Document 10702007
advertisement

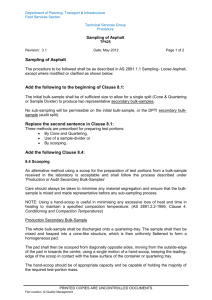
Processing of Hybrid Alloys to High Densities Ian Donaldson, GKN Sinter Metals, Worcester, Ma Sydney Luk, George Poszmik, K. S. Narasimhan, Hoeganaes Corporation, Cinnaminson, NJ Presented at PM2TEC2002 World Congress on Powder Metallurgy & Particular Material June 16-21, 2002 Orlando, Florida ABSTRACT Premixes containing prealloy molybdenum, such as Ancorsteel 85HP, nickel and graphite have † exceptional mechanical properties . This presentation will highlight the properties of these materials processed to densities of 7.25 to 7.45 g/cm3 by single press, single sinter techniques. The exceptional green strength of these materials in combination with density provides a unique opportunity to convert more automotive components to P/M. INTRODUCTION The PM industry has experienced success and growth by providing a cost effective method for achieving performance and quality objectives. This has been especially effective in the automotive sector, which has fueled much of the advancements. The inherent advantages of PM over other metal working technologies are reflected by the growth the industry has experienced over the last eight years1. At an average growth of almost 11% per year, the evolving competitive global environment is challenging this success, since this growth has been due to displacement of other metal forming processes. To sustain aggressive growth, new innovations and significant improvements in manufacturing and material systems are necessary. One area of focus is in methods that will allow for higher densities to be achieved in a single compaction step which will subsequently lead to an increase in mechanical and physical properties. One such technological breakthrough in compaction technology that was developed several years ago involves the warm compaction of powder metal to achieve higher densities than conventionally processed powder metals. The patented ANCORDENSE lubricant/binder system was utilized †† for achieving the warm compaction results . This method, coupled with high performance materials such as diffusion alloyed or highly compressible prealloyed powders, provided a means to reach densities in the range of 7.2 to 7.45 g/cm3 and the high level of mechanical properties required for new, demanding applications2, 3, 4. † †† Ancorsteel is a registered trademark of the Hoeganaes Corporation. ANCORDENSE is a registered trademark of the Hoeganaes Corporation. 1 Lubricant/Binder System Double press, double sinter (DPDS) offers another method for achieving densities in the same range as warm compaction. But a lubricant/binder system is desirable compared to DPDS approaches for achieving high density, due to the elimination of two process steps. This approach couples bonding with special lubricants for reaching high densities. The use of the ANCORDENSE lubricant/binder system poses processing issues since it involves heating both the powder and tooling to a temperature of about 300°F (150°C) due to the thermal requirements of the organic binder. This concern led to the investigation of alternative organic systems that could provide similar response but without the need to heat the powder. This paper presents the mechanical properties and characteristics of a newly developed proprietary lubricant/binder system, ANCORMAX DTM, which provides increased densification in a temperature range of 140 to 160°F (60 to 70°C) and does not require powder heating. EXPERIMENTAL PROCEDURES Materials The scope of the testing was carried out on test premixes made using Ancorsteel 85HP as the base iron. This highly compressible, molybdenum prealloy was admixed graphite and nickel. The base material was chosen because of the high mechanical properties that can be reached after sintering. The premixes were made using pilot size equipment to produce 500 lb. (225 kg) batches, which duplicates the production mixing response. Comparisons were made to a conventionally processed premix with 0.75w/o Acrawax added as the pressing lubricant. Table I provides the compositions used for the