Effects of Cooling Rate on the Hardenability of Chromium Containing...
advertisement

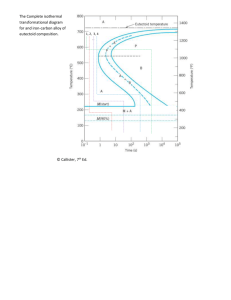
Effects of Cooling Rate on the Hardenability of Chromium Containing P/M Steels Bruce Lindsley Senior Materials Engineer Hoeganaes Corporation Cinnaminson, NJ 08077, USA ABSTRACT Two chromium containing grades, Cr-modified Ancorloy MDC and a developmental CrMnSiMo steel, have been investigated to develop an understanding of the phase transformation behavior of these steels during cooling. The cooling rates studied are in the range typically found in sintering furnaces. A quantitative study to assess the hardenability of these materials has been undertaken and the results of dilatometric, metallographic and hardness evaluations to determine the effects of cooling rate on the various Cr containing steels are presented. INTRODUCTION The use of chromium and manganese in wrought steels is a result of the relatively low cost of these elements and their effectiveness as alloying elements. Cr and Mn improve both the mechanical properties and hardenability of low alloy steels. It would be desirable to incorporate these elements in P/M steels, especially with the adoption of sinter hardening practices. Silicon containing steels (Ancorloy MD series) had been developed earlier that utilized the strengthening contribution of silicon, but required high temperature (1260 °C) sintering (1,2). Two newer alloys, Cr-modified MDC and a developmental CrMnSiMo grade, build on the advantages of the silicon containing steels. The Cr-modified MDC has reduced Ni content and added Cr, with an overall lower alloy content than MDC. The CrMnSiMo alloy is nickel free and utilizes the advantages of both Cr and Mn. The hardenability of both steels is examined within the range of cooling rates typically found in sintering furnaces. Ancorloy is a trademark of Hoeganaes Corporation EXPERIMENTAL PROCEDURE The continuous sinter cooling transformation (CSCT) method is similar to the traditional continuous cooling transformation (CCT) method for determining hardenability utilizing high temperature dilatometry. The method used in this study is described by Semel (3,4) with some minor modifications. A brief overview of the procedure follows. Two chromium containing alloys were tested in this study, Table I. The Cr-modified MDC is similar to MDC (4.4 wt% Ni, 0.7 wt% Si, 0.8 wt% Mo) in composition, with a lower nickel content and the addition of chromium. The second alloy contains Cr, Mn, Si and Mo, designated CrMnSiMo. Both alloys were prepared with 0.6 wt% added carbon. Samples, with a length and height of 11.6 mm and thicknesses of 3.8, 6.4 and 10 mm, were pressed to a green density of 7.1 g/cm3 and sintered in a ceramic belt furnace at 1260 °C (2300 °F) in a 90 vol% nitrogen – 10 vol% hydrogen atmosphere. The samples were then tempered at 650 °C to soften the alloys and allow a hole to be drilled for the thermocouple in the specimens. Individual samples were then placed in a high temperature dilatometer and heated to 1120 °C (2050 °F) and held for 10 minutes. Ideally, this austenitizing temperature would be the same as the sintering temperature. However, quartz tubing, used to contain the atmosphere and hold the sample in the dilatometer, is required for radiative cooling and cannot withstand the 1260 °C sintering temperature. The lower austenitizing temperature in the dilatometer is predicted to reduce the austenite grain size and thereby reduce the hardenability of the alloy. The samples were cooled to 865 °C and held for 5 minutes to stabilize the temperature prior to accelerated cooling. The samples were then cooled at different rates by changes in sample thickness, furnace position and gas flow rate. The gas used in the dilatometer was 90 vol% helium – 10 vol% hydrogen at a flow rate of 1.4 liters/min (3 cfh), except at the highest cooling rates, when flow rates of 37 liters/min (80 cfh) and 28 liters/min (60 cfh) were used during the cooling portion of the experiment. The cooling rate was defined as an average rate between 850 °C and 315 °C. The phase transformation temperature from austenite to the low temperature phase (martensite, bainite, and/or ferrite/cementite) was determined from a plot of temperature vs. dilation. An example of the temperature – dilation plot is shown in Figure 1. In this example, the sample was cooled at 31 °C/min and transformations were detected at 524 °C, 400 °C and 190 °C. Above 524 °C, the sample is austenitic. 