Processing of Ferro-Phosphorus-Containing Mixes in Low Hydrogen Atmospheres
advertisement

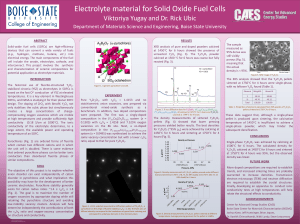
Processing of Ferro-Phosphorus-Containing Mixes in Low Hydrogen Atmospheres K.S. Narasimhan, D.J. Kasputis & G. Fillari Hoeganaes Corporation & J. C. Lynn DaimlerChrysler Corporation Presented at PM2TEC2002 World Congress on Powder Metallurgy & Particulate Materials June 16-21, 2002, Orlando, Florida Abstract Ferrophosphorus-containing premixes with iron are used extensively in magnetic applications. Recent trends toward reducing cost necessitate reduction of hydrogen content in the sintering atmosphere. This reduction of hydrogen leads to occasional brittle fracture in parts made from ferrophosphorus mixes. The objective of this investigation is to develop a robust powder that could be used in low hydrogen-containing sintering atmosphere. A design of experiments was developed to include residual elements and oxygen level in the ferrophosphorus powder. The results suggest controlling the oxygen in the ferrophosphorus is critical in achieving high impact energies while sintering in low hydrogen atmospheres. Addition of a minute amount of graphite can improve the impact strength of the otherwise low impact material. Background Phosphorus is an effective alloying element in iron enhancing the magnetic properties, increasing yield strength and improving the ductility of P/M steels. Phosphorus is added as ferrophosphorus, mostly as Fe3P, although Fe2P is also used. There are a number of articles that describe the benefit of using phosphorus1-5. Fe3P acts as a liquid phase sintering aid and the mechanism of sintering is referred to as transient liquid phase sintering. Phosphorus has the unique ability to be a solid solution hardener and accelerate the sintering process. Phosphorus-containing P/M parts exhibit high impact strength nearly 1.5 times that of sintered iron at the same density. The amount of phosphorus that is generally added to iron powder is about 0.45 w/o. Higher levels of phosphorus can lead to improved magnetic properties such as saturation induction. However, use of phosphorus is limited to 0.8 w/o. At higher levels of phosphorus, processing conditions have to be extremely well controlled to avoid phosphorus segregation to the grain boundaries, which can lead to brittle fracture. Pure iron powders such as Ancorsteel 1000B and Ancorsteel 1000C are ideally suited for magnetic applications as they can be pressed to high densities and can achieve high values of saturation induction (Bmax). Low coercive force (Hc) and high permeability (µmax) P/M parts made out of pure iron powders are used in flux return path for direct current motors, antilock braking system wheel sensors, solenoid plungers and bodies, exhaust gas recirculation (EGR), valve bodies, rotors for permanent magnet motors, etc (See Table 1). In most of these applications, shape capability of P/M allows for replacement of low carbon steels and lamination steels. Table I: Property Comparison of P/M with Low Carbon Steels AISI 1008 Ancorsteel 1000B @ 7.3 gm/cm³ Ancorsteel 45P @ 7.35 gm/cm³ 1900 2700 3500 Oe(kG) 14.4 15 15.1 Hc (Oe) 3 2.1 1.9 Yield Strength 42,000 21,000 42,000 (psi/MPa) (285) (145) (285) 56,000 32,800 59,400 (psi/MPa) (385) (225) (405) Elongation (%) 37 13.7 12 Property Max. Perm Induction @ 15 Induction Level (kG) Tensile Strength 20 18 16 Saturation Induction Induction @ 15 Oe Ancorsteel 45P 14 12 Induction @ 15 Oe Ancorsteel 1000B 10 8 6.8 6.9 7.0 7.1 Part Density (g/cm³) Figure 