evaluations. TABLE I: Composition of the Powders Evaluated Material Base Material (Wt. %) Elemental Additions (Wt. %) Designation Std. Mo 0.85 Ni 2.0 Graphite 0.6 Lubricant 0.75 Warm 0.85 2.0 0.6 0.55 Powder Processing Comments Reference - Cold (Acrawax C) Warm (Total Organics) Specimen Processing Conventional compaction equipment with tooling modified to provide and maintain the temperature at +/- 5°F (+/- 2.8°C) was used for processing the test specimens and parts. Tooling, heating, and press components were allowed to reach steady state temperature prior to compaction. Traditional powders were processed at ambient temperature while the warm compaction evaluation tools were heated to the operating temperature. All samples were compacted with a die temperature of 135°F to 145°F (57°C to 63°C). Compaction of standard test samples was performed between 30 and 60 tsi (415 and 827 MPa). After compaction, test specimens were either sintered in a laboratory furnace at 2050°F (1120°C) 2 and 2300°F (1260°C) for 30 minutes in a N2 based atmosphere with 10 v/o H2, or for 30 minutes with a N2 based atmosphere with 75 v/o H2. Production part samples were compacted in a mechanical press at approximately 50 tsi (690 MPa) at standard production compaction rates used for conventional compaction after the initial weight capability was established. Testing The test specimens were processed and evaluated according to industry standard test procedures for green density, green transverse rupture strength (TRS) and sintered TRS and tensile properties5. Tensile properties were developed from flat, unmachined “dogbone” tensile bars according to ASTM E8 and MPIF Standard 10. TRS and tensile testing was performed at a crosshead speed of 0.1 in./min. (2.5 mm/min.). Impact testing was performed on un-notched Charpy bars per MPIF Standard 40. Rotating Beam Fatigue testing was performed per MPIF Standard 56. A Rockwell hardness tester was used for apparent hardness measurements in the Rockwell B scale. Ejection pressures were determined on test specimens measuring 1.25 in. (32mm) x 0.5 in. (13mm) x 0.5 in. (13mm). Production parts were measured for overall thickness using a 1 in. (25.4mm) micrometer. The weight was measured for each part using a load cell in-line with the press. Metallography Optical metallographic analysis was performed on tensile and TRS bars processed from each material and sintering temperature. Size and shape analysis was performed on unetched TRS bars sintered at 2050°F (1120°C) in a 90-10 N2-H2 atmosphere via image analysis. The shape analysis is a frequency distribution of the number of pores falling within a given shape class. Since there are a different number of pores in each sample, the data is normalized by calculating the frequency as a percentage of the total number of pores. For the pore size analysis, the pores were measured and grouped into 0.155 in2 (100 mm2) size classes. The areas of the individual pores within each size class were totaled and the accumulated value within the class was calculated as a percentage of the total pore size. The percentage value provides the area measurement for each size class with the curve being the cumulative plot of that data. RESULTS AND DISCUSSION Compaction (Green) The green properties, which are summarized in Table II, exhibited differences between the two materials. With the warm compaction process, a higher green density was achieved with the warm premix at the same compaction pressure as the standard premix. The difference, which was only 0.05 g/cm3 at 30 tsi (415 MPa), increased with increasing compaction pressure up to a difference greater than 0.1 g/cm3 at 60 tsi (825 MPa) as shown in Figure 1 below. The same relationship was also exhibited in the thicker ejection force samples. This indicates that the new lubricant/binder system is more effective for densification at higher compaction pressures. 