THINK Materials and Processes ENGINEERING
advertisement

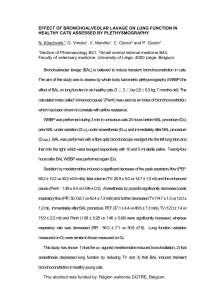
THINK Materials and Processes ENGINEERING THAT MOVES THE WORLD GKN Sinter Metals Material Lists The GKN Sinter Metals List of Materials provides an overview of PM alloys that are commonly used for powder metal structural components and self-lubricating bearings including selected material properties. Other compositions can be supplied by GKN Sinter Metals when agreed with sales and technology. Modifications and supplements to the material list will be introduced without reference or notification. This does not refer to the duty of information on the current supply of parts. Additional information and references are given in the brochure related to special processes or products. Remarks Referring to the Tables The tables are divided into four main sections “Standard References I”, “Typical Properties (References)”, “Chemical Compositions (Standard)“ and “Standard References II”. Many material properties are positively affected by subsequent sizing or heat treatment. It is strongly recommended to inquire the consequences of these processes on mechanical and physical properties as well as on part dimensions from the supplying plant. Determination of Properties Mechanical and physical properties stated in the table’s have been determined on the basis of Sint Test Standards (DIN 30910 Parts 1, 3 and 4). Further details are given in DIN 30910 Part 1, Section 6. The chemical composition is determined according to the respective standards. Where these are not applicable, suitable test methods should be agreed. Admissible ranges of density are given in the section “Standard References I” on the left. MPa 1.400 The range of chemical composition is listed in the section “Chemical Compositions (Standard)”. These properties should not be regarded as guaranteed properties in a legal sense. Informative property values have been determined on test bars (ISO 2740) in the as-sintered state; therefore they cannot be verified in the finished components. The use of micro tensile test bars cut out of a supplied component is not allowed nor can the tensile strength be deducted from a hardness measurement. High-speed steels 1.200 Alloyed steels 1.100 1.000 Fe-Cr-Mo Fe-Ni-Mo-Cu Fe-Ni-Cu (hardened) 900 Tensile strength (Rm) The section “Typical Properties (References)” contains informative values of selected material properties representing a specified density value and a certain chemical composition within the range specified in the section on the left and the right. 1.300 800 Structural steels 700 Fe-Ni-Cu-Mo Fe-Cr-Mo 600 500 Fe-Cu ned) Malleable steels Fe-Ni-Cu Fe-P-Cu (harde 400 300 Grey cast iron Fe- 200 Fe-C 100 6,2 6,4 6,6 6,8 7,0 Sintered materials 7,2 Density 2 7,4 g/cm3 7,8 Solid materials Index of Contents I Part I: Material Lists Sintered Steels Surface Densified Sintered Steels PM Aluminium Materials Stainless Steels Powder Forged Steels Bearing Materials (DIN-/ISO-Standard Info) Bearing Materials (US-Standard Info) Sintered Soft Magnetical Materials Soft Magnetic Composits (SMC) MIM - Case Hardened Steels MIM - Corrosion Resistant Steels MIM - Heat Treatable Steels MIM - Soft Magnetic Steels MIM - Alloys for High Temperatur Applications MIM - Tool Steels Part II: 4 6 6 8 10 12 14 16 16 18 18 18 20 20 20 Sintered Metal Processes Economical Aspects Index of Contents II Material Forming Processes Production Process Auxiliary Operations Compacting Tool Principle of PM-Tools Surface Quality on PM Parts Hardness Comparison Table Design Guidelines Technical Support Markets GKN - Innovation by Research and Development Quality - QS-Management Notes 22 23 24 26 27 28 29 30 32 34 36 38 40 42 43 3 Sintered Steels Standard References I Typical Properties (References) GKN SM Material Code Density [g/cm3] PMET 103P56-SP PMET 104P56-SP PMET 1000C PMET 1005C PMET 1020C PMET 1000D PMET 1002D PMET 1005D PMET 1007D PMET 1020D PMET 1025D PMET 1025D-H1 PMET 1027D PMET 1205D PMET 1205D-H PMET 1208D PMET 1208D-H PMET 4602D 6.5 - 6.9 6.6 - 7.1 6.4 - 6.8 6.4 - 6.8 6.4 - 6.8 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 Fe3Cu0.55P-0.55C Fe4Cu0.55P-0.55C Fe Fe-0.5C Fe2Cu Fe Fe-0.2C Fe-0.5C Fe-0.7C Fe2Cu Fe2Cu-0.5C Fe2Cu-0.5C Fe2Cu-0.7C Fe2Ni0.5C Fe2Ni0.5C Fe2Ni0.8C Fe2Ni0.8C Fe1.5Cu1.75Ni0.5Mo-0.2C 6.70 7.00 6.60 6.60 6.60 7.00 7.00 7.00 7.00 7.00 7.00 7.00 7.00 6.9 7.1 6.9 7.0 7.00 485 590 130 250 230 150 230 300 380 270 500 690 560 340 1000 380 1000 470 415 465 75 160 185 90 150 180 230 230 330 660 410 210 980 280 990 360 > 7.2 Fe1.5Cu1.75Ni0.5Mo-0.2C 7.25 500 390 PMET 4602E Typical composition1) A2) El2) [%] Hardness HB Hardness HRB E [GPa] 180 215 35 80 90 45 70 95 120 75 160 240 180 120 290 140 320 150 3 3.5 4 1.5 2 10 5 3 2 4 2.5 <1 1.5 2 <1 1 <1 3.5 40 75 65 50 75 90 120 85 140 380 170 140 75 85 58 HRF 40 25 75 HRF 58 68 70 36 HRC 74 69 33 HRC 71 35 HRC 60 120 140 100 100 100 140 140 140 140 140 140 140 140 135 150 135 140 140 160 4 160 68 160 Typical UTS YS 0,2 FEL3) density [MPa] [MPa] [MPa] [g/cm3] quench + temper4) quench + temper4) quench + temper4) PMET 4605D 6.8 - 7.2 Fe1.5Cu1.75Ni0.5Mo-0.5C 7.00 540 420 185 2.5 180 78 140 PMET 4605D-H1 PMET 4605E PMET 4607D PMET 4802D PMET 4802E PMET 4805D PMET 4805D-H1 PMET 4805E PMET 4807D PMET 49N2D PMET 49N2E 6.8 - 7.2 > 7.2 6.8 - 7.2 6.8 - 7.2 > 7.2 6.8 - 7.2 6.8 - 7.2 > 7.2 6.8 - 7.2 6.8 - 7.2 > 7.2 7.00 7.25 7.00 7.00 7.25 7.00 7.00 7.25 7.00 7.00 7.25 1020 570 580 520 570 620 1050 700 610 620 710 900 340 380 330 350 340 820 370 380 450 470 270 175 180 170 180 200 300 200 190 170 190 <1 5 1.5 3.5 4 2 <1 2.5 1.5 2 2.5 400 190 210 150 170 180 380 200 230 160 190 35 HRC 82 85 58 66 84 34 HRC 89 89 - 140 160 140 140 160 140 140 160 140 140 160 quench + temper4) PMET 49N6D 6.8 - 7.2 Fe2Cu4Ni1.5Mo-0.6C 7.00 900 650 220 1 300 - 140 sinter hardened5) PMET 49N6E PMET 49C2D PMET 49C2E PMET 49C6D PMET 49C6E PMET 10P0D PMET L44N6D PMET L44N6D-H PMET L4206D PMET L4206D-H > 7.2 6.8 - 7.2 > 7.2 6.8 - 7.2 > 7.2 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 7.25 7.00 7.25 7.00 7.25 7.00 7.05 7.05 6.95 7.0 1050 550 600 850 1000 380 550 1170 400 900 670 400 450 800 930 230 440 1000 320 890 240 170 180 200 220 120 220 340 190 300 1.5 1.5 2 0.5 1 10 1 <1 1 <1 330 150 180 320 400 100 - 85 38 HRC 66 36 HRC 160 140 160 140 160 140 145 145 140 140 sinter hardened5) PMET L44NC8D 6.8 - 7.2 Fe2Ni2Cu0.85Mo0.8C 7.0 790 780 230 <1 - 25 HRC 140 PMET L4628D PMET L4618D PMET 10P52 PMET 4306D 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 6.8 - 7.2 7.0 7.15 7.1 7.00 720 1000 350 950 710 980 280 900 230 290 220 <1 <1 7 1 350 36 HRC 36 HRC 58 34 HRC 140 150 150 140 PMET 4306D-HT 6.8 - 7.2 Fe1Cr1Ni0,85Mo0,6Si-0.6C 7.15 1150 1000 250 1 380 39 HRC 150 1) Fe1.5Cu1.75Ni0.5Mo-0.5C Fe1.5Cu1.75Ni0.5Mo-0.5C Fe1.5Cu1.75Ni0.5Mo-0.7C Fe1.5Cu4Ni0.5Mo-0.2C Fe1.5Cu4Ni0.5Mo-0.2C Fe1.5Cu4Ni0.5Mo-0.5C Fe1.5Cu4Ni0.5Mo-0.5C Fe1.5Cu4Ni0.5Mo-0.5C Fe1.5Cu4Ni0.5Mo-0.7C Fe2Cu4Ni1.5Mo-0.2C Fe2Cu4Ni1.5Mo-0.2C Fe2Cu4Ni1.5Mo-0.6C Fe2Cu1.5Mo-0.2C Fe2Cu1.5Mo-0.2C Fe2Cu1.5Mo-0.6C Fe2Cu1.5Mo-0.6C Fe0.45P Fe2Ni0.85Mo0.5C Fe2Ni0.85Mo0.5C Fe0.45Ni0.6Mo0.25Mn0.5C Fe0.45Ni0.6Mo0.25Mn0.5C Fe2Cu1.8Ni0.5Mo0.2Mn0.8C Fe1Cu2.8Ni0.5Mo0.2Mn0.8C Fe0.55P0.2C Fe1Cr1Ni0.85Mo0,6Si-0.6C 7) In addition to the elements mentioned, further alloying elements up to 2 % are admitted. Sizing will reduce the elongation. 3) Bending load. 2 x 106 cycles, notch factor αk = 1.0 (ref. 30912 Part 6); R= -1. 4) Austenitized at 900 °C, 60 minutes – oil quenched; tempered at 180 - 220 °C, 60 minutes, air. 5) Sinterhardening is performed in the sinter furnace by gas quenching subsequently to the sintering process. Materials can be tempered as well at 160 °C – 240 °C for 30 min – 120 min due to requirements. 6) High temperature sintering (HT) is performed at 1200 °C – 1300 °C depending on furnace type. 2) 4 Remark quench + temper4) sinter hardened5) sinter hardened5) quench + temper 4) quench + temper 4) sinter hardened + temper5) sinter hard.+ temper5) sinter hard.+ temper5) sinter hardened5) sinter hardened5), HT sintered6) Chemical Compositions (Standard)1) Standard References II C [wt.-%] Cu [wt.-%] Ni [wt.-%] Mo [wt.-%] Cr [wt.-%] Si [wt.-%] P [wt.-%] Fe [wt.-%] Others [wt.