MODELING OF CHEMICAL MECHANICAL POLISHING USING
FIXED ABRASIVE TECHNOLOGY
by
Radhika Dutt
Bachelor of Science, Massachusetts Institute of Technology, June 2000
Submitted to the
Department of Electrical Engineering and Computer Science
in Fulfillment of the Requirement for the Degree of
Master of Engineering in Electrical Engineering
at the
MASSACHUSETTS INSTITUT
OF TECHNOLOGY
JUL
2001
E1
Massachusetts Institute of Technology
2
October 25, 2000
LIBRARIES
© Massachusetts Institute of Technology, 2000. All Rights Reserved.
A u th o r ..............................................................
......... .
... . .............
Electrical Engineering and Computer Science
September, 2000
C e rtifie d by .............................................................................
. . . .....
Duane S. Bonng
Associate Professor
Electrical Engineering and Computer Science
A c c e p te d b y .............................................................................................
Arthur C. Smith
Chairman, Department Committee on Graduate Students
Electrical Engineering and Computer Science
MODELING OF CHEMICAL MECHANICAL POLISHING USING
FIXED ABRASIVE TECHNOLOGY
by
Radhika Dutt
Submitted to the Department of Electrical Engineering and Computer Science
in Fulfillment of the Requirement for the Degree of Master of Engineering in
Electrical Engineering at the Massachusetts Institute of Technology
October 25, 2000.
ABSTRACT
Chemical Mechanical Polishing (CMP) is conventionally carried out using
abrasive slurry and a polishing pad. An alternative process is the "fixed
abrasive" polish. Existing models, which accurately predict oxide thickness
variations across a chip for the conventional CMP process, have not
previously been tested for the fixed abrasive process. In this study wafers
were polished using the fixed abrasive pad and the data fitted against the
density and step-height model. Results show that little down area polish
occurs with the use of the fixed abrasive pad, except in areas of lowdensity. The step height model which accounts for contact height, shows
improved accuracy over the density model for areas of low density. The
density model however is sufficiently accurate for areas of higher density.
Modeling new variants of the fixed abrasive pad may require further study
and model extensions related to additional effects and pad properties.
2
ACKNOWLEDGEMENTS
I would like to thank Professor Boning for this opportunity, for taking me
up as an M. Eng student. I still remember having first spoken to him about
the M. Eng thesis and my excitement about this project. I appreciate all his
help and guidance over the course of the year and am sincerely grateful for
his being supportive and understanding of my working on my thesis while
concurrently working on my startup, LOBBY7. He has really been a great
advisor!!
I would like also to thank Daniele, my fianc6e, without whom this would not
have been possible. He has been a source of strength, joy and support all
through the months when I was writing the thesis. I realize that he has had
to make many sacrifices during this time and would like to express my
sincerest gratitude.
I am also very grateful to my parents for everything I am today. For
teaching me to dream and supporting me through all my decisions. Even
from a distance they have always cheered me on and been there for me.
I would also like to thank Doug Goetz at 3M for his help in this project and
his advice. Thanks to Mike Oliver at Rodel for the discussions that provided
insight into many aspect of this project.
This work has been supported in part by a DARPA subcontract with PDF
Solutions, Inc.
3
TABLE OF CONTENTS
CHA PTER 1:
IN TRO D UC TION ......................................................................
DIELECTRIC PLANARIZATION_
OXIDE
STI
CHARACTERIZING PLANARIZATION
PLANARIZATION LENGTH
UNIFORMITY_
PLANARIZATION METHODS
THESIS OUTLINE
CHAPTER 2:
WAFER POLISHING...............................................................
CONVENTIONAL CMP
SHORTCOMINGS
SLURRY-FREE CMP
KEY FACTORS IN POLISHING
PROCESS PARAMETERS
PATTERN LAYOUT
CHAPTER 3.
MODELING METHODOLOGY..............................................
PRESTON'S MODEL
OTHER MODELS
DENSITY MODEL
STEP-HEIGHT MODEL
CHAPTER 4:
EXPERIMENTAL WORK.........................................................
EXPERIMENTAL DESIGN_
RESULTS
STEP-HEIGHT
EXTRACTED CHARACTERISTICS
MODEL FIT: DENSITY MODEL
MODEL FIT: STEP-HEIGHT MODI
CHAPTER 5:
CO N CLUSIO NS......................................................................
FUTURE WORK
REFEREN CE5 .............................................................................................................
5
6
6
7
9
9
9
10
12
14
14
16
17
20
21
23
27
27
28
31
35
37
37
39
47
50
53
54
57
58
61
4
CHAPTER 1:
INTRODUCTION
In integrated circuit fabrication, the transistor size has decreased from 10
microns in the 1970's to 0.13 jtm-0.25 pm sub-micron dimensions in
2000. Along with this increased circuit density, the industry has also seen
the number of levels of interconnect increase from three in 1980 to six in
2000. The SIA roadmap predicts a nine level interconnect by the year 2012
[1]. An important limiting factor to increasing this number is the ability to
planarize interlayer dielectric. Non-uniformity in the interlayer dielectric
leads to thickness variations
in the
interconnect,
affecting
circuit
performance and yield.
Chemical Mechanical Polishing (CMP)
is currently the most effective
method of planarization used in industry. It is often used to planarize
topography created during typical microfabrication through lithographic
patterning, etching and deposition of thin films on the surface of the wafer.
The goal of this process is to preferentially remove the raised features and
thus reduce the differences in height across the chip or die. CMP is also
used to polish undesired material in order to fabricate in-laid features
including shallow trench isolation and metal vias and lines.
Due to the number of factors that affect the CMP process, the costs of
process reproducibility are high. Indeed, some consider CMP an art more
than a science [2]. Recent developments suggest that fixed abrasive pads
used in a "Slurry Free CMP" process might be more optimal.
Ideally CMP results in a perfectly flat thin film independent of the starting
topography. However, in the case of interlevel dielectric (ILD) or oxide CMP,
although
local planarizaton can be achieved, differences in pattern
5
densities across the chip result in the creation of global non-uniformities.
Depending on the pattern density, local step heights may also be of
significance. An accurate CMP modeling methodology allows one to predict
and thus reduce such wafer/die level non-uniformities. An existing CMP
model developed at MIT characterizes the process when conventional
polyurethane polishing pads are used in CMP. In this thesis we explore how
this model fits the fixed abrasive polishing process.
This chapter explains the need for dielectric planarization and summarizes
the development of the planarization process in industry. After defining a
few key criteria for characterizing planarization a comparison of the various
methods of planarization is presented. The chapter then gives an overview
of the shortcomings of the conventional CMP process that call for an
improved CMP method, the fixed abrasive process.
DIELECTRIC PLANARIZATION
OXIDE
Planarization has become increasingly important with increasing number of
levels of metallization. The reason for interlevel dielectric planarization is
three fold. First, variations in the height of the dielectric can lead to limited
step coverage (Figure 1). When a layer of metal is deposited over a
dielectric with large steps, metal thickness varies over the die leading to
variations in resistance which can alter circuit functionality. Additionally,
when the metal layer is very thin at certain spots, electromigration
becomes a concern and such points can be the source of open circuits [3].
Figure 1: Step height coverage problem
metal
dielectric
6
A second reason for planarization is for more uniform removal of metal
during
etch.
plasma
Anisotropic
etching
does
not
remove
material
effectively around steep slopes, and material that is not removed may
cause short
circuits. The third reason
is the concern for
meeting
lithographic depth of focus requirements. The depth of focus, DF, is given
by:
DF = X/(NA)2
where X is the wavelength of the projection light and NA is the numerical
aperture of the lens. For a small X, which is required for deep sub-micron
technologies, and a large enough NA, the local step height after several
layers of metallization can easily exceed DF. Planarization is therefore
exceedingly important for lithography in advanced technologies.
STI
One of the most important applications of CMP is in silicon trench isolation
(STI) structures. Conventionally transistors were isolated using the local
oxidation of silicon or LOCOS technique. This process is illustrated in
Figure 2 and involves using a nitride layer to limit oxidation of the surface
to a specific local area where oxide is to be grown. The main disadvantage
of this process is the lateral diffusion of oxide underneath the nitride.
a) Patterning of the active area
4-
Photo resist -+
b) Etching of the nitride
150-200 nm nitride
Pad oxde
d) Removal of the nitride
c) Growth of the field oxide
/Field oxide
Figure 2: Process flow for the isolation technology based on LOCOS [8]
7
This leads to the bird's beak effect which limits the scaling down of this
structure for use in the 0.25 ptm and smaller technologies. The
development of CMP has introduced a new approach for trench isolation
that overcomes the above shortcoming. This method is illustrated in Figure
3. Essentially, this approach involves etching of a trench, filling it with
oxide and removing the excess oxide through CMP. Assuming that
planarization is ideal, the scaling limits of this technology are determined
by lithography, etching of trenches and filling capabilities of the deposition
system. The elimination of bird's beak effects in the isolation technique
allows scaling to smaller design rules.
i Patterning of the active area
b) Trench etchino
Aitride-A
Pad
c) Trench filling with UDP-oxide
ej Removal of the
oxide
d) Planarization with CMP
nitride
Figure 3: Process flow for Shallow Trench Isolation (STI) [8]
Effects associated with STI-CMP that are often observed are dishing and
erosion. Dishing refers to the level difference between the oxide in the wide
trench and the surrounding nitride. Erosion is the level difference of small
nitride lines in a dense structure and the surrounding large nitride areas.
8
Additionally, these effects are dependent on the layout pattern density.
Different densities therefore cause different amounts of dishing and erosion
for various structures.
