Design of a Sediment Mitigation System for Conowingo Dam
advertisement

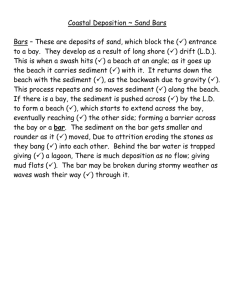
Design of a Sediment Mitigation System for Conowingo Dam Presenters: Sheri Gravette Said Masoud Kevin Cazenas Rayhan Ain Sponsor: Faculty Advisor: George Donohue Lower Susquehanna Riverkeeper Sediment Plume Agenda • Context • Stakeholders • Problem/Need Statement • Mission Requirements • Design Alternatives • Technical Approach • Preliminary Results • Project Management 2 Chesapeake Bay and The Susquehanna River • Chesapeake Bay is the largest estuary in the United States • 3 largest tributaries of the Bay are the Susquehanna, Potomac and James rivers – Provide more than 80% of the Bay’s freshwater • Susquehanna River is the Bay’s largest tributary – Provides nearly 50% of freshwater to the Bay – Flows from NY to PA to MD Map of the Chesapeake Bay Watershed Source: The PA Dept. of Environmental Protection 3 Lower Susquehanna River and Water Quality • Flows through Pennsylvania and Maryland • Quality of water is vital to the bay’s health – Improvement in water quality thus far can be attributed to US Army Corp. of Engineers • Provides power for turbines in hydroelectric plants and clean water to people • Contains 4 Dams: York Haven, Safe Harbor, Holtwood, Conowingo – York Haven, Safe Harbor and Holtwood have reached steady state - dam has completely silted up and is no longer able to retain sediment; dams are at maximum capacity Map of Conowingo Reservoir Source: US Army Corps of Engineers, (2013) 4 Conowingo Dam sediment • Constructed in 1928 • Southernmost Dam of the Lower Susquehanna • Location of Conowingo Hydroelectric Station – Mainly provides power to Philadelphia, PA – A black start power source – Provides 1.6 billion kWh annually • Traps sediment and nutrients from reaching the Chesapeake Bay Conowingo Dam Source: J. Schroath – Water quality is closely related to sediment deposition – Traps ~1.5 million tons annually 5 Flow and Sediment in the Conowingo Reservoir • Rouse Number: 𝜔𝑠 𝑃= 𝑢∗ 𝜔𝑠 =Sediment fall velocity 𝑢∗ =shear velocity Holtwood Dam • Rouse number defines a concentration profile of sediment – – Determines how sediment will be transported in flowing water Rate of particle fall velocity versus strength of turbulence acting to suspend the sediment • Most of suspended sediment is located directly behind the dam (areas away from turbines) Conowingo Dam Rouse Number for Medium Silt Particle at 30,000 cfs Source: S. Scott (2012) 6 0.002 Probability of Flow Rate at Conowingo Dam (2010-2012) 0.0018 0.0016 Probability 0.0014 0.0012 0.001 Steady State 0.0008 Transient 0.0006 0.0004 0.0002 0 Flow (cfs) 7 Data Source: USGS, 96 rates/day Lower Susquehanna River: Steady State vs. Transient State Current Steady State: river flow rate less than 30,000 cfs – Sediment/nutrients enters Chesapeake Bay at low-moderate rate Transient state: river flow rate higher than 300,000 cfs – Major Scouring event: enhanced erosion of sediment due to significantly increased flow rates and constant interaction of water with the Dam Chesapeake Bay: Before and After Tropical Storm Lee Source: MODIS Rapid Response Team at NASA GSFC 8 Impact of Major Scouring Events on the Chesapeake Bay Natural Yearly Ecosystem Cycle vs. Effects of Previous Storms Source: Dennison, W.C., T. Saxby, B.M. Walsh, Eds. (2012). 9 Impact of Major Scouring Events on the Chesapeake Bay Natural Yearly Ecosystem Cycle vs. Effects of Previous Storms Source: Dennison, W.C., T. Saxby, B.M. Walsh, Eds. (2012). 