3 TABLE II: Green Properties – Conventional and Warm Compacted Compaction Pressure tsi (MPa) 30 (415) 40 (550) 50 (690) 55 (760) 60 (825) Premix Std 30 40 50 55 60 Warm Green Density (g/cm3) 6.84 7.09 7.20 7.24 7.25 (415) (550) (690) (760) (825) 1868 2338 2508 2480 2239 (12.9) (16.1) (17.3) (17.1) (15.5) 3074 3234 3542 3521 4357 (21.2) (22.3) (24.2) (24.3) (30.0) Ejection Pressure Slide psi (MPa) 1676 (11.6) 1595 (11.0) 1964 (13.5) 1920 (13.2) 2040 (14.1) 1835 2550 2772 2721 2681 (12.7) (17.6) (19.1) (18.7) (18.5) 1835 2699 3367 3595 3738 (12.7) (18.6) (23.2) (24.8) (25.8) 1137 1112 1126 1131 1176 Green Strength psi (MPa) 6.89 7.17 7.31 7.34 7.36 Ejection Pressure Strip psi (MPa) (7.8) (7.7) (7.8) (7.8) (8.1) 7.4 Green Density (g/cm3) 7.3 7.2 Warm 7.1 Std 7.0 6.9 6.8 25 30 35 40 45 50 55 60 65 Compaction Pressure (tsi) Figure 1: Effect of Processing and Lubricant/Binder on Green Density In Figure 2, the effect of compaction pressure on green strength is shown. A maximum is exhibited at about 50 tsi (690 MPa) for both materials. The warm compacted premix shows an increase in green strength of about 10% to a maximum of 20% at 60 tsi (825 MPa). A decrease in green strength at elevated compaction pressures for both materials is attributed to the increased elastic recovery when the compaction pressure is removed and the part is ejected from the die causing some separation between particles. 4 2900 Green Strength (psi) 2700 2500 2300 Warm Std 2100 1900 1700 1500 25 30 35 40 45 50 55 60 65 Compaction Pressure (tsi) Figure 2: Effect of Processing and Lubricant/Binder on Green Strength The ejection characteristics, shown in Figures 3 and 4, were measured for both stripping pressure (the force to overcome static friction of the compact in the die) and sliding pressure. The warm compaction premix showed an improvement for both ejection forces, particularly the sliding pressure, which was more than 40% lower than the standard premix in the range of 50 to 60 tsi (690 to 825 MPa). 4500 Stripping Pressure (psi) 4000 3500 Warm 3000 Std 2500 2000 1500 25 30 35 40 45 50 55 60 65 Compaction Pressure (tsi) Figure 3: Effect of Processing and Lubricant/Binder on Stripping Ejection Pressure 5 2500 2300 Sliding Pressure (psi) 2100 1900 1700 Warm 1500 Std 1300 1100 900 700 500 25 30 35 40 45 50 55 60 65 Compaction Pressure (tsi) Figure 4: Effect of Processing and Lubricant/Binder on Sliding Ejection Pressure Sinter Tables III and IV summarize the results of the as-sintered mechanical properties for the samples sintered at 2050°F (1120°C) and 2300°F (1260°C) for both atmospheres. As shown in the tables, strength increases with increasing density. A linear regression of tensile strength as a function of density was performed on the data to determine if there was an effect on compaction method. Figures 5 and 6 show these results. Tensile Strength (psi x 1000) 130 120 110 2050 100 2300 90 80 70 6.80 6.90 7.00 7.10 7.20 7.30 7.40 7.50 3 Green Density (g/cm ) Figure 5: As-Sintered Tensile Strength as a Function of Green Density (90-10 N2-H2) 6 130 Tensile Strength (psi x 1000) 120 110 2050 100 2300 90 80 70 6.80 6.90 7.00 7.10 7.20 7.30 7.40 7.50 3 Green Density (g/cm ) Figure 6: As-Sintered Tensile Strength as a Function of Green Density (25-75 N2-H2) For the 90-10 N2-H2 sintering atmosphere, a strong linear relationship was determined with R2 values of 0.975 and 0.967 for the 2050°F (1120°C) and 2300°F (1260°C) samples, respectively. For the 25-75 N2-H2 atmosphere, this same strong relationship was revealed with R2 values of 0.969 and 0.991 for the 2050°F (1120°C) and 2300°F (1260°C) samples, respectively. Similar results with R2 values above 0.77 were found with the 0.2% off-set yield strength. The lower yield strength R2 values were expected since the tensile testing was preformed on dogbone specimen. These results indicate that the densification method does not affect the linearity of density to tensile strength typically found in P/M steels. Analysis was performed on the tensile data to determine if there was a statistical difference between the two sintering atmospheres for each of the compaction methods at either of the two sintering temperatures. Normality and equal variance tests passed for each data set for both ultimate tensile strength and 0.2% off-set yield