on the bending angle and is described in more depth
in [10]. Based on this model, the force required to bend copper wires made of length
L = 10cm and diameters D =1mm and D = lyt
in the 2 pN range and 100 pN range respectively.
17
through a 90' turn are estimated to be
1.3.2
Viscous Force
In addition to overcoming the wire stiffness, the chosen applied force must also overcome
the viscous force of the fluid that is within the platform. When a spherical particle that
is submerged in a fluid medium begins to move with a certain velocity, it experiences this
viscous force. In this thesis, the viscous force is explored in two different regimes: typical
laminar flow and Stokes' flow. For an open channel flow like the one described in figure
1-4, the laminar flow regime applies when Re < 500 and the Stokes' flow regime refers
specifically to flows with Re < 0.1 [8] [16]. The Reynolds number, Re, is defined as
Re - u,
(1.4)
where u is average velocity of the fluid traveling through the fluid, R is the hydraulic radius,
and v is the kinematic viscosity of the fluid [6]. The hydraulic radius is defined as follows:
A
R=
Pw'
(1.5)
where A, the cross-sectional area and Pw, the wetted perimeter, are defined as [6]:
A=WD
(1.6)
Pw = W + 2D.
(1.7)
Frce surface
/n
IL)
Figure 1-4: Cross-section of an open rectangular channel (image excerpted from [6]).
18
As can be inferred from equation 1.8, laminar flow occurs when the following condition
is met:
Ulaminar <
500v
R
(1.8)
0.1V
R
(1.9)
. Likewise, Stokes' flow applies when:
Ustokes<
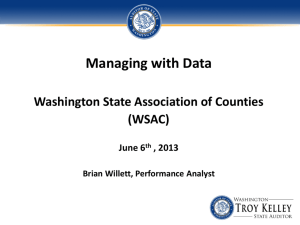
The drag on a smooth, spherical isolated particle in the laminar flow regime is defined
by
(1.10)
2-pu247rD2CD,
Flaminar
2
where p is the density of the fluid, u is the velocity of the particle, D is the diameter of
the particle, and CD is the drag coefficient or the particle [16]. The drag coefficient for a
smooth, spherical particle varies with the Reynolds number.
1000HIM
E
100
-c
E10
0
I ! ! I !:! I
1 11111111
,.I
. . . ..
.
- I I
.
11111111 11if 11 111111
m ill
0
11
0
t
m
ME
Z
-IM 1E0.1
M
C)
0. 1
1
10
103
102
104
101
106
10
R, = Reynolds number
Figure 1-5: CD versus Reynolds number for a smooth, spherical sphere (image excerpted
from [3]).
Stokes' Law assumes that a smooth, spherical, isolated particle is moving in the Stokes'
19
flow regime. Given these assumptions, the drag force is defined as:
Fstokes
= -67rpRu
(1.11)
where p is the viscosity of the medium, R is the radius of the of the particle, and u is the
velocity of the particle [12].
1.3.3
Electric Control
The overall force applied to the system needs to overcome both the wire stiffness and the
induced drag force.
FaVVied > Fend +
Fiscous
(1.12)
Figure 1-6 below displays a force diagram illustrating the relevant forces. For the macro
velocity* 0
Fband
FA
V
F~ p p li d
> F, +Ewbe m
Figure 1-6: Force diagram illustrating the relationship between overall force and the viscous and bending forces.
scale exploration that will be performed in this thesis, equation 1.6 results in:
Fapplied >
a2 EI +12
a2 + I pu2 4rD 2 CD.
(1.13)
For the nano-to-micron scale application of the NanoLitz team,
Fapplied>
a2 EI
20
+ 67,rpRu.
(1.14)
This thesis requires that the total applied force must be able to manipulate the bead
from one channel end of the platform to another channel end in such a way that path of
travel can be controlled electronically. This can be achieved in two ways depending on the
chosen bead manipulation approach: (1) control the applied force directly, or (2) block the
channels and control when each individual channel is opened.
1.4
Thesis Layout
In this work, two possible directed assembly bead manipulation methods, dielectrophoresis
and driven fluid flow, were evaluated at the macro scale. Chapter 2 discusses the physics
behind dielectrophoresis, how this method could be applied to bead manipulation for wire
braiding at the macro scale, two proposed channel designs, and how the dielectrophoretic
force was modeled for the channel designs. Chapter 3 discusses the physics behind driven
fluid flow as well as the design and fabrication of the demo driven fluidic device. Chapter
4 provides a conclusion of the two proposed braiding methods and evaluates how these
methods could be applied at the micro-to-nano wire braiding scale that the NanoLitz team
proposes.