10 Chesapeake Bay Total Maximum Daily Load (TMDL) • Established by US Environmental Protection Agency in conjunction with Obama’s Clean Water Act • Actively planned since 2000 • Covers 64,000 square miles in NY, PA, DE, MD, WV, VA, and DC • Sets limits for farmers, plants, dams, and other organizations that dump sediment/nutrients into dam • Designed to fully restore Bay by 2025 – 2017: 60% of sediment/nutrients reduction must be met 11 Susquehanna Contribution to TMDL Watershed limits to be attained by 2025 are as follows: • 39,222 tons of nitrogen per year (46% of Chesapeake TMDL reduction) • 1,719 tons of phosphorus per year (30% of Chesapeake TMDL reduction) • 893,577tons of sediment per year (30% of Chesapeake TMDL reduction) 12 Project Scope Within Scope Out of Scope • Main concern is mitigation of sediment/nutrients currently deposited directly behind dam • Prevention of increased sediment/nutrients arriving from upriver (steady-state problem) • Storm surge/scouring events, which is a transient problem (river flow rate > 300,000 cfs) • Entirety of the Chesapeake Bay TMDL (steady-state problem) 13 Sediment Deposition at Conowingo Dam Sediment Deposition Expected Threshold 90% 80% 150 70% 60% 50% 100 40% 30% 50 20% 10% Percent Capacity Sediment Deposition (million tons) • If sediment deposition reaches maximum capacity: 100% 200 • Scouring events would further devastate the Chesapeake Bay ecosystem • All Susquehanna River sediment would flow through to the Chesapeake Bay • Deposition potential – expected sediment Year deposited over a given Sediment Deposition in Conowingo Reservoir; Construction to 2008 with Gap Prediction Source of Data: Hirsch, R.M., (2012) time 0 0% 1929 1936 1943 1950 1957 1964 1971 1978 1985 1992 1999 2006 2013 2020 2027 14 Conowingo Reservoir: Relationship Between Scoured Sediment Load and Flow Rate 14 • Current threshold set at a 75% decrease from the trend line • Scour Potential – expected sediment scoured with a given flow rate Sediment Load Scoured Sediment Load (million tons) • Scoured sediment follows an exponential curve with relation to water flow 12 y = 221373e4E-06x Threshold Expon. (Sediment Load) 10 8 6 4 2 0 0 200,000 400,000 600,000 800,000 Flow Rate (cfs) Sediment Scoured from Conowingo Reservoir Based on Flow Rate Source: LSRWA (2013) 15 1,000,000 Agenda • Context • Stakeholders • Problem/Need Statement • Mission Requirements • Design Alternatives • Technical Approach • Preliminary Results • Project Management 16 Primary Stakeholders Objective(s) Issue Lower Susquehanna Riverkeeper and Stewards of the Lower Susquehanna, Inc. (SOLs) - - Chesapeake Waterkeepers - Protect and improve the health of the Chesapeake Bay and waterways in the region - Cost to remove sediment is high from Reservoir is high Maryland and Pennsylvania Residents (Lower Susquehanna Watershed) - Maintain healthy waters for fishing and recreation Improve water quality of the watershed Receive allocated power from Hydroelectric Dam - Cost to remove sediment is high from Reservoir is high Exelon Generation – owner of Conowingo Dam - Obtain relicensing of Conowingo Dam prior to its expiration in September 2014 Maintain profit - Sediment build up has no impact on energy production Aid consumers in obtaining reliable, efficient and sustainable energy services Define regulations for energy providers - Pressure to update dam regulations - - Federal Energy Regulatory Commission (FERC) - Find alternative uses for the sediment stored behind Conowingo Dam Highlight vulnerabilities in environmental law Minimize effects of major scouring events to the Chesapeake Bay Cost to remove sediment is high from Reservoir is high 17 Stakeholder Tensions and