strength. The t-test results showed that at a 95% confidence interval for differences of means, there was not a statistically significant difference between the sintering atmospheres at either sintering temperature. The density increase realized with the warm compaction method at the same compaction pressure resulted in an increase in strength over the standard compaction that was not influenced by atmosphere. Higher strengths were achieved with the higher sintering temperatures, but were still a function of green density. The benefits of the warm compaction method are evident. Either a higher strength can be achieved for the same compaction pressure or the same strength can be achieved at a lower compaction pressure. 7 TABLE III: Mechanical Properties for Samples Sintered in a 25-75 N2-H2 Atmosphere Compaction Pressure tsi (MPa) Green Density g/cm3 Sinter Density g/cm3 TRS psi x 103 (MPa) Apparent Hardness HRA Tensile Strength psi x 103 (MPa) 0.2% Yield Strength psi x 103 (MPa) Elong. % Warm – 2050°F (1120°C) 30 (415) 6.95 6.94 171 (1179) 50 83 (572) 63 (434) 1.5 40 (550) 7.21 7.20 218 (1503) 55 100 (690) 71 (490) 2.3 50 (690) 7.34 7.34 234(1613) 57 113 (779) 78 (538) 2.7 55 (760) 7.37 7.39 246(1696) 58 107 (738) 70 (483) 2.9 60 (825) 7.38 7.41 245 (1689) 58 110 (759) 85 (587) 2.8 Std. - 2050°F (1120°C) 30 (415) 6.89 6.86 158 (1089) 50 76 (524) 58 (399) 1.7 40 (550) 7.09 7.09 199 (1372) 53 92 (636) 66 (458) 2.0 50 (690) 7.20 7.20 216 (1489) 55 99 (679) 71 (487) 2.5 55 (760) 7.22 7.24 226 (1558) 55 100 (690) 72 (496) 2.2 60 (825) 7.25 7.27 224 (1544) 56 103 (708) 76 (521) 2.1 Warm – 2300°F (1260°C) 30 (415) 6.95 6.98 182 (1255) 51 87 (600) 60 (414) 1.8 40 (550) 7.21 7.24 227 (1565) 55 107 (738) 76 (524) 2.5 50 (690) 7.34 7.38 256 (1765) 55 117 (807) 83 (572) 3.1 55 (760) 7.37 7.42 254 (1751) 58 116 (800) 79 (545) 3.1 60 (825) 7.38 7.44 259 (1786) 58 120 (827) 79 (545) 3.6 Std. - 2300°F (1260°C) 30 (415) 6.89 6.91 167 (1151) 48 81 (558) 59 (407) 1.6 40 (550) 7.09 7.13 206 (1420) 52 99 (683) 70 (483) 2.2 50 (690) 7.20 7.23 227 (1565) 49 106 (731) 77 (531) 1.7 55 (760) 7.22 7.27 228 (1572) 55 109 (752) 74 (510) 2.7 60 (825) 7.25 7.31 232 (1600) 56 110 (758) 86 (593) 2.3 8 TABLE IV: Mechanical Properties for Samples Sintered in a 90-10 N2-H2 Atmosphere Compaction Pressure tsi (MPa) Green Density g/cm3 Sinter Density g/cm3 TRS psi x 103 (MPa) Apparent Hardness HRA Tensile Strength psi x 103 (MPa) 0.2% Yield Strength psi x 103 (MPa) Elong. % Warm – 2050°F (1120°C) 30 (415) 6.95 6.94 167 (1151) 51 81 (561) 60 (412) 1.3 40 (550) 7.21 7.19 213 (1469) 56 97 (668) 65 (447) 1.8 50 (690) 7.34 7.35 232 (1600) 57 111 (762) 72 (496) 2.5 55 (760) 7.37 7.39 241 (1662) 57 108 (742) 68 (471) 2.3 60 (825) 7.38 7.40 245 (1689) 57 108 (742) 71 (492) 2.3 Std. - 2050°F (1120°C) 30 (415) 6.89 6.87 159 (1096) 50 77 (531) 59 (406) 1.3 40 (550) 7.09 7.09 190 (1310) 54 93 (639) 66 (458) 1.9 50 (690) 7.20 7.21 211 (1455) 55 100 (690) 70 (484) 2.1 55 (760) 7.22 7.24 214 (1476) 56 101 (698) 71 (490) 1.8 60 (825) 7.25 7.28 222 (1531) 56 100 (690) 68 (472) 1.8 Warm – 2300°F (1260°C) 30 (415) 6.95 6.98 186 (1282) 52 89 (614) 65 (447) 1.5 40 (550) 7.21 7.24 227 (1565) 54 109 (752) 72 (496) 2.4 50 (690) 7.34 7.38 253 (1744) 57 117 (807) 74 (510) 3.1 55 (760) 7.37 7.41 256 (1765) 57 114 (786) 77 (531) 3.1 60 (825) 7.38 7.43 261 (1800) 57 116 (800) 74 (510) 3.2 Std. - 2300°F (1260°C) 30 (415) 6.89 6.92 166 (1144) 51 83 (572) 63 (434) 1.5 40 (550) 7.09 7.13 206 (1420) 53 99 (683) 70 (484) 2.1 50 (690) 7.20 7.23 218 (1503) 54 108 (745) 74 (510) 2.3 55 (760) 7.22 7.27 228 (1572) 55 110 (758) 77 (531) 2.6 60 (825) 7.25 7.30 236 (1627) 57 111 (765) 77 (531) 2.7 9 Impact testing was performed on a very limited number of samples. Both warm and standard samples compacted at 30, 40 and 50 tsi (415, 550 and 690 MPa) and sintered at 2050°F (1120°C) in 90-10 N2-H2 were analyzed. The densities of the samples were the same as listed in Table IV for the same compaction pressure. The impact energy was measured at 11, 16 and 18 ft-lbf (15, 22 and 24 J) for the warm compaction samples. The standard