21
22
Chapter 2
Dielectrophoretic Bead Manipulation
Dielectrophoresis is a well-known technique commonly utilized for the manipulation, sorting, and assembly of wires, cells, and micron scale components [5]. It is proposed that with
proper channel geometries, dielectrophoretic manipulation of macro, or millimeter, scaled
beads can be exploited to enable the controlled braiding of complex litz bundles [7].
2.1
Physics of Dielectrophoresis
Dielectrophoresis (DEP) occurs when a dielectric particle experiences a force due to being exposed to a non-uniform electric field [13]. Dielectrophoresis occurs because the
non-uniformity of the electric field causes the dielectric particle to become polarized [13].
Consequently, the pole that is exposed to the stronger electric field dominates the pole that
is exposed to the weaker electric field, which causes the particle to move [13]. This electric
field can be generated with either AC or DC current sources, and the phenomenon occurs
in a wide variety of electrode configurations [11]. All particles, even un-charged particles,
exhibit some sort of dielectrophoretic response to non-uniform electric fields [11].
23
2.1.1
Dielectrophoretic Force
The strength of this dielectrophoretic response depends on the overall dielectrophoretic
force that the particle experiences. This force is defined as
FDEP~ 27Emr3 Re(KcAI)VE 2
for a spherical particle with radius r that is submerged in a medium with permittivity
(2.1)
8
that
has been exposed to electric field E [8]. For this geometry, the Clausius-Mossotti factor can
be defined in terms of the complex dielectric constant of the particle and of the medium
[8]:
KCm
E*
P
E*
m
(2.2)
,
(2.3)
The complex dielectric constant is defined as:
E*
E+
where E is the permittivity of the particle or medium, o- is the conductivity of the particle
or medium, and w is the angular frequency of the applied electric field [8].
2.1.2
Positive DEP vs. Negative DEP
A key aspect of DEP that is commonly exploited for the purposes of particle manipulation
is the directionality of the dielectrophoretic force. When a dielectric particle becomes polarized in a non-uniform electric field, the particle can behave in two different ways: (1) the
particle is attracted towards the direction of increasing electric field and thus is experiencing positive DEP (pDEP), or (2) the particle is attracted towards the direction of decreasing
electric field and thus is experiencing negative DEP (nDEP) [11]. This phenomenon is
illustrated in figure 2-1.
In order to utilize DEP as a bead manipulation for the purposes of this thesis, is important to understand how to induce pDEP versus nDEP. Positive DEP occurs if the fluid
medium has a higher polarizability than the particle, whereas negative DEP occurs if the
24
body
Neutral
body
Positive
N e" tive
DEP
DEP
Neutral
Figure 2-1: Particle polarity for pDEP vs. nDEP (image excerpted from [14]).
fluid medium has a lower polarizability than the particle [11]. The polarizability of both
the fluid medium and the particle are affected by the frequency of the electric field [11].
The effect of the frequency can be understood through how frequency alters the ClausiusMossotti factor. Table 2.1 below summarizes how frequency and relative permittivity and
conductivity of the particle and fluid medium effect the Clausius-Mossotti factor and, consequently, the directionality of dielectrophoresis.
-
Low Frequency
High Frequency
E*
a dominates
E dominates
KI
C
u> m-pDEP E > Em -pDEP
>m>p nDEP Em> EpfnDEP
Table 2.1: Factors that influence pDEP versus nDEP.
2.2
Channel Design
The main purpose of the two geometries that are proposed in this thesis is to design a
platform where one-millimeter dielectric beads can be manipulated by DEP to follow a
controlled pattern. The strength of the DEP force is dependent on the geometry of the
electrodes, as the electrode geometry directly influences the magnitude and gradient of the
electric field [7]. The basis is that each dielectric bead in the channel platform can be manipulated by both positive and negative dielectrophoretic forces. These forces are induced
25
by the electrodes of a certain geometry that are individually connected to a computercontrolled interface. The motion of the beads in the channel platform causes the wires to
be woven into the specified braiding pattern.
