ENHANCED PROCESSING OF SILICON-CONTAINING HIGH PERFORMANCE MATERIALS Suresh O. Shah,
advertisement

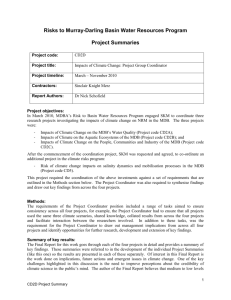
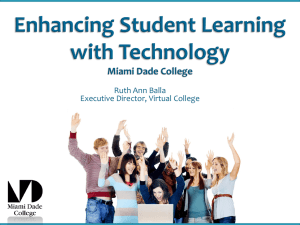
ENHANCED PROCESSING OF SILICON-CONTAINING HIGH PERFORMANCE MATERIALS Suresh O. Shah, HazenTec, Hazen, Arkansas Michael C. Baran, Sunil N. Patel, and Robert J. Causton Hoeganaes Corporation, Cinnaminson, NJ 2 Presented at PM TEC 2002 International Conference on Powder Metallurgy & Particulate Materials June 16 – 21, 2002 Orlando, Florida USA ABSTRACT In 2001, an extensive program was initiated to evaluate new silicon-containing materials designed to compete with various grades of ductile and malleable cast irons. These bindertreated, press-ready premixes were compared to a standard FLN4-4405 in a production environment on a complicated, high volume application. This year’s work investigates both double pressed / double sintered and heat-treated performance of the new silicon-containing materials. Mechanical properties and dimensional stability information are presented and compared to several standard material candidates containing no silicon. INTRODUCTION Last year, a comprehensive program was undertaken to address several key challenges [1]. These challenges, made largely by part manufacturers and OEMs to ferrous powder producers, involved the development of a family of materials that were capable of: (1) Economically achieving high performance targets, (2) Combining high strength with reasonable ductility and impact energy, and / or (3) Offering the opportunity to reduce manufacturing operations. For example, convert a double press / double sinter (DP/DS) operation to single press / single sinter (SP/SS) process. Stage 1 of the program involved the single press / single sinter (SP/SS) processing of both silicon-containing and silicon-free hybrid materials. Although the initial study was extremely encouraging, further work was required to accurately mirror current production processes. Hence, Stage 2 (this work) focused on double press / double sinter (DP/DS) processing as well as DP / DS processing with an additional heat treatment step. When the entirety of this effort was considered, a more complete understanding of material properties, processing, and part consistency was gained. Despite processing differences, each test stage revolved around a fairly complex, automotive application with an overall height of ~38 mm (~1.45 inches). 1 EXPERIMENTAL PROCEDURE Two press ready, binder-treated materials, Ancorloy MDB and Ancorloy MDC (hereafter referred to as MDB and MDC), were tested in a production environment in order to evaluate mechanical properties achieved through the processes listed In Figure 1. Two other materials, FLN4-4405 and FLN6-4405, served as property benchmarks for the new silicon-containing materials. Due to the differences in alloy contents, all materials were tested using the sinterhardening process, but MDB and FLN4-4405 materials were investigated in the heattreated condition as well. Test and production specimens were produced at HazenTec from production lots of 4,550 kg (10,000 lb). Sinterhardening Process Heat-Treat Process ALL MATERIALS MDB & FLN4-4405 Compact to 3 7.05 +/- 0.05 g/cm Compact to 3 7.05 +/- 0.05 g/cm Presinter @ 760 °C (1400 °F) Presinter @ 760 °C (1400 °F) Repress to 3 7.30 +/- 0.03 g/cm Repress to 3 7.30 +/- 0.03 g/cm High Temperature Sinter High Temperature Sinter Temper 1 hour @ 205 °C (400 °F) Heat Treat Temper 1 hour @ 205 °C (400 °F) FIGURE 1: Processes Employed to Prepare Specimens and Production Parts of MDB, MDC, FLN4-4405, and FLN6-4405 for the Demanding Automotive Application Considered in this Study. Each Material is Tagged with Either “-SH” or “-HT” to Denote Process Employed. All test pieces were sintered at HazenTec