-%] DIN 30910 Sint- 0.45 - 0.65 0.45 - 0.65 <0.3 0.3 - 0.7 <0.3 <0.3 0.1 - 0.5 0.3 - 0.7 0.5 - 0.9 <0.3 0.3 - 0.7 0.3 - 0.7 0.5 - 0.9 0.3 - 0.6 0.3 - 0.6 0.6 - 0.9 0.6 - 0.9 0.1 - 0.5 2.0 - 4.0 2.0 - 4.0 <1 1.5 - 2.5 <1 1.5 - 2.5 1.5 - 2.5 1.5 - 2.5 1.5 - 2.5 0.0 - 2.5 0.0 - 2.5 0.0 - 2.5 0.0 - 2.5 1.0 - 2.0 1.0 - 3.0 1.0 - 3.0 1.0 - 3.0 1.0 - 3.0 1.5 - 2.0 0.3 - 0.7 - - 0.45 - 0.65 0.45 - 0.65 - bal. bal. bal. bal. bal. bal. bal. bal. bal. bal. bal. bal. bal. bal. bal. bal. bal. bal. <2 <2 <2 <2 <2 <2 <2 <2 <2 <2 <2 <2 <2 <2 <2 <2 <2 <2 n/a n/a C 00 C 01 C 10 D 00 D 00 D 01 n/a D 10 D 11 D 11 D 11 n/a n/a n/a n/a D 30 n/a n/a -F-00-100 -F-05-140 -F-00C2-140 -F-00-120 -F-00-120 -F-05-170 -F-08-240 -F-00C2-175 -F-05C2-300 -F-05C2-620H -F-08C2-390 -F-05N2-180 -F-05N2-800H -F-08N2--260 -F-08N2-900H n/a n/a n/a F-0000-15 F-0005-20 FC-0200-21 F-0000-20 F-0000-20 F-0005-25 F-0008-35 FC-0200-24 FC-0205-45 FC-0205-90HT FC-0208-60 FN-0205 n/a FN-0208 n/a n/a 0.1 - 0.5 1.0 - 2.0 1.5 - 2.0 0.3 - 0.7 - - - bal. <2 E 30 n/a n/a 0.3 - 0.7 1.0 - 2.0 1.5 - 2.0 0.3 - 0.7 - - - bal. <2 D 39 -FD-05N2C-400 FD-0205-55 0.3 - 0.7 0.3 - 0.7 0.5 - 0.9 0.1 - 0.5 0.1 - 0.5 0.3 - 0.7 0.3 - 0.7 0.3 - 0.7 0.5 - 0.9 0.1 - 0.5 0.1 - 0.5 1.0 - 2.0 1.0 - 2.0 1.0 - 2.0 1.0 - 2.0 1.0 - 2.0 1.0 - 2.0 1.0 - 2.0 1.0 - 2.0 1.0 - 2.0 1.5 - 2.5 1.5 - 2.5 1.5 - 2.0 1.5 - 2.0 1.5 - 2.0 3.5 - 4.5 3.5 - 4.5 3.5 - 4.5 3.5 - 4.5 3.5 - 4.5 3.5 - 4.5 3.5 - 4.5 3.5 - 4.5 0.3 - 0.7 0.3 - 0.7 0.3 - 0.7 0.3 - 0.7 0.3 - 0.7 0.3 - 0.7 0.3 - 0.7 0.3 - 0.7 0.3 - 0.7 1.3 - 1.7 1.3 - 1.7 - - - bal. bal. bal. bal. bal. bal. bal. bal. bal. bal. bal. <2 <2 <2 <2 <2 <2 <2 <2 <2 <2 <2 D 39 E 39 D 39 D 30 E 30 D 39 D 39 E 39 D 39 D 31 E 31 -FD-05N2C-950H -FD-05N2C-440 n/a n/a n/a -FD-05N4C-420 -FD-05N4C-930H -FD-05N4C-450 n/a n/a n/a FD-0205-120HT FD-0205-65 FD-0208-60 n/a n/a FD-0405-60 FD-0405-130HT FD-0405-65 FD-0408-60 n/a n/a 0.4 - 0.8 1.5 - 2.5 3.5 - 4.5 1.3 - 1.7 - - - bal. <2 D 32 n/a FLDN4C2-4908 0.4 - 0.8 0.1 - 0.5 0.1 - 0.5 0.4 - 0.8 0.4 - 0.8 <0.3 0.4 - 0.7 0.4 - 0.7 0.4 - 0.7 0.4 - 0.7 1.5 - 2.5 3.5 - 4.5 1.5 - 2.5 1.5 - 2.5 1.5 - 2.5 1.5 - 2.5 1.0 - 3.0 1.0 - 3.0 0.35 - 0.55 0.35 - 0.55 1.3 - 1.7 1.3 - 1.7 1.3 - 1.7 1.3 - 1.7 1.3 - 1.7 0.65 - 0.95 0.65 - 0.95 0.50 - 0.85 0.50 - 0.85 - - 0.3 - 0.6 - bal. bal. bal. bal. bal. bal. bal. bal. bal. bal. <2 <2 <2 <2 <2 <2 <2 <2 <2 <2 E 32 D 31 E 31 D 32 E 32 D 35 n/a n/a n/a n/a n/a n/a n/a n/a n/a -F-00P05-210 n/a n/a n/a n/a FLDN4C2-4908 n/a n/a FLDC2-4908 FLDC2-4908 FY-4500-20W FLN2-4405 n/a FL-4205 n/a 0.6 - 0.9 1.0 - 3.0 1.0 - 3.0 0.65 - 0.95 - - - bal. <2 n/a n/a FLNC-4408 0.6 - 0.9 0.6 - 0.9 < 0.3 0.4 - 0.8 1.0 - 3.0 0.5 - 2.0 - 1.6 - 2.0 2.4 - 3.2 0.5 - 2.5 0.43 - 0.60 0.43 - 0.60 0.45 - 0.65 0.6 - 1.1 0.8 - 1.2 0.4 - 0.8 - bal. bal. bal. bal. <2 <2 <2 <2 n/a n/a D 35 n/a n/a n/a n/a n/a FLC-4608 n/a n/a n/a 0.2 - 0.8 - 0.5 - 2.5 bal. <2 n/a n/a n/a 0.6 - 1.1 0.8 - 1.2 0.4 - 0.8 - UTS: Ultimate Tensile Strength A, El: Fracture Elongation ISO 5755 FEL: Fatigue Endurance Limit E: Youngs Modulus MPIF 35 I YS: Yield Strength 5 Surface Densified Sintered Steels Standard References I Typical Properties (References) Typical core density [g/cm3] UTS YS 0,2 [MPa] [MPa] A2) El2) [%] Fe-0,2C 7.00 230 150 5 180 75 140 > 7.6 Fe-0,5C 7.00 300 180 3 250 90 140 6.8 - 7.2 > 7.6 Fe2Cu-0,5C 7.00 500 330 2,5 300 140 140 PMET 1025E/F > 7.2 > 7.6 Fe2Cu-0,5C 7.25 570 360 3 300 180 160 PMET 4402D/F 6.8 - 7.2 > 7.6 Fe0,85Mo-0,2C 7.00 280 180 4 260 120 140 PMET 4402E/F > 7.2 > 7.6 Fe0,85Mo-0,2C 7.25 340 220 5 260 130 160 GKN SM Material Code Core density [g/cm3] Surface density3) [g/cm3] PMET 1002D/F 6.8 - 7.2 > 7.6 PMET 1005D/F 6.8 - 7.2 PMET 1025D/F Typical composition1) Surface Core hardness4) hardness HV0,1 HB E [GPa] 1) In addition to the elements mentioned, further alloying elements up to 2 % are admitted. Case hardening or carbo-nitriding is perfomed depending on the required case depth and is in general followed by a stress relief operation as well. 3) The surface density can be exactly determined by metallographic investigations combined with quantitative image analysis. 4) The indicated surface hardness is determined after the surface densification but prior to a potential heat treatment. The increased hardness at the surface can be explained by work hardening due to the deformation of the material during the densification step. 2) PM Aluminium Materials 4) Standard References I GKN SM Material Code Density [g/cm3] Typical Properties (References) Typical composition1) Typical density [g/cm3] UTS [MPa] YS 0,2 [MPa] FEL3) [MPa] A5) El5) [%] Hardness HB E [GPa] PMET Al2014 2.45 - 2.60 Al4.5Cu0.5Mg0.7Si 2.60 160 130 60 1.5 60 50 PMET Al2014-T6 2.45 - 2.60 Al4.5Cu0.5Mg0.7Si 2.60 300 280 80 1 80 57 PMET Al6061 2.50 - 2.60 Al1.0Mg0.5Si0.2Cu 2.55 160 100 - 2 40 - PMET Al6061-T6 2.50 - 2.60 Al1.0Mg0.5Si0.2Cu 2.55 240 210 - 1 70 - PMET Al14Si 2,55 - 2,65 Al2.5Cu0.5Mg14Si 2.62 200 150 100 1 80 79 PMET Al14Si-T6 2.55 - 2.65 Al2.5Cu0.5Mg14Si 2.62 320 300 80 <1 115 79 PMET Al7075 2.74 - 2.78 Al5.5Zn1.6Cu2.5Mg 2.76 315 270 80 1.2 100 65 PMET Al7075-T6 2.74 - 2.78 Al5.5Zn1.6Cu2.5Mg 2.76 420 410 120 1 135 65 Aluminum Metal Matrix Composite Materials (Al MMC)2) PMET AlMMC1 2.69 - 2.74 AlXCuXMgXCeram 2.70 260 230 4) 3 110 65 PMET AlMMC1-T6 2.69 - 2.74 AlXCuXMgXCeram 2.70 340 310 4) 1.5 115 66 AlXMgXSn 2.70 100 40 - 12 - - Thermal Management Materials PMET Al6021-SP 1) 2.69 - 2.71 In addition to the elements mentioned, further alloying elements up to 2 % are admitted. Other MMC materials are currently under development 3) FEL - Based on 10,000,000 cycles of completely reversed stress (R = -1) using an R. R. Moore type of instrument. Specimens prepared and polished in accordance with ASTM standard E111-04 4) Being evaluated 5) Sizing will reduce the elongation 2) 6 Chemical Compositions (Standard)1) C Cu Ni Mo [wt.-%] [wt.-%] [wt.-%] [wt.-%] Cr Si P Mn Fe Others 0.1 - 0.5 - - - - - - - bal <2 D 00 -F-00-120 n/a 0.3 - 0.7 - - - - - - - bal. <2 D 01 -F-05-170 F-0005-25 Remark case hardening steel2) Standard References II DIN 30910 [wt.-%] [wt.-%] [wt.-%] [wt.-%] [wt.-%] [wt.-%] Sint- ISO 5755 MPIF 35 hardenable 0.3 - 0.7 1.5 - 2.5 - - - - - - bal. <2 D 11 -F-05C2-300 FC-0205-45 hardenable 0.3 - 0.7 1.5 - 2.5 - - - - - - bal. <2 E 11 n/a n/a case hardening steel2) 0.1 - 0.5 - - 0.6 - 1.1 - - - - bal. <2 n/a n/a n/a case hardening steel2) 0.1 - 0.5 - - 0.6 - 1.1 - - - - bal. <2 n/a n/a n/a UTS: Ultimate Tensile Strength A, El: Fracture Elongation FEL: Fatigue Endurance Limit E: Youngs Modulus Chemical Compositions (Standard)1) YS: Yield Strength Standard References II Al [wt.-%] Cu [wt.-%] Zn [wt.-%] Si [wt.-%] Mg [wt.-%] Others [wt.-%] DIN 30903 Sint- ISO 5755 MPIF bal. 4.0 - 5.0 - 0.7 0,5 <0.5 D73/E73 n/a n/a ACT1-2014 type II bal. 4.0 - 5.0 - 0.7 0,5 <0.5 F73 n/a n/a ACT6-2014 type II bal. 0.2 - 0.5 1 <0.5 E73 n/a n/a AT1-6061 type II bal. 0.2 - 0.5 1 <0.5 E73 n/a n/a AT6-6061 type II bal. 2.0 - 3.0 - 13 - 15 0.5 <0.5 n/a n/a n/a n/a bal. 2.0 - 3.0 - 13 - 15 0.5 <0.5 n/a n/a n/a n/a bal. 1.6 5.0 - 6.0 - 2.5 <1 n/a n/a n/a n/a bal. 1.6 5.0 - 6.0 - 2.5 <1 n/a n/a n/a n/a bal. X - - X <10 n/a n/a n/a n/a T6 heat treated bal. X - - X <10 n/a n/a n/a n/a Thermal Conductivity: 230 - 240 W/ (m·K) bal. - - - X <15 n/a n/a n/a n/a Remark T6 heat treated T6 heat treated T6 heat treated T6 heat treated I UTS: Ultimate Tensile Strength A, El: Fracture Elongation FEL: Fatigue Endurance Limit E: Youngs Modulus ASTM B595-95 YS: Yield Strength 7 Stainless Steels 4) Standard References I GKN SM Material Code Density [g/cm3] Typical Properties (References) Typical composition1) Typical UTS YS 0,2 FEL3) density [MPa] [MPa] [MPa] [g/cm3] Hardness HB Hardness HRB E [GPa] Remark PMET SS303C-N1 6.4 - 6.8 Fe18Cr9Ni 6.40 270 220 90 <1 - 62 105 Nitrogen cont. sint. atmosphere PMET SS303C-N2 6.4 - 6.8 Fe18Cr9Ni 6.50 380 290 110 5 - 63 115 Nitrogen cont. sint. atmosphere PMET SS303D-N2 6.8 - 7.2 Fe18Cr9Ni 6.90 470 310 145 10 - 70 140 Nitrogen cont. sint. atmosphere PMET SS303C-H 6.4 - 6.8 Fe18Cr9Ni 6.60 270 120 105 17 - 21 115 Hydrogen atmosphere PMET SS303D-H 6.8 - 7.2 Fe18Cr9Ni 6.90 330 170 130 20 - 35 140 Hydrogen atmosphere PMET SS304C-N 6.4 - 6.8 Fe18Cr10Ni 6.60 370 280 105 5 125 - 115 Nitrogen cont. sint. atmosphere PMET SS304C-N1 6.4 - 6.8 Fe19Cr10Ni 6.40 300 260 105 <1 - 61 105 Nitrogen cont. sint. atmosphere PMET SS304C-N2 6.4 - 6.8 Fe19Cr10Ni 6.50 390 280 125 10 - 62 115 Nitrogen cont. sint. atmosphere PMET SS304D-N2 6.8 - 7.2 Fe19Cr10Ni 6.90 480 310 160 13 - 68 140 Nitrogen cont. sint. atmosphere PMET SS304C-HL 6.4 - 6.8 Fe19Cr10Ni 6.60 280 170 110 10 - 35 115 Hydrogen atmosphere PMET SS304C-H 6.4 - 6.8 Fe19Cr10Ni 6.60 300 120 115 23 - 30 115 Hydrogen atmosphere PMET SS304D-H 6.8 - 7.2 Fe19Cr10Ni 6.90 390 180 145 26 - 45 140 Hydrogen atmosphere 7.25 520 420 140 2.5 130 - 160 sintered with shrinkage at HT PMET SS304E-N > 7.2 Fe18Cr10Ni PMET SS316C-N 6.4 - 6.8 Fe16Cr12Ni2,5Mo 6.60 410 270 120 2 115 - 115 Nitrogen cont. sint. atmosphere PMET SS316C-N1 6.4 - 6.8 Fe17Cr12Ni2.5Mo 6.4 280 230 75 <1 - 59 105 Nitrogen cont. sint. atmosphere PMET SS316C-N2 6.4 - 6.8 Fe17Cr12Ni2.5Mo 6.5 410 270 95 10 - 62 115 Nitrogen cont. sint. atmosphere PMET SS316C-HL 6.4 - 6.8 Fe17Cr12Ni2.5Mo 6.6 240 170 105 7 - 33 115 Hydrogen atmosphere PMET SS316C-H 6.4 - 6.8 Fe17Cr12Ni2.5Mo 6.6 280 140 90 18 - 20 115 Hydrogen atmosphere PMET SS316D-N 6.8 - 7.2 Fe16Cr12Ni2,5Mo 6.90 480 310 130 3 130 - 135 Nitrogen cont. sint. atmosphere PMET SS316D-H 6.8 - 7.2 Fe16Cr12Ni2,5Mo 6.90 280 200 90 8 80 - 135 Hydrogen atmosphere 7.25 380 200 130 12 100 - 160 sintered with shrinkage at HT Hydrogen atmosphere PMET SS409CbE-H > 7.2 Fe12Cr0,5Nb PMET SS409D-H 6.8 - 7.2 Fe11Cr0.5Cb 7.0 320 180 - 14 - 45 165 PMET SS410C 6.4 - 6.8 Fe12Cr-0.2C 6.5 720 710 240 <1 - 23 HRC 125 Tempered at 180°C PMET SS410C-N 6.4 - 6.8 Fe12Cr 6.60 420 320 120 <1 220 - 115 Nitrogen containing sintering atmosphere PMET SS410D-H 6.8 - 7.2 Fe12Cr 6.9 330 180 125 16 - 45 165 Hydrogen atmosphere PMET SS430C-N 6.4 - 6.8 Fe16Cr 6.60 450 330 125 1 240 - 115 Nitrogen cont. sint. atmosphere PMET SS430C-H 6.4 - 6.8 Fe16Cr 6.60 270 190 90 6 90 - 115 Hydrogen atmosphere PMET SS430D-N2 6.8 - 7.2 Fe16Cr 7.1 410 240 170 5 - 70 170 Nitrogen cont. sint. atmosphere PMET SS430D-H 6.8 - 7.2 Fe16Cr 7.1 340 210 170 20 - 45 170 Hydrogen atmosphere PMET SS434D-N2 6.8 - 7.2 Fe16Cr1Mo 7.0 410 240 150 8 - 65 165 Nitrogen cont. sint. atmosphere PMET SS434D-H 6.8 - 7.2 Fe16Cr1Mo 7.0 340 210 150 15 - 50 165 Hydrogen atmosphere PMET SS434C-N 6.4 - 6.8 Fe16Cr1Mo 6.60 460 340 130 1 250 - 115 Nitrogen cont. sint. atmosphere 1) In addition to the elements mentioned, further alloying elements up to 2 % are admitted. Sizing will reduce the elongation. 