CHARACTERIZING PLANARIZATION
Before proceeding to compare methods of planarization, it is important to
understand the parameters for their comparison. The following are some of
the key criteria and are defined below.
PLANARIZATION LENGTH
CMP removes local steps but due to the initial pattern density distribution
there are global steps after CMP. This is because regions polish at different
rates based on the pattern density in each region. The length scale over
which there is a transition from one local step height to another is the
planarization length. Because it is a function of process attributes, the
planarization length is a comprehensive characterization parameter.
UNIFORMITY
Variation at the wafer level is a strong function of process and does not
necessarily follow the initial wafer profile. Die level uniformity however,
depends on a combination of the pad and process as well as the layout
pattern density. Typically pattern dependent thickness variation is much
larger than wafer level variation. The Total Indicated Range (TIR) is defined
as the difference between the maximum and minimum thicknesses on the
die and is an indication of die-level uniformity.
9
PLANARIZATION METHODS
The current standard in industry to achieve planarization requirements is a
CMP process that involves removal of material by abrasive slurry and a
polishing pad. The typical CMP setup involves a wafer carrier that holds the
wafer facedown (Figure 5). Below the wafer-carrier is a turning table, which
is covered by a polyurethane polish pad that receives a constant flow of
slurry. The pad is grooved to facilitate slurry flow and has a porous surface
as shown in Figure 5. It has different elastic and surface properties: a pad
such as Rodel's Suba IV is a relatively soft pad, which is used as a subpad
below a stiffer pad such as the Rodel IC1000. Oxide slurries can have
different particle concentrations and pH levels but are usually KOH-based
and contain fumed silica. The pad and slurry properties are key factors in
the polishing mechanism and will be explained in the description of the
model.
Slurry Feed
Carrier
Platen with pad
Figure 4: Pad configuration
Grooves to ai
slurry transport
6
high density
polyurathane
coarser
film with lower
modulus
Figure 5: Pad structure for slurry-based CMP 18]
10
With the use of the current CMP process both local as well as global
planarities can be reached. The planarization length, which lies in the
range of a few millimeters, is also significantly longer than for the oxide
reflow, spin-on-glass, or resist etch-back planarization methods of the past.
The superior planarization allows damascene CMP processes used in
applications such as STI, tungsten plugs and copper metallization. In a
damascene process, patterns are etched into a planar dielectric surface
and the in-laid material is then deposited. The wafer is then polished until
the polish stop dielectric is exposed, leaving metal in vias or trenches (or
oxide in STI trenches). The importance of these applications is note worthy.
STI enabled by damascene CMP overcomes shortcomings of LOCOS (Local
Oxidation of Silicon) such as leakage currents due to "birds beak" effects
and allows for a higher circuit density. Tungsten plugs are an integral part
of adding further layers of metallization. The use of copper instead of
aluminum
for
electromigration
interconnect
lowers
resistive
losses
properties.
Copper
however
is
not
and
easily
improves
etched
chemically and the damascene CMP process is essential for advanced
copper interconnect.
However the conventional CMP process suffers from several shortcomings
such as high-cost, high-waste, drift of polish rate while processing and nonuniformities. CMP experiments conducted using fixed abrasive pads have
shown improvement in several of these limitations over the conventional
pad. The slurry-free process inherently produces less waste, the drift in
polish rate is minimal and results from van der Velden show improved
within-die and within-wafer uniformity [4]. Perhaps most importantly, the
fixed abrasive process has the potential to improve two key patterned wafer
polishing characteristics. First, the fixed abrasive as opposed to abrasive
particles in the slurry appears to decrease the dishing or "down area"
11
polish between features. Second, the dependence on pattern density may
be decreased or modified so as to achieve improved within-die uniformity.
While the conventional CMP process has been characterized and modeled,
the slurry-free
process
is in its infancy. A model
that accurately
characterizes the CMP process has several applications in industry. The
ability to predict the dielectric thickness variation can help assess its
impact on circuit performance. Further, knowing the optimal amount of
dielectric thickness required for a planar surface can reduce the amount of
material wasted, and therefore the costs involved. It is therefore important
to model this recently developed fixed abrasive process in addition to the
conventional pad CMP process. Another major advantage of such a model
is that it enables the prediction of areas of thick or thin dielectric layer on a
product die. This allows one to modify these faults through the addition of
dummy structures, and achieve optimal pattern density and dishing
performance.
THESIS OUTLINE
The goal of this thesis is to characterize the fixed abrasive CMP process
and compare it to the conventional process. For the conventional CMP
process,
models
developed
at
the
MIT
Microsystems
Technology
Laboratories accurately predict oxide thickness variations across a wafer
due to CMP. However, these models have not previously been tested for the
fixed abrasive process. During the course of this project, wafers were
polished using the fixed abrasive pad and the data fitted against the
models developed by Ouma [5] and Smith [9]. Results are analyzed and
compared for the two processes, and the applicability of the MIT CMP
model examined.
12
Chapter 2 presents a more detailed explanation of the CMP process and
the key factors that affect polishing. In chapter 3 we examine different
methods of modeling CMP that have been developed. Chapter 4 describes
the design of experiments for the conventional and fixed abrasive process.
Following this, results from these experiments including analysis of the
polish data (such as the evolution of step height over time) as well as
comparison between data and model predictions are presented. Lastly,
conclusions are presented in chapter 5 along with suggestions for the
direction of future work.
13
CHAPTER 2:
WAFER POLISHING
The first step in modeling CMP is to understand the polish mechanism and
how
process parameters
contribute. CMP
is deeply dependent on
parameters such as consumables, process conditions, time, and the
machine used. It also has a high variability per run, i.e. the removal rate
and uniformity vary during the course of a run. The conventional CMP
process has emerged as the industry standard for dielectric planarization.
It yields good local and global planarity, is reasonably well understood and
has been successfully modeled. However there are high costs associated
with this process: reproducibility, maintenance and waste. Developments
with the fixed abrasive pad have shown that several of these properties may
be improved with their use in the CMP process.
This chapter describes the
key factors affecting planarization and
uniformity. We then examine the polish mechanism in the conventional
CMP process and the limitations associated with it. Following this is a
description of the fixed abrasive process (sometimes referred to as the
slurry-free CMP process).
CONVENTIONAL CMP
The chemical interaction in the polish mechanism for oxides is not yet
thoroughly investigated and is still unclear. However, since glass polishing
and oxide polishing are similar, one proposed model for glass and oxide
polishing may be applicable [12]. Cook suggests that in glass polishing the
surface is first hydrolyzed. The hydroxyl radicals break the O-Si-O bonds
and form weaker Si-OH bonds; this weakened surface is then easily
abraded by slurry particles. This chemical reaction is limited by the
14
diffusion of hydroxyl ions away from the surface. The process is therefore
dependent on parameters such as temperature of the system, slurry flow
and slurry composition, to name a few. The weakening of the surface is
vital to the polishing process - it has been shown that little removal occurs
in the absence of hydroxyl ions [12]. Slurry particles are often not
physically harder than the material to be abraded and the pad by itself
hardly induces wear. There are also limited hydrodynamic effects of slurry
trapped between the pad and the wafer, which is facilitated by the grooves
in the pad. However slurry supply is limited and the chemical and
mechanical action are more important factors in polishing than the
hydrodynamic effect [5].
Pad properties also play a significant role in the polishing mechanism. The
viscoelasticity of the pad affects the interaction between the wafer and
particles. In the conventional pad, although the particles are present in the
slurry, they can be modeled as being embedded in the pad. This is because
the pad porosity is larger than particle size and thus particles are
constantly trapped between the wafer and pad asperities and then released
during CMP as shown in Figure 6 [10]. This is also supported by the fact
that the polish rate and the surface roughness of the polished surface are
largely independent of the particle size with an upper-limit on the size [10].
Increasing polish pressure
WAFER
WAFER
PAD
SLURRY
PARTICLES
PAD
Figure 6: Embedding of particles into pad [10]
15
Slurries used in the oxide CMP process are generally alkaline with a pH of
10 or more. Pads for the conventional process used in industry include the
IC1000, Suba IV, and IC1400 pads manufactured by Rodel, Inc. Of these
the Suba IV is rarely used by itself. It is a soft pad that is generally used as
a subpad with a stiffer pad like the IC1000. The IC1400 is a pre-stacked
pad with a stiffer IC1000 surface layer and a softer foam Suba IV underlayer.
Elastic properties of these pads are important in determining polish
uniformity. While a stiffer pad like the IC1000 gives better die-level
uniformity and a smaller TIR, a combination of IC1000 and Suba IV yields
better wafer level uniformity. A stiff pad without any stack also generally
results in the need for a large edge exclusion. Edge exclusion refers to the
outside edge of the wafer where large polishing variations are present, and
which is usually excluded from producing a good die.
SHORTCOMINGS
Although the above CMP process is currently the dominant method in
industry for planarization, it suffers from several shortcomings. Firstly, the
2004t
Figure 7: New pad (left) vs. used pad (right) [5]
16
total quality, availability and costs associated with CMP consumables are
estimated to be 2-7x that of other fab chemicals [3]. To prevent drying of
the slurry on the pad, it needs to be constantly wet. As the pad is used, the
pores on the surface accumulate pad material and pad porosity varies
while processing, affecting both slurry distribution and particle interaction
with the wafer surface. This contributes to the drift rate while polishing.
Figure 7 shows the difference between a used and a new pad.