in a production loaded, high temperature, pusher furnace. The specifics on the sintering / tempering cycle are as follows: Presinter Temperature: Sintering Temperature: Time in Hot Zone: 760 °C (1400 °F) in 80 v/o N2, 20 v/o H2 1205 – 1315 °C (2200 – 2400 °F) in 80 v/o N2, 20 v/o H2 45 minutes 2 Cooling: Tempering: Standard Water-Jacketed Section 205 °C (400 °F) for 1 hour in Air Apparent hardness measurements were performed on the surface of the specimens using a Rockwell hardness tester. All measurements were conducted on the Rockwell C scale (HRC). Transverse rupture strength was measured according to ASTM B 528. Impact energies were determined according to ASTM E 23. tensile testing was completed at Westmoreland Mechanical Testing and Research, Inc. using machined round tensile bars. Despite differences between the two processing routes, all specimens were tested in the as-tempered condition. Dimensional change was determined per ASTM B610 by measuring the major outer diameter and axial height of the production part. RESULTS AND DISCUSSIONS Powder Properties and Chemistries The powder properties of interest were apparent density, flow, and nominal chemical composition. These properties are presented in Table I. As can be seen, the flows and apparent densities of MDB and MDC do not represent a significant departure from similar “high performance” materials. Table I: Nominal Chemical Compositions, Apparent Density, and Hall Flow for Materials Tested Grade AD 3 (g/cm ) Flow (s/50g) Fe (w/o) Si (w/o) Cr (w/o) Mn (w/o) Ni (w/o) Mo (w/o) C (w/o) FLN4-4405 FLN6-4405 MDB MDC 3.30 3.25 3.19 3.25 28 28 28 28 Bal. Bal. Bal. Bal. --0.70 0.70 0.03 0.03 0.03 0.03 0.13 0.13 0.13 0.13 4.0 6.0 2.0 4.0 0.85 0.85 0.85 0.85 0.60 0.60 0.60 0.60 Mechanical Properties and Apparent Hardness Tensile strength, ductility, gear tooth strength, and apparent hardness are among those properties specified for automotive applications and the part that is considered in this work is no exception. Table II lists the properties obtained by the sinterhardening process described in Figure 1, while Table III list those for the heat-treat process. Another important characteristic, impact energy, is presented in the following section. Although small differences were noted between MDB –SH and FLN4-4405 –SH in Table II, the materials behaved similarly in tensile tests and apparent hardness measurements. In fact, the only statistically significant difference was a slight ultimate tensile strength (UTS) advantage for MDB. However, properties such as impact energy and dimensional consistency clearly favor MDB and are examined extensively in a later section. The analysis of Table II data for MDC –SH and FLN6-4405 –SH was much more challenging. Inexplicably, the UTS of MDC –SH declined as sintering temperature increased. In fact, the reduction of UTS was quite dramatic when a sintering temperature of 2400 °F was employed. The decrease may be attributable to cracking that occurred during machining, microstructural transformation caused by mechanical working during machining, and/or “embrittlement” caused by high apparent hardness (not unlike that seen when highly hardenable materials are rapidly quenched). Further confusion resulted from the absence of such a declining trend in tooth strength measurements on actual parts. In an effort to further investigate this issue, 3 metallographic examination and dog-bone tensile testing was ordered. Unfortunately, neither of these items was completed prior to publication. However, partial results from dogbone testing confirmed the declining trend in UTS for MDC -SH. Further work is required to fully explain this phenomenon and formulate processing steps to avoid such a decline in ultimate strength. Once again, no such effect was noted in the tooth