1: Induction of P/M Materials, Function of Density & Alloying 7.2 7.3 Maximum Permeability 4000 3500 1260 °C (2300°F) 2 3000 1120 °C (2050 °F) 2500 2000 1500 6.70 6.80 6.90 7.00 7.10 7.20 7.30 7.40 Sintered Density (g/cm³) Figure 2: Maximum DC Permeability as a Function of Sintering Temperature Maximum Permeability 4000 3500 Ancorsteel 45P 3000 2500 Ancorsteel 1000B 2000 1500 6.8 6.9 7.0 7.1 7.2 7.3 Part Density (g/cm³) Figure 3: Permeability as a Function of Part Density Density plays a critical role on the magnetic properties, especially on saturation induction and permeability. Figures 1 and 2 show the effect of density on the permeability and induction. Generally, parts are sintered at 1120 °C (2050 °F) although sintering at 1260 °C (2300 ° F) can further enhance the magnetic properties (Figure 3). The sintering atmosphere is generally dissociated ammonia (75v/o H2). This manuscript reviews a specific problem encountered in the processing of ferrophosphoruscontaining premixes for magnetic applications that require impact strength. Parts made from ferrophosphorus premixes occasionally develop low impact energies. This phenomenon is generally observed when the sintering atmosphere is low in hydrogen, e.g. 10 v/o H2, or 6v/o H2 compared to 75v/o H2 atmosphere which is generally used. In order to better understand the phenomenon, the test matrix outlined in this report was formulated. Test Procedure: Mechanical Testing Tensile tests were performed using dogbone samples tested according to ASTM Standard E8 and MPIF Standard 10, unnotched Charpy impact tests were conducted according to MPIF Standard 40. Tensile testing was performed on a 267,000 N (60,000 lbs.) Tinius-Olsen universal testing machine with a crosshead speed of 0.635 mm/min (0.025 in/min.). Elongation values were determined by utilizing an extensometer with a range of 0-20%. The extensometer was attached to the samples through failure. Table II: Test Matrix Test Residual Levels in Ferro-Phosphorus Powder Oxygen Content of Ferro-Phosphorus Powder LL Low Low LH Low High HL High Low HH High High Results and Discussion: A test matrix was set up to examine the effect of residual elements as well as oxygen content in the ferrophophorus powder. The criticality of residual element control in the ferrophosphorus on the impact energies has been reported6. During the transient liquid phase sintering, phosphorus goes into solution leaving behind the residual elements at the grain boundary. These residual elements are easily oxidizable elements such as Si, Mn, Cr, Ti. The test matrix was set up as shown in Table II. Various melts were made with low and high residuals. Oxygen levels were controlled during the grinding of ferrophosphorus. Ferrophosphorus powder has a mean particle size (dm) of 10µm with about 4% above 20 micron. Ferrophosphorus powders thus produced were mixed with iron powder (Ancorsteel 1000B), pressed to a density of 6.8 gm/cm³ and sintered at 1120 °C (2050 °F) for 15 minutes or 30 minutes at sintering temperature in a C.I. Hayes furnace and cooled in a water jacketed cold zone. Effect of Oxygen: To set a limit to oxygen content in the test matrix studies, an experiment was carried out to purposely oxidize phosphorus powders by exposing the powder to air at 1500 °F and cooling carefully to avoid powder fines from igniting. Impact bars were pressed with these ferrophosphorus powders admixed with iron to end up with 0.45w/o P in Fe (Ancorsteel 45P). Table III shows the oxygen content and the impact values measured on