3) Bending load. 2 x 106 cycles, notch factor αk = 1.0 (ref. 30912 Part 6); R = -1. 4) Corrosion resistance depending on sintering temperature and medium. 2) 8 A2) El2) [%] Chemical Compositions (Standard)1) Standard References II Mn Fe Others [wt.-%] [wt.-%] [wt.-%] DIN 30910 Sint- < 2.0 bal. <2 n/a -FL303-170N SS-303N1-25 < 0.20 < 2.0 bal. <2 n/a n/a SS-303N2-35 <1 < 0.20 < 2.0 bal. <2 n/a -FL303-260N SS-303N2-38 17.0 - 19.0 <1 < 0.20 < 2.0 bal. <2 n/a n/a SS-303L-12 - 17.0 - 19.0 <1 < 0.20 < 2.0 bal. <2 n/a n/a SS-303L-15 8.0 - 12.0 - 18.0 - 20.0 <1 <0.04 <2 bal. <2 n/a -FL304-210N SS 304N2-33 < 0.08 8.0 - 12.0 - 18.0 - 20.0 <1 < 0.04 < 2.0 bal. <2 n/a -FL304-210N SS-304N1-30 < 0.08 8.0 - 12.0 - 18.0 - 20.0 <1 < 0.04 < 2.0 bal. <2 n/a n/a SS-304N2-33 < 0.08 8.0 - 12.0 - 18.0 - 20.0 <1 < 0.04 < 2.0 bal. <2 n/a -FL304-260N SS-304N2-38 < 0.03 8.0 - 12.0 - 18.0 - 20.0 <1 < 0.04 < 2.0 bal. <2 n/a n/a SS-304H-20 < 0.03 8.0 - 12.0 - 18.0 - 20.0 <1 < 0.04 < 2.0 bal. <2 n/a n/a SS-304L-13 < 0.03 8.0 - 12.0 - 18.0 - 20.0 <1 < 0.04 < 2.0 bal. <2 n/a n/a SS-304L-18 <0.1 8.0 - 12.0 - 18.0 - 20.0 <1 <0.04 <2 bal. <2 n/a -FL304-210N SS 304N2-33 <0.1 10.0 - 14.0 2.0 - 3.0 16.0 - 18.0 <1 <0.04 <2 bal. <2 C 40 -FL316-170N SS 316N2-33 < 0.08 10.0 - 14.0 2.0 - 3.0 16.0 - 18.0 < 1.0 < 0.04 < 2.0 bal. <2 C 40 -FL316-170N SS-316N1-25 < 0.08 10.0 - 14.0 2.0 - 3.0 16.0 - 18.0 < 1.0 < 0.04 < 2.0 bal. <2 C 40 n/a SS-316N2-33 < 0.03 10.0 - 14.0 2.0 - 3.0 16.0 - 18.0 < 1.0 < 0.04 < 2.0 bal. <2 C 40 n/a SS-316H-20 < 0.03 10.0 - 14.0 2.0 - 3.0 16.0 - 18.0 < 1.0 < 0.04 < 2.0 bal. <2 C 40 n/a SS-316L-15 <0.1 10.0 - 14.0 2.0 - 3.0 16.0 - 18.0 <1 <0.04 <2 bal. <2 D 40 -FL316-260N SS 316N2-38 <0.1 10.0 - 14.0 2.0 - 3.0 16.0 - 18.0 <1 <0.04 <2 bal. <2 D 40 -FL316-150 SS 316L-22 <0.1 0 - 0.5 - 11.5 - 13.5 <1 <0.04 <1 bal. Nb / Cb 0.3 - 1 n/a n/a SS 409LE < 0.03 - - 10.50 - 11.75 < 1.0 < 0.04 <1 bal. <2 n/a n/a SS-409L < 0.25 - - 11.50 - 13.50 < 1.0 < 0.04 <1 bal. <2 n/a -FL410-620H SS-410-90HT <0.1 - - 11.5 - 13.5 <1 <0.04 <1 bal. <2 C 43 -FL410-140 SS 410 < 0.03 - - 11.50 - 13.50 < 1.0 < 0.04 <1 bal. <2 C 43 -FL410-140 SS-410L-20 <0.1 - - 16.0 - 18.0 <1 <0.04 <1 bal. <2 C 42 -FL430-170 SS 430 <0.1 - - 16.0 - 18.0 <1 <0.04 <1 bal. <2 C 42 -FL430-170 SS 430L < 0.08 - - 16.00 - 18.00 < 1.0 < 0.04 <1 bal. <2 n/a n/a SS-430N2-28 < 0.03 - - 16.00 - 18.00 < 1.0 < 0.04 <1 bal. <2 n/a -FL430-170 SS-430L-24 < 0.08 - 0.75 - 1.25 16.00 - 18.00 < 1.0 < 0.04 <1 bal. <2 n/a n/a SS-434N2-28 < 0.03 - 0.75 - 1.25 16.00 - 18.00 < 1.0 < 0.04 <1 bal. <2 n/a -FL434-170 SS-434L-24 <0.1 - 0.75 - 1.25 16.0 - 18.0 <1 <0.04 <1 bal. <2 n/a -FL434-170 SS 434 C [wt.-%] Ni [wt.-%] Mo [wt.-%] Cr [wt.-%] Si [wt.-%] P [wt.-%] < 0.15 8.0 - 13.0 - 17.0 - 19.0 <1 < 0.20 < 0.15 8.0 - 13.0 - 17.0 - 19.0 <1 < 0.15 8.0 - 13.0 - 17.0 - 19.0 < 0.03 8.0 - 13.0 - < 0.03 8.0 - 13.0 <0.1 UTS: Ultimate Tensile Strength A, El: Fracture Elongation ISO 5755 FEL: Fatigue Endurance Limit E: Youngs Modulus MPIF 35 I YS: Yield Strength 9 Powder Forged Steels Standard References I Typical Properties (References) Typical A2) UTS YS 0.2 FEL3) density El2) [MPa] [MPa] [MPa] [g/cm3] [%] Hardness HB E [GPa] Remark C [wt.-%] Cu [wt.-%] 24 125 200 case hardening steel4) < 0.3 1.5 - 2.5 270 12 250 200 0.4 - 0.8 1.5 - 2.5 610 4406) 8 27 HRC 210 5) 1.8 - 2.2 1045 745 7) 12 32 HRC 210 5) 2.8 - 3.2 7.84 520 380 7) 25 84 HRB 210 5) < 0.15 >7.82. Fe0.45Ni0.6Mo0.25Mn-0.2C 7.84 830 690 7) 23 26 HRC 210 quench + temper 5) < 0.15 PMET 4202FA >7.82 Fe0.45Ni0.6Mo0.25Mn-0.2C 7.84 1210 970 7) 9 38 HRC 210 quench + temper 5) < 0.15 PMET 4202FA >7.81 Fe0.45Ni0.6Mo0.25Mn-0.4C 7.83 900 690 7) 15 28 HRC 210 quench + temper 5) < 0.15 PMET 4202FA >7.81 Fe0.45Ni0.6Mo0.25Mn-0.4C 7.83 1320 830 7) 9 38 HRC 210 quench + temper 5) < 0.15 PMET 4202F-H2 >7.6 Fe0,45Ni0,6Mo0,25Mn-0,2C 7.65 520 380 180 20 150 200 case hardening steel4) < 0.3 - PMET 4206F >7.6 Fe0,45Ni0,6Mo0,25Mn-0,6C 7.65 760 520 250 12 230 200 0.4 - 0.8 - PMET 4206FA >7.8 Fe0.45Ni0.6Mo0.25Mn-0.6C 7.82 870 1170 7) 12 26 HRC 210 5) < 0.15 PMET 4206FA >7.8 Fe0.45Ni0.6Mo0.25Mn-0.6C 7.82 1250 1160 7) 8 40 HRC 210 quench + temper 5) < 0.15 PMET 4206FA >7.8 Fe0.45Ni0.6Mo0.25Mn-0.6C 7.82 1860 1650 7) 2 50 HRC 210 quench + temper 5) < 0.15 PMET 4206F-H1 >7.6 Fe0,45Ni0,6Mo0,25Mn-0,6C 7.65 1310 1170 420 5 38 HRC 200 quench + temper 0.4 - 0.8 - PMET 4602FA >7.82 Fe1.75Ni0.55Mo0.15Mn-0.2C 7.84 550 410 7) 20 96 HRB 210 5) < 0.15 PMET 4602FA >7.82 Fe1.75Ni0.55Mo0.15Mn-0.2C 7.84 970 900 7) 24 28 HRC 210 quench + temper 5) < 0.15 PMET 4602FA >7.82 Fe1.75Ni0.55Mo0.15Mn-0.2C 7.84 1310 1070 7) 9 38 HRC 210 quench + temper 5) < 0.15 PMET 4602FA >7.81 Fe1.75Ni0.55Mo0.15Mn-0.4C 7.83 900 830 7) 15 28 HRC 210 quench + temper 5) < 0.15 PMET 4602FA >7.81 Fe1.75Ni0.55Mo0.15Mn-0.4C 7.83 1310 1070 7) 13 38 HRC 210 quench + temper 5) < 0.15 PMET 4602F-H2 >7.6 Fe1.8Ni0.55Mo-0.2C 7.65 550 410 200 20 180 200 case hardening steel4) < 0.3 - PMET 4606FA >7.81 Fe1.75Ni0.55Mo0.15Mn-0.6C 7.83 960 660 7) 13 29 HRC 210 quench + temper 5) < 0.15 PMET 4606FA >7.81 Fe1.75Ni0.55Mo0.15Mn-0.6C 7.83 970 900 7) 13 28 HRC 210 quench + temper 5) < 0.15 PMET 4606FA >7.81 Fe1.75Ni0.55Mo0.15Mn-0.6C 7.83 1310 1070 7) 12 38 HRC 210 quench + temper 5) < 0.15 PMET 4606FA >7.81 Fe1.75Ni0.55Mo0.15Mn-0.6C 7.83 1650 1380 7) 6 48 HRC 210 quench + temper 5) < 0.15 GKN SM Material Code Density [g/cm3] PMET 1022F-H2 >7.6 Fe2Cu-0,2C 7.65 380 250 150 PMET 1026F >7.6 Fe2Cu-0,6C 7.65 810 530 PMET 1026FA >7.81. Fe2Cu-0.6C 7.83 950 PMET 1036FA >7.81 Fe3Cu-0.6C 7.83 PMET 4202FA >7.82 Fe0.45Ni0.6Mo0.25Mn-0.2C PMET 4202FA 1) 1) Typical composition In addition to the elements mentioned, further alloying elements up to 2 % are admitted. Sizing will reduce the elongation. 3) Bending load. 2 x 106 cycles, notch factor αk = 1.0 (ref. 30912 Part 6); R = -1. 4) Case hardening or carbo-nitriding is perfomed depending on the required case depth and is in general followed by a stress relief operation as well. 5) Carbon content shall be as specified by the purchaser. Unless agreed upon between the purchaser and manufacturer, the forged product carbon content shall be within +/- 0.1% of the specified carbon content. 6) For FEL, polished specimen and R = 0.1. Runout 1 x 107 cycles. Other fatigue information available on request. 7) Details on request. 2) 10 Chemical Compositions (Standard)1) Standard References II Ni [wt.-%] Mo [wt.-%] Cr [wt.-%] Si [wt.-%] P [wt.-%] Mn [wt.-%] Fe [wt.-%] Others [wt.