strength measurements on production parts. When MDB and FLN4-4405 were heat-treated, an appreciable effect was noted in both materials. Tensile strength increased by as much as 30% from the “sinterhardened” condition, while yield strength improved by 60 – 80%. Higher apparent hardness and tooth strength values were also obtained. Not surprisingly, the ductility of the materials decreased upon heattreating. However, the ductilities obtained were extremely good when one considered the high strength and hardness values obtained. While MDB was slightly superior in yield strength and apparent hardness, the FLN4-4405 material exhibited higher ultimate strength and ductility. Nevertheless, the work of James, et al. suggested that the use of an optimum tempering temperature (475 – 575 °F) led to higher ultimate strength and ductility in silicon-containing materials such as MDB [2]. Further investigation of this tempering effect is warranted. Table II: Properties Attained by Double Press / Double Sinter Processing of Materials per the “Sinterhardening Process” listed in Figure 1 (Machined Rounds) Grade MDB -SH FLN4-4405 -SH MDC -SH FLN6-4405 -SH Sinter Temp. (°°F) Final Density 3 (g/cm ) UTS (MPa / 3 10 psi) 0.2% YS 3 (MPa / 10 psi) 2200 2300 2400 2200 2300 2400 2200 2300 2400 2200 2300 2400 7.36 7.36 7.36 7.37 7.38 7.40 7.38 7.39 7.38 7.41 7.43 7.45 1025 / 149 1035 / 150 1000 / 145 960 / 139 970 / 141 925 / 134 1350 / 196 1270 / 184 995 / 144 1125 / 163 1170 / 170 1205 / 175 675 / 98 675 / 98 685 / 99 640 / 93 660 / 96 650 / 94 750 / 109 820 / 119 860 / 125 710 / 103 770 / 112 835 / 121 Elong (%) Part Tooth Strength (lbs.) Apparent Hardness (HRC) 3.5 5.0 5.3 5.0 5.5 5.5 3.0 2.2 1.7 5.5 5.3 4.0 17,360 17,230 17,060 17,570 17,210 16,590 25,180 25,210 25,010 21,360 23,170 23,140 29 28 27 24 26 27 39 41 43 30 34 35 Table III: Properties Attained by Double Press / Double Sinter Processing of Materials per the “Heat-Treat Process” listed in Figure 1 (Machined Rounds) Grade MDB -HT FLN4-4405 -HT Sinter Temp. (°°F) Final Density 3 (g/cm ) UTS (MPa / 3 10 psi) 0.2% YS 3 (MPa / 10 psi) Elong (%) Part Tooth Strength (lbs.) Apparent Hardness (HRC) 2200 2300 2400 2200 2300 2400 7.33 7.33 7.34 7.34 7.37 7.39 1350 / 196 1330 / 193 1305 / 189 1570 / 228 1595 / 231 1580 / 229 1195 / 173 1220 / 177 1170 / 170 1055 / 153 1105 / 160 1095 / 159 1.0 1.3 1.8 2.6 2.2 3.0 19,260 22,750 23,190 26,830 27,890 27,030 48 48 47 44 45 45 4 Impact Properties Although impact energies are often collectively lumped into the “mechanical properties” category, the performance of MDB and MDC demanded a separate section. Given the capabilities of these materials, they may represent a fitting alternative to wrought steels and castings in impact loaded automotive and industrial applications. Figure 2 presents the impact data for the materials tested over a wide range of sintering temperatures. When the impact data in Figure 2 was considered, several key observations were made. First, the impact properties of MDB and MDC processed by the “sinterhardening process” were exceptionally high when compared to the other materials in this study. In these cases, the addition of silicon raised the overall impact energy for these materials. Furthermore, the presence of silicon in the matrix allowed for high toughness and high apparent hardnesses to be achieved simultaneously. A general trend line of impact energy versus apparent hardness for many common P/M grades is shown in Figure 3 [3]. Secondly, although heat-treated MDB exhibited good impact properties, its performance was the lowest of the group studied. However, given the exceptionally high yield strengths seen in heat-treated MDB, these impact energies were expected. Nonetheless, the pairing of 47 HRC and 19 ft.lbf (2300 °F sintered and heat-treated