Interactions ------- Aids in sediment removal ------- Does not aid or potentially aids in sediment removal 18 Agenda • Context • Stakeholders • Problem/Need Statement • Mission Requirements • Design Alternatives • Technical Approach • Preliminary Results • Project Management 19 Problem Statement - Conowingo Reservoir has been retaining a majority of the sediment flowing down the Susquehanna River - Major scouring events in the Lower Susquehanna River perpetuate significant ecological damage to the Chesapeake Bay - This ecological damage is caused by increased deposition of sediment and nutrients in the Bay 20 Need Statement • Need to create a system to reduce the environmental impact of scouring events • Need is met by reducing the sediment and nutrients currently trapped behind Conowingo Dam • Reduction is to be done while maintaining energy production in order to help satisfy FERC standards, and eventual TMDL regulations. 21 Agenda • Context • Stakeholders • Problem/Need Statement • Mission Requirements • Design Alternatives • Technical Approach • Preliminary Results • Project Management 22 Mission Requirements MR.1 The system shall remove sediment from the reservoir at a load rate greater than or equal to 1.5 million tons annually. MR.2 The system shall reduce sediment scouring potential by 75%. MR.3 The system shall allow for 1.6 billion kWh power production annually at Conowingo Hydroelectric Station. MR.4 The system shall facilitate Susquehanna watershed limits of 39,222 tons of nitrogen, 1,719 tons of phosphorus, and 893,577 tons of sediment per year by 2025. MR.5 The system shall facilitate submerged aquatic vegetation (SAV) growth in the Chesapeake Bay. 23 Agenda • Context • Stakeholders • Problem/Need Statement • Mission Requirements • Design Alternatives • Technical Approach • Preliminary Results • Project Management 24 Sediment Mitigation Alternatives 1. No Mitigation Techniques – Sediment remains in reservoir 2. Hydraulic Dredging – Sediment removed from waters – Product made from sediment 3. Dredging & Artificial Island – Initially: Sediment is dredged to make an artificial island – Over time: Sediment is slowly forced through the dam into bay Conowingo Dam Source: D. DeKok (2008) 25 1. No Mitigation Techniques 2. Hydraulic Dredging 3. Dredging & Artificial Island WHAT HOW • Sediment will reach capacity • Normal Flow: < 30,000 cfs • Major scouring events will occur • Major Scouring Event: > 300,000 cfs Normal Flow at Conowingo Dam Source: E. Malumuth (2012) 26 1. No Mitigation Techniques 2. Hydraulic Dredging 3. Dredging & Artificial Island WHAT HOW • Remove sediment mechanically • Rotating cutter to agitate & stir up • Concentration on suspended sediment • Pipeline pumps sediment to surface • Product yield from sediment • Collection for further treatment Hydraulic Dredging Process Source: C. Johnson 27 1. No Mitigation Techniques 2. Hydraulic Dredging 3. Dredging & Artificial Island 2.1 Quarry 2.2 Rotary Kiln 2.3 Low Temperature Washing 2.4 Plasma Gas Arc Vitrification Quarry • Direct transportation from reservoir to quarry • No opportunity to offset cost Rock Quarry 28 1. No Mitigation Techniques 2. Hydraulic Dredging 3. Dredging & Artificial Island 2.1 Quarry 2.2 Rotary Kiln Quarry Cost/Revenue Distribution s(Triangular) 2.3 Low Temperature Washing Min. Cost (cy) Mid. Cost (cy) Max Cost (cy) $36 $48 $54 Cost PDF (Triangular) 2.4 Plasma Gas Arc Vitrification Source: LSRWA Quarry 0.12 Probability 0.1 0.08 0.06 0.04 Revenue 0.02 0 $30 $40 $50 Cost $60 29 1. No Mitigation Techniques 2. Hydraulic Dredging 3. Dredging & Artificial Island 2.1 Quarry 