120 Dilation (micron) 100 80 60 40 o 524 C 20 o o 190 C 0 400 C -20 0 100 200 300 400 500 600 700 800 900 Temperature (C) Figure 1. Change in sample length during cooling at 31 °C/min of Cr-modified Ancorloy MDC. A reduction in slope represents the precipitation of a lower density phase. The large change in slope at 190 °C is due to martensite formation. The transformation temperature(s) were correlated to the microstructure of the dilatometer specimens. The samples were cross-sectioned, mounted, polished and etched using standard metallographic techniques. The fraction of different microstructures (excluding porosity) in the samples was quantitatively determined using the point count method. The lower bainite morphology was defined as bainite. The remaining ferrite + carbide microstructures were defined as pearlite. Apparent hardness of the samples was measured in the center of the cross-sectioned face opposite that used for metallography. RESULTS Typical chemistries of the two alloys are shown in Table I. The carbon content of each sample was measured after dilatometry testing. The average sintered carbon content is given in the table. Carbon contents were within ±0.02 wt% of that listed. The carbon contents of the thinnest samples (3.8 mm) contained the lowest carbon contents in this range due to a small amount of decarburization. Table I. Typical chemistries of the alloys tested (wt%). Alloy Cr-modified MDC CrMnSiMo C 0.52 0.49 Mn 0.1 1 Si 0.6 1 Ni 3 - Cr 1 0.9 Mo 0.8 0.8 The development of the continuous sinter cooling transformation diagram is described by Semel (3). The diagram is based on a linear time scale and traces of four cooling profiles along with the average cooling rates are shown. The legend in each figure is as follows: A – austenite, M – martensite, B – bainite, P – pearlite. The solid black lines represent the transformation start temperatures for the various microstructures as measured in the dilatometer. The grey transformation start lines were not detected in the dilatometer and are interpretations based on the microstructures. Cr-Modified MDC Hardenability Figure 2 shows the CSCT diagram for Cr-modified MDC. Three transformations are evident in the diagram. Pearlite formed at temperatures just above 500 °C at the 31 °C/min and 58 °C/min cooling rates. Bainite and martensite were detected at 400 °C and 190 °C, respectively, at the slowest cooling rate. The microstructure of the sample cooled at 31 °C/min is shown in Figure 3. The nickel rich regions are apparent at low magnification. At higher magnification, the martensite (M - light etching), lower bainite (B - plate, brown), coarse pearlite (P) and unresolved pearlite (UP) are apparent. The pearlite and bainite start temperatures decreased as cooling rate increased, however, the martensite start temperature was found to increase with cooling rate. This result is consistent with earlier findings (4). As no pearlite was found at cooling rates ≥ 88 °C/min, a line (grey) was drawn from the measured pearlite temperature at 58 °C/min to the bainite start line. The intersection of the grey line with the bainite start line is at a time greater than the intersection of the 88 °C/min cooling profile with the bainite start transformation. The bainite transformation was not measured in the dilatometer at the 167 °C/min and 177 °C/min cooling rates, although a small amount of bainite was found metallographically. The bainite start line was extended (grey portion) to the 177 °C/min profile to indicate the presences of bainite. This alloy was found to have high hardenability, as evident by the microstructural results. More than half of the structure was martensitic at all cooling rates. At cooling rates ≥ 88 °C/min, the martensite/bainite mictrostructure produced as-sintered hardnesses of 72 HRA (43 HRC) and higher. These results are similar to Ancorloy MDC at a sintered carbon content of 0.6 wt% (4). The total alloy content of the Cr-modified MDC is lower than MDC, showing the improvement in hardenability with the presence of chromium. 