With
use the pad undergoes plastic deformation. The
pad therefore
becomes smoother and the removal rate is lower, a phenomenon known as
glazing. Non-uniform glazing across the pad also leads to non-uniformities
in polishing. The pad requires frequent conditioning - the process of
scratching the pad surface with a diamond tip to expose a fresh pad
surface. However, over time pad conditioning alters the thickness of the
pad thus modifying its elastic properties and therefore the polish rate and
uniformity.
FIXED ABRASIVE CMP
Basi c Solution
or
Di Water
Polishing H ea d with Wafer
Wder
r Coated Abrasive
PC
F
CMP Tool Platen
Figure 8: Fixed Abrasive Pad [4]
An alternative approach is to use a fixed abrasive polishing pad with a
particle-free slurry, as shown in Figure 8. As the name suggests, this
17
process does not involve the use of slurry and inherently simplifies the
process. The process is similar to the conventional CMP in that it involves
chemically weakening the wafer surface and removing the material by
abrasion. The difference in the mechanism lies in that the pad used in this
process is a fixed abrasive pad. It consists of a pyramidal or cylindrical
resin layer containing abrasive particles placed on a rigid polycarbonate
layer and a more elastic sublayer (Figure 8) [4]. An SEM of the pyramidal
structure is shown in Figure 9.
Figure 9: SEM of the pyramidal surface of a 3M fixed abrasive pad [courtesy 3M]
Because the
abrasive particles (generally cerium
oxide,
CeO 2) are
embedded in the pad, the process requires only DI-water or basic solutions
instead of particle-bearing slurry. Additionally, the distribution of abrasive
particles across the wafer may be more uniform than the distribution of
abrasive particles in the conventional process. During the polishing
process, the removal rate only barely drifts by 10's of A/min during one
process run. This is also because the abrasive particles are embedded in
the pyramids or cylinders and are continuously exposed during pad wear.
Also, the composition of the newer models of fixed abrasive pads is such
18
Figure 10: AFM of a single pyramid structure of the 3M fixed abrasive pad
that the polish rate decreases dramatically when planarization is achieved,
potentially reducing the concern of over-polishing.
Unlike in the conventional pad, there is no need for pad porosity for the
trapping and releasing of slurry and particles. During any single process
run the surface structure of the fixed abrasive pad does not alter enough to
substantially change the removal rate. shows the distribution of abrasive
particles on the surface of the pyramidal structures both before and after
use. The second picture is blurred due to contact between the AFM head
and the pad - a measurement error. However, the white spots are the
exposed particles embedded in the pad material and are visible in spite of
the blurred image, indicating that a large number of abrasive particles
remain exposed even after substantial polishing.
Since there is no slurry in the system, the fixed abrasive pad may avoid
problems of drying of slurry or glazing of pad and therefore may not
require constant wetting [4]. CMP with the fixed abrasive pad therefore
19
wastes less water. On the other hand, abrasive particles released from the
resin as well as polish byproducts, may be a concern if allowed to dry on
the pad. Also, since the slurry is a KOH solution and does not contain high
concentrations of abrasive particles, the waste slurry is simple to dispose
of [4]. Some of the concerns with the fixed abrasive pad include scratching,
particle and resin wear as well as pad lifetime.
Experimental studies comparing the two procedures have shown the fixed
abrasive CMP process to have both a higher planarization rate and
improved die/wafer level uniformity [3]. This allows the deposition of a
thinner layer of pre-CMP oxide to obtain a planarized wafer. Additionally,
since less material needs to be removed, polishing time is significantly
shorter. Overall the process offers the promise of reducing the cost of
planarization.
From the comparison of conventional and slurry-free polishing, it is clear
that the factors that affect planarization in both methods are similar. We
now proceed to examine some key parameters that have been included in
the experimental characterization of CMP.
KEY FACTORS IN POLISHING
Following the
description
of the
process mechanism
of both the
conventional and the slurry-free process above, we proceed to investigate
the macroscopic process parameters that significantly affect planarization.
We then look at other factors that are not solely process related but instead
also depend on the layout pattern to be polished. While die-level variation is
mostly pattern dependent, wafer-level variation is mostly brought about by
process conditions such as relative speed, down force, and backpressure.
20
PROCESS PARAMETERS
Experiments by Ouma assess the importance of various model factors in
oxide CMP [5]. Factor levels were coded to find the value of model
coefficients and determine the relative importance of each factor. The
factors included were: down force, relative speed and backpressure.
Results from Ouma's analysis verified that the relative speed and the down
force,
in keeping with Preston's equation, are the key factors that
determine the removal rate. Although backpressure has no direct effect on
the polish rate, it has an impact on wafer level uniformity. As a side note,
the subpad also affects wafer level uniformity but not the polish rate.
The down force has a significant effect on wafer level variation. This
variation is brought about by these three factors:
1. The method by which force is applied on the wafer. This factor is
deeply dependent on the machine and the carrier head. There has
been significant innovation in head design to achieve either uniform
or controllable pressure distributions.
2. Effect on slurry transport. The force applied squeezes the slurry out
from between the pad and the wafer.
3. Edge effects. The higher the down force, the larger the edge
exclusion. To reduce edge effects, in some tool designs the wafer
carrier head is equipped with an active retaining ring. This ring is a
separately pressurized or controlled ring to precompress the pad
and enable uniform pressure distribution near the edge of the wafer.
A related issue is the pressure distribution across the wafer taking into
account the initial wafer-level uniformity, e.g. wafer thickness, wafer warp
and bow, thickness of thin films across the wafer surface, and uniformity of
21
stress in such thin films across the wafer. Studies on the effect of wafer
warp and bow on polish performance have shown that the initial warp can
have significant impact [21]. There have also been studies investigating the
inherent variation due to Von Mises stress concentrations at the edge of the
wafer [22]. This lateral stress build-up around the edge of the wafer is a
result of the downward pressure on the wafer.
Table speed = 32 rpm
Table speed= 16 rpm
1837
36.8-
17.8-
cs = carrier
speed
cs = 14 rpm
36.6-
,~17.6-
64
17.4-
cs =25 rpm
cs
25 rpm
.2-
17.2 .
cs=14 rpm
10
20
40
60
80
Radial Distance (mm)
20
0
40
so
8o
Radial Distance (mm)
Figure 11: Relative velocity depends on carrier and table speeds [5]
The other significant factor is the carrier and table rotational speeds. It is
important to note that it is not the individual speeds but the relative
velocity of the carrier and table that impacts the polish rate and uniformity.
Because of the angular rotational motion, carrier and table speed vary
across the wafer as shown in Figure 11.
But if the system is well
synchronized then the relative velocity is constant across the entire wafer
surface. This has significant implications for wafer-level uniformity and
control of the polishing process. Typically wafer-level variation is relatively
small, e.g. 1.2% for a 6" wafer and 2.2% for an 8 inch wafer. The large
disparity between removal rates at the edges compared to the center is due
to
edge effects as
mentioned
earlier. At
high table
speeds, the
22
accumulation of slurry at the edge of the pad may also contribute to these
edge effects.
It is clear that wafer polish occurs side by side with pad wear, however the
dependence of removal rate on pad wear is little understood. Points
radially across the pad come into contact with different areas of the wafer
leading to uneven wear of the pad. In addition to the effects of pad wear,
several time-dependent effects of pad break-in and pad recovery, which is
the process of soaking the pad overnight, have also been observed [24,
25].
PATTERN LAYOUT
Die-level variation is generally the largest percentage component of
variation and is dependent on the interaction between layout and process
parameters. It strongly depends on the layout pattern - a parameter that is
considerably
more
consumables.
By
difficult to
understanding
modify
how
than
process
the
layout
conditions or
pattern
affects
planarization, circuit layout can be developed from the start with these
considerations to reduce the difficulty of adding layout modifications later.
The layout pattern effect has been investigated experimentally using wafers
with
various
surface
topographies
[19,
20].
These
topographies
investigated factors including area, pitch, pattern density and perimeter to
area ratio. The area mask consists mostly of lines in blocks the sizes of
which vary across the die. The pitch mask consists of lines of equal pattern
density but varying line widths. On the other hand, the density mask keeps
the pitch constant across the mask and varies density. Finally the
perimeter/area mask is used to study structures with the same area but
different perimeters. Wafers patterned with these masks were polished for
equal times using the same process conditions. Although the conventional
23
CMP process was used for these experiments, the basic principles of how
layout pattern affects variation are believed to be very similar.
Results showed that the area and density masks yielded the highest dielevel component of variation as well as the largest variations. The effect of
pattern density is key in determining the polish rate of patterned wafers.
Where the pattern density is low, the region polishes at a higher rate.
Because the surface topography generated by area and density masks has
the largest variations in effective pattern density, polish rate differs for
various blocks in the die and the die-level variation is high. From results of
the pitch masks topography, it was clear that the effect of pitch is relatively
weak and different pitch patterns polish at comparable rates such that the
wafer-scale variation is the most dominant on these wafers. It was also
found that the effects of perimeter/area are minimal. Wafer level variation
hardly changed between different surface topographies indicating that
layout pattern density does not affect wafer level non-uniformity.