2.2.1
Spoke Electrode Configuration
The first geometry that was explored is composed of rectangularly-shaped electrodes that
are 45 mm in length. In this geometry, the electrodes are patterned similarly to the spokes
in a wheel. Figure 2-2 below illustrates the overall geometry.
N
N
N
Increasing
i
Electric
I
A
+V
-v
/
0
'
Field
Figure 2-2: Spoke electrode geometry integrated into a six-channel system.
The idea behind this geometry is that when a positive and negative voltage at some
frequency is applied to the electrodes on either side of a suspended particle, an electric
field will be generated that is greater in strength at the inner diameter than at the outer
diameter [12]. In the case shown in figure 2-2 above, pDEP would need to be applied to
the system in order to cause the dielectric bead to be attracted to the center of the platform.
Once the bead has been attracted to the center, a positive and negative voltage at some
different frequency is then applied to two different, neighboring electrodes that enclose
the target location of the bead-in-movement. As shown in table 2.1 , the manipulation of
frequency can result in a shift from pDEP to nDEP. This attribute of dielectrophoresis and
the flexibility to easily shift from high to low frequencies are critical to the success of the
26
proposed spoke geometry.
Point Electrode Configuration
2.2.2
The second geometry that was explored consisted of an array of small (3-5mm), square
electrodes. Each channel of this geometry is formed by two parallel lines of electrodes that
are spaced three millimeters apart. Figure 2-3 below illustrates the overall geometry.
/1
*'\\
+V
IIncreasing
Skj
Electric
Field
I
N
Figure 2-3: Point electrode geometry integrated into a six-channel system.
This geometry is unique because it relies on much more precise control of the applied
voltage to each electrode. The basis of this geometry is that the electrodes on either side of
the channel that the bead is located in would be sequentially "activated" so that electric field
strength is pulled down the channel towards the inner diameter and then out of a different
channel.
This DEP approach, known as traveling wave dielectrophoresis (TWD), occurs when
high-frequency traveling electric fields cause a particle that is suspended in a low conductivity fluid to move. Similar to the DEP force described, the TWD force experienced by
the particle is dependent on the particle volume, the polarizability of the particle and the
medium, and the strength of the electric field [9]. Additionally, however, the force caused
by TWD only occurs in high-frequency fields and also depends on the wavelength of the
27
traveling electric field:
FTWD =-47r2s 7
r 3 Im(Kc3 1 )E2
(2.4)
A
where A is the wavelength of the traveling electric field and In(Kc) is the imaginary
component of the Clausius-Mosotti factor [9]. The imaginary component of the ClausiusMosotti factor is evaluated because this component corresponds to the out-of-phase part of
the dipole moment [9]. The phase lag causes an induced motive force on the particle and
Direction of
travel of field
M
iclectric Sphere
E
electrodes
Figure 2-4: Point electrode geometry integrated into a six-channel system (image excerpted
from [9]).
the low conductivity of the fluid with respect to the medium leads to nDEP which causes
the particle to levitate above the electrodes [9].
2.3
Numerical Model
The feasibility of each geometry is evaluated based on the time it would take for a bead
to travel down one channel of the platform. In order to evaluate the feasibility of DEP
manipulation of the millimeter sized beads in the proposed setup, a model was developed
using MATLAB software. The main goal of the MATLAB simulation is to model the
dynamics of a one-millimeter diameter bead of some material submerged in some medium
and to determine how long it would take that bead to travel down one of the channels in
each of our proposed channel geometries.
28
2.3.1
Force and Dynamic Model
The first stage of the MATLAB model is to accurately calculate the forces that the bead
would experience in each of the two geometries. The main forces that are considered in the
model are the DEP force experienced by the bead, the viscous force caused by the bead's
movement in the fluid medium, and the bending force caused by the wire's stiffness.
From equation 2.1, we know that the DEP force is directly affected by the permittivity
of the medium, the radius of the particle, the gradient of the electric field surrounding the
particle, and the real component of the Clausius-Mossotti factor. Since the manipulation of
one-millimeter diameter beads at an applied voltage of I OOV is being specifically explored,
the model was developed with four main factors that influence the overall DEP force in
mind: the bead material, the liquid medium, the electrode configuration, and the frequency
of the applied electric field. Through the model, these factors were varied to determine
optimal DEP setting for each of the geometries.