-%] DIN 30910 Sint- ISO 5755 - - - - - - bal. <2 F 10 n/a P/F-11C20 n/a - - - - - - bal. <2 F 11 n/a P/F-11C60 n/a < 0.1 < 0.05 < 0.1 < 0.03 < 0.03 0.30 - 0.60 bal. <2 n/a n/a P/F-11C60 P/F-11C60 Grade A < 0.1 < 0.05 < 0.1 < 0.03 < 0.03 0.30 - 0.60 bal. <2 n/a n/a n/a n/a 0.40 - 0.50 0.55 - 0.65 < 0.1 < 0.03 < 0.03 0.25 - 0.35 bal. <2 n/a n/a P/F-4220 P/F-4220 Grade A 0.40 - 0.50 0.55 - 0.65 < 0.1 < 0.03 < 0.03 0.25 - 0.35 bal. <2 n/a n/a P/F-4220 P/F-4220 Grade A 0.40 - 0.50 0.55 - 0.65 < 0.1 < 0.03 < 0.03 0.25 - 0.35 bal. <2 n/a n/a P/F-4220 P/F-4220 Grade A 0.40 - 0.50 0.55 - 0.65 < 0.1 < 0.03 < 0.03 0.25 - 0.35 bal. <2 n/a n/a P/F-4240 P/F-4240 Grade A 0.40 - 0.50 0.55 - 0.65 < 0.1 < 0.03 < 0.03 0.25 - 0.35 bal. <2 n/a n/a P/F-4240 P/F-4240 Grade A MPIF 35 ASTM B 848 0.3 - 0.6 0.3 - 0.7 - - - 0.1 - 0.4 bal. <2 n/a n/a P/F-4220 n/a 0.3 - 0.6 0.3 - 0.7 - - - 0.1 - 0.4 bal. <2 n/a n/a P/F-4260 n/a 0.40 - 0.50 0.55 - 0.65 < 0.1 < 0.03 < 0.03 0.25 - 0.35 bal. <2 n/a n/a P/F-4260 P/F-4260 Grade A 0.40 - 0.50 0.55 - 0.65 < 0.1 < 0.03 < 0.03 0.25 - 0.35 bal. <2 n/a n/a P/F-4260 P/F-4260 Grade A 0.40 - 0.50 0.55 - 0.65 < 0.1 < 0.03 < 0.03 0.25 - 0.35 bal. <2 n/a n/a P/F-4260 P/F-4260 Grade A - - - 0.1 - 0.4 bal. <2 n/a n/a P/F-4260 n/a 1.75 - 2.00 0.50 - 0.60 < 0.1 < 0.03 < 0.03 0.10 - 0.25 bal. <2 n/a n/a P/F-4620 P/F-4620 Grade A 1.75 - 2.00 0.50 - 0.60 < 0.1 < 0.03 < 0.03 0.10 - 0.25 bal. <2 n/a n/a P/F-4620 P/F-4620 Grade A 1.75 - 2.00 0.50 - 0.60 < 0.1 < 0.03 < 0.03 0.10 - 0.25 bal. <2 n/a n/a P/F-4620 P/F-4620 Grade A 1.75 - 2.00 0.50 - 0.60 < 0.1 < 0.03 < 0.03 0.10 - 0.25 bal. <2 n/a n/a P/F-4640 P/F-4640 Grade A 1.75 - 2.00 0.50 - 0.60 < 0.1 < 0.03 < 0.03 0.10 - 0.25 bal. <2 n/a n/a P/F-4640 P/F-4640 Grade A - - - 0.1 - 0.4 bal. <2 F 30 n/a P/F-4620 n/a 1.75 - 2.00 0.50 - 0.60 < 0.1 < 0.03 < 0.03 0.10 - 0.25 bal. <2 n/a n/a P/F-4660 P/F-4660 Grade A 1.75 - 2.00 0.50 - 0.60 < 0.1 < 0.03 < 0.03 0.10 - 0.25 bal. <2 n/a n/a P/F-4660 P/F-4660 Grade A 1.75 - 2.00 0.50 - 0.60 < 0.1 < 0.03 < 0.03 0.10 - 0.25 bal. <2 n/a n/a P/F-4660 P/F-4660 Grade A 1.75 - 2.00 0.50 - 0.60 < 0.1 < 0.03 < 0.03 0.10 - 0.25 bal. <2 n/a n/a P/F-4660 P/F-4660 Grade A 0.3 - 0.6 1.4 - 2.2 0.3 - 0.7 0.3 - 0.7 UTS: Ultimate Tensile Strength A, El: Fracture Elongation FEL: Fatigue Endurance Limit E: Youngs Modulus I YS: Yield Strength 11 Bearing Materials (DIN-/ISO-Standard Info) Standard References I GKN SM Material Code Density [g/cm3] Typical Properties (References) Typical composition1) Typical density [g/cm3] Porosity2) [%] K-Factor3) [N/mm2] Hardness HB Remark C [wt.-%] PMET B-ILD 5.6 - 6.0 Fe 5.8 26 170 30 Fe-base - PMET B-IMD 6.0 - 6.4 Fe 6.2 21 220 40 Fe-base - PMET B-T1LD 5.6 - 6.0 Fe2Cu 5.8 26 200 40 Fe-base - PMET B-T1MD 6.0 - 6.4 Fe2Cu 6.2 21 250 50 Fe-base - PMET B-FLD4) 5.6 - 6.0 Fe36Cu4Sn1C 5.8 27 90 40 Fe-base 0.8 - 1.2 PMET B-FMD4) 6.0 - 6.4 Fe36Cu4Sn1C 6.2 22 120 50 Fe-base 0.8 - 1.2 PMET B-M211LD4) 5.4 - 5.8 Fe1,5Cu3C 5.6 24 70 45 Fe-base 2.5 - 3.5 PMET B-M211MD4) 5.8 - 6.2 Fe1,5Cu3C 6.0 18 80 55 Fe-base 2.5 - 3.5 PMET B-M36MD4) 6.0 - 6.4 Fe3Cu1,5C 6.2 18 170 60 Fe-base 1.0 - 2.0 PMET B-M21MD4) 6.0 - 6.4 Fe2Cu0,4C 6.2 20 270 70 Fe-base 0.2 - 0.6 PMET B-MP208LD4) 5.6 - 6.0 Fe20Cu1,8C 5.8 25 120 40 Fe-base 1.2 - 2.4 PMET B-MP208MD4) 6.0 - 6.4 Fe20Cu1,8C 6.2 20 140 50 Fe-base 1.2 - 2.4 PMET B-QLD 6.4 - 6.8 Cu9Sn 6.6 25 140 30 Bronze - PMET B-QMD 6.8 - 7.2 Cu9Sn 7.0 20 180 35 Bronze - PMET B-H4LD4) 6.2 - 6.6 Cu9Sn1,5C 6.4 24 120 30 Bronze 1.0 - 2.0 PMET B-H4MD4) 6.6 - 7.0 Cu9Sn1,5C 6.8 19 160 35 Bronze 1.0 - 2.0 1) In addition to the elements mentioned, further alloying elements up to 2 % are admitted. The oil content is at least 90 % of the open porosity. 3) Values determined after sizing. 4) Carbon mainly in the form of free graphite. 2) 12 Chemical Compositions (Standard)1) Standard References II Cu [wt.-%] Sn [wt.-%] Fe [wt.-%] Others [wt.-%] DIN 30910 Sint- - - bal. <2 A 00 -F-00-K170 n/a - - bal. <2 B 00 -F-00-K220 n/a 1.5 - 2.5 - bal. <2 A 10 -F-00C2-K200 F-0000-K15 1.5 - 2.5 - bal. <2 B 10 -F-00C2-K250 F-0000-K23 32.0 - 40.0 3.5 - 4.5 bal. <2 n/a -F-03C36T-K90 n/a 32.0 - 40.0 3.5 - 4.5 bal. <2 n/a -F-03C36T-K120 n/a 1.0 - 2.0 - bal. <2 n/a -F-03G3-K70 FG-0303-K10 1.0 - 2.0 - bal. <2 n/a -F-03G3-K80 FG-0303-K12 2.5 - 3.5 - bal. <2 B 11 n/a n/a 1.5 - 2.5 - bal. <2 B 11 n/a n/a 18.0 - 22.0 - bal. <2 A 22 n/a n/a 18.0 - 22.0 - bal. <2 B 22 n/a n/a bal. 7.0 - 11.0 - <2 A 50 -C-T10K-140 CT-1000-K26 bal. 7.0 - 11.0 - <2 B 50 -C-T10K-180 CT-1000-K37 bal. 7.0 - 11.0 - <2 A 51 -C-T10GK-120 CTG-1001-K17 bal. 7.0 - 11.0 - <2 B 51 -C-T10GK-160 CTG-1001-K23 ISO 5755 MPIF 35 I See special GKN catalogue for bearing materials 13 Bearing Materials (US-Standard Info) Standard References I GKN SM Material Code Typical Composition1) Typical Wet Density [g/cm3] MIn. K-Factor [N/mm2] Minimum Oil Content [%] Remark PMET B-B0000 6.0 - 6.4 Cu10Sn 6.2 130 24 Low graphite bronze PMET B-B0000-A 6.4 - 6.8 Cu10Sn 6.6 180 19 Low graphite bronze PMET B-B0000-B 6.8 - 7.2 Cu10Sn 7.0 260 12 Low graphite bronze PMET B-B00012 6.0 - 6.4 Cu10Sn1C 6.2 120 22 Medium graphite bronze PMET B-B00012-A 6.4 - 6.8 Cu10Sn1C 6.6 160 17 Medium graphite bronze PMET B-B00012-A 6.8 - 7.2 Cu10Sn1C 7.0 210 17 Medium graphite bronze PMET B-B00025-A 5.8 - 6.2 Cu10Sn3C 6.0 70 11 High graphite bronze PMET B-B00025-B 6.2 - 6.6 Cu10Sn3C 6.4 100 5 High graphite bronze PMET B-DB10365-A 5.6 - 6.0 Fe36Cu4Sn1C 5.8 110 22 Diluted bronze PMET B-DB10365-B 6.0 - 6.4 Fe36Cu4Sn1C 6.2 150 17 Diluted bronze PMET B-DB005410-A 5.6 - 6.0 Cu38Fe6Sn1C 5.8 100 22 Diluted bronze PMET B-DB005410-B 6.0 - 6.4 Cu38Fe6Sn1C 6.2 150 17 Diluted bronze PMET B-1000-A 5.6 - 6.0 Fe 5.8 100 21 Iron PMET B-1000-B 6.0 - 6.4 Fe 6.2 160 17 Iron PMET B-1005-A 5.6 - 6.0 Fe0.5C 5.8 140 21 Iron-Carbon PMET B-1005-B 6.0 - 6.4 Fe0.5C 6.2 190 17 Iron-Carbon PMET B-1008-A 5.6 - 6.0 Fe0.8C 5.8 140 21 Iron-Carbon PMET B-1008-B 6.0 - 6.4 Fe0.8C 6.2 220 17 Iron-Carbon PMET B-1020-A 5.6 - 6.0 Fe2Cu 5.8 140 22 Iron-Copper PMET B-1020-A 6.0 - 6.4 Fe2Cu 6.2 230 17 Iron-Copper PMET B-10100-A 5.6 - 6.0 Fe10Cu 5.8 140 22 Iron-Copper PMET B-10100-B 6.0 - 6.4 Fe10Cu 6.2 210 19 Iron-Copper PMET B-1025-A 5.6 - 6.0 Fe2Cu0.5C 5.8 140 22 Iron-Copper-Carbon PMET B-1025-B 6.0 - 6.4 Fe2Cu0.5C 6.2 240 17 Iron-Copper-Carbon PMET B-1028-A 5.6 - 6.0 Fe2Cu0.8C 5.8 170 22 Iron-Copper-Carbon PMET B-1028-B 6.0 - 6.4 Fe2Cu0.8C 6.2 280 17 Iron-Copper-Carbon PMET B-1058-A 5.6 - 6.0 Fe5Cu0.8C 5.8 240 22 Iron-Copper-Carbon PMET B-1058-B 6.0 - 6.4 Fe5Cu0.8C 6.2 320 17 Iron-Copper-Carbon PMET B-10208-A 5.6 - 6.0 Fe20Cu0.8C 5.8 300 22 Iron-Copper-Carbon PMET B-10208-B 6.0 - 6.4 Fe20Cu0.8C 6.2 320 17 Iron-Copper-Carbon PMET B-10023G-A 5.6 - 6.0 Fe0.3C2.5Gr 5.8 170 18 Iron-Graphite PMET B-10023G-B 6.0 - 6.4 Fe0.3C2.5Gr 6.2 240 12 Iron-Graphite 1) 14 Wet Density [g/cm3] Typical Properties (References) In addition to the elements mentioned, further alloying elements up to 2 % are admitted. Chemical Compositions (Standard)1) Standard References II C [wt.-%] Cu [wt.-%] Sn [wt.-%] Fe [wt.-%] Graphite [wt.-%] Others [wt.-%] DIN 30910 Sint- 0.0 - 0.3 87.2 - 90.5 9.5 - 10.5 - - <2 - -C-T10K-110 CT-1000-K19 0.0 - 0.3 87.2 - 90.5 9.5 - 10.5 - - <2 A 50 -C-T10K-140 CT-1000-K26 0.0 - 0.3 87.2 - 90.5 9.5 - 10.5 - - <2 B 50 -C-T10K-180 CT-1000-K37 0.5 - 1.8 85.7 - 90.0 9.5 - 10.5 - - <2 - -C-T10GK-90 CTG-1001-K17 0.5 - 1.8 85.7 - 90.0 9.5 - 10.5 - - <2 A 51 -C-T10GK-120 CTG-1001-K23 0.5 - 1.8 85.7 - 90.0 9.5 - 10.5 - - <2 B 51 -C-T10GK-160 CTG-1001-K30 2.5 - 5.0 82.8 - 88.3 9.5 - 10.5 - - <2 n/a n/a CTG-1004-K10 2.5 - 5.0 82.8 - 88.3 9.5 - 10.5 - - <2 n/a n/a CTG-1004-K15 0.5 - 1.3 34.0 - 38.0 3.5 - 4.5 54.2 - 62.0 - <2 n/a -F-03C36T-K90 FCTG-3604-K16 0.5 - 1.3 34.0 - 38.0 3.5 - 4.5 54.2 - 62.0 - <2 n/a -F-03C36T-K120 FCTG-3604-K22 0.5 - 1.3 50.2 - 58.0 5.5 - 6.5 50.2 - 58.0 - <2 n/a -F-03C45T-K70 0.5 - 1.3 50.2 - 58.0 5.5 - 6.5 50.2 - 58.0 - <2 n/a -F-03C45T-K100 CFTG-3806-K22 0.0 - 0.3 0.0 - 1.5 - 96.2 - 100.0 - <2 A 00 -F-00-K170 F-0000-K15 0.0 - 0.3 0.0 - 1.5 - 96.2 - 100.0 - <2 B 00 -F-00-K220 F-0000-K23 0.3 - 0.6 0.0 - 1.5 - 95.9 - 99.7 - <2 A 01 n/a F-0005-K20 0.3 - 0.6 0.0 - 1.5 - 95.9 - 99.7 - <2 B 01 n/a F-0005-K28 0.6 - 0.9 0.0 - 1.5 - 95.6 - 99.4 - <2 A 01 n/a F-0008-K20 0.6 - 0.9 0.0 - 1.5 - 95.6 - 99.4 - <2 B 01 n/a F-0008-K32 0.0 - 0.3 1.5 - 3.9 - 93.8 - 98.5 - <2 A 10 F-00C2-K200 FC-0200-K20 0.0 - 0.3 1.5 - 3.9 - 93.8 - 98.5 - <2 B 10 F-00C2-K200 FC-0200-K34 0.0 - 0.3 9.0 - 11.0 - 86.7 - 91.0 - <2 n/a n/a FC-1000-K20 0.0 - 0.3 9.0 - 11.0 - 86.7 - 91.0 - <2 n/a n/a FC-1000-K30 0.3 - 0.6 1.5 - 3.9 - 93.5 - 98.2 - <2 n/a n/a FC-0205-K20 0.3 - 0.6 1.5 - 3.9 - 93.5 - 98.2 - <2 B 11 n/a FC-0205-K35 0.6 - 0.9 1.5 - 3.9 - 93.2 - 97.9 - <2 n/a n/a FC-0208-K25 0.6 - 0.9 1.5 - 3.9 - 93.2 - 97.9 - <2 B 11 n/a FC-0208-K45 0.6 - 0.9 4.0 - 6.0 - 91.1 - 95.4 - <2 n/a n/a FC-0508-K35 0.6 - 0.9 4.0 - 6.0 - 91.1 - 95.4 - <2 B 11 n/a FC-0508-K46 0.6 - 0.9 18.0 - 22.0 - 75.1 - 81.4 - <2 A 22 n/a FC-2008-K44 0.6 - 0.9 18.0 - 22.0 - 75.1 - 81.4 - <2 B 22 n/a FC-2008-K46 0.0 - 0.5 - - - 2.0 - 3.0 <2 n/a -F-03G3-K70 FG-0303-K10 0.0 - 0.5 - - - 2.0 - 3.0 <2 n/a -F-03G3-K80 FG-0303-K12 ISO-5755 MPIF I CFTG-3806-K14 15 Sintered Soft Magnetic Materials Typical Properties 1) Standard References I Typical Density [g/cm³] Coercivity Hc [A/m] Bmax @ 1200 A/m [T] Permeability Hardness Hardness UTS [MPa] YS0,2 [MPa] A El [%] E [GPa] PM4EM 1000D 7.0 145 1.05 2,300 50 HRF 50 HB 195 115 12 140 Fe PM4EM 1000E 7.25 145 1.20 2,900 55 HRF 55 HB 255 155 17 155 Fe PM4EM 10P40D 7.15 120 1.25 3,200 55 HRB 95 HB 380 270 12 155 Fe0.45P PM4EM 10P40E 7.4 120 1.35 3,600 65 HRB 115 HB 415 280 15 170 Fe0.45P PM4EM 10S30D 7.2 80 1.30 5,000 75 HRB 135 HB 380 275 15 155 Fe3Si PM4EM 50NiE 7.5 25 1.20 10,000 40 HRB 80 HB 275 170 15 110 Fe50Ni PM4EM SS410C 6.7 390 1.15 340 85 HRB 165 HB 280 150 10 125 Fe12Cr PM4EM SS410D 7.0 330 1.23 410 95 HRB 210 HB 320 190 14 140 Fe12Cr PM4EM SS430C 6.7 320 1.06 320 70 HRB 120 HB 300 170 12 125 Fe16Cr PM4EM SS430D 7.0 280 1.17 370 90 HRB 185 HB 340 200 16 140 Fe16Cr GKN SM Material Code Composition 1) Properties can be influenced and optimized by the proper selection of processing conditions. Consult an GKN Sinter Metals expert on the specifics of the application for the best solution. 