2.2 Rotary Kiln 2.3 Low Temperature Washing 2.4 Plasma Gas Arc Vitrification Rotary Kiln (Lightweight Aggregate) • Thermal decontamination process • Process includes: – – – – debris removal Dewatering Pelletizing Extrusion of dredged material Rotary Kiln Operation 30 1. No Mitigation Techniques 2. Hydraulic Dredging 3. Dredging & Artificial Island 2.1 Quarry 2.2 Rotary Kiln 2.3 Low Temperature Washing 2.4 Plasma Gas Arc Vitrification Lightweight Aggregate Cost/Revenue Distribution (Triangular) Min. Cost (cy) Mid. Cost (cy) Max Cost (cy) Min Revenue (cy) Mid Revenue (cy) Max Revenue (cy) $52 $70 $80 $40 $65 $100 Cost/Revenue PDF (Triangular) • Potential to be profitable • Adjusted for inflation Source: JCI/Upcycle Associates, LLC Lightweight Aggregate Probability 0.08 0.06 0.04 Revenue 0.02 Cost 0 $0 $50 $100 Monetary Value $150 31 1. No Mitigation Techniques 2. Hydraulic Dredging 3. Dredging & Artificial Island 2.1 Quarry 2.2 Rotary Kiln Low-Temperature Sediment Washing • Non-thermal Decontamination • Potential use as manufactured topsoil Low Temperature Washing Facility 2.3 Low Temperature Washing 2.4 Plasma Gas Arc Vitrification • Process includes: – – – – – Loose screening Dewatering Aeration Sediment washing/remediation Oxidation and cavitation Manufactured Topsoil 32 1. No Mitigation Techniques 2. Hydraulic Dredging 3. Dredging & Artificial Island 2.1 Quarry 2.2 Rotary Kiln 2.3 Low Temperature Washing 2.4 Plasma Gas Arc Vitrification Low-Temperature Sediment Washing : Topsoil Cost/Revenue Distribution (Triangular) Min. Cost (cy) Mid. Cost (cy) Max Cost (cy) Min Revenue (cy) Mid Revenue (cy) Max Revenue (cy) $48 $56 $58 $15 $18 $25 Cost/Revenue PDF (Triangular) • No profit potential • Adjusted for inflation Sources: M. Lawler et al and D. Pettinelli Topsoil 0.25 Probability 0.2 0.15 Revenue 0.1 Cost 0.05 0 $0 $20 $40 Monetary Value $60 $80 33 1. No Mitigation Techniques 2. Hydraulic Dredging 3. Dredging & Artificial Island 2.1 Quarry 2.2 Rotary Kiln 2.3 Low Temperature Washing 2.4 Plasma Gas Arc Vitrification Plasma Gas Arc Vitrification (Glass Aggregate) • 99.99 % Decontamination and incineration of all organic compounds • Intense thermal decontamination process • Output: vitrified glassed compound “slag” Glass Aggregate (Slag) 34 1. No Mitigation Techniques 2. Hydraulic Dredging 3. Dredging & Artificial Island 2.1 Quarry 2.2 Rotary Kiln 2.3 Low Temperature Washing 2.4 Plasma Gas Arc Vitrification Slag Products : Cost/Revenue Distribution (Triangular) Product Arc. Tile (high grade) Arc. Tile (low grade) Min. Cost Mid. Cost Max Cost Min Mid Max (cy) (cy) (cy) Revenue Revenue Revenue (cy) (cy) (cy) $120 $146 $157 $247 $268 $322 $120 $146 $157 $193 $203 Cost/Revenue PDF (Triangular) Cost/Revenue PDF (Triangular) Low Grade Tile 0.1 Revenue Cost $150 $200 $250 Monetary Value $300 Probability Probability High Grade Tile 0.06 0.05 0.04 0.03 0.02 0.01 0 $100 $219 • High potential to be profitable Source: Westinghouse 0.08 0.06 0.04 Revenue 0.02 Cost 0 $100 $150 Monetary Value $200 35 1. No Mitigation Techniques 2. Hydraulic Dredging 3. Dredging & Artificial Island WHAT • Diamond-shaped structure to divert water is placed in front of the dam • Larger sediment load through the dam (at steady-state); remaining amount is dredged HOW • Diverter made of dredged sediment product • Diverts water left & right – increases flow velocity • Decreases Rouse number near suspended sediment • Sediment mixed into wash load • Potentially decreases total dredging costs Potential Artificial Island Location at Conowingo Reservoir Source: Original graphic by S. Scott (2012) 36 Agenda • Context • Stakeholders • Problem/Need Statement • Mission Requirements • Design Alternatives • Technical Approach • Preliminary Results • Project Management 37 Level One: Sediment Management Model 38 Model Sediment Mitigation Model Ecological Impact Model Reuse-Business Model Simulates Potential Models Sediment flow from upstream and sediment outflow at Conowingo Dam - Reproduction Model - Diversion Alternative: Bernoulli Equation Ecological impact of the sediment levels on the Chesapeake Bay ecosystems - US Army Corp. of Engineering Eco Model (TBD) Sediment product production and revenue generation - Monte Carlo Simulation (MS Excel) 39 Level Two: Sediment Management Model 40 No Mitigation Techniques 41 Sediment Mitigation Equations Bernoulli Equation: 1 2 1 2 𝑃1 + 𝜌𝑣1 + 𝜌𝑔ℎ1 = 𝑃2 + 𝜌𝑣2 + 𝜌𝑔ℎ2 2 2 Shear vs. Mean Flow Velocity 1 𝑢∗ ≈ 𝑣 10 Source: MIT Rouse Number: 𝑃 = pressure 𝜌 = density 𝑣 = mean flow velocity 𝑔 = gravity constant ℎ = height 𝑤𝑠 𝑍= κ𝑢∗ 𝑍 = Rouse number 𝑤𝑠 = particle fall velocity κ = Von Kármán constant 𝑢∗ = shear velocity When mean flow velocity increases, Rouse number decreases (Rouse number < 0.8 indicates particle movement) 42 Ecological Impact Equation Flow Rate vs. Scouring Discharge: 𝑦 = 221373 ∗ 𝑒 0.000004𝑥 𝑥 = Daily Average Flow Rate (cfs) 𝑦 = Scouring Discharge Load (SDL) (tons/day) Source: Trendline from LSRWA data • Varying sediment discharge levels can be found given varying flow rates • Possibility to compare with the following statistics based on use case data: • Current bay sediment, nitrogen, phosphorus, and SAV growth • Equation only valid for current reservoir status (no mitigation) • Dredging alternatives will require separate equations based on output from sediment mitigation model 43 Business / Reuse Equations Production Equation: Revenue Equation: 𝑅𝑖 = 𝑝𝑖 𝑎𝑖 𝑇𝑖 = 𝑟𝑒𝑣𝑖 − 𝑐𝑖 ∗ 𝑝𝑖 𝑎𝑖 = amount of sediment needed to make one unit of product i Mitigation Cost Percentage 𝑇𝑖 𝑚𝑖 = ∗ 100 𝑀𝑥 Ri = amount of sediment removed and used for product i p𝑖 = units of product i produced rev𝑖 c𝑖 = = revenue per unti product 𝑖 cost per unti product 𝑖 Ti = total revenue generated by product i Mx = mitigation cost for alternative x m𝑖 = % mitigation costs offset by product i 44 Design of Experiment Inputs Alternative Outputs Flow Rate 300,000 cfs Sediment Amount Dredged A Season Sediment Amount Scoured Total Alt. Costs w/ Mitigation Cost % Ecological Impact Cost % N, P increases Spring Summer Winter Fall B Spring Summer Winter Fall C Spring Summer Winter Fall 600,000 cfs A Spring Summer Winter Fall B Spring Summer No Mitigation Winter Fall C Spring Summer Winter Fall 1,000,000 cfs A Spring Summer Winter Fall B Spring Summer Winter Fall C Spring Summer Winter Fall 300,000 cfs A Spring Summer Winter Fall B Spring Summer Winter Fall C Spring Summer Winter Fall 600,000 cfs A Spring Summer Winter Fall B Spring Summer Hydraulic Dredging Winter Fall C Spring Summer Winter Fall 1,000,000 cfs A Spring Summer Winter Fall B Spring Summer Winter Fall C Spring Summer Winter Fall 300,000 cfs A Spring Summer Winter Fall B Spring Summer Winter Fall C Spring Summer Winter Fall 600,000 cfs A Spring Summer Winter Fall B Spring Summer Dredging and Artificial Island Winter Fall C Spring Summer Winter Fall 1,000,000 cfs A Spring Summer Winter Fall B Spring Summer Winter Fall C Spring Summer Winter Fall 45 Design of Experiment Alternative Inputs Flow Rate 300,000 cfs A B C 600,000 cfs A B No Mitigation C 1,000,000 cfs A B C Sediment Amount Dredged Season Spring Summer Winter Fall Spring Summer Winter Fall Spring Summer Winter Fall Spring Summer Winter Fall