Once the overall DEP force was determined numerically, the viscous force was then
modeled. Equations 1.10 and 1.11 demonstrates that the viscous force is directly proportional to the velocity of the fluid. This fluid velocity is directly influenced by the DEP force
that the particle experiences. Assuming that body forces are negligible and the particle is
stable, velocity can be determined through sum of forces:
EF = FDEP - Fdrag - Fbend = 0
Ulaminar
UStokes
FDEP - Fbend
2\ p4,rD2CD
FDEP -
Fend
6iry R(.7
(2.5)
(2.6)
(2.7)
The calculated velocity was then used to determine how long it would take the one-millimeter
diameter bead to travel down a channel of a specified length.
29
2.4
Results
Several bead and fluid medium combinations were simulated for the point electrode geometry to braid a copper wire. The results of the simulation are summarized in table 2.2
below, however the bending force is not included in these results.
Fluid
Medium
Meduim
Water
80.4
Olive
Oil
3.1
Constant
Bead Material
Bead Diecnstant
Cntn
Force
(/N)
Velocity
(m/s)
Time
(s)
Polystyrene
Latex
Polystyrene
Latex
2.6
24
2.6
24
8.512
5.456
1.016
12.4
0.901
0.578
0.108
1.31
0.028
0.043
0.232
0.020
Table 2.2: Table displaying the time required for a 1 mm diameter bead to travel down a 25
mm channel for various bead-medium combinations, assuming a high-frequency electric
field.
As mentioned in Chapter 1.3.1, the bending force for the macro scale simulation was
on the order of 2pN. This reveals that the Olive Oil - Polystyrene fluid-bead combination
would not provide a sufficient enough DEP force to manipulate the particle, however the
other three fluid-bead combinations do provide sufficient DEP force.
2.4.1
DEP for Nano-wire Braiding
The MATLAB model was further developed to identify what would be the optimal applied voltage, bead material, fluid medium, and electric field frequency combinations for
micro-scale bead manipulation to enable nano-wire braiding of a copper wire. For these
simulations, the bead diameter was held at a constant of value of one micrometer.
The results of these simulations are summarized in table 2.3 below.
Fluid
Medium
Meduim
Dielectric
Constant
Bead Material
Bead
Dielectric
Constant
Force (fN)
Velocity
(pm/s)
Time
(s)
Water
80.4
Olive
Oil
3.1
Polystyrene
Latex
Polystyrene
Latex
2.6
24
2.6
24
8.512
5.456
1.016
12.4
0.901
0.578
0.108
1.31
27.7
43.3
232.4
19.1
Table 2.3: Table displaying the time required for a 1 pm diameter bead to travel down a
25 pim channel for various bead-medium combinations, assuming a high-frequency electric
field.
30
The bending force for the micro scale simulation was on the order of 100 pN. This
bending force is approximately three orders of magnitude larger than the modeled DEP
force. This suggests that at the micro scale modifications would have to be made to the
current electrode configuration as well as modifications to experimental parameters such as
the applied voltage. Note that the above tables display the magnitude of the DEP force, not
the directionality.
31
32
Chapter 3
Bead Manipulation via Fluid Flow
The second method that was explored for the controlled manipulation of beads is based on
a driven fluid flow system that is integrated with an automated channel gate system.
3.1
Fluid Flow Dynamics
For this bead manipulation method, as shown in equation 1.12, the force applied by the
mass flow of the fluid will need to be greater than both the bending force and the drag force
that the bead experiences.
For an incompressible flow with a uniform velocity, the mass flow rate simplifies to:
rh
J
JCS
pudA = pAu,
(3.1)
where p is the density of the fluid, A is the cross-sectional area and u is the velocity [16].
In this thesis, a pump was used to induce a flow within the platform that was designed.
Rearranging of equation 3.1 shows that if the flow rate of the pump, the platform channel
geometry, and the viscosity of the fluid medium are known, the velocity of the flow can be
determined [16]:
U=
fr
.
pA
(3.2)
Once this flow velocity reaches some critical value, uc, the bead will move at the same
33
velocity as the fluid flow.
Ffo
hrhxu
(3.3)
Ff10, > Fdrag + Fbend
(3.4)
Once the bead velocity is determined, the braiding rate can be established:
tturn=
2
x
Lchannel
U
(3.5)
Here, the braiding rate is defined as the amount of time to travel from an end of one channel
to the end of another channel, otherwise known as the amount of time to make one turn of
the braid.