2) C <0.1 wt-%; Co < 0.1 wt-% Soft Magnetic Composites (SMC) Typical Properties* GKN SM Material Code B @ 10 kA/m [T] Permeability Coercivity Hc [A/m] P @ 50Hz [W/kg] P @ 400Hz [W/kg] P @ 1000Hz [W/kg] PM4EM 10 1.56 502 249 6 59 168 PM4EM 10-HS 1.55 550 272 6 69 229 PM4EM 11 1.56 472 249 6 59 164 PM4EM 11-HS 1.59 557 260 6 59 176 PM4EM 15 1.4 259 256 7 61 174 PM4EM 15-HS 1.36 376 406 7 70 205 PM4EM 35 1.3 337 327 6 56 152 PM4EM 35-HS 1.26 332 392 8 72 201 * Tested with standard rings 16 Iron losses at 1T Chemical Composition2) Standard References II DIN 30910 Sint- Applications Fe [wt-%] P [wt-%] Ni [wt-%] Si [wt-%] Cr [wt-%] Other [wt-%] DIN EN 10331 bal. - - - - < 0.5 S-Fe-165 D 00 FF-0000-20W bal. - - - - < 0.5 S-Fe-150 E 00 FF-0000-20X bal. 0.45 - - - < 0.5 S-FeP-130 D 35 FY-4500-17X bal. 0.45 - - - < 0.5 S-FeP-110 E 35 FY-4500-17Y bal. - - 3 - < 0.5 S-FeSi-80 n/a FS-0300-12X bal. - 50 - - < 0.5 S-FeNi-20 n/a FN-5000-5Z bal. - - - 13 <1 n/a C 43 SS-410L bal. - - - 13 <1 n/a D 43 SS-410L bal. - - - 18 <1 n/a C 42 SS-430L bal. - - - 18 <1 n/a D 42 SS-430L UTS: Ultimate Tensile Strength E: Youngs Modulus Transverse Rupture Strength TRS [MPa] Density [g/cm³] 384 39 up to 7.4 617 121 up to 7.4 377 42 up to 7.5 426 136 up to 7.5 385 48 up to 7.3 501 100 up to 7.3 329 62 up to 7.3 498 149 up to 7.3 P @ 2000Hz [W/kg] MPIF applications at DC & low frequency current or permant magnetic systems I applications at DC & low frequency current or permant magnetic systems with high corrosion resistance YS: Yield Strength A, El: Elongation Applications BLDC electric motors; transverse and axial flux machines; transformers; high frequency softmagnetic application 17 MIM - Case Hardened Steels Sintered Chemical Compositions1) Heat Treated Material Density [g/cm³] Rm [MPa] Rp 0.2 [MPa] A [%] Hardn. [HV 10] IMET Ni 2 > 7,40 280 140 25 90 IMET Ni 8 > 7,40 350 200 15 IMET 8620 > 7,40 400 220 15 Rm [MPa] Rp 0.2 [MPa] A El [%] Hardn. [HV 10] C [%] Ni [%] Cr [%] Mo [%] Mn [%] by agreement < 0.1 1.902.20 - - - 90 by agreement < 0.1 7.508.50 - - - 90 by agreement 0.120.23 0.400.70 0.400.60 0.150.25 - MIM - Corrosion Resistant Steels Sintered Chemical Composition1) Heat Treated Material Rm [MPa] Rm [MPa] Rp 0.2 [MPa] A [%] Hardn. [HV 10] IMET 316 L > 7.60 450 160 40 105 n/a <0.03 IMET 430 > 7.40 350 200 20 190 n/a <0.08 IMET 17-4 PH > 7.50 800 700 3 250 <0.07 1000 Rp 0.2 [MPa] A Hardn. EL [HV 10] [%] Density [g/cm³] 950 2 350 C [%] Ni [%] Cr [%] Mo [%] Mn [%] Si [%] 10.00- 16.00- 2.0014.00 18.00 3.00 <2 <1 - 15.5017.50 - <1 <1 3.005.00 15.0017.50 - <1 <1 MIM - Heat Treatable Steels Sintered Material 1) 18 Chemical Composition1) Heat Treated Density [g/cm³] Rm [MPa] Rp 0.2 [MPa] A [%] Hardness [HV 10] Rm [MPa] Rp 0.2 [MPa] A EL [%] Hardness [HV 10] IMET Ni 2C > 7.40 450 250 5 170 1000 800 2 600 IMET Ni 8C > 7.40 700 350 3 320 1200 1000 2 IMET Cr Mo 4 > 7.40 600 350 4 110 1350 1150 IMET 8740 > 7.40 600 350 5 180 1600 IMET Cr 6 > 7.40 950 630 5 250 1500 1400 Percent by weight C [%] Ni [%] Cr [%] Mo [%] Mn [%] Si [%] 0.40- 1.900.70 2.20 - - - - 600 0.40- 7.500.70 8.50 - - - - 2 450 0.350.45 0.90- 0.151.20 0.30 - - 1100 1 450 0.45- 0.50- 0.40- 0.250.55 0.80 0.60 0.40 - 0.300.55 1250 1100 1 0.5 450 650 0.801.05 - - - - 1.351.65 - Other Designation Properties Si [%] Cu [%] Fe [%] Mat no: DIN - - bal. n/a MPIF MIM - carbonyl iron 2200 with 2% nickel MPIF MIM - carbonyl iron 2700 with 8% nickel - - bal. n/a - - bal. 1.6523 AISI/SAE/ MPIF AISI/SAE 8620 Applications Others 21 NiCrMo 2 high strength, fatigue strength, high surface hardness mechanical engineering for parts with the highest mechanical loading, high surface hardness gear segments, crown wheels, camshafts, tools, mechanical engineering I Other Designation Properties Cu [%] Nb [%] Fe [%] Mat no: DIN AISI/SAE Applications Others excellent corrosion resistance, austenitic, non-magnetic, moderate hardness, high ductility, excellent polished surface and shape reproduction apparatus engineering, chemical industry, watchmaking and jewellery, medical technology high strength and corrosion resistance, ferritic automotive industry - - bal. 1.4404 X 2 CrAISI 316 L NiMo 17 13 2 - - bal. 1.4016 AISI 430 X 6 Cr 17 1.4542 SAE J 467 (17-4PH) pump components, medical engineeX 5 CrNihigh corrosion resistance, martensitic, ferro- ring, automotive industry, mechanical CuNb 17 4 magnetic, precipitation hardening engineering, aircraft and shipbuilding industries 3.00- 0.155.00 0.45 bal. Other Designation Properties Fe [%] Mat no: DIN AISI/SAE Others bal. n/a n/a carbonyl iron with 2% nickel carbonyl iron with 8% nickel bal. n/a n/a bal. 1.7225 AISI/SAE 4140 42 CrMo 4 bal. 1.6546 AISI/SAE 8740 40NiCrMo2 2 bal. 1.3505 AISI/SAE 52100 100 Cr 6 excellent surface finish, high strength high strength and ductility, large heat treated diameter cold working tool steel, high wear resistance, high hardness Applications miscellaneous applications (e. g. mechanical engineering, firearm components) mechanical engineering, firearms, gearbox components wear resistant, highly loaded components in mechanical engineering and automotive industry mechanical engineering Rm: ultimate tensile strength RP0.2: yield strength A, El: elongation to fracture 19 MIM - Soft Magnetic Steels Sintered Heat Treated Material Density [g/cm³] Rm [MPa] Rp 0.2 [MPa] A [%] Hardness [HV 10] IMET Si 3 > 7.40 450 300 20 160 IMET FN 50 > 7.40 400 150 25 IMET F S > 7.40 220 100 40 Rm [MPa] Chemical Comp A El [%] Rp 0.2 [MPa] Hardn. [HV 10] C [%] Ni [%] Cr [%] Mo [%] Mn [%] n/a < 0.1 - - - - 110 n/a < 0.1 49.50-50.50 - - - 60 n/a < 0.1 - - - - MIM - Alloys for High Temperature Applications Sintered Heat Treated Material Density Rm Rp 0.2 A Hardn. Rm Rp 0.2 [g/cm³] [MPa] [MPa] [%] [HV 10] [MPa] [MPa] A Hardn. El [HV 10] [%] IMET GHS-4 *) >7.70 700 550 1 310 n/a IMET 310N **) >7.55 650 380 7 220 n/a IMET N 90 ***) > 7.8 1000 620 10 280 1100 650 Chemical Com C [%] 2.0-2.4 Ni [%] Cr [%] 38.0-42.0 11.0-13.0 5.0-7.0 0.20-0.50 19.0-22.0 24.0-26.0 10 300 ≤ 0.13 Mo [%] bal. 18.0-21.0 - Co [%] Al [%] - - - - 15.0-21.0 1.0-2.0 *) Heat and wear resistant alloy Heat resistant alloy ***) Superalloy **) MIM - Tool Steels Sintered Heat Treated Material IMET M2 1) 20 Percent by weight Chemical Density [g/cm³] Rm [MPa] Rp 0.2 [MPa] A [%] Hardn. [HV 10] Rm [MPa] Rp 0.2 [MPa] A El [%] Hardness [HV 10] C [%] Cr [%] W [%] > 7.70 1100 700 1 480 - - - 800 0.95-1.05 3.80-4.50 5.50-6.75 position1) Other Designation Properties Si [%] Cu [%] Fe [%] Mat no: DIN 2.50-3.00 - bal. 1.0884 MPIF MIM-Fe-3%Si carbonyl iron w. 3% silicium carbonyl iron w. 50% nickel AISI/SAE/MPIF - - bal. 1.3926 MPIF MIM-Fe-50%Ni - - bal. n/a n/a Applications Others for pole shoes and relay components (where fast magnetic reversal is required) relatively high permeability pole shoes, relay parts, rotors, stators, etc. carbonyl iron high polarisation I mposition1) Other Designation Properties Ti [%] Si [%] Mn [%] - 1.5-1.9 - 0.75-1.30 <1.5 3.0-4.0 ≤ 1.0 ≤ 1.0 V [%] Nb [%] Fe [%] Mat no: DIN AISI/SAE Others - bal. n/a n/a PI Ni 40 Cr 12 Mo 6 - 1.2-1.5 bal. - - ≤ 1.5 0.8-1.3 0.8-1.0 Composition1) 1.4848 ACI HK 30 G- X40 CrNiSi 25 20 2.4632 SAE J775 (HEV-6) NiCr 20 Co 18 Ti Applications high application temperature, wear resistant turbocharger application temperature up to 850 °C turbocharger nickel base alloy for highest temperature applications turbocharger Other Designation Properties Mo [%] V [%] Fe [%] Mat no: DIN AISI/SAE Others 4.50-5.50 1.75-2.20 bal. 1.3342 AISI M2 SC 6-5-2 wear resistant high-speed steel Rm: ultimate tensile strength Applications cutting knives, nozzles RP0.2: yield strength A, El: elongation to fracture 21 Economical and Ecological Aspects The PM production technique excels when compared with the cost of other different metal shaping processes. Three important criteria characterize the process: • • • • 100 % material utilization (no scrap loss) wide variety of designs possible with limited impact on production costs, and according to customer application needs wide range of adaptability of material properties to the function of the components environmental friendly In spite of the fact that metal powder is more expensive than conventional steel, this difference is offset by the advantage of nearly 100 % material utilization. This holds for the typical PM part of less than 1 kg in weight and also for heavier parts, whereas the initial weight of the conventional steel blank is much greater than that of the machined part. The large amount of design capability leads to parts that may combine several functions in one component, often replacing multiple piece assemblies made by blanking or machining. For example, inner and outer gears, through and blind holes of varied profiles, and countersunk or stepped openings may be produced in a single shaping operation. The efficiency depends on the operating speed of the press, the flow properties of the powder and the height of the components to be compacted. The sintering costs are influenced by the required material quality, sintering temperature and time, protective atmosphere, but are fairly independent from parts geometry. 