24000
feature
--
24000
cn
-isolated
22000-f
eature
dense
S20001
--
19000
-
17800
-0-18000
E16000 - 15"0
-17
B- valley
0 20000 -190M
1E 16000-15000
14000
0
isloated
valley
dense
1
0
10 20 30 40 50 60 70 80 90 100
tirre (s)
10 20 30 40tir
(s60 70 80 90 100
Figure 12: Total remaining thickness at different places in a die for slurry-based CMP (left) and
fixed abrasive CMP (right). Features: 500 nm nitride + remaining oxide, valleys: remaining oxide [4]
It is also interesting to note how within die variance changes with polish
time. Two types of variances can be measured. The first variance includes
all points - both up (oxide over patterned features) and down areas (oxide
between features). For this type of variation, the largest variance is at the
24
start of polish. This can be seen from Figure 12, due to the initial step of
approximately 6000 A. As the polish time increases, the local step height
decreases and thus so does the variance. The second type of variance
includes only up areas. Initially this variance increases rapidly from a very
small value and, contingent upon certain process settings, later falls off
slightly as polish time increases. This is because initially low-density
regions polish faster but as local planarity is reached, the removal rate is
reduced to the blanket rate. This can also be seen from Figure 12 where
initially there is no global step height between the dense and isolated
features, but as the low-density regions are polished faster, the global step
height increases rapidly. This is because high-density regions still contain
raised features; these raised areas now polish faster than the planarized
low-density areas, thus lowering variation until local planarity is again
reached. After long polish times global step height remains constant. This
is because local planarity is reached in different density regions creating
various global step heights across the die.
This change in variation over time is shown for both conventional and fixed
abrasive CMP in results from van der Velden in Figure 12 [4]. For the
conventional slurry-based process, the removal rate is higher in the lowdensity regions for approximately 40s after which the removal rates for
both low and high-density regions are similar. The graph for the fixed
abrasive pad,
on the other hand, shows that the low-density region
(isolated feature) polishes significantly faster than the high-density region
but only for 20s. As the low-density region is polished and local planarity is
reached the polish rate falls off significantly. In the conventional process,
because there the disparity between blanket and pattern polish rates is
small, as local planarity is reached in the low-density regions the polish
rate drops but not as much as in the fixed abrasive process. Finally after
80s of polish, removal rate is much lower in the fixed abrasive process than
25
in the conventional process. This is also because the wafer is planarized
and the blanket polish rate is much lower for the fixed abrasive pad than
the conventional pad. The impact of pattern density with fixed abrasive
CMP is one of the two key pattern effects we wish to study.
The second key pattern effect important in fixed abrasive CMP is the
relatively small down area polish that occurs. As can be seen from Figure
12, data for the fixed abrasive pad shows that the oxide thickness in the
down areas (valleys) hardly changes until approximately 40s in high-density
regions implying that no down area polish occurs. The same does not hold
true for regions polished with the conventional pad and low-density regions
polished with the fixed abrasive pad. Grillaert's model [8] examined in
chapter 3 further investigates the difference between down area polish in
high and low-density regions.
Understanding the causes of thickness variation is key to accurate process
control and modeling of CMP. We now proceed to investigate different
models for CMP that have previously been developed and their limitations.
26
CHAPTER 3:
MODELING METHODOLOGY
A model that can accurately predict thickness variations across the wafer
and across each chip has several applications in industry. With this
knowledge, layout practices can be improved to reduce thickness variations
or identify where dummy filling is needed. Dummy filling can be added in
the appropriate areas to minimize variations after the planarization
process. The model can be used to determine the optimal film thickness to
be deposited for a given specification for planarization. This reduces both
polish times and the material wasted. For STI CMP the model can predict
when the nitride-capping layer is exposed. Apart from the process related
applications mentioned, the model can also be interfaced to analysis tools
to determine the impact of dielectric thickness variations on circuit
performance.
The MIT density model is built on the foundation of Preston's model. In this
chapter we examine in detail Preston's model and other models that have
been developed for CMP, as well as their limitations. We then investigate
the density and step height model that were used to fit results in this
project.
PRESTON'S MODEL
Preston developed a model for glass polishing in 1927. But because it is
based on the fundamental mechanical motions in CMP the model is also
applicable to dielectric polishing and is widely accepted in industry [11].
Preston's model states that the removal rate, which is the rate of change in
thickness, z, is proportional to the pressure, p, on the wafer surface and
the relative velocity, v, and can be written as:
27
dz
dt
t
In this equation kp is Preston's coefficient which captures process effects
including the weakening of the wafer surface by the slurry, the surface
roughness of the polishing pad and the type of abrasive particles used.
However, the exact relationship between kp and these process conditions is
not clear and it is difficult to tell where all of these dependencies ultimately
reside. Preston's model actually is not bound by a mechanism. It is a
summary of an empirical observation.
Since the density and step-height model are based on Preston's model,
they also assume that the removal rate is proportional to the pressure
applied. By investigating how the these two models fit the data for the fixed
abrasive pad, we also examine whether Preston's model is applicable to the
fixed abrasive case, i.e. this work examines whether Preston's equation
requires three-body abrasion (conventional polish) or whether it also
applies to two body abrasion (fixed abrasive polish).
We now proceed to review some of the other models that have been
developed
for CMP.
However,
these models
are
neither
physically
substantiated nor significantly better than Preston's, and we will proceed
with a pattern dependent model based on Preston's equation.
OTHER MODELS
Cook developed an extension to Preston's model [12]. His model assumes
that slurry particles are responsible for polishing and their abrasion of the
surface is treated as a Hertzian penetration problem. It is the same as
Preston's model except that Preston's coefficient is replaced with 1/2E
where E is the Young's modulus of the surface being polished. This model
28
overestimates the
polish rate by over
an
order of magnitude.
His
explanations for the anomaly are:
1. E for the surface differs from E for the remaining wafer. This is quite
possible since the chemical structure of the surface is weakened by
the slurry and differs from the bulk of the wafer.
2. Material in the indented volume may not have been removed or was
removed and then redeposited.
3. The force applied causes inelastic deformation of the surface to be
polished and the equation related to elasticity does not apply.
The third reason is an important cause of the discrepancy in the model.
The force applied during CMP is relieved by the viscoelasticity of the pad. It
enables the particles to be embedded in the pad such that the force does
not cause as much penetration of the particles into the wafer surface.
Therefore
an
increase in pressure does not necessarily result
in a
proportionally increased indentation. Additionally, the concentration of the
particles is low and the model cannot accurately evaluate the area of
interaction between the particles and the polish surface.
Runnels model, on the other hand, focuses on a different aspect of CMP.
The model assumes the existence of a hydrodynamic fluid layer between
the pad and the wafer [13]. The abrasion of the wafer surface is then dealt
with as erosion due to hydrodynamic effects. Slurry thickness is a key
parameter in this model and is a function of wafer curvature, slurry
viscosity, and rotation speed. The model treats the slurry as a viscous
Newtonian fluid while the pad and wafer are treated as rigid surfaces on
which non-slip boundary conditions are applied. Preston's equation is
modified to include the effects of normal and shear stress. This model is
represented by the equation:
dz
dt
29
where CP is a coefficient similar to Prestons', (- is the normal stress tensor
due to the applied force and
t
is the shear stress due to slurry flow
activated by the relative motion between the pad and the wafer.
Calculations using principles of fluid mechanics are used to determine
these stresses based on the macroscopic flow of slurry as well as the
pressure distribution across the wafer. Stokes equations for incompressible
Newtonian flow are solved:
u-Vu=-±Vp+
p
V2u
p
V-u=O
where p is the density, t is the dynamic viscosity, p is the pressure and u is
the velocity vector of flow.
Although this model has not been tested, it is highly unlikely that it can
accurately predict the CMP
process since some of the fundamental
assumptions in this model are flawed, e.g. the pad is not rigid and the
hydrodynamic effect, if any, is very weak. However, important observations
are made from this model. Temperature dependence is embedded in the
model since it significantly impacts the viscosity of the slurry and therefore
the fluid film thickness and the polish rate. Such changes in temperature
can vary fluid viscosity by as much as 30%. Since stresses are also
dependent on wafer curvature, this is another parameter that affects the
model.
Tseng and Wang developed a model that is a combination of the Hertzian
penetration model and Runnels model [14]. This can be expressed as:
AU
5 1
= -MP 6 V 2
At
30
where M is a coefficient determined by the process conditions, P is the
pressure and V is the relative velocity.
Shi et al. proposed an improved penetration model [15]. Although it is
based on particle penetration, it accounts for the viscoelasticity of the pad
that relieves the force applied on the wafer by the particles. This model is
represented by the following equation:
AH
2
H=-K P 3V
At
All of the above models incorporate mechanical aspects of CMP and only to
a very small extent the chemical effects of the slurry. Additionally these
models are aimed at blanket wafer polishing. Since then effective and
practical models have been developed that enable solving for the waferlevel polish rate across the entire wafer as a function of measurable
macroscopic process conditions.
DENSITY MODEL
A pattern density based model can be used to understand the interaction
between the CMP process and layout dependencies on the wafer being
polished. An efficient characterization methodology that includes standard
characterization masks as well as model calibration and verification
procedures has been developed [19, 5].
The basic model and terms used in the pattern-dependent model were
originally proposed by Stine et al. [20]. The definition of these terms is
shown in Figure 13. The equation proposed by Preston is modified to
include the blanket rate, K, and the effective pattern density, p(x,y,z), which
is defined as the effective or perceived density at a particular point. The
equation is written as follows:
31
K
dz _
dt
p(x,y,z)
The equation is then solved for z under the assumption that down areas are
not polished until the local step height, z1 , is removed. The polish rate is
then the blanket polish rate. As will be examined in the step-height model,
this is an assumption that can be improved on. The effective density is
written as:
p(xyz)= fpo(x,y)
z>zO-z,
The final film thickness for any time t is then given by:
zo
Z
t < pOz 1 I K
-
zo - z 1 -Kt+-p 0 (x,y)z1
Z
up areas
t> p0 z1 1K
down areas
>
-2
ZO
SOxide
z < z0-zj
Metal
Figure 13: Definition of terms used in the model
The accuracy of this model depends heavily on the correct evaluation of
po(x,y). The effective local pattern density is calculated for specific areas of
the mask by employing a planarization length sized weighting function,
which takes into account the pad and process interaction with neighboring
features.