sintered bars. Table III: Impact Energies Variation with Oxygen Content in Fe3P (Sintered at 1120 °C [2050 °F] in 10 v/o H2) Oxygen in Fe3P Impact Energy (ft-lbf) 0.7 22.0 1.1 6.0 1.2 7.3 1.7 4.0 Table IV: Chemical Analysis on the Test Matrix Lots Bal Mn (w/o) Cr(w/o) Ti (w/o) Si (w/o) O (w/o) Total Oxidizable Impurities (w/o) Fe + Trace of Other Elements 0.17 0.15 0.2 0.04 0.67 0.57 LH2B " 0.31 0.27 0.1 0.07 1.18 0.75 HL3A " 0.22 0.61 0.14 0.23 0.36 1.2 HL3B " 0.31 0.42 0.19 0.016 0.53 0.94 HH4A " 0.18 0.36 0.29 0.12 1.26 0.95 Heat # LL1 LL = Low Residuals, Low Oxygen HL = High Residuals, Low Oxygen LH = Low Residuals, High Oxygen HH = High Residuals, High Oxygen Table V: Impact & Mechanical Properties of Test Matrix (2050 ° F, 10v/o H2 – 30 min. sinter) Heat # Impact ft-lbf 22 UTS 10³PSI 51 YS 10³PSI 37 11.9 Hardness HRB 57 LH2B 3.8 47 33 10.3 53 HL3A 17.5 48 35 9.9 56 HL3B 23 48 34 10.8 56 HH4A 4.3 48 34 10.7 54 LL1 El % Results of Test Matrix Table IV lists the chemical analysis on the various materials made. Table V lists the mechanical properties measured on these materials. It can be noted that lower oxygen powder exhibits higher impact energies than the higher oxygen-containing powder. Lot HH4A which gave low impact energies when sintered in 10v/o H2 atmosphere developed higher impact energies when sintered in 75v/o H2 atmosphere (Table VI). It appears that increased hydrogen content reduced the presence of grain boundary oxides, potential sites for crack initiation. The data suggest that sintering in hydrogen rich atmosphere is beneficial in ensuring maximum impact energies. The low oxygen in the ferrophosphorus powder, to a large extent, can allow sintering in hydrogen-lean atmosphere without compromising impact energies. Table VI: Impact Energy of Lots HL3B and HH4A Sintered in Various Hydrogen Levels in the Sintering Atmosphere (Sintered @ 2050 °F-30 minutes) Impact Energy (ft-lbf) v/o Hydrogen in Sintered Atmosphere v/o Nitrogen in Sintered Atmosphere HL3B HH4A 6 94 21 2.7 10 90 19 4.3 25 75 23 18 75 25 23 27 Effect of Graphite: Since hydrogen gas is expensive, it is desirable to use lower amounts in the sintering atmosphere. The effect of adding graphite during the processing of P/M parts was investigated. It is well known that carbon can adversely affect the magnetic properties and hence magnetic data was also collected. Graphite was added in the amount of 0.02, 0.05, 0.08 and 0.1w/o to the 0.45 w/o P premix and pressed into impact bars and dog bone tensile samples and sintered in 6 v/o H2, and 10 v/o H2 atmosphere. The results are summarized in Table VII. As can be seen even for the high oxygen in the ferrophosphorus, (1+ w/o) addition of 0.05 w/o graphite can dramatically improve the impact energies. Additionally, the mechanical properties and dimensional change of mixes containing graphite were measured and plotted in Figures 4, 5 and 6. In adding graphite, additional size changes were observed. It is advisable that graphite additions be kept to a low enough level that the sintered carbon levels are below 0.04%. Magnetic properties were measured on mixes with and without graphite. Ring specimens were sintered at 1120 °C (2050 °F) for 30 minutes and hysteresis loops were constructed. The coercive force of a mix without graphite addition was 1.95 Oe and with the graphite addition (sintered carbon 0.04 w/o) was 2.07 Oe, essentially an insignificant effect. Table VII: Effect of Graphite Addition on Impact Energies and Mechanical Properties of Ancorsteel 45P (FY4500) Mixes Graphite (Wt.w/o) Oxygen in Fe3P 0.42 0.82 1.2 Impact Energy (ft-lbf) UTS 3 YS 3 (10 PSI) (10 PSI) 6 v/o H2 10 v/o H2 El (%) UTS 3 YS 3 (10 PSI) (10 PSI) 6 v/o H2 El (%) 10 v/o H2 0 23 23 50 35 12.7 50 35 12.0 0.02 25 26 51 36 11.4 51 37 10.9 0.05 22 22 51 36 9.5 52 38 9.0 0.08 16 16 53 39 8.9 52 39 8.5 0 11 14 49 34 11.7 49 34 11.9 0.02 25 28 51 35 11.7 50 35 10.9 0.05 24 22 50 36 9.4 51 37 9.2 0.08 21 20 51 37 8.9 51 38 8.5 0 3 4 47 35 8.9 47 34 9.8 0.02 6 5 49 35 11.4 50 35 11.8 0.05 25 23 51 36 10.8 51 36 10.7 0.08 22 20 50 36 9.9 51 38 9.6 0.35 0.42 w/o - O2 in Fe3P - 10 v/o H2 / Bal N2 0.3 0.42 w/o - O2 in Fe3P - 6.0 v/o H2 / Bal N2 1.2 w/o - O2 in Fe3P - 10 v/o H2 / Bal N2 Dimensional Change % 0.25 1.2 w/o - O2 in Fe3P - 6.0 v/o H2 / Bal N2 0.2 0.15 0.1 0.05 0 -0.05 -0.1 -0.01 0.01 0.03 0.05 0.07 0.09 0.11 0.13 0.15 0.17 Graphite w/o Figure 4: Dimensional Change as a Function of Added Graphite, Sintering Atmospheres are shown in the Legend 30 25 Impact Energy (ft-lbf) 20 15 10 0.42 w/o - O2 in Fe3P - 10 v/o H2 / Bal N2 0.42 w/o - O2 in Fe3P - 6.0 v/o H2 / Bal N2 5 1.2 w/o - O2 in Fe3P - 10 v/o H2 / Bal N2 1.2 w/o - O2 in Fe3P - 6.0 v/o H2 / Bal N2 0 0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 Graphite w/o Figure 5: Impact Energy as a Function of Added Graphite, Sintering Atmospheres are shown in the Legend 30 25 Impact Energy (ft-lbf) 20 15 0.42 w/o - O2 in Fe3P - 10 v/o H2 / Bal N2 10 0.42 w/o - O2 in Fe3P - 6.0 v/o H2 / Bal N2 1.2 w/o - O2 in Fe3P - 10 v/o H2 / Bal N2 5 1.2 w/o - O2 in Fe3P - 6.0 v/o H2 / Bal N2 0 0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 Sintered Carbon Figure 6: Impact Energy as a Function of Sintered Carbon, Sintering Atmospheres are shown in the Legend Impact as a Function of Temperature: The impact energy of the ferrophosphorus mixes was measured with low oxygen-containing ferrophos at various temperatures. As evident in Table VIII, good impact energies are achieved even at low temperatures. Table VIII: Impact Energy as a Function of Temperature of Ancorsteel 45P (FY 4500) Mixes (Sintered at 2050 °F in 10 w/o H2 Atmosphere) Temp. (°F) Density (g/cm³) DC (%) Hardness HRB Impact (ft-lbf) Avg. of 3 samples RT 7.01 0.01 54 25 32 7.00 0.01 54 20 0 7.01 0.01 54 19 -40 7.01 0.00 54 17 Fractography and Dicussion: Fractographic examination was made on specimens with both low impact and high impact energies. Fractography of samples with graphite added to low impact compositions were examined as well. Figures 7, 8, 9 are the fractographs from the three graphs respectively. As can be seen, ductile fracture is associated with high impact energies. Transgranular cleavage is also seen in all three specimens. However, intergranular cracking appears to be evident in low impact energy specimens. Figure 7: Fractographs of Low Impact Energy Sample (Impact Energy – 4.3 ft-lbf) Fig. 8: Fractographs of Low Impact Energy Mix with 0.07 w/o Gr Addition, (Impact energy – 23.5 ft-lbf) Figure 9: Fractographs of Low Oxygen Fe3 P Mix, High Impact Values (Impact Energy 25 ft-lbf) Auger analysis was performed on all three types of fracture surfaces in the vacuum chamber. Atomic percent of elements detected are tabulated in Table VIII. Atomic percent of 5 for P in grain boundaries is equivalent to 4 w/o and this is much higher than the overall P level of 0.45 w/o by weight. The porosity surface has a lot lower level of iron (19.3w/o) when compared to that for grain boundary (58.9 a/o) or for overall (95+ a/o) Table VIII: In-Situ Chemical Composition of Grain Boundary and