22 The parameters of the manufacturing process are determined by the functional requirements of the component properties, related to the chemical composition, density and precision of the component. Cost comparison with competing technologies, such as stamping, cold extrusion, precision casting, precision forging and plastic moulding is strongly influenced by requirements of material, shape and production quantity. The higher the requirements on material properties, the closer the tolerances required, and larger the production quantity the greater the advantage is for using a sintered component. Even when machining is necessary due to close tolerances or to geometry, the overall economics of a sintered blank often turn out to be favourable. Although the PM shaping process is flexible as to quantities, initial investment in tooling requires larger production runs. A further significant advantage - the PM process saves natural resources through recycling, conserves raw materials and the manufacturing process yields low emissions. TM Index of Contents II Part I: Material Lists Sintered Steels Surface Densified Sintered Steels PM Aluminium Materials Stainless Steels Powder Forged Steels Bearing Materials (DIN-/ISO-Standard Info) Bearing Materials (US-Standard Info) Sintered Soft Magnetical Materials Soft Magnetic Composits (SMC) MIM - Case Hardened Steels MIM - Corrosion Resistant Steels MIM - Heat Treatable Steels MIM - Soft Magnetic Steels MIM - Alloys for High Temperatur Applications MIM - Tool Steels Part II: 4 6 6 8 10 12 14 16 16 18 18 18 20 20 20 Sintered Metal Processes Economical Aspects Index of Contents II Material Forming Processes Production Process Auxiliary Operations Compacting Tool Principle of PM-Tools Surface Quality on PM Parts Hardness Comparison Table Design Guidelines Technical Support Markets GKN - Innovation by Research and Development Quality - QS-Management Notes 22 23 24 26 27 28 29 30 32 34 36 38 40 42 43 23 Material Forming Processes General Remarks The sinter metal process covers a wide range of manufactured parts; from highly porous materials for filter applications, to full or near full dense components such as sinter forged engine and gear box parts. Conventional PM The majority of PM products are manufactured using the “Conventional” method pioneered in the 1930’s. Improvements in materials and processes has resulted in a new class of high performance, consistent, competitive and creative product. Aluminium PM New PM Aluminium materials developed by GKN are challenging paradigms about material performance offering a new option to engineers when weight reduction and performance improvement are priorities. Porous Metal Filters Filters and associated components based on GKN’s controlled porosity materials are depended on in a wide variety of demanding applications where traditional filters are unable to deliver the required performance. Powder Forging This process step creates a nearly full dense part with high dynamic loads by utilizing a closed die which creates high axial precision. 24 Soft Magnetic PM Growing demand for electric motors and electro-mechanical systems has highlighted a need for new design and material solutions. PM technology and new soft magnetic materials enable engineers to develop smaller products with improved performance. Surface Densified PM A new PM technology that enables high density performance where required, without the weight penalty of fully dense products. This is an ideal process for complex, highly stressed gears requiring high performance and light weight. II Metal Injection Moulding Delivering the three dimensional shape capability of plastic injection moulding combined with the performance of alloy steels, stainless steels and high temperature alloys, MIM is uniquely positioned to solve extreme product challenges. Sintered Bearings Sintered self-lubricating bearings are indispensible machine elements. When used in typical applications, they are much more cost effective than roller bearings and even require less space. In contrast to plastic bearings, sintered bearings exhibit a pore volume of 15 to 30 percent which serves as an oil reservoir for the entire lifetime. 25 Production Process 1. Blending / Mixing Raw material in powder form is mixed according to the specified composition. Prealloyed powders may be used as well as elemental powders. Lubricant Graphite Copper Powder Alloying Elements Iron Powder Powder Blends 2. Compaction Compaction of components is carried out in specially designed tools. By selecting the compaction pressure usually in the range of 400 - 800 MN/m2, the density can be varied within wide limits. 3. Sintering During sintering (heating under controlled conditions of time, temperature and protective atmosphere) the compacted parts obtain their mechanical strength. Sintering, which takes place below the melting temperature of the major constituent of the material, results in interparticle bonding without appreciably changing the shape of the component. During sintering diffusion and recrystallization occur. Lubricant burn-off Sintering Cooling 4. Sizing / Forging Sizing: Sintering may produce small dimensional changes in the compacts. Therefore, parts with very close tolerances, are sized in separate tools. The sized component has an excellent surface finish. Forging: To produce parts for extremely high duty applications a forging operation is carried out at high temperature instead of sizing at room temperature and with the advantage of no need for burr removal. 5. Finished Part In most of the cases the production process ends latest after sizing / forging, leaving behind the finished part. However, if the customer requires closer tolerances or more complex shapes, GKN is able to fulfill these with auxiliary operations. 26 Sizing Forging Production Process - Optional Auxiliary Operations Joining Machining Heat treatment Surface treatment Optional Auxiliary Operations - Examples II Turned inner cone Surface densification by rolling process Induction hardened teeth Turned outer diameter Ground surface Organic coated surface 27 The Compacting Tool Part complexity requires sophisticated compacting tool design, the use of core rods for holes, split punches and adjustable powder fills for multilevel parts. For achieving uniform density in the part, the respective motions of die and lower punches are calculated and programmed in the press operating cycle. Upper punch Even undercuts can be produced with a special technology being invented by GKN Sinter Metals. Die In most cases, tooling is made from high speed steel or carbide, and the life time may range from 10,000 to millions of parts, depending on complexity, materials and tolerances. Die plate Lower punch Core rod Base plate Joining plate For the production of the PM components, the metal powder must be compressed so that the individual particles will cold-weld at their contact points to make a part of sufficient ‘green’ strength to be handled and of a density great enough to meet specified properties. The design and quality of the compacting tool must be such that the part will be, after sintering, of the desired strength and dimensions. In the most simple case – for a tablet shape – the tool consists of a die, and an upper and lower punch. Individually controlled press movement of these tool components controls the powder fill, compression stroke, and part ejection. 