32
Factors such as process conditions, machine type, and complicated
coupling effects of the pad, which is the most dominant effect, are
incorporated into a single parameter, planarization length. A stiffer pad
resists deformation and therefore distributes pressure over a larger area.
The planarization length of this pad is therefore larger. This term is
effectively the length scale over which the surrounding areas affect the local
pressure at any given location on the wafer. In other words, it is the length
over which the effective density for any given point should be calculated.
The effective density can be calculated for an arbitrary layout, across the
mask
given
the
planarization
length
and
the
weighting
function.
Planarization length defines the size of the area over which the effective
density is calculated while the weighting function describes the shape of
this area.
The density weighting function is in effect the planarization impulse
response of the pad and process. Similarly, the planarization length can be
considered as the number that characterizes the impulse response
function. In the simplest case the weighting function can be a square
window. For the slurry-based process, the elliptical weighting function
presents the
most optimal
performance among
different
weighting
functions that were considered by Ouma [5]. Figure 14 shows examples of
alternate weighting functions that have spatial symmetry. The important
difference between the weighting functions is how each one weighs nearby
local features differently than farther away structures.
33
Cylinder
Square
1
1
t.
0
Elliptic
Gaussian
1
0
1,
0-
Figure 14: Effective density weighting functions [5]
The effective density across the die is calculated using the following steps:
(a) layout biasing, (b) evaluation of the local discretized density and (c)
effective density calculation. Layout biasing refers to the adjustment of the
drawn mask layout to more closely match the actual deposited film. The
local discretized density function is calculated by first dividing the mask
(Figure 15) into small square cells in a regular grid. The density in each cell
is then the ratio of raised to total area of the cell. Finally, the effective
density (Figure 15 - Right) given by the convolution sum of the discretized
density function and the weighting function. The weighting function is
effectively a moving average window that is applied to the layout.
Fy
122
ad
00
Figue
mak15Layot
ad efectie desit
34
STEP-HEIGHT MODEL
The density model described above provides thickness predictions to a first
order and falls short when predicting low-density features. Several alternate
models have been proposed but these lack a clear connection to pattern
density. One such model proposed by Burke [16] is an exponential
decrease in step height with time. This model assumes that the pad is
always in contact with both the raised and down areas and that the removal
rate is determined by the distribution of pressure between the raised and
down areas. Results from experiments by Grillaert et al. [8] at IMEC showed
that the above assumption is true only after a certain step height is
reached. Before this step height is reached, the model predicts that there
is no contact between the pad and down areas. The removal rate of the
raised areas is then given by the blanket rate divided by density (Figure
16). During this phase, step height decreases linearly with time and the
thickness variations are modeled well by the density model. After reaching
the transition step height, the rate is exponential as per the model in [8]. At
this stage, down areas are also polished. Smith's work combines the step
height and the density model [9]. The difference between the IMEC model
and the density model is shown in Figure 16.
(BR)/p
Er
MIT
2h
BR+(1-p)-e
%
C.M
o
20
40
£IMEC
60
80
100
60
40
20
0
so
100
go
100
6000
4000--
BR-p-e
2000-
-
"W- IMEC
cc
2000
2001
0
0
20
40
60
Polish Time (Seconds)
s0
MIT
,,'
100
0
0
S
20
2
60
40
Time (Seconds)
Polish
Figure 16: MIT density] model vs. IMEC model [9]
35
Results from Smith show a 50% reduction in fitting errors of both raised
and down area thickness by using the combined density and step height
model versus the density model. Variations of this model significantly
reduce the number of model parameters and provide the ability to predict
post polish thickness for arbitrary layouts.
In this chapter we examined various CMP models. The following chapter
examines how these models fit data from the various CMP processes. We
investigate which model, i.e. the density or the step-height model, best
explains the fixed abrasive pad. The implications of which model fits best
will also be studied. Finally, we also examine if there are other effects, e.g.
a different density dependence, that require modifications to the current
model.
36
CHAPTER 4:
EXPERIMENTAL WORK
In this chapter we describe the experimental methodology, used to study
the fixed abrasive CMP process including the design of experiments,
characterization
masks, and the
pre
and
post CMP
measurement
procedures. We then present the results obtained and analyze them to
examine the difference between the conventional and fixed abrasive
process.
EXPERIMENTAL DESIGN
The first experiment was conducted to investigate the polish characteristics
of the conventional CMP process over time. The wafers used were first
coated with 2jim of oxide in the Novellus Concepti CVD deposition tool.
Some of these wafers were left as such to use as blanket wafers to monitor
the drift in the polish rate during the course of the experiment. The rest of
the wafers were then patterned with the MIT mask shown in Figure 17. The
mask makes dies of 1cm 2 with each density block being 2.5X2.5mm. It has
four rows and the same number of columns. Rows 1 and 2 have gradually
varying densities. Row 3 consists of blocks of densities that vary in steps
and row 4 has gradually varying pitch structures that maintain a constant
density of 50%. Oxide thickness on these wafers was measured using the
UV1250 before CMP. In each density and pitch block, six points were
measured (three peaks and three valleys). This totals to 96 points per die.
One central die per wafer was measured. Coordinates for both pre and post
CMP measurements were kept constant.
37
Row 4
Row 3
Row 2
Row 1
P20
P100
P250
P500
(20/20)
(100/100stm)
(62/250ptm)
(500/500ptm)
20%
80%
40%
60%
(20/80ptm)
(80/20pm)
(40/60ptm)
(60/40pm)
37%
62%
87%
100%
(37/63ptm)
(62/38 tm)
(87/13pm)
(100/Opm)
12%
25%
50%
75%
(12/88gm)
(25/75pm)
(50/50gm)
(75/25pm)
Figure 17: Mask used for experiments and corresponding pattern density
In order to study how thickness variations across the wafer alter over time,
the wafers were polished in steps, i.e. each wafer was polished to remove a
certain percentage of the oxide. Oxide removed from each wafer was 20%,
40%, 60%, 80% or 100%, where 100% corresponds to complete removal
of the deposited film on a "blanket" or unpatterned film. One wafer was
also over-polished to remove 120%.
The pad used for this process was the IC1000, Suba IV combination and
the slurry used was the Cabot (SS-12). The pad was first broken in with
dummy wafers before processing the actual lot. If the wafers were polished
starting with 20% followed by 40% until 120%, the effects of pad wear
could be confused with the effects of time on thickness variations. In order
to prevent this, the order of polishing was randomized. To investigate how
repeatable a polish is, some wafers were duplicated. In this process lot, the
40% and 80% wafers were repeated. To monitor the drift in the polish rate
over time, blanket wafers were polished for 60s to check the rate. Based on
the new rate the polish time for the next wafer was calculated.
38
After CMP, the wafers were cleaned in the SSEC Evergreen and then
cleaned again in a piranha dip. The amount of oxide removed in this
process is negligible. The HF dip following the piranha was omitted since
this would have removed the oxide. After the cleaning procedure, the
wafers were measured again using the UV1250.
The second experiment with the slurry-free process was almost identical.
The pad used is a proprietary fixed abrasive pad provided by 3M. The
formulation of the pad is 0.090 inch closed-cell foam with 0.020 inch
polycarbonate. Instead of slurry, a KOH solution of pH 11.5 was used.
While other models of the fixed abrasive pad have an extremely small
blanket rate, the fixed abrasive pad used in these experiments had a
blanket rate that was very close to the polish rate for patterned wafers.
RESULTS
In discussing the results, there is some terminology that should be
understood. A certain percent polish (e.g. 40% polish) refers to the
percentage of the step height that was intended to be removed during CMP
(i.e. that wafer was polished to remove 40% of the blanket oxide thickness).
The amount of polish could also be referred to with the polish time (e.g.
75s polish). However, the polish time for a 40% polish using a fixed
abrasive pad (FAP) is much smaller than when using the conventional pad.
This is because the rate of polish for the fixed abrasive pad was generally
larger than with a conventional pad (e.g. 1364 ptm/min vs. 3164 gm/min).
In order to compare two wafers it is therefore best to refer to the % polish.
A certain percentage density (e.g. 12%) refers to the designed or layout
pattern density, which is dependent on the position in the die as shown in
Figure 17. In this figure the (0,0) corner is the 12% density and the (10,10)
corner is the P500 pitch block.
39
3D plot of measured thickness
variation (20%
3D plot
Conventions( pad)
6
of measured thickness variation (40% Conventional
pad)
1.6-4
1--.4
14
-
10
x
X 10
1.2
1.2
10
6
Lenogth
Longoh((mm)
mm11
)
0
0
oLength
0
Figure 18: Evolution of
Im.)t
Lenth[~(m
.--..--
6
Length
Lenh (
mm11
)
o
0
oo
Length
Lont h(m.)t
(mmoo
up areas during CMP with the conventional pad: (Top Left) 20% polish,
(Top Right) 40% polish, (Bottom Left) 60% polish, (Bottom Right) 80% polish.
From Figure 18 the evolution of the die surface polished using a
conventional pad can be observed. Plotting the data from CMP using the
fixed abrasive pad yields graphs that are very similar to Figure 18. When
the wafer is only polished 20%, the die looks relatively uniform. As the
wafer is polished further, uniformity first increases and then decreases.
This is because as the wafer is polished, low-density regions are polished
faster creating step heights. Later local planarity is achieved in these
regions and high-density regions begin to polish faster. Thus after long
polish times, global step-heights are reduced and finally remain constant.