3.2
Platform Design
The platform for this method was designed with two main considerations in mind: (1)
a channel system that can accommodate a minimized-number of pump sources to drive
continuous fluid flow and (2) an automated gate system that can enable controlled braiding
by isolating which channels are open.
3.2.1
Initial Platform Prototype
The first platform prototype was designed and manufactured with solely consideration (1)
in mind. The goal of this prototype was to begin to understand how a millimeter-scaled
bead would move within the system when driven by the chosen pump source and to get
a feel for what manufacturing method would be the most reasonable for creating future
platform iterations. Figure 3-1 below displays a machined version of the initial prototype
design.
Key features of this design are: a center hole (for inlet flow), the two drains on the outer
ring (for outlet flow), the outer channel that "connects" all channels at the outer diameter,
and the individual channel geometry. With this prototype the overall flow of the fluid was
observed based on various pump outlet positions.
34
Figure 3-1: Machined version of the initial prototype.
3.2.2
Gate System
The choice of gating system is critical for this bead manipulation method.
Since this
method is based on pumps that are constantly driving the fluid flow, it became necessary to
design a gating system that controls when a bead is exposed to the driven flow. It follows
that the gating system needed to have a normal state or position of blocking the bead from
passing both through the outer and inner end of a channel.
The main factors that were considered when evaluating gating options were: (1) the
simplicity of integrating the system within the scope of this thesis, (2) the bulkiness of the
system, and (3) the reliability of the system. The gating system that was selected for integration and experimentation was a pneumatic valve control system. The idea behind this
system is that a small balloon will protrude from the base of each channel of the platform
in such a way that when the balloon is deflated the flow will cause it to lay flatter along the
bottom of the channel and when the balloon is inflated it will block the bead from passing
through the channel. Each balloon is connected to a to a pipe whose air flow is controlled
by a 3-way electronic valve. The electronic valves allow for the individual manipulation of
which channels are open, and with the proper driving flow wire braiding can be achieved.
35
Air Tank
Vle Vave
vae
V~ave
vave
Valve
Inlet
I
S
'
I
.
Exhaust
O
S.@
Figure 3-2: Schematic representation of the balloon gating system.
3.2.3
Final Design
The chosen valve-actuated gating system led to several key platform design changes. In
order to reduce the number of valves required, a balloon is lined at each inner-diameter
channel opening, however at each outer edge the channels are simply narrowed to a width
smaller than the bead diameter so that the bead can not escape the channel without the
gate being actuated. Additionally, the original platform prototype was modified so that the
tubing and ballon component would be physically embedded into the platform base. Figure
3-3 below illustrates a top and side view of the final platform design.
Figure 3-3: Final platform design.
36
The balloons proved to be a limiting factor for the platform assembly since we were
performing a rapid prototyping process on a limited budget and could not order custom
balloons at a smaller size. Due to this the overall platform channel geometry was scaled-up
to accommodate the resources available to us. Figure 3-4 below illustrates the dimensions
of the final channel geometry.
L=62.44mm
L.g=70.44 mm
h=15.08mm
w=14.5mm
Figure 3-4: Final channel geometry.
The water pump used in the final demo design has a flow rate of 1.26 x 10-1 m 3 /S.
Given the channel dimensions described in figure 3-4 and the fact that water has a density
p = 1000 kg/m 3 , using equation 3.2 it can be determined that u = 5.77 x 10-Im/s and
the braiding rate is determined to be ttu
= 0.245s. For simplicity, the cross-sectional
area of the channel was assumed to be a constant rectangle over a total effective length of
70.66mm.
From equations 1.5, 1.6, and 1.7 the hydraulic radius of the channel is found to be 4.896
mm. Consequently, the Reynolds number equation can be solved given that the kinematic
viscosity, v of water is 1.004 x 10- 6m 2 /s:
Re = 2.81,
(3.6)
0.1 < Re < 500.
(3.7)
From this it is clear that on the macro-scale we are working in the non-Stokes' laminar flow
regime.
37
3.3
Experimental Setup
3.3.1
Platform Fabrication
Given the resource and time constraint of this thesis, laser cutting was chosen as the rapid
prototyping fabrication method. Each layer of the platform was designed and laser cut out
of acrylic of various thickness.