3 Temperature (C) Cr-Modified MDC - 0.52wt% Sintered Carbon at 7.1g/cm Continuous Sinter Cooling Transformation Diagram 900 800 700 600 500 400 300 200 100 0 Microstructure and Apparent Hardness Cooling Rate o A Ps Bs A+P C/min 177 167 128 115 88 58 31 o F/sec 5.3 5.0 3.8 3.5 2.6 1.7 0.9 M B P Hardness % 93 92 85 83 82 66 51 % 7 8 15 17 18 25 30 % 0 0 0 0 0 9 19 HRA 74 74 74 72 72 69 68 A+B+P A+B Ms M+B o 177 C/min 0 5 10 M+B+P o o 128 C/min 15 o 31 C/min 88 C/min 20 25 Time (min) 30 35 40 45 Figure 2. CSCT Diagram for Cr-modified MDC + 0.5 wt% carbon Figure 3. Cr-modified MDC cooled at 31 °C/min. Nickel rich regions (Ni), martensite (M), bainite (B), pearlite (P) and unresolved pearlite / upper bainite (UP) morphologies are labeled. CrMnSiMo Hardenability Figure 4 shows the CSCT diagram for the CrMnSiMo alloy. This alloy also has high hardenability. A large volume fraction of martensite along with high hardnesses were found at the faster cooling rates. The bainite transformation temperatures are similar to the Cr-modified MDC. The martensite start temperature is higher at the fast cooling rates as compared to Cr-modified MDC, but 3 Temperature (C) CrMnSiMo Alloy - 0.49wt% Sintered Carbon at 7.1g/cm Continuous Cooling Transformation Diagram 900 800 700 600 500 400 300 200 100 0 Microstructure and Apparent Hardness Cooling Rate o A Ps Bs A+P A+B M F/sec 5.6 4.7 3.8 3.5 2.5 1.7 1.0 M B P Hardness % 97 99 87 84 63 26 4 % 3 1 13 16 35 54 51 % 0 0 0 0 2 21 45 HRA 73 74 74 73 72 69 64 M+B o 186 C/min 5 o A+B+P Ms 0 C/min 186 158 128 115 84 55 33 10 M+B+P o o 128 C/min 15 o 33 C/min 84 C/min 20 25 Time (min) 30 35 40 45 Figure 4. CSCT Diagram for CrMnSiMo alloy + 0.5 wt% carbon then drops to a lower temperature at slower cooling rates. The morphology that is defined as pearlite has a start temperature below 500 °C and represents close to 50% of the microstructure at the slowest cooling rate. At the higher cooling rates, the alloys behave similarly. Both are primarily martensitic with small amounts of bainite. The hardness of the alloys is also similar. It is only at the slowest cooling rate that a difference in hardness is apparent. This corresponds to a significant difference in the amount of martensite present. In the CrMnSiMo alloy, only 4% martensite was found at a cooling rate of 33 °C/min. This may be due to the lack of admixed nickel in this alloy system. Nickel rich regions tend to form martensite at slow cooling rates, as was seen in the Cr-modified MDC alloy. The high pearlite content at the slowest cooling rate may be misleading. A large portion of the microstructure identified as pearlite may in fact be upper bainite. The structure was extremely fine and could not be resolved by light microscopy, Figure 5. Some of the structure appears to have a preferred crystallographic orientation (packet boundaries), suggesting the structure may be bainitic. In addition, transformation temperatures below 500 °C have historically indicated bainite formation in other alloy systems. The structure was conservatively termed pearlite in this study. Some researchers do not distinguish between pearlite and bainite, rather use a ferrite and carbide designation. While simpler, some information is lost about the resulting microstructure, and that convention is not used here. It is interesting to note that high hardness can be achieved in the CrMnSiMo alloy at lower martensite contents as compared to the Cr-modified MDC alloy. At a nominal cooling rate of 55 °C/min, both alloys have an apparent hardness of 69 HRA. The Cr-modified MDC alloy has 66% martensite while the CrMnSiMo alloy contains only 26% martensite. The large amount of lower bainite that forms in the CrMnSiMo alloy provides considerable strength and hardness. In addition, the unresolved ferrite + carbide morphology will be considerably stronger than the coarser pearlite found in the Cr-modified MDC alloy. Figure 5. Microstructures of the CrMnSiMo alloy cooled at 33 °C/min. Martensite (M), lower bainite (B), pearlite (P) and unresolved pearlite / upper bainite (UP) are present. Cooling Rate The cooling rate in this study was defined as the average cooling rate between 850 °C (1560 °F) and 315 °C (600 °F). The large range between the upper and lower temperatures may make it difficult to determine the critical cooling rate at the time of the transformations. A preference by some researchers for defining the start of the average cooling rate at 650 °C (1200 °F) exists in the literature. The following table shows the change in average cooling rate with the different start temperatures. One can see that using the 650 °C start temperature decreases the reported cooling rate. For example, to achieve a hardness of 72 HRA in the CrMnSiMo alloy, the cooling rate needed between 650 °C and 315 °C is only 65 °C/min, not the 84 °C/min reported in the CSCT diagram. Utilizing the range between 850 °C and 315 °C provides a conservative estimate