The above explanation for the variance is applicable for up areas. We now
proceed to investigate the evolution of down area polish.
40
Figure 19 shows the evolution of down areas during CMP using the fixed
abrasive pad. As can be seen, there is minimal removal of down areas when
polishing with the fixed abrasive pad. Only for long polish times, the
removal of down areas can be observed in low-density regions. The fact
that little removal occurs in valley regions is one of the key features of the
fixed abrasive pad. On the other hand, it is clear from
Figure 20 that down areas are polished even for short polish times using the
conventional pad. The implications of this behavior will be discussed later
in this chapter.
3D plot of measured downereas
3D plot of measured downareas (20% Fixed Abrasive pad)
10500
,
10500
10000
,
10000,
9500
,
9500
(40% Fixed
Abrasive pad)
9000
8000,
7500
7500
10
0
Length (rmm)
0
Length
Length (mm)
3D plot of
10000
measured
0
(mnm)
0
Length (mm)
3D plot of measured downareas (80% Fixed Abssive pad)
downareas (60% Fixed Abrasive pad)
10000
,
-
9500,
9500 ,
9000
10
0000
,
8500 ,
8500 ,
8000 ,
7500
750
L
a
10
-10
4
2
Length f.m)
0
0
Length (mim)
Length (mm)
Figure 19: Evolution of down area polish during CMP
2
0
0
Length (mm)
using the fixed abrasive pad: Top Left - 20%
polish, Top Right - 40% polish, Bottom Left - 60% polish, Bottom Right - 80% polish.
41
of measured
3D plot
10500
downareas (20% Conventional pad)
3D
of measured downareas (40%
Conventional pad)
10500
,
9500,s
9500-,
9000
9000
s
-
8500 ,
8500 -
6000 s
80000-1
7500
plot
y
7500
6
6
2
2
0
Length (mmn)
0
0
Length (mmi)
Length (mm)
0
Length (m.)
Figure 20: Evolution of down area polish iduring CMP using the conventional pad: Left - 20% polish,
Right - 40 % polish.
To validate the results discussed throughout this chapter, it is important to
see the repeatability of the data collected. Figure 21 shows in 3D the
difference between two sets of data collected from two different wafers
polished for the same length of time (40% polish). This difference is very
small compared to the oxide thickness (an average difference of 200A). As
can be seen, better repeatability is achieved using the fixed abrasive pad
than the conventional pad.
3D plot of the difference
in replication (40% Fixed Abrasive pad)
3D plot
12000
12000
10000
100DO
6000
8000
6000-
4000
4000
2000,1
20001
8000
of the difference in replication
(40% Conventional pad)
6
10
10
4
2--
6111
Length0
0
0
Legth (.111
Lenigth (mrm)
0
Length
(mm)
Figure 21: Repeatability of data for 40% polish using a fixed abrasive pad (left) and a conventional
pad (right)
42
The data obtained from the UV1250 measurements was used to extract the
planarization length using the density model. The planarization length and
the removal rate, which is known from the CMP procedure, were used in
the MIT density model to predict thickness variations after CMP. The
measured and the predicted data are plotted in 3D to reveal the surface
characteristic shown below in Figure 22. The measured and predicted
surfaces look similar in these graphs. The counterparts of these figures for
polish with the conventional pad also look alike.
3D plot of measured thickness
variation
3D plot of predicted thickness variation (80% Fixed Abrasive pad)
(80% Fixed Abrasive pad)
10
.10
Lngh
[mm
o
6
1-
17
Length (mm)
Longth (mm)
Longth(mm)
Figure 22: (a) Measured data after 80% polish for the fixed abrasive pad, (b) Predicted data from
the density model
It is interesting to examine how the residual difference between the
measured and predicted surface evolve over time. This residual is plotted
in 3D graphs for wafers of 40%, 60% and 80% polish to compare the
residual for the conventional and the fixed abrasive pad (Figure 23). For the
fixed abrasive pad, the residual smoothens over increasing polish times.
The conventional pad on the other hand, does not show such a trend,
indicating that the pure density model misses important aspects of the
polish throughout the conventional polish.
43
Difference between measured
and predicted values (40%
polish
using FAP)
Difference between measured
and predicted
values (40% polish
using Conventional
pad)
-
4000
4000 3000 -
3000
2000
2000
00
-1000
-1000
-2000,
10
-2000-.
10
<-
~~>10
6
10
6
4
0
h
2
0
Length
Difference between measured
and predicted values (60%
0
Length (mm)
(mm)
0
Length (mm)
Difference between measured and predicted values (60% polish
polish using FAP)
4000
,
4000
3000
,
3000
2000,
2000,
0
0
using Conventional
pad)
-1000-
-1000
-2000
10
\
\
A_-
-2000
10
)
_ -
10
10
4
2
0
Difference between measured
0
0
Length (mm0)
and predicted values (80% polish using FAP)
6000 ,
Difference between measured
4000
,-
3000
,
and
0
Lng
predicted values (80% polish
mm
using Conventional
pad)
2000 -.
2000
1000
-
0,
-2000-.
-1000
,A
-4000 -1
10
- 2000
10
6
4
4
2
Lenogth
(mim)
0
Length (mm)
Length (mm
0
Length (mm)
Figure 23: Difference between measured and predicted values. Left top to bottom: 40%, 60% & 80%
polish using fixed abrasive pad. Right top to bottom: 40%, 60% & 80% polish using conventional
pad.
44
To see the thickness variations in different sections of the die, Figure 24
shows a comparison of the data from the conventional and the fixed
abrasive pad. The measured data is fitted with the predicted data and the
fit is good for both sets of data. From the change in thickness variation
from the 40% data to the 80% data, it can be clearly seen that the lower
density regions are polished at a higher rate. This is seen from a
comparison of Row 3 in Figure 24 a and b in the graph for 80% polish,
where more material is removed from the regions corresponding to 40%
and 20% density.
While the 100% density region is relatively locally planar early in the CMP
process, the graph of 80% polish shows that the 100% density has a
higher thickness at one edge of the region than the other. The border of the
100% density block of thicker oxide is adjacent to the 87% density block
while the thinner border is adjacent to the 37% density block of the next
die. This shows the effect of the pattern density of adjacent features. It can
also be seen from the graphs that results from the fixed abrasive pad are
less uniform than the results from the conventional pad. This effect is
related to the planarization length, which will be discussed in further detail.
Although the effects of varying pitch are minimal, a close observation
shows that the blocks of smaller pitch are polished slightly faster. The
difference however is minimal, indicating that density has a much larger
effect than pitch on thickness variations.
A plot of the measured data for the fixed abrasive pad versus the stepheight model looks very similar to Figure 24. But the accuracy of the step
height model is better than the density model as will be discussed later.
45
for FAP)
Thickness (kA), Model(-) vs. Measured("o" for Conventional pad and
0
-
S10
59
8
7
6
5
4
3
2
1
0
10
20
~15
~0
~
&
2
1
0
1
I
.. .
20
........
...
.
3
4
5
6
1
1
1
1
.....
..
7
8
1
I
7
8
9
10
15
N
0
.. .. .....
5
2
1
0
4
3
5
6
9
10
9
10
-
20
0..~
. -4
15
0
0
5
1
0
2
3
4
5
6
7
8
X Coord (mm)
for FAP)
Thickness (kA), Model(-) vs. Measured( "o" for Conventional pad and
0
'15
0
1
2
3
4
5
6
7
8
9
10
0
1
2
3
4
5
6
7
8
9
10
-02-
3
4
5
6
7
8
9
10
9
10
0
N J15 -
10I
20
..
0
j
t-77
10
50
0
1
2
3
4
5
6
7
8
X Coord (mm)
Figure 24: Predicted vs. measured values for conventional and fixed abrasive pad. (Top) 40% Polish.
(Bottom) 80% polish
46
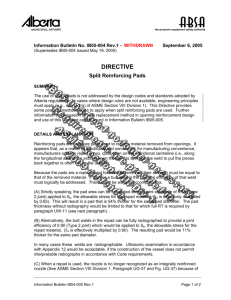
STEP-HEIGHT
A graphs of step height vs. pattern density for the fixed abrasive and the
conventional pad show that step height is greatly dependent on the pattern
density and varies substantially across the die (Figure 25). Note that
pattern density refers to the local layout pattern density and not the
effective pattern density as averaged using the planarization length. This is
responsible for the discontinuities observed in Figure 25 - there are a
range of step heights observed for the many step-height measurements in
the 50% density areas. Blocks designed with the same layout density may
have very different effective densities die to proximity of nearby structures.
Step height versus pattern density for the conventional pad
9000
8000
I
-
7000
6000
*
5000
C
4000
o
3000
-60%
20% polish
40% polish
polish
80% polish
100% polish
2000
1000
0
-1000 L_
10
L_
20
LLL
30
40
50
60
% Layout Pattern Density
70
80
90
100
Figure 25: Step height versus pattern density for the conventional pad
As per expectations, the step-height vs. pattern density shows a linear
curve for both the conventional process in Figure 25 and the fixed abrasive
process in Figure 26, where the step height is approximately proportional
to the pattern density. This is because as features in low-density regions
polish faster than those in higher density regions. The curve for step-height
47
vs. pattern density is steeper for the fixed abrasive than the conventional
pad indicating that density has a greater impact on step-height when
polishing with the fixed abrasive.