Porosity Surface Element Oxygen Carbon Iron Sulfur Phosphorus Atomic Percent Porosity Surface Grain Boundary 33.5 4.2 46.4 31.9 19.3 58.9 0.7 5 Auger elemental maps show that grain boundaries are rich in phosphorous and iron. The neighboring porosity surface was found to be rich in oxygen and free of any Fe/P segregation. The individual wide energy spectra for grain boundary and porosity surface are shown in Figures 10 and 11. Figure 13, from the low impact energy group, shows grain boundary cracking mixed with original porosity surface. Figure 10: The Wide Energy Spectrum for the Porosity Surface Figure 11: The Wide Energy Spectrum for the Grain Boundary Figure 12: Auger Analysis – Low Impact Energy Group – Showing Cracking Along Grain Boundaries which are Rich in P and Fe when Compared to the Adjacent Porosity Surface The segregation of phosphorus to grain boundaries, conceivably in the form of Fe3P, is believed to degrade the bond strength. This is consistent with the observed intergranular cracking due to the weakened grain boundaries. It is also known in the wrought steel industry that under certain conditions (e.g., slow cool through certain temperature range) P will segregate to the grain boundaries resulting in temper embrittlement. Multiple thin layers were sequentially sputtered away from the fracture surface to determine the thickness of the Fe-P rich region and the results are presented in Figures 13 and 14. The P-rich layer was estimated to be about 60 to 100 Ångstroms thick. Figure 13: Result of Sputtering on Grain Boundary Layer Chemistry Figure 14: Grain Boundary Chemistry upon Sputtering (Finer Scale) Conclusion A study of factors controlling the impact energy of mixes containing ferrophosphorus was undertaken to pinpoint occasional brittle failures observed when parts are sintered in low hydrogen atmospheres. While the control of easily oxidizable elements is essential, this study points to a need to maintain lower oxygen in the ferrophosphorus powder to maintain acceptable impact energies. A study was also conducted adding graphite in small amounts to offset potential oxygen pick-up during the processing of parts in the sintering furnace. The results suggest that up to 0.04w/o sintered carbon can be tolerated with no detrimental effects on the magnetic properties with only a small effect on dimensional change. Acknowledgement Many thanks to Dr. Harry Myer of Materials Analysis User Center in Oak Ridge National Laboratories (ORNL) for the Auger analysis work. The coordination between Dale Wetzel of DaimlerChrysler Materials Characterization Laboratories and ORNL is appreciated. References 1. 2. 3. 4. 5. 6. ANCORSTEEL® 45P, Product Bulletin 184, 1982 P. Lindskog, J. Tengzeliius and S.A. Kvist, “Phosphorus as an Alloying Element in Ferrous P/M”, Höganäs Bulletin PM 76-2. P. Engdahl, “Mechanical Properties and Microstructure of Phosphorus Alloyed Sintered Steels”, Modern Developments in Powder Metallurgy, Vol. 20, 1988, pp 655-665, Metal Powder Industries Federation, Princeton, NJ M. Hanada, Y.Takeda,“Development of Powder Metallurgy Sensor Ring for Use in Antilock Brake System”, Sumitomo Electric Technical Review No. 28, Jan. 1989, pp 234-240. F. J. H Hanejko, H. G. Rutz and C.G. Oliver, “Effects of Processing and Materials on the Soft Magnetic Performance of Powder Metallurgy Parts”, 1992 Powder Metallurgy World Congress, Metal Powder Industries Federation, Princeton, NJ J. Tengzelius, “Avoiding Brittleness in Iron-Phosphorus Alloys”, Metal Powder Report, Jan. 1993, pp 36-39.