28 Principle of PM-Tools - Dimensional Accuracy The process of axial compaction offers a wide variety of shaping possibilities and leads to excellent reproducibility of the dimensions. The shaping of a sintered component is essentially defined by the tool design and its manufacture. The appropriate lay-out of the component’s geometry and selection of the suitable material according to the PM process has a strong influence on tool life and -consequentlyon the price of the part. It is therefore worthwhile to consider some of the guidelines of design related to the PM process. The specific forming parts of a tool are a die, core rod, upper and lower punch. The most important options in the design of a compacting tool are demonstrated in figure 1. The die creates the outer shape of the component. It may have any geometry. Steps or slopes are possible in the axial direction. Bores and apertures in the direction of compacting are shaped by core rods, which also may be contoured. The face contours of the parts are shaped by punches. Sharp chamfers or sharp junctions to the area of the outer surface have to be avoided. Steps of max. 15 % of the final component height can be produced without split punches. Figure 1 Tool for a component with 1 cross section Tool for a component with multi cross section Tool with stepped die Tool with double top punch for a component with multiple cross section Tool with stepped conical die Tool with split die Figure 2 To avoid tooling problems a minimum wall thickness of 2 mm should be maintained. The following aspects are important for the ejection of the part from the die: • • • Ejection draft angles on profile of the outer surface are not necessary Face contours should have draft angles of less than 7° Junctions and edges should have radii when formed in the die Possibilities to press threads, grooves and bores perpendicular to the compacting direction are very limited and most often need to be added as secondary machining. However due to a special GKN owned technology undercuts are very possible to a certain extent. The design guidelines are shown on page 34. Dimensional Accuracy GKN Sinter Metals endeavours during the development phase to find a custom tailored solution for production runs and offers components fulfilling exactly the requirements of dimensional accuracy and performance. The design and manufacturing of the tools directly influence the tolerances of the components. Tolerances of shape and position are mainly influenced by the tool assembly. They are governed by the clearances between punches and die or punches and core rods respectively. For parts with several split punches (multi level parts) the clearances add up to reduce the total accuracy. Tolerances in height are influenced by the stiffness of the compacting or sizing presses and are typically between 0.1 and 0.2 mm. Closer tolerances as described above (Figure 2) can be attained by additional machining operations. The small distortion caused by sintering process can be corrected by sizing (cold repressing) of the parts. Depending on density and material of a part an improvement of the dimensional quality can be achieved from e.g. ISO/IT 8-9 to ISO/IT 6-7. An additional advantage of the sizing step is the increase in density and improvement of the surface quality. Additional influences on the dimensional accuracy of a component are caused by subsequent surface or heat treatment operations. II Tolerance classes of unmachined, sized components 29 Surface Quality on PM Parts (ISO 23519) Today surface qualities on sintered parts are often still defined by Rt, Ra or Rz using values that seem to be based on experiences with machined surface qualities on non porous materials. Due to the special (porous) structure of PM components the surface measurement with current measuring devices according to DIN EN ISO 4287 und 4288 is misleading and does not reflect the high quality of sintered surfaces. Hence deep pores may create extremely high Rt values even though the surface is plateau like and thus contains extraordinary well gliding properties. 10 µm 500 µm a) St 50 fine turned (Pt ~ 30) By comparing profiles of surfaces from machined parts with porous PM components it becomes obvious that PM materials offer without doubt an improved surface smoothness although the Pt values from the compared St 50 vs. PM measurement plots are almost identical. 10 µm 500 µm Due to the special surface properties of sintered parts it is therefore recommended to define roughness in Rpk and Rk (see ISO 23519). The adjoining pictures and table 1 serve to illustrate this. c) Sint-C 00 as sintered (Pt ~ 30) Figures a - d) Surface profiles of materials according to table 1 Figure Rough Processing Condition Rt Ra a) St 50 fine turned 10.7 1.28 b) St 50 grinded 4.2 0.6 c) SINT-C 00 as sintered 28 1.9 d) SINT-C 00 sized 10.6 1.22 Table 1 Surface roughness measured on different processing conditions of steel and PM parts (examples) 30 10 µm 500 µm b) St 50 grinded (Pt ~ 6) 10 µm 500 µm II d) Sint-C 00 sized (Pt ~ 6) Contact Area in % at Cutting Depth c ness Values in μm Rz Rpk Rk 1 μm 2 μm 4 μm 8.2 4.5 5.4 <1 6 12 3.6 1.3 1.4 <1 71 100 18 1.4 1.4 <1 56 72 7.8 0.8 0.6 96 98 100 31 Hardness Comparison Table 32 Tensile Strength Rm Vickers Hardness HV (F>98 N) Brinell Hardness HB 255 80 76,1 285 90 320 Rockwell Hardness HRC HRA HRB HRF 85,6 48,0 82,6 100 95,1 56,2 87,0 350 110 104,6 62,3 90,5 385 120 114,1 66,7 93,6 415 130 123,6 71,2 96,4 450 140 133,1 75,0 99,0 480 150 142,6 78,7 101,4 510 160 152,1 81,7 103,6 545 170 161,6 85,0 105,5 575 180 171,1 87,1 107,0 610 190 180,6 89,5 108,7 640 200 190,1 91,5 110,1 675 210 199,7 93,5 111,3 705 220 209,2 95,0 112,4 740 230 218,7 96,7 113,4 770 240 228,2 20,3 60,7 98,1 114,3 800 250 237,7 22,2 61,6 99,5 115,1 835 260 247,2 24,0 62,4 101 865 270 256,7 25,6 63,1 102 900 280 266,2 27,1 63,8 104 930 290 275,7 28,5 64,5 105 965 300 285,2 29,8 65,2 1030 320 304,2 32,2 66,4 1095 340 323,3 34,4 67,6 Tensile Strength Rm Vickers Hardness HV (F>98 N) Brinell Hardness HB HRC HRA 1155 360 342,3 36,6 68,7 1220 380 361,3 38,8 69,8 1290 400 380,3 40,8 70,8 1350 420 399,3 42,7 71,8 1420 440 418,3 44,5 72,8 1485 460 437,3 46,1 73,6 1555 480 456,4 47,7 74,5 1595 490 465,9 48,4 74,9 1665 510 484,9 49,8 75,7 1740 530 503,9 51,1 76,4 1810 550 522,9 52,3 77,0 1880 570 541,9 53,6 77,8 1955 590 560,9 54,7 78,4 2030 610 580,0 55,7 78,9 2105 630 599,0 56,8 79,5 2180 650 618,0 57,8 80,0 2251 670 637,0 58,8 80,6 2325 690 656,0 59,7 81,1 2399 720 684,5 61,0 81,8 2472 760 722,6 62,5 82,6 2546 800 760,6 64,0 83,4 2619 840 798,6 65,3 84,1 2693 880 836,7 66,4 84,7 2766 920 874,7 67,5 85,3 2840 940 893,7 68,0 85,6 Rockwell Hardness HRB HRF II 33 Design Guidelines I A ≥ 2 mm B ≥ 2 mm C ≤2xA D ca. 3 x ø 1 R 0.3 - 1.5 α max. 30° N 0.01/1 mm Gear pitch dia. up to max. Ø 2. Ø 2 up to pitch dia. or more, inner or outer chamfers see detail “Z”; Posi-tioning/identification Mark “M” on upper face embossed < 0.2 or optionally engraved. E Shape acc. to DIN 8196 F 3 x tooth depth G ≤ 0.15 D α ≥ r/0 H optionally counterprofil Undercuts, threads, cross bores not feasible by compaction (secondary operation). Position marks, chamfers or curvatures only in direction outer diameter, otherwise edges too sharp. A ≥ 1 mm C ≤ 0.2 D Apertures and edges require radii ≥ 0.3. Bores straight through, for blind holes diameter to depth ratio max. 1:2. Except worm gear, all other gear shapes feasible; helical gear only up to 30° max. Round apertures preferred. Wall thickness S = 2 mm min. Version A or B preferred to avoid tangential junction avoid Tangential junction 34 Burr 0.15 permissible (burr pockets) Replace sharp edges by plain diameter Design Guidelines II 1. Axial tool design: fixed fill volume considering the fill factor Limiting case for components with shoulder Shoulder thickness / length ratio Max. overhang: ratio b / h ≤ 5 depending on: • • • the powder’s edge strength component density shoulder geometry area with lower density area with lower density Width / height ratio Factor 5 only applies to a rotary symmetrical shoulder without profile. All influences that increase wall friction (e.g. gear teeth) reduce possible overhang. 2. General design guidelines (ref. DIN 30912) Apply radii H Avoid thin sections II W R X X 5:1 R ± 0.025 Tool partition R R ± 0.025 Tool partition R R R Avoid acute tangential tool transitions R R R R 35 Design Guidelines III 3. Design guidelines for PM-tools, wire erosion technique prefered PM optimised solution Original part drawing - all inner edges are rounded - tool edges meet at right angles - prevention of twisting by recesses in the contour optimized geometry Alternative Tool split section Tool structure Upper punch 36 Die and core rod Lower punch 1 Lower punch 2 Tool parts assembled Technical Support In-house Tooling 3D CAD/CAM Design Chain at GKN The key to manufacturing high-performance, low-cost PM parts is the tool design. To meet customer’s most challenging shape and dimensional requirements, GKN Sinter Metals offers comprehensive in-house tooling capabilities, including all major 3D-specific software. • • • • By customizing fixtures and die sets, GKN tailors tooling concepts to your specific applications. The result? Considerations of customer’s need to ensure exceptional tool wear and long-term tool life. • • Data Exchange with the customer for design via Electronic Data Interchange Additional technical conversation (meetings, calls…) Finite Element Analysis to fit loading conditions vs. design GKN design of the part in Unigraphics (master model and drawing) Customer final check and approval before design freeze of model and drawing Master model driven CAD parts for every