Step height versus pattern density for the fixed abrasive pad
10000
-
++
8000
6000
+
-
I
4000
an
2000
*
20%
40%
60%
80%
polish
polish
polish
polish
0
I-2000
1c 0
20
30
40
50
60
% Layout Pattern Density
70
80
90
100
Figure 26: Step height versus pattern density for the fixed abrasive pad
The step height plotted versus time presents results that one would have
expected. It has been shown that with time step height initially decreases
linearly and then exponentially. It was also expected that for the fixed
abrasive pad, the curve would be linear for the most part.
The linear and the exponential portion of the curves can be explained by
Grillaert's model [8]. During the polishing process using a pad with a stack,
when the step height is large enough the pad does not contact the valleys
although the pad can deform. The pad can therefore be treated as an
incompressible pad and the step height decreases linearly with time, the
rate of decrease being proportional to the removal rate and inversely
proportional to the pattern density. However, when the transition step
48
height is reached, the pad comes in contact with the valleys and the
scenario is then modeled as a compressible pad. This requires solving a
differential equation with an exponential solution. Beyond the transition
step height, the curve is therefore exponential.
Figure 27: Step-height versus time: (Top) Conventional pad, (Bottom) Fixed abrasive pad.
12000
-
Step height versus time for the conventional pad
-
*-10000
12% density
37% density
60% density
75% density
100% density
8000 V
6000
('z
4000 -
2000
....
..
..
...
...
..
..
..
.~.
-
-2000
50
0
300
250
200
150
100
400
350
45 0
Step height versus time for the fixed abrasive pad
12000
*
10000
12% density
37% density
60% density
75% density
100% density
8000 F
6000
W
_r
CL
V3
4000
-
0
_j
2000 -
-2000
-
0
20
40
60
80
Time (s)
100
120
140
160
49
The fact that the step height vs. time curve is linear for polish using a fixed
abrasive pad indicates that the pad can be treated as incompressible to
yield reasonably accurate results using the density model. However, since
similar data for the case of the conventional pad shows a more significant
exponential tendency, the step-height model should be used for better
prediction of thickness variations. Further work is required in this regard to
see the difference in prediction for the conventional and fixed abrasive pad
using the step-height model. In particular, long polished to explore the
contact or transition height in more detail are needed.
Figure 27
shows that the curve for step-height vs.
time, for
both
conventional and fixed abrasive data, appears to be more exponential as
the pattern density decreases. This is because as the density decreases,
features are polished faster. Thus the transition step-height is reached
earlier and the pad comes in contact with the down areas. As per Grillaert's
model, the step-height then decreases exponentially with time. In the case
of the conventional pad, the exponential trend is more obvious. This is
because down area polish occurs much more in the conventional process
than in the fixed abrasive process.
EXTRACTED CHARACTERISTICS
Planarization length
A longer planarization length implies that local planarity can be achieved
over a longer length scale. As shown in Figure 28, the planarization length
extracted using the density model is higher for the conventional pad than
for the fixed abrasive pad. This data confirms the observations in Figure 24
where there is a slightly greater variation in thickness across rows in wafers
polished with the fixed abrasive pad than the conventional pad.
50
While the planarization length is the same for wafers polished 60% and
80%, there is a discrepancy between the planarization lengths for the fixed
abrasive pad and the convention pad in the 40% polished wafers. The
implications of a time-dependent
planarization
length
needs further
consideration in the future.
Planarization length vs. percent polish
6000
5000
4000
-
SE 3000
-*-
Fixed abrasive pad
Conventional pad
2000
1000
0
40%
60%
80%
% Polish
Figure 28: A comparison of the extracted planarization lengths
Removal rate
An interesting aspect of the model is that although the model fits the data
well, there is a large difference between the actual removal rate measured
during the CMP process and the removal rate extracted by the density
model. When the measured removal rate is used in the density model to
predict thickness variations, the difference between the measured and
predicted data is large. On the other hand when the density model uses the
removal rate determined through multiple iterations of calculating the
planarization
length using the initial removal rate and vice versa, it
accurately predicts the thickness variations. A comparison of the removal
rate extracted in this manner and the measured removal rate for the fixed
abrasive pad is shown in Figure 29. The model underestimates the rate by
approximately 2X. For the conventional pad however, it overestimates the
51
polish rate for the conventional pad by almost 2X. The reasons for this
discrepancy is unclear and needs to be investigated further.
Figure 29: A comparison of the removal rates using the density model
Measured vs. predicted removal rate: FAP
3500
3000
2500
2000
1500
1000
E
500
Cr
---
Rate (actual)
Rate (model)
0 0~
0%
20%
40%
60%
80%
100%
% Polish
Measured vs. predicted removal rate: conventional pad
3000
E
(D
-- - - - - -
- - -
-
-
- - - -
2500
2000
-4-Rate (actual)
-Rate (model)
S1500
0
E
Ir
1000
500
0
%
20%
40%
60%
80%
100%
% Polish
We now proceed to investigate the prediction errors using the various
models. This is done by measuring the root mean squared (RMS) error
between the measured and predicted values for different rows of the die.
By measuring the error for various rows we can examine whether the model
fits the measured data better for certain types of layout. Additionally, the
RMS error for different amounts of polish has also been calculated to see
the effects of the amount of polish on the RMS error.
52
MODEL FIT: DENSITY MODEL
We first consider fits using the density CMP model. For the conventional
pad, Row 1, which has the lowest average density on the die, has the
largest RMS error (Figure 30). This is in accordance with Smith's findings
that density-based predictions for raised areas in the 12% and 25% density
regions are poor [9]. Row 2 and 3 have better prediction while Row 4 has a
poor prediction rate again. Perhaps the effect of fine pitch causes faster
polish and prediction is only slightly better than for the low-density regions
in Row 1. As per Figure 24, the model fit for Row 4 shows that prediction is
better for regions of larger pitch structures. Further studies are required to
examine the effect of pitch.
Accurate prediction of thickness depends on contact between the pad and
raised or down areas. As the pad polishes raised areas in low-density
regions, the material is removed quickly and the pad comes in contact with
the down areas. Pressure is then distributed both over the raised as well as
down areas. Prediction for low-density regions is therefore flawed. This can
be seen in higher density regions, the pad does not come into contact with
the down areas until most material is removed. This is perhaps why the
RMS error usually increases with polish time in the graphs below.
The RMS errors for Rows 1-3 are very similar for the fixed abrasive and the
conventional pad. The main difference between the two graphs is the larger
error in thickness predictions for pitch structures (Row 4). The density
model predicts approximately the same results across Row 4. But perhaps
this indicates that accounting for the contact height when modeling the
conventional pad can yield better prediction.
53
Figure 30: RMS error for the modeled data
RMS error for conventional pad
16001400 1200
0
(n
-
1000 - 800 - - 800 1
600
600 - -
Rowi1
E040% polish
R
111160%
polish3
E60 polish
olis
0 80% polish
-080%
Row 2
Row 3
Row 4
RMS error for fixed abrasive pad
1600
1400
1200
0
(n,
040% polish
*160% polish
080% polish
1000
800
600
400
200
0
Rowi1
Row 2
Row 3
Row 4
MODEL FIT: STEP-HEIGHT MODEL
Next we consider fits using the combined density and step-height CMP
model. Plotting the measured fixed abrasive pad data vs. predicted
thickness using the step height yields a graph very similar to Figure 24.
The RMS error for the difference between the step height model and the
measured data for the fixed abrasive pads is shown in Figure 31. As can be
seen, for the low-density regions (Row 1) the accuracy of prediction is
considerably higher than using the density model. This can be explained as
54
follows. As mentioned earlier, the low-density regions polish faster - when
the transition step-height or contact height is reached, the pad comes in
contact with the down areas of the wafer. Beyond this transition step
height, the pad cannot be treated as incompressible. Since this stage is
reached relatively early during the polish process for low-density regions,
the step-height model predicts thickness variations with greater accuracy
by eliminating the assumption of no down area contact, before the stepheight is removed, in the pure density model. In high-density regions, on
the other hand, the transition step-height is reached much later in time and
the pad can for the most part be treated as incompressible. Therefore the
step-height model shows enhanced prediction for the low-density regions
(Row 1) and approximately the same level of accuracy for the density
structures.
The description above is also supported by Figure 19 and
Figure 20, which show down area polish in the case of conventional and fixed
abrasive CMP. In the case of the fixed abrasive pad, down areas are not
polished except in low-density regions. Since this supports the density
model where no down area polish is assumed, the density model effectively
predicts thickness variations after the fixed abrasive CMP process.
Figure 31: Prediction error using various models on fixed abrasive data
RMS error: density vs. step-height model for 80% FAP polish
2000
0
1500--
0lDensity model
Stepht. model
1000
500
Row 1
Row 2
Row 3
Row 4
55
SUMMARY OF RESULTS
In this chapter we have analyzed data from experiments involving polishing
wafers patterned with a density mask, using the conventional or the fixed
abrasive CMP process. Results confirm that hardly any down area polish
occurs in the case of the fixed abrasive polish except in low-density regions.
Therefore, as can be expected, the step-height versus time graph shows an
exponential curve for very low-density regions and a linear curve for regions
of higher density. The pad can be treated as incompressible and thus be
modeled to a reasonable degree of accuracy using the density model for
these regions of higher density. The step-height model provides better
results when modeling thickness variations in low-density regions.
56
CHAPTER 5:
CONCLUSIONS
In this study the performance of the fixed abrasive pad was examined for
oxide polishing through a series of experiments. A density mask was used
in the analysis of the behavior of a 3M fixed abrasive and a Rodel
conventional pad. The study examines the prediction of thickness variations
after CMP with a fixed abrasive pad using the MIT density and the step
height model.