samples were 9, 12 and 15 (12, 16 and 20 J). The differences exhibited are due to the difference in density at each compaction pressure. Rotating Beam Fatigue (RBF) test results for the warm compacted samples at selected compaction pressures are summarized in Table V. These were typical of as-sintered results found previously with the same density and basic composition6. TABLE V: RBF for Warm Compacted Samples Sintered in a 25-75 N2-H2 Atmosphere Compaction Pressure tsi (MPa) 50 (550) 60 (825) 50 (550) 60 (825) Sintering Temperature °F (°C) 2050 (1120) 2050 (1120) 2300 (1260) 2300 (1260) 90% Survival Limit psi x 103 (MPa) 37.8 (260) 41.3 (285) 35.8 (247) 38.8 (268) 50% Survival Limit psi x 103 (MPa) 38.6 (266) 42.3 (291) 36.6 (252) 39.6 (273) Tensile Str. psi x 103 (MPa) 110 (758) 108 (745) 110 (758) 122 (841) Sinter Density g/cm3 7.34 7.41 7.38 7.44 Microstructure The microstructure of the samples revealed pearlite with nickel rich regions throughout with no evidence of decarburization. Some bainite and martensite were also present in nickel rich zones. No microstructural difference was found between the two compaction methods or sintering atmospheres. Pore rounding, grain coarsening and nickel diffusion were more pronounced at the higher sintering temperature (see Figure 7). The higher ductility exhibited by the higher sintering temperature is due to the pore refinement and increased interparticle bonding. Figures 8 and 9 provide a comparison of the pore size and pore shape distributions. The shape factor, 4πA/P2, where A is the area of the pore and P is the circumference of the pore in the measurement plane, provides a degree of irregularity. As the shape factor decreases from 1 (representing a circular pore), the degree of irregularity increases. No discernable difference was found between the compaction methods indicating that there was no influence from the binder/lubricant system on pore structures, supporting the microstructural observations made on the various sintered samples. 10 ____ 10 µm 2%Nital/4%Picral Figure 7: As-Sintered Microstructures at 2050°F (1120°C) at Top and 2300F (1260°C) on Bottom. Compacted at 60 tsi (825 MPa) and Sintered in a 25-75 N2-H2 Atmosphere 11 25 Warm Distribution - % of Total 20 15 Std 10 5 0 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 Shape Factor (4π πA/P²) Figure 8: Pore Shape Distribution in Samples Sintered at 2050F (1120C) in 90-10 N2-H2. 100 Warm 90 Cumulative % of Total 80 Std 70 60 50 40 30 20 10 0 0 200 400 600 800 1000 1200 1400 1600 1800 Size (µ m ²) Figure 9: Pore Size Distribution in Samples Sintered at 2050F (1120C) in 90-10 N2-H2. 12 2000 Production Part Processing Response Evaluation of the binder/lubricant material was made on a production tooling for a part consisting of a segmented, fine tooth gear form on 1/3 of the profile with two core rods forming thin wall internal diameters. The nominal press thickness was 0.666 in (16.92mm) with a nominal weight of 48.72 grams. The part was run at a production rate that was the same as the standard compaction rate. The target green density was 7.25 to 7.30 g/cm3. Once the part was brought into weight, size and density process specifications, the press was released for evaluation under a production process mode. The part weight was recorded 100% sequentially with a run chart generated after process stability was established (see Figure 10). Measurement of the part temperature via a surface contact thermocouple revealed that a steady state was reached shortly after running with the part temperature varying less than 5°F (2.8°C). Capability analysis was determined for both the weight and overall thickness. Both the weight (+/- 0.5%) and thickness (+/- 0.6%) exhibited a process capability (CP and Cpk) greater than 2.0 indicating that the warm compaction process was viable for production parts. Histograms were generated for weight and thickness (see Figures 11 and 12). 