Figure 3-5: Each type of acrylic part used and the overall platform assembly.
Appendix B includes dimensioned drawings of each part that was laser cut. The layers
were adhered together with hot glue and coated with a water-tight sealant to secure the
platform assembly.
The balloon gating system was assembled following the schematic shown in figure 3-2.
Tubing of inner diameter 1/16 in and outer diameter 3/16 in are used for the valve-balloon
connection. Each of the valves shown in the figure was connected to an electrical circuit
that consisted of a Mosfet switch, a resistor and an Arduino board. This schematic is shown
in figure 3-6.
The gating system and the platform assembly were integrating by inserting each balloontubing pair into the each of the radially symmetric holes that lie within the inner radius of
each channel, as shown in figure 3-7
38
Modfet
Power Supply
-V
+V
Figure 3-6: Schematic of the electrical circuit.
3.3.2
Experimentation
The main objective of the physical model is to demonstrate that a bead can be manipulated
from one channel to another through the use of electronic controls on a macro-scale. We
tested this objective by creating an Arduino valve code that timed the opening of the gates
so that the braiding pattern that was chosen could be executed. With the given limitation
of two uni-directional pumps, we manually directed the flow based on which channel gates
were programmed to be opened. Figure 3-8 displays the overall experimental setup in lab.
3.4
Results
The demo served to be useful in providing a visualization for what a braiding platform
architecture consists of, however several improvements need to be made in order for an
acceptable braiding rate and braiding reliability to occur.
The flow rate provided by the pump was sufficient enough to manipulate the bead's
movement, however was not sufficient enough to deflect the balloon in each channel enough
to let the bead pass when the valve for that channel has been closed. A pump with a higher
flow rate would allow for an increased reliability in the braiding reliability.
In the experiment performed in this thesis the pump inlet was manually manipulated to
match each channel that was switched open or closed. This mechanism proved to be a bit
unreliable and caused the braiding consistency to decrease. A timing-linked water and air
39
Figure 3-7: Balloon gating system integrated into the platform channels.
valve for each channel would greatly improve the braiding reliability lost through manually
manipulating the inlet source.
The drains also served to reduce the braiding reliability. The rate that the platform was
draining was greater than the rate that the platform was filling. This prevented the balloons
from ever being fully submerged in the fluid which greatly hindered the amount of pressure
that could be applied to the balloons to cause them to deflect and let the bead pass through
the channel.
The beads used in the experiment had a density that was too low for effective braiding.
When a flow was applied to the channel, the bead in that channel floated to the top of the
channel which caused it to not be constrained. This led to ineffective braiding, as the beads
did not follow the desired path. A platform cover with narrow slit that centrally aligned in
each channel could solve this problem. This would keep the bead constrained within the
channel even if it floats at the surface level, yet still allow for braiding to occur. Another
solutions could be beads with a higher density.
40
Figure 3-8: In-lab experimental setup.
Otherwise, the balloons were able to fully block the channel from bead passage with
an applied pressure ranging from 10-15 psi. In this pressure range, the beads would grow
until they reached a certain equilibrium size and remain at that size due to the fact that there
were several exhausts left open while the system was pressurized.
3.4.1
Driven Flow for Nano-Wire Braiding
The channel constricting concept that the demo illustrates on a macro scale can be applied
at the micro scale through application of soft lithography. Soft lithography is a process in
which an elastomer is patterned with a micro machined mold in order to manufacture a
micro-fluidic device [15]. This type of micro-fabrication is attractive because of the low
equipment costs and the short process cycle time - new devices can be created in one day
41
[15]. A valve-actuated micro system could be created through multilayer soft lithography.
In this process, multiple elastomers, such as PDMS, are cured together to create a layered
fluidic device [15].
Figure 3-9: Soft lithography layering process. (image excerpted from [15]).
Typically, in a cross-channeled two-layer device pressure is applied to the top channel,
which causes the elastomer to deflect downwards to effectively close the lower channel and
block the flow through the channel [15]. For NanoLitz, this design could be modified to
enable the pressure to be applied from the bottom flow channel and thus cause the elastomer
to deflect upwards to block the channel.
42
Chapter 4
Conclusions and Future Work
Access to NanoLitz technology would enable engineers to produce inductors with very low
losses at very high frequencies. In this work we explored two directed assembly methods,
dielectrophoresis and driven fluid flow, for litz wire braiding at a macro scale. Each method
was explored to gain intuition on how the method could be applied to NanoLitz fabrication.