The study begins with a close examination of the fixed abrasive and the
conventional polish process and an analysis of the shortcomings of various
methods.
While
the
conventional
process
requires
considerable
maintenance of the machine and pad, the slurry free process is simpler.
The planarization length is deeply dependent on the pad and the process.
In chapter 3 we examine in detail several possible models for CMP and the
assumptions on which they are based and their shortcomings. Some of the
models described include Preston's model, the MIT density model, and the
step height model. We concluded that the MIT density model gives a good
first order approximation for thickness variations and that the step-height
model combined with the density model further enhances this model.
Chapter 4 describes the experiments conducted using the fixed abrasive
and the conventional pad. A comparison of results from the different
experiments was then presented. Measured results from the fixed abrasive
and the conventional pad experiments were fitted against the MIT density
model and compared. Some aspects investigated in this work include the
57
effect of layout pattern density, variation in step-height, and the error
between the predicted and the measured data.
From the study, we have seen that the MIT density model predicts
thickness variations to approximately the same degree of accuracy for both
the fixed abrasive and the conventional pad. As can be predicted form the
global
step heights after CMP
using the fixed
abrasive
pad,
the
planarization length for the fixed abrasive pad (4.3 mm) was indeed lower
than for the conventional pad (4.7 mm). Little down area polish occurs
when polished with the fixed abrasive pad, except in areas of low-density.
The step height vs. polish time for the fixed abrasive pad is therefore linear
for the majority of polish time in areas of higher density. In modeling
thickness variations in areas of higher density the pad can be treated as
incompressible to yield good results. The density model is therefore
sufficiently accurate in this case. In areas of low-density however, the
density model does not accurately predict thickness variations and contact
height needs to be taken into account for better modeling. The step height
model shows improved accuracy over the density model for areas of low
density.
FUTURE WORK
In this work, various aspects of the fixed abrasive pad have been
investigated. It has been shown that thickness variations after polish using
the fixed abrasive pad fit the MIT density model as well as the step-height
model. There are a several issues that require further investigation to
understand the fixed abrasive pad better:
58
1. Pad properties
Newer 3M fixed abrasive pad models have a significantly smaller removal
rate for blanket wafers than patterned wafers. This property does not
pertain to the fixed abrasive pad used in this study since it is an older
model. Future studies should investigate the accuracy of modeling the
newer pads using the density and step-height models.
The experiments in this study focused on fixed abrasive pads with a
pyramidal surface structure. It would be interesting to investigate how the
surface structure of the pad affects polish properties. Fixed abrasive pads
with a cylindrical surface structure should be one aspect of future studies.
Secondly, the pads used had a softer subpad. The role of the subpad and
its effect on uniformity is discussed in [4]. However, a fixed abrasive pad
without a stack (e.g. a pad directly affixed to a hard platen) has not been
fitted against the density or step height model.
The nature of the interaction between the abrasive particles and the wafer
also requires understanding. It is sometimes conjectured that the exposed
particles embedded in the surface of the fixed abrasive pad disengage from
the resin and behave like abrasive particles in the conventional slurry.
There is however no conclusive evidence of this and further investigation is
required.
2. STI CMP and modeling
The effect of the fixed abrasive pad for planarization in STI structure needs
to be investigated further. Results from Vo et al. from Rodel show improved
results using the fixed abrasive matrix on STI structures compared to
conventional ILD slurry and high-selectivity slurry processes' [17]. Studies
High selectivity to topography and 1:1 selectivity to nitride is required for this level of
performance.
1
59
to determine how measurements from the STI experiments fit the dual
material model such as the copper model developed by Tugbawa [23], are
suggested.
3. Pattern layout
It is not clear from the study whether the effect of pattern density is the
same with the use of the fixed abrasive and the conventional pad. Further
studies on this topic are suggested. The RMS error was calculated for the
difference between the measured and predicted values for the two types of
pads. As discussed in the previous chapter, the RMS error for Row 4
containing pitch variations was larger for the fixed abrasive pad than the
conventional pad. The prediction error for variations in density however are
very similar and suggest that the gradual and step density structures have
the same effect on polishing using the two pads.
4. Modeling artifacts
An interesting point to note from the modeling is the difference between
the measured and extracted "blanket" removal rates for the conventional
and slurry-free process. A key question is how the equivalent "blanket" rate
for patterned wafers should relate to the observed removal rate on true
blanket wafers, as this research shows these values to be very different.
While the measured "blanket" removal rate was considerably higher for the
fixed abrasive pad, the model extracts a much lower rate. On the other
hand, for the conventional pad, the model extracts a higher blanket
removal rate than observed on unpatterned wafers. In fact the model
wrongly indicates that the blanket removal rate for the conventional pad is
higher than that for the fixed abrasive pad. It is not clear how the extracted
"blanket" removal rate is related to the physical process parameters and
conditions and further studies are required to examine if more can be
learned about the process from the extracted removal rate.
60
REFERENCES
[1]
National Technology Roadmap for Semiconductors: Semiconductor
Industry Association Report, SEMATECH Inc., Austin, TX, 1997.
[2]
K. Perry, Chemical Mechanical Polishing: The impact of a new
technology on an industry, Symposium on VLSI Technology Digest of
Technical Papers, 1998.
[3]
S. Wolf, Silicon processing for the VLSI era: Vol. 2 - Process Integration,
Lattice Press, Sunset Beach, CA, Chap. 4, 1990.
[4]
P. van der Velden, Chemical-mechanical polishing with fixed abrasives
using different subpads to optimize wafer uniformity, Semicon Europa,
1999.
[5]
D. Ouma, Modeling of chemical mechanical polishing for dielectric
planarization, Ph.D. Thesis, MIT, Nov. 1998.
[6]
P. van der Velden and F. Weimar, Chemical-mechanical polishing with
fixed abrasives, Semicon Europa, pp. 5-9, 1998.
[7]
D. Ouma, D. Boning and J. Chung, An integrated Characterization and
Modeling Methodology for CMP Dielectric Planarization, International
Interconnect Technology Conference, San Francisco, CA, June 1998.
[8]
J. Grillaert, A study of the planarization process during CMP for oxides
and STI, Ph.D thesis, Katholieke Universiteit Leuven, May 1999.
[9]
T. Smith, Device independent process control of dielectric CMP, Ph.D.
Thesis, MIT, Sept. 1999.
[10]
N. B. Kirk and J.V. Wood, Glass polishing, British Ceramic Trans., vol.
93, no. 1, pp. 25-30, 1994.
[11]
F. W. Preston, The theory and design of plate glass polishing machines,
J. Soc. Glass Technol., vol. 11, pp. 214-256, 1927.
[12]
L. M. Cook, Chemical processes in glass polishing, J. Non-crystalline
Solids, vol. 120, pp. 152-171, 1990.
[13]
S. R. Runnels and L. M. Eyman, Tribology analysis of CMP, J.
Electrochem. Soc., vol. 141, no. 6, pp. 1698-1701, June 1994.
[14]
W-T. Tseng and Y-L. Wang, Re-examination of pressure and speed
dependencies of removal rate during CMP processes, J. Electrochem.
Soc., vol. 144, no 2, pp. 14, Feb 1997.
61
[15]
F.G. Shi, B. Zhao and S-Q. Wang, A new theory for CMP with soft pads,
international interconnect Technology Conference, San Francisco,
CA, pp. 73-75, June 1998.
[16]
P.A. Burke, Semi-empirical modeling of Si02 CMPplanarization, in
Proc. VMIC Conf., Santa Clara, CA, pp. 379-384, June 1991.
[17]
T. Vo, T. Buley and J. Gagliardi, Improved planarization for STI with
fixed abrasive technology, Solid State Technology, pp. 123-128, June
2000.
[18]
J. Gagliardi, 3M Fixed abrasive CMP polishing of semiconductor oxide
films, 3M product literature, Sept. 1999.
[19]
B. Stine, D. Ouma, R. Divecha, D. Boning and J. Chung, Rapid
characterization and modeling of pattern dependent variation in CMP,
IEEE Trans. Semi. Manuf., vol. 8, no. 4, pp. 382-389, 1995.
[20]
B. Stine, D. Ouma, R. Divecha, D. Boning, J. Chung, D. Hetherington,
I. Ali, G. Shinn, J. Clark, O.S. Nakagawa and S-Y. Oh, A closed form
analytic model for ILD thickness variation in CMP processes, Proc. CMPMIC Conf., Santa Clara, CA, 1997.
[21]
A. R. Baker, The origin of edge effect in CMP, Proc. of Electrochem.
Society Meeting, Vol. 96, no. 22, pp. 228, 1996.
[22]
D. Wang, J. Lee, K. Holland, T. Bibby. S. Beaudoin and T. Cale, Von
Mises stress in CMP processes, J. Electrochem. Soc., vol. 144, no. 3,
pp. 1121-1127, March 1997.
[23]
T. Tugbawa, T. Park, and D. Boning, Framework for Modeling of Pattern
Dependencies in Multi-Step Cu CMP Processes, SEM ICON West 2000,
July 2000.
[24]
K. Achuthan, J. Curry, M. Lacy, D. Campwell and S. V. Babu, Journal
of Electronic Materials, vol. 25, p. 1628, 1996.
[25]
D. Stein, D. Hetherington, M. Dugger and T. Stout, Journal of
Electronic Materials, vol. 25, p. 1623, 1996.
[26]
D. P. Goetz, Structured abrasive CMP: length scales, subpads and
planarization, Materials Research Society Symposium on CMP:
Fundamentals and Challenges, San Francisco, CA, April 1999.
62