48.87 48.82 48.77 48.67 48.62 48.57 48.52 48.47 48.42 Number Figure 10: Warm Compaction Weight Run Chart for Production Part Processing 13 397 379 361 343 325 307 289 271 253 235 217 199 181 163 145 127 109 91 73 55 37 19 48.37 1 Weight - grams 48.72 LSL=48.38 USL=48.86 16 Mean=48.628 Median=48.620 n=50 14 12 Cp(sigma)=2.1591 Cpk(sigma)=2.0835 Number 10 Cp(Rd2)=2.4295 8 Cpk(Rd2)=2.3445 Stddev=0.0371 6 Max=48.7600 Min=48.5600 4 2 0 48.400 48.440 48.480 48.520 48.560 48.600 48.640 48.680 48.720 48.760 48.800 48.840 to to to to to to to to to to to to 48.420 48.460 48.500 48.540 48.580 48.620 48.660 48.700 48.740 48.780 48.820 48.860 Weight - grams Figure 11: Warm Compaction Weight Short Term Capability for Production Part Processing LSL=0.66200 Mean=0.66608 14 USL=0.67000 Median=0.66610 12 n=50 10 Number Cp(sigma)=2.086694 8 Cpk(sigma)=2.046004 6 Cpk(Rd2)=2.822614 Cp(Rd2)=2.878750 Stddev=0.000639 4 Max=0.667300 Min=0.664200 2 0 0.66239 0.66317 0.66395 0.66473 0.66551 0.66629 0.66707 0.66785 0.66863 0.66941 0.67019 to to to to to to to to to to to 0.66278 0.66356 0.66434 0.66512 0.66590 0.66668 0.66746 0.66824 0.66902 0.66980 0.67058 OA Thickness - inches Figure 12: Warm Compaction Thickness Short Term Capability for Production Part Processing 14 CONCLUSIONS 1. Warm compaction with the new lubricant/binder system provides a means of achieving a density increase between 0.05 g/cm3 at 30 tsi (415 MPa) to greater than 0.1 g/cm3 at 60 tsi (825 MPa) without the need to heat powder. 2. Green strength was improved up to 20% as a function of compaction pressure. 3. Ejection forces were reduced with the new lubricant/binder system. A 40% reduction in sliding pressure was exhibited in the 50 to 60 tsi (690 to 825 MPa) range. 4. Linear regression revealed a strong relationship between density and tensile strength for each sintering temperature with R2 values greater than 0.97 showing that the compaction method did not have an effect on tensile strength. 5. Statistical analysis (t-test) revealed that at a 95% confidence interval for differences of means that there were no statistically significant differences between the sintering atmospheres for each sintering temperature for the tensile properties 6. No differences in pore shape or size was found between the two compaction methods. 7. The new lubricant/binder system is viable for warm compaction of production parts to achieve high density in a single compaction step. 8. The benefits of the new lubricant/binder system are that a higher tensile strength at the same compaction pressure or the same tensile strength at a lower compaction pressure over standard compaction can be achieved. ACKNOWLEDGEMENTS The authors wish to thank Mr. M. Marucci and Mr. T. Murphy from Hoeganaes Corporation for their support of this work. Additionally, we want to thank Mr. P. Connors and Mr. E. Brackett, Jr. from GKN Sinter Metals – Worcester for their assistance in the production processing. REFERENCE 1. PM2 Industry Vision and Technology Roadmap, U.S Department of Energy, Office of Industrial Technologies, Sept. 2001, p.iii 2. Rutz, H.G., Hanejko, F.G., “High Density Processing of High Performance Ferrous Materials”, Advances in Powder Metallurgy & Particulate Materials, Vol. 5, 1994, Metal Powder Industries Federation, Princeton, NJ, pp.117-133 3. Rutz, H.G., Rawlings, A.J., Cimino, T.M., “Advanced Properties of High Density Ferrous Powder Metallurgy Materials”, Advances in Powder Metallurgy & Particulate Materials, Vol. 3, Part 10, 1995, Metal Powder Industries Federation, Princeton, NJ, pp.97-115 4. Donaldson, I.W., Hanejko, F.G., “An Investigation into the Effects of Processing Methods on the Mechanical Characteristics of High Performance Ferrous P/M Materials,” Advances in Powder Metallurgy & Particulate Materials, Vol. 2, Part 5, 1995, Metal Powder Industries Federation, Princeton, NJ, pp.51-67 5. “Standard Test Methods for Metal Powders and Powder Metallurgy Products”, Metal Powder Industries Federation, Princeton, NJ, 2000 6. Rutz, H.G., Murphy, T.F., Cimino, T.M., “The Effect of Microstructure on Fatigue Properties of High Density Ferrous Materials”, Advances in Powder Metallurgy & Particulate Materials, Vol. 4, Part 13, 1996, Metal Powder Industries Federation, Princeton, NJ, p.13-378. 15