4.1
Summary of Results
4.1.1
DEP Manipulation
Under the exploration of this thesis, DEP proved to not be a viable method to pursue as a
macro scale demo for controlled wire braiding due to results obtained for the magnitude
of the micro scale forces. At the macro scale the DEP force against the drag force was
simulated to be on the same order of magnitude as the bending force required to bend
a copper wire. At the micro scale, however, the DEP force against the drag force was
simulated to be three orders of magnitude less than the bending force required to bend a
copper wire.
4.1.2
Driven Flow Manipulation
The driven fluid flow bead manipulation method proved to be a viable method for controlled
wire braiding on the macro scale once proper modifications to the final platform design
43
were tested. In subsequent testing an additional pump source was added to double the
flow rate, two of the six drains designed into the system were plugged, and a prototype
of a platform cover was created to test whether braiding would improve or not with these
modifications. These modifications proved to greatly increase the braiding reliability of the
system.
If we were to continue to develop a macro scale demo, we would investigate the use of
smaller balloons, or other elastic materials,that could be attached at the end of the tubing
so that the final channel and platform geometry could be based on the bead diameter rather
than the balloon dimensions. This would allow for a much cleaner demo and allow for
more insight on the applicability of this method on a micro scale.
4.2
Future Work
The work of this thesis has led to the conclusion that controlled wire braiding on a micro
scale is a feasible pursuit for the NanoLitz team. Although DEP bead manipulation was not
pursued for the macro scale demo created in this thesis, DEP bead manipulation could be
further investigated to successfully perform controlled wire braiding. Wire braiding could
be achieved if a combination of a higher voltage is applied, a softer metal wire material is
used, and/or a more efficient electrode geometry is designed. Likewise, the soft lithography
method described in Chapter 2.4.1 is worth pursuit for micro-scale braiding as higher forces
could be applied to bead in this case in the form of an air or liquid driven fluid source,
for example. Compared to DEP, however, this system would be a bit bulkier due to the
necessity for valve control.
44
Appendix A
CAD of Platform Design
45
00
0
0
0
N
0
244.761LLJ
-J-r
I
cn 0
-___________
Co
K)
-0
0
46
Figure A-1: Solidworks drawing of the top wall, where the braid wires are joined.
ii-
~1A7ri
4.76-
01
-
J
-I
QL
CA,
m
___
Fn
0
0
0
1
0
5
5
0
C)
-
0
Y710
0
84.76
00
4.76
Figure A-2: Solidworks drawing of the side walls, which hold up the overall structure and
the top wall.
47
0
r:80
0
w
~~1~~
*
>1
___
C
!1
m
0
0225
U'
~
16.67
48
Figure A-3: Solidworks drawing of the outer ring of the structure.
-
0
m
z
z
N)
N)
w
C
5
4
4
3
3
2
2
6
6
5
A
--
-245
I
AB
*240.24
0
Q0
0
LOr
*
5
I
n
C
CN
0O
(Y)
UNLESS OTHERWISE SPECIFIED:
DIMENSIONS ARE IN MILUIMETERS
SURFACE FINISH:
TOLERANCES:
LINEAR:
ANGULAR:
NAME
DEBUR AND
BREAK SHARP
EDGES
FINISH:
SIGNATURE
DATE
I_
_
DO NOT SCALE DRAWING
REVISION
TITLE:
IDRAWN
CHK'D
'-
.
U- LO
MFG
GQA
____
MATERIAL:
WEIGHT:
DW
""'Bottom Support ^A
SCALE:1:3
SHEET I OF I
*
9.76
10
I>
-M
CDi
-U
CD
0
1~
17
Li..
T-0i
0
M
0
0
0
62.44
200
600
to
50
Figure A-5: Solidworks drawing of the platform sections.
0
M52
0.
~5.08
----I
M
VY
3
2
56
4
00
3
2
B
40
*
B
0
*0
4.76
0o
0
0
'40
CN
to
0
c
c
10
DEBUR AND
BREAK SHARF
EDGES
FINISH:
UNLESS OTHERWISE SPECIIED:
DIMENSIONS ARE IN MILUIMEERS
SURFACE FINISH:
TOLERANCES:
UINEAR:
FANGULAR: NM
INTR
SIGNATURE
NAME
DO NOT SCALE DRAWING
REVISION
TITLE:
DATE
DRAWN
CHKD
Dj
APPVD
2
Base Plate
MATERIAL:
IGQA
1
-t
!WBGHT:
SCALE:1:3
SHEET I OF
1
Figure A-7: Image of the overall structure.