in the CSCT diagram of what one can expect to find when cooling these alloys. Table II. Dependence of average cooling rate on temperature range. Temperature Range 850 °C to 315 °C 650 °C to 315 °C 186 168 Average Cooling Rate (°C/min) 158 128 115 84 55 141 103 93 65 40 33 23 Comparison to samples cooled in a belt furnace Tensile bars were sintered in a high temperature belt furnace and cooled at two different rates. The faster rate was achieved by using an accelerated convective cooling technique in the sintering furnace. The cooling rates between 650 °C and 315 °C were measured at 94 °C/min and 41 °C/min, which match up well with the 4th and 6th cooling rates used in the CSCT diagram. The microstructure of the 94 °C/min sample can be found in another paper in this proceedings (5). A quantitative comparison of the microstructures produced in the dilatometer and the sintering furnace are displayed in Table III for the CrMnSiMo alloy. Reasonable agreement was found between the dilatometer and sintering furnace. Some differences in the microstructures are expected, as there are subtle differences between the tests. The shape of the cooling curve is different for the two methods and the carbon content was roughly 0.05 wt% lower in the dilatometer samples due to decarburization in the He-H2 atmosphere. In addition, the cooling rate in the sintering furnace was measured with a thermocouple embedded in a 12.7 mm high TRS bar, whereas the tensile bar was 6.3 mm high. The cooling rate in the thinner tensile bar was most likely higher than the values listed below. These results show that the CSCT diagram developed with the dilatometer is a conservative estimate of alloy hardenability. Table III. Quantitative metallography of the CrMnSiMo alloy dilatometer and sintering furnace samples. Average cooling rate between 650 °C and 315 °C. Sample Type Dilatometer Sinter Furnace Dilatometer Sinter Furnace Cooling Rate (°C/min) 93 94 40 41 % Martensite % Bainite % Pearlite 84 96 25 58 16 2 54 17 0 2 21 25 SUMMARY AND CONCLUSIONS The continuous cooling transformation characteristics of two chromium containing alloys were studied using the CSCT method in the cooling rate range of 186 °C/min to 33 °C/min. The CSCT diagrams provide the transformation data typically found in a CCT curve along with quantitative metallographic and apparent hardness results. The Cr-modified MDC alloy has excellent hardenability. At the slowest cooling rate tested, the material consisted of more than 50% martensite and had a hardness of 68 HRA (35 HRC). A maximum hardness of 74 HRA (47 HRC) was achieved at the higher cooling rates. Pearlite formation can be avoided at cooling rates possible in sintering furnaces, providing excellent as-sintered properties. The CrMnSiMo alloy also has excellent hardenability at all but the slowest cooling rates tested. The structure is predominately bainitic at slower cooling rates and martensitic at higher cooling rates. Hardnesses of 64 HRA (27 HRC) to 74 HRA (47 HRC) were found over the range of cooling rates tested. ACKNOWLEDGEMENTS The author wishes to thank Fred Semel, Paul Kremus and Gerry Golin for their assistance in obtaining and analyzing the data used in this manuscript. REFERENCES 1. James, W.B., Causton, R.J., Baran, M.C., and Narasimhan, K.S., “New High Performance P/M Alloy Substitutes for Malleable and Ductile Cast Irons,” Advances in Powder Metallurgy & Particulate Materials, compiled by H. Ferguson and D. Whychell, Metal Powder Industries Federation, Princeton, NJ, 2000, part 13, p.123. 2. Baran, M.C., Chawla, N., Murphy, T.F., and Narasimhan, K.S., “New High Performance P/M Alloys for Replacing Ductile Cast Irons,” Advances in Powder Metallurgy & Particulate Materials, compiled by H. Ferguson and D. Whychell, Metal Powder Industries Federation, Princeton, NJ, 2000, part 13, p.133. 3. Semel, F. J., “Cooling Rate Effects on the Metallurgical Response of a Recently Developed Sinter Hardening Grade”, Advances in Powder Metallurgy & Particulate Materials, Compliled by V. Arnhold, C-L. Chu, W. Jandeska and H. Sanderow, Metal Powder Industries Federation, Princeton, NJ, 2002, part 13, p. 102. 4. Semel, F. J., “Ancorloy Hardenability”, Advances in Powder Metallurgy & Particulate Materials, Metal Powder Industries Federation, Princeton, NJ, 2004. 5. Lindsley, B. A., “Development of a High Performance Nickel-Free Steel”, Advances in Powder Metallurgy & Particulate Materials, Metal Powder Industries Federation, Princeton, NJ, 2004.