following process step 3D Design of Tool Parts and Assembly • • • • • • • • Tool assembly supported by 3D Design of PM relevant process steps Bill of material CAD-based Table of design driving parameters Image of set of parameters Table of dimensional behaviour Assembly of active powder touching tool parts Master model driven die set CAD/CAM Transfer for Manufacturing and Inspection of the Tools • • • • PDM based administration of every component within the design area and tool department Transfer of CAD data to the tool shop for CAM based manufacturing of the tools CMM evaluation of PM parts and tool components for PPAP and development CNC powder press for compaction of the component II CAD/CAM Design of Auxiliary Operations • • Design of jigs and gauges Design of fully automated production including assembly steps if necessary Finite Element Analysis at GKN Sinter Metals • • • • Structural and mechanical FEA on parts and tool components Simulation of linear elasticity, plasticity, static and dynamic problems Process simulation as powder compaction Verification of results by experiments 37 Markets GKN Sinter Metals serves both automotive and industrial/consumer markets worldwide. As more and more companies discover the advantages of PM, our research and development team is hard at work leveraging years of product and process expertise to find all-new cost-effective applications for a host of industries. Engine Automatic Transmission Manual Transmission • • • • • • • • • • • • • • • • • • • • • • • • • • Aluminium cam caps Bed plate inserts Connecting rods Main bearing caps Oil pump components Pulse rings Stainless flanges Timing system components Backing king and applied clutch plates Center ter and structural supports Clutch ch hubs Drive e and driven sprockets Hydraulic raulic pump parts Planetary netary carrier housings Powder wder forged one-way clutch races Specialty cialty aluminium parts Tone e wheels (for rpm sensing) Clutch hubs Shift fingers and assemblies Shift levers, latches and support plates Blocker guide pieces Clutch rings Cones Hubs Planetary carriers Rings (inner and outer) Interior Applications Braking g Systems Seating Systems • • • • • • • • • • • • Door & hatch lock mechanisms Rain sensor mounts Rearview mirror bosses Sunroof parts Window mechanisms ABS sensor wheels Adjusters usters Pistons ons Valve ve spacers & plates Adjustment gears Adjustment racks & levers Belt latch & tensioner parts Steering Columns / Systems • • • • • • • Airbag components Ignition lock components Rotors, ratchets, levers, guides & yokes Pump components, gears & end plates Upper & lower tilt mechanisms Shift lock mechanisms Telescoping parts Miscellaneous Applications • • • • • • • • • • 38 A/C compressor parts Alternator parts Bearings Bushings EGR valves Motor & drive parts Starter motor components Traction control system parts Wiper drive components Electronic stabilization package parts Exhaust Systems • • Bosses Flanges GKN Sinter Metals is committed to helping customers across a variety of markets manufacture at peak efficiency and lower overall costs. And, with the widest range of products, manufacturing capabilities and technical support in the PM industry, GKN is the single-source supplier of choice to the lawn and garden/outdoor power equipment, home appliance and office equipment, office and home furniture, and recreational vehicle markets, among others. Its key product lines include structural components, bushings, bearings, gears, pumps, metal injection molded (MIM) and powder forged parts. Lawn and Garden Outdoor Power Equipment In this category GKN supplies components as self-lubricating bearings, clutch plates, beveled gears, pumps and others. Home and Office Appliances GKN Sinter Metals is a leading supplier of transmission parts of large appliances such as washing machines. Also bearings and small structural components for blenders, food processors, other small appliances, copiers, printing machines and other consumer electronics belong to the product range. Office and Home Furniture In the growing furniture market, GKN Sinter Metals manufactures a variety of gear assemblies for home and office seating systems. II Recreational Vehicles GKN applies PM technologies to manufacture clutch drive transmission systems for snowmobiles, four-wheelers, and all-terrain vehicles as well as pumps and more creative applications like binder clips for snowboards. PM components are also ideal for connecting rods, sensor rings and clutch hubs for motorcycles, scooters and boats. Electronic and Power Tools Small interacting parts, gears and bearings for drills, saws and other power electronic tools belong to the wide product range of GKN Sinter Metals. Refrigeration GKN Sinter Metals manufactures a variety of exacting parts like valve plates and compressor pistons for larger food refrigeration units and HVAC systems. 39 GKN - Innovation by Research and Development The idea of a center for research and development became reality with the construction of the GKN Technology Center in Radevormwald, Germany. The central R & D facility for research into all areas of powder metallurgy covers an area of 3,500 m2. From powder development to pilot production runs it is possible here to test and realize a great variety of options offered by powder metallurgy for the all-round service and support of our production plants and our customers. The GKN Technology Center is located in close vicinity to the most diverse production facilities applying powder metallurgy processes: Powder forging, conventional press-and-sinter technology, Metal Injection Molding (MIM) and other advanced powder metal technologies. 40 State-of-the-art equipment and facilities are available. In conjunction with the highly motivated staff of the GKN Technology Center they form the basis for the optimization of production-based process and product innovations. New advanced technologies start out from here on a profound basis of fundamental research and secure emerging new markets. II 41 GKN - Innovation by Research and Development A materials testing laboratory with full metallographic equipment like SEM and light microscopes allow specialists to investigate surfaces and microstructures and to determine mechanical characteristics as well as chemical analysis. Corrosion testing is continued using a climate and a salt spray test chamber. A great variety of test procedures are thus available for investigations ranging from materials development to failure analysis, either for our own purposes or for our customers. Resonance pulsers and modern cyclic bending machines are available for fatigue testing. A Gammatec Densitometer is used for determination of the density. Static and dynamic test methods are available for the determination of soft magnetic characteristics. Quality - QS Management Quality management begins at the product concept stage and extends through design, pre-production planning and the entire product life cycle. It involves ongoing education programs, quality reporting and attention to detail every step of the way. At GKN Sinter Metals quality is a multidisciplinary responsibility and highest priority for each employee. GKN Sinter Metals Certifications: ISO 9001 ISO/TS 16949 ISO 14001 OHSAS 18001 Ford Q1 42 Notes + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + II 43 GLOBAL SALES OFFICES GKN Locations 30 Production Facilities in 14 Countries on 5 Continents For specific details and contact information concerning our production facilities, go to GKNSinterMetals.com. AMERICAS USA 2200 N. Opdyke Road Auburn Hills, MI 48326-2431 infona@gknsintermetals.com Brazil Av. Emancipação, 4.500 CEP 13186-542 Hortolandia – SP, Brazil infobrazil@gknsintermetals.com ASIA China Suite 1105-1110, POS Plaza 1600 Century Avenue Pudong, Shanghai 200122, China infochina@gknsintermetals.com India 146 Mumbai - Pune Road Pimpri, Pune 411018 Maharashtra, India infoindia@gknsintermetals.com Japan Senri Life Science Center Bldg.10F 1-4-2 ShinSenri Higashi-machi Toyonaka-city, Osaka, 560-0082 Japan infojapan@gknsintermetals.com AFRICA South Africa P.O. Box 156, Sacks Circle Bellville 7530, South Africa infoafrica@gknsintermetals.com EUROPE United Kingdom Nottingham, United Kingdom P.O. Box 9211 Nottingham, NG10 9BD, England infoengland@gknsintermetals.com Germany Krebsöge 10 42 477 Radevormwald, Germany infogermany@gknsintermetals.com Italy Fabrikstraße 5 39 031 Bruneck (BZ), Italy infoitaly@gknsintermetals.com Sweden Mölndal, Sweden P.O. Box 186, SE-431 23 Mölndal, Sweden infosweden@gknsintermetals.com France 6 Lotissement les Cruzettes 38210 Tullins, France infofrance@gknsintermetals.com Spain Apartado 241 E - 15659 Brexo Lema (La Coruña), Spain infospain@gknsintermetals.com GKNSinterMetals.com © Copyright by GKN Sinter Rev. 3.1 © Copyright 2014, GKNMetals Sinter -Metals