52
Appendix B
Valve Arduino Code
53
const int valvel
const int valve2
const
int
valve3
13;
12;
11;
void setup() {
// initialize digital pin 13 as an output.
//white
pi nMode(valvel, OUTPUT);
//green
pinMode(valve2, OUTPUT);
//purple
pinMode(valve3, OUTPUT);
}
void loopo
{
//Valves are always open, so by turning output to high, it closes valve
// close valve 2
// wait for 5 seconds
delay(5000);
// open valve 2
digitolWrite(valve2, LOW);
// wait for 3 second
//delay(3000);
dgiitalWrite(valve2, HIGH);
// close valve 1
digitalWrite(valvel, HIGH);
// wait for 5 seconds
delay(5000);
// open valve 1
digltalWrite(valvel, LOW);
// wait for 3 second
//delay(3000);
// close valve 3
digitalWrite(valve3, HIGH);
// wait for 5 seconds
delay(5000);
// open valve 3
digitalWrite(valve3, LOW);
// wait for 3 second
//delay(3000);
I
Figure B-1: Arduino code for gate release to enable braiding.
54
Bibliography
[1] M. Bartoli, N. Noferi, A. Reatti, and M.K. Kazimierczuk. Modeling Litz-wire winding losses in high-frequency power inductors. In Power Electronics Specialists Conference, 1996. PESC '96 Record., 27th Annual IEEE, volume 2, pages 1690-1696
vol.2, Jun 1996.
[2] M.V.K. Chari and Z.J. Csendes. Finite element analysis of the skin effect in current
carrying conductors. Magnetics, IEEE Transactionson, 13(5):1125-1127, Sep 1977.
[3] Stuart Churchill. Viscous Flow: The PracticalUse of Theory (Fluid Flow). Springer
Wien New York, 2011.
[4] David Cory and Manos Chaniotakis. Frequency Response: Resonance, Bandwidth,
Q Factor. MIT OCW 6.071, 2006.
[5] Amy Duwel. Nano-Litz: Braided nano-wires for high performance RF components.
November 2014.
[6] Shreeram Inamdar. Open Channel Flow. April 2012.
[7] Thomas B. Jones. Electromechanicsof Particles. Cambridge University Press, 1995.
[8] Mohamed Kharboutly, Micha8l Gauthier, and Nicolas Chaillet. Modeling the Trajectory of a Microparticle in a Dielectrophoresis Device. Journal Of Applied Physics,
2009.
[9] H Morgan, N Green, M Hughes, W Monaghan, and T Tan. Large-area travellingwave dielectrophoresis particle separator. journal of micromechanics and microengineering. Journalof Micromechanicasand Microengineering,7, June 1997.
[10] Joshua C. Nation. Fabrication of Chip-Scale Radio Frequency Inductors. Master of
Science in Mechanical Engineering, Massachusetts Institute of Technology, Department of Mechanical Engineering, Jun 2014.
[11] Adrian Neculae, Claudia G. Biris, Madalin Bunoiu, and Mihail Lungu. Numerical
Analysis of Nanoparticle Behavior in a Microfluidic Channel Under Dielectrophoresis. 2012.
[12] N. Phansiri and B. Techaumnat. Study on the electromechanics of a conducting particle under nonuniform electric field. Dielectrics and Electrical Insulation, IEEE
Transactionson, 20(2):488-495, April 2013.
55
[13] Ant6nio Ramos.
Electrokinetics And Electrohydrodynamics In Microsystems.
Springer Wien New York, 2011.
[14] Jong Ming Sung. Dielectrophoresis and Optoelectronic Tweezers for Nanomanipulation. Stanford Physics 210, 2007.
[15] Marc A. Unger, Hou-Pu Chou, Todd Thorsen, Axel Scherer, and Stephen R. Quake.
Monolithic Microfabricated Valves and Pumps by Multilayer Soft Lithography. Science, (5463):113, 2000.
[16] Frank M. White. Fluid Mechanics. McGraw-Hill, 4 edition, Dec 1998.
56