MDB) is still superior to those combinations along the trendline in Figure 3. Finally, it was determined that increasing nickel content from 4 w/o to 6 w/o in the FLN-4405 materials led to only a slight increase in impact properties. Hence, if an FLN4-4405 application required more toughness, additional nickel may not provide sufficient improvement. Dimensional Control As in any high temperature sintering process, a paramount issue, especially in high nickel premixes, is dimensional consistency. Poor dimensional control is capable of casting an overwhelming shadow on otherwise good materials. However, in this case, the siliconcontaining grades were found to dominate the two standard materials. The radial and axial shrinkages from repressed dimensions are shown in Figures 4 and 5, respectively. It was immediately evident that both FLN4-4405 and FLN6-4405 were much more sensitive to differences in sintering temperature. Hence, in practice, temperature variations within a production sintering furnace posed a much greater threat to the dimensional stability of the FLN4-4405 and FLN6-4405 materials. Incredibly, the dimensional stability of MDB was 4 times better than FLN4-4405 radially and 2 times as stable axially. Similarly, MDC was 6 times better than FLN6-4405 radially and showed no variation with sintering temperature axially. These results were similar to those reported previously for specimens prepared by SP/SS [1]. This superior dimensional capability was a consequence of the proprietary method of silicon addition. Obviously, the high shrinkage and dimensional distortion inherent to previous methods of incorporating silicon were avoided [4]. Comparison of DP/DS to SP/SS As mentioned earlier, this investigation represented a follow-up to work presented in 2001 [1]. In 2001, the sole focus was a thorough understanding of SP/SS processing of MDB, MDC, and FLN4-4405 materials. In an effort to more accurately mirror actual production conditions, this year’s study incorporated DP/DS processing and some heat treating data. Additionally, a more costly FLN6-4405 composition was included for benchmarking purposes. The properties for SP/SS and DP/DS –SH materials are shown in Table IV. Since heat-treating was not employed in the SP/SS investigation, no direct comparison of materials could be made. However, the DP/DS –HT materials shown in Table III exhibited the highest ultimate tensile strengths, yield strengths, and apparent hardness values seen in either investigation. 5 (68) 50 (61) 45 Impact Energy, ft.lbf (Joules) MDB -SH (54) 40 MDC -SH (47) 35 FLN6-4405 -SH (41) 30 (34) 25 (27) 20 (20) 15 (14) 10 2150 FLN4-4406 -SH FLN4-4405 -HT MDB -HT 2200 2250 2300 2350 2400 2450 Final Sintering Temperature (deg F) Figure 2: Impact Energies of Unnotched Charpy Impact Bars for All Materials and Variation in Impact Properties with Sintering Temperature. * SH and HT Denote Process Employed (see Figure 1). 45 FN-0208HT 40 FN-0405HT MDB -SH (2300 F) Apparent Hardness (HRC) FLC-4608 35 MDC -SH (2300 F) 30 25 20 15 10 FN-0208 FD-0205 5 FN-0405 FL-4605 0 0 5 (7) 10 (14) 15 20 25 30 35 40 45 (20) (27) (34) (41) (47) (54) (61) Impact Energy, ft.lbf (Joules) Figure 3: A Comparison of the Impact Energy / Apparent Hardness Combinations Possible with Common P/M Grades (from MPIF Standard 35 [3]) as well as Silicon-Containing MDB and MDC. * SH and HT Denote Process Employed (see Figure 1) 6 0.85 FLN6-4405 -SH 0.75 Radial Shrinkage (%) FLN4-4405 -HT 0.65 FLN4-4405 -SH 0.55 0.45 MDC -SH 0.35 MDB -HT 0.25 2150 MDB -SH 2200 2250 2300 2350 2400 2450 Final Sintering Temperature (deg F) Figure 4: Radial Shrinkage From Repressing Dimensions for All Materials Over a Wide Range of Sintering Temperatures. * SH and HT Denote Process Employed (see Figure 1) 0.95 FLN6-4405 -SH 0.90 Axial