Spring Summer Winter Fall Spring Summer Winter Fall Spring Summer Winter Fall Spring Summer Winter Fall Spring Summer Winter Fall Sediment Amount Scoured Outputs Total Alt. Costs w/ Mitigation Cost % Ecological Impact Cost % N, P increases 46 Design of Experiment Inputs Outputs Alternative Flow Rate Sed. Amount Dredged No Mitigation 300,000 cfs Season A* Winter Summer Spring Fall B* Winter Summer Spring Fall C* Winter Summer Spring Fall Sed. Amount Total Alt. Costs Scoured w/ Mitigation Cost % Ecological Impact Cost 47 % N,P increase Value Hierarchy Sediment Deposition Potential – expected sediment deposited over a given time Minimize Ecological Impact Sediment Deposition Potential Sediment Scour Potential expected sediment scoured with a given flow rate Sediment Scour Potential Reliability Reliability – dependability on the specified functioning of a system over an extended period of time 𝑈 = 𝜋𝑆𝐷𝑃 𝑤𝑆𝐷𝑃 + 𝜋𝑆𝑆𝑃 𝑤𝑆𝑆𝑃 +𝜋𝑅 𝑤𝑅 𝜋 = alternative i’s score 𝑤 = means objective weight* * All weights are TBD 48 Agenda • Context • Stakeholders • Problem/Need Statement • Mission Requirements • Design Alternatives • Technical Approach • Preliminary Results • Project Management 49 Preliminary Analysis 1,000,000 = 75% = 5,000,000 = cubic yards sediment dredged set requirement percentage optimal cubic yards removed per year 3% decrease in scour potential 25,000,000 cubic yards to be removed 5* years to satisfy requirement *Assumes linear scour potential decrease. Does not factor in sediment redeposition. Source: Estimations from LSRWA 50 Preliminary Analysis 1,000,000 cubic yards sediment dredged 1,000,000 = 74,000 = cubic yards sediment removed additional cubic yards deposited in one year (6% of 1,310,000 cubic yards) = 6% increase in deposition potential 0.40% reservoir capacity decrease 0.03% reservoir capacity increase after one year 0.37%* total capacity reservoir decrease per year *Based on annual deposition rate of 1,230,000 cubic yards per year from 1996-2008 Source: Estimations from LSRWA 51 Agenda • Context • Stakeholders • Problem/Need Statement • Mission Requirements • Design Alternatives • Technical Approach • Preliminary Results • Project Management 52 Work Breakdown Structure (WBS) 53 Project Schedule 54 Budget Calculation $35 + $39 = $74 Hourly Rate 47.25% GMU Overhead (per hour) Total Rate $74 * 1400 ≈ $104,000 Total Rate Total Planned Hours Budget at Completion 55 Earned Value Management IEEE Version 2 $120,000 Final & Conference/ Poster/Video Conference Extended Abstract $100,000 SIEDS Conference Cost $80,000 Proposal Final & Draft Conference/Poster $60,000 Capstone Conference Final Project Plan Preliminary Project Plan $40,000 $20,000 Faculty Presentations $0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 Week PV (10%) PV (50%) 56 PV (90%) AC EV Cost Performance Index (CPI) vs. Schedule Performance Index (SPI) 3. 2.5 Ratio 2. 1.5 1. 0.5 0. 1 2 3 4 5 6 7 8 9 10 11 Week CPI SPI 57 Project Risks Risk Mitigation Model Design: Learning Curve for design of 3 different models Find programs we would like to use & try to find a favorable tradeoff between what we know and what needs to be learned in terms of programming Model Design: Data necessary for modeling cost to Chesapeake Bay is a work in progress Supplement similar data from another study. Model Design: Product values may be bias due to overly optimistic estimations. Skewed data pessimistically to the uncertainty due to bias. Stakeholders: Unable to arrange further contact with Exelon Call initial contact with Exelon and leave a message until there is a response with requested information 58 Questions? 59