Shrinkage (%) 0.85 0.80 FLN4-4405 -HT 0.75 0.70 MDB -SH FLN4-4405 -SH 0.65 MDC -SH 0.60 0.55 MDB -HT 0.50 2150 2200 2250 2300 2350 2400 2450 Final Sintering Temperature (deg F) Figure 5: Axial Shrinkage From Repressing Dimensions for All Materials Over a Wide Range of Sintering Temperatures. * SH and HT Denote Process Employed (see Figure 1) 7 Table IV: Comparison of the SP/SS* and DP/DS Properties of Several Materials Utilized in this Study and the 2001 Investigation (Sinterhardening Process Shown for DP/DS) Sinter Temp (°°F) Grade SP/SS 2300 2400 DP/DS 2300 2400 SP/SS 2300 2400 FLN4-4405 DP/DS 2300 2400 SP/SS 2300 2400 MDC DP/DS 2300 2400 2300 FLN6-4405 DP/DS 2400 *SP/SS data from Reference 1 MDB Final Dens. 3 (g/cm ) UTS 3 (MPa / 10 psi) 0.2% YS 3 (MPa / 10 psi) Elong (%) App Hard (HRC) Impact Energy (J / ft.lbf) 7.07 7.10 7.36 7.36 7.21 7.26 7.38 7.40 7.14 7.14 7.39 7.38 7.43 7.45 760 / 110 760 / 110 1035 / 150 1000 / 145 860 / 125 860 / 125 970 / 141 925 / 134 1070 / 155 1170 / 170 1270 / 184 995 / 144 1170 / 170 1205 / 175 550 / 80 550 / 80 675 / 98 685 / 99 620 / 90 620 / 90 660 / 96 650 / 94 795 / 115 860 / 125 820 / 119 860 / 125 770 / 112 835 / 121 1.7 2.2 5.0 5.3 1.9 1.9 5.5 5.5 1.8 2.0 2.2 1.7 5.3 4.0 93 HRB 94 HRB 28 27 97 HRB 97 HRB 26 27 34 36 41 43 34 35 23 / 17 30 / 22 52 / 38 62 / 46 19 / 14 20 / 15 37 / 27 39 / 29 30 / 22 34 / 25 52 / 38 58 / 43 41 / 30 42 / 31 When the values in Table IV were compared, it was immediately evident that SP/SS MDC was an extremely efficient material. It was capable of closely matching or exceeding the tensile strength, apparent hardness, and impact energy of DP/DS FLN4-4405. SP/SS MDC achieved 3 this goal with fewer processing steps, less production cost, and a 0.34 – 0.36 g/cm lower density. Additionally, when compared to the highly alloyed DP/DS FLN6-4405, SP/SS MDC was extremely competitive despite 2 w/o less nickel content. The incorporation of silicon into the nickel-molybdenum-carbon system was seen to provide a potent increase in properties and offered the possibility of lower processing costs. Metallography Microstructures from actual parts are shown in Figures 6a & 6b (FLN4-4405), 7a & 7b (MDB), 8a & 8b (FLN6-4405), 9a & 9b (MDC), 10a & 10b (Heat Treated FLN4-4405), and 11a & 11b (Heat Treated MDB). While the “a” designation indicates a photomicrograph with an original magnification of 200X, the “b” designation refers to a 500X original magnification. The microstructural constituents present in each material are as follows: • • • • • • FLN4-4405: Divorced pearlite, unresolved pearlite, nickel-rich areas, martensitic nickel-rich areas, and bainite MDB: Divorced pearlite, martensitic nickel-rich areas, nickel-rich areas, and bainite FLN6-4405: Martensite, divorced pearlite, unresolved pearlite, nickel-rich areas, and bainite MDC: Martensite, divorced pearlite, unresolved pearlite, bainite, nickel-rich areas, and martensitic nickel-rich areas Heat Treated FLN4-4405: Martensite, nickel-rich areas, and martensitic nickel-rich areas Heat Treated MDB: Martensite with martensitic nickel-rich areas 8 2% Nital / 4% Picral 50 µm Figure 6a: Photomicrograph of Actual Production Part Produced Using FLN4-4405 Material Sintered at 1260 °C (2300 °F) and Tempered at 205 °C (400 °F). Originally 200X. 20 µm 2% Nital / 4% Picral Figure 6b: Photomicrograph of Actual Production Part Produced Using FLN4-4405 Material Sintered at 1260 °C (2300 °F) and Tempered at 205 °C (400 °F). Originally 500X. 9 50 µm 2% Nital / 4% Picral Figure 7a: Photomicrograph of Actual Production Part Produced Using MDB Material Sintered at 1260 °C (2300 °F) and Tempered at 205 °C (400 °F). Originally 200X. 20 µm 2% Nital / 4% Picral Figure 7b: Photomicrograph of Actual Production Part Produced Using MDB Material Sintered at 1260 °C (2300 °F) and Tempered at 205 °C (400 °F). Originally 500X. 10 50 µm 2% Nital / 4% Picral Figure 8a: Photomicrograph of Actual Production Part Produced Using FLN6-4405 Material Sintered at 1260 °C (2300 °F) and Tempered at 205 °C (400 °F). Originally 200X. 20 µm 2% Nital / 4% Picral Figure 8b: Photomicrograph of Actual Production Part Produced Using FLN6-4405 Material Sintered at 1260 °C (2300 °F) and Tempered at 205 °C (400 °F). Originally 500X. 11 50 µm 2% Nital / 4% Picral Figure 9a: Photomicrograph of Actual Production Part Produced Using MDC Material Sintered at 1260 °C (2300 °F) and Tempered at 205 °C (400 °F). Originally 200X. 20 µm 2% Nital / 4% Picral Figure 9b: Photomicrograph of Actual Production Part Produced Using MDC Material Sintered at 1260 °C (2300 °F) and Tempered at 205 °C (400 °F). Originally 500X. 12 50 µm 2% Nital / 4% Picral Figure 10a: Photomicrograph of Actual Production Part Produced Using FLN4-4405 Material Sintered at 1205 °C (2200 °F), Heat Treated, and Tempered at 205 °C (400 °F). Originally 200X. 20 µm 2% Nital / 4% Picral Figure 10b: Photomicrograph of Actual Production Part Produced Using FLN4-4405 Material Sintered at 1205 °C (2200 °F), Heat Treated, and Tempered at 205 °C (400 °F). Originally 500X. 13 50 µm 2% Nital / 4% Picral Figure 11a: Photomicrograph of Actual Production Part Produced Using MDB Material Sintered at 1205 °C (2200 °F), Heat Treated, and Tempered at 205 °C (400 °F). Originally 200X. 20 µm 2% Nital / 4% Picral Figure 11b: Photomicrograph of Actual Production Part Produced Using MDB Material Sintered at 1205 °C (2200 °F), Heat Treated, and Tempered at 205 °C (400 °F). Originally 500X. 14 CONCLUSIONS When the data from SP/SS and DP/DS -SH processing of silicon-containing grades MDB and MDC were compared to similarly processed FLN4-4405 and FLN6-4405 materials, the following items were noted: • MDC processed by SP/SS was capable of closely matching or exceeding the tensile strength, apparent hardness, and impact energy of DP/DS FLN4-4405 with 40% less processing, • MDC processed by SP/SS was competitive with DP/DS FLN6-4405 despite containing less nickel and requiring a reduced amount of processing, • Significant dimensional control benefits were realized when the MDB and MDC were substituted for FLN4-4405 and FLN6-4405 materials, • MDB and MDC exhibited unmatched impact energies of 33 - 46 ft.lbf and 37 - 43 ft.lbf, respectively, and • MDC demonstrated a potent sinter-hardening response and was capable of higher apparent hardnesses than any other (non heat-treated) material. ACKNOWLEDGEMENTS The authors wish to acknowledge the support of HazenTec and Hoeganaes Corporation. They would like to thank the staff of HazenTec and, in particular, Amanda Castleberry, Enola Byrd, Joe Berry for their assistance in producing and processing the test specimens and also for mechanical testing and data collection. Additionally, the authors acknowledge the contribution of Steven Kolwicz at Hoeganaes in preparing samples, collecting photomicrographs, and providing metallographic expertise. REFERENCES 1. Shah, S.O., Baran, M.C, Patel, S.N., and Causton, R.J., “High Performance Materials – Ancorloy MD Series,” Advances in Powder Metallurgy & Particulate Materials, Metal Powder Industries Federation, Princeton, NJ, 2001. 2. James, W.B., Baran, M.C., Causton, R.J., and Narasimhan, K.S., “New High Performance P/M Alloy Substitutes for Malleable and Ductile Cast Irons”, Proceedings of the Powder Metallurgy World Congress & Exhibition, Kyoto, Japan, November 12-16, 2000, p.959. 3. MPIF Standard 35 – Materials Standards for P/M Structural Parts, Metal Powder Industries Federation, Princeton, NJ, 2000 edition. 4. Salak, A., Ferrous Powder Metallurgy, Cambridge International Science Publishing, Cambridge, England, 1995, p.235. 15